UNIVERSIDAD NACIONAL DE INGENIERIA. RECINTO …ribuni.uni.edu.ni/2147/1/91841.pdf · 2.2 El...
88
1 UNIVERSIDAD NACIONAL DE INGENIERIA. RECINTO UNIVERSITARIO SIMÓN BOLIVAR FACULTAD DE ELECTROTECNIA Y COMPUTACIÓN. Tesis para Optar al Título de Ingeniero Eléctrico. Tema: “Pruebas para el Diagnóstico de Fallas en Transformadores de Distribución hasta 500 kva”, para una Empresa de Servicio en Nicaragua. Autor: Número de Carnet: EDGARD DAVID SEVILLA SÁNCHEZ. 94-11502-7. Tutor: ING. RAMIRO ARCIA LACAYO. Fecha: FEBRERO DE 2018.
Transcript of UNIVERSIDAD NACIONAL DE INGENIERIA. RECINTO …ribuni.uni.edu.ni/2147/1/91841.pdf · 2.2 El...
-
1
UNIVERSIDAD NACIONAL DE INGENIERIA. RECINTO UNIVERSITARIO SIMÓN BOLIVAR
FACULTAD DE ELECTROTECNIA Y COMPUTACIÓN.
Tesis para Optar al Título de Ingeniero Eléctrico.
Tema:
“Pruebas para el Diagnóstico de Fallas en Transformadores de Distribución hasta 500
kva”, para una Empresa de Servicio en Nicaragua.
Autor: Número de Carnet:
EDGARD DAVID SEVILLA SÁNCHEZ. 94-11502-7.
Tutor: ING. RAMIRO ARCIA LACAYO.
Fecha: FEBRERO DE 2018.
-
2
INDICE:
Capítulo I. Generalidades del Transformador de Distribución. 1.1 Introducción. 1.2 Objetivos. 1.2.1 Objetivo General 1.2.2 Objetivos Específicos 1.3 Antecedentes. 1.4 Justificación. 1.5 Marco teórico. Capítulo II. El Transformador de Distribución. 2.1 Definición de Transformador. 2.2 El Transformador Elemental. 2.3 Componentes Básicos del Transformador de Distribución. 2.4 Clasificación de los Transformadores. 2.5 Tipos de Diagnósticos. 2.6 Reglas de Seguridad en el Sitio de Trabajo. 2.7 Inspección Visual externa del Transformador de Distribución. Capítulo III. Pruebas de Diagnóstico de Falla en Transformadores de Distribución. 3.1 Pruebas de Diagnóstico de Falla en Transformadores de Distribución. 3.2 Ensayos Físico-Químico. 3.2.1 Prueba Rápida de PCB.
3.2.2 Color.
3.2.3 Aspecto Visual.
3.2.4 Número de Acidez.
3.2.5 Rigidez Dieléctrica del Aceite.
3.2.6 Factor de Potencia a 25° C y 100°C.
3.3 Cromatografía de Gases Combustibles Disueltos (DGA). 3.3.1 Método de la IEC-60599. 3.3.2 Método de la IEEE C57.104.91. 3.3.2.1 Método de los Gases Claves. 3.3.2.2 Método de Rogers. 3.3.2.3 Método de Triángulo Duval.
3.4 Equipo Analizador de Gases Disuelto Transpor- X de Kelman.
-
3
3.5 Ensayos Eléctricos.
3.5.1 Polaridad del Transformador.
3.5.2 Grupo de Conexión.
3.5.3 Relación de Transformación.
3.5.4 Resistencia Óhmica.
3.5.5 Resistencia de Aislamiento.
3.5.5.1 Índice de Polarización.
3.5.5.2 Índice de Absorción.
Capítulo IV. Costo de Pruebas de Diagnóstico en Transformadores de Distribución. 4.1 Definición de Costo. 4.2 Elementos de un Producto o Servicio.
4.2.1 Materiales Directos.
4.2.2 Materiales Indirectos.
4.2.3 Costos Indirectos de Fabricación.
4.2.4 Mano de Obra Directa.
4.2.5 Mano de Obra Indirecta.
4.3 Cálculo del costo de Pruebas de Diagnóstico en Transformadores de Distribución.
Conclusiones.
Bibliografía.
Anexos.
-
4
Capítulo I. Generalidades del Transformador de Distribución.
-
5
1.1 Introducción.
Los Transformadores en particular son un medio técnico que hizo su aparición en la
primera década del siglo pasado, la actitud asumida históricamente, ante el diagnóstico ha
dependido básicamente de factores económicos, independientemente de las repercusiones
sociales que pueda tener la salida de servicio por avería, el desgaste prematuro, el
envejecimiento precoz de este medio técnico.
Dada la importancia del transformador dentro de un sistema eléctrico y de la creciente
presión que la competencia global ejerce sobre la industria, surge el “diagnóstico” para
garantizar la calidad óptima del equipo, para mantenerse en competencia y facturar
ganancias, en tanto el usuario lo hace para mantener la producción.
El Diagnóstico surge como el seguimiento organizado con mediciones periódicas de
variables de estado del sistema y su comparación con unos patrones establecidos, para la
determinación del instante en que se debe producir el mantenimiento. Por lo tanto, consiste
en subsanar el fallo cuando este aún se encuentra en estado insipiente, esto no implica
necesariamente intervención en el equipo, sino más bien pruebas de diagnóstico para
detectar cuando se van a presentar fallas en los equipos y definir el momento en que se
deben intervenir o realizar las correcciones pertinentes.
En la primera parte de este trabajo investigativo se abordará las generalidades de los
Transformadores de Distribución, la segunda parte se hará una breve descripción de la
clasificación de los Transformadores, tipos de diagnósticos y reglas de seguridad en el sitio
de trabajo. En la tercera parte se abordará las pruebas Básicas de diagnóstico de
Transformadores de Distribución y se hará una comparación con normas Nacionales e
Internacionales usadas en la actualidad (En Nicaragua). En la cuarta parte conoceremos los
costos del servicio de las pruebas de diagnóstico de Transformadores de Distribución, en el
anexo mostraremos un ejemplo práctico, donde se aplica toda la teoría expuesta en este
trabajo.
-
6
1.2 Objetivos.
1.2.1 Objetivo General.
- Analizar las pruebas básicas para diagnóstico de falla de un Transformador de
Distribución dentro de un sistema electro-energético, realizadas en el país
(Nicaragua).
1.2.2 Objetivos Específicos.
- Verificar las características establecidas en las especificaciones y normas técnicas
que se utilizan en el país, para Transformadores de Distribución hasta 500 KVA.
- Determinar la confiabilidad, emisión de diagnóstico y recolección de datos para la
elaboración de pronósticos de funcionamiento de Transformadores de Distribución
hasta 500 KVA.
- Conocer los costos de las Pruebas de Diagnóstico para Transformadores de
Distribución hasta 500 KVA.
-
7
1.3 Antecedentes.
El Diagnóstico es una de las técnicas más antiguas empleadas por el hombre, siendo
los griegos los primeros en definirla por este nombre que significa “A través del
conocimiento”, esta técnica surge inicialmente como una necesidad del hombre para
reconocer y detectar males y deficiencia funcionales del organismo humano y,
posteriormente, de los medios técnicos creados por él. En las ciencias médicas donde el
diagnóstico tuvo mayor acogida y por tanto donde se ha acumulado mayor experiencia y
desarrollo particularmente dentro de la llamada medicina curativa de la cual es una de sus
partes, pues ella se divide en Diagnóstico y Tratamiento. Estas partes están indisolublemente
unidas entre sí y evidentemente la primera, y más importante, es el diagnóstico ya que de él
depende la institución del método de prevención de males en desarrollo.
Las técnicas de diagnóstico se han ido perfeccionando en la medida que el hombre
ha desarrollado su conocimiento científico, empleando técnicas más completas y complejas.
El diagnóstico técnico aplicado a equipos electro-energéticos, y en especial a
Transformadores de distribución, es el perfeccionamiento de las tareas de mantenimiento y el
control del estado de los medios técnicos, o sea, el Mantenimiento por diagnóstico. Mientras
que su importancia radica en que, por una parte el índice de prevención de fallos aumenta a
la vez, que por otra las tareas de mantenimiento se flexibilizan en dependencia del estado
real de los equipos. Todo ello conduce a una disminución de los gastos totales por
mantenimiento.
Actualmente en nuestro país hay un crecimiento económico en el sector público,
comercial e industrial, por lo que también existe una alta demanda de recurso humano, pero
Nicaragua tiene el inconveniente que hace falta recurso humano calificado, derivado de esta
necesidad nos planteamos la elaboración de este trabajo, respaldados en los estudios de
Ingeniería Eléctrica y en la investigación científica.
-
8
1.4 Justificación.
La electricidad es una forma de energía fundamental para prácticamente cualquier
actividad económica actual, y que para su manejo desde el punto de vista de producción
hasta el punto de consumo, requiere de transformadores de distribución. La gran mayoría de
estos sumergidos en aceite dieléctrico, características que hace de estas máquinas, fáciles
de diagnosticar su operación para un adecuado mantenimiento del sistema integral del
transformador de distribución, que ayudan a extender su vida útil.
Dado que en Nicaragua solo existe una Empresa Estatal ENATREL, que brinda el
servicio de diagnóstico para Transformadores de Distribución, quien atiende a todas las
Empresas del Sector Estatal y Privado, razón por la que el personal altamente capacitado
sólo se encuentra en dicha Institución, con lo antes descrito nos vemos obligados a realizar
nuestra investigación, la cual será una guía teórica y práctica en el cual Ingenieros en
Mantenimiento y Técnicos en Mantenimiento podrán consultar, ya que en este documento se
incluye el conocimiento científico, normas Nacionales e Internacionales y las habilidades de
diagnóstico que se adquieren con el tiempo. Incluso dependiendo del espíritu emprendedor
se puede valorar la compra de algunos equipos de prueba, para crear una empresa de
pruebas de diagnóstico de fallas en Transformadores de Distribución, esto va depender de la
de la visión económica.
1.5 Marco Teórico.
Los Transformadores desempeñan un papel muy importante en el transporte,
distribución y suministro de la energía eléctrica, la invención de este constituyó un hito
tecnológico que contribuyó de sobremanera a la expansión de la energía eléctrica y creó las
condiciones para realizar nuevas invenciones y aplicaciones donde dicha energía fuese la
fuente inicial. El Transformador de Distribución, como cualquier otra máquina creada por el
hombre, necesita de cuidados apropiados para asegurar su buena operación y durabilidad.
Un transformador en buenas condiciones ayuda de manera importante a proporcionar las
condiciones de desarrollo de la sociedad.
-
9
Capítulo II. El Transformador de Distribución. (Según Norma NOM – 002 – 2010 - 3.2)
-
10
2.1 Definición de Transformador.
Es una máquina estática que por acoplamiento electromagnético entre dos o más
bobinas, permite efectuar una transferencia de energía entre estos, variando en general sus
parámetros de entrada y salida.
