MRO Yearbook 2012
140
Click here to load reader
-
Upload
reyyan-demir -
Category
Business
-
view
1.444 -
download
23
Transcript of MRO Yearbook 2012

AIRCRAFT TECHNOLOGY’S ANNUAL PUBLICATION FOR THE MRO PROFESSIONAL
MRO YB 2012 Cover artwork_Layout 1 12/09/2011 16:32 Page 1
MRO Yearbook 2012.indd 1 16/09/2011 13:47

FPA_check 110_ATEM 110 18/03/2011 16:07 Page 3
MRO Yearbook 2012.indd 2 16/09/2011 13:47

EDITORJason Holland: [email protected]
ASSISTANT EDITORJoanne Perry: [email protected]
EDITORIAL CONTRIBUTORSChris Kjelgaard, Bernard Fitzsimons, Tony Arrowsmith.
CIRCULATION MANAGERPaul Canessa: [email protected]
MEDIA MANAGER - EUROPE, ASIA & AFRICAAlan Samuel: [email protected]
PUBLISHER & SALES DIRECTOR - USASimon Barker: [email protected]
GROUP PUBLISHERAnthony Smith: [email protected]
THE MRO YEARBOOK 2012The MRO Yearbook is published annually, each September, by UBM Aviation Publications Ltd.
Aircraft Technology Engineering & Maintenance (ATE&M)
ISSN: 0967-439X - USPS 022-901 is published bi- monthly, in February, April, June, August, October and December, plus an extra issue in July, with annual issues of the Yearbooks published in September and October by UBM Aviation Publications Ltd.
Distributed in the USA by SPP c/o 95, Aberdeen Road, Emigsville, PA 17318-0437, USA.
Periodicals postage paid at Emigsville, PA, USA.
POSTMASTER: send address changes to Aircraft Technology Engineering & Maintenance (ATE&M), c/o SPP P.O. Box 437 Emigsville, PA 17318, USA.
ATE&M UK annual subscription cost is £150.00 GBP. ATE&M Overseas annual subscription cost is £170.00 GBP or $300 USD. ATE&M single copy cost is £25.00 GBP (UK) or $50.00 USD (Overseas)
MRO Yearbook single copy cost is £55.00 GBP (UK) or $110.00 USD (Overseas)
All subscription records are maintained atUBM Aviation Publications Ltd.7th Floor, Ludgate House, 245 Blackfriars Road,London, SE1 9UY, UK.
All subscriptions enquiries to:Paul Canessa: [email protected] Tel: +44 (0) 207 579 4873, Fax: +44 (0) 207 579 4848
Website: www.ubmaviationnews.com
Front cover image courtesy of: Lufthansa Technik
Layout and production by: Dean Cook,The Magazine Production Company
Printed in England by: Pensord
Distribution/Mailing: Flostream UK
The MRO Yearbook and ATE&M, part of UBM Aviation Publications Ltd, have used its best e� orts in collecting and preparing material for inclusion in these publications but cannot and does not warrant that the information contained within these publications are complete, or accurate, and does not assume and hereby disclaims, liability to any person for any loss or damage caused by errors or omissions in The MRO Yearbook and ATE&M, whether such errors or omissions result from negligence, accident or any other cause.
This publication may not be reproduced or copied in whole or in part by any means without the express permission of UBM Aviation Publications Limited.
Aircraft Technology Engineering & Maintenance™ is a licensed trademark of UBM Aviation Publications Limited.
All trademarks used under license from UBM Aviation Publications Ltd.
© 1999 – 2011, UBM Aviation Publications Limited. All rights reserved.
MRO FORECAST2 GLOBAL MRO MARKET OUTLOOK
What are the prospects for the MRO industry and which regions are making the strongest recovery from the global downturn? The MRO Yearbook presents a full report on the state of play.
14 MRO FOCUS: MIDDLE EASTMRO in the Middle East continues to be seen by operators, suppliers and manufacturers as an area of growth and opportunity.
20 MRO FOCUS: FLORIDAA plethora of MRO and supply chain companies are located in Florida, attracted by the sunny climate, strategic location and state support.
AVIONICS26 AVIONICS REPAIR AND NFF TESTING
Independent avionics repair shops face a challenging future as OEMs move to limit access to support data. Meanwhile, the long battle to reduce the incidence of no fault found testing continues.
ENGINE MAINTENANCE30 CARING MORE WITH EACH PASSING YEAR
Total-care maintenance and health-monitoring business has grown considerably for engine manufacturers in the past decade and looks set to grow even more.
35 PW4000-FAMILY MAINTENANCEFor almost 25 years the PW4000-family has kept its place in the large high-bypass aero engine arena, with its thrust output nearly doubled for the 777.
40 REMOTE VISUAL INSPECTION TECHNOLOGYToday’s video borescopes include the latest digital video technology — but their classic optical predecessors still have a place in the aerospace industry.
46 ALTERNATIVE ENGINE COMPONENTSDespite demonstrated performance and cost savings, the debate about the use of alternative materials continues — but companies like BELAC are hoping to set the record straight.
50 TURBOPROP ENGINE MAINTENANCEAs the workhorses of regional airlines, turboprop aircraft are known for their high fuel efficiency and propulsive capability.
AIRFRAME MAINTENANCE54 A320 MAINTENANCE
A favourite of low-cost, network and charter airlines worldwide, the A320 has demonstrated its cost e� ciency and reliability since its launch in 1988.
60 BOEING 737 MAINTENANCEThe bestselling 737 programme has long enjoyed a good reputation among maintenance technicians, but as the number of NGs in the worldwide � eet rises, and the Classics begin to phase out, how will the MRO landscape be a� ected?
64 NEW PASSENGER TO FREIGHTER CONVERSIONSHow Commercial Jet executed the first MD-80SF conversion.
68 THE FUTURE OF AIRFRAME PAINTINGThere have been several changes taking place in the airframe painting segment, including the rise of basecoat-clearcoat and chromate-free technology.
72 CREATING SPACE FOR MRO BUSINESSAircraft hangars are long-term investments for their owners/operators and thus require careful planning before construction can begin.
76 LUFTHANSA TECHNIKWith more than 30 subsidiaries and over 26,000 sta� , the Lufthansa Technik Group says it is the leading provider of aircraft-related technical services in the world.
COMPONENT MAINTENANCE78 RFID INTEGRATED SOLUTIONS
Boeing is currently testing a “totally new” RFID-based
aftermarket solution which promises to significantly
reduce maintenance costs and the time needed to
conduct overnight checks.
82 WHEN THE WHEELS TOUCH GROUNDWheel and brake MRO is an area not directly tied to � ight
hours and cycles like many other aircraft components.
Time between overhauls largely depends on the
particular operations of airlines and their environment.
86 AN INSIDE JOBThe market for commercial aircraft-cabin refurbishment,
recon� guration and upkeep is big and growing, as is the
separate but related market for VIP-aircraft completion
and refurbishment.
SUPPLY CHAIN MANAGEMENT90 LOGICAL LOGISTICS
Efficient supply-chain management is crucial to the
running of the air transport business — but the high-
value nature of commercial aircraft and their parts create
uniquely intensive logistics challenges.
96 TRENDS IN SUPPLY CHAIN MANAGEMENTWith fewer airlines today managing their own inventories,
are third-party supply chain managers in the right
position to ful� l a resurgent demand for spares?
100 PMA PARTS MARKET UPDATEA paradigm shift has occurred in which a significant
increase in interest in PMA parts has been seen in South
East Asia, Europe, and South America — but OEMs
have increased their competitiveness with new service
o� erings.
106 A VIEW OF THE COMMERCIAL AFTERMARKETACS President Dave Kvasnicka gives his views on trends
and developments in the commercial aftermarket, in the
PMA parts industry, and at ACS.
109 KELLSTROM INDUSTRIES PROFILEEstablished in 1990, Kellstrom Industries started out as
a small business servicing the aerospace aftermarket.
Since then it has grown steadily to become a globally
recognised company with an international reputation.
INFORMATION TECHNOLOGY113 MAINTENANCE PLANNING AND SCHEDULING
Automated IT planning and scheduling tools are a key
factor in integrated software solutions that enable
proactive planning.
118 INNOVATION, HARD WORK AND CUSTOMER SERVICEInventory Locator Service’s (ILS) journey from start-up
to industry leader was driven by innovation, hard work
and dedication to providing unequalled service to its
customers.
MAINTENANCE DIRECTORIES122 THE AMERICAS126 EUROPE132 ASIA, AFRICA & MIDDLE-EAST
MRO YEARBOOK 2012 | 1
THE MRO YEARBOOK 2012
FPA_check 110_ATEM 110 18/03/2011 16:07 Page 3
MRO Yearbook 2012.indd 1 16/09/2011 14:08

MRO FORECAST
2 | MRO YEARBOOK 2012
An industry on the reboundWhat are the prospects for the MRO industry for the rest of 2011, and beyond? Which regions are making the strongest recovery from the global downturn? Jason Holland assessed the state of play as some of the biggest companies reveal the most important emerging trends and growth strategies in the sector.
MRO Yearbook 2012.indd 2 16/09/2011 13:47

MRO YEARBOOK 2012 | 3
MRO FORECAST
THE MRO INDUSTRY is set to rebound in 2011 from the difficulties endured in 2009 and 2010 — a period that
was “much bleaker” than many analysts had foreseen, according to VZM Management Services. The rebound in the sector will take place in 2011-2012, but after this initial recovery, growth will be much slower.
“At the global level, short- to medium-term demand will be driven by some ‘catch up’ in the system, such as parked aircraft returning and requiring deferred maintenance,” the company says. “A ‘wave effect’ in deliveries with a large concentration of new aircraft from a number of peak years, particularly narrowbodies, tends to get heavy maintenance and engine overhaul to bunch together in peak years, and this may be about to hit us once again.”
In fact, VZM goes so far as to say that the MRO industry has suffered something of a ‘lost decade’ (2001-2010) with growth “virtually non-existent”. Although the company apportions much of the blame on a succession of major global events — 9/11, the Iraq war, worldwide recession — it rightly points out that there is no reason to assume other shocks won’t occur going forward. The MRO industry’s rebound is thus a welcome, but fragile, one.
SURVIVAL OF THE FITTESTDespite the aviation industry in general making
something of a recovery from the global recession in 2010, with international passenger volumes climbing just above pre-crisis levels before year-end, the MRO sector itself will by its very nature experience downturns and recovery much later than the rest of the industry. According to Walter Heerdt, SVP marketing & sales at Lufthansa Technik, the MRO market began to show growth in the second half of 2010 compared with the previous year: “The MRO market increased in 2010 by approximately 2.5 per cent to $45bn and shall grow at an average of 4.2 per cent per year over the next fi ve years.”
MROs were forced to adopt survival strategies during the downturn, and the most successful are now prospering. Despite a wide variety of strategies being adopted, certain trends still emerged. “The strong survivors in the MRO industry made signifi cant cost cutting investments during the downturn cycle. Process improvement programmes like Lean and Six Sigma have helped many companies compensate for not being able to pass on cost increases to their customers,” explains Jack Arehart, VP, commercial sales and marketing at AAR. “The leading MRO suppliers have strong
MRO Yearbook 2012.indd 3 16/09/2011 13:48

4 | MRO YEARBOOK 2012
MRO FORECAST
Your success is our concern
Sabena technics is a leading independent MRO provider of maintenance services to civil and military operators.
Through dedicated activities, we provide customers with tailor-made cost-effective solutions.
To meet your needs,we build solutions
Airframe servicesComponent servicesIntegrated servicesMilitary servicesTraining services
www.sabenatechnics.com
FPA_check 110_ATEM 110 22/03/2011 11:09 Page 3
balance sheets today, with streamlined operations and an appetite for being even more vertically integrated than before.”
Iberia Maintenance & Engineering’s Jose Luis Quirós, sales, marketing & business development director takes the survival of the fi ttest concept further. “In our opinion, if a MRO is not becoming global, effi cient and with enough critical mass to translate to its customers the benefi t of size, [it] will face severe problems in the midterm.”
Ludovic Loisel, VP strategy, at AFI KLM E&M believes that the pressure on prices that emerged during the economic downturn will continue in 2011, because of “airlines’ demands and stronger competition among MRO players”. Loisel also identifies an important shift taking place in the MRO sector. “[It] is on the brink of an important change, as aircraft, engines and components manufacturers are strongly positioning themselves — by every means — on after-sell and MRO services for next-generation aircraft. Such a move is not only a concern for MRO players but also for airlines, as it could end in a signifi cant increase in their maintenance costs.”
VZM believes the impact of the 787 programme delay will also be an important factor in the MRO outlook. “In terms of new aircraft, Airbus has had a fi eld day selling signifi cant numbers of A330s. In MRO the impact seems to be a sharp spike in 767 events, as several airlines due to receive the 787 are being forced to service old 767 fl eets that had been set to be ridden out to retirement. Slots for aircraft checks could be tight — but probably only for a modest one to two year period.”
Looking at other global trends, it seems that the majority of MRO work taking place right now is in the mainstay narrowbody fl eet: particularly the A320 and the ‘NG’ variant of the 737 programme. As a consequence of this, aircraft maintenance is changing. Increasingly, C-check level maintenance is being spread over phased/equalised maintenance programmes, mainly in the narrowbody sector. “This is going to have a noticeable — negative - impact on heavy maintenance volumes and demand,” says VZM.
Meanwhile, accelerated retirement is set to kick in across 747-400, MD-11 and early A340 fl eets. According to VZM, these will be replaced predominantly by the large twin 777/787 and A350 aircraft, while the “honeymoon eff ect” will signifi cantly depress MRO volumes at the receiving airlines. At the other end of the scale, smaller regional jets are being replaced by larger turboprops or 90-110 seat passenger aircraft. The 50-70 seat regional jet market has now almost entirely disappeared. The eff ect on MRO is delayed, lagging these fl eet trends by up to fi ve years, so the impact of these changing fl eets will take some time to work its way through the industry.
To add some context, the world’s fl eet of aircraft is forecasted to grow at an annual rate of 3.2 per cent, from around 19,000 aircraft today to more than 36,000 in 2029. The biggest growth in fl eet is forecast to be in the Asia Pacifi c region, which is expected to order 10,320 new aircraft (approximately 34 per cent of new global aircraft orders) valued at $1.3tn over the next 20 years. For MROs, “the Middle East, India and Asia Pacifi c are the double digit growth rate regions, therefore it is a must to be there”, says Quirós.
REGIONAL VARIATIONSThe two biggest markets for MRO - North America and Europe — suff ered a sharp downturn during the global recession, with the effects much less pronounced in other regions. The BRIC countries — Brazil, India and China — fared relatively well, while the Middle East, Asia and Latin America can be said to have suff ered more of a slowdown than a full scale downturn.
Much harder to predict though have been the regional recovery rates. “The rebound in the North American aviation market was the most pronounced and the more surprising one,” comments VZM. AAR’s Arehart says many positive developments have taken place. “AAR is seeing increased fl ying hours from its main customer base, aircraft have been re-called from storage and new deliveries are becoming more common,” he says. “FY2011 is certainly shaping up for AAR, from both revenue and profit perspectives.”
The North American sector has seen some airline consolidation, which will have a knock-on eff ect on maintenance. The United-Continental merger, for example, has seen signifi cant changes taking place at the former United Services. The MRO is now known as United Technical Operations and is “100 per cent focused on the new United fleet maintenance”, according to a spokesperson. She said that MRO services were provided to “selective customers”.
Although North America has recovered extremely well, the rebound in Europe has been much more modest and “importantly, it did not carry a bumper return to profit like in the US system,” says VZM. One of the reasons for this discrepancy was the impact of a series of unfortunate events in the European sector: volcanic ash causing fl ights to be cancelled and airports to be shutdown; widespread industrial action; and two winters of heavy snow.
Although rebounding now, European MROs have suffered badly in the last few years. “We are expecting the market to return to growth in the second half of 2011. However, we have seen a substantial reduction of MRO market demand (through grounding and subsequent phase out of aircraft, against record new aircraft deliveries) as well as the general depression of market pricing over recent years,” says SR Technics’ CEO James Stewart. “Because of this, SR Technics believes the market has permanently lost two to three years of expansion, which in 2007/8 almost everybody thought would be realised in the coming years.”
MRO Yearbook 2012.indd 4 16/09/2011 13:48

Your success is our concern
Sabena technics is a leading independent MRO provider of maintenance services to civil and military operators.
Through dedicated activities, we provide customers with tailor-made cost-effective solutions.
To meet your needs,we build solutions
Airframe servicesComponent servicesIntegrated servicesMilitary servicesTraining services
www.sabenatechnics.com
FPA_check 110_ATEM 110 22/03/2011 11:09 Page 3
MRO Yearbook 2012.indd 5 16/09/2011 13:48

6 | MRO YEARBOOK 2012
MRO FORECAST
One of the side effects of the recession has been a general increase in activity in the product enhancements sector. Airlines have sought lie-flat beds, premium economy seating, and in-flight connectivity in high volumes - which is indicative of a market chasing premium yields. “Yield improvements were the big upside to 2010,” states VZM. AAR’s Arehart agrees: “Many carriers used the recent window to make investments in aircraft interiors by improving seating options, adding improved IFE and installing winglets. AAR’s Engineering Services and Aircraft MRO business units have been very active in these modifi cations.”
Looking at events so far in 2011, it would appear that the planet is barreling from crisis to crisis. Unrest in the Middle East has caused oil prices to soar, and the impact of events in Japan will also be felt. “In the beginning of the year, we were hopeful that the current airlines upturn would continue and we were expecting some recovery in our business from mid to late 2011, but the current Middle East unrest with its consequential higher fuel prices and the ongoing crisis in Japan have cast shadows on
the robustness of this recovery,” comments Chang Cheow Teck, ST Aerospace president.
VZM fear that, in a mirror image of 2010, “the industry profi t forecasts will change on a month-by-month basis, only downwards this time. There is not much room left for bad news without global airline margins going negative again in the short term”.
Although the effect of recent events in Japan is likely to be limited to the intra Asian and intercontinental travel to/from Japan markets (with very limited impact on MRO events), the Middle East situation is cause for much more concern. “Despite oil prices responding noticeably to the unrest spreading from Tunisia into Egypt and then beyond, the world at large seems to be taking the new price realities in its stride,” comments VZM. “But add any serious supply disruption from Saudi Arabia, Bahrain, Qatar or the UAE to the equation, and we’ll see $200/barrel approaching faster than hitherto imagined, particularly once strategic stockpiles are run down and winter returns to the northern hemisphere.”
In the worst case scenarios, air travel would
once again be down heading into 2012, although geographic variances would be noticeable. China, India, Brazil and most of Asia and Latin America would simply see a cooling eff ect, not a double dip. For airlines, the future would then be even more China/Asia-centric than it is now, and tapping into these growth markets would become essential. For MROs, the eff ects would again lag the airlines, but the volume shift towards the BRIC, Asian, Middle Eastern and Latin American markets would also continue at an accelerated pace.
But there is no reason to expect the worst just yet. In fact, Lufthansa Technik’s Heerdt is predicting that the MRO market will expand both in 2011 and in the short-term, as the rebound effect continues. This expansion will be “mainly driven by the emerging markets in the Middle East, Asia and Latin America, while the traditional markets in Europe and North America will grow disproportionately in the coming years”. But he also notes that world events are a cause for concern. “Certainly the situation after the horrible earthquake in Japan and the political situation in North Africa and the Middle East are impacting the development,” he says. “It is not yet predictable at what scale this will happen.”
In the long term, air traffi c demand will continue to grow globally, with a parallel effect on MRO requirements. “With GDP growth accelerating, transport demand will pick up and airlines will — ultimately — get back on the growth curve. Expect this too to be unevenly split,” says VZM. “The rebound post 2008 has told us that the underlying shift in growth to the BRIC economies is fundamental. So we should see new aircraft deliveries and RPK stats to show yet more shift towards the ‘East’.”
The North American and Western European air transport systems are mature and will thus remain flat or achieve only a small amount of growth. However, Central and Eastern Europe and the ‘Near East’ continue to have growth potential at high single digit levels, according to VZM projections. “Air
Even before the fi rst CFM56 engine took to the skies, GE was there.
As a CFM partner, GE has designed, supported, serviced and monitored nearly 25,000 CFM56 engines for more than 30 years. GE has the OEM expertise and global network to perform overhauls that get your engines back on wing fast and with best-in-class CFM reliability. Through our fl exible commercial solutions, we are uniquely positioned to meet any and every overhaul need. After all, no one knows the CFM56 engine better.
To plan your next shop visit, contact your GE representative or call the GE Aviation Operations Center at +1.513.552.3272.
CFM56 is a registered trademark of CFM International, a 50/50 joint company between GE and Snecma (Safran Group).
GE Aviation Services
We know it bestbecause we knew it fi rst.
66322_cfm56_overhaul_atem.indd 1 6/1/11 3:34 PM
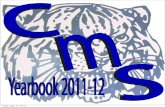
Supplier Region Total MRO Spend 2011-2015
UNKNOWN 275 Billion
NORTH AMERICA 7.9 Million
WESTERN EUROPE 7.4 Million
EASTERN EUROPE 0.56 Million
LATIN AMERICA 0.95 Million
AFRICA 0.28 Million
ASIA PACIFIC 4.6 Million
CHINA 2.1 Million
MIDDLE EAST 0.89 Million
INDIA 0.26 Million
Supplier Region Total MRO Spend 2015-2019
UNKNOWN 309 Billion
NORTH AMERICA 6.9 Million
WESTERN EUROPE 6.5 Million
EASTERN EUROPE 0.49 Million
LATIN AMERICA 0.8 Million
AFRICA 0.19 Million
ASIA PACIFIC 4.1 Million
CHINA 2.3 Million
MIDDLE EAST 0.79 Million
INDIA 0.26 Million
Source: OAG Source: OAG
MRO Yearbook 2012.indd 6 16/09/2011 13:48

Even before the fi rst CFM56 engine took to the skies, GE was there.
As a CFM partner, GE has designed, supported, serviced and monitored nearly 25,000 CFM56 engines for more than 30 years. GE has the OEM expertise and global network to perform overhauls that get your engines back on wing fast and with best-in-class CFM reliability. Through our fl exible commercial solutions, we are uniquely positioned to meet any and every overhaul need. After all, no one knows the CFM56 engine better.
To plan your next shop visit, contact your GE representative or call the GE Aviation Operations Center at +1.513.552.3272.
CFM56 is a registered trademark of CFM International, a 50/50 joint company between GE and Snecma (Safran Group).
GE Aviation Services
We know it bestbecause we knew it fi rst.
66322_cfm56_overhaul_atem.indd 1 6/1/11 3:34 PMMRO Yearbook 2012.indd 7 16/09/2011 13:48

8 | MRO YEARBOOK 2012
MRO FORECAST
North America 33%
Western Europe 27%
Asia Pacific 19%
La<n America 6%
Middle East 6%
Africa 4%
Eastern Europe 3%
India 2%
North America
Western Europe
Asia Pacific
China 6.4
La<n America
Middle East
Africa
Eastern Europe
India
North America 29%
Western Europe 24%
Asia Pacific 19%
China 8%
Middle East 7%
LaAn America 6%
Africa 3%
Eastern Europe 2%
India 2%
North America
Western Europe
Asia Pacific
China
Middle East
LaAn America
Africa
Eastern Europe
India
North America 31%
Western Europe 29%
Asia Pacific 14%
China 7%
Middle East 6%
LaBn America 5%
Eastern Europe 3%
Africa 3%
India 2%
North America
Western Europe
Asia Pacific
China
Middle East
LaBn America
Eastern Europe
Africa
India
transport growth will be driven from the pulsing economies — China, India, plus Brazil & Latin America, and Asia. Resource rich African economies (e.g. Nigeria, Ghana) will move into the top 20-30 economies — and fuel air travel; a shift no-one could have dreamt of a few years ago,” comments the company.
It also expects the emerging Middle Eastern hubs such as Dubai to thrive, “contrary to what may be the received wisdom on traffic potential”. “The geographically strategic positioning is just too good and developing tra� c � ows from the Indian subcontinent to Europe, North America and Africa can all be captured. And all that with what will probably be a competitive advantage in terms of emissions trading obligations. The impact on MRO will be a race to attract human capital, and build the workforces for the growth envisioned. Resource providers will be Central and Eastern Europe, Russia/CIS, India/Pakistan as well as South East Asia — where airlines and MROs may su� er due to the drain on trained resource. There may also be a � ow from the southern Mediterranean (e.g. Egypt / Libya) undermining the local potential for growth.”
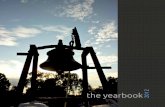
Percentage of Engine Maintenance spend by region 2011-2015 and 2015-2019
Percentage of Airframe Heavy Maintenance spend by region from 2011-2015 and 2015-2019
IN A CHANGING WORLD,TRUST THE ADAPTIVE ONE
w w w . a f i k l m e m . c o m
ADAPTIVENESS® is our response to the changing Maintenance Repair Overhaul business environment. ADAPTIVENESS® means listening to and understanding the key technical priorities of your operations, building unique solutions meeting your specifi c requirements, and staying at your side as a partner to support you through your daily challenges in a spirit of continuous improvement. If, like many other airlines around the world, you are looking for effi cient MRO solutions which lead to longer on-wing times, optimized MTBRs, and overall performance, ask us about ADAPTIVENESS®.
m o b i l e . a f i k l m e m . c o m
AFI_MRO1_210x278_UK_AFM.indd 1 29/07/11 17:07
North America 33%
Western Europe 27%
Asia Pacific 19%
La<n America 6%
Middle East 6%
Africa 4%
Eastern Europe 3%
India 2%
North America
Western Europe
Asia Pacific
China 6.4
La<n America
Middle East
Africa
Eastern Europe
India
North America 29%
Western Europe 24%
Asia Pacific 19%
China 8%
Middle East 7%
LaAn America 6%
Africa 3%
Eastern Europe 2%
India 2%
North America
Western Europe
Asia Pacific
China
Middle East
LaAn America
Africa
Eastern Europe
India
North America 32%
Western Europe 30%
Asia Pacific 14%
Middle East 6%
China 5%
LaBn America 5%
Eastern Europe 3%
Africa 4%
India 1%
North America
Western Europe
Asia Pacific
Middle East
China
LaBn America
Eastern Europe
Africa
India
North America 32%
Western Europe 30%
Asia Pacific 14%
Middle East 6%
China 5%
LaBn America 5%
Eastern Europe 3%
Africa 4%
India 1%
North America
Western Europe
Asia Pacific
Middle East
China
LaBn America
Eastern Europe
Africa
India
North America 31%
Western Europe 29%
Asia Pacific 14%
China 7%
Middle East 6%
LaBn America 5%
Eastern Europe 3%
Africa 3%
India 2%
North America
Western Europe
Asia Pacific
China
Middle East
LaBn America
Eastern Europe
Africa
India
EXPANDING THE MRO SERVICELet’s turn our attention now to the current and emerging issues which will impact MROs across the globe in 2011 and beyond. According to AFI KLM E&M’s Loisel, “the downturn has accelerated long-term trends rather than created new ones”. As mentioned previously, he sees the main challenge facing MROs as being “how the market will cope with the stronger footprint of OEM and OAM on MRO services”. This is an assessment with which Iberia Maintenance’s Quirós concurs, and he is concerned about the long-term effects.
2011-2015
2015-2019
2011-2015
2015-2019
Source: OAG Source: OAG
MRO Yearbook 2012.indd 8 16/09/2011 14:25

IN A CHANGING WORLD,TRUST THE ADAPTIVE ONE
w w w . a f i k l m e m . c o m
ADAPTIVENESS® is our response to the changing Maintenance Repair Overhaul business environment. ADAPTIVENESS® means listening to and understanding the key technical priorities of your operations, building unique solutions meeting your specifi c requirements, and staying at your side as a partner to support you through your daily challenges in a spirit of continuous improvement. If, like many other airlines around the world, you are looking for effi cient MRO solutions which lead to longer on-wing times, optimized MTBRs, and overall performance, ask us about ADAPTIVENESS®.
m o b i l e . a f i k l m e m . c o m
AFI_MRO1_210x278_UK_AFM.indd 1 29/07/11 17:07MRO Yearbook 2012.indd 9 16/09/2011 13:48

