Quality Assuarance

of 150
-
Upload
bhattaashu3672 -
Category
Documents
-
view
219 -
download
0
Transcript of Quality Assuarance
-
8/11/2019 Quality Assuarance
1/150
Indian Institute of Welding ANBRefresher Course module 16
Quality Assurance ofWelded Structures
-
8/11/2019 Quality Assuarance
2/150
Content
Concept of Quality Assurance & Quality Control
A Brief Discussion on ISO 3834
Inspection of Welds WPS,PQR & WPQ- A Brief Discussion
Comparison Between ASME Sec. IX and ISO 9606
Weld quality and defects
Limits of weld defects as per ISO 5817
Testing of Welds
Visual Testing
VT- its Criteria as per AWS D 1.1 and BS 5289
-
8/11/2019 Quality Assuarance
3/150
Concept of QA & QCSome Definitions
Quality-The totality of features and characteristics of aproduct or service that bear on its ability to satisfy statedand implied needs.
Quality Management-That aspect of overall managementfunctions that determines and implement Quality System &Policy.
Quality System-The organisational structure,responsibilities, procedures, processes and resources for
implementing Quality Management. Quality Assurance-All those systematic actions
necessary to provide adequate confidence that a productor service will satisfy given requirement for quality.
-
8/11/2019 Quality Assuarance
4/150
Concept of QA & QCSome Definitions
Quality Control-The operational techniques and activitiesthat are used to fulfill requirements for quality.
Quality Document-All necessary papers required to
produce Quality Product/Service duly approved byrespective authorities.
Quality Records-All necessary papers to demonstratethe achievement of required quality and the effectiveoperation of the quality system.
Quality Plan-A document setting out specific qualitypractices, resources and sequence of activities relevant toa particular product, service contract or project.
-
8/11/2019 Quality Assuarance
5/150
-
8/11/2019 Quality Assuarance
6/150
QUALITY ASSURANCE
&QUALITY CONTROL OF
WELDING
-
8/11/2019 Quality Assuarance
7/150
Quality
Fitness for purpose or use.
Conformance to specified requirements.
The totality of features & characteristicsof a product or service that bear on itsability to satisfy the stated and/or impliedneeds.
Degree to which a set of inherentcharacteristics fulfils requirements.
-
8/11/2019 Quality Assuarance
8/150
Quality New definition
Meeting & anticipating customersrequirements, stated or implied.
At a given time& over a period of
time.At a price the customer can afford
and is willing to pay.Introducing new & better product s into
the market faster than competitor.Continuously bringing downthe cost of
manufacturing.
-
8/11/2019 Quality Assuarance
9/150
Quality
Quality of a Product (or Service) isnot what you put in to it; it is whatthe Customer gets out of it.
-
8/11/2019 Quality Assuarance
10/150
Quality
REQUIREMENTS :Need or expectation that is stated, generally
implied or obligatory.
GRADE :Category or rank given to different quality
requirements for products, processes, or systemshaving the same functional use .
-
8/11/2019 Quality Assuarance
11/150
Quality
CUSTOMER SATISFACTION:
Customer
s perception of the degree to whichthe customer
s requirements have been
fulfilled. SYSTEM:
Set of interrelated or interacting elements.
MANAGEMENT SYSTEM:
System to establish policy and objectives and to achieve
those objectives. QUALITY MANAGEMENT SYSTEM:
Management system to direct and control an organizationwith regard to quality.
-
8/11/2019 Quality Assuarance
12/150
Quality Assurance:The act of giving
confidence, the state of beingcertain or the act of makingcertain.
Quality assurance:The
planned and systematicactivities implemented in aquality system so that quality
requirements for a product orservice will be fulfilled.
-
8/11/2019 Quality Assuarance
13/150
Quality
Control: An evaluation to
indicate needed corrective
responses; the act of guiding
a process in which
variability is attributable to aconstant system of chance
causes.
Quality control:The
observation techniques andactivities used to fulfill
requirements for quality.
-
8/11/2019 Quality Assuarance
14/150
Quality - Customer focus
Organizations depend on theircustomers and therefore shall
1. Understand customer needs andexpectations Current & futureneeds
2. Meet customer requirements
3. Strive to enhance customersatisfaction
-
8/11/2019 Quality Assuarance
15/150
Quality - Defect
Anything that
dissatisfies theCustomer (internalor external)
-
8/11/2019 Quality Assuarance
16/150
Quality - Customer focus
Customer requirements are dynamic
Lower the Defects
1. Lower Cycle time (Delivery intime)
2. Lower Cost of production
3. Higher Customer Satisfaction4. Higher People Satisfaction
5. Higher Profits
-
8/11/2019 Quality Assuarance
17/150
Quality - Customer focus
Two important questions:
1. Who are the customers?
2. What does it take to satisfy them?
-
8/11/2019 Quality Assuarance
18/150
Quality - Sequence ofapproach
Inspection Call from shop or fabricator
Ensuring availability of Quality Plan,
Quality Control Procedures, Gauges(calibration) etc.
Verification of Purchase Orders
Verification of Dimensional Report w.r.t
Purchase Order, Approved Drawing
-
8/11/2019 Quality Assuarance
19/150
Quality - Sequence ofapproach
Verification of raw material TCs
Performing - Visual Examinations
Ensuring - Job Identification detailsDimensional Check
Conducting LPI, MPI, RT / UT asapplicable.
