Microstructural Evaluation of Hydrogen Embrittlement and ...

Susceptibility to hydrogen embrittlement for C72900 exposed to H2S environment and under cathodic polarization in simulated seawater
Roy Johnsen1, Torstein Lange2 and Jim Stian Olsen1, 3
1 Norwegian University of Science and Technology, Norway, [email protected]
2 SINTEF, Norway, [email protected] 3 Aker Solutions, Norway, [email protected]
Abstract C72900 is a copper alloy containing 15% Ni and 7% Sn that combines high strength with anti-galling properties, it is non-magnetic, is easy to machine and has acceptable corrosion resistance in selected environments. The alloy has been used in bushings and bearings for aircraft, industrial equipment and heavy equipment. It is also used for oil and gas environments. In the open literature limited information about corrosion properties and resistance against hydrogen embrittlement (HE) have been published. However, material suppliers have published test results concluding that i) corrosion rate in seawater < 20 µm/year, ii) the material is not exposed to HE under cathodic protection in seawater, iii) the material is approved according to NACE MR0175 for use at NACE Levels I, IV and V with uniform corrosion rate below 100 µm/year. This paper presents results from testing of resistance against HE for Toughmet 3 AT110 alloy. The material has been tested against; i) sulfide stress cracking (SSC) according to ISO 15156-3 Level V by use of the four point bend (4PB) method, and ii) cathodic polarization in simulated seawater with specimens under tensile load. The outcome from the test program can be summarized as:
1. The results from SSC testing according to ISO 15156 Level V contradict the information given in the suppler information. o Severe transgranular cracks observed o Severe uniform - in the order of 1.2 mm/year – and pitting corrosion observed
2. The alloy did not suffer from hydrogen stress cracking (HSC) during tensile load above yield stress and cathodic polarization in seawater.
Keywords; UNS C72900, Sour service, sulfide stress cracking (SSC), hydrogen stress cracking (HSC), corrosion

Introduction [1]
Copper-nickel alloys are widely used in marine environment due to their resistance against corrosion and good anti-fouling properties. However, severe corrosion attacks have been seen in polluted seawater containing hydrogen sulfide (H2S) [2]. One drawback with these alloys is the limited mechanical strength. Most copper-based alloys derive their strength from solid solution hardening, cold working, precipitation hardening, or a combination of these. In the ternary copper-nickel-tin alloys that include Cu-15Ni-8Sn (UNS C72900) the improved mechanical strength is produced by controlled thermal treatment that causes spinodal decomposition. Classic spinodal decomposition takes place spontaneously and does not require an incubation period. Instead of the typical nucleation and- growth process, spinodal decomposition is a continuous diffusion process in which the original alloy decomposes into two chemically different phases with identical crystal structures. Each phase in the spinodally hardened alloy is on the nano-scale and is continuous throughout the grains up to the grain boundaries. Spinodal decomposition in copper-nickel-tin alloys triples the yield strength of the base metal and results from the coherency strains produced by the uniform and high-number density dispersion of tin-rich perturbations in the copper matrix. Cold working prior to the spinodal hardening treatment adds additional strength and ductility. Spinodal decomposition hardening only happens under certain conditions. The solid-state phase diagram of a spinodal system must contain a miscibility gap, a region in which the single phase alloy separates into nano-phases. The alloying elements must also have sufficient mobility in the parent matrix at the miscibility gap to allow inter diffusion. Heat treatment steps for spinodal decomposition include:
1. Homogenization at a temperature above the miscibility gap to develop a uniform solid solution of a single phase.
2. Rapid quenching to room temperature to retain the solid solution state. 3. Reheating to a temperature within the spinodal region to initiate the reaction, and
holding for sufficient time to complete the spinodal decomposition. Alloys strengthened by spinodal decomposition develop a characteristic modulated microstructure. Through this strengthening process yield stresses in the range 655 MPa (cast or wrought) to 1035 MPa (wrought and cold worked) can be achieved for ToughMet 3®1 (UNS C72900). According to supplier information the unique metallurgy and microstructure of the Cu-Ni-Sn alloys offer a beneficial combination of strength, tribology properties, corrosion resistance, toughness and easy to machine. Due to these properties there has been an increased interest for use of Cu-Ni-Sn alloys in the oil & gas industry. Experiences from published literature UNS C72900 is used in components exposed to seawater and in well fluid containing water, CO2 and/or H2S and different acids. Hydrogen embrittlement [3-4] is potential treat to materials exposed to cathodic polarization or H2S (sour service). ISO 15156 [4] is a standard
1 Supplied by Materion /www.materion.com/

