
презентация тренинга разработка системы 5 s и других...
204
Разработка системы 5S и других инструментов бережливого производства (Lean Production) сотрудниками производственных и торгового-сервисных предприятий Компания «Качество бизнеса» (г. Москва, С.Петербург, Н.Новгород, Екатеринбург, Новосибирск) www.qiso.ru www.качествобизнеса.рф Skype: qualitymsk
-
Upload
qualityofbusiness -
Category
Business
-
view
3.013 -
download
11
description
Презентация тренинга Разработка системы 5S и других инструментов бережливого производства (Lean Production) сотрудниками производственных и торгового-сервисных предприятий (QMM 5).pdf
Transcript of презентация тренинга разработка системы 5 s и других...
Разработка системы 5S и других инструментов бережливого производства
(Lean Production) сотрудниками производственных и
торгового-сервисных предприятийКомпания «Качество бизнеса»
(г. Москва, С.Петербург, Н.Новгород, Екатеринбург, Новосибирск)
www.qiso.ruwww.качествобизнеса.рф
Skype: qualitymsk
Казарин Валерий Валерьевич
7 лет работы на промышленном предприятииОАО «Завод электроники и механики»
6 лет работы консультантом по бережливому производству- ОАО «Стройфарфор» (Шахтинская плитка)- ОАО «Катюша» (Дятьково-мебель)- ТНК-BP (ОАО «Нижневартовскэнергонефть»)- Северсталь-метиз, Череповец- ABB-Москабель- Пласт-тим (P&C, Svip)
http://wkazarin.ru/«Инструменты 5S»«Азбука бережливого производства»
Показатели бережливого производства в России
• Снижение времени отключения электроэнергии на 20-40%% ежегодно в течение трех лет (энергетика)
• Сокращение запасов готовой продукции на 20% (мебель)• Сокращение времени выполнения заказа в производстве с 10 до
5 дней (мебель)• Сокращение запасов в производстве на 74% (обработка цветных
металлов)• Снижение себестоимости на 3% (металлургия)• Освобождение 3500 м2 производственных площадей
(металлургия)• Увеличение объема производства на 20% (металлообработка)• Повышение производительности сборки в 1,8 раза
(производство изделий из пластика)• Изменение отношения персонала к работе, развитие внутренней
мотивации на непрерывное совершенствование
18.04.2012
Машина, которая изменила мир
http://www.ozon.ru/context/detail/id/3122505/

Кустарное производство
http://bigpicture.ru/?p=63558
• Изделия уникальны – отличаются друг от друга• Производство осуществляется «под заказ» или
очень маленькими количествами «на склад»• Индивидуальное мастерство имеет огромное значение• Оплата труда «сдельная» - чем больше сделал, тем больше получил• Знания передаются от мастера к ученику в процессе выполнения работы
Переход к массовому производству
Основные задачи, которые нужно решить, чтобы перейти к производству больших количеств продукции:
• Как доставить продукцию большому количеству потребителей• Транспортная революция (автомобиль, железная дорога)
• Как увеличить количество изделий, которые может изготавливать один человек
• Механизировать или автоматизировать труд (станки)• Сделать отдельные экземпляры деталей взаимозаменяемыми
(точность изготовления, однородные материалы)
Массовое производство
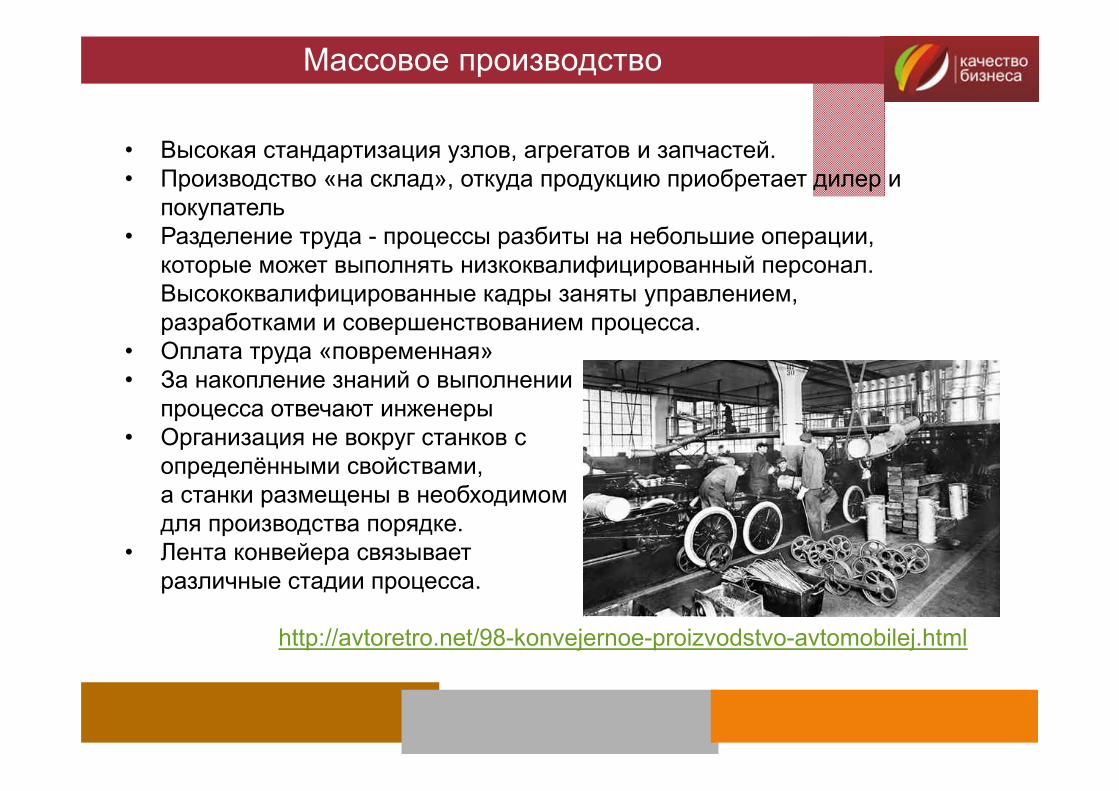
• Высокая стандартизация узлов, агрегатов и запчастей.• Производство «на склад», откуда продукцию приобретает дилер и
покупатель• Разделение труда - процессы разбиты на небольшие операции,
которые может выполнять низкоквалифицированный персонал. Высококвалифицированные кадры заняты управлением, разработками и совершенствованием процесса.
• Оплата труда «повременная»• За накопление знаний о выполнении
процесса отвечают инженеры• Организация не вокруг станков с
определёнными свойствами, а станки размещены в необходимом для производства порядке.
• Лента конвейера связывает различные стадии процесса.
http://avtoretro.net/98-konvejernoe-proizvodstvo-avtomobilej.html

Переход к бережливому производству
Основные задачи, которые приходится решать массовому производителю в наше время:
• Адаптация (кастомизация) продукции под отдельные группы покупателей и даже под отдельных покупателей
– Расширение ассортимента– Рост запасов на складах– Увеличение сроков выполнения заказов
• Конкуренция со всеми производителями аналогичной продукции в мире– Информационная революция –потребители могут найти информацию о конкурирующем
продукте и купить его

Бережливое производство
• Высокая стандартизация узлов, агрегатов и запчастей.• Производство «на заказ»• Процессы разбиты на небольшие операции, персонал постепенно
обучается выполнению все большего количества операций. • Оплата труда «повременная»• Оборудование организовано для упрощения «потока производства»• За накопление знаний о
выполнении процесса отвечают все его участники
http://quality-news.com/1561/the-illustrated-toyota-production-system-vol-2/

Обзор бережливого производства

История возникновения бережливого производства
Сигео СингоТайити Оно
Эдвардс ДемингГенри ФордФредерик Тейлор
18.04.2012
Сакити Тойода

Поток создания ценности

Определение
Ценность – полезность, присущая продукту с точки зрения клиента и находящая отражение в цене продаж и рыночном спросе
Фото: http://www.manwb.ru/
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
Производитель и ценность продукта
Производитель не может сам знать всей ценности производимого продукта –производитель может только предполагать, какова ценность.Ценность любого продукта или услуги определяет ТОЛЬКО потребитель.
Фото: http://www.kolesa.ru/
Как определяется ценность продукта
Для изучения ценности продукта необходимо провести исследование мнений клиентов, например в виде опроса.
Фото: http://www.ladymaksima.com/
Ценность и группы клиентов
Один и тот же продукт или услуга могут иметь разную ценность в глазах разных клиентов. Чтобы уточнить понятие ценности продукта (услуги), нужно разделить всех клиентов на группы. Разные группы потребителей будут отличаться тем, как или для чего клиенты используют приобретаемый продукт (услугу).

Примеры
Фото: http://www.nr2.ru/Фото: http://ferrari.pro-motors.ru/
Фото: http://www.bangkok.com.ua/ Фото: http://www.dailycars.ru/
Как создается ценность
Ценность создается в ходе выполнения производственных процессов или процессов оказания услуги. Действия, которые выполняются в этом процессе, могут создавать ценность, и могут не создавать ценность.
Рисунок: http://jtdigest.narod.ru/
Действия, создающие ценность
Любые действия, которые добавляют ценность продукту (услуги) в глазах конечного потребителя.
Фото: http://www.mebel-dsp.ru/
Примеры
• Полирование столешницы для кухонного стола.
• Расчистка тротуаров после снегопада.• Установка набойки на каблук женского сапога.• Сборка корпуса автомобиля.• Надувание воздушного шарика гелием.
Действия, не создающие ценность
Любые действия, которые потребляют ресурсы (материалы, время, деньги, труд человека), но не добавляют ценность продукту (услуге) в глазах конечного потребителя.
Фото: http://www.ne-duet.ru/
Примеры
• Оформление накладной на внутренние перемещения материалов со склада в производство.
• Ожидание согласующей подписи под заказом.• Исправление дефекта сборки холодильника.• Создание страхового запаса сырья.
Важно!
Действия, не создающие ценности, могут делиться на две категории:
– Действия, от которых можно избавиться– Действия, которые необходимо выполнять в силу разных условий (например, по требованию законодательства)
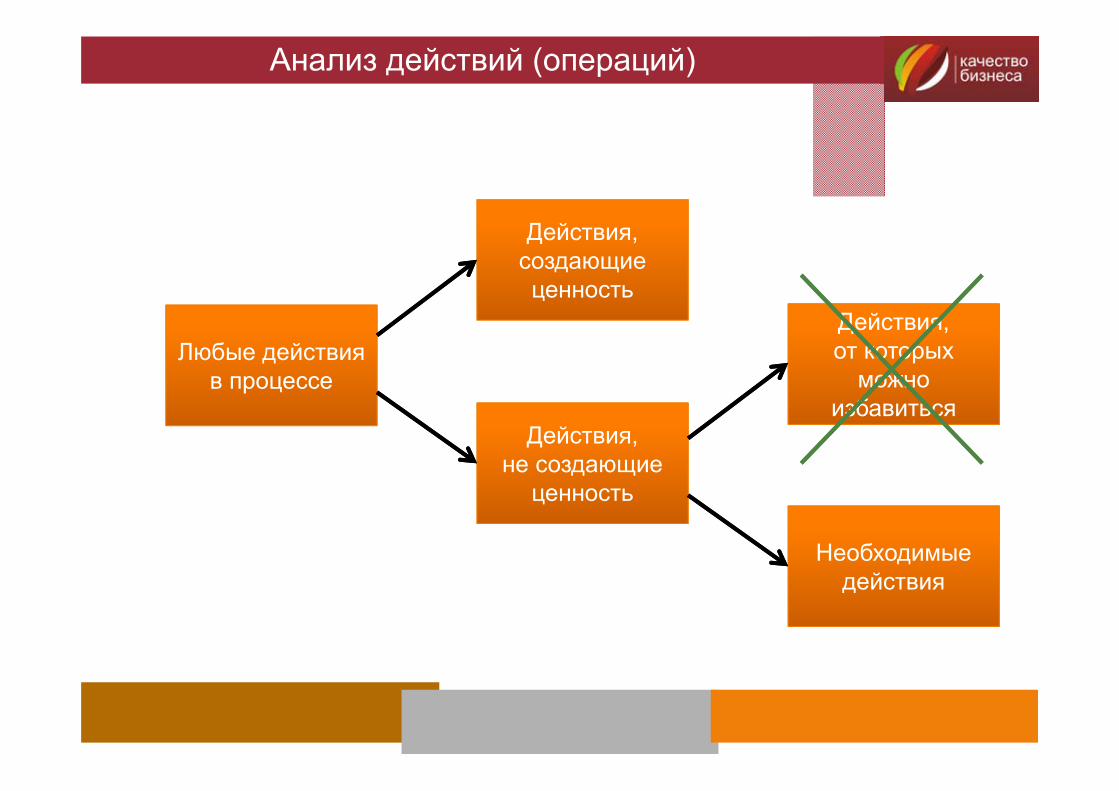
Анализ действий (операций)
Любые действия в процессе
Действия, создающие ценность
Действия, не создающие
ценность
Действия, от которых можно
избавиться
Необходимые действия

Создается ценность
Потери
Оптимизируем потери ???
18.04.2012
Карта потока создания ценности

Определение
Карта потока создания ценности – схема, изображающая каждый этап движения потоков материалов и информации, нужных для того, чтобы выполнить заказ потребителя.
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
Рисунок: http://www.chiefengineer.ru

