Tokai Eastern Rubber (Thailand), Ltd. which be supplied to "Tokai Eastern Rubber (Thailand),Ltd." 3....
33
Supplier Quality Improvement Manual Technical Supplier Manual Checked by Approved by Revision 16 Effective date : 19 May 2017 Technical Section Tokai Eastern Rubber (Thailand), Ltd. Issued by
Transcript of Tokai Eastern Rubber (Thailand), Ltd. which be supplied to "Tokai Eastern Rubber (Thailand),Ltd." 3....
Supplier Quality Improvement Manual
Technical Supplier Manual
Checked by Approved by
Revision 16
Effective date : 19 May 2017
Technical Section
Tokai Eastern Rubber (Thailand), Ltd.
Issued by

Supplier Quality Improvement Manual
Contents
Item Page
1. Quality assurance ideality 1
2. Purpose 1
3. Scope 1
4. Requests for supplier
4.1 Initial Control Organization 2
4.2 Approval Initial Part of Supplier 2
4.2.1 Production Preparation Schedule 3
4.2.2 SPTT Audit 4
4.2.3 Inspection Standard 5
4.2.4 SBSC 6
4.2.5 Changing Point Control Sheet 6
4.2.6 Design Verifications Plan & Report. 6
4.2.7 Sample data report 6
4.3 Initial Delivery Control 7
4.4 PPAP Activity 7
4.4.1 Reason to submit PPAP 7
4.4.2 PPAP Retention / Submission Requirement for Supplier 8
4.4.3 TER PPAP Status 18
4.4.4 Record Retention 18
4.5 Process Change Requirement 19
4.5.1 Reason to information of process change 19
Submission requirement for supplier
4.5.2 Delivery requirement after PCN approved 20
4.5.3 Change Control Flow 21
4.5.4 Record Retention 21
4.6 Guideline for Environmental Hazardous Substance Management 22
4.7 Control of initial nonconforming products(NC) 28
5. Attachment List 29
Technical Supplier Manual Change Notification
Technical Supplier Manual

Supplier Quality Improvement Manual
1. Quality assurance ideality
1.1 Supplier shall produce parts that meet to TER satisfaction as purchasing agreement.
for getting an approval by TER.
1.2 Supplier shall improve production process to assure part quality under TER requirement
Especially when problems occerred in TER. Supplier shall correct and prevent immediately.
1.3 TER shall audit supplier QA system including monitoring and advising in order to assure
quality of supplier efficiently and continuously.
1.4 Supplier shall apply ISO9000 or ISO/TS16949 to implement in Quality Assurance
system.
1.5 Initial part of supplier shall be approved by TER prior start Mass production.
1.6 To conduct coordination between TER and supplier.
2. Purpose
Technical Supplier Manual is defined a standard of quality assurance for new or changed
product which be supplied to "Tokai Eastern Rubber (Thailand),Ltd."
3. Scope
This manual applies to the supplier quality assuarance activities for new or change, which
related to TER in assembly product. If it difficult to carry out them please contact to Technical section,
QA&Technical department of TER
Page 1 of 29 Technical Supplier Manual
Supplier Quality Improvement Manual
4. Requests for supplier
4.1 Initial Control Organization
To establish and maintain the quality assurance system. The supplier shall assign a person
who responsible in quality and delivery for initial part. This assignment has aimed to ensure an establishment
of a consistent quality assurance and delivery system to cover all processes of each supplied product
for TER and response in our satisfaction of requirements. Supplier shall submit to Technical section within
7 days after received New or change Part Notice from Purchasing / TER. <for 1st SPTT activity>
** If Contact person changed. Please Review /Revise this organization and submit to Technical
section within 7 days.
(OUTPUT: Follow Attached Sheet No.1)
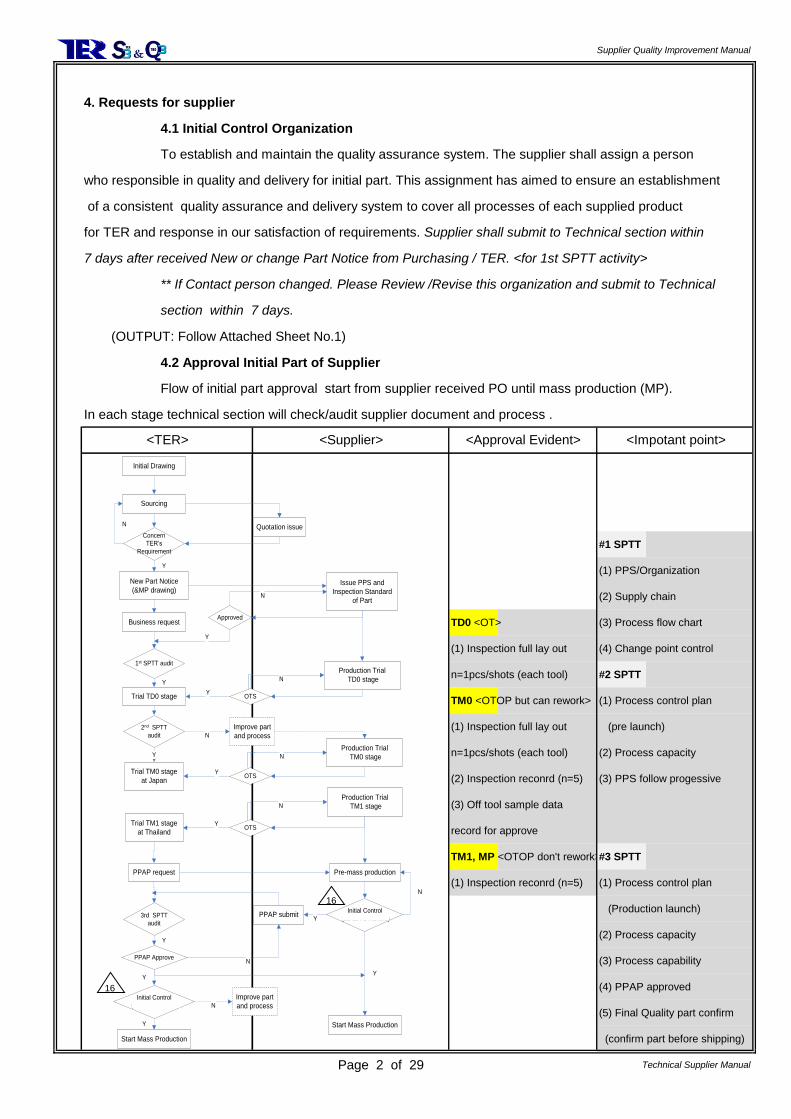
4.2 Approval Initial Part of Supplier
Flow of initial part approval start from supplier received PO until mass production (MP).
In each stage technical section will check/audit supplier document and process .
#1 SPTT
(1) PPS/Organization
(2) Supply chain
TD0 <OT> (3) Process flow chart
(1) Inspection full lay out (4) Change point control
n=1pcs/shots (each tool) #2 SPTT
TM0 <OTOP but can rework> (1) Process control plan
(1) Inspection full lay out (pre launch)
n=1pcs/shots (each tool) (2) Process capacity
(2) Inspection reconrd (n=5) (3) PPS follow progessive
(3) Off tool sample data
record for approve
TM1, MP <OTOP don't rework>#3 SPTT
(1) Inspection reconrd (n=5) (1) Process control plan
(Production launch)
(2) Process capacity
(3) Process capability
(4) PPAP approved
(5) Final Quality part confirm
(confirm part before shipping)
Page 2 of 29 Technical Supplier Manual
<TER> <Supplier> <Approval Evident> <Impotant point>
<Supplier Approval Process
<Supplier><TER>
Initial Drawing
Sourcing
New Part Notice
(&MP drawing)
Business request
Concern
TER’s
Requirement
Quotation issueN
Y
1st SPTT audit
Trial TD0 stage
2nd SPTT
audit
Trial TM0 stage
at Japan
3rd SPTT
audit
Trial TM1 stage
at Thailand
PPAP request
Start Mass Production
Y
Y
Y
Y
Issue PPS and
Inspection Standard
of Part
Approved
N
Y
Production Trial
TD0 stage
Production Trial
TM0 stage
Production Trial
TM1 stage
Pre-mass production
PPAP submitY
Initial Control
(30 lot / 3 months)
Start Mass Production
Y
PPAP ApproveN
N
Improve part
and process
OTS
Y
Y
N
N
OTS
OTSY
N
N
Initial Control
(30 lot / 3 months)
Y
N
Improve part
and process
16
16

Supplier Quality Improvement Manual
Remark:
- For part approve each stage, Supplier shall be ensure the part quality have meet drawing by actual process
by yourself and Technical Engineer will take OTOP sample from receiving area to check quality and go to supplier for
compare the part quality same with a latest approved at the actual production process
; If part are export part, Supplier shall be ensure case by case with TER' engineer.
- Incase part supply from customer technical section separate control method 3 type
Type 1 : Customer supply part, supplier shall be control document and process with customer's requirement.
and submit Inspection standard refer customer approved to technical section
Type 2 : Customer Self Procurement (CSP), Technical section will SPTT audit supplier refer customer's requirment.
and supplier shall be submit Inspection standard refer customer approved and PPAP approval to technical section.
Type 3 : Customer Self Procurement Response (CSP-R), Technical section will check /audit supplier only 3rd
SPTT
and supplier shall be submit Inspection standard refer customer approved to technical section
4.2.1 Production Preparation Schedule(PPS)
Supplier issue PPS which contains New Part Notice, TER master plan
(TD0, TM0, TM1, MP), SPTT stage and detail of part preparation. By submit to TER within 2 week and
supplier shall update progressive of PPS by 25th
of every month and submit to Technical / TER every month
to check the progressive of part.
(OUTPUT: Follow Attached Sheet No.2)
Page 3 of 29 Technical Supplier Manual
PUR PUR TECHNICAL TECHNICAL TECHNICAL TECHNICAL QA
Supplier Type 1st Visit Sign agreement SPTT OTS PPAP Inspection std. Receiving
TYPE1
Customer
Supply Part◯ ◯ ☓ ☓ ☓
◯Ref er with customer
approv ed
◯
TYPE2
Customer Self
Procurement
(CSP)
◯ ◯◯
Normal route refer
customer
requirement
☓ ◯ ◯ ◯
TYPE3
Customer Self
Procurement
Response
(CSP-R)
◯ ◯◯
Only 3rd
SPTT Audit
☓ ☓◯
Ref er with customer
approv ed
◯
16 Supplier Type Control Method
Process Design Drawing Toolling Go PPAP+Initial NG inprocessNG found by
customerDefinition
Customer CustomerTYPE1
'Customer supply part"
TER TER
TYPE2
"Customer Self
Procurement(CSP)
TER Customer
TYPE3
"Customer Self
Procurement Respone
(CSP-R)"
CustomerCustomerCustomerResponse Customer+Supplier

