SIMULATION MODELING OF WAFER FABRICATION A THESIS IN ...
95
SIMULATION MODELING OF WAFER FABRICATION by SRILAKSHMI VENKATESH, B.E. A THESIS IN INDUSTRIAL ENGINEERING Submitted to the Graduate Faculty of Texas Tech University in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE IN INDUSTRIAL ENGINEERING Approved Accepted August, 1986
Transcript of SIMULATION MODELING OF WAFER FABRICATION A THESIS IN ...

SIMULATION MODELING OF WAFER
FABRICATION
by
SRILAKSHMI VENKATESH, B.E.
A THESIS
IN
INDUSTRIAL ENGINEERING
Submitted to the Graduate Faculty of Texas Tech University in
Partial Fulfillment of the Requirements for
the Degree of
MASTER OF SCIENCE
IN
INDUSTRIAL ENGINEERING
Approved
Accepted
August, 1986

ACKNOWLEDGEMENTS
I am deeply indebted to Dr. Milton Smith for his
continuing support, guidance, time and patience in helping
see this research effort through to completion. My special
thanks to Dr. Michael Parten for his invaluable support
through all stages of this research. I also wish to thank
my other committee members, Dr. William Marcy and Dr. Eric
Blair for their suggestions. I am grateful to my dear
friends Dr. Aravamudhan 'Dumbo' Soundararajan and Salim
Dastagir for their support and encouragement.
My thanks to Texas Instruments for making this research
possible.
l 1

CONTENTS
ACKNOWLEDGEMENTS
LIST OF TABLES
LIST OF FIGURES
CHAPTER
I • INTRODUCTION
Description of the Process
I I .
Purpose Literature Survey Outline of Succeeding
THE PROPOSED SIMULATION
Problem Definition Assumptions
Chapters
MODEL
Description of the Proposed Model Input/Output Provisions in the Model
III. VALIDATION AND RESULTS
Validation Results of the Simulation Runs
IV. CONCLUSIONS AND RECOMMENDATIONS
Recommendations for Further Research
REFERENCES
APPENDIX
A. PROGRAM LISTING
B. SAMPLE INPUT
... l l l
ll
lV
v
1
2 7 8 9
12
12 18 21 26
39
39 41
54
56
62
63
85

LIST OF TABLES
1. Lots Processed each Month 45
2. Average Cycle Time . Hours (SET I ) 46 1n
3. System Yield and % of Input Lots Processed (SET I) 46
4. System Cycle Time and Yield (SET I I) 47
5. Average Cycle Time of Normal Lots . Hours 1n (SET I I I ) 48
6. Average Cycle Time of Hot Lots 1n Hours (SET I I I ) 49
7. System Cycle Time and Yield (SET IV) 49
lV

LIST OF FIGURES
1. Process Flow Graph (Atherton et al., 1985) 11
2. Schematic showing Hierarchy of Control 28
3. Flowchart showing Processing through the System 29
4. Flowchart showing Processing through a Loop 30
5. Flowchart showing Processing through a Logpoint 31
6. Pseudo-code for the Main Segment 32
7. Pseudo-code of Grouping Subroutine 33
8. Pseudo-code of Unlinking Subroutine 34
9. Pseudo-code of Logout Subroutine 35
10. Flowchart showing Periodic Machine Maintenance 36
11. Flowchart showing Random· Machine Failure 37
12. Flowcharts showing Data Collection and Tabulation 38
13. Graphs for SET I: (a) Average Cycle Time and (b) Yield and % of Input Lots Processed 50
14. Graphs for SET II: (a) System Cycle Time and (b) System Yield 51
15. Graphs for SET III: Average Cycle Time for Normal VS Hot Lots 52
16. Graphs for SET IV: (a) System Cycle Time and (b) System Yield 53
v

CHAPTER I
INTRODUCTION
Integrated circuit (IC) manufacturing is a very precise
and complex procedure, involving a perplexing number of
detailed, often repetitive processing steps. Beginning with
raw cross-sections of the silicon ingots to the final
encapsulated IC chip, it covers a gamut of processing steps
of various types and duration. The fabrication procedure
and the processing steps and their related durations vary
with the type of IC (i.e., part-type) being fabricated. Due '
to the versatility of the machines, each part-type has
alternative routings. Furthermore, rework of defectives at
various stages of production, machine downtime due to
periodic maintenance and random failure, different part-mix
strategies, and express lots, make the system a bewildering
maze of intricate loops.
Owing to the complex nature of the system, the highly
specialized nature of the process, and the proprietorial
nature of the problem, there exist very few studies
conducted in this area in literature today.
It is the intention of this research to develop a
computer simulation model for an existing IC fabrication
process. This model will be capable of studying the effect
of various procedural changes on the system.
1

Description of the Process
Before going any further into the actual modeling of
the system under study a concise outline of a general IC
manufacturing procedure is presented.
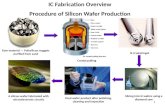
IC fabrication is a highly involved and complex
procedure. The fabrication begins with silicon slices that
are lapped and etched to give highly polished surface.
These polished slices are called wafers. The wafers go
through a number of carefully controlled processing steps;
many of these steps may be repeated a number of times.
After going through all this complex processing, each wafer
yields a number of IC chips which are electrically tested
and encapsulated in plastic molds. Figure 1 g1ves an idea
of the comP.lexity of the overall fabrication process. The
numbers on the arrows indicate the processing sequence,
while the numbers in the circles indicate the process type.
Notice the repetitive nature of the fabrication mentioned
earlier.
Typically, the processing steps fall into one of the
following categories: Starting material processes;
Deposition and growth processes; Imaging processes; and
Etching-masking operations.
2
In starting-material processes ingots of pure silicon
are grown. Raw sections of the silicon ingots are polished,

lapped, and etched to obtain a high quality surface. At
this point the slices are called wafers. After this the
wafers are typically sent to an oxide growth process for
further processing.
3
Deposition and growth processes, as the name ·implies,
are used to apply various lay~rs of semiconductive material
on the wafer surface. Growing of silicon-dioxide, used
almost universally as the surface for imaging operations, 1n
addition to other uses, is one of the common examples of the
above procedure. Some of the other examples are: Epitaxy
a deposition process used to extend the silicon wafer
surface; Predeposition of dopants before diffusion~ Ion
implantation used for precise placing of dopant ions in the
semiconductive layer; and aluminum metalization for making
ohmic contact with the devices formed on the wafer and the
chip leads. After this, the wafers are usually imaged and
then etched.
Sometimes, before going through the imaging process, a
layer of mask-oxide, usually silicon-dioxide is grown. This
process is called masking. This is done if the current
wafer surface does not promote good resist bonding. After
this, the wafer can be imaged and etched as usual.
The imaging process replicates the various IC pattern
geometries on different wafer surfaces. Imaging is very

4
important. It is used repeatedly at various points in the
fabrication procedure. Careful control and monitoring of
the process and the environment are extremely important.
Wafers are initially chemically and mechanically treated to
remove dust and other contaminations. Later, the wafers are
coated with photoresist and softbaked to remove the solvents
used in the coating step. They are then exposed to transmit
the necessary pattern onto the wafer surface. Exposed
wafers are developed and baked again, if necessary, to
insure proper resist bonding, depending on the wafer
surface. The wafers are then etched to remove
semiconductive material left exposed by the developing
process.
Etching-masking operations selectively remove or add
the deposited or grown layers to the wafer. Undoped and
doped silicon-dioxide, polysilicon, and aluminum etching
are some of the common examples of the etching operation.
Here care must be taken that the etchants do not attack the
pattern forming resist or the mask, if any. Furthermore,
etchant concentration has to be properly controlled to avoid
either too much or too little etching.
The foregoing discussion outlines a very common
sequence of operations in the fabrication procedure. A
number of variations are employed, still maintaining the
overall order of precedence outlined above.

At various points defective wafers are reworked,
although reworks generally yield fewer good dies than
non-reworked wafers. Contaminations, defective patterning,
and improper etching are some of the common causes for
reworks. Contaminations and defects, if left undetected,
will be present in subsequent processing when rework may be
much costlier, or worse still, the damage may be
irreparable. Hence careful control of the process and a
very clean, uncontaminated environment is necessary.
5
One of the most common areas of rework is in the
imaging process because defects in other steps may not be as
easily rectified. Defective resist images will result 1n
the wafer being sent back to the precleaning stage where it
will be stripped of the defective photoresist layer,
cleaned, baked, recoated, and reimaged. Here defects may be
due to any one of the various reasons such as bad resist
bonding, improper image development, extended delays after
exposure, or lack of proper primer prior to resist
application. If defects are left undetected at this stage,
they will show up latter, and by then the wafer may be
beyond salvaging.
Another area of rework is in the etching process. Here
excess1ve etching may cause serious damage resulting in
scrapping the wafer. On the other hand, too little etching

6
may necessitate additional processing by way of rework. The
wafers are etched again to completely remove the defective
layer of semiconductive material. These wafers are then
sent back to the precleaning area for cleaning; the
semiconductive material will be redeposited, and etching
will be done again.
In summary, IC chips are fabricated from raw silicon
ingots which are sliced and polished. The polished slices
are laser scribed with identification numbers. These
polished slices go through a combination of deposition and
growth, imaging, masking, and etching sequence. This
sequence is maintained from the initial laying out of the
circuitry, through doping, aluminum metalization, and the
final deposition of the passivation layer. The scribe lines
and bonding pads are etched in the end before being tested
by automatic wafer probe systems. Here, faulty dies, 0
1. e. ,
the separate chips on the wafer, are identified. The wafers
are separated into individual dies, followed by the good
dies being die and pad bonded for electric contact,
encapsulated in a plastic mold, and hermetically sealed 1n
vacuum.
It should be noted here that in the present study an
existing system is modeled, beginning with the polished
wafers up to the testing phase before being scribed and
diced.

Purpose
IC manufacturing is an exceedingly competitive
industry. Capital involved is very high. Owing to the
complex nature of the problem, there are no analytical
solutions available. A reliable tool that is capable of
predicting the response of the system under a variety of
conditions would be very useful.
7
Briefly, the configuration of the system is as follows:
A number of part-types are fabricated. Each part type goes
through a specified number and sequence of processing steps.
Each processing step can be performed on a number of
~~ifferent machines thus giving the part-types alternative
l routings. Defective parts at various stages in the
. ·fabrication are routed back to be reworked or may be
scrapped. Furthermore, the machines may be out of serv1ce
due to either breakdown or periodic maintenance.
The object of this research is to develop a computer
simulation model for an existing IC manufacturing process.
This model will be capable of evaluating the performance of
the system under a variety of production situations. ---l
Average cycle times, machine utilization, percentage yield, !
and total number of lots processed in a certain period of
time (throughput) are the performance measures to be used
for analysis purposes. Specifically, the model will permit
'
I \

8
the study of the effects of different part-mix strategies,
queue disciplines, rework procedures, periodic machine
maintenance and random failure, and hot lots. j This research lays emphasis on model development rather
than analysis. As mentioned earlier, the intricacies of the
problem preclude an in-depth analysis of the system in all
its facet and would be beyond the scope of a work of this
nature. Also, no attempt will be made to validate under all
conditions. Some experimental simulation runs, to be
discussed later, will be made. The experimental runs will
serve to demonstrate the capability of the model and help
validate the model.
Literature Survey
The complex nature of the problem, as mentioned before,
precludes the use of analytical techniques. These
techniques such as queuing theory and linear programm1ng
make a number of convenient assumptions. Furthermore, they
tend to become excessively cumbersome, and the models become
very large as the number of variables increase: this puts a
limit on level of detail that can incorporated into the
model.
Simulation modeling is a very handy and a feasible
alternative in problems of this nature. It allows any level

9
of detail in the model to facilitate evaluation of various
configurations of the system under study with simple
manipulations. These are some of the advantages of
simulation. Disadvantages include difficulty in validation
and enormity of data required to run such models. This is
especially true in the present case where the problem has
its basis in a highly competitive industry. Also due to the
complexity of the model and the nature of the technique an
enormous amount of computer memory is needed.
A number of other researchers, Atherton et al. (1985),
Dayhoff et al. (1984), and Lohrasbpour et al. (1985), use
simulation. Though the level of detail and structure of the
problem seem to vary, all of them adopt a similar type of
approach. Analysis of the fab area is made using wafer
throughput, inventory levels, and average cycle times at
varying input rates. Atherton (1985) suggests using these
graphs, called signature analysis of the fab area, for
studying the behaviour and making recommendations for
improvements.
Outline of Succeeding Chapters
In chapter II a detailed description of the proposed
simulation model is given, including a discussion on the
input and output of the model. Also included is a
description of the actual system under study and the

10
accompanying assumptions that are made in the proposed
model. Chapter III discusses aspects of validation followed
for the model and results obtained. Chapter IV concludes
with a summary of the research study with recommendations
for future work.

..
.. If
~--------4
"'
.. ..
Figure 1: (Atherton
... .. • •
Process Flow Graph et a1., 1985)
In ....
11

CHAPTER I I
THE PROPOSED SIMULATION MODEL
~his chapter the simulation problem under study is
discussed in depth and_getail) beginning with a description ---·~ -=-
of the actual system. 1 The proposed model will be desc~ibed --~ . .I I - '
~~-1~ .......... "'-. ..k-, J)-, .... ~. 4
completely, along with all the associated,subroutines. The)~;""'-:_·
- ;> ;;.:,_\]~~~£ "~'~ limitations and the assumptions,_ of the proposed model will
. /.' _ _/) ~) _;_)
also be discusse~~J- A complete listing of the program 1s
attached in Appendix A.) Appendix B gives a listing of a
sample input.
Problem Definition -7
Wafers typically are processed in batches of forty .
eight, called lots. Each lot contains two plastic carr1ers,
called cassettes, loaded with twenty four wafers. A lot
always contains only one type of device or part-type; no two
part-types are ever mixed. Also, wafers of different lots
are not intermixed in the same carrier.
Logpoints
Each lot, depending on the part-type, has to go through
a specific sequence of processes before being scribed, diced
and finally encapsulated. Each process has a number of
12

13
smaller processing steps. Each step may use a different
type of machine. Photolithography is, for instance, an
example of a process. Resist coating, exposure,
development, and inspection, in that sequence, represent the
various smaller processing steps. All these steps, each of
which uses a different type of machine, make up the
photolithographic process.
Wafer fabrication consists of a number of processes,
and each process is identified by a logpoint. Each
part-type has a definite sequence of logpoints. The number
of logpoints may vary depending on the part-type.
Furthermore, some of the logpoints may even be similar for
a number of part-types.
Lots are logged in at the appropriate logpQint before
starting a new process. Successfully processed lots are
logged out from the logpoint. Also the reworks, if any, are
restricted within the logpoint until they pass inspection
successfully. This makes controlling a complex wafer
fabrication line much easier. The logpoints serve as points
of inventory control, queuing control, rework supervision,
yield and cycle time calculations. They help in localizing
trouble-spots in case of consistent defective fabrication.
Also all the activities associated with a specific logpoint
fall in the jurisdiction of a single supervisor.

