Response to Climate Change (incl. case of Carbon Capture)
19
Response to Climate Change & CCS in Blast Furnace Shibojyoti Dutta Head(Climate Change & Strategic Planning), TATA Steel, Jamshedpur National seminar on “Environmental Principles, Policies and Climate Change”, 16 Dec 2010 Indian Institute of Metals, Kolkata Chapter
-
Upload
shibojyoti-dutta -
Category
Environment
-
view
91 -
download
1
Transcript of Response to Climate Change (incl. case of Carbon Capture)

Response to Climate Change& CCS in Blast Furnace
Shibojyoti DuttaHead(Climate Change & Strategic Planning), TATA Steel, Jamshedpur
National seminar on “Environmental Principles, Policies and Climate Change”, 16 Dec 2010
Indian Institute of Metals, Kolkata Chapter

Content
• Tata Steel’s Response to Climate Change
• Carbon Capture in Blast Furnace
• Expectations
16/12/2009 IIM Kolkata Seminar 2

RESPONSE TO CLIMATE CHANGE
Tata Steel
16/12/2009 IIM Kolkata Seminar 3

Background – I&S India
• Steel is the most recycled material – but in India recycling rate is inferior
• Primary Steel Making (extraction of Iron from Ore) is Carbon Intensive due to dependence of fossil fuel, which is used as reducing agents
• Raw material quality in India is not of prime grade– High Ash in Coal
– High gangue in Ore
Thus fuel requirement and slag rates are higher
• Source of power & energy used for steel making are also mostly fossil fuels
• Until economical source of energy & power is delinked from Carbon, Energy Conservation remains the mainstay for GHG abatement
• Global I&S Sector contributes ~2.5-3 BTCO2PA i.e. 6.5% of global GHG emissions (I&S contribution up from 1.4 BTCO2PA in 1995)
• Indian I&S sector contributes ~0.3-0.4% of global emissions ~0.1-0.2 BTCO2PA
• India contributes to 5% of global GHG emissions though per capita emission @ 1.1-1.5 tCO2e is way below global average – comparable with global steel emissions
16/12/2009 4IIM Kolkata Seminar

Background – Tata Steel
• CO2 emission intensity reduced by 36% over past 12 years through installation of energy efficient equipment & processes, improving by-product fuel usage & waste heat recovery.
• Ongoing schemes are expected to reduce 1.2 MTPA emissions from BAU
– Coke Dry Quenching with 5 Coke Oven Batteries
– Energy efficient Pelletization for Agglomeration of Ore to be used in Iron Making
– Replacement of 4 Old Blast Furnaces with New Efficient Blast Furnace
– Top Gas Recovery Turbine in New Blast Furnace
– Heat Pipe Waste Heat Recovery System in New Blast Furnace
– Electric Blower with LCI Drive for blowing New Blast Furnace
– Casthouse Granulation facility with New Blast Furnace
– Variable Speed Drives for I.D.Fans of BOF Vessels of LD3
– LDG Recovery and Utilization and
– Thin Slab Caster and Rolling
• Pursuing to improve process efficiency and other in-house initiatives
16/12/2009 5IIM Kolkata Seminar

Background – Tata Steel
• Pursuing development of products that shall help steel consumers to reduce footprint
• Possible initiatives based on commercially available technologies and best practices used for assessing future level of JSR
– 10 major projects are being implemented with total potential of 1.2 MTCO2PA
– 7 more potential measures are being assessed with potential of another 1.9 MTCO2PA
– Once roadmap to 2020 is rolled out, further work for post 2020 will be launched
• Best Practice database developed by RD&T, Tata Steel Group
• Tata Steel Group is participating in a major international R&D project - ULCOS (ambitious objective of reducing carbon intensity by 50% by 2050)
16/12/2009 6IIM Kolkata Seminar

Sustainable solutions
Automotive
•High strength steels/advanced high strength steels
•Low friction engineering steels for gearboxes/engines
Construction
•Light-framed steel housing
•Carbon neutral housing, sustainable construction, adaptation applications
Power
•Onshore/offshore wind turbines
•Photovoltaic coatings, which have the potential, based on the surface area of coated steel cladding currently sold
16/12/2009 7IIM Kolkata Seminar

CCS CASE – B.F.GAS
Pursuing
16/12/2009 IIM Kolkata Seminar 8

Appreciation of CCS – BFG Case
16/12/2009 IIM Kolkata Seminar 10
World Coal Institute 2007/08 on CCS
• Enables CO2 capture & storage thereby avoid release to atmosphere
• Cost-effective for large, stationary sources e.g. power plants & steelworks
IPCC
• Power plants with CCS could reduce CO2 emissions by 80-90% net
• Majority of CCS technologies either
– economically feasible under specific conditions or
– part of a mature market now
Cost of Power with or without CCS
US$/MWh Conventional Combined Cycle IGCC
Normal-Without CCS 43-52 31-50 41-61
With CCS 63-99 43-77 55-91
Abatement Cost 30-71 38-91 14-53
With CCS & EOR 49-81 37-70 40-75
Abatement Cost 9-44 19-68 (-7)-31
Source: Special Report of WG-III of IPCC 2005

Appreciation of CCS – BFG Case
16/12/2009 IIM Kolkata Seminar 11
Power Plant-CCS Blast Furnace Gas-CCS Remarks
Gas description Boiler Waste Gas Byproduct from BF Both have dust and is cleaned; S not a problem in BFG case
- CV Nil 800-930 Kcal/Nm3 Boost BFG CV-950-1200 Kcal/Nm3
- CO2 Conc. 10-15% 17-22% High in BFG – better
- Scale 4 MTCO2PA from a 500 MW plant
2 MTCO2PA from BF of 3 MTPA capacity
- Other constituents
O2 = 4-8%N2 = 78-79%CO = traces
CO = 23-30%H2 = 2-5%O2 < 1%; N2 = balance
C in CO form to escape for BFG case (not Good)Both are saturated with moisture
- Temperature 140-180°C 40-50°C BFG case less energy & space intensive (good) – Wet BFG GCP
- pressure ±100 mmwg +400 to 1200 mmwg
Source: Tata Steel Analysis