28
Поставщик
Управление ТП
10’080 шт/мес
504 шт/день12 конт/день
Еженед
Ежедн
Токарн.об.
CT = 44 cек
CO= 60 мин
В= 1000 шт
WT= 27600 c
UT= 87%
Шлифовка
CT= 40 cек
CO= 5 мин
В= 1000 шт
WT= 27600 c
UT= 99%
Зачистка
CT = 5 cек
CO= 0 мин
В= 1000 шт
WT= 27600 c
UT= 80%
ОТК
CT = 30 cек
CO= 5 мин
В= 1000 шт
WT= 27600 c
UT= 99%
Упаковка
CT = 10 cек
CO= 5 мин
В= 1000 шт
WT= 27600 c
UT= 99%
Контролер
Отгрузка2500
3500 2000 2000
2000
ЕжеднЕжеднЕжедн Ежедн Ежедн Ежедн
Еженед
Месячныйпрогноз
Месячныйпрогноз
Еженедзаказы
Еженедзаказы
1 1 1 1
5 дн 10 дн 7 дн 4 дн 4 дн 4 дн45 с 40 с 5 с 30 с 10 с
5000
Клиент
Смена 8,5 чОбед 1,0 чWT= 27600 c
LT= 34 днTCT=130 сTWT=130 c
Карта потока ценностей
Для чего нужна карта потока создания ценности?
1. Увидеть весь поток в целом (и дать возможность менеджерам говорить на одном языке о проблемах разных «этапов» потока).
2. Увидеть все потери, которые есть в потоке.
Статья «Картирование потока: зачем» на сайте www.leaninfo.ru:http://www.leaninfo.ru/2010/06/21/kartirovanie-potoka-zachem/
Карты разных состояний
Карта потока создания ценности отражает состояние потока на определенный момент времени. Различают карты:
– Прошлого состояния (AsWas)– Текущего состояния (AsIs)– Целевого состояния (ToBe)– Долгосрочной перспективы или идеального состояния (LongTermFuture)
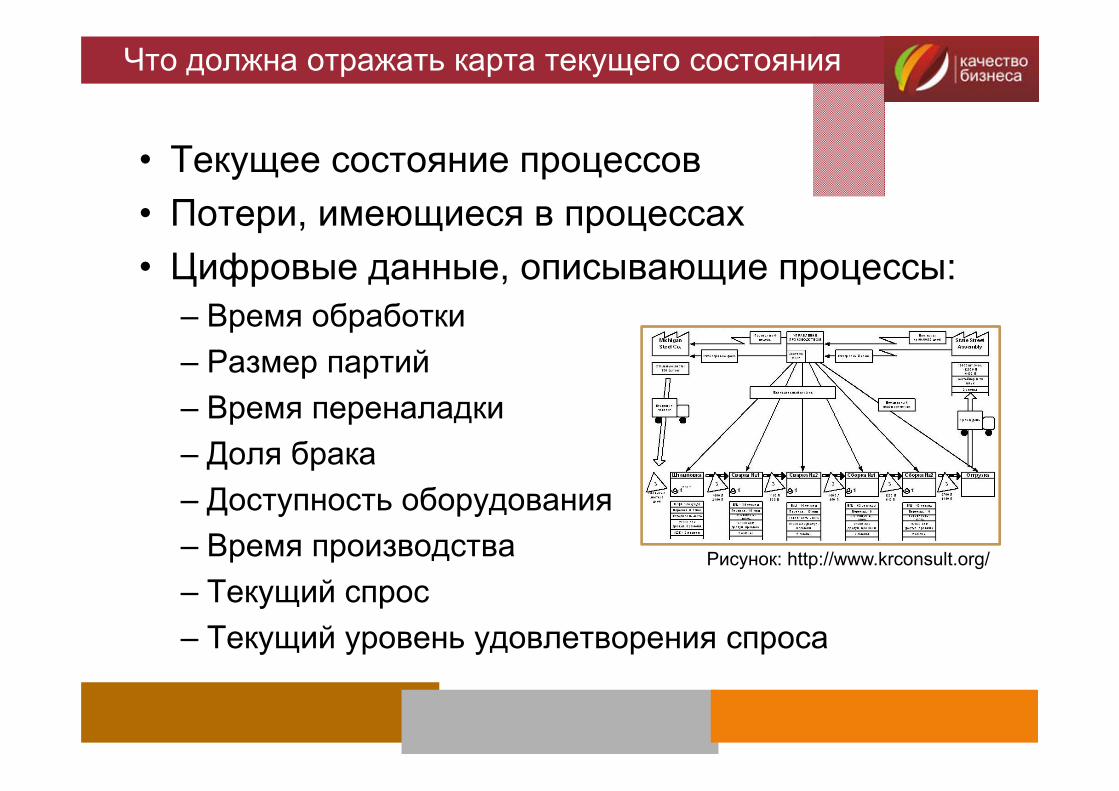
Что должна отражать карта текущего состояния
• Текущее состояние процессов• Потери, имеющиеся в процессах• Цифровые данные, описывающие процессы:
– Время обработки– Размер партий– Время переналадки– Доля брака– Доступность оборудования– Время производства– Текущий спрос– Текущий уровень удовлетворения спроса
Рисунок: http://www.krconsult.org/
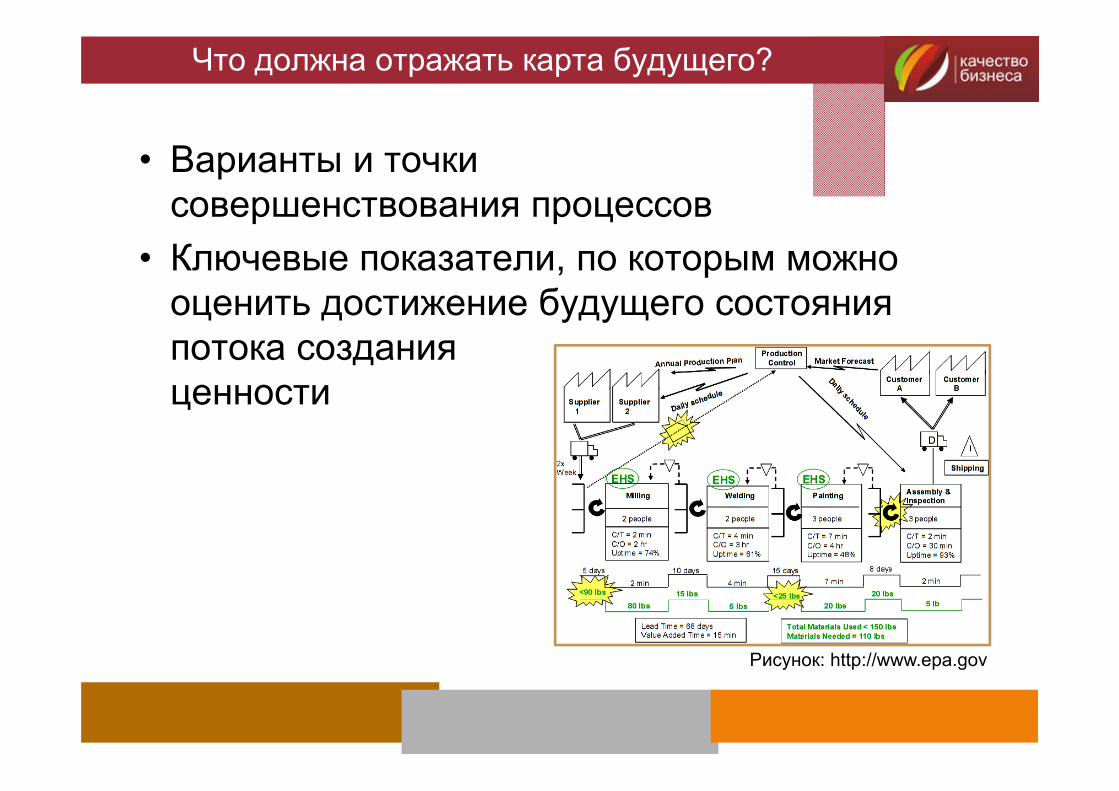
Что должна отражать карта будущего?
• Варианты и точки совершенствования процессов
• Ключевые показатели, по которым можно оценить достижение будущего состояния потока создания ценности
Рисунок: http://www.epa.gov
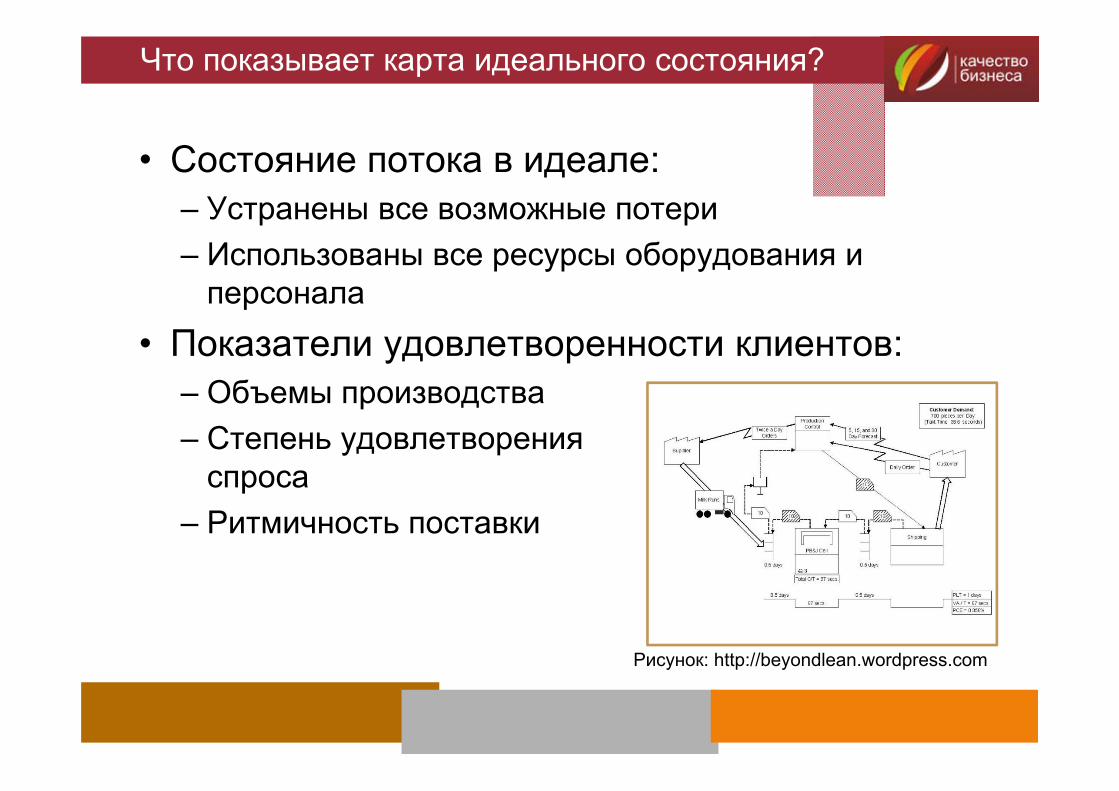
Что показывает карта идеального состояния?
• Состояние потока в идеале:– Устранены все возможные потери– Использованы все ресурсы оборудования и персонала
• Показатели удовлетворенности клиентов:– Объемы производства– Степень удовлетворения спроса
– Ритмичность поставки
Рисунок: http://beyondlean.wordpress.com

Поток единичных изделий
18.04.2012
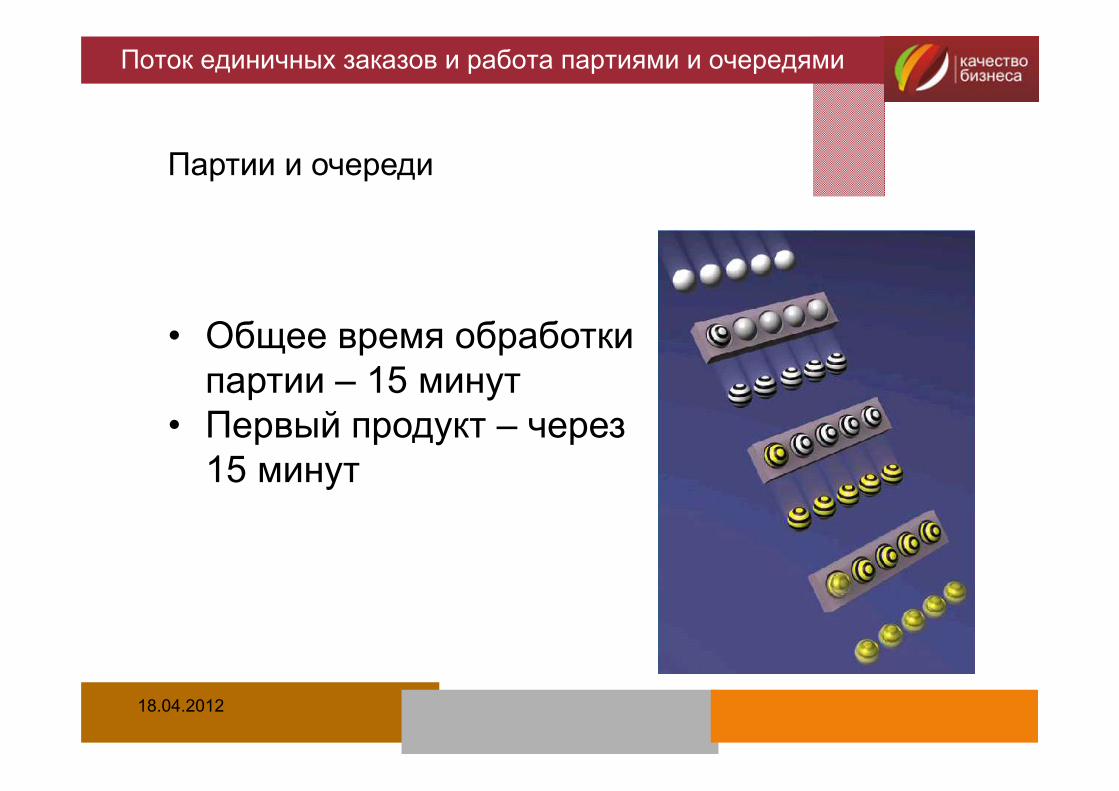
Поток единичных заказов и работа партиями и очередями
Партии и очереди
• Общее время обработки партии – 15 минут
• Первый продукт – через 15 минут
18.04.2012

Поток единичных заказов и работа партиями и очередями
Поток единичных заказов
• Общее время обработки партии – 7 минут
• Первый продукт – через 3 минуты
18.04.2012
Муда, мура, мури

Определение Муда
Муда (яп. – потери) – любая деятельность, которая потребляет ресурсы, но не создает ценности для клиента.
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
無駄
Комментарий
Тайити Оно выделял семь видов муда (потерь).

Определение Мура
Мура – неравномерность выполнения работы
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
Комментарий
Мура возникает из-за • неравномерного спроса, • неравномерного плана производства, • неравномерной скорости выполнения разных операций
Чарли Чаплин. «Новые времена»
Определение Мури
Мури – перегрузка оборудования или операторов (по сравнению с расчетной нагрузкой).
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
Комментарий
Потери (муда) и перегрузка (мури) возникают из-за неравномерности (мура) – если нам не удается выровнять загрузку персонала и производственных мощностей, то в какое-то время они будут простаивать, а в другое время будут перегружены работой.
http://megablog.ru/

Как избавляться от муда, мура и мури
1. Стабилизировать процесс, чтобы исключить неравномерность (мура) и перегрузки (мури)
2. Стандартизировать правила работы3. Устранить
потери (муда), вызванные прежней нерав-номерностью
Чарли Чаплин. «Новые времена»
Виды потерь, методы сокращения потерь
Определение
Потери – любое действие, которые потребляет ресурсы, но не создает ценности для клиента.
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
Фото: stock.xchng
Комментарий
• «Потери» в бережливом производстве –это не то же самое, что называется потерями в системах учета материальных ценностей.
• Потери – это действия, или ситуации, которые приводят к использованию ресурсов, но не повышают рыночную стоимость продукта (услуги), увеличивается только его себестоимость
• Сравните: – Затраты – размер ресурсов (в денежной форме), использованных в процессе хозяйственной деятельности.*
– Издержки производства – затраты, связанные с производством и обращением произведенных товаров.*
– Убыток – в хозпрактике это потери (в денежной форме), уменьшение материальных и денежных ресурсов в результате превышения расходов над доходами.*
* Взято с ru.wikipedia.org
Комментарий 2
Таким образом, потери – это действия, которые нерационально потребляют ресурсы, а затраты или издержки – это величина этих потребленных ресурсов в денежном выражении.
7 видов потерь Тайити Оно
1. Дефекты2. Запасы3. Движения людей 4. Перемещение материалов5. Ожидание6. Излишняя обработка7. Перепроизводство
Фото: http://www.sdr.com.br/

8-й вид потерь
Нереализованный человеческий потенциал
Рисунок: http://tokarevs.ru/

1. Дефекты
Производство некачественной продукции, наличие брака, неверной информации, переделки продукции на стадии производства, инспектирование брака
Фото: stock.xchng
2. Запасы
• Любые материалы в рабочей зоне, кроме тех, которые немедленно необходимы для следующей операции или процесса
Фото: stock.xchng
3. Движения людей
• Любое перемещение людей, которое не добавляет ценности продукту или услуге, например поиск деталей, инструмента, подъем и опускание тяжелых предметов там, где можно организовать процесс иначе
Фото: stock.xchng

4. Перемещение материалов
• Перемещение материалов из одной части компании в другую, например из производства на склад, а затем обратно в производство, перевозка из одного здания в другое, использование кранов, погрузчиков, специальных видов транспорта
Фото: stock.xchng
5. Ожидание
• Простой из-за нехватки материалов, информации, станков или когда не получены санкции на выполнение тех или иных действий.
Фото: stock.xchng
6. Излишняя обработка
• Операции, на которых создается избыточное качество, на которых исправляются ранее созданные дефекты, либо операции, усложненные из-за несоответствия деталей или инструмента
Фото: http://wkazarin.ru/
7. Перепроизводство
• Производство такого количества продукции (услуг), которое превышает потребности следующего процесса, внутреннего или внешнего потребителя
Фото: http://carfreeusa.blogspot.com/

8. Неиспользованный человеческий потенциал
• Выполнение опытным работником операций, которые не требуют высокой квалификации
• Отказ от использования личных качеств, знаний и умений сотрудников, которые лежат вне рамок выполнения традиционных «должностных обязанностей»– Смекалки– Изобретательности– Навыков и знаний из других сфер деятельности и отраслей Фото: stock.xchng
Инструменты бережливого производства

Набор инструментов
• Организация рабочих мест - 5S• Всеобщий уход за оборудованием - TPM• Быстрая переналадка - SMED• Выравнивание загрузки / производства• Вытягивание /канбан• Рабочие ячейки• Поток единичных изделий
http://www.tme.eu/

Организация рабочих мест5S
Что такое 5S?
• Пять терминов на японском или английском языке, которые начинаются с «S». Эти слова обозначают пять шагов, которые позволяют создать рабочее место, соответствующее принципам бережливого производства и визуального управления.
62

Последовательность
1. Сортируй Sort Seiri2. Создай порядок Set to order Seiton3. Содержи в чистоте Shine Seiso4. Стандартизируй Standardize Seiketsu5. Совершенствуй Sustain Shitsuke
63
По-русски По-английски По-японски
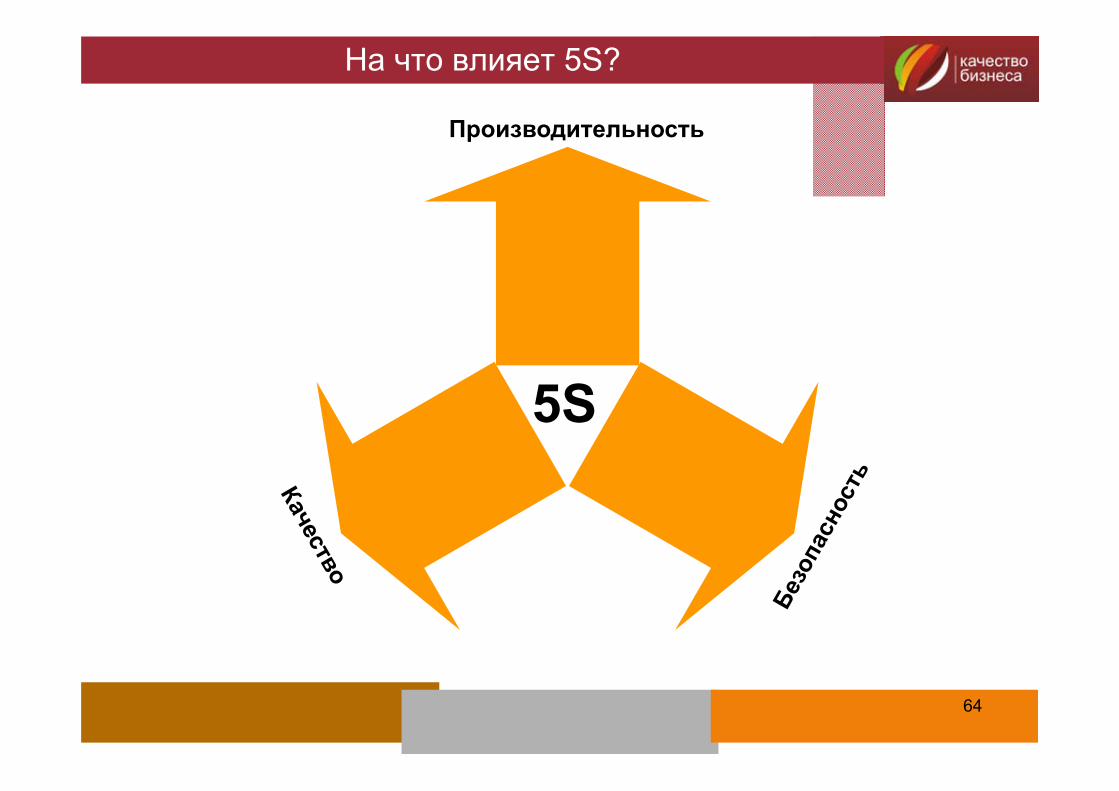
На что влияет 5S?
64
5S
Производительность
Сортируй
Чтобы выполнить сортировку, вы должны сначала определить, что нужно хранить в этой зоне, а что – не нужно. Проанализируйте оборудование, инструменты, материалы, оснастку и даже документы.
65
1S
Что можно получить в результате сортировки?
• Больше свободного пространства, а значит вы реже будете спотыкаться
• Уменьшение бесполезных движений повышает производительность
• Сортировка может даже улучшить санитарные условия
66
1S
Как выполнить сортировку?
Пройдите по рабочей зоне и задайте вопрос о каждом инструменте, контейнере, детали, предмете: насколько необходимо, чтобы он здесь находился. В рабочей зоне располагаются только необходимые предметы. Все остальное хранится отдельно или удаляется. Это снижает количество опасностей и загромождений, которые мешают выполнению работы.
67
1S

