SUSTAINABLE COOLING USING HYDROCARBON REFRIGERANTS … · SUSTAINABLE COOLING USING HYDROCARBON...
35
Earthcare Products Limited SUSTAINABLE COOLING USING HYDROCARBON REFRIGERANTS Presented on behalf of: Northcutt, Inc. / Mamut S.A. Panama City by: Nicholas Cox Earthcare Products Limited 405 Mill Studio Crane Mead Ware Hertfordshire SG12 9PY Tel. +44 (0) 1920 444082 Fax. +44 (0) 1920 468686 [email protected] www.earthcareproducts.co.uk Date: Thursday 13th July 2006
Transcript of SUSTAINABLE COOLING USING HYDROCARBON REFRIGERANTS … · SUSTAINABLE COOLING USING HYDROCARBON...
Earthcare Products Limited
SUSTAINABLE COOLING USING HYDROCARBON REFRIGERANTS
Presented on behalf of: Northcutt, Inc. / Mamut S.A.
Panama City
by: Nicholas Cox Earthcare Products Limited 405 Mill Studio Crane Mead Ware Hertfordshire SG12 9PY Tel. +44 (0) 1920 444082 Fax. +44 (0) 1920 468686 [email protected] www.earthcareproducts.co.uk
Date: Thursday 13th July 2006

Earthcare Products Limited
1
1. An Environmental Crisis with a Commercial Solution I would first like to thank Northcutt, Inc and Mamut S.A. for organising this discussion with you today. The problem could not be simpler: cooling is the largest single demand on electrical consumption in the world and the synthetic refrigerants that are utilised by most cooling appliances add significantly to climatic change and ozone depletion. 2. A Global Response to a Global Problem Regulatory control of halocarbons used in the vapour compression refrigeration cycle is already well established. The use of CFCs and HCFCs was effectively put to an end by the signing of the Montreal Protocol in 1995. The question marks over HFCs date back to the Earth Summit in Rio de Janeiro in 1992 and were settled at Kyoto in 1997 when, at the instance of the United States, HFCs, along with the other Potent Industrial Greenhouse Gases (PIGGS), became restricted substances. A proposal to ban the use of HFC refrigerants in Europe was narrowly rejected by the European Parliament on the 26th October 2005, but it will phase out HFC 134a, the currently used refrigerant in vehicle air conditioning systems, from 2011, the use of HFCs in small (under 150g charge) refrigeration systems, and use in new fire protection systems and fire extinguishers. The Charted Institute of Building Services Engineers, CIBSE, states, "HFCs have global warming potentials similar to most CFCs and HCFCs and as a result use alternative refrigerants with zero or low GWP such as ammonia and hydrocarbons”1 Effectively this is the beginning of the end for HFCs. 3. What Alternatives? Although there is no one silver bullet with which to kill off HFCs; absorption, ammonia, carbon dioxide, and hydrocarbons, provide superior natural cooling solutions for most applications. For the few remaining and often obscure applications, many promising “not in kind” technologies such as Stirling, thermoacoustic, Thermionic, and Magnetic Refrigeration are all nearing commercialisation. 4. Hydrocarbons P.J. van der Weyde of Philadelphia first used hydrocarbon refrigerants in 1866; please remember that this is not new technology!
1 CIBSE, Guide B4 Refrigeration and Heat Rejection, section 4.4.1 Refrigerant selection & section 3.4.2 Greenhouse gases
Earthcare Products Limited
2
The greatest success of hydrocarbons has been the application of R600a to domestic refrigerators. Since 1992, over 120 million such refrigerators have been produced worldwide and I am not aware of a single accident due to the flammability of the refrigerant. Domestic refrigerators using isobutane are at least as safe as those using halocarbons; they are more efficient and quieter. Hydrocarbons have now been used in equipment covering the whole spectrum of commercial refrigeration and air conditioning equipment. Hydrocarbons outperform traditional halocarbon refrigerants in all aspects other than that of flammability. It is this one single issue which has to date prevented their widespread adoption. This is not entirely logical as hydrocarbons are extensively used in industry. Mains gas is used as boiler fuel and the higher hydrocarbons are used as fuel for vehicles. Furthermore, aerosols are stored in dry goods stores without undue problems. The use of hydrocarbon refrigerants does involve risk but such risk should not be thought of as any different from the many potentially dangerous applications that we have for flammable substances in the home, office, motorcar and factory. It is possible to understand the risks, identify mitigating strategies and further consider how the risks can be managed. It this end I would like to re-emphasis the importance of training which has already been dealt with in an earlier presentation. When the UK safety standard BS4434 was amended, in 1995, to permit the use of flammable refrigerants in commercial applications, portable and split air conditioners, and air cooled water chillers became available. For example, three air cooled water chillers, each providing 46.5 kW of cooling, were installed in central London offices occupied by London Transport, with the full knowledge of the compressor manufacturer, Danfoss. Nearly ten years on, the three Maneurop scroll compressors are still operating with their original mineral oil. In 1996, the Elstar factory in Castle Donington, manufacturers of commercial drinks cabinets including the famous Stowells of Chelsea wine coolers, became the first commercial refrigeration factory to convert entirely to hydrocarbon refrigerants. They have turned out thousands of pieces of equipment per annum ever since, with up to 800 grams of refrigerant in each. Now that Vestfrost, Foster, Cornelius and AHT also offer hydrocarbon commercial refrigeration, it hardly seems “alternative” anymore! Earthcare undertook a project part funded by the UK Department of the Environment, Transport and Regions under the "Partners in Technology” scheme to look at energy saving opportunities at the time of refrigerant replacement. The result was an impressive efficiency gain of 20% and we were able to incorporate the achievements into our award winning range of Very Environmentally Friendly (VEF) split systems, launched at the Nuremberg I. K. K. Exhibition in 1998. The range of commercial hydrocarbon products grew so quickly that Earthcare produced a sales catalogue with 24 pages of environmentally friendly refrigeration & air conditioning products, an initiative which won the prestigious H&V News marketing award in 1999. The improved energy efficiency of hydrocarbon refrigerants has been demonstrated in worldwide independent tests and trials. This is important because the direct contribution of refrigerants to the total equivalent warming impact (TEWI) is generally less than the TEWI contribution from the energy used to drive the system. The use of hydrocarbons reduces both the direct and the indirect contributions to global warming.

Earthcare Products Limited
3
An international study into the energy and environmental performance of supermarket refrigeration concluded that the use of natural refrigerants in conjunction with optimised design could achieve reductions in electricity consumption of 20% over conventional direct expansion (DX) systems and reductions in Total Equivalent Warming Impact (TEWI) of 36% over conventional DX systems2.
A review and comparison of the findings of over 50 different studies established that RAC equipment charged with HCs are on average 10 per cent more efficient than similar HFC-charged units due to improved coefficient of performance (COP) in the vapour-compression refrigerating cycle3.
2 Annex 22 - Compression Systems with Natural Working Fluids - Final Report & Guidelines for Design and Operation 3 Assessment Of Performance Of Hydrocarbon Refrigerants, D. Colbourne Calor Gas Ltd., K. O. Suen University College London
200
180
160
140
120
100
80
60
40
20
0Year 1 Year 2 Year 3 Year 4 Year 5
tCO
2e Present:direct emissionsindirect emissions
Proposed:total emissions

Earthcare Products Limited
4
The following performance comparisons illustrate the improvement in system coefficient of performance achievable using hydrocarbons over conventional refrigerants due to reduced power consumption: Comparison 1 Comparison 2 The excellent performance of hydrocarbons refrigerants can be attributed to the following parameters: Lower compression ratio (due to higher suction pressures and lower discharge pressures at specific operating temperatures) Improved heat transfer in heat exchangers (as a result of more favourable fluid thermal and transport properties) Reduced system pressure losses (from lower refrigerant density and viscosity)4. There is already considerable knowledge and expertise in the use of hydrocarbons, with standards, codes of practice, and legislation in place. However, the relevant documentation is widespread and diverse. I intend to give a brief resume of the codes and safety standards that are appropriate to the use of flammable refrigerants and related equipment at present: The original British Standard that governed the use of hydrocarbons was BS 4434, now withdrawn. This was superseded by BS EN 378, an incorporated European Standard. The Institute of Refrigeration Code of Practice for A3 Refrigerants is the principle code by which these Standards should be carried out.
4 www.care-refrigerants.co.uk-CARE Technical File-Design Resources--Performance Test Data
Manufactured by Bitzer and tested by the Building Research Establishment in Watford.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
-40 -35 -30 -25 -20 -15 -10
Evaporating Temperature (°C)
Co
effi
cien
t o
f P
erfo
rman
ce (
-)
R290 (+35°C)R404A (+35°C)R290 (+45°C)R404A (+45°C)
Manufactured by Dorin and tested by the ILK Institute of Dresden

