Ecuaciones Diferenciales Variables Separables-pr (Nxpowerlite)
Upload
luis-chevezCategory
view
57download
4description
INSTITUTO TECNOLÓGICO DE COSTA RICAESCUELA DE INGENIERÍA ELECTROMECÁNICACarrera: Ingeniería en Mantenimiento Industrial
Dibujo Industrial MI-3114
ASIGNACIÓN: UNIONES SEPARABLES E INSEPARABLES
PROFESOR: CHRISTOPHER VEGA SÁNCHEZ.
ESTUDIANTES:
CRISTHIAN ALFREDO OVIEDO PÉREZ 201255979.EDGAR ANTONIO CALVO HERRERA 201229993.FERNANDO JESÚS SOLANO ZÚÑIGA 201236366.
JOSE ALEJANDRO GONZÁLEZ QUIRÓS 201236025.LUIS MARGIL CHÉVEZ GÓMEZ, 201266087.
GRUPO: 0206 DE OCTUBRE DE 2014
II Semestre 2014
Canadian Engineering Accreditation Board Bureau canadien d’accréditation des programmes
d’ingénierie
Carrera evaluada y acreditada por: CEA
Índice
Objetivos......................................................................................................................................8
Objetivos principales..................................................................................................................8
Objetivos específicos.................................................................................................................8
Introducción.................................................................................................................................9
Uniones separables...................................................................................................................10
Uniones Roscadas...................................................................................................................10
Terminología de roscas........................................................................................................10
Clasificación de las roscas:..................................................................................................12
Creación de Roscas.............................................................................................................18
Representación de una rosca en un dibujo..........................................................................21
Uniones separables roscadas..................................................................................................31
Insertos roscados y su representación.................................................................................31
Unión de piezas roscadas....................................................................................................34
Tornillos y tuercas................................................................................................................34
Pernos..................................................................................................................................36
Prisioneros............................................................................................................................38
Uniones separables no roscadas.............................................................................................38
Chavetas..............................................................................................................................38
Unión por dientes o estrías......................................................................................................41
Pasadores............................................................................................................................46
Uniones no separables.............................................................................................................49
Unión Roblonada.....................................................................................................................49
Elementos y procesos de creación de remaches.................................................................53
Norma Remaches (roblones)...............................................................................................57
Soldadura.................................................................................................................................66
Tipos de soldadura...............................................................................................................67
Representación gráfica de soldadura en planos..................................................................72
Unión por juntas adhesivas, dobladas y prensadas................................................................87
Perfiles Estructurales Metálicos...............................................................................................92
Norma perfiles......................................................................................................................94
Conclusiones.............................................................................................................................97
2
Bibliografía.................................................................................................................................98
Índice de tablas
TABLA 1: REPRESENTACIÓN DE LOS CORTES EN PIEZAS ROSCADAS............................31
TABLA 2: TIPOS DE REMACHES O ROBLONES SEGÚN LA NORMA UNE 17003................49
TABLA 3: REPRESENTACIÓN DE LA INFORMACIÓN CORRESPONDIENTE EN EL
CUADRANTE SUPERIOR IZQUIERDO, SEGÚN LA NORMA INTE-ISO 5845-2:2008......58
TABLA 4: REPRESENTACIÓN DE LA INFORMACIÓN CORRESPONDIENTE EN EL
CUADRANTE SUPERIOR DERECHO, SEGÚN LA NORMA INTE-ISO 5845-2:2008........59
TABLA 5: REPRESENTACIÓN DE LA INFORMACIÓN CORRESPONDIENTE (AVELLANADO)
EN EL CUADRANTE INFERIOR IZQUIERDO, SEGÚN LA NORMA INTE-ISO 5845-
2:2008...................................................................................................................................60
TABLA 6: REPRESENTACIÓN DE LA INFORMACIÓN CORRESPONDIENTE
(TROQUELADO) EN EL CUADRANTE INFERIOR IZQUIERDO, SEGÚN LA NORMA
INTE-ISO 5845-2:2008.........................................................................................................61
TABLA 7: REPRESENTACIÓN DE LA INFORMACIÓN CORRESPONDIENTE (TROQUELADO
Y AVELLANADO COMBINADOS) EN EL CUADRANTE INFERIOR IZQUIERDO, SEGÚN
LA NORMA INTE-ISO 5845-2:2008.....................................................................................62
TABLA 8: TIPO DE FORMA DE SOLDADURA, SE CONOCE UN SÍMBOLO ELEMENTAL QUE
LOS DIFERENCIA DE LOS DEMÁS, SEGÚN LA NORMA INTE/ISO 2553:2010 SON:... .73
TABLA 9: DIMENSIONES CARACTERÍSTICAS DE DIFERENTES TIPOS DE SOLDADURA Y
SU SIMBOLOGÍA.................................................................................................................81
TABLA 10: REPRESENTACIÓN SIMPLIFICADA DE TUBOS SEGÚN LA NORMA INTE-ISO
2561:2010.............................................................................................................................93
TABLA 11: REPRESENTACIÓN SIMPLIFICADA DE BARRAS SEGÚN LA NORMA INTE-ISO
2561:2010.............................................................................................................................94
TABLA 12: REPRESENTACIÓN SIMPLIFICADA DE BARRAS SEGÚN LA NORMA INTE-ISO
2561:2010.............................................................................................................................94
3
Índice de figuras
FIGURA 1: ELEMENTOS Y DIMENSIONES FUNDAMENTALES DE UNA ROSCA EXTERNA..............10
FIGURA 2: ELEMENTOS Y DIMENSIONES FUNDAMENTALES DE UNA ROSCA INTERNA...............11
FIGURA 3: REPRESENTACIÓN DE UNA ROSCA EXTERNA.................................................................11
FIGURA 4: REPRESENTACIÓN DE UNA ROSCA INTERNA..................................................................12
FIGURA 5: ROSCAS MÚLTIPLES............................................................................................................12
FIGURA 6: ROSCAS IZQUIERDAS Y DERECHAS..................................................................................13
FIGURA 7: ROSCA WHITWORTH............................................................................................................14
FIGURA 8: TIPOS DE ROSCAS, EXTRAÍDO DE DIBUJO Y DISEÑO EN INGENIERÍA MC-GRAWHILL
........................................................................................................................................................... 15
FIGURA 9: TIPOS DE ROSCAS, EXTRAÍDO DE DIBUJO TÉCNICO S.BOGOLIUBOV..........................16
FIGURA 10: ROSCA EN TUBERÍA, EXTRAÍDO DE DIBUJO TÉCNICO S. BOGOLIUBOV....................17
FIGURA 11: FABRICACIÓN DE ROSCA EXTERNA, EXTRAÍDO DE DIBUJO TÉCNICO S.
BOGOLIUBOV................................................................................................................................... 17
FIGURA 12: CREACIÓN DE UNA ROSCA INTERNA, EXTRAÍDO DE DIBUJO TÉCNICO S.
BOGOLIUBOV................................................................................................................................... 18
FIGURA 13: BROCA PREVIA PARA LA CREACIÓN DE LA ROSCA MÉTRICA.....................................19
FIGURA 14: BROCA PREVIA PARA LA CREACIÓN DE LA ROSCA WHITWORTH...............................20
FIGURA 15: EJEMPLO DE UNA ROSCA DETALLADA, CON LAS HÉLICES EN LÍNEAS RECTAS......21
FIGURA 16: ENSAMBLE POR MEDIO DE ROSCAS...............................................................................22
FIGURA 17: REPRESENTACIÓN CONVENCIONAL DE UNA ROSCA...................................................23
FIGURA 18: REPRESENTACIÓN DE LA VISTA FRONTAL DE UNA ROSCA EXTERNA.......................24
FIGURA 19: REPRESENTACIÓN DE LA VISTA FRONTAL DE UNA ROSCA INTERNA........................24
FIGURA 20: INDICACIÓN DE ROSCAS OCULTAS.................................................................................24
FIGURA 21: REPRESENTACIÓN DEL ACHURADO DE UNA ROSCA...................................................25
FIGURA 22: POSIBLE REPRESENTACIÓN DEL ACHURADO DE UNA ROSCA...................................25
FIGURA 23: TABLA DE SIMBOLOGÍA DE ROSCAS...............................................................................26
FIGURA 24: EJEMPLOS DE LA DESIGNACIÓN DE ROSCAS................................................................27
FIGURA 25: ACOTACIÓN DE UNA ROSCA EXTERNA...........................................................................28
FIGURA 26ACOTACIÓN DE UNA ROSCA INTERNA..............................................................................28
FIGURA 27: REPRESENTACIÓN DE LA PROFUNDIDAD DEL AGUJERO CIEGO................................29
FIGURA 28: REPRESENTACIÓN DE UNA ROSCA DE DIÁMETRO PEQUEÑO....................................30
FIGURA 29: EJEMPLO DE LA ACOTACIÓN DE UN INSERTO ROSCADO............................................33
FIGURA 30: EJEMPLO DE UNIÓN SEPARABLES ROSCADA................................................................33
FIGURA 31: REPRESENTACIÓN DE TORNILLOS Y TUERCAS............................................................34
FIGURA 32: PERNOS............................................................................................................................... 35
4

FIGURA 33: REPRESENTACIÓN DE PERNOS, EXTRAÍDO DE DIBUJO TÉCNICO S. BOGOLIUBOV 36
FIGURA 35: DIMENSIONES DE CHAVETAS PRISMÁTICAS Y ENTALLADURAS SEGÚN GOST (MM)
TOMADA DEL BOGOULIOV.............................................................................................................38
FIGURA 36: CHAVETAS PRISMÁTICAS..................................................................................................39
FIGURA 37: TIPOS DE CUÑAS, EXTRAÍDO DE DIBUJO TÉCNICO S. BOGOLIUBOV.........................39
FIGURA 38: TIPOS DE UNIÓN POR DIENTES, EXTRAÍDO DE DIBUJO TÉCNICO S. BOGOLIUBOV. 40
FIGURA 39: REPRESENTACIÓN DE UNIÓN POR DIENTES, EXTRAÍDO DE DIBUJO TÉCNICO S.
BOGOLIUBOV................................................................................................................................... 41
FIGURA 40: REPRESENTACIÓN DE UNIÓN DENTADA, EXTRAÍDO DE DIBUJO TÉCNICO S.
BOGOLIUBOV................................................................................................................................... 44
FIGURA 41: ESPECIFICACIÓN DEL ÁRBOL Y EL CUBO, EXTRAÍDO DE DIBUJO TÉCNICO S.
BOGOLIUBO..................................................................................................................................... 45
FIGURA 42: PASADORES........................................................................................................................ 45
FIGURA 43: REPRESENTACIÓN DE UN PASADOR CILÍNDRICO.........................................................46
FIGURA 44: EJEMPLO DEL USO DE UN PASADOR CILÍNDRICO.........................................................46
FIGURA 45: REPRESENTACIÓN DE UN PASADOR CÓNICO CON ESPIGA ROSCADA.....................47
FIGURA 46: PASADOR CÓNICO CON ESPIGA ROSCADA...................................................................48
FIGURA 47: ILUSTRACIÓN DE UN PASADOR AJUSTADO CON CABEZA...........................................48
FIGURA 48: UNIÓN DE DOS PIEZAS POR MEDIO DE ROBLONES (REMACHES)..............................52
FIGURA 49: SUFRIDERAS....................................................................................................................... 52
FIGURA 50: AJUSTA REMACHES...........................................................................................................53
FIGURA 51: BUTEROLAS........................................................................................................................ 53
FIGURA 52: CINCELES DE RECATADO.................................................................................................54
FIGURA 53: CALENTADORES DE REMACHES......................................................................................54
FIGURA 54: MARTILLOS REMACHADORES NEUMÁTICOS.................................................................55
FIGURA 55: PRENSA............................................................................................................................... 55
FIGURA 56: REMACHADORA POR TRACCIÓN......................................................................................56
FIGURA 57: REPRESENTACIÓN DE UN REMACHE INSTALADO SEGÚN INTE-ISO 5845-2:2008......57
FIGURA 58: REMACHE COMPUESTO CON CAMISA.............................................................................58
FIGURA 59 (A): TROQUELADO DE 100° EN EL LADO CERCANO........................................................61
FIGURA 60 (B): DOS LÁMINAS, TROQUELADAS A 82° EN EL LADO LEJANO....................................62
FIGURA 61: REPRESENTACIÓN SIMBÓLICA DE UNA LÍNEA DE REMACHES....................................63
FIGURA 62: REPRESENTACIÓN DE REMACHES (ROBLONES) EN EL DIBUJO.................................64
FIGURA 63: REPRESENTACIÓN DE REMACHES O ROBLONES COLINIALES SEPARADOS POR
UNA MISMA DISTANCIA..................................................................................................................64
FIGURA 64: EQUIPO DE SOLDADURA OAW.........................................................................................68
FIGURA 65: REPRESENTACIÓN DE SOLDADURA MIG........................................................................69
5
FIGURA 66: EQUIPO DE SOLDADURA TIG............................................................................................70
FIGURA 67: SOLDADURA POR FRICCIÓN.............................................................................................70
FIGURA 68: REPRESENTACIÓN DE LA SOLDADURA EN UN PLANO SEGÚN AWS..........................72
FIGURA 69: SIMBOLOGÍA DE LA SOLDADURA, EXTRAÍDO DE DIBUJO Y DISEÑO EN INGENIERÍA
MC-GRAWHILL................................................................................................................................. 76
FIGURA 70: SÍMBOLOS SUPLEMENTARIOS.........................................................................................77
FIGURA 71: INDICACIÓN DE SOLDADURA. TOMADA DE INTE/ISO 2553:2010...................................78
FIGURA 72: SOLDADURA POR EL LADO DE LA FLECHA. TOMADA DE INTE/ISO 2553:2010...........79
FIGURA 73: SOLDADURA POR EL OTRO LADO. TOMADA DE INTE/ISO 2553:2010..........................79
FIGURA 74: DIMENSIONES DE SOLDADURA. TOMADA DE INTE/ISO 2553:2010...............................80
FIGURA 75: REPRESENTACIÓN DE PENETRACIÓN SEGÚN LA NORMA INTE/ISO 2553:2010.........80
FIGURA 76: REPRESENTACIÓN DE LA SOLDADURA EN ÁNGULO SEGÚN LA NORMA INTE/ISO
2553:2010.......................................................................................................................................... 81
FIGURA 77: SÍMBOLOS DE SOLDADURA EN TODA LA PIEZA. TOMADA DE INTE/ISO 2553:2010. . .83
FIGURA 78: SÍMBOLOS SOLDADURA DE CAMPO. TOMADA DE INTE/ISO 2553:2010.......................84
FIGURA 79: EJEMPLO DEL USO DE LOS SÍMBOLOS DE SOLDADURA..............................................85
FIGURA 80: SÍMBOLOS PARA UNIÓN ENTRE SUPERFICIES. TOMADA DE INTE/ISO 15785:2011...86
FIGURA 81: SÍMBOLOS PARA JUNTA DOBLADA. TOMADA DE INTE/ISO 15785:2011.......................87
FIGURA 82: SÍMBOLOS PARA JUNTA PRENSADA. TOMADA DE INTE/ISO 15785:2011....................87
FIGURA 83: SÍMBOLOS DE LÍNEA DE REFERENCIA Y LÍNEA PRINCIPAL. TOMADA DE INTE/ISO
15785:2011........................................................................................................................................ 88
FIGURA 84: SÍMBOLOS DE LÍNEA DE REFERENCIA CON HORQUILLA. TOMADA DE INTE/ISO
15785:2011........................................................................................................................................ 88
FIGURA 85: SÍMBOLOS DE LÍNEA DE REFERENCIA CON INFORMACIÓN ADICIONAL. TOMADA DE
INTE/ISO 15785:2011........................................................................................................................ 89
FIGURA 86: INDICACIÓN DE JUNTA ADHESIVA ENTRE SUPERFICIES. TOMADA DE INTE/ISO
15785:2011........................................................................................................................................ 89
FIGURA 87: INDICACIÓN DE JUNTA ADHESIVA INCLINADA. TOMADA DE INTE/ISO 15785:2011....89
FIGURA 88: INDICACIÓN DE UNA JUNTA ALREDEDOR DE LA PIEZA. TOMADA DE INTE/ISO
15785:2011........................................................................................................................................ 90
FIGURA 89: EJEMPLOS DE JUNTAS. TOMADA DE INTE/ISO 15785:2011...........................................91
FIGURA 90: PROCESO DE LAMINACIÓN GENERAL.............................................................................92
6
Objetivos
Objetivos principales
Tener una experiencia directa con una empresa relacionada a la industria de
sujeciones tanto separables como inseparables.
Realizar una exposición sobre el tema de estructuras metálicas enfocado en el
tema de sujeciones inseparables y separables.
Tener un conocimiento de las normas de dibujo aplicadas en Costa Rica por el
Instituto de Normas Técnicas de Costa Rica (INTE-ISO) así como las normas
homólogas que se puedan encontrar
Objetivos específicos
Que el estudiante se familiarice con la utilización de las normas de Dibujo
Técnico y el material aprendido en Dibujo Industrial mediante la investigación y
valoración del uso de los métodos de Dibujo utilizados por la industria.
Divulgación por parte de los estudiantes de las normas INTE-ISO ante la
industria y de las normas homólogas correspondientes al tema expuesto.
Impulsar la creatividad de los estudiantes en la elaboración de material
académico de ayuda para otros estudiantes con ejemplos traídos de la industria.
7

Introducción
Si existiera una norma por cada idioma del mundo sería sumamente complicado
llegar a comprender planos, por esta razón se crearon instituciones como la
Organización Internacional para la Estandarización (ISO), que han formulado una serie
de normas que ayudan a la comprensión global de los planos, ya que al haber varios
sistemas de unidades era complicado la manufactura de piezas y también la
comercialización de las mismas. En Costa Rica, el Instituto Nacional de Normas
Técnicas (INTECO) han creado los normas INTE-ISO, ya que se han basado en los
estándares dictados por ISO; estas nuevas normas permiten que el país de un paso
más a los estándares internacionales.
Existen muchos tipos de uniones, y todas estas se pueden clasificar en uniones
separables e inseparables. Las uniones no separables crean una unión fija entre los
objetos, que después del proceso de desarme, las piezas unidas presentan una
destrucción total o parcial. Entre las ventajas de este tipo de uniones encontramos que
se utilizan donde se requieren juntas muy fuertes y que están expuestas a fuerzas
grandes. Como ejemplos de uniones inseparables tenemos roblones, soldadura,
pegadura, entre otros.
Por otro lado, las uniones separables, son aquellas donde las piezas que
pertenecen a la unión se pueden desarmar sin comprometer su integridad física,
además de permitir su mantenimiento y fácil transporte de las piezas. Entre sus
principales ejemplos encontramos uniones por rosca, clavija, cuñas y chavetas,
dientes, etc.
8

Uniones separables
Uniones Roscadas
Un sujetador de rosca es un elemento que sirve para unir dos o más partes,
estas se fabrican con herramientas especiales bien sea para roscas externas o
internas, para las externas se utiliza una terraja y para las internas un machuelo.
Si bien en sus inicios estas no eran fabricadas para sujetar partes, más bien para el
transporte y elevación de agua como es el tornillo de Arquímedes utilizado para este
fin, pero en estos inicios no tenían ninguna estandarización y los tornillos generados
por diferentes fabricantes eran distintos, luego, con la fabricación de máquinas, se
empezó a estandarizar los tornillos y con la segunda guerra mundial se estableció una
la rosca unificada, la cual fue la aceptada y trabajada como rosca estándar.
Terminología de roscasPara pedir y especificar una rosca se necesitan de al menos de 5 elementos que
la distingan como lo son, forma de la rosca, serie de la rosca, diámetro mayor, clase de
ajuste, roscas por pulgada (paso).
Avance: Distancia longitudinal que ha recorrido una rosca cuando esta ha girado 360
grados o una revolución completa.
Cresta: Parte o superficie superior o más externa de una rosca.
Valle: Parte o superficie interior o más interna de una rosca.
Diámetro nominal: Diámetro que se utiliza para denominar una determinada rosca, este
es el diámetro exterior para la rosca externa y el diámetro interior para la rosca interna.
Filete: Forma que posee la rosca de un tornillo de valle a valle, esta define el diente y
sus propiedades.
9
Lado: Superficie de la rosca que une el valle con la cresta de la rosca.
Paso (p): Cantidad de crestas de las roscas que se presentan por unidad de longitud.
Profundidad (h): Distancia entre cresta y valle, medida de manera perpendicular al eje.
Número de Hilos: Define el tipo de paso de rosca.
Fondo: Se refiere al diámetro interior de la rosca exterior y al diámetro exterior de la
rosca interior.
Diámetro exterior (dext): Diámetro mayor de la rosca.
Diámetro interior (dint): Diámetro menor de la rosca.
Diámetro medio (dmedio): Da lugar a un ancho de filete.
Diámetro nominal (d): Diámetro utilizado para identificar la rosca. Suele ser el diámetro
mayor de la rosca.
Ángulo de flancos (alpha): Ángulo que forman los flancos según un punto axial.
Para ejemplificar lo anterior se puede observar la siguiente figura:
Figura 1: Elementos y dimensiones fundamentales de una rosca externa
10
Figura 2: Elementos y dimensiones fundamentales de una rosca interna
Clasificación de las roscas:
Según PosiciónRosca externa: Rosca que se encuentra sobre la superficie externa del elemento.
Figura 3: Representación de una rosca externa
Rosca interna: Rosca que se encuentra sobre la superficie interna del elemento.
11
Figura 4: Representación de una rosca interna.
Según Número de Filetes
Roscas simples y múltiples: Esto hace referencia a la cantidad de pasos separados que
posee una rosca, es decir, si una rosca presenta paso simple, al rotar esta 360 grados
avanzara una cierta cantidad determinada por el paso de la rosca, pero si se posee una
rosca doble, esta avanzara dos veces más rápido que la sencilla, de igual manera para
una rosca triple, la cual avanzará tres veces más rápido, esto debido a que posee dos o
tres roscas definidas y separadas entre sí.
Figura 5: Roscas múltiples
12
Según el sentido de la Hélice
Roscas derechas o izquierdas: Esta definición hace referencia al sentido de rotación de
cierre o de salida de una rosca; para una rosca derecha, si esta se gira en sentido
horario, esta entrara en la rosca, movimiento opuesto en una rosca izquierda, la cual
saldrá en sentido horario, y viceversa para el movimiento anti horario.
Figura 6: Roscas izquierdas y derechas
Según Forma Hace referencia a la forma o perfil que posee una rosca en la formación de sus dientes,
de los cuales existen varios diseños como lo son:
● En V aguda: Recibe este nombre por su filete de forma triangular aguda y es
muy implementada en la industria en la sujeción de piezas por fricción.
● Cuadrada: Este tipo de rosca es la que está engendrada por un filete de sección
cuadrada, no posee estandarización ni normalización por lo que en general no
13
es usada y tiende a desaparecer; cuando se usa se emplea en aplicaciones en
donde se busca evitar los esfuerzos radiales.
● Métrica: Para uso de tornillería y aplicaciones de uso común.
● Rosca Whitworth: Se usa para instalaciones hidráulicas y fontanería. Se designa
anteponiendo la letra W al diámetro nominal en pulgadas. Esta es empleada en
Gran Bretaña.
Figura 7: Rosca Whitworth
● Rosca Trapezoidal: Se usa en aplicaciones de elementos transformadores de
giro en desplazamiento o viceversa, como en husillos y en elementos
transmisores de movimiento con buena precisión-
● Rosca Redonda: Es una rosca que por su forma reduce en gran parte la
acumulación de tensiones mecánicas, es muy resistente a esfuerzos mecánicos
y es susceptible a los golpes. Este tipo de rosca no se usa con frecuencia por
motivos de que su fabricación es sumamente compleja.
● Roscas dientes de sierra: Son especiales para soportar cargar en un sentido,
esto sucede porque el flanco de carga es casi perpendicular al eje de la rosca.
(INTE-ISO).
● ACME: Las roscas ACME se utilizan en aplicaciones donde se necesiten de
esfuerzos muy grandes y en especial para transmitir movimiento en gran
14