Создай порядок
• Нужно определить самое лучшее местоположение для станков и оборудования.
• Определите местоположение для каждого предмета, который находится в этой зоне, и обозначьте это место.
68
2S

Что можно получить в итоге организации порядка?
Работа по организации порядка включает и выбор места для хранения инструмента. Инструмент легко найти а затем убрать на место. Инструмент ясно обозначен. Если гаечный ключ используется для настройки станка, он должен храниться настолько близко к тому месту, где он используется, насколько это возможно.
69
2S
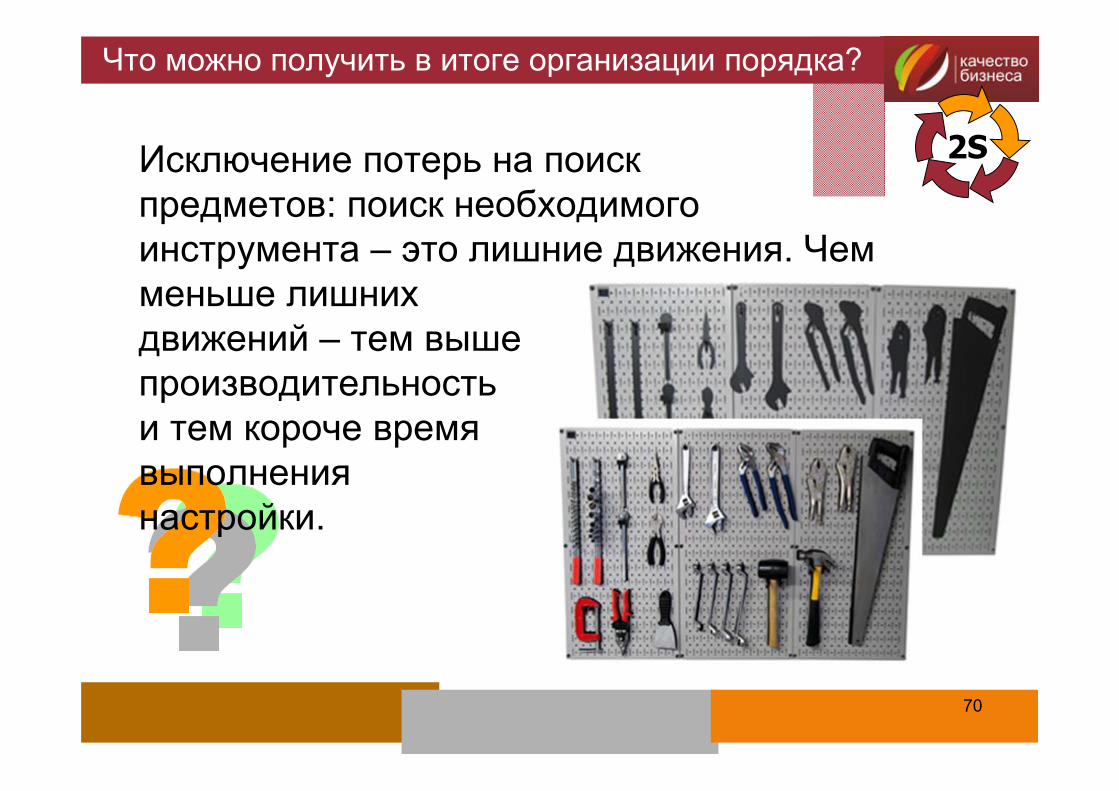
Что можно получить в итоге организации порядка?
Исключение потерь на поиск предметов: поиск необходимого инструмента – это лишние движения. Чем меньше лишних движений – тем выше производительность и тем короче время выполнения настройки.
70
2S
Как создать порядок?
Что нужно для организованного рабочего места? «Организованный» означает, что инструменты и оборудование располагаются таким образом, чтобы способствовать течению потока работ. Инструменты и оснастка должны храниться там, где они используются, а процесс следует организовать так, чтобы исключить лишние движения.
71
2S
Содержи в чистоте
Этот этап включает уборку и отсюда возникают все мифы. Поддержание чистоты - это очистка или мытье пола, всех поверхностей, это мытье окон, чтобы естественный свет проникал внутрь помещений, это мытье и уборка станков, чтобы на станке было легко находить протечки и другие проблемы, вызванные плохим обслуживанием оборудования.
72
3S
Что можно получить от содержания в чистоте?
• Если мы не позволяем маслу и другим жидкостям попадать на пол, условия труда становятся безопаснее.
• Когда мы моем и обслуживаем оборудование, оно надежнее работает.
• Сотрудники получают больше удовольствия от того, что ежедневно приходят на чистое рабочее место.
73
3S

Как поддерживать порядок
Рабочее пространство должно быть чистым и опрятным. Уборка должна выполняться ежедневно. В конце рабочей смены выполняется уборка рабочей зоны и все возвращается на свои места. Самое главное –поддержание чистоты должно быть частью ежедневной работы. Нельзя допускать, чтобы уборка выполнялась только иногда, когда накапливается уже слишком много грязи.
74
3S
Стандартизируй
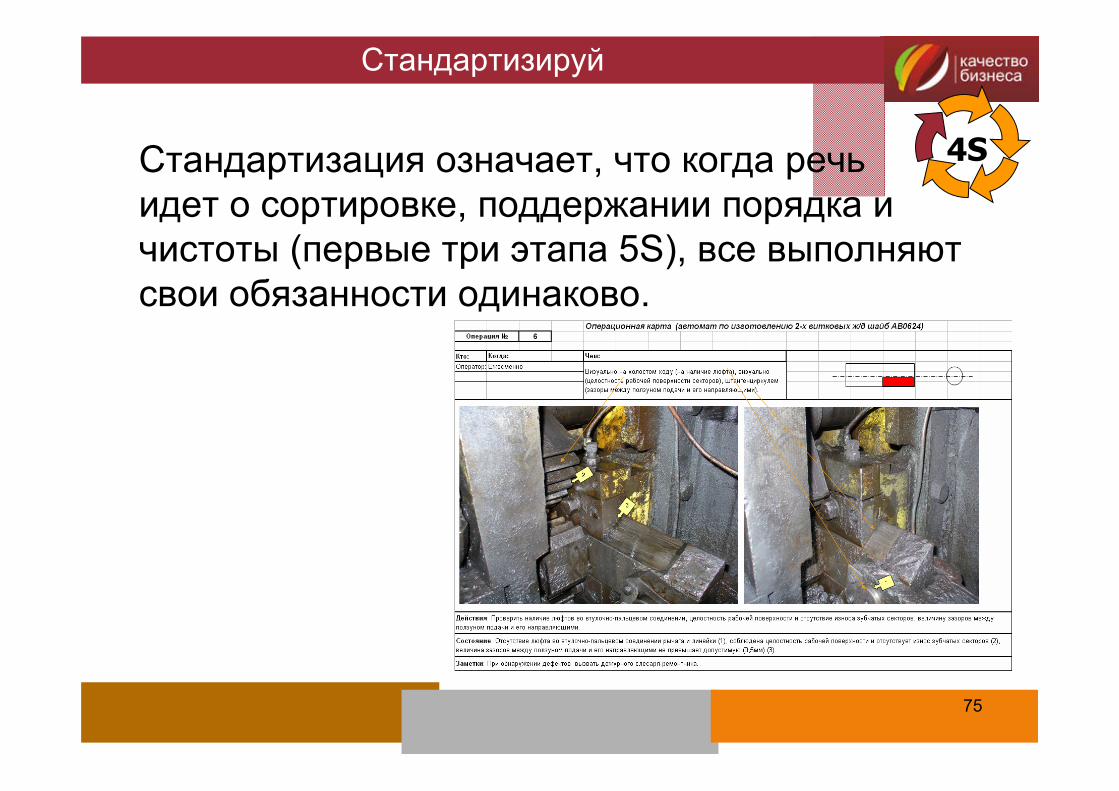
Стандартизация означает, что когда речь идет о сортировке, поддержании порядка и чистоты (первые три этапа 5S), все выполняют свои обязанности одинаково.
75
4S
Стандартизируй
• Существует множество возможностей для стандартизации.
• Например, при сортировке всегда используется один и тот же подход работы с красными метками.
• При поддержании порядка можно сделать разметку на полу и разметить места хранения инструмента
• Стандартизация чистоты заключается в том, как используются инструменты для уборки, как они маркируются
• И так далее…
76
4S
Что можно получить от стандартизации?
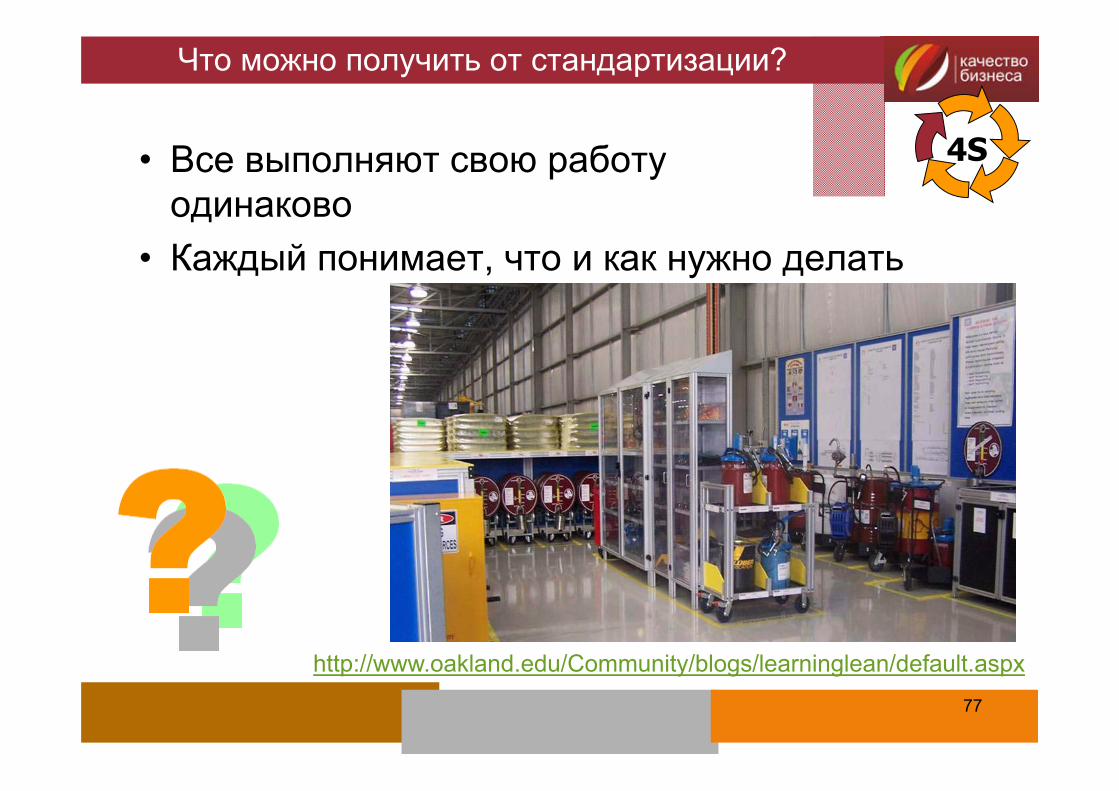
• Все выполняют свою работу одинаково
• Каждый понимает, что и как нужно делать
77
4S
http://www.oakland.edu/Community/blogs/learninglean/default.aspx
Как стандартизировать?
Стандартизация означает, что стандартизируются правила работы. Это больше, чем стандартизированная уборка (иначе это было бы тоже самое, что и «систематическая уборка»). Это означает выполнение работы всегда одним и тем же, стандартизированным образом. Каждый должен знать точно, за что он несет ответственность.
78
4S
Совершенствуй
5S сложно поддерживать, так же как и ежедневно выполнять зарядку. Если мы не делаем ежедневно работу по поддержанию 5S, то все усилия быстро сходят на нет. 5S настолько же сложно поддерживать, насколько сложно постоянно правильно питаться – если это не делать постоянно, вернешься к тому, что было раньше. Если не поддерживать и не совершенствовать работу по 5S, компания вернется к тому состоянию, в котором она была ранее.
79
5S

Что можно получить от совершенствования?
Вы будете постоянно получать удовольствие от результатов внедрения 5S:
– Меньше перемещений– Меньше времени на поиск– Меньше несчастных случаев– Снижение затрат– Повышение производительности– Повышение качества– Удовлетворенность персонала
80
5S

Как совершенствовать?
Поддерживайте и совершенствуйте установленные стандарты. После того, как были реализованы предыдущие 4S, это стало новым подходом к работе. Сфокусируйтесь на этом новом подходе.
81
5S
Что такое 5S?
• Существенный этап, без которого невозможно устранение потерь
• Обязательный элемент для достижения состояния бережливого производства
• «Ключ зажигания» для системы непрерывных улучшений (кайдзен)
• Инструмент подготовки к внедрению подходов визуального управления
82

Зачем нужен 5S?
• Для устранения потерь, возникающих в результате функционирования «неуправляемых» процессов.
• Для того, чтобы взять контроль над размещением и положением оборудования, материалов и запасов
• Методика применения контроля для предотвращения процесса «размывания улучшений»
• Стандартизация улучшений для поддержания критических параметров процесса
83

Быстрая переналадка SMED

Быстрая переналадка в Формуле-1
http://www.f1technical.net/articles/3337
Что такое «быстрая переналадка»
• Быстрая переналадка или SMED* – методика сокращения длительности остановки станка во время его переналадки.
86
* SMED - single minute exchange of die – замена штампа за считанные минуты
Цели внедрения быстрой переналадки
• Снизить простои оборудования• Сократить размеры производственных партий• Сократить запасы незавершенного производства – межоперационные запасы деталей, материалов, полуфабрикатов
• Расширить ассортимент продукции
87
Что происходит во время переналадки?
1. Демонтируется отработавший инструмент и оснастка
2. Устанавливается новый инструмент и оснастка
3. Настраивается положение инструмента и оснастки
4. Проверяется качество пробных деталей
88

Что происходит во время переналадки?
89
Демонтаж Установка Настройка Проверка
Снимаются штампы, оснастка, инструмент, крепеж. Выполняется уборка станка, конвейера. Удаляются детали, инструмент и все остальное
Устанавливаются новые штампы, оснастка, инструмент, крепеж. Подвозятся (загружаются) новые детали, инструмент и все остальное
Каждый инструмент или элемент оснастки устанавливается определенным образом, чтобы получить готовое изделие заданных размеров
Выполняется пробный пуск и проверяется соответствие полученного изделия чертежу
повторение
Операции переналадки делятся
• Внешние операции переналадки
• Внутренние операции переналадки
90
на две категории:
http://www.instructables.com/id/supercharged-lemon/
http://ccpl.lib.co.us/history_old/prisons/bestnegs.html
Внешние операции переналадки
• Операции, которые можно выполнять в то время, пока станок работает, выпускает качественную продукцию
• Примеры:– Получить штамп или инструмент со склада
– Привезти детали– Оформить документы на партию деталей
91
http://www.all-rc-toys.com/construction.html
Внутренние операции переналадки
• Операции, которые можно выполнять только пока станок остановлен (выключен)
• Примеры:– Снять резец– Закрепить штамп– Затянуть гайку, которая крепит оснастку
92
http://www.tanco-autowrap.com/round-bale-wrapper/1300-eh

Принцип быстрой переналадки
• Выполнять все внешние операции до остановки станка или после его запуска
• Превратить внутренние операции во внешние• Сократить время выполнения всех операций
93
Последовательность внедрения
1. Разделить внутренние и внешние операции переналадки
2. Перевести внутренние операции переналадки во внешние
3. Сократить время внутренних операций переналадки
4. Сократить время внешних операций переналадки
94

Последовательность внедрения
95
Разделить внутреннюю и внешнюю переналадку
Перевести внутреннюю переналадку во внешнюю
Сократить время внутренней переналадки
Сократить время внешней переналадки
Общее
времени
переналадки
Внешние операции переналадкиВнешние операции, которые выполняются как внутренние
Внутренние операции переналадки

Последовательность внедрения
96
Сокращение числа
человеко-часов
Внешние операции переналадкиВнешние операции, которые выполняются как внутренние
Внутренние операции переналадки
Разделить внутреннюю и внешнюю переналадку
Перевести внутреннюю переналадку во внешнюю
Сократить время внутренней переналадки
Сократить время внешней переналадки
Общее
времени
переналадки
Сокращение времени простоя станка