Confirming 1. LPI, MPI, RT / UT results.2. Heat Treatment details
3. Verification of HeatTreatment Charts and job correlation.
-
8/11/2019 Quality Assuarance
20/150
Quality - Sequence of approach
Ensuring before External Inspection /Dispatch
Surface Protection-Painting(DFT)Work Order Details, Color Code
VCI Pellets, End Capping
Final Clearance by Third PartyInspection Agency / IBR
-
8/11/2019 Quality Assuarance
21/150
Quality - Document
VerificationFirm / Product Approvals
WPS/PQR ,Welder Qualifications
Purchase OrderQuality Plan / Quality Control Procedure
Painting Schedule
Work Order, Drawings, Design Changes/ Non Conformances Report
Raw material / Pipes Test Certificate
-
8/11/2019 Quality Assuarance
22/150
Quality - DocumentVerification
Lab Test Reports
NDE (LPI/MPI/RT/UT) Reports
Heat Treatment ReportsList of approved vendors for Electrodes /
Paints / NDE consumables
List of approved service agencies for Lab
Testing, NDT, Heat Treatment
-
8/11/2019 Quality Assuarance
23/150
Quality - Prior to Fabrication Drawings &Specifications
Selection of WeldingProcess
Material Specification &Inspection
Inspection ofconsumables
Welding Procedures
Welding Equipments
Welder Qualifications
Testing Facilities
-
8/11/2019 Quality Assuarance
24/150
Quality - During Fabrication
Inspection of preparedmaterial EdgePreparation, surfacecondition etc.
Assemblies Fit up, Rootgap, position, orientationetc.
Welding Consumables E 7018, E 7018-A1 etc.
Operators Qualification,Position, sequence etc.
WPS Conformance
-
8/11/2019 Quality Assuarance
25/150
Quality - After Fabrication Visual Inspectiona) Surface Defects: BlowHoles, Porosity, UnfilledCrater, Un-fused welds
b) Surface Cracksc) Damaged to parentmetal:
Undercut, Burning,
Overheating
d) Profile Defects:- Overlap,
Excess penetration,
Incomplete penetration
-
8/11/2019 Quality Assuarance
26/150
Quality - After Fabricatione) Incorrect Finish:-
Ripple Mark
Weaving Faults
Chipping & Peening marks
Spatter
Inspection of WeldDimensions Fillet, Throatsize.
Mech.Testing:- Test Coupons,Results.
NDE
-
8/11/2019 Quality Assuarance
27/150
-
8/11/2019 Quality Assuarance
28/150
Quality
Quality is better definedas
Error free or Defectfree performance.
Do the right things
right the first time andevery time.
-
8/11/2019 Quality Assuarance
29/150
Welding Defects
Small imperfections which affects theproperty of the weld metal are called
discontinuities
When the discontinuty is large and affectthe function of the joint is termed as defect.
-
8/11/2019 Quality Assuarance
30/150
Defects
A. External defectsB. Internal defects
C. Both internal&external defects
External defects
-
8/11/2019 Quality Assuarance
31/150
External defects
1. Undercut
2. Cracks
3. Blowhole and porosity
4. Slag inclusions
5. Edge of the plate melted off6. Excessive convexity/oversized
weld/ Excessive Reinforcement
7. Excessive Concavity/InsufficientThroat thickness/ Insufficient fill
-
8/11/2019 Quality Assuarance
32/150
Contd
1. Incomplete Root penetration /Lackof penetration
2. Excessive Root penetration3. Overlap
4. Mismatch
5. Uneven/Irregular bead appearance
6. Spatters
-
8/11/2019 Quality Assuarance
33/150
Internal defects
1. Cracks
2. Blowhole and porosity
3. Slag Inclusions4. Lack of fusion
5. Lack of Root penetration
6. Internal stresses or locked-upstresses (or) Restrained joint
-
8/11/2019 Quality Assuarance
34/150
Both External And InternalDefects
1. Blowhole
2. Slag inclusions
3. Lack of penetration (fillet weld)4. Cracks
5. porosity
-
8/11/2019 Quality Assuarance
35/150
Dimensional defects
Distortion
Incorrect Joint Penetration
Incorrect Weld Size
Incorrect Weld Profile
-
8/11/2019 Quality Assuarance
36/150
Structural discontinuties
Porosity
Slag Inclusion
Under cut
Incomplete fusion
Incomplete penetration
CrackSurface defects
-
8/11/2019 Quality Assuarance
37/150
Faulty weld size and profile
BUTT JOINT
Lack of Reinforcement
Excessive Reinforcement
Irregular ProfileFILLET WELD
Insufficient Throat
Insufficient Leg Length
Excessive Convexity(or)Concavity
Unequal Leg Lengths
Irregular Weld Face
-
8/11/2019 Quality Assuarance
38/150
Crack
Discontinuty caused by the tearing ofthe metal
Hot crack
Cold crack
Crater crack
-
8/11/2019 Quality Assuarance
39/150
-
8/11/2019 Quality Assuarance
40/150
Porosity
Group of gas pores in a weld due toentrapment of gas during solidificationis termed as porosity.
Porosity: small spherical cavitieseither clustered locally (or)scattered
Blow hole: single large cavity
piping (or)warm holes: Elongated (or)tubular gas cavities
-
8/11/2019 Quality Assuarance
41/150
Reason
Contamination of the base metal
Moisture in the electrode
Improper arc length
Excessive current
High travel speed
-
8/11/2019 Quality Assuarance
42/150
Slag inclusion
Entrapment of slag or Non- Metallicinclusion
incomplete deslagging of a previouspass.
Excessive weaving. (slag solidity atthe sides of the bead)
Improper travel speed
Excessive amount of slag ahead of thearc.
-
8/11/2019 Quality Assuarance
43/150
Remedies
Proper cleaning of slag
Restrict the width of theweaving(width of slag immediatelybehind the weld puddle remainsmolten.
-
8/11/2019 Quality Assuarance
44/150
Weld spatter
At the conclusion of a weld smallparticles (or) globular of metal may
sometime be observed scatteredaround the vicinity of the weld.thisis known as spatter.
Reason
Arc blow:(making the Arcuncontrollable)
1. Too long an arc
-
8/11/2019 Quality Assuarance
45/150
Under cut
Continues or discontinues groove atthe toes of the weld pass and islocated on the base metal.