that is established to provide a set of guidelines for the use of materials in sour (H2S) environments. The standard lists service conditions that are accepted for different alloys without causing SSC or stress corrosion cracking (SCC). Copper based alloys are listed in Annex A, Part A.12 and says: Copper-based alloys have been used without restrictions on temperature, pH2S, Cl—content, or in-situ pH in production environment. Limited field experiences are published about the behavior of UNS C72900 exposed to well fluid containing H2S or to cathodic polarisation. However, some results from laboratory testing have been published. In 2004 Ratka et.al. [5] presented results from corrosion testing in seawater and slow strain rate testing (SSRT) under freely corroding and under cathodic polarisation to – 1000 mV vs. SCE in synthetic seawater according to ASTM D1141 [6]. This paper concludes that the alloy with and without cathodic polarization was resistant to stress corrosion cracking and hydrogen embrittlement based on the SSRT results. In another paper published in 2005 Tuck tested three types of high strength Cu-Ni alloys with respect to resistance against hydrogen embrittlement [7]. UNS C72900 was one of the alloys in the test program. The alloys were tested according to NACE TM0177 [8] SSC test and NACE TM 0198 [9] SSRT. The SSC tests were carried out at ambient temperature with the specimens statically loaded to 0.2% of proof stress for 720 hours. The environment used was of 500 cm3 volume consisting of 50 g/l sodium chloride with 5 g/l acetic through which passed a few bubbles per minute of hydrogen sulfide. Slow strain rate testing was carried out at a strain rate of 10-5 s-1. The environment used in these tests was 10% ammonium chloride and the temperature was 82°C. The following conclusions were drawn from the test program:
1. Alloy UNS C72900 fractured after 180 hours in the SSC test. The fracture displayed by the alloy was of brittle intergranular nature.
2. Alloy UNS C72900 showed brittle fracture in the SSRT. This was documented by a reduction in the Reduction of Area (RA) value compared to fracture in air.
Cribb [10] published in 2007 results from tests with UNS C72900 according to NACE Standard MR0175/ISO 15156-3 [4, 8]. Tests according to Level I, II, IV, V and VII were included for cold worked (TS), hot worked (TX) and cast samples (CS). Based on the results for UNS C72900 TS temper rod, the following conclusions were drawn:
1. TS temper at 1100 MPa ultimate tensile strength showed no cracking tendency after 30 day exposure at Levels I, II, IV and marginal immunity at Level V.
2. In comparison, CX and TX tempers did not crack at Level V. 3. Cracking of TS temper was of the intergranular type with little branching or
transgranular fracture. 4. Acceptably low corrosion rates (<0.25 mm/y) were exhibited up to Level IV
environments; Level V exposure, though, increased the rate somewhat higher. According to supplier information for alloy UNS C72900 tempered to AT 110 documented in data sheet [11], this alloy has been approved according to MR0177/ISO15156 for unrestricted sour service use up to 1500C in NACE Levels I, IV and V. Minor uniform corrosion up to 3 mils (0.075 mm/y) can be foreseen according to the published information.