Appreciation of CCS – BFG Case
16/12/2009 IIM Kolkata Seminar 12
Power Plant-CCS Blast Furnace Gas-CCS Remarks
Gas
description
Boiler Waste
Gas
Byproduct from BF Both have dust and is
cleaned; S not a problem in
BFG case
- SOx Present Negligible
- Gas hazards Asphyxiation,
corrosive
Toxic, Inflammable Explosion hazards in BFG
case
- Contaminants Yes Yes
Post CCS
performance
- GHG
Emission
GHG free power 40% C captured
(additional* coverage
needed for 100%)
* At the consumption points
(i.e.after combustion), the
CO2 concentration in waste
gases are likely to vary
between 15-24% based on
application & process control
Source: Tata Steel Analysis

Appreciation of CCS – BFG Case
16/12/2009 IIM Kolkata Seminar 13
Forecast of Cost of CCS-2020
• For power generation: US$40-90/tCO2 avoided
• With most cost effective technology, Capture cost ≥ US$15/tCO2 avoided min. (for
other applicable capture it would be ≥ US$5/tCO2 avoided min.)
• At the most cost effective storage site, Storage cost ≥ US$2/tCO2 avoided
CCS sub-Activities US$/tCO2 net
Capture-Power Plants 15–75 Additional cost over per unit avoided
Capture-H2 & NH3 plants 5–55 Only drying & compression
Transportation 1–8 250 km pipeline or by ship 5-40 MTPA
Geological storage 0.5–8 EOR / ECBMR not considered
Monitoring & verification 0.1–0.3 Baseline & post verifications
Source: IPCC 2007
Policy Push needed
• Legalization, share cost / public funding
• Mass acceptance
CCS for BFG cost:
US$18-35/tCO2 avoidedSource: Farla et al., 1995 and Gielen, 2003
Capture from DRI:
US$10/tCO2Source: Gielen, D.J., 2003: CO2 removal in I&S industry,
Energy Conversion and Management, 44 (7), 1027-1037.

Appreciation of CCS – BFG Case
16/12/2009 IIM Kolkata Seminar 14
Process No.of Sources
EmissionsMTCO2PA
Power 4,842 10,539
Cement 1,175 932
Refinery 638 798
Iron & Steel 269 646
Petrochemical 470 379
Oil & Gas NA 50
Others 90 33
Biomass 303 91Source: Special Report of WG-III of IPCC 2005
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Emissions Intensity (MTCO2PA/source)
Highest
330 sources with emissions above 10 MTCO2PA/source. In this segment,
• Power plants contributed 78%
• Iron and Steel plants 5%
• Balance areas 17%
Average from integrated I&S site emitted 3.5 MTCO2PA

Appreciation of CCS – BFG Case
IEA GHG, 2000
• Integrated steel plants - > 80% of CO2 emissions from steel production
• ~70% of the carbon input to an integrated steel mill is present in the Blast Furnace Gas (BFG)
• BFG is used as a fuel gas within steel plant
• Combustion of BFG can result in flue gases with high CO2
concentrations
Both CCS techniques are feasible:
• oxy-fuel application based post-combustion capture and
• DRI - H2 as fuel and pre-combustion capture
16/12/2009 IIM Kolkata Seminar 15

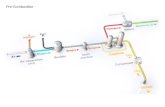
Tata Steel’s Pursuit of BreakthroughGroundbreaking €55m part-EU funded R&D project: 48 EU partners incl.Tata Steel, 13 countries, 80 different potential technologies; Targeted to identify & develop technologies that could enable ~50%
reduction in CO2 emissions from Ore-based steel production by 2050
Example breakthrough technology: Top gas recycling blast furnace (with carbon capture)Schematic: Ian Rodgers, Director, UK Steel, On behalf of EUROFER, OECD Steel Committee, May 2008
1616/12/2009 16IIM Kolkata Seminar
Phase-II (2010-15) – Large scale demo > €300 million

ULCOS & Other Technologies
2015-20 To develop first commercial scale plant
2020 onwards Deployment
ISARNA: bath smelting using less coal and possibly biomass, allied with CCS.
Advanced direct reduction: Reduced gas consumption, allied with CCS.
Electrolysis:– Most revolutionary;
– Reliant on source of low carbon electricity
16/12/2009 IIM Kolkata Seminar 17

EXPECTATIONS
Peer Industry, State & Union Government
16/12/2009 IIM Kolkata Seminar 18

Expectations & Partnership
• Pool of technology solution
• Directing research work– e.g. value added application of CO2 (reduction to C, Mine Fire abatement
etc.) – so that Capture can gain natural momentum etc.
• Technology independence– e.g. Economic solution to low temperature waste heat recovery, high
efficiency solar solutions etc.
• Organized scrap market
• Chart out long term energy roadmap
• Speed up deployment of nuclear power
• Fiscal benefits to promote GHG abatement – through taxes -accelerated depreciation, import duty
• Firming up policy - say to promote albedo etc.
16/12/2009 IIM Kolkata Seminar 19

THANK YOU
Disclaimer
Contents of this presentation do not necessarily reflect the current stance of Tata Steel - some of the contents may be purely the views of the presenting author