Un transformador es un sistema complejo en el cual se producen una gran variedad de
fenómenos diferentes en forma simultánea, cuyos efectos interactúan entre sí, tales como;
Físico-Químico, eléctricos, magnéticos, electromagnéticos, electrodinámicos y térmicos.
2.2 El Transformador Elemental.
Figura #1. Representación de un Transformador Elemental. (Fuente Propia).
Fmm= N1x Im
Φm= Fmm/R
El flujo magnético interactúa sobre ambos arrollamientos generando fuerzas
electromotrices (F.e.m) proporcionales a su número de espiras.
Valor Instantáneo. Valor eficaz.
E1= N1x(𝝏∅/𝝏𝒕). E1= 4.44xFxN1xϕm.
E2= N2x(𝝏∅/𝝏𝒕). E2= 4.44xFxN2xϕm.
La relación de transformación está dada por:
V1 / V2, E1 / E2, N1 / N2, I2 / I1 = a.
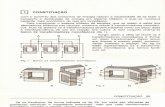
2.3 Componentes Básicos del Transformador de Distribución.
a. Circuito Magnético.
La conforma el núcleo, el cual está hecho de laminaciones de acero al silicio de grano
orientado; las láminas se aíslan por ambos lados con la finalidad de reducir las pérdidas por
corriente parásitas y así conducir el flujo magnético generado.
-
11
Figura #2. Circuitos Magnéticos. (Fuente Propia).
b. Circuito Eléctrico.
Compuesto por los devanados primarios y secundarios, se fabrican de cobre o
aluminio; forrándose de papel o barnizándose, dependiendo si es seco o sumergido en
aceite, de la tensión de operación y la potencia. La función que deben cumplir los devanados
es la de crear un flujo Magnético en el primario y por inducción electromagnética dar origen a
una fuerza electromotriz (f.e.m), en el secundario.
Figura #3. Circuitos Eléctricos. (Catálogo de Essex Group, 1998).
Figura #4.Combinación del Circuito Eléctrico y Magnético. (Fuente Propia).
c. Sistema de Aislamiento.
Todos los transformadores poseen materiales aislantes que forman el sistema de
aislamiento. Dichos aislamientos aumentan a medida que se aumenta la capacidad del
transformador. A continuación se mencionan algunos materiales aislantes:
- Cartón Dieléctrico.
- Papel Kraft.
- Papel Creepe.
- Barniz.
- Porcelana
- Termoplástico.
- Aceite Dieléctrico.
Este sistema aísla eléctricamente a los devanados, al núcleo y partes de acero que
forman la estructura.
-
12
Figura #5. Sistemas de Aislamientos. (Catálogo de Essex Group, 1998 y Fuente Propia).
d. Tanque y Accesorios.
El tanque tiene la función de contener y preservar al aceite Dieléctrico y el conjunto
núcleo- bobinas. A demás, está constituido por los siguientes elementos (Accesorios).
1. Boquillas de Porcelana A.T. y B.T.
2. Cambiador de Derivaciones (Taps).
3. Terminales de A.T. y B.T.
4. Indicadores de Nivel
5. Válvula de Alivio
6. Válvula de Muestreo de Aceite.
-
13
Figura #6. Tanques y Accesorios del Transformador. (Catálogo de Orto, 2008).
Figura #7. Ubicación Física de los Transformadores en un Sistema Electro-energético. (Fuente Propia)
-
14
2.4 Clasificación de los Transformadores.
En función de la Capacidad del Equipo:
Fuerza o Potencia.
Distribución.
En función del número de fases:
Monofásico.
- Auto-protegido.
- Convencional.
Trifásico.
En función de los sistemas de disipación de calor:
Sumergidos en Aceite Dieléctrico.
Enfriados por aire.
En función de las condiciones de servicio:
Para uso Interior.
Para uso Exterior.
En función de los lugares de instalación:
Para Instalarse en Poste.
Para instalarse en Subestación.
Para instalarse en un Pedestal.
Figura #8. Transformador de Potencia. (Fuente Propia). Figura #9. Transformador de Distribución. (Fuente Propia).
https://es.images.search.yahoo.com/images/view;_ylt=A2KLj9OAzKNXa3oApT6V.Qt.;_ylu=X3oDMTI0Y2k1NGNiBHNlYwNzcgRzbGsDaW1nBG9pZANlZjY4YjE5ZGEzZGI4YjdkYzAyMDc2ZWIzNzRkNzE2MgRncG9zAzE0MQRpdANiaW5n?.origin=&back=https://es.images.search.yahoo.com/search/images?p=SUNBELT.+TRANSFORMERS&fr=yfp-t-777&nost=1&tab=organic&ri=141&w=318&h=291&imgurl=www.abb-conversations.com/wp-content/uploads/2013/09/ABB_liquidfilled_transformer1.jpg&rurl=http://www.manualguide1000.com/search/liquid-filled-distribution-transformers-padmount-substation-&size=14.0KB&name=...+Liquid+Filled+Distribution+Transformers+Padmount+Substation+|+Manual&p=SUNBELT.+TRANSFORMERS&oid=ef68b19da3db8b7dc02076eb374d7162&fr2=&fr=yfp-t-777&tt=...+Liquid+Filled+Distribution+Transformers+Padmount+Substation+|+Manual&b=121&ni=192&no=141&ts=&tab=organic&sigr=132cldr0n&sigb=13fk7oud3&sigi=12mf04hdk&sigt=12fbbma7g&sign=12fbbma7g&.crumb=9eUYJlPYltw&fr=yfp-t-777
-
15
Figura #10. Transformador Convencional. Figura #11. Transformador Auto-protegido. (Fuente Propia). (Fuente Propia).
Figura #12. Transformador de Pedestal y Accesorios. (Catálogo Cooper, 2012).
Figura #13.Transformadores Seco. (Catálogo Eaton, 2011).
-
16
Voltajes Normalizados en la Red de Distribución en Nicaragua.
1ϕ Alta Tensión
3ϕ Alta Tensión
14400 V 24940 V
7620 V 13200 V
2400 V 4160 V
Tabla#1. Voltajes Normalizados en Alta Tensión. (Fuente Propia).
1ϕ Baja Tensión
3ϕ Baja Tensión
120/240 V 240 V
240/480 V 208 V
277 V 480 V
380 V
Tabla#2. Voltajes Normalizados en Baja y Media Tensión. (Fuente ENEL 2016).
2.5 Tipos de Diagnósticos
Las tendencias del diagnóstico y las técnicas a emplear para su resultado exitoso han
devenido en mayor complejidad. Sin embargo el concepto de diagnóstico técnico no
revolucionó hasta finales del siglo XIX y comienzos del XX, y no fue sino por aspectos
económicos, por la necesidad de perfeccionar los pronósticos de funcionamiento, la
predeterminación del “Tiempo medio de vida”, la predicción de averías. A continuación se
describe brevemente los tipos de Diagnósticos:
Diagnóstico Provisional:
Este tiene como característica que siempre es el primero que se establece, a partir de
él instituye la conducta, procedimientos y pasos a seguir para llegar al diagnóstico final. Las
cuatro partes en que se divide el diagnóstico provisional, que se describen a continuación,
nunca se manifiestan por separadas, con una frontera definida entre cada una de ella,
siempre aparecen vinculadas e interactuando armoniosamente entre sí.
Diagnóstico por Intuición:
El diagnóstico de este tipo es muy difícil de establecer y requiere de una experiencia
extraordinaria para su aplicación, ya que el mismo se instituye a partir de un “simple
reconocimiento” de las manifestaciones típicas de un daño a mal. Esta es la forma más
antigua y difundida del diagnóstico, manifestándose por lo general de forma espontánea.
-
17
Diagnóstico por Comparación:
Este tipo de diagnóstico consiste en la comparación del “Cuadro Sintomático” que se
presenta, con esquemas típicos de males ya conocidos. Es el método de diagnóstico con
mayores posibilidades de generalización debido a que el mismo es, por una parte, fácil de
divulgar por su sencillez de aplicación, por otra es la piedra angular de la automatización del
diagnóstico, ya que los “cuadros sintomáticos” conocidos y su reflejo sobre las cantidades
eléctricas, parámetros de funcionamiento medibles y controlables pueden ser almacenados
para detectar y diferenciar.
Diagnóstico por Raciocinio:
Este diagnóstico encierra el método a seguir en el estudio de un proceso desconocido,
es decir no descrito hasta el momento de su enfrentamiento. En él intervienen todos los
conocimientos, habilidades (por supuesto incluyendo la subjetividad) del investigador. Este
es la base del diagnóstico actual y que en él se concentran todos los aspectos gnoseológicos
del diagnóstico.
Diagnóstico por Hipótesis:
Es el que se establece cuando aún no se ha llegado a ningún diagnóstico por algunas
de las vías antes mencionadas. En este caso se establece una hipótesis, que debe ser
confirmada posteriormente, atendiendo a las “respuestas” (comportamiento) del objeto bajo
estudio ante las diferentes medidas sintomáticas de control que se adopten. Este es, en
última instancia, el resultado del Diagnóstico Provisional moderno, y en él los aspectos
metodológicos son cardinales.
Diagnóstico Final o Definitivo
Para llegar a este diagnóstico se debe, ante todo, haber transitado previamente por el
diagnóstico provisional, hay que tener al menos una creencia justificada que nos haya
permitido establecer un posible diagnóstico, ya que el criterio final y absoluto del diagnóstico
es el que se establece tras una detallada inspección visual en el objeto estudiado “Abierto”.
Hasta este momento tanto en la medicina como en el diagnóstico técnico, se debe haber
agotado todas las fases del diagnóstico provisional.
-
18
Figura#14. Diagrama de Pruebas de Diagnóstico para Transformadores de Distribución.
2.6 Reglas de Seguridad en el Sitio de Trabajo
Figura #15. Equipos de Protección Personal. (Fuente Propia).
Figura #16. Diagrama Unifilar de Entrega de un Transformador para Prueba de Diagnóstico en el Sitio. (Curso de Transformadores de Distribución Cecacier, 2014 y Fuente Propia).
Métodos de Diagnóstico.
Tradicionales.
Métodos
Eléctricos. Métodos
Físicos-
Químicos.
Avanzados
-
19
Cuando se realizan las actividades del diagnóstico de fallas de transformadores de
distribución, se debe aislar la zona de trabajo de las posibles fuentes de alimentación
externas y eliminar cualquier posibilidad de que la instalación pueda ser energizada de
alguna forma.
Corte Visible
Apertura en corte visible o en cortes efectivo de todas las posibles fuentes de tensión,
mediantes seccionadores, interruptores extraíbles u otros medios seccionadores.
Figura #17. Aparatos de Maniobra. (Catálogo ABB, 2013).
Bloqueo de Aparatos de Maniobra.
Enclavamiento o bloqueo de los aparatos que han realizado el corte visible o efectivo,
y señalización en el mando de los mismos. Busca asegurar que no puedan producirse cierres
intempestivos en los seccionadores, interruptores extraíbles etc. Por falla técnica, error
humano u otras causas imprevistas.
