Petrochemicals

of 72
description
Brief introduction about different petrochemicals and their applications in daily life
Transcript of Petrochemicals
-
Chapter 9
PetrochemicalsPetrochemicals
-
Refinery-ADU
C5-150 C
b.p.150-250 C
-
Refinery-Types
A topping refinery is equipped with a main Atmospheric Distillation unit and necessary treating processes for other products going to storage. They have no capability to alter the natural yield pattern of the crude oils that they process
-
Refinery-TypesA hydro-skimming refinery is equipped with a main Atmospheric Distillation unit, a naphtha reforming unit and necessary treating processes for other products going to storage. have no capability to alter the natural yield patterns of the crudes they process
-
Refinery-Types
-
Refinery structure
Processing of light crude, even in a complex refinery with FCC, hydrocracking etc. does not yield a satisfactory product distribution. The
amounts of fuel oil are too high.
-
CONVERSION OF HEAVY RESIDUES
For heavy oil the situation is even worse with ~ 50% fuel
oil being produced even in a complex refinery.
Fuel oil is worth < original crude. The value of the productsdecreases in the order: gasoline> kerosene/gas oil > crude oil > fuel oil.
7
-
CONVERSION OF HEAVY RESIDUES
Deep Conversion: Combines carbon extraction with the addition of hydrogen.
This process is designed to convert the heaviest fractions (refinery residue or bottoms) into lighter and marketable products.
8
Process includes coking, residue catalytic cracking and de-asphalting.
-
Refinery-Types
-
Refinery Margin
The refining margin is the difference in value between the products manufactured by a refinery and the value of the crude oil used to produce them.
Refining margins will thus vary from refinery to refinery and depend on the price and characteristics of the crude used.
10
crude used.
Refinery margins gauge profitability based on the co-production of the product slate based on specific refinery configuration, location of the refinery and the type/specification of the crude oil feedstock.
-
Refinery Margin
Margins are influenced by refinery configuration(simple or complex), the running of a variety of crude types and the range of products.
Over recent years complex refineries (those with the ability to crack fuel oil and convert heavy residue) have achieved consistently higher refining margins than
11
achieved consistently higher refining margins than simple hydroskimming refineries. The key players have invested extremely large sums in refining upgrades-desulphurisation, hydrocracking and deep conversion.Nelson Complexity Index higher the value of products. US refinery 9.5 and RIL 14
-
Reliance Complex-Refinery
12
-
Petrochemicals
Chemicals derived from petroleum products. Like plastics, rubber, fibers and solvents.
Raw material for petrochemicals are pure hydrocarbons separated and converted to desirable products in several stages and it is grouped asproducts in several stages and it is grouped as
1. Feed-stocks (First generation PC)2. Intermediate (Second generation)3. Finished products (third generation)
-
Petrochemicals
1. Feed-stocks (First generation PC)HC obtained from crude oil refining by distillation and thermal and catalytic process. ExHC gases and naphtha from ADU
2. Intermediate (Second generation)Thermal cracking of ethane, propane , butane and naphtha produces cracked gases or olefins (C2, C3, naphtha produces cracked gases or olefins (C2, C3, C4 and acetylene) and liquids of BTX
3. Finished products (third generation)Using above intermediate , a variety of plastics, rubber, fibre, solvent, paints etc.
-
CLASSIFICATION
Primary petrochemicals are divided into three
groups depending on their chemical structure:
CLASS 1
Olefins includes ethylene, propylene, and
butadiene. Ethylene and propylene are
important sources of industrial chemicals and
plastics products. Butadiene is used in making
synthetic rubber.
-
CLASS 2 Aromatics includes benzene, toluene, and
xylenes. Benzene is a raw material for dyes
and synthetic detergents, and benzene and
toluene for isocyanates used in making
polyurethanes. Manufacturers use xylenes to
produce plastics and synthetic fibers.produce plastics and synthetic fibers.
CLASS 3 Synthesis gas is a mixture of carbon monoxide
and hydrogen used to make ammonia and
methanol. Ammonia is used to make the
fertilizer urea and methanol is used as a
solvent and chemical intermediate.