14
The Loop Structure
On a much higher level of control, a number of
logpoints are grouped together to form a loop. Usually, an
initial oxidation process or a photolithography process
marks the start of a new loop and the end of the previous
loop. Like logpoints, the loops help in inventory control,
queuing regulation, yield and cycle time calculations, and
assist in the spotting of troubles. In the system under
study, there are a total of seven loops. Each lot before
being completely processed has to go through all the loops.
The lot qoes not enter the loop unless sufficient space is
available in the loop. Also, the lot does not leave the
loop for the next loop until the processing is complete in
the current loop. On machines where more than one lot is
processed simultaneously, lots from different loops are not
intermixed. The hierarchy of control just described is
schematically represented in Figure 2.
Part Types
A wafer fabrication line normally produces a variety of
res. Each part-type has a different number and sequence of
processes. Some of the processes may not be common to all
part-types. Also, various combinations and percentages of
different part-types are loaded depending on the need and

15
requirements of the sales. All this part-mix strategies
have tremendous impact on the overall balancing and loading
of machines.
Processing
Each part-type goes through a number of processes.
Each process consist of a number of process1ng steps. A
processing step is characterized by a specific period of
processing time. This processing is performed on a specific
machine set. A machine set is a group of identical
'machines. The processing step may be repeated a number of
times before the lot is completely processed. Also, some of
the machines can perform more than one type of process1ng.
All this gives each part-type alternate routes, thus
complicating the problem further.
Rework
At various stages in the fabrication process defective
lots or wafers are routed back to be reworked. As mentioned
earlier, lots to be reworked are restricted within the
logpoint and very rarely leave the logpoint until rework has
been accomplished. Defective and reworkable lots or wafers,
after a preliminary clean up, are routed back to start of
the logpoint for rework. Depending on the process and the

16
machine being used rework may be on a lot by lot, or a wafer
by wafer basis. In case it is on a wafer by wafer basis,
the lot waits until the defective wafers rejoin the lot
after successful rework. On other processes it may be much
more economical and easier to handle if reworking is done on
a lot by lot basis. In some cases, reworks may not be
entirely possible or economical after a certain number of
processes. Furthermore, the percentage of reworks, the
point of reentry, and the rework procedure vary depending on
the process and the part-type.
Machines
The machines are sophisticated, complex, and versatile.
Each machine has a small queuing space; logpoints have
larger queues and space restrictions for controlling queue
buildup. The machines are grouped into sets of identical
machines for convenience. Some machines belong to more than
one machine set by virtue of their versatility. The
machines may process on a lot by lot basis or a wafer by
wafer basis. In any case lots of different loops or of
different part-types are not mixed. Also process
restrictions may impose a limit on waiting time for
gathering sufficient number of lots on machines process1ng
more than one lot at a time.

17
The sophistication of the machines render maintenance
and repair procedures elaborate and it varies greatly from
machine to machine. Hence factors such as mean time between
maintenance (MTBM), mean time to maintain (MTTM), mean time
between failure (MTBF), and mean time to repair (MTTR) vary
among different machines. Maintenance may be based on the
number of lots processed, hours of actual processing time,
hours of real time, or a combination of any of these. All
these factors have a tremendous impact on the downtime of
the machines and hence the overall output of the system.
Hot Lots
Hot lots, sometimes called express lots, are lots
having the highest priority in processing on any machine.
Lots may turn hot if processing has restrictions on the
amount of waiting time or there is an urgent need for the
part-type. Lots may start hot or turn hot midway through
the processing. Hots lots, depending on the level of
hotness, may rarely preempt other lower priority lots
already using a machine. Commonly hot lots are placed at
the front of a queue for processing as soon as the machine
is free. On machines where more than one lot is processed
at a time, hot lots may be processed alone, thus speeding up
the processing.

18
Assumptions
(_!{( As indicated earlier, though every attempt is made to
incorporate all th~eatures of the system under study, a
few convenient assumptionshad to be made and not all -- --------features could be included. In this section_the assumptions
..,..----- --
made will be stated and discussed in detail.
\Assumption 1. The inventory and queuing control of the
lots are at the start of the loops and logpoints. \~ueuing
" space is provided at the beginning of each 1}l,~?~_,~while no
such provision is made at the logpoints. !Also, instead of a -small buffer zone for each machine, a common ~ueuing area is ------ - - -provided for a set of identical machines. ---- No limit is
imposed on the queue length in ei!her case~ ~-- --
Assumption 2. Lots inside the loop are g1ven higher
priority in processing over lots waiting outside.
Furthermore, at places where conflicts arise between lots
from different loops contesting for the same machine, lots
from lower numbered loops have first preference. This
decision may be influenced by the existing management
policies on such matters. The priority ordering may be J
easily changed to any desired sequence. / J--6----___ .
(:ssurnpt ion :_:___ The processing is assumed to be o ort_., J lot
basis through out the system, though in reality~ome of ---machines may operate on a'wafer basis, while others operate -

0 J 19 :}-;v ~
on a lot basis. Actually the model will exactly represent a
wafer by wafer process even though the modeling is by lot;
since lots are never split between two or more machines, the
entire lot retains control of a machine until the last wafer
is completed.
Assumption 4. No variability in the process times are
assumed, and no limit on the waiting time between --consecutive processes are imposed./Although in reality,
·"--
depending on the process, a limit on waiting time may need -to be imposed for reasons like image decay in patterning -after development. These limits usually are relatively long ----and likely will not be violated unless a machine failure
occurs.) -Assumption 5. Rework is assumed only in the
photolithographic process. Also, the rework is strictly
confined within the logpoint area although in the actual
system the lots may seldom leave the logpoint during rework.
During rework, it is assumed only one precleaning process is
needed. Depending on the type of rework this may vary,
requiring additional precleaning processes. Furthermore,
the period of precleaning is considered to be equal to that
of normal processing for that step. Finally, each lot being
reworked is allowed a max1mum number of reworks, after which
it is scrapped. In reality a cost factor is usually

20
associated with each rework; this has not been incorporated
in the model.
I Assumption 6.
processed at a time.
requisite number of
On some machines more than one lot is 1-
Here1the1lots wait to accumulate the '\Jr--.. ~ - . • /, o., ·
1
-A-••ri.-) - -
lots. Depending on the machine and the I --- --
process, a limit on this waiting time may be imposed. In
such cases, the lOts) wait until they accumulate the_ "<:;~; t?i --- --
requisite nurnber"~f~s~or teach the time limit, whichever -- - ~) (occurs first,. On the other hand, on machines and processes
~not specifying a time limit, the lots wait until they
collect the required number of lots. It should be mentioned
here that on these machines hots lots are processed alone.
Assumption 7. All the machines except the furnaces are
assumed to be free from periodic maintenance and random ----failure. The furnaces are maintained on a periodic (every
.....___ ---
twenty four hour day) basis. The maintenance time,
breakdown rate, and repair time, as a first approximation,
are assumed to be uniformly distributed. The maintainance
and repair times are assumed to be as long as the longest
processing on the machine. Furthermore, maintenance begins
only after the lot/s, if any, currently occupying the
machine is/are completely processed. In case of machine
breakdown the lot/s currently being processed, if any,
is/are scrapped immediately. Also, the machine currently
~*-~ ,', -~ o-/~ ,..__/ u /l"~--e.- f ~fL/
~_t_~~ ,·~ _-ri-..A_ ~ (! c , ~
~-'11-'QA_~ f L ~ ('1~'-Jl-'-V•'~ fl'--u1~

21
being maintained is assumed to be free from random failure
for that period of time, and a~chine being repaired at the
time of a scheduled maintenance will no~ be maintained again
until the next scheduled maintenance period.)
Assumption 8. A single level of hot lots is assumed.
Lots turn hot at the beginning of each loop and stay hot
until they are completely processed. In reality, two or
three levels of hot lots commonly occur, and the lots may
turn hot for a variety of reasons such as customer demands
or special part-types. Hot lots are given the highest
priority in processing. To facilitate this hot lots enter
the loops irrespective of whether or not space is available
in the loop. Also, on machines that process more than one
lot at a time, hot lots are processed alone. They do not,
however, preempt other lots already using the machine.
Description of the Proposed Model
A detailed description of the proposed model and its
capabilities will be presented in this section. As
indicated earlier, the main concern of this work 1s the
development of a simulation model. General Purpose
Simulation Language (GPSS/H) was chosen as the programming
language as it is flexible and simple. The simulation model
consist of a main segment and a number of subroutines called

22
by the main segment. The subroutines do specialized or
repetitive tasks such as various operations at a log out
point, releasing waiting lots, and grouping lots that are to
be processed together. At these points where the main
segment 'calls' the subroutines, the lots are transfered to
the subroutine and returned to the main segment after
completion of these special operations. In addition, there
are segments for machine maintenance and repair and for data
collection and tabulation. The proposed model is described
with the aid of flow charts and segments of code written in
plain English, called pseudo-codes, wherever necessary.
The Main Segment
The main segment simulates much of the processing. At
various points, whenever necessary, it calls different
subroutines to do additional or specialized operations.
Figures 3-5 indicate the order in which the lot is processed
and the hierarchy of the control levels. The lot is
processed through all the logpoints in a loop before going
to the next loop. The lot is considered to be completely
processed after it has passed all the loops successfully.
At various points during the processing a lot may be ~
scrapped. Cycle times and lots processed through the
logpoints and the loops are tabulated wherever appropriate.

23
Due to the intricacy of the problem logic, the main segment
and its associated subroutines are best explained with the
aid of pseudo-codes.
The main segment is the heart of the simulation model.
It has seven groups of identical code, each representing a
loop. Figure 6 shows the logic of one such loop in
pseudo-code. Lots enter the loop if space is available
inside the loop, after which it is assigned appropriate
parameters, and then processed. On machines processing more
than one lot at a time, the lots are collected and processed
in the Grouping subroutine. After being processed through
one machine, the lots release any other lots waiting for the
same machine, in the Unlinking subroutine. Once processed
through a process completely the lots are transfered to the
Logout subroutine. In the Logout subroutine operations
such as routing lots to rework, to scrap, or to the next
process step are performed. The lot leaves the loop after
being completely processed through the current loop and goes
to next loop.
Grouping Subroutine
The task of this subroutine is to collect lots and
process lots together on machines that process more than one
lot at a time (Figure 7). Here the lots are collected into

24
groups according to various conditions and stipulations. To
keep track of the grouped lots they are processed in a
separate subroutine. After the processing is complete, the
lots are separated from the group and transfered back to the .
ma1n segment.
Unlinking Subroutine
The task of this subroutine is to release any waiting
lot for the machine just freed. Each lot releases only one
other lot. The order of priority, as indicated by the
pseudo-codes in Figure 8, is hot lots, lots within the loop,
and finally lots outside the loop. At the same level of
priority, i.e, hot lots, lots within the loop, or lots
outside the loop, lots can be released following any
criteria of queue discipline. After this the lots are
transferred back to the main segment.
Logout Subroutine
The task of this subroutine is to route the lots for
rework, scrappage, or to the next logpoint, based on the
given input values of percent rework and yield; Figures 5
and 9 show the details. It should noted that not all
logpoints have rework, in which case rework percentage 1s
taken as zero. The good lots are now transferred back to
the main segment for the next process.

25
Maintenance and Repair Segments
The task of these segments is to maintain on a periodic
basis and repair the machine in case of failure. Each
machine has an independent segment, one for maintenance and
one for random breakdowns. This way each machine can be
maintained or repaired independently. The flowcharts 1n
Figures 10 and 11 show the details.
Data Collection and Tabulation Segments
The task of these segments (Figure 12) are to collect
and tabulate data for the logpoints and the loops. A weekly
(this time period can be changed) scheduler transaction
comes to collect and store the data. Another transaction,
.at the end of the simulation, does the necessary
calculations and the final tabulation.
The model prints out the following statistics at the
end of the simulation: average and standard deviation of
lots processed per week, average and standard deviation of
cycle times, and throughput (the number of lots processed
for a specified length of time period). The model also
prints out machine utilizations, waiting times, and the
overall system yield.

26
Input/Output Provisions in the Model
The system, by virtue of its complexity, has immense
data requirements. Texas Instruments has been very helpful
in providing the data. The design of the program allows the
input to the model independent of the actual simulation
program. The input to the model is fed through external
files stored under specific names. A detailed explanation
of all the variables, with their significance, and the way
they are input is given in the listing and documentation in
appendices A and B.
The variable requirements of the program is input with
the help of ampervariables and through matrices, wherever
necessary. Input is supplied in a simple blank-delimited
format. This nature of the prQgram makes it easy for the
user to study the system un~er a variety of conditions
without ever tinkering with the source code of the actual
model.
The model outputs a variety of statistics on a lot
basis and on a monthly basis. Also repeated runs us1ng
different random numbers would provide sufficient data to
statistically evaluate the performance of the system.
various machine and queue statistics are also printed.
Along with this the following statistics are also printed
out: average and variance of cycle times of normal lots and

27
hot lots by loop and by logpoint; average and variance of
lots processed per week (this time period can be changed) by .
loop and by logpoint, throughput (total number of lots
processed for a specified period of time), and system yield.
In addition data on each lot completed is maintained; this
data includes such items as cycle time and part type
identification number.