10 | MRO YEARBOOK 2012
MRO FORECAST
“Not only because of the downturn, but defi nitely accelerated by the diffi cult economical situation, the most concerning trend for the independents is the strong penetration of the OEM into the MRO activity, mainly tied to the purchase agreements,” he says. “Although this could be an interesting option in some cases, less competition in the industry and loss of technical knowledge in the airlines might lead to a situation where short term benefi ts end up being a long term disadvantage.”
The increased OEM footprint certainly brings strong new competition to the MRO market, and it is putting the traditional players on their toes. “They are extremely powerful and off er to the client an image of reliability,” admits Valter Fernandes, operations VP at TAP Maintenance and Engineering Brazil. “To compensate, MROs are offering even smarter solutions regarding their products, meaning the classic MROs’ products are becoming obsolete.”
These new MRO services are wide ranging. Lu f t h a n s a Te c h n i c s e e s a d e m a n d fo r customisation. Heerdt says: “There is a clear trend in regard to the customisation of the MRO business. The economic situation, business models, aircraft types, new technologies and the operational environment define individual needs and ask for customised solutions. There is no one size fits all. As a MRO supplier one has to take care to create attractive service packages which fi t to the needs of the customer.”
Singapore’s SIA Engineering (SIAEC) believes that the impact of the global recession will continue to make carriers re-consider outsourcing their MRO needs, rather than increasing their in-house capabilities. And as the MRO industry evolves, the company expects to see more airlines wanting not only “a complete airline solution but also, an OEM solution”. A spokesperson commented: “The value of the aircraft is extremely important to all aircraft owners, so they want their aircraft to be serviced at the highest possible standard, and this is only possible if they are able to obtain an OEM solution for most of the maintenance needs.” The company is developing its business in accordance with these predictions.
AAR’s Arehart has also seen strong indications that more ancillary services such as engineering services, reliability analysis, supply chain management and logistics support are being outsourced today. “Providers who can bundle the delivery of these key support services with traditional MRO support services will be well placed for future growth,” he predicts.
VZM sees some problems with the ways in which MROs are doing business. “The pressure to manage costs is unrelenting. Where is this going to be felt? We think the labour factor may have been milked
Committed to solving your parts
requirement
Providing you with quality products and services around the globe
www.royalaero.com
Royal Aero Services is part of the Royal Aero Group GmbH
Royal Aero Services GmbHMaxlrainer Strasse 12, 83714 Miesbach, Germany
T: + 49(0)8025 99360 F: + 49(0)8025 993636E: [email protected]
Consignment stock management and supply Parts supply and trading Engine trading Disassembly Surplus purchase Engine disposal
The economic situation, business models, aircraft
for most of the maintenance needs.” The company
for future growth,” he predicts.
We think the labour factor may have been milked
HOW THE MROS HAVE BOUNCED BACKWALTER HEERDT, SVP MARKETING & SALES, LUFTHANSA TECHNIKLufthansa Technik has passed the economic and fi nancial crisis relatively well through increases in e� ciency, high utilisation of � exible working hours, and process innovations. This year saw a slight increase in revenue, but as expected we were not quite able to match the record earnings of the year before.
Due to continuing cost pressure on our customers and resulting price pressure for MRO, only providers with competitive unit costs and attractive packages to o� er will be able to pro� t from the MRO market’s growth. We continue to evaluate business opportunities in all regions and new markets. We will also invest in our facilities, training, processes, new products and further product improvement. This has paid o� in the past and will be continued in the future.
CHRISTOPHE BERNARDINI, CEO, SABENA TECHNICSSabena technics signed a contact with SuperJet international to become a SJI Authorized Center for performing base maintenance on the Sukhoi Superjet 100 family aircraft at the 2011 Paris Air Show, an example of the company’s growth in a number of areas of its operations. “The SSJ100 perfectly � ts Sabena technics’s strategy of developing maintenance services on new aircraft in order to serve its existing and new customers as they choose to renew their � eets. Our Dinard facility is our center of excellence for regional and narrow body aircraft, so the SSJ100 is a natural extension of our existing capabilities,” said Bernardini.
Sabena Technics has also this year signed a component maintenance agreement with Werner Aero Services to support its Fokker 70 and 100 � eets; opened a parts distribution center in Evreux; and has been selected by Airbus as a long-term subcontractor for A320 Family external painting, among others. The message seems clear: a diversity of quality services will win through during times of recession.
JOSE LUIS QUIRÓS, SALES, MARKETING & BUSINESS DEVELOPMENT DIRECTOR, IBERIA MAINTENANCE & ENGINEERINGIberia Maintenance & Engineering’s long term strategy was de� ned and initiated three years ago, so we are at this time collecting some of the results of it. One of the most challenging strategies was to build up a much more � exible cost structure that could easily be adjusted to the changes in workload, together with continuous cost reduction achieved through a greater breakdown of activities. We also started to diversify our portfolio of services, stepping into heavy airframe modi� cation, as well as MRO services in sectors like defence or corporate aviation, whose cycles are not always following commercial aviation.
We have already started the strategic alignment and synergies capture with British Airways Engineering, as a consequence of the merger between the parent airlines. This will bring similar bene� ts as building up a structure equivalent in size to the sixth largest MRO in the industry, excluding OEMs.
VALTER FERNANDES, OPERATIONS VP, TAP MAINTENANCE AND ENGINEERING BRAZILIt was hard to cope during the global crisis, mainly in the widebody market. Our main goal was to reduce costs, without slashing capacity and certi� cations. The main challenge right now is the weak dollar — something we don’t have control over and is not helping at all. The short- to medium-term outlook looks promising and our 2011 expected airframe occupancy rate is better than 2010 and 2009.
However we are still trying to thrive on the components market. We need to improve our customer baseload. We put some strategies in place to enhance our performance in this speci� c market.
CHANG CHEOW TECK, PRESIDENT, ST AEROSPACEOver the last downturn period, our revenue had remained relatively stable. Although given the general aviation market, some requirements were deferred as airlines tried to conserve cash due to reduced usage. That said, we believe our business is on the right track and we see a recovery in the airline and freight industry as the economy bottoms out. We remain optimistic about the longer term growth prospects of the aviation market in the Asia Paci� c, as well as the dynamic growth of the air cargo market.
Going forward, our signi� cant and diverse customer base and geographic presence, capabilities in both defence and commercial business segments, and a broad base of capabilities in airframes, engines and components MRO, as well as engineering development, will enable us to achieve sustainable and pro� table growth.
MRO Yearbook 2012.indd 10 16/09/2011 13:48

Committed to solving your parts
requirement
Providing you with quality products and services around the globe
www.royalaero.com
Royal Aero Services is part of the Royal Aero Group GmbH
Royal Aero Services GmbHMaxlrainer Strasse 12, 83714 Miesbach, Germany
T: + 49(0)8025 99360 F: + 49(0)8025 993636E: [email protected]
Consignment stock management and supply Parts supply and trading Engine trading Disassembly Surplus purchase Engine disposal
MRO Yearbook 2012.indd 11 16/09/2011 13:48

12 | MRO YEARBOOK 2012
MRO FORECAST
to the point where little gains are left,” he says. “But inventories are still sky-high, waste is rampant, and MROs and more importantly airlines have been too reluctant to move away from a control-centric model where inventory is held just-in-case instead of just-in-time. We think there will be a lot more eff ort to push inventory upstream and to share spares.”
It continues: “MROs’ ability to manage inbound pricing and their ‘inflation differential’ is dismal, and with new pressure on costs, airlines and MROs will be pitched together in attempts to control spare parts pricing. We don’t think PMA has huge upside potential in market share terms, but in pricing terms its impact is very signifi cant. Even at 10 per cent market penetration, an eff ective replacement PMA part can succeed in bringing OEM pricing into check. Expect more of this.”
SR Technics’ Stewart believes the MRO industry is moving away from a focus on “factory work.” He says: “Market expectation is that factory fl oor work (the maintenance programme) is fulfilled to a complete and potentially excellent level. SR Technics remains focused on continuously improving the efficiency and quality of our production labour, in order to support an ability to drive cost reduction internally. This cost reduction has barely been able to keep pace with the tremendous pricing pressure experienced during the downturn; however, even during the downturn airlines remained focused on additional value items in addition to driving previously not seen pricing on basic production work.”
Customers are now looking well beyond basic maintenance production. According to Stewart, there are three major new things they want to know — how a MRO is able to: integrate its support and information systems into the airline, thus providing 100 per cent real time visibility into status of parts, repair or cost; provide robust supply chain support which is able to deliver product with minimal material delays ; and provide engineering expertise through a “plug & play” mechanism, which allows even the newest or smallest airlines to benefi t from knowledge, reliability and reporting information that is normally only available to airlines with very large fl eets and/or many years experience.
MRO RECRUITMENT AND NEW TECHNOLOGIESMeanwhile, the issue of recruiting and training engineers has been a black cloud on the horizon for many years now. Western European and North American MROs have long suff ered from a general failure to attract people into the MRO workforce. Compounding the problem is the aging of the current workforce, and this presents a signifi cant risk to many established MROs, particularly in Western Europe. Less well known, though, is the demographics ‘time bomb’ ticking in China, according to VZM: “The impact of the one child policy will kick in within the next two decades.”
Commenting on future trends to do with this issue, it states: “We will see more work shift to economies such as India, Vietnam, and in greater Europe: Turkey. Depending on the outcome of the current turmoil in the southern Mediterranean, there too we could see a young, technically oriented workforce emerging from the former defence base that is a force to reckon with.”young, technically oriented workforce emerging from the former defence base that is a force
HOW WILL THE INDUSTRY LOOK DIFFERENT IN FIVE TO TEN YEARS?JACK AREHART, VP, COMMERCIAL SALES AND MARKETING, AARIt’s quite possible that in the next five to ten years, the US military will embrace the idea of procuring key support services on commercial terms. With the forecasted defense budget cutbacks, government and defense � eet operators can gain increased efficiencies by adopting more best-practices from commercial aviation. If this occurs, the commercial MRO world will have a much broader available marketplace to serve.
LUDOVIC LOISEL, VP STRATEGY, AFI KLM E&MOur view is that the downturn has accelerated long-term trends rather than created new ones. The main challenge resides in how the market will cope with the stronger footprint of OEM and OAM on MRO services. We also forecast a new wave of consolidation to generate scale effects, an increase in outsourcing by airlines, and a shift in the market balance towards the Middle East and Asia. Finally, our industry should be impacted by the technological changes that next-generation aircraft will bring in the coming years.
SIA ENGINEERING COMPANY (SIAEC)Airlines of the future will need more than just checks. Instead, they need partners. Many low-cost carriers will be emerging over the next five to ten years and they will need a good partner that can allow them to reach high level of usage without any problems. More and more airlines will also seek MRO partners that can o� er broader solutions on a long-term basis, whereby assigning heavy checks on an individual basis won’t be on the cards. New aircraft technology and systems in combination with extended maintenance intervals on newer aircraft will also be sequentially introduced in the next decade. MROs will need to reassess their capabilities and provide extensive training for their workforces.
JAMES STEWART, CEO, SR TECHNICSWe expect consolidation in the mature markets, as smaller MROs are squeezed into niche roles between major MROs and OEM entry to the marketplace. Conversely, in the high growth regions we expect to see a trend similar to that seen in Europe/US over the past 10 years: one of substantial growth of providers, followed by over capacity, followed by restructuring, followed by consolidation. The concept of full service delivery is becoming substantially more critical as airlines form a clearer view of their supply chain needs. The ability to differentiate in this market will not solely rely on the ability to provide all maintenance activity, but how well inventory management is seamlessly integrated into the actual running of the airline business.
MRO Yearbook 2012.indd 12 16/09/2011 13:48

MRO YEARBOOK 2012 | 13
MRO FORECAST
AFI KLM E&M’s Loisel notes another major consideration for MROs in the next few years — the impact of technological changes that next-generation aircraft will bring. This could have a knock-on impact on consolidation, according to Lufthansa Technik’s Heerdt. “Despite new entries, we see an ongoing consolidation process in the MRO industry,” he says. “The introduction of new aircraft generations and engines types is combined with high investments in infrastructure, tools and employee training and complex questions about intellectual property. These challenges can only be handled successfully by MRO providers operating globally and at a certain scale, having the ability to tailor packages to individual needs.”
Although slow in terms of impact the next generation aircraft, along with the new systems and components that go with them, will cause critical mass required to invest in new capability to go up. In Heerdt’s scenario, only a small group of global level in-house airline shops and independent MROs will be able to keep pace with these developments. Iberia Maintenance & Engineering’s Quirós is another of the increasing number of MRO experts to hold this view. “In our opinion we will see that only the bigger MRO or the very specialised ones will have leverage and critical mass to satisfy customers’ expectations in terms of effi ciency, quality and performance,” he says. “Also, and due to the OEM’s strategy, we foresee stronger co-operation within the MRO activity by airline associated MROs and OEMs, which at the end are also suppliers. This is another way of getting the appropriate size and to retain access to technical know how.”
In assessing this situation, VZM states: “We sense that the OEM game plan is often to accelerate this exit scenario. Airlines will need to muster all their negotiating wherewithal to ensure in-service costs are capped/controlled, as the component OEMs will gain share in these fl eets and eff ectively control
the market, as the engine OEMs already eff ectively do. An area where we feel airlines and their MRO partners should be more alert is in infl uencing the product support agreements that defi ne the OEM performance standards and metrics.”
The outlook appears to be that, in line with airline trends, MROs will have to get big to survive, whether in a single organisation or as part of a MRO grouping. ST Aerospace’s Chang Cheow Teck sums up the challenge neatly: “As airlines consolidate, there is a need for fi nancial strength, geographical scale and range of capabilities to engage more eff ectively with the big airline groupings who will, given their scale, demand the best and most cost-eff ective solutions in the market place.”
The barriers to entry into the MRO industry are becoming substantially raised as the landscape in the sector changes. The need to invest heavily in technology and infrastructure to gain the necessary size to compete, coupled with the strong entry of the OEMs into the market “make it almost impossible to see a continuance of the industry in its current form”, according to SR Technics’ Stewart. He concludes: “Our expectation is that there will be only a few mega-regional and global MRO providers, with a few substantially smaller niche players remaining on the fringe. In this case a majority of the mid-sized MROs existing today will either be absorbed by larger companies, or fail.” ■
www.timco.aero
discover the future of MRO
No other MRO can provide the same caliber of
comprehensive nose-to-tail services.
Find out how your airline can benefi t from having
• base maintenance • line maintenance
• interiors • seats • engine services
available from one trusted,
reliable source.
MRO Yearbook 2012.indd 13 16/09/2011 13:48

14 | MRO YEARBOOK 2012
MRO FORECAST
TH E AV I AT I O N I N D U S T R Y i n t h e M i d d l e E a s t h a s l o n g b e e n regarded as a growth area — and
it is still developing rapidly — recession or not. Throughout the economic woes, many companies in the region adopted a strategy of looking proactively to the future in terms of seeking out potential investments and other opportunities. Relatively speaking, the impact of the global recession has been less dramatic than in many other regions.
The future of the Middle East’s MRO industry should be seen in the context of the above average growth of passenger and freighter traffi c into and
through the region — which will necessarily require MRO work, and thus a growing maintenance industry. Firstly, there are a lot of strong domestic airlines, which will increase the total amount of work done. Emirates, for example, currently has an incredible number of aircraft on order.
Secondly, the general MRO landscape provides significant benefits for potential non-local customers. Large scale investment and expansion continues to take place in oil-rich places like Abu Dhabi, and this means that modern facilities are being established. Concurrently, airports are developing at a fast pace. The lack of a modern infrastructure has traditionally been a problem for
the region, and it is one that will only be solved in time — however it is fair to say that there is the political will to do so.
The Middle East as a whole can promote itself as a natural hub between Europe, Asia and Africa. Being within convenient reach of airlines in these continents provides the opportunity; relatively cheap labour rates may often be the clincher in a customer’s decision to use a Middle East MRO, or as Abu Dhabi Aircraft Technologies’ CEO Jeremy Chan puts it, there is an “ability to blend professional MRO experience and skills with a labour force from various cultures at a very favourable cost base”.
MRO in the Middle East continues to be seen by operators, suppliers and manufacturers as an area of growth and opportunity. Investment is taking place at a rapid rate, and partnerships and joint ventures continue to be formed.
MRO focus: Middle East
MRO Yearbook 2012.indd 14 16/09/2011 13:48

MRO YEARBOOK 2012 | 15
MRO FORECAST
STRATEGIC VISIONIain Lachlan, Emirates’ divisional senior vice president engineering, says that the choice and availability of MRO support boosts competitiveness, while a further advantage maintenance companies in the region can offer is a “willingness to consider partnerships and relationships”. The last few years have seen countless aerospace giants make their presence felt in the Middle East through such means.
“The number of Middle East MRO operators is growing faster than in any other region over recent years. With a strategic vision, and a desire to continually assess new opportunities, the MRO industry in the UAE, the wider Middle East region and the Indian sub-continent will continue to develop and offer support in areas it feels brings benefit to their region and market,” says Lachlan. “Their willingness to support opportunities in developing businesses is attracting key suppliers and organisations to the region to consider setting up support units whether as part of a joint venture, a strategic partnership or in support in the growth of their own business model.”
Tied in with this is the decision by many Middle East governments to promote the aviation industry in their countries by means of regulation. Many have adopted more liberal policies, such as open skies. This has eroded the traditional picture that the internal Middle East aviation sector is heavily regulated.
The Middle East, in an aviation business sense,
likes to emphasise the fact that it is relatively new on the scene, and so takes a modern approach. From a maintenance perspective, Chan foresees a major shift in focus from the current situation in terms of the region’s main capabilities, in line with the general attitude. He says: “Major changes can be expected in the focus on modern technologies. Middle East MROs will continuously introduce more capabilities for modern aircraft, engine and component technologies, thus moving away from a traditionally low cost regional provider with a main focus on airframe overhaul of legacy product lines, to a full service provider aiming to support all modern aircraft.”
Many of the companies in the region adopt a global approach, and seek to off er third-party MRO services to other regions. “There is the potential for further opportunities in this area as the choice of MRO options globally is not that extensive, driving the possibility for growth of existing MRO outlets in the region,” says Lachlan.
This is in addition to the aforementioned growing Middle East fleet. However, a lot of the region’s largest MRO providers used to be the in-house operation of a state-owned airline, so most of the airlines with the biggest fleet have their maintenance needs readily taken care of. Diff erent approaches have been taken, whether by choice or circumstance, creating the current landscape of Middle East MROs.
MRO Yearbook 2012.indd 15 16/09/2011 13:48

16 | MRO YEARBOOK 2012
MRO FORECAST
RIVAL SCHOOLSEmirates Engineering, whose main focus is to support the rapidly expanding Emirates fleet, is in fact still a division of the main airline. “With the current programmes in work, and known fl eet and operational growth scheduled, our facilities and resources are heavily utilised in ensuring the high standard of operation of the Emirates fl eet,” reports Lachlan. This has resulted in only a “limited amount” of capacity being available to other potential customers at this time. The company’s facilities are impressive though: its eight hangars form the largest free-spanned structures in the Middle East, with roofs supported by 110-metre long single spans, and it is among the biggest civil aviation maintenance facilities in the world.
There are plans in place for the MRO division to seek third party work in the future, and Lachlan reveals something of the plan: “Emirates Engineering is continually developing key capabilities in maintenance/component/system support, and skill and educational development, which will result in additional capacity being available in the future. In the longer term, as Emirates expands into additional third party work,
it will ensure the market place continues to remain competitive.”
Slightly further down the third-party route is Gulf Air and the kingdom of Bahrain. The airline used to be owned by not just Bahrain, but Abu Dhabi, Qatar and Oman too. Its MRO needs were taken care of by Gulf Aircraft Maintenance (Gamco) in Abu Dhabi — this company has now been rebranded as Abu Dhabi Aircraft Technologies as the Gulf Air connection was completely lost. Now that Bahrain is in sole control of Gulf Air, the state’s holding company Mumtalakat has signed an agreement with Singapore’s SIA Engineering (SIAEC) to set up a new JV business which will not only service the airline but seek third-party work. A new facility will become operational in 2012 and the JV company will be named Gulf Technics — so this new player in the market will be one to watch in upcoming years.
Meanwhile, Abu Dhabi Aircraft Technologies (ADAT) remains one of the Middle East’s leading third-party MRO providers, while servicing Abu Dhabi-based Etihad’s fleet (the airline is the national carrier of the United Arab Emirates, and its formation precipitated the Gulf Air split). With Etihad’s fleet being so young though, there
is less maintenance need and therefore more available third-party capacity. ADAT is owned by the Mubadala Development Company, a strategic investment and development vehicle wholly-owned by the Abu Dhabi government. According to Chan: “ADAT’s strength is based on a blend of strong ownership with a clear strategic approach, exceptional infrastructure, a favourable cost base and professional skills in both management and production.”
The CEO believes that the MRO’s “flexibility” is unknown in the MRO industry, and that the conditions are in place for further expansion. “The company’s new service spectrum is providing a unique potential for total maintenance cost optimisation through the combination of fi nancial services, integrated fleet and pool management and production services with a market leading effi ciency and quality,” he explains.
Among the company’s strengths is its focus on what is currently happening in the aviation sector. ADAT has base maintenance capabilities for all current and future aircraft models, including the 787 and A380, and this has been supported by the establishment of a new A380–size hangar. Etihad is www.egyptair-me.com
EGYPTAIR MAINTENANCE & ENGINEER-ING is a leading MRO provider in the Mid-dle East and Africa for Airbus, Boeing and Embraer types.
With more than 79 years of experience in maintaining many types of aircraft, en-gines and aircraft components, EGYPTAIR MAINTENANCE & ENGINEERING serves more than 110 customers in domestic & Outstations all over the world, with a high potential workforce to satisfy its increas-ing customers with total care maintenance solutions and CAMO (Continuous Airwor-thiness Management) services.
The company offers 24 hours 7 days main-tenance services for line maintenance and AOG Support. It performs all types and levels of maintenance including checks, replacements, repairs and modifications as well as offering technical services and planning. The range of activities available to customers is very comprehensive and ranges from line maintenance to any hangar checks and overhaul.
The company has competent technical staff and material assets to meet the various maintenance needs of airlines, corporate business and general aviation customers. It also offers the most suitable solutions to meet all customers’ requirements.
Different activities of the company are now approved by many authorities in-cluding ECAA, EASA 145.0290, FAA and ISO9001:2008.
EGYPTAIR MAINTENANCE & ENGINEERING
Egypt Air MRO 0911.indd 1 14/09/2011 15:51MRO Yearbook 2012.indd 16 16/09/2011 13:48

www.egyptair-me.com
EGYPTAIR MAINTENANCE & ENGINEER-ING is a leading MRO provider in the Mid-dle East and Africa for Airbus, Boeing and Embraer types.
With more than 79 years of experience in maintaining many types of aircraft, en-gines and aircraft components, EGYPTAIR MAINTENANCE & ENGINEERING serves more than 110 customers in domestic & Outstations all over the world, with a high potential workforce to satisfy its increas-ing customers with total care maintenance solutions and CAMO (Continuous Airwor-thiness Management) services.
The company offers 24 hours 7 days main-tenance services for line maintenance and AOG Support. It performs all types and levels of maintenance including checks, replacements, repairs and modifications as well as offering technical services and planning. The range of activities available to customers is very comprehensive and ranges from line maintenance to any hangar checks and overhaul.
The company has competent technical staff and material assets to meet the various maintenance needs of airlines, corporate business and general aviation customers. It also offers the most suitable solutions to meet all customers’ requirements.
Different activities of the company are now approved by many authorities in-cluding ECAA, EASA 145.0290, FAA and ISO9001:2008.
EGYPTAIR MAINTENANCE & ENGINEERING
Egypt Air MRO 0911.indd 1 14/09/2011 15:51MRO Yearbook 2012.indd 17 16/09/2011 13:48

18 | MRO YEARBOOK 2012
MRO FORECAST
scheduled to receive its fi rst A380s in 2012, and so these aircraft won’t need their fi rst C-check until 2014. In terms of component capabilities, ADAT has also turned its attention to current and future platforms, such as the 777, 787, A380, and A350. On the engine side of operations, ADAT parent Mubadala signed a deal with General Electric that will mean the MRO will become a specialist centre for the GEnx and the GE90 models.
It is known that Mubadala is seeking to make an MRO acquisition in either North America or Asia, which would further extend its global coverage (it is already the majority owner of SR Technics), but the company also has a few other aerospace projects ongoing closer to home. One is Sanad, which was launched in early 2010 to provide leasing and management of spare components and engines to the airline industry. Essentially, the company will purchase airlines’ components stock and then
maintain it on a contract basis utilising Mubadala’s MRO assets: ADAT and SR Technics.
Dubai Aerospace Enterprise (DAE), meanwhile, has already established its North American presence through its ownership of StandardAero. Despite its grand entrance onto the aerospace scene, DAE has seldom been in the spotlight recently, and any other planned MRO acquisitions have yet to come to fruition. Matters have likely not been helped by the recent fi nancial crisis that enveloped Dubai.
Another oil-rich emirate, Qatar, has yet to really make its mark on the third-party MRO scene. This could change very rapidly though. With the controversial award of the 2022 FIFA World Cup to Qatar, there will be additional traffic to an already fast-growing emirate, and investment is already being put into a new international airport in Doha, which is scheduled to open in
MRO Yearbook 2012.indd 18 16/09/2011 13:48

MRO YEARBOOK 2012 | 19
MRO FORECAST
2012. Qatar Airways currently relies on third-party companies to carry out its maintenance work. It remains to be seen how it will approach its MRO needs once it relocates to the new airport, where it will have the option to bring maintenance work in-house.
Jordan’s JorAMCo remains one of the major third-party providers in the Middle East. It was initially set up as flag carrier Royal Jordanian Airlines’ maintenance and engineering department, but became an independent concern in 2000, specialising in narrowbody and Tri-star aircraft. The MRO says that in recent times it has pursued an “aggressive growth strategy to reinforce its position in the market”, which has entailed doubling the size of its facilities, enhancing its aircraft capabilities, incorporating integrated ERP solutions, increasing its workforce and establishing a dedicated training academy.
In Saudi Arabia, the government was a late-adopter in pursuing a policy of promoting its aviation sector. But once the decision was taken, it resulted in the privatisation of the country’s fl ag carrier and the emergence of two low-cost carriers. MRO provider Alsalam was set up to concentrate on servicing Saudi Arabian Airlines, but now counts itself as one of the main players in the Middle East’s third-party airframe maintenance segment. The company has three widebody hangars capable of housing 747-400-sized aircraft, and prides itself on the wide range of support shop capabilities it has on off er, including composite repairs.
CLEAR FOCUSThe Middle East, then, remains a fast-growing aviation sector, and this includes its MRO segment. The available domestic work will continue to increase at a rapid rate, as will third party customers from Europe, Asia and Africa. With this growth it seems likely that other maintenance companies will enter the market, or existing ones will expand, as demand necessitates increased supply.
Inevitably, there are still many questions surrounding the region, primarily based on the relatively short history of the aviation industry in the Middle East, the fact that developments are still ongoing, and because the industry is “not yet at a mature stage”, as Chan points out. Nevertheless, he points to the fact that major infrastructure investments are under way, along with the expansion of various industry partnerships, as evidence of the region’s long-term health.
Lachlan also predicts a rosy outcome for Middle East MRO. “The potential for future growth remains. Strategic plans for regional MRO growth are evident and they will continue as the region develops for companies that wish to grow,” he comments. “In recent years, we have already seen aggressive global
growth strategies being pursued to enable the region to become a global player in the MRO industry.”
Chan concludes by re -emphasising the importance of the growing amount of aircraft traffic in the region. “Given the high number of aircraft orders in this region and by other operators serving the Middle East, the MROs must be at the forefront to establish capabilities for all current and
future aircraft including entry-into-service support or even aircraft selection support,” he says. “With a continuing trend of outsourcing and pressure on business case optimisation for all airlines, the most successful MROs will be able to off er a full spectrum of services with a clear focus on total maintenance cost optimisation for the airline through a long-term partnership.” ■
C M Y CM MY CY CMY K
MRO Yearbook
ConsumableMaterials
(Chemicals)
interturbine Aviation Logistics GmbH
THE ONE STOP SOURCE
Semi-finishedMaterials
Bulbs& Lamps
RawMaterials
www.interturbine.com
interturbine Aviation Logistics GmbH
THE ONE STOP SOURCE
Hot BondingEquipment
INTERTURBINE AVIATION LOGISTICS GMBH · WORLDWIDE MATERIAL SUPPORT · WWW.INTERTURBINE.COMGermany +49 4191 809 300 · France +33 5 34 40 0670 · UK +44 1480 377 111 · Czech Rep. +420 234 280 160 · Hungary +36 29 526 071Russia +7 495 989 2327 · USA / TX +1 817 633 8377 · USA / FL +1 786 337 8144 · USA / WA +1 425 644 5544 · Canada +1 450 632 0647U.A.E. +971 4 7030 418 · P.R. China +86 10 8047 5445 · Japan +81 3 6868 3169 · Singapore +65 654 69858 · India +91 80 4060 0811Australia +61 7 3292 5200 · South Africa +27 11 826 1167
Worldwide Material Support
Innovative supply solutionsfrom regional warehouses
Consolidating > 500,000part numbers / specificationsfrom more than 3,000 sources
Appointed for total fleet support byAGUSTAWESTLAND • AIRBUS • ATR
DORNIER • EMBRAER • EUROCOPTERPILATUS • SUPERJET
MRO Yearbook 2012.indd 19 16/09/2011 13:48