Verificación de Ausencia de Tensión
Permite comprobar que no haya tensión en aquella parte de la instalación eléctrica
sobre la que se van a realizar trabajos. La verificación se efectúa en el lugar donde se
realizara las actividades para el diagnóstico y en todos los puntos donde se ha abierto las
posibles fuentes de tensión. La comprobación debe efectuarse bajo el supuesto que hay
tensión.
Puesta a Tierra y en Cortocircuito
Tiene por objeto asegurar el efectivo drenaje a tierra de cualquier posible alimentación
externa sobre el lugar donde se van a realizar las actividades del diagnóstico.
-
20
Delimitación y Señalización
Consiste en señalizar y delimitar la zona de trabajo o peligro (Bajo tensión) según los
casos con elementos que correspondan. La señalización se efectúa mediante placas,
carteles, adhesivos etc, de color y forma normalizada, con frases o símbolos con el mensaje
a cumplir, para prevenir el riesgo de accidente.
2.7 Inspección Visual Externa del Transformador de Distribución
Es recomendable una inspección visual de las partes externas del transformador y de
las instalaciones anexas, para una adecuada interpretación de los pronósticos de
funcionamiento del equipo. A continuación se hace un resumen de las actividades que se
incluyen en la inspección visual.
Figura #18.Transformador Trifásico de Distribución. (Seminario Omicron, 2011 y Fuente propia).
Realizar el levantamiento físico de anormalidades de la instalación.
Solicitar reportes o datos de pruebas anteriores (Sí los hay).
Realizar el levantamiento de datos de placa del Transformador de Distribución.
Revisar aisladores de alta y baja tensión.
Revisar aprietes de puntos de conexión de los cables.
Revisar la pintura.
Revisar la hermeticidad.
Revisar los Empaques.
Revisar las válvulas.
-
21
Capítulo III. Pruebas de Diagnóstico de Fallo en Transformadores de Distribución.
-
22
3.1 Pruebas de Diagnóstico de Fallo en Transformadores de Distribución.
Figura #19.Equipos de Pruebas para el Diagnóstico de Transformadores. (Seminario Meisa, 2007).
Los ensayos de Diagnóstico realizadas al aceite Dieléctrico forma parte del correcto
seguimiento y control. Estas deben realizarse para detectar la aparición de una falla
incipiente y así tomar las medidas correctivas, antes de ocurra un falla y deje fuera de
servicio el transformador de distribución. A continuación se detallan cada una de las pruebas
básicas de diagnóstico, que deben realizarse al aislamiento líquido junto con su parámetro de
aceptación, de acuerdo a las normas internacionales que utilizan actualmente en el país.
3.2 Ensayos Físico-Químico
Los líquidos aislantes que contienen PCB´S son fluidos minerales, sintéticos y
clorados, empleados en transformadores durante muchos años por tener la característica
aislante y refrigerante, pero actualmente prohibidos algunos de ellos (Askarel) por el peligro
que representa para la salud humana y para el medio ambiente.
3.2.1 Prueba de Bifenilos Policlorados (PCB’S).
Existen pruebas muy sencillas para determinar la presencia de PCB´S en aceites,
estas pruebas requieren pocos materiales y se requiere de personas capacitadas para
realizar las mismas. No son pruebas que permiten cuantificar la concentración de PCB’S,
pero sí muestran la presencia de estos:
Prueba de Densidad.
Prueba de Detección de Cloro.
Prueba de CLOR-N-OIL 50:
Esta última contiene un kit para detectar la presencia de PCB´S en los aceites de
transformadores. Se basa en el método 9079 US EPA SW-846, y los PCB´S se determinan
por contenido de cloro. Si da como resultado una coloración púrpura, indica ausencia de
-
23
cloro y se tiene la certeza de que no hay PCB´S. El tiempo requerido para realizar el ensayo
es menor de a 5 minutos. Los niveles de concentración son de 20, 50, 100 y 500 ppm.
Figura #20. Kit de Prueba de CLOR-N-OIL 50. (Manual de Instrucciones, Dexil).
1. Instalación:
Remueva el contenido de la caja, revise el contenido de la caja para asegurarse que
todos los artículos estén allí (Que no falte ninguno). Coloque los dos tubos plásticos en los
sostenedores en el frente de la caja.
2. Preparación de la muestra:
Abrir la tapa negra del gotero del tubo N° 1, use la pipeta plástica y transfiera
exactamente 5ml (Hasta la línea) del aceite del transformador que será probado en el tubo.
Ponga de nuevo la tapa negra del dispensador de una manera segura.
3. Reacción:
Rompa el fondo de la ampolla #1(punto azul) en el tubo comprimiendo ambos lados
del tubo. Mezcle la solución agitando el tubo fuertemente por 10 segundos, luego rompa la
parte superior de la ampolla (Gris). Permita que proceda la reacción, agitándola por 50
segundos más (No más de 1 minuto).
-
24
4. Extracción:
Remueva las tapas de ambos tubos y ponga la solución del tubo #2(La solución clara)
al tubo #1. Cierre la tapa (Bien apretada) en el tubo #1 y agítela con fuerza por 10 segundos
más. Ventile el tubo con cuidado, quitando la tapa parcialmente y cierre la tapa de manera
segura y agítela por 10 segundos más. Panga el tubo boca abajo con su tapa y deje en
reposo por 2 minutos. Si la capa de aceite esta debajo de la otra sustancia, descontinúe la
prueba en esta etapa, si ocurre que la otra sustancia esta debajo y el aceite arriba, entonces
continúe la prueba.
5. Análisis:
Abrir las tapas de los tubos#1 y #2, introducir 5ml de la sustancia del tubo #1 al tubo
#2, luego rompa el fondo de la ampolla del tubo #2 (sin color) y agite por 10 segundos,
posteriormente rompa la parte superior de la ampolla del tubo #2 (verde) y agítela 10
segundos.
6. Resultados:
Observe el color resultante de inmediato y compare con la tabla de color es para
determinar el grado de cloro, si la solución resultante es de color púrpura la muestra tiene
menos de 50 ppm de PCB´S, si la solución es de color amarilla o sin color puede contener
más de 50 ppm de PCB´S.
Prueba con el Analizador L2000-DX.
Este procedimiento se basa en los mismos principios químicos que los kits CLOR-N-
OIL 50, pero en lugar de utilizar una reacción colorimétrica, utiliza un electrodo de ión
específico para determinar el contenido de cloro. El equipo viene montado en pequeño
maletín portátil, equipado con todos los implementos para realizar el ensayo, los resultados
pueden ser impresos y conservados en la memoria del equipo. El tiempo de requerido para
efectuar el ensayo es de 20 minutos aproximadamente.
Figura #21. Equipo de Prueba Analizador L2000-DX. (Manual L2000-DX).
-
25
A continuación se detallan los resultados de la Prueba de PCB´S. Usando Kit de
Prueba de CLOR-N-OIL 50. Para Aceite Dieléctrico de Transformadores de Distribución.
Pruebas en el Aceite Dieléctrico.
Presencia de PCB.
Método: EPA SW - 846 9079 US. Tipo: Clor - N - Oil 50
Resultado:
Positivo: Negativo: X
Positivo: Concentraciones superiores a 50 ppm.
Negativo: Concentraciones menores a 50 ppm.
3.2.2 Color.
Existe un método para realizar la prueba de color al aceite dieléctrico basado en la
norma ASTM D1500. Este método compara el color de la muestra de aceite con una escala
de colores de 0.5 al 8.0 (Figura # 22). El color del aceite dieléctrico es muy bajo casi
transparente por lo que su valor es menor 0.5. A medida que el aceite se envejece, este se
obscurece llegando a valores cercano 8.0. La prueba de color es un parámetro para medir el
deterioro del aceite. Sin embargo, no es del todo confiable. Un aceite malo que contiene
humedad puede tener un color claro.
Figura #22. Escala de Colores de la Degradación de los Aceites Dieléctricos. (Monografía Análisis Técnico y
Económico de la Recuperación de los Aceites Dieléctricos, Ecuador-2005).
PRUEBA NORMA ACEPTABLE DUDOSO INACEPTABLE
-
26
COLOR ASTM D1500 ≤ 3.5 - > 3.5 Tabla#3. Valores del Color del Aceite Dieléctrico. (Norma ASTM D1500).
ACEPTABLE: El aceite dieléctrico presenta condiciones satisfactorias, que no causan ningún efecto
de deterioro sobre los materiales de celulosa y no requieren de ninguna corrección.
DUDOSO: El aceite dieléctrico manifiesta señas de incipiente deterioro ó alguna contaminación, lo
que podrá requerir de observación en sus tendencias ó corrección de acuerdo a un
diagnóstico global, y evitar el deterioro de la celulosa.
INACEPTABLE: El aceite dieléctrico muestra signo de evidente deterioro y/ó contaminación, lo que hace
necesaria la observación estrecha de su tendencia ó corrección inmediata de acuerdo a
un diagnóstico global, su condición puede ser causa del deterioro de la celulosa.
3.2.3 Aspecto visual.
La muestra de aceite dieléctrico debe revisarse visualmente para detectar turbidez,
partículas en suspensión, sedimentos o lodo, carbón, o agua libre en el aceite dieléctrico. La
norma ASTM D1524 indica que un aceite aceptable debe ser claro brillante y libre de
cualquier tipo de contaminación, de lo contrario, debe investigarse la causa.
Generalmente la turbidez indica la presencia de gotas de agua, carbono, lodo en el
fluido, siendo el carbón señal de presencia de arcos en el transformador.
Figura #23. Aspecto Visual del Aceite Dieléctrico. (Seminario Omicron, 2011).
PRUEBA NORMA ACEPTABLE DUDOSO INACEPTABLE
ASPECTO VISUAL ASTM D1524 CLARO OBSCURO TURBIO Tabla #4. Aspecto Visual del Aceite Dieléctrico. (Norma ASTM D1524).
3.2.4 Número de Neutralización (Acidez).
-
27
Cuando el aceite se envejece, algunos de los productos de oxidación que se forman
son ácidos, lo que significa que pueden reaccionar y neutralizarse con materiales alcalinos.
Los métodos estándares para calcular el número de neutralización o acidez utilizan el
hidróxido de potasio (KOH), que reacciona con los componentes ácidos que se encuentran
en el aceite. La cantidad de KOH necesarios para esta reacción está dada por un cambio de
color del indicador incluido en el aceite o por un cambio eléctrico medido por electrodos.
El número de acidez es expresado en miligramos de KOH por gramo de muestra de
aceite. La clasificación de los resultados se muestran en la tabla N°5. Los rangos
cuestionables e inaceptables indican que el aceite se ha oxidado y por la tanto es
recomendable una limpieza en el equipo con aceite caliente. El método utilizado en la norma
ASTM D 974 utiliza un proceso de titratación automatizada, en el cual se agrega hidróxido de
potasio hasta que ocurra un inesperado cambio de color, con lo cual se conoce la
concentración de ácidos en el aceite dieléctrico.
PRUEBA NORMA ACEPTABLE DUDOSO INACEPTABLE
N° DE NEUTRALIZACIÓN Ó ACIDEZ (mg KOH/g muestra)
ASTM D974 ≤ 0.05 > 0.05 A ≤ 0.10 > 0.10
Tabla #5. Valores de N° de Neutralización ó Acidez del Aceite Dieléctrico. (Norma ASTM D974).
