
WiSe16/17 BHV 04 Additive...
21
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16 WiSe16/17 BHV‐04 Additive‐ Fertigungstechnik Studierender: Philipp Ahrberg, 644246 Betreuende Dozenten: Dipl.-Ing. Erika Puls Prof. Dipl.-Ing. Andreas Nentwig
Transcript of WiSe16/17 BHV 04 Additive...

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
WiSe16/17 BHV‐04 Additive‐Fertigungstechnik
Studierender: Philipp Ahrberg, 644246 Betreuende Dozenten: Dipl.-Ing. Erika Puls Prof. Dipl.-Ing. Andreas Nentwig

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Inhalt Ummantelung für Griffstück für Autoschlüssel ......................................................................... 2
Zielsetzung ............................................................................................................................. 2
Erstellen der DWG-Datei ....................................................................................................... 2
Erster Versuch: ....................................................................................................................... 3
Zweiter Versuch: .................................................................................................................... 4
Dritter Versuch: ...................................................................................................................... 5
Vierter Versuch: ..................................................................................................................... 6
Drucken einer Kuppel ................................................................................................................ 7
Zielsetzung: ............................................................................................................................ 7
Durchführung und Ergebnis: .................................................................................................. 7
Drucken einer zweiteiligen Passung .......................................................................................... 9
Zielsetzung: ............................................................................................................................ 9
Erstellen der DWG-Datei: ...................................................................................................... 9
Erster Versuch: ..................................................................................................................... 10
Zweiter Versuch: .................................................................................................................. 11
Drucken eines Kugellagers ....................................................................................................... 14
Zielsetzung: .......................................................................................................................... 14
Erster Versuch: ..................................................................................................................... 14
Zweiter Versuch: .................................................................................................................. 15
Erweiterte Druckereinstellungen .............................................................................................. 16
Abschließender Hinweis: ..................................................................................................... 20
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Ummantelung für Griffstück für einen Autoschlüssel
Zielsetzung
Gedruckt werden soll ein zweiteiliges Griffstück für einen Autoschlüssel, dabei sind die beiden Hälften identisch – können also aus der gleichen Druckdatei erstellt werden. Die Ziele für diesen ersten Versuch sind: - Ein Gefühl für die 3D-Drucker zu bekommen - Mögliche Einstellungen zu finden, die einen kompletten Druck ohne ein manuelles Eingreifen zulassen (Verstellung von Fanspeed, etc.) - Rohlinge zu erzeugen, die ohne Nachbearbeitung zum Schlüssel und zueinander passen - Der Druck mehrerer Griffhälften nacheinander auf dem selben Druckerbett (also ohne neustarten oder unterbrechen des Drucks)
Erstellen der DWG-Datei
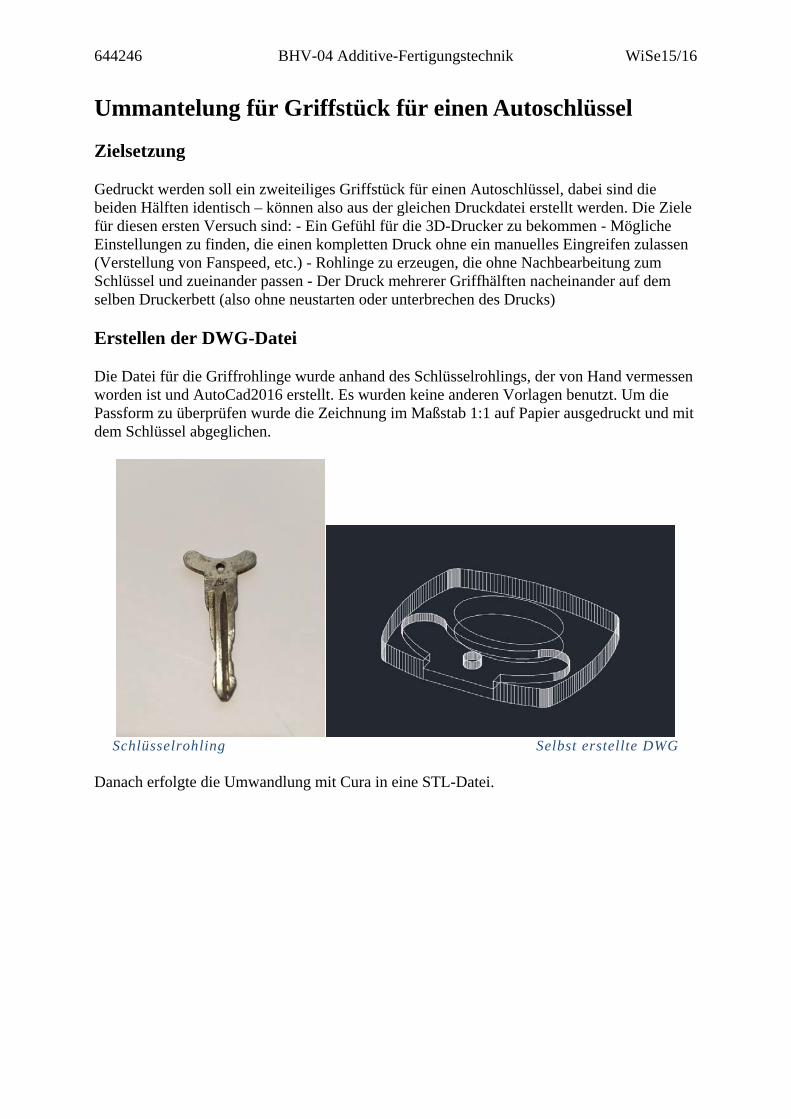
Die Datei für die Griffrohlinge wurde anhand des Schlüsselrohlings, der von Hand vermessen worden ist und AutoCad2016 erstellt. Es wurden keine anderen Vorlagen benutzt. Um die Passform zu überprüfen wurde die Zeichnung im Maßstab 1:1 auf Papier ausgedruckt und mit dem Schlüssel abgeglichen.
Schlüsselrohling Selbst erstellte DWG
Danach erfolgte die Umwandlung mit Cura in eine STL-Datei.

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Erster Versuch:
Drucker 1 – Ultimacker 2+:
- Düsentemperatur: 245 °C - Plattentemperatur 65°C - Speed: 80% - Material-Flow: 100% - Fan-Speed: 50% - Solid
Als Druckmaterial habe ich Schwarzes CPE verwendet, außerdem wurde der Druck mit einem Brim-Element ausgeführt.
Erster-Versuch Nach Nachbearbeitung
Wie man auf dem Bild erkennen kann, ist der erste versuch hinsichtlich der Zielsetzung gescheitert. Mögliche Ursachen dafür:
- Druckereinstellungen - Verunreinigungen an der Düse/ am Druckkopf - Verunreinigungen auf der Druckplatte
Da ich mich bei den Einstellungen zunächst an die Werksangaben gehalten habe, und ich nur höchst ungern auf eigene Faust den Druckkopf auseinanderbauen, reinigen und Sicht-prüfen wollte, habe ich an dieser Stelle auf den Drucker 2 gewechselt.