20 | MRO YEARBOOK 2012
MRO FORECAST
CLEAR SKIES, BRIGHT sunshine and coastal views; what better place to fly aircraft than Florida? But it is not just
airlines which operate in this peninsular of south east America. Supporting flight operations in and through this region are a whole host of aviation companies: MROs, parts suppliers, IT providers and many more.
Like other parts of the world, the aviation industry in Florida is structured around the major airports, but in this region the airport network is especially extensive. A ‘Welcome to Florida Aviation’ report published by the Florida Department of Transport (FDOT) in 2010 references 21 commercial, 107 general aviation and 12 main military bases. The thriving nature of Florida’s airports can be
measured by their contribution to the state economy. The 2010 airport data for civil aviation is given as follows: $97bn total economic activity (8.5 per cent of gross state product - GSP), 1m employees and a $30.6bn payroll.
The FDOT report describes international trade and travel/tourism as the largest drivers of Florida’s economy. Air cargo accounts for one third of the total in dollars (economic im pact $6.6bn). Air passenger traffic — growth of which the report describes as being double the national average — had an impact of $59.2bn, from 41.7m commercial airline passengers and 3.7m general aviation passengers (‘Florida: Statewide Aviation Economic Impact Study’, March 2010). Indeed, half of all visitors to Florida arrive by air.
The chief airports are: Miami International (MIA); Fort Lauderdale-Hollywood International; Orlando International; and Tampa International. In addition to custom from outside the United States, these airports see a steady fl ow of domestic traffi c, giving Florida one of the highest air passenger totals in the country — third in 2008, according to economic development body Enterprise Florida. MIA itself is one of the key air transport hubs in America, and the largest gateway between the US and Latin America. Its success can largely be attributed to its strategic location, not only relative to Latin America but the rest of North America as well as Europe, and on a smaller scale the internationally famous local tourist attractions.
With so much traffi c passing through the region, Florida is a magnet for companies involved in the aviation industry supply chain, due to the potential volume of business that can be gained from the airlines. Companies operating in what Enterprise Florida calls the third largest MRO cluster in the United States include: AAR; AA-MRO; TIMCO; PEMCO; and Commercial Jet, which towards the end of last year opened a second hangar in Tampa, doubling its capabilities there.
Peter Chapman, VP and CCO of AAR, says
A plethora of MRO and supply chain companies are located in the third largest US state by air passenger totals, attracted by the sunny climate, strategic location and state support, making Florida an important aviation hub.
Aviation focus: Florida
MRO Yearbook 2012.indd 20 16/09/2011 13:48

MRO YEARBOOK 2012 | 21
MRO FORECAST
his company operates a “c lose -to -the -customer business model” aimed at enhancing responsiveness to client needs. This led AAR to expand into Florida in 1987 by adding a landing gear maintenance business to its portfolio of heavy maintenance, parts supply and component repair services. Today, three out of AAR’s four operating segments — MRO; aviation supply chain; structures and systems; and government and defence — have businesses in Florida. With last year’s acquisition of Aviation Worldwide Services and the relocation of airlift and aircraft modification services to Melbourne and Palm Bay, Chapman says that approximately 25 per cent of all AAR employees — around 2,000 — will ultimately be based in Florida. He argues that, “by its very nature, the aviation industry is agnostic when it comes to geographic borders” but nonetheless describes Florida as “an international hub that helps AAR better support global customers”.
On the components side, large suppliers and repair shops in Florida include: Kellstrom Industries; Chromalloy; GA Telesis; HEICO; and Volvo Aero Services. Chromalloy, a non–OEM provider of advanced coatings, repairs and replacement parts for gas turbine engines, is currently expanding in the region. In March 2011, the company began construction of a $5m, 40,000ft2 ceramic core production facility in Tampa. This development, which is scheduled to open in 2012, joins Chromalloy’s newly operational $30m industrial investment foundry at the same site. GA Telesis has also been actively developing its offerings in the region, acquiring Fort Lauderdale-based Ultimate Aircraft Composites in January this year, which has been rebranded as GA Telesis Composite Repair Group.
Also providing components services are:
Tradewinds; Accel Aviation; AeroTurbine; STS Components; AerSale; Sargent Aerospace and Defense; and Barfield, a Sabena Technics company. The largest interiors specialist in the region is BE Aerospace, which also describes itself as a distributor of fasteners and consumables.
Engine MRO specialists in the region include: Complete Turbine Service; FJ Turbine Power; Aviation Engine Service; APECS Engine Center; NewJet Engine Services; Patriot Aviation Services; United Turbine; Wood Group Turbopower; and Turbine Engine Solutions. Involved in the business of leasing engines are: GA Telesis; AeroTurbine; Volvo Aero; and Tradewinds, amongst others.
Assisting businesses throughout the aerospace supply chain are IT companies such as TRAX, which provides comprehensive management software.
Beyond proximity to airline operations, there are numerous reasons why the aviation industry flourishes in Florida, covering financial, personal and practical considerations. These include even prosaic factors such as the climate; the Floridian climate (and associated lifestyle) being as amenable to aviation employees as it is to flight operators. Chapman says the fact that so many AAR employees were willing to relocate to Florida during the company’s airlift/modifi cation transfer — at a rate “much higher” than the industry norm — demonstrates the attractiveness of the area.
MRO Yearbook 2012.indd 21 16/09/2011 13:48

22 | MRO YEARBOOK 2012
MRO FORECAST
company TRAX says education development in space and aeronautics is “excellent” and therefore a good source of personnel for Florida’s 2,000 aviation and aeronautics companies. On the piloting side, the FDOT says the state boasts the largest flight training programme in the world (‘Welcome to Florida Aviation’, 2010); Enterprise Florida claims that in 2008 this accounted for one fi fth of the world’s fl ight training.
To attract young workers into the industry, there is a Space and Aeronautics Internship Programme (SAIP) run by the Florida Space Grant Consortium (FSGC), which is administered by the University of Central Florida, the third largest public college or university in the state. Companies provisionally participating in the scheme this year include: Florida Turbine Technologies; Pall Aeropower; and Lockheed Martin. On the independent side, there are organisations such as the Florida Institute of
Technology, which in 2009 opened an aviation training and research centre at Melbourne International Airport. These programmes add to training provided by large aviation companies such as Airbus and Delta.
Florida’s well-trained employees can avail of another advantage offered by the regional authorities: Florida is one of only nine states not to levy
an income tax on top of tax at the federal level. For their part, corporations pay just 5.5 per cent — several points lower than states such as California. Tradewinds and fuel component MRO Accel Aviation agree that attractive fi nancial arrangements are a considerable incentive for staff to work in the area, particularly, notes Accel’s director, powerplant programs Gary DeLuca, in today’s diffi cult economic climate.
RIDING THE DOWNTURNDeLuca says that for Accel itself, the last few years have been an opportunity for the company to expand its customer base by off ering cost savings, improvements to on-wing fuel component longevity and a highly responsive service. Accel specialises in repairing and overhauling fuel components such as jet engine fuel controls and fuel pumps as well as select auxiliary power unit (APU) fuel controls and ATA chapter 28 booster pumps. The company is a unit of B&E Group and was established in 1996, arriving in southwest Florida in 1999. It offers both PMA and
DER options, both of which enable cost reduction — providing an attractive prospect for operators wrestling with today’s economic situation, according to DeLuca. He also points out that DER provides the opportunity to save money by introducing modifi cations which increase product lifespan.
Accel’s worldwide customers — as broadly spread as Canada, Europe and the Far East — include major commercial carriers, air freight companies, jet engine shops and parts distributors. Asked about future developments, DeLuca says: “Accel is planning to expand with the help of B&E Group and is poised to be a big part of that [Group] expansion by off ering our business attitude which services the needs of our customers as well as off ering the intrinsic benefi ts of operating a business in Southwest Florida.”
DeLuca says that business from Accel’s existing clients is feeding new sources
THE SUPPORT OF THE STATEUnderlying the success of the industry is the active support of the state. Chapman says of AAR’s airlift/modifi cation relocation: “The move has been very well received and we’re grateful for all the assistance we’ve received from the various government and development groups in Florida.” He says that the “business friendly environment” was a signifi cant factor in the decision to relocate these services.
In a 2010 study, the FDOT acknowledged that “Florida’s economic well-being is intrinsically entwined with its vibrant airport system and its robust aviation industry”, which “both sustains and leads economic growth and development” (‘The Economic Impact of Southwest Florida International’ report, March 2010). The FDOT cites the most signifi cant benefi ts to the region as being the ability to capitalise on a global marketplace and the sustenance of the state’s “number one” industry — tourism. The concrete data supports this assessment; the state report shows that the aviation industry provides a total employment fi gure of 1.2m, total payroll of $38.8bn and a total output of $114.7bn, representing 15 per cent of GSP. The benefi ts to the nation are also clear; ranked as the fourth largest GSP, Florida brings in around $744.1bn per year (‘Welcome to Florida Aviation’, 2010).
Compared with many other parts of the world, Florida operates a highly organised and sophisticated programme of development in the aerospace sphere, based on continual research and analysis. This includes the ‘Florida Aviation System Plan’, the ‘Aviation Grant Program’, the ‘Florida Airport Master Plans’ and the ‘Airport Pavement Management System’. Operators are supported by representative bodies such as the Florida Airport Council (FAC) and, for general aviation, the Florida Aviation Trades Association (FATA).
The primary agency responsible for encouraging growth in Florida’s aerospace industry is Space Florida, created by state legislature in 2006 to collaborate and co-ordinate with other federal, state and local government entities in attracting commercial investment. The work of Space Florida encompasses: e d u c a t i o n a n d w o r k f o r c e development initiatives; research and development programmes; expansion, recruitment and retention efforts; infrastructure improvements; facilitation of commercial ventures through financial and business consulting as well as fiscal incentives and start-up support. Alongside Space Florida, the private, non-profit Florida Aviation and Aerospace Alliance (FAAA) focuses on assisting the industry in the areas of: legislation; workforce development; business-to-business sales and marketing; and networking.
Floridian companies of all shapes and sizes, such as AAR and engines and parts supplier Tradewinds, speak approvingly of the area’s well-educated talent pool. Carolina Davila at IT solutions
International trade and travel/tourism are the largest drivers of Florida’s economy. Air cargo accounts for $6.6bn and air passenger tra� c for $59.2bn.
WE’LL OVERHAUL YOUR MAINTENANCE AND LIFT YOUR BOTTOM LINE.
In today’s marketplace, your focus has to remain on what you do best. So when your core competency is fl ying, it pays to trust your aircraft maintenance to Delta TechOps’ Complete Fleet™ Services. As the MRO powering the world’s largest fl eet, Delta TechOps provides operational e ciencies, economies of scale and unparalleled global reach to help you streamline your maintenance. We’ll customize a Complete Fleet™ solution that includes engine, airframe, component and line maintenance – all the services you need, wherever you need them.
For an inside look at the advantages Delta TechOps brings to your aircraft maintenance, visit Delta-TechOpsMRO.com or call +1-404-773-5192.
7473_MRO_8_27x10_95_08_15_11.indd 1 8/15/11 8:25 AMMRO Yearbook 2012.indd 22 16/09/2011 13:48

WE’LL OVERHAUL YOUR MAINTENANCE AND LIFT YOUR BOTTOM LINE.
In today’s marketplace, your focus has to remain on what you do best. So when your core competency is fl ying, it pays to trust your aircraft maintenance to Delta TechOps’ Complete Fleet™ Services. As the MRO powering the world’s largest fl eet, Delta TechOps provides operational e ciencies, economies of scale and unparalleled global reach to help you streamline your maintenance. We’ll customize a Complete Fleet™ solution that includes engine, airframe, component and line maintenance – all the services you need, wherever you need them.
For an inside look at the advantages Delta TechOps brings to your aircraft maintenance, visit Delta-TechOpsMRO.com or call +1-404-773-5192.
7473_MRO_8_27x10_95_08_15_11.indd 1 8/15/11 8:25 AMMRO Yearbook 2012.indd 23 16/09/2011 13:48

24 | MRO YEARBOOK 2012
MRO FORECAST
of revenue: “We fi nd our current customers help us to develop relationships with potential customers in the interest of cost savings, customer service and product off ering.”
AAR, meanwhile, has pursued a policy of diversifi cation, which Chapman says was “a key part” of the company’s growth during the recent downturn. “By diversifying its commercial and defence business, broadening its capabilities and increasing its emphasis on design and manufacturing, in addition to aftermarket services, AAR has been able to grow and capitalise on opportunities to execute its customer-centric business model,” he states.
Davila says that TRAX, too, has fared well over the past few years, with the company “almost unaff ected” by the economic crisis — it in fact won some of its largest contracts during this time, including business from Air Canada and Turkish Technic. TRAX has been in operation since 1995, off ering fl eet, materials, component and resource management tools, as well as electronic data interchange and technical publications. The company has airline and MRO customers around the world and many in Florida, such as Miami Air and DHL Fort Lauderdale. Business seems to be on the up for TRAX; the company recently moved its headquarters to a larger site in Coconut Grove in anticipation of expansion.
Tradewinds spokesperson Pam Lefcourt says that the parts supplier emerged unscathed from the economic downturn because the company deals in new generation engine material: “When airlines cut capacity they sit the old aircraft down and continue to fl y new generation, more effi cient aircraft.” The company was established in 1996 by president and CEO Mark Kreisel, himself a South Floridian who appreciates the career and lifestyle benefi ts of the area. Lefcourt says that at the time Tradewinds was “one of the few companies in the world selling new generation engine parts” and the fi rst to disassemble a CFM56-7. A few years ago, she says, 60 per cent of Tradewinds’ business was local, whereas now 99.9 per cent originates outside the state, or indeed the country.
RECENT CHANGES ANDFUTURE TRENDSIn considering the way business has changed in recent times, Chapman perceives an increasing demand for diverse “bundled, high-value services” such as management and IT solutions. “A fundamental shift has taken place that builds on solid relationships developed by years of providing individual services,” he says. “Today, customers are looking for suppliers that can help them solve their business problems, moving from the role of a supplier to that of a partner.”
Chapman feels that AAR is operating from a strong position in 2011. Recovery in the commercial market has benefited the company’s composites design and production facility, its heavy maintenance operation and landing gear, wheels and brakes overhaul facility and its defence logistics operation in Florida. At the same time, demand for AAR’s government/defence capabilities, including logistics, “remains strong”. Looking to the future, he predicts: “There is a lot of opportunity for the airlift and modifications businesses to expand as the government continues to reduce its expenses and sharpen its focus on humanitarian relief eff orts around the world.” With turmoil of several diff erent types currently sweeping across large swathes of the world, one suspects this could indeed be a growth market.
Asked about the progress of the relocation, Chapman comments: “The move is proceeding nicely. We started with a small team in Florida to manage the transition and set up the warehousing and logistics centre in advance of relocating the fleet. It was essential that the transition
was seamless with minimal disruption to customers.”
Chapman concludes: “With an eye on the future and a sharp focus on our customers’
requirements, we anticipate that Florida will remain a vital part of AAR’s growth strategy and global
presence.”He is far from being
the only one to see the benefits of a long-term association with Florida. With classic, natural advantages such as a strategic location providing an unchanging, robust
platform for generous state investment and energetic corporate activity, Florida is set to remain an area of focus for the aviation industry for the foreseeable future. ■
“With an eye on the future and a sharp focus on our customers’ requirements, we anticipate that Florida will remain a vital part of AAR’s growth strategy and global presence.”
The Floridian climate (and associated lifestyle) is as amenable to aviation employees as it is to � ight operators.
MRO Yearbook 2012.indd 24 16/09/2011 13:48

MRO Yearbook 2012.indd 25 16/09/2011 13:48

26 | MRO YEARBOOK 2012
AVIONICS
AVIONICS ACCOUNT FOR about 15 per cent of the component maintenance costs of a typical airliner,
according to a recent AeroStrategy study for the US Aeronautical Repair Station Association. The manufacturers of the equipment do about 45 per cent of the work, airlines do 30 per cent of it in house, and the remaining 25 per cent is third party work conducted by either airlines or independent shops.
The independents, though, are watching that share erode as the OEMs move to tighten their grip on the aftermarket by restricting access to the documentation needed to keep test and repair procedures current. “Every month we take several items off our support list because another OEM has said that documentation is now proprietary,” says David Tripp, sales and marketing manager with
Aero Instruments & Avionics in New York state. “We already have the tooling, we have the books, but if you want to make sure the book is up to date you’ve got to ask the OEM or you have to get a service bulletin, and every time we ask they say that’s now proprietary.”
The problem is compounded by consolidation among the manufacturers as traditional names are swallowed up by the bigger players, he says: “We have fewer friendly vendors to work with, and it keeps eating away at the number of components we can repair.” And while the 100 technicians on Aero’s staff still cover 30,000 part numbers and hundreds of OEMs, Tripp says, for small, specialist shops dependent on just a few vendors, “it can get very scary”.
Bob Eriksen, vice president of Ontario-headquartered Otto Instrument Service, echoes
Tripp’s concerns. “Our primary challenge right now is being able to maintain test equipment that has the capability to support modern avionics,” he says. Writing programmes for the test equipment often requires access to the defi nition of the proprietary software that many LRUs contain.
In some cases the OEMs are willing to license that intellectual property in return for a royalty for use of the data, or for the repairs carried out. “But some of the larger OEMs choose not to support third party repair stations,” he says. “They will support the airlines directly that choose to establish this capability, purchase the test stands and build an avionics shop to support their avionic components. But that’s as far as it goes. They’re trying to draw the work back through their own shops, so supporting someone like Otto Instrument would be viewed as supporting the competition.”
Avionics repair and NFF testingIndependent avionics repair shops face a challenging future as OEMs move to limit access to support data. Meanwhile, the long battle to reduce the incidence of no fault found testing continues.
MRO Yearbook 2012.indd 26 16/09/2011 13:48

MRO YEARBOOK 2012 | 27
AVIONICS
Without that support, expensively acquired automatic test equipment (ATE) becomes useless, says Tripp. “The vendors are either leaving the business or they have a new tester and they’re deleting support for the older tester. We’re always trying to buy new test equipment, but the test equipment is getting so complex with the further integration of the boxes, more and more software intensive, more and more ATE required to test. So the OEMs fund their test equipment vendor to create a tester for them and their service centres and they make that available to tier one airlines only – United, Delta, those few airlines that still have shops – but the vendor cannot sell to anyone unless the OEM approves it, and they’ve told him not to sell to third party vendors so it’s getting tougher and tougher.”
The OEMs, of course, have good reasons for
wanting more of the aftermarket. “Their margin on new production going into the airplane is being reduced,” says John Ardussi, a former design and service engineer for avionics OEMs who is now director of business development with test equipment manufacturer Aeroflex Avionics. “The aircraft manufacturers try to get the suppliers to become what they call partners, which means buying into the programme. And that’s why aircraft spares, whether it’s radios or anything else, the prices are really high. Because that’s where the OEMs can make their money.”
Aero’s David Tripp has some sympathy. “The OEMs have high overheads because they have high engineering costs to develop these products,” he says. “OEMs are now risk sharing partners and they don’t get any revenue till boxes start actually delivering to customers. So they’ve put quite a few
vendors right near the brink and the vendors are looking for other revenue sources to replace what used to be charged as non-recurring engineering up front.”
The only way around the data roadblock, says Otto’s Eriksen, is when an airline wants to develop a second source for repairs and is willing to share the information. “We have found some airline customers that are willing to do that and that allows us not only to support them but then we can develop new capability outside support from the OEM and try to help other operators in the process.”
In-house development can sometimes help, he adds: “There are some avionics shops that have some very brilliant engineers, they’ve been able to take the LRU component and in some cases develop their own test equipment. Not only that, they’ve also been able to write their own automated test procedures in a software format based on the maintenance manual requirements and their knowledge of how the LRU function.”
Aero takes a pragmatic approach, says Tripp: “We just say, ‘pleasure doing business with you, we’ve got other things to do’ and we turn our attention elsewhere.”
Otto, says Eriksen, has aligned itself with one of the biggest OEMs, taking over the Honeywell Avionics Repair Center in Sun Valley, California, in 2003. “They’ve licensed us for their equipment and actually transferred the equipment from one of their facilities to our location and then supported us with the manuals and software programming. But that’s very specific to the components that they wanted us to support. We’re only supporting work that they send to us, we don’t have use of that equipment and technical data to work directly with others.”
Aeroflex, too, is working with OEMs on its new equipment, notably the ATB7300 automatic test bench and the RFEM RF extension module for the Cassidian Test & Services ATEC 6. “We’re working with Cassidian,” Ardussi says. “We have developed
MRO Yearbook 2012.indd 27 16/09/2011 13:48

28 | MRO YEARBOOK 2012
AVIONICS
a new extension to their ATEC in co-operation with them. It’s entirely Aeroflex developed and manufactured, and it just rolls up, plugs into their ATEC and allows them to do testing of RF equipment whereas previously they were only able to do analogue and digital. We’ve already delivered one to All Nippon Airways. Our initial launch was 787 customers, but we’re adding a library for more stuff retroactively as well.”
The idea behind the ATB7300, he says, “is to have a complete test bench that can do both transmitting and analysis of RF signals and to some extent the digital and analogue signals from a given product”. He adds: “Our strategy is to work closely with OEMs and get them to adopt our product, and then under controlled rules allow them to fl ow out to other shops where they would want to use them, especially airline shops but also, if possible, to general shops. Because it’s software driven, it’s programmed in a PXI chassis and allows us to write additional tools essentially as software rather than additional hardware. So we can add new types of capability with a lot less eff ort. In the old days we had to completely redo a piece of hardware.”
NFF TESTINGThe new Aeroflex boxes should help address the perennial problem of no fault found, which remains the outcome of around 30 per cent of tests. A box removed from an aircraft, shipped to the repair shop, tested and returned to the operator not only wastes resources, it means a spare has to be installed in its place, increasing inventory costs.
Ardussi actually wrote the book on the subject (one of them, anyway, the 1996 ARINC Report 431 No Fault Found – A Case Study, which looked at a specifi c LRU on the MD-80; ARINC subsequently produced Report 672 Guidelines for The Reduction of NFF in 2008, while Ardussi also points to Report 625-2
Industry Guide for Component Test Development and Management and 668 Guidance for Tool and Test Equipment (TTE) Equivalency).
He says the problem drove a change in the relationship between airline and vendor. “It used to be that if you returned a box to OEM XYZ they’d say this is NFF, we’ll charge you $350 for a NFF return charge. And airlines would get peppered with these charges which they got no value out of from their perspective.” The airlines insisted that the airframers address the problem, which they did by requiring component OEMs to take responsibility for at least part of the NFF cost.
“The airlines have to keep their records well, but if they do they can go back to the OEM supplier and say, ‘you need to refund such and such for NFF charges’. But the whole thing has forced the aircraft manufacturers and the OEM avionics suppliers to do a better job of making sure that they reduce the NFF problem at the outset. And they’ve been quite successful. So the NFF issue has, I think, run down dramatically compared to what it was 20 years ago. I’ve been in the business more than 20 years, and boxes are more reliable, and the built-in troubleshooting systems are more sophisticated and more reliable than they once were.”
NFF is still a big part of Aero’s business, says David Tripp. A lot of them are from brokers wanting equipment they are buying or selling tested to give them an up-to-date AD130 or EASA Form 1 tag. Others come from operators: “We charge them the minimum charge for our time and we send it back as tested, and we will tell them on the repair done report that if they indicated a complaint, that complaint was not verifi ed.”
From his perspective, he sees the complexity of modern aircraft, allied to pressure on line engineers to demonstrate that action has been taken, as one factor behind the phenomenon. “It’s hard to know everything about the airplane from front to back, so they misdiagnose. It’s generally a case of ‘pull the most convenient box, one we have in store here that we can replace.’ And it’s amplifi ed by some airlines’ policy that says if a pilot squawks, something has to occur at the line station before that airplane can be despatched. So you combine those two traditional things and no fault found is never going to get any better.”
The support agreements that commonly cover new aircraft for a fl at rate per hour may also contribute to the problem by making it easier to pull a box than look for the underlying problem, says Eriksen: “That type of agreement really would hinder an airline’s ability to understand why they’re pulling the boxes off . If they just pull them off and swap them out every time there’s a problem they may not understand whether there really was a problem with that component or whether it is with the operator’s system. They might reduce the level of trouble shooting, and they still expend the labour to remove and replace the boxes.”
MRO Yearbook 2012.indd 28 16/09/2011 13:48

MRO YEARBOOK 2012 | 29
AVIONICS
Whatever happens, Tripp concludes, the airlines will end up being deprived of choice when it comes to avionics repairs. “We haven’t really entered the 777 or A340 markets, and any new airplane going forward we can’t really enter and play in the game like we did in the past. So the end result is the airlines won’t have repair options, they’ll have to buy spares or depend on spares being pooled somewhere, and somebody will be paying for that.”
Like Tripp, Eriksen has found the airlines supportive at events such as ARINC’s annual Avionics Maintenance Conference: “In many cases I’ll hear the airlines complaining about particular support from a certain OEM and that very few seem willing to extend themselves past that point and actually work with an independent shop to help develop an alternate source.”
Everybody agrees there is a problem with an avionics component being supported by an OEM, he says, whether it is turnaround time or delivery performance. “We’ve always stepped forward and said we’re willing to work with any airline that would like to break free of that obstacle. We have the technical knowledge to work on those components, we have the engineering ability to design and develop test equipment, and certainly the ability to purchase equipment we might
need. All we really need from the airline is support and sharing the technical data that will enable us to develop the automated test procedures and support any updates.”
But he remains convinced that the airlines are ultimately interested in trying to reduce their maintenance costs: “These avionic components are very expensive LRUs. Even if the only problem were long lead times for return delivery from OEMs
that hold the key to that support, if it means that the airline needs to stock two or three components to accommodate that repair turnaround time as opposed to one or two, and you multiply that by the number of components installed on the aircraft and by the number of aircraft in their fleet, there would be a sizable saving if they were able to work with a more fl exible, nimble, smaller supplier that could return the components quicker.” ■
MRO Yearbook 2012.indd 29 16/09/2011 13:48

30 | MRO YEARBOOK 2012
PROVIDING TOTAL-SERVICE MAINTENANCE and health packages has grown to be very big business indeed for the manufacturers of today’s commercial-aircraft engines. From the
inception of “power by the hour” (PBH) engine total-care deals back in the 1980s – Snecma says it was signing long-term care agreements on CFM56 engines as early as 1988 – the business has grown to the point where today all engine OEMs regard providing such maintenance-and-performance packages as a vital commercial activity.
So big is the business that GE Aviation currently has a backlog of service contracts totalling approximately $60bn across its CF6, CF34, GE90, CT7 and CFM engine lines, according to Bill Millhaem, general manager of material for GE Aviation. (The partners in the CFM International joint venture, GE and Snecma, each support the CFM56 independently with total-care packages). Other OEMs have huge contract backlogs too: Rolls-Royce has even more customers for total-care packages across its widebody-engine lines than does GE, according to Paul Sheridan, Ascend Worldwide’s head of risk advisory for Europe, the Middle East and Africa.
“Rolls-Royce don’t quite require [customers to sign up for] total care but they have quite a strong grip on maintenance for their engines,” says Sheridan. Rolls-Royce is so strongly focused on this business that it has trademarked the name ‘TotalCare’ for its customised-service packages. Since the phrase ‘total care’ is commonly used throughout the airline industry for engine total-service agreements, this was probably a smart move.
Meanwhile, International Aero Engines (IAE) – which despite being a joint venture provides its own total-care arrangements – says its comprehensive-management approach to engine care has been so successful in the market that more than 80 per cent of all V2500 engines ordered since 2007 are
Total-care maintenance and health-monitoring business has grown considerably for engine manufacturers in the past decade and looks set to grow even more.
Caring more with each passing year
backed by an IAE Aftermarket Service Agreement. Additionally, more than 80 per cent of IAE’s future current order backlog is covered by long-term service agreements. Today, IAE actively manages some 2,800 engines enrolled in Aftermarket Service Agreements and some deals extend well into the 2030s.
Pratt & Whitney, too, has seen its total-care business grow substantially in the past few years. The company’s Fleet Management Programmes and maintenance-material management business now total “in the double-digit billions” of dollars, says Bob Merrill, service programmes director for Pratt & Whitney Commercial Engines. P&W now has “close to 2,000 engines” under management for services ranging from monitoring to comprehensive power-by-the-hour Fleet Management Programmes. Among them are more than 200 engines the company is managing of its own accord on a total-care basis and up to another 200 overhauled in its customers own shops but for which P&W is providing spares and other support.
In addition to supporting total care for its own PW4000 and PW2000 lines, P&W also provides partial care for the IAE V2500 line and OEM-quality, FAA-approved life-limited parts (LLPs) for the CFM56-3 engine series, under the Global Material Solutions brand. (P&W is not an OEM for the CFM56-3 but has obtained the only supplemental type certifi cates ever granted for non-OEM LLPs for the engine.)
A master-stroke on P&W’s part was to develop the EcoWash engine water-washing service, widely viewed as the industry-leading engine wash in terms of improving engine efficiency and environmental friendliness. In addition to off ering EcoWash services for the V2500, P&W also off ers it for the CFM56 and it has won some high-profi le CFM56 customers for the service – including Southwest Airlines, which has contracted P&W to provide EcoWash service across its entire fl eet of Boeing 737s, the largest in the world.
ENGINE MAINTENANCE
MRO Yearbook 2012.indd 30 16/09/2011 13:48