Excessive current
High travel speed
Improper electrode angle.
Improper electrode size
-
8/11/2019 Quality Assuarance
46/150
Incomplete Penetration
Failure of weld metal to reach and fuse theroot of the joint.
Reason :
Less bevel angle High welding speed
Low current
Large dia electrode
Insufficient Root gap Improper Electrode angle
-
8/11/2019 Quality Assuarance
47/150
Controlling factors
1. Proper travel speed
2. proper parameters
a.current
b.voltage
c.flow rate
3.proper edge preparation
a.Angle
b.Root gap
-
8/11/2019 Quality Assuarance
48/150
Contd
4.suitable diameter of electrode
5.Base metal preparation
6.Baking of electrode
-
8/11/2019 Quality Assuarance
49/150
Documentation
Manual- Strategic Type,
Top Management Function
Procedure- Tactical Type,
Departmental Function
Work Instruction-
Operational Type,
Supervisory Function
Records- Specific Type,Related to all Function
-
8/11/2019 Quality Assuarance
50/150
QUALITY PLAN FOR MANUFACTURING / INSPECTION ACTIVITY
Importance Type Test Type Agency Column
MA = Major P = Test / Inspection to be performed 1= Customer
CR = Critical W = Test / Inspection to be Witnessed 2 = Organization
MI = Minor V = Verification of Documents/Test Records 3 = Consultant / Inspection Agency
S
l
.
N
o
Item
Description. /
Operation
Characteristics
Checked
Categor
y
Type
Method of
Check
Extend
of
Check
Reference
Document
Acceptance
Norms
Format
of report
Agency
RemarksP W V
1
.
RAW
MATERIALS
Plate
Rounds
Chemical &
Physical
Properties
Internal Flaws
Chemical
Properties only
M A
M A
M A
Verification
U. T.
Verification
1 / Heat
100%
100%
Order /
Specification
Order /
Specification
Drawing
Drg.Spec.
Drg. Spec.
Drg. Spec.
MTC Lab
Report
Lab
Report
Lab
Report
2
2
2
1
3
1
3
1
3
UT for Plates >12 mm thick
2
.FORGINGS
Chemical
Properties
Dimensions
M I
M A
Verification
Measure
ment
1 Heat
Size
Order
/Spe
cificatio
n
Drawing
Drawing
Drg.Spec.
Detail Drg.
Lab
Report
I. R.
2
2
1
3
1
3
3
.
FABRI
CATED
ITEMS
Fit up
Welding Quality
N D T
Dimensions
M A
M I
C R
M A
Visual
Visual
Dimension
UT, RT,
MPT LDP
Visual
Measure
ment
100%100%
Order /
Spe
cificatio
n
100%
Drg. Spec.
Drg. Spec.
Drg. Spec.
Drg. Spec.
Drg.Spec.
Drg.Spec.
Drg.Spec.
Detail Drg.
I. R.
I. R.
UT
Report
I.R.
2
2
2
2
1
3
1
3
1
3
1
3
4
.PAINTING Paint Thickness
M A
M I
Visual
Film
Thickness
100%
Sample
Drg. Spec.
Drg. /
Specification
.
Drg.Spec.
Drg.Spec.
Painting
Certificat
e
Painting
Certificat
e
2
2
1
1
3
-
8/11/2019 Quality Assuarance
51/150
Quality Standards
Basic StandardsSpecifying general requirements with basic significance eg.QualityManagement Systems, drawings & tolerances
ISO 9000 ff, EN 4500 ff, ISO 17000 series
Special Basic StandardsSpecifying matters for several applications eg. Test procedures,welding requirements, materials
ISO 3834
Special StandardsProduct or application standards eg. Pressure vessels, piping,railway cars
ISO 16528, EN 1090, ISO/DIS 10721, EN 15085,
-
8/11/2019 Quality Assuarance
52/150
Quality Management in Welding
Basic Standard for QMSISO 9001 -2000
ManufacturingISO 3834, EN 1011, ISO 5817
PersonnelISO 9606, EN 287, ISO 14731, ISO 14732
ProceduresISO 15607 15614
Testing and Inspection PersonnelISO 9712, EN 1289
Materials and Calculation & Design
-
8/11/2019 Quality Assuarance
53/150
Application of ISO 3834
Certification of companies in accordance
with ISO 3834 Parts 2, 3 or 4
Certification of personnel in accordance
with ISO 14731
-
8/11/2019 Quality Assuarance
54/150
ISO 14731 Requirements forWelding Co-ordination Personnel
Welding Co-ordination :
- Manufacturing operations for all welding and welding relatedactivities
- The sole responsibility of the manufacturer
- May be sub-contracted- May be carried out by more than one person
Welding Co-ordinator
- Responsible and competent person
- Specified tasks and responsibilities
- Qualified for each task
Welding Inspection
- Is part of welding co-ordination
-
8/11/2019 Quality Assuarance
55/150
Wh t i ISO 3834?
-
8/11/2019 Quality Assuarance
56/150
What is ISO 3834?
It is an international standard created by
weldingprofessionals
ISO 9001 provides the requirements for aquality management system; it does not
establish requirements for products.ISO 3834 on the other hand, does provide the
quality requirements for a welded product
-
8/11/2019 Quality Assuarance
57/150
It encourages a proactive process orientatedapproach to managing and controlling
welding product quality in a workshop oron site
It is also a Factory Control System to controlactivities for the manufacture of the product
-
8/11/2019 Quality Assuarance
58/150
2. Why adopt ISO 3834 when we haveISO 9001?
ISO 9001 is a comprehensive standard that lays
down quality management system requirements for
any organisation
ISO 9001 however, does not prescribe specific
details forspecial processes.Welding is regarded as aspecial process.
ISO 3834 was developed to identify all factors that
could affect the quality of welded product and which
need to be controlled at all stages, before, during and
after welding.