Supplier Quality Improvement Manual
Increase of schedule delay from first plan supplier must to revise and submit to TER for approved
incase schedule revise effect to cost occur supplier must to got approve from TER before.
4.2.2 SPTT Audit
Technical set SPTT activity for
1. 100% Quality meet to TER requirement
2. 100% On time delivery in each stage
3. Close communication between TER and Supplier
SPTT activity has 3 steps and criteria as list below.
SPTT
1st
Audit
2nd
Audit
3rd
Audit
Supplier shall control part follow Approval Initial Part of Supplier schedule.
SPTT Audit Criteria
Page 4 of 29 Technical Supplier Manual
- Supplier PPAP Approve
Can not rework
Can not rework
-Confirm part before shipping
-Confirm production process
- Process control plan
- Full lay out / Capacity
(production launch)
- Process capability
- PPAP approved
- Final quality confirm
-Check capacity
- Inspection record (Pre launch)
-Confirm capacity
SPTT audit check sheet
-Process control plan
Stage Part Quality Quantity
(Trial Dimension) (CKD or Local)
TM0 Part Off Tool
TD0 Part Off Tool n=1 pcs/shots
Refer to PO
Can rework
Off Process
Off Process
MP Part Off Tool Refer to PO
(Trial mold at THA)
Part Off Tool
(Mass Production)
Initial State SPTT Activity
Approval Evident ReferenceActivity
(Trial mold at JP) Off Process
TM1
Refer to Pilot PO
(Full lay out inspection)
-Inspection result
-Check production process SPTT audit check sheet
-Off tool/sample data report
SPTT audit check sheet
- PPS / Ogranization
- Supply Chain
- Confirm capability
- Inspection record
●Full layout inspection (n=1)
- Process flow chart
-Change point control 6m
-Full lay out inspection(n=1)
-Inspection record(n=5)●Inspectin Record (n=5)
●Off tool Sample data record
●Inspection Result
(Full layout inspection)
●Inspectin Record (n=5)
●Inspectin Record (n=5)
16
100 - 90 O No problem
Percentage(%) Rank Meaning
89 - 75 Δ Have minor problem, need to improve
74 - 0 X Have major problem, unacceptable

Supplier Quality Improvement Manual
Quality Initial control Request (TD0, TM0, TM1, MP Stage)
Supplier shall control quality Initial of part follow in table below.
Sampling 2 part / Production Lot
●Mill sheet data must be sent every shipment.
(OUTPUT: Follow Attached Sheet No.4)
4.2.3 Supplier shall issue Inspection standard and record which identify all measuring items
and specification for supplier product testing and submit to TER after received drawing within 2 weeks
Supplier shall maintain inspection item which TER approved. (TER form)
Follow Inspection Standard package
1. Inspection standard sheet (OUTPUT: Attached sheet no.26)
2. Inspection record (OUTPUT: Attached sheet no.26)
3. Drawing by specify number link to inspection point
4. Supply chain Data base list (OUTPUT: Attached sheet no.12)
5.Material list and component part (OUTPUT: Attached sheet no.13)
6. Engineering drawing recorder (OUTPUT: Attached sheet no.7)
And supplier shall to ensure implementation each suffix by attach list of engineering
record with Inspection standard submit to TER
Inspection Rank
Page 5 of 29 Technical Supplier Manual
Sampling
2 Part for test / Day
Test Item
Appearance
Characteristic
(No destructive test)
Destructive test Sampling
2 Part for test / Day
Mass Production
100% Inspection200% Inspection by initial control
Sampling
Initial
4 Part for test / Production lot
Detection ability Effective to customer
AItem that cannot be verified immediately
but have to test before ship part to customer such as
characteristics
Item that directly effect to user or customer that is the
problem about characteristics of part such as characteristics,
appearance(crack)
BNormal item that cannot be verified immediately but have to test
before ship part to customer such as dimensions
Item that directly effect to assembly point of customer have to measure such as dimensions, surface treatment
CItem that can be easy to verified at TER or customer and not
much important such as appearances
Item that is not effect to assembly point or user directly but effect to feeling of customer or user such as
Identification mark, Burr(Appearances)
16
Supplier Quality Improvement Manual
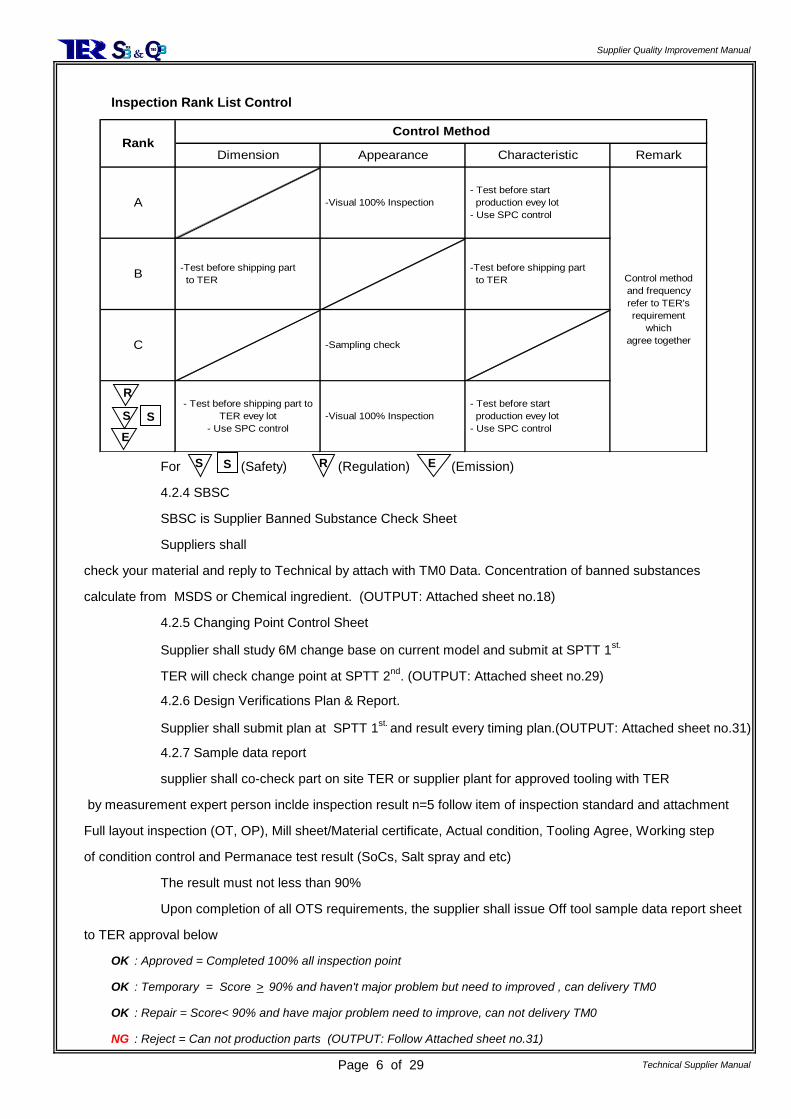
Inspection Rank List Control
For (Safety) (Regulation) (Emission)
4.2.4 SBSC
SBSC is Supplier Banned Substance Check Sheet
Suppliers shall
check your material and reply to Technical by attach with TM0 Data. Concentration of banned substances
calculate from MSDS or Chemical ingredient. (OUTPUT: Attached sheet no.18)
4.2.5 Changing Point Control Sheet
Supplier shall study 6M change base on current model and submit at SPTT 1st.
TER will check change point at SPTT 2nd
. (OUTPUT: Attached sheet no.29)
4.2.6 Design Verifications Plan & Report.
Supplier shall submit plan at SPTT 1st.
and result every timing plan.(OUTPUT: Attached sheet no.31)
4.2.7 Sample data report
supplier shall co-check part on site TER or supplier plant for approved tooling with TER
by measurement expert person inclde inspection result n=5 follow item of inspection standard and attachment
Full layout inspection (OT, OP), Mill sheet/Material certificate, Actual condition, Tooling Agree, Working step
of condition control and Permanace test result (SoCs, Salt spray and etc)
The result must not less than 90%
Upon completion of all OTS requirements, the supplier shall issue Off tool sample data report sheet
to TER approval below
OK : Approved = Completed 100% all inspection point
OK : Temporary = Score > 90% and haven't major problem but need to improved , can delivery TM0
OK : Repair = Score< 90% and have major problem need to improve, can not delivery TM0
NG : Reject = Can not production parts (OUTPUT: Follow Attached sheet no.31)
Page 6 of 29 Technical Supplier Manual
S R E S
S S - Test before shipping part to
TER evey lot
- Use SPC control
RankControl Method
Dimension Appearance Characteristic Remark
-Visual 100% Inspection
- Test before start
production evey lot
- Use SPC control
-Sampling check
Control method
and frequency
refer to TER's
requirement
which
agree together
-Visual 100% Inspection
-Test before shipping part
to TER
- Test before start
production evey lot
- Use SPC control
-Test before shipping part
to TER
A
B
C
R
E
S S

Supplier Quality Improvement Manual
4.3 Initial Delivery Control
Part delivery in each stage shall attached Shipping Tag with Part and Invoice
4.3.1 TD0 Stage (White color tag)
4.3.2 TM0 Stage (Orange color tag)
4.3.3 TM1 Stage (Sky blue color tag)
4.3.4 MP Stage (Yellow color tag refer QA manual)
4.3.5 Special Stage (Pink color tag)
Supplier shall attach delivery tag to every box and invoice.
(OUTPUT: Follow Attached sheet no.6)
4.4 PPAP activity
PPAP: Production Part Approval Process is an activity for part preparation and document to
control process and inspection to reach TER requirement before part approval process in TER. Refer to
Production Part Approval Process : PPAP 4th edition
4.4.1 Reason to submit PPAP
4.4.1.1 New part or product (e.g., a specific part, material, or color not previously
supplied to TER).
4.4.1.2 Correction of a discrepancy on a previously submitted part.
4.4.1.3 Product modified by an engineering change to design records, specifications,
or materials.
4.4.1.4 Any situation required by TER example 4M Change (Man, Machine, Method and
Material)
Page 7 of 29 Technical Supplier Manual
Stage Document support
TD0 - Cover sheet OTS
- Full lay out OT<on drawing> n=1
- Mill sheet
TM0 - Full lay out OTOP <on drawing> n=1
- Cover sheet OTS<Approved>
- Inspection data
TM1 - Cover sheet OTS<Approved>
- Inspection data
MP - Refer QA requirement