LOOP 1
THE MAIN CONTROL
\
LOOP3
A SERIES OF PROCESSING STEPS
• • •
Figure 2: Schematic showing Hierarchy of Control
28

LOT ENTERS THE SYSTEM
ENTER THE FIRST LOOP
COMPLETE PROCESSING IN THE LOOP
LEAVE THE LOOP
TABULATE RESULTS *TIME TAKEN
LOT LEAVES THE SYSTEM
WAIT IN THE QUEUE AND REENTER THE LOOP
AS SPACE BECOlVIES AVAILABLE
NO ( GO TO NEXT LOOP)
Figure 3: Flowchart showing Processing through the System
29

LOT ENTERS THEIDOP
ENTER THE FIRST LOGPOINT IN THE LOOP
COIVIPLETE PROCESSING IN THE LOGPOINT
LEAVE THE LOGPOINT
TABULATE RESULTS * Til\1E TAKEN
LOT LEAVES THE LOOP
NO
Figure 4: Flowchart showing Processing through a Loop
30

ASSIGN PROCESS AND MACHINE PARAMETERS
YES SUBROUTINE TO COLLECf AND GROUP LOTS
SELECf APPROPRIATE MACHINE
NO
COMPl.EfE PROCESSING
UNGROUP LOTS, IF GROUPED TOGETI-JER
RELEASE ANY WAffiNG LOT, WITH PRIORITY TO Har Lar
JOIN THE QUEUE AND WAIT TO BE RELEASED
PREUMINARY PROCESSING
Figure 5: Flowchart showing Processing through a Logpoint
31

Lot enters. TEST {If lot is 'HOT'}
IF SO: enter the loop
IF NOT: continue.
TEST {If space available in the loop} IF SO:
enter the loop IF NOT:
join the queue outside the loop. Lot enters the loop. ASSIGN Process and Machine parameters. TEST {If Lots processed in groups of. more than one}
IF SO: transfer to the GROUPING subroutine, return after processing.
IF NOT: continue.
SELECT Appropriate machine, if unavailable join queue. SEIZE Machine. Complete processing. RELEASE Machine. Transfer to the UNLINKING subroutine,
return after processing. TEST {If logout point}
IF SO:
TEST
transfer to the LOGOUT subroutine, return after processing
IF NOT: continue processing.
{If end of the loop} IF SO:
tabulate results for the loop leave the loop
IF NOT: reassign process and machine parameters, and continue processing.
Lot leaves the loop.
Figure 6: Pseudo-code for the Main Segment
32

Lot enters GROUPING subroutine. TEST {If limit on waiting time}
IFSO: wait till the time limit or till requisite number of lots accumulate, whichever is earliest. If required number of lots accumulate continue, else return to main segment
IF NOT: wait till required number of lots accumulate.
Group accumulated lots together. ASSIGN Process and Machine parameters. SELECT Appropriate machine, if unavailable join queue. SEIZE Machine. Complete processing. RELEASE Machine. Seperate member lots from the group. Lot returns to appropriate loop in main segment.
Figure 7: Pseudo-code of Grouping Subroutine
33

Lot enters UNLINKING subroutine. UNLINK {Hot lot from machine queue}
UNLINK
UNLINK
IF LOT UNLINKED: unlinkee and unlinker return to appropriate loop for next processing step
IF NOT: continue.
{Lot from machine queue} IF LOT UNLINKED:
unlinkee and unlinker return to appropriate loop for next processing step
IF NOT: continue.
{Lot from loop queue} IF LOT UNLINKED:
unlinkee and unlinker return to appropriate loop for next processing step
IF NOT: continue.
Lot returns to appropriate loop in main segment.
Figure 8: Pseudo-code of Unlinking Subroutine
34

Lot enters LOGOUT subroutine. TRANSFER {R% sent for rework}
do preliminary proc,essing return to main segment for rework.
{(1-R)% continue} TRANSFER {S% sent to scrap}
{Y%, the remaining, continue} TABULATE Cycle time for the logpoint. Lot is logged out. Lot returns to appropriate loop in the main segment.
Figure 9: Pseudo-code of Logout Subroutine
35

WAIT TILL TIME FOR MACHINE MAINTENAN
(MTBM)
CHECK IF MACinNEIS
BEING REPAIRED?
RENDER MACinNE UNA V All.ABLE FOR
PERIOD OF MAINTENANCE
(MTIM)
WAIT TILL MACinNE IS FREE,
TRY AGAIN
Figure 10: Flowchart showing Periodic Machine Maintenance
36

ENTER BREAKDOWN AND REPAIR
TRANSACTION
WAIT FOR MACHINE TO BREAKDOWN
(MTBF)
CHECK IF MACIDNEIS
BEING MAINTAINED ?
~NO
RENDER MACHINE UNAVAILABLE FOR PERIOD OF REPAIR
(MITR) SCRAP LOT/LOTS
CURRENTLY BEING PROCESSED
YES
Figure 11: Flowchart showing Random Machine Failure
37

r ENTERDATA ' COU.ECTION
TRANSACTION \.. ~
...
WAIT FORA SPECIFIED PERIOD
OF TIME (WEEK)
,, TABULATE
* LOTS PROCESSED THROUGH THE SYSTEM,
THE LOOP, AND THE LOG POINTS
/ ENTERDATA '"" TABULATION
TRANSACTION \.. ./
,, WAIT TILL
END OF THE SIMULATION RUN
,, TABULATE RESULTS
FOR THE SYSTEM, THE LOOPS, AND THE LOGPOINTS
* A VG AND S.D OF CYCLE TIMES.
* A VG AND S.D OF LOTS PROCESSED WEEKLY.
* TOTAL NUMBER OF LOTS PROCESSED.
* PERCENT YIELD.
,, STOP
TABULATION
Figure 12: Flowcharts showing Data Collection and Tabulation
38

CHAPTER III
VALIDATION AND RESULTS
In this chapter the procedure adopted for validating
the model is discussed, along with the results obtained.
Validation
A difficult task faced by a modeler, but nonetheless an
important one, is validation of the model. In the present
context, scope of the research study, unavailability of
data, and complexity of the model itself, are some of the
complicating factors. As mentioned earlier, an in-depth
statistical analysis of the system in all its factes would
be beyond the scope of work of this nature although it is a
desirable approach. With this in mind, a three step
approach toward validation was undertaken.
The first step was a check and trace through the source
code of the individual routines separately and the model as
a whole. This step also includes a check on the input
parameters after model execution, proper execution of model
logic, especially at the various decision points, and a
check on the block counts and other similar parameters for
reasonability. The result showed that the model was
behaving in a resonable manner.
39

40
The second step consisted of a discussion with the
personnel of Texas.Instruments who are knowledgeable with
the workings of IC fabrication systems regarding the
implementation of logic in the model. A number of flow
charts and segments of pseudo-code, wherever necessary, were
used to aid this discussion. Within the restrictions of the
proposed model, it was found that the implementation of the
logic to be greatly satisfactory.
The third step consisted of a number of simulation runs
under a variety of conditions, to be discussed next, testing
the reasonability of the model output. The results were
presented to a number of technical personnel from Texas
Instruments who are knowledgeable in the workings of the
system. Comparing the results obtained from the simulation
runs with that of the actual system a few discrepancies were
noticed. The model and the associated assumptions were
discussed in detail in a step by step manner. This showed a
few misrepresentations in the model. The model was
corrected and the simulation runs were executed again. The
results obtained from the corrected model were presented
again. Within the stated restrictions it was found that
the model was found to be behaving in a reasonable manner.
The results of the simulation runs will be discussed in the
next section.

41
Results of the Simulation Runs
fA number of sets~o'f ~ imulat ion runs were executed. --- '~ ;.;;.J ~~ _J,-._; ~'-<
(~ach se; is based on ,a ~umber o~ assumptio~s whi~~w~ll be J
1 , tu, "\,Uirt_ L-~ ::)~ ,£ discussed in the 1 following paragraphs. Within each set a .
I )~' ivr- ~-number of simulation runs are executed under different input
\___ - - - ...-- - -- ---- ~ \
rates. The effect on average cycle tim~s, percent yield, - - \:- . ·-' ~\t(t' ' 1 ~5\..
queue lengths, and machine utilization due to the various
runs will be compared and contrasted.) It should noted here --· -- - -/
that all the simulation runs are based on one part-type. ~ ~ ~
~e simulation is run for a period o~~t~ 8 ~hs with a 'RESET' statement used after each month. fThe 'RESET: --~-- "-' ·-~ ~~~/~ statement discards the statistics collected for the month
but re_~ains the state of _the system. This way the system
achieves steady state after repeated use of the 'RESET' ~~~· -- ~-~ --- __ .__.-
card. ·Although statistical analysis for finding steady --- ·-state was not made, a cursory measure based on cycle times --and a weekly average of the number of_!ot~processed for ~ ~ -·--
each month is used.) Table 1 lists the weekly average after
each month under conditions of no hot lots, rework, machine
maintenance and breakdown for varying input rates. At input
rates of 10 to 40 lots/week the weekly average of the number
of lots processed reaches the input rate after a certain
period of time. At 50 lots/week the average fails to reach
the input rate due to system saturation.

42
The model was run on IBM 3081. CPU time requirements
varied from as low as 10 seconds to as high as 50 seconds.
As can be expected addition of various features and
increasing the input rates generally increased CPU time
requirements. The CPU times mentioned here refer to run
lengths of 6 to 8 months. Similarly, memory requirements
varied from 1 megabyte to 2 megabytes depending on the
features included. Assuming conditions of no hot lots,
rework, or machine maintenance and rework, CPU times varied
between 10 to 25 seconds with increased CPU time requirement
at higher input rates. Memory requirements for the system
described above was below 1 megabyte. Inclusion of features
such as rework, hot lots, and especially machine maintenance
and failure increased CPU time and memory requirements. The
model with provisions for maintenance and breakdown for 20
of the machines with no hot lots or rework required between
20 to 50 seconds for execution. The memory requirement
increased to 2 megabytes.
~The first set of results to be discussed in detail
consists of runs with no hot lots, rework, or machine
maintenance and breakdowns. The simulation was executed at
input rates of 10, 20, 30, 40, and 50 lots/week. The
results are tabulated in Tables 2 and 3, and are shown 1n
Figure 13.

43
The results show an increase in average cycle times at
input rates above the saturation point of 40 lots/week due
to queue build-up. Also increased queue lengths, and
machine utilization were noticed at critical machines. The
bottle-neck effect is clear from Figure 13 which shows a
decline in the percent of input lots that are processed.
The second set of simulation runs included rework. Hot
lots, machine maintenance and breakdown were not considered.
The runs were executed with varying input rates. The lots
were allowed a maximum of five reworks. The results are
tabulated in Table 4 and graphed in Figure 14.
Increasing input rates generally increased the cycle
times. The effect is more pronounced at 50 lots/week. This
can be attributed to system saturation with the reworks
clogging the system. The effect on the loops vary widely.
The second, third, and fourth loops are more affected due to
repeated usage of the photolithography process.
The third set of simulation runs included hot lots.
Rework, machine maintenance and breakdown were excluded. A
percentage of the lots turned hot at the beginning of each
loop. Lots once hot stayed hot until completely processed.
The simulation runs were executed at input rates of 40
lots/week. The results are tabulated 1n Tables 5 and 6 and
graphed in Figure 15.

A general increase in cycle times for normal lots can
be noticed as compared to that of hot lots. The hot lots
were processed faster at the cost of delaying the normal
lots. The effect of hot lots was more pronounced in
logpoints which use a furnace since hot lots are processed
alone on furnaces: a furnace normally waits to collect the
requisite riumber of lots before starting the processing.
44
The last set of simulation runs consists of some of the
machines (furnaces) having maintenance and breakdown
capabilities. No rework or hot lots were assumed to be
present. The runs were executed at different input rates.
The results are tabulated in Table 7, and graphed in Figure
16.
Results indicate an increase in cycle times due to
machine maintenance and breakdown. The yield also suffered
due to more lots being scrapped because of breakdowns. Also
bottle-necks appeared on more machines than in those runs
without machine maintenance and breakdown.