-
8/11/2019 Quality Assuarance
59/150
-
8/11/2019 Quality Assuarance
60/150
4. What are the benefits of using theISO 3834 Standard for the manufacturer?
Less rework Jobs completed on time Local and international recognition as a competent organisation
Meet the welding-related requirements of ISO 9001 More efficient coordination of welding activities More pro-active and responsible workforce Increased opportunities and capability to bid on jobs Cost savings more efficient technology
Reduced surveillance audits and inspections bypurchasers with significant savings
-
8/11/2019 Quality Assuarance
61/150
5. What are the benefits of using theISO 3834 Standard for the individualemployees?
Helps to do the job more satisfactorily
Greater job security
Higher regard by other people Professional recognition
Satisfied employer and customer
More rewarding job position Develops team spirit
6 H i t t ldi
-
8/11/2019 Quality Assuarance
62/150
6. How important are weldingpersonnel?
A key feature of ISO 3834 is the requirement toensure that people with welding responsibilities arecompetent to discharge those responsibilities
This is achieved by incorporation of anotherstandard, namely, ISO 14731Welding coordinationTasks and responsibilities
The specifying of minium requirements for personneldealing with welding coordination and weldinginspection personnel
-
8/11/2019 Quality Assuarance
63/150
7. What is the definition of amanufacturer?
ISO 3834 defines a manufacturer as a person or
organization responsible for the welding production.
The Standard uses this term to describe any such
organisation, including manufacturing organisationssupplying welding services, either for new products or
for repair and maintenance, as well as other
organisations where the application of the
requirements of ISO 3834 are relevant
A manufacturer may be involved in manufacture,
fabrication, construction, repair or maintenance.
-
8/11/2019 Quality Assuarance
64/150
8. What are the types of manufacturingorganisation thatISO 3834 can be applied to?
Fabrication companies
Construction companies - on-site work
Repair and maintenance contractors
Manufacturers of products
Welding workshops on sites under the same
technical and quality management
Owners of plant with their own workshop(s)
-
8/11/2019 Quality Assuarance
65/150
9. What are the types of other organisation thatISO 3834 can be applied to?
Those which, though not creating welded productthemselves, are specifying or requiring such work fromothers and are thus involved in weld design, contractdevelopment, and review of technical requirements andcompetencies of subcontractors namely
Asset owners without own workshops, both privateand government Project management companies Design companies
Consultants Government agencies
-
8/11/2019 Quality Assuarance
66/150
10. How many parts does ISO 3834 have?
ISO 3834: 2005Quality requirements for fusion welding ofmetallic materialsconsists of 6 parts:
ISO 3834-1:2005, Criteria for the selection of theappropriate level of quality requirements
ISO 3834-2:2005, Comprehensive quality requirements
ISO 3834-3:2005, Standard quality requirements
ISO 3834-4:2005, Elementary quality requirements
ISO 3834-5:2005, Applicable documentation (not full title)
ISO/TR 3834-6:2007, Guidelines on implementing ISO
3834
-
8/11/2019 Quality Assuarance
67/150
11. How does ISO 3834 link in with ISO 9001?
ISO 3834 does not replace ISO 9001 as a qualitymanagement system however it contains manyattributes that will be important for a weldingmanufacturer, in both workshops and at fieldinstallation sites, seeking ISO 9001 certification
Elements of ISO 9001 should be considered whenimplementing ISO 3834 quality requirements andseeking ISO 3834 certification
The specific complementary elements of ISO 9001are detailed in ISO 3834
WTIA TGN-3834-06 2007 gives more detailedinformation
-
8/11/2019 Quality Assuarance
68/150
12. Describe how the flexibility of ISO 3834can be applied?
ISO 3834 describes the following four situations where ISO3834 can control welding: Case 1: To provide specific requirements in specificationswhich require the manufacturer to have a qualitymanagement system in accordance with ISO 9001:2000
Case 2: To provide specific requirements in specificationswhich require the manufacturer to have a qualitymanagement system other than ISO 9001:2000
Case 3: To provide specific guidance for a manufacturer
developing a quality management system for fusion welding.
Case 4: To provide detailed requirements for specifications,regulations or product standards that require control ofFusion welding activites
13 What are the implications to satisfy Case 1: To provide specific
-
8/11/2019 Quality Assuarance
69/150
13. What are the implications to satisfy Case 1: To provide specificrequirements in specifications which require the manufacturer tohave a quality management system in accordance withISO 9001:2000
For the purchaser - it implies that they want themanufacturer
to have a quality management system in accordance with ISO9001 and want to ensure that the supplier manages the quality
of the product. To achieve this the purchaser must detail therequirements contained in ISO 3834 into the weldingspecification. For the Manufacturer - it implies that their quality
management system must comply with ISO 9001 and thatthey need to meetthe requirements of ISO 3834. . It is
recommended that the supplier incorporates therequirements of ISO 3834 into theirISO 9001 quality management system using it as abolt on
14 What are the implications to satisfy satisfy Case 2: To provide
-
8/11/2019 Quality Assuarance
70/150
14. What are the implications to satisfy satisfy Case 2: To providespecific requirements in specifications which require themanufacturer to have a quality management system other thanISO 9001:2000
For the purchaser - it implies that they want the manufacturerto have a quality management system but not necessarily inaccordance with ISO 9001. Additionally the purchaser wants toensure that the manufacturer manages the quality of theproduct. To achieve this the purchaser must detail therequirements contained in ISO 3834 into the weldingspecification or contract documents.
For the Manufacturer - it implies that they must have a qualitymanagement system and meet the requirements of ISO 3834. Itis recommended that the manufacturer adopts ISO 3834 and
incorporate some elements from ISO 9001 to satisfy this requirement
15. What are the implications to satisfy Case 3:To provide specific
-
8/11/2019 Quality Assuarance
71/150
p y p pguidance for a manufacturer developing a quality managementsystem for fusion welding.