С чего начать
• Хронометраж переналадки
• Видеозапись переналадки
97
http://www.amento.ru/products/product.php?id=2275http://www.mandarin.by/
Зачем нужны хронометраж и видеозапись
• Установить самые длительные и трудоемкие операции
• Увидеть, какой инструмент используется• Увидеть, чего не хватает• Увидеть, что не было подготовлено• Определить, что можно сделать лучше, быстрее, проще
• НЕ для наказания операторов• НЕ для оценки загруженности операторов работой
98
Хронометраж переналадки
99
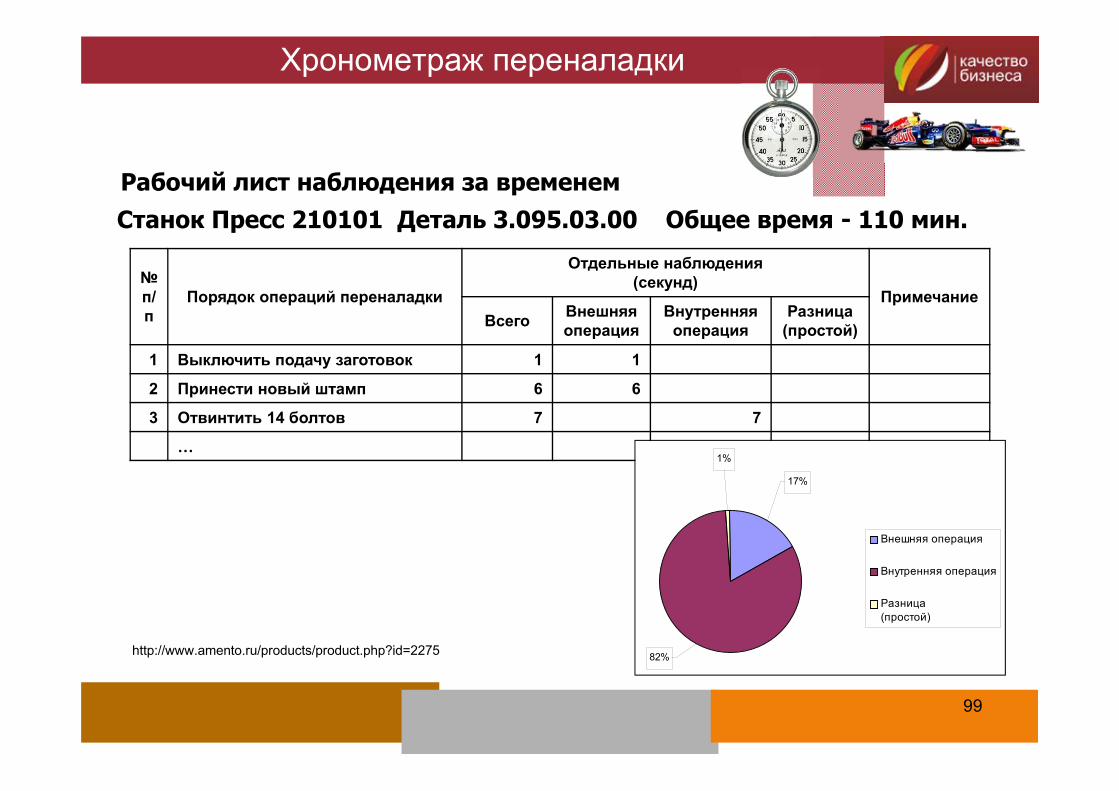
Рабочий лист наблюдения за временем 01.07.2010Станок Пресс 210101 Деталь 3.095.03.00 Общее время - 110 мин.
№ п/п
Порядок операций переналадки
Отдельные наблюдения(секунд)
ПримечаниеВсего Внешняя
операцияВнутренняя операция
Разница(простой)
1 Выключить подачу заготовок 1 1
2 Принести новый штамп 6 6
3 Отвинтить 14 болтов 7 7
…1%
82%
17%
Внешняя операция
Внутренняя операция
Разница(простой)
http://www.amento.ru/products/product.php?id=2275
Видеозапись переналадки
• Снимать не лицо человека, а то, что он делает – снимать его руки
• Не стоять на месте, а передвигаться вместе с наладчиком• Когда наладчик работает с инструментом, надо снимать, КАКОЙ
используется инструмент, и КАК он используется.• Если на видеокамере есть возможность установить таймер в
кадре – его надо включить, тогда при просмотре и анализе можно использовать показания таймера
• Если наладчиков несколько – надо использовать несколько видеокамер. Если есть только одна видеокамера – она должна следовать за самым квалифицированным наладчиком
• Жизнь человека дороже любой потенциальной прибыли. Поэтому оператор видеокамеры не должен заходить в опасную зону.
100
Чем продолжить
• Определить, является операция внешней или внутренней
• Определить, почему внешняя операция выполняется как внутренняя
• Выполнять все внешние операции как внешние
• Сделать повторный хронометраж
101
Чем продолжить (2)
• Определить самые длительные или трудоемкие операции
• Сократить время выполнения самых длительных или трудоемких операций
102
http://www.indiamike.com/photopost/showphoto.php/photo/19748/cat/2
Как можно сократить
• Установка/снятие крепежа• Позиционирование инструмента• Настройка инструмента• Измерение пробных деталей
103
время выполнение операций?
http://www.seriouswheels.com/2005/2005-VW-Touareg-W12-Sport-Speedometer-1024x768.htm
Как сократить
• Подготовить весь необходимый комплект крепежа заранее, чтобы его не нужно было искать
• Сократить количество болтов• Уменьшить длину резьбы на болтах и гайках• Использовать быстросъемные соединения
104
время установки/снятия крепежа
http://www.konar.ru/products/krepej/

Как сократить
• Подготовить весь необходимый инструмент, чтобы его не нужно было искать во время переналадки
• Использовать шаблоны для установки
• Использовать риски на станке
• Использовать устройства пока-ёке
105
время позиционирования инструмента
http://www.ggb.com/fixture.html

Как сократить
• Использовать шаблоны настройки• Использовать несколько заранее настроенных инструментов вместо одного
106
время настройки инструмента
http://zo-d.com/stuff/

Как сократить
• Использовать только поверенные средства измерения
• Переместить средства измерения ближе к станку
• Использовать средства измерения, встроенные в процесс изготовления
107
время измерения пробных деталей
http://www.evroins.ru/rub_2_4_4_19.htm
TPM
108
4 стадии формирования TPM
1. Аварийное обслуживание2. Плановое обслуживание (1950-е)
(формирование функции обслуживания)
3. Поддержание производительности (1960-е)(признание важности обеспечения надежности, обслуживания и экономической эффективности в промышленном проектировании)
4. Всеобщий уход за оборудованием (1970-е)(достижение эффективности поддержания производительности с помощью всеобъемлющей системы, основанной на уважении к людям и полном участии сотрудников)
S. Nakajima. Introduction to TPM 109

История развития ТРМ
СССР США Япония Япония30-е годы ХХ в.Станкостроительный завод им.
С.Орджоникидзе
50-е годы ХХ в.Машинострои-
тельные компании
(Дженерал Электрик)
1957Завод
Nippondenso (группа
«Тойота»)
1971 годЗавод
Nippondenso (группа
«Тойота»)
ППР и ТОСистемы планово-предупредительного
ремонта и технического обслуживания
РМProductive
Maintenance(Производительное
обслуживание оборудования)
СМCorrective
maintenance(Корректирующее обслуживание)
ТРМTotal Productive
Maintenance(Общее
производительное обслуживание оборудования)
110

Определение
• TPM – это сокращение от «Total Productive Maintenance», «Всеобщего ухода за оборудованием»
• «Поддержание продуктивности при всеобщем участии»
• TPM нацелен на персонал и производственное оборудование, а так же на все организационные и логистические процессах и ставит целью повысить прибыль компании
• TPM – целостная концепция повышения Общей Эффективности Оборудования (ОЭО), включающая в себя эффективную последовательность операций и предполагающая активное участие персонала.
111
Пять элементов TPM
1. Целью TPM является достижение максимальной эффективности оборудования (всеобщей эффективности)
2. TPM формирует полную систему обслуживания оборудования в течение всего периода жизни оборудования
3. TPM применяется различными подразделениями (инжиниринговыми, операционными, сервисными)
4. В TPM вовлекается каждый сотрудник, начиная с топ-менеджеров и заканчивая рабочими
5. TPM основывается на продвижении обслуживания оборудования путем мотивационного управления: с помощью деятельности автономных малых групп
112
TPM и другие инструменты и методы Lean
• Организация рабочего пространства - 5S• Система подачи предложений /кайдзен• Стандартизация операций• Быстрая переналадка• Обучение персонала
113
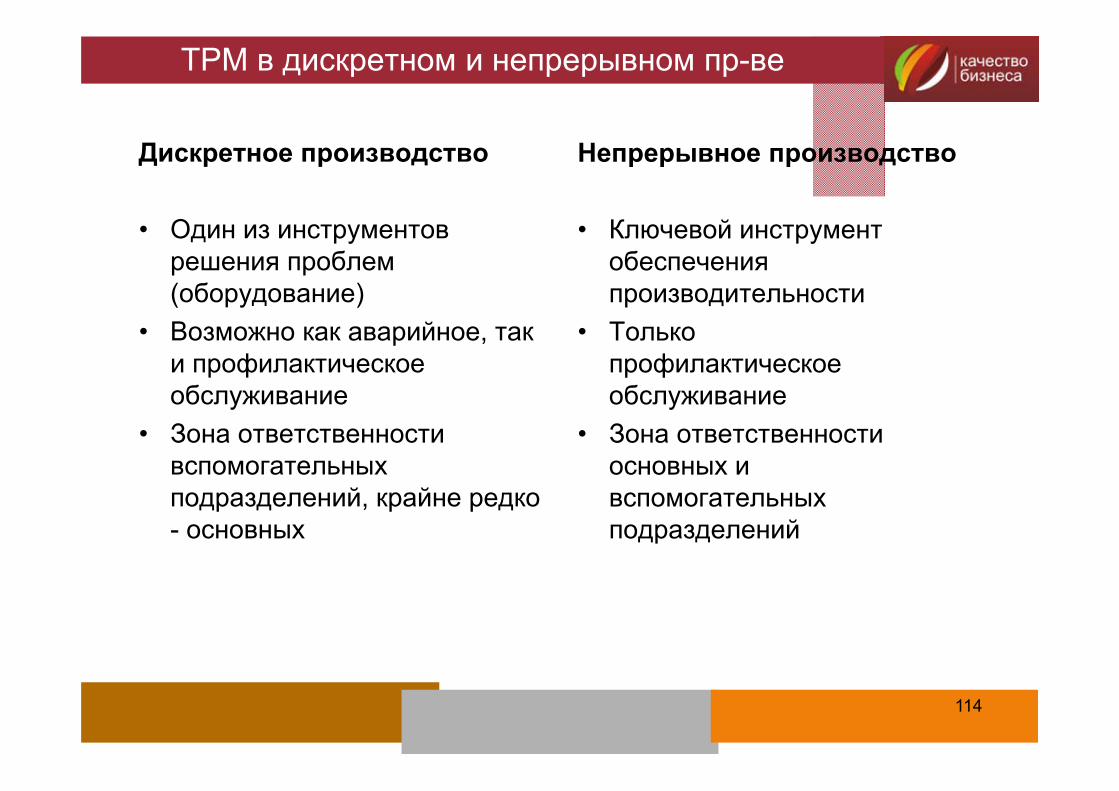
TPM в дискретном и непрерывном пр-ве
Дискретное производство
• Один из инструментов решения проблем (оборудование)
• Возможно как аварийное, так и профилактическое обслуживание
• Зона ответственности вспомогательных подразделений, крайне редко - основных
Непрерывное производство
• Ключевой инструмент обеспечения производительности
• Только профилактическое обслуживание
• Зона ответственности основных и вспомогательных подразделений
114
Направления TPM, этапы и шаги внедрения
115

Total Productive Maintenance
Командная работа – Процесс непрерывного совершенствованияЧистота – Порядок – Дисциплина
Восемь направлений концепции TPM
Плановое обслуживание
Исключение главных проблем
Образование и обучение на
рабочих местах
Раннее управление
новым оборудо-ванием
Автономное обслуживание
Обслужи-вание,
ориентиро-ванное на качество
Охрана труда и
окружающей среды
Повышение эффектив-
ности работы управлен-ческих и обслужи-вающихподразде-лений
116
12 этапов внедрения
1. Информирование персонала о том, что топ-менеджмент принял решение о внедрении TPM
2. Запуск образовательной программы3. Создание организации для продвижения TPM4. Создание базовой политики и целей TPM5. Создание общего плана внедрения TPM6. Запуск TPM7. Повышение эффективности оборудования8. Создание программы автономного обслуживания для операторов9. Разработка программы профилактического обслуживания для отдела
обслуживания10. Организация обучения для повышения навыков операторов и
сервисного персонала11. Разработка базовой программы управления оборудованием12. Реализация TPM в полном объеме и достижение высших целей
117

12 этапов внедрения
Этап Детали
Подготовка 1. Информирование персонала о том, что топ-менеджмент принял решение о внедрении TPM
Заявление об обучении TPM в компании, статьи в корпоративной газете
2. Запуск образовательной программы Менеджеры: семинары и курсыВесь персонал: слайдовые презентации
3. Создание организации для продвижения TPM Формирование специального коммитета на каждом уровне для продвижения TPM, формирование центрального офиса и выделение персонала
4. Создание базовой политики и целей TPM Анализ существующих условий; установка целей; прогнозирование результатов
5. Создание общего плана внедрения TPM Подготовка детального плана внедрения для пяти базовых направлений
Пред-реализация
6. Запуск TPM Привлечение клиентов, привлечение подрядных организаций
Применение TPM
7. Повышение эффективности оборудования Выбор модели оборудования; формирование проектной команды
8. Создание программы автономного обслуживания для операторов
Развитие навыков диагностики и создание процедуры сертификации рабочих
9. Разработка программы профилактического обслуживания для отдела обслуживания
Включая периодическое и профилактическое обслуживание и управление запасными частями, инструментом, чертежами и планами
10. Организация обучения для повышения навыков операторов и сервисного персонала
Совместное обучение лидеров, лидеры делятся информацией с членами групп
11. Разработка базовой программы управления оборудованием
Проектирование с учетом профилактического обслуживания, контроль ввода в эксплуатацию, анализ стоимости жизненного цикла
Стабилизация 12. Реализация TPM в полном объеме и достижение высших целей
Самооценка для получения премии TPM, установка высоких целей
118

Материальные и нематериальные эффекты от внедрения
119

Результаты внедрения TPM
Категория Примеры результатовПроизводительность Рост производительности труда на 140-150%,
Рост добавленной стоимости на человека на 117-147%Скорость работы +17% (68% - 85%)Сокращение поломок на 98%
Качество Сокращение дефектов в процессе на 90%Сокращение дефектов на 70%Сокращение претензий от клиентов на 25-60%
Затраты Сокращение персонала на 30%Сокращение стоимости обслуживания на 15-30%Экономия энергии на 30%
Доставка Сокращение запасов на 50% в дняхУвеличение оборачиваемости на 200%
Безопасность /окружение
0 инцидентов0 выбросов
Моральный дух Увеличение числа подаваемых идей на 230%Увеличение числа встреч рабочих групп на 100%
S. Nakajima. Introduction to TPM 120

Нематериальные результаты
• В работе по производительному техническому обслуживанию оборудования принимают участие не только специалисты службы главного инженера, но и весь персонал.
• Вводится в действие принцип «о своем оборудовании забочусь сам»
• Работники компании получают возможность свести к нулю все потери:– Ноль простоев– Ноль дефектов– Ноль аварий
• Наведение порядка на рабочих местах, отсутствие грязи и мусора мотивирует на более эффективную работу.
121

Расчет общей эффективности оборудования
122
6 видов потерь эффективности оборудования
1. Поломки (breakdowns)2. Наладка и настройка(Setup and adjustment
time)3. Простои и короткие остановки (idling and
minor stoppage)4. Снижение скорости (speed reduction)5. Дефекты качества (quality defects)6. Потери при запуске/остановке (startup
losses)
123

Определение
Общая эффективность оборудования (ОЭО) –Показатель системы всеобщего ухода за оборудованием (TPM), отражающий уровень эффективности использования оборудования
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
http://www.rovisys.com
124
Три компонента ОЭО
• Доступность (готовность) оборудования
• Производительность• Качество продукции
ОЭО = Доступность х Производительность х Качество
125

Как считается ОЭО
Общее время, доступное для производства
Плановое время производство Плановый простой
Фактическое время производстваПоломки, наладка, настройка
Расчетная производительность
Остановки, замедления
Фактическая производительность
Общее число изделий
Число годных изделий
Брак, потери запуска
/остановаF
E
D
C
B
A
ДоступностьПроизводительностьКачество
ОЭО = B/A x D/C x F/E126
Пример
• Запланировано, что станок будет всю смену –10 часов (с учетом перерывов и обеда) выпускать детали одного типа.
• Фактически станок проработал 8 часов из-за того, что час простоял из-за поломки вала, и еще час – потому что оператор ушел помочь соседу выполнять срочный заказ
• Станок должен выпускать 200 изделий в час, фактически за смену выпущено 1440 изделий.
• После приемки ОТК 120 изделий отбраковали.
127

