Passverzahnungen mit Evolventenflanken und...
38
März 2006 DEUTSCHE NORM Normenausschuss Maschinenbau (NAM) im DIN Preisgruppe 14 DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet. ICS 21.120.10 !,c%W" 9640252 www.din.de D DIN 5480-15 Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser – Teil 15: Qualitätsprüfung Involute splines based on reference diameters – Part 15: Inspection Cannelures à flancs en développante basées sur les diamètres de référence – Partie 15: Vérification © Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Ersatz für DIN 5480-15:1974-09 www.beuth.de Gesamtumfang 38 Seiten A&I-Normenabonnement - SEW-EURODRIVE GmbH & Co. KG - Kd.-Nr.53145 - Abo-Nr.00830811/001/001 - 2006-02-24 07:24:53
Transcript of Passverzahnungen mit Evolventenflanken und...

März 2006DEUTSCHE NORM
Normenausschuss Maschinenbau (NAM) im DIN
Preisgruppe 14DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.
ICS 21.120.10
!,c%W"9640252
www.din.de
DDIN 5480-15
Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser –Teil 15: Qualitätsprüfung
Involute splines based on reference diameters –Part 15: Inspection
Cannelures à flancs en développante basées sur les diamètres de référence –Partie 15: Vérification
©
Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin
Ersatz fürDIN 5480-15:1974-09
www.beuth.de
Gesamtumfang 38 Seiten
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
2
Inhalt
Seite
Vorwort ................................................................................................................................................................4 1 Anwendungsbereich .............................................................................................................................5 2 Normative Verweisungen......................................................................................................................5 3 Begriffe, Symbole und Einheiten .........................................................................................................5 3.1 Begriffe ...................................................................................................................................................5 3.1.1 Zahnlücke/Zahndicke ............................................................................................................................5 3.1.2 Begriffe der Prüfung von Zahnlücke/Zahndicke actual .....................................................................6 3.1.3 Begriffe der Mittelpunktslage der Zahnflanken ..................................................................................7 3.1.4 Einzelabweichungen .............................................................................................................................7 3.2 Symbole, Benennungen und Einheiten...............................................................................................8 4 Prüfmerkmale .........................................................................................................................................9 4.1 Allgemeines............................................................................................................................................9 4.2 Maße..................................................................................................................................................... 10 4.2.1 Durchmesser ....................................................................................................................................... 10 4.2.2 Zahnlücke/Zahndicke ......................................................................................................................... 10 4.3 Einzelabweichungen .......................................................................................................................... 14 4.4 Lageabweichungen ............................................................................................................................ 14 5 Durchführung der Prüfung ................................................................................................................ 15 5.1 Allgemeines......................................................................................................................................... 15 5.1.1 Prüfung der Zahnlücke/Zahndicke actual ........................................................................................ 15 5.1.2 Prüfung der Zahnlücke/Zahndicke effective .................................................................................... 15 5.1.3 Prüfung der Einzelabweichungen..................................................................................................... 16 5.1.4 Lageabweichungen ............................................................................................................................ 16 5.2 Lehren .................................................................................................................................................. 16 5.2.1 Lehrenarten und ihre Anwendung ................................................................................................. 16 5.2.2 Außenmaße ......................................................................................................................................... 17 5.2.3 Werkstoff, Oberfläche, Ausführung.................................................................................................. 19 5.2.4 Prüfmaße, Toleranzen, Grenzabmaße .............................................................................................. 20 5.2.5 Prüfung der Lehren ............................................................................................................................ 25 5.3 Prüfung der Zahnlücke/Zahndicke mit anzeigenden Prüfgeräten ................................................. 30 5.3.1 Allgemeines......................................................................................................................................... 30 5.3.2 Maß zwischen/über Messkreise ........................................................................................................ 30 5.3.3 Zahnweite ............................................................................................................................................ 32 5.3.4 Messunsicherheiten ........................................................................................................................... 32 5.3.5 Priorität ................................................................................................................................................ 33 5.3.6 Statistische Toleranzgrenze actual (STA) ........................................................................................ 33 5.4 Messung der Zahnlücke/Zahndicke effective .................................................................................. 34 5.4.1 Prüfung mit Hilfe der Einzelabweichungen...................................................................................... 34 5.4.2 Prüfung des Drehflankenspieles....................................................................................................... 34 5.5 Prüfung der Einzelabweichungen..................................................................................................... 34 5.5.1 Vergleichbarkeit mit Laufverzahnungen .......................................................................................... 34 5.5.2 Beeinflussung der Messergebnisse durch Lageabweichungen.................................................... 35 5.6 Prüfung der Lageabweichung ........................................................................................................... 35 5.6.1 Darstellung in Werkstückzeichnungen ............................................................................................ 35 5.6.2 Beeinflussung der Mess- und Prüfergebnisse durch Einzelabweichungen................................. 35 5.6.3 Lageabweichung actual ..................................................................................................................... 35 5.6.4 Lageabweichung effective ................................................................................................................. 36 Anhang A (informativ) Gegenüberstellung der alten und neuen Formelzeichen ...................................... 37 Literaturhinweise ............................................................................................................................................. 38
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
3
Seite
Bilder
Bild 1 — Prüfmerkmale ......................................................................................................................................9 Bild 2 — Durchmesser .....................................................................................................................................10 Bild 3 — Zahnlücken und Zahndicken ...........................................................................................................11 Bild 4 — Hüllverzahnung .................................................................................................................................12 Bild 5 — Referenzmarke actual und Istmaß actual .......................................................................................14 Bild 6 — Lageabweichung actual und effective ............................................................................................15 Bild 7 — Lehrdorne Größe 1–6........................................................................................................................17 Bild 8 — Lehrdorne Größe 7–9........................................................................................................................18 Bild 9 — Lehrringe............................................................................................................................................19 Bild 10 — Toleranzschaubild mit Lehrentoleranzen.....................................................................................21 Bild 11 — Flankenrücknahme-Ausschusslehren..........................................................................................23 Bild 12 — Maße über und zwischen Messkreisen.........................................................................................23 Bild 13 — Rundlaufabweichung für Lehren...................................................................................................25 Bild 14 — Einseitig konischer Gegenlehrdorn ..............................................................................................27 Bild 15 — Ausschusslehren ............................................................................................................................28 Bild 16 — Verzahnte Einstellmeister ..............................................................................................................32 Bild 17 — Statistische Toleranzgrenze actual ...............................................................................................33
Tabellen
Tabelle 1 — Zähnezahlen für Ausschusslehren............................................................................................16 Tabelle 2 — Maße für Lehrdornbreiten...........................................................................................................17 Tabelle 3 — Außenmaße Lehrdorne Größe 7–9 ............................................................................................18 Tabelle 4 — Außenmaße Lehrringe ................................................................................................................19 Tabelle 5 — Durchmesser Lehren ..................................................................................................................20 Tabelle 6 — Zahndicke/Zahnlücke für Lehren...............................................................................................21 Tabelle 7 — Herstelltoleranzen Lehren ..........................................................................................................22 Tabelle 8 — Flankenlinien-Gesamtabweichung der Lehren ........................................................................22 Tabelle 9 — Berechnung des Maßes über/zwischen Messkreisen .............................................................24 Tabelle 10 — Prüfmerkmale Verzahnungslehren..........................................................................................26 Tabelle 11 — Datenfeld Prüfling .....................................................................................................................29 Tabelle 12 — Datenfeld Verzahnungslehren..................................................................................................29 Tabelle 13 — Toleranz für Messkreisdurchmesser.......................................................................................30
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
4
Beginn der Gültigkeit
Diese Norm gilt ab 2006-03-01.
Vorwort In dieser Normenreihe werden Passverzahnungen und Passverzahnungs-Verbindungen in den Bereichen von Modul 0,5 bis 10, Zähnezahlen 6 bis 82 und mit einem Eingriffswinkel von 30° behandelt. Die Normenreihe DIN 5480 ist auf Eingriffswinkel von 30° beschränkt, da 37,5°- und 45°-Eingriffswinkel in ISO 4156 enthalten sind.
Passverzahnung mit Evolventenflanken nach ISO 4156 basieren auf Modulreihen. Diese sind nicht mit den Passverzahnungen nach der Normenreihe DIN 5480 austauschbar.
Die Normenreihe DIN 5480 basiert auf gestuften Bezugsdurchmessern, die unabhängig vom Modul sind. Hierdurch ist eine optimale Anpassung an die genormten Wälzlagerdurchmesser und eine Reduzierung der Werkzeugvielfalt möglich. Diese Normenreihe wurde vom Arbeitsausschuss 2.1 „Passverzahnungen“ (NAM) überarbeitet. Die Überarbeitung wurde notwendig, weil eine Überprüfung der Normenreihe DIN 5480 nach DIN 820-4 strukturelle und redaktionelle Schwächen offenbarte. Ziel der Überarbeitung war es, eine möglichst praktikable und sinnvolle Zusammenstellung der einzelnen Teile dieser Norm durchzuführen.
Dazu wurde die gesamte Normenreihe zu nur noch 4 Teilen, statt deren 16 zusammengefasst.
DIN 5480 Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser besteht aus:
⎯ Teil 1: Grundlagen.
⎯ Teil 2: Nennmaße und Prüfmaße.
⎯ Teil 15: Qualitätsprüfung.
⎯ Teil 16: Werkzeuge.
E DIN 5480-1 behandelt wie zuvor die Grundlagen, allerdings mit Passungen und Toleranzen aus DIN 5480-14:1986-03. Die darin angegebenen Berechnungen, Toleranzen und Abmaße gelten auch für die anderen Teile dieser Normenreihe. E DIN 5480-2 enthält die Nenn- und Prüfmaße in den oben angegebenen Bereichen. Dieser Teil fasst die ehemaligen Teile DIN 5480-2 bis DIN 5480-13 zusammen.
E DIN 5480-15 behandelt die Qualitätsprüfung von Passverzahnungen
E DIN 5480-16 legt die Konstruktionsmerkmale der Werkzeuge für Passverzahnungen fest.
Änderungen
Gegenüber DIN 5480-15:1974-09 wurden folgende Änderungen vorgenommen:
a) Titel geändert in Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser;
b) der Inhalt wurde redaktionell komplett überarbeitet und neu geordnet;
c) die Lehrenqualitätsbezeichnungen LQ3 und LQ4 wurden gestrichen.
Frühere Ausgaben
DIN 5480-15: 1974-09
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
5
1 Anwendungsbereich
Diese Norm gilt für Passverzahnungen mit Evolventenflanken nach E DIN 5480-1 und E DIN 5480-2. Sie legt die Abnahmeprüfungen der Passverzahnungen fest und beschreibt die zur Anwendung kommenden Lehren und deren Prüfung.
2 Normative Verweisungen
Die folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).