Earthcare Products Limited
5
All the above has now been summarised in the UK Air Conditioning and Refrigeration Industry Board (ACRIB) guidelines for flammable refrigerants covering all aspects of working with hydrocarbon refrigerants – ‘Guidelines for the Use of Hydrocarbon Refrigerants in Static Refrigeration and Air Conditioning Systems’ – which has received the support of the UK Department of Trade and Industry5. Very briefly, the safety principals are: The closer the refrigerant gets to people, the less you should use Electrics should be sealed or non sparking For internal applications, a catastrophic leak should not produce a concentration more than 20% of the lower flammable limit In practice, charges of up to 150 grams may be used without restriction Below ground applications are restricted to 1000 grams Domestic and public applications such as hospitals and hotels are restricted to 1500 grams internally and 5000 grams externally Commercial applications such as shops, offices and restaurants are restricted to 2500 grams internally and 10kg externally Industrial and restricted access areas such as plant rooms are restricted to 10kg internally, or 25kg if the high pressure side is external, and no limit for external applications. EN378: 2005 Although the ACRIB guidelines for flammable refrigerants remains the best working document for the safe use of flammable refrigerants, EN378 has now been updated and the 2005 version contains some useful advise. The following extracts from EN378:2005 are of interest:
Leakage Tests
Where flammable refrigerants are employed it is necessary to test electrical components to determine whether they are a source of ignition. A leakage of refrigerant is simulated at the most critical point in the refrigeration system. The method to simulate a leakage at the most critical point is to inject refrigerant vapour through a suitable capillary tube at that point. A quantity of refrigerant leaked equal to the rated charge amount or the amount that will leak as determined by test. The refrigerant is injected at the most critical point and the most unfavourable direction by releasing the full charge at a rate of 100 g/min per 1 m3 of internal volume of the enclosure containing the electrical components, at the most critical point. The leak is made by opening the capillary tube until the maximum amount has leaked as determined by measurement. During this test the refrigeration system is switched off or operated under normal operation at rated voltage, whichever gives the most unfavourable result. During a test where the refrigeration system is operating, refrigerant gas injection is started at the same time as the refrigeration system is switched on. The quantity of refrigerant is taken from the vapour side of a refrigerant gas bottle. The measured concentration of refrigerant gas surrounding the potential source of ignition shall not exceed 75 % of the LFL of the refrigerant gas, and shall not exceed 50 % of the LFL of the refrigerant gas for a time period of 5 min or the duration of the test if less than 5 min during and after the amount has been injected.
5 http://www.acrib.org.uk/Use%20of%20Hydrocarbon%20Refrigerants%20Guidelines.pdf
Earthcare Products Limited
6
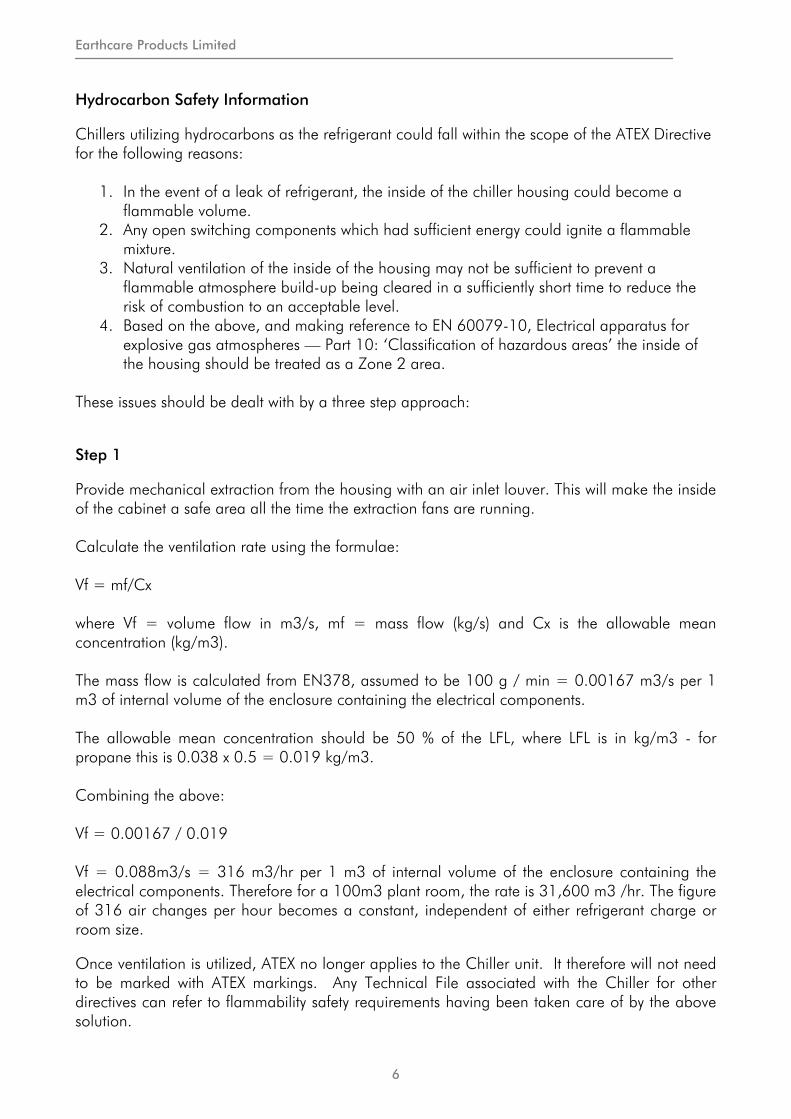
Hydrocarbon Safety Information Chillers utilizing hydrocarbons as the refrigerant could fall within the scope of the ATEX Directive for the following reasons:
1. In the event of a leak of refrigerant, the inside of the chiller housing could become a flammable volume.
2. Any open switching components which had sufficient energy could ignite a flammable mixture.
3. Natural ventilation of the inside of the housing may not be sufficient to prevent a flammable atmosphere build-up being cleared in a sufficiently short time to reduce the risk of combustion to an acceptable level.
4. Based on the above, and making reference to EN 60079-10, Electrical apparatus for explosive gas atmospheres — Part 10: ‘Classification of hazardous areas’ the inside of the housing should be treated as a Zone 2 area.
These issues should be dealt with by a three step approach: Step 1 Provide mechanical extraction from the housing with an air inlet louver. This will make the inside of the cabinet a safe area all the time the extraction fans are running. Calculate the ventilation rate using the formulae: Vf = mf/Cx where Vf = volume flow in m3/s, mf = mass flow (kg/s) and Cx is the allowable mean concentration (kg/m3). The mass flow is calculated from EN378, assumed to be 100 g / min = 0.00167 m3/s per 1 m3 of internal volume of the enclosure containing the electrical components. The allowable mean concentration should be 50 % of the LFL, where LFL is in kg/m3 - for propane this is 0.038 x 0.5 = 0.019 kg/m3. Combining the above: Vf = 0.00167 / 0.019 Vf = 0.088m3/s = 316 m3/hr per 1 m3 of internal volume of the enclosure containing the electrical components. Therefore for a 100m3 plant room, the rate is 31,600 m3 /hr. The figure of 316 air changes per hour becomes a constant, independent of either refrigerant charge or room size. Once ventilation is utilized, ATEX no longer applies to the Chiller unit. It therefore will not need to be marked with ATEX markings. Any Technical File associated with the Chiller for other directives can refer to flammability safety requirements having been taken care of by the above solution.

Earthcare Products Limited
7
Step 2 Fit a flammable gas detector, located inside the chiller housing, wired back to the chiller common fault alarm, to produce a fault signal in the event that the gas concentration reaches 20% of the lower flammable limit (LFL) of propane. In the event of an alarm signal being generated, an IP 54 contactor or shunt trip remote from the chiller should cut off the power supply to the chiller, including the crankcase heater. Any electrical items required to remain live after a leak has been detected, such as ventilation or emergency lighting should meet EX zone 2 requirements. Step 3 All potentially sparking electrics in the chiller housing to be sealed as detailed in EN 378: 2005. Application of any one of the above solutions would reduce risk to an acceptable level whilst negating the necessity of complying with ATEX. Application of two or more at the same time gives an even greater degree of confidence. The chillers therefore will not need ATEX markings. Any Technical File associated with the chillers for other directives can refer to flammability safety requirements having been taken care of by the above solution. In practice it is sometimes difficult to achieve the full ventilation requirement of Step 1 so fulfilling Steps 2 & 3 and a reduced ventilation rate only partially meeting Step 1 is the best practical way of exceeding the requirement for ATEX exemption.