For the purchaser - it implies increased confidence in theirsupplier for its recognition of the importance of controlling thequality of the welded product
For the Manufacturer - it implies that they recognise theimportance of managing the quality of the product that theyproduce. To achieve this they need to use ISO 3834 as a set ofguidelines to identify the key areas that need to be controlled.
In addition it lists the elements of ISO 9001 that need to beconsidered when developing a quality management system
-
8/11/2019 Quality Assuarance
72/150
16. What are the implications to satisfy Case 4:To provide detailedrequirements for specifications, regulations or product standardsthat require control of fusion welding activities
For the purchaser and the Manufacturer - it impliesthat there is an industry-wide recognition of thebenefits that ISO 3834 has on the quality of weldedproducts.
This ISO 3834 Standard will be specified inspecifications, regulations and product standardsacross all industry sectors such as pressureequipment, mining, building and construction,pipelines, railway etc. Therefore why not takeAdvantage of these benefits now.
-
8/11/2019 Quality Assuarance
73/150
17. What are the main weldingrequirements covered in ISO 3834 ?
Review of requirements Technical review Subcontracting Welding personnelWelders and welding operators, Welding coordination
personnel Inspection & testing personnelWelding Inspection personnel; Non-destructive
testing personnel EquipmentProduction and testing equipment; Description of
equipment; Suitability of equipment; Newequipment; Equipment maintenance
-
8/11/2019 Quality Assuarance
74/150
Welding and related activities
Production planning; Welding procedure
specifications (WPS); Qualification of the welding
procedures; Work instructions; Procedures for
preparation and control of documents Welding Consumables
Batch testing; Storage and handling
Storage of parent materials
Post-weld heat treatment
-
8/11/2019 Quality Assuarance
75/150
Inspection and testing
Inspection & testing before welding; Inspection &
testing during welding; Inspection & testing after
welding; Inspection & test status
Non-conformance and corrective actions Calibration and validation of measuring,
inspection and testing equipment
Identification & traceability
Quality records
Quality requirements as per
-
8/11/2019 Quality Assuarance
76/150
Quality requirements as perISO 3834
Selection of Welding Quality
-
8/11/2019 Quality Assuarance
77/150
Selection of Welding QualityRequirement as per ISO:3834
Contract Welding Requirement Quality Requirement
When quality system
conforming to ISO
9001 is required
When quality system
conforming to ISO
9001 is notrequired
Comprehensive quality requirement Use ISO 3834-2 Use ISO 3834-2
Standard quality requirement Use ISO 3834-2 Use ISO 3834-3
Elementary quality requirement Use ISO 3834-2 Use ISO 3834-4
Comparison of Welding quality
-
8/11/2019 Quality Assuarance
78/150
requirements with regard to ISO 3834-2,3834-3 And 3834-4
Elements ISO 3834-2 ISO 3834-3 ISO 3834-4
Contract review Full documented
review
Less extensive review Establish that capability and information is
available
Design review Design for welding to be confirmed
Subcontractor Treat like a main fabricator Shall comply with all requirement
Welders, Operators Approved in accordance with ISO 9606
Welding coordination Welding coordination personnel with appropriate
technical knowledge
Not required but personal responsibility of
manufacturer
Inspection personnel Sufficient and competent personnel to be available Sufficient and competent third parties
access are needed
Production equipment Required to prepare, cut, weld, transport, lift, together
with safety equipment and protective clothes
No specific requirement
Equipment maintenance Shall be carry out,
maintenance
plan
necessary
No specific requirements,
shall be adequate
No requirement
Production plan Necessary Restricted plan necessary No requirement
Welding procedure
specification (WPS)
Instruction to made available to welder No requirement
Welding procedure approval In accordance with the appropriate part of ISO
9956,approved as application standard or
contract demands
No specific requirement
Comparison of Welding qualityi t ith d t ISO 3834 2
-
8/11/2019 Quality Assuarance
79/150
requirements with regards to ISO 3834-2,3834-3 And 3834-4
Elements ISO 3834-2 ISO 3834-3 ISO 3834-4
Work instructions Welding procedure specification (WPS) or dedicated
work instructions to be available
No requirement
Documentation Necessary Not specified No requirement
Batch testing of
consumables
Necessary Not specified No requirement
Storage and handling of
welding consumables
According to suppliers recommended minimum
Storage of parent
materials
Protection required from influences by the
environment, identifications to be maintained
No requirement
Post-weld heat treatment Specification and complete
record necessary
Confirmation to
specification
necessary
No requirement
Inspection before, during
and after welding
As required for specified operations Responsibilities as specified in
contract
Non-conformances Procedures shall be available
Calibration Procedures shall be
available
Not specified
Identification Required when appropriate Required when
necessary
Not specified
Traceability Not specified
Quality records Shall be available to meet the rules for product liability As required by contract
Retained for 5 years minimum
I ti f W ld
-
8/11/2019 Quality Assuarance
80/150
Inspection of Welds
Definition of Inspection as per ISO Std.
Inspection is that quality control action bymeans of examination, observation or
measurement to determine the conformance of
material parts, components, system,structures
as well as processes and procedures withpredetermined quality requirements.
Nine Essential Variables of
-
8/11/2019 Quality Assuarance
81/150
Nine Essential Variables ofWelding
1) Joints
2) Base metal
3) Filler metal
4) Position 5) Pre-heat
6) PWHT
7) Shielding Gas
8) Electrical Characteristics 9) Technique
-
8/11/2019 Quality Assuarance
82/150
-
8/11/2019 Quality Assuarance
83/150
WPS,PQR and WPQ
WPS
PQR
WPQ
Welding Procedure Specification is a writtendocument to provide direction for makingproduction weld to the code requirement.
Procedure Qualification Record is a record ofthe welding data used to weld a test coupon. Itis also contains the test results of the testspecimen.
Welding Performance Record determines theability of the welder/welding operator to achievethe minimum requirement specified for anacceptable weldment.