MRO YEARBOOK 2012 | 31
ENGINE MAINTENANCE
TOTAL-CARE BRANDING AND PRACTICESAn indication of how important total-care packages have become to engine OEMs is the fact that each manufacturer has registered its own trademarked name for its service-product suite. In 2010 Snecma launched the ‘EngineLife’ brand, emphasising that its CFM56 total-care packages are available to cover the entire lives of its engines. Pratt & Whitney uses the Global Service Partners brand for its across-the-board portfolio of services. GE Aviation uses the name On Point Solutions. IAE simply calls its aftermarket business Aftermarket Services and its deals centre on fl eet hour agreements available for all V2500 engine models.
Where companies provide what Snecma calls “à la carte” menus of optional services, customers tend to contract for diff erent services for diff erent periods of time, according to P&W’s Merrill. For instance, customers usually contract for full-overhaul, full-maintenance packages for periods from fi ve to 15 years – “for at least one [shop visit maintenance] interval, seven to 10 years on average,” he says. However, P&W generally sees customers contracting for line-maintenance and water-washing for lesser periods of time, say one to three years on average – though some contracts include automatic renewals if both parties agree to this condition. Some OEMs – IAE is one – look for long-term contracts covering a comprehensive selection of services.
But whether OEMs offer total-care packages as a widely ranging menu of optional services or as a more comprehensive core package plus a more limited selection of optional additional services, the range of services provided will usually include some basics, says Sheridan. One is engine-overhaul performance restoration during one of the three major shop visits. Also often included is replacement of LLPs, and this is usually accomplished in the same shop visit in which performance-restoration work is carried out.
Depending on the deal concluded and the number of engines involved, other total-care services can include repair of foreign-object debris (FOD) damage; transportation of engines and parts; unscheduled maintenance (often a
euphemism for repair of in-fl ight damage to engines); providing spares and spare engines; installing engine upgrades; performing inspections and parts replacements to comply with service bulletins and airworthiness directives; and health-monitoring of engines in-fl ight. “The technology is increasingly there to do [health-monitoring] real-time,” says Sheridan, noting that “Rolls-Royce do a lot of that – they would know the status of almost everyone” operating the company’s engines on a total-care basis.
BY SELLING THE HIGHEST QUALITY SURPLUS JET ENGINE MATERIALSpecializing in CFM-56, -5, -7, V2500, and 80C Material
4700 Lyons Technology Parkway | Coconut Creek, FL USA 33073Phone: USA: 954.421.2510 | Europe: +353 1.830.7100
[email protected] | www.tesllc.aero
Saving Our Customers Money
MRO Yearbook 2012.indd 31 16/09/2011 13:48

32 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
THE GROWTH OF THE ENGINE TOTAL-CARE BUSINESSAccording to Sheridan, engine OEMs’ total-care business started taking off in the 1990s,
as the manufacturers began offering cost-per-hour guarantees “and offering a lot more certainty” to their customers in terms of managing risk. Total-care services have become much more profi table in the past 10 years, “and more driven by manufacturers,” he says. “All kinds of customers are buying into it as well, and for all aircraft types” – even large airlines, particularly if they only have small numbers of a given engine type in service.
Although the acceleration of the total-care business has paralleled the rise of the Parts Manufacturing Authority (PMA) industry, which produces non-OEM spare parts, the OEMs’ interest in providing total-care packages appears not to be driven by concerns on their part about losing business to the PMA providers. Snecma says that even as the availability of non-OEM parts has grown, most CFM56 operators have preferred to continue using OEM aftermarket services and materials to protect the residual value of their assets. Similarly, Millhaem says that the growth of GE Aviation’s total-care services – which the company began off ering in the mid-1990s as an evolution of its traditional T&M business – “has mainly been driven by our customers’ needs for varied maintenance solutions”.
PMA-industry growth is “not a major driver” of OEMs’ increased focus on total-care business, agrees Sheridan. “The manufacturers probably think of it as a side benefi t, in that it probably restricts PMA-provider competition,” he says. “Their main reasons are to win long-term maintenance contracts.”
The choice for the OEM is to seek the guaranteed, steady income provided over the long term by a total-care package versus the slightly higher-margin but less certain income it receives from selling parts and shop-visit overhaul services on an ad hoc basis. Another factor leading OEMs to tout their total-care services is that “packages tend to have retention – customers don’t go away from them,” adds Sheridan.
For customers, engine total-care packages off er a variety of benefi ts. A key attraction is that total care can eff ectively provide an insurance policy against maintenance risk, says Merrill. In turn, the outsourcing of this risk can help airlines keep their costs down. “Because of the comprehensive service coverage, our customers do not need to hire experienced staff to manage the maintenance of their V2500s,” says IAE. “This allows our customers to stay lean and focus on their core business of fl ying passengers.” In addition, says IAE, “data shows engines managed and maintained by IAE are more reliable … with the OEM, the
customer receives expert advice and highly reliable maintenance at a predictable cost.”
Snecma says its EngineLife agreements always guarantee savings for its customers. The best way to reduce customers’ direct operating costs is to decrease the number of shop visits that engines require during the life of the agreement, argues the French company. Accordingly, in its EngineLife deals, Snecma aims to keep each engine on-wing as long as possible; optimise the work-scope for each shop visit; and maximise the number of OEM-produced, repaired and used serviceable parts supplied to each engine.
However, P&W’s Merrill says that, depending on circumstances, a customer doesn’t always find it cheaper to contract for a total-care package than for a T&M deal. For instance, if the customer’s engine ends up staying on-wing for more than 20,000 hours without encountering any problems, the customer might not feel as good about paying for total care as it would if the package pays for the retrofi t of a new, upgraded ring case for a 94-inch widebody engine two years after the customer has bought it.
Another big advantage of total-care contracts to customers is that nowadays most OEMs offer a variety of financing options to help customers pay for their engine maintenance. “GE’s OnPoint Solutions are more than just power-by-the-hour agreements,” says Millhaem. “They can also be by the cycle, or firm fixed-price not to exceed, or fixed-price labour schedule in dollars per shop visit, including flexible payment terms – or some combination … depending on the customer and the nature of the contractual relationship.”
Merrill says that, in addition to off ering a monthly payment system for flight hours accrued during the month (the classic PBH schedule), Pratt & Whitney off ers other total-care payment options. These include payment on other schedules for accumulated hours; level payments at set intervals; partial payments every month plus additional payments at the time of each shop visit; and on occasion a “step-rate programme”, whereby the customer can begin the agreement at a low initial payment rate but step up later to a higher rate to fully cover the costs of the fl ight hours each engine has accumulated.
Where more than one engine type is available for an aircraft, engine OEMs can offer total-care services strategically as an integral part of a deal, say Sheridan. OEMs can do this either to win a single deal from the airline or to try to win a potential customer for other products in its line as well. Strategic marketing of hardware-and-total-care packages results in some carriers concentrating on one OEM’s products. For instance, Aer Lingus operates A320-family aircraft powered by CFM56s and its A330 widebody fl eet is powered by GE CF6-80E1 engines.
KEEPING YOU IN THE AIR
www.elfc.com
Engine LeasingAsset Management
All Manufacturer Types Long, Medium & Short Term
Leases • Operating Leases • Asset Management • Sales & Leasebacks
All Manufacturer Types • Operating Leases Asset Management • Sales & Leasebacks
All Manufacturer Types • Long, Medium & Short Term Leases • Operating Leases • Asset Management • Engine
Trading • All Manufacturer Types • Sales & Leasebacks • Asset nagement • Long, Medium & Short Term Leases • Operating Leases • Asset Management • All Manufacturer Types • Sales & Leasebacks
Operating Leases • Engine Trading • Long, Medium & Short Term Leases • All Manufacturer Types • Operating Leases • Asset Management Leases • Long, Medium & Short Term Leases • Operating Leases
Manufacturer Types • Sales & Leasebacks • Engine TradingLong, Medium & Short Term Leases • Operating Leases • Sales
& Leasebacks • Engine Trading • Asset Management • Long Medium & Short Term Leases • Engine Trading • Operating
Leases • All Manufacturer Types • Asset Managementum & Short Term Leases • Asset Management • Sales Leasebacks • All Manufacturer Types • Long, Medium and Short Term Leases • Operating Leases • Asset
Management • Sales & Leasebacks • All Manufacturer Management • Long, Medium & Short Term Leases
er Types • Operating Leases • Asset Management• Sales & Leasebacks • All Manufacturer Types
• Long, Medium & Short Term Leases • Operating Leases • Asset Management • Sales Leasebacks ating Leases • All Manufacturer Types • Long
Medium Short Term Leases • Operating Leases Asset Management • Engine
Engine Trading • All Manufacturer Types Leasebacks • Engine Trading • Asset
Management • Medium & Short Term Leases • Operating Leases • Asset
Management • All Manufacturer TypesSales & Leasebacks • Operating Leases • Engine Trading • Long
Medium & Short Term Leaseseases • All Manufacturer Types
ent • Asset ManagementMedium & Short Term Leases • Operating
Leases •Sales & Leasebacks• Engine Trading • Long, Medium & Short
Term Leases • Operating LeasesSales & Leasebacks • Engine
Trading • Asset Management • Operating Leases • Long, Medium & Short Term Leases
Asset ManagementAll Manufacturer Types
Medium & Short Term LeasesManagement
Term LeasesTerm
MRO Yearbook 2012.indd 32 16/09/2011 13:48

KEEPING YOU IN THE AIR
www.elfc.com
Engine LeasingAsset Management
All Manufacturer Types Long, Medium & Short Term
Leases • Operating Leases • Asset Management • Sales & Leasebacks
All Manufacturer Types • Operating Leases Asset Management • Sales & Leasebacks
All Manufacturer Types • Long, Medium & Short Term Leases • Operating Leases • Asset Management • Engine
Trading • All Manufacturer Types • Sales & Leasebacks • Asset nagement • Long, Medium & Short Term Leases • Operating Leases • Asset Management • All Manufacturer Types • Sales & Leasebacks
Operating Leases • Engine Trading • Long, Medium & Short Term Leases • All Manufacturer Types • Operating Leases • Asset Management Leases • Long, Medium & Short Term Leases • Operating Leases
Manufacturer Types • Sales & Leasebacks • Engine TradingLong, Medium & Short Term Leases • Operating Leases • Sales
& Leasebacks • Engine Trading • Asset Management • Long Medium & Short Term Leases • Engine Trading • Operating
Leases • All Manufacturer Types • Asset Managementum & Short Term Leases • Asset Management • Sales Leasebacks • All Manufacturer Types • Long, Medium and Short Term Leases • Operating Leases • Asset
Management • Sales & Leasebacks • All Manufacturer Management • Long, Medium & Short Term Leases
er Types • Operating Leases • Asset Management• Sales & Leasebacks • All Manufacturer Types
• Long, Medium & Short Term Leases • Operating Leases • Asset Management • Sales Leasebacks ating Leases • All Manufacturer Types • Long
Medium Short Term Leases • Operating Leases Asset Management • Engine
Engine Trading • All Manufacturer Types Leasebacks • Engine Trading • Asset
Management • Medium & Short Term Leases • Operating Leases • Asset
Management • All Manufacturer TypesSales & Leasebacks • Operating Leases • Engine Trading • Long
Medium & Short Term Leaseseases • All Manufacturer Types
ent • Asset ManagementMedium & Short Term Leases • Operating
Leases •Sales & Leasebacks• Engine Trading • Long, Medium & Short
Term Leases • Operating LeasesSales & Leasebacks • Engine
Trading • Asset Management • Operating Leases • Long, Medium & Short Term Leases
Asset ManagementAll Manufacturer Types
Medium & Short Term LeasesManagement
Term LeasesTerm
MRO Yearbook 2012.indd 33 16/09/2011 13:48

34 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
DIFFERING PHILOSOPHIES AMONG OEMSDiff erent OEMs have diff ering philosophies about how they offer their engine total-care service products. For instance, Snecma customers can pick from an “à la carte” menu of all maintenance, monitoring and materials services on CFM56 engines beyond line maintenance (which Snecma notes airlines have a regulatory responsibility to support themselves). However, competitor International Aero Engines does not offer such a menu, instead providing a core, multi-service product as standard and off ering several additional services as options.
“IAE’s Aftermarket Services Agreements include a comprehensive core suite of coverage, and offers some optional services as well … This is not a sliding-scale or menu of services,” notes the joint venture. The venture’s core suite of services includes all shop labour; materials and fees; a clear outline of modifications and upgrades included throughout the term of the agreement; and coverage for foreign-object damage and damage that may be deemed beyond economic repair. IAE’s optional services are for customers wanting more coverage for items such as LLPs, engine accessories, line replaceable units (LRUs), transportation and emergency spare-engine support.
Other engine OEMs off er wide ranges of total-care packages. For instance, GE Aviation off ers packages ranging from complete engine maintenance solutions for airlines to material logistics for MRO customers – a business that GE says is growing in popularity with airlines that have their own maintenance, repair and overhaul operations and also with third-party MROs. Snecma’s à la carte menu includes everything from a basic time-and-material (T&M) contract for a shop visit to services such as spare-engine support, fl eet management, full engineering monitoring, remote diagnostic work, LRU support, on-site support – and so on.
For Pratt & Whitney, providing EcoWash services and Global Materials Solutions LLPs are only the tip of the iceberg. “Total care starts with engine health monitoring,” and extends through line maintenance tasks such as boroscoping and blade-blending – performed either by P&W itself or by its global network of support providers – to off-wing shop activities, says Merrill. In the past three to four years, as P&W has witnessed its total-care business grow strongly, the company’s aftermarket business has seen “a lot of step-up” in providing line-maintenance services and spare-engine support.
According to Merrill, P&W’s total-care business has also evolved to include performance assessments for customers, which look at the performance of the engine and airframe together and suggest ways to create improvements. These assessments can include fuel-management programmes, which analyse factors such as cruise speed selection, fl ap settings and engine de-rate procedures on take-off in order to help airlines operate more fuel-effi ciently.
FUTURE PROSPECTS FOR TOTAL CAREThere are three major reasons to think that the total-care business is going to become even more important to OEMs – and their customers – in future than it is today, says Merrill. He believes that, as engine technology evolves and commercial-aircraft powerplants become more complex, airlines are increasingly likely to want to have the OEMs handle maintenance rather than perform it themselves.
The situation is analogous to the average driver facing the need to change the oil in his or her car, Merrill argues: It is easier to let a specialist company which is expert at performing the task change the oil rather than doing it oneself. In the case of the airlines, “they will want to put it back to the manufacturer, because that’s where the expertise is,” he says. “The LEAP-X and Geared Turbofan are complex engines.”
Secondly, as the airline industry becomes ever more competitive, airlines will be disinclined to want to put money into heavy-maintenance equipment and resources. “Airlines don’t want to tie up their capital” in expensive items such as engine test cells, says Merrill. “Engine maintenance is not where an airline wants to put their money.”
Third, as airlines’ desire to outsource increases and OEMs benefit from this, the OEMs themselves will have greater opportunities to bundle services, argues Merrill. If he is right – and the past decade’s growth in engine OEM total-care business does nothing to indicate his outlook is too optimistic – then the commercial-aircraft engine manufacturers will be viewing the aftermarket-services business with much hope. ■
MRO Yearbook 2012.indd 34 16/09/2011 13:48

MRO YEARBOOK 2012 | 35
ENGINE MAINTENANCE
PRATT & WHITNEY’S PW4000 series is a family of large turbofan engines with a thrust range between 52,000lb and
90,000lb (230kN-400kN). Different versions of these engines power 747, 767, 777, A300, A310, A330 and MD-11 aircraft. The engine’s origins go back to 1982, when P&W decided that its JT9D-line was not suitable for future growth – the JT9D offered a thrust range from 43,000lb to 56,000lb (190kN-250kN) – and thus launched the PW4000 as a successor family. The fi rst model was the PW4152 for the A310. It was certifi ed in 1986 and entered service in 1987.
Before going into any detail about the different versions, a few words about the logic behind P&W’s model designations: the first digit reflects the engine family; the second one signifi es the airframe
manufacturer – Boeing = 0, Airbus = 1, McDonnell Douglas (now part of Boeing) = 4 – and the last two digits show the thrust rating. For example, a PW4462 is a 62,000lb (276kN) engine for the MD-11.
The PW4000-family is divided into three distinct model lines based on fan diameter. The fi rst variant has a 94-inch (2.39m) fan and off ers a thrust range between 52,000lb and 62,000lb (230kN-276kN). This line comprises the PW4052, PW4056, PW4060 and PW4062 for the 767-200/300; the PW4056 and PW4062A (with improved takeoff performance) are also used for 747-400 aircraft. On the Airbus side, there is the aforementioned PW4152, PW4156, PW4156A and PW4158; the latter is employed on the A300-600. Finally, there are the PW4460 and PW4462 for the MD-11.
The main differences between these models
are associated with engine mountings, nacelles, QEC (quick engine change) and FADEC (full authority digital engine control) configurations. However, the core architecture remains the same throughout the 94-inch series: behind the fan spins a four-stage low-pressure compressor (LPC), also referred to as booster, followed by a 11-stage high-pressure compressor (HPC). Downstream from the combustor is a two-stage high-pressure turbine (HPT) and four-stage low-pressure turbine (HPT).
When the fi rst PW4000 versions entered the stage, they introduced features that competing engines did not have at the time, such as FADEC and three-dimensional turbine aerofoils. The family also set industry benchmarks along the way: the PW4152 gained a 120-minute extended-range twin-engine operational performance standards (ETOPS) approval
For almost 25 years the PW4000-family has kept its place in the large high-bypass aero engine arena. Since its beginnings on the A310, Pratt & Whitney continuously developed the turbofan further and managed to nearly double its thrust output for the 777.
PW4000-family maintenance
On-wing maintenance of a 100-inch engine (A330) at the airport ramp.
MRO Yearbook 2012.indd 35 16/09/2011 13:48

ENGINE MAINTENANCE
in 1989; this was extended to 180 minutes in 1991. With approximately 2,200 units, the 94-inch line has by far the greatest share in the total production of more than 3,000 PW4000-family engines to date.
The next PW4000 variant has a 100-inch (2.54m) fan and covers a thrust range from 64,500lb to 70,000lb (285kN-312kN). This line comprises the PW4168, PW4168A and PW4170. It is exclusively employed on the A330 and entered service in 1994. Aside from an added stage in both the booster and corresponding LPT, the core architecture is the same as on the 94-inch models. The 100-inch PW4000 was the fi rst engine to qualify for ETOPS before entry-into-service (EIS).
The 112-inch (2.84m) line entered the market on the 777-200 in 1995, and two years later on the 777-200ER and -300. Today this series comprises the PW4074, PW4077, PW4084 and PW4090 with a thrust range from 74,000lb to 90,000lb (330kN-400kN). Its innovations included single-crystal HPT blades, powdered metal disks, and ‘TALON’ (Technology for Advanced Low NOx) combustor technology. This PW4000 derivative was the launch engine for the original 777 series and became the fi rst one to gain a 207-minute ETOPS approval, after having initially off ered a 180-minute ETOPS qualifi cation ‘out of the box’. Pratt & Whitney developed the PW4098 and planned further versions with even more thrust,
““The robustness of the high [pressure] turbine section on the 94-inch is, I think, second to none. It’s just running really well. We are not having reduced borescope intervals for erosion, wearing stu� out or anything like that.”Ron Judson, chief engineer PW4000 engines, United Services
Service soars with the Eagle.Our more than 50 locations across the globe stand ready to provide dependable services that anticipate needs,
create value and keep aircraft fl ying – anywhere, anytime. With more than 85 years of experience producing and maintaining dependable engines, Pratt & Whitney Global Service Partners combines the experience
of an OEM with the fl exibility of an MRO, defi ning the service standard for all commercial engines – including our competitors’. Discover the OEMRO® advantage at pw.utc.com/OEMRO.
Engine services with the global wingspan to reach anywhere you fly, day or night.
Client: Pratt & WhitneyAd Title: GSP GlobalPublication: MRO YearbookTrim: 420 mm x 139 mm • Bleed: 426 mm x 145 mm
MAINTENANCE | REPAIR | OVERHAULIt’s in our power.™
24290_GSP Global_MRO Yearbook.indd 1 8/24/11 1:10 PMMRO Yearbook 2012.indd 36 16/09/2011 13:49

ENGINE MAINTENANCE
but Boeing decided to pursue a single engine source strategy for the second-generation 777. To the disadvantage of the PW4000 and Rolls-Royce’s Trent 800 families, the airframer selected General Electric’s GE90-110B and -115B with 110,000/115,000lb of thrust (490kN/510kN) for the 777-200LR and -300ER.
All four existing 112-inch models have a six-stage LPC, 11-stage HPC, two-stage HPT and seven-stage LPT. While the architecture is consistent throughout this series, the individual engine models are inherently diff erent at the component level, as Ron Judson, chief engineer PW4000 engines at United Services in San Francisco, points out. The 777 launch customer, United Airlines, operates the PW4077 on the 777-200 and PW4090 on the 777-200ER. “The two 112-inch engines are completely diff erent. They look the same on the outside but internally, how they operate and perform on-wing is quite diff erent,” the carrier states.
COMPRESSOR ISSUESWhilst its fuel economy and performance were industry leading, the operation and reputation of the original 94-inch series was marred by instability problems of the high-pressure compressor. This issue caused numerous engine surge events during the takeoff and climb phases of flight, when power is most critical. These incidents reached an all-time-high in the fourth quarter of 1993, with approximately one surge per 8,000 fl ights. It was possible to reduce the rate to about one surge per 32,000 fl ights in 1998 through the introduction of additional, FAA-mandated maintenance such as on-wing and off -wing tests and, where necessary, premature removals for compressor overhaul.
One of those exercises was a ‘snap accel’ test, remembers Martin Schneider, head of engine overhaul at SR Technics in Zürich, Switzerland. The engine was thereby rapidly accelerated to a certain point of engine pressure ratio (EPR) to assess the health of its HPC. On the airline operations side, Judson recalls that United abolished single-engine taxiing and, where aircraft only had a short taxi time before takeoff , introduced engine warm-up periods. This was to ensure that the engines had reached an adequate temperature and were stabilised prior to takeoff .
Nevertheless, the root problem for the compressor surges had not been solved despite four ADs by the FAA between 1998 and 2001 as well as a number of SBs by Pratt & Whitney. This changed after an Air Sudan A300 lost power in both engines during takeoff from Jeddah, Saudi Arabia, in March 2001. This incident prompted the FAA to demand that the compressor instability problems be fundamentally and permanently solved.
Pratt & Whitney adopted the HPC case of the 112-inch engine for the 94-inch series. The new design was more robust and off ered better clearance control in the rear compressor stages. While the original case had been made of individual segments around the compressor circumference, the 112-inch HPC
Service soars with the Eagle.Our more than 50 locations across the globe stand ready to provide dependable services that anticipate needs,
create value and keep aircraft fl ying – anywhere, anytime. With more than 85 years of experience producing and maintaining dependable engines, Pratt & Whitney Global Service Partners combines the experience
of an OEM with the fl exibility of an MRO, defi ning the service standard for all commercial engines – including our competitors’. Discover the OEMRO® advantage at pw.utc.com/OEMRO.
Engine services with the global wingspan to reach anywhere you fly, day or night.
Client: Pratt & WhitneyAd Title: GSP GlobalPublication: MRO YearbookTrim: 420 mm x 139 mm • Bleed: 426 mm x 145 mm
MAINTENANCE | REPAIR | OVERHAULIt’s in our power.™
24290_GSP Global_MRO Yearbook.indd 1 8/24/11 1:10 PMMRO Yearbook 2012.indd 37 16/09/2011 13:49

38 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
case consisted of a series of one-piece rings. This ring case confi guration (RCC) became available as an upgrade in 2003, and the FAA issued AD 2003-19-15 to mandate its incorporation by July 1, 2009.
While all operational 94-inch PW4000s have to be modified today, there may be individual engines in storage, for example on parked aircraft or at an engine lease company’s warehouse, which have not been reconfi gured to the RCC standard. However, their time window for modification is coming to a close, says Frank Walschot, VP engine maintenance at SR Technics: “I would make the assumption that we are not going to see anymore [conversions at SR Technics]. They are probably going to be torn down for piece parts at this stage.”
Aside from the compressor instability problems, another main issue with the 94-inch engine was the premature deterioration of the second-stage HP turbine vane. P&W responded with a redesigned vane made from more robust material and with better internal cooling; this part has been available since 2006. Approximately a decade earlier, during the mid-1990s, the OEM introduced a performance and durability improvement package called ‘Phase 3’, which reduced fuel burn and extended on-wing time signifi cantly, according to Judson. The primary components of this kit were a new fan blade and fan rub strip, improved gas path sealing in the compressor, a more effi cient burner, and improved turbine aerofoils.
‘MOST RELIABLE ENGINE IN ITS CLASS’The matured 49-inch PW4000 enjoys a reputation as a highly reliable engine today. “The robustness of the high [pressure] turbine section on the 49-inch is, I think, second to none. It’s just running really well. We are not having reduced borescope intervals for erosion, wearing stuff out or anything like that. It’s built really solidly,” says Judson. “Since we went to the ring case modifi cation, the compressor has been pretty trouble-free as well. I was really happy with Pratt & Whitney’s design changes that fi xed the stall problem that we had.”
This positive assessment is echoed by Michael Michaeli, director JT9D/PW4000 at Israel Aviation Industries (IAI) Bedek Aviation Group in Tel Aviv. “Since the [compressor] stability and TB2 [second-stage HPT] problems for the 94-inch model have been solved, it seems like it is the most reliable
engine in its category,” he states. P&W reports 99.99 per cent dispatch reliability for the 94-inch engine; the 100- and 112-inch models achieve 99.97 and 99.99 per cent respectively.
Michaeli says that the maintenance intervals for the 94-inch series typically vary between 2,800 and 3,300 flight cycles (FC) corresponding to a range of 12,000 to 25,000 fl ight hours (FH). This naturally depends on the FH/FC ratio and the individual operating environment of the engine. The main reasons for scheduled removals are due to high FH/FC on-wing time or hardware deterioration. Hot section distress is regularly monitored through borescope inspections once an engine has been placed on watch for high time. Unscheduled removals are primarily due to No 1 and 1.5/2 bearing compartment oil leakage, according to Michaeli.
SR Technics’ Schneider states that overhaul intervals typically vary between 15,000FH and 20,000FH for 94-inch models, and between 12,000FH and 14,000FH for the higher-thrust 100-inch models. These fi gures are based on long-haul engines with a FH/FC ratio around 7:1. During the shop visit the Swiss MRO company usually restores approximately 80 per cent of the original performance. This restoration level is comparable to other engine models such as the CFM56 family, according to Schneider.
While most of United’s 94-inch engines currently reach around 25,000FH between overhauls, some of them have even approached 30,000FH. On the 112-inch side, the PW4077s stay on-wing for roughly 13,000FH to 15,000/16,000FH. This contrasts with overhaul intervals from roughly 15,000FH to 20,000FH for the more powerful PW4090. The apparently greater durability is mainly due to the fact that the PW4090 generally does not run as close to its performance limits as its less powerful sister, and is thus subject to less wear and tear. Hardware deterioration in the HPT and loss of exhaust gas temperature (EGT) margin are the main issues of 112-inch engines, according to Judson. “There are some [HPT] airfoil erosion issues that have just started to bite us a little bit hard. They are running a pretty long time. We always like to see a little more run time, if we can. But in some cases it is a little premature from what we expect… and they [P&W] are working on it.”
Flight testing of the PW4170 engine on the OEM’s 747SP testbed. The ‘Advantage70’ is available as a new engine and upgrade kit for PW4168s. It includes the compressor ring case, improved HPC blades as well as HPT blades and outer air seals with better material qualities and cooling schemes.
MRO Yearbook 2012.indd 38 16/09/2011 13:49