Earthcare Products Limited
8
Generic Risk Assessment for Hydrocarbon Refrigerants (To comply with UK Regulations such as C.D.M.)
Compliance With: • Highly Flammable liquids and Liquefied Petroleum Gases Regulations 1979 (UK) • UK HSE Guidance Booklet HS (G) 3 - Highly flammable materials on construction sites. • ACRIB Guidelines for the use of Hydrocarbon refrigerants in Static Refrigeration and Air
Conditioning Systems. Planning: • Prior to starting work with HCs, quantities will be estimated to ensure that only minimum
quantities are ordered. • A suitable fire-resistant store will be provided for HCs. • The store will be signed according to the requirements of the Regulations. Physical: • Cylinders used to store HCs will be marked accordingly to show HCs are present, with a
flashpoint of less than 32 degrees Celsius. • Where HC vapour is foreseeable, no means of ignition will be present. • Areas where HCs are stored or used will be kept clear of combustible material as far as
practical. • HCs will not be used for purposes that are unauthorised, such as starting fires, blowing
condensers, or external cooling of compressor bodies. Design: • Condensing unit electrical components to be sealed to IP54 standard and isolated from the
refrigeration system. • Safety labelling is required to the indoor unit, outdoor unit pipework at 1m intervals and on
all compressors. • All heating-elements to have thermal cut outs set below the flash point of the refrigerant.
This is to include crankcase heaters and trace heating. • The pressure relief device will not operate to cause additional hazards to persons such as fire
fighting personnel who may be in the area. • The overall design of the system will not include dead spaces where a leaked refrigerant that
is heavier than air can accumulate. Managerial/Supervisory: • Management will ensure that storage facilities are adequate and are maintained to the
specified standard. • During inspections, they will check to ensure HCs are being used properly, and that the
correct fire precautions are being taken. Training: • Operatives using HCs have been given training. This includes the use of fire extinguishers.
Earthcare Products Limited
9
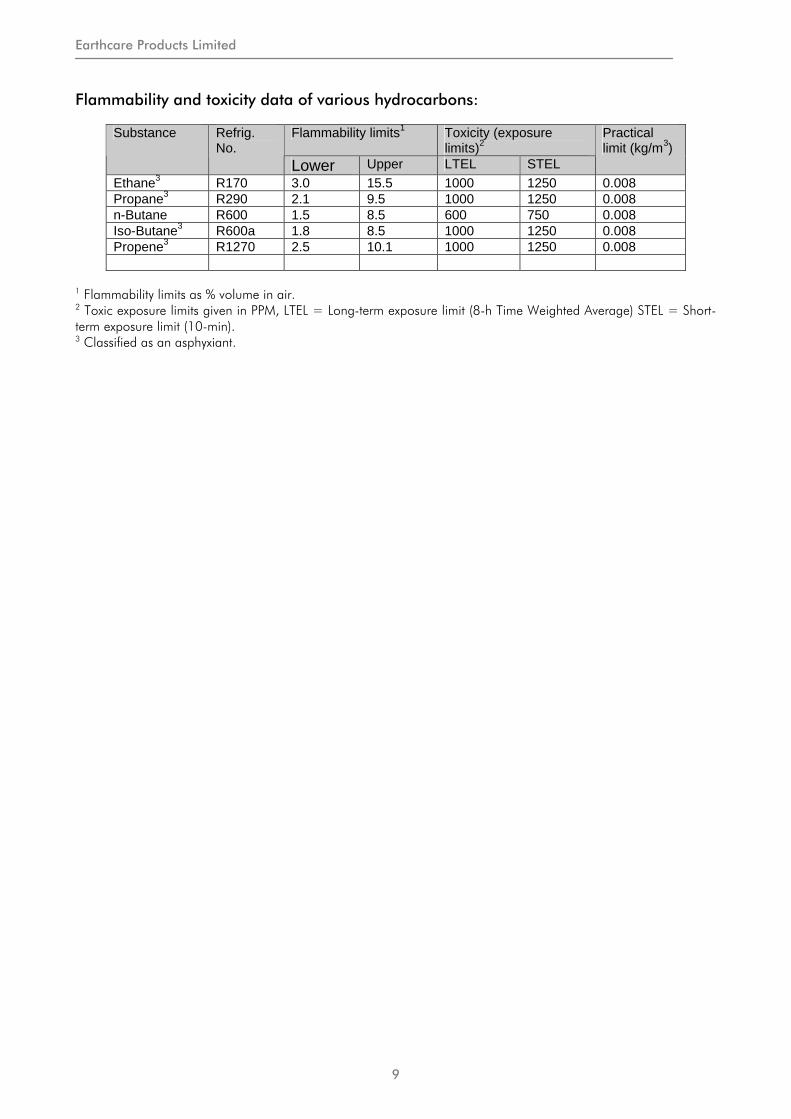
Flammability and toxicity data of various hydrocarbons:
Flammability limits1 Toxicity (exposure limits)2
Substance Refrig. No.
Lower Upper LTEL STEL
Practical limit (kg/m3)
Ethane3 R170 3.0 15.5 1000 1250 0.008 Propane3 R290 2.1 9.5 1000 1250 0.008 n-Butane R600 1.5 8.5 600 750 0.008 Iso-Butane3 R600a 1.8 8.5 1000 1250 0.008 Propene3 R1270 2.5 10.1 1000 1250 0.008
1 Flammability limits as % volume in air. 2 Toxic exposure limits given in PPM, LTEL = Long-term exposure limit (8-h Time Weighted Average) STEL = Short-term exposure limit (10-min). 3 Classified as an asphyxiant.
Earthcare Products Limited
10
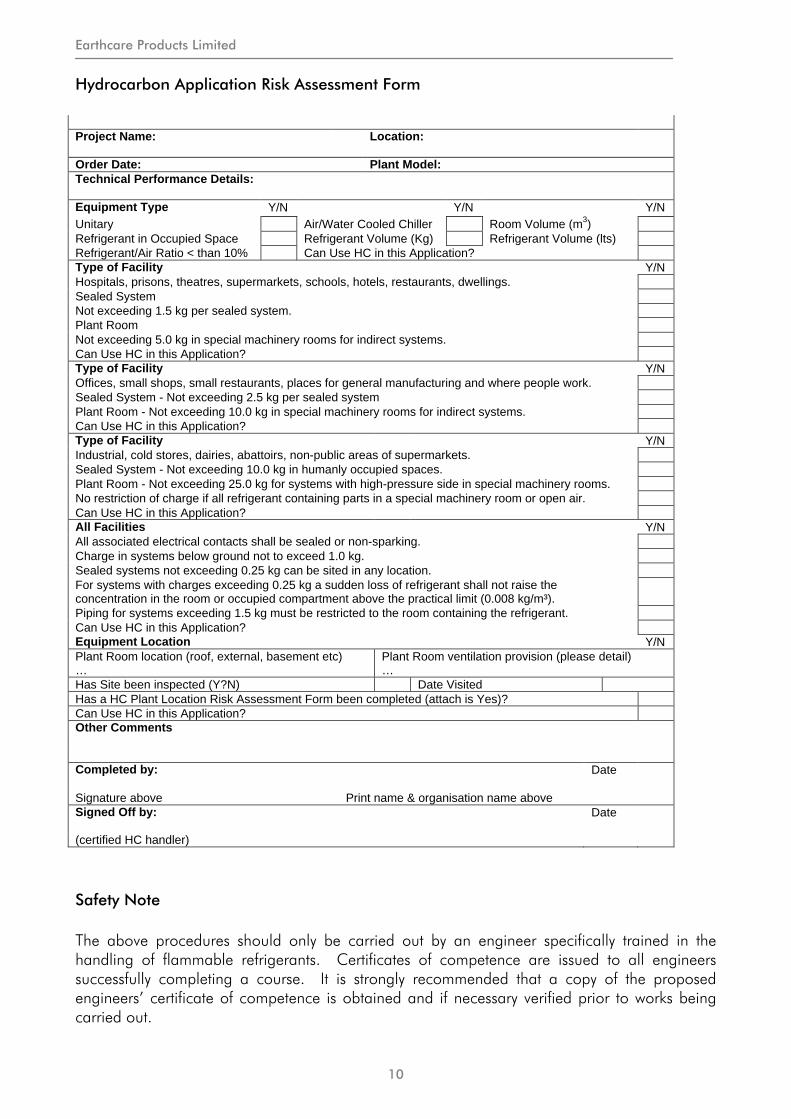
Hydrocarbon Application Risk Assessment Form Project Name: Location:
Order Date: Plant Model: Technical Performance Details: Equipment Type Y/N Y/N Y/N Unitary Air/Water Cooled Chiller Room Volume (m3) Refrigerant in Occupied Space Refrigerant Volume (Kg) Refrigerant Volume (lts) Refrigerant/Air Ratio < than 10% Can Use HC in this Application? Type of Facility Y/N Hospitals, prisons, theatres, supermarkets, schools, hotels, restaurants, dwellings. Sealed System Not exceeding 1.5 kg per sealed system. Plant Room Not exceeding 5.0 kg in special machinery rooms for indirect systems. Can Use HC in this Application? Type of Facility Y/N Offices, small shops, small restaurants, places for general manufacturing and where people work. Sealed System - Not exceeding 2.5 kg per sealed system Plant Room - Not exceeding 10.0 kg in special machinery rooms for indirect systems. Can Use HC in this Application? Type of Facility Y/N Industrial, cold stores, dairies, abattoirs, non-public areas of supermarkets. Sealed System - Not exceeding 10.0 kg in humanly occupied spaces. Plant Room - Not exceeding 25.0 kg for systems with high-pressure side in special machinery rooms. No restriction of charge if all refrigerant containing parts in a special machinery room or open air. Can Use HC in this Application? All Facilities Y/N All associated electrical contacts shall be sealed or non-sparking. Charge in systems below ground not to exceed 1.0 kg. Sealed systems not exceeding 0.25 kg can be sited in any location. For systems with charges exceeding 0.25 kg a sudden loss of refrigerant shall not raise the concentration in the room or occupied compartment above the practical limit (0.008 kg/m³).
Piping for systems exceeding 1.5 kg must be restricted to the room containing the refrigerant. Can Use HC in this Application? Equipment Location Y/N Plant Room location (roof, external, basement etc) …
Plant Room ventilation provision (please detail) …
Has Site been inspected (Y?N) Date Visited Has a HC Plant Location Risk Assessment Form been completed (attach is Yes)? Can Use HC in this Application? Other Comments Completed by: Date
Signature above Print name & organisation name above Signed Off by:
Date
(certified HC handler)
Safety Note The above procedures should only be carried out by an engineer specifically trained in the handling of flammable refrigerants. Certificates of competence are issued to all engineers successfully completing a course. It is strongly recommended that a copy of the proposed engineers’ certificate of competence is obtained and if necessary verified prior to works being carried out.
Earthcare Products Limited
11
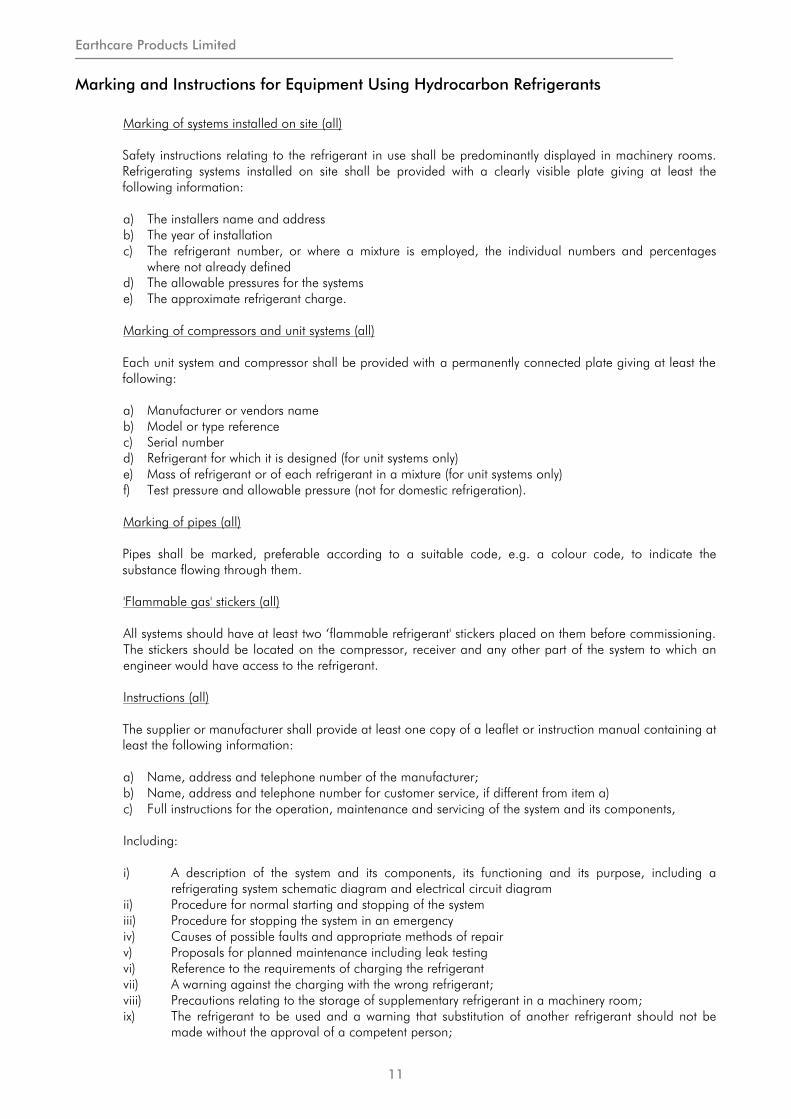
Marking and Instructions for Equipment Using Hydrocarbon Refrigerants Marking of systems installed on site (all) Safety instructions relating to the refrigerant in use shall be predominantly displayed in machinery rooms.
Refrigerating systems installed on site shall be provided with a clearly visible plate giving at least the following information:
a) The installers name and address b) The year of installation c) The refrigerant number, or where a mixture is employed, the individual numbers and percentages
where not already defined d) The allowable pressures for the systems e) The approximate refrigerant charge.
Marking of compressors and unit systems (all) Each unit system and compressor shall be provided with a permanently connected plate giving at least the
following:
a) Manufacturer or vendors name b) Model or type reference c) Serial number d) Refrigerant for which it is designed (for unit systems only) e) Mass of refrigerant or of each refrigerant in a mixture (for unit systems only) f) Test pressure and allowable pressure (not for domestic refrigeration).
Marking of pipes (all) Pipes shall be marked, preferable according to a suitable code, e.g. a colour code, to indicate the
substance flowing through them. 'Flammable gas' stickers (all)
All systems should have at least two ‘flammable refrigerant' stickers placed on them before commissioning. The stickers should be located on the compressor, receiver and any other part of the system to which an engineer would have access to the refrigerant.
Instructions (all) The supplier or manufacturer shall provide at least one copy of a leaflet or instruction manual containing at
least the following information:
a) Name, address and telephone number of the manufacturer; b) Name, address and telephone number for customer service, if different from item a) c) Full instructions for the operation, maintenance and servicing of the system and its components,
Including:
i) A description of the system and its components, its functioning and its purpose, including a
refrigerating system schematic diagram and electrical circuit diagram ii) Procedure for normal starting and stopping of the system iii) Procedure for stopping the system in an emergency iv) Causes of possible faults and appropriate methods of repair v) Proposals for planned maintenance including leak testing vi) Reference to the requirements of charging the refrigerant vii) A warning against the charging with the wrong refrigerant; viii) Precautions relating to the storage of supplementary refrigerant in a machinery room; ix) The refrigerant to be used and a warning that substitution of another refrigerant should not be
made without the approval of a competent person;