cantidad de máquinas herramienta, esta fue diseñada para sustituir la rosca
cuadrada porque es más fácil de formar y resiste mayores esfuerzos y también
ha reemplazado a la rosca de filete truncado porque la ACME permite una rosca
de desembrague o una tuerca partida.
1740
Figura 8: Tipos de Roscas, extraído de Dibujo y diseño en ingeniería Mc-GrawHill
15
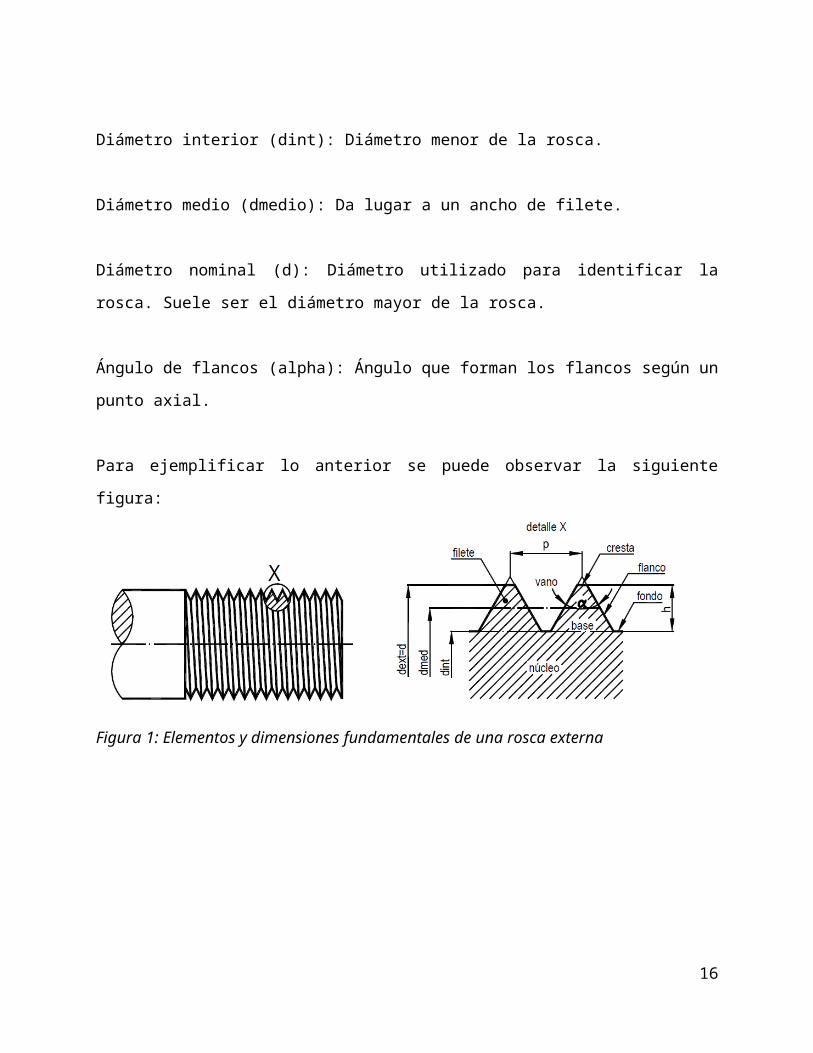
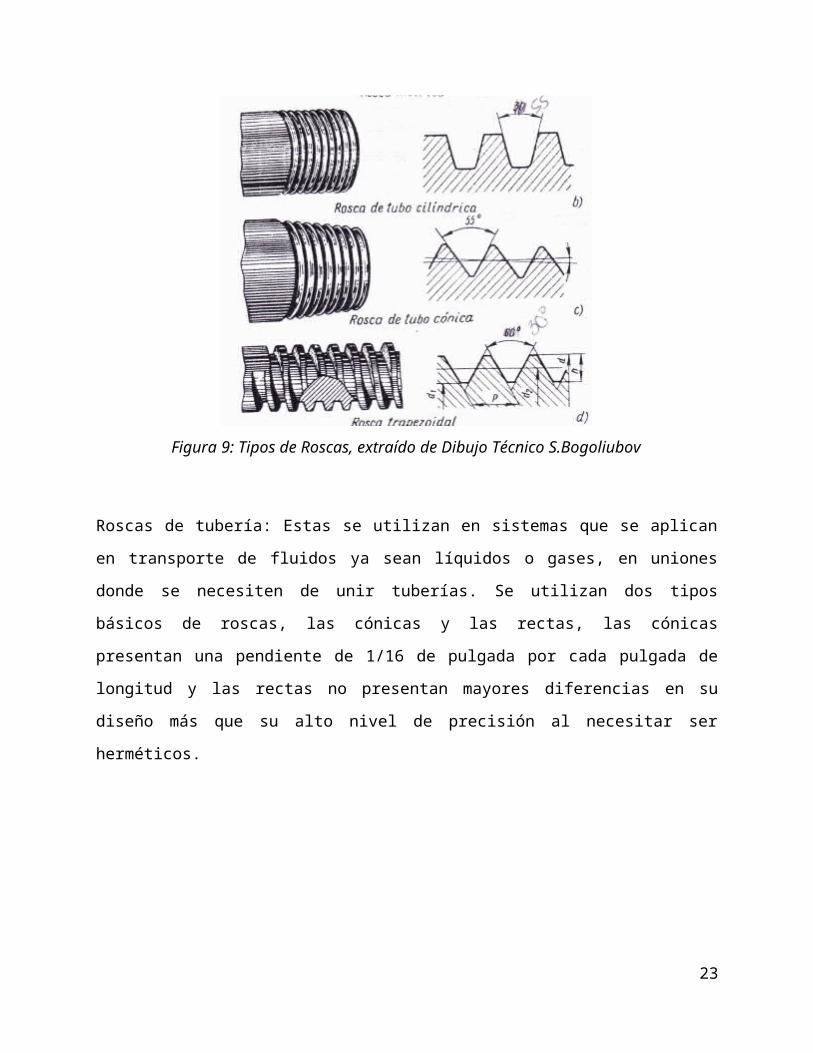
Figura 9: Tipos de Roscas, extraído de Dibujo Técnico S.Bogoliubov
Roscas de tubería: Estas se utilizan en sistemas que se aplican en transporte de fluidos
ya sean líquidos o gases, en uniones donde se necesiten de unir tuberías. Se utilizan
dos tipos básicos de roscas, las cónicas y las rectas, las cónicas presentan una
pendiente de 1/16 de pulgada por cada pulgada de longitud y las rectas no presentan
mayores diferencias en su diseño más que su alto nivel de precisión al necesitar ser
herméticos.
16
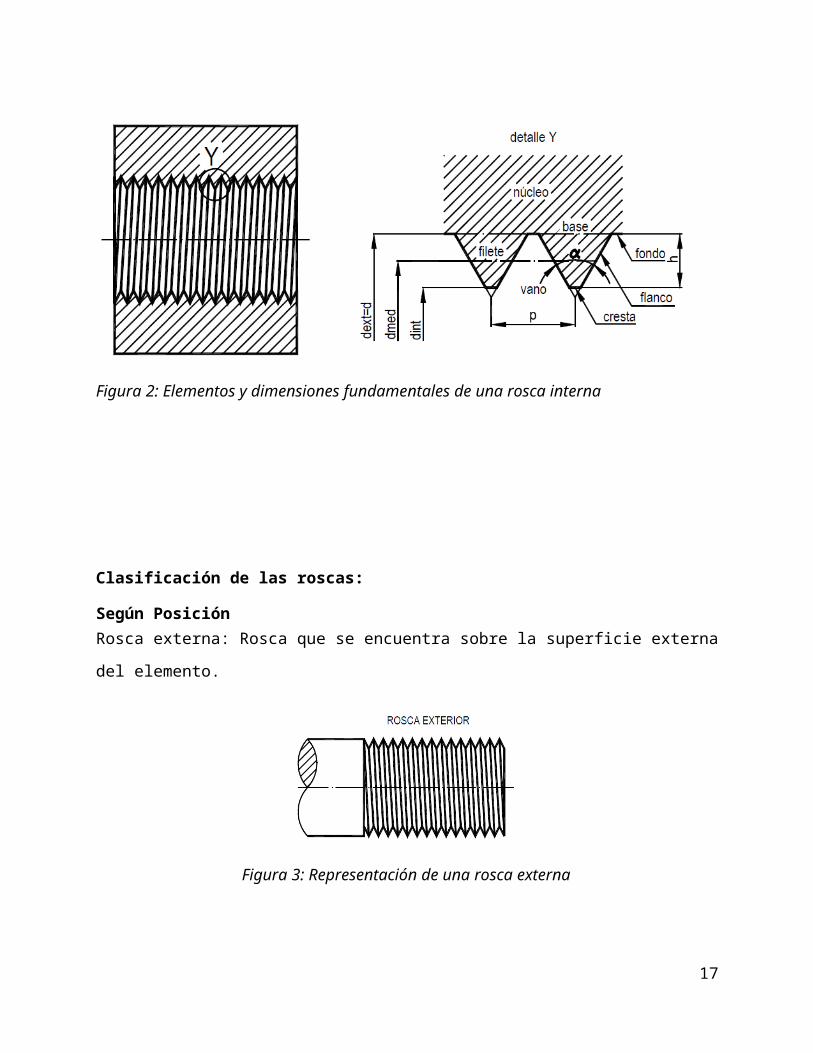
Figura 10: Rosca en Tubería, extraído de Dibujo Técnico S. Bogoliubov
Creación de Roscas
Para la creación de roscas tanto internas como externas, se utilizan dos métodos
convencionales y que se realizan a mano, los cuales son:
Terrajas o cojinetes: Herramienta utilizada para generar roscas externas, a partir de
una pieza preparada con anterioridad, es decir, un vástago con un diámetro específico.
Figura 11: Fabricación de rosca externa, extraído de Dibujo Técnico S. Bogoliubov
Machos: Herramienta utilizada para generar roscas internas a partir de un agujero
preparado de antemano con una fresa, taladro.
17
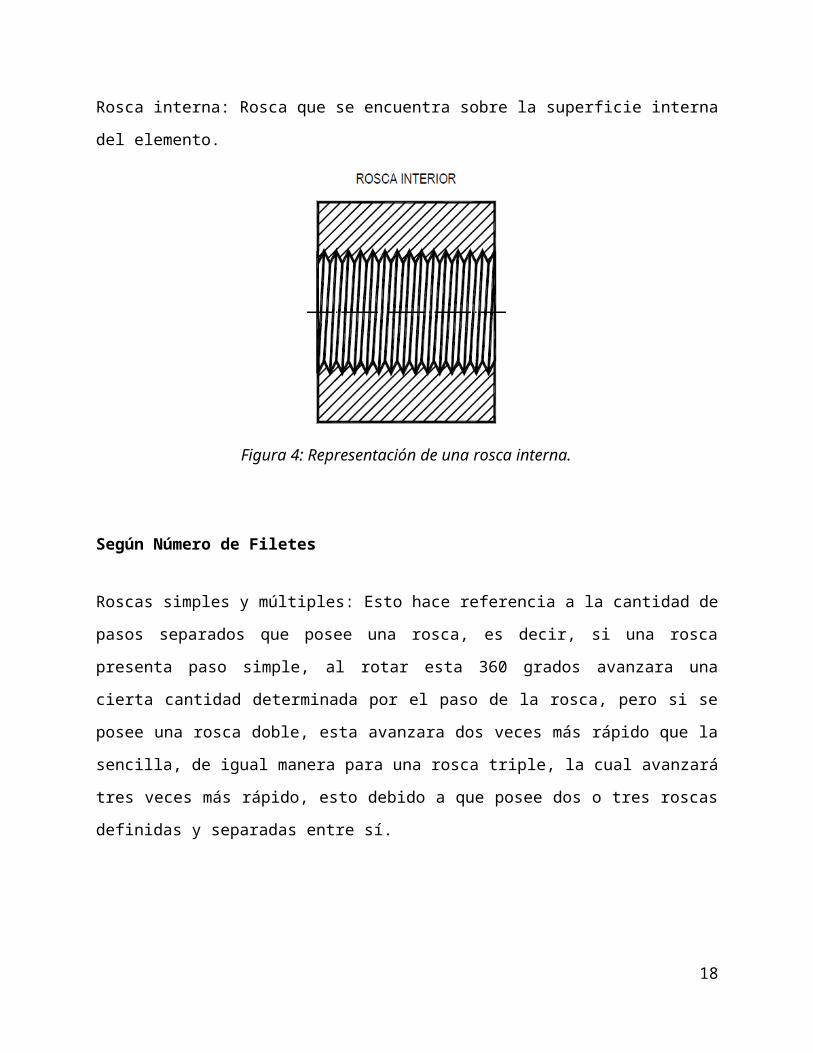
Figura 12: Creación de una rosca interna, extraído de Dibujo Técnico S. Bogoliubov
Roscado con máquinas.
Fresadora: se puede utilizar una máquina CNC, con la cual se puede crear roscas más
precisas que las hechas a mano.
Torneadas: se utiliza un torno CNC para crear este tipo de roscas
Laminación: se utiliza cuando se requiere producir grandes cantidades de piezas
roscadas, lo que se produce es un desplazamiento y no desprendimiento de viruta.
Antes de realizar la rosca se debe de realizar un agujero previo con la ayuda de una
broca, a continuación se va a mostrar el tamaño de la broca necesaria para la rosca
tipo métrica y Whitworth.
18

Figura 13: Broca previa para la creación de la rosca métrica.
19
Figura 14: Broca previa para la creación de la rosca Whitworth
Representación de una rosca en un dibujo.Para efectos de representar una rosca en el papel se poseen tres formas de
realizarlo, la detallada, la esquematizada y la simplificada, la detallada es la más lenta y
complicada de realizar pero se usa muy poco, la esquematizada da una representación
20

más real del tornillo pero sin muchos detalles, la simplificada es la más utilizada, la más
rápida y fácil de emplear la cual nos permite representar todos los tipos de rosca de
una manera bastante sencilla.
Representación detallada de las roscas.Según la norma INTE ISO 6410-1:2010, indica que este tipo de representación
solo se usan en documentación técnica, la cual se supone que no va a ser consultada
por personal capacitado como por ejemplo manuales de usuario, publicaciones,
ensayos entre otros, es decir sólo cuando es sumamente importante saber el detalle de
la rosca. Además la norma indica que no es necesario dibujar exactamente a escala el
paso ni tampoco el perfil de la rosca, ya que con la especificación a la hora de acotar
basta con saber las medidas del paso y perfil, y también recomiendan representar la
hélice con líneas rectas y no curvas.
Figura 15: Ejemplo de una rosca detallada, con las hélices en líneas rectas.
21
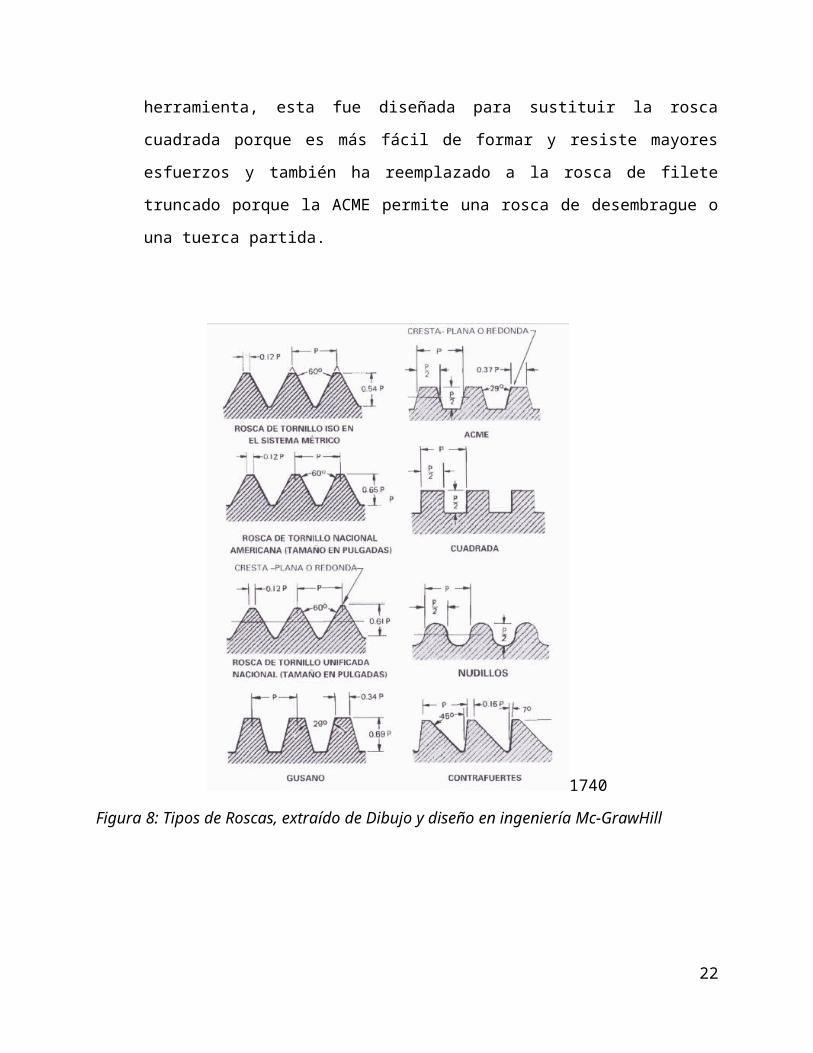
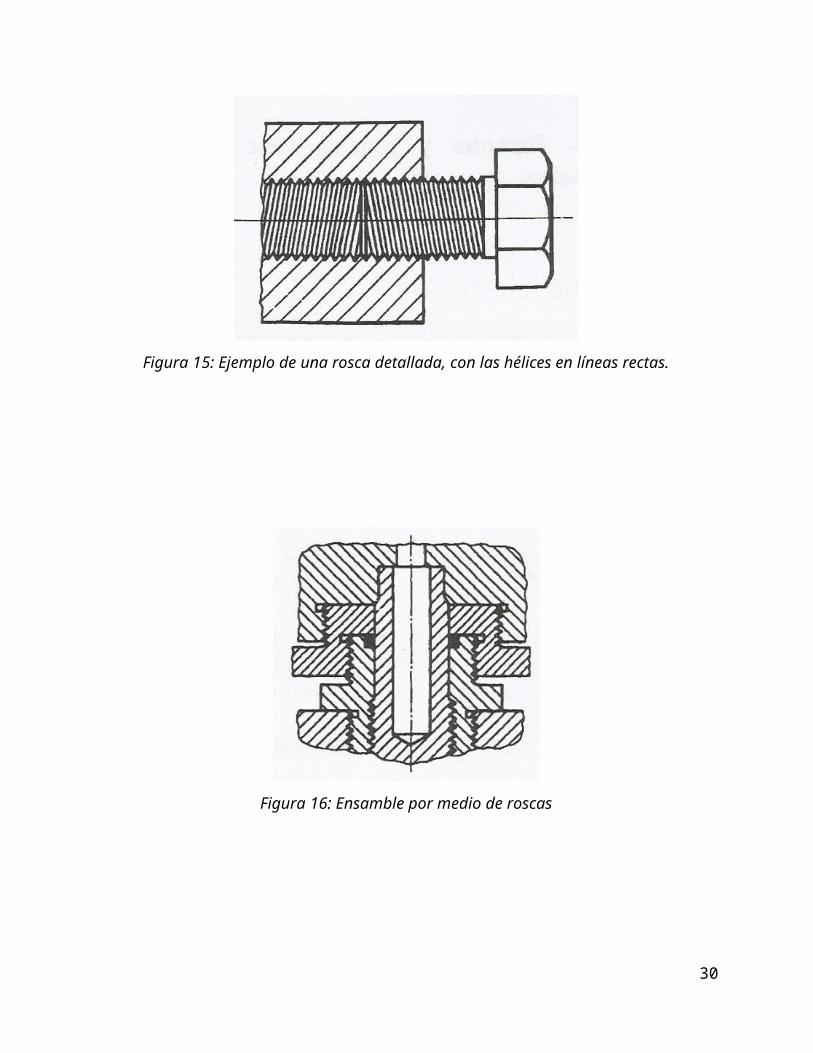
Figura 16: Ensamble por medio de roscas
Representación Convencional de las roscas.Es muy común o habitual conseguir este tipo de representación de dibujos
técnicos, donde se supone que personal capacitado va a consultarlo, ejemplo planos
para fabricación de una pieza por manufactura, ensamble de un conjunto mecánico,
entre otros.
Para una mejor compresión se va a separar los planos en:
● Vistas laterales visibles y cortes de las roscas
● Vista frontal
● Ocultas
● Achurado de piezas roscadas
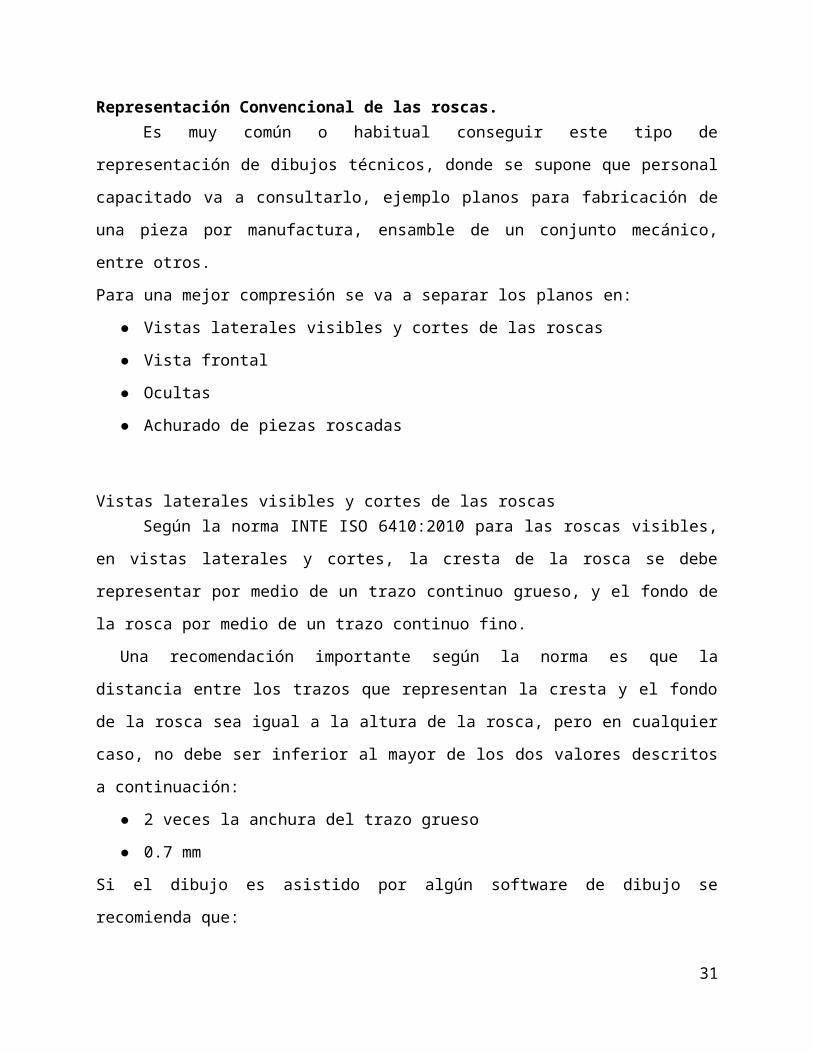
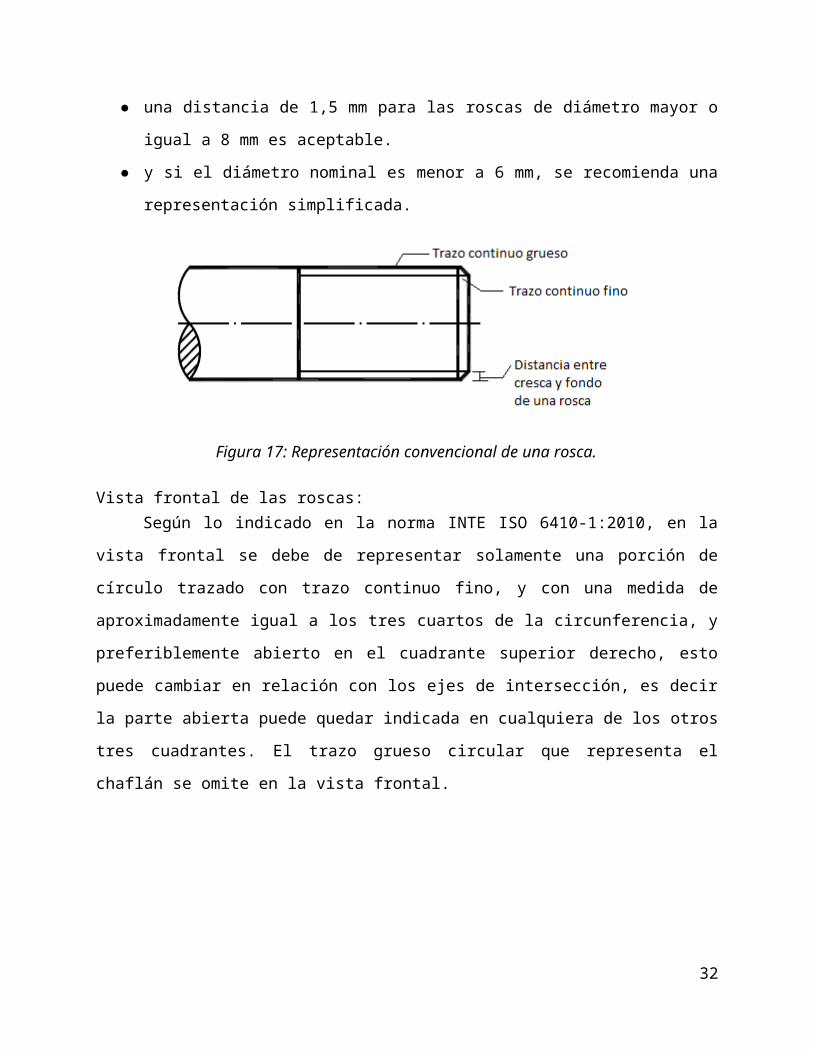
Vistas laterales visibles y cortes de las roscasSegún la norma INTE ISO 6410:2010 para las roscas visibles, en vistas laterales
y cortes, la cresta de la rosca se debe representar por medio de un trazo continuo
grueso, y el fondo de la rosca por medio de un trazo continuo fino.
Una recomendación importante según la norma es que la distancia entre los trazos
que representan la cresta y el fondo de la rosca sea igual a la altura de la rosca, pero
en cualquier caso, no debe ser inferior al mayor de los dos valores descritos a
continuación:
22
● 2 veces la anchura del trazo grueso
● 0.7 mm
Si el dibujo es asistido por algún software de dibujo se recomienda que:
● una distancia de 1,5 mm para las roscas de diámetro mayor o igual a 8 mm es
aceptable.
● y si el diámetro nominal es menor a 6 mm, se recomienda una representación
simplificada.
Figura 17: Representación convencional de una rosca.
Vista frontal de las roscas:Según lo indicado en la norma INTE ISO 6410-1:2010, en la vista frontal se debe
de representar solamente una porción de círculo trazado con trazo continuo fino, y con
una medida de aproximadamente igual a los tres cuartos de la circunferencia, y
preferiblemente abierto en el cuadrante superior derecho, esto puede cambiar en
relación con los ejes de intersección, es decir la parte abierta puede quedar indicada en
cualquiera de los otros tres cuadrantes. El trazo grueso circular que representa el
chaflán se omite en la vista frontal.
23
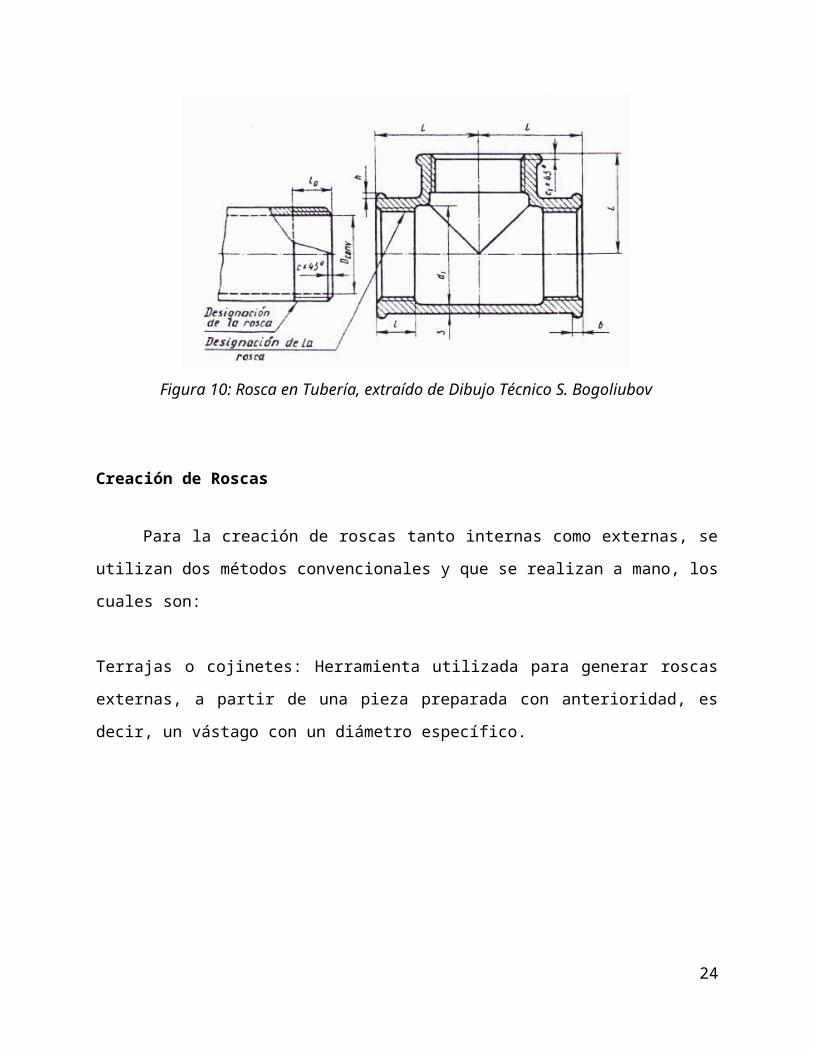
Figura 18: Representación de la vista frontal de una rosca externa.
Figura 19: Representación de la vista frontal de una rosca interna.
Roscas ocultas.En la norma se indica que cuando es necesario indicar o representar roscas
ocultas, la cresta y el fondo deben representarse por trazos discontinuos finos.
Figura 20: Indicación de roscas ocultas.
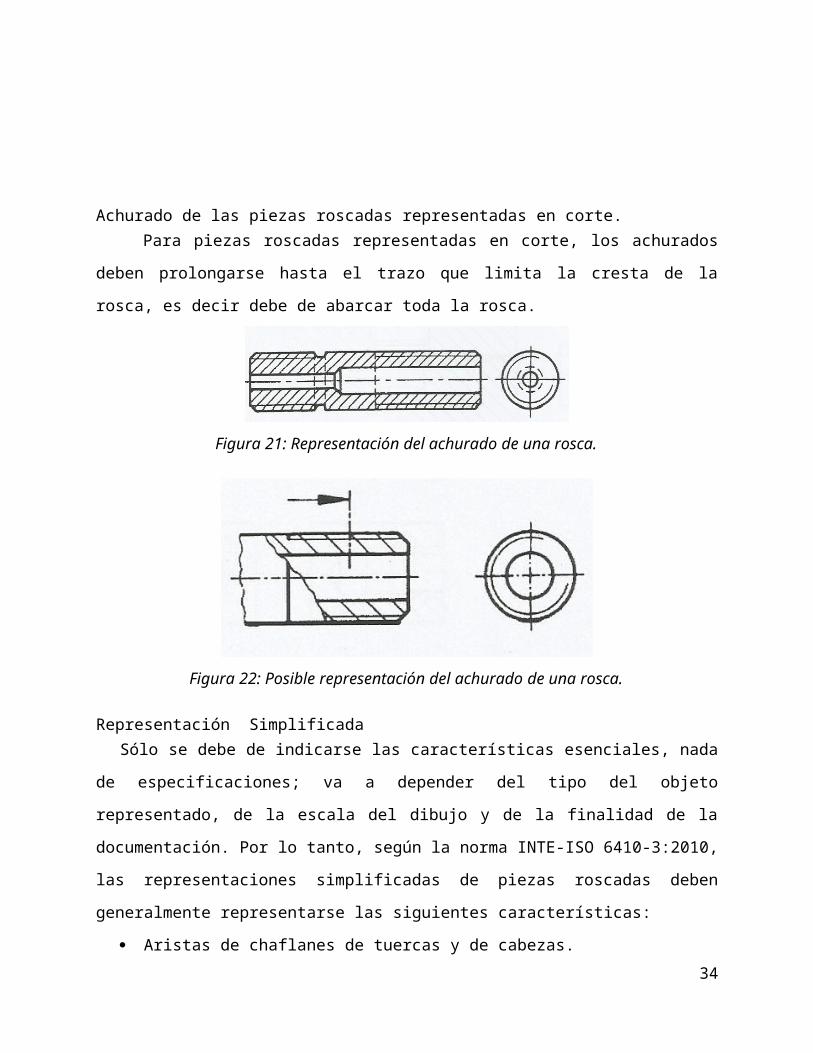
Achurado de las piezas roscadas representadas en corte.Para piezas roscadas representadas en corte, los achurados deben prolongarse
hasta el trazo que limita la cresta de la rosca, es decir debe de abarcar toda la rosca.
24
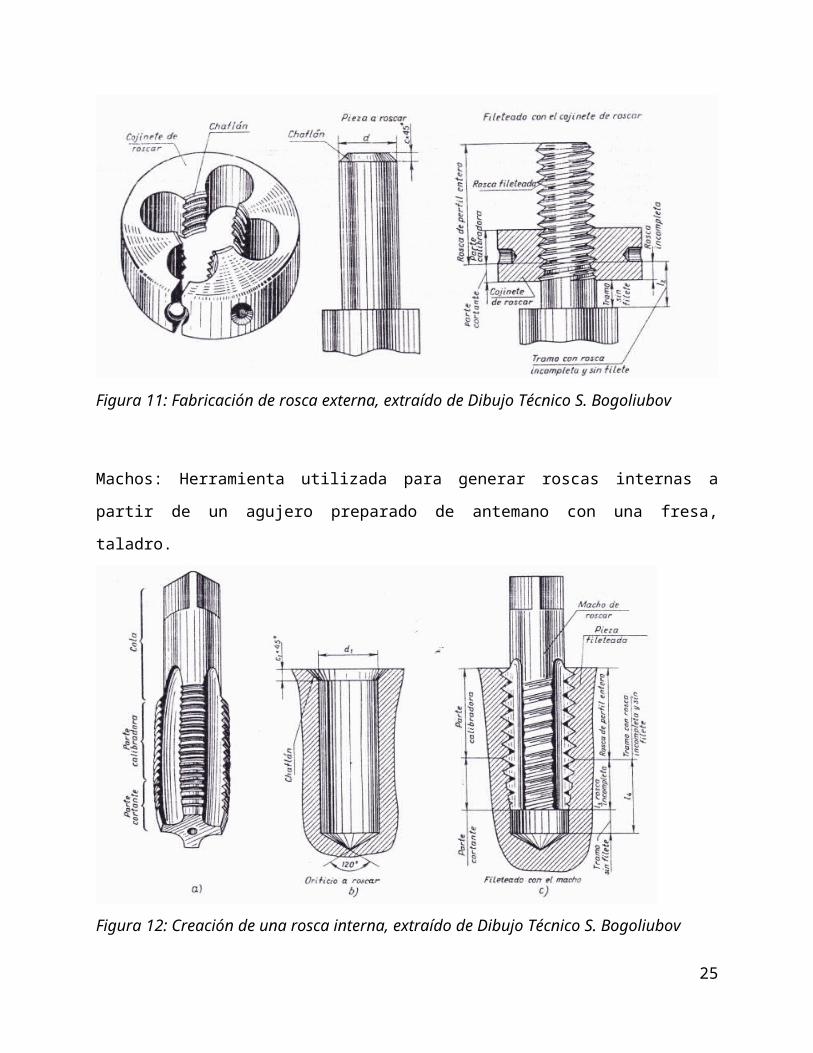
Figura 21: Representación del achurado de una rosca.
Figura 22: Posible representación del achurado de una rosca.
Representación Simplificada Sólo se debe de indicarse las características esenciales, nada de especificaciones;
va a depender del tipo del objeto representado, de la escala del dibujo y de la finalidad
de la documentación. Por lo tanto, según la norma INTE-ISO 6410-3:2010, las
representaciones simplificadas de piezas roscadas deben generalmente representarse
las siguientes características:
Aristas de chaflanes de tuercas y de cabezas.
Roscas incompletas.
Forma de los extremos de los tornillos.
Gargantas.
Designación y acotación de roscas Para poder acotar una rosca se debe de seguir los pasos dados por las normas,
la INTE-ISO 6410-1:2010 se va a utilizar para explicar los lineamientos para poder
acotar una rosca.
Según la norma INTE ISO 6410-1:2010 para lograr describir la rosca en el plano se
debe de incluir:
● Abreviatura del tipo de rosca.
Se refiere al tipo de rosca, ya sea métrica, curva, trapezoidal, entre otras. En la
siguiente tabla referencia el símbolo para cada tipo de rosca.
25