DIN 3960, Begriffe und Bestimmungsgrößen für Stirnräder (Zylinderräder) und Stirnradpaare (Zylinder-radpaare) mit Evolventenverzahnung
DIN 3961, Toleranzen für Stirnradverzahnungen — Grundlagen
DIN 3967, Getriebe-Passsystem — Flankenspiel, Zahndickenabmaße, Zahndickentoleranzen, Grundlagen
E DIN 5480-1, Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser — Teil 1: Grundlagen
E DIN 5480-2, Passverzahnungen mit Evolventenflanken und Bezugsdurchmesser — Teil 2: Nennmaße und Prüfmaße
DIN ISO 1101, Technische Zeichnungen — Form- und Lagetolerierung; Form-, Richtungs-, Orts- und Lauftoleranzen — Allgemeines, Definitionen, Symbole, Zeichnungseintragungen
ISO 4156, Gerade zylindrische Evolventenverzahnung — Metrischer Modul, Flankenpassung — Allgemeines, Abmessungen und Kontrollen
ISO 5459:1981-11, Technische Zeichnungen — Form- und Lagetolerierung — Bezüge und Bezugssysteme für geometrische Toleranzen
3 Begriffe, Symbole und Einheiten
3.1 Begriffe
Für die Anwendung dieser Norm gelten die folgenden Begriffe:
3.1.1 Zahnlücke/Zahndicke
3.1.1.1 Zahnlücke/Zahndicke actual die Zahndicke/Zahnlücke am Teilkreis im Bogen unter Ausschluss aller Einzelabweichungen
3.1.1.2 Zahnlücke/Zahndicke effective die Zahndicke/Zahnlücke als Maximum-Materialbedingung inklusive aller überlagerten Einzelabweichungen
3.1.1.3 Mittelpunktslage actual die Mitte aller Zahnflanken unter Ausschluss aller Einzelabweichungen
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
6
3.1.1.4 Hüllverzahnung dargestellt durch die Zahnlücke oder Zahndicke des gerade noch fügbaren Gegenstückes ohne Einzel-abweichungen
3.1.1.5 Mittelpunktslage effective die Mitte der Hüllverzahnung unter der Maximum-Materialbedingung inklusive aller überlagerten Einzel-abweichungen
3.1.1.6 Achslage actual die Lage des Ausgleichszylinders aller Zahnflanken unter Ausschluss aller Einzelabweichungen über die Länge der Zahnflanken
3.1.1.7
Einzelabweichungen über die Länge der Zahnflanken
3.1.2 Begriffe der Prüfung von Zahnlücke/Zahndicke actual
3.1.2.1 Maß zwischen/über Kugeln ein Hilfsmaß zur Ermittlung der Zahnlücke/Zahndicke actual in derjenigen Messebene und Winkellage der Verzahnung, in der die Messkugeln die Zahnflanken berühren
3.1.2.2 Maß zwischen/über Rollen ein Hilfsmaß zur Ermittlung der Zahnlücke/Zahndicke actual in dem Messebenenbereich, in dem die Messrollen eine Linienberührung aufweisen, und in der Winkellage, in der die Messrollen die Zahnflanken berühren
3.1.2.3 Zahnweitenmaß ein Hilfsmaß zur Ermittlung der Zahndicke actual in einer dem Grundzylinder tangentialen Schnittebene von linker zu rechter Zahnflanke über eine bestimmte Anzahl von k Zähnen und in einer bestimmten Messebene
3.1.2.4 sektorverzahnte Ausschusslehre Lehre zur Prüfung auf Einhaltung der Toleranzgrenze der Zahnlücke max. actual und der Zahndicke min. actual am stirnseitigen Verzahnungsbeginn und in der gewählten Winkellage.
3.1.2.5 vollverzahnte Gutlehre Lehre zur Prüfung auf Einhaltung der Toleranzgrenze der Zahnlücke min. effective und der Zahndicke max. effective über die Länge der Gutlehre und auf Einhaltung des zulässigen Formkreisdurchmessers
3.1.2.6 vollverzahntes Drehflankenspielmessgerät Gerät zur Messung des Istmaßes der Zahnlücke und Zahndicke effective mit Hilfe des möglichen Drehweges der Drehscheiben des Messgerätes bis zur Klemmung zwischen linken und rechten Zahnflanken in bestimmten Winkellagen und Messebenenabschnitten in Bezug zu einem Einstellmeister
3.1.2.7 Prüfung der Einzelabweichungen Prüfung, die bestimmte Formabweichungen anzeigt und Rückschlüsse auf das Istmaß effective innerhalb der Wahrscheinlichkeit derer unbekannter Überlagerung zulässt
Achslage effective die Lage der Achse der Hüllverzahnung unter der Maximum-Materialbedingung inklusive aller überlagerten
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
7
3.1.3 Begriffe der Mittelpunktslage der Zahnflanken
3.1.3.1 Mittelpunktslage actual Mitte der Lage von Messkugeln oder Messrollen in bestimmten Messebenen und Winkellagen beim Zweiflankenkontakt an linken und rechten Zahnflanken
3.1.3.2 Mittelpunktslage effective Mittelpunkt der Hüllverzahnung
3.1.3.3 Achslage actual die Lage der Achse des Ausgleichszylinders über die Mitte der Lage von Messkugeln oder Messrollen über alle Messebenen und Winkellagen beim Zweiflankenkontakt an linken und rechten Zahnflanken
3.1.3.4 Achslage effective die Achslage der Hüllverzahnung, ermittelt mit Hilfe eines gerade noch fügbaren Gegenstückes ohne Formabweichungen, oder mit einem mathematischen Modell über die gesamte Länge der Zahnflanken
3.1.4 Einzelabweichungen
3.1.4.1 Profilabweichung die Abweichung von der Sollevolvente, gemessen mit Einflankenkontakt zur Bezugsbasis der Verzahnung selbst oder zu anderen Bezugsbasen
3.1.4.2 Flankenlinienabweichung die Abweichung von der Sollflankenlinie, gemessen mit Einflanken- oder mit Zweiflankenkontakt zur Bezugsbasis der Verzahnung selbst oder zu anderen Bezugsbasen
3.1.4.3 Teilungsabweichung die Abweichung aller Zahnflanken von der Sollteilung, gemessen mit Einflanken- oder Zweiflankenkontakt zur Bezugsbasis der Verzahnung selbst oder zu anderen Bezugsbasen
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
8
3.2 Symbole, Benennungen und Einheiten
Symbol Benennung Einheit
b1 bis b7 Lehrenbreiten mm
d1 bis d10 Lehrendurchmesser mm
e Nennzahnlücke Innenverzahnung mm
emax Zahnlücke max. actual mm
emin Zahnlücke min. actual mm
ev min Zahnlücke min. effective mm
fp Teilungs-Einzelabweichung µm
s Nennzahndicke Außenverzahnung mm
sv max Zahndicke max. effective mm
smax Zahndicke max. actual mm
smin Zahndicke min. actual mm
k Messzähnezahl Zahnweite
Ae Abmaß Zahnlücke µm
As Abmaß Zahndicke µm
AF1 Messrollen-Abmaßfaktor
DM Messkreisdurchmesser mm
Fβ Flankenlinien-Gesamtabweichung µm
Fα Profil-Gesamtabweichung µm
Fp Teilungs-Gesamtabweichung µm
Fr Rundlaufabweichung µm
GD Gutlehrdorn
GR Gutlehrring
HD Ausschusslehrdorn
HR Ausschusslehrring
LTn Lehrentoleranz neu µm
LTa Lehrentoleranz Abnutzungsgrenze µm
M1 Maß über Messkreise mm
M2 Maß zwischen Messkreisen mm
TG Gesamttoleranz Zahndicke/Zahnlücke mm
Ts act. Toleranz Zahndicke actual mm
Ts eff. Toleranz Zahndicke effective mm
Te act. Toleranz Zahnlücke actual mm
Te eff. Toleranz Zahnlücke effective mm
Wk Zahnweite über k Messzähne mm
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
9
4 Prüfmerkmale
4.1 Allgemeines
Die Sicherung der Qualität von Passverzahnungen untergliedert sich in die drei Hauptbereiche: Maß, Einzelabweichungen und Lage. Diese beinhalten mehrere einzelne Prüfmerkmale, wie in Bild 1 dargestellt:
Bild 1 — Prüfmerkmale
Im Bereich der Fertigung besitzen die Werte der gemessenen Abweichungen meist eine größere Bedeutung als nur die Sicherstellung der Einhaltung der Toleranzgrenzen. Dies wird durch die notwendige Steuerung des Fertigungsprozesses bewirkt. Auch der Nachweis der Prozessfähigkeit steigt in seiner Bedeutung und benötigt Aussagen über die gefertigten Istwerte.
Bei einer Ausgangs- oder Eingangskontrolle genügen immer dann attributive Prüfmethoden, wenn keine Qualitätsstatistik benötigt wird. Vollverzahnte Gutlehren und sektorverzahnte Ausschusslehren sind in diesen Fällen für die Sicherstellung der Qualität ausreichend. Sie stellen die Einhaltung der Toleranzgrenzen der Durchmesser und der Zahnlücke/Zahndicke actual und effective sicher.
Die Einzelabweichungen werden meist nur dann geprüft, wenn die vollverzahnte Gutlehre nicht fügbar ist und gleichzeitig das Istmaß der Zahnlücke/Zahndicke actual innerhalb der Toleranzen liegt. Durch die Prüfung der Einzelabweichungen wird ermittelt, welche Abweichung die Ursache darstellt. Bei der Fertigung von Einzelteilen und Kleinserien mag der Einsatz von Gutlehren nicht wirtschaftlich sein. In diesen Fällen können die Gutlehren durch die Prüfung der Einzelabweichungen ersetzt werden. Die höhere Priorität liegt jedoch bei der Gutlehre, die das Prüfergebnis der Einzelabweichungen bezüglich der Toleranzgrenze effective verwerfen kann.
Toleranzen für Lageabweichungen sind in dieser Norm nicht vorgegeben, da diese stark von der Funktion der Bauteile abhängig sind. Die Darstellung und Wirkung von Lagetoleranzen sind in 4.4 näher erläutert.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
10
4.2 Maße
4.2.1 Durchmesser
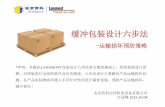
Passverzahnungen besitzen drei Durchmesser, deren Einhaltung der Grenzwerte oder Abmaße zu über-wachen sind. Diese Durchmesser sind in Bild 2 dargestellt:
Legende
1 Welle 2 Nabe
Bild 2 — Durchmesser
a) Fußkreisdurchmesser
Die Fußkreisdurchmesser von Passverzahnungen mit Flankenzentrierung sind maßlich untergeordnet. Durch die Festlegung der Fußformkreisdurchmesser ist die Funktion sichergestellt. Für die Festigkeit muss jedoch Wert auf die Einhaltung der Grenzwerte oder Abmaße gelegt werden. Speziell bei ungeraden Zähnezahlen ist die Prüfung des Fußkreisdurchmessers an der Fertigungsmaschine schwierig. Im Messraum hingegen lässt er sich mit Messmaschinen ermitteln.
b) Fußformkreisdurchmesser
Der Fußformkreisdurchmesser wird durch den Kopfkreisdurchmesser der Gutlehren geprüft. Stehen keine Gutlehren zur Verfügung, so wird bei der Prüfung der Einzelabweichung „Profilform“ über die Wälzlänge der Fußformkreisdurchmesser mitgeprüft. Die Gutlehre besitzt jedoch Priorität. Solange die Gutlehre fügbar ist, ist der Fußformkreisdurchmesser zu akzeptieren.
c) Kopfkreisdurchmesser
Der Kopfkreisdurchmesser bei geraden Zähnezahlen wird mit bei Durchmessern üblichen Messgeräten geprüft. Bei ungeraden Zähnezahlen ist dies nicht möglich. Bei Zähnezahlen, teilbar durch drei, sind Dreipunktmessgeräte verwendbar, wenn nicht, so stellen im Fertigungsbereich Rundpassungslehren eine einfache Prüfmöglichkeit dar. In Messräumen sind die Kopfkreisdurchmesser von ungeraden Zähnezahlen mit Hilfe von Messmaschinen prüfbar.