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Zweiter Versuch:
Drucker 2 – Ultimacker 2+:
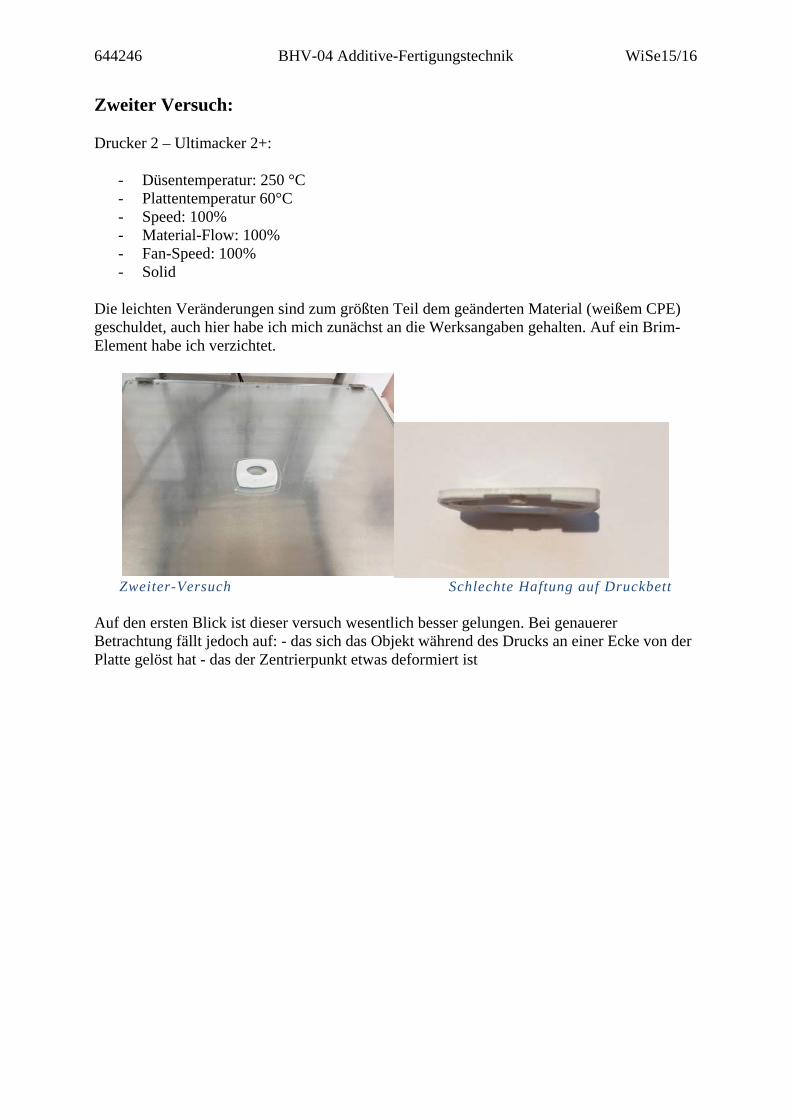
- Düsentemperatur: 250 °C - Plattentemperatur 60°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 100% - Solid
Die leichten Veränderungen sind zum größten Teil dem geänderten Material (weißem CPE) geschuldet, auch hier habe ich mich zunächst an die Werksangaben gehalten. Auf ein Brim-Element habe ich verzichtet.
Zweiter-Versuch Schlechte Haftung auf Druckbett
Auf den ersten Blick ist dieser versuch wesentlich besser gelungen. Bei genauerer Betrachtung fällt jedoch auf: - das sich das Objekt während des Drucks an einer Ecke von der Platte gelöst hat - das der Zentrierpunkt etwas deformiert ist
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Dritter Versuch:
Drucker 2 – Ultimacker 2+:
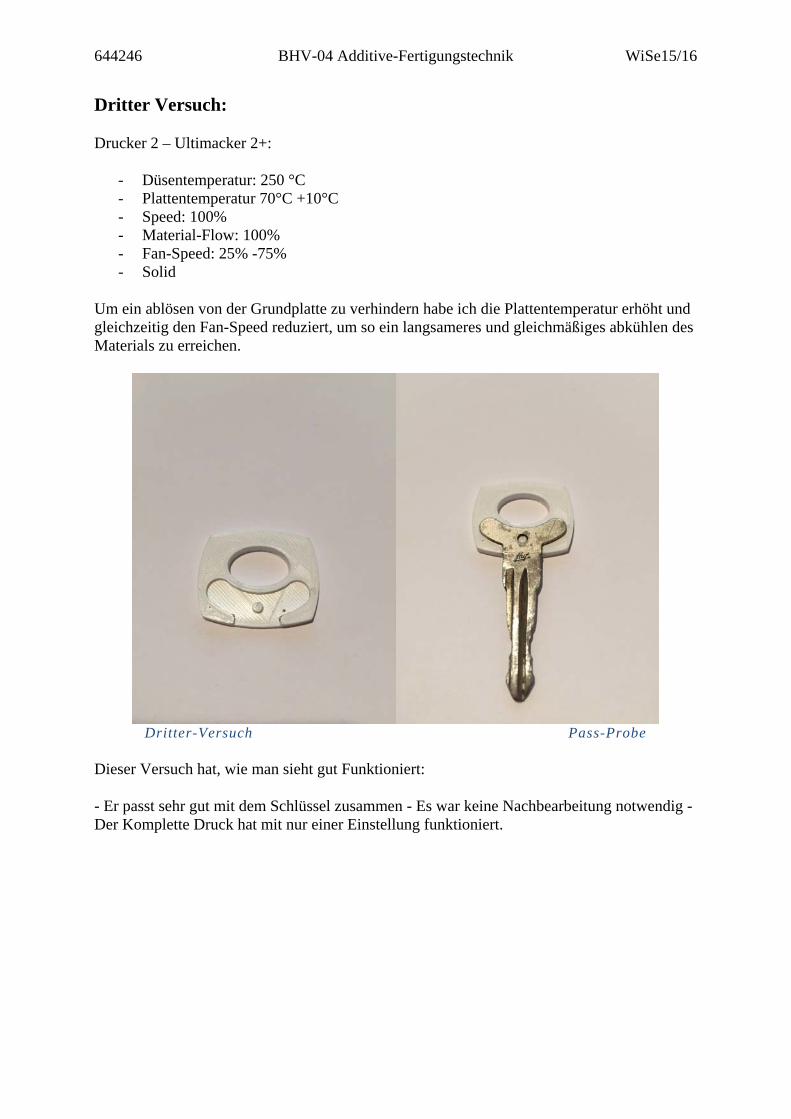
- Düsentemperatur: 250 °C - Plattentemperatur 70°C +10°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 25% -75% - Solid
Um ein ablösen von der Grundplatte zu verhindern habe ich die Plattentemperatur erhöht und gleichzeitig den Fan-Speed reduziert, um so ein langsameres und gleichmäßiges abkühlen des Materials zu erreichen.
Dritter-Versuch Pass-Probe
Dieser Versuch hat, wie man sieht gut Funktioniert:
- Er passt sehr gut mit dem Schlüssel zusammen - Es war keine Nachbearbeitung notwendig - Der Komplette Druck hat mit nur einer Einstellung funktioniert.