Supplier Quality Improvement Manual
4.4.2 PPAP Retention/Submission Requirement for Supplier
Supplier shall submit document follow this requirement separate to supplier group or any required
by TER (supplier shall to use TER format some requirement at symbol is )
S = Supplier shall submit to TER and retain a copy of records or documentation items at appropriate locations.
R = Supplier shall retain at appropriate location and make available to TER upon request.
Page 8 of 29 Technical Supplier Manual
Metal part, Plastic
part, Rubber part
Rubber Compound
Plastic Material
Chemical
Other 1st SPTT 2nd SPTT 3rd SPTT
1 Design Record S - S
-For proprietary components/ details R - R
-For all other components/ details S - S
-Design Verfication plan & Report (DVP&R) S - S
2 Engineering Change Documents S - S
-List of Engineering draw ing to supplier (a3) R - R
-Engineering draw ing recorder (a7) S - S
-Process change notice (a20) S S S
-Engineering change request (a28) S S S
-Change point management (a29) S S S
3Customer Engineering Approval (Inspection std.)
(a26) S - S
4 Process Flow Diagrams (a8) S S S -
5 Process FMEA S - S -
6 Control Plan (a9) S S S -
7 Measurement System Analysis Studies (a5) S - - -
8 Dimensional Results S - S
-Full lay out Inspection Result (a10) S - S
-OFF TOOL sample data report (a30) S - S
9 Material test result (a11) S S S
-Supply chain database list (a12) S S S
-Component f low chart & Component part (a13) S S S
-Performance test result (a14) S S S
10 Initial Process Studies S - - -
11 Qualif ied Laboratory Documentation S - S -
12 Initial Master Sample (a15) S - S -
13 Checking Aids R - - -
14Records of Compliance w ith Customer-Specif ic
Requirements S - S -
15 Part Submission Warrant (PSW) (a17) S S S
16 Environmental Substant S S S
-Supplier banned substance check sheet /SBSC
(a18) S S S
-Certif icate of non-use of the controlled
substances (a19) S S S
-Environment hazardous substance test report
(a22) S S S
-Material data sheet (a23) S S S
-Declaration of no use of PFOS (a24) S S S
-SVHC questionnaire (a25) S S S
17 Others - - - - - - -
- Project organization chart (a1) S S S
- Production Preparation Schedule (a2) S S S
- Tooling Schedule S S S - -
- SPTT audit result (a4) S S S
- Quality problem follow ing up sheet (a21) S S S
Requirement Fix TER format
Production Matetial Submission Material

Supplier Quality Improvement Manual
4.4.2.1 PPAP Retention/Submission Requirement for Supplier
Supplier shall submit document/PPAPfollow submission matrix's requirement table
and supplier document/PPAP cover sheet to TER
TER will control Supplier PPAP by Supplier PPAP Request Sheet
(OUTPUT: Follow Attached sheet no.16)
4.4.2.2 Design Record / Engineering drawing recorder
Supplier shall have the design record for the saleable product/part, including design
records for components or details of the saleable product/parts which approved and distributed by TER.
Where the design record is in electronic format, e.g., CAD/CAM math data, the supplier shall produce
a hard copy (e.g.pictorial, geometric dimensioning & tolerancing[GD&T] sheets, drawing) to identify
measurements taken.
And supplier shall to submit by attachment with Inspection standard and PPAP
package to TER every time of change or update
4.4.2.2(a) When supplier received "List of Engineering Drawing to Supplier" shall reply to
TER within 3 days for convenient date to receive new engineering drawing by supplier must to receive
drawing within 7 days
4.4.2.2(b) In receive date supplier must return "Old Engineer Drawing" to TER
4.4.2.2(c) Supplier must review new engineering drawing by record date to confirm below.
1. Date of last delivery lot / old ECI
2. Date of first delivery lot new ECI
3. Date of Drawing effective date
4. Submission due date of Inspection standard and inspection record
In List of Engineering Drawing to Supplier document and reply to TER within 7 days after supplier
have received drawing by result are reviewed
Page 9 of 29 Technical Supplier Manual
16

Supplier Quality Improvement Manual
4.4.2.3 Engineering Change Documents (ECR, PCR and Deviation)
Supplier shall have any authorized engineering change documents for those changes
not yet recorded in the design record but incorporated in the product, part or tooling.
Page 10 of 29 Technical Supplier Manual
Issued date : dd/mm/yyyy
To : From : Tokai Eastern Rubber (Thailand), Ltd.
Attn : Ms. Suthasri Suwannasri
Position : Position : Technical Staff
Dept. Dept. Technical
Tel. No.: CC : Ms. Maneerat / Technical Dept. Senior Staff
Model :
① Supplier Confirm Sheet
วนัทีเ่ขา้มารับ ………………………………………….……... เวลา 09.30 - 16.00 น. สถานที ่ TER / ESIE
กรุณาเซ็นตร์บัทราบ และตอบกลบัเอกสารมายงั Fax: (038)-927594 หรอื E-mail: [email protected]
ภายในวนัที.่.......................................... โดย Supplier จะตอ้งกรอกขอ้มลูในสว่นที ่2 ใหค้รบถว้น
รับทราบ ……………………………………………….
วนัที ่………………………………………………......
② List Engineering Drawing / Confirm Submittion Date
Inspection Standard
1 XXXXX-XXXXX XXXXXXXXXXXXXXX XX-XXX A T-XXXX dd/mm/yyyy dd/mm/yyy
2 XXXXX-XXXXX XXXXXXXXXXXXXXX XX-XXX A T-XXXX dd/mm/yyyy dd/mm/yyy
หมายเหต:ุ Supplier จะตอ้งท ำกำรยืน่เอกสำร Inspection Standard ภำยในวนัเวลำทีก่ ำหนด
หำกมขีอ้สงสยัประกำรใด กรุณำตดิตอ่ : คณุนลิบุล เจยีมประสตูร / คณุมณีรัตน ์ แสงสงัข ์/ คณุสธุำส ี สวุรรณศร ี
เบอร ์038-927-500 ตอ่ 601, 602, 630 E-mail: [email protected], [email protected], [email protected]
โดยสง่ถงึคณุนลิบุล เจยีมประสตูร แผนกเทคนคิคอล
No. Part No. Part Name MFG.No
dd/mm/yyyy
dd/mm/yyyy
List of Engineering Drawing to Supplier
** Supplier จะตอ้งกรอกขอ้มลูใหค้รบถว้น
Submittion Due DateDrawing
Effective DateLevel ECI.No.
** 1st Lot
(กรณุาระบวุนัทีส่ าหรับ 1st
Lot)
TER Supplier
( ) ( )
ผูรั้บคนื/ผูส้ง่ ผูรั้บ
วนัที่ วนัที่
xxxxxxxxxxxxx
Mr. xxxxxxxxxxx
xxxxxxxxxxxxxxxxxxxxxx(0xx)xx-xxxx
xxxxxxxxxxxxxxxxxxxx
dd/mm/yyyy
dd/mm/yyyy
Supplier Confirm Receive date
Supplier Confirm First New ECI
* ECR (Engineering Change Request) * PCR (Process Change Request)

Supplier Quality Improvement Manual
4.4.2.4 Customer Engineering Approval (Inspection Standard and Record)
Where specified by TER, supplier shall have evidence of TER engineering approval.
Follow Technical Supplier Manual 4.23
4.4.2.5 Process Flow Diagrams
Supplier shall have a process flow diagram in a supplier-specified format that clearly
describes the production process steps and sequence, as appropriate, and need specified TER needs,
(e.g., Advanced Product Quality Planning and Control Plan reference manual).
Note: Process flow diagrams for "families" of similar parts are acceptable if the new parts have
been reviewed for commonality by the supplier.
(OUTPUT: Follow Attached sheet no.8)
4.4.2.6 Process FMEA
Supplier shall develop a Process FMEA in accordance with, and compliant to, TER-
specified requirements, (e.g., Potential Failure Mode and Effects Analysis referance manual).
Supplier must undertake efforts to reduce this calculated risk through corrective action
and preventive action
1. RPN more than 128
or 2. The highest RPN
After action will evaluate RPN again
Remark : Refer to Potential Failure Mode and Effects Analysis Manual 4th edition
Page 11 of 29 Technical Supplier Manual
Supplier Quality Improvement Manual
4.4.2.7 Control Plan
Supplier shall have a Control Plan that defines all methods used for process control and
complies with TER-specified requirements, (e.g., Advanced Product Quality Planning and Control
Plan reference manual). Use TER format
Note: Control Plan for "families" of similar parts are acceptable if the new parts have been
reviewed for commonality by the supplier.
(OUTPUT: Follow Attached sheet no.9)
4.4.2.8 Measurement System Analysis Studies
Supplier shall have applicable Measurement System Analysis studies, e.g. gage R&R,
bias, linearity, stability, for all new or midified gages, measurement, and test equipment.(Measurement
Systems Analysis reference manual)
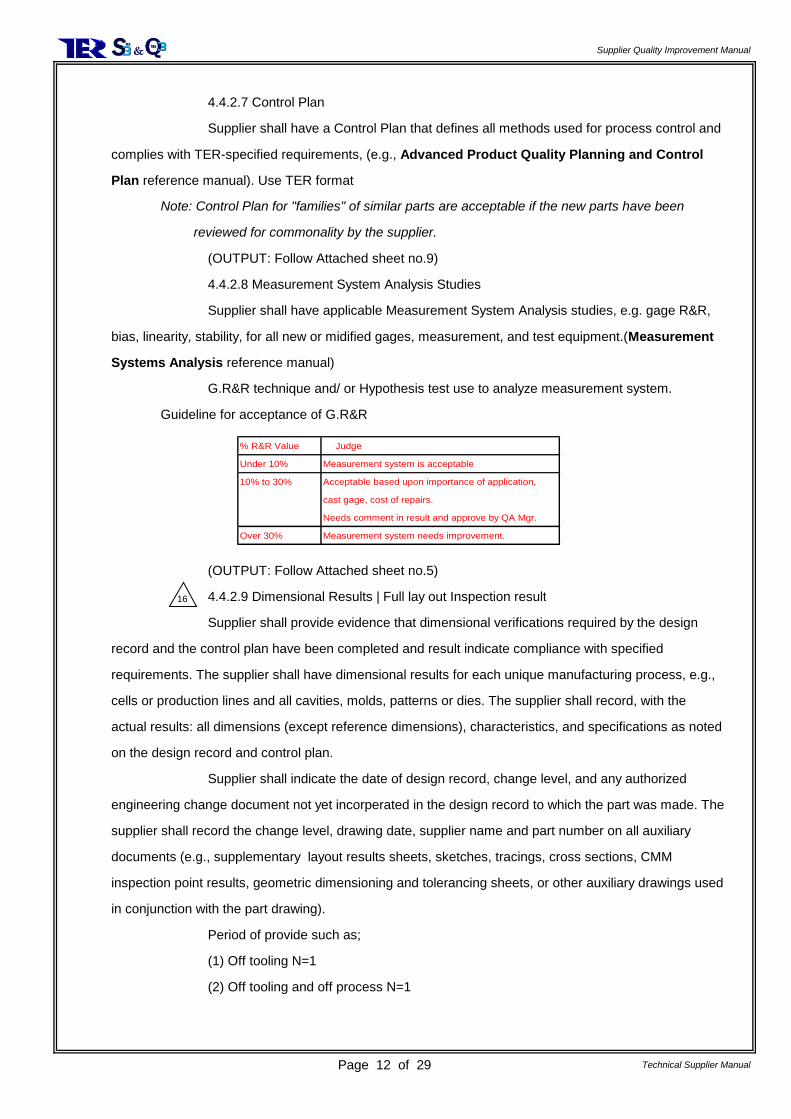
G.R&R technique and/ or Hypothesis test use to analyze measurement system.
Guideline for acceptance of G.R&R
(OUTPUT: Follow Attached sheet no.5)
4.4.2.9 Dimensional Results | Full lay out Inspection result
Supplier shall provide evidence that dimensional verifications required by the design
record and the control plan have been completed and result indicate compliance with specified
requirements. The supplier shall have dimensional results for each unique manufacturing process, e.g.,
cells or production lines and all cavities, molds, patterns or dies. The supplier shall record, with the
actual results: all dimensions (except reference dimensions), characteristics, and specifications as noted
on the design record and control plan.
Supplier shall indicate the date of design record, change level, and any authorized
engineering change document not yet incorperated in the design record to which the part was made. The
supplier shall record the change level, drawing date, supplier name and part number on all auxiliary
documents (e.g., supplementary layout results sheets, sketches, tracings, cross sections, CMM
inspection point results, geometric dimensioning and tolerancing sheets, or other auxiliary drawings used
in conjunction with the part drawing).
Period of provide such as;
(1) Off tooling N=1
(2) Off tooling and off process N=1
Page 12 of 29 Technical Supplier Manual
% R&R Value Judge
Under 10% Measurement system is acceptable
10% to 30% Acceptable based upon importance of application,
cast gage, cost of repairs.
Needs comment in result and approve by QA Mgr.
Over 30% Measurement system needs improvement.
16