Расчет ОЭО
• Доступность станка:Планировалась работа в течение 10 часов (A)Фактически станок отработал 8 часов (B)• Производительность станка:Плановый выпуск за 8 часов = 1600 изделий (C)Фактически выпущено за 8 часов 1440 изделий (D)• КачествоОжидалось 1440 качественных изделий (E)Принято 1320 изделий (F)
ОЭО = 8/10 х 1440/1600 х 1320/1440 х 100% = 66%
128
Что означает ОЭО = 66%?
• В текущих условиях, когда станок простаивает из-за поломок, отсутствия оператора, работает с пониженной скоростью и выдает бракованную продукцию, его общая производительность в полтора раза ниже той, которую он может выдавать при правильном обслуживании и эксплуатации
http://www.pixalo.com/gallery/showphoto.php/photo/8849
129
Загрузка станка и ОЭО
• Традиционный показатель – загрузка станка, показывает, какую долю времени работы станка запланирована его работа. В нашем случае это может быть 80% (8 часов из 10) –для многих производств хороший показатель
• ОЭО = 66% - показывает не то, насколько активно мы загружаем станок работой, а насколько эффективно он отрабатывает то время, в которое он работает.
130
Какие бывают значения ОЭО?
• Станки, рассчитанные на производство больших партий продукции, но работающие с малыми партиями часто имеют ОЭО не выше 50% из-за высоких потерь времени на переналадку и потери качества при настройке.
• Станки, находящиеся в плохом техническом состоянии, часто имеют ОЭО на уровне 25-30%%, тактика их использования: «запустил –и работай, пока он опять не сломается». Такая тактика только усугубляет состояние оборудования
131

Что делать, если ОЭО низкий?
1. Определить, какой из трех показателей (доступность, производительность, качество) страдают больше всего
2. Выявить причины, снижающие значение данного показателя, и устранить их
3. Ввести всеобщее обслуживание оборудования (TPM) и разделение ответственности за обслуживание оборудования между операторами станков и сервисными службами
132

Опыт внедрения TPM в России
133
Сбор и анализ данных о работе оборудования
1. Точное время, в течение которого оборудование неработоспособно
2. Что именно вышло из строя3. Какова причина (причины) аварии
134
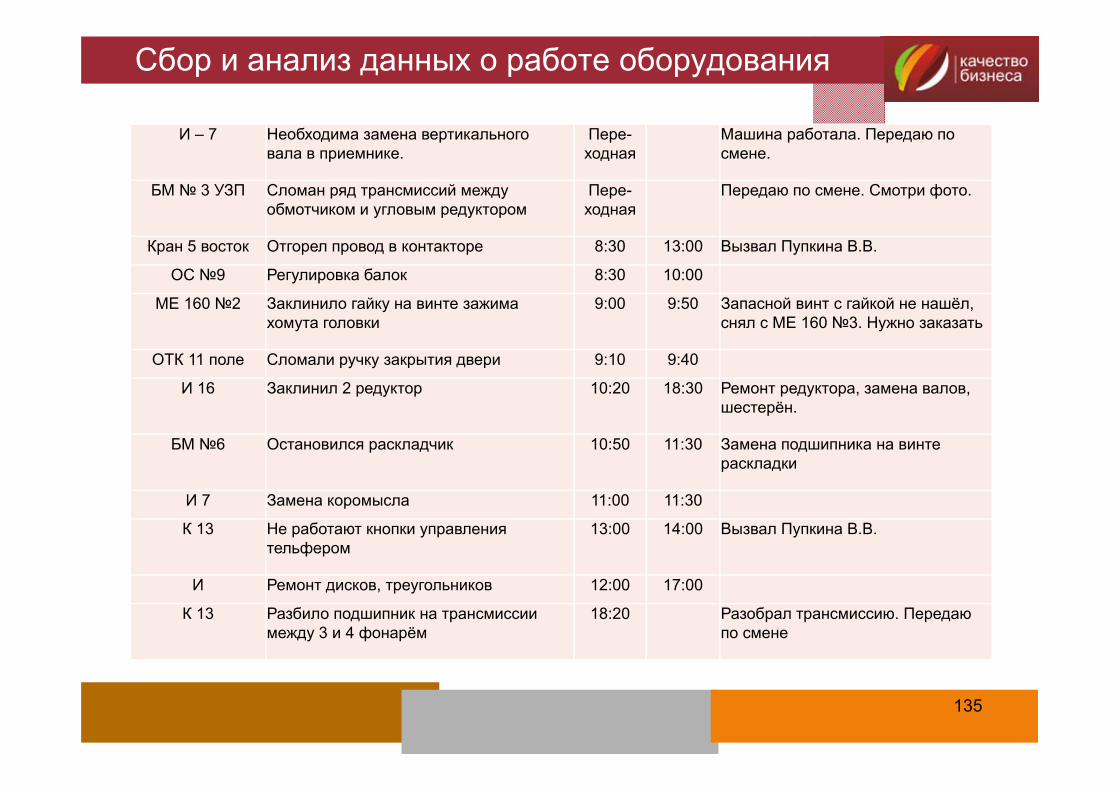
Сбор и анализ данных о работе оборудования
И – 7 Необходима замена вертикального вала в приемнике.
Пере-ходная
Машина работала. Передаю по смене.
БМ № 3 УЗП Сломан ряд трансмиссий между обмотчиком и угловым редуктором
Пере-ходная
Передаю по смене. Смотри фото.
Кран 5 восток Отгорел провод в контакторе 8:30 13:00 Вызвал Пупкина В.В.
ОС №9 Регулировка балок 8:30 10:00
МЕ 160 №2 Заклинило гайку на винте зажима хомута головки
9:00 9:50 Запасной винт с гайкой не нашёл, снял с МЕ 160 №3. Нужно заказать
ОТК 11 поле Сломали ручку закрытия двери 9:10 9:40
И 16 Заклинил 2 редуктор 10:20 18:30 Ремонт редуктора, замена валов, шестерён.
БМ №6 Остановился раскладчик 10:50 11:30 Замена подшипника на винте раскладки
И 7 Замена коромысла 11:00 11:30
К 13 Не работают кнопки управления тельфером
13:00 14:00 Вызвал Пупкина В.В.
И Ремонт дисков, треугольников 12:00 17:00
К 13 Разбило подшипник на трансмиссии между 3 и 4 фонарём
18:20 Разобрал трансмиссию. Передаю по смене
135
План внедрения TPM
136

Total Productive Maintenance
Командная работа – Процесс непрерывного совершенствованияЧистота – Порядок – Дисциплина
Восемь направлений концепции TPM
Плановое обслуживание
Исключение главных проблем
Образование и обучение на
рабочих местах
Раннее управление
новым оборудо-ванием
Автономное обслуживание
Обслужи-вание,
ориентиро-ванное на качество
Охрана труда и
окружающей среды
Повышение эффектив-
ности работы управлен-ческих и обслужи-вающихподразде-лений
137

Цель:Сокращение потерь в выделенных зонах(стартовые области или узкие места)
7 фаз исключения главных проблем: 1. ОЭО и определение потерь2. Потери в выделенных областях структурированы в анализе Парето
3. Команда совершенствования4. Корневые проблемы5. Корректирующие действия6. Внедрение7. Контроль
Направление I – Исключение главных проблем
138
Принцип или закон Парето
“в Италии 20 % домохозяйств получают 80 % доходов”Вильфредо Парето
Затраты времени на выполнение плана: 20 % труда реализуют 80 % результата, но остальные 20 % результата требуют 80 % общих затрат.
Джозеф Джуран, 1941
139
Следствия закона Парето
• Значимых факторов немного, а факторов тривиальных множество — лишь единичные действия приводят к важным результатам.
• Бо́льшая часть усилий не даёт желаемых результатов.• То, что мы видим, не всегда соответствует действительности — всегда имеются
скрытые факторы.• То, что мы рассчитываем получить в результате, как правило отличается от
того, что мы получаем, — всегда действуют скрытые силы.• Обычно слишком сложно и утомительно разбираться в том, что происходит, а
часто это и не нужно: необходимо лишь знать — работает ли ваша идея или нет, и изменять её так, чтобы она заработала, а затем поддерживать ситуацию до тех пор, пока идея не перестанет работать.
• Большинство удачных событий обусловлено действием небольшого числа высокопроизводительных сил; большинство неприятностей связано с действием небольшого числа высокодеструктивных сил.
• Бо́льшая часть действий, групповых или индивидуальных, являет собой пустую трату времени. Они не дают ничего реального для достижения желаемого результата.
140

Диаграмма Парето
Пример: http://www.sapr.ru/article.aspx?id=14905&iid=707
141
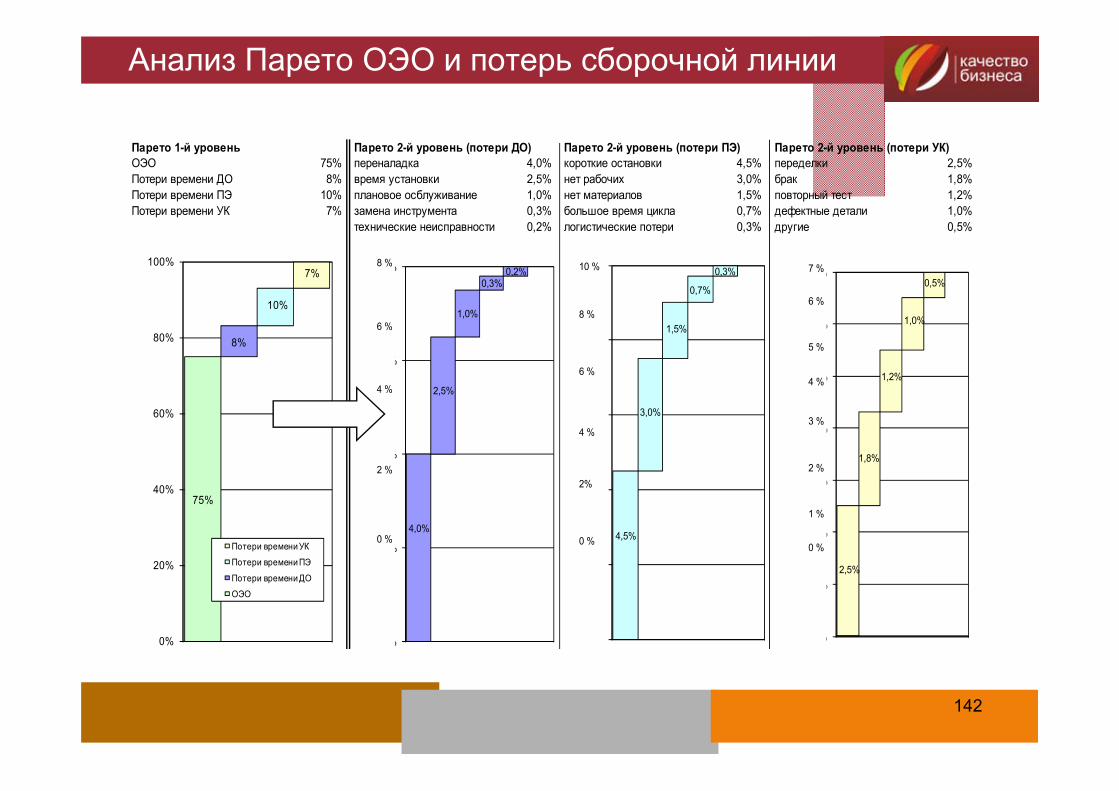
Парето 1-й уровень Парето 2-й уровень (потери ДО) Парето 2-й уровень (потери ПЭ) Парето 2-й уровень (потери УК)ОЭО 75% переналадка 4,0% короткие остановки 4,5% переделки 2,5%Потери времени ДО 8% время установки 2,5% нет рабочих 3,0% брак 1,8%Потери времени ПЭ 10% плановое осблуживание 1,0% нет материалов 1,5% повторный тест 1,2%Потери времени УК 7% замена инструмента 0,3% большое время цикла 0,7% дефектные детали 1,0%
технические неисправности 0,2% логистические потери 0,3% другие 0,5%
75%
8%
10%
7%
0%
20%
40%
60%
80%
100%
Потери времени УК
Потери времени ПЭ
Потери времени ДО
ОЭО
4,5%
3,0%
1,5%
0,7%
0,3%
0%
20%
40%
60%
80%
100%
2,5%
1,8%
1,2%
1,0%
0,5%
0%
14%
29%
43%
57%
71%
86%
100%
4,0%
2,5%
1,0%
0,3%0,2%
0%
25%
50%
75%
100%8 %
6 %
4 %
2 %
0 %
10 %
8 %
6 %
4 %
2%
0 %
7 %
6 %
5 %
4 %
3 %
2 %
1 %
0 %
Анализ Парето ОЭО и потерь сборочной линии
142
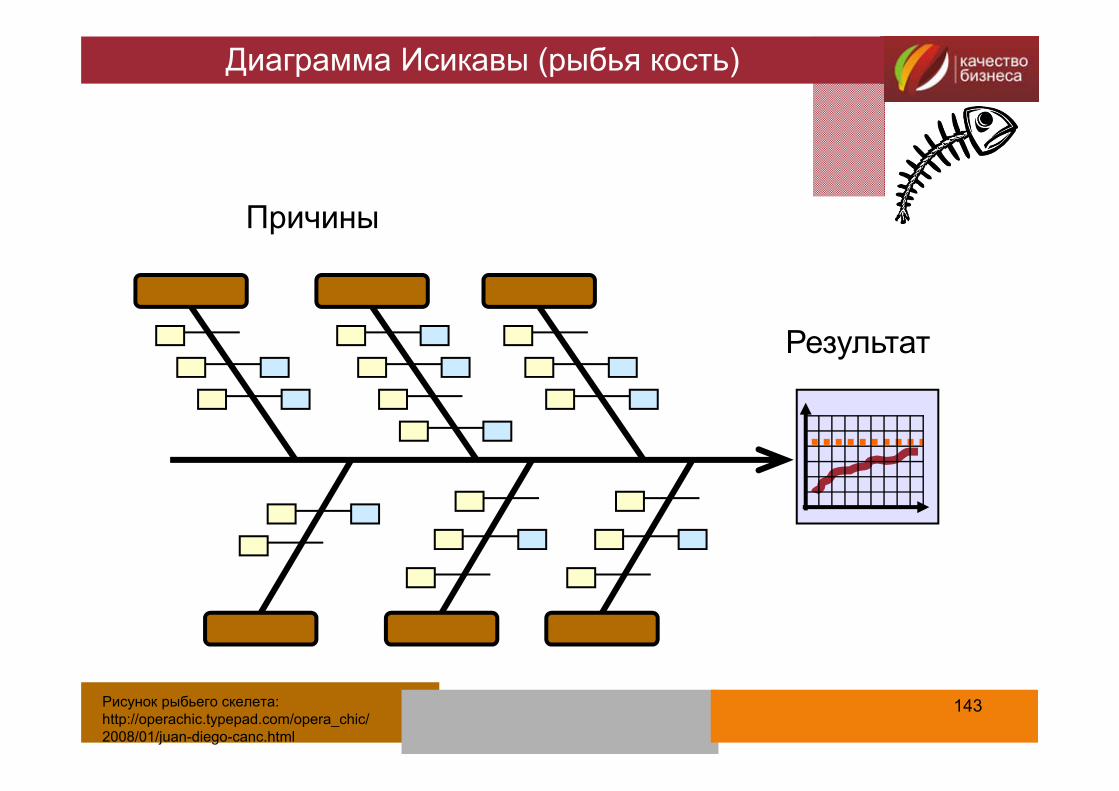
Диаграмма Исикавы (рыбья кость)
Причины
Результат
Рисунок рыбьего скелета: http://operachic.typepad.com/opera_chic/2008/01/juan-diego-canc.html
143