4.2.2 Zahnlücke/Zahndicke
Das Maß der Zahnlücke und der Zahndicke wird als Länge des Bogens von der linken zur rechten Zahnflanke am Teilkreis angegeben. Zahnlücken und Zahndicken besitzen jeweils zwei Toleranzbereiche: Toleranz actual und Toleranz effective. Diese zwei Toleranzbereiche sind bei Passverzahnungen notwendig, da die relativ engen Passungen über die Zahnflanken erreicht werden. Diese sind am Umfang des Teilkreises gleichmäßig verteilt. Für die Herstellung der Zähne selbst ist der Toleranzbereich actual maßgebend. Der Toleranzbereich
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
11
effective schafft Spielraum für alle Einzelabweichungen, die bei der Herstellung solcher Verzahnungen in der Praxis auftreten.
Die Zahnlücke und Zahndicke als Bogen am Teilkreis sind mathematisch berechenbar, aber als direktes Maß schwer messbar. Für die Prüfung von Istmaßen werden deshalb die Hilfsmaße zwischen und über Mess-kreisen oder als untergeordnete Prüfung die Zahnweite über eine bestimmte Anzahl von Zähnen errechnet (siehe 5.3).
Bild 3 — Zahnlücken und Zahndicken
Auch die Zahnlücke und Zahndicke effective werden als das Maß des Bogens am Teilkreis angegeben. Dies gilt bei der effektiven Verzahnung über alle Zahnlücken und Zähne einschließlich aller Formabweichungen. Dies sind die Zahnlücke und Zahndicke, die durch diejenigen linken und rechten Zahnflanken gebildet werden, die mit der jeweils größten Formabweichung in Materialplusrichtung behaftet sind. Meist sitzen diese beiden Zahnflanken an unterschiedlichen Zähnen. Bild 3 zeigt die Zahnlücke und die Zahndicke effectiv und actual.
a) Zahnlücke und Zahndicke actual
Für die Zahnlücke von Innenverzahnungen an Naben und die Zahndicke von Außenverzahnungen an Wellen wird eine Herstelltoleranz benötigt. Dies ist die Herstelltoleranz actual. Durch sie werden Maßtoleranzen und der Verschleiß von Werkzeugen, die Zustellgenauigkeit der Werkzeugmaschinen, Wärmeeinflüsse während des Bearbeitungsvorganges und Maßschwankungen bei der Wärmebehandlung berücksichtigt.
Die Zahnlücken oder Zahndicken aller Zähne werden bei einer hergestellten Passverzahnung ein Istmaß mit einer Streuung besitzen. Die Zähne sind maßlich unterschiedlich. Über den Umfang in einer Messebene und über die Länge der Verzahnung entsteht eine Bandbreite von Istmaßen. Die Feststellung des Istmaßes unterliegt deshalb einer Unsicherheit, die von der Anzahl der Messstellen abhängig ist (siehe 5.3.3 bis 5.3.5).
b) Zahnlücke und Zahndicke effective
Die Toleranz effective wird bei Passverzahnungen gesondert ausgewiesen. Dies ist notwendig, da die Passung über alle linken und rechten Zahnflanken aller Zähne erzeugt wird. Die Zahnflanken sind mit Abweichungen des Profils, der Flankenlinie und der Teilung behaftet. Diese Abweichungen verkleinern das Passungsspiel in einer Passverzahnungsverbindung so stark, dass für diese verkleinernde Wirkung Vorsorge getragen werden muss. Die Formabweichungen erzeugen bei einer Außenverzahnung eine Hüllverzahnung (siehe Bild 4), die größer ist als das gemessene Maß actual. Die Hüllverzahnung einer Innenverzahnung ist
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
12
kleiner als das gemessene Maß actual. Die Formabweichungen innerhalb einer Passverzahnung überlagern sich gegenseitig über alle rechten und linken Zahnflanken aller Zähne und über die gesamte Verzahnungslänge. Die Wirkung auf die Passung tritt als diese Überlagerung auf. In ISO 4156 wird die Überlagerung der Einzelabweichungen nach dem Fehlerfortpflanzungsgesetz abgeschätzt. Diese Schätzung ergibt recht gute Näherungswerte (siehe Gleichung (1)):
Betrag effective = 2p
22 FFF ++ βα (1)
Dabei ist
Fα die Profilgesamtabweichung;
Fβ die Flankenliniengesamtabweichung;
Fp die Teilungsgesamtabweichung.
Legende
1 Welle 2 Nabe 3 gerade noch fügbares Gegenstück ohne Formabweichungen
Bild 4 — Hüllverzahnung
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
13
Die überlagerten Einzelabweichungen nach Gleichung (1) ergeben einen Wert für die Größe der Toleranz effective. Dabei ist zu beachten, dass das Ergebnis statistischen Wahrscheinlichkeiten unterliegt. Wenn sich zufällig größte Einzelabweichungen am selben Ort treffen, entspricht das Ergebnis nicht dem oben errechneten Betrag. Zur Toleranzabschätzung ist diese Gleichung (1) aber sehr hilfreich. Für die Berechnung der tatsächlich vorhandenen Größe der Hüllverzahnung einer hergestellten Passverzahnung besitzt Gleichung (1) jedoch nicht die höchste Priorität. Diese bleibt den vollverzahnten Gutlehren vorbehalten (siehe 5.2).
Der Betrag der Formabweichung effective bewirkt eine Hüllverzahnung von Nabe und Welle. Innerhalb einer Passverzahnungsverbindung tritt wiederum eine Überlagerung der Formabweichungen von Nabe und Welle auf. Diese Überlagerung bewirkt eine Schwankung des Passungsspieles in Abhängigkeit zur Zahnstellung der Nabe zur Welle. Die in dieser Norm angegebenen Abmaße basieren auf dem kleinsten auftretenden Passungsspiel in allen möglichen Winkellagen der Passverzahnungsverbindung.
Bei reinen Flankenzentrierungen passt sich die Achslage eines Partners bei der Fügung der Position des Gegenstückes an. In der Verbindung existiert ein Freiheitsgrad der zentrierten Achslage. Durch dieses Zentrierverhalten wird der Einfluss von Formabweichungen auf das Passungsspiel merklich abgeschwächt. Bei der Flankenzentrierung verursachen die Formabweichungen eine außermittige Lage beider Verzahnun-gen zueinander, wodurch die Formabweichungen bezüglich des Passungsspieles nicht zu 100 % wirksam werden. Diese Abschwächung wird in ISO 4156 mit 40 % angenommen. Der Betrag der Formabweichungen effective wirkt sich auf das Passungsspiel nur zu 60 % aus. Deshalb wird in Gleichung (1) der Betrag effective bezüglich des Passungsspieles bei richtiger Auszentrierung mit dem Faktor 0,6 herabgesetzt (Gleichung (2)):
Betrag effective für das Passungsspiel = 2p
226,0 FFF ++× βα (2)
Das Istmaß der Hüllverzahnung ist zurzeit noch nicht genau direkt messbar. Prinzipiell gibt es vier Verfahren zur Absicherung der Toleranzgrenze effective:
a) gerade noch fügbares Gegenstück ohne Formabweichungen;
b) die Fügbarkeit der vollverzahnten Gutlehre;
c) das zulässige Drehflankenspiel;
d) die Prüfung der Einzelabweichungen.
Da das gerade noch fügbare Gegenstück ohne Formabweichungen nur theoretisch existiert, besitzt die Fügbarkeit der vollverzahnten Gutlehre höchste Priorität. In Unterordnung zu dieser Priorität kann die Prüfung des Drehflankenspieles durchgeführt werden. Steht keine Gutlehre zur Verfügung, oder wird in Einzel- und Kleinserien gefertigt, so ist es zulässig, die Einzelabweichungen zu prüfen. Sind diese innerhalb der Toleranz und liegt das Maß actual zwischen der Toleranzgrenze actual und der Referenzmarke actual, so ist zu vermuten, dass die Toleranzgrenze effective eingehalten wurde. Eine absolute Gewissheit ist dies jedoch nicht. Dem Ergebnis der Prüfung mit einer Gutlehre muss sich dieses Prüfverfahren unterordnen.
c) Toleranzgrenzen actual und effective
Die Toleranzgrenzen max. actual und min. effective der Zahnlücke von Naben sowie max. effective und min. actual der Zahndicke von Wellen stellen die Abnahmebedingung für hergestellte Werkstücke dar. Sind diese Toleranzgrenzen eingehalten, so werden die Werkstücke als in Ordnung angenommen. Die Zahnlücke min. actual von Naben und die Zahndicke max. actual von Wellen stellen lediglich Referenzmarken dar. Liegt die Istzahnlücke actual von Naben unterhalb oder die Istzahndicke actual von Wellen oberhalb dieser Referenzmarke und die Gutlehre ist fügbar, so sind diese Werkstücke innerhalb der zulässigen Toleranz. Da die Gutlehren fügbar sind, wurde der Betrag der überlagerten, zulässigen Gesamtabweichungen nicht ausgenutzt und es liegt ein hoher Traganteil vor.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
14
Istmaß actual
Istmaß effective
Istmaß effective
Istmaß actual
Bild 5 — Referenzmarke actual und Istmaß actual
Die Darstellung der Toleranzlage effective ist an der Referenzmarke actual (siehe Bild 5) angezeichnet. Bei hergestellten Werkstücken kann die Toleranz effective je nach Istmaß der Zahnlücke oder Zahndicke actual eine andere Lage innerhalb der Gesamttoleranz einnehmen.
4.3 Einzelabweichungen
In den meisten Fällen ist es völlig ausreichend, die Toleranzgrenze der Hüllverzahnung mit einer Gutlehre abzusichern. Die Prüfung der Einzelabweichungen ist nur dann notwendig, wenn die Gutlehre nicht fügbar ist und das Istmaß actual zwischen der Toleranzgrenze actual und der Referenzmarke actual liegt. Dann müssen zu große Einzelabweichungen vorhanden sein. Welche Abweichung dies verursacht, wird durch deren Überprüfung festgestellt. Andere Verhältnisse treten bei der Klassifizierung der Verzahnungen in Passungsklassen auf. Werden die Werkstücke nach dem Istmaß actual in verschiedene Klassen sortiert, so ist die Sicherstellung der effektiven Toleranzgrenzen mit einer Gutlehre je Passungsklasse notwendig. Ist dies zu aufwändig, so kann es zweckmäßig sein, nur spezielle Einzelabweichungen zu überwachen. Dabei ist jedoch zu beachten, dass dies mit einer niedrigeren Priorität als mit der Gutlehre durchgeführt wird.
In Sonderfällen mag es zweckmäßig sein, besondere Einzelabweichungen separat zur Gutprüfung zeich-nungsmäßig vorzugeben (Flankenlinienabweichung bei sehr langen Passungen). Es ist aber zu beachten, dass solche Prüfungen im Gegensatz zu der Prüfung mit einer Gutlehre aufwändig sind.
4.4 Lageabweichungen
Auch Passverzahnungen werden mit Toleranzen für die Lage, der Position oder als Bezugsbasis auf Zeichnungen angegeben. Dabei ist besondere Sorgfalt anzuwenden und den besonderen Verhältnissen von Passverzahnungen Rechnung zu tragen. Eine Wiederholpräzision von Prüfergebnissen bezüglich der Lage von Passverzahnungen ist nur dann möglich, wenn die Toleranzen auf der Werkstückzeichnung exakt definiert sind. Anders als bei Durchmessern ist es nicht ausreichend, nur den Teilkreisdurchmesser als Bezugsbasis oder Tolerierungselement anzugeben.