Earthcare Products Limited
12
x) Precautions to be made to prevent freezing in heat exchangers; xi) The functions, routine testing and maintenance of all safety and alarms; xii) Procedures to be followed in the event of emergencies and/or injuries to persons; xiii) Details of any necessary protective equipment.
d) Warning notes: i) Warning - keep ventilation openings in the appliance enclosure or in the structure for building in,
clear of obstruction; ii) Warning - do not use mechanical devices or other means to accelerate the defrosting process,
other than those recommended by the manufacturer; iii) Warning - do not damage refrigerant circuit; iv) Warning - do not use electrical appliances inside the food storage of the appliance, unless they
are of the type recommended by the manufacturer. Hydrocarbon safety label
Hydrocarbon specific components Where hydrocarbon specific components are available these should be used. For example, Danfoss now supply R290 and R1270 specific: Condensing units
8437
325
D
8.58 x ø7
192
228

Earthcare Products Limited
13
Compressors
B A
255
D C
E
ø16 ø19
151
8257107115
55 63
37° 37°
107
55
170178
165186
70 150
3510
1.6
127
127
B2
B1
63
3
ø9.7
218
Expansion valves
Pressure switches
Earthcare Products Limited
14
Filter driers
Sight glasses
Check valves
Earthcare Products Limited
15
Whilst these standards are specific to the EU and UK markets, we would strongly recommend that they are adopted as best practice guidelines for use in South and Central America. Initially, hydrocarbons were used as service refrigerants and retrofitted into existing equipment. As CFCs had largely been phased out by the time hydrocarbons became established, most of our work involved the retrofitting of HCFC systems, primarily R22. A typical example would be: Imperial College, London Library extension plantroom chiller A Trane Model No ECGAH230, Serial No EKG6298, using refrigerant R22, and manufactured in 1996, with a cooling capacity of 104KW, and absorbed electrical power of 27.4 kW fell a long way short of the minimum environmental and efficiency standards that the college was seeking to achieve. The following upgrades were carried out in June 2001: 1) Conversion from R22 to R290 refrigerant. 2) Installation of a suction / liquid heat exchanger. 3) Installation of Floating head pressure control 4) Installation of three (1 x 10 ton, + 2 x 15 ton) compressor motor controllers, which
modulate the voltage and current to the compressors. The cost of the above enhancements was £4,752.00 +VAT, and achieved energy savings of over 30%.

Earthcare Products Limited
16
5. The Earthcare range of hydrocarbon split systems We sought to investigate improvements to the energy efficiency of small split air conditioning systems. The exercise formed part of a wider ranging project - part funded by the UK Department of the Environment, Transport and the Regions under the "Partners in Technology” scheme - to look at energy saving opportunities at the time of refrigerant replacement. The result was an impressive efficiency gain of 20% and we were able to incorporate the achievements into our award winning range of Very Environmentally Friendly (VEF) split systems, launched at the Nuremberg I. K. K. Exhibition in 1998. Direct global warming impact was minimised in several ways. In particular we: Minimised the amount of refrigerant held within the units Removed traditional flared copper joints that are responsible for a high percentage of refrigerant leaks were eliminated from the systems. Copper capillary lines (small pipes for instrumentation and sensors that are particularly prone to cracking) were also eliminated Charged the system with propane (R290), a hydrocarbon refrigerant with a Global Warming Potential (or GWP) of 5, a fraction of the GWP of the competing hydrofluorocarbons (HFCs) Indirect global warming was also minimised by maximising energy efficiency: The thermodynamic properties of hydrocarbon refrigerants are well suited to this type of application, competing favourably on efficiency with all other alternatives The refrigerant charge was optimised in laboratory trials and the installation process achieves precise repetition of optimum charge for each unit The indoor unit (evaporator) was optimised using larger heat exchangers where necessary Floating head pressure control was used. This allows the condensing temperature to float as low as 20°C if ambient conditions allow, instead of being held artificially at around 40°C. This can achieve up to a 30% increase in efficiency compared to fixed head pressure The systems used fully flooded evaporators. This increases the cooling capacity and efficiency These were all comparatively small changes which, when combined, make a big difference. In re-designing the split system from bottom up, we were eager to maximise the advantage that could be gained by matching sensible heat ratio to climate. Most split system manufacturers optimise for comfort conditions based on a worldwide average climate model. On typical sites that we have surveyed, the majority of the cooling requirement is for equipment or process cooling of a sensible nature. However, units are used which are utterly unsuitable to our temperate climate. By way of example, we can compare the sensible heat ratios for commonly used Mitsubishi models against our equivalent model. A 4.9 kW PLH2 Mitsubishi Electric split system has a sensible heat ratio of 0.76, compared with 0.93 for a similar Earthcare model, based on Mitsubishi’s “UK cooling” conditions of 23°C dry-bulb and 16 wet-bulb indoor, 30c dry-bulb outdoor. Therefore, by simple optimisation of the indoor coils to suit the specific climate of operation, it is possible to achieve an average 6% improvement in sensible heat ratio, which in turn becomes a 6% improvement in energy efficiency. We have encountered a further problem, which has given rise to even more impressive energy efficient solutions, over-sized compressor motors. In order to cope with the high starting current required compared to the steady state running current, compressor motors are generally oversized. This makes them inefficient during steady state running. We tested various units with