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Vierter Versuch:
Drucker 2 – Ultimacker 2+:
- Düsentemperatur: 250 °C - Plattentemperatur 60°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 100% - Solid
Diesmal habe ich, bei gleichen Einstellung wie vorher, zwei Teile auf der Druckplatte platziert, und über Cura eingestellt, dass sie nacheinander gedruckt werden sollen. Bei solchen Einstellungen muss unbedingt die Höhe der einzelnen Objekte beachtet werden!
Vierter-Versuch Ergebnis des Doppelversuchs
Wie sich erkennen Lässt, ist die Druckqualität im Vergleich zum vorherigen Druck, trotz gleicher Einstellungen etwas schlechter geworden. Gerade im Bereich der Zentrierpunkte lässt sich dies gut erkennen.
Vermutung: Dieser Qualitätsverlust ist wohl eher auf eine verunreinigte Druckdüse als auf ein Problem mit den Druckereinstellungen zurück zu führen.

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Drucken einer Kuppel
Zielsetzung: - Wie arbeitete der Drucker im Bereich von überhängen? - Funktion/ Notwendigkeit des Stützgerüstes? - Qualität von Spitzen und Geometrien die auf einen definierten Punkt auslaufen?
Durchführung und Ergebnis: Drucker 2 – Ultimaker 2+:
- Material: CPE - Gelb - Düsentemperatur: 260 °C - Plattentemperatur 65°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 25% - Solid - Kein Brim-Element - Kein Stützgerüst
Testobjekt hierbei war eine einfach Kuppel als Teil einer Kugel: Durchmesser 40mm, Wandstärke 3mm.
Auch dieser Druck hat mit einigen Startschwierigkeiten begonnen. Beim Drucken des ersten Versuchs hat sich während des Vorgangs das Objekt von der Grundplatte gelöst. An dieser Stelle lässt sich ein druck nicht mehr retten, da durch ablösen von der Grundplatte auch die Möglichkeit verloren geht das Objekt wieder genau und exakt zu platzieren. Der Grund für das Ablösen könnte ein fehlendes Brim-Element, sowie eine etwas zu niedrige Grundplatten-Temperatur sein. Für den zweiten Versuch wurde diese auf 75 °C für die ersten Lagen und dann 70 °C für den restlichen Druck angepasst.
Versuch 1: Abbruch nachdem sich das Objekt von der Grundplatte gelöst hat.

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Im zweiten Versuch ließ sich die Kuppel ohne Probleme drucken und wie von unten zu sehen ist, war trotz des größer werdenden Überhangs kein Stützgerüst notwendig. Überhänge stellen dem nach kein großes Problem für den Drucker da, so lange sie gleichmäßig von einem oder mehreren Punkten aus Aufgebaut werden.
Fertig gedruckte Kuppel
Ein Stützgerüst wird erst dann notwendig wenn ein Objekt gedruckt werden soll, dass nur wenig Kontakt zur Grundplatte hat (z.B. eine ganze Kugel) oder bei sehr großen (und ungleichmäßigen) Überhängen.
Bei Objekten die auf einen Punkt nach oben auslaufen (Kuppeln; Spitzen, etc.) ist es sehr schwierig einen sauberen Abschluss am obersten Punkt zu erreichen, durch reduzieren der Druckgeschwindigkeit und erhöhen der Lüftergeschwindigkeit lässt sich dies jedoch verbessern.
Unsauberer Abschluss der Spitze
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Drucken einer zweiteiligen Passung
Zielsetzung: - Drucken einer Zweitlingen Passung.
o Wie viel Spiel muss für die Passung eingeplant werden? - Genauigkeit des Druckers im Bereich von Überhängen? - Unterschied zwischen den Verschiedenen Druckerdüsen (0.25mm/ 0.4mm)?
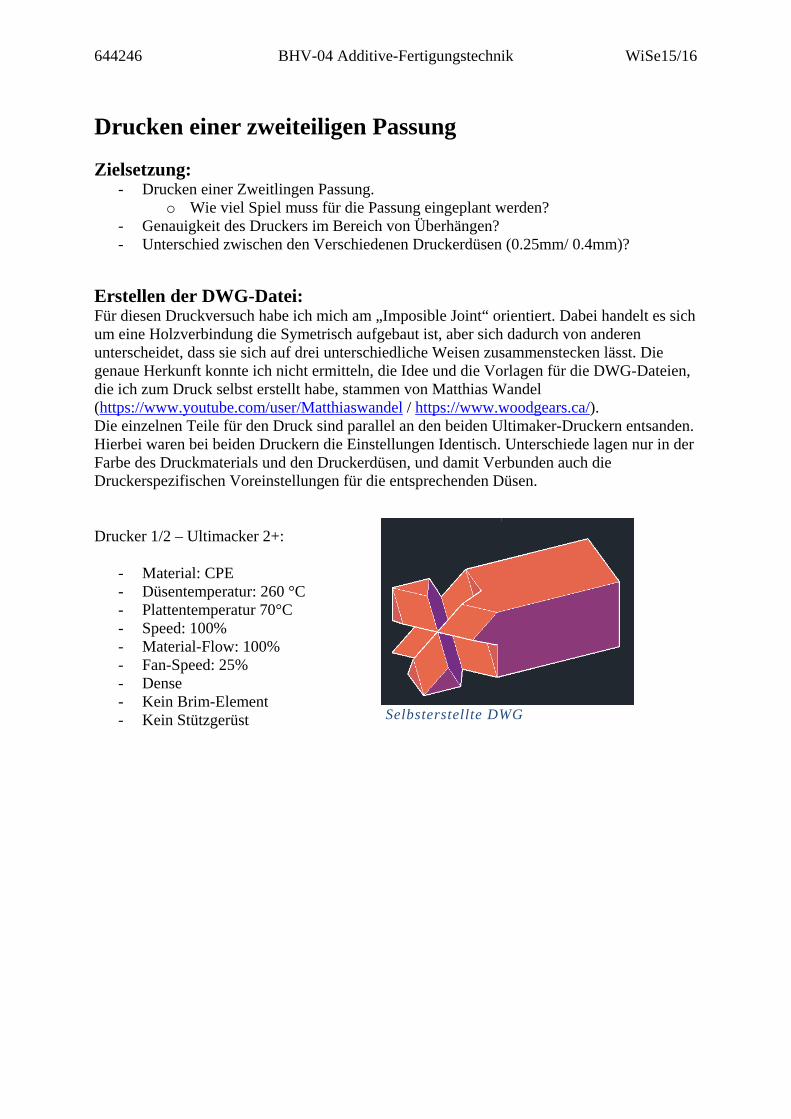
Erstellen der DWG-Datei: Für diesen Druckversuch habe ich mich am „Imposible Joint“ orientiert. Dabei handelt es sich um eine Holzverbindung die Symetrisch aufgebaut ist, aber sich dadurch von anderen unterscheidet, dass sie sich auf drei unterschiedliche Weisen zusammenstecken lässt. Die genaue Herkunft konnte ich nicht ermitteln, die Idee und die Vorlagen für die DWG-Dateien, die ich zum Druck selbst erstellt habe, stammen von Matthias Wandel (https://www.youtube.com/user/Matthiaswandel / https://www.woodgears.ca/). Die einzelnen Teile für den Druck sind parallel an den beiden Ultimaker-Druckern entsanden. Hierbei waren bei beiden Druckern die Einstellungen Identisch. Unterschiede lagen nur in der Farbe des Druckmaterials und den Druckerdüsen, und damit Verbunden auch die Druckerspezifischen Voreinstellungen für die entsprechenden Düsen.