Grundsätzlich muss zwischen der Lage der Zahnflanken actual und der Hüllverzahnung unterschieden werden. Der Zusatz „actual“ oder „effective“ ist bei der Bezugsbasis und bei Tolerierungszeichen für die Wahl des Prüfverfahrens sehr hilfreich. Für Lagetolerierungen der Verzahnung actual sollten bestimmte Messebenen angegeben sein. Bedingt durch Streuungen über die gesamte Verzahnungslänge sind die Messergebnisse sonst nicht wiederholbar. Bild 6 zeigt die Bestimmung der Lageabweichungen.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
15
Lage actual ermittelt aus dem Mittelpunkt des Ausgleichskreises durch alle Messkugelmittelpunkte
Lage effective ermittelt mit dem Mittelpunkt des gerade noch fügbaren Gegenstückes ohne Formabweichungen
Legende
1 Welle 2 Nabe 3 Gerade noch fügbares Gegenstück ohne Formabweichungen
Bild 6 — Lageabweichung actual und effective
5 Durchführung der Prüfung
5.1 Allgemeines
Die Prüfung von Verzahnungen ist ein schwieriges Gebiet der Messtechnik. Prüfergebnisse werden durch verschiedene Abweichungen beeinflusst. Für eindeutige Prüfergebnisse ist große Sorgfalt bei der Auswahl des einzusetzenden Prüfverfahrens und der Prüfmittel notwendig.
5.1.1 Prüfung der Zahnlücke/Zahndicke actual
Die Prüfung des Maßes actual soll unter Ausschluss aller Einzelabweichungen erfolgen. Die Zahnlücke und Zahndicke actual sind in der Praxis schwierig messbar. Das Maß zwischen oder über Messkreise ist ein Hilfsmaß für diese Messgröße mit kleinen Einflüssen durch Einzelabweichungen (siehe 5.2.6). Die Messung der Zahnweite wird durch Teilungsabweichungen direkt beeinflusst (siehe DIN 3967). Bedingt durch die kleinen Zahnhöhen ist die Messung der Zahnweite bei Passverzahnungen schwierig zu handhaben. Sektor-verzahnte Ausschusslehren stellen das einfachste Prüfverfahren für dieses Prüfverfahren Toleranzgrenze actual dar. Die Profilabweichung geht jedoch in dieses Prüfverfahren mit ein und die Prüfung erfolgt nur stirnseitig in einer Messebene.
5.1.2 Prüfung der Zahnlücke/Zahndicke effective
Die Prüfung der Zahnlücke und Zahndicke effective beinhaltet das Maß und alle Einzelabweichungen. Das einfachste und zur Zeit genaueste Prüfverfahren ist die vollverzahnte Gutlehre. Sie erfasst alle Einzel-abweichungen über die Lehrenlänge.
Die Prüfung mit der vollverzahnten Gutlehre ist schnell durchzuführen und besitzt für die Toleranzgrenze effective die höchste Priorität. Die Messung des Drehflankenspieles unterliegt vielen verschiedenen Ein-flüssen und Kompromissen. Deshalb wird in dieser Norm nicht weiter auf dieses Prüfverfahren eingegangen.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
16
5.1.3 Prüfung der Einzelabweichungen
Die Prüfung der Einzelabweichungen ist in der Praxis meist aufwändig. Lageabweichungen verfälschen oft die Messergebnisse der jeweiligen Einzelabweichung. Deshalb sollten Einzelabweichungen nur dann geprüft werden, wenn dies unbedingt notwendig ist.
5.1.4 Lageabweichungen
Lageabweichungen sind sehr wichtig und unbedingt zu beachten. Die Prüfung der Lage einer Hüllverzahnung ist zurzeit nur mit Spannsystemen durchführbar. Die Lage einer Passverzahnung actual wird am eindeutigsten mit Messkugeln erfasst.
5.2 Lehren
5.2.1 Lehrenarten und ihre Anwendung
Die Maße und Toleranzen der Verzahnung von Lehren sind in dieser Norm festgelegt. Alle sonstigen Geometrien wie Lehrengriffe für Lehrdorne, Außenabmessungen von Lehrringen und Art des Prüfbundes sind dem Anwender oder dem Hersteller überlassen. Beispiele sind in dieser Norm aufgeführt, sind aber nicht verbindlich. Bei großen Durchmessern ist das Lehrengewicht entsprechend groß. Aus Gründen der Handhabung sollten Lehren nicht schwerer als 10 kg sein. Ab Bezugsdurchmessern von 240 mm wird diese Gewichtsgrenze überschritten. Eine Lehrenbreite wird für solch große Lehren in dieser Norm nicht mehr empfohlen, da es notwendig sein kann, in Absprache von Hersteller und Anwender kürzere Lehren einzusetzen.
5.2.1.1 Gutlehren
Gutlehren sind immer vollverzahnt und prüfen die Toleranzgrenze effective. Diese ist bei Naben die Zahn-lücke min. effective und bei Wellen die Zahndicke max. effective.
5.2.1.2 Ausschusslehren
Ausschusslehren sind immer sektorverzahnt und prüfen die Toleranzgrenze actual. Diese ist bei Naben die Zahnlücke max. actual und bei Wellen die Zahndicke min. actual. Ausschusslehren erhalten zwei gegenüberliegende Gruppen von Zähnen. Die außenliegenden Zahnflanken jedes Sektors werden genügend freigestellt, da sie nicht genau messbar sind. Die Zähnezahl der Ausschusslehren richtet sich nach der Zähnezahl des Prüflings. Folgende Zähnezahlen für Ausschusslehren werden in Tabelle 1 empfohlen:
Tabelle 1 — Zähnezahlen für Ausschusslehren
Zähnezahl Prüfling Zähnezahl Ausschusslehre
bis 031 2 + 2
bis 045 3 + 3
bis 059 4 + 4
bis 073 5 + 5
bis 087 6 + 6
bis 100 7 + 7
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
17
5.2.2 Außenmaße
5.2.2.1 Allgemeines
Die verzahnte Breite von Gutlehren sollte mindestens 50 % der Passungslänge einer Passverzahnungs-verbindung betragen. Bei großen Passungslängen kann es auch notwendig werden, die Verzahnung der Gutlehre auf bis zu 100 % der Passungslänge anzuheben. Dies ist speziell bei großen Flankenlinien-abweichungen der Fall. Bei Gutlehrringen wird die Verzahnungslänge oft durch die Herstellbarkeit begrenzt. Entstehen daraus Probleme bei der Herstellung der Werkstücke, so kann dies durch die Angabe einer zusätzlichen Toleranz der Einzelabweichung, meist Flankenlinienabweichung gelöst werden.
In vielen Fällen ist die Passungslänge der Passverzahnungsverbindung bei der Konstruktion der Lehren nicht bekannt. Es wird dann empfohlen, sich an die Werte in den nachfolgenden Tabellen anzulehnen. Die Verzahnung von Ausschusslehren kann prinzipiell beliebig kurz sein. Um das Verkanten der Ausschusslehre in der Verzahnung des Prüflings zu verhindern, sollten jedoch gewisse Mindestlängen eingehalten werden. Empfehlungen für die verzahnte Breite von Ausschusslehren sind in den Tabellen 2–4 angegeben.
5.2.2.2 Lehrdorne
a) Lehrdorne mit Bezugsdurchmesser bis 48 mm
Bild 7 — Lehrdorne Größe 1–6
Tabelle 2 — Maße für Lehrdornbreiten Maße in mm
Breite b Größe
Bezugsdurchmesser dB
GD HD
1 bis 8 6 4
2 9 bis 13 8 6
3 14 bis 19 12 8
4 20 bis 29 16 10
5 30 bis 39 22 12
6 40 bis 48 28 14
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
18
b) Lehrdorne mit Bezugsdurchmesser 50 mm bis 220 mm
Bild 8 — Lehrdorne Größe 7–9
Tabelle 3 — Außenmaße Lehrdorne Größe 7–9 Maße in mm
Größe Bezugs-durch-messer
d1 d5 d6 d7 d8 d9 b1 b2 b3 b4 b5 b6
GD HD GD HD GD HD
7 50–70 22 – 28 12 M6 – 38 23 30 15 – 3,5 1 33 18
8 72–120 32 – 40 20 M10 40 48 28 40 20 – 6 2 43 23
9 130–170 45 – 55 20 M10 55 58 33 50 25 16 7 2 48 23
10 180–220 45 21 55 20 M10 55 58 33 50 25 16 7 2 48 23
Ab Bezugsdurchmesser 130 mm:
d3 = (df1 + 45)/2
d4 = (d3 + 45)/2
d2 = (df1 + d3)/2
c) Lehrdorne mit Bezugsdurchmesser 240 mm bis 500 mm
Lehrdorne ab Bezugsdurchmesser 240 mm sind wegen ihrer Größe und dem hohen Gewicht schwierig in ihrer Anwendung. Die Ausführung und die Lehrenbreite für solche Lehrdorne werden nicht mehr als Empfehlung angegeben, sondern sind zwischen Hersteller und Anwender der Lehren zu vereinbaren.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
19
5.2.2.3 Lehrringe
a) Lehrringe bis Bezugsdurchmesser 220 mm
Bild 9 — Lehrringe
Tabelle 4 — Außenmaße Lehrringe
Maße in mm
b7 Größe
Bezugs-durchmesser
dB d10
GR HR
1 bis 18 50 12 9
2 über 18 bis 35 70 20 14
3 über 35 bis 60 100 25 16
4 über 60 bis 80 125 30 20
5 über 80 bis 100 150 35 20
6 über 100 bis 120 175 40 25
7 über 120 bis 140 200 45 25
8 über 140 bis 160 225 45 30
9 über 160 bis 190 250 50 30
10 über 190 bis 220 275 50 30
b) Lehrringe ab Bezugsdurchmesser 240 mm
Lehrringe ab Bezugsdurchmesser 240 mm sind wegen ihrer Größe und dem hohen Gewicht schwierig in ihrer Anwendung. Die Ausführung und die Lehrenbreite für solche Lehrringe werden nicht mehr als Empfehlung angegeben, sondern sind zwischen Hersteller und Anwender der Lehren zu vereinbaren.
5.2.3 Werkstoff, Oberfläche, Ausführung
5.2.3.1 Werkstoff und Oberfläche
Verzahnungslehren sind aus verzugsarmen Werkstoffen herzustellen und entsprechend zu härten.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
20
Die Härte sollte mindestens 4 HRC höher sein als die der Prüflinge, jedoch mindestens HRC 60. Da die Gefügeumwandlung beim Härteprozess nicht vollständig abgeschlossen wird, ist eine künstliche Alterung der Lehren durchzuführen. Dadurch wird ein nachträgliches Materialwachstum größtenteils vermieden. Es wird empfohlen, den Kopfkreisdurchmesser der Gutlehren und die Zahnflanken aller Lehren mit einer maximalen Oberflächenrauheit von Rz 1,5 herzustellen. Ein gutes Verschleißverhalten wird bei einer reduzierten Spitzen-höhe aus der ABBOTT-Kurve von Rpk kleiner 0,15 erwartet.
5.2.3.2 Ausführung der Lehrdorne
Lehrdorne besitzen einen Griff, der an die Größe des Teilkreisdurchmessers und an das Gewicht der Lehre angepasst sein muss. Kleine Lehrdorne können als Grenzlehrdorne mit Gut- und Ausschussseite auf einem Griff ausgebildet sein. Alle Lehrdorne besitzen einen Vorzentrierdurchmesser, der das Einführen der Lehre in die Verzahnung des Prüflings erleichtert. Lehrdorne müssen für die Prüfung der Einzelabweichungen auf Messmaschinen ausrichtbar sein. Dies ist möglich durch Zentrierbohrungen, einen außenliegenden Ausrichtbund oder eine Bohrung als Bezugsbasis. Lehrdorne mit großem Teilkreisdurchmesser sind durch Eindrehungen und Entlastungsbohrungen so leicht wie möglich auszuführen.