MRO YEARBOOK 2012 | 39
ENGINE MAINTENANCE
BROAD MODEL VARIETY IS A CHALLENGE FOR MRO COMPANIESThe wide range of different models can be a challenge for MRO companies, according to Walschot. The argument is not limited to the PW4000-family but equally applies to similar product lines. “Because the engine family has such a wide range of applications, there is an extremely wide range of versions of this particular family. So from a MRO perspective, that puts a fair amount of pressure on handling that complexity. From a materials point-of-view, dealing with all the diff erent modification standards is definitely a weakness... If you go to a PW4000, or for that matter other engines in that thrust class, unfortunately there are not enough engines around for the wide range of applications. You have to support every application, if you want to be in the business. But for each of the applications, there is a very limited volume.”
On the other hand, the development of new derivatives is a source for innovation that can feed back into existing models. The 112-inch engine’s compressor ring case configuration is a prime example. After it became available for the 94-inch series, P&W also adopted it for the ‘Advantage70’ upgrade for the 100-inch PW4168 in 2008. This kit increases the engine’s power from 68,000lb to 70,000lb of thrust (303kN-312kN), and can be incorporated during an overhaul event. It includes HPC aerofoils with modifi ed geometries as well as HPT blades and outer air seals with better material qualities and cooling schemes. P&W now builds the engine to the new standard, and has named it PW4170. The improvements have resulted in a fuel burn reduction of one per cent, making it the most fuel effi cient engine for the A330, according
to Andy Tanner, VP product line management at Pratt & Whitney. He explains that the gains in aerodynamic efficiency have led to lower temperatures in the hot section, which translated to less wear and tear and thus longer on-wing time. “We are talking about things like 10 or 15 per cent reduction in maintenance cost,” he comments.
Walschot foresees a decline in the aftermarket for 94-inch engines, especially when the 787 enters the market: “This has started and we see it continuing. It has a lot to do with aircraft being parked or converted to freighters. Typically freighter utilisation is significantly lower than passenger utilisation. So for the 94-inch, we see a decline in shop visits. For the 100-inch, on the other hand, we
see a steady and maybe even slightly increasing shop visit rate over the next years. So as a family, the way we see it, without the 112-inch engine [for which SR Technics has no overhaul capability], we would still see a decline in total.”
Whilst Michaeli gives no indication about any trends in the PW4000 aftermarket volume, he is confi dent “that it will be in active use for at least 20 years”. This positive outlook may be partly due to the fact that Bedek is a specialist for 767 freighter conversions, and that its 767-300 conversion programme began only a year ago.
P&W’s Tanner describes the PW4000 aftermarket business outlook as “robust” and even sees the opportunity for “some good” growth. ■
Checking a gearbox for a PW4000 engine.
MRO Yearbook 2012.indd 39 16/09/2011 13:49

Remote visual inspection technologyToday’s video borescopes include the latest digital video technology – but their classic optical predecessors still have a place in the aerospace industry. 40 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
RE M OT E V I S UA L I N S P E C T I O N (RVI) and other non- destruc tive testing (NDT) methods have become
increasingly important with the shift from traditional time-based overhaul of aircraft to today’s condition-based maintenance (CBM). In the past, numerous airframe, systems and engine components were dissembled at regular intervals, no matter how much they had deteriorated. Today, this cost-intensive work is undertaken only when the damage exceeds certain levels, or when the allowed run time of life-limited parts (LLP) has been exhausted. Fuelled by advances in aircraft technology, this change in MRO philosophy has led to ever longer on-wing times, especially with regard to engines, and tremendous cost savings for the operators.
New airline models with varying aircraft ownership arrangements have also generated more demand for inspections. As airframes and engines have increasingly become leasing assets that change hands between diff erent operators, it has become necessary to assess the equipment’s condition at the beginning and end of leasing periods. Getting a clear view of, for example, an engine’s high-pressure turbine (HPT) is not now just an issue for the technician on the hangar fl oor but also for the broker in the city office on the other side of the globe. The ability to produce and, crucially, share high-resolution images in real-time is therefore not just a question of comfort for the maintenance staff – up-to-date RVI technology is instrumental in today’s airline and MRO operations.
Borescopes have been used in aircraft maintenance for decades. The first models were rigid tubes with a lens system to magnify and transmit the image from the scope’s tip to the eyepiece. Exchanging the linear lens set-up with fl exible glass fi bres made it possible to reach areas away from the boreholes. These fl exible borescopes have a length of up to approximately three metres
MRO Yearbook 2012.indd 40 16/09/2011 13:49

MRO YEARBOOK 2012 | 41
ENGINE MAINTENANCE
(10ft) and became known as fi bre- or fl exoscopes. While these instruments gave the ability to move deeper into assemblies and around individual parts, especially if they have articulated tips, their disadvantage is a lower image quality as the amount of fi bres in the fl exoscope determines the number of image pixels.
Since the 1980s, video technology has also been employed in RVI, whereby the image is generated by a photoelectric sensor or, in accurate terms, a charged coupled device (CCD) and then electronically transmitted to a monitor. Aside from improving the image quality over the fibrescope – independently from cable length – the great advantage of the new technology was to capture, store and reproduce the visuals, which made it possible to share the information among diff erent users. Unless coupled with an add-on camera, neither rigid nor flexible borescopes allow the image to be seen by more than one person at the same time. The dramatic advances in digital video technology over recent years, including the introduction of automatic measurement of damage dimensions, have made the electronic equipment even more attractive.
Today RVI technology is employed in more aircraft and engine maintenance areas than ever before, and the arena is continuously growing. Traditional applications include routine engine gas path inspections to fi nd irregularities, such as erosion, corrosion, leaks, surface cracking, foreign object debris (FOD) damage or excessive deposits of engine residue. Another engine RVI example is the bearings and control mechanism of the variable inlet guide vanes (VIGV). Technicians also look into APUs and insert video borescopes into pipes to trace blockages. They examine fuel tanks and valves, especially ones controlled by fl oating devices. The flap system can be entered through drain holes to check its mechanical and structural integrity. Landing gears and even ground support equipment have been internally inspected with RVI equipment.
817.740.4700 [email protected] www.coopind.aero FAA No. OI0R891N, EASA.145.5897, CAAC No. F00100406
Cost-effective services are critical in today’s marketplace. Our certified repair center offers dependable wire harness solutions that deliver the results you need. Specializing in GE90, CF6-80C, CFM56-7B, CFM56-5A/-5B/-5C, PW4000 QEC and others, we can help you maintain reliability while controlling costs.
Wiring Harness Repair Services You Can Rely On
SIZE MATTERSThe use of these instruments is not limited to the hangar or workshop fl oor, but fi nds increasing application away from the OEM and MRO facilities ‘in the fi eld’. The equipment thus needs to be lightweight yet robust for transport and
sufficiently versatile to serve different purposes away from the main base. “The latest innovations in RVI have been the introduction of portable and smaller products, while not compromising the level of on-demand features available at the inspection site,” reports Andrew Thorpe, GM industrial products at Olympus Industrial UK. The company has produced the ‘Iplex LX’ video borescope to achieve this goal, which offers features such as automatic measuring, a 6.5-inch (16.5cm) wide liquid crystal display (LCD) monitor and comes
in a robust base unit at a total weight of under 2kg (4.4lb). Packaging the sophisticated technology into such a small format has become one of the company’s main challenges in developing new products, according to Thorpe: ”Smaller systems have gone from being a radical approach with some accepted limitations to now being the expectation of how a videoscope should be confi gured.” He states that today’s users consider conventional, larger systems only suitable for inspections in fi xed locations, and that the “real demand is for high performance, portable systems”. Logistical advantages, such as reducing freight costs, are also now a serious consideration when users select new inspection equipment.
Aside from the overall dimensions, the size of the probe’s diameter is also relevant. Machida Borescopes, a specialist for custom-made borescope applications based in Orangeburg, NY, brought out what it claims to be the world’s smallest videoscope with a diameter of 3mm; video equipment used in aircraft maintenance is typically 4mm or 6mm wide. Jitu Patel, VP industrial division, explains that the company was able to reduce the diameter thanks to technology available to its parent corporation, Vision Science, a manufacturer of medical endoscopes. Patel also reports that his team is working on a videoscope with a 2mm diameter. However, probe width is a criterion where traditional optical instruments can still score over their electronic counterparts. Both rigid as well as flexible borescopes can be significantly smaller than today’s video system.
This is why there remains a place for the fibrescope despite its optical limitations. Whenever a fl exible borescope smaller than 3mm is required, the fi bre glass instrument is the only option. Patel states that the fi rm had been approached to find a solution for the inspection of turbine cooling holes approximately 15 years ago. He then took a 1mm medical fibrescope as a starting point and managed to halve the diameter. “They go inside the vane
MRO Yearbook 2012.indd 41 16/09/2011 13:49

42 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
FPA_check 110_ATEM 110 21/02/2011 09:29 Page 3
MEASURED APPROACHThe most significant advantage of a traditional, lens-based borescope is that, in certain lighting conditions, it can still deliver brighter and clearer images than a videoscope, because the purely optical system does not involve any picture processing or pixels. Furthermore, rigid borescopes are signifi cantly less expensive than their electronic competitors, but then they are also less versatile. Michael Steiner, sales director for industrial endoscopes at the German manufacturer Richard Wolf, outlines the differences in visual quality of the three basic borescope systems: “Depending on the diameter, fi brescopes deliver images with a resolution between 6,000 and 20,000 pixels. Videoscopes can produce PAL images with 440,000 pixels, however the typical 4mm-diameter systems are limited to 290,000 pixels. Rigid borescopes have no pixels at all and can deliver an absolutely crystal clear picture for visual inspections.” But if the results need to be recorded, the image quality is determined by the add-on camera system.
Measuring capability is another feature that more and more customers demand for video borescope systems today. It is not available for optical borescopes and was first introduced by Olympus in the mid-1990s. For example, if a dent caused by FOD has been detected on a compressor blade, the measuring technology allows the maintenance team to assess the damage dimensions and decide whether the engine needs to be repaired or can continue to fl y on condition. In the past, the technicians relied upon the reference methodology, whereby a wire was inserted along the borescope, and its known diameter served as
a reference to gauge the extent of the damage. “Measurement has represented an increasingly important capability of videoscopes over recent years,” says Thorpe. “The need for accurate and repeatable measurement results is driven by the need for full traceability of the inspection decision making process.”
Today there are two principles to undertake the measurement: using a stereo probe to create a 3D picture and thus deduct the dimensions or, alternatively, a laser system that projects a pattern of reference points onto the target. The latter was invented by Karl Storz and is now built into all inspection tips of the company’s digital videoscopes. The relative position of the 49 laser dots determines the critical working distance between the CCD and target as well as the orientation (angle) of the scope towards the target. The user can project this laser pattern either to undertake measurements straight away or later on the recorded image; the laser information is automatically stored with the picture file. The main advantage is that the user can measure fi ndings as soon as they are encountered. On the alternative stereo probe system, the standard (mono) inspection tip needs to be replaced with the dedicated measuring tip to scale any fi ndings. “There is nothing worse than to go 10ft (3m) into an engine and then seeing something you want to measure and then having to take the scope out, put a new tip on and then go and fi nd it again,” says McGarry, who represents the German company in the Americas. A positive side eff ect of the laser system is the reduction of inspection tips and consequently lower costs.
or blade to see if any casting defect is left,” he says. Aside from the miniscule 0.5mm fibrescope, Patel also claims to offer the world’s smallest two-way articulating fibrescope with a diameter of 1.5mm.
Optical instruments may also be more suitable for certain hazardous areas, because they have no electrical parts at the tip, which could be a source for ignition. The inspection area can be illuminated from an external light source, whereby the light is transmitted via glass fi bres to the tip. Additionally, rigid borescopes are of ten the recommended inspection equipment in the maintenance manuals of engine OEMs due to the specifi c direction of view and fi eld of view characteristics they off er. Some engine technicians prefer to use them over video borescopes for certain inspections, such as checking compressor blades. The rigid borescope can be fixed in a stand and the aerofoils turned into position one by one. A videoscope would thereby need to be inserted into a straight sheath, with most of the cable hanging outside the engine.
MRO Yearbook 2012.indd 42 16/09/2011 13:49

FPA_check 110_ATEM 110 21/02/2011 09:29 Page 3
MRO Yearbook 2012.indd 43 16/09/2011 13:49

44 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
Announcing another addition to Kelly Aviation Center’s long list of services! Kelly is now providing maintenance, repair, and overhaul on the CF6-80 engine, which is what our customers want to hear. They already know what Kelly delivers – longer time-on-wing, quick turn times, and highly customized, affordable business solutions. And now, customers can expect the same for their CF6-80 engines. Kelly Aviation Center is the MRO facility you’ve been searching for. To find out more about Kelly, drop by our website, or give us a call.
overhauling expectationsfor the cf6-80.
+1.210.827.5275 www.kellyaviationcenter.com
315-62063_OverhaulingExp_MRO.indd 1 9/15/11 3:18 PM
LIGHTS AND POST-PRODUCTION The inspection area has traditionally been illuminated by external, stand-alone light sources, where the light is transmitted via glass fi bres to the borescope tip. In recent years, however, high-luminance light emitting diodes (LED) have increasingly found application. LEDs are signifi cantly more energy-effi cient, durable and less expensive than the conventional Xenon or halogen arc lamps. These advantages quickly pay-off if the borescope is used for many hours every day, e.g., in the quality assurance environment of a manufacturer. Furthermore, as their size reduced to ever more minuscule levels, LEDs became increasingly suitable to be directly installed at the inspection tip, thus eliminating the need for fi breoptics for transmission. Olympus has designed such an illumination system. This ensures that the light output is not affected by the length of the instrument, and it made the insertion tube more durable.
While LEDs have become enormously powerful, their luminance has so far not quite reached the output of halogen or xenon arc lamps. So the conventional, stand alone light sources still retain their place for large cavities and difficult lighting conditions, especially on the optical borescopes, which may not be as light-efficient as modern video systems. “Arc lamps continue to be the most efficient at this time for standalone cold light sources, used alongside rigid borescopes and flexible fiberscopes,” says Thorpe. “However, LED performance is expected to reach a performance position in the near to allow effi ciency gains to be achieved in this technology sector.”
GE Sensing & Inspection Technologies (formerly Everest VIT ) has focused on the further development of the operation and data management of its video borescope XLG3. The goal of ‘total digital operation in terms of data capture, data transfer and data management’ has been achieved through an on-board processor and PC-standard operating systems with the usual fi le storage functions. Menu-directed inspection (MDI) is a key element to archive all data systematically as well as to standardise inspection procedures. The aim is to ensure consistency of both the inspection and the presentation of inspection results. The technician is guided through a series of windows and drop down menus, for example during an engine inspection, to select the manufacturer and specific engine, inspector name, site, date etc. Even the actual inspection of the engine parts is laid out in the software and can be individually set up for diff erent engine and inspection types. The images and video sequences as well as possible voice annotations and text overlay are tagged and automatically included in the fi nal inspection report, which can either be exported to portable memories such as USB sticks or directly to the Internet or local networks.
‘Rhythm Archive’ is a long-term data storage solution, which GE off ers to hold and administer all inspection data at one central location. The users access the information from LAN-connected, remote ‘Rhythm Review’ workstations where they can also add further details or edit the data, e.g. enhance pictures. Diff erent compression techniques are in place to store all information efficiently and without loss of media quality. In addition, results from other NDT inspections, such as radiographic and ultrasonic details, can be held in the archive and reviewed in conjunction with RVI information. Data security is given through user
IP addresses and built-in disaster recovery plans. GE aims to improve productivity with this archive system, as historical data becomes readily available and relevant records can be taken into account for future inspections.
Users of Karl Storz equipment can connect the videoscope’s computer processor, ‘TechnopackX’, via the Telecam camera system to both rigid and fl exible borescopes. This makes all the typical videoscope functions available also for the optical instruments, e.g. to capture still images and video, edit or manipulate the data, store or export information; only the measuring remains exclusive to the video system.
An interesting application is a borescope with an integrated, electrically-powered blending tool, which is off ered in partnership by Richard Wolf and
Machida. The diamond blender is used to repair certain FOD damage on compressor aerofoils. Repairing small-scale d a m a g e r e m o t e l y without having to take the engine apart can save huge amounts of money and increases on-wing time. The two companies just reduced the diameter of the smal lest ‘ b lending scope’ from 8mm to 6mm. This should allow the user to employ the tool in small engines, such as turboprop engines, that were previously excluded. Steiner reports that the blending scope has recently been cleared for GP7200 and CF34-10E engines, and that Richard Wolf is now working on an approval for the GEnx engine.
Smaller and more portable equipment will
remain a central trend for future RVI equipment. This means that more battery-operable and intelligent systems need to be developed to ease the work of the inspection team, according to McGarry. “DC operation and portability are the main concerns. Users expect the borescope suppliers to keep pace with commercially available digital technology,” he states.
This view is echoed by his counterpart Steiner. However, he points out that the central challenge does not lie in the development of the necessary technology as such – but in the price expectations of some customers. “This is essentially a job for a magician: videoscopes with all kind of features, such as all-way tip articulation, an easy-to-use measuring system, very thin diameters below 3mm, exchangeable fl exible shafts, 5m (16ft ) long probe cable, built-in high-resolution monitors, built-in hard disks with 500GB capacity to store still images and videos, battery power for 10 hours, housed in small lightweight cases – ideally for the trouser pocket – and all this for less than €3,000. I know this is utopia, but this is exactly what some customers expect. And believe me, we are not very happy about this.” ■
MRO Yearbook 2012.indd 44 16/09/2011 13:49

Announcing another addition to Kelly Aviation Center’s long list of services! Kelly is now providing maintenance, repair, and overhaul on the CF6-80 engine, which is what our customers want to hear. They already know what Kelly delivers – longer time-on-wing, quick turn times, and highly customized, affordable business solutions. And now, customers can expect the same for their CF6-80 engines. Kelly Aviation Center is the MRO facility you’ve been searching for. To find out more about Kelly, drop by our website, or give us a call.
overhauling expectationsfor the cf6-80.
+1.210.827.5275 www.kellyaviationcenter.com
315-62063_OverhaulingExp_MRO.indd 1 9/15/11 3:18 PM
MRO Yearbook 2012.indd 45 16/09/2011 13:49

46 | MRO YEARBOOK 2012
ENGINE MAINTENANCE • ADVERTORIAL
IN 2010 BELAC won its first military contract to supply the US Air Force with High Pressure
Turbine (HPT) blades for aircraft engines. It was another milestone for the company, a manufacturer of Parts Manufacturer Approval (PMA) equipment for the engine hot section. Since it was founded in 1998, the joint venture between Chromalloy, Lufthansa Technik and United Airlines had seen growing demand from aircraft operators for its FAA-certifi ed parts.
When BELAC began delivering equipment in 2002 a few airlines in the US and Europe took delivery of the parts, which are designed and re-engineered to perform at the same or better performance levels than original equipment manufacturer (OEM) parts. Today BELAC has 38 customers — an operator base that includes many of the world’s largest commercial air carriers, leading MRO shops, aircraft brokers, and the US military.
Demand continues to increase worldwide, particularly in growth regions like Asia, as operators consider alternative parts when faced with replacing worn engine blades during maintenance. The driver? Fuel prices remain high and other operating costs put pressure on operators’ business models. Aircraft engines have high cost equipment — the highest operational maintenance cost next to fuel. For airlines to produce profi t they need to fi nd ways to ensure reliability, availability, maintainability, safety and performance — while examining every sourcing solution to reduce
Aircraft operators look for quality, reliability – and savings – in alternative engine componentsDespite demonstrated performance and cost savings, the debate about the use of alternative materials continues. Rob Church, director, sales & marketing at BELAC, provides a review of the company’s parts – and performance record – in a bid to help set the record straight.
High pressure turbine engine blades produced by BELAC LLC, a Chromalloy joint venture company with airlines.
MRO Yearbook 2012.indd 46 16/09/2011 13:49

MRO YEARBOOK 2012 | 47
ADVERTORIAL • ENGINE MAINTENANCE
expenses in an eff ort to produce profi t margins.
Similarly, military operators need to drive the best sourcing solutions by leveraging commercial best practices.
The alternative parts, fully FAA regulated and certified like OEM equipment, significantly cut costs associated with maintenance. While the cost of OEM engine parts typically increases fi ve or more per cent a year, savings produced by installing the alternative parts is about 35 per cent lower than OEM catalogue prices. BELAC blades also have signifi cantly higher repair yields — meaning operators can more often repair used blades rather than scrapping and buying new during maintenance.
Since BELAC began shipping blades, use of the parts has saved the aviation industry about $200m, the company estimates. That’s a cost saving of up to $10 per engine flight hour — significant even to a small fleet operator.
Despite demonstrated performance and cost savings, however, BELAC continues to face headwinds from industry observers who stoke the debate about the use of alternative materials. A review of the company’s parts — and performance record — may help set the record straight.
CERTIFIED AIRWORTHINESSWith more than 400 million flight hours on nine HPT blade product lines, BELAC is one of the few producers of alternative components for the hot section or gas path of the turbine engine. To date it has installed more than 50,000 HPT blades. To obtain FAA approval to certify the components, BELAC develops parts under the same rigorous, compliant manufacturing system and battery of quality and reliability tests and inspection processes employed by and for the OEMs. Like the OEMs and their suppliers of critical engine components, BELAC is ISO9001:2008/AS9100B:2009 qualified and offers design, tooling development, machining and inspection to customers in a fully FAA-regulated environment.
BELAC develops parts under a rigorous, compliant manufacturing system and battery of quality and reliability tests and inspection processes.
BELAC is ISO9001:2008/AS9100B:2009 qualifi ed and off ers design, tooling development, machining and inspection in a fully FAA-regulated environment.
The company employs a unique re-engineering design approach, fully utilising engineering modelling techniques to produce turbine components.
Each manufactured part conforms to FAA-approved design data, attesting to its safety for operation. The FAA provides rigorous oversight during each step of the development process, including fi nal testing and certifi cation.
BELAC blades are subject to the same engineering design and manufacturing processes and FAA scrutiny as OEM blades — and perhaps even more
stringent. When evaluations are made for BELAC equipment, it is for one part at a time — versus an OEM when evaluation is on the entire engine product.
Performance data validates the parts as a reliable alternative, with a stellar track record of safety and reliability. The data shows superior on-wing maintainability — and lower overhaul costs when removed from service and inspected. There has never been a reported removal due to problems stemming from a BELAC part.
MRO Yearbook 2012.indd 47 16/09/2011 13:49

48 | MRO YEARBOOK 2012
ENGINE MAINTENANCE • ADVERTORIAL
TOP REPAIR YIELDS In addition to proven reliability, performance and safety, BELAC blades provide other advantages. BELAC blades incorporate unique diff used precious metal / aluminide and chromide coatings that protect against hot corrosion occurring below the under platform and pocket areas of the blades.
During maintenance blade overhaul results show the parts, which are manufactured with Chromalloy advanced thermal barrier coatings, have demonstrated higher yields upon repair due to advanced corrosion resistance than OEM equipment. Chromalloy pioneered turbine engine coatings 60 years ago and today is a leading supplier to manufacturers of commercial aviation, marine and industrial aero-derivatives, light and heavy industrial gas turbine engines.
In the engine hot section or gas path, barrier coatings provide a layer of insulation to the base metal component and underlying bond coating surface of the turbine blades, protecting from the extreme heat of the combustion gases during engine operation. The resulting lower thermal conductivity allows higher engine temperatures. Coatings also provide the blades protective barriers in the engine’s highly oxidising, corrosive environment.
As a result BELAC blades average more than 93 per cent repairable vs. an industry average of 66 per cent for all HPT blades. BELAC CF6-80C2 first stage engine blade repair yields are even higher. Improved proprietary coatings developed uniquely for components in this power system provide improved corrosion resistance.
Higher repair yields mean operators can more often choose to repair blades rather than scrap and buy new, at additional savings.
FAA OVERSIGHTIn its 2009 report on the industry’s use of critical PMA equipment, the FAA provided a thorough examination of alternative materials. The agency’s Aviation Safety, Repair, Alteration and Fabrication Study (May 22, 2009, Rev. 1) concluded FAA-certifi ed PMA parts are as safe as OEM parts. The FAA stated that PMA components produced under the same development and manufacturing techniques as the OEMs are approved as the result of the same highly rigorous testing procedures and processes as OEM equipment.
In the 274-page report the FAA determined certifi ed PMA equipment to provide the same airworthiness as the original equipment.
Bilateral agreements between the FAA, the European Aviation Safety Agency (EASA) and all major airworthiness authorities provide global acceptance for PMA parts.
Further, aerospace consultant David Doll, in his paper The Airline Guide to PMA, echoed the FAA. Doll acknowledges a hotly competitive environment for replacement parts due to the lucrative aftermarket business, but contends the equipment — certifi ed, fl ight tested and widely available — benefi ts cash-strapped operators as a cost savings tool that will help them better manage their sourcing and maintenance costs. He reviewed development and certifi cation under the FAA and discussed oversight provided by manufacturers and the FAA from installation through usage. Certifi cation for PMA parts is every bit as rigorous as the process required for the OEMs, he noted.
MEETING THE CHALLENGENotwithstanding the performance, safety and reliability demonstrated for years by the BELAC alternative parts, debate in the industry continues over the use of PMA parts in the
engine. The most common barriers to acceptance continue to be concerns about global acceptance, re -marketability of the aircraft, or engine and reduced asset value.
The leasing industry, which now accounts for about 40 per cent of the global aircraft fleet, is showing signs of accepting what amounts to years of education, demonstrated performance, and experience gained through the use of PMA parts.
The outdated ideas that the use of PMA parts will make it difficult to place aircraft whose engines contain non-OEM components is being
replaced with more reliable facts — that PMA parts are equivalent to OEM parts in all aspects, including residual value. Still, the PMA community, as well as civil aviation authorities, need to do a better job of education, as some have yet to accept the FAA and European Aviation Safety Agency (EASA) regulatory authorities’ perspective. And, eager to maintain their share of the lucrative aviation aftermarket market, OEMs discourage operators from using alternative equipment by threatening limited support — including safety basics and limiting language in licensing agreements that cover instructions for continued airworthiness maintenance manuals.
Importantly, as the quantity of PMA parts in the engine has increased, the number of service failures and Airworthiness Directives has not. Further, the FAA bilateral aviation agreement with the EASA and other authorities addresses questions about usage by foreign carriers.
In the ongoing debate about acceptance of critical alternative materials in the engine, the choice lies with the operator. Where these parts have been demonstrated to meet or exceed the performance, reliability and durability specifi cations of OEM parts, that choice will continue to defi ne a competitive, open marketplace. The need for alternatives — and choice — is likely to assure a place in the industry for PMA and alternative materials. ■
Rob Church is director, sales & marketing, for BELAC. He is responsible for commercial and military sales and new business development. Previously he was Chromalloy regional sales director for the Americas, providing leadership for the company’s sales and marketing e� orts. He joined the company in 1989.
BELAC’s knowledgeable staff is fundamental to successful metallurgical development in reengineered components.
With more than 400 million fl ight hours on its HPT blade product lines, BELAC is one of few producers of alternative components for the hot section of the turbine engine.
Coatings / Repairs / PartsLearn more at chromalloy.com
Chromalloy repairs give new life to engine components, while our coatings provide unsurpassed durability in the harshest engine conditions. By incorporating these capabilities with revolutionary engineering, machining, tooling, the world’s most advanced independent casting facility and re-engineered parts, Chromalloy extends engine life like no other company can. It’s a testament to 60 years of innovation—and it can make an impact today. Learn more at chromalloy.com.
Long live your engine.
CHRR 15446 ATEM_8.27x10.95_4C.indd 1 6/14/11 4:37 PMMRO Yearbook 2012.indd 48 16/09/2011 13:49

Coatings / Repairs / PartsLearn more at chromalloy.com
Chromalloy repairs give new life to engine components, while our coatings provide unsurpassed durability in the harshest engine conditions. By incorporating these capabilities with revolutionary engineering, machining, tooling, the world’s most advanced independent casting facility and re-engineered parts, Chromalloy extends engine life like no other company can. It’s a testament to 60 years of innovation—and it can make an impact today. Learn more at chromalloy.com.
Long live your engine.
CHRR 15446 ATEM_8.27x10.95_4C.indd 1 6/14/11 4:37 PMMRO Yearbook 2012.indd 49 16/09/2011 13:49

50 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
AS A HIGHLY economical aircraft type for short-haul operations, turboprops tend to do better than average amidst
rising oil prices, which explains why Pratt and Whitney Canada (P&WC) recorded a resurgence in turboprop engine sales in 2006. Stephan Neubach, head of PW engineering at Lufthansa Technik AERO Alzey (LTAA), also reports a boost for maintenance providers at this time; a number of operators switched from a phase-out policy to one of refurbishment, “hence many engines got a more extensive workscope”.
However, turboprops are not completely immune from economic crises; Mike Bevans, technical sales director, business and general aviation at Honeywell Aerospace, says the manufacturer’s authorised service centre network is currently seeing “pent up demand from parts of the world that were worst hit by the recession”. Tour operators, for example, “are now asking for maintenance immediately, as business is picking up again”.
In addition to fresh demand, a time-lag effect means that maintenance work continues to flow
through to providers from turboprop sales made at the height of the recession. As Jean-Jacques Reboul, VP sales and marketing at EADS SECA, explains, “we do see a certain level of maturity of these engines [in 2011] leading to an increase in scheduled maintenance events”. Marco Moroni, engines and APUs overhaul shop manager for TAP Maintenance and Engineering Brazil (TAP M&E Brazil), agrees that many of these engines “are now in time to be serviced as HSIs [hot section inspections] and in some cases deeper maintenance procedures”.
As the workhorses of regional airlines, turboprop aircraft are known for their high fuel e� ciency and propulsive capability. This article looks at the latest developments in the engine maintenance market.
Turboprop engine maintenance
MRO Yearbook 2012.indd 50 16/09/2011 13:49