Figura 23: Tabla de simbología de roscas
● Diámetro nominal.
Si fuera necesario también debe de incluir:
● El paso de hélice, en milímetros.
● El paso de perfil (P), en milímetro.
● El sentido de la hélice (sólo se considera agregar cuando es de rosca izquierda,
y se describe como LH (left hand)).
26

Además como indicaciones adicionales como:
● La clase de tolerancia en conformidad con la norma internacional.
● Longitud adoptada (S= corta, L= larga, N= normal).
● El número de hilos.
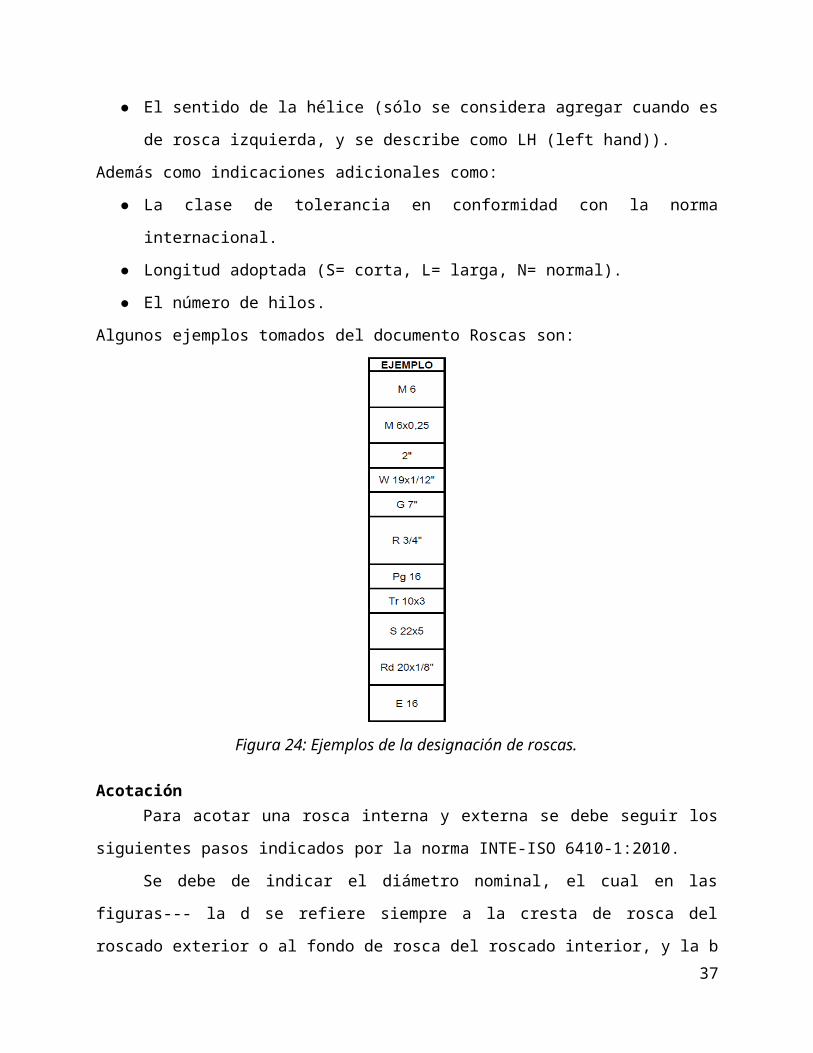
Algunos ejemplos tomados del documento Roscas son:
Figura 24: Ejemplos de la designación de roscas.
AcotaciónPara acotar una rosca interna y externa se debe seguir los siguientes pasos
indicados por la norma INTE-ISO 6410-1:2010.
Se debe de indicar el diámetro nominal, el cual en las figuras--- la d se refiere
siempre a la cresta de rosca del roscado exterior o al fondo de rosca del roscado
interior, y la b indica la longitud útil del roscado, aunque en algunos casos es necesario
indicar la desviación de la rosca cuando esta es funcionalmente necesaria, y esté, por
tanto, específicamente dibujada.
27
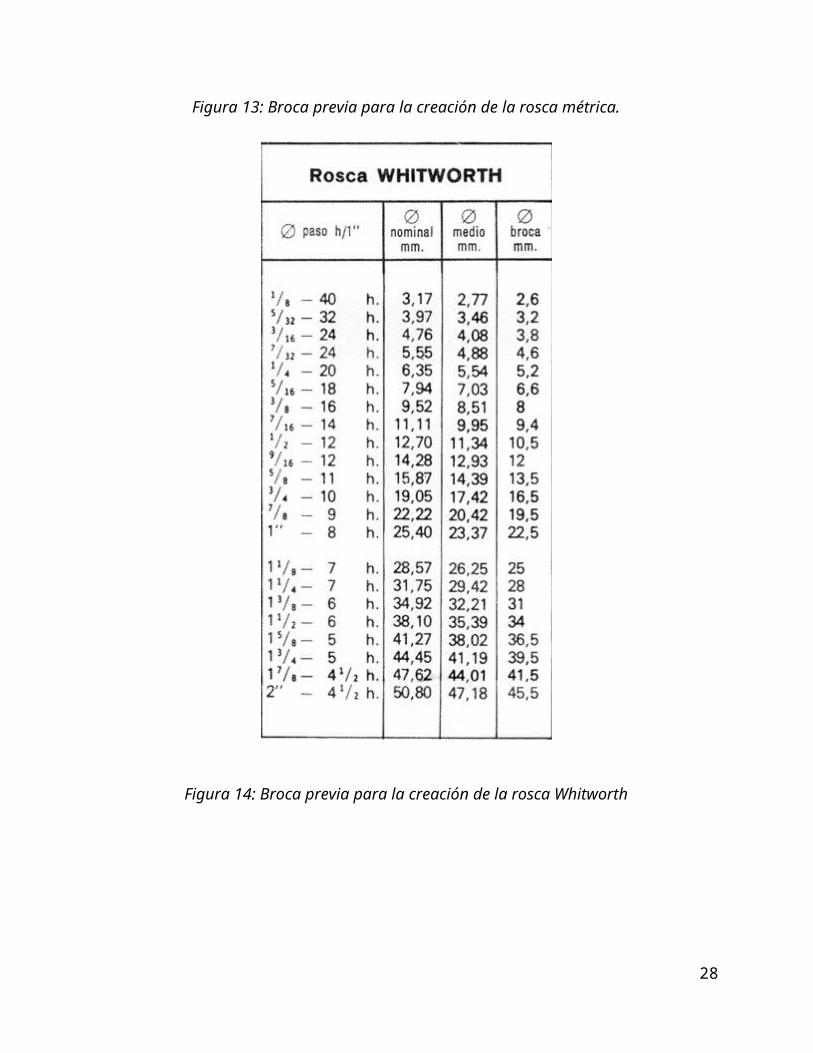
Figura 25: Acotación de una rosca externa.
Figura 26Acotación de una rosca interna.
Longitud del roscado y profundidad del agujero ciegoEn algunas ocasiones no es necesario acotar la longitud del agujero ciego, esto
va a depender de la pieza que se está fabricando y que tipo de máquina se esté
utilizando para ejecutar el roscado. Según la norma INTE ISO 6410-1:2010, la medida
si no se indica debe de ser 1.25 veces la longitud del roscado. En la siguiente figura se
puede observar lo explicado anteriormente.
28
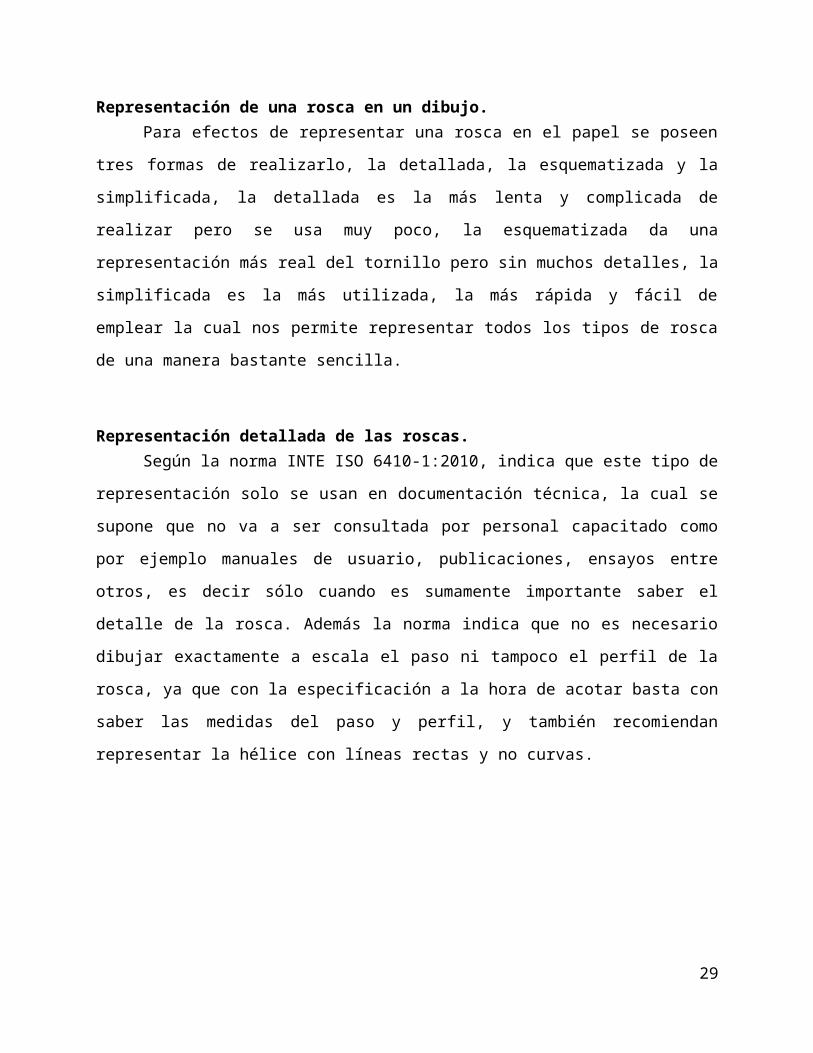
Figura 27: Representación de la profundidad del agujero ciego
Donde: 20 es la longitud total del roscado, que es 1,25 veces la longitud del roscado.
Se considera este espacio para la viruta que no se expulsa después de hacer el
roscado. Si no se deja este espacio hay posibilidades de que a la hora de introducir el
tornillo no haya problemas con la longitud de la rosca.
29
Roscas de pequeño diámetro.
Según la norma INTE ISO 6410-3:2010 se puede simplificar la representación y la indicación de las dimensiones de las roscas solo si:
El diámetro de la rosca es menor a 6 mm Si hay un conjunto regular de agujeros o roscas del mismo tipo y de la misma
dimensión.
Pero siempre la designación tiene que incluir las características necesarias normalmente en la representación convencional y la acotación. La designación de la misma debe de indicarse sobre una línea directriz dirigida hacia el eje del agujero y terminada por una flecha como se indica en la siguiente figura.
Figura 28: Representación de una rosca de diámetro pequeño
Uniones separables roscadas
Insertos roscados y su representación
Al igual que en las roscas, para insertos roscados existen tres diferentes formas de representación que son la detallada, convencional y simplificada.
Representación detallada: la igual que para la representación de roscas solo se debe de utilizar para catálogos, revistas y evitar de todos forma incluirlos en los dibujos técnicos.
Representación convencional: los insertos roscados se dibujan normalmente utilizando una la representación convencional de roscas, explicada anteriormente, y que proviene de la norma INTE-ISO 6410-1.
30
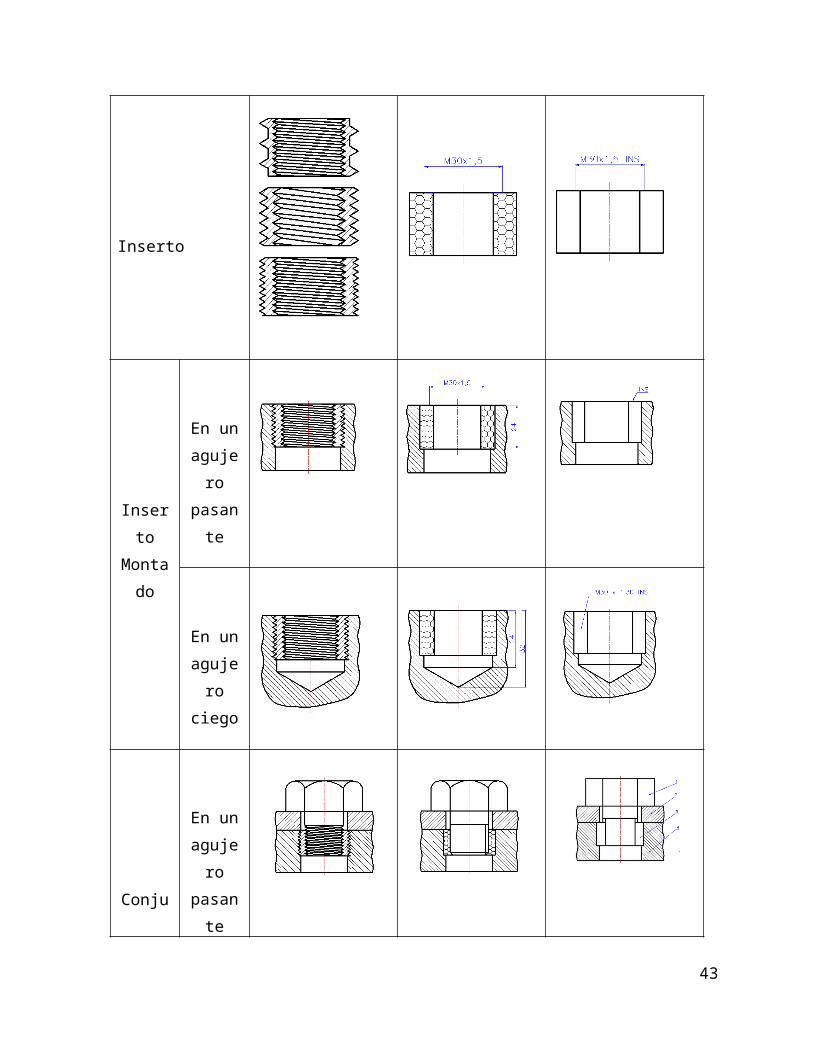
Representación simplificada: Se debe de representar solo las características esenciales, va a depender del dibujo y el propósito del documento.
Se debe de considerar que para cortes, los contornos del inserto roscado (crestas exterior e interior), deben de representarse por medio de un trazo continuo grueso. Cuando se encuentra ensamblada el diámetro nominal de la rosca interna no debe de indicarse, y además el inserto roscado no debe de rayarse.
Cuando se indica la vista frontal, las crestas exterior e interior deben representarse por medio de una circunferencia completa con medio de un trazo continuo grueso. En estado ensamblado el diámetro nominal de la rosca interior no tiene que indicarse.
Ejemplos de las representaciones de insertos según la norma INTE-ISO 6410-2:2010.
Tabla 1: Representación de los cortes en piezas roscadas
Detallada Convencional Simplificada
Inserto
En un
agujero
pasant
e
31
Inserto
Montad
o En un
agujero
ciego
Conjun
to
donde
el
inserto
está
montad
o
En un
agujero
pasant
e
En un
agujero
ciego
Acotación y designación:
En insertos roscados según INTE ISO 6410-2:2010, los insertos roscados deben designarse según especifican las Normas Internacionales, pero si están no se encuentran o se disponen, se debe de designar como, d X P, y luego indicar con un INS (inserto) al final de la designación.
La norma aclara que si la rosca es muy amplia, el paso se puede omitir y solo indicarse el largo de la rosca. Ejemplo:
32
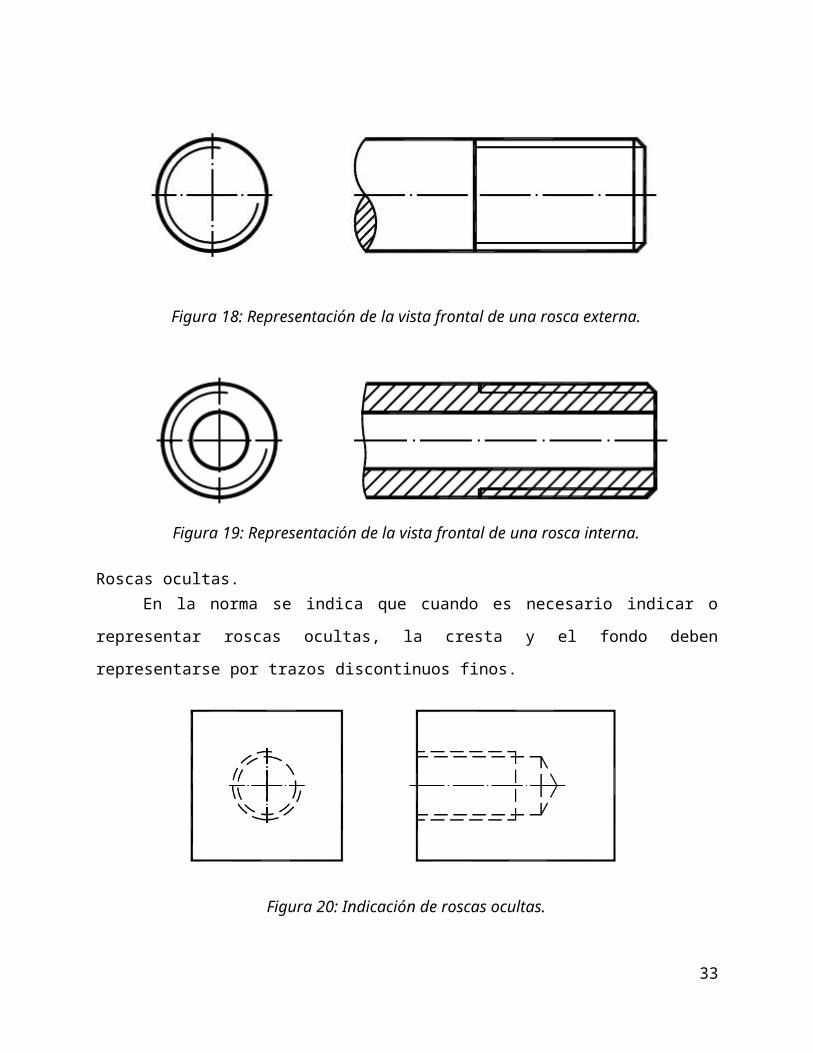
Figura 29: Ejemplo de la acotación de un inserto roscado
Unión de piezas roscadas.
Para las uniones de piezas roscadas, las roscas exteriores deben ocultar las
roscas interiores, y las interiores no pueden ocultar las exteriores. El trazo grueso que
representa el límite del roscado interior con hilos completos debe de dibujarse hasta el
fondo de la rosca en el roscado interior.
Ejemplo:
Figura 30: Ejemplo de unión separables roscada.
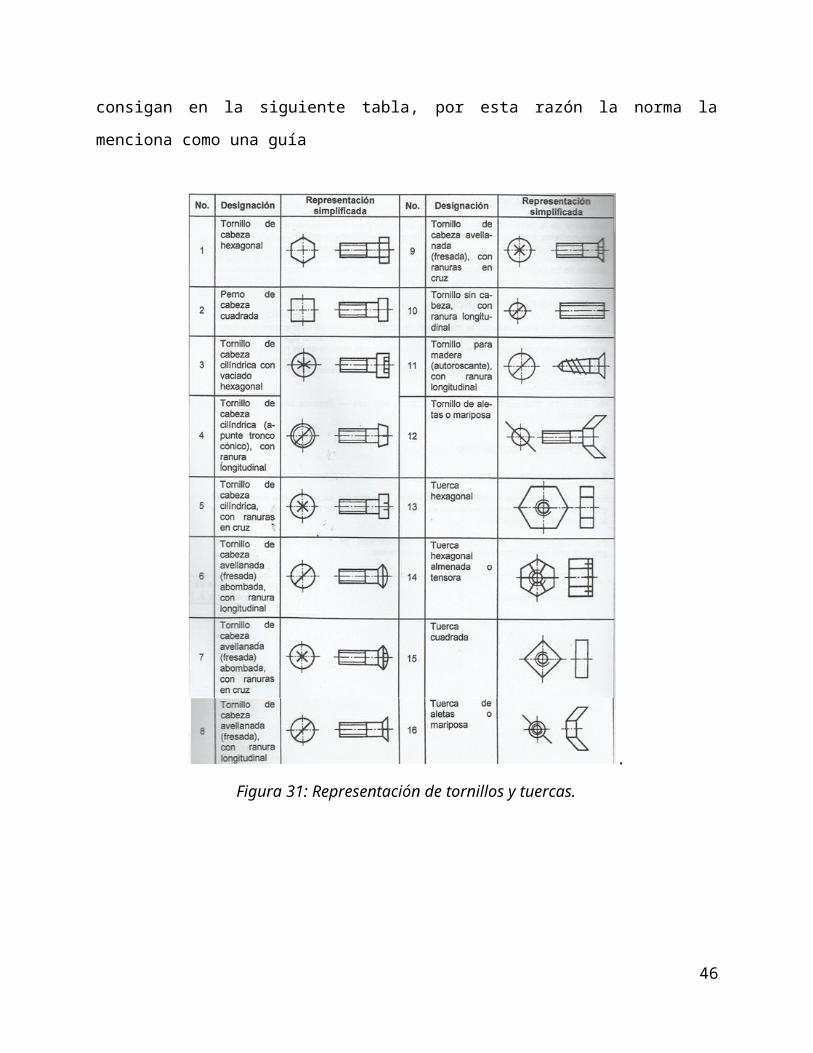
Tornillos y tuercas.
Tornillos son elementos metálicos que se utilizan para unir piezas de forma
temporal, y las tuercas son elementos que ayudan a dar ajustes y soporte que se usan
juntos a los tornillos o pernos, su representación en un plano va a depender de la
cabeza del tornillo y forma de la tuerca, la norma INTE-ISO 6410-3:2010 indica que si
fuera necesario representar tornillos, las formas de las ranuras o formas de tuercas se
33
debe guiarse mediante la siguiente tabla, pero indica que también puede haber
combinación de elementos, y por lo tanto lo más probable es que no se consigan en la
siguiente tabla, por esta razón la norma la menciona como una guía
.
Figura 31: Representación de tornillos y tuercas.
34
Pernos
Un perno es un elemento utilizado para la unión de dos o más piezas mediante
un agujero por el cual este pasara; se compone básicamente de una cabeza en uno de
sus extremos, mientras el otro es un elemento roscado en el cual se coloca una tuerca
con la misma especificación de rosca, la cual permite ajustar el perno; la diferencia
principal entre un tornillo y un perno es que el perno posee solo una sección de su
vástago roscado, mientras un tornillo posee la totalidad de su vástago roscado.
Las especificaciones para estos deben de llevar, tamaño nominal, roscas por
pulgada, longitud, material y acabado protector: hay dos formas básicas de pernos que
son los hexagonales y los cuadrados y están clasificados según uso como pernos para
propósitos generales o pesados, estos últimos se emplean para aplicaciones de mayor
resistencia y su diferencia más marcada es el espesor de su cabeza. Los cuadrados
solo se encuentran en presentación general.
Figura 32: Pernos
35
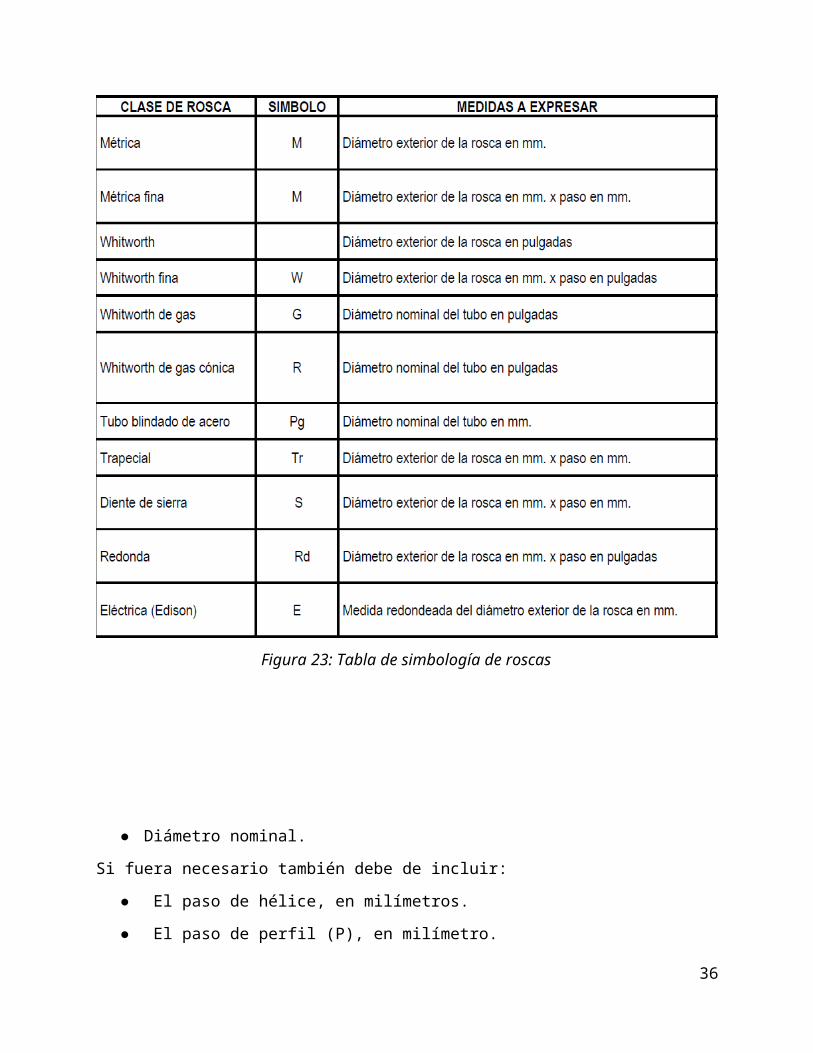
Figura 33: Representación de pernos, extraído de Dibujo Técnico S. Bogoliubov
36
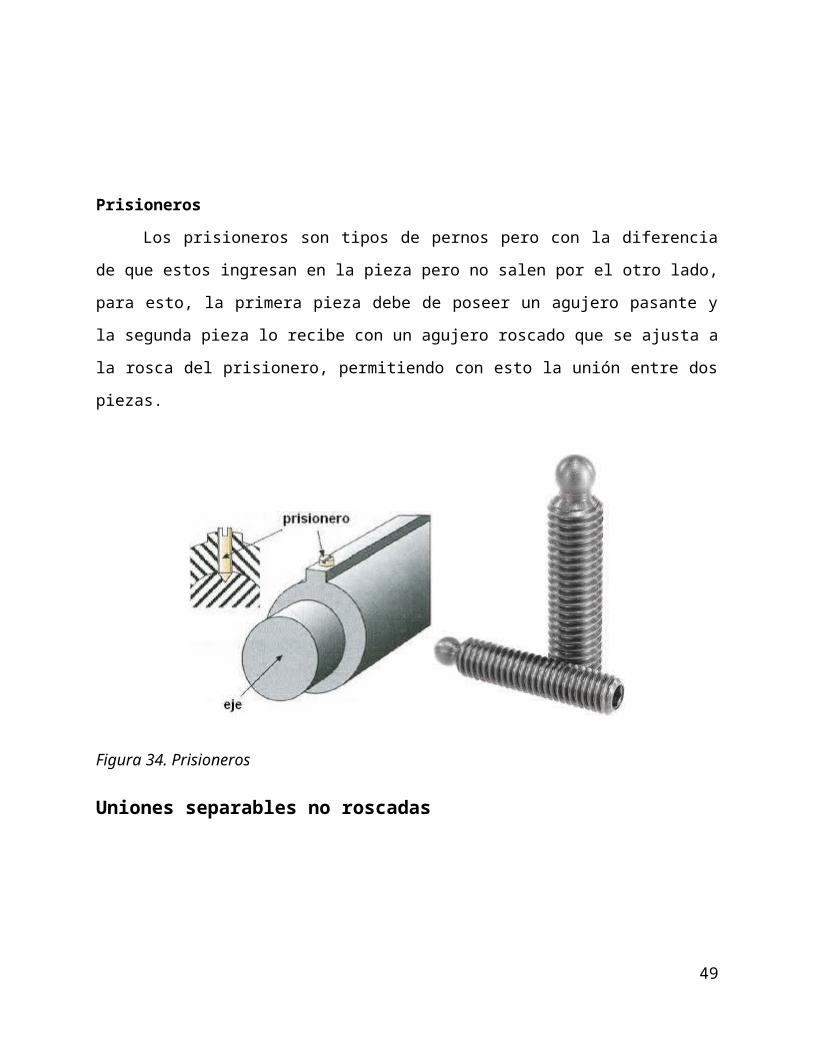
Prisioneros
Los prisioneros son tipos de pernos pero con la diferencia de que estos ingresan
en la pieza pero no salen por el otro lado, para esto, la primera pieza debe de poseer
un agujero pasante y la segunda pieza lo recibe con un agujero roscado que se ajusta
a la rosca del prisionero, permitiendo con esto la unión entre dos piezas.
Figura 34. Prisioneros
Uniones separables no roscadas
Chavetas
Las chavetas comúnmente son empleadas para hacer unión entre un eje y un
engrane o polea u otros dispositivos mecánicos para transmisión de potencia. El
chavetero es el lugar donde se inserta la chaveta y es una ranura que poseen las
piezas y la chaveta se inserta aquí impidiendo el movimiento relativo con respecto al
otro, lo cual hace que se muevan juntas, estas pueden ser cuadradas, con esquinas en
chaflán, redondeadas en sus puntas o bien semicirculares en algunos casos. Las
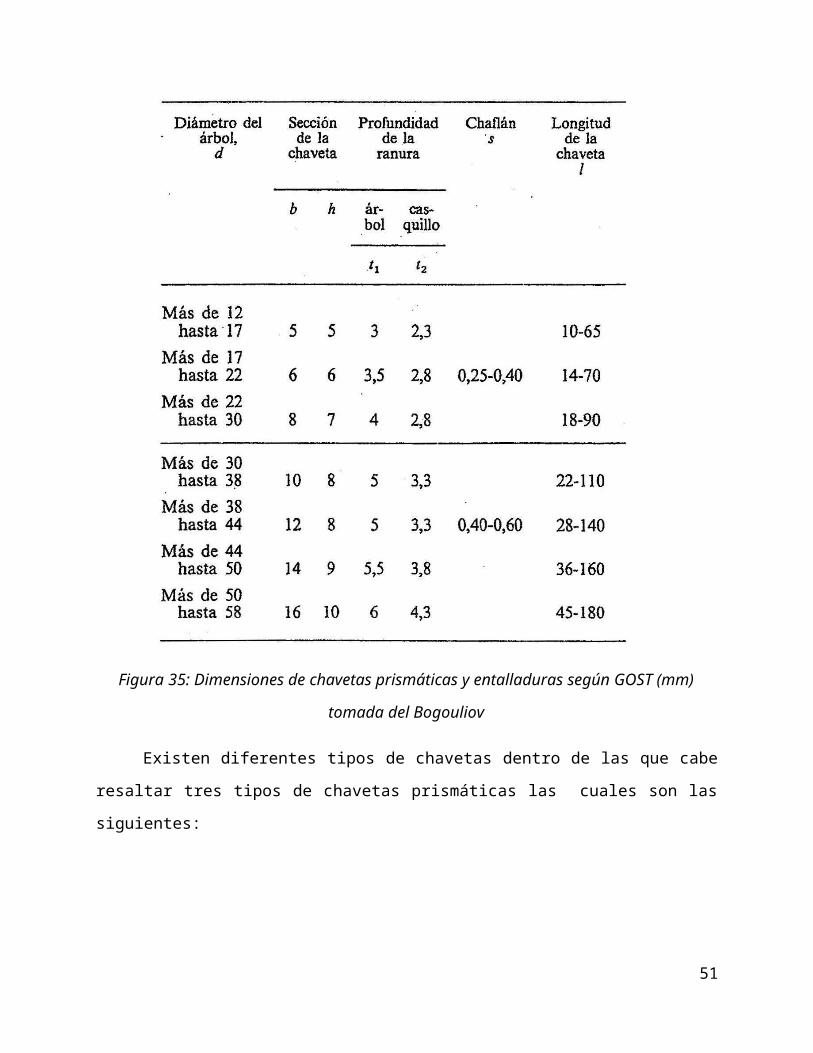
chavetas se encuentran estandarizadas y según la GOST se fabrican de la siguiente
manera.
37
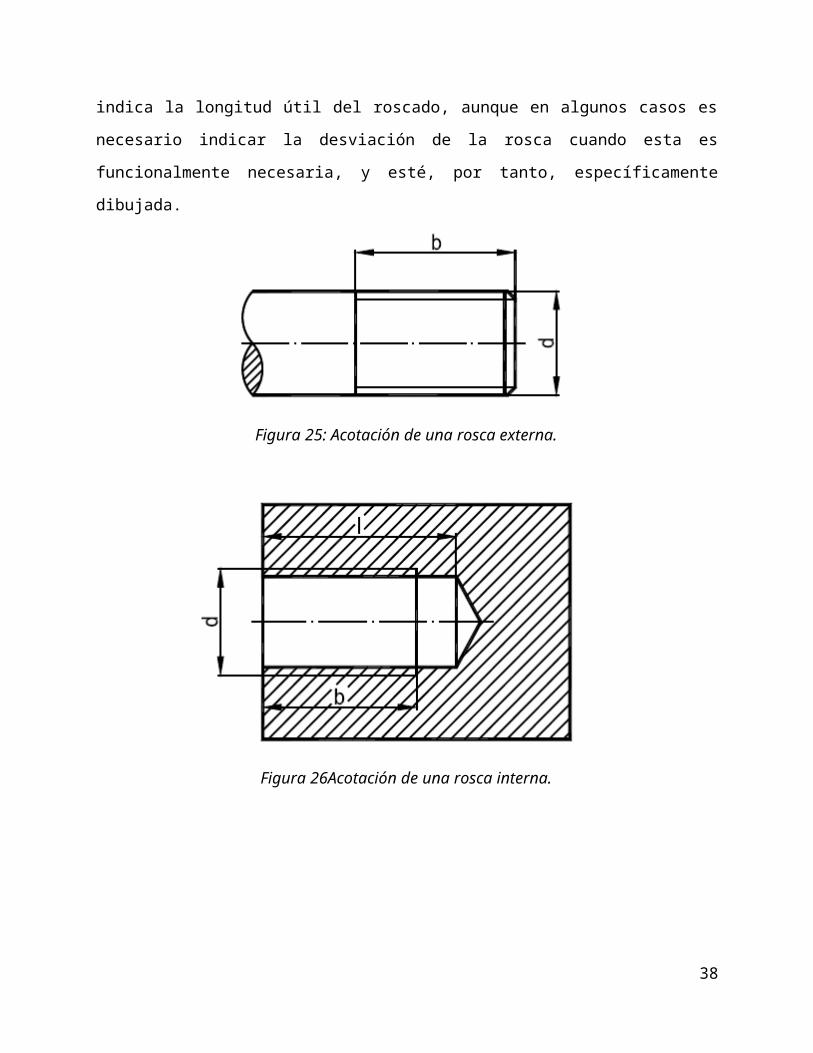
Figura 35: Dimensiones de chavetas prismáticas y entalladuras según GOST (mm)
tomada del Bogouliov
Existen diferentes tipos de chavetas dentro de las que cabe resaltar tres tipos de
chavetas prismáticas las cuales son las siguientes:
38
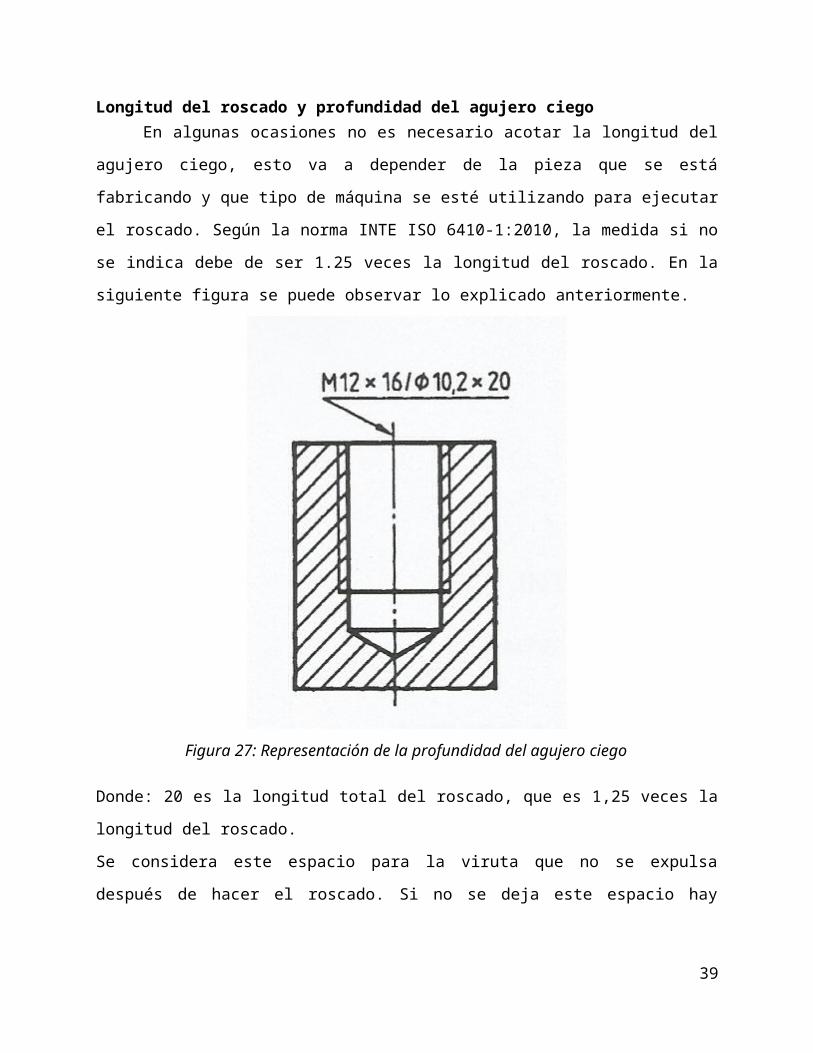
Figura 36: Chavetas prismáticas.
Figura 37: Tipos de cuñas, extraído de Dibujo Técnico S. Bogoliubov
39

