U5 p1 phase transformation
30
Design and Metallurgy of Weld Joints (MEM-510) 1 - 1 Phase Transformations In Welding Dr. Chaitanya Sharma
-
Upload
gautam-buddha-university-school-of-management -
Category
Education
-
view
95 -
download
15
Transcript of U5 p1 phase transformation

Design and Metallurgy of Weld Joints
(MEM-510)
1 - 1
Phase Transformations
In Welding
Dr. Chaitanya Sharma

Phase Transformations
Lesson ObjectivesIn this chapter we shall discuss the following:
1. Weld CCT diagrams
2. Carbon equivalent-preheating and post
heating weldability of low alloy steels
3. Welding of stainless steels.
4. Schaffler and Delong diagrams;
5. welding of cast irons, Cu; Al; Ti and Ni
alloys.
6. Processes- difficulties;
7. Microstructures; defects and remedial
measures.
Learning Activities
1. Look up Keywords
2. View Slides;
3. Read Notes,
4. Listen to lecture
Keywords:

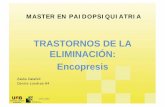
CCT Diagram for Weld
• Continuous-cooling transformation (CCT) diagrams explain
development of weld metal microstructure of low-carbon, low-alloy
steels .
• The hexagons represent the transverse cross sections of columnar
austenite grains in the weld metal. As austenite (g) is cooled down
from high temperature, ferrite (a) nucleates at the grain boundary
and grows inward.
• The grain boundary ferrite is
also called “allotriomorphic”
ferrite, meaning that it is a
ferrite without a regular
faceted shape reflecting its
internal crystalline structure.
Fig: CCT diagram for weld metal of low carbon steel

CCT Diagram for Weld
continued…• At lower temperatures mobility of the planar growth front of the grain
boundary ferrite decreases and Widmanstatten ferrite, also called side-
plate ferrite, forms instead.
• These side plates can grow faster because carbon, instead of piling up at
planar growth front, is pushed to sides of the growing tips. Substitutional
atoms do not diffuse during the growth of Widmanstatten ferrite.• At even lower temperatures it is too
slow for Widmanstatten ferrite to
grow to the grain interior and it is
faster if new ferrite nucleates
ahead of the growing ferrite.
• This new ferrite, that is, acicular
ferrite, nucleates at inclusion
particles and has randomly oriented
short ferrite needles with a basket
weave feature. Fig: CCT diagram for weld metal of low carbon steel

Microstructure of Weld Metal
Fig: Micrographs showing typical weld metal microstructures in low-carbon steels: A, grain boundary ferrite; B, polygonal ferrite; C,Widmanstatten ferrite; D, acicular ferrite; E, upper bainite; F, lowerbainite.

Weldability
1 - 6

1 - 7

Weldability of steel
• Weldability of steel is closely related to the amount of carbon in
steel.
• Weldability is also affected by the presence of other elements.
• The combined effect of carbon and other alloying elements on the
weldability is given by “carbon equivalent value (Ceq)”, which is
given by
Ceq =%C + % Mn/6 + (% Cr + % Mo + % V)/5+(% Ni + % Cu)/15
• The steel is considered to be weldable without preheating, if Ceq
< 0.42%.
• However, if carbon is less than 0.12% then Ceq can be tolerated
upto 0.45%.
1 - 8

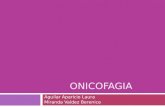
Schaeffler Diagram
• Schaeffler constitution diagram (shown in fig), provide
quantitative relationship between the composition and ferrite
content of the weld metal.
• It also helps in predicting solidification mode.
• The chromium equivalent of
a given alloy is determined
from the concentrations of
ferrite formers Cr, Mo, Si,
and Cb,
• The austenite equivalent is
determined from the
concentrations of austenite
formers Ni, C, and Mn.
Fig: Schaeffler diagram for predicting weld ferrite contents and solidification mode

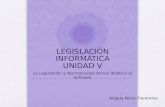
DeLong’s Diagram
• DeLong refined Schaeffler’s diagram to include nitrogen, a
strong austenite former.
Fig: Delong diagram for predicting weld ferrite contents and solidification mode
• Also, the ferrite
content is expressed
in terms of the ferrite
number, which is
more reproducible
than the ferrite
percentage and can
be determined
nondestructively by
magnetic means.

1 - 11

1 - 12

1 - 13

1 - 14

1 - 15

1 - 16

1 - 17

1 - 18

1 - 19







TTT Diagram Carbon Steel
1 - 26

1 - 27

1 - 28

1 - 29

1 - 30