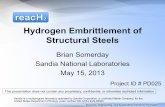
Test program Due to the discrepancies in published information regarding resistance against SSC for UNS C72900, a test program was established to document the resistance against SSC and HSC [3, 4] for UNS C72900 tempered to AT 110. Test material and test samples One forged rod with diameter 235 mm made from CuNi15Sn8 (UNS C72900) was supplied from Materion Brush GMBH [11]. The rod was tempered according to AT110 to achieve the actual mechanical properties. Table 1 shows the mechanical properties at room temperature according to the material certificate accompanying the delivery, and corresponding data measured in-house. The chemical composition of the alloy was in accordance with the specification; Ni: 14.5-15.5, Sn: 7.8 – 8.5 and Cu: remaining. Due to the fact that the SSC testing was performed at 1500C, a stress-strain curve was established at this temperature. Actual yield strength (AYS) was estimated to 755 MPa. One sample was etched in a solution of 10 ml glycerol, 15 ml HCL and 5 ml HNO3 and exposed in this solution for 50 seconds. After rinsing in distilled water, the average grain size was estimated according to ASTM E112 [12]. An ASTM number of 2.64 corresponding to average grain size of 149 µm was found. Figure 1 shows the microstructure of the alloy. Table 1 Mechanical properties and grain size for UNS C72900 AT110 at room
temperature (RT) and 1500C. Temperature
[0C] Strength [MPa] Elongation
[%] Hardness
HRC Grain size [µm] Yield1), RP0.2 Fracture2), Rm
RT 772 889 9 32 126 Average values from in-house testing
RT 787 913 12.5 35 149 1500C 755 849 15.0 - -
1) Equal to Actual Yield Strength (AYS), 2) Ultimate tensile strength
Figure 1 Microstructure of UNS C72900 after etching (Size indicator: 200 µm).
!

Figure 2 Forged rod with positioning of test samples – a) 4PB SSC specimens, b)
Uniaxial tensile test HSC samples. Test procedure Test A – SSC testing This test was done according to TMM0177 and Level V in ISO 15156-3, Table E1 [4] with 4PB test samples. Table 2 shows the test parameters and the conditions. Four Point Bend specimens were used for the SSC test. The dimension was 120 mm x 15 mm x 7 mm (length x width x thickness). The specimens were wet grounded to a surface finish of mesh 1000 with SiC paper and then pre-examined in a light microscope to control if they were acceptable with respect to pores, inclusions or other irregularities. The specimens for HSC testing were sub-sized tensile specimens according to TM0177, Section 8: Method A. Test samples were machined from the forged rod and they were machined from inside the rod – approximately 40 mm (1/3 R) from the outer surface. Figure 2a) shows a schematic presentation of the position of the SSC samples, while Figure 2b) shows the positions of the samples for HSC testing. The 4PB specimens were deflected to a strain level equal to 100% of AYS at 1500C. Based on earlier experiences and evaluation with regard to controlled loading of 4PB specimens, a calibrated extensometer was used for this loading. The specimens were mounted in four-bend jigs from titanium and rollers made from Al2O3 (alumina) to ensure that the specimens are electrically insulated from the jig to avoid galvanic corrosion. The four-bend jigs with stressed specimens were placed in an autoclave that was filled with the defined electrolyte, gas composition, and pressure and then heated to 1500C. This was done according to a well tested procedure to secure the right condition in the autoclave as described in Table 2. Oxygen content (Orbisphere 410), H2S content (to document saturation) and pH were measured during the exposure period of 720 hours to document stable values. Test B – HSC specimens This test was executed to simulate conditions for components exposed to cathodic polarization in seawater. Detailed test conditions are described in Table 3. Tests were executed in proof rings as described in TM0177, Section B: Method A, see also Figure 3 with a complete test set up including test specimen.
X
Tensile test specimen
4PB specimen (120 x15 x 7 mm) Ø235 ToughMet® 3 AT 110 Cu-alloy rod
1 in 2
in 3 in
4 in
1/3 R 1/3 R 1/3 R
D = 235 mm
1/3 R ≈ 39 mm
Bolt: 260 mm x Ø235 mm

Figure 3 Hydrogen stress cracking - Left: Proof ring with test sample mounted.
Right: Machined test samples (only 4 samples were tested). Table 2 Test conditions for 4PB testing of UNS C72900 AT110 according to ISO
15156 [4].
!
Sulfide Stress Cracking 4PB testing – ISO 15156 Level V Test parameters and conditions
Temperature 150 ± 5°C Number of specimens Three (3) parallel specimens
Electrolyte 91000 mg/l Cl- added as 150.0 g/l NaCl 500 mg/l HCO3
- added as 0.69 g/l NaHCO3 pH 5.0 ± 0.2 Partial pressure of H2S 7 bars Partial pressure of CO2 14 bars Water vapor pressure of H2O at 205°C
5 bars
Test gas composition 33 mole% H2S in CO2. Total test pressure 26 bars Maximum oxygen level < 10 ppb
Stress level (deflections) Deflected to strain corresponding to 100% of AYS (RP0.2) at 150°C
Strain monitoring method Calibrated extensometer - tension side of specimen Test period 720 hours (30 days)
Post examination 1. Light microscope examination. 2. Examination of 2-3 sections of each specimen
in polished and etched conditions.