Unión por dientes o estrías
Esta unión es un acople de un árbol con una serie de dientes a su alrededor que
se acopla con un casquillo o cubo que posee unas hendiduras del mismo perfil. Se
utiliza especialmente para transmitir grandes esfuerzos de torsión.
Según la forma de la sección transversal del árbol y de su encaje en el cubo esta unión
se divide en:
● Perfil rectangular.(b)
Estas se caracterizan por el número de dientes, así como por sus diámetros, menor
y mayor, además del ancho de sus dientes.
● Perfil evolvente o involuta. (c)
Este perfil tiene como principal característica que sus dientes no son rectos, es decir
son curvos.
Figura 38: Tipos de unión por dientes, extraído de Dibujo Técnico S. Bogoliubov
40
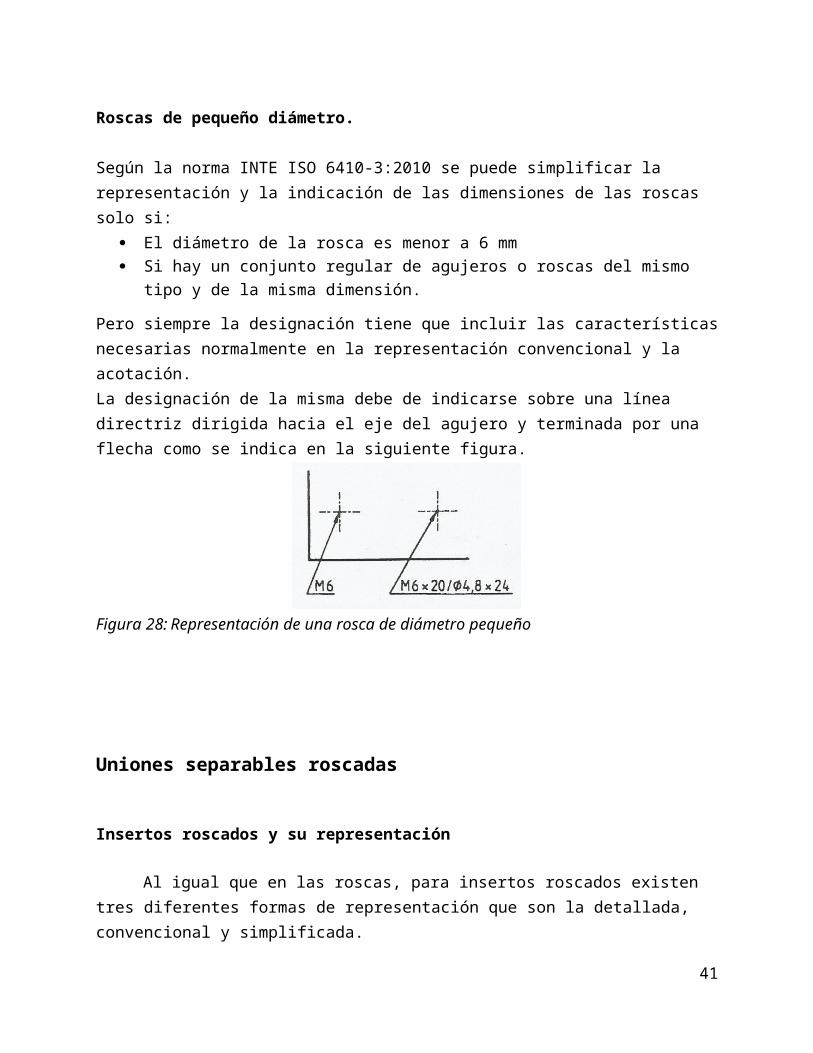
Figura 39: Representación de unión por dientes, extraído de Dibujo Técnico S.
Bogoliubov
41
● Según acople.
Existen diferentes ajustes entre el árbol y el cubo, donde se diferencia las
superficies de contacto, del árbol con el casquillo y entre las cuales encontramos:
❖ Con la circunferencia del diámetro D en este caso tendrá lugar el huelgo por la
circunferencia de diámetro d.(a)
❖ Con la circunferencia de diámetro d aparece el huelgo por el diámetro D. (b)
❖ Con lados laterales de los dientes, es decir, según la dimensión b en este caso
resultan los huelgos por los diámetros d y D. (c)
Figura. Tipos de contacto de la unión por dientes, extraído de Dibujo Técnico S.
Bogoliubov.
42
Para la representación de este tipo de unión en los planos se utiliza la norma
GOST y la CAME, donde se establecen las designaciones convencionales y sus
uniones, así como las reglas para su dibujo.
Para la vista que se obtiene al proyectar el árbol en el plano paralelo a su eje.
Según Bogoliubov, el chaflán en su extremo y las generatrices que corresponden al
diámetro D, se trazan con líneas continuas de base. Al mismo tiempo las generatrices
que corresponden al diámetro d, se dibujan con líneas continuas finas que atraviesan el
límite del chaflán. El límite de la superficie dentada, el límite entre los dientes de perfil
completo y la pendiente de la estría, así como Ia misma pendiente de la estría se traza,
con líneas finas continuas.
En los cortes y secciones longitudinales los dientes de árboles y hendiduras de
orificios de cubos hacen coincidir con el plano del dibujo, además los dientes se
muestran sin cortarlos y las generatrices que correspondan a los diámetros d y D, se
señalan mediante líneas continuas gruesas.
En las representaciones que se obtienen proyectando el árbol estriados en el
plano perpendicular a su eje se muestra el perfil de un resalto y de dos hendiduras. En
estas vistas los chaflanes hechos en el extremo del árbol u orificio no se representan.
Valiéndose de la línea gruesa de base, se trazan las circunferencias de diámetro D de
los árboles y de diámetro d de los agujeros de cubos. Para trazar las circunferencias de
diámetro d de los árboles y de diámetro D de los orificios se emplean líneas continuas
finas.
43
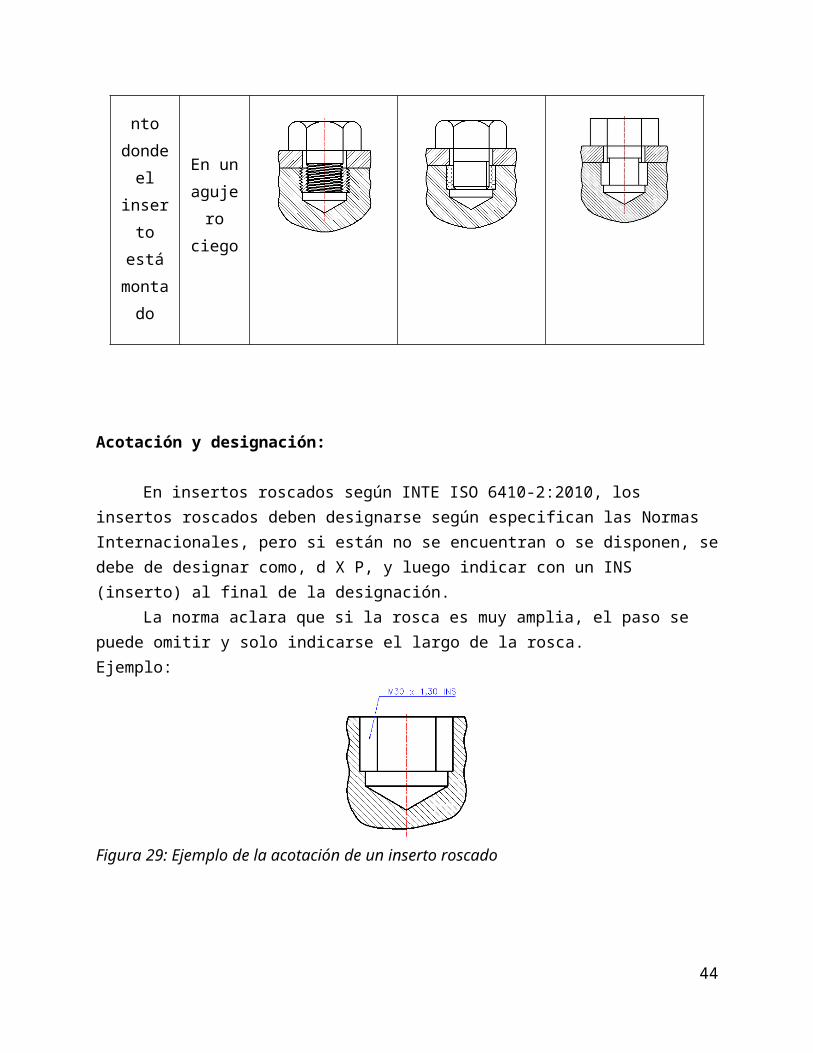
Figura 40: Representación de unión dentada, extraído de Dibujo Técnico S. Bogoliubov
En los dibujos de trabajo de los árboles acanalados se indica la longitud de los
dientes de perfil completo ( l1), hasta la pendiente de la estría. En el ala de la línea de
referencia que se termina con flecha se pone la designación convencional de la unión.
Se permite indicar la longitud total de los dientes (d-) el radio máximo de la herramienta
(fresa) (Rmax) y la longitud de la pendiente de la estría (l2).
44
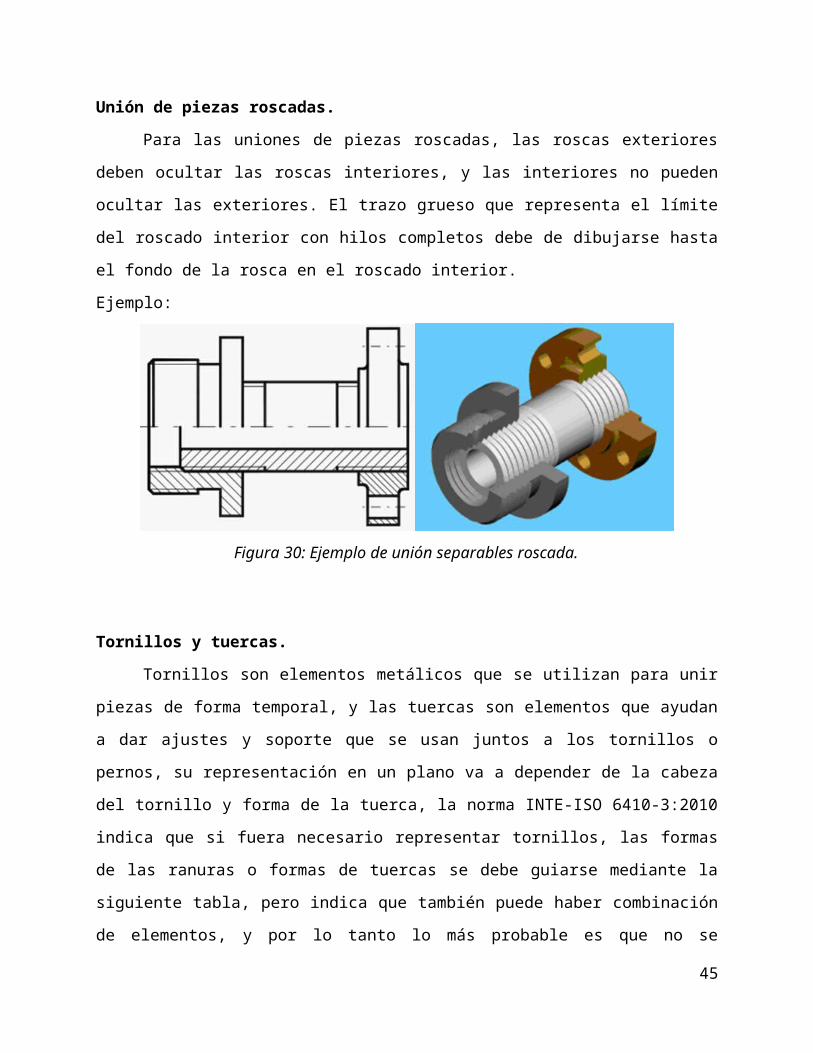
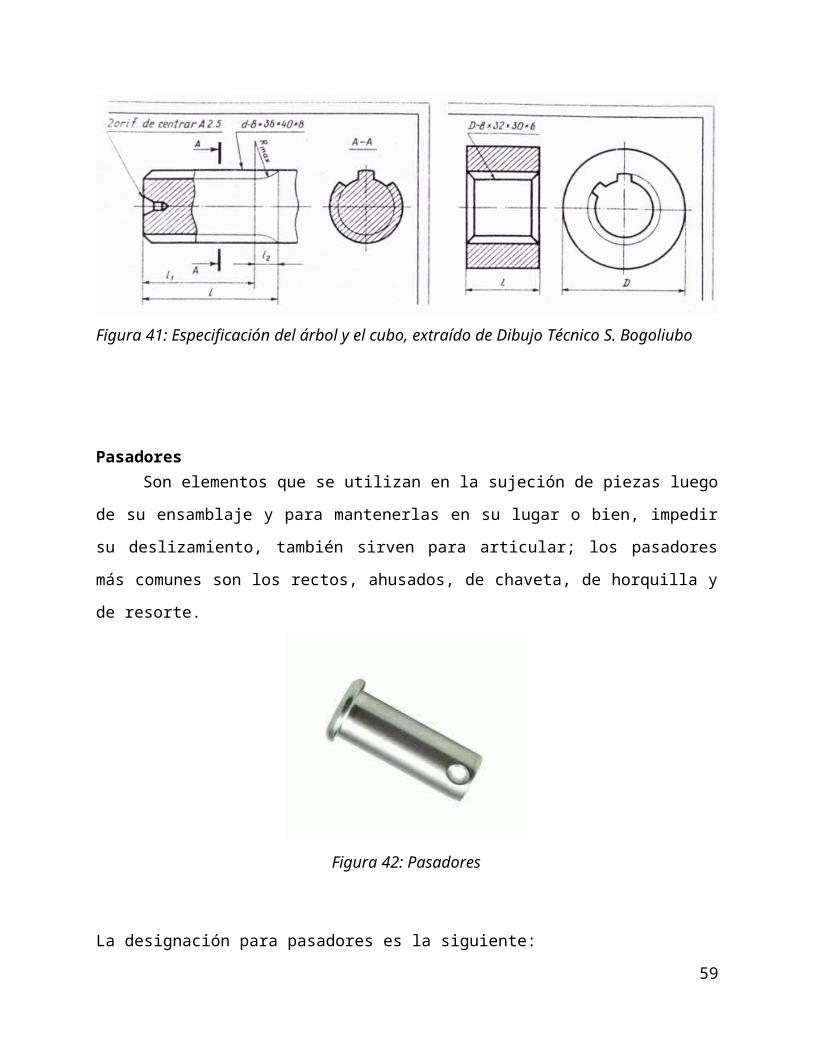
Figura 41: Especificación del árbol y el cubo, extraído de Dibujo Técnico S. Bogoliubo
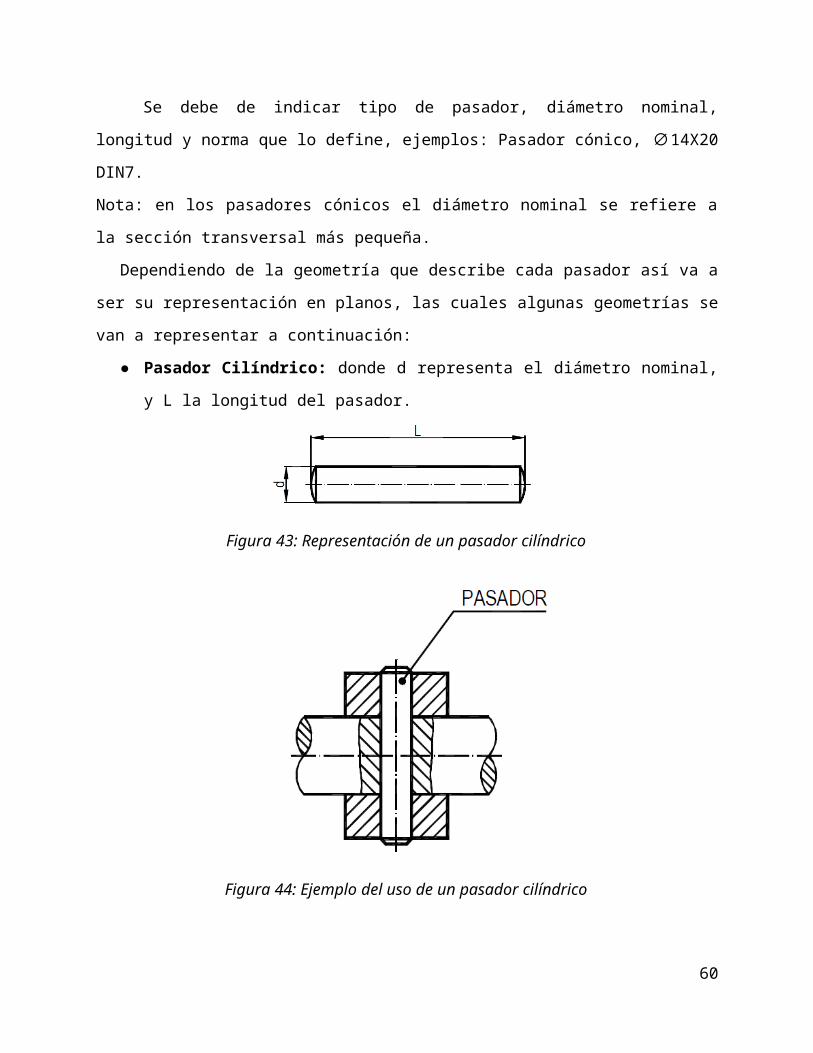
PasadoresSon elementos que se utilizan en la sujeción de piezas luego de su ensamblaje y
para mantenerlas en su lugar o bien, impedir su deslizamiento, también sirven para
articular; los pasadores más comunes son los rectos, ahusados, de chaveta, de
horquilla y de resorte.
Figura 42: Pasadores
La designación para pasadores es la siguiente:
Se debe de indicar tipo de pasador, diámetro nominal, longitud y norma que lo
define, ejemplos: Pasador cónico, ∅14X20 DIN7.
45
Nota: en los pasadores cónicos el diámetro nominal se refiere a la sección transversal
más pequeña.
Dependiendo de la geometría que describe cada pasador así va a ser su
representación en planos, las cuales algunas geometrías se van a representar a
continuación:
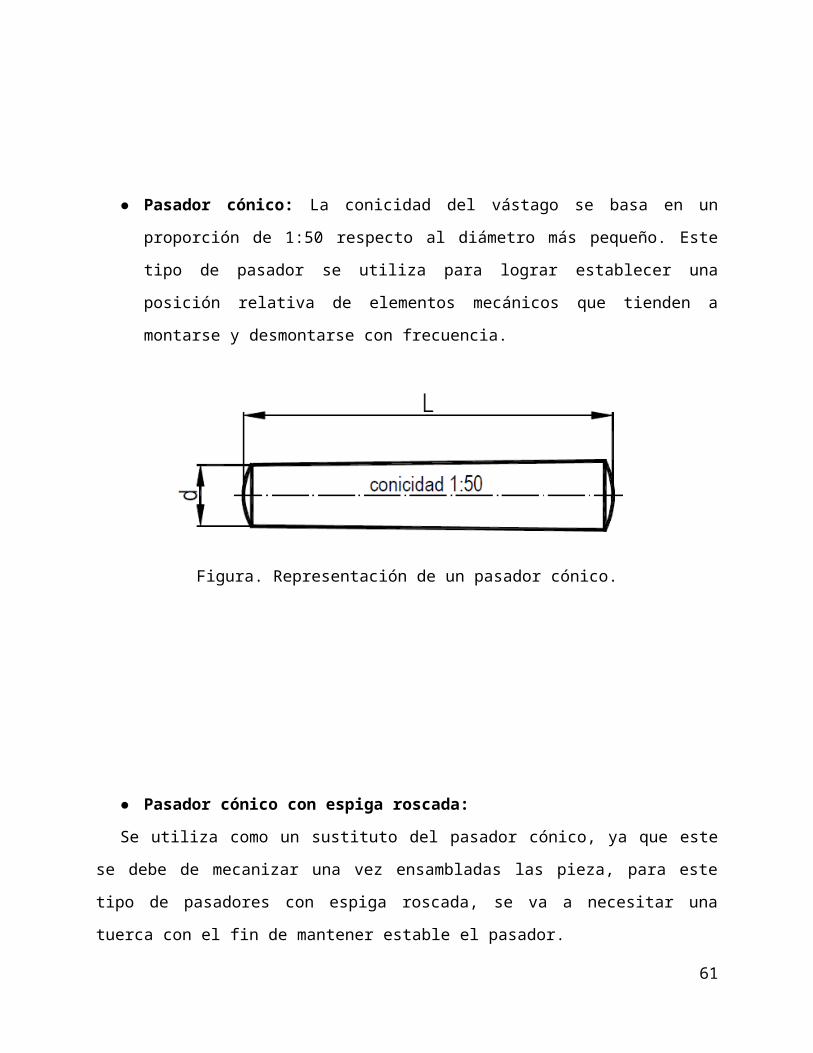
● Pasador Cilíndrico: donde d representa el diámetro nominal, y L la longitud del
pasador.
Figura 43: Representación de un pasador cilíndrico
Figura 44: Ejemplo del uso de un pasador cilíndrico
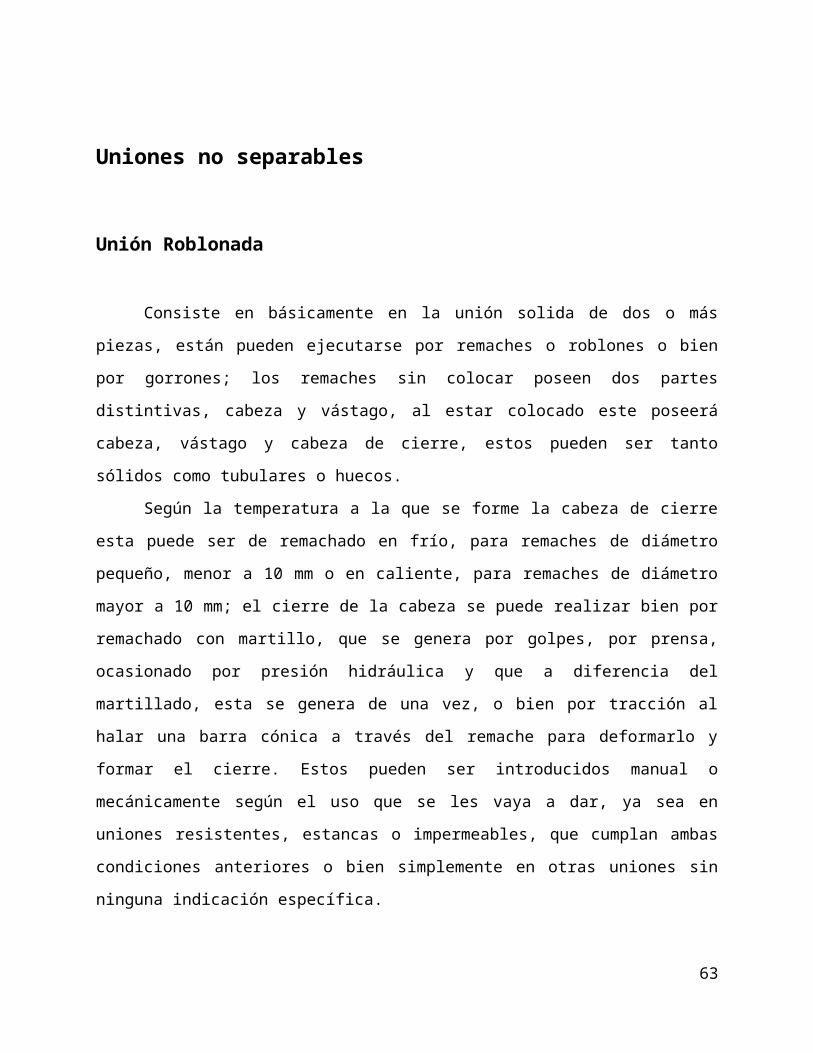
● Pasador cónico: La conicidad del vástago se basa en un proporción de 1:50
respecto al diámetro más pequeño. Este tipo de pasador se utiliza para lograr
46
establecer una posición relativa de elementos mecánicos que tienden a
montarse y desmontarse con frecuencia.
Figura. Representación de un pasador cónico.
● Pasador cónico con espiga roscada:
Se utiliza como un sustituto del pasador cónico, ya que este se debe de mecanizar
una vez ensambladas las pieza, para este tipo de pasadores con espiga roscada, se va
a necesitar una tuerca con el fin de mantener estable el pasador.
Figura 45: Representación de un pasador cónico con espiga roscada
47
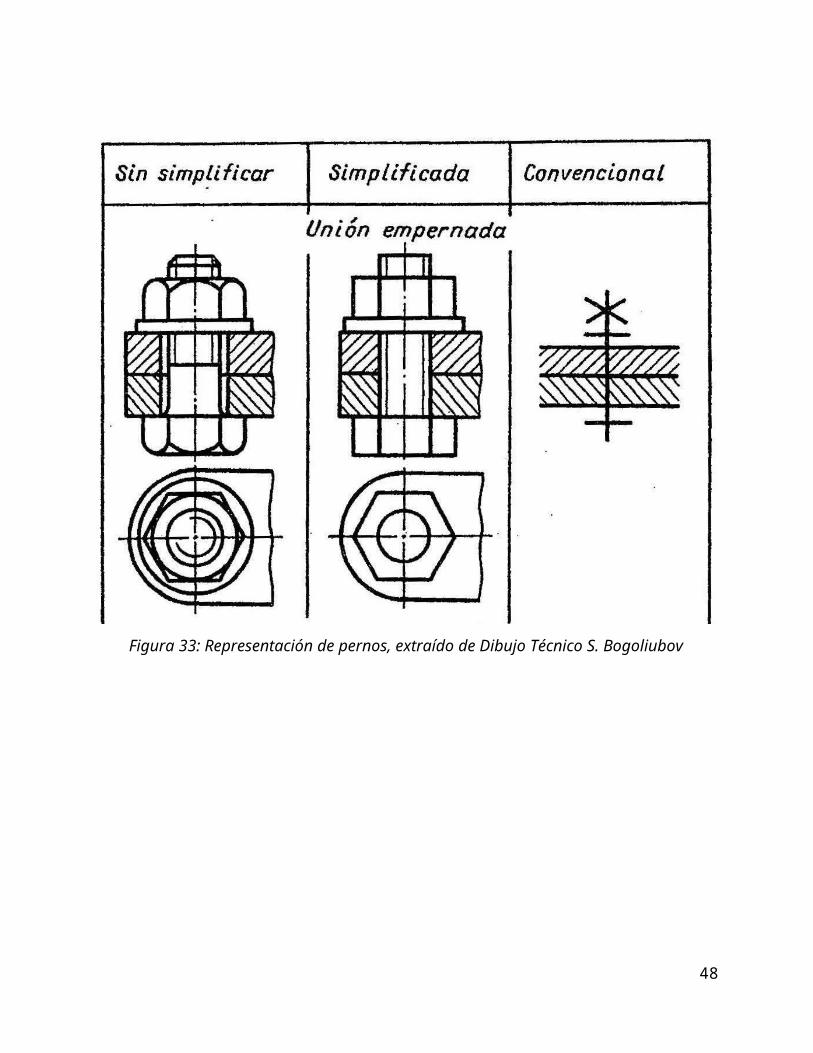
Figura 46: Pasador cónico con espiga roscada.
● Pasador ajustado con cabeza: Se usa en articulaciones que tienen juego en el
cojinete.
Figura 47: Ilustración de un pasador ajustado con cabeza.
Uniones no separables
Unión Roblonada
Consiste en básicamente en la unión solida de dos o más piezas, están pueden
ejecutarse por remaches o roblones o bien por gorrones; los remaches sin colocar
48
poseen dos partes distintivas, cabeza y vástago, al estar colocado este poseerá
cabeza, vástago y cabeza de cierre, estos pueden ser tanto sólidos como tubulares o
huecos.
Según la temperatura a la que se forme la cabeza de cierre esta puede ser de
remachado en frío, para remaches de diámetro pequeño, menor a 10 mm o en caliente,
para remaches de diámetro mayor a 10 mm; el cierre de la cabeza se puede realizar
bien por remachado con martillo, que se genera por golpes, por prensa, ocasionado por
presión hidráulica y que a diferencia del martillado, esta se genera de una vez, o bien
por tracción al halar una barra cónica a través del remache para deformarlo y formar el
cierre. Estos pueden ser introducidos manual o mecánicamente según el uso que se
les vaya a dar, ya sea en uniones resistentes, estancas o impermeables, que cumplan
ambas condiciones anteriores o bien simplemente en otras uniones sin ninguna
indicación específica.
Al realizar una unión de este tipo se debe de procurar que las piezas a remachar
estén perfectamente adosadas entre sí, después de haber colocado el remache, la
cabeza debe de llenar por completo el agujero y las piezas estar por completo ligadas
entre sí y las cabezas de los remaches deben de satisfacer las necesidades a las
cuales se vayan a usar.
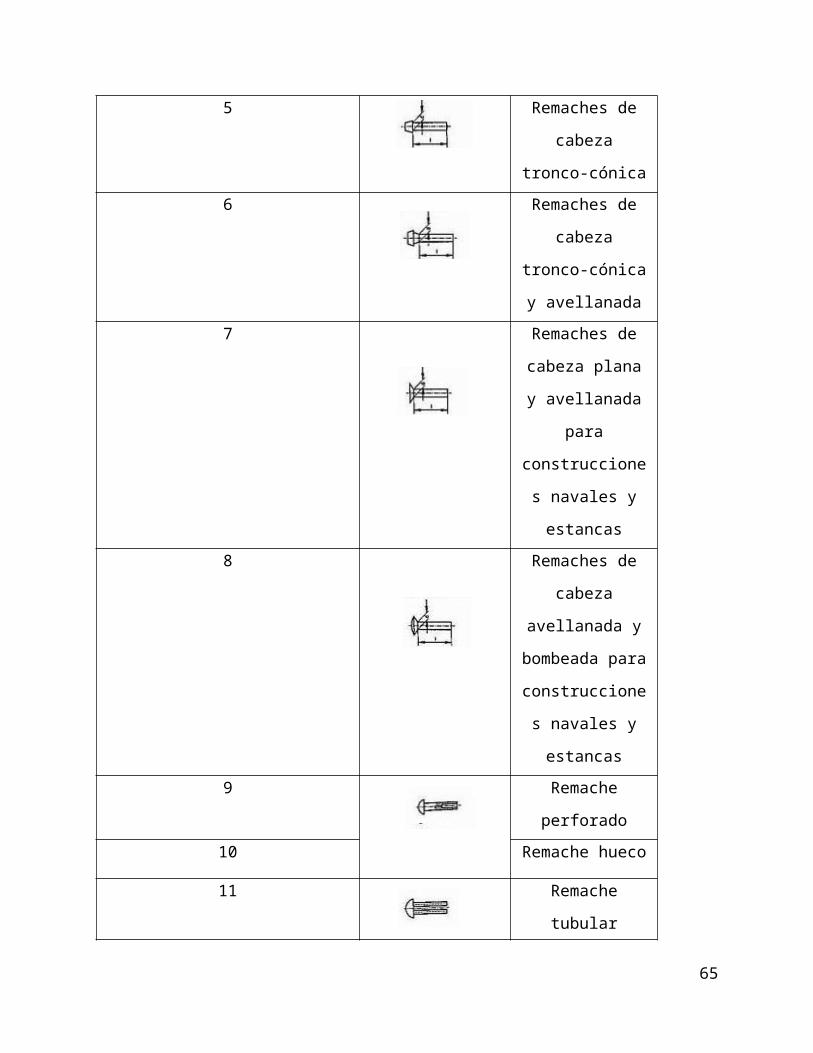
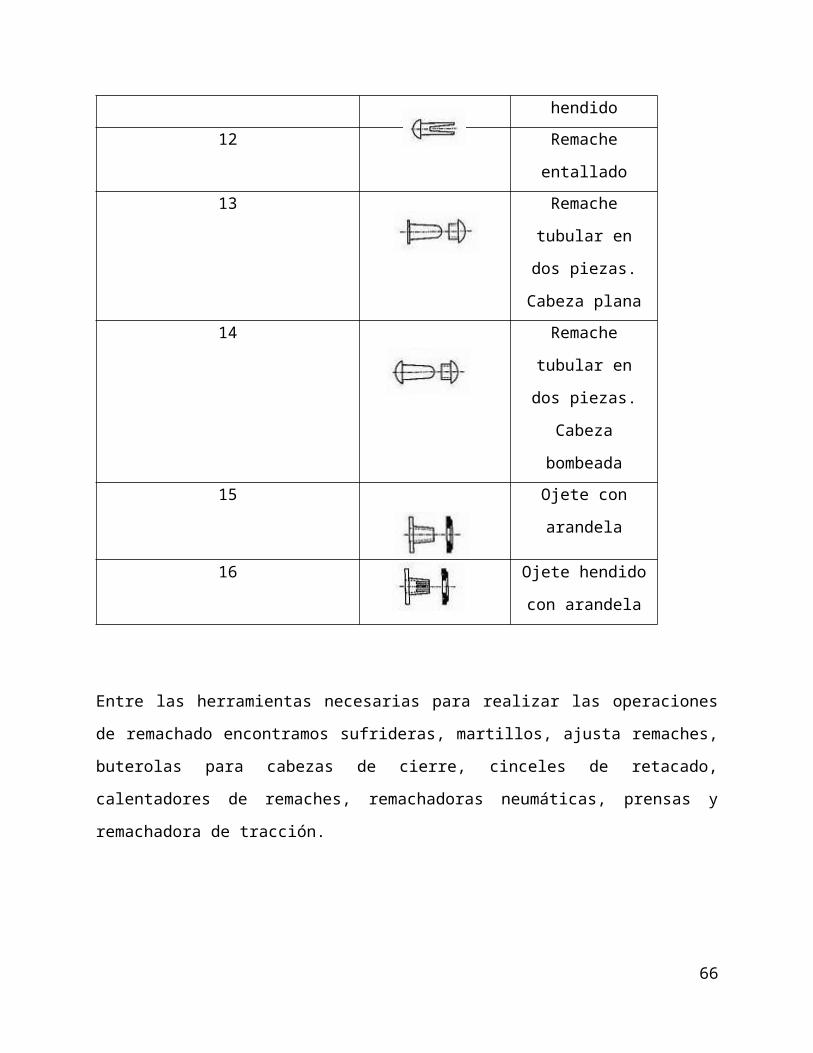
Tabla 2: Tipos de remaches o roblones según la norma UNE 17003
Tipo Representación
grafica
Denominación
1 Remaches de
cabeza esférica
2 Remaches de
cabeza esférica
para
construcciones
estancas
49