Earthcare Products Limited
17
motor controllers designed to overcome this problem, achieving a further 15% power saving by modulating the voltage and current to the compressor at part load conditions. This reduces the motor core and winding losses and reduces power input. This “energy optimiser” will always seek to obtain the maximum energy reduction possible. However, the amount of energy that can be saved will always be a function of the load characteristics and duty cycle, supply voltage, motor type and rating and the application. Energy savings are possible because the System aims to supply the motor with precisely the amount of energy required for every condition of load demand. Because of this, the power factor at the supply terminals is maintained at the highest possible value. The effects of the energy optimising function is a cumulative economy in the consumption of electrical energy: Better performance of the motor by reduction of motor losses Reduction of heating losses in cabling due to lower voltages Initial inrush currents are minimised, preventing 'spikes' Potential reduction of peak load and maximum demand charges Further cost savings and other benefits are derived from the soft starting process itself, including: Reduced wear and tear on all the drive train components Extended lifetime on electrical contactors as they may be closed and opened off load Reduced maintenance and replacement costs We have now been selling Very Environmentally Friendly split systems for over six years. 6. Close Control Systems a) Communications Rooms 11-21kW We have added the Ecotel Indoor Telecom series to our range. This is available in up-flow and down-flow configurations for cooling duties between 11 – 21kW. A single packaged unit, the Ecotel is sited in the room to be cooled. It should be sited against an external wall so that the integral condenser can be ducted to outside. The Ecotel includes a free cooling feature for use when ambient temperatures drop below the required room temperature. It is particularly suited to communications room applications as sensible heat ratios are typically about 0.86 or higher. b) High Specification Systems 7-35kW For higher specification applications, we can offer the Unicomm range, which comprises of 13 models in 5 cabinet sizes with nominal capacities from 7kW to 35kW. As before, this is a single packaged unit, which is sited in the room to be cooled. It should be sited against an external wall so that the integral condenser can be ducted to outside. The Unicomm range includes a free cooling feature for use when ambient temperatures drop below the required room temperature. Sensible heat ratios range from 0.8 to 0.95, but full close control of both temperature and humidity is available.

Earthcare Products Limited
18

Earthcare Products Limited
19
7. The EHS Range of Hydrocarbon Chillers Manufactured to our specifications, this range consists of some of the most efficient, quiet and reliable chillers on the market today. Used on sites across the country, these chillers have a proven record of accomplishment for solid performance and low running costs. They have the added advantage of offering unparalleled environmental performance in their sector. We have taken three key steps to minimise direct global warming: 1) Refrigerant charge By careful design and the fact that our refrigerants weigh 60% less than HFCs, this is restricted to less than 100g per kW in all our chillers. 2) Refrigerant emission rate Undue emissions have been minimised by the elimination of on-site refrigeration pipework, copper-to-copper flared joints and copper capillary lines. We also utilise conventional mineral oils, thus eliminating the higher risk of leakage from gaskets and shaft seals when using synthetic ester oils. 3) Refrigerant global warming potential Both our chillers and heat pumps units operate on R1270, the HCFC 22 replacement with the lowest global warming potential (GWP): Refrigerant GWP6 R1270 5 HFC134a 1410 HFC407c 1750 HFC410a 2060 We have taken four key steps to minimise indirect global warming by maximising energy efficiency: 1) Low energy refrigerant The use of hydrocarbon refrigerants reduces energy consumption relative to HCFC 22 and all other alternatives, due to more favourable thermodynamic characteristics 2) Fully flooded evaporator Normally only available via expensive electronic expansion valves, we have achieved zero superheat by the application of a plate suction liquid heat exchanger with the phial of the expansion valve located downstream of the heat exchanger. The lower condensation temperature relative to HCFC 22 improves the efficiency of the internal heat exchanger. Heat transfer is increased between the liquid up stream of the expansion valve and the vapour upstream of the compressor, thus improving the coefficient of performance (COP) still further. 6 Global warming potentials quoted from IPCC/TEAP (SROC), issues related to HFCs and PFCs April 2005

Earthcare Products Limited
20
3) Floating head pressure control Floating head pressure control allows the condensing temperature to float as low as 20°C if ambient conditions allow, instead of the normal 40°C. This is particularly beneficial for chillers that operate year round or at night when ambient temperatures are lower. 4) Optional compressor motor control The optional compressor motor control modulates the voltage and current to the compressor at part load conditions. This reduces the motor core and winding losses and reduces power input. The effectiveness of compressor motor control is enhanced by the fact that the lower mass flow rate, density and viscosity of hydrocarbon refrigerants reduced the load on the motor. Pay back on compressor motor controllers is typically less than eighteen months. Four distinct ranges of chillers are offered: The mini EHS 020-200 range, the small EHS 250-450 range, the medium EHS 1200-1450 range, and our new large EHS 1451-2280 range up to 1265 kW cooling output. All units are available as reverse cycle heat pumps, details upon request. The larger screw compressor models use specially selected polyglycol oils, which are resistant to dilution by hydrocarbons. Tests have indicated up to an eighteen percent improvement in volumetric efficiency over conventional refrigerant and oil combinations. We predict further improvements when we finish development of our vapour injection economised screw initiative. The combined effect of the energy efficiency measures result in a potential energy saving in excess of 50% for chillers that operate year round when compared to minimum first cost chillers without energy saving features. Commissioning is carried out on site under strictly controlled conditions: The system is pressure tested to 400 PSIG using oxygen-free nitrogen and then triple evacuated down to 1 Tore pressure prior to electronically measured specified hydrocarbon refrigerant being introduced to the system Commissioning is carried out by a hydrocarbon registered refrigeration engineer, in compliance with the codes and safety standards that are appropriate to the use of flammable refrigerants and related equipment Safety labelling is affixed to plant, to all pipework at 1m intervals and to the compressor The client is invited to witness commissioning. Once commissioning is complete a handover meeting is arranged, at which Earthcare’s client manager and commissioning engineer are in attendance

Earthcare Products Limited
21
Every project has to be judged on its individual merits but this is a typical real life cycle cost example: EHS Life-cycle Analysis
Earthcare EHS2104 HFC134a Chiller Cooling Output kW 625 625 COP 4.15 2.82 Power Input kW 150.6 221.6 Run Hours 3,000 3,000 Load Factor % 50 50 Annual Energy Consumption kWh 225,900 332,400 Cost of Energy £/KWh 0.063 0.063 Annual Running Cost £ 14,231 20,941 Capital Cost £ 62,110 52,000 10 year Running Cost £ 142,310 209,410 10 year life cycle cost £ 204,420 261,410 10 year saving £ 56,990 Percentage saving % 27.9
Given that we have deliberately given the product a low profile, we are very pleased with sales to date:
Site Number of chillers
Cooling capacity (kW)
Absorbed power (kW)
Refrigerant charge (kg)
Confectionary Factory, York 1 155.1
44.8
2 x 5.8
Horsham Arts Centre 2 171.3
52.9
11.2 +7.2
Government Laboratory, Birmingham 1 331.6
92.4
2 x 13.6
Alverston Library, Derby 2 22.9 6.1 2.48
London Transport, West Kensington 3 31.9
8.6 2.48
DVLA Oxford 1 32.7
8.6
2.48
Middlesex University, Hendon 3 32.7
8.6
2.48
Brighton Library 1 116.8
32.6
2 x 3.4
Shropshire County Council 1 27.94 8.46
2.48
DEFRA Whitehall 1 5.0 @ -6°C 2.98 0.82
Pharmaceutical Company, Welwyn Garden City
5 132.3 37.4 2 x 6.8
Government Laboratory, Chepstow 1 48.3 11.2 2 x 2.8
DFT, Westminster 3 126.8 39.4 2 x 7.8
National Trust, Swindon 2 48.3 11.2 2 x 2.8
DEFRA, Weybridge 2 106.6
30.3 3 x 4.8
Pharmaceutical Company, Beckenham 6 364.0 120.0 12 x 3.0
Church House, Westminster 1 624.5 150.4 2 x 30.0
Earthcare Products Limited
22
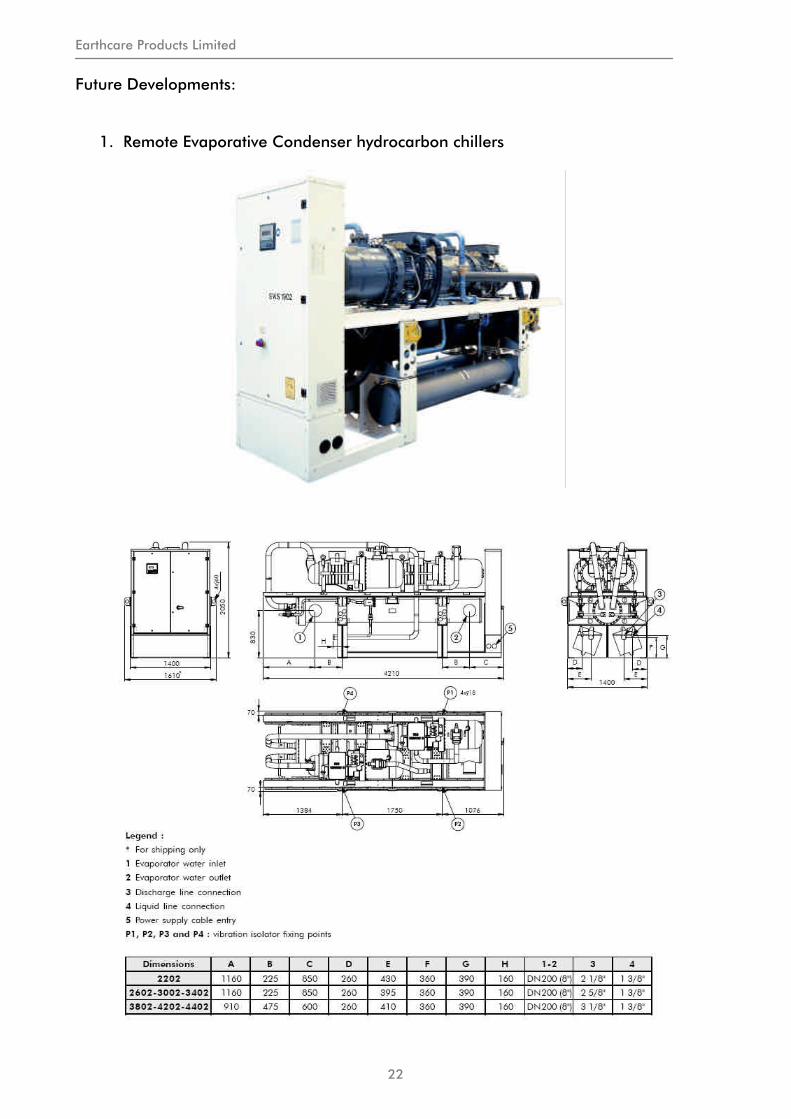
Future Developments:
1. Remote Evaporative Condenser hydrocarbon chillers