Table 3 Conditions for testing of HSC resistance of UNS C72900 AT110.
Results Test A – Sulfide Stress Corrosion testing The autoclave with the 4PB samples was opened after 720 hours. It was immediately observed that all three specimens had cracked and suffered from severe corrosion, see Figure 4. However, the specimens were still in tension, indicating that the cracks were not penetrating through the entire thickness of the specimens.
Description Test parameters and conditions
Not-stressed sample
Pre-charging of samples
Four (4) samples were pre-charged at 1200C in a 2:1 mixture of glycerol and 85% phosphoric acid for 10 days. Electrochemical potential kept at -1050 mV vs. Ag/AgCl.
Tensile testing Temperature 22 ± 2°C
Exposure conditions 1. Four (4) pre-charged specimens exposed to
3.5% NaCl solution and polarized to -1050 mV vs. Ag/AgCl.
Step 1 - Tensile load and increase in load
1. Loaded to 100% AYS for 10 days (adjusted for creep daily).
2. If no fracture after 10 days at 100% AYS, 4% load increase per 24 hours until fracture.
Outcome: Fracture stress (FS)
Step 2 – Constant load Three (3) pre-charged samples were loaded to 90% of FS, exposed to 3.5% NaCl solution, polarized to -1050 mV vs. Ag/AgCl for up to 30 days.
Post examination
Step 1: 1. Measure and calculate of reduction of area
(RA) 2. Fracture surface characterization in Scanning
Electron microscope (SEM). 3. Examination for secondary cracks on the
surface. 4. Measure hydrogen content in selected samples
by melt extraction (H-mat 225, JUWE Laborgeräte GMbH).
Step 2: 1. Examine surfaces for surface cracks.

Figure 4 Loaded 4PB test specimen directly after retrieval from the autoclave in Test
A. A thick corrosion deposit is seen on the test sample. After cleaning and grinding with SIC 2000 grit paper the samples were visual examined. Figure 5 – 7 show photos of the samples.
Figure 5 Specimens after cleaning and gentle scrubbing in water.
Figure 6 Specimen where the side surface has been gently grinded to remove the
deposit. Stress related attacks are observed. Stressed surface is facing up.

Figure 7 Mid-section on the surface side of the specimen. Left: Significant stress
oriented cracks penetrating more than 3 mm into the thickness of 7 mm. Right: Sharp cracks inside the specimen 2 mm below the stressed surface.
To examine/verify if cracking was initiated from side surface attacks and/or stressed surface attacks, two metallographic sections representing one exposed side (Side Surface Section) and one core section (Centre Core Section) were prepared. Hypothesis: If cracking is found in the core section, this strongly indicates that the material suffered from environmental assisted cracking on the stressed surfaces and not only from attacks along the side surfaces. The test sections were grinded and polished before etching in a solution of 10% HCl and 6% Fe(III)Cl for 10 seconds. See Figure 8-9 for documentation.
Figure 8 Etched side and core sections of one specimen after testing (Size indicator: 2
mm).