Supplier Quality Improvement Manual
The supplier shall identify one of the parts measured as the master sample.
(OUTPUT: Attached sheet no.10)
4.4.2.10 Material, Performance Test Results, Supplier Chain
The supplier shall have records of material and/or performance test results for tests
specified on the design record or control plan
Material test results shall indicate and include :
-the design record change level of the parts tested;
-any authorized engineering change documents that have not yet been incorporated in the
design record;
-the number, date, and change level of the specifications to which the part was tested;
-the date on which the testing took place;
-the quantity tested;
-the actual results (Attach with test result from laboratory) ;
-Mill sheet
-Supply chain check sheet
-Material List & Component Parts
(OUTPUT: Follow Attached sheet no.11)
Mill Sheet
Page 13 of 29 Technical Supplier Manual
Supplier Quality Improvement Manual
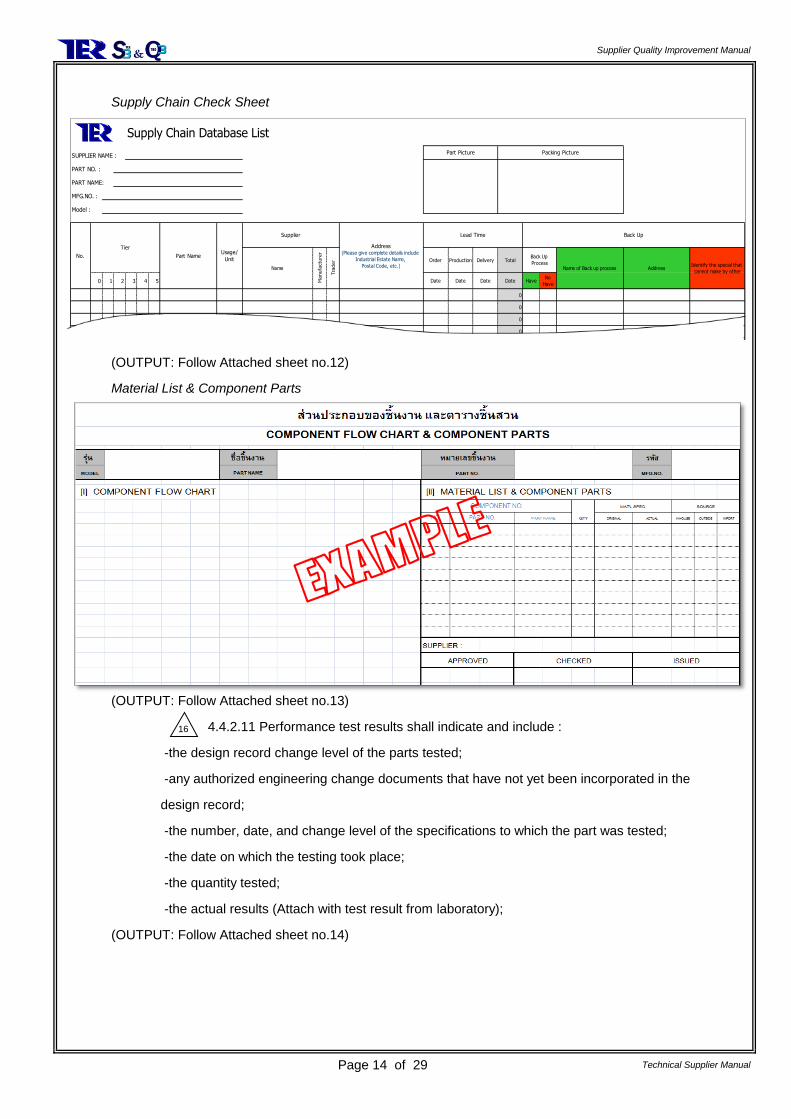
Supply Chain Check Sheet
(OUTPUT: Follow Attached sheet no.12)
Material List & Component Parts
(OUTPUT: Follow Attached sheet no.13)
4.4.2.11 Performance test results shall indicate and include :
-the design record change level of the parts tested;
-any authorized engineering change documents that have not yet been incorporated in the
design record;
-the number, date, and change level of the specifications to which the part was tested;
-the date on which the testing took place;
-the quantity tested;
-the actual results (Attach with test result from laboratory);
(OUTPUT: Follow Attached sheet no.14)
Page 14 of 29 Technical Supplier Manual
SUPPLIER NAME :
PART NO. :
PART NAME:
MFG.NO. :
Model :
Order Production Delivery Total
0 1 2 3 4 5 Date Date Date Date HaveNo
Have
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0 Checked by Issued by
Rev.
Note : 1.Supplier shall input all concerned data of supply chain management. (Include packing material)
2.This data will keep confidential by TER. TER will not pass this database to customer or any.
< Attached Sheet No.12 >
Supply Chain Database List
Part Picture Packing Picture
No.
Tier
Part NameUsage/
Unit
Supplier
Address(Please give complete details include
Industrial Estate Name,
Postal Code, etc.)
Lead Time Back Up
Name
Manufa
cture
r
Tra
der
Back Up
ProcessName of Back up process Address
Identify the special that
cannot make by other
Tokai Eastern Rubber (Thailand), Ltd. Supplier Name________________________________
Approved by Checked by Approved byA.Phanit C.Kwanchai
Approve(Mgr.)
L.Vathit
Date History Issue(Staff) Check(Supv.)
1-Dec-12 New issue
16
Supplier Quality Improvement Manual
4.4.2.12 Initial Process Studies and Control
The level of initial process capability or performance shall be determined to be acceptable
prior to submission for all special characteristics designated by TER or supplier. The supplier shall obtain
TER concurrence on the index for estimating initial process capability prior to submission.
The supplier shall perform measurement system analysis to understand how
measurement error affects the study measurements.
Note: For characteristics that can be study using X-bar and R charts, a short term study should
be based on a minimum of 25 subgroups containing at least 100 readings from consecutive
parts of the significant product run.
Acceptance Criteria for Initial Study
Index > 1.67 The process currently meets the acceptance criteria.
1.33 < Index > 1.67 The process maybe acceptable. Contact the authorize TER
representative for a review of the study results.
Index < 1.33 The process does not currently meet the acceptance criteria.
Contact the authorize TER representative for a review of the study
results.
After 2nd SPTT audit, supplier will launch to intial process control. Supplier shall record
key process characteristic and key product characteristic as SPC data. The record shall report to TER
for 3 months or 30 production lots by 1 time per month or appropriate period which accept by TER.
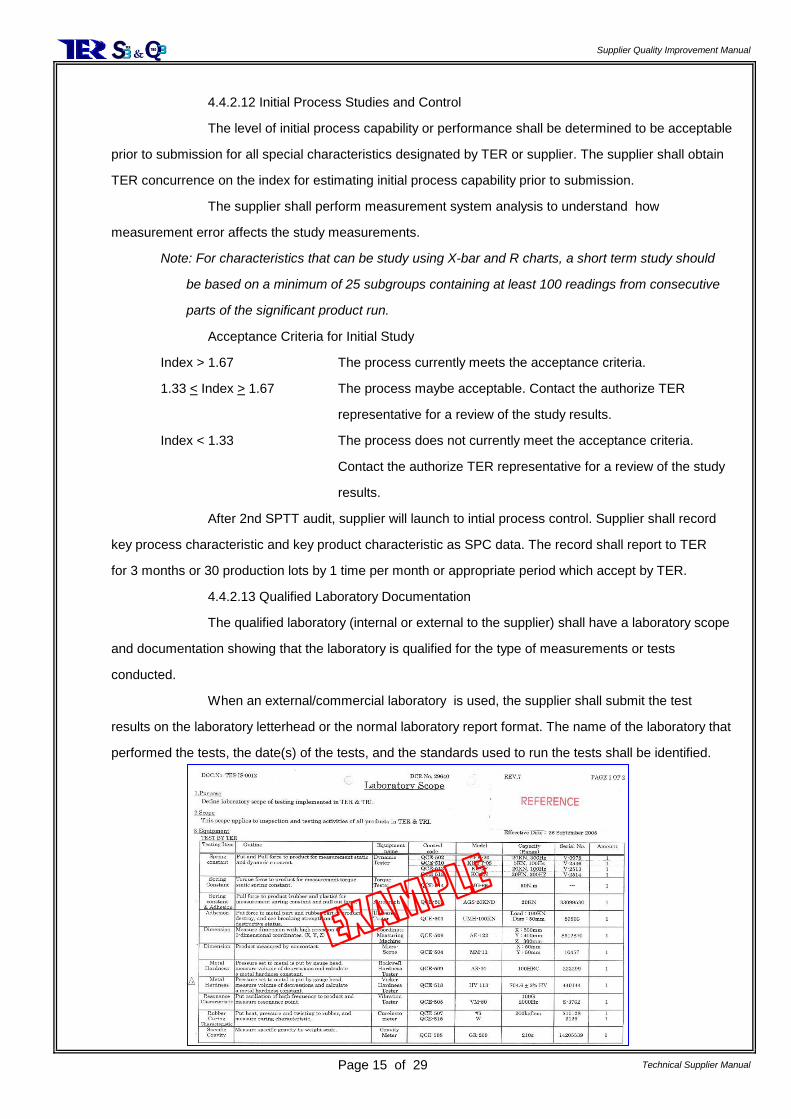
4.4.2.13 Qualified Laboratory Documentation
The qualified laboratory (internal or external to the supplier) shall have a laboratory scope
and documentation showing that the laboratory is qualified for the type of measurements or tests
conducted.
When an external/commercial laboratory is used, the supplier shall submit the test
results on the laboratory letterhead or the normal laboratory report format. The name of the laboratory that
performed the tests, the date(s) of the tests, and the standards used to run the tests shall be identified.
Page 15 of 29 Technical Supplier Manual