Типы причин
• Man Люди• Machine Оборудование• Materials Сырье / материалы• Method Процессы / методы
• Management Система управления• Measurement Измерения• Environment Окружение
144
7 фаз автономного обслуживания1. Начальная очистка (5S)2. Источники загрязнений и доступность: измерения для исключения
источников загрязнений и повышения удобства для очистки3. Временные стандарты:установление первых стандартов уборки и
смазывания4. Общее инспектирование5. Общая проверка оборудования6. Организация и совершенствование рабочей среды: совершенствование
качества процесса, здоровья, безопасности и окружения (health, safety and environment - HSE)
7. Автономное обслуживание: Стандартизация, Внедрение необходимых стандартов, которые стимулируют создание чистого рабочего пространства без потерь
Цели:Передать ответственность производственной командеКаждый шаг начинается после подтвержденного аудита
Направление II – Автономное обслуживание
145
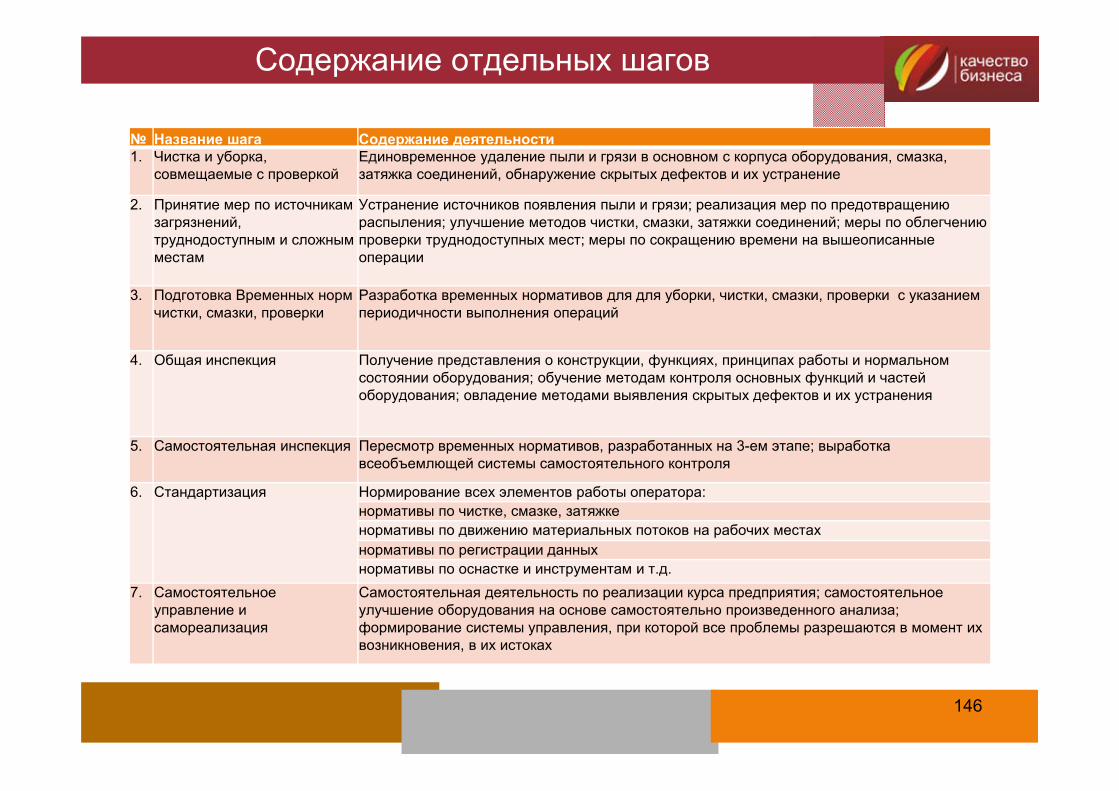
Содержание отдельных шагов
№ Название шага Содержание деятельности1. Чистка и уборка,
совмещаемые с проверкойЕдиновременное удаление пыли и грязи в основном с корпуса оборудования, смазка, затяжка соединений, обнаружение скрытых дефектов и их устранение
2. Принятие мер по источникам загрязнений,труднодоступным и сложным местам
Устранение источников появления пыли и грязи; реализация мер по предотвращению распыления; улучшение методов чистки, смазки, затяжки соединений; меры по облегчению проверки труднодоступных мест; меры по сокращению времени на вышеописанные операции
3. Подготовка Временных норм чистки, смазки, проверки
Разработка временных нормативов для для уборки, чистки, смазки, проверки с указанием периодичности выполнения операций
4. Общая инспекция Получение представления о конструкции, функциях, принципах работы и нормальном состоянии оборудования; обучение методам контроля основных функций и частей оборудования; овладение методами выявления скрытых дефектов и их устранения
5. Самостоятельная инспекция Пересмотр временных нормативов, разработанных на 3-ем этапе; выработка всеобъемлющей системы самостоятельного контроля
6. Стандартизация Нормирование всех элементов работы оператора: нормативы по чистке, смазке, затяжкенормативы по движению материальных потоков на рабочих местахнормативы по регистрации данныхнормативы по оснастке и инструментам и т.д.
7. Самостоятельное управление и самореализация
Самостоятельная деятельность по реализации курса предприятия; самостоятельное улучшение оборудования на основе самостоятельно произведенного анализа; формирование системы управления, при которой все проблемы разрешаются в момент их возникновения, в их истоках
146
Фаза 1. Чистка и уборка
• Обнаруженные проблемные места нужно помечать (метки TPM).
• Выявленные неполадки следует сразу же устранять – снимать метки
• То, что не удается исправить сразу, подлежит более детальному изучению и последующему устранению.
147

Карты TPM
Карта TPM
Станок ___________ Задание ______Инициатор _________ Дата ________Участок ____________ Группа ______
Описание проблемы
Классификация проблемы (пометьте одно)
Качество Безопасность Механические ЭлектрическиеГидравлика/пневматикаИнструмент/оснастка
Решение проблемы /предотвращение ошибокПредпринятые меры
Исправил: ________ Дата ______
Карта TPM
Станок ___________ Задание ______Инициатор _________ Дата ________Участок ____________ Группа ______
Описание проблемы
Классификация проблемы (пометьте одно)
Качество Безопасность Механические ЭлектрическиеГидравлика/пневматикаИнструмент/оснастка
Решение проблемы /предотвращение ошибокПредпринятые меры
Исправил: ________ Дата ______
1. Обнаружение поломок: Заполните карту
• Название станка или устройства• Дата• ФИО того, кто нашел поломку• Точное местоположение• Детальное описание проблемы
2. Визуализация• Разместите карту рядом с местом
поломки• Передайте карту производственной
команде или сервисной службе3. Обработка
• Укажите ФИО, дату и опишите решение
• Собирайте карты для анализа слабых мест и ежемесячно информируйте об общем количестве карт
Синяя карта:Для проблем, которые может решить оператор станка
Красная карта:Для проблем, которые может решить механик/электрик
148
Карточки и журналы обслуживания
• Заполните карточку обслуживания на все, что требует ремонта или улучшения
• Название, дата, причина для отметки• Занесите карточку в журнал обслуживания, чтобы отслеживать состояние работы до момента ее выполнения
149

Визуализация
• Перезатянуть все болты, гайки, крепеж, ремни, предохранительные устройства и т.д.
• Если позволяет время, покрасьте (используя цветовую кодировку) все системы
• Пометьте все места нанесения смазки –отметьте типы требуемой смазки
• Пометьте или отмаркируйте все места корректировок, индикаторы и соединения.
150

Журнал регистрации карт ремонтов
…Занесите карточку в журнал обслуживания, чтобы отслеживать состояние работы до момента ее выполнения
151

Пример журнала ремонтов
№№п.п.
Обору-дование
Неис-прав-ность
Обнаружено Исправлено Выпол-нено,%
Дата Опера-тор
Дата Ремонт-ник
152

Начальная очистка и инспектирование
• Чеклисты• Чертежи, руководства, схемы• Метки обслуживания и журнал обслуживания• Информация об истории обслуживания• Фотографии «до»• Моющие и чистящие материалы
• Lock-out, tag-out
153
7 фаз автономного обслуживания1. Начальная очистка (5S)2. Источники загрязнений и доступность: измерения для исключения
источников загрязнений и повышения удобства для очистки3. Временные стандарты:установление первых стандартов уборки и
смазывания4. Общее инспектирование5. Общая проверка оборудования6. Организация и совершенствование рабочей среды: совершенствование
качества процесса, здоровья, безопасности и окружения (health, safety and environment - HSE)
7. Автономное обслуживание: Стандартизация, Внедрение необходимых стандартов, которые стимулируют создание чистого рабочего пространства без потерь
Цели:Передать ответственность производственной командеКаждый шаг начинается после подтвержденного аудита
Направление II – Автономное обслуживание
154
Зоны для проверки
• Воздушные и пневматические системы• Кожухи и панели доступа• Документы о расположении трубопроводов и проводки• Электрические системы• Крепеж• Фильтры• Поток• Системы жидкостей• Датчики• Гидравлические системы• Индикаторы уровня• Системы смазки• Механические системы• Контрольные системы• Трубы и трубопроводы• Безопасность труда и охрана• Арматура
155
7 фаз внедрения программы планового обслуживания1. Определение приоритетов обслуживания: Частота инцидентов,
График обслуживания, Требования по запчастям2. Определение базового состояния – В соответствии с приоритетами
обслуживания3. Оценка Системы Планового Обслуживания для определения
улучшений, необходимых, чтобы достичь базового состояния4. Разработка стандартов и плана обслуживания5. Оптимизация процесса: Сокращение количества инцидентов,
улучшение контроля запасов, необходимых для выполнения обслуживания
6. Улучшение обслуживания: Увеличение «времени без поломок»7. Плановое обслуживание: Непрерывное совершенствование
Цели:Обеспечить стабильность процесса производства
Направление III – Плановое обслуживание
156
Параметры для расчета экономической
1. Стоимость станка2. Амортизационные отчисления3. Выплаты по кредиту4. Площадь под станок5. Стоимость аренды6. Расчетный фонд работы оборудования7. Количество рабочих часов в смену8. Количество рабочих дней в году9. Число смен10. Коэффициент использования оборудования11. Потребляемая мощность станка12. Стоимость 1 кВт/ч13. Затраты на ремонт станка14. Затраты на обслуживание15. Тарифная ставка рабочего16. Дополнительная зарплата (в %% от основной)17. Отчисления на соцстрах (в процентах от основной и дополнительной з/п)18. Стоимость базового инструмента19. Стоимость переточки20. Количество переточек21. Ресурс инструмента после переточки
эффективности инструмента
По материалам Tungaloy Рус 157
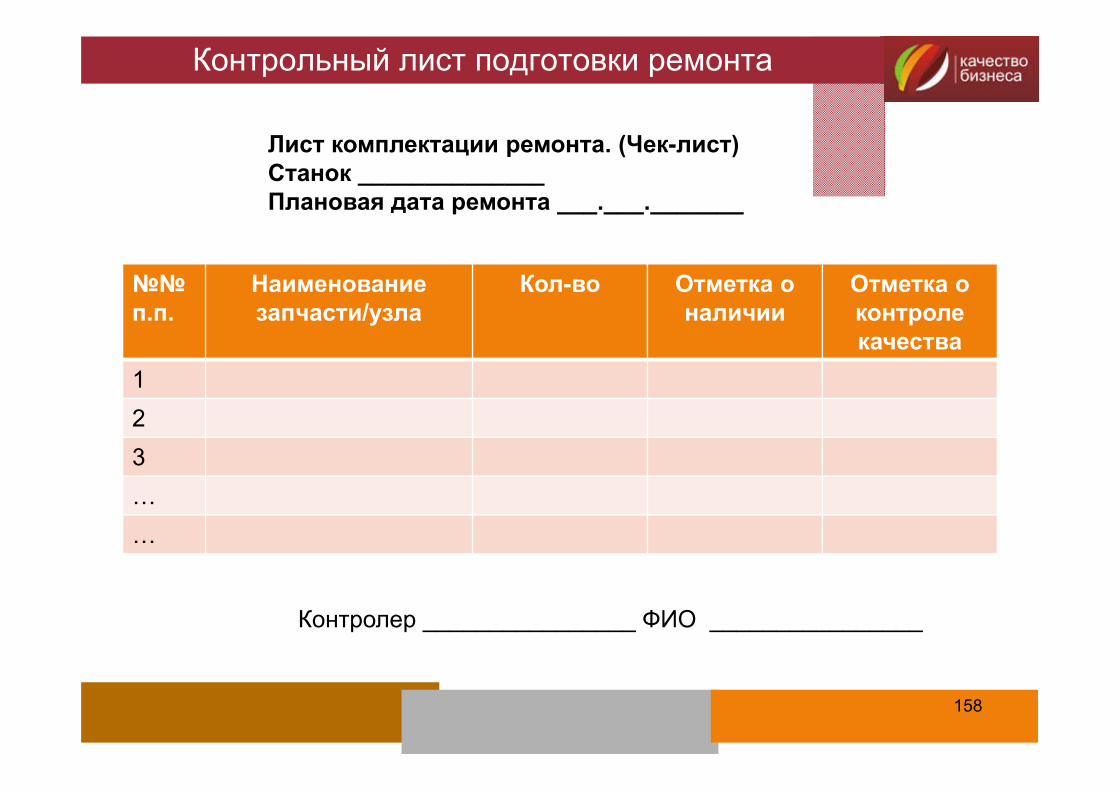
Контрольный лист подготовки ремонта
№№ п.п.
Наименование запчасти/узла
Кол-во Отметка о наличии
Отметка о контроле качества
123……
Лист комплектации ремонта. (Чек-лист)Станок ______________ Плановая дата ремонта ___.___._______
Контролер ________________ ФИО ________________
158
7 фаз планирования нового оборудования1. Конструирование продукции: конструкция должна быть простой/удобной в производстве2. Концепция оборудования: определить первичные требования с помощью многофункциональной
команды (Время цикла, затраты на внедрение, оптимальные операционные затраты, высокая надежность, высокая совместимость процессов, простота в эксплуатации и обслуживании)
3. Конструирование оборудования: выполнение фазы инженерного конструирования в соответствии с разработанной концепцией
4. Тестирование до передачи в производство: тестирование до запуска в производство для того, чтобы подтвердить соответствие требованиям и выявить возможные проблемы
5. Монтаж на заводе: Размещение и создание необходимых условий для работы, обучение операторов, обслуживающего персонала и всех заинтересованных лиц, первый тестовый запуск
6. Запуск: Начальное тестирование с целью подтверждения требований (APQP/TS16949)7. Запуск: Оборудование готово к производству и старту цикла непрерывного совершенствования
Цели:- Конструкция должна облегчать выполнение рабочих операций и обслуживание
- Снижение стоимости эксплуатации и повышение гибкости оборудования
Направление IV – Раннее управление новымоборудованием
159
7 фаз1. Компетенции: командная работа и вовлеченность персонала2. Основы TPM: Понимание пяти основ3. Инструменты TPM: методы решения проблем, визуализация, стандартизация…4. Стратегия взаимодействия: многофункциональные команды улучшений
(производство, обслуживание, мастера, лидеры команд, менеджмент)5. Автономное обслуживание: Ясное понимание того, как функционирует оборудование
и как оно связано с другим оборудованием, выработка необходимых методов и инструментов для повышения эффективности оборудования.
6. Плановое облуживание: Использование анализа корневых причин, использование результатов предупредительных ремонтов, разработка информационной системы обслуживания
7. Производственные знания: непрерывное обучение и повышение компетенций в переналадке и замене инструмента.
Цели:Обучение операторов, обслуживающего персонала и других заинтересованных лиц
Направление V – Образование и обучениена рабочем месте
160
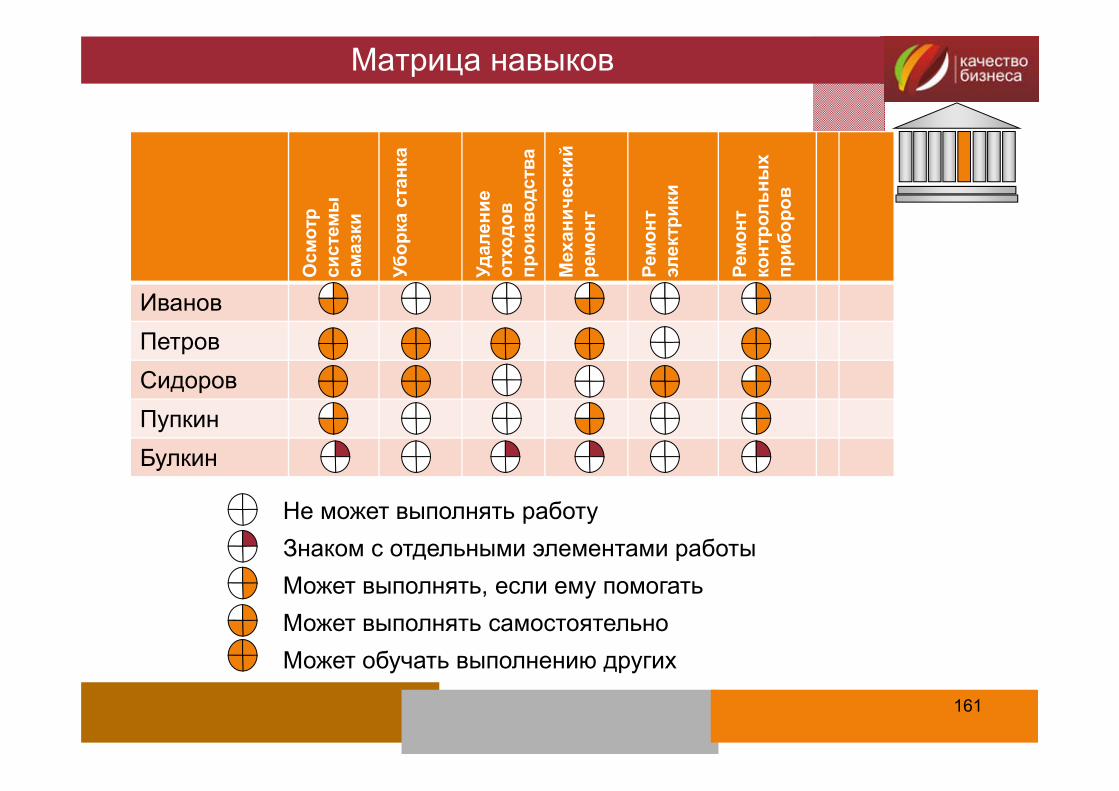
Матрица навыков
Осм
отр
систем
ы
смазки
Убор
ка станка
Удал
ение
отходо
впр
оизвод
ства
Механич
еский
ремон
т
Ремон
т электрики
Ремон
т контро
льны
хпр
ибор
ов
ИвановПетровСидоровПупкинБулкин
Не может выполнять работуЗнаком с отдельными элементами работыМожет выполнять, если ему помогатьМожет выполнять самостоятельноМожет обучать выполнению других
161
Направление VI – обслуживание,
Важно, чтобы оператор понимал:• качество продукта и точность настроек связаны друг с другом
• если происходит ухудшение характеристик оборудования, то как конкретно это скажется на качестве продукта
ориентированное на качество
162
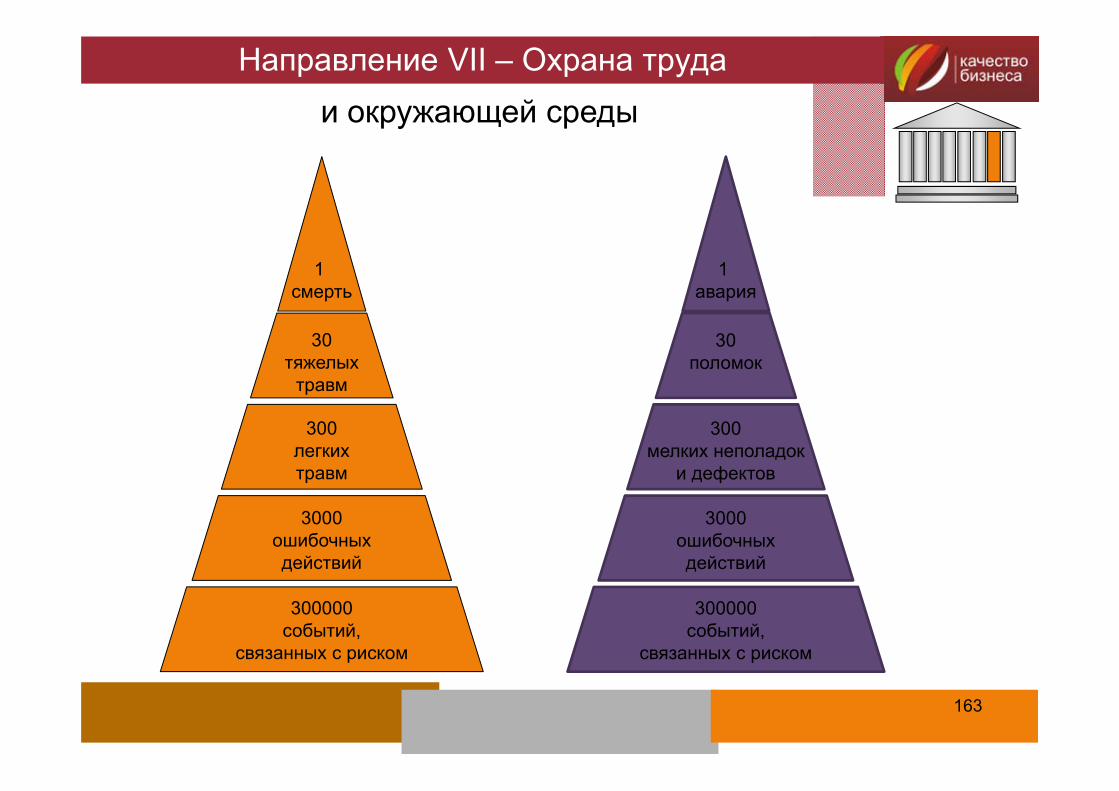
Направление VII – Охрана трудаи окружающей среды
30 тяжелых травм
300 легкихтравм
3000 ошибочныхдействий
300000событий,
связанных с риском
1 смерть
30 поломок
300 мелких неполадок
и дефектов
3000 ошибочныхдействий
300000событий,
связанных с риском
1 авария
163
Направление VIII – Повышение эффективности
• Производительность– Потери производительности из-за нехватки материалов– Производительность персонала– Потери производительности из-за нехватки инструмента
• Качество– Ошибки в подготовке счетов, заказов, актов, других документов– Возвраты от клиентов/ по гарантии по офисным процессам– Отказы/переделки в офисных процессах– Перепланировка офиса
• Затраты– Затраты на закупку / производство продукции– Затраты на логистику (входящую/исходящую)– Затраты на хранение запасов– Затраты на коммуникации– Стоимость простоев
• Доставка– Логистические потери (задержки в загрузке/выгрузке)– Задержки доставки из-за любых вспомогательных служб– Задержки в оплате поставщикам– Задержки информации
• Безопасность– Безопасность хранения/управления запасами/логистики– Безопасность фактических и субъективных данных
• Мораль– Количество предложений по улучшениям в офисной сфере
управленческих и обслуживающих подразделений
164
Азбука бережливого производства
Что такое визуальный менеджмент?
165
Определение
Расположение всех инструментов, деталей, производственных стадий и информации о результативности работы производственной системы так, чтобы они были хорошо видимы и чтобы любой участник процесса с первого взгляда мог оценить состояние системы.
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
166