3 Remaches de
cabeza
avellanada
4 Remaches de
cabeza
avellanada y
abombada
5 Remaches de
cabeza tronco-
cónica
6 Remaches de
cabeza tronco-
cónica y
avellanada
7 Remaches de
cabeza plana y
avellanada para
construcciones
navales y
estancas
8 Remaches de
cabeza
avellanada y
bombeada para
construcciones
navales y
estancas
9 Remache
perforado
10 Remache hueco
50
11 Remache tubular
hendido
12 Remache
entallado
13 Remache tubular
en dos piezas.
Cabeza plana
14 Remache tubular
en dos piezas.
Cabeza
bombeada
15 Ojete con
arandela
16 Ojete hendido con
arandela
Entre las herramientas necesarias para realizar las operaciones de remachado
encontramos sufrideras, martillos, ajusta remaches, buterolas para cabezas de cierre,
cinceles de retacado, calentadores de remaches, remachadoras neumáticas, prensas y
remachadora de tracción.
51
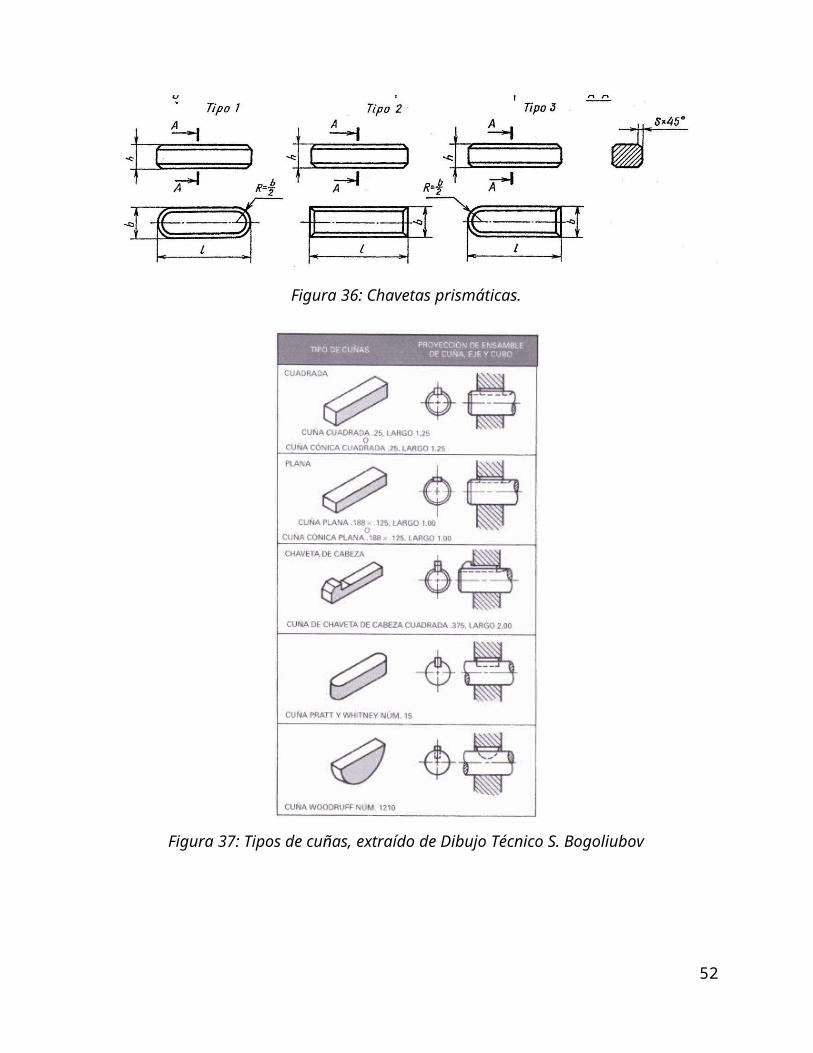
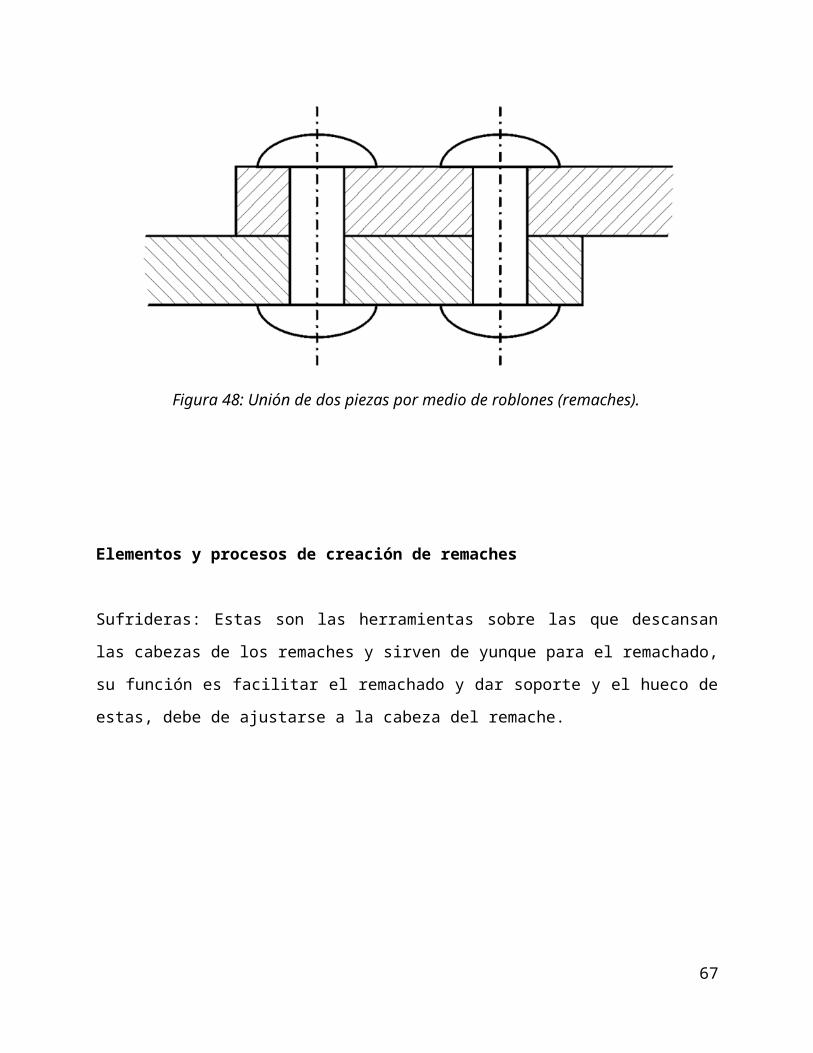
Figura 48: Unión de dos piezas por medio de roblones (remaches).
Elementos y procesos de creación de remaches
Sufrideras: Estas son las herramientas sobre las que descansan las cabezas de los
remaches y sirven de yunque para el remachado, su función es facilitar el remachado y
dar soporte y el hueco de estas, debe de ajustarse a la cabeza del remache.
Figura 49: Sufrideras
52