Drucker 1/2 – Ultimacker 2+:
- Material: CPE - Düsentemperatur: 260 °C - Plattentemperatur 70°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 25% - Dense - Kein Brim-Element - Kein Stützgerüst
Selbsterstellte DWG
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
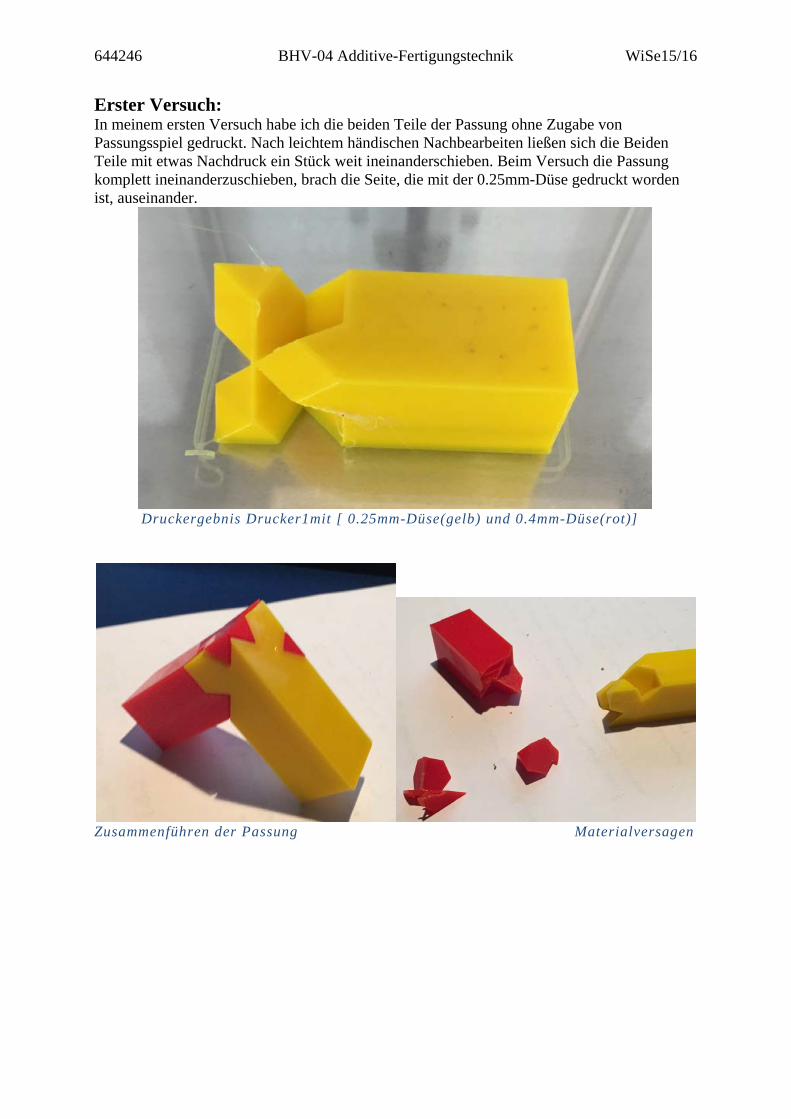
Erster Versuch: In meinem ersten Versuch habe ich die beiden Teile der Passung ohne Zugabe von Passungsspiel gedruckt. Nach leichtem händischen Nachbearbeiten ließen sich die Beiden Teile mit etwas Nachdruck ein Stück weit ineinanderschieben. Beim Versuch die Passung komplett ineinanderzuschieben, brach die Seite, die mit der 0.25mm-Düse gedruckt worden ist, auseinander.
Druckergebnis Drucker1mit [ 0.25mm-Düse(gelb) und 0.4mm-Düse(rot)]
Zusammenführen der Passung Materialversagen
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
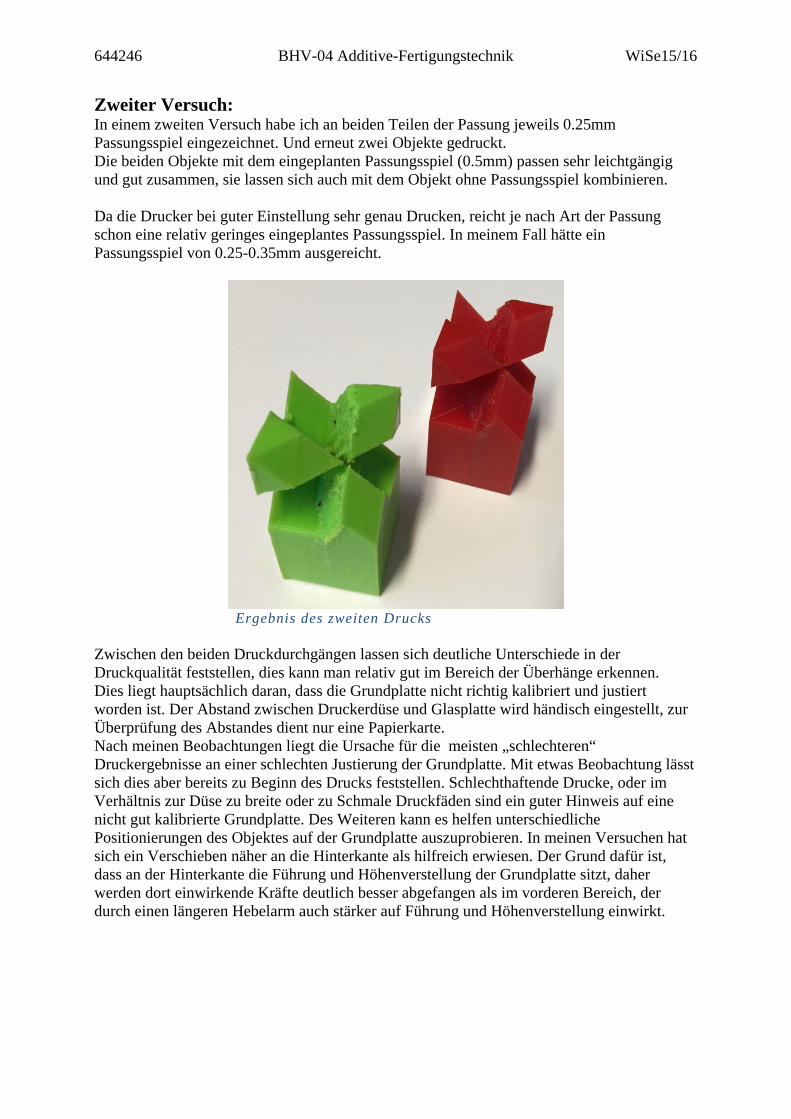
Zweiter Versuch: In einem zweiten Versuch habe ich an beiden Teilen der Passung jeweils 0.25mm Passungsspiel eingezeichnet. Und erneut zwei Objekte gedruckt. Die beiden Objekte mit dem eingeplanten Passungsspiel (0.5mm) passen sehr leichtgängig und gut zusammen, sie lassen sich auch mit dem Objekt ohne Passungsspiel kombinieren. Da die Drucker bei guter Einstellung sehr genau Drucken, reicht je nach Art der Passung schon eine relativ geringes eingeplantes Passungsspiel. In meinem Fall hätte ein Passungsspiel von 0.25-0.35mm ausgereicht.