Supplier Quality Improvement Manual
4.4.2.14 Master Sample Application
The supplier shall submit sample product 3 pcs. or 3 shots and retain a master sample
for the same period as the production part approval records, or
-until a new master sample is produced for the same part number for TER approval
-where a master sample is required by the design record, control plan or inspection
criteria, as a reference and standard. The master sample shall be identified as such, and shall show TER
approval date on the sample. The supplier shall retain a master sample for each position of a multiple
cavity die,mold,tool or pattern,or production process.The master sample will attached with full lay out data.
(OUTPUT: Follow Attached sheet no.15)
4.4.2.15 Checking Aids
-The supplier shall submit any part-specific assembly or component checking aids. The
supplier shall certify that all aspects of the checking aid agree with part dimensional requirements. The
supplier shall document all released engineering design changes that have been incorporated in the
checking aid at the time of submission. The supplier shall provide for preventive maintenance of any
checking aids for the life of the part.
Checking fixture / Gauge;
- Supplier must be set up annual fabrication and calibration plan for C/F Gauge and GR&R
test continue us
- CF/G should be indicate P/No., ECI
- CF/G must be completed to inspection parts before 1st OTS ̴1 month
4.4.2.16 Records of Compliance with Customer-Specific Requirements
The supplier shall have records of compliance to all applicable TER-specific requirement.
4.4.2.17 Part Submission Warrant (PSW)
Upon completion of all PPAP requirements, the supplier shall complete the Part
Submission Warrant(PSW). Supplier shall prepare PPAP level 3 except TER request another level.
If production parts will be produced from more than one cavity, mold, tool,die, pattern,
or production process, the supplier shall complete a dimensional evaluation on one part from each.
The specific cavities, molds, line, etc., shall then be identified in the "Mold/Cavity/production Process"
line on a PSW, or in a PSW attachment
Note: One warrant per customer part number
-For Part Submission Warrant (PSW) approved follow up PPAP approval by identified
status Approved, Interim Accepted and Rejected.(OUTPUT: Follow Attached sheet no.17)
Page 16 of 29 Technical Supplier Manual
16
16

Supplier Quality Improvement Manual
4.4.2.18 Certification of Non-Use of the controlled substances.
Certification of Non-Use of the controlled substances is the document for supplier certify
the non-use of the controlled substances in process of supplier which produce production material to TER.
Certified with test report or ICP data.
Certification of Non-Use of the controlled substances
(OUTPUT: Follow Attached sheet no.19)
4.4.2.19 Cover sheet and Test report
4.4.2.19 Material Data Sheet
Material Data Sheet is the document which show and calculate ingredient or
use of substance. [TER'S code : MDS38301]
(OUTPUT: Follow Attached sheet no.23)
Page 17 of 29 Technical Supplier Manual
Cover sheet Test report
Material Data Sheet
Measured Component Component Part Component Material Name Material No. / Symbol Material Norms/Standard Material Weight (g) Material Classification Basic Substance Percentage of SoC/ EHS SoC/ EHS Substance
Weight Part/Item No. Measured Weight Part Or Or Inhouse Norm Surface Treatment (Select from sheet of Name Basic Substance Substance Name Purpose of Use
per Items (g) per Item (g) Quantity Surface Treat. Name Surface Treat. Code Surface Treat. Standard Weight (mg) Material Classification) %
Delivery Part Material SoC/ EHS
Part No. Part Name Component Part Name
Component Part
Supplier Name :
Contact Person : Tel :
Position : Fax :
Dept. : Mobile :
Email:
TOKAI EASTERN RUBBER (THAILAND), LTD.
Issued byChecked byApproved by
Supplier

Supplier Quality Improvement Manual
4.4.2.21 SVHC Survey
To survey substances of very high concern (SVHC) in product to comply with REACH
regulation.
(OUTPUT: Follow Attached sheet no.25)
4.4.3 TER PPAP Status
4.4.3.1 Approved
Approved indicates that the part or material meet all TER requirements. The supplier is
therefore authorized to ship production quantities of the product, subject to releases from TER schedule.
4.4.3.2 Interim Approval
Interim Approval permits shipment of material for production requirements on a limited
time or piece quantity basis. The supplier shall re-submission to TER for status of "Approved" within
7 days after TER reply to supplier.
4.4.3.3 Rejected
Rejected means that the PPAP of supplier was not meet TER requirement. Supplier
shall corrected to meet TER requirement then submit to TER within 15 days.
4.4.4 Record Retention
PPAP shall be maintained in the period that the part is active plus one calendar year.
Supplier shall ensure that the appropriate PPAP records from a superseded part PPAP file are included,
or referenced in the new pat PPAP file.
For (Safety) (Regulation) (Emission) Supplier shall keep the PPAP 11 years
after model run out.
Supplier shall keep approved PPAP in paper file and/or Electronic file (PDF file).
Electronic file shall submit to TER by 7 working days after received PPAP from TER.
Page 18 of 29 Technical Supplier Manual
S R E
Accompanying Document Exhibit 2 : SVHC Questionnaire Supplier code
Components that contain any of the proposed substances listed in Accompanying Document Supplier name
in a concentration of 0.1% or more in a homogeneous material or not ? Authority's name
( Please add your answer mark in the blank ) Position
Phone no.
If yes please fill in the following table regarding components that contain any of the proposed substances listed in Accompanying Document in a concentration of 0.1%
or more in a homogeneous material.
※If more lines are needed, please add lines as necessary.
a b c d e f
Material
Name
Material
Standard
Weight of basic
material
(homogeneous
material)
Concentration of
SVHC in homegenious
material (%)
Total weight of SVHC Weight of component
1
2
3
4
5
6
7
8
9
10
11
12
13
No.SVHC-containing
part of component
Part name.
/Component name.
Part no./
Component No. Name of SVHC
Have
Not have
Company Stamp

Supplier Quality Improvement Manual
4.5 Process Change Requirement (Incase of ECN)
4.5.1 Reason to information of process change and submission requirement for supplier
4.5.1.1 Process Change Notice
Process Change Notice to define change previous process compare with new process
for TER approve. The supplier shall submit Process Change Notice before
change 1 month. (N-3)
4.5.1.2 Sample production parts
The supplier shall provide sample product 3 pcs./shots or all cavity for TER evaluation.
and compare data old with new before approve to Process Change Notice (Before 2 months)
4.5.1.3 Balance Stock Control
Supplier shall to confirm implement timing of change to TER incharge of Production
Control Department and reference information to Technical Department follow each period below
N
D-9
D-3
D-1
D
Page 19 of 29 Technical Supplier Manual
(month of 1st ship lot)
Implement target
- First Lot arrive to TER
- Last & First Lot Confirm & Information
- Stock balance follow actual order per loading
- Stock balance follow actual order per day
- Stock balance follow actual order per week
- Co-Check the Sample production parts
- Implement timing by forecast
-Submit Process Change Notice
Actual 1st ship lot
Order number
Date and time of 1st ship lot
Date of 1st ship lot
Week of 1st ship lot
OTS approvalN-1
Confirm Item Output
N-3
Type
PC
N
PP
AP
Pro
cess F
low
Ch
art
an
d c
on
tro
l p
lan
MS
A
Dim
en
sio
n R
esu
lt
Perf
orm
an
ce R
esu
lt
Su
pp
ly C
hain
Init
ial P
rocess s
tud
y
PS
W
Sam
ple
Inch
arg
e
Engineering Change from customer O O - - - - - - - -
Shape Change O O - - - - - - - -
Add/Change Tolerance O O - - - - - - - -
Characteristic O O - - - - - - - -
Material (Design Change) O O - - - - - - - -
MAN Subcontractor use O - - - - - - O - -
Machine add to up capacity (same
specification with current machine)O - - - O - - O O O
Machine change (change specification
with current machine)O - - - O - - O O O
Process flow chart O - O - - - - O - O
Control item I control plan change O - O - - - - O - -
Sub-supplier production (Tier3) O - O O O O O O O
Add material sourcing O O - - - - - - - -
Change material sourcing O O - - - - - - - -
Add mold/die/tooling to up capacity O O - - - - - O - -
Change mold/die/tooling O - - - O O - O O O
Use tooling which stop production over
12 monthsO - - - O O - O O O
Checking figure/inspection gauge add O - - O - - - - - O
Chacking figure/inspection gauge
change (design change) O - - O - - - - - O
OTHERS Location change O - - - O - - O - O
Tech
nic
al
Qualit
y A
ssura
nce
Item Cange
Pro
du
ct
(EC
N)
MEASUREMENT
Mold
MATERIAL
METHOD
MACHINE
Pro
cess
Ch
an
ge
16
16
16

Supplier Quality Improvement Manual
4.5.2 Delivery requirement after PCN approved.
Supplier shall use initial tag for control shipping parts change to TER follow
Delivery requirement table
Deliver requirement
Last Lot Confirm Change is "Old Part in Last - Attach with Invoice and Part
(Old Parts) ECI" at " Others - Confirm by telephoen / e-mail
First Lot Confirm Change is "New Part Lot - Attach with Invoice and Part
(New Parts) ECI" at " Others - After PSW approved is 1 lot
- Confirm by telephone / e-mail
<Old Part in last ECI tag> < New Part Lot ECI tag>
- And continue attach special Tag for first lot new process by specify
" initial / ECI Mass Production " then follow Material (Delivery schedule (MDS) from PC/TER
Refer to Quality Assurence Supplier Manaul Part 3
Page 20 of 29 Technical Supplier Manual
Red
Yellow
RemarkReason / identifyPurposeColor Tag
16