Earthcare Products Limited
23
2 Ground water cooled hydrocarbon chillers

Earthcare Products Limited
24
8. Practical Example 1 -Buntingsdale School Shropshire County Council, which maintains Buntingsdale School, had been concerned at the cost of heating the school. The high cost was in part due to the building’s method of construction but mostly due to the presence of electrical night storage heaters. These were noisy, bulky, uneconomic and difficult to control. The school suffered many days where teaching was difficult due to excessive heating, especially on mild days in spring and autumn. Two types of ground source were considered, boreholes or so-called “slinky-loops”, which are laid under the surface of the ground below the plough-line. Local geological conditions did not permit the use of a borehole so a slinky-loop was opted for. This was only made possible by kind loan of an adjacent field by a local farmer. In this system, a water to water heat pump would be connected to MDPE pipework arranged in ‘slinky’ coils laid in trenches dug in the field. A glycol solution would be circulated to extract low-grade heat from the ground. This heat would be upgraded to a useful temperature by the heat pump unit before being distributed to 18 local fan coil units of varying sizes. The budget for the entire project was around £70,000. The heat pump chosen was one Earthcare EGS21 reversible heat pump chiller, providing 36.4 kW heating output as water at 46°C. The power input is 8.46kW, giving a COP of 4.3 when using propylene glycol at 0°C as the heat source. Noise levels were specified to be suitable for classroom / meeting room / lecture theatre applications. This solution delivers a number of benefits:
• the fan coil units are smaller, less intrusive, more controllable and quieter than the electric night storage heaters they replaced
• overall system efficiency is higher • energy savings are matched by similar carbon savings • the school now enjoys comfort cooling in the summer months
In addition to using a ground source heat pump, which has inherent energy efficiency and environmental advantages, further performance gains were brought with the use of hydrocarbon refrigerant coupled with the optimisation of the heat pump chiller unit itself. Most heat pumps currently use synthetic refrigerants with a high global warming potential. The table illustrates the comparative environmental impact of different Refrigerants. Quite apart from the environmental problems inherent in the use of these refrigerants, they make far-from-ideal heat pump working fluids. For example, the critical temperature of HFC R410A is only 72°C, far less than for the previous generation HCFC R22, which has a critical temperature of 96°C. However, by using hydrocarbon refrigerants, it is possible to attain similar critical temperatures to those achieved by R22. The hydrocarbon R290, for instance, has a critical temperature of 97°C, making it the ideal replacement for heat pump applications that would previously have used R22. Our two preferred hydrocarbons for heat pump applications are propane (R290) and propylene (R1270). Both refrigerants have zero Ozone Depletion Potential (ODP) and a negligible Global Warming Potential (GWP) of only 3. R1270 offers the same heating capacity as R22, whereas R290 offers higher sink temperatures (65°C instead of 55°C), meaning it can be used with conventional radiators and those domestic hot water applications where many R407C heat pumps must use electric resistance booster heaters to raise the water temperature above the Legionella risk zone. In this case, propylene (R1270) was used as the refrigerant, as it was more suited to this application, giving higher thermal output capacity at the design conditions:
Earthcare Products Limited
25
Heat Output (R 1270) B0/W46 36.4 kW Heat Output (R290) B0/W46 30.6 kW Heat Output (R407C) B0/W46 31.3 kW
Ten years of experience has taught us that apart from the safety issues, standard components work better with hydrocarbon refrigerants than with R22 or R407C. In particular, compressors run quieter and cooler. The expansion valve requires only slight adjust to compensate for the 60% reduction in mass flow rate. If the heat pump is to operate at temperatures above 50°C then the compressor oil should be changed to an SP100 mineral type grade 4, but at lower temperatures the original oil, whether mineral or ester, will be suitable. The combined effect of the energy efficiency measures adopted, together with day omit time clock control result in an energy saving in excess of 79% relative to direct electric heating. A single pumped fan coil circuit provides either heating or cooling. A 2-pipe fan coil installation was designed, with the fan coils being oversized relative to traditional heating systems providing due allowance for the lower flow temperatures of the heat pump. Insulated plastic pipework was used throughout, run at low level under the floor. A buffer tank with a nominal 500 litres internal capacity was included to minimise compressor cycling and to allow for the inclusion of low cost electric immersion heaters for back up. In winter, the heat pump heats and in summer provides comfort cooling as required.
Externally, it was intended that fifteen 50m long, deep slit trenches to accommodate vertical slinky coils be dug in the adjacent farmer's field. In practice, the trenches had to be dug shallower and wider than originally intended (1.2m deep and 1m wide) because the soil type meant that the trenches had a tendency to collapse. The pipework was arranged into ‘slinky coils’ 1m in diameter, and laid horizontally at the bottom of the trenches.
Earthcare Products Limited
26
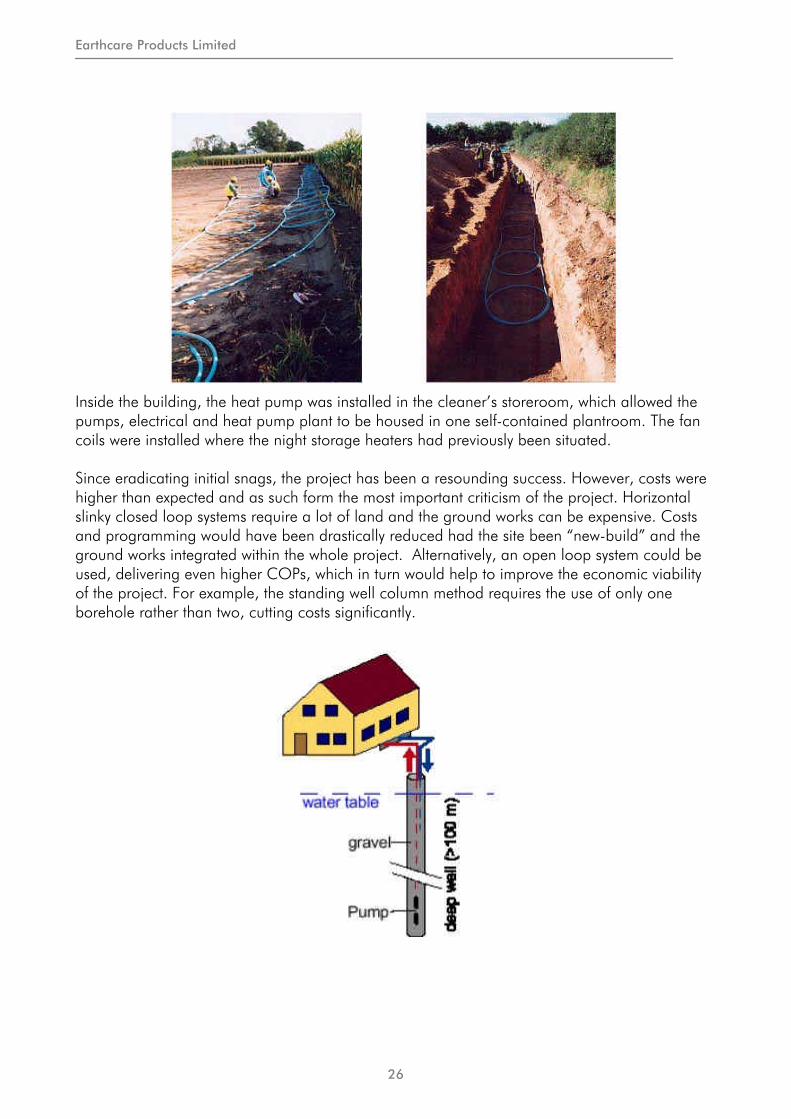
Inside the building, the heat pump was installed in the cleaner’s storeroom, which allowed the pumps, electrical and heat pump plant to be housed in one self-contained plantroom. The fan coils were installed where the night storage heaters had previously been situated. Since eradicating initial snags, the project has been a resounding success. However, costs were higher than expected and as such form the most important criticism of the project. Horizontal slinky closed loop systems require a lot of land and the ground works can be expensive. Costs and programming would have been drastically reduced had the site been “new-build” and the ground works integrated within the whole project. Alternatively, an open loop system could be used, delivering even higher COPs, which in turn would help to improve the economic viability of the project. For example, the standing well column method requires the use of only one borehole rather than two, cutting costs significantly.
Earthcare Products Limited
27
Where a closed loop is required and the project is “new build”, we would advocate energy piles, i.e. burying the closed loop in the building foundation piles, an approach frequently used in Austria.
This project has demonstrated that the technology is practical, feasible and can be improved further. For instance, if the COP can be raised to 5.3 then two units of renewable energy could be delivered for every unit of electricity consumed. This is a reasonable target given that COPs of up to 6.0 are achievable using currently available commercial technologies Quite apart from the environmental problems inherent in the use of HFCs, they make far-from-ideal heat pump working fluids. For example, the critical temperature of HFC R410A is only 72°C, far less than for the previous generation HCFC R22, which had a critical temperature of 96°C. However, propane, R290, has a critical temperature of 97°C, making it the ideal replacement for heat pump applications that would previously have used R22. The use of R290 allows sink temperatures up to 65°C so it can be used with conventional radiators and those domestic hot water applications where many R407C heat pumps must use electric resistance booster heaters to raise the water temperature above the Legionella risk zone. The use of economised scroll compressors would provide COP gains of at least 12% and capacity gains of at least 29% whilst also allowing water temperatures up to 70°c without SCOPs dropping below 3.2, thus opening up the wet radiator market to heat pumps. In the next 15 years, worldwide demand for energy is forecast to increase by 75%7. Building services will account for around 45% of this figure. This scenario is wholly unsustainable using fossil fuel combustion technologies. Although the concept of heat pumps is not new, the fact that the emerging heat pump market relies heavily on environmental rather than economic drivers makes it difficult to see how a mass market in heat pumps can be achieved using HFC refrigerants. I hope, therefore, to see natural working fluids such as hydrocarbons used in heat pump applications.
7 Prof. James Lovelock, 24th May 2004
Earthcare Products Limited
28
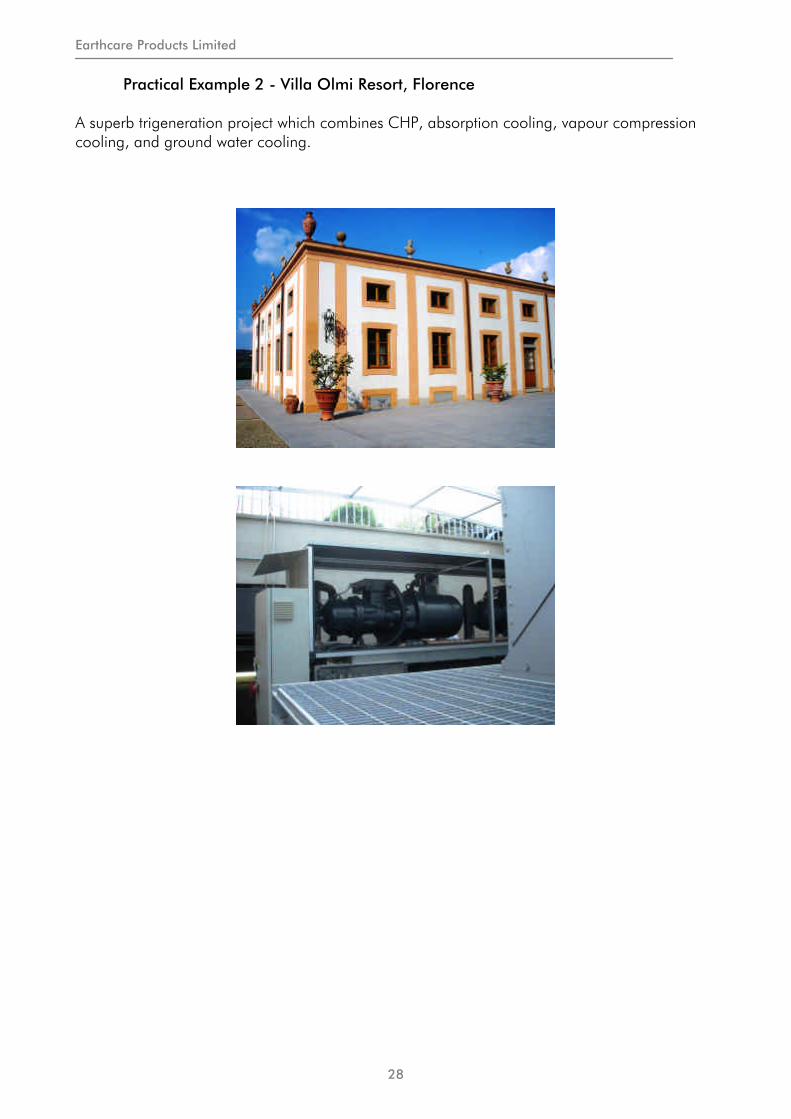
Practical Example 2 - Villa Olmi Resort, Florence A superb trigeneration project which combines CHP, absorption cooling, vapour compression cooling, and ground water cooling.