Ajusta Remaches: Es un punzón que contiene en uno de sus extremos un agujero el
cual es de un tamaño ligeramente mayor a la del vástago para con este formar un
contacto íntimo entre las piezas a remachar por percusión.
Figura 50: Ajusta remaches
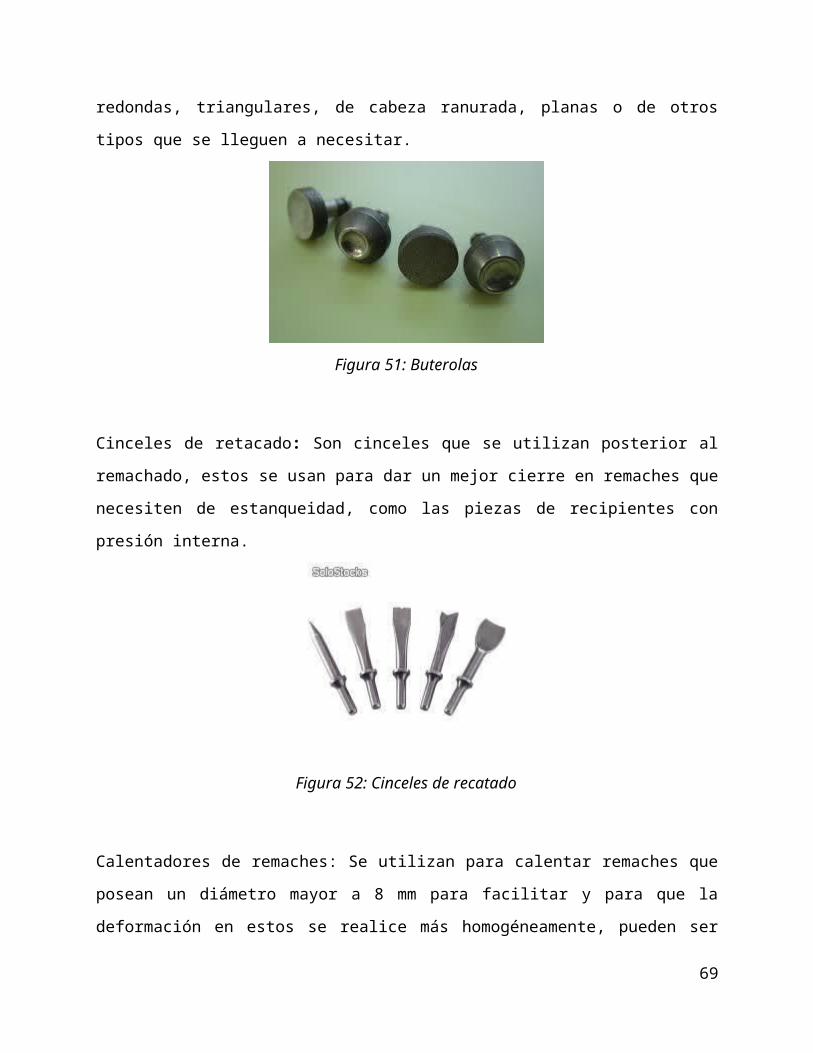
Buterolas para cabezas de cierre: Estas se utilizan para dar una forma específica a la
cabeza de cierre mediante una cavidad en una herramienta similar a un cincel. Pueden
ser bien cabezas redondas, triangulares, de cabeza ranurada, planas o de otros tipos
que se lleguen a necesitar.
Figura 51: Buterolas
Cinceles de retacado: Son cinceles que se utilizan posterior al remachado, estos se
usan para dar un mejor cierre en remaches que necesiten de estanqueidad, como las
piezas de recipientes con presión interna.
53
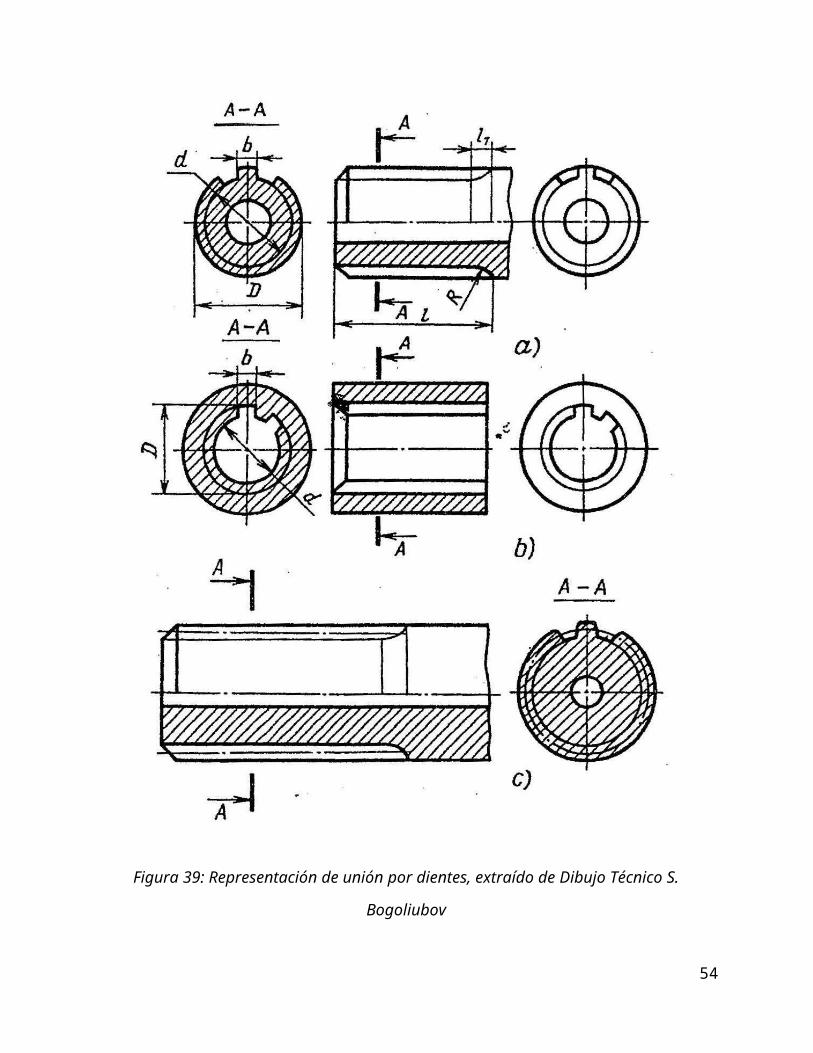
Figura 52: Cinceles de recatado
Calentadores de remaches: Se utilizan para calentar remaches que posean un
diámetro mayor a 8 mm para facilitar y para que la deformación en estos se realice más
homogéneamente, pueden ser bien hornos o fraguas alimentados por gas, combustible
líquido, carbón o bien pueden ser calentadores eléctricos.
Figura 53: Calentadores de remaches
Martillos remachadores neumáticos: Estos generalmente son accionados por aire a
presión y consisten básicamente de una herramienta con un cabezal que golpea por la
acción del aire comprimido.
54
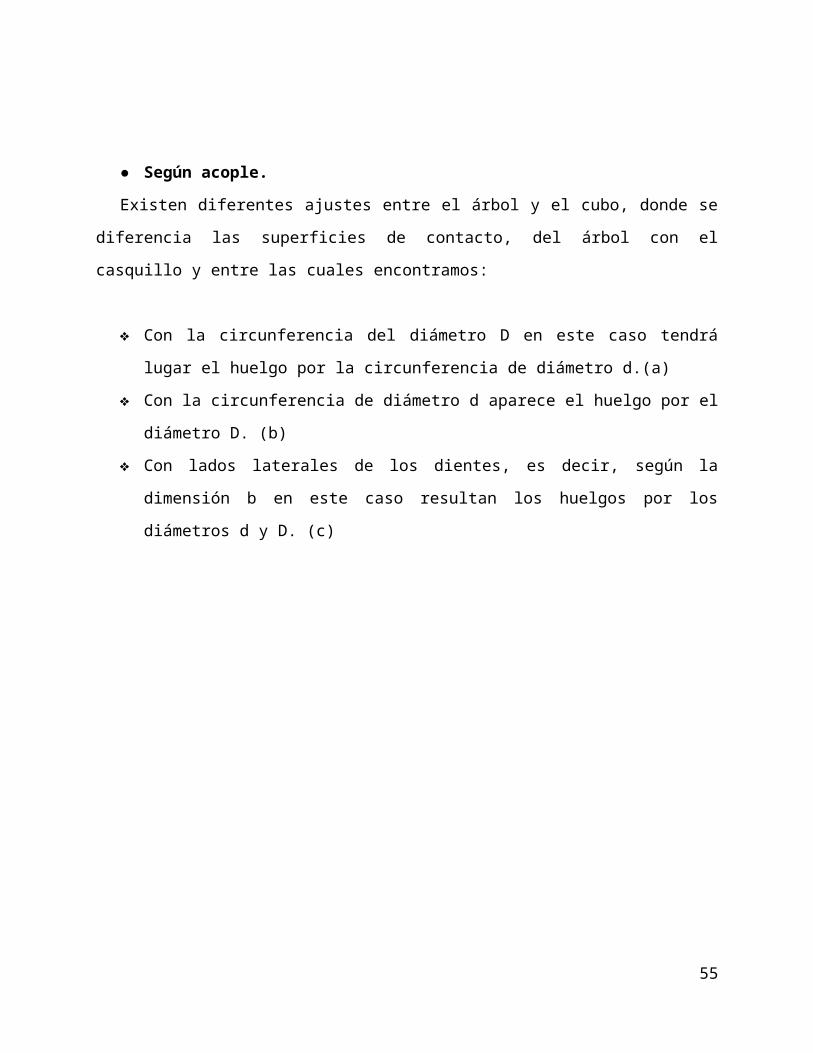
Figura 54: Martillos remachadores neumáticos
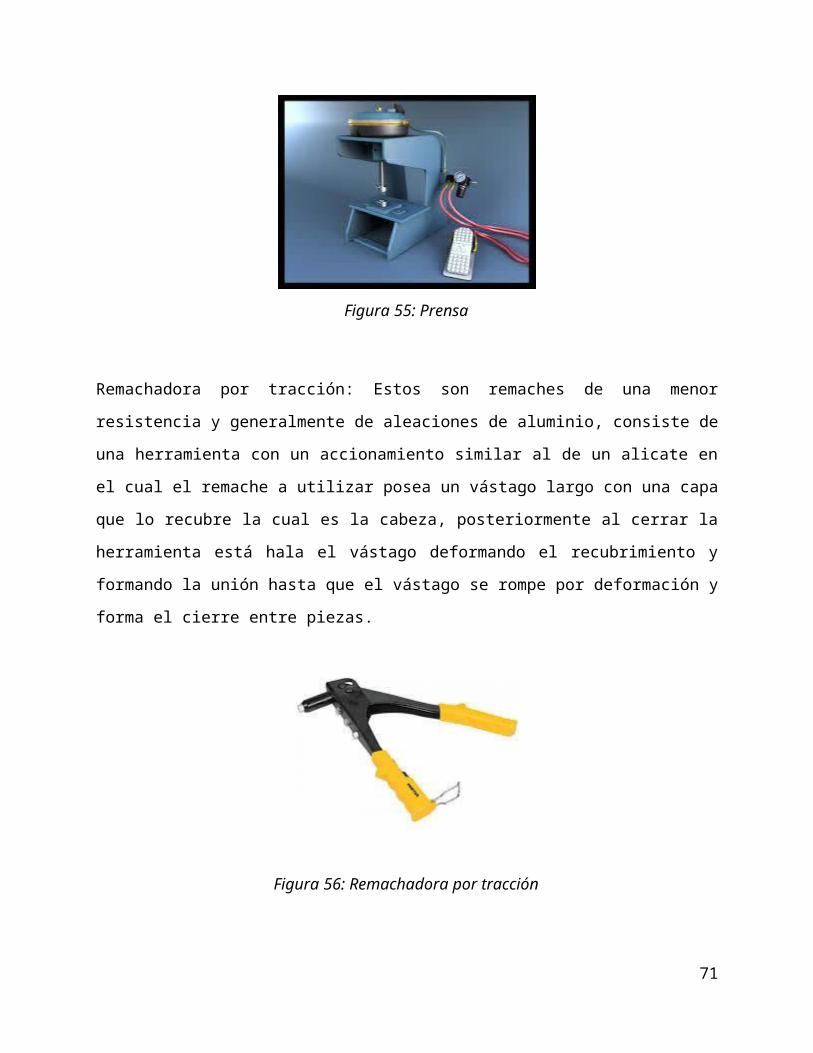
Prensas: Estas son acciones por sistemas hidráulicos o por aire comprimido, consisten
básicamente de un cabezal con un pistón a gran presión que deforma el vástago del
remache.
Figura 55: Prensa
Remachadora por tracción: Estos son remaches de una menor resistencia y
generalmente de aleaciones de aluminio, consiste de una herramienta con un
accionamiento similar al de un alicate en el cual el remache a utilizar posea un vástago
largo con una capa que lo recubre la cual es la cabeza, posteriormente al cerrar la
herramienta está hala el vástago deformando el recubrimiento y formando la unión
hasta que el vástago se rompe por deformación y forma el cierre entre piezas.
55
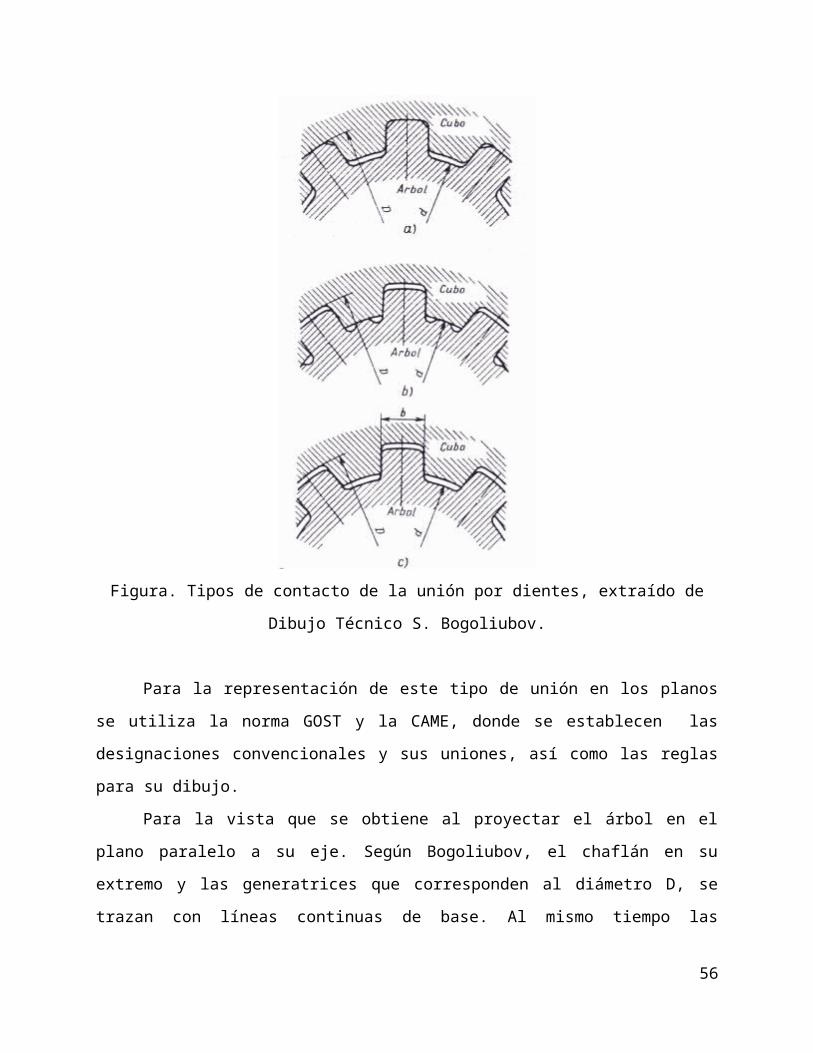
Figura 56: Remachadora por tracción
Este tipo de uniones tiene muchas características mecánicas:
“ a) En las partes a unir, los esfuerzos se distribuyen de forma discreta, no
continua.
b) Las partes requieren preparación mediante agujeros, lo que disminuye su
sección útil restante.
c) El remachado o roblonado consigue la presión de contacto requerida, apriete
entre las partes, por la acción de plastificación del remache, lo que es difícil de
controlar.” (Ferrer & Amigo, 2003) (p 418).
Norma Remaches (roblones)
En Costa Rica existe una norma INTE-ISO que se encarga de la normalización
de la representación de los remaches el dibujo. Esta norma está dirigida a la parte de
remaches, sin embargo es aplicable a los roblones, gracias a que se representa el
diámetro del remache o roblón, según sea el caso.
56
Esta norma es la INTE-ISO 5845-2:2008: Dibujo técnico — Representación
simplificada del ensamble de partes por medio de elementos de fijación — Parte 2:
remaches para equipo regida por el Instituto de Normas Técnicas de Costa Rica
(INTECO).
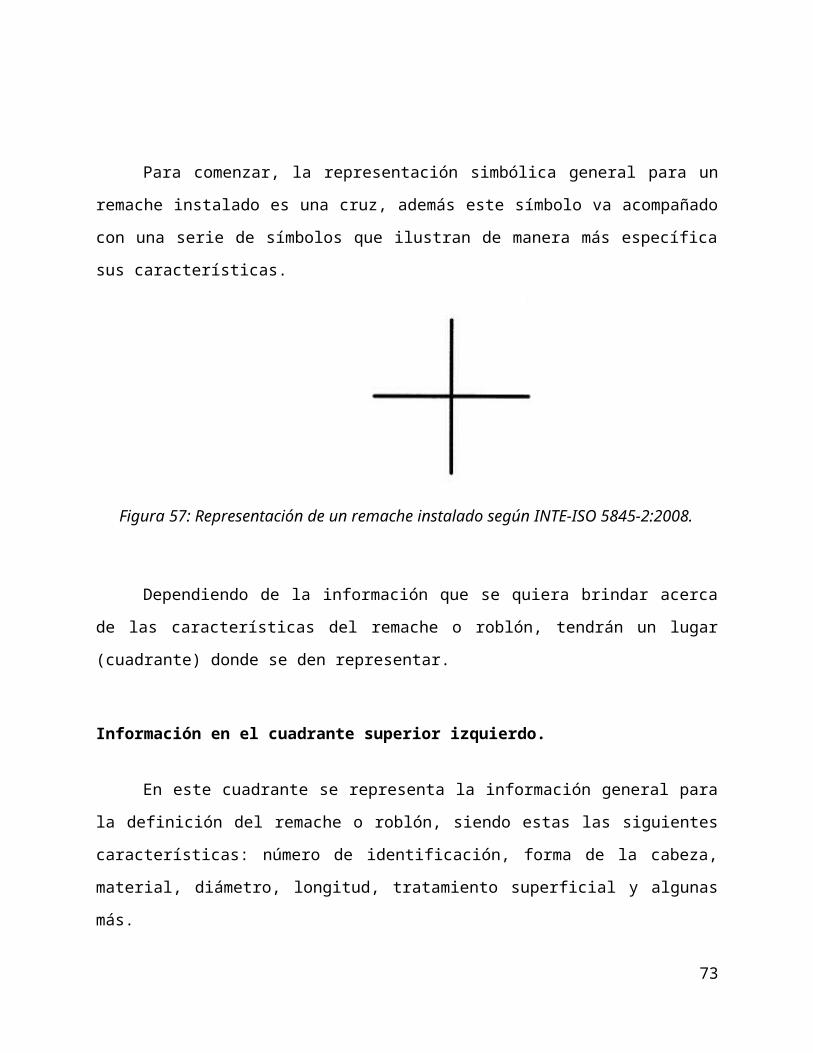
Para comenzar, la representación simbólica general para un remache instalado
es una cruz, además este símbolo va acompañado con una serie de símbolos que
ilustran de manera más específica sus características.
Figura 57: Representación de un remache instalado según INTE-ISO 5845-2:2008.
Dependiendo de la información que se quiera brindar acerca de las
características del remache o roblón, tendrán un lugar (cuadrante) donde se den
representar.
Información en el cuadrante superior izquierdo.
En este cuadrante se representa la información general para la definición del
remache o roblón, siendo estas las siguientes características: número de identificación,
forma de la cabeza, material, diámetro, longitud, tratamiento superficial y algunas más.
57
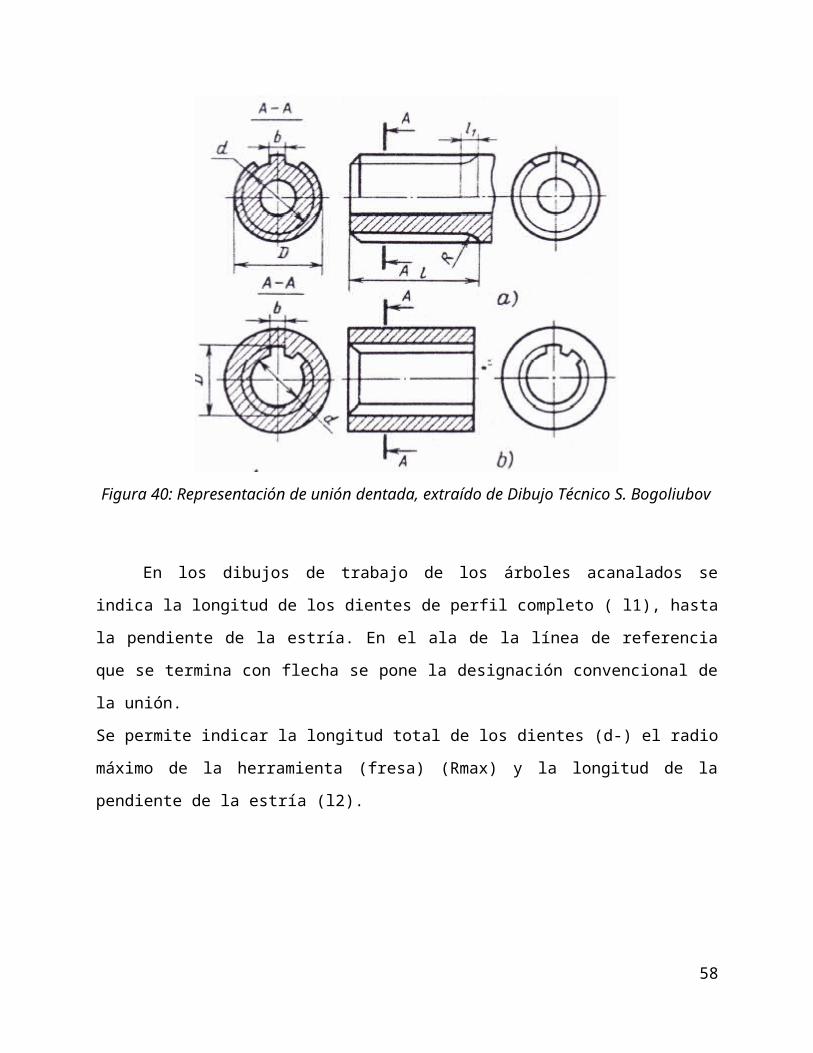
Tabla 3: Representación de la información correspondiente en el cuadrante superior
izquierdo, según la norma INTE-ISO 5845-2:2008.
Símbolos Interpretación
Remache solido
R23 = Remache, referencia del ítem
23 en una lista de ítems separada o
en una tabla en el dibujo
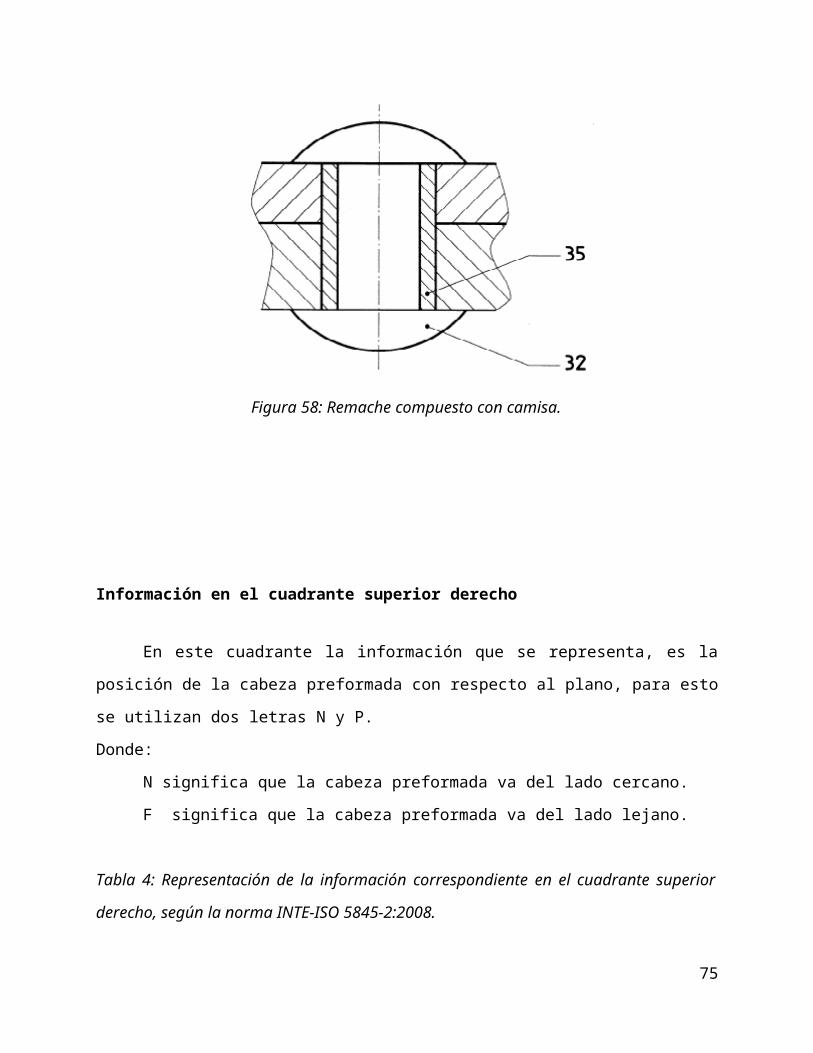
Remache compuesto
R32 = Remache, referencia de ítem
32 en una lista de ítems separada o
en una tabla en el dibujo.
35 = Camisa, referencia de ítem 35 en
una lista de ítems separada o n una
tabla en el dibujo.
Figura 58: Remache compuesto con camisa.
58
Información en el cuadrante superior derecho
En este cuadrante la información que se representa, es la posición de la cabeza
preformada con respecto al plano, para esto se utilizan dos letras N y P.
Donde:
N significa que la cabeza preformada va del lado cercano.
F significa que la cabeza preformada va del lado lejano.
Tabla 4: Representación de la información correspondiente en el cuadrante superior
derecho, según la norma INTE-ISO 5845-2:2008.
Símbolo Interpretación
Cabeza preformada del remache
(roblón) ubicada en el lado cercano.
Cabeza preformada del remache
(roblón) ubicada en el lado lejano.
Información en el cuadrante inferior izquierdo
En este cuadrante se representa información relacionada con procesos de
maquinado como el avellanado y el troquelado, o bien la combinación de ambos.
1) Avellanado: este proceso se lleva a cabo en las piezas que van a ser
remachadas y se representa con un triángulo, pero el sentido de ese
triángulo depende de la ubicación del avellanado.
59
∇: el avellanado se hace en el lado cercano.
Δ: el avellanado se hace en el lado lejano.
Observación: cuando el ángulo de avellanado es de ángulo 100° no hay
necesidad de mostrarlo, de lo contrario se indica el valor del ángulo al lado
derecho del triángulo.
Tabla 5: Representación de la información correspondiente (avellanado) en el
cuadrante inferior izquierdo, según la norma INTE-ISO 5845-2:2008.
Símbolo Interpretación
Avellanado de 100° en el lado
cercano.
Avellanado de 82° en el lado lejano.
Avellanado de 100° en los dos lados.
2) Troquelado: el siguiente proceso se realiza en las láminas a remachar, este
se indica un triángulo isósceles abierto, ubicado en el cuadrante inferior
izquierdo, su sentido depende de la ubicación de aplicación.
60
∧: (hacia abajo) indica troquelado en el lado cercano.
∨: (hacia arriba) indica troquelado en el lado lejano.
Tabla 6: Representación de la información correspondiente (troquelado) en el
cuadrante inferior izquierdo, según la norma INTE-ISO 5845-2:2008.
Símbolo Interpretación
Troquelado de 100° en el lado
cercano (ver figura A).
Dos laminas, troqueladas a 82° en el
lado lejano (ver figura B).
Figura 59 (A): Troquelado de 100° en el lado cercano.
61