45
------------------------------------------------------------I I TABLE 1 I I Lots Processed each Month I I I I +----------------------------------------------------------+ I Input Rate Lots/Week I I Month 10 20 30 40 50 I +----------------------------------------------------------+
1 4.50 10.50 15.50 23.75 23.50
2 8.05 19.00 27.50 38.00 34.00
3 10.00 18.00 28.00 38.00 38.00
4 9.25 19.50 28.00 39.75 37.00
5 9.25 19.00 28.25 38.50 34.25
6 10.00 18.50 28.75 37.00 35.50
7 9.00 19.50 29.00 38.00 34.50
8 9.00 19.00 29.75 38.00 33.50
------------------------------------------------------------

46
------------------------------------------------------------I I TABLE 2 I I Average Cycle Time in Hours (SET I) I I I I +----------------------------------------------------------+ I Input Rate Lots/Week I I Loop 10 20 30 40 50 I +----------------------------------------------------------+
1 50.76 49.98 51.08 49.96 49.83
2 67.18 39.73 49.00 41.76 139.11
3 75.95 77.60 55.22 58.25 467.85
4 78.95 64.80 50.15 63.66 459.41
5 34.31 26.20 23.11 22.00 140.30
6 12.95 17.35 18.30 17.21 13.50
7 11.20 11.33 11.60 11.59 11.50
SYSTEM 202.71 200.32 213.22 225.35 1221.88
I TABLE 3 I
I System Yield and % of Input Lots Processed (SET I) I
I I I +----------------------------------------------------------+ I Input Rate Lots/Week I I 10 20 30 40 50 I +----------------------------------------------------------+ I Yield 1.0 1.0 1.0 1.0 1.0 I I I I % Processed 0.94 0.93 0.98 0.94 0.68 I I I I I ------------------------------------------------------------

47
------------------------------------------------------------I I TABLE 4 I I System Cycle Time and Yield (SET II) I I I +----------------------------------------------------------+ I Input Rate Lots/Week I I (25% Rework, Maximum Number of Reworks=S) I I Rework 10 20 30 40 50 I +----------------------------------------------------------+ I Time (Hours) Y 208.63 221.01 223.01 236.70 1442.72 I I I I N 202.71 200.32 213.22 225.35 1221.88 I I I I Yield Y 0.97 0.98 0.92 0.96 0.85 I I I I N 1.0 1.0 1.0 1.0 1.0 I I I I I ------------------------------------------------------------

48
------------------------------------------------------------I I TABLE 5 I I Average Cycle Time of Normal Lots in Hours (SET III) I I I +----------------------------------------------------------+ I Percent of Hot Lots I I (Input Rate 40 Lots/Week) I I Loop 1 0 15 2 0 I +----------------------------------------------------------+
1 50.80 50.85 51.10
2 45.51 46.21 46.81
3 59.98 56.63 70.91
4 61.31 60.01 71.73
5 23.85 23.21 25.08
6 15.50 15.70 16.23
7 11.71 11.73 11.90
System 231.00 232.20 241.95
------------------------------------------------------------

49
-------------------------------------------------------~----I I TABLE 6 I I Average Cycle Time of Hot Lots in Hours (SET III) I I I +----------------------------------------------------------+ I Percent of Hot Lots I I (Input Rate of 30 Lots/Week) I I Loop 10 15 20 I +----------------------------------------------------------+
1 47.06 47.65 48.51
2 24.40 23.41 24.15
3 38.11 38.48 38.68
4 44.55 44.43 45.68
5 17.71 17.93 17.73
6 11.81 11.86 11.98
7 10.21 10.55 10.70
System 215.23 216.70 238.62
I TABLE 7 I
I System Cycle Time and Yield (SET IV} I
I I I +----------------------------------------------------------+ I Input Rate Lots/Week I I (With Maintenance and Repair) I I 10 20 30 40 50 I +----------------------------------------------------------+ I Time (Hours} 213.00 219.08 219.45 315.80 781.66 I I I I Yield 0.94 0.93 0.82 0.81 0.73 I I I I I ------------------------------------------------------------

t:l'.)
~ 0 =
1400
1200
1000
800
600
400
200
0 10 20 30 40 50
I.DTS/WEEK
(a)
1.0
0.9 +- Yield 0.8 +- % Processed
~ 0.7
z 0.6 t.I.J u 0.5 ~ t.I.J 0.4 c..
0.3 0.2 0.1
0.0 10 20 30 40 50
LOTS/WEEK
(b)
Figure 13: Graphs for SET I: (a) Average Cycle Time and (b) Yield and % of Input Lots Processed
50

0+---~~---+----~--~
10 20 30 40 50 LOTS/WEEK
(a)
0.95
0.90 ~
,._ Without Rework
~ With Rework
~ ~ 0.85
g: 0.80
0.75
0. 70 .,_ __ --4~---+----+-----1 10 20 30 40 50
LOTS/WEEK
(b)
Figure 14: Graphs for SET II: (a) System Cycle Time and (b) System Yield
51

250
200
V) 150 c==: ::;)
0 ::t 100
50
0+---------~--------~
10 15 20
PERCENT OF HOT LOTS
+- Normal Lots
~Hot Lots
Figure 15: Graphs for SET III: Average Cycle Time for Normal VS Hot Lots
52

v.l
~ 0 ::c
f-4
~ u 0:: ~ P-c
1400
1200
1000
800
600
300
200
0 10 20
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0 10 20
30 40 LOTS/WEEK
30 40 LOTS/WEEK
50
(a)
50
(b)
+- With Maint & Breakdown -co- Without Maint & Breakdown
+- With Maint & Breakdown ~ Without Maint & Breakdown
Figure 16: Graphs for SET IV: (a) System Cycle Time and (b) System Yield
53

CHAPTER IV
CONCLUSIONS AND RECOMMENDATIONS
The primary object of this research which was to
develop a simulation model capable of being used to study
the dynamic behaviour of the system under a variety of
conditions has been fulfilled.
This study brought to light the complexities and
intricacies involved in modeling IC fabrication lines. It
also brought to sharp focus the immense amount of data
required in simulation research of such systems. It also
proved to be worthwhile in understanding the workings of the
actual system, especially the not so salient features.
Within the restrictions and assumptions stated for this
model, the present configuration of the system, and the
simulation runs that were performed, certain broad
conclusions can be made.
The system, under assumptions of no rework, no hot
lots, and machines free from maintenance and breakdown,
attained saturation at input rates of 40 lots/week. Beyond
this point, critically overused machines showed up as
bottle-necks, with a marked increase in average cycle times,
queue lengths, and machine utilization.
54

55
With the introduction of rework the average cycle times
for processing increased. This was more noticable specially
at input rates of 40 lots/week and over, and this increase . 1n cycle time was caused by saturation of the system. A
similar increase was observed with machine utilization and
queue lengths.
The introduction of express lots had the effect of
decreasing the percent of normal lots processed through the
system and increasing their average cycle times. The hot
lots, on the other hand, had lower average cycle times.
Addition of maintenance and breakdown for the machines
had a similar effect of increasing queue lengths and
average cycle times. Once again the effect was more
noticable at input rates of 40 lots/week and higher.
It was seen clearly that the behaviour of the system
differs with different input rates. The response of the
system is different and more drastic at saturation input
rates, as against lower input rates. Also each loop behaved
differently under the effect of different perturbations.
The first three loops, having more multi-lot processing
machines, were more affected by the introduction of hot
lots. The second, third, and fourth loops employ the
photolithography process a number of times and were more
affected by rework. On the other hand, the last three

56
l0ops, employing a very small number of processing steps,
were not affected significantly by any of the perturbations.
This was due to the nature of the flow rates to these loops;
the rate was relatively constant even though bottle-necks
appeared in the previous loops.
Recommendations for Further Research
This section includes a number of suggestion for future
research. This includes recommendations to extend the
capabilities of the model and incorporate more details into
the model. Also, suggestions regarding possible areas for
study and applications for the model are made. It should be
noted here with the addition of the extra features there 1s
a possibility of running into problems with the memory.
allocation although CPU time requirements may not be such a
problem.
To begin with additional part types need to be
·included. This would allow testing of various part-mix
strategies. The data input module and the module simulating
the manufacturing area are entirely independent in the
program. Thus additional part-types would only requ1re
additional input matrices. The flow is broken into the
component processing steps. Next the flow sequence can be
given in a matrix (halfword matrix 2 or 3). Data would have

to be collected separately for different part-types in
floating point matrices as it is done now.
57
The incorporation of additional part-types would allow
the study of different queue disciplines. In the model,
unlinking from the queues is on a lowest-value-first basis,
within priority class. Using different parameters various
queue strategies can be tested. By adding an identical set
of blocks (like the unlinking subroutine) and using
highest-value-first criteria within priority class, almost
any type of queue selection rule can be used. A 'TEST'
block acting as a toggle can serve to choose between the two
types of decisions and can be controlled by the user.
Addition of blocks is necessary because GPSS/H does not
allow the use of character-string constants defined as
ampervariables that can be input from an external device 1n
the block operands.
In the present model when lots from different loops are
waiting for the same machine, lots from the earlier loops
are given first preference. This can be changed such that
different priority orderings can be studied easily. This
can be done by reordering the blocks simulating this in the
unlinking subroutine.
Logpoints, like loops in the present program, should be
provided with special queuing space. Furthermore, features
to restrict queuing space should be incorporated.

Set-up times, load and unload times, and process
variability should be incorporated. These can be input
through halfword matrix 4 with the help of additional
columns in the matrix. Distinction should be made between
·machines that process on a lot basis or on a wafer basis.
58
This can be built into the model using an additional
parameter. The parameter should carry the numbet of wafers
present in the lot. This number can be used as a
multiplicative factor in process time calculation, thus
reducing processing or rework times, if worked on a wafer
basis on lots with fewer wafers. Also features that would
allow hot lots to be processed together with normal lots,
without waiting for the normal lots, should be included.
This can be done in the Grouping subroutine. Care should be
taken that hot lots and normal lots can be separately
identified so that they can be separated when ungrouped.
Sequence dependent set-up times should also be
included. This can be incorporated very easily, if they
vary as a percentage. As an-example, say the set-up time on
a particular machine for a particular part-type is 30
percent less if the previous part-type processed on that
machine was Y, but 40 percent less if the previous part-type
processed was Z. A matrix of N rows and N columns for N
part-types currently processed on the system can be built to

hold the percent values. This can be used as a
multiplicative factor in set-up time calculations 1n the
program.
59
The exact nature of distribution for order arrival,
process variability, machine maintenance and breakdown
rates, and maintenance and repair times should be included.
Different distributions can be easily attached using the
IMSL library through facilities provided in the software.
Restrictions in the length of the waiting time between
consecutive processes has to be included. This can be done
by spliting the parent transaction and passing the offspring
through an 'ADVANCE' block. The 'ADVANCE' block simulates
the period of waiting time, after which the offspring can
unlink the parent transaction and route it back for
reprocessing if the parent transaction has not already been
processed. A unique match between the parent and the
offspring can be made based on the the mark time or some
other parameter.
Maintenance and breakdown provision for more machines
should be provided. This can be done very easily by reusing
macros already defined. If machines are maintained based on
decisions such as a certain number of lots or a certain
number of actual processing time, these features should be
included. This can be done by global boolean variables

incorporating these decisions. The number of a particular
boolean variable to be used for a particular machine, and
hence a certain type of decision for the machine, can be
obtained through a matrix (halfword matrix 8).
60
Presently the model allows capacity analysis by
altering the number of machines used at various stages and
dynamic reallocation of machines to a limited extent. To
fully realize this reallocation capability the machines will
have to be represented as 'STORAGES' instead of 'FACILITIES'
as they are represented now. Finally, human and labour
resource constraints need to be incorporated.
The next step would be to study the behaviour of the
system, possibly using a simulation database program to
manage input and output data under various perturbations,
different scheduling criteria and queue disciplines,
part-mix strategies, and management and operating policies.
The model may also be used judiciously in technology
evaluations such as Just-In-Time environment, automating
parts of the flow line, or the introduction of new
part-types. It may also be used as a learning tool for new
managers to gain experience.
Implementations of the model on personal computers
(PCs) needs to be explored. The enormity of the problem
dictates the use of advanced versions of PCs (i.e., with

61
memory capabilities of the order of 2 to 4 megabytes). PC
implementations would render the model economical to run and
would be interactive; disadvantages of using PCs could be
extended run times.

REFERENCES
Atherton, R. W., Bouriadou, D., and Dralla, J. R., "Implementation of Automated Semiconductor Manufacturing Systems," Technical Program Proceedings, SEMICON/WEST, San Mateo, California, May 1984, pp 100-106.
Atherton, R. w., and Dayhoff, D. E., "Improving Wafer Throughput and Yield by Simulating Wafer flow," Technical Program Proceedings, SEMICON/WEST, San Mateo, Cal1forn1a, 1985, pp 63-69. .
Banks, J., and Carson J. S., Discrete-Event System Simulation, Prentice-Hall, Inc., Englewood Cliffs, New Jersey, 1985.
Dayhoff, J. E., and Atherton, R. w., "Simulation of VLSI Manufacturing Areas," VLSI Design, Dec 1984, pp 84-92.
Elliott, D. J., Integrated Circuit Fabrication Technology, McGraw-Hill Book Company, 1982.
Gershwin, S. B., "Dynamic Production Scheduling in Computeraided Fabrication," Technical Pro~ram Proceedings, SEMICON/WEST, San Mateo, Californ1a, 1985, pp 113-116.
Gordon, G., The Application of GPSS/V to Discrete Event Simulation, Prentice-Hall, Inc., Englewood Cliffs, New Jersey, 1975.
Henriksen, J. 0., and Robert, C. C., GPSS/H User's Manual, Wolverine Software Corporation, Annandale, V1rg1n1a, 1983.
Law, A.M., and David Kelton, W., Simulation Modeling and Analysis, McGraw-Hill Book Company, 1982.
Lohrasbpour, E., and Sathaye, S., "Simulation Modeling of IC Wafer Fabrication Lines," Technical Program Proceedings, SEMICON/WEST, San Mateo, California, 1985, pp 93-99.
Schriber, T. J., Simulation Using GPSS, John Wiley and Sons, New York, NY, 1974.
van Horn, R. L., "Validation of Simulation Results," Management Science, 1971, Vol 17, pp 247-258.
62

APPENDIX A
PROGRAM LISTING
II JOB (YYSLV,0020,,40,12),'YYSLV' ,REGION=2048K,CLASS=H II EXEC GPSSH,OPTIONS='SIZE=C,NOS' //A DD DSN=WYL.YY.SLV.MISCL,DISP=SHR //B DD DSN=WYL.YY.SLV.ROUTE,DISP=SHR 1/C DD DSN=WYL.YY.SLV.PROCS,DISP=SHR 1/D DD DSN=WYL.YY.SLV.YERWK,DISP=SHR //E DD DSN=WYL.YY.SLV.MNRPR,DISP=SHR //SYSIN DD * * * * * * * * * * *
TO RUN THE PROGRAM IT IS ESSENTIAL TO SUPPLY DATA, IN SIMPLE BLANK-DELIMITED FORMAT, UNDER THE FOLLOWING FILE NAMES MISCL MISELLANEOUS DATA ROUTE PART-TYPE ROUTE DATA PROCS PROCESS INFORMATION YERWK LOGOUT INFORMATION MNRPR MAINTENANCE AND REPAIR DATA
REALLOCATE BVR,l,BSV,95,FAC,268,LMS,3,FMS,2,FSV,l7 REALLOCATE FUN,ll,HMS,8,QUE,l00,TAB,25,CHA,65 REALLOCATE COM,89827
* SIMULATE
* * MACRO FOR MACHINE MAINTENANCE
* MAINT STARTMACRO
GENERATE ,,,1,2,1PF BLET &OKAY=#B ASSIGN l,FN$MTRPR,PF REFERENCE ROW ASSIGN l,MH8(PF1,2),PF NUM (H.MATRIX8)
#A ADVANCE 1440 MTBM GATE NU #B M/C NOT IN USE? GATE FV #B,#A M/C REPAIRED? FUNAVIAL #B ADVANCE PFl MTTM FA VAIL #B TRANSFER ,#A GO BACK, START ENDMACRO AGAIN
* * MACRO FOR MACHINE BREAKDOWN
* REPIR STARTMACRO
63