Supplier Quality Improvement Manual
4.5.3 Engineering specification change control flow
4.5.4 Record Retention
PCN or ECR shall be maintained for the length of time that the part is active plus one
calendar year. Supplier shall ensure that the appropriate PCN and ECI records are included,
or referenced in the past PPAP file.
Page 21 of 29 Technical Supplier Manual
Item
QA &TC - Issue ECR from supplier - ECR
TC - Issue ECR to TRI - ECR
TC & TRI - Review ECR from TER - ECR
Customer - Review & Approve ECI/ ECN from TER - ECN / ECI
-Received ECI from customer ECN/ECI/customer
part drawing
- Issue RFD -Doc.no.TES-IZ-6127
- Revise Internal drawing and send to TER - Drawing
TC - Revise and Register drawing - Drawing
- Receive drawing -Drawning
- Set up plan (Plan approved)
Core Team - Review and set up trial plan - TPCR
- Issue TPCR - PCR
QA&TC - Submit to customer approve(plan) - PCR
Customer - Review / Approve PCR plan - PCR
-Making sample part for evalaution
-Trial Confirm Change point follow -Doc.no.TES-PZ-6513
Working step 6M -Scat Sheet issue
Supplier - Prepare process (6M) support TER trial -S-PPAP package
- Summary S-PPAP submit to TER
QA &TC -Test confirm Chagne point -Scat sheet result
-Compare Result with current condition -Compare data
-Technical Supplier Manual
-Submit OTS to customer for evaluation - Part data (OTS)
QA&TC&PC -Audit supplier process - SPTT Activity
Customer -Trial confirm part approve
- Tooling & Equipment preparation - Working step
- Process preparation - Process control std.
- Work standard preparation - I will check this
QA & TC - Approve PCR and S-PPAP -PCR
-SPPAP approved
QA - Process & Product confirmation - TPCR
- Audit report
- First delivery to TER - Firs lot data
MD - Approved TPCR - TPCR
- Process capability monitoring - Record
- % NG summary
QA - Process capability monitoring - Record
- % NG summary
- Submission concern document -PPAP pacakge
of PPAP to customer approve
- Approved process before start mass -PCR & PPAP
production
- Start production continue - 1st lot delivery record
- Balance stock & run out old part
- 1st lot delivery confirm to customer
Plan
ning
IPl
anni
ng II
App
rova
l
PE & QA
QA & PD
QA & TC
Supplier
TRI
Designer
P.I.C.
Customer
PD, QA
Supplier
CUSTOMER Concerned Doc.DetailTRI
Supplier
Ver
ific
atio
n
MKT
MKT
SUPPLIERTER
QA&TC
Supplier
PC, TC
PE
Review
ECR Issue
ECR Issue
Review
ECR Issue
Reject
Review
ECI/ECN Issue
Drawing Release
Receive ECI
Issue RFD
Receive /Register Receive
drawing
Set up master plan&Issue PCR
(Target = 45 days)
(Target = 7 days)
APQP meeting & Issue
PCR & TPCR
Trial
Scat sheet &
Evaluation
Production preparation
Process
audit
TPCR
Approval
Monitoring & Special
control
Process capability
evaluation
Submission PPAP
Approval
Start mass production
Reject
Accept
Reject
Accept
Reject
Reject
Reject
Accept
Reject
(Target = 15 days)
Accept
Accept
Accept
Accept
Submit Off tool sample
to customer
Part EvaluationAccept
Reject
Supplier
Process audit
Start mass production
at supplier
Production preparation
Sample
making
Accept
Reject
Approve
Reject
Accept
Submission PCR
Reject
S-PPAP submission
Supplier PCR &
S-PPAP approve
Accept
Reject
Supplier Quality Improvement Manual
[Responsible to QA department]
4.6 Guideline for Environmental Hazardous Substance Management
4.6.1. Introduction
4.6.1.1 Introduction
According to automotive parts and electronic equipment are commerced to EU market, it is
enforced by ELV, RoHS Directive and REACH regulation. The ELV concept is about "Do not use Lead
Mercury, Cadmium, Hexavalent Chromium, PBB, PBDE, Deca-BDE, HBCD, Asbestos and PFOS
for automotive parts (some material / parts are exempted by Annex II).
For RoHS (Restriction of the use of certain Hazardous Substances in electrical and
electronic equipment) is about "Do not use Lead, Mercury, Cadmium, Hexavalent Chromium, PBBs
(Polybrominated Biphenyl) and PBDEs (Polybrominated Diphenyl Ether) for electronic part.
REACH concept is to survey use of SVHC in product.Tokai Eastern Rubber (Thailand), Ltd. have many
supplier that manufacture and deliver raw material / part. It will be finished goods which send to OEM
customer who export the goods to EU market. Then we would like to coorperate with our
supplier in order to establish Environmental Hazardous Substance Management System and protect
contamination of these substances in raw material and product.
4.6.1.2 Purpose
This document is a guideline of quality management for our supplier to comply with it.
4.6.1.3 Scope
This document can apply for all suppliers to prevent Environmental Hazardous Substances
contamination in raw material, part and solution include in-direct material. Supplier will be considered
by supply chain.
4.6.2. Implement
4.6.2.1 Policy/ Objective & Target / Action Plan
(1) Policy/ Objective & Target/ Action Plan is issued by top management. The detail shall
concern activity to decrease Environmental Hazardous Substances. These document shall implement
and review cover organization.
(2) Shall set up training program about Environmental Hazardous Substances for employee.
4.6.2.2 Organization
Shall set up responsible person or team to support management of Environmental Hazardous
Substances in organization. The purpose is to achieve the target.
Note
1 ELV: Directive of End-of-Life vehicles (2000/53/EC)
2 RoHS: Directive of Retriction of the use of certain hazardous substances in electrical and electronic equipment
(2002/95/EC)
3 REACH: Registration, Evaluation, Authorization and Restriction of Chemicals (Regulation 2006/1907/EC)
4 SVHC: Substance of Very High Concern
Page 22 of 29 Environmental Supplier Manual
*1 *2 *3
*4
Supplier Quality Improvement Manual
4.6.2.3 Communication
(1) Shall set up communication route and information method inside and outside company
about Environmental Hazardous Substances.
(2) Shall have procedure for report to top management and customer when Environmental
Hazardous Substances are found in raw material, part and product.
4.6.2.4 Internal audit
(1) Shall have internal audit and audit report that contain Environmental Hazardous Substances
item.
(2) Shall set up skill and/ or training of internal auditor.
(3) Shall set up procedure for corrective action from internal audit result.
(4) Shall present internal audit result to top management for review performance.
4.6.2.5 Supplier selection
(1) Shall set up supplier selection standard and activity of top management about Environmental
Hazardous Substances with supplier.
(2) Shall set up / inform analysis method of Environmental Hazardous Substancess to supplier.
4.6.2.6 Supplier management
(1) Shall set up plan to monitor Environmental Hazardous Substances at supplier
manufacturing site.
(2) Shall inform supplier about Environmental hazardous Substances control and standard.
4.6.2.7 Receiving raw material
(1) Shall have standard for raw material and part receiving. The standard have to contain
Environmental Hazardous Substances item in check sheet and keep record of it.
(2) Shall have standard for material receiving / distribution from Warehouse and record it
such as lot number.
(3) Shall have analysis result of Environmental Hazardous Substances of raw material.
(4) Shall have method to prevent contamination of Environmental Hazardous Substances in
receiving area.
4.6.2.8 Production
(1) In case of using same equipment/ machine with other customer, production shall have
method to prevent Environmental Hazardous Substances contamination when change raw material.
(2) Shall have procedure for protection of wrong material using.
(3) Shall not use recycled material.
Page 23 of 29 Environmental Supplier Manual
Supplier Quality Improvement Manual
4.6.2.9 Shipping
(1) Shall have supplier history record about lot no.
(2) Shall have procedure for stop shipping raw material when Environmental Hazardous
Substances are found.
(3) Shall have procedure for protection of product mixing.
4.6.2.10 Prevention of re-occurrence
(1) Shall have preparation to protect Environmental Hazardous Substances contamination.
It shall find root cause to protect re-occurrence.
Reference TER's customer requirements
Requirement
The Environmental Hazardous Substances shall not be used for material/part, in-direct & sub-material
which are delivered to TER according to EU Directive 2000/53/EC.The amendment on a regular basis
shall be obeyed, regarding Annex II (2005/673/EC) for automotive part and RoHS Directive 2002/95/EC
for electronic part. All products must be free from Perfluorooctane Sulfonates in accordance
with laws and regulation Directive 2006/122/EC, and REACH Regulation (Regulation 2006/1907/EC)
for chemical.
Supplier' s Responsibility
(1) Supplier shall fulfill all requirements that contained in this manual regardless if is mentioned
in the drawing or not.
(2) Supplier shall fulfill the latest version for amending of the related directives, laws regulations etc.
(3) In case of use of Environmental Hazardous Substance can not be avoided, supplier shall
report to Technical and Purchasing of TER.
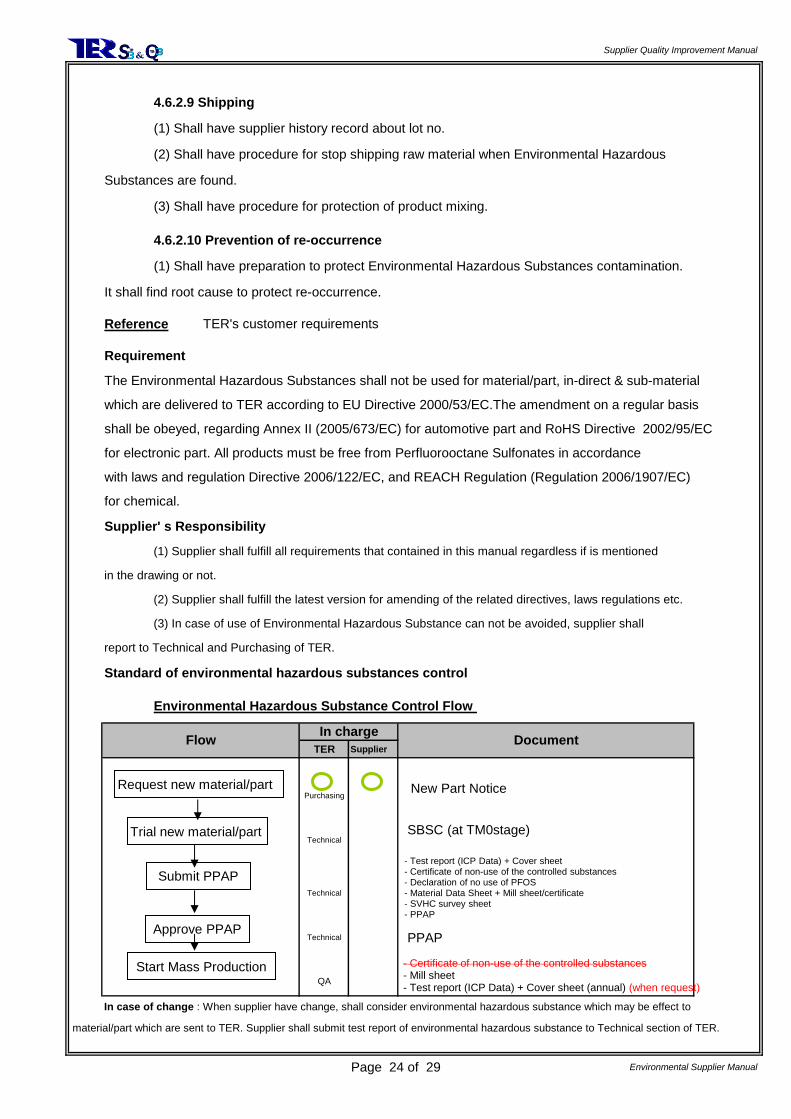
Standard of environmental hazardous substances control
Environmental Hazardous Substance Control Flow
TER Supplier
Purchasing
Technical
Technical
Technical
QA
In case of change : When supplier have change, shall consider environmental hazardous substance which may be effect to
material/part which are sent to TER. Supplier shall submit test report of environmental hazardous substance to Technical section of TER.
Page 24 of 29 Environmental Supplier Manual
FlowIn charge
Document
Request new material/part
Trial new material/part
Approve PPAP
Start Mass Production
New Part Notice
SBSC (at TM0stage)
- Test report (ICP Data) + Cover sheet - Certificate of non-use of the controlled substances - Declaration of no use of PFOS - Material Data Sheet + Mill sheet/certificate - SVHC survey sheet - PPAP
PPAP
- Certificate of non-use of the controlled substances - Mill sheet - Test report (ICP Data) + Cover sheet (annual) (when request)
Submit PPAP