Ergebnis des zweiten Drucks
Zwischen den beiden Druckdurchgängen lassen sich deutliche Unterschiede in der Druckqualität feststellen, dies kann man relativ gut im Bereich der Überhänge erkennen. Dies liegt hauptsächlich daran, dass die Grundplatte nicht richtig kalibriert und justiert worden ist. Der Abstand zwischen Druckerdüse und Glasplatte wird händisch eingestellt, zur Überprüfung des Abstandes dient nur eine Papierkarte. Nach meinen Beobachtungen liegt die Ursache für die meisten „schlechteren“ Druckergebnisse an einer schlechten Justierung der Grundplatte. Mit etwas Beobachtung lässt sich dies aber bereits zu Beginn des Drucks feststellen. Schlechthaftende Drucke, oder im Verhältnis zur Düse zu breite oder zu Schmale Druckfäden sind ein guter Hinweis auf eine nicht gut kalibrierte Grundplatte. Des Weiteren kann es helfen unterschiedliche Positionierungen des Objektes auf der Grundplatte auszuprobieren. In meinen Versuchen hat sich ein Verschieben näher an die Hinterkante als hilfreich erwiesen. Der Grund dafür ist, dass an der Hinterkante die Führung und Höhenverstellung der Grundplatte sitzt, daher werden dort einwirkende Kräfte deutlich besser abgefangen als im vorderen Bereich, der durch einen längeren Hebelarm auch stärker auf Führung und Höhenverstellung einwirkt.
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
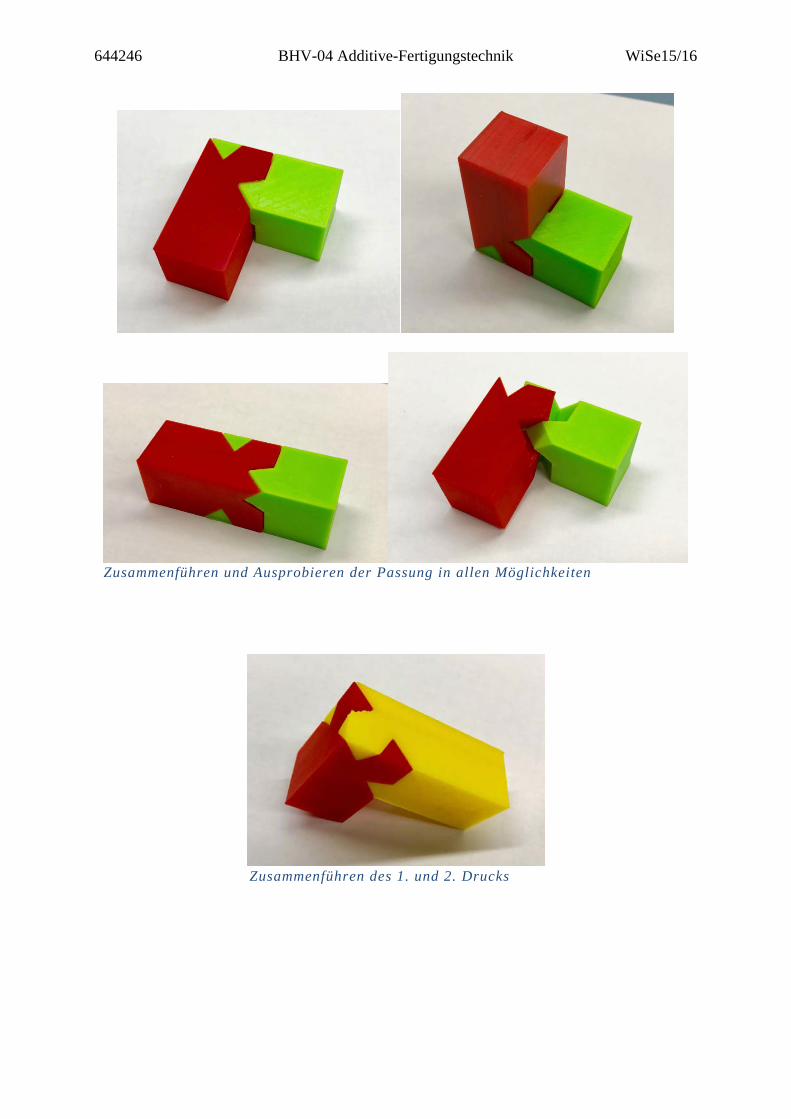
Zusammenführen und Ausprobieren der Passung in allen Möglichkeiten
Zusammenführen des 1. und 2. Drucks

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Bezüglich der Druckerdüsen (0.25mm und 0.4mm) konnte ich während der Drucke folgenden Beobachtungen machen:
- Je kleiner die verwendete Düse ist, desto länger dauert die Druckzeit. - Je kleiner die verwendete Düse ist, desto kleinmaschiger wird die Füllung des Körpers - Je kleiner die verwendete Düse ist, desto besser wird die Oberflächenqualität des
Objektes, auch in Überhangbereichen. - Je kleiner die verwendete Düse ist, desto eher neigt sie dazu zu verstopfen! - Je kleiner die verwendete Düse ist, desto schwieriger ist es die Grundplatte richtig für
ein gutes Druckergebnis zu Justieren und Kalabriern.

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Drucken eines Kugellagers
Zielsetzung: - Drucken eines mehrteiligen Kugellagers in einem Druckdurchgang - Dabei zu beobachten:
o Qualität des Drucks o Funktion des Lagers o Funktion der Support-Structure mit ihren Einstellungen
Erster Versuch: Drucker 2 – Ultimaker 2+:
- Material: CPE - Gelb - Düsentemperatur: 260 °C - Plattentemperatur 70°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 25% - Solid - Kein Brim-Element - Kein Stützgerüst
Wie auch bei den anderen Versuchen wurde die entsprechende DWG-Datei wieder durch mich erstellt. Dabei habe ich Die Kugeln im Lager so platziert, dass sie auf den anderen Bauteilen auflagen und somit nicht in der Luft schwebten.
Versuch 1 – und Versuch 2 mit mehr Kugeln. Beide auseinandergefallen.
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Beim ersten Versuch das Kugellager zu drucken traten schnell einige Probleme auf:
- Es ist für den Drucker sehr schwer Elemente wie Kugeln von Anfang bis Ende in guter Qualität zu Drucken.
- Meine verwendetet Datei hat in ein paar Punkten Optimierungs-Potential, vor allem in ihrer Geometrie und der zu niedrigen Anzahl von Kugeln.
Durch das Auseinanderfallen des Lagers nach dem Druck wurden diese Probleme mehr als deutlich.