3.2.5 Rigidez Dieléctrica del Aceite.
El propósito de realizar la prueba de rigidez dieléctrica es evaluar la capacidad del
aceite para soportar un esfuerzo eléctrico, la cual se reduce si el aceite contiene agua,
partículas conductivas y cualquier tipo de contaminación. Existen dos métodos para realizar
la prueba de rigidez dieléctrica al fluido, el primero basado en la norma ASTM D877 y el
segundo descrito en la norma ASTM D1816.
Ambos métodos miden la rigidez dieléctrica, utilizando una celda de prueba en donde
se deposita la muestra de aceite y que contiene dos electrodos espaciados, los cuales son
expuestos a un voltaje cada vez mayor hasta que se produzca una descarga a través del
aceite de un electrodo a otro. Para el primer método de la norma ASTM D877 la distancia
entre electrodo en forma de disco es de 0.1 pulgadas y el voltaje sobre éstos se incrementa
en 3000V cada segundo.
El segundo método de la norma ASTM D1816 utiliza electrodo esférico con una distancia de separación de 0.04 ó 0.08 pulgadas y con una tasa de incremento de voltaje de 500V por segundo. El método de la norma ASTM D1816 es actualmente el más recomendado por ser más sensible a la humedad, compuestos polares y productos de oxidación del aceite. Asimismo la celda de prueba de este método incluye un agitador que permite que el aceite contaminado fluya a través los electrodos y sea considerado en el valor de la rigidez dieléctrica.
-
28
Figura #24. Equipo para medir la Rigidez Dieléctrica del Aceite. (Manual Equipo, Megger).
Tabla #6. Criterio de Norma ASTM D877. (Norma ASTM D877).
Tabla #7. Criterio de Norma ASTM D1816. (Norma ASTM D1816).
RIGIDEZ DIELÉCTRICA (SEPARACIÓN DE 2mm).
VOLTAJE PRIMARIO ACEPTABLE DUDOSO INACEPTABLE
≤ 69KV ≥ 40KV < 40KV ≥ 35KV
< 35KV
> 69 KV < 230KV
≥ 47KV < 47KV ≥ 42KV
< 42KV
≥ 230 ≥50KV < 50KV ≥ 45KV
< 45KV
A continuación se presentan los datos obtenidos al realizar la prueba de Rigidez Dieléctrica al fluido de 02 Transformadores de Distribución.
RIGIDEZ DIELÉCTRICA (SEPARACIÓN DE 2.5 mm).
VOLTAJE PRIMARIO ACEPTABLE DUDOSO INACEPTABLE
KV ≥ 30KV < 30KV ≥ 25KV
< 25KV
RIGIDEZ DIELÉCTRICA (SEPARACIÓN DE 1mm).
VOLTAJE PRIMARIO ACEPTABLE DUDOSO INACEPTABLE
≤ 69KV ≥ 23KV < 23KV ≥ 18KV
< 18KV
> 69 KV < 230KV
≥ 28KV < 28KV < 23 KV
≥ 230 ≥30KV < 30KV ≥ 25KV
< 26KV
-
29
Tabla #8. Resultados de Pruebas de Rigidez Dieléctrica. (Fuente Propia. Norma ASTM D877).
No. de
pruebas Tensión de Ruptura
1 30.00
2 22.10
3 19.70
4 15.00
5 18.80
6 19.00
Promedio 20.77
S 5.07
S/X 0.24
Cuando se obtienen los datos de la prueba, se procede estadísticamente a calcular el Promedio de los valores medidos.
Vamos a considerar que la X con barra arriba es igual a Promedio. Prom=(Prueb N°1+Prueb N°2+Prueb N°3+Prueb N°4+Prueb N°5+Prueb N° 6) / (N°Pruebs). Prom=(30+22.10+19.70+15+18.80+19)/6. Prom=(124.6)/6. De donde Prom = 20.77. Luego se procede a calcular la Desviación estándar (S).
S2=(30-20.77)2+(22.10-20.77)2+(19.70-20.77)2+(15-20.77)2+(18.80-20.77)2+(19-20.77)2/(6-1) S2 = (9.23)2 + (1.33)2 + (-1.07)2 + (-5.77)2 + (-1.97)2 + (-1.77)2 / (5) S2 = (85.1929) + (1.7689) + (1.1449) + (33.2929) + (3.8809) + (3.1329) S2 = (128.4134) / (5), S2 = 25.68268, S = √ (25.68268), S = 5.07. El valor mínimo permitido para la tensión de ruptura es ≥ 30 KV. El valor máximo permitido para S/X, para aceite nuevo ≤ 0.10 y para aceite usado ≥ 0.15 a ≤ 0.20. 3.2.6 Factor de Potencia a 25° C y 100°C.
La prueba del factor de potencia es un excelente indicador del estado del aceite
dieléctrico. Cuando el aceite es expuesto a un campo alterno, se dan perdidas dieléctricas
que causan dos efectos. La corriente resultante se desvía fuera de fase con el campo alterno
y la energía de las pérdidas se disipa como calor. La prueba del factor de potencia del aceite
dieléctrico es una medida directa de estas pérdidas.
No. de pruebas
Tensión de Ruptura
1 76.60
2 75.00
3 82.20
4 83.80
5 79.80
6 90.20
Promedio 81.30
S 5.48
S/X 0.07
-
30
El aceite dieléctrico nuevo, limpio y seco tiene un valor de factor de potencia bajo. Este
valor de factor de potencia se incrementa debido a la presencia de humedad u otro
contaminantes en el aceite y también como producto del envejecimiento y oxidación del
aceite. La prueba del factor de potencia se realiza generalmente a dos temperaturas; 25°C y
100°C. Sin embargo, la prueba realizada a 100°C es más sensible a los pequeños cambios
en las características del aceite.
El factor de potencia del aceite puede reducirse a través de la recuperación del aceite,
secado y limpieza del equipo con aceite caliente. Según la norma ASTM D924, la prueba es
realizada colocando la muestra de aceite en una celda de prueba la cual tiene dos cortezas,
una interna y otra externa con una separación en el medio en donde se deposita el aceite.
Cuando las dos celdas se energizan con corriente alterna, el aceite es expuesto a un campo
alterno, produciéndose así las pérdidas que son medidas por el instrumento de prueba.
Figuras #25. Equipo para medir el Factor de Potencia en el Aceite Dieléctrico. (Manual Delta-2000, Megger).
PRUEBA ACEPTABLE DUDOSO INACEPTABLE
FACTOR DE POTENCIA A 25°C
< 0.1% ≥ 0.1
≤ 0.3% > 0.3
Tabla #9. Valores del Factor de Potencia a 25°C. (Norma ASTM D924).
Tabla #10. Valores del Factor de Potencia a 100°C. (Norma ASTM D924).
PRUEBA ACEPTABLE DUDOSO INACEPTABLE
FACTOR DE POTENCIA A 20°C
≤ 0.5% > 0.5 ≤ 1 %
> 1
Tabla #11. Valores del Factor de Potencia a 20°C. (Norma IEC 60247).
PRUEBA ACEPTABLE DUDOSO INACEPTABLE
FACTOR DE POTENCIA A 100°C
< 3% ≥ 3
≤ 4% > 4
-
31
Tabla #12. Factor de Corrección del Factor de Potencia a 20°C. (Norma IEC 60247).
Temp. °C. Llenado
con ASKAREL
Tipo con Tanque
Conservador y
Respiración Libre
Tipo Sellado con
Empaquetadura ó Soldado
Intrumentos
0 1.56 1.57 1.67
1 1.54 1.54 1.64
2 1.52 1.5 1.61
4 1.48 1.44 1.55
6 1.45 1.37 1.49
8 1.43 1.31 1.43
10 1.38 1.25 1.36
12 1.31 1.19 1.3
14 1.24 1.14 1.23
16 1.16 1.09 1.16
18 1.08 1.05 1.08
20 1.00 1.00 1.00 1.00
21 0.95 0.96 0.98 0.97
22 0.9 0.91 0.96 0.93
23 0.85 0.87 0.94 0.9
24 0.81 0.83 0.92 0.86
25 0.76 0.79 0.9 0.83
26 0.72 0.76 0.88 0.8
27 0.68 0.73 0.86 0.77
28 0.64 0.7 0.84 0.74
29 0.6 0.67 0.82 0.71
30 0.56 0.63 0.8 0.69
31 0.53 0.6 0.78 0.67
32 0.51 0.58 0.76 0.65
33 0.48 0.56 0.75 0.62
34 0.46 0.53 0.73 0.6
35 0.44 0.51 0.71 0.58
36 0.42 0.49 0.7 0.56
37 0.4 0.47 0.69 0.54
38 0.39 0.45 0.67 0.52
39 0.37 0.44 0.66 0.5
40 0.35 0.42 0.65 0.48
42 0.33 0.38 0.62 0.45
44 0.3 0.36 0.59 0.42
-
32
A continuación se detalla un ejemplo práctico de la norma utilizada en el país, para
medir el Factor de Potencia del aceite dieléctrico de un Transformador de Distribución con
Tanque Conservador.
Factor de Potencia:
Equipo: Megger Modelo: Delta 2000. Serie: 5821364.
Criterio: Norma IEC 60247. Transformador: 500KVA. 3ϕ. TEMP ACEITE: 28°C.
Item
s
Pru
eb
a d
el
Ais
lam
ien
to
Mo
do
Co
ne
xió
n d
e P
rueb
as
Te
st
KV
Cap
acit
an
cia
(P
F)
% Factor de
Potencia 20°C % FP
Fact Corr. M
ed
ida
s
Co
nd
ició
n d
el A
isla
mie
nto
EN
G
GN
D
GA
R
US
T
Medidos
m A
Watt
1 OIL TEST. UST 10.15 115.07 0.09 0.063 0.7 0.44 0.004 Bueno.
Criterio Según Norma IEC 60247: Valor permisible de % de Factor de Potencia, ≤ 0.5%.
Resultado Obtenido: Factor de Potencia en el Aceite del Transformador de Distribución en Buen estado.
3.3 Cromatografía de Gases Combustibles Disueltos (DGA).
Para la realización de la mayoría estas técnicas se dispone, desde hace más de 40
años, de un método fiable y económico que, Sin interferir en el normal funcionamiento del
transformador, proporciona datos que informan de la existencia de defectos incluso aun
latentes, lo que permite disponer de tiempo para programar una acción que evite la pérdida
de producción. La técnica tiene la misma filosofía que la empleada en medicina. El aceite
aislante del transformador, como la sangre en el cuerpo, pasa por todos los sitios. Si en
algún punto se está produciendo un calentamiento anómalo (Temperaturas superiores a
140°C) o una pérdida del aislamiento, que puede dar lugar a descargas eléctricas, el aceite
aislante se descompone originando productos que permanecen disueltos en el aceite.