Supplier Quality Improvement Manual
Standard for environmental hazardous substances control
Analytical method of Environmental Hazardous Substances
There are 2 types of analysis methods, having different purposes.
(1) Qualitative analysis ( Screening )
The qualitative analysis is the method for determining with each whether a substance of
environmental concern is contained. Basically, the methods specified in Table 1 shall be used.
The main purpose of this analysis is to examine whether there is a content of a substance of
environmental concern in production materials, production trial materials and products. If no such
substances are detected, it means that there is no substances of environmental concern.
(2) Quantitative analysis
The quantitative analysis is the method for accurately determining the amount of a substance, in
order to quantitatively prove that the amount of the substance is equal to or less than the threshold value.
Table 1 shows the analysis method and the lower limit of determination amount for each substance.
However, other quantitative methods may be used instead as long as the method assures the
accuracy of measured value with use of a standard sample and a standard substance, and satisfies
a lower-limit determination amount as specified in Table 2.
Page 25 of 29 Environmental Supplier Manual
In case of found environmental hazardous substances
intentional use unintentional use
inform top management and customer compare with criteria at Table 1, 2
And Annex II
accept over than criteria
inform top management and customer
Corrective action such as change raw material, change chemical
change process
re-submit PPAP to TER Corrective action such as change raw material, change chemical
change process
submit PPAP to TER

Supplier Quality Improvement Manual
Table 1 Measument method
Note (1)
; Pack test: KYORITSU CHEMICAL-CHECK Lab., Corp.
Outline of Analysis
The outline of the analyses shall be as shown.
Analytical Instruments
(1) ICP - AES analytical instrument
An instrument comprising an excitation power supply unit, sample injection unit, atomic
emitting unit , spectrometer, device control system, and recorder. It is desirable to use an
instrument equipped with a device for producing atomic vapor by reduction (for Mercury) as an
auxiliary instrument.
Page 26 of 29 Environmental Supplier Manual
Materials / parts
Qualitative analysis
Reporting of no detection
Quantitative analysis
Reporting measured value
Control division
Not detected
Detected
Pb
Hg
Cd
Cr6+
PBB
PBDE
Deca-BDE
HBCD
SO
C4
Su
bsta
ncese
Bro
min
ate
d
Fla
me R
ed
ftard
an
ts
Asbestos
Step 1 ( Qualitative analysis ) Step 2 ( Quantitative analysis )
ScreeningAnalysis
(XRF)
Out of spec
Within spec OK
Confirm with supplier confirm that all Brominatedcontent which is identified byscreening analysis is unregulatedBrominated compound
Within spec
Out of spec
OK
NG
ScreeningAnalysis
(XRF)
Out of spec.
Within spec. OK Out of spec Within spec
Out of spec
OK
NGQuantitative Analysis( GC-MS, LC-MS )
QualitativeAnalysisPolarizationmicroscope
Positive
Negative OK
Quantitative Analysis
( XRD calibrationCurve method ) Out of spec
Within spec
NG
OK
Quantitative Analysis

Supplier Quality Improvement Manual
(2) AAS analytical instrument
An instrument comprising a light source unit, sample atomization unit, wavelength selection
unit, measuring unit, and data display / recording unit. It is desirable to use an instrument equipped
with auxiliary instruments such as device for producing atomic vapor by reduction (for Mercury)
and electrothermal type furnace.
(3) Absorption photometer
An instrument comprising a light source unit, wavelength selection unit, sample chamber,
measuring unit, and data display/ recording unit.
(4) Fluorescent X-ray spectrometer
An analytical instrument comprising an X-ray generation unit , spectrometer / detector /
proportional counter, data processing unit. Basically, for qualitative analysis, an energy dispersive
type instrument with less restrictions on sample surface shapes shall be used. Further , the
instrument shall be capacle of exciting targeted elements by means of X-ray that prevents detection.
In case of unintenional using
Table 2 Limit of detection level
Remark :
- Resin, paint, pigment, ink rtc control Cr6+
50 ppm max.by Screening (XRF)
- Resin, paint, pigment, ink rtc control Cr6+ 100 ppm max.by Quantitive (ICP)
Page 27 of 29 Environmental Supplier Manual
8. HBCD 200 ppm 1000 ppm max.
9. PFOS - 1000 ppm max.
*1 Screening (XRF)
Pass
*2 Quantitive (ICP)
Pass
6. PBDE 200 ppm 1000 ppm max.
7. Deca-BDE 200 ppm 1000 ppm max.
1. Pb 200 ppm 500 ppm max.
Material and Part
2. Cr6+ 200 ppm 500 ppm max.
3. Hg 200 ppm 500 ppm max.
4. Cd 50 ppm 50 ppm max.
5. PBB 200 ppm 1000 ppm max.
Materials and Parts M001 Result
Asbestos Negative
Negative
Negative
Negative
Negative
Negative
Note : Negative = Absent of asbestos fiber in sample
Positive = Present of asbestos fiber in sample
Tremolite ( Cas no. 77536-68-6 )
Actinolite ( Cas no.77536-66-4 )
Test parameter
Amosite ( Cas no. 12172-73-5 )
Anthophyllite ( Cas no. 77536-67-5 )
Chrysotile ( Cas no. 12001-29-5 )
Crocidolite ( Cas no. 12001-28-4 )

Supplier Quality Improvement Manual
4.7 Control of Initial Nonconforming Products(NC)
To determine supplier responsibility for control and make corrective action in initial nonconforming
product. Nonconforming product is the production part from supplier which their specifications do not
reach engineering drawing and related standard.
Nonconforming Product divided to 2 cases
-Major NC : NC effect to part functional
-Minor NC : NC not effect to part functional
When Technical found NC which occur in supplier process, Technical and supplier shall action
follow this step.
Control of Initial Nonconforming Products(NC) Flow Chart
TER Problem Follow Up Sheet
Note: When Technical found NC may effect to quality score in TER Initial Technical Control(TITC) refer
to TITC criteria.
For special control of initial part, supplier shall take activity QRE (Quality Resident Engineering)
3 months or 30 supplier's production lot. Supplier shall inspect part which supplied to TER before use
in TER's production process, record for inspection result and identified on delivery tag is "QRE Passed"
Criteria for QRE Approve No major case in part function
Minor case in appearance less than 0.05 ppm
Page 28 of 29 Technical Supplier Manual
Technical/TER found NC part
Issue Quality Information(QI)
Judgement
Major NC Minor NC
QA/TER issue CARTechnical/TER issue
Problem follow up sheet
Supplier analyze and report
CAR within 7 days
QA and Technical
follow up CAR in
process of supplier
Technical follow up
Problem follow up sheet
in process of supplier
Supplier analyze and report Problem
follow up sheet within 7 days
CAR closing Problem follow up sheet closing
Accept Accept
Not accept Not accept
Supplier Quality Improvement Manual
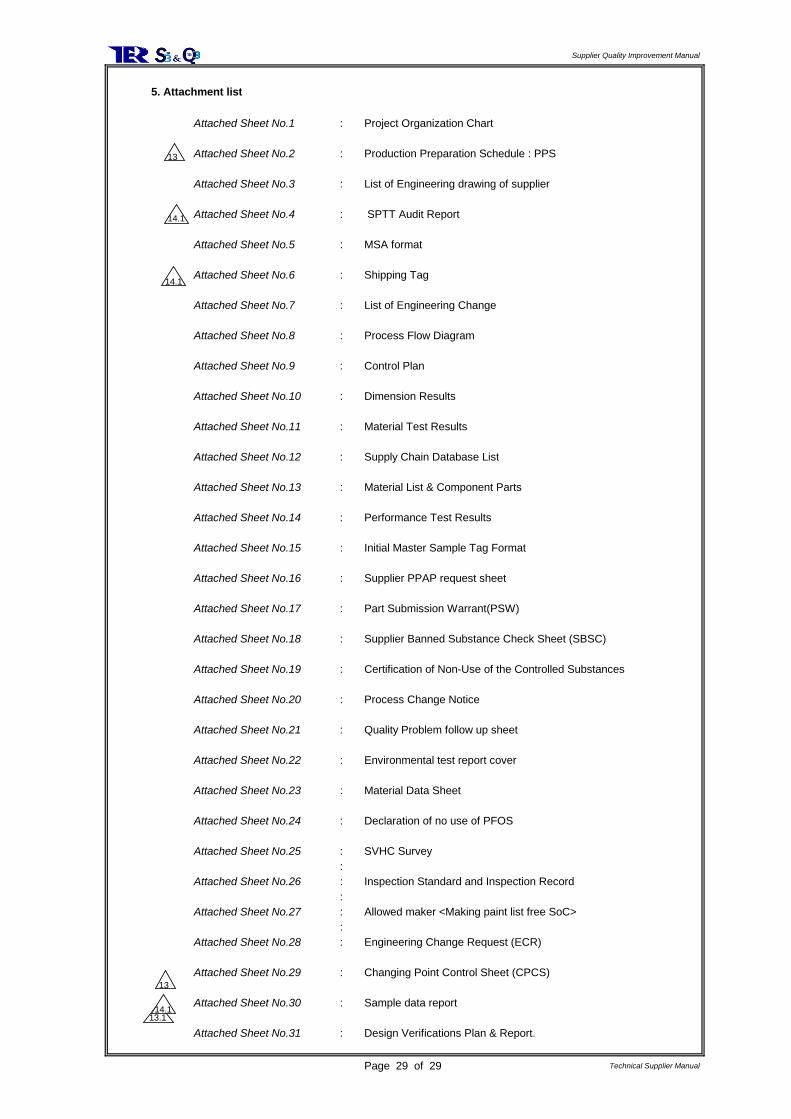
5. Attachment list
Attached Sheet No.1 : Project Organization Chart
Attached Sheet No.2 : Production Preparation Schedule : PPS
Attached Sheet No.3 : List of Engineering drawing of supplier
Attached Sheet No.4 : SPTT Audit Report
Attached Sheet No.5 : MSA format
Attached Sheet No.6 : Shipping Tag
Attached Sheet No.7 : List of Engineering Change
Attached Sheet No.8 : Process Flow Diagram
Attached Sheet No.9 : Control Plan
Attached Sheet No.10 : Dimension Results
Attached Sheet No.11 : Material Test Results
Attached Sheet No.12 : Supply Chain Database List
Attached Sheet No.13 : Material List & Component Parts
Attached Sheet No.14 : Performance Test Results
Attached Sheet No.15 : Initial Master Sample Tag Format
Attached Sheet No.16 : Supplier PPAP request sheet
Attached Sheet No.17 : Part Submission Warrant(PSW)
Attached Sheet No.18 : Supplier Banned Substance Check Sheet (SBSC)
Attached Sheet No.19 : Certification of Non-Use of the Controlled Substances
Attached Sheet No.20 : Process Change Notice
Attached Sheet No.21 : Quality Problem follow up sheet
Attached Sheet No.22 : Environmental test report cover
Attached Sheet No.23 : Material Data Sheet
Attached Sheet No.24 : Declaration of no use of PFOS
Attached Sheet No.25 : SVHC Survey
:
Attached Sheet No.26 : Inspection Standard and Inspection Record
:
Attached Sheet No.27 : Allowed maker <Making paint list free SoC>
:
Attached Sheet No.28 : Engineering Change Request (ECR)
Attached Sheet No.29 : Changing Point Control Sheet (CPCS)
Attached Sheet No.30 : Sample data report
Attached Sheet No.31 : Design Verifications Plan & Report.
Page 29 of 29 Technical Supplier Manual
13
13
13.1
14.1
14.1
14.1