Figure 9 Left: 2 mm deep crack from surface, Right: Thick corrosion deposit scale
on top of transgranular cracks in the metal. Size indicator: 500 µm (left) and 100 µm (right).
The following observations were done during the examinations of the specimens: Side Surface Section
o Severe transgranular SSC and SCC attacks (ref. Figure 12) resulting in crack penetrating up to 3 mm into the 7 mm thick specimen. SSC is most probably the dominating cracking mechanism.
o Primary cracks propagate roughly perpendicular to the direction of the tensile stress, while secondary cracks are less stress oriented.
o Severe local and uniform corrosion forming a thick, black scale (deposit) on the corroded surface, a sulfide rich scale.
o Estimated corrosion rate: Approximately 0.1 mm after 30 days, i.e. 1.2 mm/year. o Yellowish discoloring of the corroded surfaces, indicating that copper is enriched on
the surface (or galvanically re-deposited at cathodic spots), i.e. a kind of selective corrosion.
o It seems that cracking and local corrosion occurs independent of different phases in the alloy.
Centre Core Section Same findings as for Side Surface Section (above), i.e. all cracks and corrosion attacks are primarily initiated on the stressed surface and not on the side surfaces (so-called side-attacks). Test B – Cathodic polarization of tensile loaded specimens The fracture strength (FS) and the RA values from Test B for all the tested samples are summarized in Table 4. FS values are shown as the ratio FS/Rm in addition to stress values. The values are given as a range. The reason is that the loading was done in steps of 4% and fracture normally occurred during loading or shortly after uploading had been done. The table also shows the measured hydrogen content in two samples after testing. This includes pre-charging and charging under tensile load until fracture occurred. After exposure the fractured surfaces were examined in SEM. Figure 10 shows typical surfaces after fracture indicating ductile fractures. Surface examination in optical microscope at 20X magnification, did not show any secondary cracking on any sample.

The hydrogen content was measured with melt extraction for two samples. The results are reported in Table 4 and show that an average value of 14.5 ppmW was found. In Test 2 pre-charged samples were loaded to 90% of the average fracture strength in Table 4 corresponding to a tensile stress of 851 MPa. After 30 days of exposure all the samples were intact. Surface examination in optical microscope at 20X magnification, did not show any surface cracking on the samples. Table 4 Summary of fracture stress and RA values for the tested specimens. In
addition is hydrogen content for 2 samples shown. Sample
# Exposure condition
Fracture Stress, FS RA [%]
Hydrogen content [ppmW] [FS/Rm
1)] [MPa] 1 H-charged 0.98-1.01 897-926 11.9 15.1 2 H-charged 1.00-1.04 913-947 11.9 13.8 3 H-charged 1.02-1.05 929-960 10.7 - 4 H-charged 1.01-1.04 921-953 13.8 -
Average H-charged 1.00-1.04 915-946 12.1 14.5 - No H1) 1.00 913 12.5 -
1) From stress/strain in-house testing in Table 1
Figure 10 Fractured surfaces after Test B. Left: Close to the surface – charged with
hydrogen, Right: In the mid part of the sample – charged with hydrogen. Lower: Close to the surface – sample without hydrogen.

Discussion UNS C72900 has been tested to document resistance to SSC/SCC in H2S solution in accordance with ISO 15156-3 Level V and to HSC in simulated seawater under cathodic polarization. Published information indicates that this alloy has documented acceptable resistance in these environments [5, 10-11]. The outcome from ISO 15156-3 Level V test showed that all the three parallel specimens were covered with a thick, black deposit. The upper deposit layer could easily be removed, while the underlying deposit was dense and needed to be removed with a sharp tool like a knife. After removal of the scale severe cracks in addition to uniform and pitting corrosion attacks were seen. The deep corrosion attacks inside the cracks, in combination with the yellowish discoloring of the corroded surface may indicate some kind of selective corrosion, see Figure 11.
Figure 11 Corrosion attacks inside the cracks on the side surface. Size indicator:
500 µm.
Figure 12 Etched core section of one sample. Transgranular crack is seen. Size
indicator: 50 µm As mentioned above, the upper deposit of the thick scale was soft while the underlying deposit was hard. According to the literature [2, 13-16], copper alloys can suffer accelerated