La descomposición Química del aceite no solo se sabe a la presencia de oxigeno,
agua y a los efectos de la temperatura, sino también a los fenómenos electromagnéticos; que
son resultante del diseño y operación del transformador. Los campos eléctricos producidos
por la corriente eléctrica y las corrientes de magnetización, generan descomposición del
aceite, la cual es detectada mediante el proceso de cromatografía de gases. La experiencia
ha conducido a concentrar este análisis en un grupo de gases que permiten obtener la
información suficiente para diagnosticar las condiciones de operación del transformador,
tales como:
-
33
1. Hidrocarburos e Hidrógenos:
Metáno CH4
Etano C2H6
Etileno C2H4
Acetileno C2H2
Hidrógeno H2
2. Oxido de Carbón:
3. Gases no Producidos por Fallos:
3.3.1 Método de la IEC- 60599-2007.
Se basa en tres relaciones entre los gases, en las cuales están involucrados el Hidrógeno, Metano, Etano y acetileno. Utiliza una tabla de interpretación del DGA (Tabla # 13) la cual es aplicable a todo tipo de equipamiento eléctrico aislado con aceite, con pequeñas diferencias en los límites de las relaciones de gases, dependiendo del tipo especifico de equipo.
Tabla # 13. Método de la IEC- 60599-2007. (Manual Transport-X.V1.4).
Nota 1: NS - No Significativo
Nota 2: Para Transformadores de medición, CH4/H2 < 0.2 para DP
Para los bushings, CH4/H2 < 0.07 para DP
Nota 3:Un incremento del valor C2H2 puede indicar que la temperatura del punto caliente es superior a 1000 °C.
Monóxido de Carbono CO
Dióxido de Carbono CO2
Nitrógeno N2
Oxígeno O2
Caso Falla Característica C2H2/C2H4 CH4/H2 C2H4/C2H6
PD Descargas Parciales < 0.01 ó NS < 0.1 < 0.2
D1 Descargas de baja Energía > 1 0.1 - 0.5 > 1
D2 Descargas de alta Energía 0.6 - 2.5 0.1 - 1 > 2
T1 Falla Térmica T< 300 °C < 0.01 > 1 < 1
T2 Falla Térmica 300 °C< T< 700 °C < 0.1 > 1 1 - 4
T3 Falla Térmica T>700 °C < 0.2 > 1 > 4
-
34
La formación de CO2 y CO del papel aislante impregnado en aceite aumenta rápidamente la temperatura. Un valor de la relación CO2/CO menor de 3, se considera como una indicación de una probable falla que involucre el papel aislante con algún grado de carbonización. Cuando se sospecha una excesiva degradación del papel (CO2/CO
-
35
Tabla # 14. A continuación se brindan algunos ejemplos de fallas típicas que se pueden encontrar en los Transformadores de Distribución. (Manual Transport-X.V1.4).
TIPO FALLA EJEMPLOS
PD Descargas Parciales • Descargas en cavidades impregnadas de aceite como resultado de una impregnación incompleta, alta humedad en el papel, sobresaturación de aceite o cavitación.
D1 Descargas de baja Energía • Chispas o arcos entre malas conexiones de potencial diferente o flotante, a partir de anillos protectores, discos adyacentes de conductores del devanado, soldaduras dañadas, lazos cerrados en el núcleo. • Descargas entre sujetadores, bushings y tanque, HV y tierra dentro del devanado sobre las paredes del tanque. • Rajaduras en los bloques de madera, uniones de las barras aislantes, espaciadores del devanado. Descomposición del aceite, selector de interruptores de corriente.
D2 Descargas de alta Energía • Flasheo, rastreo o arcos de gran energía local. • Cortocircuitos entre LV y tierra, conectores, devanados, bushings y tanque, devanados y núcleo, cables de cobre y tanque, en el canal de aceite. Lazos cerrados entre dos conductores adyacentes alrededor del flujo magnético principal, los pernos aislados del núcleo, anillos metálicos sujetadores de las partes del núcleo.
T1 Falla Térmica T< 300 °C • Sobrecarga del transformador en situaciones de emergencia. • Bloqueo o restricción del flujo de aceite en los devanados. • Pérdidas de flujo en las barras amortiguadoras de los perros.
T2 Falla Térmica 300°C
-
36
Tiene el inconveniente de que los valores de las concentraciones de los gases para transformadores de diferentes edades varían de acuerdo al diseño y régimen de explotación de los mismos.
Gas Condición 1 Condición 2 Condición 3 Condición 4
H2 100 101 - 700 701 - 1800 > 1800
CH4 120 121 - 400 401 - 1000 > 1000
C2H6 65 66 - 100 101 - 150 > 150
C2H4 50 51 - 100 101 - 200 > 200
C2H2 35 36 - 50 51 - 80 > 80
CO 350 351 - 570 571 - 1400 > 1400
CO2 2500 2501 - 4000 4001 - 10000 > 10000
TGCD 720 721 - 1920 1921 - 4630 > 4630 Tabla # 15. Concentraciones Máximas de Gases en Aceite de Transformador. (Manual Transport-X.V1.4).
TGCD- Total de Gases Combustibles Disueltos.
Para la evaluación del estado de un transformador, ellos diferencian cuatro
condiciones:
Condición 1. El valor del Total de Gases Combustibles Disueltos (TGCD) se encuentra por debajo de los
niveles indicados para el trabajo satisfactorio del transformador (Ver tabla #15). Si algún gas
individual excede el nivel especificado, se requiere una investigación adicional.
Condición 2. TGCD dentro de este rango indica un nivel de gases combustibles mayor que el
normal. Si algún gas individual excede el nivel especificado, se requiere una
investigación adicional.
Condición 3. TGCD dentro de este rango indica un alto nivel de descomposición. Si algún gas individual excede el nivel especificado, se requiere una investigación adicional. Presencia probable de una falla. Condición 4. TGCD dentro de este rango indica una descomposición excesiva. Continuar la operación del equipo puede provocar una falla del mismo.
-
37
Tabla # 16. Acciones basadas en el TGCD. (Manual Transport-X.V1.4).
Condición TGCD (ppm)
TGCD Velocidad (ppm/día)
Intervalo de
Muestreo
Procedimiento de Operación
4 > 4630 > 30 10 - 30
Diario Diario
Considerar salida deservicio. Consultar fabricante.
< 10 Semanal Probar con extrema cautela. Análisis individual de los gases. Plan de parada. Consultar fabricante.
3 1921 - 4630 > 30 Semanal Probar con extrema cautela.
10 - 30 Semanal Análisis individual de los gases.
< 10 Mensual Plan de parada. Consultar fabricante.
2 721 - 1920 > 30 Mensual Probar con cautela.
10 - 30 Mensual Análisis individual de los gases.
< 10 Trimestral
1 720 > 30 Mensual Probar con cautela. Análisis individual de los gases. Determinar la dependencia de carga.
10 - 30 Trimestral Continuar operación normal.
< 10 Anual
3.2.2.1 Método de los Gases Claves. Este criterio de interpretación se fundamenta en la comprobación de los resultados obtenidos con esquemas desarrollados a partir de estudios de transformadores que han presentado fallas y simulaciones de laboratorio. Este método resulta muy útil en análisis preliminares. Los gases relacionados con posibles fallas incipientes son: • Arcos Eléctricos: Los gases predominantes son el Acetileno y el Hidrógeno. • Efecto Corona: El gas predominante es el Hidrógeno, con pequeñas cantidades de Metano y Etano. • Sobrecalentamiento del Aceite: Los gases predominantes son el Etileno, Etano, Metano y pocas cantidades de Hidrógeno y Acetileno.
-
38
• Sobrecalentamiento del Papel: El gas predominante es el Monóxido de Carbono. Se
compara el gráfico obtenido con los resultados del DGA, del transformador que se analiza, con los gráficos característicos de las diferentes fallas (Criterios de Diagnóstico de Gases Claves) y se obtiene el diagnóstico del equipo.
Tabla #17. Criterios de Diagnóstico de Gases Claves. (Manual Transport-X.V1.4).
0
10
20
30
40
50
60
Mono Carb Hidrógeno Metano Etano Etileno Acetileno
% D
e C
om
bu
stib
le.
Componente Clave: Acetileno.
Arco Eléctrico.
Mono Carb
-
39
Tabla #18.Criterios de Diagnóstico de Gases Claves. (Manual Transport-X.V1.4).
0
10
20
30
40
50
60
70
Mono Carb Hidrógeno Metano Etano Etileno Acetileno
% D
e C
om
bu
stib
le.
Componente Clave: Etileno.
Sobrecalentamiento del Aceite.
Mono Carb
-
40
0
10
20
30
40
50
60
70
80
90
Mono Carb Hidrógeno Metano Etano Etileno Acetileno
% D
e C
om
bu
stib
le.
Componente Clave: Hidrógeno.
Descarga Parcial (Corona).
Mono Carb 0.2
Hidrógeno 86
Metano 13
Etano 0.5
Etileno 0.2
Acetileno 0.1
-
41
Tabla #19. Criterios de Diagnóstico de Gases Claves. (Manual Transport-X.V1.4).
Tabla #20. Criterios de Diagnóstico de Gases Claves. (Manual Transport-X.V1.4).
0
10
20
30
40
50
60
70
80
90
100
Mono Carb Hidrógeno Metano Etano Etileno Acetileno
% D
e C
om
bu
stib
le.
Componente Clave: Mono. de Carbono.
Sobrecalentamiento de Celulosa.
Mono Carb 92
Hidrógeno 6.7
Metano 1.2
Etano
-
42
3.3.2.2 Método de Rogers.
Utiliza tres relaciones de concentración de los gases para el diagnóstico.
Caso C2H2/C2H4 CH4/H2 C2H4/C2H6 Posible Falla
0 0.1
-
43
3.4 Equipo Analizador de Gases Disuelto Portátil (TRANSPORT X DE KELMAN).
Figura #27. Analizador de Gases Disueltos Portátil. Versión 1.4. (Manual Transport-X.V1.4).
El Transport-X utiliza una nueva tecnología para lograr estándares de operación
extremadamente altos y un equipo genuinamente portátil para proporcionar mediciones de
todos los gases de falla además de la humedad. Los gases son extraídos de una muestra de
aceite usando un método de equilibrio “headspace” dinámico propietario altamente estable,
para posteriormente medirlos usando el método de Espectroscopia Foto-Acústica.
El Transport-X está contenido en una maleta de transporte robusta y resistente a impactos. Los accesorios para las pruebas de Análisis de Gases Disueltos son almacenados dentro de un maletín de peso ligero separado. Estos accesorios incluyen una botella de prueba con conectores y tubos de conducción y una jeringa para extraer una muestra de aceite de 50 ml del equipo bajo prueba e inyectarla a la botella de prueba. El Transport-X contiene una PC y una pantalla digital (touch-screen) integradas. El software integrado contiene las instrucciones para guiar al usuario a través de la operación del sistema y los algoritmos para asistir en el diagnóstico del equipo. La PC tiene una base de datos interna que puede almacenar hasta 16,000 registros. Es posible establecer.
-
44
Figura #28. Menú Principal. Figura #29. Teclado. Figura #30. Datos. (Manual Transport-X.V1.4). (Manual Transport-X.V1.4). (Manual Transport-X.V1.4).
