
Sgs Ndt-nde Services
34
Industrial Services Non-Destructive Testing - Examination and Evaluation
-
Upload
abdul-moeed-kalson -
Category
Documents
-
view
96 -
download
7
description
Sgs Ndt-nde Services
Transcript of Sgs Ndt-nde Services

Industrial Services
Non-Destructive Testing - Examination and Evaluation

2
SGS Service Offer - Non Destructive Testing
NDT:
Also known as Non Destructive Examination or Evaluation (NDE), NDT refers to a method of examining materials, components and connections in order to identify and quantify internal defects and degradations.
The aim of NDT is to assess material properties before they result in failure - based on recognized acceptance criteria or degradation profiles defined along the years - to ensure product quality and performance upon production, as well as to ensure the safe utilization of engineering structures.

3
SGS NDT – Service Offer and Client Benefits (I)
SGS service offer:
Not just a list of techniques but solutions using different techniques together.
Complete range of conventional and special NDT techniques
NDT operators certified to ASNT / EN 473
On-site NDT coordination
Project management (shut downs)
Interpretation of NDT results
SGS as main NDT contractor; one management and reporting structure; systems to ISO 9001:2000; one NDT contact person– safety systems

4
SGS NDT – Service Offer and Client Benefits (II)
Client benefits: One contractor for inspection and evaluation of system-
integrity.
Know how on all NDT techniques, specialists all around the world.
Optimisation of complete chain –scaffolding, insulation, inspection; therefore downsizing total maintenance budget.
Reliable view on installation condition to ensure maximum production capacity.
Limited number of NDT contractors and inspectors
Direct and efficient contacts with one contractor
Efficient follow-up on NDT, less time spend on interpreting results
Fast construction is better supervised and controlled
Milestone dates met

5
Non Destructive Testing and Examination
Conventional techniques::
Radiography [RT] (X-ray / Gamma –ray)
Ultrasonic testing [UT]
‘Eddy current’ [ET] Electromagnetic testing Tubing heat exchangers Surface testing
Magnetic Particle Inspection [MPI]
Dye/liquid penetrant exami-nation [DPE]
Visual examination
Positive Material Identification [PMI]
Specialised NDT techniques:
Time of Flight Diffraction [ToFD]
‘Guided Wave’ (UT) pipe examination
Magnetic Flux Leakage testing [MFL]
‘Floor mapping’
‘Corroscan’
Crawler automated UT [AUT]
Hot (temperature) Hydrogen Attack analysis [HHA/HTHA]

Conventional NDT techniques

8
Conventional NDT – Radiographic Testing
Radiographic testing (RT): Gamma X-ray Crawler Low-radiation RT SCARS
X-ray on a jet engine
[CP unit (Constant potential)]

10
Conventional NDT – Ultrasonic Testing
Ultrasonic testing (UT): Wall thickness Plate / Pipe Welds Hydrogen Induced Cracking (HIC) Corrosion Erosion
Ultrasonic probe for wall thickness

13
Conventional NDT – Magnetic Particle and Penetrant Testing
Magnetic particle testing (MT): direct, indirect and colour and fluorescent
Penetrant testing (PT): rinseable with water, post-emulsifyable, solvent, colour, fluorescent and dual
Magnetic UV colour

15
Visual inspection – Experience and Standards
External and internal inspection of vessels and storage tanks May lead to further examination using other
NDT techniques
Site inspections of piping and appendages
Welder certification and welding method qualification
Witnessing of hydrostatic testing
Rotating equipment inspection

Special examination NDT

17
Examples of Special Examination techniques
Guided Wave
Floormap (MFL)
Corroscan
Time of Flight Diffraction (ToFD)

18
Typically suitable for: Road crossings & buried pipelines Detection of corrosion/erosion under
insulation Offshore risers Applicable to 125 degrees C Refinery pipework, chemical plant &
power generation plants and utilities
Guided Wave
Guided Wave is a long range (10-40 mtr.) ultrasonic technique for screening of corrosion in pipework and pipelines

19
Weld Metal loss Metal loss
FlangeConventional Transducer
Weld Metal loss Metal loss
FlangeTeletest® Tool Guided Wave
100% Inspection
Localised Inspection
Conventional UT vs Guided Wave

20
Floormap (MFL)
Floormap Magnetic Flux Leakage (MFL) tank bottom inspection
Fast screening technique for detection of corrosion
Determination of wall thickness corrosion locations by UT
Applicable for bottom plates with thickness <12,5 mm

21
Floormap (MFL)

22
Corroscan
Corrosion mapping with the colour as function of wall thickness
100% reproducible
A camera determines probe location
Inspection possible till 160 degrees C
Visualising corrosion profiles