* * *
*
#A
GENERATE BLET ASSIGN ASSIGN ASSIGN ASSIGN ASSIGN ADVANCE GATE FV FUNAVIAL ADVANCE FAVAIL TRANSFER ENDMACRO
,,,1,2,4PF &OKAY=#B l,FN$MTRPR,PF 2,MH8(PF1,4),PF 3,MH8(PF1,5),PF 4,MH8(PF1,6),PF l,MH8(PF1,3),PF PFl,PF2 #B, #A #B,RE,SCRAP PF3,PF4 #B ,#A
64
REFERENCE ROW NUM (H.MATRIX8)
MTBF M/C NOT MAINT? REPAIR SCRAPLOT MTTR
GO BACK, START AGAIN
AMPERVARIABLE DEFINITIONS
INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER INTEGER
&OKAY 7,10 &TIMES &LOGPT &PARTS &MAXFC &MAXPR &WEEK &WHAT &LASTLY &PERCT &LOOP A &LOOPB &LOOPC &LOOPD &LOOPE &LOOPF &LOOPG &MAXLP &MAINF &LINKQ
USED TO INDEX IN IMPLIED DO MAX NUMBER OF REWORKS ALWD MAX NUMBER OF LOGPOINTS NUMBER OF PARTTYPES MAX NUM OF THE FACLITY USED MAX NUM OF PROCESS LENGTH OF WEEK IN MIN PERIOD OF DATA COLLEC. COUNT ON START CARD PERCENT OF HOT LOTS MAX NO. OF STEPS IN LOOPl MAX NO. OF STEPS IN LOOP2 MAX NO. OF STEPS IN LOOP3 MAX NO. OF STEPS IN LOOP4 MAX NO. OF STEPS IN LOOPS MAX NO. OF STEPS IN LOOP6 MAX NO. OF STEPS IN LOOP7 MAX OF &LOOPA TO &LOOPG MAX NO OF MACHINES MAINT & RPR PARAMETER NUM USED IN LINKING
* INTIALIZATION ROUTINE (MODEL INPUT) * FILE A MISCELLANEOUS VARIABLES LISTED ABOVE * FILE B PART-TYPE ROUTING (H.MATRIX 1) * FILE C PROCESS INFORMATION (H.MATRIX 4) * FILE D LOGOUT INFORMATION (H.MATRIX 7) * FILE E MAINTENANCE INFORMATION (H.MATRIX 8) * GETLIST
GETLIST GETLIST
FILE=A,(&TIMES,&LOGPT,&PARTS,&MAXFC,&MAXPR) FILE=A,(&WEEK,&WHAT,&LASTLY,&PERCT,&LOOPA) FILE=A,(&LOOPB,&LOOPC,&LOOPD,&LOOPE,&LOOPF)

* * * * * * * * *
* * * * * * * * * * * * * * * *
* * * * * * * *
* * *
1
4
GETLIST GETLIST
FILE=A,(&LOOPG,&MAXLP,&MAINF) FILE=A,(&LINKQ)
65
H.MATRIX 1 INPUTS THE PART FLOW. EACH ROW REPRESENTS A LOOP, HENCE 7 ROWS FOR 7 LOOPS. A +VE NUMBER FOR PROCESS TYPE A -VE NUMBER FOR LOGPOINT A 0 (ZERO) FOR MARKING THE END OF LOOP THESE +VE NUMBER IS USED TO ACESS PROCESS INFORMAT. BY PROCESS TYPE IN H.MATRIX 4.
MATRIX GETLIST GETLIST GETLIST GETLIST GETLIST GETLIST GETLIST
MH,7,&MAXLP FILE=B,(MH1(1,10),10=1,&LOOPA) FILE=B,(MH1(2,10),10=1,&LOOPB) FILE=B,(MH1(3,10),10=1,&LOOPC) FILE=B,(MH1(4,10),10=1,&LOOPD) FILE=B,(MH1(5,10),10=1,&LOOPE) FILE=B,(MH1(6,10),10=l,&LOOPF) FILE=B,(MH1(7,10),10=1,&LOOPG)
H.MATRIX 4 INPUTS PROCESS INFORMATION. EACH ROW REPRESENTS A PROCESS TYPE. RELEVANT INFORMATION IS PROVIDED IN APPROP. COLUMNS FOR EACH PROCESS TYPE. COLUMN 1 MACHINE SET NUM USED COLUMN 2 LOTS PROCESSED/RUN COLUMNS 3-4 RANGE OF MACHINE TO BE USED COLUMN 5 PROCESS TIME COLUMN 6 SET UP TIME (NOT USED) COLUMN 7 WAITING TIME LIMIT TO COLLECT LOTS
IN THE GROUPING SUB. IF NO TIME LIMIT, 0 (ZERO) IS USED HERE.
COLUMNS 8-14 QUEUE NUMBERS WHERE LOT WAITS TO COLLECT APPROP. NUM OF LOTS IN THE GROUPING SUB.
MATRIX GETLIST
MH,&MAXPR,l4 FILE=C,((MH4(7,10),10=1,14),7=1,&MAXPR)
H.MATRIX 7 INPUTS INFORMATION NEEDED DURING LOGOUT AT EACH LOGPOINT. EACH ROW REPRESENTS A LOGPOINT. INFORMATION FOR EACH LOGPOINT IS PROVIDED UNDER APPROP. COLUMNS. IMPORTANT: CARE SHOULD BE TAKEN THAT PERCENTAGES ARE GIVEN IN PARTS/1000. COLUMN 1 % REWORK COLUMN 2 % YIELD. IMPORTANT: CARE SHOULD BE TAKEN
INPUT 0 (ZERO) IF YIELD IS 100% COLUMN 3 PROCESS TYPE OF THE PRECLEANING PROCESS
STEP TO BE USED COLUMN 4 NUMBER OF (PROCESSING STEPS+1) TO BE

* * * *
* * * * * * * * * * * * * * * * * * *
*
7
8
COLUMN 5
MATRIX GETLIST
TRACKED BACK DURING REWORK PROCESS TIME OF THE PRECLEANING PROCESS STEP
MH,&LOGPT,5 FILE=D,((MH7(7,10),10=1,5),7=1,&LOGPT)
H.MATRIX 8 INPUTS INFORMATION REGARDING MACHINE MAINTENANCE AND REPAIR TIMES. EACH MACHINE IS REPRESENTED BY A ROW. INFORMATION FOR EACH IS PROVIDED UNDER APPROP. COLUMNS. DUE TO THE FACT THAT THERE ARE MORE MACHINES IN THE SYSTEM THAN MACHINES BEING MAINTAINED, THE CORRECT ROW IS REFERENCED BY USING FUNCTION MNRPR. IMPORTANT: IF MACHINE IS FREE FROM MAINT. AND/OR BREAKDOWN, INPUT A 'VERY LARGE NUMBER' FOR MTBM AND/OR MTBF. COLUMN 1 NOT USED. CAN BE USED AS A SPREAD
COLUMN 2 COLUMN 3 COLUMN 4 COLUMN 5 COLUMN 6
MATRIX GETLIST
MODIFIER FOR MTTM. PERIOD OF MAINTENANCE (MTTM) MEAN TIME BETWEEN FAILURES (MTBF) SPREAD MODIFIER FOR MTBF MEAN TIME TO REPAIR (MTTR) SPEAD MODIFIER FOR MTTR
MH,&MAINF,6 FILE=E,((MH8(7,10),10=1,6),7=1,&MAINF)
* MATRIX DEFINING FIRST PROCESS OF EACH LOOP. THIS * INFORMATION IS USED IN THE UNLINKING SUB TO RELEASE * LOTS WAITING OUTSIDE THE LOOP, FOR WANT OF SPACE IN * THE LOOP. *
*
5 MATRIX INITIAL INITIAL INITIAL INITIAL INITIAL INITIAL INITIAL
MH,7,1 MH5(1,1),1 MH5(2,1),1 MH5(3,1),10 MH5(4,1),10 MH5(5,1),10 MH5(6,1),10 MH5(7,1),10
* MATRICIES FOR DATA COLLECTION BY LOGPOINTS * FLOAT MATRIX 1 CYCLE TIMES FOR NORMAL LOTS * FLOAT MATRIX 3 CYCLE TIMS FOR HOT LOTS * COLUMN 3 THROUGHPUT * COLUMN 4 AVERAGE * COLUMN 5 VARIANCE * COLUMN 4 NUMBER OF LOTS SCRAPPED AT THE YIELD POINT
66

* * * * * * * * * * * *
1 2 3 4
* * * *
2 * *
FLOAT MATRIX 2 FOR LOTS PROCESSED COLUMN 4 AVERAGE COLUMN 5 VARIANCE COLUMN 6 LOTS SCRAPPED FLOAT MATRIX 4 FOR DATA COLLECTED LOT BY LOT COLUMN 1 NUMBER OF THE LOT PROCESSED COLUMN 2 PART TYPE IDENTIFICATION COLUMN 3 TIME FINISHED COLUMN 4 TIME SPENT IN THE SYSTEM COLUMN 5 IDENTIFICATION FOR HOT LOTS COLUMN 6 NOT USED
MATRIX MATRIX MATRIX MATRIX
ML,&LOGPT,6 ML,&LOGPT,6 ML,&LOGPT,6 ML,50,6
MATRIX FOR PARAMETER VALUE TRANSFER IN GROUPING SUBROUTINE
MATRIX MX,10,100
FUNCTION DEFINITIONS
67
* * * * * *
MTRPR USED TO REFERENCE APPR. M/C ROW IN MAINT & REP. ROUTE, SELCT, TESTT, TRANS, HERE, GOON, USED TO TRANSFER LOTS TO APPR. LOOP AT VARIOUS POINTS IN THE PROGRAM. 1, 2, ETC. SHOW THE LOOP NUMBERS REFERENCED. FUN 7 USED TO INDERECTLY SPECIFY ANOTHER FUN BY PART TYPE (EG. FUN 3 FOR PART TYPE 1).
* * * * * *
FUN 3 USED TO ACESS APPR. COLUMN NO. IN H.MATRIX 4, HENCE APPR. QUEUE NO. IN GROUPING SUBROUTINE. FUN 9 USED IN GROUPING SUBROUTINE DURING UNGROUPING. SCRAP USED TO REFERENCE APPR. B.S/V TO ACCUMULATE TOTAL NUMBER SCRAPPED BY M/C DURING BREAKDOWN.
MTRPR FUNCTION &OKAY,D88 1,1/2,2/3,3/4,4/5,5/15,6/16,7/17,8/18,9/19,10/23,11/24,12 25,13/26,14/27,15/28,16/109,17/110,18/111,19/112,20/113,21 114,22/115,23/116,24/117,25/118,26/119,27/125,28/126,29 127,30/128,31/129,32/130,33/131,34/132,35/136,36/137,37 138,38/139,39/140,40/141,41/142,42/143,43/144,44 145,45/149,46/150,47/151,48/152,49/153,50/173,51/174,52 175,53/176,54/177,55/178,56/179,57/180,58/181,59/185,60 186,61/187,62/188,63/189,64/199,65/200,66/201,67/202,68 203,69/204,70/205,71/206,72/210,73/211,74/212,75/213,76 214,77/221,78/222,79/223,80/224,81/241,82/242,83/243,84 244,85/245,86/246,87/247,88
ROUTE FUNCTION PF2,D7 1,LKLP1/2,LKLP2/3,LKLP3/4,LKLP4/5,LKLP5/6,LKLP6/7,LKLP7

SELCT FUNCTION PF2,D7 1,SLCT1/2,SLCT2/3,SLCT3/4,SLCT4/5,SLCT5/6,SLCT6/7,SLCT7
TESTT FUNCTION PF2,D7 1,TEST1/2,TEST2/3,TEST3/4,TEST4/5,TEST5/6,TEST6/7,TEST7
TRANS FUNCTION PF2,D7 1,TRAN1/2,TRAN2/3,TRAN3/4,TRAN4/5,TRAN5/6,TRAN6/7,TRAN7
HERE FUNCTION PF2,D7 1,HERE1/2,HERE2/3,HERE3/4,HERE4/5,HERE5/6,HERE6/7,HERE7
GOON FUNCTION PF2,D7 1,GOON1/2,GOON2/3,GOON3/4,GOON4/5,GOON5/6,GOON6/7,GOON7
7 FUNCTION PF1,L3 1,3/2,4/3,5
3 FUNCTION PF2,L7 1,8/2,9/3,10/4,11/5,12/6,13/7,14
9 FUNCTION XF$COUNT,D5 1,20/2,21/3,22/4,23/5,24
SCRAP FUNCTION PF8,D88 1,1/2,2/3,3/4,4/5,5/15,6/16,7/17,8/18,9/19,10/23,11/24,12 25,13/26,14/27,15/28,16/109,17/110,18/111,19/112,20/113,21 114,22/115,23/116,24/117,25/118,26/119,27/125,28/126,29 127,30/128,31/129,32/130,33/131,34/132,35/136,36/137,37 138,38/139,39/140,40/141,41/142,42/143,43/144,44 145,45/149,46/150,47/151,48/152,49/153,50/173,51/174,52 175,53/176,54/177,55/178,56/179,57/180,58/181,59/185,60 186,61/187,62/188,63/189,64/199,65/200,66/201,67/202,68 203,69/204,70/205,71/206,72/210,73/211,74/212,75/213,76 214,77/221,78/222,79/223,80/224,81/241,82/242,83/243,84 244,85/245,86/246,87/247,88
SAM FUNCTION PF8,D5 1,91/116,92/117,93/149,94/150,95
* * * *
LOOP1 LOOP2 LOOP3 LOOP4 LOOPS LOOP6 LOOP7
* * * *
1 * * *
EQUAL CARDS DEFINED TO AVOID COFLICTING ASSIGNMENT OF NUMBERS BY GPSS/H PROCESSOR
EQU 56,C EQU 57,C EQU 58,C EQU 59,C EQU 61,C EQU 62,C EQU 63,C
VARIABLE USED TO RELEASE LOT AFTER WAITING FOR A STIPULATED LENGTH OF TIME TO COLLECT LOTS.
BVARIABLE ((Q*PF15'E'2)0R(AC1'GE'PF19))
TABLE DEFNITIONS. TO COLLECT STATISTICS BY LOOP.
68