5.2.3.3 Ausführung der Lehrringe
Gut- und Ausschusslehrringe erhalten auf ihrem Außendurchmesser eine griffige Kontur, die das Halten in der Hand erleichtert. Dies kann ein Rändel sein. Lehrringe müssen für die Prüfung der Einzelabweichungen auf Messmaschinen einen Ausrichtbund als Bezugsbasis besitzen. Die Verzahnung von Lehrringen ist stirnseitig mit einer Fase für das leichte Fügen auf den Prüfling auszuführen.
5.2.4 Prüfmaße, Toleranzen, Grenzabmaße
5.2.4.1 Durchmesser
Verzahnungslehren besitzen folgende Durchmesser und Herstelltoleranzen:
Tabelle 5 — Durchmesser Lehren
Durch-messer GD Toleranz-
klasse HD Toleranz-klasse GR Toleranz-
klasse HR Toleranz-klasse
Kopfkreis-durchmesser
dFf2 k 7 dFf2 – 0,2 ⋅ m js 8 dFf1 K 7 dFf1 + 0,2 ⋅ m JS 8
Fußformkreis-durchmesser
da2 – 0,1 max. –0,1 max. da1 + 0,1 min. da1 + 0,1 min.
Fußkreis-durchmesser
da2 – 0,6 max. da2 – 0,6 max. da1 + 0,6 min. da1 + 0,6 min.
Vorzentrier-durchmesser
da2 – 0,05 –0,2 da2 – 0,05 –0,2
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
21
5.2.4.2 Zahndicke/Zahnlücke
Verzahnungslehren besitzen folgende Zahndicken/Zahnlücken und Herstelltoleranzen:
Tabelle 6 — Zahndicke/Zahnlücke für Lehren
Lehrdorn neu Toleranz Lehrring neu Toleranz
Gut ev min LTn sv max LTn
Abnutzungsgrenze ev min – LTa sv max + LTa
Ausschuss emax LTn/2 smin LTn/2
Abnutzungsgrenze emax – LTn/2 – LTa/2 smin + LTn/2 + LTa/2
Die Werte der Lehrentoleranzen neu LTn und der Lehrentoleranzen abgenutzt LTa sowie die Toleranzen der Einzelabweichungen neu und abgenutzt sind Tabelle 7 zu entnehmen. Bild 10 veranschaulicht die Toleranz-lagen. Um eine einwandfreie Lehrenüberwachung zu ermöglichen, wurde auch für die Ausschusslehre ein abgenutztes Maß eingeführt. In Tabelle 8 sind die Flankenlinien-Gesamtabweichungen der Lehren angegeben.
Bild 10 — Toleranzschaubild mit Lehrentoleranzen
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
22
Tabelle 7 — Herstelltoleranzen Lehren
Herstelltoleranzen Lehren µm
Neuzustand Abnutzungsgrenze
Bezugs-durchmesser
dB
mm
Modul m mm
LTn Fr Fp fp Fα LTa Fr Fp fp Fα
bis 12 0,5 bis 1,75 4 4 4 2 4 6 5,5 6 3 6
2 bis 4 4,5 4,5 4,5 2 5 7 6 6,5 3 7,5
5 bis 10 5 5 5 2,5 6 8 7 7,5 4 9
über 12 bis 25 0,5 bis 1,75 4,5 4,5 4,5 2 4 7 6 6,5 3 6
2 bis 4 5 5 5 2,5 5 8 7 7,5 4 7,5
5 bis 10 5,5 5,5 5,5 2,5 6 9 8 8 4 9
über 25 bis 50 0,5 bis 1,75 5 5 5 2,5 4 8 7 7,5 4 6
2 bis 4 5,5 5,5 5,5 2,5 5 9 8 8 4 7,5
5 bis 10 6 6 6 3 6 10 9 9 4,5 9
über 50 bis 100 0,5 bis 1,75 5,5 5,5 5,5 2,5 4 9 8 8 4 6
2 bis 4 6 6 6 3 5 10 9 9 4,5 7,5
5 bis 10 7 7 7 3 6 11 10 10,5 4,5 9
über 100 bis 200 0,5 bis 1,75 6 6 6 3 4 10 9 9 4,5 6
2 bis 4 7 7 7 3,5 5 11 10 10,5 5 7,5
5 bis 10 8 8 8 4 6 12 11 12 6 9
über 200 bis 400 0,5 bis 1,75 7 7 7 3,5 4 11 10 10,5 5 6
2 bis 4 8 8 8 4 5 12 11 12 6 7,5
5 bis 10 9 9 9 4,5 6 14 12 13,5 7 9
über 400 0,5 bis 1,75 8 8 8 4 4 12 11 12 6 6
2 bis 4 9 9 9 4,5 5 14 12 13,5 7 7,5
5 bis 10 10 10 10 5 6 16 14 15 8 9
Tabelle 8 — Flankenlinien-Gesamtabweichung der Lehren
Flankenlinien-Gesamtabweichung der Lehren Fβ µm Lehrenbreite
mm Neuzustand Abnutzungsgrenze
bis 10 2 3
über 10 bis 20 3 4,5
über 20 bis 50 3,5 5
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
23
Die Außenflanken der Zähne von Ausschusslehren werden um den Betrag von 0,1 ⋅ m zurückgesetzt (siehe Bild 11), da das Maß dieser Flanken mangels gegenüberliegender Flanke nicht genau ermittelbar ist.
Legende
1 Flankenrücknahme 0,1 m
Bild 11 — Flankenrücknahme-Ausschusslehren
5.2.4.3 Prüfmaße über/zwischen Messkreisen
Die Zahndicke von Lehrdornen ist mit dem errechneten Prüfmaß über zwei Messrollen, die Zahnlücke von Lehrringen mit dem errechneten Prüfmaß zwischen zwei Messrollen prüfbar. Der Durchmesser der Messrollen ist den entsprechenden Tabellen für die Prüfung der Werkstücke zu entnehmen. Statt Messrollen können auch Messkugeln eingesetzt werden, wenn sichergestellt ist, dass die Kugeln keinerlei Abnutzung (Flächen) aufweisen. Für eine erleichterte Durchführung der Prüfung ist es zweckmäßig, einen errechneten Abmaßfaktor für die Messrollen anzugeben, falls die Messrollendurchmesser nicht exakt mit dem Sollmaß übereinstimmen. Es wird empfohlen, diesen auf eine Abweichung von 0,001 mm vom Sollmaß zu errechnen und als Multiplikationsfaktor zum Betrag der Abweichung als AF1 anzugeben. Siehe Bild 12 und Tabelle 9.
Legende
1 Welle – Maß über 2 Messkreise 2 Nabe – Maß zwischen 2 Messkreisen
Bild 12 — Maße über und zwischen Messkreisen
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
24
Allgemeine Gleichungen für die Berechnung des Maßes über/zwischen Messkreisen:
Tabelle 9 — Berechnung des Maßes über/zwischen Messkreisen
Wert Formel
inv α = tan(α) – π ⋅ α /180
Faktor B = s/d für Außenverzahnungen
(π ⋅ m – e) ⋅ d für Innenverzahnungen
inv β = inv α + DM / d / cos(α) + B – π / z
β = inverse inv β und kann nicht direkt errechnet werden. Es wird empfohlen, für die Berechnung von β aus inv β ein Computerprogramm einzusetzen. Ein solches ist für die Sprache Basic:
10 Print "inv(BETA)“ 20 Input B 30 V=0.5 40 A=1/TAN(V)-1/(V+B) 50 If ABS(A)>0.000001 then V=A+V:GOTO 40 60 BETA=(A+V)*57.29577951 70 Print "BETA=";BETA;"Grad 80 End
M1 = d ⋅ cos(α) ⋅ A / cos(β) + DM
M2 = –d ⋅ cos(α) ⋅ A / cos(β) – DM
Es bedeuten:
M1 Maß über zwei Messkreise von Wellen
M2 Maß zwischen zwei Messkreisen von Naben
z Zähnezahl (negativ bei Naben)
m Modul
d Teilkreisdurchmesser (m ⋅ z), (negativ bei Naben)
Faktor A 1 für Zähnezahl gerade, cos(90/z) für Zähnezahl ungerade
DM Messkreisdurchmesser
α Eingriffswinkel
s Zahndicke
e Zahnlücke
5.2.4.4 Einzelabweichungen
Die Einzelabweichungen von Verzahnungslehren werden einzeln als maximale Abweichung von der Ideal-geometrie angegeben. Sie werden aus den Tabellen 7 und 8 entnommen.
fp = Teilungseinzelabweichung
Fp = Teilungsgesamtabweichung
Fα = Profilgesamtabweichung
Fβ = Flankenliniengesamtabweichung
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
25
Die Einzelabweichungen werden in Bezug zu den Zentrierbohrungen oder der Bohrung bei Lehrdornen und dem Ausrichtbund und der Planfläche bei Lehrringen gemessen. Kleine Lageabweichungen der Verzahnung zu dieser Bezugsbasis verschlechtern die Prüfergebnisse der Einzelabweichungen. Moderne Verzahnungs-prüfmaschinen besitzen die Möglichkeit, entweder die Verzahnung selbst als Bezugsbasis zu wählen oder die Lageabweichung auszufiltern. Dies ist zulässig, wenn der Prüfbericht einen entsprechenden Vermerk trägt.
5.2.4.5 Lageabweichungen
Die Position der Verzahnung einer Lehre zu ihrer Bezugsbasis wird als Rundlaufabweichung angegeben.
Die zulässige Rundlaufabweichung Fr der Verzahnung zu den Zentrierbohrungen, der Bohrung oder dem Ausrichtbund ist in der Tabelle 7 angegeben. Die Toleranz der Lageabweichung begrenzt die Verfälschung der Messergebnisse von Einzelabweichungen durch Lagefehler. Wenn die eingesetzte Verzahnungs-prüfmaschine diese Verfälschung durch Ausrichtsoftware oder Ausfilterung der Exzentrizität vermeidet, ist es zulässig, die Toleranz der Rundlaufabweichung zu überschreiten. In diesem Fall muss der Prüfbericht einen entsprechenden Vermerk enthalten (siehe 5.2.4.4).
Bild 13 — Rundlaufabweichung für Lehren
5.2.5 Prüfung der Lehren
5.2.5.1 Prüftemperatur
Die Bezugstemperatur für die Prüfung von Länge und Gestalt beträgt 20 °C. Alle Prüfungen sind bei dieser Temperatur durchzuführen. Es ist auch möglich, bei abweichenden Temperaturen zu prüfen und die Prüfwerte zur Bezugstemperatur umzurechnen. Die Priorität liegt jedoch bei der Prüfung bei Bezugstemperatur.
5.2.5.2 Prüfung der Lehren im Neuzustand
Verzahnungslehren sind in ihrer Geometrie komplizierter als Rundpassungslehren und entsprechend sorgfältig zu prüfen. Es ist nicht ausreichend, nur eine Prüfung des Istmaßes durchzuführen, sondern alle Herstelltoleranzen der Einzelabweichungen sind vor dem Einsatz auf ihre Einhaltung zu überprüfen. Prüfzertifikate sind nur gültig, wenn sie Schriebe der Einzelabweichungen beinhalten (siehe Tabelle 10).
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
26
Tabelle 10 — Prüfmerkmale Verzahnungslehren
Prüfmerkmal Prüfverfahren Bemerkungen
Beschädigung Sichtprüfung der Verzahnung Beschädigungen oder Rost sind nicht zuläs-sig.
Identität Sichtprüfung der Beschriftung Die Beschriftung muss dauerhaft ausgeführt sein und 5.2.5.5 entsprechen.
Kopfkreis-durchmesser
Abbe-Prüfmethoden oder 3D-Prüf-maschinen
Bei ungeraden Zähnezahlen sind keine Abbe-Prüfmethoden möglich.