«Обычное состояние»
Сколько здесь должно работать человек?Сколько они должны выпустить продукции?Сколько заготовлено задела на сборку разными бригадами?Сколько тут ненужного оборудования?Сколько сделано брака?
167

«Визуально понятное» пространство
Все фотографии: http://www.leanpics.com/168
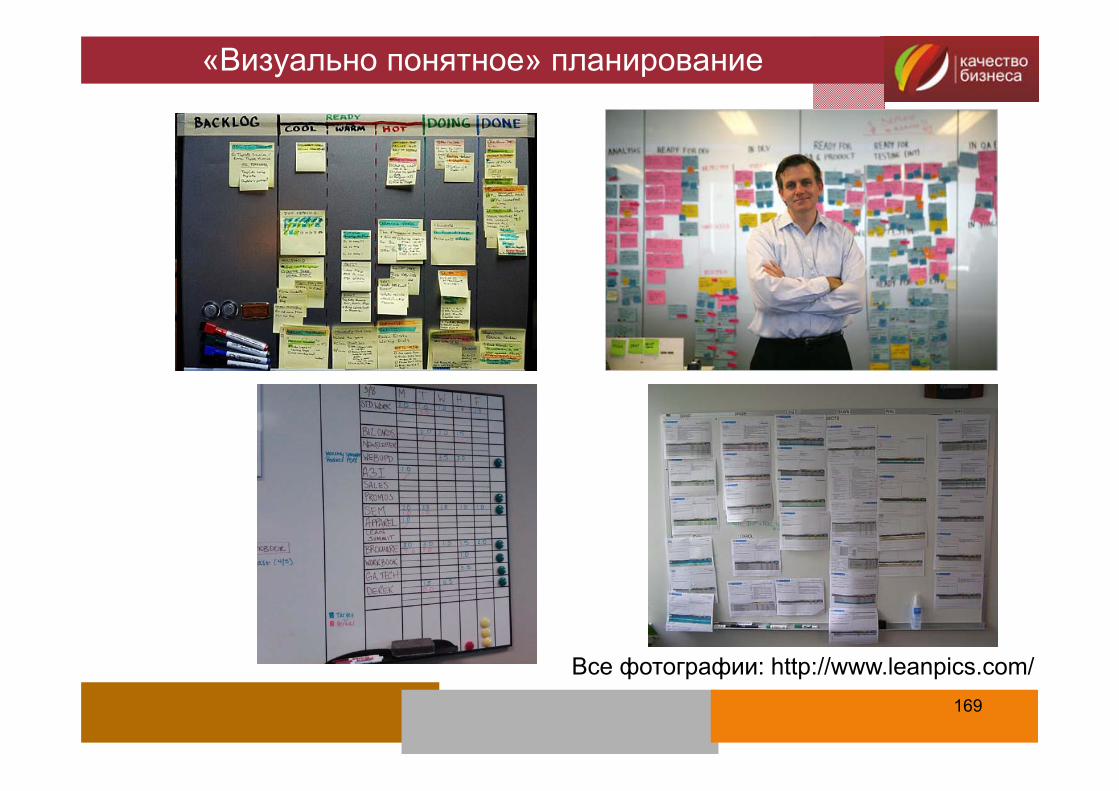
«Визуально понятное» планирование
Все фотографии: http://www.leanpics.com/169

Вопросы, ответы на которые можно «увидеть»
• Какая часть сменного плана уже выполнена• Сколько материалов нужно для окончания производства
• Какой инструмент используется в работе• Какая оснастка установлена на станке• Как правильно должна выполняться операция• С какими проблемами сегодня столкнулось производство
• Каковы показания ключевых параметров станка• Каков уровень продукции без дефектов• Каков уровень травматизма на производстве• …
170
Инструменты визуального менеджмента
• Канбан• 5S• Видеозаписи происшествий• Визуальные стандарты• Визуализация анализа проблем (диаграмма Парето,
«рыбья кость», …)• Визуализация ключевых показателей рабочих мест• Таблица перекрестного обучения• Визуализация общих показателей предприятия
171
Этапы внедрения визуального менеджмента
1. Организация рабочих мест2. Визуализация важной информации на
рабочих местах– Безопасность– Качество– Операции– Оборудование
3. Визуализация результатов и показателей эффективности
4. Принятие решений на основе визуализированной информации
172
Культура кайдзен и постоянное совершенствование
Не только инструменты
Производственная система:• Люди• Оборудование• Методы управления
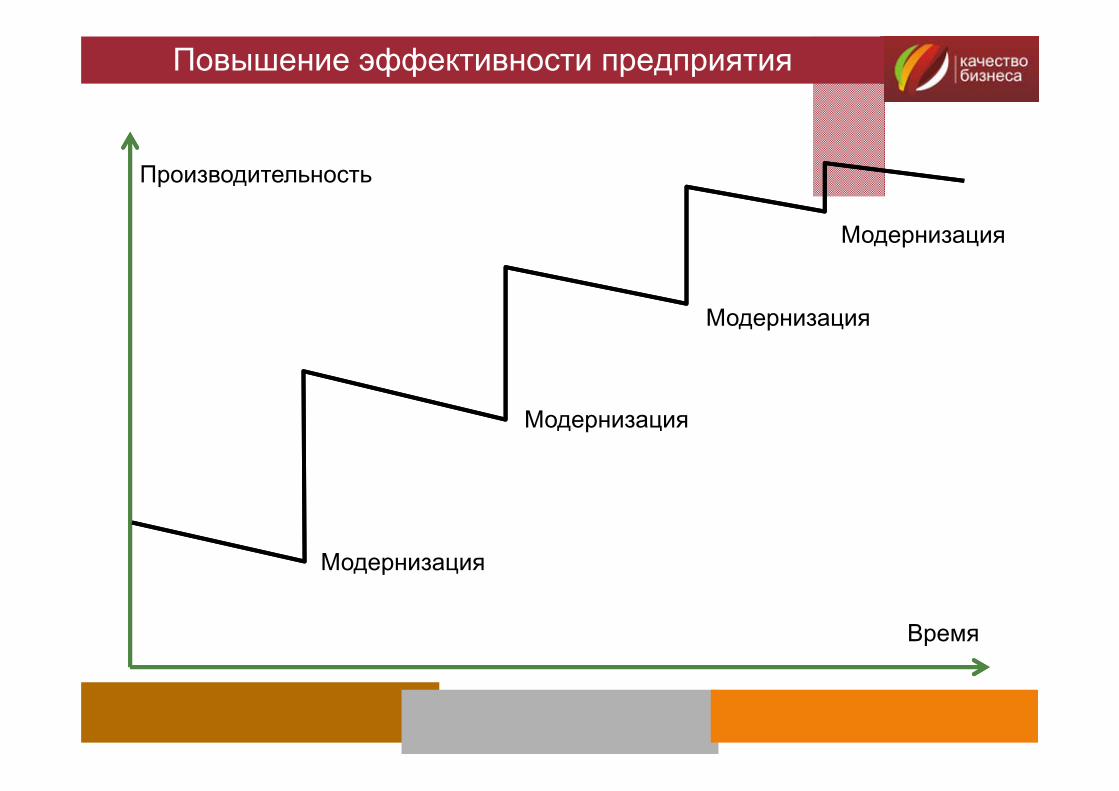
Повышение эффективности предприятия
Производительность
Время
Модернизация
Модернизация
Модернизация
Модернизация
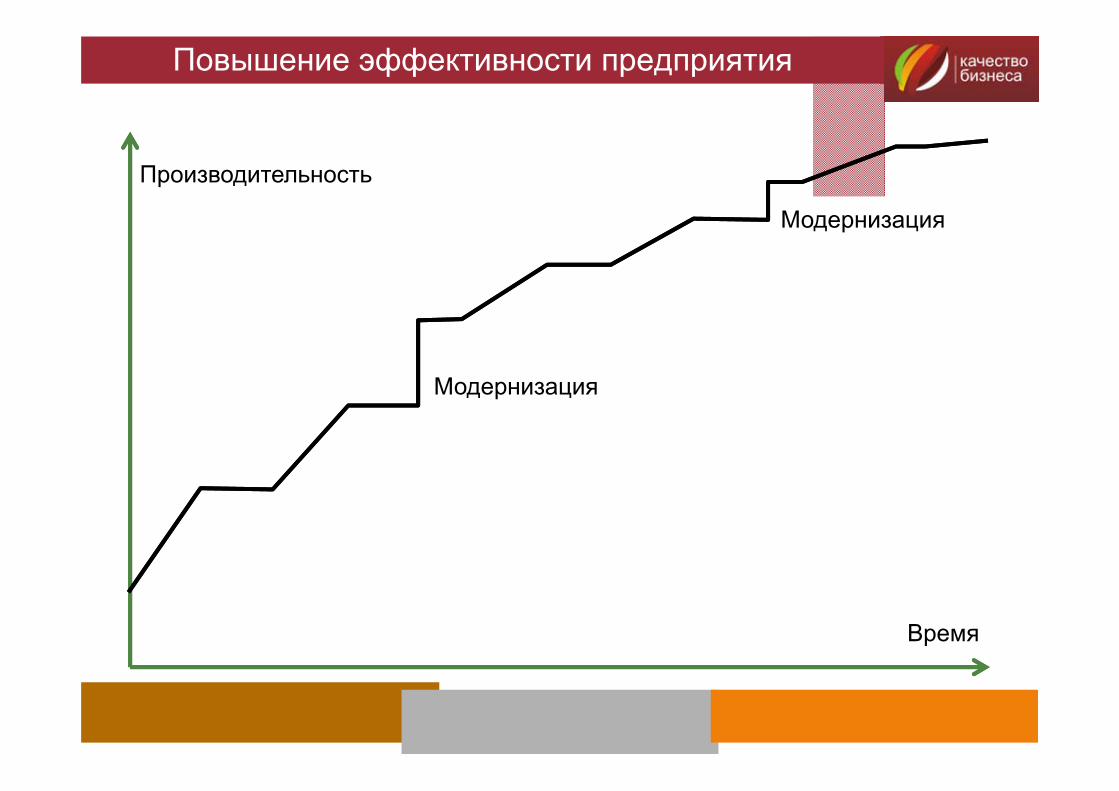
Повышение эффективности предприятия
Модернизация
Модернизация
Производительность
Время
Определение
Непрерывное совершенствование всего потока создания ценности в целом или отдельного процесса с целью увеличения ценности и уменьшения потерь.
«Иллюстрированный глоссарий по бережливому производству»
под ред. Ч. Марчвински и Д. Шука
Кай Дзен
Иными словами
Кайдзен – философия постепенного, эволюционного совершенствования.Процесс совершенствования состоит из внесения множества маленьких улучшений,из которых складывается большой эффект.
Два подхода к непрерывным улучшениям
• Система подачи кайдзен-предложений
• Кайдзен-мероприятия
http://www.kaizensensei.org
http://www.gembapantarei.com
Система подачи предложений
• По логике очень похоже на систему изобретательства и рационализаторства, действовавшую в СССР.
• Работник делает предложение по улучшению• Предложение рассматривается• Принимается решение – внедрять или нет• Происходит внедрение предложения• Работник поощряется за вклад (в том числе и в виде процента от экономического эффекта)
http://baza.farpost.ru

Кайдзен-мероприятие
• Недельный практический семинар, в течение которого проводится обучение определенным инструментам бережливого производства с последующим применением на конкретном участке:– Внедрение 5S– Создание супермаркета– Построение рабочей ячейки– Внедрение быстрой переналадки
– …
http://www.leadersinlean.org

Производственная мотивация
Инструментальный тип
Сама работа не является для такого работника сколько-нибудь значимой ценностью и рассматривается только как источник заработка и других благ, получаемых в качестве вознаграждения за труд. Но его интересуют не любые деньги, а именно заработок; поэтому он будет работать с максимальной отдачей на любой работе, если его труд будет справедливо и высоко (в его понимании) оплачиваться. Поэтому работник с инструментальным типом мотивации скорее позитивно отнесется, например, к предложению поработать в худших условиях: для него это послужит основанием потребовать увеличения заработка как доплаты за неблагоприятные условия труда.
http://yspex.biz/for-recruiters/appointment/prodazhi-po-telefonu.html

Профессиональный тип
Работник этого типа ценит в работе ее содержание, возможность проявить себя и доказать (не только окружающим, но и себе), что он может справиться с трудным заданием, которое не каждому посильно. Эти работники предпочитают самостоятельность в работе и отличаются развитым профессиональным достоинством. К руководителю чаще всего относится с известной долей иронии. Как правило, работник с профессиональным типом мотивации достаточно быстро становится лучшим специалистом в компании на данном типе рабочих мест. http://www.naim.ru/nodes/