Figura #31. Pantalla Instru. Figura #32. Resultados. Figura #33. Impresora Térmica. (Manual Transport-X.V1.4). (Manual Transport-X.V1.4). (Manual Transport-X.V1.4).
Figura #34. Maletín de Accesorios. (Manual Transport-X.V1.4).
-
45
Figura #35. Botella de Prueba y Tapa con Conectores. (Manual Transport-X.V1.4).
Figura #36. Cilindro Con Mezcla de Gases Conectados al Transport- X a través de la Manguera Nafion. (Manual Transport-X.V1.4).
-
46
Comunicación con una PC externa vía su puerto USB permitiendo extraer resultados almacenados en la base de datos. Una impresora térmica integrada permite al usuario obtener una copia impresa de los registros de prueba almacenados en el instrumento. La alimentación auxiliar requerida por el equipo es de 110 V-240 V C.A., 47-63 Hz. Se tiene disponible una opción en la forma de un cable y transformador, para permitir al instrumento funcionar con una fuente de alimentación de 12 V tal como un encendedor de cigarros. Se tiene disponible el Kit de Verificación del Sistema, que permite al usuario verificar la operación del Transport-X. Otras opciones extra son los accesorios para la toma directa de muestras de gas y el enfriamiento forzado de las muestras de aceite. Es recomendable que la muestra sea analizada tan pronto como se haga su extracción para evitar la degradación del aceite. Sin embargo Kelman proporciona una jeringa de vidrio graduada como estándar que puede ser usada para el almacenamiento confiable de la muestra si se mantiene fuera del alcance directo de la luz del sol y temperaturas extremas.
Figuras #37. Fotos de Accesorios del TransporX. (Manual Transport-X.V1.4).
El Transport-X ha sido diseñado para ser un instrumento confiable fácil de usar en campo. Su computadora y su pantalla digital integradas muestran las instrucciones paso a paso además de proporcionarse una tarjeta con instrucciones en la tapa de la maleta. Una jeringa es proporcionada para la extracción e inyección de aceite. Siguiendo paso a paso las instrucciones proporcionadas, el Transport-X proporcionará resultados de análisis de gases disueltos confiables. El procedimiento de toma de muestras ha sido adaptado del estándar internacional IEC 567 para la toma de muestras de aceite de equipo eléctrico aislado en aceite para el análisis de gases disueltos. La correcta toma de muestras de aceite aislante es esencial para asegurar que una muestra representativa sea obtenida y proporcione una idea exacta de la condición total del aceite dentro del equipo. “Un Análisis de Gases Disueltos es tan bueno como la muestra tomada”.
-
47
Herramientas de Análisis Nota: Estas herramientas de análisis no son la opinión de Kelman, más bien están basadas en límites ajustados por el usuario y también en algoritmos y estándares establecidos. Seleccionando Funciones Avanzadas como se describió anteriormente, el operador puede usar las herramientas de software integradas para ayudar al análisis de los resultados de la medición de gases disueltos. Sin embargo, en este momento esta opción está sólo disponible para muestras de aceite de transformadores. Por lo tanto si el usuario ha introducido en Tipo de Equipo: Cambiador de Derivaciones (Tap Changer), Interruptor (Circuit Breaker) u Otro (Other), entonces las herramientas de análisis no aplican. Conforme el análisis de resultados del Análisis de Gases Disueltos de Cambiadores de Derivaciones e Interruptores se desarrolla, Kelman planea incorporarlo a las herramientas de Análisis del Transport-X.
Niveles de Precaución y Alarma La primera herramienta de diagnóstico está basada en los niveles de gases y es ajustable por el usuario. Los niveles de fábrica son programados inicialmente en Transport-X basados en el programa TOA 3 de Delta X Research. Cada nivel de gas tiene niveles pre-ajustados para Precaución (Caution) y Alarma (Warning). Si el valor de cualquier gas está sobre su nivel de precaución o alarma, este será marcado en amarillo (si está arriba de un nivel de precaución) o en rojo (si está arriba de un nivel de alarma). Ver figura #38. Una condición Normal, de Precaución o Alarma está basada entonces en estos niveles de alarma.
Figura #38. Resultados del DGA con niveles de Precaución y Alarma. (Manual Transport-X.V1.4).
Algoritmos de Análisis. El operador puede seleccionar la opción Diagnóstico (Diagnosis) mostrada en la figura siguiente para dar acceso a las herramientas de análisis Relaciones de Rogers, Método de los Gases Claves y Triángulo de Duval.
-
48
Figura #39. Opciones de Algoritmo de Análisis. (Manual Transport-X.V1.4).
Nota: Estos algoritmos están basados en algoritmos establecidos y están diseñados para ayudar en el diagnóstico de fallas de transformadores, no en la detección de fallas de transformadores. Si los niveles de gas son muy bajos y el transformador no parece tener una falla, entonces estos algoritmos no aplican. Los niveles ajustables por el usuario son muy útiles para este propósito. Por ejemplo, el Triángulo de Duval proporcionará siempre un código de falla, incluso si no hay falla en el transformador por lo que debe ser utilizado sólo si se sospecha ya de una falla.
Método de los Gases Clave IEEE C57.104-1991. Esta técnica permite tener una comparación visual de 4 resultados de falla “típicos” y examinar cual corresponde más cercanamente a los resultados del Transport-X los cuales son mostrados con barras azules. El usuario puede seleccionar entre las 4 opciones “estándar” disponibles usando las flechas para que sean mostradas con barras rosas a un lado de los resultados del Transport-X. El usuario puede seleccionar la opción que más le parezca o seleccionar Ninguno (None) si ninguno es aplicable.
Figura #40. Método de los Gases Clave, mostrando Sobrecalentamiento de la Celulosa
seleccionado por el usuario. (Manual Transport-X.V1.4).
-
49
Relaciones de Rogers IEEE C57.104-1991. Este método está basado en relaciones establecidas y las utiliza para determinar el tipo de falla.
Figura #41. Relaciones de Rogers con Código de Falla. (Manual Transport-X.V1.4).
Nota: Si los niveles de gases son bajos, la ventana de Relaciones de Rogers mostrará una advertencia de que los niveles podrían ser demasiado bajo para este algoritmo (ver figura #41). El código de falla seguirá mostrándose pero debe tenerse cuidado cuando se aplica.
Triángulo de Duval.
Este método usa un triángulo para trazar el punto de intersección de los valores de gases. En donde este punto cae, es el tipo de falla que el transformador podría tener.
Figura #42. Triángulo de Duval. (Manual Transport-X.V1.4).
Mientras que este método ha mostrado ser muy confiable, este debe ser usado únicamente cuando se sospecha de una falla ya que este siempre proporcionará un código de falla, incluso para transformadores en buenas condiciones. Por lo tanto el software del Transport- X indicará siempre un código para el método del Triángulo de Duval tanto en la
-
50
pantalla como en la impresión de resultados. Por lo tanto debe tenerse cuidado cuando se aplica este algoritmo.
3.5 Ensayos Eléctricos.
En este trabajo investigativo se presenta el desarrollo de las pruebas de diagnóstico
de Transformadores de Distribución, con la finalidad de presentar de forma más detallada
como se realizan en el sitio. Posteriormente los resultados obtenidos en cada una de las
pruebas serán los que evalúen el buen estado en el que se encuentra el equipo bajo prueba,
además se presenta al final un ejemplo práctico de un reporte técnico completo.
3.5.1 Polaridad del Transformador (+ ó -).
Figura #43. Polaridad Aditiva (Diagonal). Figura#44. Polaridad Sustractiva (Colinial). (Curso de Transformadores de Distribución Cecacier, 2014). (Curso de Transformadores de Distribución Cecacier, 2014).
La polaridad de un transformador es identificar el terminal por el cual entra la corriente
de la fuente y por cual terminal sale la corriente hacia la carga, entendiéndose como
polaridad a la dirección. Esta prueba se le aplica a transformadores nuevos, o que han sido
reparados o desarmados, dicho ensayo se hace con la finalidad de que no se han cometido
errores en la marca o identificación de los terminales. Se realiza para determinar la
disposición física del devanado primario respecto al secundario, es decir para saber si están
enrollados en el mismo sentido o no. Es importante determinar la polaridad de los
transformadores cuando se realiza acoplamientos en paralelo (Monofásico y Trifásico), o
cuando se realiza conexiones de banco trifásico.
En la determinación de las marcas de polaridad se pueden emplear tres métodos;
- Método del Golpe Inductivo.
- Con una Fuente de Voltaje Alterno.
- Por Comparación con un Transformador Cuyas Marcas se Conocen.
- Por medio del Equipo TTR (El más utilizado en el campo).
-
51
3.5.2 Grupo de Conexión.
El grupo de conexiones de un transformador están normalizadas por:
- ANSI C57.12.70. 1990. - CEI/IEC 76-1-1993. - AS-2374, PART 4-1997. Clasificado por grupos, los cuales nos indican el parentesco que tiene un
transformador y si es compatible para poner transformadores en paralelo, ya que solo
pueden entrar en paralelo transformadores que tengan el mismo grupo de conexión.
A cada grupo le corresponde su conexión y un número en el cual al multiplicarlo por
30° que es el desfase normal entre el devanado primario y secundario, obtenemos el desfase
del grupo (Secundario respecto Primario). A continuación se muestra la Conexión Dy5.
D- Conexión del Devanado Primario (Delta). Y- Conexión del Devanado Secundario (Estrella). 5- Número de Grados en desfase del Devanado Secundario respecto al Primario Entonces 5x30°= 150° desfase del devanado secundario con respecto al primario.
Figura#45. Conexión Dy5. (Manual TTR25, Megger).
3.5.3 Relación de Transformación (TTR).
Permite detectar cortocircuitos entre espiras, desequilibrios del cambiador de
derivaciones, circuitos abiertos. Este ensayconsiste en medir la relación de transformación
-
52
(a) de los devanados para las diferentes posiciones. La determinación de la relación de
transformación se puede hacer en los siguientes métodos:
- Método de los Dos Voltímetros.
- Método del Transformador Patrón de Relación Ajustable.
- Con el Equipo Denominado T.T.R. (Test Turn Ratio).
Figura #46. Equipo para medir la Relación de Transformación. (Manual T.T.R. 550005, Megger).
Sólo se mencionará el método del transformador patrón (T.T.R); ya que es el método
más usual y conveniente para determinar la relación de transformación (a) en un
transformador de distribución.
Principio de Operación del Transformador Patrón (T.T.R).
El T.T.R. Opera bajo el principio de dos transformadores con la misma relación de
transformación, que al conectarse en paralelo y ser excitados, con una pequeña diferencia en
la relación de alguno, circulará una corriente relativamente grande entre ambos. En la Figura
#47. El transformador patrón se conecta en paralelo con el transformador bajo prueba, con
un galvanómetro conectado en serie con las bobinas secundarias en ambos
transformadores. Al excitar las bobinas primarias y el galvanómetro no detecta deflexión (No
circula corriente a través de él), se puede decir que tienen las mismas relaciones de
transformación.
-
53
Figura#47. Esquema para la Prueba de Relación de Transformación. (Manual T.T.R. 550005, Megger).