23
Corroscan – cont.
24
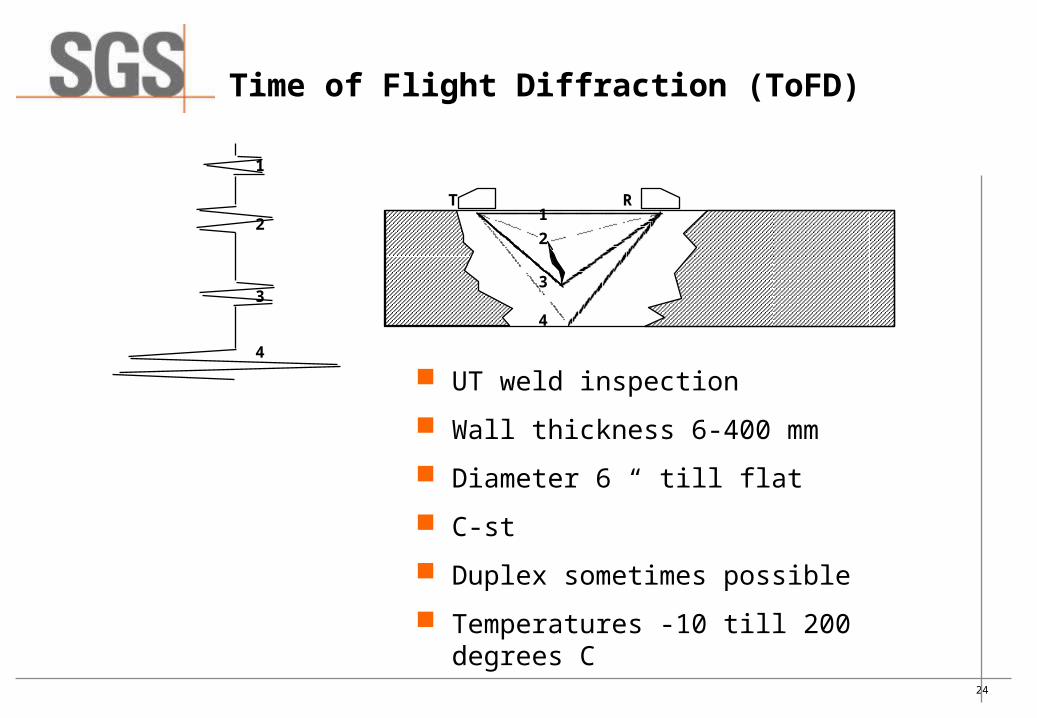
Time of Flight Diffraction (ToFD)
T R1
2
3
4
1
2
3
4
UT weld inspection
Wall thickness 6-400 mm
Diameter 6 “ till flat
C-st
Duplex sometimes possible
Temperatures -10 till 200 degrees C

25
High accuracy sizing
Directly result
No radiation
Fast
Data digitally monitored
Time of Flight Diffraction (ToFD) – cont.

26
Risk Based Inspection and Specialised NDT
Risk Based Inspection (RBI) is regarded as a cost effective alternative to traditional planning and implementation of inspection and maintenance programs. All pressure equipment contain flaws Most flaws are innocuous - Don’t cause problems Few flaws cause catastrophic failure Must find (inspect) those critical flaws in high risk service - Cost
effectively Typically 80% of the risk is associated with < 20% of the pressure
equipment
Optimising inspection expenses also involves using specialised NDT techniques, such as ToFD and Guided Wave
RBI describes the inspection plan based on risk ranking; special NDT provides both input for the RBI analysis as well as execution of the actual risk-based inspection plan.
Traditional ApproachTraditional Approach
RBI ApproachRBI Approach

Digital Radiography forNDT Applications

28
Exposure time: 10% of D7
Dynamic Range: Factor 1.000 compared with Film
Film quality comparable to D7/D8, in some instances even D5
Scanning time: 10 to 120 sec
Storage cassettes allow for unlimited exposure cycles
No chemicals required like for film processing
Easy data storage
Storage cassettes are flexible and (medium) protected against mechanical damage
Storage Phosphor Computed Radiography
Digital radiography

29
RADView CR Tower
Automatic cassette handling
Increased lifetime of Ph Plates
Designed for convenience
Standard sizes of phosphor plates and cassettes: 8” x 10” and 14” x 17”
Fuji: ‘flexible’ sheets that can be bend around a pipe
Phosphor Scanner Systems
Digital radiography – cont.

30
Casting
Original
Contrast Enhanced
Digital Radiography - RADView

31
Casting
Region of interest
Digital Radiography - RADView
Zoomed

32
Original Contrast Enhanced
Digital Radiography - RADView

33
Digital Radiography – Implementation
Cost Savings: Lower archival costs Removal of film storage monitoring costs (Thosulphate testing etc) Remote Contractor approval Reduced number of site buildings Less site personnel Removal of liquid waste disposal costs
Successful implementation of a Digital Radiographic System involves a number of considerations. These involve exposure conditions, image quality requirements and productivity and acceptability to International Codes of Practice within our industry.
Similar to conventional radiographic film, digital radiography exhibits a wide range of resolutions, speeds and throughput capabilities. Not one solution can meet all radiographic needs The right choice depends upon the application.