-
8/11/2019 Quality Assuarance
84/150
ASME Code
ASME code widely used in India
WPS Format - QW 482
PQR Format - QW 483
WPQ Format
QW 484
WPS Format as per
-
8/11/2019 Quality Assuarance
85/150
WPS Format as perASME Section IX
QW-482 Front side
Inspection During Welding
-
8/11/2019 Quality Assuarance
86/150
Inspection During Welding
1) Welding Process Parameter
2) Inter pass Temperature
3) Filler metal/Electrode condition
4) Inter pass cleaning
5) Distortion
6) Flux /Shielding gas flow
-
8/11/2019 Quality Assuarance
87/150
Inspection After Welding
1) Dimensional accuracy
2) Appearance of the weld
3) Post Weld Heat Treatment (if any) 4) Evaluation of internal and surface defects
with or without the aid of Destructive/Non-destructive testing.
Comparison Between ASME Sec IX
-
8/11/2019 Quality Assuarance
88/150
Comparison Between ASME Sec. IXand ISO 9606- Scope
As per ASME Sec. IX
The rules in this section
apply to the preparation of
WPS, PQR and qualificationof welders and welding
operators for all types of
manual and machine
welding permitted in this
section.
As per ISO 9606-1:1994
This part of ISO 9606specifies requirements,ranges of approval, testconditions, acceptancerequirements andcertification for approvaltesting of welderperformance for the weldingof steels.
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
89/150
Comparison Between ASME Sec. IXand ISO 9606- Reference
As per ASME Sec. IX
ASME Sec.VIII and ASME
B 31
As per ISO 9606-1:1994
ISO 857,1106-1,1106-2,
1106-3, 2560, 3452, 3580,
3581, 4063, 5173, 5817,6520,6949, 9956-2 and
9956-3
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
90/150
pand ISO 9606- Definition
As per ASME Sec. IX
As per QW- 492
As per ISO 9606-1:1994
1) Welder
a) Manual &
b) Welding operator2) Examiner Or Test Body
3) WPS
4) Range of Approval
5) Test Piece
6) Test Specimen7) Test
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
91/150
pand ISO 9606- Variables
As per ASME Sec. IX
Joints ( QW-402)
Base Metal ( QW-403)
Filler Metal ( QW-404)
Position ( QW-405) Preheat (QW-406)
Postweld Heat Treatment (QW-407)
Gas ( QW-408)
Electrical Characteristics ( QW-409)
Technique (QW-410)
Note- Varies with different welding
processes
As per ISO 9606-1:1994
Welding Processes
Joint Type
Material Group
Filler metal, Shielded gasand flux
Dimensions
Welding position
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
92/150
pand ISO 9606- Material Grouping
As per ASME Sec. IX
Steel & Steel alloys
Aluminium & Al. base alloys
Copper & Cu. base alloys
Nickel & Ni. base alloys Titanium & Ti. base alloys
Zirconium & Zr. base alloys
As per ISO 9606-1:1994
Low-carbon unalloyed steelsand/or low alloyed steels (W01)
Cr-Mo and/or Cr Mo V creep
resistant steels (W02) Fine grained structural steels
normalised,quenched andtempered as well asthermomechanically treated steelsand nickel steel with Ni content 2%to 5%
Ferritic or martensitic stainlesssteels with Cr content 12% to 20%.
Stainless ferritic-austenitic andstainless Cr-Ni steels.
-
8/11/2019 Quality Assuarance
93/150
-
8/11/2019 Quality Assuarance
94/150
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
95/150
and ISO 9606- Position-Pipe-Fillet
As per
ASME
Sec IX
As per
ISO9606
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
96/150
and ISO 9606- Position-Pipe-Butt
As per
ASME
Sec IX
As per
ISO9606
Comparison Between ASME Sec. IX
-
8/11/2019 Quality Assuarance
97/150
and ISO 9606- Type of Test
As per ASME Sec. IX
A) For Butt Weld
i) Transverse side bend,ii) Transverse Face Bend
iii) Transverse Root Bend
B) For Fillet Weld
i) Fracture Test
ii) Macro Examination
C) Visual
D) Radiographic Examination
As per ISO 9606-1:1994
Visual
Radiography
Bend
Fracture
MPI or LPT
Macro (Without Polishing)
Comparison Between ASME Sec. IX and ISO 9606-E i R l f Q lifi ti
-
8/11/2019 Quality Assuarance
98/150
Expiry or Renewal of Qualification
As per ASME Sec. IX
When the welder has not weldedwith a process during a period of 6months or more, his qualificationsfor that process shall expire;unless, within the six months periodto his expiration of qualification
a) A welder has welded using a manualor semiautomatic welding which willmaintain his qualification for manualand semiautomatic welding withthat process.
b) A welding operator has weldedusing a machine or automaticwelding which will maintain his
qualification for machine andautomatic welding with thatprocess.
There shall be no specific reason toquestion the welders skill andknowledge
As per ISO 9606-1:1994 A welders approval shall remain valid
for a period of 2 years providing thatthe relevant certificate is signed at six-months intervals by employer/co-ordinator and that all followingconditions at fulfilled
a) The welder shall be engaged withreasonable continuity on welding workwithin the current range of approval.
An interruption for a period no longerthan 6 months is permitted.
b) The welders work shall be inaccordance with the technicalconditions under which the approvaltest is carried out.
There shall be no specific reason toquestion the welders skill andknowledge
Weld Quality
-
8/11/2019 Quality Assuarance
99/150
Weld Quality
Discontinuity
An interruption of the typical structure of a material, such as a
lack of homogeneity in its mechanical, metallurgical, or physical
characteristics.
A discontinuity is not necessarily a defect but all defects are
discontinuities.
Defect
A defect is a rejectable discontinuity, which occurs in an amountgreat enough to render a particular object or structure unsuitable
for its intended service based on criteria in the applicable code.