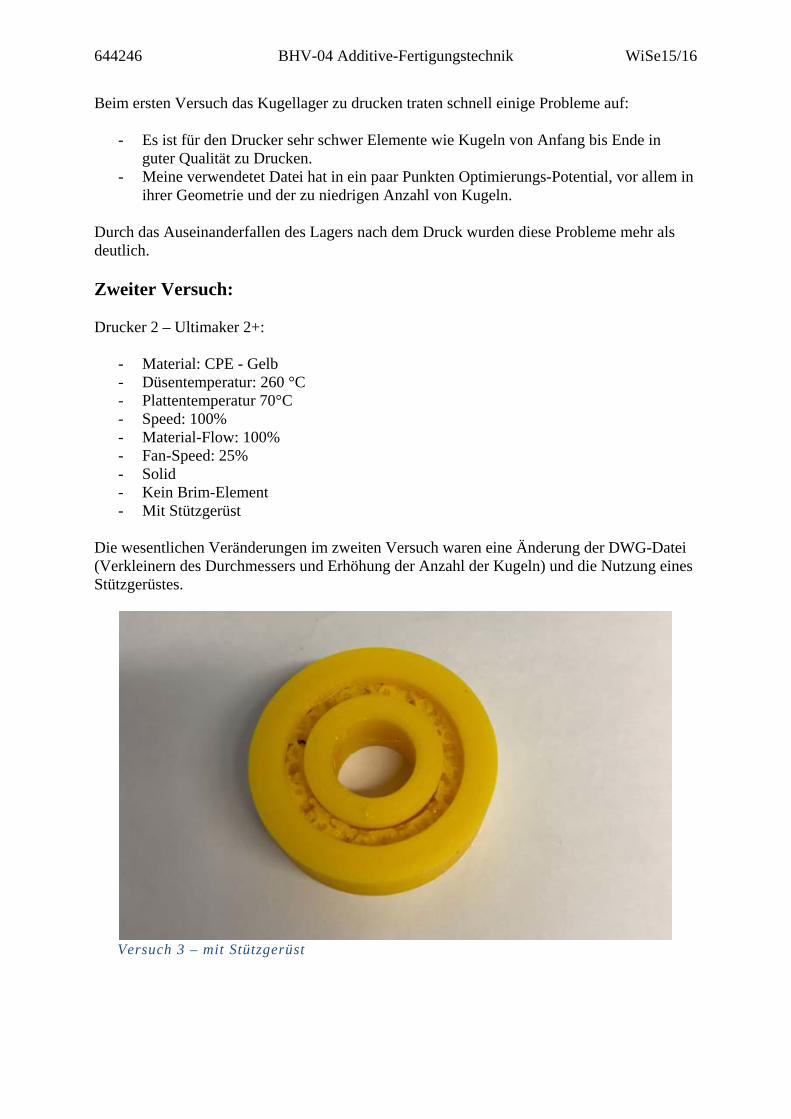
Zweiter Versuch: Drucker 2 – Ultimaker 2+:
- Material: CPE - Gelb - Düsentemperatur: 260 °C - Plattentemperatur 70°C - Speed: 100% - Material-Flow: 100% - Fan-Speed: 25% - Solid - Kein Brim-Element - Mit Stützgerüst
Die wesentlichen Veränderungen im zweiten Versuch waren eine Änderung der DWG-Datei (Verkleinern des Durchmessers und Erhöhung der Anzahl der Kugeln) und die Nutzung eines Stützgerüstes.
Versuch 3 – mit Stützgerüst
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
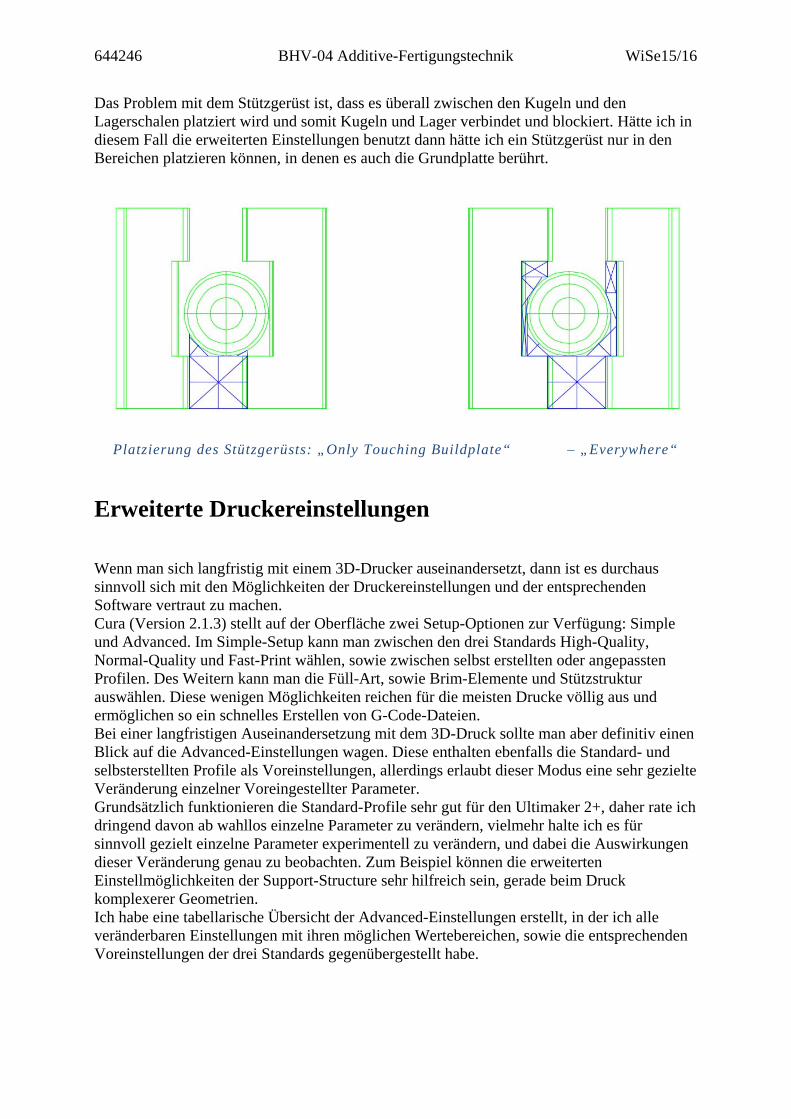
Das Problem mit dem Stützgerüst ist, dass es überall zwischen den Kugeln und den Lagerschalen platziert wird und somit Kugeln und Lager verbindet und blockiert. Hätte ich in diesem Fall die erweiterten Einstellungen benutzt dann hätte ich ein Stützgerüst nur in den Bereichen platzieren können, in denen es auch die Grundplatte berührt.