-
Naphtha cracking
-
Naphtha Re-distillation unit
Feed : Stabiliser bottom.
ProductsLighter : for production of olefins and of olefins and hydrogen.
Heavier : suitable for high octane gasolene or BTX petrochemicals
-
Naphtha cracking
Major plastics are manufactured from olefins, produced by cracking of gases (gas-based petrochemicals) , such as CH4, C2H6 or from Naphtha (Naphtha based).
Large availability of Naphtha and low energy requirement for cracking, it is widely accepted. requirement for cracking, it is widely accepted.
Yield of olefin decreases with increasing Mol. Wt of HC.
Ethane gives 80% EthylenePropane 45%, Butane 37% , Naphtha 30-35%...
The desirable feed stock for Naphtha
cracking is high content of Paraffin
>75% and low boiling range
-
Naphtha cracking
Due to thermal cracking, the following cracking endothermic reaction takes place
Light hydrocarbons obtained from the initial cracking reactions further crack into lighter olefins and
So the residence time in the furnace is
in milliseconds
reactions further crack into lighter olefins and propagate until the reaction temperature is brought down (quenched).
If the reaction is continued indefinitely, branched and cyclised heavy hydrocarbons will be produced and coke will be generated as the ultimate product.
-
Naphtha cracking
Steam is introduced with the feed to remove the coke layer on the tube surface by converting coke into carbon monoxide and hydrogen by water gas reaction
C + H2O(steam) = CO + H2.Furnace Condition
-
Naphtha cracking
Cracker furnace operates cyclically between the cracking and decoking operations.
Excess steam may also partially convert Naphtha to CO and H2, reduce the yield of olefins.
Products from the cracking furnace are quenched and Products from the cracking furnace are quenched and fractionated.
Amine or caustic washed to remove H2S and CO2gases.
-
Naphtha cracking
-
Naphtha cracking
-
PolymersPolymers
-
Epoxy polymer
-
LDPE
-
2)Initiation: Initiator added, bonds break and radicals are formed
1)Monomers3) Free radicals + monomers
4)Propagation:monomers join to radical; join to radical; chain grows.
5) Long chain radicals + monomers
6)Termination:Long chain radicals join. Polymer formed. .
7)Complete polymer
-
Low Density Polyethylene
In the initiation stage, radicals are made using an organic peroxide catalyst.
-
Low Density Polyethylene: Initiation
The OO bond is weak and breaks to make RO radicals (alkoxy radicals).
-
Low Density Polyethylene
An alkoxy radical combines with one of the electrons from the double bond inethylene.
-
Low Density Polyethylene: Propagation
An alkoxy radical combines with one of the electrons from the double bond inethylene.
-
Low Density Polyethylene: Propagation
This forms a new covalent bond and a new radical.
-
Low Density Polyethylene: Propagation
The new radical reacts with another ethylene molecule.
-
Low Density Polyethylene: Propagation
This forms another new radical, longer than before.
-
Low Density Polyethylene
The chain grows longer until two radicals react with each other.
-
Low Density Polyethylene: Termination
This is called the termination step.
-
LDPE is used for making films, sheets, tubes, LDPE is used for making films, sheets, tubes, blocks, insulation, hoses etc.But, it cannot be used at temperatures above 80C because deformation will occur.Reaction takes place in solutionHeat of reaction -3650kJ/Kg
-
Typical Autoclave reactor
-
HDPE
in Alkylaluminium
HDPE has a rigid and translucent property and is suitable for making electrical goods, bottles, ropes, etc.etc.Catalyst is suspended in Benzene.
-
HDPEBenzene
Flash drum
20-35 atm60-80 C
-
HDPECatalyst consumption is 1 g of Ti per 1500 kg of polymer. This impurity limit the application of HDPE.
Modern catalyst yield 6000 kg/gm of catalyst
HDPE high melting point than LDPE.
HDPE is rigid for making electrical goods, bottles and ropes.
Very Low p as compared to LDPE.
-
LLDPECo-polymer of Ethylene and 1-butene having linear structure
Temp: 100 CP : 7-20 atm.Fluidized condition. Monomers used to fluidise the polymer granules.polymer granules.