Formkreis-durchmesser
Über Wälzlänge, Wälzwinkel oder Wälz-durchmesser auf Zahnradprüfmaschinen oder 3D-Prüfmaschinen
Zahndicke Lehrdorne
Prüfmaß über zwei Rollen. Ersatzweise kann auch über zwei Kugeln gemessen werden, wenn die zul. Rundheitsabwei-chung der Kugeln an den Berührungspunk-ten mit den Zahnflanken nicht überschritten wird und der Ist-Durchmesser der Kugel ermittelt wird. Das Istmaß ist über jeweils 90° vorne, in der Mitte und am Ende zu prü-fen. Messrollen müssen an den Flanken eingerieben werden, um eine staubfreie An-lage an den Flanken sicherzustellen. Erfah-rungsgemäß ist es schwierig, die engen To-leranzen der Lehren auf 3D-Prüfmaschinen mit genügender Genauigkeit zu ermitteln.
Messkraft: 1,0 bis 1,5 N
Die zulässige Rundheitsabweichung von Messrollen oder Messkugeln beträgt 0,5 µm. Die zulässige Abweichung der Messrollen oder Messkugeln vom Nennmaß beträgt 0,001 mm. Innerhalb dieser Abmaße sind Prüfmaße über Messkreise auf das Istmaß der Messrollen oder Messkugeln umzurechnen (siehe 5.2.4.3).
Zahnlücke Lehrringe
Für Lehrringe gelten die Angaben entsprechend der Zahndicke Lehrdorne.
Meist werden Lehrringe mit Messrollen und Endmaßen abgesteckt. Das Istmaß eines Lehrringes stellt das Endmaß dar, das sich zwischen den Rollen gerade noch axial ohne Klemmen verschieben lässt und kein seitliches Kippspiel aufweist.
Einzel-abweichungen
Zahnradprüfmaschinen oder hochgenaue 3D-Prüfmaschinen mit integriertem Rund-tisch. Die Profilform und die Flankenlinie werden an jeweils vier um etwa 90° versetzten Rechts- und Linksflanken geprüft. Bei Gutlehren ist zusätzlich die Einzel- und Gesamtteilungsabweichung zu prüfen.
Wird die Exzentrizität der Verzahnung zur Bezugsbasis nicht rechnerisch eliminiert, so ist die zulässige Toleranz des Rundlaufes zu prüfen und einzuhalten. Dies ist notwen-dig, da sich die Exzentrizität und die Tei-lungsabweichung gegenseitig überlagern können und bei Phasengegensätzlichkeit falsche Prüfwerte entstehen.
5.2.5.3 Verschleißprüfung von Lehren
Die Verschleißprüfung von Verzahnungslehren ist entsprechend der Prüfung im Neuzustand nach 5.2.5.2 durchzuführen. Das Intervall der Prüfmittelüberwachung ist so zu wählen, dass keine abgenutzten Lehren benutzt werden können. Eine Lehre ist dann abgenutzt, wenn das auf der Zeichnung angegebene abgenutzte Maß über/zwischen Rollen unter-/überschritten wird, oder eine Einzelabweichung größer als der zulässige Wert nach Tabelle 7 ist.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
27
5.2.5.4 Gegenlehren für Verzahnungslehrringe
Gegenlehren für Verzahnungslehrringe sind in den meisten Fällen nicht notwendig. Gegenlehren besitzen selbst Einzelabweichungen, welche die Istmaße der Lehren so verändern können, dass Lehren, gefertigt mit und ohne Gegenlehren, unterschiedliche Maße aufweisen. Gegenlehren sind nur bei sehr kleinen Lehrringen sinnvoll, die direkt nur schlecht überprüfbar sind. Gegenlehrdorne für Gut- und Ausschusslehrringe werden in der Weise konisch ausgeführt (siehe Bild 14), dass die linken Zahnflanken aller Zähne geradverzahnt und die rechten Zahnflanken aller Zähne schrägverzahnt sind. Dadurch entstehen konische Zähne, deren Zahndicke von vorne nach hinten zunimmt. Für die Auslegung von Gegenlehrdornen für Gut- und Ausschusslehrringe wird auf ISO 4156-3 verwiesen. Gegenlehrdorne ersetzen nicht die Prüfung der Einzelabweichungen von Lehrringen. Diese ist unabhängig von den Gegenlehren im Neuzustand und bei der Lehrenüberwachung von Lehren durchzuführen. Zusätzlich ist es notwendig, die Gegenlehren selbst sowohl im Neuzustand als auch während des Gebrauches zu prüfen.
Bild 14 — Einseitig konischer Gegenlehrdorn
5.2.5.5 Kennzeichnung von Lehren
Verzahnungslehren sind mit Verzahnungsart und den Verzahnungsdaten des Prüflings zu kennzeichnen. Vor die Verzahnungsdaten wird die Lehrenart wie untenstehend beschriftet. Zusätzlich werden Verzahnungs-lehren mit dem Herstellerzeichen, der Zeichnungsnummer des Herstellers und dem Herstelldatum gekenn-zeichnet. Die Beschriftung muss dauerhaft sein.
Gutlehrdorn: GD
Ausschusslehrdorn: HD
Gutlehrring: GR
Ausschusslehrring: HR
BEISPIELE
DIN 5480 – GR W32 × 2 × 14 × 9e
DIN 5480 – HD N15 × 1,25 × 10 × 7H
5.2.5.6 Prüfkraft
Im Gegensatz zur Prüfung mit anderen Lehren ist bei Verzahnungslehren eine Prüfkraft zulässig und notwendig. Das Eigengewicht der Lehren allein ist oft nicht ausreichend. Diese Prüfkraft sollte aber 15 daN nicht überschreiten.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
28
5.2.5.7 Die Benutzung von Ausschusslehren
Ausschusslehren sind sektorverzahnt und besitzen zwei gegenüberliegende Gruppen von Zähnen. Damit prüfen Ausschusslehren zwar die Toleranzgrenze actual, benutzen aber dazu die ganzen Zahnflanken mehrerer Zähne. Diese Prüfung erfolgt nicht mit einer Punktberührung, wie sie für die Maßprüfung korrekt wäre. Da Ausschusslehren mit dem Prüfling nicht fügbar sein dürfen, wird die Verzahnung des Prüflings nur stirnseitig geprüft und nicht über die gesamte Verzahnungslänge. Aus diesem Grund wird der anzeigenden Messung des Maßes actual eine höhere Priorität eingeräumt. Das mit einer Ausschusslehre gewonnene Prüfergebnis kann durch eine anzeigende Messung verworfen werden.
Die Prüfung eines Prüflings mit einer Ausschusslehre sollte in mindestens drei möglichst gleichmäßig verteilten Winkelpositionen erfolgen. In keiner dieser Winkelpositionen darf die Ausschusslehre fügbar sein. Wird in mehr als drei Winkelpositionen geprüft, so ist die in 5.3.6 beschriebene statistische Toleranzgrenze actual STA anzuwenden. Grundsätzlich ist die STA-Regel bei Unstimmigkeiten maßgebend und gültig.
Legende
1 Welle 2 Nabe 3 Ausschusslehrring 4 Ausschusslehrdorn
Bild 15 — Ausschusslehren
5.2.5.8 Datenfeld Verzahnungslehren
So wie ein Datenblatt für ein Werkstück aufgestellt werden kann, ist es auch zweckmäßig, alle Daten der Lehren in einem Datenfeld zu vereinen. Siehe Tabelle 12. Damit die Verbindung zwischen Lehre und Werk-stück herstellbar ist, ist es günstig, dem Lehrendatenfeld das Prüflingsdatenfeld voranzustellen, wie in Tabelle 11 dargestellt.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
29
Tabelle 11 — Datenfeld Prüfling
DIN 5480 – N 23 × 1,75 × 12 × 9H Zähnezahl 12 Modul 1,75 Eingriffswinkel 30° Teilkreisdurchmesser 21,000 Grundkreisdurchmesser 18,186 5
Fußkreisdurchmesser 23,35 max. Fußformkreisdurchmesser 22,72 Kopfkreisdurchmesser 19,50 H 11
Lückenweite max. actual 2,855 Lückenweite min. actual 2,815 REF Lückenweite min. effective 2,792 Messkreisdurchmesser 3,000 Maß zwischen 2 Messkreisen 16,835 max. Maß zwischen 2 Messkreisen 16,748 min. REF
Tabelle 12 — Datenfeld Verzahnungslehren
DIN 5480 – N 23 × 1,75 × 12 × 9H Verzahnungslehrdorne Gutlehrdorn Ausschusslehrdorn
Zähnezahl 12 2 + 2 Modul 01,75 Eingriffswinkel 30° Teilkreisdurchmesser 21,000 Grundkreisdurchmesser 18,186 5
Fußkreisdurchmesser 18,9 Fußformkreisdurchmesser 19,40 Kopfkreisdurchmesser 22,720 k7 22,545 js8 Messrollendurchmesser 3,500 (AF1 = 2,6) Zahndicke 02,792 + 0,004 5 02,855 ± 0,002 5 Maß über 2 Rollen neu 26,558 2 + 0,006 3 26,646 6 ± 0,003 5 Zahndicke Abn.-Grenze 2,785 2,8493 Maß über Rollen Abn.-Grenze 26,548 3 26,638 7
Einzelabweichungen Neuzustand Abnutzungsgrenze Fα Profilgesamtabweichung 0,004 0,006
Fβ Flankenliniengesamtabweichung 0,003 0,004 5
Fp Teilungsgesamtabweichung 0,004 5 0,006 5
fp Einzelteilungsabweichung 0,002 0,003
Fr Rundlaufabweichung 0,004 5 0,006
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
30
Die Angabe eines Messrollenabmaßfaktors AF1 ist bei Verzahnungslehren vorteilhaft. Der Abmaßfaktor stellt den Multiplikationsfaktor dar, um den beide um 0,001 mm vom Nennmaß abweichende Messrollendurch-messer das Maß über oder zwischen Rollen verändern.
BEISPIEL
Nennmaß Messrollen: 3,500 mm
Abmaß Messrolle 1: + 0,000 6 mm
Abmaß Messrolle 2: – 0,000 2 mm
Mittelwert: + 0,000 2 mm
AF1: 2,6
Maß über Rollen korrigiert = 26,542 7 mm + 0,000 2 mm ⋅ 2,6 = 26,543 mm
5.3 Prüfung der Zahnlücke/Zahndicke mit anzeigenden Prüfgeräten
5.3.1 Allgemeines
Die Zahndicke und Zahnlücke sind direkt schwer messbar. Sie werden erfasst mit den Prüfmaßen zwischen und über Kugeln, zwischen und über Rollen oder bei Außenverzahnungen mit der Zahnweite über eine Anzahl von k Zähnen.
Da Passverzahnungen meist nur spanend oder umformend hergestellt und nicht mehr nachgeschliffen werden, sind Einzelabweichungen maßgebend für eine schlechte Wiederholgenauigkeit von Messergebnissen. Messergebnisse sind abhängig von der Winkelposition und der axialen Messebene, in der sie aufgenommen werden. Werden Prüfverfahren angewandt, die Einzelabweichungen als stärkere Einflussfaktoren zulassen, so kommt dies zusätzlich erschwerend hinzu.