Technical Supplier Manual Change Notification
1 Quality assurance ideality 1 Quality assurance ideality
2 Purpose 2 Purpose
3 Scope 3 Scope
4 Requests to supplier 4 Requests to supplier
4.1 Initial Control Organization 4.1 Initial Control Organization
4.2 Approval Initial Part for Supplier 4.2 Approval Initial Part for Supplier
Cancelled 30 lot/ 3 month
Add Supplier Type Control Method
4.2.1 Production Preparation Schedule (PPS) 4.2.1 Production Preparation Schedule (PPS)
4.2.2 SPTT activity 4.2.2 SPTT activity
Add SPTT Audit Criteria
4.2.3 Supplier Inspection standard 4.2.3 Supplier Inspection standard
Add require of list Engineering record. Add Inspection Rank
4.2.4 SBSC 4.2.4 SBSC
4.2.5 Changing Point Control Sheet (CPCS) 4.2.5 Changing Point Control Sheet (CPCS)
4.2.6 Design Verifications Plan & Report. 4.2.6 Design Verifications Plan & Report.
4.2.7 SDR form supplier 4.2.7 SDR form supplier
4.3 Initial Delivery Control 4.3 Initial Delivery Control
4.4 PPAP Activity 4.4 PPAP Activity
4.4.1 Reason to submit PPAP 4.4.1 Reason to submit PPAP
4.4.2 PPAP Retention/Submission Requirement for
Supplier
4.4.2 PPAP Retention/Submission Requirement for
Supplier
4.4.2.1 Supplier PPAP request sheet 4.4.2.1 Supplier PPAP request sheet
4.4.2.2 Design Record (List of Engineering record) 4.4.2.2 Design Record / Engineering drawing recorder
4.4.2.3 Engineering Change Documents 4.4.2.3 Engineering Change Documents
4.4.2.4 Customer Engineering Approval 4.4.2.4 Customer Engineering Approval
4.4.2.5 Process Flow Diagrams 4.4.2.5 Process Flow Diagrams
4.4.2.6 Process FMEA 4.4.2.6 Process FMEA
4.4.2.7 Control Plan 4.4.2.7 Control Plan
4.4.2.8 Measurement System Analysis Studies 4.4.2.8 Measurement System Analysis Studies
4.4.2.9 Dimensional Results 4.4.2.9 Dimensional Results | Full lay out Inspection result
4.4.2.10 Material, Performance Test Results,Supply Chain 4.4.2.10 Material, Performance Test Results,Supply Chain
4.4.2.11 Initial Process Studies 4.4.2.11 Performance test results shall indicate and include
4.4.2.12 Qualified Laboratory Documentation 4.4.2.12 Initial Process Studies and Control
4.4.2.13 Master Sample 4.4.2.13 Qualified Laboratory Documentation
4.4.2.14 Checking Aids 4.4.2.14 Master Sample Application
4.4.2.15 4.4.2.15 Checking Aids
Add Checking fixture / Gauge
4.4.2.16 Part Submission Warrant (PSW) 4.4.2.16 Records of Compliance with Customer-Specific
Requirements
4.4.2.17 SBSC, Certification of Non-Use of the Controlled
Substances
4.4.2.17 Part Submission Warrant (PSW)
4.4.2.18 Cover sheet and test report 4.4.2.18 SBSC, Certification of Non-Use of the Controlled
Substances
New Technical Supplier Manual (Rev.15) New Technical Supplier Manual (Rev.16)
Records of Compliance with Customer-Specific
Requirements
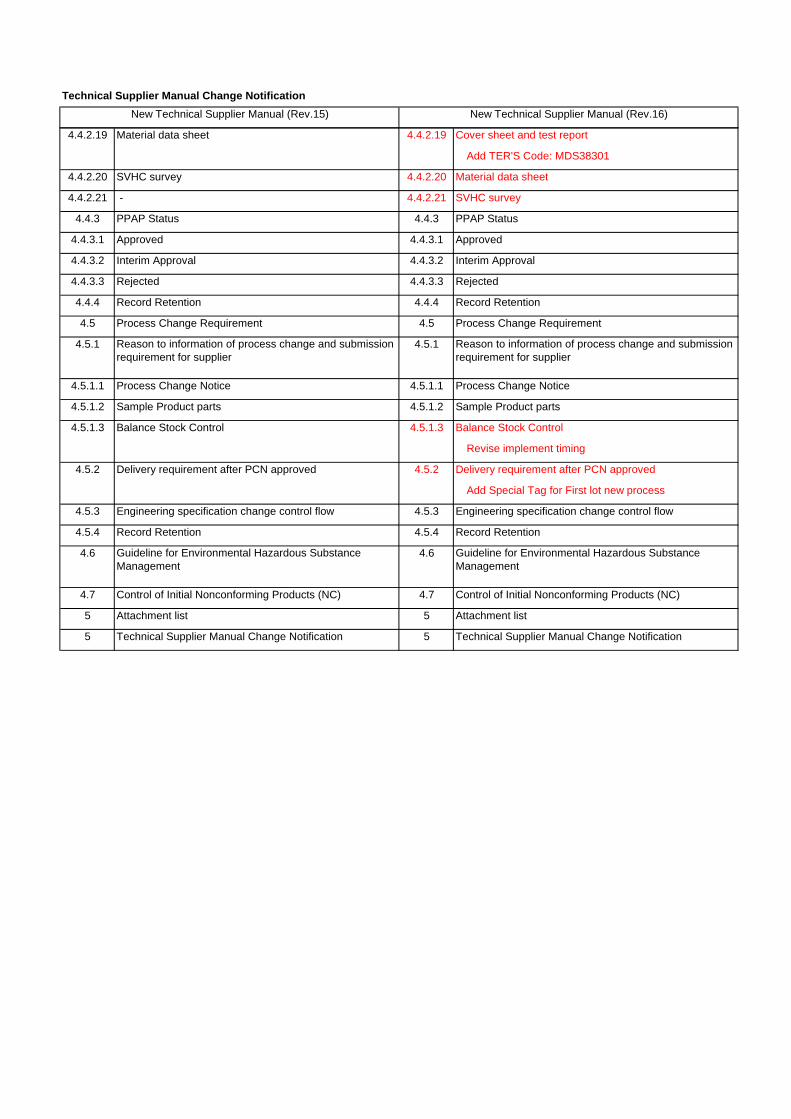
Technical Supplier Manual Change Notification
New Technical Supplier Manual (Rev.15) New Technical Supplier Manual (Rev.16)
4.4.2.19 Material data sheet 4.4.2.19 Cover sheet and test report
Add TER'S Code: MDS38301
4.4.2.20 SVHC survey 4.4.2.20 Material data sheet
4.4.2.21 - 4.4.2.21 SVHC survey
4.4.3 PPAP Status 4.4.3 PPAP Status
4.4.3.1 Approved 4.4.3.1 Approved
4.4.3.2 Interim Approval 4.4.3.2 Interim Approval
4.4.3.3 Rejected 4.4.3.3 Rejected
4.4.4 Record Retention 4.4.4 Record Retention
4.5 Process Change Requirement 4.5 Process Change Requirement
4.5.1 Reason to information of process change and submission
requirement for supplier
4.5.1 Reason to information of process change and submission
requirement for supplier
4.5.1.1 Process Change Notice 4.5.1.1 Process Change Notice
4.5.1.2 Sample Product parts 4.5.1.2 Sample Product parts
4.5.1.3 Balance Stock Control 4.5.1.3 Balance Stock Control
Revise implement timing
4.5.2 Delivery requirement after PCN approved 4.5.2 Delivery requirement after PCN approved
Add Special Tag for First lot new process
4.5.3 Engineering specification change control flow 4.5.3 Engineering specification change control flow
4.5.4 Record Retention 4.5.4 Record Retention
4.6 Guideline for Environmental Hazardous Substance
Management
4.6 Guideline for Environmental Hazardous Substance
Management
4.7 Control of Initial Nonconforming Products (NC) 4.7 Control of Initial Nonconforming Products (NC)
5 Attachment list 5 Attachment list
5 Technical Supplier Manual Change Notification 5 Technical Supplier Manual Change Notification