69
* LPTMl, LPTM2, .• LPTM7, CYCLE TIMES FOR NORMAL LOTS * HTTMl, HTTM2, .. HTTM7, CYCLE TIMES FOR HOT LOTS * OVERl,OVER2, •• 0VER7, LOTS PROCESSED FOR NORMAL LOTS * RTIME CYCLE TIME THROUGH SYSTEM (NORMAL LOTS) * HTIME CYCLE TIME THROUGH SYSTEM (HOT LOTS) *
LPTMl TABLE Ml,3000,500,20 LPTM2 TABLE MP9PF,l500,500,20 LPTM3 TABLE MP9PF,l500,500,20 LPTM4 TABLE MP9PF,3000,500,20 LPTM5 TABLE MP9PF,500,500,20 LPTM6 TABLE MP9PF,l000,500,20 LPTM7 TABLE MP9PF,l000,500,20 RTIME TABLE Ml,l2000,500,20 HTTMl TABLE Ml,3000,500,20 HTTM2 TABLE MP9PF,l500,500,20 HTTM3 TABLE MP9PF,l500,500,20 HTTM4 TABLE MP9PF,3000,500,20 HTTM5 TABLE MP9PF,500,500,20 HTTM6 TABLE MP9PF,l000,500,20 HTTM7 TABLE MP9PF,l000~500,20 HTIME TABLE Ml,l2000,500,20 OVERl TABLE XF$INVT1,5,10,4 OVER2 TABLE XF$INVT2,5,10,4 OVER3 TABLE XF$INVT3,5,10,4 OVER4 TABLE XF$INVT4,5,10,4 OVERS TABLE XF$INVT5,5,10,4 OVER6 TABLE XF$INVT6,5,10,4 OVER7 TABLE XF$INVT7,5,10,4
* ************************************************************
* THE MAIN SEGMENT * ************************************************************
* GENERATE 336,168,,,1,30PF
**************************************
* BEGINNING OF THE FIRST LOOP * **************************************
ASSIGN l,l,PF ASSIGN 2,l,PF ASSIGN 3,l,PF ASSIGN 9-lO,ACl,PF
* ASSIGN 5,RN2,PF TEST LE PF5,&PERCT,NEXT1 ASSIGN 5,l,PF
* NEXTl ASSIGN 4,MH*PFl(l,PF3),PF
ASSIGN 6,MH4(PF4,5),PF
PART TYPE LOOP NUMBER FIRST PROC STEP ENTRY TIME
%PERCT TURN HOT PF5=1 IF HOTLOT
PROCESS TYPE PROCESS DURATION

ASSIGN *
TEST NE *
TEST NE *
TESTl TEST E
7,MH4(PF4,l),PF
PFS,l,GOONl
PF3,l,IFITS
MH4(PF4,2),l,EXCES
MACHINE SET
HOT LOT? IF SO ENTER LOOP ENTERING LOOP?
70
M/C PROC > !LOT TO GROUPING SUB
* * * *
ENTER THE LOOP. SELECT APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
GOON! QUEUE SLCTl SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8
*
*
*
RELEl RELEASE
TRANI TRANSFER
HEREl ASSIGN TEST GE TEST E
PF7 PF6 !,BUFFER MH4(PF4,6),0,RELE1 XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRANl PF8
SBR,EXPRS,llPF
3+,l,PF MH*PFl(l,PF3),0,LOGON MH*PFl(l,PF3),0,NEXT2
TEST E PFS,l,TABl TABULATE HTTMl TRANSFER ,SAVl
TABl TABULATE LPTMl SAVl SAVEVALUE INVTl+,l,XF
ASSIGN 9,ACl,PF ************************************** * BEGINNING OF THE SECOND LOOP * **************************************
*
*
ASSIGN ASSIGN
ASSIGN TEST LE ASSIGN
2+,l,PF 3,l,PF
5,RN2,PF PF5,&PERCT,NEXT2 5,l,PF
TO UNLINKINK SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME
TAB CYCLE TIME TAB INVENTORY MARK ENTRY TIME FOR NEXT LOOP
LOOP NUMBER FIRST PROC STEP
%PERCT TURN HOT PF5=1 IF HOTLOT

*
*
*
*
NEXT2 ASSIGN ASSIGN ASSIGN
TEST NE
TEST NE
TEST2 TEST E
4,MH*PF1(2,PF3),PF 6,MH4(PF4,5),PF 7,MH4(PF4,l),PF
PF5,l,GOON2
PF3,l,IFITS
MH4(PF4,2),l,EXCES
71
PROCESS TYPE PROCESS DURATION MACHINE SET
HOT LOT? IF SO ENTER LOOP ENTERING LOOP?
TO GROUING SUB
* * *
ENTER THE LOOP. SELECT APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
GOON2 QUEUE SLCT2 SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8
*
*
*
RELE2 RELEASE
TRAN2 TRANSFER
HERE2 ASSIGN TEST GE TEST E
PF7 PF6 l,BUFFER MH4(PF4,6),0,RELE2 XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRAN2 PF8
SBR,EXPRS,llPF
3+,l,PF MH*PF1(2,PF3),0,LOGON MH*PF1(2,PF3),0,NEXT2
TEST E PF5,l,TAB2 TABU~ATE HTTM2 TRANSFER ,SAV2
TAB2 TABULATE LPTM2 SAV2 SAVEVALUE INVT2+,l,XF
ASSIGN 9,ACl,PF ************************************** * BEGINNING OF THE THIRD LOOP * **************************************
*
ASSIGN ASSIGN
ASSIGN TEST LE ASSIGN
2+,l,PF 3,l,PF
5,RN2,PF PF5,&PERCT,NEXT3 5,l,PF
TO UNLINKING SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME
TAB CYCLE TIME TAB INVENTORY MARK ENTRY TIME
LOOP NUMBER FIRST PROC STEP
%PERCT TURN HOT PF5=1 IF HOTLOT

*
*
*
*
* * * *
*
*
*
72
NEXT3 ASSIGN 4,MH*PF1(3,PF3},PF PROCESS TYPE ASSIGN 6,MH4(PF4,5),PF PROCESS DURATION ASSIGN 7,MH4(PF4,l),PF MACHINE SET
TEST NE PF5,l,GOON3 HOT LOT? IF SO ENTER LOOP
TEST NE PF3,l,IFITS ENTERING LOOP?
TEST3 TEST E MH4(PF4,2),l,EXCES M/C PROC > lLOT TO GROUPING SUB
ENTER THE LOOP. SELECT APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
GOON3 QUEUE SLCT3 SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8
RELE3 RELEASE
TRAN3 TRANSFER
HERE3 ASSIGN TEST GE TEST E
PF7 PF6 !,BUFFER MH4(PF4,6),0,RELE3 XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRAN3 PF8
SBR,EXPRS,llPF
3+,l,PF MH*PF1(3,PF3),0,LOGON MH*PF1(3,PF3),0,NEXT3
TEST E PF5,l,TAB3 TABULATE HTTM3 TRANSFER ,SAV3
TAB3 TABULATE LPTM3 SAV3 SAVEVALUE INVT3+,l,XF
ASSIGN 9,ACl,PF
TO UNLINKING SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME
***************************************
TAB CYCLE TIME TAB INVENTORY MARK ENTRY TIME FOR NEXT LOOP
* BEGINNING OF THE FOURTH LOOP * ***************************************
*
ASSIGN ASSIGN
ASSIGN
2+,l,PF 3,l,PF
5,RN2,PF
LOOP NUMBER FIRST PROC STEP

73
TEST LE PFS,&PERCT,NEXT4 %PERCT TURN HOT ASSIGN S,l,PF PFS=l IF HOTLOT
* NEXT4 ASSIGN 4,MH*PF1(4,PF3),PF PROCESS TYPE
ASSIGN 6,MH4(PF4,S),PF PROCESS DURATION ASSIGN 7,MH4(PF4,l),PF MACHINE SET
* TEST NE PFS,l,GOON4 HOT LOT? IF SO
* ENTER LOOP TEST NE PF3,l,IFITS ENTERING LOOP
* TEST4 TEST E MH4(PF4,2),l,EXCES M/C PROC > lLOT
TO GROUPING SUB * * * *
ENTER THE LOOP. SELECT APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
GOON4 QUEUE SLCT4 SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8
*
*
*
RELE4 RELEASE
TRAN4 TRANSFER
HERE4 ASSIGN TEST GE TEST E
PF7 PF6 l,BUFFER MH4(PF4,6),0,RELE4 XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRAN4 PF8
SBR,EXPRS,llPF
3+,l,PF MH*PF1(4,PF3),0,LOGON MH*PF1(4,PF3),0,NEXT4
TEST E PFS,l,TAB4 TABULATE HTTM4TAB CYCLE TIME TRANSFER ,SAV4
TAB4 TABULATE LPTM4 SAV4 SAVEVALUE INVT4+,l,XF
ASSIGN 9,ACl,PF *************************************** * BEGINNING OF THE FIFTH LOOP * ***************************************
ASSIGN ASSIGN
2+,l,PF 3,l,PF
TO UNLINKING SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME TAB INVENTORY MARK ENTRY TIME FOR NEXT LOOP
LOOP NUMBER FIRST PROC STEP

74
* ASSIGN S,RN2,PF TEST LE PFS,&PERCT,NEXTS %PERCT TURN HOT ASSIGN S,l,PF PFS=l IF HOTLOT
* NEXTS ASSIGN 4,MH*PFl(S,PF3),PF PROCESS TYPE
ASSIGN 6,MH4(PF4,S),PF PROCESS DURATION ASSIGN 7,MH4(PF4,l),PF MACHINE SET
* TEST NE PFS,l,GOONS HOT LOT? IF SO
* ENTER LOOP TEST NE PF3,l,IFITS ENTERING LOOP
* TESTS TEST E MH4(PF4,2),l,EXCES M/C PROC > lLOT
TO GROUPING SUB * * * *
ENTER THE LOOP. SELECT APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
GOONS QUEUE SLCTS SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8
*
*
*
RELES RELEASE
TRANS TRANSFER
HERES ASSIGN TEST GE TEST E
PF7 PF6 l,BUFFER MH4(PF4,6),0,RELES XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRANS PF8
SBR,EXPRS,llPF
3+,l,PF MH*PFl(S,PF3),0,LOGON MH*PFl(S,PF3),0,NEXTS
TEST E PFS,l,TABS TABULATE HTTMS TRANSFER ,SAVS
TABS TABULATE LPTMS SAVS SAVEVALUE INVTS+,l,XF
ASSIGN 9,ACl,PF *************************************** * BEGINNING OF THE SIXTH LOOP * ***************************************
TO UNLINKING SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME
TAB CYCLE TIME TAB INVENTORY MARK ENTRY TIME FOR NEXT LOOP

*
*
*
*
*
* * * *
*
*
*
ASSIGN ASSIGN
ASSIGN TEST LE ASSIGN
NEXT6 ASSIGN ASSIGN ASSIGN
TEST NE
TEST NE
TEST6 TEST E
2+,l,PF 3,l,PF
S,RN2,PF PFS,&PERCT,NEXT6 S,l,PF
4,MH*PF1(6,PF3),PF 6,MH4(PF4,5),PF 7,MH4(PF4,l),PF
PFS,l,GOON6
PF3,l,IFITS
MH4(PF4,2),l,EXCES
75
LOOP NUMBER FIRST PROC STEP
%PERCT TURN HOT PFS=l IF HOTLOT
PROCESS TYPE PROCESS DURATION MACHINE SET
HOT LOT? IF SO ENTER LOOP ENTERING LOOP?
M/C PROC > lLOT TO GROUPING SUB
ENTER THE LOOP. SELE~T APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
GOON6 QUEUE SLCT6 SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8
RELE6 RELEASE
TRAN6 TRANSFER
HERE6 ASSIGN TEST GE TEST E
PF7 PF6 l,BUFFER MH4(PF4,6),0,RELE6 XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRAN6 PF8
SBR,EXPRS,llPF
3+,l,PF MH*PF1(6,PF3),0,LOGON MH*PF1(6,PF3),0,NEXT6
TESTE PFS,l,TAB6 TABULATE HTTM6 TRANSFER ,SAV6
TAB6 TABULATE LPTM6 SAV6 SAVEVALUE INVT6+,l,XF
ASSIGN 9,ACl,PF
TO UNLINKING SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME
**************************************
TAB CYCLE TIME TAB INVENTORY MARK ENTRY TIME FOR NEXT LOOP