Classification of Defects
-
8/11/2019 Quality Assuarance
100/150
Classification of Defects
Planar defects / Two dimensional defects --
E.g. cracks, lack of fusion, lack of penetration, are
crtical in nature and are not tolerated to any extent.
Voluminar defects / Three dimensional defects--E.g. slag inclusion, cavities, porosities, etc are
tolerated to a certain extent depending on the
product class and applicable code.
Geometric defects-- E.g. excess reinforcement,
underfill, root suckback, distortion are also permitted
to a certain extent.
Misalignment (hi lo)
-
8/11/2019 Quality Assuarance
101/150
Misalignment (hi-lo)
Definition:Amount a joint is outof alignment at the root
Cause:Carelessness. Also due to joining differentthicknesses (transition thickness)
Prevention:Good Workmanship.
Repair:Grinding. Careful on surface finish and
direction of grind marks.
Undercut
-
8/11/2019 Quality Assuarance
102/150
Undercut
Definition:A groove cut at the toe
of the weld and left unfilled.
Cause: High amperage, electrode
angle, long arc length, rust.
Prevention:Set machine on scrap metal. Clean metal before
welding.
Repair:Weld with smaller electrode, sometimes must be low
hydrogen with preheat. Sometimes must gouge first.
U d t
-
8/11/2019 Quality Assuarance
103/150
Undercut
Insufficient Fill on the Root Side
-
8/11/2019 Quality Assuarance
104/150
(Suck back)
Definition: The weld surface is below the adjacent
surfaces of the base metal at the weld root.
Cause: Typically improper joint preparation orexcessive weld pool heat.
Repair: Back weld to fill. May require removal of weld
section by grinding for access to the joint root.
S k b k
-
8/11/2019 Quality Assuarance
105/150
Suck back
-
8/11/2019 Quality Assuarance
106/150
Concavity
-
8/11/2019 Quality Assuarance
107/150
Concavity
Convexity
-
8/11/2019 Quality Assuarance
108/150
Convexity
Reinforcement
-
8/11/2019 Quality Assuarance
109/150
Excessive
Insufficient
Improper contour
Face Reinforcement
Root Reinforcement
The amount of a groove weld which extends
beyond the surface of the plate
Excessive Reinforcement
-
8/11/2019 Quality Assuarance
110/150
cess e e o ce e t
Definition: Specifically defined by the standard.Typically, Reinforcement should be flush to1/16(pipe) or flush to 1/8(plate or structural
shapes). Cause: Travel speed too slow, amperage too low
Prevention: Set amperage and travel speed on scrapplate.
Repair: Remove excessive reinforcement and featherthe weld toes to a smooth transition to the base plate.
Excessive reinforcement
-
8/11/2019 Quality Assuarance
111/150
Excessive reinforcement
Insufficient Reinforcement
-
8/11/2019 Quality Assuarance
112/150
Definition: Specifically defined by the standard. Typically,Underfill may be up to 5% of metal thickness, not to exceed
1/32as long as the thickness is made up in the opposite
reinforcement. Not applied to fillet welds.
Cause: On root reinforcement - Too little filler metal will causethinning of the filler metal. In OH position, too hot or too wide
will cause drooping of the open root puddle.
Prevention: Use proper welding technique. Use backing or
consumable inserts. Use back weld or backing.
Repair: Possibly simply increase the face reinforcement. If back
welding is not possible, must remove and reweld.
Insufficient reinforcement
-
8/11/2019 Quality Assuarance
113/150
Insufficient reinforcement
Burn-through
-
8/11/2019 Quality Assuarance
114/150
Burn through
Definition: When an undesirable open hole has beencompletely melted through the base metal. The hole may or
may not be left open.
Cause: Excessive heat input.
Prevention: Reduce heat input by increasing travel speed, use
of a heat sink, or by reducing welding parameters.
Repair: Will be defined by standards. Filling may suffice.
Otherwise, removal and re welding may be required.
Burn-through
-
8/11/2019 Quality Assuarance
115/150
g
Lack Of Penetration
http://localhost/var/www/apps/conversion/tmp/radiograph/burn_throughs.jpg -
8/11/2019 Quality Assuarance
116/150
Lack Of Penetration
Definition: When the weld metal does not extend to the required
depth into the joint root
Cause: Low amperage, low preheat, tight root opening, fast
travel speed, short arc length.
Prevention: Correct the contributing factor(s).
Repair: Back gouge and back weld or remove and reweld.
Lack Of Penetration
-
8/11/2019 Quality Assuarance
117/150
Lack Of Penetration
Incomplete Fusion
-
8/11/2019 Quality Assuarance
118/150
Incomplete Fusion
Definition: Where weld metal does not form a cohesive bond
with the base metal.
Cause: Low amperage, steep electrode angles, fast travel
speed, short arc gap, lack of preheat, electrode too small,
unclean base metal.
Prevention: Eliminate the potential causes.
Repair: remove and reweld, being careful to
completely remove the defective area. This is
sometimes extremely difficult to find.
Incomplete Fusion
-
8/11/2019 Quality Assuarance
119/150
Incomplete Fusion
Arc Strike
-
8/11/2019 Quality Assuarance
120/150
Definition: Arc strikes result when the arc is initiated on the
base metal surface away from the weld joint either
intentionally or accidentally
Cause: Carelessness of welder Prevention: In difficult areas, adjacent areas can be protected
using fire blankets.
Repair: Where applicable, arc strikes must be grinded smooth
and tested for cracks. If found, they must be remove andrepaired using a qualified repair procedure and inspected as
any other weld.
Slag Inclusion
-
8/11/2019 Quality Assuarance
121/150
Definition: Slag entrapped within the weld
Cause: Low amperage, improper technique, Trying to weld in
an area that is too tight. Improper wire brushing / cleaning
between passes.
Prevention: Increase amperage or preheat, grind out tight areas
to gain access to bottom of joint.