Figura 60 (B): Dos láminas, troqueladas a 82° en el lado lejano.
3) Avellanado y troquelado combinados: la combinación de ambos
procedimientos, avellanado en una placa y troquelado en la otra, esta
combinación es representada con un triángulo equilátero y otro triangulo
isósceles abierto según sea su sentido.
Tabla 7: Representación de la información correspondiente (troquelado y avellanado
combinados) en el cuadrante inferior izquierdo, según la norma INTE-ISO 5845-2:2008.
Símbolo Interpretación
Primera lámina troquelada a 100° en
el lado cercano.
Segunda lámina avellanada a 100° en
el lado lejano
Primera lámina troquelada a 82° en el
lado cercano.
Segunda lámina avellanada a 82° en
el lado lejano
62
En el cuadrante inferior derecho, no debe haber ninguna representación de
información.
Representación simbólica de una línea de remaches o roblones.
La presentación de la cruces, siempre deben estar alineadas a los ejes del
dibujo, es decir la vertical de la cruz es paralela a la vertical del dibujo, de la misma
manera para la horizontal de la cruz. Además se puede indicar opcionalmente la
cantidad de remaches.
Figura 61: Representación simbólica de una línea de remaches.
Para la representación de las indicaciones adicionales, son puestas en el dibujo,
si existe suficiente espacio, sin embargo es preferible indicarlo fura del dibujo, con una
línea de referencia que indique el ensamble de remaches o roblones que corresponde.
63
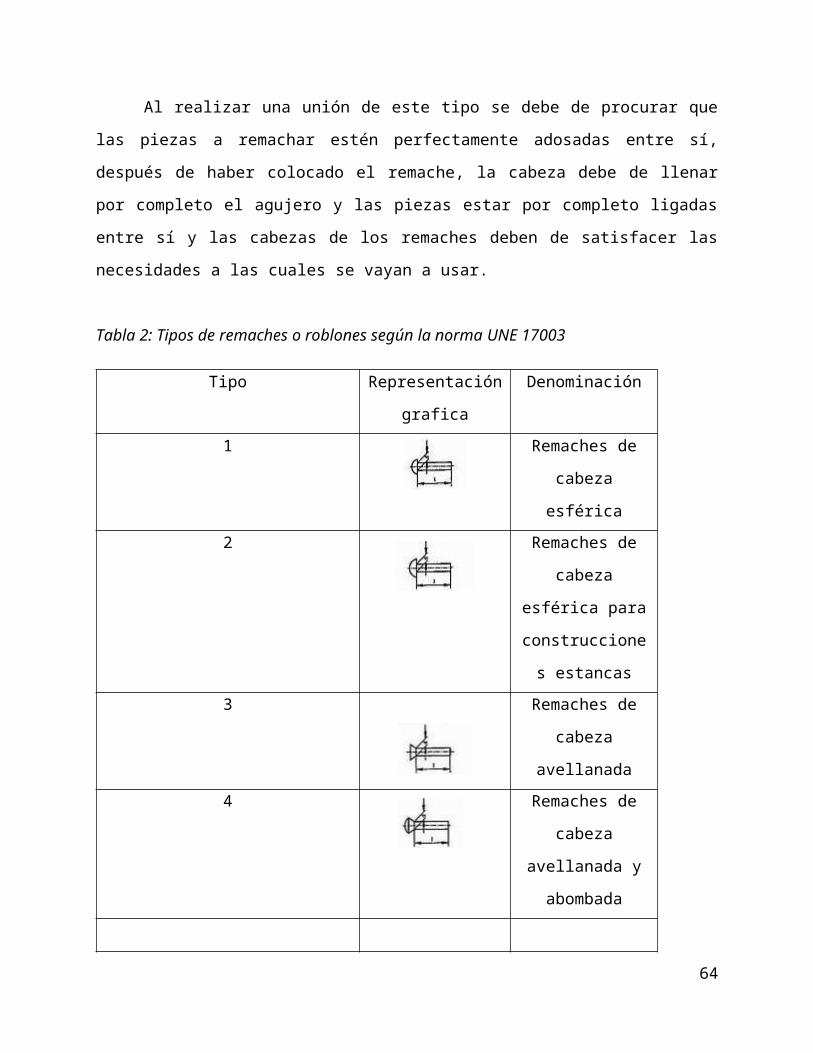
Figura 62: Representación de remaches (roblones) en el dibujo.
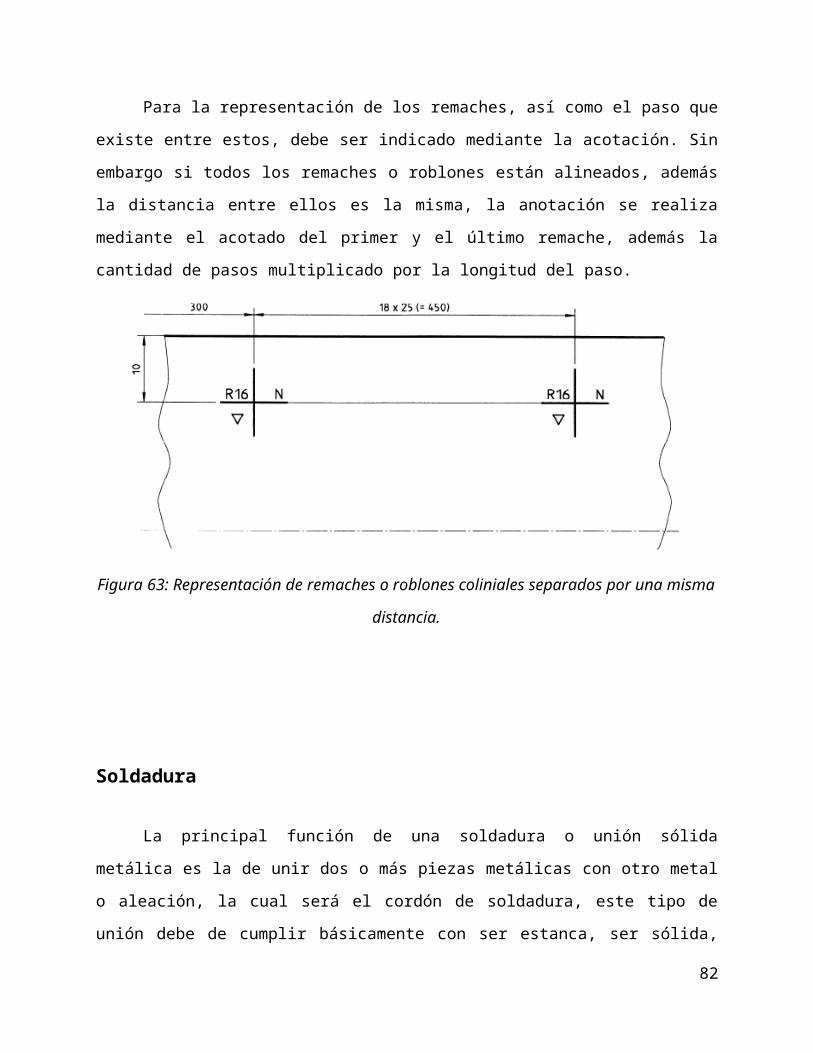
Para la representación de los remaches, así como el paso que existe entre
estos, debe ser indicado mediante la acotación. Sin embargo si todos los remaches o
roblones están alineados, además la distancia entre ellos es la misma, la anotación se
realiza mediante el acotado del primer y el último remache, además la cantidad de
pasos multiplicado por la longitud del paso.
Figura 63: Representación de remaches o roblones coliniales separados por una
misma distancia.
64
Soldadura
La principal función de una soldadura o unión sólida metálica es la de unir dos o
más piezas metálicas con otro metal o aleación, la cual será el cordón de soldadura,
este tipo de unión debe de cumplir básicamente con ser estanca, ser sólida, resistir a
cierta temperatura, resistir a productos químicos, conducir la corriente eléctrica entre
algunos otros requisitos que puedan llegar a necesitar; entre algunos tipos de
soldaduras se encuentran las soldaduras blandas y fuertes.
Las blandas son aquellas en las que el punto de fusión se alcanza a bajas
temperaturas, aproximadamente a 330 °C y a 350 °C para las de aluminio, las
soldaduras de este tipo son utilizadas en aplicaciones en donde no se necesitan de
esfuerzos muy grandes ya que estas soldaduras no están diseñadas para estas
aplicaciones; esta soldadura se genera por calentamiento indirecto que consiste en que
se le aplica una cierta cantidad de calor en un tiempo determinado a un soldador y
luego este durante la operación de soldado le brinda este calor a las piezas a unir en
los puntos en donde se pone en contacto. Esta soldadura se utiliza principalmente en la
fabricación de canoas de zinc, sifones o tubos de descarga para fregaderas, objetos de
hojalata, latas de conserva, uniones de aparatos electrónicos y otros.
La soldadura eléctrica de alta frecuencia se compone básicamente de un
generador de alta frecuencia y de una bobina, esta manera de soldar genera un calor
distinto de los demás, mientras que en los métodos de calentamiento por fuego el calor
proviene del exterior, en esta el calor proviene del interior de la pieza, la corriente
utilizada para soldar es una corriente alterna que cambia de dirección
aproximadamente 1000000 de veces por segundos, este tipo de soldadura se genera
por calentamiento directo, en donde tanto la unión a soldar como las proximidades
reciben calor de manera directa, el cual puede ser aplicado ya sea por un soplete a gas
o de soplete oxiacetilénico, o bien por corriente eléctrica entre las piezas a soldar. Este
65
tipo de soldadura presenta un campo de aplicación bastante grande y generalmente
utilizado en la industria para maquinarias y armazones sometidos a esfuerzos altos.
Tipos de soldaduraActualmente la soldadura es uno de los procesos más utilizados para la unión de
piezas por distintas razones como lo es la facilidad de acceso a un mecanismo de
soldadura y el bajo costo de algunos equipos de los equipos como por ejemplo el
utilizado en el proceso SMAW, otro factor que ha creado un auge en el proceso de
soldadura es la gran cantidad de personas que ha aprendido a realizarla de manera
empírica, que sin embargo muchos generan un excelente trabajo, pero debido a esto
cobran un bajo precio aumentando así la utilización como sujeción no separable.
Existen muchos tipos de procesos de soldadura como lo son la SMAW, OAW, tig, mig y
por fricción las cuales se detallan a continuación:
● SMAW: Es sin duda uno de los métodos más conocidos y más utilizados por su
bajo costo también se le llama soldadura por arco eléctrico o electrodo revestido
puesto que el material de aporte cuenta con una especie de recubrimiento que
facilita la creación del arco así como el acabado. El proceso consiste en la
inducción de un arco eléctrico que se le induce por medio de una corriente la
cual puede ser directa o alterna dependiendo de la aplicación. Al poseer un
revestimiento lo que hace es crear su propia atmósfera a la hora de mantener el
arco, esto con la finalidad de evitar que las condiciones externas como humedad
o polvos afecten el cordón de soldadura, esto luego recubrirá el cordón o los
puntos realizados y se le llama comúnmente como escoria y puede ser removida
posteriormente con la utilización de un mazo o inclusive puede conservarse con
el fin de proteger el área de soldeo. El equipo es sumamente pequeño y es una
de las razones de su gran utilización puesto que se compone básicamente de
una fuente de poder, un cable de tierra y un porta electrodo.
● OAW: A este proceso también se le llama soldadura por oxiacetileno debido a
que se compone de una mezcla de oxígeno y acetileno. Este proceso requiere
66
de un poco más de cuidado y de experiencia para realizarse en comparación
con el proceso de SMAW debido a que para realizarse se debe contar con
tanques de oxígeno comprimido y de acetileno los cuales se mezclarán por
medio de una boquilla en donde se le regula la composición de estos elementos
según la temperatura deseada para utilizarlo como soplete. La soldadura por
oxiacetileno se puede realizar tanto con material de aporte como sin material de
aporte. Si se realizase sin material de aporte el proceso consiste en unir las
piezas por medio de la fundición de las mismas en determinados puntos para
que al solidificarse lo hagan como una sola lámina siendo así un proceso de
sujeción inseparable; en el caso de realizarse con material de aporte este puede
darse de manera homogénea, con elementos con características similares o
heterogénea en la cual los materiales no presentan una composición similar, lo
que se hace es fundir el material de aporte en el material base para que este se
una por medio de la capilaridad uniendo así los puntos. Durante este proceso se
debe de tener muchos cuidados al estar trabajando con gases comprimidos,
algunos de ellos es mantener siempre los tanques de manera vertical, contar
ambos con sus respectivas válvulas y manómetros, no tener golpes, al estar
encendida la boquilla mantenerla alejada de los tanques y siempre en dirección
del suelo cuando no se esté utilizando, entre muchas otras. El equipo
básicamente está compuesto por un tanque de oxígeno, un tanque de acetileno,
un soplete, boquilla, manómetros, mangueras flexibles, llaves de paso y válvulas
anti retroceso.
67
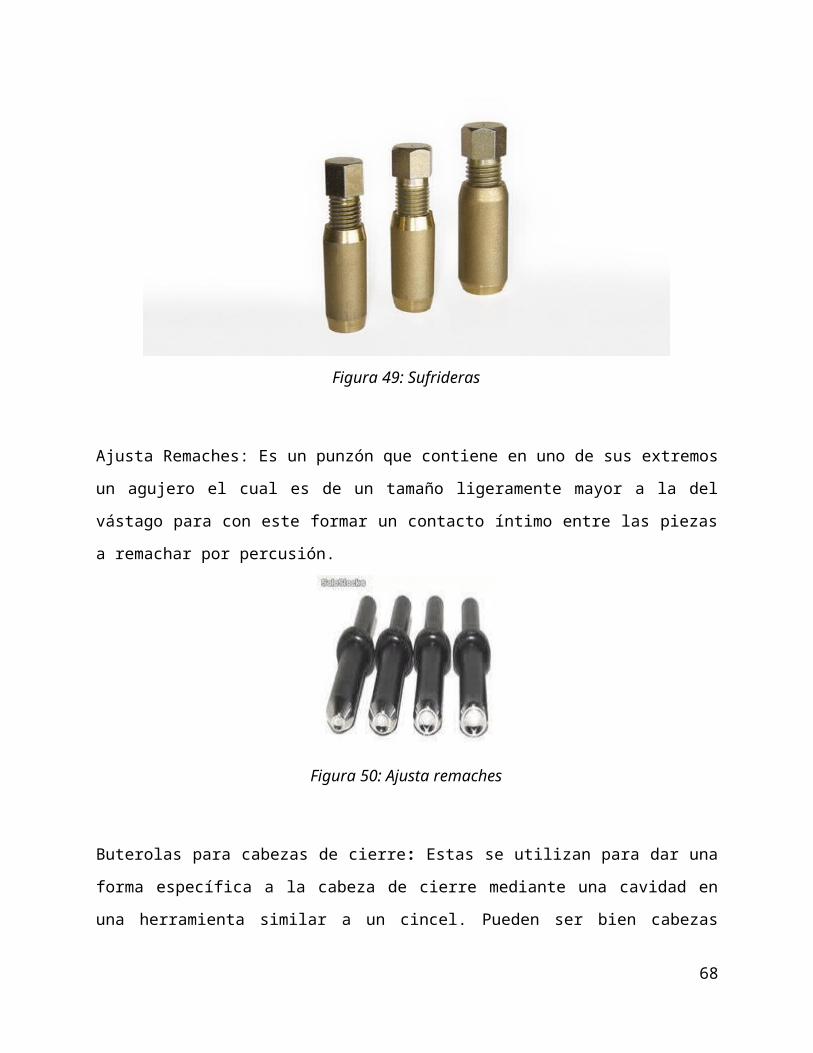
Figura 64: Equipo de Soldadura OAW
● MIG: también es llamada GMAW su principio es bastante parecido al de
electrodo revestido puesto que funciona mediante la generación de un arco
68
eléctrico sin embargo posee la particularidad de que su electrodo es un cable
continuo el cual es alimentado de manera automática por la máquina. También
posee otra diferencia que es que su electrodo no cuenta con ningún
recubrimiento por lo que si se quiere aislar el proceso de la atmósfera será
necesaria la utilización de algún tipo de gas inerte como el argón . Este tipo de
soldadura es muy utilizada en la industria para aplicaciones donde se requiere
un buen acabado como en tanques de agua.
Figura 65: Representación de soldadura MIG
● TIG: también conocida como soldadura GTAW esta se basa en la utilización de
un electrodo permanente de tungsteno. Al igual que la MIG generalmente se
utiliza un gas inerte como método de protección usualmente este gas es argón o
helio aunque también mezclas de ambos. Sus aplicaciones más importantes es
en materiales como aluminios y aceros inoxidables.
69

Figura 66: Equipo de soldadura TIG
● Fricción: este tipo de soldadura se basa en la unión de piezas mediante el calor
que se genera al poner en contacto dos piezas y hacerlas girar una vez llegado
al punto de fusión ambas pieza se unen creando una sujeción sumamente
estable y fuerte. Una ventaja de este tipo de método es que es posible utilizarlo
para unir piezas que no sean de la misma naturaleza como por ejemplo cobre
con aceros.
Figura 67: Soldadura por fricción.
70
Representación gráfica de soldadura en planos
Ya que se utiliza la soldadura para la fabricación de un innumerable número de
productos en la industria y demás sectores. Es necesaria su representación en los
planos de construcción de dichas piezas, y además que esta representación contenga
las características necesarias de la soldadura empleada para que el fabricante la pueda
realizar de manera correcta.
Por lo cual se conocen las normas INTE/ISO 2553:2010, las cuales tienen como
objetivo de plantear las reglas a tener en cuentas, para realizar un representación
simbólica en los planos de las uniones soldadas ya sea por fusión, fuerte o blanda.
Además de la norma INTE/ISO en la industria se utiliza de manera frecuente la
representación de la soldadura de la Sociedad Americana de Soldeo (AWS). La cual se
especializa en normas para la soldadura por lo cual es más detallada y específica. Por
lo cual se estará tomando referencias sobre la representación de ambas normas.
La representación busca que todas las indicaciones necesarias para cada unión
se encuentran contempladas en la simbología de la representación en el plano. Donde
la representación contendrá un símbolo elemental, otros complementarios, un sistema
para indicar dimensiones y otras más específicas.
Los diferentes tipos de uniones se diferencian por un símbolo el cual, por lo
general, es similar a la forma de soldadura. Estos símbolos se muestran en la
figuras…….Para indicar la posición de una soldadura en el plano según la
AWS(American Welding Society):
71

Figura 68: Representación de la soldadura en un plano según AWS.
72
Indicación de especificaciones de soldadura
Tabla 8: Tipo de forma de soldadura, se conoce un símbolo elemental que los
diferencia de los demás, según la norma INTE/ISO 2553:2010 son:
N
°Designación Ilustración Símbolo
1
Soldadura a tope de chapas
con bordes levantados1);
soldadura de borde en canto
(los bordes levantados se
fundirán completamente).
2Soldadura a tope con canto
cuadrado.
3 Soldadura a tope en V simple.
4Soldadura a tope en bisel
simple.
5Soldadura a tope en V simple
con cara de raíz (talón).
6
Soldadura a tope en bisel
simple con cara de raíz
(talón).
73

7
Soldadura a tope en U simple
(lados paralelos o en
pendiente) utilizado en
equipos automáticos.
8
Cordón de respaldo;
soldadura de reverso o de
respaldo.
9 Soldadura en filete.
10Soldadura de tapón o de
ranura.
11 Soldadura por punto.
12 Soldadura por costura.
13Soldadura a tope en V simple
con lados inclinados
14Soldadura a tope en bisel
simple con un lado inclinado.
74
15 Soldadura de canto
16 Revestimiento o recargue.
17 Unión de cara
Traslape
18 Unión inclinada
19 Unión grapada
75

Combinaciones de símbolos elementales.
Cuando se requiere, se pueden utilizar combinaciones de los símbolos
elementales, y para aquellas donde la soldadura es por ambas caras se combinan de
forma que se sitúan simétricamente respecto a la línea de referencia.
Figura 69: Simbología de la soldadura, extraído de Dibujo y diseño en ingeniería Mc-
GrawHill
Además existen otros símbolos llamados suplementarios, los cuales funcionan
para dar características aún más específicas de la superficie externa o la forma de la
soldadura que la que nos representa el símbolo elemental.
76
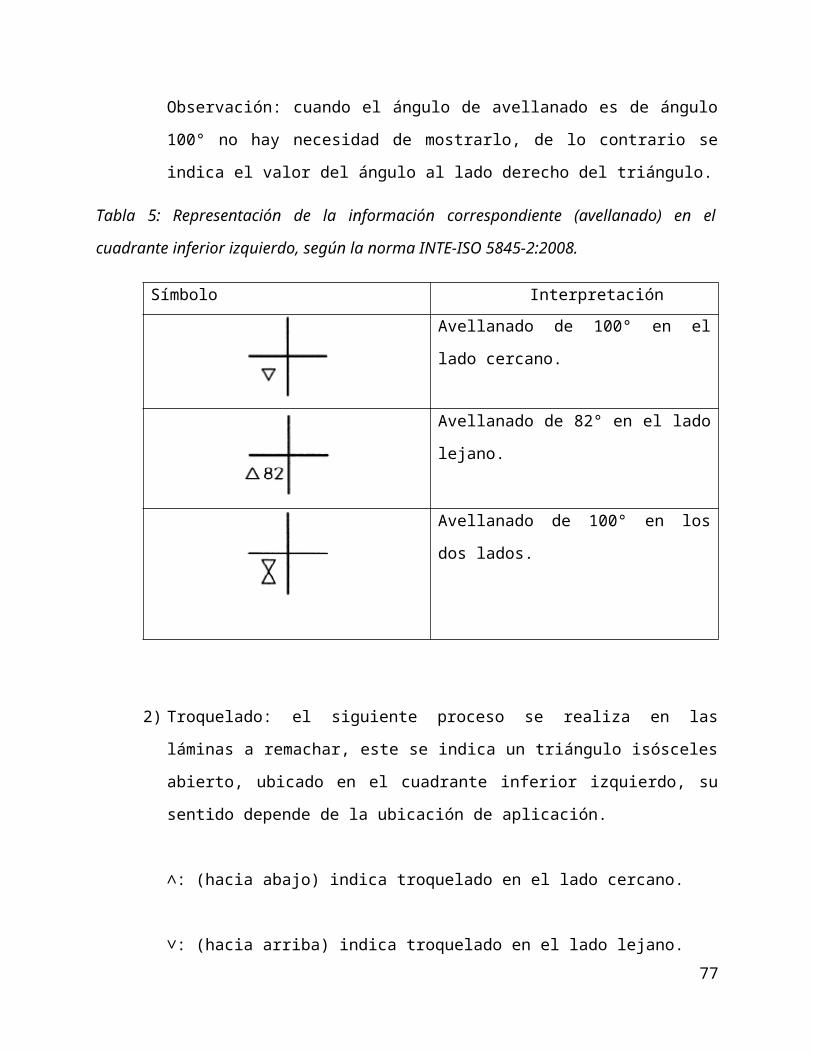
Figura 70: Símbolos suplementarios
Posición de los Símbolos en los planos
De forma general la representación de la soldadura está constituida, además del
propio símbolo, por:
A. Líneas de flecha (1) por unión.
B. Una doble línea de referencia paralela, donde una es continua (2a) y otra a
trazos (2b), o solo una línea continua para soldaduras simétricas.
C. Una serie de cotas y signos convencionales.
Para indicar los puntos donde se ubica una soldadura se utiliza el siguiente símbolo:
77
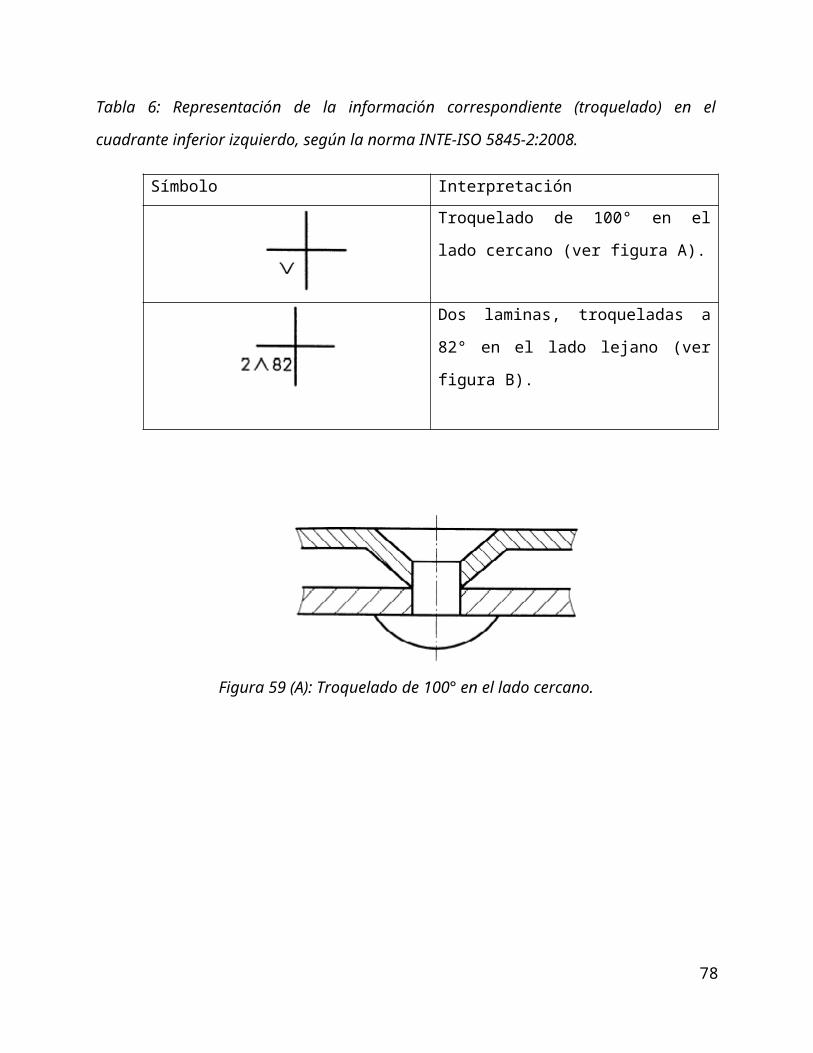
Figura 71: Indicación de Soldadura. Tomada de INTE/ISO 2553:2010
Si se debe dar detalles como: procesos, niveles de aceptación, posiciones,
materiales de aporte y auxiliares se añadirá una cola al final de la línea de referencia.
78

Además la relación entre la línea de referencia y la identificación, si está por
debajo o por encima la identificación con respecto a la de referencia, nos indica donde
se debe realizar la soldadura.
Figura 72: Soldadura por el lado de la flecha. Tomada de INTE/ISO 2553:2010
Figura 73: Soldadura por el otro lado. Tomada de INTE/ISO 2553:2010
79

Dimensiones de la Soldadura.
Dimensiones de la Soldadura.Las cotas de la soldadura representadas en el símbolo de debe de colocar:
las dimensiones de la sección transversal se contemplan en el lado izquierdo del símbolo.
las dimensiones longitudinales se colocan al lado derecho del símbolo.
Figura 74: Dimensiones de soldadura. Tomada de INTE/ISO 2553:2010
Dimensiones principales que se deben de indicar.
Según la Norma INTE/ISO 2553:2010, para que se realice de la forma indicada la
soldadura se debe de indicar las medidas características de la soldadura empleada en
la unión de las piezas. Por lo tanto se especifican unas reglas básicas a seguir:
1. La ausencia de indicaciones en el símbolo significa que la soldadura debe ser
continua en toda la longitud de la pieza.
2. Las soldaduras a tope serán de penetración completa a no ser que se indique lo
contrario.
Figura 75: Representación de penetración según la Norma INTE/ISO 2553:2010
80