NDT related services
Destructive materials testing laboratories
Training services

35
SGS Service Offer – Training Services
Client benefits:
Improvement of knowledge/skill level of clients staff
Updated expertise through experienced trainers
Benefit of SGS’ extensive experience and knowledge base
SGS service offer:
OHS training courses, e.g. Basic safety generic training Specialised safety training courses
NDT training courses, Level I, II, III MT, UT, RT, etc Specialised NDT techniques Interpretation of NDT results
Technical inspection courses
Quality assurance and Environmental courses

NDT references

37
Reference: Nigeria LNG Plant - Bonny Island
The NLNG in Nigeria will be one of the world’s largest natural gas liquefaction plants.
SGS provided NDT services on Trains 1& 2, from Dec 96 to Nov 99.
SGS has completed the NDT program for Train 3 and is presently undertaking the NDT program for Trains 4 & 5.
SGS successfully developed innovative high volume radiography techniques for field application in a hostile, wet tropicalenvironment.
As many as 1500-1800 welds examined per week
SGS achieved weld verifications rates of 1800 per week, within a fully compliant ISO 9001 Quality Management System.
SGS realised an exemplary safety and
training record and added value to the
local communities.
Fully compliant ISO 14000 system in
place

38
Owned by Union Fenosa - Spain / ENI Italy
EPC contractor Halliburton KBR. Managedby affiliate M.W.Kellogg UK
Single train complex with capacity of 5million t.p.a. for first train
SGS Egypt awarded contract for NDTincluding PMI
Imported expertise from Nigeria to Egyptfor high volume radiography techniques and data storage & retrieval
SGS Egypt have successfully achieved weld verification rates of 1500 per week within a fully compliant ISO 9001 system
Appointed for inspection and verification of on site plant and equipment including periodic inspection of cranes & lifting tackle.
Reference: Damietta LNG Plant - Egypt
39
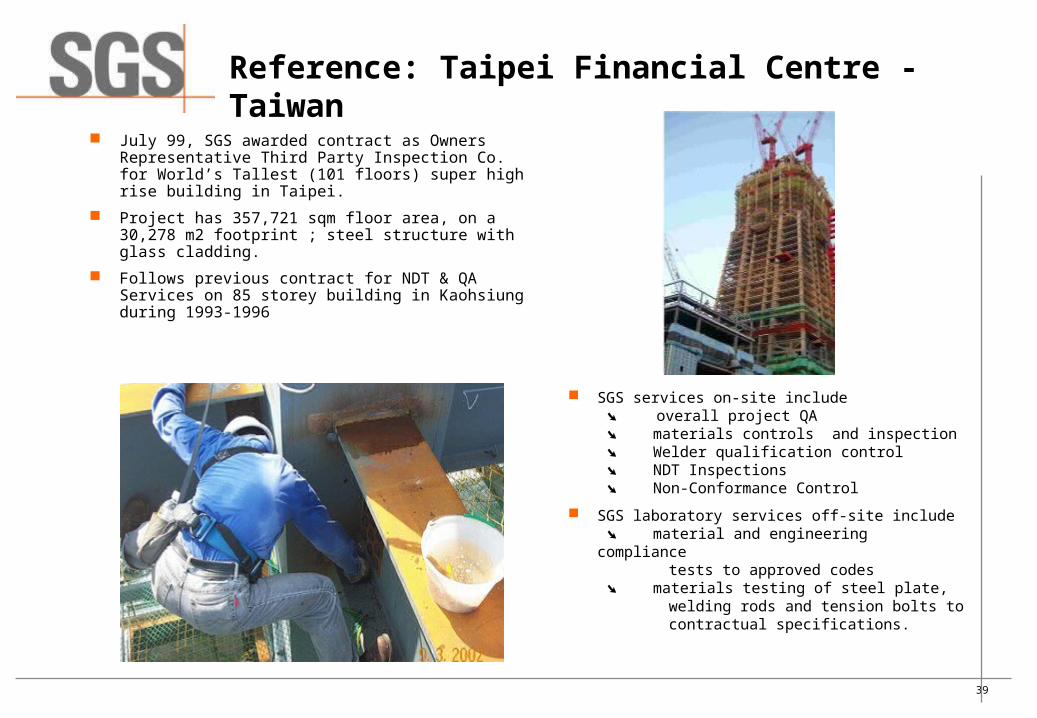
Reference: Taipei Financial Centre - Taiwan
July 99, SGS awarded contract as OwnersRepresentative Third Party Inspection Co.for World’s Tallest (101 floors) super highrise building in Taipei.
Project has 357,721 sqm floor area, on a30,278 m2 footprint ; steel structure withglass cladding.
Follows previous contract for NDT & QAServices on 85 storey building in Kaohsiungduring 1993-1996
SGS services on-site include overall project QA materials controls and inspection Welder qualification control NDT Inspections Non-Conformance Control
SGS laboratory services off-site include material and engineering compliance tests to approved codes materials testing of steel plate, welding rods and tension bolts to contractual specifications.


