5.3.2 Maß zwischen/über Messkreise
Das Maß zwischen/über zwei Messkreisen und die Herstelltoleranzen dafür sind errechnete Messgrößen, die aus der Zahndicke/Zahnlücke am Teilkreis mathematisch berechnet werden (siehe 5.2.4.3). Werden diese Maße in der Praxis an einer Verzahnung gemessen, so können keine Messkreise, sondern nur Messkugeln oder Messrollen Verwendung finden. Die Durchmessertoleranz der eingesetzten Messkugeln oder Messrollen geht dann direkt mit in das Messergebnis ein, wenn keine verzahnten Einstellmeister zur Kalibrierung von Messgeräten verwendet werden. In solchen Fällen sind nachfolgende Toleranzen der Messkugel- und Messrollendurchmesser einzuhalten:
Tabelle 13 — Toleranz für Messkreisdurchmesser
Prüfling Messkreisdurchmesser
Verzahnungsqualität 6–7 Toleranz ± 0,000 5 mm
Verzahnungsqualität 8–12 Toleranz ± 0,001 mm
In der Durchmessertoleranz sind alle Formabweichungen der Messkugeln und Messrollen enthalten. Bei Unstimmigkeiten von Messergebnissen liegt die Priorität bei der Messung, bei der die genauesten Mess-kugeln oder Messrollen verwendet werden.
Werden verzahnte Einstellmeister für die Kalibrierung von Messgeräten eingesetzt, so genügt eine Durchmessertoleranz der Messkugeln oder Messrollen von ± 0,01 mm. Für die Prüfung der Messrollen und Messkugeln selbst wird eine Prüfkraft von 1 N empfohlen.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
31
5.3.2.1 Allgemeines
5.3.2.2 Maß zwischen und über Kugeln
Bei der Prüfung mit Messkugeln erfolgt eine Punktberührung der Kugeln an den Zahnflanken der Prüflingsverzahnung. Der Einfluss von Einzelabweichungen in das Messergebnis ist so klein wie möglich. Die Messung der Maße actual von Prüflingen mit Messkugeln besitzt die höchste Priorität (siehe 5.3.5). Bei der Maßermittlung ist die identische axiale Lage beider Messkugeln durch Suche des kleinsten Umkehrpunktes oder durch andere Maßnahmen sicherzustellen.
Bedingt durch die Punktberührung der Messkugeln an den Zahnflanken des Prüflings und dem immer gleichen Ort der Berührung auf der Kugeloberfläche sind Messkugeln verschleißempfindlich. Um Messfehlern vorzubeugen, sind die Messkugeln gegen örtlichen Verschleiß zu überwachen oder verzahnte Einstellmeister einzusetzen.
Da die Messung mit Messkugeln rein punktuell ist, erfolgt kein Ausgleich von Welligkeiten von konkaven oder konvexen Formverzerrungen und über die Verzahnungslänge. Selbst kleinste Oberflächeneinflüsse gehen in das Prüfergebnis ein. Deshalb ist die in 5.3.6 beschriebene statistische Toleranzgrenze actual bei Messungen mit Messkugeln besonders wichtig.
5.3.2.3 Maß zwischen und über Rollen
Messrollen besitzen an den Zahnflanken des Prüflings eine Linienberührung. Je nach Messrollenlänge und axialer Position der Messrollen wird das Prüfergebnis durch Formverzerrungen der Prüflingsverzahnung über ihre Länge mehr oder weniger beeinflusst. Eine gewisse Messunsicherheit ist damit verbunden. Bei Unstimmigkeiten besitzt daher die Messung mit Messkugeln die höchste Priorität. Durch die Linienberührung der Messrollen an den Zahnflanken des Prüflings sind Messrollen bei weitem nicht so empfindlich gegen Verschleiß wie Messkugeln. Die Kalibrierung von Messgeräten mit Messrollen durch Endmaße ist deshalb nicht so kritisch wie bei der Verwendung von Messkugeln. Jedoch sind bei Messgeräten mit positions-orientierten Messrollen oder sehr kurzen Messrollen verzahnte Einstellmeister zu empfehlen.
5.3.2.4 Verzahnte Einstellmeister
Verzahnte Einstelldorne und Einstellringe (siehe Bild 16) sollten die gleiche Verzahnung wie die der Prüflinge aufweisen. Dann sind die Kontaktpunkte der Messkugeln oder Messrollen weitestgehend identisch mit denen bei der Prüflingsmessung. Der Verschleiß auf der Messkugel- oder Messrollenoberfläche wird damit kompensiert.
Das Istmaß der Einstellmeister wird mit Messrollen gemessen und dauerhaft auf ihnen beschriftet. Verzahnte Einstellmeister werden periodisch geprüft. Besonderer Wert wird dabei auf die Kontaktpunkte oder -Linien mit den Messkugeln oder Messrollen gelegt. Die zulässigen Einzelabweichungen der Verzahnung von verzahnten Einstellmeistern entsprechen denen der Lehren, wobei solche vernachlässigbar sind, die keinen Einfluss auf die Messgenauigkeit haben.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
32
Legende
1 Einstelldorn 2 Einstellring
Bild 16 — Verzahnte Einstellmeister
5.3.3 Zahnweite
Die Prüfung der Zahnweite erfolgt über eine Anzahl von k Zähnen. Sie ist praktisch nur bei Außen-verzahnungen möglich. Die Anlage von Zahnweitenmessgeräten an den Zahnflanken erfolgt als Linien-berührung. Dadurch sind solche Prüfgeräte wenig verschleißempfindlich. In das Prüfergebnis der Zahnweite geht der Teilungssprung zwischen den zur Messung herangezogenen Zähnen ein. Dies bewirkt eine gewisse Messunsicherheit. Bei Unstimmigkeiten hat die Prüfung mit Messrollen und Messkugeln eine höhere Priorität (siehe 5.3.5).
Durch die geringe Zahnhöhe und den relativ großen Eingriffswinkel von Passverzahnungen ist die Messung der Zahnweite schwierig und teilweise gänzlich unmöglich. Formelmäßig errechnete Werte können in der Praxis nicht durchführbar sein, da die Anlagepunkte außerhalb des Evolventenbereiches liegen können. Dies ergibt sich speziell bei größeren Zähnezahlen (siehe Angaben in E DIN 5480-2).
5.3.4 Messunsicherheiten
Die Messung des Maßes actual von Passverzahnungen ist immer mit Messunsicherheiten behaftet. Da Passverzahnungen nur in den seltensten Fällen feinbearbeitet werden, werden ermittelte Messwerte durch drei Faktoren beeinflusst:
a) Winkelposition der Messung
b) Messebene der Messung
c) Mess- oder Prüfverfahren
Messergebnisse an verschiedenen Messpositionen und mit verschiedenen Messverfahren ergeben eine Schwankung der Messwerte mit eingeschränkter Wiederholpräzision. Sie ist zu verbessern durch die Vorgabe der Winkelposition, der Messebene und des Messverfahrens. Bei Unstimmigkeiten hilft die Anwendung der Priorität (siehe 5.3.5).
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
33
5.3.5 Priorität
Alle bekannten Messverfahren sind für die Messung des Maßes actual zugelassen. Bei Unstimmigkeiten besitzt das Prüfverfahren des Maßes zwischen und über Messkugeln die höchste Priorität. Das Istmaß sollte in mindestens drei gleichmäßig verteilten Winkelpositionen und Messebenen bestimmt werden. Das Istmaß wird durch das arithmetische Mittel aller Messwerte gebildet. Bei Unstimmigkeiten besitzt die Messung Priorität, welche die größte Anzahl von Messwerten aufgenommen hat. Wird eine hohe Anzahl von Messwerten ermittelt, ist es zulässig, die Toleranzgrenze actual statistisch nach 5.3.6 zu handhaben.
5.3.6 Statistische Toleranzgrenze actual (STA)
Bei Unstimmigkeiten bezüglich der Annahme oder Zurückweisung von Werkstücken bezüglich der Toleranzgrenze actual kann diese Toleranzgrenze auch als statistische Toleranzgrenze angewendet werden. Bei hoher Anzahl aufgenommener Messwerte an einer Werkstückverzahnung entsteht eine statistische Verteilung der ermittelten Istmaße (siehe Bild 17). Theoretisch ist die Toleranzgrenze actual von allen örtlichen Einzelistmaßen einzuhalten. In der Praxis ist diese Forderung nur schwer erfüllbar. Die statistische Betrachtung der Toleranzgrenze actual benutzt zwei STA-Toleranzgrenzen und ermöglicht die wiederholbare Entscheidung, ob Werkstücke bezüglich der Toleranzgrenze actual anzunehmen oder zurückzuweisen sind.
Bild 17 — Statistische Toleranzgrenze actual
Die statistische Toleranzgrenze actual STA wird durch zwei Grenzen gebildet:
STA relativ STA absolut
Anzahl von örtlichen Einzelistmaßen außerhalb der Toleranzgrenze actual, die gerade noch erlaubt sind Maximaler Betrag, um den örtliche Einzelistmaße
außerhalb der Toleranzgrenze actual liegen dürfen
Ausgedrückt in Prozent von allen örtlichen Einzelistmaßen Ausgedrückt in Millimeter oder Prozent der
Toleranzgröße actual
Annahme von Werkstücken bezüglich STA relativ:
Das arithmetische Mittel aller örtlichen Einzelistmaße actual, der Ersatzelemente Ausgleichskreise oder des Ausgleichszylinders, gemessen in verschiedenen Winkelpositionen und in verschiedenen Messebenen, müssen innerhalb der Toleranzgrenze actual liegen.
Es wird eine bestimmte Anzahl STA relativ in Prozent aller ermittelten örtlichen Einzelistmaße n außerhalb der Toleranzgrenze actual zugelassen.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
34
Die zugelassene Anzahl der Einzelistmaße außerhalb der Toleranzgrenze actual nzul. errechnet sich aus der vorgegebenen Angabe STA relativ und der Anzahl der tatsächlich gemessenen Istmaße n wie folgt:
nzul. = integer (n × STA relativ/100) (3)
Integer schreibt die Abrundung auf die nächste ganze Zahl vor. Damit wird das STA-System erst ab einer Mindestanzahl von Istmaßen wirksam, ab der eine statistische Betrachtung sinnvoll wird.
Annahme von Werkstücken bezüglich STA absolut:
Alle gemessenen Einzelistmaße müssen innerhalb der Toleranzgrenze STA absolut liegen.
Angabe von STA-Grenzen
STA relativ wird in Prozent aller Einzel-Istwerte angegeben, also 5 %, 10 %,15 % oder 20 %. STA absolut wird direkt als Wert in Millimeter oder als prozentualer Anteil der Toleranz actual definiert.
5.4 Messung der Zahnlücke/Zahndicke effective
Die Messung der Zahnlücke oder Zahndicke effective muss das Istmaß actual und den Einfluss aller Einzelabweichungen beinhalten. Ein korrektes Prüfverfahren ist dafür zurzeit nicht bekannt. Ist es notwendig, das Istmaß effective zu bestimmen, so stehen zwei kompromissbehaftete Verfahren zur Auswahl.
5.4.1 Prüfung mit Hilfe der Einzelabweichungen
Die Profilabweichung, die Flankenlinienabweichung und die Teilungsabweichung werden auf Prüfmaschinen hinreichend genau ermittelt. Besonders wichtig dabei ist der Ausschluss aller Einflüsse durch die Lageabweichung der Ausrichtgeometrie zur zu prüfenden Verzahnung. Genaueste Ergebnisse werden dann erzielt, wenn in der zu prüfenden Verzahnung selbst ausgerichtet wird. Liegen die Prüfergebnisse innerhalb der zulässigen Toleranzen für die entsprechende Verzahnungsqualität, so ist zu vermuten, dass auch die Grenze der Hüllverzahnung eingehalten wurde. Das Istmaß der Hüllverzahnung wird mit dem Betrag der überlagerten Einzelabweichungen (siehe Gleichung (2)) abgeschätzt, der bei Naben vom Istmaß der Zahnlücke actual subtrahiert und bei Wellen zum Istmaß der Zahndicke actual addiert wird. Das ermittelte Istmaß der Hüllverzahnung ist jedoch nur eine statistische Abschätzung, die mit großen Abweichungen vom tatsächlichen Istmaß behaftet sein kann.