MRO YEARBOOK 2012 | 51
ENGINE MAINTENANCE
MAINTENANCE CHARACTERISTICSA turboprop propulsion system is comprised of two fundamental parts: the core engine and the propeller. The core is similar to a simple turbojet, except that most of the energy of the exhaust is used to work the turbine rather than expanding through the nozzle to produce thrust. Extra turbine stages may be included to improve efficiency, which Claude Blais, P&WC director, service engineering and engineering programs, regional airlines, says can be achieved in a weight-eff ective manner owing to the small size of power turbine rotors. A reduction gearbox allows the turbine and propeller to operate at their respective optimum speeds, contributing to the reduced noise signature of turboprop aircraft. The propeller, meanwhile, is responsible for the high propulsive effi ciency which enables turboprop aircraft to operate from short runways and to outperform turbofan engines over short distances, as measured by fuel burn.
“Turboprops share the same types of turbo-machinery as all other turbine engines (turbofans or turboshafts and APUs): compressors, combustor and turbines, shafts, bearings, etc. They have similar accessories such as fuel, temperature and ignition systems, lubrication and bleed air systems,” explains Bevans. This means that to a considerable degree, the maintenance needs are similar to other engine types. However, as Moroni points out, there are some differences in the gearbox, which “has its own challenges related to bearings and gear adjustments”.
Blais says the main issue with turboprop engines, from both manufacturing and aftercare perspectives, is the integration of the engine, the propeller and the control system. P&WC supports aftermarket requirements in the form of: repair and overhaul services; fleet management programmes; diagnostics/prognostics; training; technical publications; and accredited tooling suppliers. The P&WC Customer First Centre also provides: maintenance and technical consultancy;
emergency assistance; and engine/parts status updates. In May this year the manufacturer introduced an interactive, multi-user diagnostic tool for the PW100 which is designed to “help operators and service providers solve issues in a fast and thorough manner,” according to Blais. Available online, the tool has been developed from experience gained across 26 engine models and 1,680 fault isolation charts, and also harmonises data from 11 maintenance manuals.
Bevans confirms the intricacy of the typical turboprop propulsion system and the impact this makes on servicing. He says engine removal during overhaul “can be more complicated than simply removing a turbofan from a pylon. Relative to pistons, the design is completely different, so in that respect the maintenance also differs significantly”. Nonetheless, as Neubach points out, the distinct assembly of the propeller versus the engine at least offers the advantage that the latter can remain on-wing “when the propeller, being the ‘fan of the engine’, is affected”. With regard to the control system, Bevans describes the propeller control, the propeller governor and the torque sensing systems as each exhibiting greater complexity.
Bevans believes that the eff ective management of turboprop engine maintenance begins in the design stage. For example, Honeywell’s TPE331 single-shaft engine, which is suitable for regional airlines, is constructed with fewer life-limited parts (LLPs) and allows for longer maintenance intervals. The manufacturer offers customised bids for maintenance work through its authorised service centre network, as well as working with fleet operators to develop specific engineering or on-condition maintenance programmes. The latter include continued-airworthiness inspection schemes which can help to minimise costs; Bevans gives the example of one large operator which has been able to forgo HSIs based on successful engine performance.
TURBOPROP MROS - EUROPEWorldwide, there are a limited number of MRO providers with a strong turboprop engine maintenance offering, the majority preferring to concentrate on the big business of servicing engine types which power long-haul operations, such as the CFM56.
In Europe, LTAA has been approved by the German Airworthiness Authority (LBA) to maintain PW100 family engines since 1988, a year after the founding of the company. It has certifi cations from the FAA and the European Aviation Safety Agency (EASA), amongst other regulatory bodies and the OEMs. In 2005, P&WC selected the company as the first independent designated overhaul facility (DOF) for the PW150 engine family, some of the most modern turboprop engines on the market. “The strength of a DOF is to perform heavy maintenance, i.e. OH [overhaul], modification, repair and testing of dedicated engine types which is beyond normal maintenance procedures at the operator’s level,” explains Neubach. He emphasises LTAA’s capability to off er full level on-site support.
The specialist equipment the company uses for turboprop maintenance includes video borescopes and an in-house troubleshooting database which is derived from more than 25 years’ experience and is continually updated. The borescopes are used during the initial condition assessment which takes place upon the arrival of an engine at an LTAA facility, sometimes in conjunction with a test. This allows the workscope to be determined, with input from the client. The engine is then disassembled to enable cleaning and inspection of the parts. Component repairs are performed as necessary before re-assembly and testing to ensure faultless performance.
From its base in France, EADS SECA services roughly the same number as LTAA – about 200 a year, according to Reboul. Its facilities are located close to Paris Charles de Gaulle and Paris Le Bourget Airports, convenient for both on-site and shop
MRO Yearbook 2012.indd 51 16/09/2011 13:49

52 | MRO YEARBOOK 2012
ENGINE MAINTENANCE
Whatever type of spare CFM engine you need to lease, whether it’s for a Boeing 737 or an Airbus A320, we can supply it. Not only that, we guarantee availability within 24 hours on most models from one of ourten engine pool locations around the world.In addition to a complete inventory of engines, we also offer a full range of customised, flexible solutions,including short-term lease, operating lease, engine sale and exchange.And as CFM specialists, we have the technical expertise to simplify your maintenance planning and make your job easier. If you’d like to browse further, visit www.ses.ie
The CFM™ engine you need, when you need it.
SES_278x210:Layout 1 30/6/08 17:21 Page 1
work. The company was established at Le Bourget in 1946 and is approved by the main airworthiness authorities, quality assurance organisations and the OEMs. It has four test cells for a range of engines, including the PW100 family. On-site capabilities include: engine removal/installation technical assistance; fi eld technical investigation/diagnosis; repairs; quick engine change (QEC) removal/installation; remote fi eld HSI; borescope inspections; engine run-ups; line maintenance and servicing; and remote non-destructive testing (NDT). EADS SECA also offers training for line maintenance, borescope inspections and engine condition trend monitoring on PW118 to PW127 series engines, plus heavy maintenance for the PW100 on request.
TURBOPROP MROS — THE AMERICASIn the Americas, providers of turboprop engine maintenance include Vector Aerospace, StandardAero and TAP M&E Brazil. Vector Aerospace is headquartered in Canada, with other key locations in the United States, the United Kingdom and South Africa. Vector was created in 1998 by a public fl otation of the in-house services of CHC Corporation and is today one of the largest independent MROs worldwide. In 2010, the company serviced 900 turboprop engines. According to Jeff Holdridge, director, commercial fixed-wing engines at Vector, this figure reflects increased demand for services stemming from the 2006 resurgence in the turboprop market, primarily
in Canada, Africa and certain regions of the US - while other areas in America remain “sluggish”.
StandardAero, headquartered in Arizona, is also a major independent player in the turboprop engine maintenance business, with locations in North America as well as Singapore, Australia and the Netherlands. The company traces its roots back to 1911 and today boasts a wealth of experience for the PW100 and TPE331 turboprop engines, claiming to “set the standard” for Honeywell engine services. Like the OEM, StandardAero opts for dynamometer test cells for the TPE331 over propeller test stands, citing better operational stability, more comprehensive negative torque sensing (NTS) assessment and mass airflow measurements and turbine inlet temperature calculation as the means to ensure more accurate results.
In South America, TAP M&E Brazil services about 30 PW100 family engines per year at its centre in Porto Alegre, mostly for operators within the region. The company says its engine test cells, which are capable of handling up to 3,000 shaft horsepower (SHP), are the only such facilities in Brazil. At this location, the company provides overhauls and HSIs, using: specialist tools; a clean line; NDT; detail inspection in accordance with the component maintenance manual (CMM); and a plating/machining shop. In August last year a fi ve-year agreement was signed for P&WC Brazil to market and sell MRO services provided by TAP M&E Brazil, which the latter says will increase TATs and reduce costs.
THE FUTURE FOR TURBOPROPS: MAINTENANCE IMPLICATIONSReboul says that today’s turboprop market is being challenged by small turbofan engines found on some regional airlines which are “powerful, efficient, environment friendly and, due to their increased reliability, off er competitive maintenance costs”. However, the turboprop market itself is not static; on the engine side, P&WC is developing a 5,000-7,000SHP turboprop engine suitable for a 90-seat aircraft in collaboration with its sister company, Hamilton Sundstrand. The next generation regional turboprop (NGRT) will feature advanced cooling and a compact compressor as well as a fully integrated propeller system.
Although the technology demonstrator is scheduled for later this year or early 2012, P&WC says that the development time for the new engine programme would be around three to four years, meaning that the maintenance implications lie some way in the future. P&WC has also been in talks with several airframe manufacturers, including ATR, about the possibility of launching a new large-sized turboprop. ■
MRO Yearbook 2012.indd 52 16/09/2011 13:49

Whatever type of spare CFM engine you need to lease, whether it’s for a Boeing 737 or an Airbus A320, we can supply it. Not only that, we guarantee availability within 24 hours on most models from one of ourten engine pool locations around the world.In addition to a complete inventory of engines, we also offer a full range of customised, flexible solutions,including short-term lease, operating lease, engine sale and exchange.And as CFM specialists, we have the technical expertise to simplify your maintenance planning and make your job easier. If you’d like to browse further, visit www.ses.ie
The CFM™ engine you need, when you need it.
SES_278x210:Layout 1 30/6/08 17:21 Page 1
MRO Yearbook 2012.indd 53 16/09/2011 13:49

4,728. THAT IS the number of A320 family aircraft Airbus has delivered since entry into service in 1988. Moreover, as demonstrated at the Paris Air Show last
month (June 20-26), the orderbook continues to grow apace, with 34 orders for the standard A320 and a massive 667 for the new engine option, the star performer at Le Bourget.
Among the biggest fans of the A320 are low-cost operators, which appreciate the aircraft’s cost eff ectiveness, a characteristic that is due in large part to its high dispatch and operational reliability. Berthold Stegerer, Airbus director of maintenance marketing is confi dent that the A320 is “the most cost effi cient single-aisle aircraft on the market right now”.
His claim is backed by the experiences of MRO providers, who agree that there are few problems with this aircraft type. Jürg Bislin, head of engineering at SR Technics, says: “Its reliability sets standards. In the family of short-range aircraft it is one of the most reliable aircraft - if not the most reliable - and does not need to hide from its competition.” David Conrad, director international sales and marketing at GAMECO, confi rms that there are no “signifi cant challenges in maintaining the A320 family”. Tahir Kararti, press — advertising and public relations manager at Turkish Technic, reports that compared to other aircraft, A320 maintenance procedures are relatively easy, material support is better and that base and line maintenance are both simpler and more practical.
54 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
Airbus A320 maintenanceA favourite of low-cost, network and charter airlines worldwide, the A320 has demonstrated its cost e� ciency and reliability since its launch in 1988 and now enjoys a pre-eminent position in the single-aisle market.
MRO Yearbook 2012.indd 54 16/09/2011 13:49

The issues that MROs do tackle for the A320 are in line with conventional problems accruing on in-service aircraft. One MRO reports: a need for rib fi ve replacements; cracks on elevator, aileron and rudder rod ends; nose landing gear (NLG) steering failure; and number fi ve bearing failure on V2500-powered A320s. Most MROs simply speak of the need to address typical ageing problems. Stephen Hands, VP, marketing and sales at Fokker Aircraft Services says: “The main challenges on the A320 concern the older A320s for which we take care of corrosion and structural (and composite) repairs.”
MRO YEARBOOK 2012 | 55
AIRFRAME MAINTENANCE
Led by Airbus, the MROs and the airlines contribute to the monitoring of global A320 performance in order to head-off any technical niggles before they become problematic. “This three-part cooperative eff ort provides a forum to raise any issues, rank them and then to co-operate in developing interim and long-term solutions from an operational or maintenance perspective,” explains Conrad.
The reasons behind the operational and commercial success of today’s A320 aircraft fall into two main categories: firstly, the innovative technologies present from the launch date 33 years ago; secondly, ongoing modifi cations and upgrades derived from in-service experience. Airbus has continued to refi ne the A320 throughout its service life, so maintaining its reputation for effi ciency and dependability. Bislin notes that “a huge number of modifications and improvements have been implemented to increase performance and dispatch reliability”, resulting in a “technically well matured product”. Stegerer says the number of service bulletins (SBs) for the A320 has thus dropped signifi cantly since the mid-90s and that few are issued today; “2011 vintage A320s basically have only a limited number of SBs or modifi cations”.
MRO Yearbook 2012.indd 55 16/09/2011 13:49

MONITORING MAINTENANCE — THE CFDSCrucially, the A320 was developed with maintainability foremost in the design process. The 1988 original introduced the fi rst airborne dedicated maintenance computer for continuous monitoring and reporting of faults: the central fault display system (CFDS). This equipment enables mechanics to readily obtain component status information from a multi-control display unit (MCDU) in the cockpit, rather than having to climb up to the avionics bay to access individual computer interfaces. Fault reports can also be printed out, which Stegerer describes as “a big advantage because it eases line maintenance and therefore the troubleshooting exercise”. The current version of the CFDS, which already correlates data from the diff erent aircraft systems with the fl ight warning computer, will also be linked to the electronic logbook later this year as a retrofi t solution, following the success of this function on the A380.
Probably the greatest advantage of the CFDS is that information can be downloaded by ground-based software called AIRMAN in real-time, via an aircrew addressing and reporting system (ACARS) link. This means that maintenance personnel can be prepared to address small problems with the aircraft even before it lands, thus keeping time spent on unscheduled maintenance to an absolute minimum.
AIRMAN is connected to all the manuals used by line mechanics to eff ect repairs by means of the AIRNAV system: the troubleshooting manual (TSM); the aircraft maintenance manual (AMM) and the illustrated parts catalogue (IPC). Beyond the immediate benefits to the mechanic performing the job at hand, there is the ability to access the logbook data and evaluate fault history, enabling trend analysis. “If there is something going in the wrong direction, you can proactively troubleshoot the aircraft,” explains Stegerer. He says that thanks to AIRMAN one operator with a fleet of 50 A320s avoided seven fl ight cancellations, 72 delays and 80 unjustifi ed removals of components over a 12-month period.
On the MRO side, SR Technics is one maintenance provider which uses AIRMAN to support its work for airlines such as easyJet, with which it has a fi xed rate per fl ying hour contract. “It’s in the interest of the MRO [fi nancially] to fulfi l the commitment to the airline and the AIRMAN system helps them to have a highly effi cient maintenance operation,” Stegerer states.
There are currently 73 airlines and MROs using AIRMAN to optimise A320 maintenance for a total of 2,700 aircraft. With the co-operation of operators worldwide, Airbus has been able to build up an overview of A320 performance via AIRMAN data inputs. The system is thus an important tool in the manufacturer’s strategy to constantly fine-tune the reliability of the aircraft, helping to inform decisions about future modifi cations.
56 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
MAINTENANCE BENEFITSA central focus of the original A320 design was to reduce the number of system components — an important contributor to lowering maintenance costs because of the decreased fault potential as well as the streamlining of spare parts inventories and associated maintenance tasks.
This can be seen, for example, in the aircraft’s pioneering fly-by-wire technology, which was initially greeted in the industry with some scepticism but has nonetheless successfully transitioned flight control from cables to electrical wires. The new system eliminates wear-and-tear by removing mechanical elements and avoids the need to access confined areas in the wing and fuselage which conventionally house hydraulic cables. Stegerer describes another advantage: “The saving over a 15-year period in terms of labour requirements to maintain a fly-by-wire system versus a normal, conventional cable mechanical control system is about 50 per cent.” He believes the manpower element is of prime signifi cance, due to rising labour costs in developed areas of the world such as Europe. Airbus plays its part in assisting operators and MROs attempting to keep this burden to a minimum. “It’s certainly one of the drivers which we always try to infl uence through our design,” says Stegerer.
Component reduction is a notable theme of the A320. Further examples include the carbon brakes and the autofl ight system, the latter comprising four computers versus the fourteen on the A330 which was launched in the 1970s. As for the brakes, Airbus calculates that their simplicity and durability delivers a direct maintenance cost (DMC) advantage of 15 per cent over steel brakes, as measured in dollars per fl ight hour.
During the service life of the A320 since 1988, Airbus has continued the move towards component reduction and integration, with each new family member used as an opportunity to bring new technology and techniques to the standard A320. The manufacturer has achieved this kind of improvement
MRO Yearbook 2012.indd 56 16/09/2011 13:49

MRO Yearbook 2012.indd 57 16/09/2011 13:49

in: the power generation and system control; the data recording equipment — now a combined fl ight data interface management unit (FDIMU) - the air conditioning system; the cockpit screens; the integrated standby instrument system (ISIS); and the brakes (brake-by-wire). “It’s always the same philosophy: component integration,” states Stegerer. “Integration of functions in one component allows [operators] to save cost on the stock, meaning the spares investment and at the same time maintenance costs, provided you achieve a higher reliability as well, or at least the same.”
In addition to the trend toward integration, enhancements to the A320 have included the introduction of distinct new technologies and materials. For example, the cargo hold floor panels have been changed from e-glass to s-glass for 100 per cent greater impact resistance and thus a reduction in unscheduled maintenance. Similarly, LED technology has replaced traditional filament lights in the cabin and cockpit, off ering 20,000 operating hours before replacement, compared with the previous 500.
The engines, too, have been the subject of modifications improving not only the airborne performance of the aircraft but its maintenance profi le. The CFM56-5A engine was superseded in 1993 by the CFM56-5B, which Stegerer says “led to some important improvements in terms of time on-wing and parts resistance”. A technology insertion in 2007 further enhanced durability via advanced aerofoil coatings and a 3D design. The other original engine option for the standard A320, the V2500-A1 from IAE, suff ered some diffi culties in terms of reliability and cost, but the SelectOne programme of 2008 delivered a 20 per cent time-on-wing improvement. The two engine manufacturers have been striving to gain ground on each other from the outset. As Stegerer notes, “the dual source of engines is important not only to give the airlines negotiating power but because each of the two parties is from the outside motivated to get the notch over the competing product”. He adds, tellingly, “Boeing never had that on the 737NG”. This useful situation continues today with the neo.
Continual refi nements to the A320 have led to the sanctioning of extended maintenance intervals as a result of low fault fi ndings. The interval between A checks has been increased from 350 to 750 fl ight hours, C checks from 15 to 24 months and heavy maintenance from four to six years (intermediate) and eight to 12 years. According to Stegerer, the maintenance labour advantage of the A320 over the 737NG amounts to 8,000 man hours over a 24-year life cycle.
Airbus itself has evolved A320 maintenance programmes by including workscope flexibility within the design of the aircraft, enabling repairs to be carried out during overnight stops and preventing downtime for long periods of the aircraft’s service life. Using this capability, operators such as easyJet have been able to fl y their A320 fl eets for six years before grounding aircraft for maintenance, compared with an industry standard of 10 days of downtime per year. SR Technics has worked hard to add to this benefit by reducing the turnaround time (TAT) for the six-year intermediate layover (IL) check from 14 days to 11 days. Jutta Trimmel, head of Malta operations at SR Technics, says this has been achieved through tight management of material fl ow and close communication between production and material supply. The MRO is progressing towards a 10-day TAT.
58 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
ENGINE IMPROVEMENTSSeveral forthcoming upgrades to the A320 have implications for the maintenance of the aircraft’s engines. The ‘sharklets’ — winglets — which will be a basic feature of the A320neo will reduce take-off thrust for the same weight, giving a four per cent higher derate. The decreased stress on the engine should deliver longer time on-wing, thus reducing maintenance needs. Airbus is currently investigating the feasibility of a retrofi t sharklet option for the standard A320 in response to customer requests. Meanwhile, the fi rst new-build A320 equipped with sharklets is due to start test fl ights in October this year.
However, the biggest development currently underway for the A320 is undoubtedly the new engine option. Stegerer is keen to point out that, while the new engines are designed to bring revolutionary fuel burn effi ciency, the overall aim is for a “maximum commonality” of 95 per cent with the existing global fleet, so as to minimise costs for operators. From a maintenance perspective, this will mean a short, six-day training period for mechanics and similar tooling and ground support equipment as for the standard A320.
Both neo off erings from Pratt & Whitney (P&W) and CFM International reduce the number of components present and promise multiple maintenance advantages. P&W is developing its neo outside the IAE venture; for its part, IAE will launch a SelectTwo follow-up to SelectOne in 2013, in the form of a new data entry plug and a software upgrade for the engine control. A future SelectThree upgrade will further improve engine reliability and reduce maintenance costs. Meanwhile, the PW1100G, a geared turbofan, will feature 1,500 fewer aerofoils, fi ve fewer stages and fewer life limited parts (LLPs) - with no LLPs at all in the gear system. CFM’s LEAP-X will likewise have fewer booster stages and fan blades.
Jamie Jewell, director, strategic communications at CFM, says that for the LEAP-X there was also a very deliberate decision to feature a fan- rather than core-mounted accessory gearbox, since the former is less subject to high temperatures and will help line maintenance mechanics to hit 30-minute gate turntimes. One of the most innovative features of the LEAP-X engine is the composite fan, which Jewell says will be “virtually maintenance free”. Several thousand hours of full-engine and rig-test assessment have already proven that the blades “are wearing very well”. According to Jewell, these results “are completely validating the fact that the LEAP fan will enter service with no life limits and no scheduled maintenance”. As a whole, the maintenance costs are anticipated to be comparable to current CFM56 engines.
The nacelles and thrust reversers for the PW1100G will be developed by Goodrich, the OEM for the nacelles on the standard A320. As Paul Farsetta, Goodrich Aerostructures VP and GM, aftermarket services, explains: “Goodrich Aerostructures has and continues to work with airlines and their maintenance organisations around the world to analyse nacelle reliability, and has developed scheduled maintenance programmes to ensure the lowest cost of ownership and improve reliability of these traditionally on-condition components.” The nacelle for the LEAP-X, meanwhile, will be manufactured by Aircelle, which is working to deliver maintenance and performance benefi ts on the back of its experience with the A380.
In light of the enduring popularity of the standard A320 and a huge amount of interest in the neo, MROs are gearing up to make sure they can handle the maintenance requirements. “The demand for maintenance is sprayed worldwide, but we see a huge increase in the Asia market,” observes Bislin. It is a trend that has also been noted by Fokker and GAMECO. Conrad says the massive rate of fleet growth in China particularly “is already placing a tremendous demand on MRO resources”. For China Southern Airlines, an owner of GAMECO as well as the largest fl eet in Asia, “the A320 is a very large part of that fl eet growth”. GAMECO opened a new base in ChongQing in April this year and is also shortly due to begin the development of an eight-bay narrowbody hangar in Guangzhou, with potential for further expansion. Additionally,
MRO Yearbook 2012.indd 58 16/09/2011 13:49

MRO YEARBOOK 2012 | 59
AIRFRAME MAINTENANCE
GAMECO is in the process of establishing a base maintenance joint venture with ChongQing Airport Group to support the A320 family fl eet of ChongQing Airlines. In view of the fleet growth across China and Asia, GAMECO is planning for even more opportunities ahead.
Meanwhile, Istanbul-based Turkish Technic, which devotes about 65 per cent of its resources to A320 maintenance and upgrades, has seen “a steady increase” in demand for its services, according to Kararti, “as more and more A320s are utilised by operators in the region”. The company is taking steps to ensure that it can meet the needs of these customers and is in the process of adding hangar space for an extra 12 narrowbody aircraft and three widebodies.
In South America, the Sabena Technics subsidiary Barfield is set to open a repair shop in Bogota, Colombia, in the next few months, following the award of a comprehensive, 10-year A320 component contract from Avianca-TACA. The facility will initially focus on avionics maintenance before moving on to other component work. In other recent developments, Fokker, which has its main A320 base in the Netherlands, last month received a part 145 approval extension from the Federal Aviation Administration (FAA), meaning that the
Eliminate costly fastener damage, drilling off the heads, and all the added labor and costs with:
www.phillips-screw.com
Phone: 760-602-0857
FAX: 760-602-0858
MRO can conduct airframe maintenance and overhaul for all A320 N-registered aircraft.In light of the rafts of orders for both the A320 and the A320neo at the Paris Air Show,
these MROs are sensible to nurture such capabilities. It seems clear that maintenance providers for this family of aircraft will have plenty of work lined up for the future — mostly scheduled, of course. ■
maintenance and upgrades, has seen “a steady increase” in demand for its services, according to Kararti, “as more and more A320s are utilised by operators in the region”. The company is taking steps to ensure that it can meet the needs of these customers and is in the process of adding hangar space for an extra 12 narrowbody
MRO Yearbook 2012.indd 59 16/09/2011 13:49

“THE BOEING 737 is a very straightforward aircraft to work on,” says Rick Townsend, SVP - sales & business development at Ascent Aviation Services, backing up
the reputation the aircraft has gained over its years of service. This good maintainability, according to experienced MRO IAI Bedek, becomes apparent when you consider how easy it is to gain access to the aircraft, without the need for specifi c ground support equipment. This is largely thanks to the 737’s comparatively short landing gear and compact dimensions. Furthermore, engine replacement can also be conducted without using a crane, the aircraft’s fl ight control systems are “basically simple” – with single drive flaps, and only one aileron system – and the fact that there is only one engine type (CFM56) used on the family (Classic and Next Generation) also contributes to simplifying maintenance. “The 737 family could be defi ned as one of the industry’s easiest to maintain commercial platforms,” says the IAI Bedek spokesman.
The bestselling 737 programme has long enjoyed a good reputation among maintenance technicians, but as the number of NGs in the worldwide � eet rises, and the Classics begin to phase out, how will the MRO landscape be a� ected?
Boeing 737 maintenance
60 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
When Boeing was designing the Next Generation 737s (-600, -700, -800, -900), its aim was to lower the aircraft’s overall airframe maintenance costs by 15 per cent relative to the Classics (-300, -400, -500), which were produced between 1983 and 2000. This programme, called ‘Maintenance Cost Reduction by Design’, included participation by 21 airlines from around the world. The result was that the manufacturer implemented a completely new wing with double-slotted continuous span flaps containing 30 per cent fewer parts, while enlarging the Next Generation’s (NG) wing area by approximately 25 per cent. Boeing also signifi cantly increased the use of composites to reduce the aircraft’s weight. The airframer employed the latest generation CFM56-7B engines and fundamentally modernised the fl ight deck and systems throughout the aircraft, including simplifying the main landing gear assembly and implementing a redesigned auxiliary power unit.
Boeing 737 maintenance
MRO Yearbook 2012.indd 60 16/09/2011 13:49

MRO YEARBOOK 2012 | 61
AIRFRAME MAINTENANCE
According to Boeing spokesman Bob Saling, the NG design was focused on reducing system part counts, increasing the number of common parts among models, simplifying system designs, improving corrosion protection, enhancing fault identification, and providing better access to parts for maintenance.
The design improvements at the aircraft system level have reduced scheduled maintenance activities by extending maintenance intervals or eliminating tasks altogether. One example of reduced scheduled maintenance by system redesign, says Steven Hayes, regional director marketing – airplane economics, is the trailing-edge flap-drive system. This system was redesigned to last for the entire life of the aircraft, with no anticipated overhauls, “by switching from an oil-filled reservoir to grease lubrication and using 100 per cent corrosion-resistant steel material in lieu of the original chrome plating to eliminate corrosion wear”. As a result, the scheduled maintenance intervals were extended from 20,000 fl ight cycles to 75,000 fl ight cycles.
Indeed, one of the most significant changes in the move from Classic to NG aircraft has been the switch from the traditional letter checks to task-based maintenance – a shift from the MSG2 (maintenance steering group) logic to MSG3. While operators in the past had to adhere to rigid, uniform work programmes for comprehensive checks, they can now group the single tasks into diff erent packages for each individual maintenance event in a manner that is most effi cient to them. This freedom allows the operators to take factors such as aircraft downtime, accessibility for maintenance, particular operating conditions, manpower and availability of resources into account.
Boeing provides recommendations but does not impose a set maintenance schedule on the airlines. On the Classics, A checks are typically done after 250 fl ight hours, C checks after 4,000 fl ight hours, and a D check (overhaul) including all structural inspection (SI) tasks after 24,000 fl ight hours. On the NGs, all maintenance tasks are arranged as multiples of a basic 500 fl ight hour phase interval. In essence, these tasks have to be accomplished after 500 fl ight hours, 1,000 fl ight hours, or 1,500 fl ight hours depending on their urgency. Base checks are formed by grouping tasks with intervals of 8, 10, 12 times the basic phase interval, i.e. 4,000 fl ight hours, 5,000 fl ight hours and 6,000 fl ight hours. It is also possible to accomplish tasks, which were traditionally part of a base maintenance event (C check) into an A event.
The performance of the NGs has generally satisfi ed both airlines and MROs. “The NG kept all the Classic’s advantages as a mature and reliable air platform, while moving signifi cant steps further in base maintainability improvements by dramatically reducing the amount
of maintenance hour consumption in base maintenance due to its flexible maintenance programme, its built in test equipment (BITE) capabilities, as well as by reducing the amount of structural inspections and their generated repairs and modifi cations. This involves massive removals
to enable access, such as to the forward pressure bulkhead, requiring major removals in the cockpit and window belt and lap joints involving cabin opening and removals,” says IAI Bedek.
A c c o r d i n g t o Saling, studies have validated the projected maintenance savings
in service. “A review with a European operator supports the projected reduced costs. A detailed maintenance cost review by both Boeing and airline personnel was performed, which included the material consumption list, rotable and repairable parts, and warranty claims. The analysis revealed that actual airframe maintenance costs were 18 per cent lower than the established target for the one-year period July 1998 to June 1999.” Ascent’s Townsend concurs that “actual experience and ‘mountains’ of data” have shown the NG’s to be easier and less costly to maintain than the Classics.
Saling confirms that dispatch reliability for the NG 737 fleet is 99.7 per cent, while maintenance costs make up about 17 per cent of airplane-related operating costs.
MRO Yearbook 2012.indd 61 16/09/2011 13:49