Earthcare Products Limited
29
Earthcare Products Limited
30
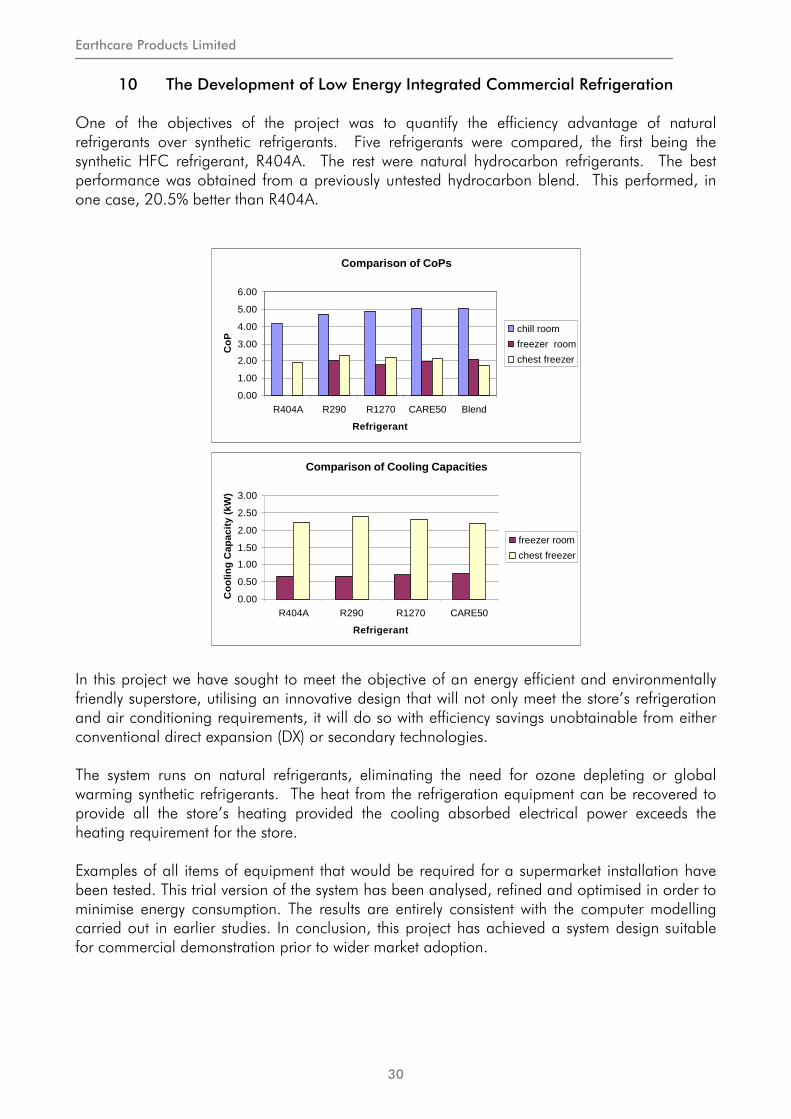
10 The Development of Low Energy Integrated Commercial Refrigeration One of the objectives of the project was to quantify the efficiency advantage of natural refrigerants over synthetic refrigerants. Five refrigerants were compared, the first being the synthetic HFC refrigerant, R404A. The rest were natural hydrocarbon refrigerants. The best performance was obtained from a previously untested hydrocarbon blend. This performed, in one case, 20.5% better than R404A.
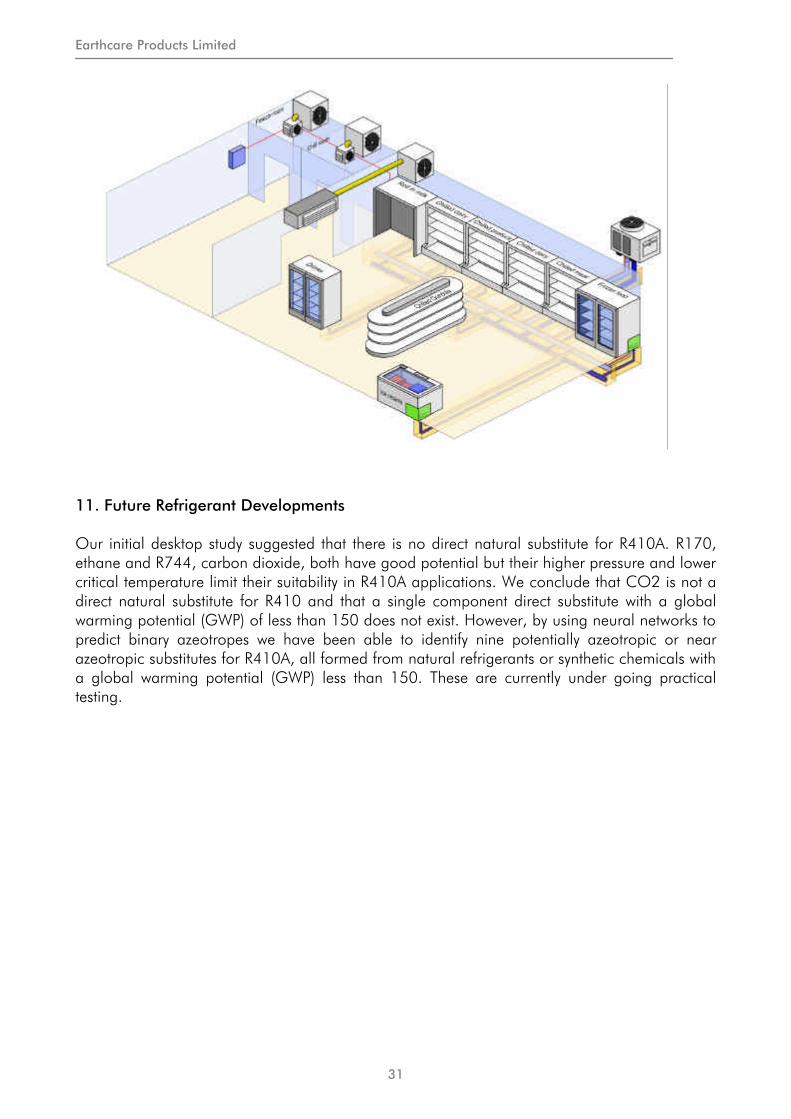
In this project we have sought to meet the objective of an energy efficient and environmentally friendly superstore, utilising an innovative design that will not only meet the store’s refrigeration and air conditioning requirements, it will do so with efficiency savings unobtainable from either conventional direct expansion (DX) or secondary technologies. The system runs on natural refrigerants, eliminating the need for ozone depleting or global warming synthetic refrigerants. The heat from the refrigeration equipment can be recovered to provide all the store’s heating provided the cooling absorbed electrical power exceeds the heating requirement for the store. Examples of all items of equipment that would be required for a supermarket installation have been tested. This trial version of the system has been analysed, refined and optimised in order to minimise energy consumption. The results are entirely consistent with the computer modelling carried out in earlier studies. In conclusion, this project has achieved a system design suitable for commercial demonstration prior to wider market adoption.
Comparison of CoPs
0.00
1.00
2.00
3.00
4.00
5.00
6.00
R404A R290 R1270 CARE50 Blend
Refrigerant
Co
P
chill room
freezer room
chest freezer
Comparison of Cooling Capacities
0.00
0.50
1.00
1.50
2.00
2.50
3.00
R404A R290 R1270 CARE50
Refrigerant
Co
olin
g C
apac
ity
(kW
)
freezer room
chest freezer
Earthcare Products Limited
31
11. Future Refrigerant Developments Our initial desktop study suggested that there is no direct natural substitute for R410A. R170, ethane and R744, carbon dioxide, both have good potential but their higher pressure and lower critical temperature limit their suitability in R410A applications. We conclude that CO2 is not a direct natural substitute for R410 and that a single component direct substitute with a global warming potential (GWP) of less than 150 does not exist. However, by using neural networks to predict binary azeotropes we have been able to identify nine potentially azeotropic or near azeotropic substitutes for R410A, all formed from natural refrigerants or synthetic chemicals with a global warming potential (GWP) less than 150. These are currently under going practical testing.