76
* BEGINNING OF THE SEVENTH LOOP * **************************************
ASSIGN ASSIGN
* ASSIGN TEST LE ASSIGN
* NEXT7 ASSIGN
ASSIGN ASSIGN
* TEST NE
* TEST NE
* TEST7 TEST E
2+,l,PF 3,l,PF
S,RN2,PF PFS,&PERCT,NEXT7 S,l,PF
4,MH*PF1(7,PF3),PF 6,MH4(PF4,5),PF 7,MH4(PF4,l),PF
PFS,l,GOON7
PF3,l,IFITS
MH4(PF4,2),l,EXCES
LOOP NUMBER FIRST PROC STEP
%PERCT TURN HOT PFS=l IF HOTLOT
PROCESS TYPE PROCESS DURATION MACHINE SET
HOT LOT? IF SO ENTER LOOP ENTERING LOOP?
M/C PROC > lLOT TO GROUPING SUB
* * * *
ENTER THE LOOP. SELECT APPR. M/C, SEIZE IF AVAILABLE IF NOT WAIT. THEN COMPLETE PROCESSING AND LEAVE.
*
*
*
GOON7 QUEUE SLCT7 SELECT E
SEIZE DEPART ADVANCE PRIORITY TEST NE TEST LE RELEASE SAVEVALUE ADVANCE SAVEVALUE TRANSFER
RELE7 RELEASE
TRAN7 TRANSFER
HERE7 ASSIGN TEST GE TEST E
TEST E TABULATE TABULATE TRANSFER
TAB7 TABULATE
PF7 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL PF8 PF7 PF6 l,BUFFER MH4(PF4,6),0,RELE7 XB*FN$SAM,2 PF8 FN$SAM+,l,XB MH4(PF4,6) FN$SAM-,l,XB ,TRAN7 PF8
SBR,EXPRS,llPF
3+,l,PF MH*PF1(7,PF3),0,LOGON MH*PF1(7,PF3),0,NEXT7
PFS,l,TAB7 HTTM7 HTIME ,SAV7 LPTM7
TO UNLINKING SUB
INC. NEXT STEP LOGOUT? N GOBACK END OF LOOP? NO GO BACK
TAB CYCLE TIME TAB CYCLE TIME
TAB CYCLE TIME

*
* * *
* * *
*
*
*
77
SAV7 TABULATE RTIME SAVEVALUE INVT7+,l,XF
TAB CYCLE TIME TAB INVENTORY
SAVEVALUE MSAVEVALUE MSAVEVALUE MSAVEVALUE MSAVEVALUE MSAVEVALUE TEST E SAVEVALUE PRINT
FINAL TERMINATE
lOO+,l,XB 4,XB100,l,N$SAV7,ML 4,XB100,2,PFl,ML 4,XB100,3,Cl,ML 4,XB100,4,Ml,ML 4,XB100,5,PF5,ML XB100,50,FINAL lOO,O,XB 4,4,ML,Z
NUMBER OF LOT PART TYPE FINISH TIME PROCESS TIME PFS=l IF HOTLOT
PROCESSED LOTS
CHECK IF SPACE AVAILABLE IN LOOP BEFORE ENTERING
!FITS COUNT NU TEST G TEST NE TRANSFER
12PF,MH4(PF4,3),MH4(PF4,4) PF12,0,QUEUP NO SPACE JOIN Q PF5,l,FN$GOON ,FN$TESTT ELSE, GO AHEAD
SEGMENT TO LINK LOTS TO QUEUE
LKLAL LINK
QUEUP TRANSFER
LKLPl LINK LKLP2 LINK LKLP3 LINK LKLP4 LINK LKLPS LINK LKLP6 LINK LKLP7 LINK
PF7,&LINKQ$PF
,FN$ROUTE
LOOPl,&LINKQ$PF LOOP2,&LINKQ$PF LOOP3,&LINKQ$PF LOOP4,&LINKQ$PF LOOP5,&LINKQ$PF LOOP6,&LINKQ$PF LOOP7,&LINKQ$PF
JOIN MACHINE Q
IF NOSPACE IN LOOP JOIN LOOP! Q JOIN LOOP2 Q JOIN LOOP3 Q JOIN LOOP4 Q JOIN LOOPS Q JOIN LOOP6 Q JOIN LOOP7 Q
************************************************************ * *
THE GROUPING SUBROUTINE LOTS THAT ARE TO BE PROCESED TOGETHER ARE GROUPED AND PROCESSED HERE
* *
************************************************************ *
*
*
EXCES ASSIGN ASSIGN ASSIGN
TEST E
ASSIGN TEST L QUEUE
13,l,FN7,PF 15,MH4(PF4,PF13),PF 16,MH4(PF4,2),PF
MH4(PF4,7),0,REDO
17,20,PF Q*PF15,PF16 PF15
Q NUM TO WAIT NO LOTS TO GROUP
WAIT TIME LIMIT? NO, GO AHEAD
SPACE IN Q? JOIN Q

*
* * * *
*
*
*
TEST E ASSIGN ASSIGN
BEGIN ASSIGN ASSIGN LOOP DEPART
Q*PF15,PF16,GOGO 18,l,PF 19,(PF16+PF16+PF16-3),PF
PF17,MX2(PF18,PF15),PF 17-lS+,l,PF 19PF,BEGIN PF15,PF16
78
CARRY PARMETERS OF THE GROUP
SELECT APPR. M/C, WAIT IF NECESSARY, COMPLETE PROCESSING, UNGROUP RETURN TO MAIN SEGMENT
QUEUE PF7,PF16 SLCTS SELECT E 8PF,MH4(PF4,3),MH4(PF4,4),0,F,LKLAL
SEIZE PFS DEPART PF7,PF16 ADVANCE PF6 PRIORITY !,BUFFER RELEASE PFS
SPLIT (PF16-l),HAHA UNGROUP PRIORITY !,BUFFER SAVEVALUE COUNT,O,XF ASSIGN 16,0,PF TRANSFER ,FNSTRANS RETURN TO MAINSG
HAHA SAVEVALUE COUNT+,l,XF RETURN PARAMETER ASSIGN 17,1,9,PF VALUES TO MEMBER ASSIGN 3,PF*PF17,PF LOTS. ASSIGN 17+,PF16-l,PF ASSIGN 9,PF*PF17,PF ASSIGN 17+,PF16-l,PF ASSIGN 10,PF*PF17,PF ASSIGN 16,0,PF TRANSFER ,FN$TRANS
GOGO MSAVEVALUE 2,(Q(PF15)),PF15,PF3,MX MSAVEVALUE 2,(Q(PF15)+PF16-l),PF15,PF9,MX MSAVEVALUE 2,(Q(PF15)+PF16+PF16-2),PF15,PF10,MX TERMINATE
* * SEGMENT WHERE LOT WAITS IF A TIME LIMIT IS SPECIFIED * FOR WAITING TIME *
REDO TEST L Q*PF15,PF16 SPACE IN Q? QUEUE PFlS TEST E Q*PFlS,l,GOAWY ASSIGN 19,(ACl+MH4(PF4,7)),PF SPLIT l,ADDER

79
* MSAVEVALUE 2,(Q(PF15)),PF15,PF3,MX MSAVEVALUE 2,(Q(PF15)+PF16-l),PF15,PF9,MX. MSAVEVALUE 2,(Q(PF15)+PF16+PF16-2),PF15,PF10,MX
* TEST E BVl,l WAITING TIME UP? TEST L Q*PF15,2,BANG OR LOTS COLLCTED DEPART PF15 ASSIGN 16,0,PFWAITING TIME UP QUEUE PF7 GO BACK TO MAIN TRANSFER ,FN$SELCT SEGMENT
* BANG TERMINATE
* ADDER ADVANCE MH4(PF4,7)
BUFFER TERMINATE
* GOAWY BUFFER IF LOTS COLLECTD
ASSIGN 17,20,PF GROUP BY TRANS ASSIGN 18,l,PF OF PARAMETERS ASSIGN 19,(PF16+PF16+PF16-3),PF TRANSFER ,BEGIN
* ************************************************************ * THE UNLINKING SUBROUTINE. HERE WAITING LOTS ARE * * RELEASED. PRIORITY TO HOTLOTS, THEN LOT WITHIN LOOP * * FINALLY LOTS OUTSIDE LOOP. AFTER ANY ONE LOT IS * * RELEASED, THE UNLINKER RETURNS TO MAIN SEGMENT * ************************************************************ *
EXPRS UNLINK PF7,CHECK,l,5,1,UNLKA RELEASE HOT LOT TRANSFER PF,ll,l
* UNLKA UNLINK PF7,CHECK,l,,,OVER1 RELEASE NORMAL
TRANSFER PF,ll,l *
OVERl TEST E PF7,MH5(l,l),OVER2 RELEASE FROM UNLINK LOOPl,TESTl,l,,,OVER2 FIRST LOOPQ TRANSFER PF,ll,l
OVER2 TEST E PF7,MH5(2,l),OVER3 RELEASE FROM UNLINK LOOP2,TEST2,l,,,OVER3 SECOND LOOPQ TRANSFER PF,ll,l
OVER3 TEST E PF7,MH5(3,l),OVER4 RELEASE FROM UNLINK LOOP3,TEST3,l,,,OVER4 THIRD LOOPQ TRANSFER PF,ll,l
OVER4 TEST E PF7,MH5(4,l),OVER5 RELEASE FROM UNLINK LOOP4,TEST4,l,,,OVER5 FOURTH LOOPQ TRANSFER PF,ll,l

* * * *
*
OVERS TEST E UNLINK TRANSFER
OVER6 TEST E UNLINK TRANSFER
OVER7 TEST E UNLINK
OVOUT TRANSFER
PF7,MH5(5,l),OVER6 LOOP5,TEST5,l,,,OVER6 PF,ll,l PF7,MH5(6,l),OVER7 LOOP6,TEST6,l,,,OVER7 PF,ll,l PF7,MH5(7,l),OVOUT LOOP7,TEST7,1 PF,ll,l
RELEASE FROM FIFTH LOOPQ
RELEASE FROM SIXTH LOOPQ
RELEASE FROM SEVENTH LOOPQ
CHECK IF UNLINKEE REPRESENTS A GROUP. IF SO ROUTE TO THE GROUPING SUB, ELSE TO MAIN SEGMENT.
CHECK TEST LE TRANSFER
PF16,l,SLCT8 ,FN$SELCT
80
*********************************************************** * THE LOGOUT SUBROUTINE. LOTS ARE ROUTED TO REWORK * * SCRAP, NEXT LOGPOINT ETC. * *********************************************************** *
LOGON
*
* YIELD
* * * * * *
* WELL
* WEEL
*
ASSIGN 4,MH*PFl(PF2,PF3),PF NEG LOGPOINT NBR ASSIGN 4-,2*PF4,PF MAKE POSITIVE
TRANSFER .MH7(PF4,l),,REWRK %R TO REWORK TEST NE MH7(PF4,2),0,YIELD TRANSFER .MH7(PF4,2),CRAP,YIELD %S TO SCRAP
%Y TO NEXT STEP SAVEVALUE PF4+,l,XH INC GOOD LOTS
TABULATE CYCLE TIME FOR LOGPOINT ACCUMULATE SUM OF XSQR, X, ANON F.MATRIX 1 FOR NORMAL LOTS F.MATRIX 3 FOR HOT LOTS
TEST E MSAVEVALUE MSAVEVALUE MSAVEVALUE TRANSFER
MSAVEVALUE MSAVEVALUE MSAVEVALUE
ASSIGN ASSIGN TRANSFER
PF5,l,WELL 3+,PF4,l,(MP10PF*MP10PF),ML 3+,PF4,2,MP10PF,ML 3+,PF4,3,l,ML ,WEEL
l+,PF4,l,(MP10PF*MP10PF),ML l+,PF4,2,MP10PF,ML l+,PF4,3,l,ML
14,0,PF lO,ACl,PF ,FN$HERE
MARK ENTRY TIME FOR NXT LOGPOINT

81
* REWORK SEGMENT *
REWRK ASSIGN 14+,l,PF NO PRESENT RWK TEST LE PF14,&TIMES,CRAP OVERWORKED? ASSIGN 3-,MH7(PF4,4),PF ASSIGN 6,MH7(PF4,5),PF PRECLEAN PROCTM ASSIGN 4,MH7(PF4,3),PF PROCESS TYPE ASSIGN 7,MH4(PF4,l),PF MACHINE SET QUEUE PF7 TRANSFER ,FN$SELCT GOBACK TO MAIN
* SEGMENT CRAP MSAVEVALUE 2+,PF4,6,l,ML INC LOT SCRAPPED
TERMINATE BY REWK OR %S * ************************************************************ * THE MACHINE MAINTENANCE AND REPAIR SEGMENTS * * EACH MACHINE HAS AN INDIVIDUAL SEGMENT FOR * * MAINTENANCE AS WELL AS REPAIR. THE NUMBER SPECIFIES * * REFERENCE NUM OF THE MACHINE BY THE PROGRAM. * * THE LABEL 'MAINT' INVOKES THE MAINTENANCE MACRO * * THE LABEL 'REPIR' INVOKES THE REPAIR MACRO * ************************************************************ *
UNLIST MACX MAINT MACRO AGA6,15 MAINT MACRO AGA11,23 MAINT MACRO AGA12,24 MAINT MACRO AGA17,109 MAINT MACRO AGA18,110 MAINT MACRO AGA19,111 MAINT MACRO AGA28,125 MAINT MACRO AGA31,128 MAINT MACRO AGA36,136 MAINT MACRO AGA37,137 MAINT MACRO AGA40,140 MAINT MACRO AGA41,141 MAINT MACRO AGA42,142 MAINT MACRO AGA51,173 MAINT MACRO AGA55,177 MAINT MACRO AGA56,178 MAINT MACRO AGA60,185 MAINT MACRO AGA65,199 MAINT MACRO AGA70,204 MAINT MACRO AGA73,210 MAINT MACRO AGA78,221 MAINT MACRO AGA82,241 MAINT MACRO AGA86,245
UNLIST MACX *

* * *
*
REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO REPIR MACRO
UNLIST
LOTS GO
SCRAP TEST G SPLIT
TO
DUST SAVEVALUE TERMINATE
RPR6,15 RPR11,23 RPR12,24 RPR17,109 RPR18,110 RPR19,111 RPR28,125 RPR31,128 RPR36,136 RPR37,137 RPR40,140 RPR41,141 RPR42,142 RPR46,149 RPR51,173 RPR55,177 RPR56,178 RPR60,185 RPR65,199 RPR70,204 RPR73,210 RPR78,221 RPR82,241 RPR86,245 MACX
SCRAP IF MACHINE
PF16,l,DUST (PF16-l),DUST FN$SCRAP+,l,XB
82
BREAKS DOWN
INC LOTS SCRAP BY MACHINE NUM
************************************************************ * DATA COLLECTION AND TABULATION SEGMENTS * ************************************************************ *
GENERATE , , , 1, , 4PF
* * HERE COLLECTOR WAITS FOR( SAY A WEEK) COLLECTS * XSQR, X, AND N, FOR LOTS PROCESSED BY LOGPOINT
* *ADDDD ASSIGN
ADDDD ASSIGN ADVANCE
GO ASSIGN ASSIGN
GHOST ASSIGN MSAVEVALUE
l+,(&PARTS+l),PF l,l,PF &WEEK 2,&LOGPT,PF 3,(PFl*PF2),PF 4,XH*PF3,PF 2+,PF2,l,(PF4*PF4),ML