5.4.2 Prüfung des Drehflankenspieles
Die Prüfung des Drehflankenspieles erfolgt mit Drehflankenspiel-Prüfgeräten, die aus drei vollverzahnten Profilscheiben bestehen. Ein Anzeigegerät misst die größte mögliche Verdrehung der mittleren Profilscheibe bei gefügtem Werkstück. Wird das Gerät mit einem Einstellmeister kalibriert, der exakt das Istmaß der Gutlehre besitzt, so stellt das gemessene Drehflankenspiel die Differenz zur Gutlehre dar. Ausgedrückt in Millimeter am Teilkreis ist somit ein gewisses Istmaß der Hüllverzahnung ermittelbar. Eine Messunsicherheit entsteht durch Einzelabweichungen des Einstellmeisters, den halbierten Traganteil durch die abwechselnde Anlage an linken und rechten Zahnflanken, den Prüfdruck der verdrehbaren mittleren Profilscheibe und der Winkellagenstreuung, bedingt durch Einzelabweichungen des Prüfgerätes. Für die Toleranzgrenze der Hüllverzahnung besitzen Gutlehren die höchste Priorität.
5.5 Prüfung der Einzelabweichungen
5.5.1 Vergleichbarkeit mit Laufverzahnungen
Die Prüfung der Einzelabweichungen von Profil, Flankenlinie und Teilung erfolgt analog zur Prüfung von Laufverzahnungen und ist in der Normenreihe DIN 3960 und in den VDI/VDE-Richtlinien 2612, 2613 und 2614 ausführlich beschrieben. Im Gegensatz zu Laufverzahnungen ist es bei Passverzahnungen mit Flanken-zentrierung jedoch meist vorteilhaft, die Achse der Zahnflanken als Bezugsachse für die Prüfung der Einzel-
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
35
abweichungen zu benutzen. Auch die Rundlaufabweichung ist differenziert zur Laufverzahnung zu betrachten, wenn die Hüllverzahnung zeichnungsmäßig angegeben ist.
5.5.2 Beeinflussung der Messergebnisse durch Lageabweichungen
Die Prüfung von Einzelabweichungen bedarf einer Bezugsbasis. Im Gegensatz zu Zahnrädern ist die Bezugsbasis bei Passverzahnungen oft nicht eindeutig durch die Funktion erkennbar oder nicht vorhanden. Werden unterschiedliche Bezugsbasen bei der Prüfung von Einzelabweichungen gewählt, so sind die Mess-ergebnisse meist völlig unterschiedlich. Speziell bei Verzahnungen, die durch Umformen hergestellt wurden, sind solche Prüfergebnisse durch die gewählte Bezugsbasis veränderbar. Es wird daher empfohlen, bei erforderlichen Prüfungen von Einzelabweichungen die Bezugsbasis zeichnungsmäßig anzugeben. Sind solche Angaben nicht vorhanden, so liegt die Priorität im Falle von Unstimmigkeiten bei der Messung, die als Bezugsbasis die Passverzahnung selbst mit den meisten Messebenen als Zylinder selbstzentrierend ausgerichtet gewählt hat.
5.6 Prüfung der Lageabweichung
Als Lageabweichung toleriert finden sich bei Passverzahnungen meist die Rundlaufabweichung, die Gesamt-rundlaufabweichung und die Konzentrizitätsabweichung bzw. die Koaxialität. Aber auch Positionstoleranzen und Zahnstellungstoleranzen sind gebräuchlich. Anderseits sind Passverzahnungen auch als Bezugsbasis tolerierbar.
5.6.1 Darstellung in Werkstückzeichnungen
Sowohl als Bezugsbasis, als auch als lagetoleriertes Geometrieelement kann je nach Funktion der Ver-zahnung der Teilkreisdurchmesser, der Fußkreisdurchmesser oder der Kopfkreisdurchmesser dienen. Dazu werden die Symbole nach DIN ISO 1101 verwendet. Wird der Teilkreisdurchmesser angezogen, so geht der Pfeil direkt auf den mit strichpunktierter Linie gekennzeichneten Teilkreisdurchmesser.
5.6.2 Beeinflussung der Mess- und Prüfergebnisse durch Einzelabweichungen
Passverzahnungen sind mit Einzelabweichungen behaftet. Dies erschwert die eindeutige und wiederholbare Ermittlung des Mittelpunktes des Teilkreises und der Mittelachse des Teilkreiszylinders. Je größer die Einzelabweichungen, die Rundheitsabweichung die Zylinderformabweichung und Härteverzüge sind, desto unsicherer werden ermittelte Messergebnisse. Sie sind dann von der verwendeten Bezugsbasis, der Messebene und der Winkellage der Messpunkte abhängig.
5.6.3 Lageabweichung actual
Der Mittelpunkt des Teilkreises bezüglich der Zahnlücke oder der Zahndicke actual wird möglichst unter Ausschluss aller Formabweichungen gemessen. Am besten ist dies durch die Messung mit Messkugeln durchführbar. Der Mittelpunkt des Teilkreises actual ist der Mittelpunkt des Kreises, der durch alle Kugelmittelpunkte der in alle Zahnlücken eingelegten Messkugeln gebildet wird. Ist die Zähnezahl größer als 3, so ist es durch die Formabweichungen nicht mehr möglich, einen definierten Mittelpunkt direkt festzustellen. Wie bei unrunden Durchmessern wird dann ein Ausgleichskreis oder ein Hüllkreis berechnet. Der Mittelpunkt des Ausgleichskreises oder des Hüllkreises ist dann der Mittelpunkt des Teilkreises actual.
Nach ISO 5459 besitzt der Hüllkreis die höchste Priorität und ist somit vorzuziehen. In der Praxis ist es meist nicht möglich, den Mittelpunkt des Hüllkreises zu ermitteln. Ersatzweise wird dann der Mittelpunkt des Ausgleichskreises mit niedrigerer Priorität herangezogen.
Werden Lagetoleranzen bezüglich des Teilkreismittelpunktes actual angegeben (Rundlauf oder Konzentrizität), so wird empfohlen, auch die entsprechende Messebene zu definieren, da durch Zylinderformabweichungen die ermittelten Prüfergebnisse in anderen Messebenen abweichende Ergebnisse zeigen werden.
Werden Lagetoleranzen bezüglich der Teilkreismittelachse actual angegeben (Koaxialität), so liegt die höchste Priorität beim Hüllzylinder, der durch die Mittelachse der Kugelmittelpunkte in allen Zahnlücken über
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
36
die gesamte Verzahnungslänge gebildet wird. In der Praxis ist dies meist nicht möglich. Ersatzweise wird dann die Mittelachse des Ausgleichszylinders mit niedrigerer Priorität oder die Mittelachse durch zwei Kreismittelpunkte mit noch niedrigerer Priorität gewählt.
Wird die Bezugsbasis oder die Lagetolerierung einer Passverzahnung bezüglich der Zahnlücke oder Zahndicke actual gewünscht, so ist dies durch den Zusatz actual hinter den Symbolen zu kennzeichnen.
5.6.4 Lageabweichung effective
Der Mittelpunkt des Teilkreises bezüglich der Zahnlücke oder Zahndicke effective wird unter Einbeziehung aller Formabweichungen gemessen. Am besten wird dies mit einem fehlerfreien, gerade noch fügbaren, scheibenartigen Gegenstück durchgeführt. Der Mittelpunkt der Zahndicke oder Zahnlücke effective ist der Mittelpunkt des fehlerfreien, gerade noch fügbaren, scheibenartigen Gegenstückes. Dies besitzt die höchste Priorität.
In der Praxis ist dieses Prüfverfahren fast unmöglich. Mit niedrigerer Priorität werden Lagetolerierungen der Hüllverzahnung mit Hilfe von verzahnten Spannmitteln geprüft. Diese spannen Werkstücke in den Zahnflanken und berücksichtigen dabei alle Formabweichungen. Mit Messmaschinen ist weder die Ermittlung des Teilkreismittelpunktes, noch die Ermittlung der Teilkreisachse möglich, da entsprechende Softwarepakete zurzeit noch nicht existieren.
Wird die Bezugsbasis oder die Lagetolerierung von Passverzahnungen bezüglich der Zahnlücke oder Zahndicke effective gewünscht, so ist dies durch den Zusatz effective hinter den Symbolen zu kennzeichnen.
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
37
Anhang A (informativ)
Gegenüberstellung der alten und neuen Kurzzeichen
Benennung Kurzzeichen alt Kurzzeichen neu Einheit Lehrdornbreiten b1 bis b6 mm Lehrdorne, Durchmesser d1 bis d9 mm Nennzahnlücke Innenverzahnung e e mm Zahnlücke max. actual e + Aee emax mm Zahnlücke min. actual e + AeiE emin mm Zahnlücke min. effective e + Aei ev min mm Teilungs-Einzelabweichung fp fp µm Nennzahndicke Außenverzahnung s s mm Zahndicke max. effective s – Ase sv max mm Zahndicke max. actual S – AseE smax mm Zahndicke min. actual s – Asi smin mm Messzähnezahl Zahnweite k Abmaß Zahnlücke Aei Ae µm Abmaß Zahndicke Ase As µm Messrollen-Abmaßfaktor AF1 Messkreisdurchmesser DM DM mm Flankenlinien-Gesamtabweichung Fβ Fβ µm Profil-Gesamtabweichung Ff Fα µm Teilungs-Gesamtabweichung Fp Fp µm Rundlaufabweichung Fr Fr µm Gutlehrdorn GD GD µm Gutlehrring GR GR Ausschusslehrdorn HD HD Ausschusslehrring HR HR Lehrentoleranz neu LTn µm Lehrentoleranz Abnutzungsgrenze LTa µm Maß über Messkreise M1 mm Maß zwischen Messkreisen M2 mm Gesamttoleranz Zahndicke/Zahnlücke TG mm Toleranz Zahndicke actual Ts act. mm Toleranz Zahndicke effective Ts eff. mm Gesamttoleranz T mm Toleranz Zahnlücke actual Te act. mm Toleranz Zahnlücke effective T – TE Te eff. mm Zahnweite über k Messzähne W Wk mm
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53

DIN 5480-15:2006-03
38
Literaturhinweise
DIN 323-1, Normzahlen und Normalreihen — Hauptwerte, Genauwerte, Rundwerte
DIN 780-1, Modulreihe für Zahnräder — Moduln für Stirnräder
DIN 3977:1981-02, Messstückdurchmesser für das radiale oder diametrale Prüfmaß der Zahndicke an Stirnrädern (Zylinderrädern)
DIN 5466-1, Tragfähigkeitsberechnung von Zahn- und Keilwellen-Verbindungen (Passverzahnungen) — Grundlagen
DIN ISO 6413:1990-03, Technische Zeichnungen — Darstellung von Keilwellen und Kerbverzahnungen; Identisch mit ISO 6413:1988
ISO 54:1996-12, Cylindrical gears for general engineering and for heavy engineering — Modules
BA178AF3EC677050DBAC9B8DA5349567ADC990EEFF93F3B54EE7259BF7C43EB55ADA782DC2DA469DB8EC26FE6B4C83DCCB07CDB251D97C1BFE0734FC6F9C3D8C6174F4FA642C17FD346D1E0E0DB5216AF8B87828B4ACBE89E7756EC940845121EE0FA087AC93D5AAB35FB63AA299A43DBE45
A&
I-N
orm
enab
on
nem
ent
- S
EW
-EU
RO
DR
IVE
Gm
bH
& C
o. K
G -
Kd
.-N
r.53
145
- A
bo
-Nr.
0083
0811
/001
/001
- 2
006-
02-2
4 07
:24:
53