Earthcare Products Limited
32
NICHOLAS COX F.Inst.S.M.M.GCGI M.Inst.R
Nicholas Cox, the Managing Director of Earthcare Products Limited, is considered a leading authority on environmentally friendly refrigeration and air conditioning. During a long career in this field, he has presented many papers on the subject. A fellow of the Institute of Sales and Marketing Management, he was awarded a graduateship of the City and Guilds of London Institute for his work on how industry could better utilise natural refrigerants and energy efficiency. He has advised both the UK government and the EU commission on environmental aspects of refrigeration and air conditioning, and he has carried out reviews and submitted written responses to proposed and pending policy documents and legislation regarding refrigerant issues. He is at the forefront of industry developments: In 1986, he designed, installed and commissioned a water source heat pump cooling system for the London Docklands Development Corporation. In 1989, he developed a heat recovery refrigeration unit for cooling beer cellars. In 1994, he was the first person in the UK to use propane as an alternative refrigerant for air conditioning systems. In 1996, he developed and launched a new range of Very Environmentally Friendly (VEF) Chillers In 1997, he developed the first hot & cold drinking water dispenser to use hydrocarbon refrigerants. In 1998, using grant funding from the DETR ‘Partners in Technology Scheme’ he developed and launched a new range of Very Environmentally Friendly heat pump and air conditioning split systems. In 1999, he designed, installed and commissioned the largest air conditioning thermal storage system in the UK, using ammonia and aqueous urea slurry-ice. In 2005, he completed development of an integrated low energy refrigeration, air conditioning, and heat recovery system for supermarkets. Currently, he is involved in the development of high pressure blended natural refrigerants.

Earthcare Products Limited
33
Earthcare Products was created in response to the growing demand for environmental ly fr iendly refr igeration and air condit ioning. It has helped to force the pace of change in the industry by encouraging both government and business to come to terms with the very serious global warming impact that synthetic refr igerants produce. It has also struck a chord with those companies and publ ic bodies who are increasingly concerned with the energy eff ic iency of their operations. Our bel ief in alternatives to damaging refr igerants was vindicated by the Government’s response to the Kyoto Protocol, which makes clear that HFCs are unsustainable in the long term. Earthcare has demonstrated that these alternatives can del iver signif icant energy savings over conventional equipment.
Entirely independent of manufacturers or producers, Earthcare is free to recommend the most effect ive and dependable solut ions to cl ients, amongst which are now numbered some of the world’s most respected names. In the publ ic sphere, this have included the European Commission, the former Department of Environment, Transport and the Regions (DETR), the Middlesex, Warwick and London Universit ies, Imperial Col lege of Science and Technology, HM Customs and Excise, Great Ormond Street Hospital and many other NHS trusts, and a number of local authorit ies. Our experience of working with private sector cl ients is s imilar ly widespread: HP Bulmer plc, the Co-operat ive Bank, Body Shop and McDonalds al l number amongst our many customers. Our advice and equipment has been sought at the Mi l lennium Dome and the Earth Centre.
Earthcare has helped many businesses and organisat ions real ise the "green dividend" of reduced costs brought by better environmental pract ice. We wil l continue to str ive to show that the f inest heating services need not compromise either budgets or the environment.
Earthcare Products is registered with Constructionl ine, the UK Government onl ine referral service for approved contractors and consultants. Earthcare is registered with Greentie, the International Energy Agency (OECD) sponsored register of contractors and consultants special is ing in technologies that aid greenhouse gas reduction. Earthcare is a corporate member and signatory of E Mission 55, the European-wide business associat ion that supports rat i f icat ion of the Kyoto Protocol . Earthcare has worked extensively with EA Technologies under the Government’s Partners in Technology Scheme. Earthcare has been a f inal ist and winner of a number of awards, including:
• ACR News Awards 1999: "Environmental Init iat ive" • H&V News Awards 1999: "Marketing Init iat ive"• Hertfordshire Business Awards 1999: "Greening Supply Chain"

Earthcare Products Limited
34
Prepared and submitted by: Earthcare Products Ltd. 405 Mill Studio Crane Mead, Ware Herts. SG12 9PY Telephone: +44(0) 1920 444082 Facsimile: +44 (0) 1920 468686 [email protected] www.earthcareproducts.co.uk
Earthcare is unique in the heating industry in being able to provide for its cl ients a complete consultancy package focussed on their refrigeration and air conditioning assets and built around addressing these concerns. We employ a three-point consultancy system of audit, assessment and advice, which wil l enable the cl ient to cut energy costs, el iminate legislative risk and maximise purchasing power. Al l advice given is based upon sound commercial incentive and a detai led knowledge of both the technical and legal aspects of refrigeration design and application. Further services, such as technology briefings and integrated site services design are also offered. Earthcare is committed to helping its cl ients fulf i l the advice they receive and wil l therefore provide on-going assistance through the implementation process. Our goal is to ensure that the cl ient can manage change on its own so future costs are kept to a minimum.