Para equilibrar el galvanómetro en el T.T.R, es necesario variar la posición de los
selectores (S1,S2,S3 y S4). Al mover la posición de los selectores, lo que se hace es variar el
número de vueltas del devanado secundario del transformador patrón.
Actualmente con el desarrollo de la tecnología se han desarrollado probadores
digitales de relación de transformación monofásico y trifásico, los cuales hacen la medición
de forma automática entre ellos tenemos el TTR25, TTR300, 310, 320 y 330. En nuestra
investigación se usará el TTR25, para realizar las medidas fase por fase (Monofásico).
Figura #48. Equipo Digital para Medir la Relación de Transformación TTR25. (Manual TTR25, Megger).
-
54
Tabla # 22, 23, 24, 25, 26 y 27 (Fuente Propia).
TABLA #22. RELACIÓN DE TRANSFORMACIÓN TABLA#23. RELACIÓN DE TRANSFORMACIÓN
TRANSFORMADORES MONOFÁSICO 14400V/480V TRANSFORMADORES MONOFÁSICO 7620V/480V
Posición Voltaje
(V) Relación
(a) Porcentaje (%) Posición Voltaje (V) Relación (a) Porcentaje (%)
1 14400 30.0000 100.0000 1 8001 16.6687 105.0000
2 13800 28.7500 95.8333 2 7810 16.2708 102.4934
3 13200 27.5000 91.6666 3 7620 15.8750 100.0000
4 12870 26.8125 89.3750 4 7430 15.4791 97.5065
5 12540 26.1250 87.0833 5 7240 15.0833 95.0131
TABLA #24. RELACIÓN DE TRANSFORMACIÓN TABLA #25. RELACIÓN DE TRANSFORMACIÓN
TRANSFORMADORES MONOFÁSICO 14400V/240V TRANSFORMADORES MONOFÁSICO 7620V/240V
Posición Voltaje
(V) Relación
(a) Porcentaje (%) Posición Voltaje (V) Relación (a) Porcentaje (%)
1 14400 60.0000 100.0000 1 8001 33.3337 105.0000
2 13800 57.5000 95.8333 2 7810 32.5416 102.4934
3 13200 55.0000 91.6666 3 7620 31.7500 100.0000
4 12870 53.6250 89.3750 4 7430 30.9583 97.5065
5 12540 52.2500 87.0833 5 7240 30.1666 95.0131
TABLA #26. RELACIÓN DE TRANSFORMACIÓN TABLA #27. RELACIÓN DE TRANSFORMACIÓN
TRANSFORMADORES MONOFÁSICO 14400V/120V TRANSFORMADORES MONOFÁSICO 7620V/120V
Posición Voltaje
(V) Relación
(a) Porcentaje (%) Posición Voltaje (V) Relación (a) Porcentaje (%)
1 14400 120.0000 100.0000 1 8001 66.6750 105.0000
2 13800 115.0000 95.8333 2 7810 65.0833 102.4934
3 13200 110.0000 91.6666 3 7620 63.5000 100.0000
4 12870 107.2500 89.3750 4 7430 61.9166 97.5065
5 12540 104.5000 87.0833 5 7240 60.3333 95.0131
|A continuación se detalla un ejemplo real con el equipo automático TTR25, para medir
la Relación de Transformación:
-
55
Norma: ANSI C57.12.91.7. Marca: Megger. Modelo: TTR25.
Datos del Transformador:
Datos Generales:
Cliente: XXXXXX. Clave del Equipo: TR-S-001. Localización: Subestación “1”.
Técnicos:
Marca: Shihlin Electric. Potencia: 400 KVA. Número de Fases: 3.
Tipo de Enfriamiento: ONAF. Serie: XXXXXX. % (Z): 3.33.
Año de Fabricación: 2012. Tipo/Clase: Interior- Inmerso en Aceite.
Tensión y Conexión:
Alta: 13800 Voltios. Baja: (380Y- 220) Voltios. Grupo de Conexión: DYn5.
Conexión Alta: Delta. Baja: Estrella.
Temperatura:
Aceite: 38 °C. Ambiente: 36 °C. Devanado: 42 °C. Humedad: 60%.
Voltaje de línea
Taps Relación de Transformación
% Dev * Pass
Fase H X H
Cálculo Medición or
Volts Volts Relación Relación Error
A
14490
380Y-220
1
65.8636 65.9280 - 0.09% Pass
B 65.8636 65.9380 - 0.11% Pass
C 65.8636 65.9100 - 0.07% Pass
A
14145 2
64.2954 64.3600 - 0.10% Pass
B 64.2954 64.3500 - 0.08% Pass
C 64.2954 64.3400 - 0.07% Pass
A
13800 3
62.7272 62.9050 - 0.28% Pass
B 62.7272 62.9210 - 0.31% Pass
C 62.7272 62.8460 - 0.19% Pass
A
13455 4
61.1590 61.2980 - 0.23% Pass
B 61.1590 61.3000 - 0.23% Pass
C 61.1590 61.3000 - 0.23% Pass
A
13110 5
59.5909 59.6800 - 0.15% Pass
B 59.5909 59.7000 - 0.18% Pass
C 59.5909 59.6900 - 0.17% Pass
* Valor % Dev. Permitido +/- 0.5%
En alta tensión la conexión delta el voltaje de línea es igual al voltaje de fase
(14,490V) mientras que en baja tensión se utiliza el voltaje de fase (220V), ya que el ensayo
se hará fase por fase.
-
56
Calculando el Valor teórico, para la fase “A”, para las cinco posiciones:
a=V1/V2, 14,490V / 220V, a = 65.8636, de donde la derivación 1. 65.8636
a=V1/V2, 14,145V / 220V, a = 64.2954, de donde la derivación 2. 64.2954
a=V1/V2, 13,800V / 220V, a = 62.7272, de donde la derivación 3. 62.7272
a=V1/V2, 13,455V / 220V, a = 61.1590, de donde la derivación 4. 61.1590
a=V1/V2, 13,110V / 220V, a = 59.5909, de donde la derivación 3. 59.5909
Este mismo procedimiento se hace para la fase “B” y “C” sucesivamente.
Midiendo la fase “A” para obtener la relación de Transformación para las cinco
posiciones.
H1-H3 / X0-X1. Se obtienen los siguientes valores:
1. 65.9280
2. 64.3600
3. 62.9050
4. 61.2980
5. 59.6800
Midiendo la Fase “B” para obtener la relación de Transformación para las cinco
posiciones.
H2-H1 / X0-X2. Se obtienen los siguientes valores:
1. 65.9380
2. 64.3500
3. 62.9210
4. 61.3000
5. 59.7000
Midiendo la Fase “C” para obtener la relación de Transformación para las cinco
posiciones.
H3-H2 / X0-X3. Se obtienen los siguientes valores:
1. 65.9100
2. 64.3400
3. 62.8460
4. 61.3000
5. 59.6900
Para interpretar los resultados es necesario calcular el porciento de la diferencia que
existe entre los valores medidos y los teóricos, con la ayuda de la siguiente ecuación:
% Diferencia = (Valor teórico – Valor medido) / Valor teórico * 100.
Nota: El porciento de diferencia no debe ser mayor al 0.5%.
% Diferencia = (65.8636 - 65.9280) / 65.8636 * 100, de donde % Diferencia = -0.097.
Este es el procedimiento a seguir, para encontrar los valores sucesivos.
-
57
3.5.4 Resistencia Óhmica (R).
Esta prueba tiene la finalidad de verificar la resistencia óhmica de los devanados. Con
su aplicación se detectan los falsos contactos y espiras en cortocircuitos al compararse con
los datos anteriores en caso de no tenerlos considerarlos como iniciales. Se recomienda para
análisis de los resultados que el conjunto de pruebas se integre al expediente de cada
equipo, para vigilar su tendencia durante su vida en operación, haciendo uso de los formatos
establecidos.
Los valores para esta medida no se norman, se deben usar como referencia los
valores establecidos por el fabricante. El objeto de esta medición es calcular las pérdidas por
efecto Joule (RI2). Se realiza por temperatura, para obtener por comparación de resistencias
al calentamiento de los devanados.
Las mediciones de las resistencias deben hacerse con la mayor exactitud posible, al
igual que la temperatura a la cual se hace la medición ya que, como se sabe, la resistencia
del cobre varía con la temperatura. Para conocer la temperatura que tiene el cobre en el
momento de la medición, se mide la temperatura del aceite en el cual están sumergidas las
bobinas. Los métodos más usados para la medición de resistencias de los devanados de un
transformador son:
- Con Puentes de Kelvin y Wheatstone.
- Por el Método de la Caída de Tensión.
- Transformer Ohmeter (Medición Digital Automática)
A continuación se detalla un ejemplo real de medición de la Resistencia óhmica de un
Transformador, con un equipo digital automático.
Norma: ANSI C57.12.91.5. Marca: Megger Modelo: Transformer Ohmeter. Serie: 51024.
Datos del Transformador:
Datos Generales:
Cliente: XXXXXX. Clave del Equipo: TR-N°-05. Localización: Area de Cocina.
Técnicos:
Marca: Siemens. Potencia: 500 KVA. Número de Fases: 3.
Tipo de Enfriamiento: ONAN. Serie: XXXXXX. % (Z): 5.56.
Año de Fabricación: Feb-2007. Tipo/Clase: Subestación- Inmerso en Aceite.
Tensión y Conexión:
Alta: 13200 Voltios. Baja: (480) Voltios. Grupo de Conexión: Dyn5.
Conexión Alta: Delta. Baja: Estrella.
Temperatura:
Aceite: 37 °C. Ambiente: 34 °C. Devanado: 40 °C. Humedad: 50%.
-
58
Valores Medidos en Ohms @ 34°C
Posición H1-H3 H2-H1 H3-H2 X1-X0 X2-X0 X3-X0
1 3.277 3.396 3.355 0.002170 0.002240 0.002225
2 3.221 3.342 3.297
3 3.179 3.289 3.237
4 3.118 3.237 3.133
5 3.061 3.171 3.125 (Fuente Propia)
Valores Corregidos en Ohms a 85 °C
Posición H1-H3 H2-H1 H3-H2 X1-X0 X2-X0 X3-X0
1 3.8142 3.9527 3.9050 0.002525 0.002607 0.002590
2 3.7490 3.8899 3.8375
3 3.7001 3.8282 3.7677
4 3.6291 3.7677 3.6466
5 3.5628 3.6908 3.6373 (Fuente Propia)
R85°C= Rm (T+T1) / (T+T2)
R85°C= Resistencia referida a 85°C. En Ohms. Rm= Resistencia medida a Temperatura del Devanado. En Ohms. T = Constante de temperatura de resistencia cero (Aluminio= 226, Cobre=234.5). T1= Temperatura referida a 85°C. T2= Temperatura del devanado en °C. Corrección de las Resistencias a la Temperatura de 85°C.
R85°C= 0.002170 Ω (234.5 °C+85 °C) / (234.5°C+40°C). R85°C= 0.002170 Ω (319.5°C) / (274.5°C). R85°C= 0.002170 Ω X 1.163934426, de donde R85°C= 0.002525 Ω. Este es el procedimiento a seguir, para encontrar los valores sucesivos.