corrosion attack in seawater polluted with H2S. According to the literature a porous layer of cuprous sulfide with the general stoichiometry Cu2−xS, 0<x<1 forms in the presence of sulfide ions. Copper ions migrate through the layer, react with more sulfides, and produce a thick, black scale as shown in Figure 9. According to ISO 15156 hydrogen embrittlement can be split into different types depending on the reasons for the crack to initiate and grow. Sulfide Stress Cracking (SSC) and Stress Corrosion Cracking (SCC) are the two types that can have caused the cracks during this test since it is obvious that both stress and corrosion are valid for the tested samples. Figure 12 shows the crack development in one sample. No corrosion is seen in the crack tip. However, away from the crack tip, the picture indicates that corrosion has occurred on the cracked surfaces. This fact in addition to the high H2S concentration and the observed surface corrosion on the samples, indicate that SSC is the main failure mechanism for this test. This is also in line with what was found by Tuck7 in his test according to NACE TM0177. The outcome from tensile testing in simulated seawater with cathodic polarization shows that UNS C72900 heat treated according to AT110 is not susceptible to HSC. The results referred in Table 4 show that measured fracture strength for hydrogen containing samples are in the same order as the fracture strength found from the stress/strain curves without hydrogen. The other indication is the reduction of area; values measured on fractured samples charged with hydrogen and values from samples used to establish the stress/strain curve without hydrogen, are in the same range (12-13%). The third proof is the SEM investigation of the fractured surfaces. Figure 10 shows the surfaces of two samples close to the outer diameter; one stressed without hydrogen and one charged with hydrogen. In both cases ductile fracture with dimples and transgranular fracture pattern can be seen. The hydrogen content was measured to be 14.5 ppmW after testing. This document that the samples were charged with hydrogen. The hydrogen distribution from the surface and inwards was not documented, i.e. the measured 14.5 ppmW is a bulk concentration. Hence, it is reason to believe that the hydrogen concentration is higher than 14.5 ppmW in the region close to the surface of the material. Conclusions Based on the outcome from the tests executed with UNS C72900 tempered according to AT110, the following conclusions can be made:
1. The results from SSC testing according to ISO 15156 Level V contradict the information given in the suppler information. o Severe transgranular SSC/SSC cracking on the tension side. o Severe uniform - in the order of 1.2 mm/year – and pitting corrosion
2. The alloy did not suffer from HSC during tensile load above yield stress and cathodic polarization in seawater.
References [1] W. R. Cribb, M. J. Gedeon, F. C. Grensing; Performance Advances in Copper-Nickel-
Tin Spinodal Alloys, Advanced Materials and Processes, September 2013. [2] W. Kirk and Authur Tuthill; CDA Inc Seminar Technical Report 7044-1919. The
Application of Copper Nickel Alloys in Marine Systems. 1992. [3] ISO 21457 Petroleum, petrochemical and natural gas industries – Materials selection
and corrosion control for oil and gas production systems, First edition 2010. [4] ISO 15156 Part 1 – 3 Petroleum and natural gas industries –Materials for use in H2S

containing environments in oil and gas production, Second edition 2009. [5] J.O.Ratka, M.N.Maligas: Corrosion Evaluation of a High Performance Cu-Based
Alloy for Seawater applications. NACE Corrosion 2004, Paper no. 04298, 2004. [6] ASTM D1141 Synthetic seawater [7] C.D.S. Tuck: The Development of Very High Strength Copper Alloys with Resistance
to Hydrogen Embrittlement and Stress Corrosion Cracking. NACE Corrosion 2005, Paper no. 05462, 2005.
[8] NACE Standard TM0177-2005 Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments.
[9] NACE TM0198-2011, Slow Strain Rate Test Method for Screening Corrosion-Resistant Alloys for Stress Corrosion Cracking in Sour Oilfield Service
[10] W.R.Cribb: Sour Service Testing of High Strength TS Temper CuNiSn Alloy (UNS C72900), NACE Corrosion 2007, Paper no. 07100 (2007).
[11] http://www.materion.jp/alloy/tech_lit/toughmet%203AT110.pdf [12] ASTM E112 – 13 Standard Test Method for Determining Average Grain Size [13] Journal of the American Institute for Conservation, JAIC, 1999, Volume 38, Number
2, Article 6 (pp. 186 to 199) [14] W.Schleich: Typical Failures of CuNi 90/10 Seawater Tubing Systems and how to
avoid them. Technical Advisory Service, KM Europa Metal AG (2004). http://www.copper.org/applications/marine/cuni/pdf/124_schleich.pdf (November 2, 2014), p. 1-5.
[15] A. H. Tuthill, B. Todd, J. Oldfield, “Experience with Copper Nickel Alloy Tubing, Water Boxes and Piping in MSM Desalination Plants”, IDA World Congress on Desalination and Water Reuse, paper No. 73 Vol. III, held October 6-9, 1977 (Madrid, Spain, IDA, 1977), p. 251.
[16] A. K. Sinha, “Aspects of Failure of Condenser Tubes and Their Remedial Measures at Power Plants”, AKS Journal (2010), p. 1-20.