* * *
REPET
* * * * * * * * * * * * * *
NADIR
MSAVEVALUE 2+,PF2,2,PF4,ML MSAVEVALUE 2+,PF2,3,1,ML SAVEVALUE PF3,0,XH ASSIGN 3-,1,PF LOOP 2PF,GHOST TRANSFER ,ADDDD
SAME AS ABOVE ON A LOOP BASIS
GENERATE , , , 1, , OPF ADVANCE &WEEK TABULATE OVER1 TABULATE OVER2 TABULATE OVER3 TABULATE OVER4 TABULATE OVERS TABULATE OVER6 TABULATE OVER7 SAVEVALUE INVT1,0,XF SAVEVALUE INVT2,0,XF SAVEVALUE INVT3,0,XF SAVEVALUE INVT4,0,XF SAVEVALUE INVT5,0,XF SAVEVALUE INVT6,0,XF SAVEVALUE INVT7,0,XF TRANSFER ,REPET
TABULATES CYCLE TIME AND LOTS PROCESSED BY LOGPOINT AND SYSTEM YIELD BEFORE END OF SIMULATION FLOAT MATRIX 1 CYCLE TIMES FOR NORMAL LOTS FLOAT MATRIX 3 CYCLE TIMS FOR HOT LOTS COLUMN 3 THROUGHPUT COLUMN 4 AVERAGE COLUMN 5 VARIANCE COLUMN 4 NUMBER OF LOTS SCRAPPED AT THE YIELD POINT FLOAT MATRIX 2 FOR LOTS PROCESSED COLUMN 4 AVERAGE COLUMN 5 VARIANCE COLUMN 6 LOTS SCRAPPED
GENERATE ADVANCE TEST E ASSIGN
, , , 1, , 1PF &WHAT N$NADIR,&LASTLY,VASAN
GREAT MSAVEVALUE 1,&LOGPT,PF 1,PF1,4,(ML1(PF1,2)/ML1(PF1,3)),ML 1,PF1,5,(((ML1(PF1,1)*ML1(PF1,3)) -(ML1(PF1,2)*ML1(PF1,2))) /(ML1(PF1,3)*(ML1(PF1,3)-l))),ML 3,PF1,4,(ML3(PF1,2)/ML3(PF1,3)),ML
MSAVEVALUE
MSAVEVALUE
83

MSAVEVALUE 3,PF1,5,(((ML3(PFl,l)*ML3(PF1,3)) -(ML3(PF1,2)*ML3(PF1,2))) /(ML3(PF1,3)*(ML3(PF1,3)-l))),ML
MSAVEVALUE 2,PF1,4,(ML2(PF1,2)/ML2(PF1,3)),ML MSAVEVALUE 2,PF1,5,(((ML2(PFl,l)*ML2(PF1,3))
-(ML2(PF1,2)*ML2(PF1,2))) /(ML2(PF1,3)*(ML2(PF1,3)-l))),ML
LOOP lPF,GREAT SAVEVALUE STYLD,((N$FINAL*l000)/(N$FINAL+
N$DUST+N$CRAP)),XF VASAN SPLIT l,NADIR
TERMINATE 1 * * CONTROL CARDS FOR INITIAL RUN AND RERUNS *
*
* I* II
START RESET INITIAL START RESET INITIAL START RESET INITIAL START RESET INITIAL START
END
4
ML1-ML3(1-53,1-6),0 4
ML1-ML3(1-53,1-6),0 4
ML1-ML3(1-53,1-6),0 4
ML1-ML3(1-53,1-6),0 4
84

APPENDIX B
SAMPLE INPUT
Listing of the 'MISCL' file
5 53 1 250 79 10080 10080 4 100 42 44 60 63 22 18 11 63 88 1 1008 504
Listing of the 'ROUTE' file
72 2 3 4 5 6 4 -1 7 6 4 -2 8 9 3 -3 10 11 12 13
14 -4 15 -5 16 -6 17 -7 18 1 2 19 -8 20 21 20 22 -9 73 24
-10 0 0 0 0 0 0 0 0 0
74 2 4 25 4 6 -11 18 75 2 20 27 20 22 -12 10 11 12 13 -13 16 -14 28 29 -15 18 72 2 19 -16 30 31 30 22 -17 30 32 30 33 76 35 22 -18 0 0 0 0 0 0 0
10 11 12 13 14 -19 36 63 37 38 -20 39 77 35 20 41 20 22 -21 16 -22 10 11 12 13 -23 16 -24 29 -25
39 78 35 -26 10 11 12 13 -27 16 -28 29 -29 39 78 35 4 42 4 22 -30 30 32 30 22 76 35 22 -31 0
10 11 12 13 14 -32 43 37 38 -33 10 11 12 13 -34 44 37 38 -35 39 79 35 45 46 45 22 -36 48 47 48
-37 78 35 45 49 45 22 -38 10 11 12 13 -39 50 51 22 -40 39 78 35
-41 52 53 -42 54 78 35 4 55 4 22 -43 0
10 11 12 13 -44 56 71 69 70 -45 39 78 35 30 57 30 22 -46 58 59
-47 0 0 0 0 0 0 0 0 0
10 11 60 61 -48 62 63 37 64 -49 65 66 65 -50 67 53 -51 0 0 0
85

86
10 68 12 13 -52 56 71 69 70 -53 0
Listing of the 'PROCS' file
0 0 0 0 0 0 0 0 0 0 0 0 0 0 2 1 6 7 5 0 0 0 0 0 0 0 0 0 3 1 10 10 20 0 0 0 0 0 0 0 0 0 4 1 12 12 5 0 0 0 0 0 0 0 0 0 5 3 15 15 190 0 0 57 0 0 0 0 0 0 6 1 20 20 6 0 0 0 0 0 0 0 0 0 7 2 23 24 205 0 0 58 0 0 0 0 0 0 8 1 29 30 85 0 0 0 0 0 0 0 0 0 9 1 33 33 105 0 0 0 0 0 0 0 0 0
10 1 35 46 67 0 0 0 0 0 0 0 0 0 11 1 47 52 90 0 0 0 0 0 0 0 0 0 12 1 57 68 90 0 0 0 0 0 0 0 0 0 13 1 69 73 30 0 0 0 0 0 0 0 0 0 14 1 76 79 10 0 0 0 0 0 0 0 0 0 15 1 82 83 .90 0 0 0 0 0 0 0 0 0 16 1 86 88 30 0 0 0 0 0 0 0 0 0 17 2 91 93 78 0 78 59 0 0 0 0 0 0 18 2 98 99 40 0 40 60 65 0 0 0 0 0 19 1 103 103 1 0 0 0 0 0 0 0 0 0 20 1 106 106 5 0 0 0 0 0 0 0 0 0 21 3 109 111 1380 0 0 61 0 0 0 0 0 0
6 1 20 20 5 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
23 1 120 120 5 0 0 0 0 0 0 0 0 0 24 3 125 125 120 0 0 0 64 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 25 2 128 128 180 0 0 0 67 0 0 0 0 0 12 1 57 62 48 0 0 0 0 0 0 0 0 0 17 2 92 94 66 0 66 0 68 76 0 0 0 0 27 1 133 133 5 0 0 0 0 0 0 0 0 0 28 4 136 137 120 0 0 0 69 0 0 0 0 0 29 2 140 142 160 0 0 0 70 79 0 0 0 0 30 1 146 146 5 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 32 1 154 154 5 0 0 0 0 0 0 0 0 0 33 1 248 250 132 0 0 0 0 0 0 0 0 0 17 2 92 94 90 0 90 0 0 72 80 0 93 0 34 1 167 170 20 0 0 0 0 0 0 0 0 0 35 2 173 173 40 0 40 0 0 73 81 90 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 36 2 177 178 180 0 0 0 0 75 0 0 0 0 28 4 136 137 180 0 0 0 0 78 0 0 0 0 33 1 248 250 150 0 0 0 0 0 0 0 0 0

87
33 1 248 250 156 0 0 0 0 0 0 0 0 0 37 1 182 182 5 0 0 0 0 0 0 0 0 0 38 2 185 185 180 0 0 0 0 0 83 0 0 0 39 1 190 192 92 0 0 0 0 0 0 0 0 0 40 1 195 196 5 0 0 0 0 0 0 0 0 0 41 2 199 199 180 0 0 0 0 0 85 0 0 0 17 2 92 94 10 0 10 0 0 0 86 0 0 0
1 2 1 1 30 0 30 0 0 0 87 0 0 0 42 1 204 204 100 0 0 0 0 0 0 0 0 0
6 1 20 20 10 0 0 0 0 0 0 0 0 0 43 1 207 207 40 0 0 0 0 0 0 0 0 0 44 2 210 210 150 0 0 0 0 0 88 0 0 0 45 1 215 217 . 240 0 0 0 0 0 0 0 0 0 46 2 221 221 180 0 0 0 0 0 0 92 0 0 47 1 225 226 90 0 0 0 0 0 0 0 0 0 48 1 229 229 10 0 0 0 0 0 0 0 0 0 12 1 57 68 95 0 0 0 0 0 0 0 0 0 13 1 69 73 45 0 0 0 0 0 0 0 0 0 49 1 231 232 60 0 0 0 0 0 0 0 0 0 50 1 235 235 15 0 0 0 0 0 0 0 0 0 51 1 237 237 30 0 0 0 0 0 0 0 0 0 52 1 239 239 5 0 0 0 0 0 0 0 0 0 53 2 241 241 75 0 0 0 0 0 0 0 94 0 54 1 245 245 100 0 0 0 0 0 0 0 0 0 11 1 47 52 95 0 0 0 0 0 0 0 0 0 17 2 92 94 60 0 60 0 0 0 0 89 0 95 34 1 167 170 12 0 0 0 0 0 0 0 0 0 50 1 235 235 12 0 0 0 0 0 0 0 0 0
1 1 1 1 10 20 0 0 0 0 0 0 0 0 22 1 116 117 60 20 0 0 0 0 0 0 0 0
1 1 1 1 27 20 0 0 0 0 0 0 0 0 1 1 1 1 10 27 0 0 0 0 0 0 0 0
31 1 149 149 10 11 0 0 0 0 0 0 0 0 31 1 149 149 32 20 0 0 0 0 0 0 0 0 31 1 149 149 10 20 0 0 0 0 0 0 0 0 31 1 149 149 32 5 0 0 0 0 0 0 0 0
Listing of the 'YERWK' file
0 999 0 0 0 0 998 0 0 0 0 990 0 0 0
300 994 12 6 90 0 990 0 0 0 0 999 0 0 0 0 988 0 0 0 0 998 0 0 0 0 999 0 0 0 0 990 0 0 0

88
0 999 0 0 0 0 973 0 0 0
300 993 12 5 90 0 999 0 0 0 0 999 0 0 0 0 999 0 0 0 0 999 0 0 0 0 997 0 0 0
300 994 12 6 90 0 997 0 0 0 0 988 0 0 0 0 999 0 0 0
300 992 12 5 90 0 999 0 0 0 0 999 0 0 0 0 999 0 0 0
300 994 12 5 90 0 999 0 0 0 0 999 0 0 0 0 999 0 0 0 0 994 0 0 0
300 977 12 6 90 0 985 0 0 0
300 959 12 5 90 0 997 0 0 0 0 995 0 0 0 0 997 0 0 0 0 994 0 0 0
300 998 12 5 90 0 998 0 0 0 0 991 0 0 0 0 997 0 0 0 0 990 0 0 0
300 994 12 5 90 0 997 0 0 0 0 998 0 0 0 0 981 0 0 0
300 968 60 5 95 0 990 0 0 0 0 999 0 0 0 0 995 0 0 0
300 991 12 5 90 0 991 0 0 0
Listing of the 'MNRPR' file
0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75

89
0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 190 28800 14400 380 190 0 190 28800 14400 380 190 0 190 28800 14400 380 190 0 190 28800 14400 380 190 0 190 28800 14400 380 190 0 205 28800 14400 410 205 0 205 28800 14400 410 205 0 205 28800 14400 410 205 0 205 28800 14400 410 205 0 205 28800 14400 410 205 0 205 28800 14400 410 205 0 1380 28800 14400 2720 1380 0 1380 28800 14400 2720 1380 0 1380 28800 14400 2720 1380 0 1380 28800 14400 2720 1380 0 1380 28800 14400 2720 1380 0 1380 28800 14400 2720 1380 0 1380 28800 14400 2720 1380 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 120 28800 14400 240 120 0 120 28800 14400 240 120 o. 120 28800 14400 240 120 0 180 28800 14400 240 120 0 180 28800 14400 240 120 0 180 28800 14400 240 120 0 180 28800 14400 240 120 0 180 28800 14400 240 120 0 120 28800 14400 240 120 0 120 28800 14400 240 120 0 120 28800 14400 240 120 0 120 28800 14400 240 120 0 160 28800 14400 320 160 0 160 28800 14400 320 160 0 160 28800 14400 320 160 0 160 28800 14400 320 160 0 160 28800 14400 320 160 0 160 28800 14400 320 160 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 180 28800 14400 360 180 0 180 28800 14400 360 180

90
0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 100 28800 14400 200 100 0 100 28800 14400 200 100 0 100 28800 14400 200 100 0 150 28800 14400 300 150 0 150 28800 14400 300 150 0 150 28800 14400 300 150 0 150 28800 14400 300 150 0 150 28800 14400 300 150 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 180 28800 14400 360 180 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 75 28800 14400 150 75 0 100 28800 14400 200 100 0 100 28800 14400 200 100 0 100 28800 14400 200 100