Platzierung des Stützgerüsts: „Only Touching Buildplate“ – „Everywhere“
Erweiterte Druckereinstellungen
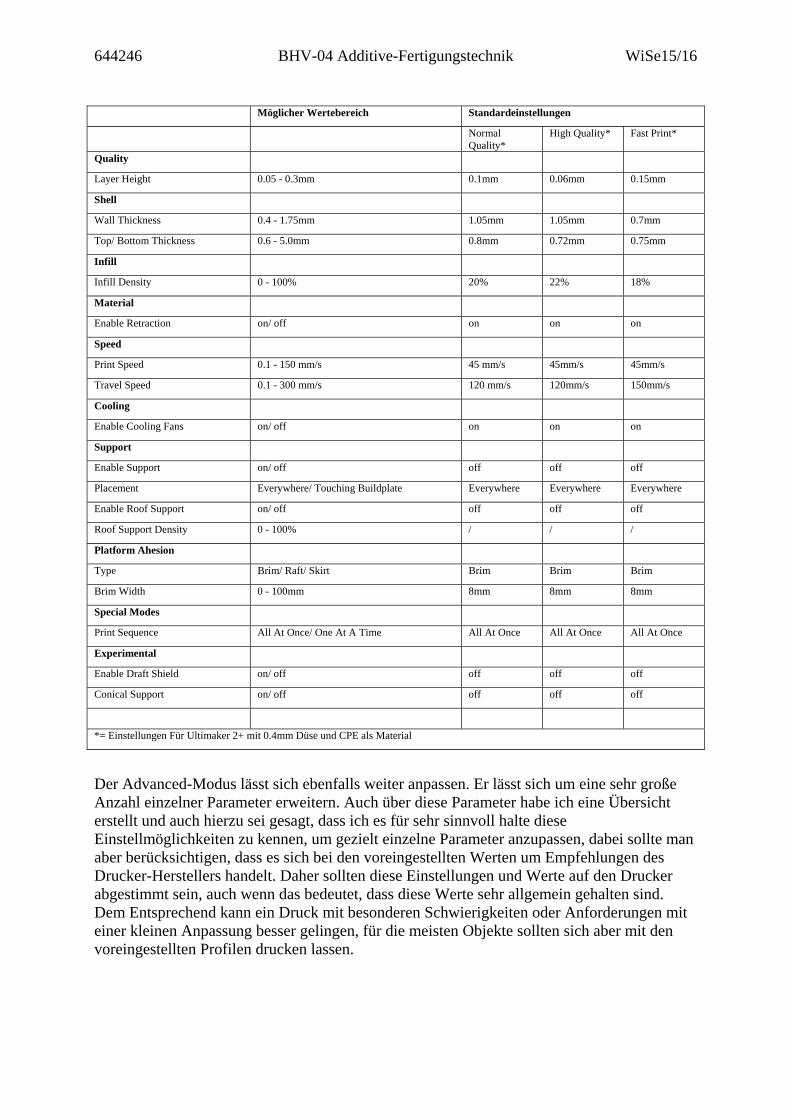
Wenn man sich langfristig mit einem 3D-Drucker auseinandersetzt, dann ist es durchaus sinnvoll sich mit den Möglichkeiten der Druckereinstellungen und der entsprechenden Software vertraut zu machen. Cura (Version 2.1.3) stellt auf der Oberfläche zwei Setup-Optionen zur Verfügung: Simple und Advanced. Im Simple-Setup kann man zwischen den drei Standards High-Quality, Normal-Quality und Fast-Print wählen, sowie zwischen selbst erstellten oder angepassten Profilen. Des Weitern kann man die Füll-Art, sowie Brim-Elemente und Stützstruktur auswählen. Diese wenigen Möglichkeiten reichen für die meisten Drucke völlig aus und ermöglichen so ein schnelles Erstellen von G-Code-Dateien. Bei einer langfristigen Auseinandersetzung mit dem 3D-Druck sollte man aber definitiv einen Blick auf die Advanced-Einstellungen wagen. Diese enthalten ebenfalls die Standard- und selbsterstellten Profile als Voreinstellungen, allerdings erlaubt dieser Modus eine sehr gezielte Veränderung einzelner Voreingestellter Parameter. Grundsätzlich funktionieren die Standard-Profile sehr gut für den Ultimaker 2+, daher rate ich dringend davon ab wahllos einzelne Parameter zu verändern, vielmehr halte ich es für sinnvoll gezielt einzelne Parameter experimentell zu verändern, und dabei die Auswirkungen dieser Veränderung genau zu beobachten. Zum Beispiel können die erweiterten Einstellmöglichkeiten der Support-Structure sehr hilfreich sein, gerade beim Druck komplexerer Geometrien. Ich habe eine tabellarische Übersicht der Advanced-Einstellungen erstellt, in der ich alle veränderbaren Einstellungen mit ihren möglichen Wertebereichen, sowie die entsprechenden Voreinstellungen der drei Standards gegenübergestellt habe.
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Möglicher Wertebereich Standardeinstellungen
Normal Quality*
High Quality* Fast Print*
Quality
Layer Height 0.05 - 0.3mm 0.1mm 0.06mm 0.15mm
Shell
Wall Thickness 0.4 - 1.75mm 1.05mm 1.05mm 0.7mm
Top/ Bottom Thickness 0.6 - 5.0mm 0.8mm 0.72mm 0.75mm
Infill
Infill Density 0 - 100% 20% 22% 18%
Material
Enable Retraction on/ off on on on
Speed
Print Speed 0.1 - 150 mm/s 45 mm/s 45mm/s 45mm/s
Travel Speed 0.1 - 300 mm/s 120 mm/s 120mm/s 150mm/s
Cooling
Enable Cooling Fans on/ off on on on
Support
Enable Support on/ off off off off
Placement Everywhere/ Touching Buildplate Everywhere Everywhere Everywhere
Enable Roof Support on/ off off off off
Roof Support Density 0 - 100% / / /
Platform Ahesion
Type Brim/ Raft/ Skirt Brim Brim Brim
Brim Width 0 - 100mm 8mm 8mm 8mm
Special Modes
Print Sequence All At Once/ One At A Time All At Once All At Once All At Once
Experimental
Enable Draft Shield on/ off off off off
Conical Support on/ off off off off
*= Einstellungen Für Ultimaker 2+ mit 0.4mm Düse und CPE als Material
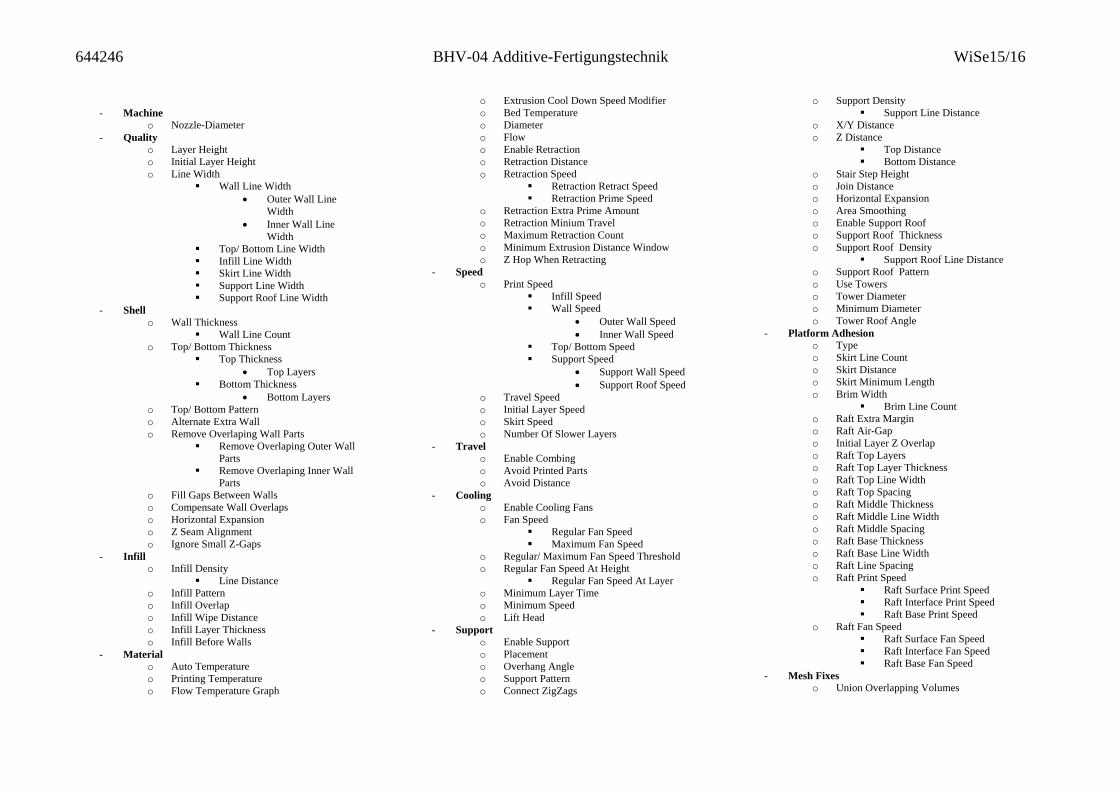
Der Advanced-Modus lässt sich ebenfalls weiter anpassen. Er lässt sich um eine sehr große Anzahl einzelner Parameter erweitern. Auch über diese Parameter habe ich eine Übersicht erstellt und auch hierzu sei gesagt, dass ich es für sehr sinnvoll halte diese Einstellmöglichkeiten zu kennen, um gezielt einzelne Parameter anzupassen, dabei sollte man aber berücksichtigen, dass es sich bei den voreingestellten Werten um Empfehlungen des Drucker-Herstellers handelt. Daher sollten diese Einstellungen und Werte auf den Drucker abgestimmt sein, auch wenn das bedeutet, dass diese Werte sehr allgemein gehalten sind. Dem Entsprechend kann ein Druck mit besonderen Schwierigkeiten oder Anforderungen mit einer kleinen Anpassung besser gelingen, für die meisten Objekte sollten sich aber mit den voreingestellten Profilen drucken lassen.
644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
- Machine
o Nozzle-Diameter - Quality
o Layer Height o Initial Layer Height o Line Width
Wall Line Width Outer Wall Line
Width Inner Wall Line