Repair: Remove by grinding. Reweld.
Slag Inclusion
Slag inclusion
-
8/11/2019 Quality Assuarance
122/150
ag u o
Tungsten Inclusion
-
8/11/2019 Quality Assuarance
123/150
Definition: A tungsten particle embedded in a weld. (Typically
GTAW only)
Cause: Tungsten electrode too small, amperage too high,
electrode dipped into the weld pool or touched with the fill rod.
Prevention: Thoriated or Zirconiated tungsten electrodes are
used in place of pure tungsten electrodes.
Repair: Grind out and reweld
g
Tungsten inclusion
-
8/11/2019 Quality Assuarance
124/150
g
Spatter
http://localhost/var/www/apps/conversion/tmp/radiograph/tungsten_inclusions.jpg -
8/11/2019 Quality Assuarance
125/150
Spatte
Definition: Small particles of weld metal expelled from the
welding operation which adhere to the base metal surface.
Cause: Long arc length, severe electrode angles, highamperages.
Prevention: Correct the cause.
Repair: Remove by grinding or sanding.
Spatter
-
8/11/2019 Quality Assuarance
126/150
Spatter
http://www.weldreality.com/co2-bad-weld.jpg -
8/11/2019 Quality Assuarance
127/150
Cracks
-
8/11/2019 Quality Assuarance
128/150
Cracks
Cracks
-
8/11/2019 Quality Assuarance
129/150
Cracks
Laminations
-
8/11/2019 Quality Assuarance
130/150
Laminations
Base Metal Discontinuity
May require repair prior to welding
Formed during the milling process
Porosity - Types
-
8/11/2019 Quality Assuarance
131/150
Porosity is gas pores found in the solidified
weld bead.
Single Pore
Uniformly Scattered
Cluster
Linear
Porosity
-
8/11/2019 Quality Assuarance
132/150
Porosity
Clustered Porosity
-
8/11/2019 Quality Assuarance
133/150
Clustered Porosity
Testing
-
8/11/2019 Quality Assuarance
134/150
g
It is defined as the physical performance of
operations to determine quantitative
measure of certain properties of a process It aim to determine quantity i.e. to
discover facts regardless of the implication
of the result.
-
8/11/2019 Quality Assuarance
135/150
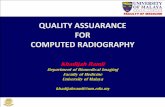
Defects and their Limits as per ISO 5817 -2003
-
8/11/2019 Quality Assuarance
136/150
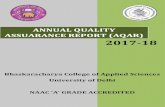
Defects and their Limits as per ISO 5817 -2003 contd.
-
8/11/2019 Quality Assuarance
137/150
Defects and their Limits as per ISO 5817 -2003 contd.
-
8/11/2019 Quality Assuarance
138/150
Defects and their Limits as per ISO 5817 -2003 contd.
-
8/11/2019 Quality Assuarance
139/150
Defects and their Limits as per ISO 5817 -2003 contd.
-
8/11/2019 Quality Assuarance
140/150
Defects and their Limits as per ISO 5817 -2003 contd.
-
8/11/2019 Quality Assuarance
141/150
Surface Cracks- Detectable by VT
-
8/11/2019 Quality Assuarance
142/150
Surface Irregularities-Detectable by VT
-
8/11/2019 Quality Assuarance
143/150
Contour Defects- Detectable by VT
-
8/11/2019 Quality Assuarance
144/150
Root Defects- Detectable by VT
-
8/11/2019 Quality Assuarance
145/150
Visual Inspection Acceptance Criteria as per AWS D 1.1
-
8/11/2019 Quality Assuarance
146/150
Discontinuity Category&Inspection Criteria
Static Loaded(Nontubular)
Dynamic Loaded(Nontubular)
All Loads(Tubular)
Underrun-In fillet weld upto 1.6 mm
subject to it does not exceed 10% of theweld length. No underun is permitted for
web-to-flange welds of girder
Applicable Applicable Applicable
Undercut-Upto 1 in. not to exceed 1mm.
For an accumulated length of 2inch in any
12 inch for material above 1in. Undercut
above 1.6mm not allowed.
Applicable Not-Applicable Not-Applicable
Porosity-No porosity in the butt weld
traverse to tensile strength. In other butt
welds and for fillet weld the size of
1mmin linear inch of weld and shall notexceed 19 mm in 12 in length of weld
Applicable Not-Applicable Not-Applicable
Porosity-In fillet weld the frequency of
porosity shall not exceed one in 100mm
of weld length and the maximum diameter
shall not to exceed 2mm.
Not-Applicable Applicable Applicable
Visual Inspection Acceptance Criteria
-
8/11/2019 Quality Assuarance
147/150
Discontinuity Category&Inspection Criteria
Static Loaded(Nontubular)
Dynamic Loaded(Nontubular)
All Loads(Tubular)
Crack- The weld shall have no crack Applicable Applicable Applicable
Weld/Base-Metal Fusion-Through fusion shallexist between weld metal to weld metal and
base metal
Applicable Applicable Applicable
Crater- All crater shall be filled up to the full
cross section except for the ends of the
intermittent fillet welds outside the effective
length
Applicable Applicable Applicable
Weld Profiles-Weld profiles shall be inconformance to 5.24
Applicable Applicable Applicable
Time of Inspection- Immediately after the
completed weld reaches the ambient temp.For
ASTM A514,A517,A709 not less than 48 Hrs.
Applicable Applicable Applicable
Visual Inspection Acceptance Limit-Piping
-
8/11/2019 Quality Assuarance
148/150
As per BS 5289
Acknowledgements
-
8/11/2019 Quality Assuarance
149/150
Acknowledgements
We gratefully acknowledge the contributions of
the following faculty members for developing
this module
Mr.A.K.Bose
Mr.N.Sadasivan
R.Banerjee
-
8/11/2019 Quality Assuarance
150/150
Thank You