62 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
IRONING OUT THE KINKSDespite the overall exceptional performance, some MROs have reported problems with corrosion in areas such as doorways, wet areas, cargo bays, as well as a higher than usual amount of scribe marks. TAP M&E Brazil says that while the tasks carried out based on the MSG3 are performed without any problems; the non routines resulting for those tasks involve a great deal of corrosion and crack fi ndings. Despite perceiving it as a “big issue”, the MRO says it is easily able to make the relevant repairs.
On corrosion, Saling says all of its aircraft are designed “to minimise the potential for corrosion by preventing moisture ingression as well as by applying finishes, sealants and compounds that inhibit corrosion”. In addition, the Corrosion Prevention and Control Program (CPCP), which was mandated by the FAA, was set up to identify when corrosion has progressed beyond a maintenance level to a potential safety concern and requires operators to change their maintenance programme to prevent the same occurrence on a given aircraft and within their fl eet of aircraft.
Scribe marks have been considered a structural issue of both Classics and NGs. These are narrow, shallow distinct scratches in the fuselage skin or structure which, if not repaired, can develop into premature fatigue cracks. They are typically created when the aircraft is stripped and painted or during the application/removal of graphic decals. However, Saling says Boeing does not have data that would suggest 737 aircraft are more prone to having scribe lines than other models. He says the “problem” is most likely one of perception. “Given the higher utilisation rates of 737 airplanes, which fl y more often than most models, inspections required on airplanes found to have scribe lines happen more frequently from a calendar perspective, which could lead to the impression of a greater impact from an MRO point of view,” he says.
The MROs questioned for this article all reported a positive maintenance experience, with some relatively minor difficulties and niggles. Ascent’s Townsend notes that technicians would run into issues with the rigging of fl ight controls and doors as they “can be tricky at times, especially on high time airframes”; however, proper and “some specialised training” would resolve this issue. One bugbear he identifi ed was the increasing diffi culty of getting timely engineering support from Boeing on the Classics – Townsend supposes that “they seem to have shifted their focus” to the NGs.
IAI Bedek says that the small size of some of the aircraft’s features can create maintenance diffi culties. The forward electronic equipment compartment and air conditioning bay are “condensed and problematic to access”; the landing gear bays are more exposed to damage from debris and other foreign objects “since they are low and do not have doors; the slats actuators are “very sensitive”, with any dirt or paint potentially causing packing failure or hydrogen leaks; and, the company also notes the “somewhat complicated situation working simultaneously with inboard engine cowl open and the leading edge fl aps extended”. Despite this detailed list, the MRO explains that these problems are “minor” and manageable with good line and base maintenance planning. In addition, the structural weaknesses of the Classics requiring significant structural engineering capabilities, such as the window belt and lap joint modifi cations and repairs, have been
fully resolved in the NG series.A recent incident in which a
hole appeared in the fuselage of a Southwest 737-300 during flight (having happened once before) is also currently causing concern, with the root cause of the decompression event yet to be determined. “We remain fully engaged with the investigation and will work closely with both the NTSB and the FAA to ensure the highest level of safety continues for 737 Classics,” says Saling. The manufacturer
has already taken action by recommending lap-joint inspections to airlines worldwide on certain 737-300/400/500 aircraft, which the FAA also mandated as an airworthiness directive. To date, Boeing has confirmed that inspections are complete worldwide on nearly 80 per cent of the 190 airlines aff ected. A total of fi ve aircraft have had inspection fi ndings. In co-ordination with the NTSB, portions of the panels from those aircraft, which were delivered between 1994 and 1996, have been shipped to Boeing and the manufacturer is “conducting analyses to validate the initial inspection fi ndings”.
APPLYING GOLDCAREIn another signifi cant move for the 737 programme, Boeing has announced that its GoldCare
aftermarket support programme, initially designed to be off ered to 787 customers, is to be extended to cover 737NG aircraft. According to Saling, the move came about because of customer demand. “Airlines are asking Boeing for a more integrated maintenance approach, and our primary goal is to meet the needs of our customers,” he says. “Boeing is working to provide customers with more integration between their
MRO Yearbook 2012.indd 62 16/09/2011 13:49

MRO YEARBOOK 2012 | 63
AIRFRAME MAINTENANCE
airplanes and their back-offi ce support by taking advantage of GoldCare information technology and its consistent, fl eetwide approach to maintenance.”
The implementation of GoldCare will not come without challenges. Unlike the new launch 787, the 737NG programme already has a large in-service fleet, and so GoldCare will have to be applied retrospectively. There will also be a different set of suppliers compared with those MROs involved with the 787 version. “With the number of Next Generation 737s in operation, and many having been in operation for several years, operators already have support contracts in place with suppliers and have existing spare parts inventories,” explains Saling. “Our team is hard at work to align the suppliers and MROs for participation in the 737 GoldCare programme. An undertaking of this scope requires a solid plan going forward, so we are using our experience in developing 787 GoldCare as a template.”
Ultimately, Saling says GoldCare’s phased maintenance approach will take advantage of scheduled down times in the fl ight schedule, and so the manufacturer expects the programme to provide an increase in aircraft availability. Ascent’s Townsend sees GoldCare as being an attractive option for start-up or low-cost carriers (LCCs), rather than established operators. LCCs, he says, will be able to take advantage of the programme allowing them to focus their eff orts on running the airline. “I personally don’t see established carriers / operators with medium to large fleets of 737 series aircraft moving to this programme as they have already spent large amounts of both human and fi nancial capital in establishing their maintenance support requirements.”
IAI Bedek generally agrees with this assessment, saying the improved access and processing of the OEM’s essential maintenance, engineering and logistic data would be “mainly effective with operators with little or no maintenance and engineering resources” as well as “leasing companies”. TAP M&E says there will be no impact for a MRO like itself that supports “different operators in different countries with different procedures”.
THE NEXT GENERATION TAKES OVERThe sheer number of active 737s and continued, strong sales for the model have created a huge market potential for MRO companies, and there will continue to be a very large number of 737 aircraft needing to be maintained for many years to come. From the maintenance perspective, the main challenge will be in handling the continued shift in numbers from Classics to NGs. As the Classics mature, many of the aircraft will be retired and sold
We do not convertall Airbus aircraft,some of them we maintain.
EADS EFW offers stand-alone
maintenance for Airbus aircraft as well.
Please contact:
EADS Elbe Flugzeugwerke GmbHWolfgang SchmidGrenzstraße 1 01109 Dresden/GermanyPhone: +49 351 8839-2175 Fax: +49 351 8839-2178E-Mail: [email protected]
We do not convertall Airbus aircraft,some of them we maintain.
EADS EFW offers stand-alone
maintenance for Airbus aircraft as well.
Please contact:
EADS Elbe Flugzeugwerke GmbHWolfgang SchmidGrenzstraße 1 01109 Dresden/GermanyPhone: +49 351 8839-2175 Fax: +49 351 8839-2178E-Mail: [email protected] A310 / A300 – A320 family – A330
to operators in less established aviation regions, be converted to freighters, or used as spare parts sources and fi nally be scrapped. By volume, the number of new NGs should balance out the Classics being taken out of service.
But it is not just the aircraft that are shifting. There has also been a trend of MRO work on the 737s moving to lower labour cost countries like China and Latin America. MROs in North America and Europe will have to continue to fi nd ways to be more effi cient or add extra value to their services.
While the technical challenge of maintaining the Classics will also increase as the aircraft age and become more susceptible to wear and tear, a further point to note is that as the NGs take up a bigger slice of the maintenance pie by volume, as the Classics are slowly phased out, the amount of total MRO work will decrease – the newer aircraft will naturally require less maintenance. The main beneficiaries of the fleet change will thus be the airlines, and not the MRO companies. However, the MROs that can reach new Classics customers in Africa and CIS countries may stand to benefi t from the change.
So as the 737 programme ages, it is changing the maintenance landscape – but thankfully not the aircraft’s maintenance reputation. ■
MRO Yearbook 2012.indd 63 16/09/2011 13:50

64 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE •ADVERTORIAL
Executing the first MD-80SF conversionCommercial Jet leads the way in passenger to freighter conversions
COMMERCIAL JET (CJ) was the first MRO in the world to be authorised by Aeronautical Engineers Inc. (AEI) as an AEI Conversion Center. Over the last
decade CJ has delivered more than 100 Boeing narrowbody conversions. “We have begun the work of converting the fi rst MD‐80 under AEI’s supervision,” confi rms David Sandri, president of Commercial Jet.
With 15 fi rm orders to be delivered starting in the fi rst quarter of 2012, the MD‐80SF programme is on track. CJ’s proximity to AEI – the two companies are within five miles of each other – facilitates this aircraft’s fi rst conversion process since it allows a quick turnaround between dimensioning, testing and installing the modifi ed structures. Most of the parts to be installed will be pre‐assembled, including the cargo door. Specialised tools and
MRO Yearbook 2012.indd 64 16/09/2011 13:50

MRO YEARBOOK 2012 | 65
ADVERTORIAL • AIRFRAME MAINTENANCE
jigs are being developed to ensure installation speed and accuracy.
AEI acquired the ex-American Airlines MD‐82 and later delivered it to CJ’s Miami International Airport facility to prepare for the conversion and begin the process of removing the interior panels. After a careful study of the structures and measurements, engineering drawings and specifications were developed for the modification and AEI’s Supplemental Type Certi� cate (STC).
“Our objective is to undertake conversions in less than 70 days,” says John Schildroth, VP operations for Commercial Jet. “Our extensive track record of converting Boeing 727‐100/200, 737‐200/300/400 and DC‐8/7/6 is key to ensuring this programme runs e� ciently by capitalising on what we already
From left to right, Commercial Jet’s President David M. Sandri with Structures Manager RafaelMuro and Shift Manager Manuel Suarez
MRO Yearbook 2012.indd 65 16/09/2011 14:16

66 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE •ADVERTORIAL
know.” In fact, the MD‐80 will make use of more extensive pre‐assemblies, further streamlining the conversion execution process.
Despite the narrower fuselage, the MD‐80SF’s payload capacity of up to 21.3 tonnes (twelve 88x108 inch pallets equal to 4,308 cu ft. volume) and its conversion price of $2.25m makes this freighter very competitive. The airframe’s durability and low cost of maintenance, coupled with an extensive feedstock are important considerations for prospective operators. “Boeing has projected that over 1,100 narrowbody freighters will be replaced in the next two decades,” says Robert Convey, AEI’s VP of sales & marketing, “and all these are forecasted to be conversions.”
In addition to passenger to freighter conversions, since it’s founding more than 20 years ago, Commercial Jet has specialised in heavy maintenance and modification services, extensive airframe inspections, interior modifi cations and avionics upgrade programmes. Today, CJ is committed to providing cost‐eff ective aviation service solutions that meet the needs of its diverse customer base. “We are uniquely positioned to cater to the varying requirements of our customers,” says Sandri. “In fact, this is one of the many factors that distinguish Commercial Jet from our competitors in the marketplace.”
Commercial Jet’s 177,000‐square‐foot (16,444 m2) facility is situated in the Miami International Airport complex, a busy destination and hub for North, South and Central America, as well as the Caribbean. In fact, Commercial Jet is internationally certified for numerous countries in addition to its FAA Repair Station and EASA certifi cations. The company’s customers include airlines from Asia, Europe, Africa and the Americas. Sandri notes that Commercial Jet’s multi‐cultural workforce contributes to a closer relationship with its international customers. “Many customers, particularly from South America, appreciate it when we communicate with them in Spanish or Portuguese,” he says.
CJ’s ops specs include both Boeing and Airbus, with extensive experience with Boeing 727, 737, 757, 767, MD11 and MD80 aircraft. One of the company’s strengths is its ability to source both OEM and PMA (parts manufacturer approval) parts, depending on a customer request. “Due to cost advantages, we are seeing increased demand for PMA parts,” says Schildroth.
The company’s heavy maintenance services encompass the full range of bridging checks, scheduled and unscheduled maintenance checks (A, B, C and D), composite repair and overhaul, corrosion prevention control programmes (CPCP) and non destructive testing (NDT). As part of its drive to provide integrated service solutions, Commercial Jet has also been growing its line maintenance business, providing AOG
24/7/365 support worldwide.The company’s ability to undertake diverse special projects
provides an added competitive advantage, according to Sandri. Examples of these projects include VIP modifications such as the Obama presidential campaign Boeing 757‐28A aircraft, Honeywell’s 757 fl ying test bed, EIFIS fl ight deck upgrades, and other major modifi cations and repairs.
Soon reaching its 25th anniversary, Commercial Jet is optimistic about the company’s prospects for signifi cant and sustainable growth. “Adding the MD‐80SF conversion capability is in line with the company’s strategy of continuing to provide advanced MRO value added services,” concludes Sandri. ■
Conversion Center
Commercial Jet is anauthorized conversionfacility for AeronauticalEngineers, Incorporated
Email: [email protected]
Mailing AddressPO BOX 668500Miami, FL 33166
Headquarter Facility4600 NW 36 Street, Bldg 896Miami Intl. Airport, FL 33166
FAA approved Repair Station OMJR606K. Commercial Jet logo and C-JET Priority Care are registered trademarks of Commercial Jet, Inc.AEI is a registered trademark of Aeronautical Engineers, Inc
sm
.
Inside USAOutside USA 305-341-5150Fax 305-871-0076
1-877 319-0683
When aircraft face unexpected operational issues, Commercial Jet
has the solution: We call it Our industry-leading
solution for unscheduled maintenance is designed to return your
aircraft to service quickly and efficiently.
C-JET Priority Caresm
Known for reliable and responsive aviation services for more than 20
years, Commercial Jet has earned the trust of the world's leading
airlines, owners and operators. We have the expertise and capacity to
handle your most challenging maintenance and modification jobs
including freighter conversions and pre-servicing new aircraft.
Of course, we are experts in nose-to-tail scheduled maintenance as
well. For advanced MRO solutions, contact Commercial Jet today.
.
Unscheduled maintenance problem?
Need to bring an aircraft on line?
Seeking a reliable “nose-to-tail” service partner?
Right on Schedule
0
5
25
75
95
100
0
5
25
75
95
100
0
5
25
75
95
100
0
5
25
75
95
100
G:\HPDesktop\Berenson\CommercialJetAEI2011\ComJet\CJFullPgAircraftTechnologyAd32011.cdrMonday,July18,20111:52:53PM
Colorprofile:GenericCMYKprinterprofileCompositeDefaultscreen
MRO Yearbook 2012.indd 66 16/09/2011 13:50

Conversion Center
Commercial Jet is anauthorized conversionfacility for AeronauticalEngineers, Incorporated
Email: [email protected]
Mailing AddressPO BOX 668500Miami, FL 33166
Headquarter Facility4600 NW 36 Street, Bldg 896Miami Intl. Airport, FL 33166
FAA approved Repair Station OMJR606K. Commercial Jet logo and C-JET Priority Care are registered trademarks of Commercial Jet, Inc.AEI is a registered trademark of Aeronautical Engineers, Inc
sm
.
Inside USAOutside USA 305-341-5150Fax 305-871-0076
1-877 319-0683
When aircraft face unexpected operational issues, Commercial Jet
has the solution: We call it Our industry-leading
solution for unscheduled maintenance is designed to return your
aircraft to service quickly and efficiently.
C-JET Priority Caresm
Known for reliable and responsive aviation services for more than 20
years, Commercial Jet has earned the trust of the world's leading
airlines, owners and operators. We have the expertise and capacity to
handle your most challenging maintenance and modification jobs
including freighter conversions and pre-servicing new aircraft.
Of course, we are experts in nose-to-tail scheduled maintenance as
well. For advanced MRO solutions, contact Commercial Jet today.
.
Unscheduled maintenance problem?
Need to bring an aircraft on line?
Seeking a reliable “nose-to-tail” service partner?
Right on Schedule
0
5
25
75
95
100
0
5
25
75
95
100
0
5
25
75
95
100
0
5
25
75
95
100
G:\HPDesktop\Berenson\CommercialJetAEI2011\ComJet\CJFullPgAircraftTechnologyAd32011.cdrMonday,July18,20111:52:53PM
Colorprofile:GenericCMYKprinterprofileCompositeDefaultscreen
MRO Yearbook 2012.indd 67 16/09/2011 13:50

WHEN BRITISH AIRWAYS (BA) rebranded its aircraft in 1996, dropping its iconic Union Flag
tailfins in favour of multicultural designs, the airline spectacularly failed to predict the impact of its change in livery. Critics alleged that the revamped tailfi ns were both unpatriotic and difficult to identify. Given the cost of the rebranding and BA’s subsequent U-turn, it was scant consolation for the airline that the vibrant new designs had been beautifully executed.
Beyond perceptual considerations, exterior paint is important for operational reasons, as it protects airframes from corrosion which might compromise structural integrity. In performing this vital function, the paint must withstand thermal stress, inclement weather, high-speed particulate matter and chemicals such as fuel, hydraulic fl uid, oil and cleaning products. The intensity of these stressors varies across the airframe; for example, areas in close proximity to the engines need to withstand especially high temperatures. Furthermore, the painted surfaces of moving parts such as wing fl aps and fairings, together with adjacent sections of the fuselage, must endure additional friction.
THE PAINTING PROCESSOEMs, refinishing specialists and MROs conduct the airframe painting process according to four key phases: stripping; surface preparation; painting; and livery detailing. Rod Friese, president of Associated Painters, which has bases in Washington, Oklahoma, Arizona and Florida, says all stages have their challenges: “Stripping is a dirty job, preparing the surface for paint is physically demanding, painting is meticulous and precise and detailing is a blend of knowledge and creativity”.
As with any paint job, groundwork is the key. When it comes to aircraft, this means “the quality of surface preparation; surface reactivation, masking and degreasing”, according to Bjorn Basjes, deco production manager at KLM Engineering and Maintenance (KLM E&M). Surfaces which must be protected from the stripping agent, such as windows, composite panels, antennas and landing gears, are masked off before the stripper is applied once or several times to the aluminium fuselage and tail. The stripping chemicals are then neutralised and washed away using an alkaline solution, fully revealing the condition of the airframe.
The future of airframe painting
68 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
Aircraft exterior surfaces impact on both corporate branding and operational reliability. There have been several changes taking place in the airframe painting segment, including the rise of basecoat-clearcoat and chromate-free technology.
Composite surfaces must be prepared diff erently. Although they bring the advantage of corrosion resistance, they can be damaged by stripping agents and are prepared by mechanical sanding. The sanding takes off the fi nish and minor defects, leaving a bare surface which may require filler primers to regain smoothness.
The sanding can be intensive; on composite materials Basjes reports “the frequent presence of paint cracking down to the substrate”, necessitating full reworking. Indeed, MROs witness a signifi cant worker injury rate during the sanding process, mostly owing to physical strain. Solutions to the problem are limited, although one company in the US offers a fully pneumatic, “easily manipulated mechanical arm” (EMMA). This tool was launched in 2004 and has been deployed with some success at commercial manufacturing (Boeing, Spirit, Vought) and defence maintenance (Northrop Grumman, Air Force) facilities. The manufacturer, Temple Allen Industries, claims that workers using the tool can increase their productivity four-fold or more while conserving their own energy, avoiding injury and improving technical proficiency. Robert Kent, industry relations director at Temple Allen Industries, sees big potential for EMMA as airframe manufacturing evolves: “The trend towards composites means that more and more manufacturing and maintenance surface prep work will rely on abrasives. EMMA is simply the most aff ordable way for a facility to transition to sanding on a large scale.”
EMMA is, however, likely to end up competing with new products devised by chemical manufacturers. The creation of a stripping technology which removes paint yet leaves resins unfettered may be “a challenge that we have not seen met to date” according Friese, but he is confident “that methods will change”. Rick Smith, VP business development at Dean Baldwin Painting, which has bases in Texas and New Mexico, agrees that “paint and chemical manufacturers are very adept at modifying their products and processes to the needs of the industry”.
MRO Yearbook 2012.indd 68 16/09/2011 13:50

MRO YEARBOOK 2012 | 69
AIRFRAME MAINTENANCE
Furthermore, selective stripping which targets superfi cial layers is gradually being introduced.
Some degree of power abrading is also used on conventional airframes, followed by alkaline washing to create a “water break free” surface indicating optimum cleanness – no beading or patterning of liquid.
The next step in the process is to replace seam sealants using products supplied by manufacturers such as PPG Aerospace and US-based Advanced Chemistry and Technology (AC Tech). PPG offers an impressively broad range of sealants which are qualified for use on any aircraft. AC Tech [in the process of being acquired by the diversified technology giant 3M at the time of writing] makes sealants for joint sealing and aerodynamic smoothing, alongside pre-treatments for both composite and metal surfaces. The company prides itself on supplying reduced solvent or solvent-free products; as well as delivering environmental benefits, solvent-free products reduce shrinkage and pin-hole eff ects from curing which adversely affect the paint job, possibly requiring the work to be redone.
AC Tech says the increased use of composites by air frame manufacturers will impact sealant manufacturers in terms of performance and compatibility issues, ultimately driving the introduction of new sealants. Indeed, PPG reports that its latest generation of lightweight sealants have demonstrated excellent compatibility with composite structures.
The aluminium surfaces of the aircraft are next subjected to a chemical conversion pre-treatment to improve adhesion and corrosion resistance. Composites need primers with diff erent adhesive properties. They also require anti-static coating, which is especially important for the radome containing the aircraft’s vital radar equipment. The radome is not, however, the only area of the airframe which is given special attention; regardless of the manufacturing material, wing structures subjected to movement-induced friction are protected with polytetrafl uorethylene (Tefl on).
The aircraft is then re-masked prior to the application of a primer and top coats; custom details are added by means of masking and stencilling techniques. An extra, transparent coat is applied to areas at high risk of erosion such as the leading edge of the vertical stabiliser, the cockpit window surrounds and the engine cowl inlet rings. Traditionally, the fi nal touch is to add the maintenance placards and emergency exit bands required by regulation.
INTRODUCING A NEW PALETTEPerhaps the biggest change in aircraft exterior painting in the last few years has been the introduction of basecoat-clearcoat technology, whereby all colours are applied as a basecoat below a clearcoat finish. This technique, which is compatible with composite airframes,
delivers time, product, maintenance, weight and environmental savings alongside enhanced aesthetics including greater colour intensity, a higher gloss fi nish and special eff ects such as pearlescence. Basecoat-clearcoat development was driven by Airbus, which in 2000 launched an investigation into how the technology might be transferred from the automotive industry. Paint manufacturer Mankiewicz, which is headquartered in Germany, took up the challenge and conducted seven years of research and testing before launching the new technology onto the aviation market, gaining approval from Airbus in 2007.
Mankiewicz basecoat-clearcoat paint is on the AMS-3095 qualified product listing (QPL) for BAe Aerospace, ATR and
Airbus, with Boeing, Bombardier, Embraer and Saab currently evaluating the product for their own application and approval. It is approved for all Airbus and Boeing MRO aircraft. Other manufacturers are currently working with OEMs to gain approval.
Basecoat-clearcoat products allow hours, even days, to be shaved off the painting process owing to the fact that the paint dries more quickly, and requires only one coat as well as minimal sanding or heating. Andreas Ossenkopf, director, head of aviation, at Mankiewicz says that the company’s basecoat-clearcoat products generate savings of one or two days, about the same as PPG, while US-based Sherwin-Williams gives a time reduction of around 30 per cent – or 17 hours for a narrowbody aircraft (i.e. a painting time of 40 hours versus 57). AkzoNobel reports MROs saving as much as 40 per cent of time spent on exteriors featuring four colours, albeit based on 24-hour shifts.
Time savings for basecoat-clearcoat products extend from the immediate to the long-term, as they enable the stretching of maintenance schedules; greater durability means the aircraft need to be repainted less often. A spokesperson for PPG sees this characteristic as “the primary advantage”. In particular, the application of the clearcoat over decals and stencils helps to protect
them from erosion, as well as resulting in better laminar airfl ow. The spokesperson says that with basecoat-clearcoat, airlines can achieve a nine to 12-year coating lifecycle compared with the standard six years. Indeed, a Mankiewicz/Qantas Airways monitoring programme involving A330 aircraft has detected no visible deterioration in colour, gloss or adhesion after 3.5 years of flying time. The gloss, for example, retains a value of 96/100 units in comparison with 92/100 for conventional coats. AkzoNobel cites cases of 90/100 gloss levels even after a decade of service under the intense atmospheric UV light conditions encountered during fl ight.
PPG’s representative explains: “The opportunities to garner advantage from reduced cycle time are greater with complex liveries and for painting facilities that run 24-hour operations.” AFI KLM E&M is one MRO which vouches that basecoat-clearcoat technology “becomes interesting when the number of topcoats of the livery increases”. Basjes says that while KLM already uses basecoat-clearcoat – it was in fact the fi rst airline to do so – the simpler livery of Air France means that its use for this airline is still under consideration.
MRO Yearbook 2012.indd 69 16/09/2011 13:50

70 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
The s ingle - coat appl icat ion of basecoat- clearcoat, which contributes significantly to time savings, also has the effect of lowering the aircraft’s weight. This has important implications for airborne efficiency and emissions as well as providing a cost benefit from the decrease in product usage. Reduced amounts of paint and solvents also lower the volume of volatile organic compounds (VOCs) released into the environment. Adding to the environmental and financial benefits, the lack of a need to speed up the drying by heating reduces energy consumption and CO2 emissions. Furthermore, the tight film of the clearcoat reduces cleaning efforts, with knock-on effects for maintenance costs and waste disposal.
C u r r e n t l y t h e r e a r e s o m e differences of opinion over the impact of basecoat- clearcoat technology on the existing paint market. One would expect a product offering all the practical, financial and environmental advantages described above to cause a drop in sales of traditional varieties. Mankiewicz has already observed the beginning of this effect, “as both the airlines and the MROs begin to see all the advantages,” states Ossenkopf. AkzoNobel and Sherwin-Williams, meanwhile, say that demand for conventional paints remains strong; PPG in fact reports an increase over the last few years.
Th e d i f fe re n ce i s p ro b a b l y attributable to length of pedigree, Mankiewicz being the pioneer, with a track record of more than 250 basecoat-clearcoat jobs completed thus far. As Andrew Richardson, global market director at AkzoNobel, explains, basecoat-clearcoat systems “are relatively new and not yet fully approved by all OEMs”. He also points out that certain products in the marketplace have not performed to the potential of the technology, which “makes people nervous”. Smith agrees that “as the manufacturers improve their basecoat-clearcoat products and
they become more widely accepted, increased demand for their use will follow”. PPG’s representative is confident that basecoat-clearcoat and conventional paints can occupy different niches in the same market on an indefi nite basis, citing evidence from other industries which have known basecoat-clearcoat for more than three decades “and still require the use of both technologies”.
CHROMATE-FREE PRODUCTSAnother avenue of change for the painting and coating business is the reduced chromate or chromate-free product market, which has arisen from health and environmental concerns. The trend toward non-chromate alternatives has been slower in the US than in other developed markets. In Richardson’s opinion, Europe leads the way with respect to chromate-free products. “Major European OEMs have been using chrome-free exterior primer for a number of years (albeit over a detail chrome primer) and the MRO market has had lower chrome products for around 20 years. We have not seen that in the USA,” he says. Ossenkopf has noted a similar “scepticism” in the US among airlines and OEMs but says this is falling away as aircraft bearing chromate-free products continue to operate without problems. Indeed, AC Tech predicts an accelerated migration away from chromate surface treatments.
Dean Baldwin Painting reports that chromate-free products are matching the performance of their predecessors. AC Tech says the sol-gel technology it supplies enhances corrosion resistance by improving adhesion, eliminating inter-coat delamination and the selective peeling known as “rivet rash”. Basjes, meanwhile, notes that trials have demonstrated no greater corrosion with chromate-free products than conventional primers. He points out that an array of chromate-free products on the market are still awaiting approval because paint scheme specifi cations are “extremely severe”, although approval can be expected in the short to medium term.
PPG claims that its new chromate -free technology exceeds the capabilities of traditional products. In April 2011, the company became the fi rst to have a chromate-free primer qualifi ed by Boeing. At the time, Kevin Brooks, PPG Aerospace global segment manager for original equipment coatings, commented that the epoxy primer “achieves exceptional corrosion resistance” as well as reducing environmental problems and waste removal costs. Together with a chromate-free pre-treatment and topcoat, the primer was used in May this year to repaint two regional aircraft for Jazz Aviation, PPG’s first commercial aviation customer in Canada for its new green coatings system.
MRO Yearbook 2012.indd 70 16/09/2011 13:50