3.5.5 Resistencia de aislamiento (RA):
La medición de la resistencia del aislamiento se lleva a cabo con un Megger. Este
aplica una tensión continua entre los devanados de alta - baja tensión, y devanados con
respecto a tierra. A través de las mediciones anteriores se obtienen los valores de la
resistencia de aislamiento. La medición obtenida con el Megger se compara con los valores
normados o estipulados.
-
59
¿Cómo opera un Probador de Resistencia de Aislamiento?
Figura #49. Equipo para medir la Resistencia de Aislación. (Catálogo, Megger, 2011).
El probador de aislamiento MEGGER es un instrumento portátil que proporciona una lectura directa de la resistencia de aislamiento en ohms, megaohms o teraohms (según el modelo usado) independientemente del voltaje seleccionado. Para un buen aislamiento, la resistencia generalmente da lectura en el rango de megaohms o más alto. El probador de aislamiento MEGGER es esencialmente un medidor de resistencia de rango alto (óhmmetro) con un generador de cd incorporado. El generador del instrumento, que puede operarse por manivela manualmente, batería o por línea, desarrolla un voltaje de cd alto que ocasiona varias corrientes pequeñas a través y sobre la superficie del aislamiento que se prueba. La corriente total la mide el óhmmetro que lleva una escala de indicación analógica, lectura digital o ambas. La resistencia óhmica que presenta la aislación eléctrica de un equipo, al aplicarle una
tensión continua de ensayo E. Su valor puede variar apreciablemente desde el instante en
que se aplica la tensión E hasta el momento en que tiende a estabilizarse.
El valor de RA en el instante de tiempo t, se obtiene de la relación entre la tensión E y
la corriente total instantánea IT (t) que toma la aislación.
RA =E / IT (t)
Medición única: Consiste en realizar una lectura de resistencia de aislación a los 60
segundos de la aplicada la tensión E sobre la muestra bajo ensayo.
El valor de la Resistencia de Aislamiento establecida en el país, se muestran a
continuación:
-
60
Tabla#28. Valores de Resistencia de Aislamiento. (Taller de Transformadores, ENATREL).
Mega - Ohms @ 20°C
Ítem Tiempo AT vs BT AT vs (BT+G)
BT vs (AT+G)
1 15 Seg. 2 30 Seg. 3 1 Min. 1000 1000 1000
Influencia de la temperatura: Dado que resistencia de aislación disminuye con el
aumento de la temperatura del aislante ensayado, el valor de resistencia medido se debe
corregir para una temperatura de referencia de 20°C.
RA(20°C)= RaT x K.
Influencia de la humedad: Si el Equipo está a una temperatura mayor que la de
condensación de la humedad del ambiente, los valores medidos no son mayormente
afectados por la humedad en contacto con las superficies de la aislación evaluada.
3.5.5.1 Índice de Polarización (IP).
A cada transformador de distribución se le practicará la prueba de índice de
polarización La implementación más simple de la prueba de tiempo-resistencia para un
aislamiento sólido se representa por la prueba popular Índice de Polarización (PI), que
requiere sólo dos lecturas seguidas por una división simple; La lectura de Diez-minutos se
divide entre la lectura de Un-minuto para obtener una relación. El resultado es un número
puro y se puede considerar independiente de la temperatura puesto que la masa térmica del
equipo que se está probando generalmente es tan grande que el enfriamiento total que tiene
lugar durante los diez minutos de la prueba es despreciable. En general, una relación baja
indica poco cambio, consecuentemente aislamiento pobre, mientras que una relación alta
indica lo opuesto.
Las referencias a valores PI típicos son comunes en la literatura, lo que hace que esta
prueba sea fácilmente empleada. Sin embargo, se dice “en general” porque como se
mencionó previamente hay materiales que exhiben muy poca o ninguna absorción
dieléctrica. Llevando a cabo una prueba en esos materiales produciría entonces un resultado
muy próximo a 1.
Relación entre la resistencia de aislación medida a los 10 minutos y la medida al minuto de aplicada la tensión continua E sobre la muestra bajo ensayo IP= R(10min) / R(1min)
-
61
Para Transformadores Sumergidos en Aceite el IP se determina que está en óptimas
Condiciones, cuando el valor obtenido en la prueba es mayor a 1.15 del valor establecido en
la norma ANSI C57.12.91.10.
3.5.5.2 Índice de Absorción (IAD).
Relación entre la resistencia de aislación medida a los 60 segundos (Un Minuto) y la
medida a los 30 segundos de aplicada la tensión continua E sobre la muestra baja ensayo.
IAD= R(1Min) / R(30 seg)
Conexión del Probador de Aislamiento.
Con los materiales aislantes modernos hay poca, si alguna, diferencia en la lectura obtenida, independientemente de la manera en que se conecten las terminales. Sin embargo, en los aislamientos antiguos, un fenómeno poco conocido llamado electro-endósmosis ocasiona que se obtenga una lectura más baja con la terminal positiva conectada al lado a tierra del aislamiento que se está probando.
-
62
Figura #52. Distintas Conexiones en Transformadores Monofásico de Distribución. (Catálogo, Megger, 2011).
-
63
Figura #53. Distintas Conexiones en Transformadores Trifásico de Distribución. (Catálogo, Megger, 2011).
Tabla #29. Factores de Corrección por Temperatura para Resistencia de Aislamiento. (Norma ANSI C57.12.91.10).
-
64
T (°C) K (1) K (2) T (°C) K (1) K (2) T (°C) K (1) K (2)
0 0.3000 0.1554 32 2.0503 0.6891 64 13.9404 3.0563
1 0.3184 0.1628 33 2.1857 0.7219 65 14.8000 3.2019
2 0.3371 0.1705 34 2.3260 0,7563 66 15.7213 3.3545
3 0.3567 0.1786 35 2.4700 0.7924 67 16.7039 3.5143
4 0.3775 0.1872 36 2.6172 0.8301 68 17.7459 3.6818
5 0.4000 0.1961 37 2.7703 0.8697 69 18.8452 3.8572
6 0.4244 0.2054 38 2.9327 0.9111 70 20.0000 4.0410
7 0.4508 0.2152 39 3.1081 0.9545 71 21.2104 4.2336
8 0.4789 0.2255 40 3.3000 1.0000 72 22.4850 4.4353
9 0.5087 0.2362 41 3.5108 1.0477 73 23.8344 4.6466
10 0.5400 0.2475 42 3.7389 1.0976 74 25.2691 4.8680
11 0.5728 0.2593 43 3.9816 1.1499 75 26.8000 5.1000
12 0.6076 0.2716 44 4.2362 1.2047 76 28.4370 5.3430
13 0.6450 0.2846 45 4.5000 1.2621 77 30.1881 5.5976
14 0.6856 0.2981 46 4.7715 1.3222 78 32.0607 5.8643
15 0.7300 0.3123 47 5.0534 1.3852 79 34.0622 6.1438
16 0.7786 0.3272 48 5.3495 1.4512 80 36.2000 6.4365
17 0.8308 0.3428 49 5.6638 1.5204 81 38.4800 6.7432
18 0.8857 0.3591 50 6.0000 1.5928 82 40.9018 7.0645
19 0.9424 0.3762 51 6.3617 1.6687 83 43.4636 7.4012
20 1.0000 0.3942 52 6.7509 1.7482 84 46.1637 7.7538
21 1.0581 0.4129 53 7.1692 1.8315 85 49.0000 8.1233
22 1.1176 0.4326 54 7.6184 1.9188 86 51.9775 8.5104
23 1.1802 0.4532 55 8.1000 2.0102 87 55.1279 8.9159
24 1.2471 0.4748 56 8.6153 2.1060 88 58.4895 9.3408
25 1.3200 0.4975 57 9.1639 2.2064 89 62.1008 9.7858
26 1.4000 0.5212 58 9.7448 2.3115 90 66.0000 10.2521
27 1.4877 0.5460 59 10.3571 2,4216 91 70,2083 10.7407
28 1.5834 0.5720 60 11.0000 2,5370 92 74.6778 11.2525
29 1.6874 0.5993 61 11.6738 2,6579 93 79.3431 11.7886
30 1.8000 0.6278 62 12.3840 2.7846 94 84,1389 12.3504
31 1.9213 0.6577 63 13.1373 2.9173 95 89.0000 12.9389
En donde:
K(1) es el Factor de Corrección para Transformadores sumergidos en líquido para una referencia a 20 ºC; K(2) es el Factor de Corrección para Transformadores secos para una referencia a 40 ºC.
-
65
Adsorción Dieléctrica IAD
Indice de Polarización IP
Estado del Aislamiento
IAD < 1.1 IP < 1 Peligroso
1.1 ≤ IAD < 1.25 IP < 1.5 Cuestionable
1.25 ≤ IAD < 1.4 1.5 ≤ IP < 2 Aceptable
1.4 ≤ IAD < 1.6 2 ≤ IP < 3 Bueno
1.6 ≤ IAD 3 ≤ IP < 4 Muy Bueno
4 ≤ IP Excelente
Tabla #30. Información del Estado de Aislamiento Brindada por IAD y IP. (Catálogo, Megger, 2011).
A continuación se detalla un ejemplo real con el equipo digital, para medir la
Resistencia de Aislamiento.
Norma: ANSI C57.12.91.10. Marca: Megger. Modelo: MIT 1020. Voltaje Máx: 5 KV DC.
Datos Generales:
Cliente: XXXXXX. Clave del Equipo: TR-S-001. Localización: Subestación “1”.
Técnicos:
Marca: Shihlin Electric. Potencia: 400 KVA. Número de Fases: 3.
Tipo de Enfriamiento: ONAF. Serie: XXXXXX. % (Z): 3.33.
Año de Fabricación: 2012. Tipo/Clase: Interior- Inmerso en Aceite.
Tensión y Conexión:
Alta: 13800 Voltios. Baja: (380- 220) Voltios. Grupo de Conexión: DYn5.
Conexión Alta: Delta. Baja: Estrella.
Temperatura:
Aceite: 38 °C. Ambiente: 36 °C. Devanado: 42 °C. Humedad: 60%.
Tabla # 31. Valores Medidos a 36°C y en Giga – Ohms, sin corregir. (Fuente Propia).
0.25 4.980 6.570 2.390
0.5 6.590 8.500 3.580
1 8.290 12.040 4.420
2 10.000 13.770 5.200
3 11.020 14.590 5.670
4 11.820 15.160 6.020
5 12.450 15.530 6.300
6 12.980 15.900 6.550
7 13.430 16.100 6.760
8 13.830 16.420 6.960
9 14.200 16.680 7.110
10 14.550 16.920 7.250
-
66
Aplicando la formula RA(20°C)= RaT x K para cada valor de Resistencia de Aislamiento,
se obtienen los valores corregidos a 20°C.
RA(20°C) = 4.980 GΩ x 3.7389 = 18.620 GΩ . La fórmula se repite para todos los valores
sucesivos.
Obteniendo RA= E / IT (t), la cual es una medición única que se toma a los 6