Long residence time 3-5 hr
-
LLDPE
-
LLDPE
Usesplastic bags and sheets (where it allows using lower thickness than comparable LDPE) plastic wrap, stretch wrap, pouches, toys, covers, lids, pipes, buckets and containers, covering of cables, geomembranes and mainly flexible tubing
-
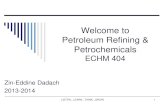
Poly-propyleneUsed for making pipes, fibres, ropes and chair.Catalyst : Ti and Aluminium halide , Temp : 60-70 C Pressure : 1-2 Mpa. Centrifugal
separator
Flash
separation
Stirred Tank
Reactor
Stirred Tank
catalyst mixer
-
PVCThermoplastic by emulsion polymerisation.Emulsifier: Ammonium salts of fatty acidpH : acidic. Polymer in latex.
-
PolystyreneStyrene readily polymerizes by free radical chain mechanism. Egg cantons, plastic cup, plate, foam
M +Initiator---------> Polymer
Rigid thermoplastic.Homopolymers of styrene referred as general purpose PS. (GPPS)Because of brittleness, frequently polymerised in the presence polybutadiene rubber to improve the strength. It is high impact PS (HIPS)
-
PolystyrenePS polymerised by all process. Mostly by mass and suspension.Mass no initiator but control of exothermic is crucial
Feed
80-85 CCSTR
200-220 CVacuum
granulesor
-
PolystyreneSuspensionSolvent : water (45% wt) mixed with suspending agent (Phosphates of Mg, Ca, Ba)Initiator/Catalyst: Benzoyl peroxide.Temp : 90 C and Atm Pressure. Heat removal is efficient
90 CCSTR
200-220 CVacuum
granulesor
-
PolybutadieneButadiene from Naphtha cracking unit.Polybutadiene has a high resistance to wear mainly used in Tire manufacturing. Most golf ballsare made of an elastic core of polybutadiene.
"high cis"-polybutadiene has a high elasticity and is very popular, whereas the so-called "high trans" is a plastic crystal with few useful application
-
PolybutadieneCatalytic solution polymerisation (Z-Natta catalyst), ExothermicSolvent: pentaneTemp : 50 C and Atm P: Time : 30-50 min
-
S-B CopolymerHIPSPolybutadiene is dissolved in Styrene monomerThis graft copolymer improve the impact strength and toughness.
-
S-B CopolymerHIPS
Temp : 50 CInitiator : Potassium Sulfate in Ammonical soln
-
SAN and ABS CopolymerStyrene Acrylonitrile (SAN) CopolymerStyrene containing 25-35% Acrylonitrile to improve heat resistance and impact strength
Acrylonitrile-Butadiene-Styrene (ABS) copolymerAcrylonitrile-Butadiene-Styrene (ABS) copolymerHigh clarity, impact, tensile strength and heat resistance by blending of SAN (70/30) and SBR (35/65) or PB.
CN
-
BTX SeparationFeed : Product from Naphtha reforming process and Naphtha cracking process consist of BTX.
Benzene : Most valuable petrochemical building blocks as it serves as the raw materials for cyclohexane required for nylon industry.required for nylon industry.Key intermediate for drugs, dyes, pesticides, explosives etc.
Toluene:Mainly as solvent and for making phenols, benzoic acid, explosives.
-
BTX SeparationXylene: p-xylene used for manufacture of DMT or TPA. o-xylene used to produce phthalic anhydride. m-xylene for isophthalic acid and isophthalates.
Not much use.
-
BTX SeparationThe aromatic contains a trace amount of olefin and sulfur compounds. This is removed by adsorption in clay.
-
Xylene Separation400 trays, 40-60 m heightHigh reflux ratio 55
Crystalliser temp : -40 to -50 C-55 to -70 C
Pt as catalyst380- 480 CO,M to P XyleneOctafining
Impure crystals are melted and recrystallised at -20 C
Toluene+ML
Aromatics
-
Recent development
Parex process:
Developed by UOP separation of p-xylene from mixed xylene by molecular sieve adsorbent. Purity >99%
Aromax process:Aromax process:
Toray industries japan. Separation of p-xylene from mixed by absorption process.