3. Existen dos métodos para dimensionar las soldaduras en ángulo. Por lo tanto,
las letras "a" (garganta teórica) o "z", (lado del cateto) se deben siempre situarse
en frente de la dimensión correspondiente como sigue.
Figura 76: Representación de la soldadura en ángulo según la Norma INTE/ISO 2553:2010
4. En el caso de soldaduras en tapón o en ranura con los bordes biselados, se
considera la dimensión en el fondo del agujero.
Tabla 9: Dimensiones características de diferentes tipos de soldadura y su simbología.
Descripción Croquis Inscripción
Soldadura de filete continuo
81
Soldadura de filete
intermitente
Soldadura de filete
intermitente alternada
Soldadura por cordón
Soldadura por punto
Indicaciones complementarias.
● Soldadura alrededor: Cuando se debe realizar alrededor de una pieza, se indica
mediante un círculo en la intersección de la línea de referencia y la línea de
flecha.
82

Figura 77: Símbolos de soldadura en toda la pieza. Tomada de INTE/ISO 2553:2010
● Soldadura en campo o de alto: se coloca una banderola en la intersección de la
línea de referencia y la línea de flecha.
83
Figura 78: Símbolos soldadura de campo. Tomada de INTE/ISO 2553:2010
Indicaciones del proceso de soldadura: si se desea especificar el proceso a emplear se
debe de colocar el número o letra que lo identifique entre la cola. Norma (ISO 4063)
84
Secuencia de información en cola: se puede presentar una información adicional en un
respectivo orden y acompañado de su respectiva norma. Además cada detalle se
separa mediante una barra inclinada (/).
1. Proceso.
2. Nivel de aceptación
3. Posición de trabajo
4. Material de aporte
Ejemplo:
Soldadura a tope en V simple con pasada de respaldo mediante soldadura con
electrodo revestido (número de referencia 111 de acuerdo con la Norma ISO 4063),
nivel de aceptación requerido de acuerdo con la Norma ISO 5817, en posición plana
(PA) de acuerdo con la Norma ISO 6947, electrodo revestido ISO 2560 E51 2 RR 22.
Figura 79: Ejemplo del uso de los símbolos de soldadura.
85
Unión por juntas adhesivas, dobladas y prensadasLas pegaduras también llamadas adhesivos industriales han venido aumentando
su utilización en los últimos años por diferentes razones como lo es, el bajo costo la
capacidad de reducir el peso y aumentar la aerodinámica en algunas aplicaciones muy
especiales como lo es la industria aeroespacial y aeronáutica. Otro factor que le ha
dado una ventaja importante es que gracias a los nuevos componentes que se han
creado existen adhesivos estructurales que según Ruiz “son capaces de soportar
grandes cargas tanto dinámicas como estáticas; poseen una resistencia al esfuerzo de
corte mayor a 1000 psi, lo que permite un excelente desempeño de la unión”. Otra
ventaja que posee este tipo de unión es que al no ser un metal presenta una mayor
resistencia a algunas condiciones ambientales puesto que no se corroe.
Los adhesivos se pueden clasificar en dos grupos según Ruiz “pueden ser
monocomponentes, los cuales funcionan por efecto de la humedad, y los
bicomponentes los cuales funcionan por una mezcla entre una base y un catalizador”.
Los tipos de adhesivos más utilizados actualmente son los acrílicos, epóxidos y los
uretanos.
Segun la norma INTE/ISO 15785:2011 las juntas unidas se representan de la siguiente
manera:
Figura 80: Símbolos para unión entre superficies. Tomada de INTE/ISO 15785:2011
86
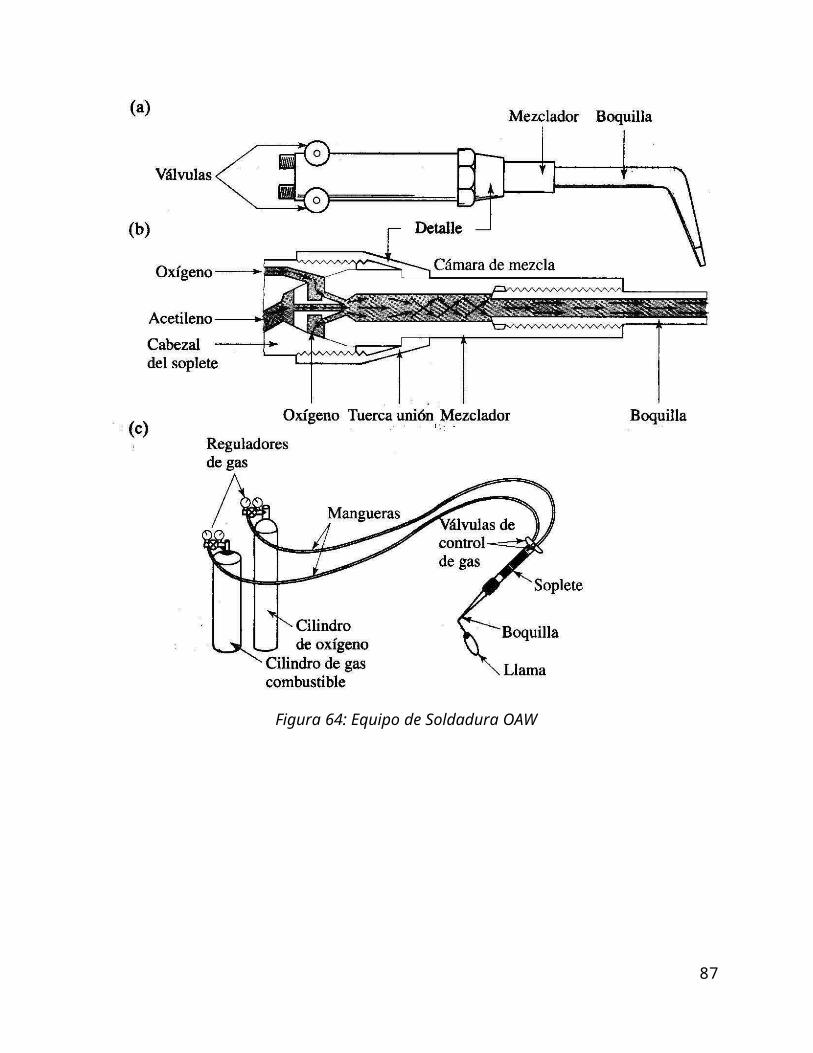
Mientras que por otra manera si fuese una junta inclinada se representa según
INTE/ISO 15785:2011
Las juntas dobladas por otro lado se realiza mediante el acoplamiento de
diferentes materiales que se pueden posicionar uno con otro y realizarse una dobladura
con el fin de quedar unidos. Una junta doblada según INTE/ISO 15785:2011 “es una
junta de los dos bordes de las superficies de materiales similares o diferentes,
realizada mediante el agarre y el acoplamiento”, y se representan de la siguiente forma:
Figura 81: Símbolos para junta doblada. Tomada de INTE/ISO 15785:2011
Las juntas prensadas también son ampliamente utilizadas puesto que es una
manera sencilla de unir dos piezas mediante presión mediante el empleo de
herramientas. Su representación según INTE/ISO 15785:2011 es mediante el siguiente
símbolo:
Figura 82: Símbolos para junta prensada. Tomada de INTE/ISO 15785:2011
Para la indicación en los planos de las sujeciones anteriores, esta norma utiliza
una simbología bastante similar a la utilizada en soldadura es decir se usa una línea de
87

referencia con o sin cola dependiendo de si es necesario poner algún tipo de
especificación importante en este punto. Es importante recalcar que en la horquilla o
cola no es permitido mencionar aspectos relacionados al pegamento en las uniones de
adhesivos, esto debe ser mencionado sobre la línea de referencia. A continuación se
muestra los símbolos correspondientes:
Figura 83: Símbolos de línea de referencia y línea principal. Tomada de INTE/ISO
15785:2011
Figura 84: Símbolos de línea de referencia con horquilla. Tomada de INTE/ISO
15785:2011
Figura 85: Símbolos de línea de referencia con información adicional. Tomada de
INTE/ISO 15785:2011
88
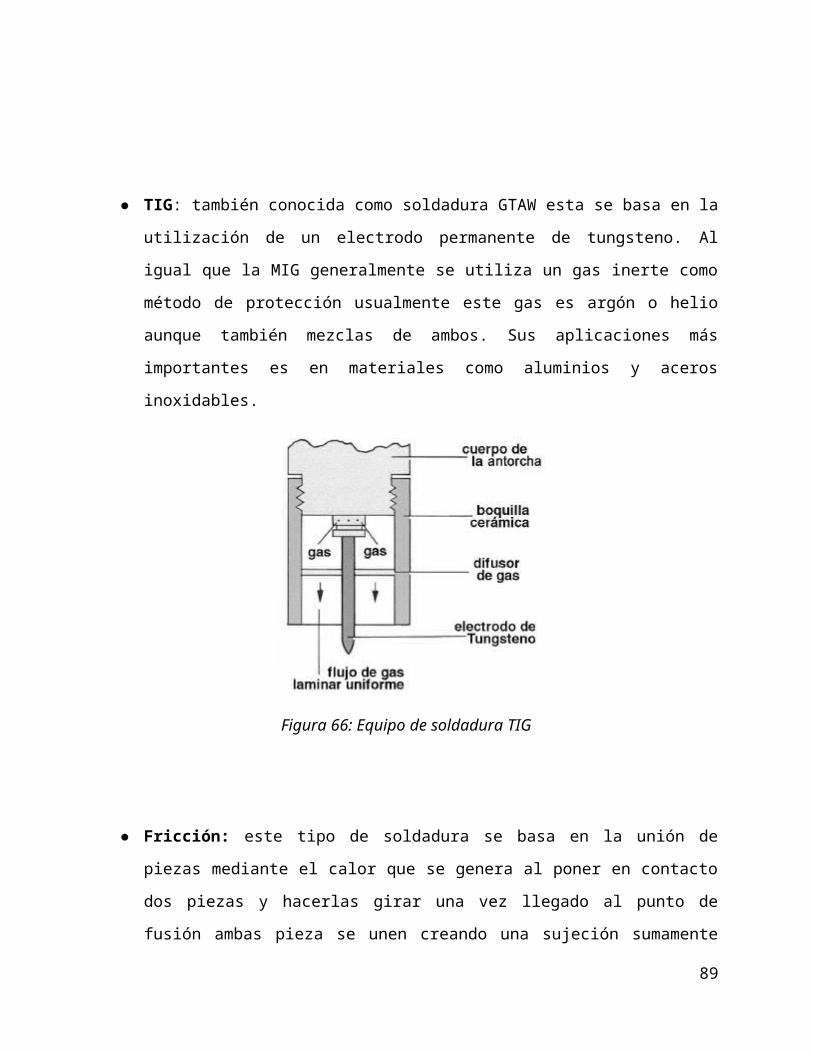
Para representar las juntas adhesivas no se debe incluir el pegamento por lo que
se pueden señalar como en el siguiente ejemplo:
Figura 86: Indicación de junta adhesiva entre superficies. Tomada de INTE/ISO
15785:2011
Figura 87: Indicación de junta adhesiva inclinada. Tomada de INTE/ISO 15785:2011
En caso de necesitar la aplicación de adhesivo rodeando la pieza su simbología
también es bastante similar a la utilizada en soldadura puesto que se debe realizar un
círculo en la esquina de la línea de referencia como se observa en la siguiente imagen:
89
Figura 88: Indicación de una junta alrededor de la pieza. Tomada de INTE/ISO
15785:2011
En la siguiente tabla se puede observar algunas de las aplicaciones de estas
sujeciones
90
Figura 89: Ejemplos de juntas. Tomada de INTE/ISO 15785:2011
Perfiles Estructurales Metálicos
Para hablar de perfiles de estructuras metálicas, se debe comenzar con la
definición de laminación.
“El laminado es el proceso de reducir espeso (o modificar la sección transversal)
de una pieza larga mediante fuerzas de compresión aplicadas a través de un
juego de rodillos; el proceso es similar al aplastado de la masa con un rodillo de
amasar a fin de reducir su espesor. La laminación, que representa
aproximadamente el 90% de todos los metales producidos usando procesos de
metalurgia, fue desarrollada por primera vez a fines del año 1500. La operación
básica es el laminado plano o laminado simple, donde los productos son la placa
y la hoja” (Kalpakjian & Schmid, 2002)(p 320).
Una vez entendido el proceso de laminación, se puede citar algunos de los
ejemplos de productos laminados, donde estos se califican en productos longitudinales
y productos planos.
Los primeros son los que una dimensión es determinante o mucho mayor que
las otras dos; estos se subdividen en dos ramas: perfiles estructurales y perfiles
comerciales. Donde los perfiles estructurales son perfiles H, L, I, T, O cuya anchura o
altura es igual o mayor a 80 mm, son también llamados perfiles pesados, estos perfiles
son nuestro tema a tratar. La otra rama son los perfiles comerciales, en donde se
incluyen los perfiles del grupo anterior con dimensión inferior a 80 mm e igualmente
redondos, cuadrados, pletinas y hexagonales. También son llamados perfiles ligeros.
Los segundos, productos planos, son aquellos en los que sus dos dimensiones
predominan sobre la tercera, es decir sus dos dimensiones son mucho más grande que
la tercera. Un ejemplo de producto plano usado normalmente es la chapa laminada en
caliente.
91
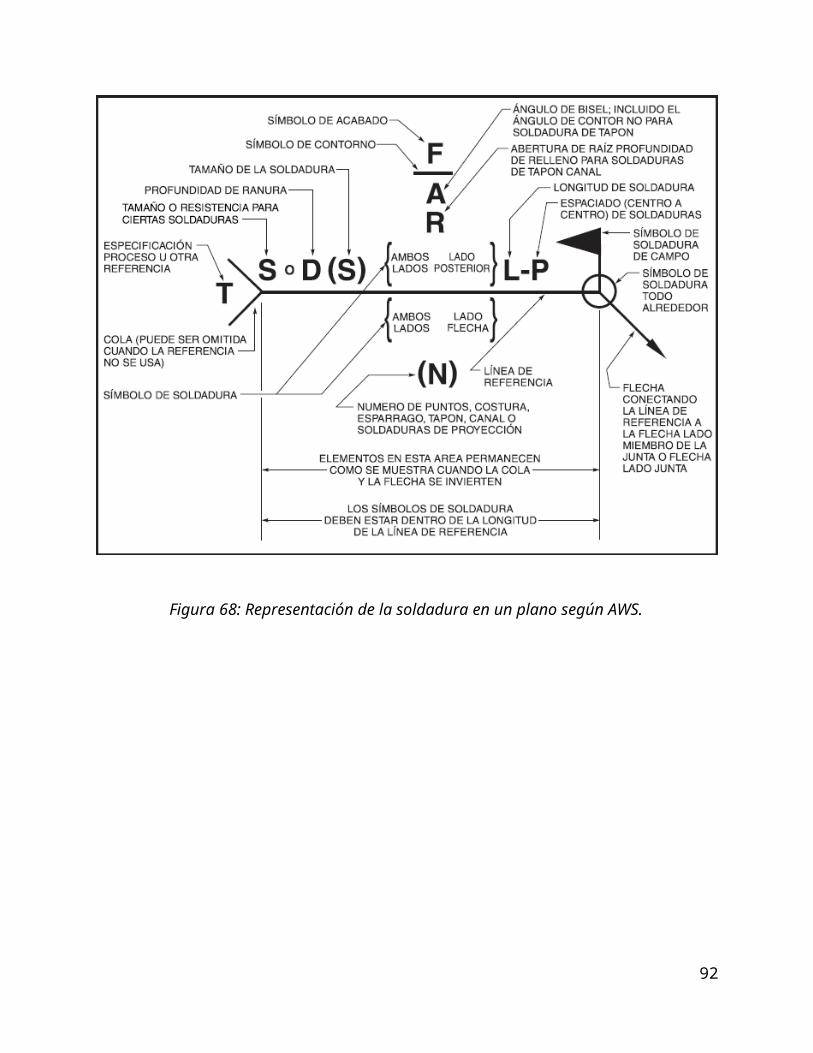
Figura 90: Proceso de laminación general
Una vez conociendo lo anterior, la aplicación de estos elementos es muy común.
Son utilizados para construcciones de todo tipo, debido a que existen gran variedad de
perfiles que están diseñados para diferentes usos. En el mercado podemos encontrar
tubos, barras y perfiles de todo tipo de formas.
92
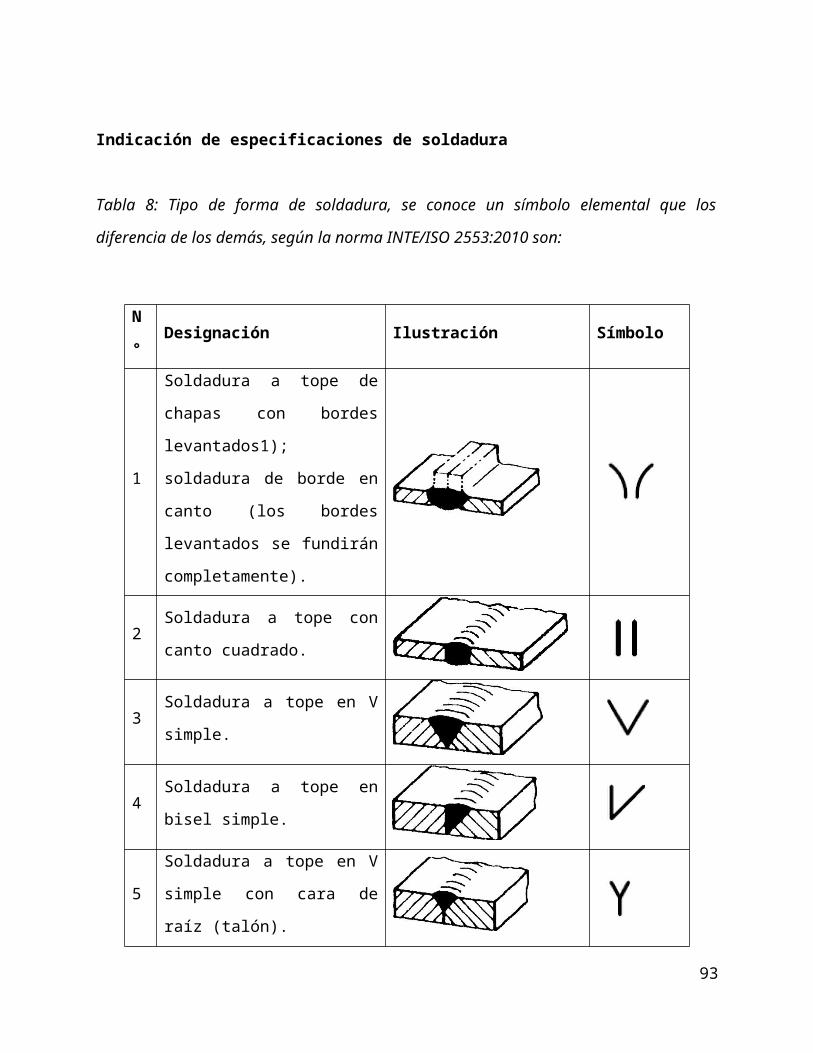
Norma perfiles
En Costa Rica se utiliza la norma INTE-ISO 2561:2010 para la representación
simplificada de barras y perfiles en el dibujo.
Tabla 10: Representación simplificada de tubos según la norma INTE-ISO 2561:2010.
Denominación de
la barraDimensiones Símbolo grafico
Dimensiones
necesarias
Sección circular
sólida
Tubo
d
d x t
Sección
cuadrada sólida
Tubo de sección
cuadrada
b
b x t
Sección
rectangular
sólida
Tubo de sección
rectangular
b x h
b x h x t
93
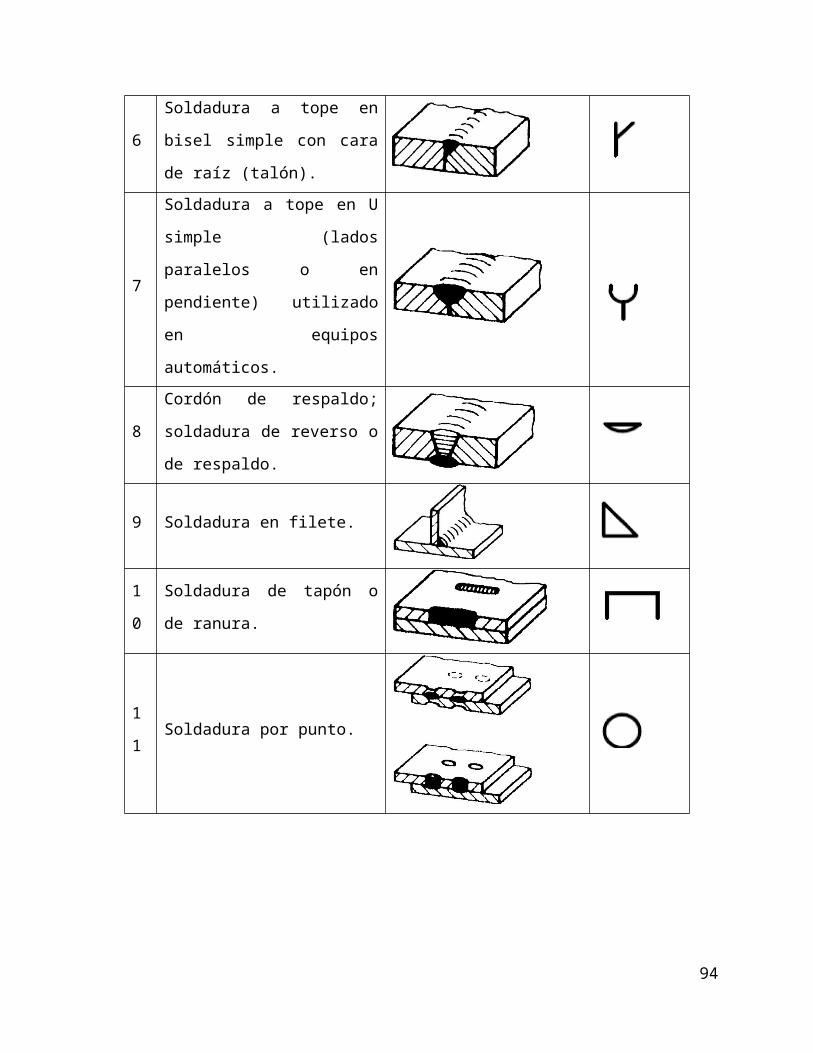
Sección
hexagonal sólida
Tubo de sección
hexagonal
s
s x t
Tabla 11: Representación simplificada de barras según la norma INTE-ISO 2561:2010.
Denominación
de la barra
Dimensiones Símbolo grafico Dimensiones
necesarias
Sección
triangular
sólida
b
Sección
semicircular
sólida
b x h
Tabla 12: Representación simplificada de barras según la norma INTE-ISO 2561:2010.
Denominación de
la barra
Dimensiones Símbolo grafico Dimensiones
necesarias
94

Perfil angular
Perfil en T
Perfil en I
Perfil en H
Perfil en C
Perfil en Z
Perfil en riel
Perfil con nervio
Barra plana con
nervio
L
T
I
H
U
Z
Dimensiones
características
95

Conclusiones
Fue posible determinar la correcta representación de las uniones tanto
separables como inseparables según las diferentes normas como la INTE-ISO,
GOST, NEMA, DIN, AWS entre otras para la debida realización de planos
mecánicos.
Fue posible comprender la correcta realización de planos de planta y su
representación según las normas.
Se logró divulgar la importancia de las normas INTE-ISO y sus homólogas en la
industria elegida para el proyecto.
96
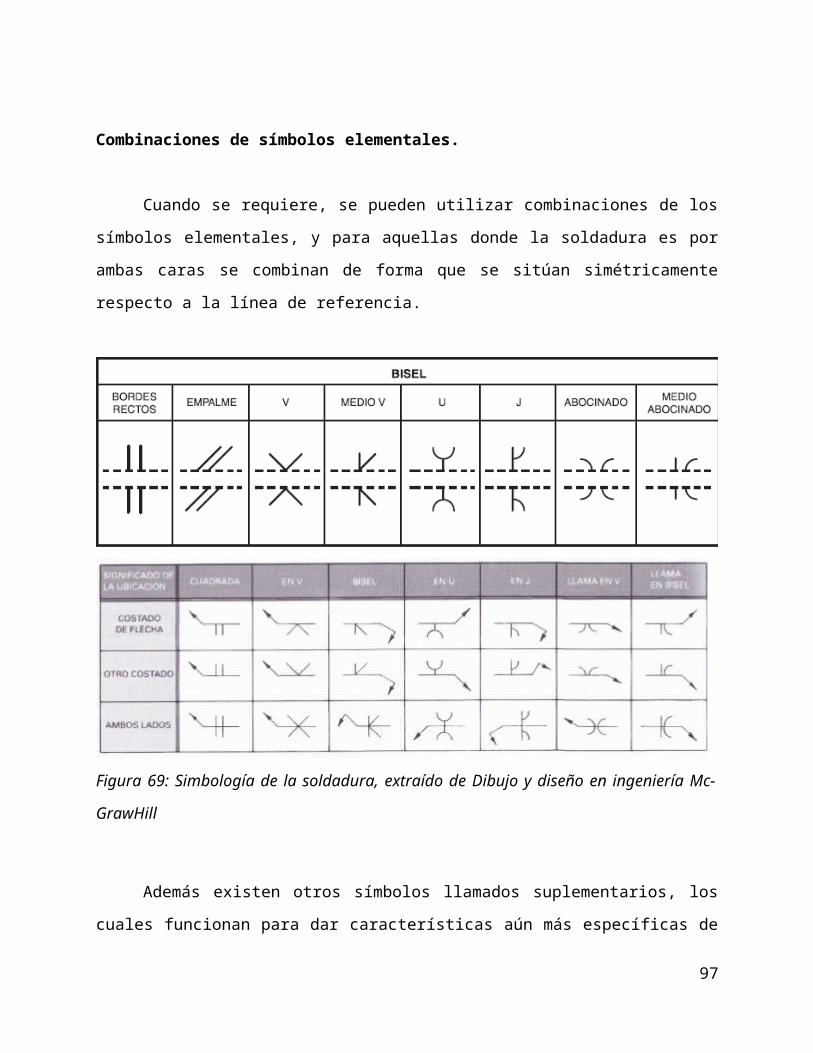
Bibliografía
[1] AWS. (2010). AWS A2:4: 2010 Símbolos estándares para soldadura, soldadura fuerte y
examinación no destructiva. 7 edición
[2] Bendix, F. (1973). Alrededor del trabajo de los metales. Barcelona: Reverté, S.A.
[3] Bertoline, Gary R. Wiebe, Eric N. Miller, Craig L. Mohler, James L. (1999) Dibujo en
ingeniería y comunicación gráfica. Mexico. Ultra S.A.
[4] Bogoliúbov, S. (1985). Dibujo Técnico. Editorial Mir Moscú. URSS. Págs.: 306-317. [5] Ferrer, C., & Amigo, V. (2003). Tecnología de materiales. Universidad Politécnica de
Valencia.
[6] Hayward, A., Weare, F., & Oakhill, A. (2011). Steel Detailers Manual (3 ed.). United
Kingdom: Wiley- Blackwell.
[7] INTECO. (2010). INTE ISO 2553:2010, Uniones soldadas por fusión, soldadura fuerte y
soldadura blanda (1 ed.). San José: INTECO.
[8] INTECO. (2010). INTE ISO 5261:2010, Dibujos técnicos — Representación simplificada del
ensamble de partes por medio de fijación- Parte 2: remaches para equipo (2 ed.). San
José: INTECO.
[9] Kalpakjian, S., & Schmid, S. R. (2002). Manufactura, ingeniería y tecnología (4 ed.).
México: Pearson Educación.
[10] Urbán, P. (2008). Construcción de estructuras metálicas (4 ed.). San Vicente,
España: Editorial Club Universitario.
[11] Van Gelder, T.J (1983) Curso de formación profesional. Bilbao: Urmo.
97