Патриотический тип
Работников этого типа интересует участие в реализации общего, очень важного для организации дела. Им свойственна убежденность в своей нужности для организации, отличаются готовностью взвалить на себя дополнительную ответственность ради достижения результатов общего дела. Для них важно общественное признание участия в общих достижениях.
http://www.kino-teatr.ru/kino/acter/w/ros/1693/foto/89405/
Хозяйский тип
Выражается в добровольном принятии работником на себя полной ответственности за выполняемую работу. Работник с таким типом мотивации будет выполнять свою работу с максимальной отдачей, не настаивая на ее особой интересности или высокой оплате, не требуя ни дополнительных указаний, ни постоянного контроля. Работник с преобладанием хозяйской мотивации — вероятно, самый эффективный в смысле соотношения затрат и результатов. Но хозяином очень трудно управлять - он суверенен и не только не нуждается в приказаниях или наказаниях (свойственных распространенному у нас административному стилю управления), но и не терпит их. Этот тип мотивации характерен прежде всего для людей, занятых предпринимательской деятельностью.
Избегательный тип
Работник этого типа обладает очень слабой мотивацией к эффективной работе. У него низкая квалификация и он не стремится ее повышать; он безответственен и старается избежать любой работы, связанной с личной ответственностью; он сам не проявляет никакой активности и негативно относится к активности других. Его основное стремление -минимизировать свои трудовые усилия на уровне, допустимом со стороны непосредственного руководителя. В силу этих качеств он как работник ценится невысоко, не может обеспечить себя своим трудом и смирился с этим. Соответственно, для улучшения своего положения и благосостояния ему остается надеяться только на благоприятное стечение обстоятельств и благосклонность руководителя и «халяву».Зато он удобен: ему можно поручить работу, на которую не согласятся работники других типов мотивации; он выступает за уравнительность и согласен на достаточно низкий заработок, лишь бы никто другой не получал существенно больше; он чрезвычайно зависим от руководителя и принимает эту зависимость как должное. Кроме того, работник с избегательной мотивацией – единственный, по отношению к которому административный стиль управления может быть эффективным, а потому оправданным.
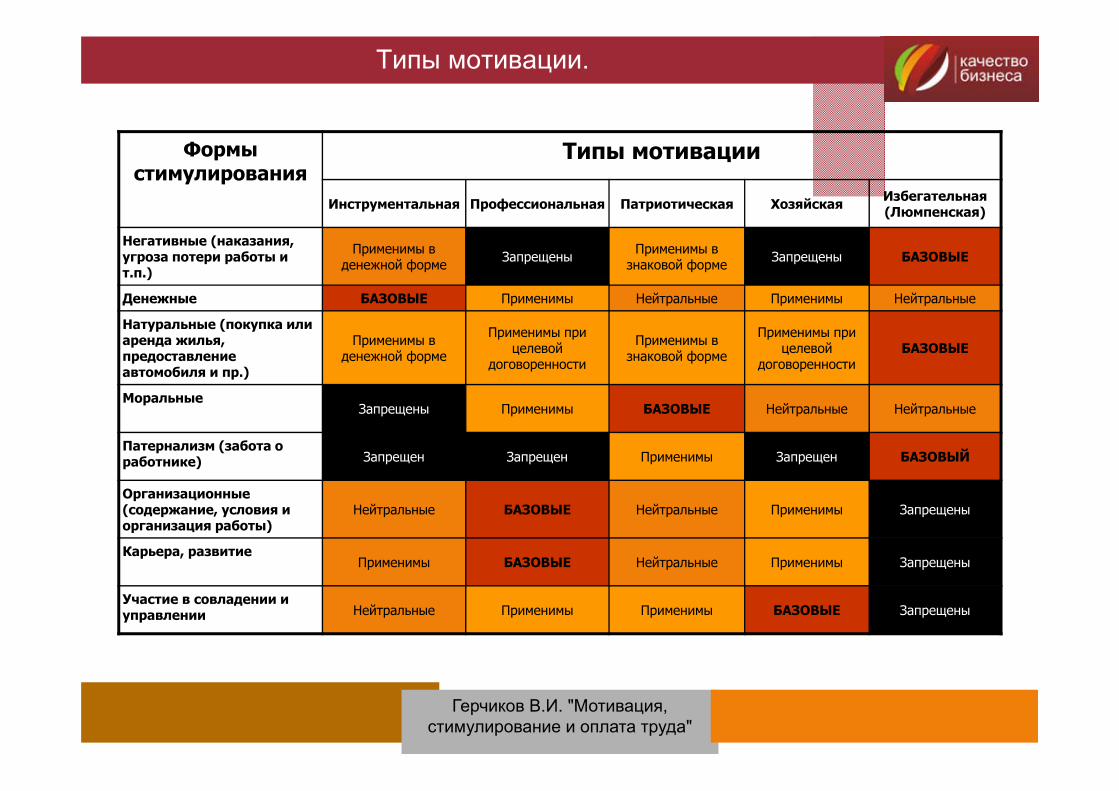
Типы мотивации.
Формы стимулирования
Типы мотивации
Инструментальная Профессиональная Патриотическая Хозяйская Избегательная (Люмпенская)
Негативные (наказания, угроза потери работы и т.п.)
Применимы в денежной форме Запрещены Применимы в
знаковой форме Запрещены БАЗОВЫЕ
Денежные БАЗОВЫЕ Применимы Нейтральные Применимы Нейтральные
Натуральные (покупка или аренда жилья, предоставление автомобиля и пр.)
Применимы вденежной форме
Применимы при целевой
договоренности
Применимы в знаковой форме
Применимы при целевой
договоренностиБАЗОВЫЕ
МоральныеЗапрещены Применимы БАЗОВЫЕ Нейтральные Нейтральные
Патернализм (забота о работнике) Запрещен Запрещен Применимы Запрещен БАЗОВЫЙ
Организационные(содержание, условия и организация работы)
Нейтральные БАЗОВЫЕ Нейтральные Применимы Запрещены
Карьера, развитиеПрименимы БАЗОВЫЕ Нейтральные Применимы Запрещены
Участие в совладении и управлении Нейтральные Применимы Применимы БАЗОВЫЕ Запрещены
Герчиков В.И. "Мотивация, стимулирование и оплата труда"
Оплата труда работников
Герчиков В.И. "Мотивация, стимулирование и оплата труда"
189
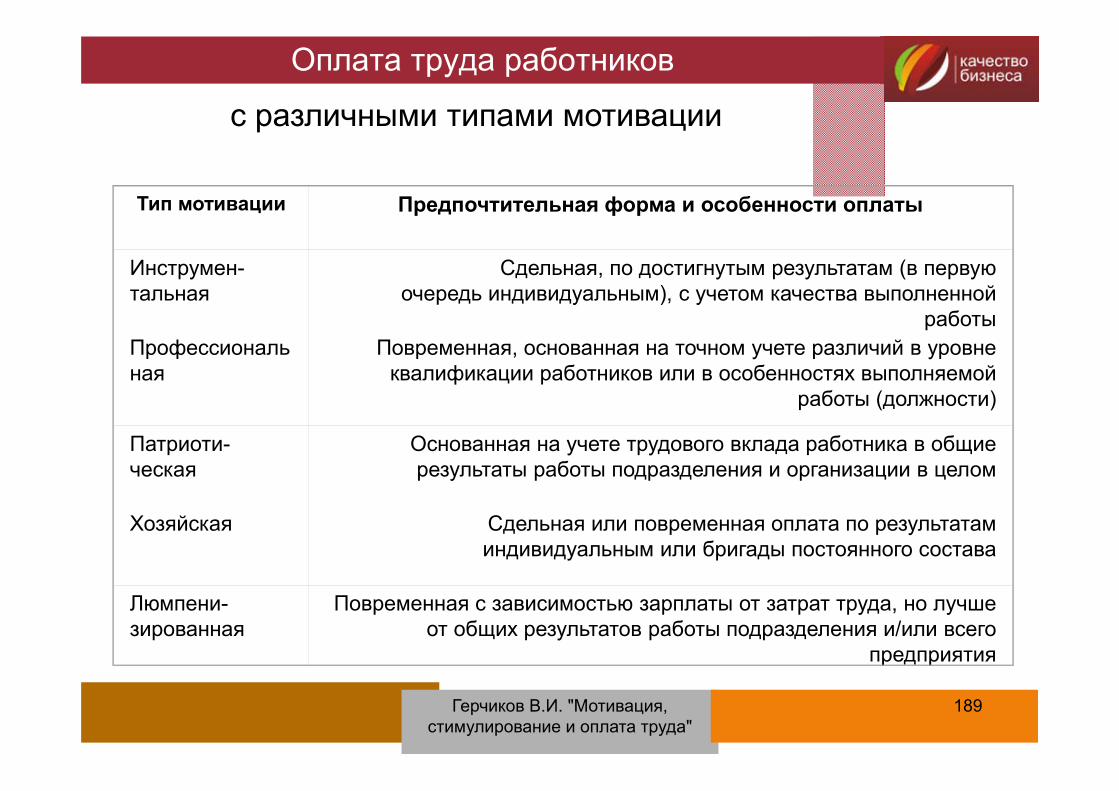
Тип мотивации Предпочтительная форма и особенности оплаты
Инструмен-тальная
Сдельная, по достигнутым результатам (в первую очередь индивидуальным), с учетом качества выполненной
работыПрофессиональная
Повременная, основанная на точном учете различий в уровне квалификации работников или в особенностях выполняемой
работы (должности)
Патриоти-ческая
Основанная на учете трудового вклада работника в общие результаты работы подразделения и организации в целом
Хозяйская Сдельная или повременная оплата по результатам индивидуальным или бригады постоянного состава
Люмпени-зированная
Повременная с зависимостью зарплаты от затрат труда, но лучше от общих результатов работы подразделения и/или всего
предприятия
с различными типами мотивации
Другие инструменты бережливого производства
Инструменты бережливого производства
• 5 почему• Карта потока• Поток единичных изделий• Рабочие ячейки• Канбан и вытягивание• Время такта• Хейдзунка и выравнивание• …

Бережливое производство вне производства
18.04.2012

Другие сферы применения
• Банки• Страхование• Разработка программного обеспечения• Медицинские учреждения• Государственные учреждения• Общепит (фастфуд)
18.04.2012
Правило 30 секунд
• Человек, который не работает на данном рабочем месте, должен за 30 секунд суметь найти любой предмет или любую информацию, которая нужна для выполнения работы.
• Сколько времени это займет в вашем офисе?
18.04.2012
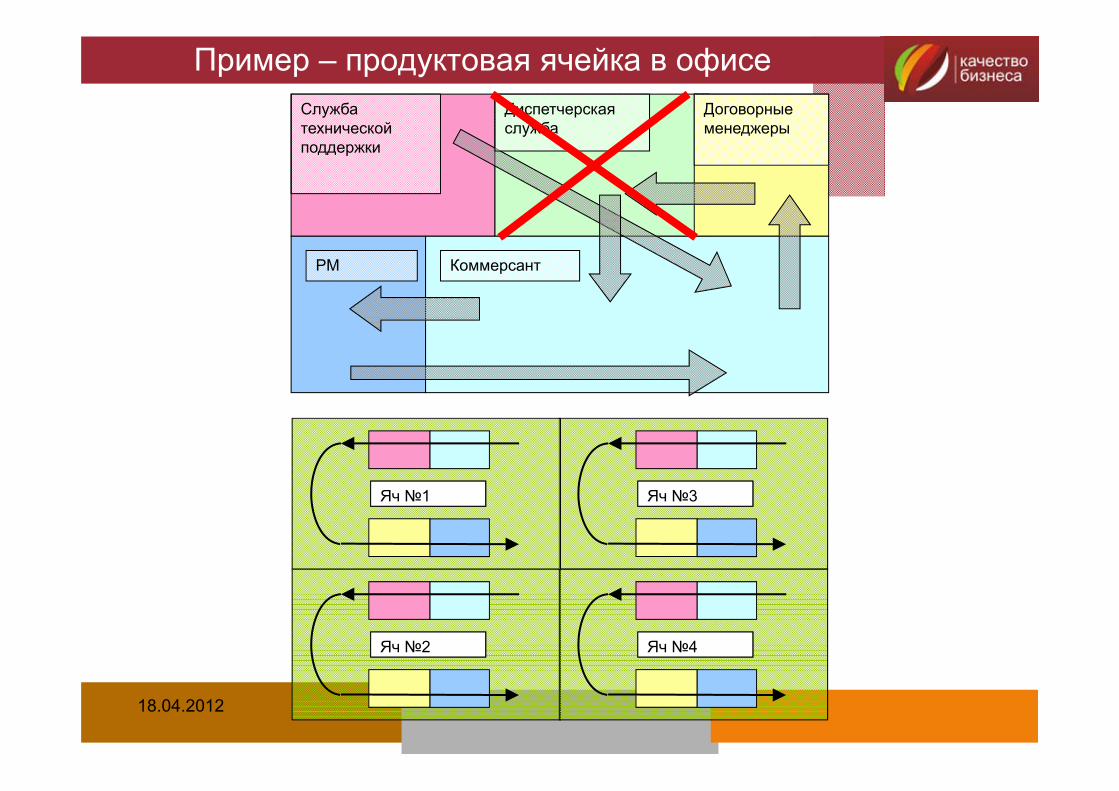
Пример – продуктовая ячейка в офисеСлужба технической поддержки
Договорные менеджеры
PM
Диспетчерская служба
Коммерсант
Яч №3
Яч №2 Яч №4
Яч №1
18.04.2012

Grand Gift – пример организации офиса
18.04.2012

Где черпать информацию
18.04.2012

Литература
18.04.2012
Джеффри Лайкер«Дао Toyota», «Практика Дао Toyota»
Масааки Имаи«Кайдзен», «Гемба кайдзен»
В. Растимешин, Т. Куприянова«Упорядочение. Путь созданиякачественного рабочего места»
Группа авторов«Сломай стереотип! Производственная система БРАЗ»
Серия книг «… для рабочих»

Издательства / Интернет
• Альпина Бизнес Букс• Издательство ИКСИ • Манн, Иванов и Фербер
• Leaninfo.ru• Leanzone.ru• Wkazarin.ru
18.04.2012

Доступная информация
• Рон Перейра «Руководство по бережливому производству»
• Дэвид Хэллетт «Обзор систем вытягивания»• Презентации по терминам и инструментам• «Азбука бережливого производства на DVD»• «Инструменты 5S»
18.04.2012

Полный перечень услуг:• Разработка и внедрение систем менеджмента: качества в соответствии с ISO 9001, экологии в
соответствии с ISO 14001, oхраны труда и промышленной безопасности в соответствии с OHSAS 18001, интегрированных на базе ISO 9001, методик менеджмента качества, методик бережливого производства, методов исследования удовлетворенности клиентов и уровня клиентского обслуживания, систем управления взаимоотношениями с клиентами (CRM).
• Обучение в формате открытых и корпоративных семинары,• Аудиты систем менеджмента: поставщиков (второй стороны), сертификационные (третьей стороны).• Проведение исследований (мониторинга): удовлетворенности клиентов, лояльности клиентов, качества
клиентского обслуживания.• Внедрение программных средств. моделирования бизнес-процессов и систем менеджмента (Business
Studio), управления взаимоотношениями с клиентами (Monitor CRM).• Сопровождение систем менеджмента (аутсорсинг).
Подтверждение улучшений в любых сертифицирующих центрах:– TUV, BVQI, ISA Cert,– Русский Регистр, Тест Санкт – Петербург, Прогресс.
201
Мы можем помочь вам!
Тренинговая компания «Качество бизнеса»
г.г. Москва, С-Петербург, Н.Новгород, Екатеринбург, Новосибирск
тел.: +7 (499) 409-72-91 (24 часа), [email protected] , www.qiso.ru , skype: qualitymsk

Консультанты и преподаватели «Качество бизнеса»
Тренинговая компания «Качество бизнеса»
г.г. Москва, С-Петербург, Н.Новгород, Екатеринбург, Новосибирск
тел.: +7 (499) 409-72-91 (24 часа), [email protected] , www.qiso.ru , skype: qualitymsk
10 практикующих преподавателей – консультантов:– Сертифицированные внешние аудиторы и консультанты по международным стандартам управления
(ISO 9001, ISO 14001, ISO 22000, ISO 27001, OHSAS 18001),– по системе бережливого производства, – по системам регулярного менеджмента/

3 принципа реализации проектов: • Разработка реально функционирующих систем менеджмента – формальные системы (экспресс -
внедрение, экспресс-сертификация и т.п.) нас не интересуют. • Работа только с организациями, руководители которых принимают участие в проекте. • Построение фундамента для многолетнего сотрудничества и сопровождения внедренных систем
менеджмента.
26 программ по оптимизации управления в вашей организации:– управление качеством, экологией, безопасностью продукции и охраной труда, – построение системы бережливого производства,– построение систем BSC, KPI, бюджетирования и др.
203
Мы помогаем организациям!
Тренинговая компания «Качество бизнеса»
г.г. Москва, С-Петербург, Н.Новгород, Екатеринбург, Новосибирск
тел.: +7 (499) 409-72-91 (24 часа), [email protected] , www.qiso.ru , skype: qualitymsk
204
Шаг № 3: Свяжитесь с нами по этим контактам!
Тренинговая компания «Качество бизнеса»
г.г. Москва, С-Петербург, Н.Новгород, Екатеринбург, Новосибирск
тел.: +7 (499) 409-72-91 (24 часа), [email protected] , www.qiso.ru , skype: qualitymsk
г. Москваул. Большая Серпуховская, 44 ‐ 19Телефон / факс: +7 (499) 409‐72‐91 (24 часа в сутки, без выходных)
Группы: Facebook , VkontakteСайт: www.qiso.ru , www.качествобизнеса.рф
Региональные представительства:
г. Санкт ‐ Петербургул. Чайковского, д. 33Телефон / факс: +7 (812) 645‐02‐09 E‐mail: [email protected]: qualityspb
г. Нижний Новгородул. Варварская, д. 32Телефон / факс: +7 (499) 409‐72‐91 E‐mail: [email protected]: qualitynn
г. Екатеринбургул. 8‐го марта, д. 12еТелефон / факс: +7 (343) 382‐87‐84E‐mail: [email protected]: qualityek
г. Новосибирскул. Красный проспект, д. 55Телефон / факс: +7 (3833) 754‐588 E‐mail: [email protected]: qualitynsk


