Width Top/ Bottom Line Width Infill Line Width Skirt Line Width Support Line Width Support Roof Line Width
- Shell o Wall Thickness
Wall Line Count o Top/ Bottom Thickness
Top Thickness Top Layers
Bottom Thickness Bottom Layers
o Top/ Bottom Pattern o Alternate Extra Wall o Remove Overlaping Wall Parts
Remove Overlaping Outer Wall Parts
Remove Overlaping Inner Wall Parts
o Fill Gaps Between Walls o Compensate Wall Overlaps o Horizontal Expansion o Z Seam Alignment o Ignore Small Z-Gaps
- Infill o Infill Density
Line Distance o Infill Pattern o Infill Overlap o Infill Wipe Distance o Infill Layer Thickness o Infill Before Walls
- Material o Auto Temperature o Printing Temperature o Flow Temperature Graph
o Extrusion Cool Down Speed Modifier o Bed Temperature o Diameter o Flow o Enable Retraction o Retraction Distance o Retraction Speed
Retraction Retract Speed Retraction Prime Speed
o Retraction Extra Prime Amount o Retraction Minium Travel o Maximum Retraction Count o Minimum Extrusion Distance Window o Z Hop When Retracting
- Speed o Print Speed
Infill Speed Wall Speed
Outer Wall Speed Inner Wall Speed
Top/ Bottom Speed Support Speed
Support Wall Speed Support Roof Speed
o Travel Speed o Initial Layer Speed o Skirt Speed o Number Of Slower Layers
- Travel o Enable Combing o Avoid Printed Parts o Avoid Distance
- Cooling o Enable Cooling Fans o Fan Speed
Regular Fan Speed Maximum Fan Speed
o Regular/ Maximum Fan Speed Threshold o Regular Fan Speed At Height
Regular Fan Speed At Layer o Minimum Layer Time o Minimum Speed o Lift Head
- Support o Enable Support o Placement o Overhang Angle o Support Pattern o Connect ZigZags
o Support Density Support Line Distance
o X/Y Distance o Z Distance
Top Distance Bottom Distance
o Stair Step Height o Join Distance o Horizontal Expansion o Area Smoothing o Enable Support Roof o Support Roof Thickness o Support Roof Density
Support Roof Line Distance o Support Roof Pattern o Use Towers o Tower Diameter o Minimum Diameter o Tower Roof Angle
- Platform Adhesion o Type o Skirt Line Count o Skirt Distance o Skirt Minimum Length o Brim Width
Brim Line Count o Raft Extra Margin o Raft Air-Gap o Initial Layer Z Overlap o Raft Top Layers o Raft Top Layer Thickness o Raft Top Line Width o Raft Top Spacing o Raft Middle Thickness o Raft Middle Line Width o Raft Middle Spacing o Raft Base Thickness o Raft Base Line Width o Raft Line Spacing o Raft Print Speed
Raft Surface Print Speed Raft Interface Print Speed Raft Base Print Speed
o Raft Fan Speed Raft Surface Fan Speed Raft Interface Fan Speed Raft Base Fan Speed
- Mesh Fixes o Union Overlapping Volumes

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
o Remove All holes o Extensive Stitching o Keep Disconected Faces
- Special Modes o Print Sequence o Surface Mode o Spirialize Outer Contour
- Experimental o Enable Draft Shield o Draft Shield X/Y Distance o Draft Shield Limitation o Draft Shield Height o Enable Coasting o Coasting Volume o Minimum Volume Before Coasting o Coasting Speed o Extra Skin Wall Count o Alternate Skin Rotation o Conical Support o Cone Angle o Cone Minimal Width o Fuzzy Skin o Fuzzy Skin Thickness o Fuzzy Skin Density
Fuzzy Skin Point Distance o Wire Printing o WP Connection Height o WP Roof Inset Speed o WP Speed
WP Bottom Printing Speed WP Upward Printing Speed WP Downward Printing Speed WP Horizontal Printing Speed
o WP Flow WP Connection Flow WP Flat Flow
o WP Top Delay o WP Bottom Delay o WP Flat Delay o WP Ease Upward o WP Knot Size o WP Fall Down o WP Drag Along o WP Strategy o WP Straighten Downward Lines o WP Roof Fall Down o WP Roof Drag Along o WP Roof Outer Delay o WP Nozzle Clearance

644246 BHV-04 Additive-Fertigungstechnik WiSe15/16
Abschließender Hinweis: Die Vorlagen für alle hier gezeigten Objekte und Drucke wurden alle von mir mit Hilfe von AutoCad erstellt. Es wurden keine DWG- oder STL-Dateien Dritter verwendet. Alle DWG und STL-Dateien, sowie die entsprechenden G-Codes wurden im Studip in der Veranstaltung hochgeladen.


