MRO YEARBOOK 2012 | 71
AIRFRAME MAINTENANCE
A COLOURFUL FUTUREAn upturn in demand for the maintenance services which airlines put on hold during the recession has encouraged providers of paints and painting services to expand and enhance their capabilities. Mankiewicz, for instance, transferred its US operations from Missouri to new facilities in South Carolina at the beginning 2011, with plans to grow its capabilities there still further over the next two or three years.
Among refinishers, Associated Painters opened two new facilities in Washington and Florida in October, 2010, and April, 2011, respectively. Meanwhile, Dean Baldwin Painting is developing a new facility in Indiana, with a planned launch in the first quarter of 2012. Also in the US, Leading Edge last year expanded its operations in Texas, where it will paint all new 787 Dreamliners. The company additionally won a contract to repaint 350 of the 1,250 aircraft in the newly merged United Continental fl eet and recently opened another hangar in
California to handle the extra work.On an worldwide scale, it is generally agreed that
the booming economies of Asia, and in particular China, represent the biggest growth prospect for suppliers of paints, coatings and refinishing
services – a familiar story to anyone involved in the aviation industry. PPG, for one, opened a support centre in Tianjin in November last year “to continue our strategy to be located near our key customers,” states the spokesperson. ■
MRO Yearbook 2012.indd 71 16/09/2011 13:50

72 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
BUILDING AN AIRCRAFT maintenance hangar necessitates detailed analysis of the MRO requirements of the facility’s operator and careful
planning of the site’s layout and features. Given that the site will likely last for several decades, the hangar and any associated structures must fulfil not only the user’s immediate needs but also accommodate requirements, such as fl eet/MRO business growth, which may arise in the long-term future.
Panagiotis Poligenis, senior consultant on maintenance and engineering at Lufthansa Consulting in Cologne, recently advised Silk Way Technics (SWT) on a green fi eld MRO facility project at Heydar Aliyev International Airport in Baku. The MRO arm of the Azerbaijani cargo carrier Silk Way Airlines plans to build a hangar that can accommodate up to two widebody aircraft and also be used for light as well as heavy maintenance.
Creating space for MRO businessAircraft hangars are long-term investments for their owners/operators and thus require careful planning before construction can begin. Here, planners and builders of di� erent hangars, as well as the main supplier for fabric doors, give their experiences and solutions for the maintenance facilities that will not stop working.
The company requested Lufthansa Consulting’s support to evaluate the current hangar design and to provide valuable information in terms of determining the allocation of support facilities such as material storage, wheels & brakes shop, cabin interior shop, etc. In addition, an analysis on optimising the hangar layout in terms of ‘lean production’ was performed.
“The optimal planning base to tackle such a project requires a clear strategy and vision by the operator about what is required for the time being and what the hangar shall be able to accommodate in the long-term perspective,” states Poligenis. “Such a high value project needs to be based on a hangar design to be able to fulfi l the requirements of at least thirty years.”
MRO Yearbook 2012.indd 72 16/09/2011 13:50

MRO YEARBOOK 2012 | 73
AIRFRAME MAINTENANCE
SHORT- AND LONG-TERM NEEDSThe fi rst step is to produce a plan covering how the site should be occupied in the short and long-term future. This will determine what aircraft types are to be serviced, what processes the planned work will involve, and how the business is expected to develop over time. For example, aside from supporting its own fl eet, SWT is to offer third-party MRO services in the future. This analysis should finally lead to the required hangar size and layout.
P o l i g e n i s ’ t e a m , w h i c h i n c l u d e d a maintenance expert from Lufthansa Technik Maintenance International and an associate architect who had built a number of comparable aircraft maintenance hangars, recommended a facility with a clear span of 160m (525ft). This would allow heavy maintenance to be undertaken on two 747s, while still leaving space for light maintenance work to be conducted on up to three narrowbody aircraft.
Another area the consultants focused on was the layout of workshops, storage space, offices and other support facilities in and around the hangar. Apart from the review of current plans the consultants provided information on how the building should accommodate supply chain requirements during MRO work, how the apron and landside periphery should be laid out, or any plans for an employee canteen, according to Poligenis. He recommended locating the material storage space in an area of the workshop complex at the back of the hangar, which could be expanded in the future if the business grows.
A canteen, on the other hand, could be situated in a separate building ear the site’s perimeter. This is not just because the canteen is of indirect relevance to the MRO processes but also to avoid the catering suppliers from having to go through, and possibly delay, the security checks for airside material deliveries.
Ground was scheduled to be broken in mid-2011, and construction work will take between one and two years. He estimates state of the art hangar buildings — with a nonclearspan of 160m — to cost between €25m to €30m ($33-39m), excluding docking systems. “[A hangar building] depends on what you want to have: a simple shelter for your aircraft or a maintenance facility that will fulfi l your requirements over the next 30 years. [That means] ensuring low operating cost, environmental sustainability and working conditions for the employees, which they deserve to accomplish their work with the required precision.”
ECONOMIC USE OF MATERIALRollo Reid, technical director of John Reid & Sons (Reidsteel), states that the fi rm’s hangars are designed “to fulfi l the requirements of customers, not the requirements of the customers’ architects.” The company has developed and patented an arch span frame construction that is geared towards economic use of material. Minimum eaves height, small ground loads and less demanding foundations are typical features designed to keep the building costs under control. It is also important to note that Reidsteel makes its own doors, and this helps the
company to design cost eff ective hangars within dimensional limitations.
Over the past 20 years, the Dorset-based family business has erected approximately 1,000 hangars around the globe. A recent example is a hangar at RAF Valley in Anglesey, northwest Wales, where the Royal Air Force conducts fast jet fl ight training. The principal contractor for the £20m ($31m) training and maintenance complex was the UK construction and regeneration group Morgan Sindall. Reidsteel came into the project as a commercial partner and tendered an alternative design for the hangar. The structure was changed to create a tighter roof curve at the wishes of the client which enabled it to efficiently adopt its own construction system while maintaining the functionality of the original design. These changes not only lead to signifi cant savings in steel tonnage but also reduced the number of foundations required at the same time as minimising the loads that these foundations had to withstand.
The MRO hangar and fixed base operation (FBO) facility of Rizon Jet, a Bahrain-based executive aircraft fi rm, at London’s Biggin Hill Airport is another recent project. The complex covers a total area of 13,000m2 (140,000ft2) and includes customer facilities, such as a VIP lounge, crew rest areas, fl ight briefi ng facilities and offices, on either side of the central maintenance hall. The main challenge was to realise a clearspan of 88m (289ft) at a relatively shallow building
depth of 40m (131ft). At the same time the airport operator imposed height restrictions, which prevented the employment of a more effi cient roof construction; the clear height of the hangar is 9.6m (31.5ft).
This was further complicated by the client’s request to install cranes with lift capability of up to two tonnes (4,400lb). Reidsteel installed two underslung cranes, which are supported by four crane beams and can operate independently from each other across the whole hangar area. “We always knew we could do it,” says Reid; “what was quite surprising is that we could do it cost eff ectively. You could always put a mass of steel up there, but we didn’t do that. We designed a very effi cient system.”
Reid urges customers to plan maintenance hangars with generous dimensions and foresight, and not to believe that larger facilities will necessarily be more expensive than smaller ones. He reports that many clients are misinformed and want to tailor the hangar too tightly around their aircraft, for example, keeping the general height low and building an extension around the vertical stabiliser “to save a few square metres of sheeting material”. Such apparent savings are costly or, worse, impossible to rectify later on when more space or fl exibility is needed. “They never say ‘oh b*gger, I made it too big’,” jokes Reid; “they only say ‘oh b*gger, I made it too small’!”
MRO Yearbook 2012.indd 73 16/09/2011 13:50

74 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE
BUILDING CHALLENGESTed Oberlies, vice president of engineering at Ghafari Associates, a Dearborn, Michigan- headquartered architectural and engineering fi rm with satellite offi ces in India and the Middle East, explains some of the challenges in the planning of aircraft hangars. “Everything from building materials to utilities and overheads must be evaluated for its functional need, life cycle cost and impact on other building elements. Another common challenge we face as designers and engineers is a tight schedule afforded by clients to properly plan and develop the design. Typically, too much time is spent deliberating and administrating the launch of the project, often forcing aggressive schedules for design and construction.”
The company has designed or participated in the building of a number of international aircraft MRO facilities, including AeroMexico’s heavy maintenance base at Guadalajara International Airport, Mexico; FedEx’ A380 maintenance base in Memphis, Tennessee; and Qatar Airways’ MRO complex at New Doha International Airport. Main challenges during the construction are work planning, s c h e d u l i n g a n d t h e m a n a g e m e n t o f subcontractors. This will in most regions be complicated by different climatic conditions, which will impose varying demands and allow only certain time windows for effective, quality construction. “Large hangar superstructures are typically complex, and require sophisticated schemes for material staging, subassembly and erection,” explains Oberlies. “[For example,] hangar fl oor systems constitute some of the more complex concrete systems in buildings today. Slab thickness, pressure formulation and reinforcement are all serious structural considerations, especially in the presence of poor soil conditions, higher water tables and/or under-fl oor utility systems and tunnel networks.”
Operational systems and equipment for the maintenance of aircraft have a signifi cant impact on the design and construction of a hangar facility. Oberlies emphasises the importance of identifying the need for aircraft access installations and similar equipment in the early planning stages. “Once major systems such as cranes, telescopic platforms and docking systems are justified, their specific designs are developed. All this is completed before we consider the size and structure of the hangar envelope. Heavy cranes and overhead platforms impose substantial dead and live loads on the building roof structure. The required strength of that structure will influence its depth and thus a component of building height above the clear operating area of the hangar.”
LIGHTWEIGHT CONSTRUCTIONLightweight construction is a speciality of Rubb Building Systems. The company produces f r a m e - s u p p o r t e d t e n s i o n membrane buildings. It has its roots in Norway, where it originally supplied structures to the oil industry. The fi rst aircraft hangar was erected for United Airlines’ 757 line maintenance at Boston’s Logan International Airport in 1992. However, just eight years later, the 54m by 55m (177ft x 180ft) facility had already become too small. United decided to fl y 777s from Boston to the Far East in 2000 and ordered a hybrid building with a membrane roof and insulated metal walls that was 78m (255ft) wide and 82m (270ft) deep.
The swop-over highlighted one of the main advantages of the unconventional building type: the 757 hangar was simply dissembled to be erected again elsewhere. United initially wanted to put it up at Seattle Tacoma Airport, but this proved to be impossible due to confl icting building height restrictions. It was intermittently stored at Rubb’s premises in Sanford, Maine, and later sold to Pan American Airways to be assembled again at Sanford Airport in Florida. But this plan also failed when the reincarnation carrier of the former brand faltered in 2004. Nevertheless, the building survived and was fi nally re-erected by Shaheen Air International in Karachi, Pakistan, in 2008.
Rubb is participating in the planned construction of an air cargo and aircraft maintenance complex for Hawaiian Airlines at Honolulu International Airport. The fi rst tension membrane section will have a span of 84m (275ft), be 105.8m (347ft) deep and will be used as an aircraft maintenance facility. The second tension membrane section will also have a span of 84m (275ft), be 58m (190ft) deep and will be used initially as an air cargo facility. However, the plan is to erect a separate, dedicated cargo facility, when the business expands, and then this second structure will be extended to function as a second hangar facility. Gordon Collins, director of marketing, reports that the company’s basic design could be employed for free spans of up to 91m (300ft), provided the building does not need to withstand excessive wind or snow loads.
Above this maximum width the roof truss components would become too large to be transported in standard 40ft containers and for the hot-dip galvanising process, which make the structure virtually maintenance free. The PVC-coated polyester fabric has a lifetime of approximately 20 to 25 years. Ultraviolet light causes the inherent plasticisers to migrate and the material to become brittle.
One of the challenges so far has been transport to locations far away from the company’s production facilities in Norway, the UK and US. The resulting cost disadvantage was exacerbated in regions with generally low labour costs, such as Africa, Asia and Latin America, where conventional buildings could be erected at more competitive rates. However, Rubb merged with the Norwegian fabric structure manufacturer Hallmaker last year, which has its own production facility in Poland and a share in another one in China. This could prove to be a convenient gateway for the growing market in Asia.
MRO Yearbook 2012.indd 74 16/09/2011 13:50

MRO YEARBOOK 2012 | 75
AIRFRAME MAINTENANCE
FABRIC DOORSPVC-coated polyester is also the main building material for Megadoor. Megadoor is a part of Cardo Entrance Solutions, which also includes the globally recognised Crawford brand for door and docking solutions. Recent projects include the A350 paint hall for Airbus partner STTS in Toulouse and a single-bay A380 hangar for Abu Dhabi Aircraft Technologies in the UAE. The company is also a contractor for Hawaiian’s aforementioned planned cargo and maintenance complex.
Some clients imagine a cost saving as a result of tailoring the hangar around the shape of the aircraft, but any reduction in the cost of cladding is illusory, as any savings are far outweighed by ineffi cient load paths in the structure and the high cost of irregular cladding areas.
Better sealing is a central advantage of vertically lifting fabric doors over traditional bottom-rolling steel doors, according to Pierre Varlamoff, sales civilian aviation and aircraft manufacturing at the company’s US base in Peachtree City, Georgia. He states that deflections in the hangar structure, e.g. due to wind loads and temperature variations, lead to gaps around the individual leafs of steel doors. This is the main reason why fabric doors have been installed, especially in aircraft paint facilities, where the atmospheric conditions need to be carefully maintained for optimal paint results and any leakage of environmentally harmful substances must be avoided.
The fabric doors consist of the inner and outer skins, which are supported by horizontal aluminium profi les inside. All this is hoisted up and down by electric
motors at the top. The skin runs tightly against aluminium door jam profiles on either side, and the door has a rubber seal at the bottom. Depending on the overall width, the door is split into individual sections connected by vertically-lifting mullions.
The space in-between the inner and outer skin has to be hollow for the door to be lift and fold up. It cannot be filled up with insulation material like in conventional steel doors.
However, Varlamoff states that approximately 80 per cent of heat is usually lost through air leakages around conventional doors, and that the fabric door design has thus proven itself in regions with extreme temperatures.
Another advantage of vertically lifting fabric doors is that there is no need for pockets on either side of the hangar, where conventional door leafs are parked during aircraft movement. Varlamoff reports that this has opened up crucial space in Continental’s 737 MRO facility in Cleveland, Ohio, when the airline changed from Classic to the wider-wingspan NextGeneration series. A fabric door can thus be an option to continue using older facilities that cannot be expanded, for example, due to surrounding structures.
Retrofitting existing hangars with fabric doors is one of Megadoor’s main business fi elds. Varlamoff reports that the company has delivered around 600 doors to the US military and has thus become the Pentagon’s main supplier for hangar doors. Another growth area is hangars in tropical regions, which originally had no doors but now need to be closed due to new FAA regulations for MRO facilities. ■
With increasing flight activity around the world, airlines need flexible facilities for maintenancehangars, air cargo facilities, storage and terminals.They need to keep aircraft maintained and movepeople and cargo efficiently. Rubb can get youroperation under cover in a cost and time efficientmanner anywhere in the world.
...RUBB has the ideal solution
• Cost Effective Clear Spans
• Low Life Cycle Costs• Superior Corrosion
Protection • Bright Efficient Space• Fire Safety Advantages • Complete Relocatability• Easily Extended
• High Quality Membrane Fabrics
• Simple Foundations• Excellent Customer
Service
RUBB INC. 1 RUBB LANE, SANFORD AIRPORT, SANFORD, MAINE 04073, USA. TEL: 1-207-324-2877 FAX: 1-207-324-2347 TOLL FREE 1-800-289-7822
E-mail - usa: [email protected] uk: [email protected] norway: [email protected]
www.rubb.com
USA - CERTIFICATE No. US97/0897
innovative Engineered Fabric structuresfor the AVIATION industry
AN INTERNATIONAL COMPANY
MRO Yearbook 2012.indd 75 16/09/2011 13:50

WITH MORE THAN 30 subsidiaries and over 26,000 staff , the Lufthansa Technik Group is the leading
provider of aircraft-related technical services in the world. Its six product divisions cover the entire service spectrum for modern commercial and VIP aircraft, from line and base maintenance services and overhauls to component support, engine and landing gear services, VIP & executive jet solutions, and supplementary services.
Lufthansa Technik’s expertise advantage does not stem exclusively from its support of Lufthansa’s flight operation. The company serves customers all over the world: airlines large and small, charter carriers, operators of VIP aircraft, and airlines whose aircraft have to fl y under extreme climatic conditions or are subject to the strain of short-haul traffic with frequent takeoffs and landings. Lufthansa Technik can assist them in every aspect of service with true added value – with everything they need coming from a single source, including engineering and logistics.
To achieve the best customer solutions, the company employs state-of-the-art technology and numerous innovative repair procedures developed in-house by the company’s own innovation c e n t r e . L u f t h a n s a Technik also offers integrated high-tech products, for example c a b i n e q u i p m e n t , enter tainment and c o m m u n i c a t i o n systems, and is able to cover the complete process chain of the MRO business. As well as technical support
for fl ying operations, it also off ers fi nancial services, logistics support, consulting and training courses which can be delivered worldwide.
The complete spectrum of MRO activities is carried out in Lufthansa Technik’s network of facilities, from small overnight checks on regional
aircraft to a complete overhaul of large commercial jetliners. The company also features the world’s biggest noise abatement hangar for engine tests and state-of-the-art paint hangars. The Completion Centres install customised cabin equipment and furnishing solutions in large and jumbo-sized private and government aircraft, while engine shops overhaul engines from virtually every manufacturer. ■
Lufthansa Technik
76 | MRO YEARBOOK 2012
AIRFRAME MAINTENANCE •ADVERTORIAL
Great challenges are part of our everyday routine. With over 50 years’ experience in maintenance and repair, not to mention acting as launching customer for a great number of new planes, you can rest assured that we are already making all the necessary arrangements and will be ready to go the moment your plane is. Just like all other types of aircraft, your 787 will benefit from our comprehensive Start-up-Support, including maintenance and component support. We look forward to working together to ensure a perfect launch.
Lufthansa Technik AG, Marketing & Sales E-mail: [email protected]/787 Call us: +49-40-5070-5553
The future and us: a perfect match.
More mobility for the world
240_210x278_Matches787_MROYearbook_ICv2_RZ01.indd 1 03.08.2011 11:09:19 UhrMRO Yearbook 2012.indd 76 16/09/2011 13:50

Great challenges are part of our everyday routine. With over 50 years’ experience in maintenance and repair, not to mention acting as launching customer for a great number of new planes, you can rest assured that we are already making all the necessary arrangements and will be ready to go the moment your plane is. Just like all other types of aircraft, your 787 will benefit from our comprehensive Start-up-Support, including maintenance and component support. We look forward to working together to ensure a perfect launch.
Lufthansa Technik AG, Marketing & Sales E-mail: [email protected]/787 Call us: +49-40-5070-5553
The future and us: a perfect match.
More mobility for the world
240_210x278_Matches787_MROYearbook_ICv2_RZ01.indd 1 03.08.2011 11:09:19 UhrMRO Yearbook 2012.indd 77 16/09/2011 13:50

BILLED AS THE airline industry’s first comprehensive radio-frequency identifi cation-based (RFID) aftermarket
solution, RFID Integrated Solutions (RFID IS) is an automated identification tracking and management system for airline parts, components and equipment. “[It] is the front end service for a series of integrated technologies and maintenance process improvements that will help an airline improve their overall maintenance efficiency and performance,” declares programme manager Phil Coop.
Developed by Commercial Aiviation Services, RFID IS uses a combination of RFID tags and contact memory buttons (CMB) embedded in the aircraft. Together, these can store a variety of information such as a component’s part and serial numbers, and manufacturing and maintenance histories. “Technicians can update the maintenance history on the tags by typing the latest information on the scanner and sending it to the tags via radio waves. It becomes an electronic record that travels with the airplane,” says Boeing of the technology.
Effectively, RFID IS has been designed to speed up maintenance checks. One good example is that RFID chips can be placed in emergency life vests, and using a hand-held reader the status of each vest can automatically be determined. Are any damaged, or missing? The chips send out radio waves that are read by the electronic reader and this instant check means the technician will only check those vests that are not given the green light – instead of having to manually inspect each and every life vest.
Or, if an RFID tag is on a panel within the aircraft, the technician can use the reader to access information about that panel and everything associated with it – without having to open it up, removing simple but time consuming operations such as taking out and replacing screws. In both cases, the result is a huge time saving – multiplied for each maintenance task RFID IS can be applied to.
PRODUCT DEVELOPMENTAccording to Boeing’s Coop, the manufacturer originally planned to make RFID IS a standard feature on the 787 back in 2005. This never came to fruition (but there are plans afoot for RFID IS to be a retrofi t feature for the aircraft type). The initial pursuit of these plans gave Boeing the opportunity
RFID Integrated Solutions
78 | MRO YEARBOOK 2012
COMPONENT MAINTENANCE
Boeing is currently testing a “totally new” RFID-based aftermarket solution which promises to signi� cantly reduce maintenance costs and the time needed to conduct overnight checks.
MRO Yearbook 2012.indd 78 16/09/2011 13:50

MRO YEARBOOK 2012 | 79
COMPONENT MAINTENANCE
to work with airline customers, including Japan Airlines, American Airlines, and Singapore Airlines, to explore the applications of the technology.
By 2008, some of the airlines had informed Boeing that they wanted the technology, but didn’t know where to get it as there wasn’t a single ‘go to’ source, covering both software and hardware, as well as related issues such as regulatory compliance. To pursue the technology “would cost an airline a lot of time and money – more than could do themselves,” says Coop. The airlines thus looked to leverage Boeing’s position in the market to “build a one stop shop for them”, as Coop puts it.
With the idea in place and a potential market identified, Boeing then approached Fujitsu with the opportunity to help develop this new aftermarket business. “The partnership happened almost overnight as Fujitsu were immediately interested,” says Coop. It would be Fujitsu’s first entry into aerospace. The Japanese company’s role in the project is to provide automated identifi cation technology devices, device readers, software applications and systems integration services. The contact memory buttons, meanwhile, are being supplied by MacSema, a company more widely known in the military sector. In fact, the RFID IS project will be its first foray into the commercial sector. Unlike RFIDs, the buttons must be touched for a data download.
But just as the project was taking off , the global recession took hold and things ground to a halt. However, in 2010 the project was reopened and became an official Boeing programme as part of the CAS Information Services “digital airline” vision. In the meantime other RFID-based solutions
entered the market, but these were generally only concerned with aspects of the technology – and did not provide an aftermarket solution on the scale Boeing is set to off er.
Coop says there are several significant elements which make up RFID IS, “including all elements of a total RFID technology airplane retrofit”. He comments: “The Boeing product is an ‘all-inclusive’ solution. Boeing and Fujitsu will deliver a tailored technology solution, customer configured software applications, maintenance processes and procedures, retrofit process guidelines and oversight, 24/7 support and an on-going service which will introduce ten additional products over the next fi ve years as well as continuous improvement of the first five products.” (see sidebar for a full description of the elements making up RFID IS)
For Coop, the timing is perfect for RFID IS. The technology involved has reached maturity and Coop believes the exclusive agreement with Fujitsu – the world’s only supplier of the 64kb tags used – gives the programme a technological edge. He also notes that Boeing has developed a signifi cant amount of knowledge and experience in this domain and has “invested a lot of time and eff ort” in last six years to get to its current position, including hiring a number of airline experts to develop the product. The fi nal factor making up what Coop sees as a “perfect storm” for entry to market has been the emergence of the aviation industry from the economic recession – airlines are now “looking for ways to become more streamlined and efficient”. “Boeing has had the foresight to see what was required to put this together,” says Coop. “It seems to be a totally new, untapped market.”
TESTING PHASEAlaska Airlines has been announced as the developmental partner for the RFID IS project. With the proof of concept stage completed, static testing was undertaken. Boeing is conducting performance verification and a variety of tests on readability, the survivability of the products — pushing devices beyond originally intended thresholds for survivability — and operational limitations. “We’ve successfully tested several applications on Alaska 737s, disqualified one tag design due to poor performance, and qualified others,” says Coop of the testing phase. “But what’s most amazing to us is that we started doing some of the functional testing where we’ve confi gured cabins with the RFID tags and equipment – and what we’re expecting to see is for a full confi guration check which usually takes 6-8 minutes, on lifejackets for instance, to only take 20 seconds”.
The project is now in its third phase — of “gauntlet” tests — which are final tests prior to entry into service. In this phase, the various processes and procedures will be verified during actual airline operation. “Ultimately, the aim of the Alaska project is to verify that the Boeing products meet the expectations and needs of a typical airline maintenance and flight operations environment before going to market,” says Coop. “Once complete, Alaska will have helped Boeing establish the official product baseline standard.” Testing should be complete by November 2011, by which time regulatory approval is expected. Entry into service will follow in the fi rst quarter of 2012.
In total, Coop reveals that Boeing is currently engaged in discussions with 24 airlines, including
MRO Yearbook 2012.indd 79 16/09/2011 13:50

80 | MRO YEARBOOK 2012
COMPONENT MAINTENANCE
Alaska. The interest is spread across the globe; in the Middle East, Europe, North America and Asia-Pacifi c. “We’ve not even begun a sales campaign, and all but one [of the airlines] came to us for more information,” states Coop. “This interest validates that we’re on the right course.” Coop told ATE&M that a few of the “majors” are “ready to start formalising some of the discussions”. A series of individual announcements can thus be expected in the near future.
What is it that is making RFID IS so attractive to airlines? “One thing we’re hearing back is that they believe this is the next logical step in data management,” says Coop. “They knew something was coming that would enable them to better manage information, and they feel like this is a key step in that evolution.” Once explained, Coop believes RFID IS is a simple concept to grasp – and to understand how it can create cost and time savings. In fact, at the start of one discussion with an airline, Coop was told that a sales pitch wouldn’t be necessary – “the operator said ‘I’m already sold, I just want to hear how you do it’,” he explains.
As well as its more obvious applications on commercial operations, some freighter operators have expressed interested in RFID IS, as have some engine OEMs. The latter are “interested in building a product just for engines that they can use to supplement their own aftermarket
services”. Although in the early stages of assessing the necessary requirements, Coop believes such a product could roll out early next year.
With all this interest in RFID IS, it begs the question: why aren’t Airbus doing something similar? The answer is that they almost certainly are. Coop says he is in the “earliest stages” of collaborating with Airbus, and in fact hopes that Airbus does have something up its sleeve. The reason goes beyond simply validating the direction Boeing is going. “I’m planning to work closely with my counterpart at Airbus. [This would] ensure that we’re rolling out products that would not be so dissimilar that it would cause anxiety for our customers,” he states. Operators with a mixed fl eet would be mortifi ed if they had to buy totally diff erent tools, for example, for two incompatible systems. The collaboration with Airbus will go as far as discussing industry standards and issues such as security.
Although still in the testing phase, it is becoming increasingly clear that RFID IS has the potential to change and simplify the whole process of data management. “I believe technology like this will become standard in part identifi cation and part management,” says Coop. Although reluctant to give an exact timeframe, it is possible the industry could see dramatic changes in a very short space of time.
SAFETY IMPACT AND CHALLENGESIt is not just time and money that will be saved by the use of RFID IS. According to Coop, following discussions between Boeing and the Federal Aviation Administration (FAA), the agency sees RFID IS as “orders of magnitude more reliable than the manual processes in use today”. As well as the FAA, Boeing has met, or plans to meet, various other regulatory authorities around the world. “The feedback we’ve got is very positive, [they are] very enthusiastic about the many ways the product is going to enhance safety,” says Coop.
One of the ways in which Boeing’s RFID IS offering proves itself to be comprehensive is in the acquisition of regulatory approvals. RFID tags cannot just be stuck on aircraft parts – certification is needed, and this is part of the RFID IS service. “In some cases, the Boeing products will also be approved by regulatory authorities for use as an alternative maintenance programme,” says Coop. “At the end of the day, customers will have approval to use the Boeing products to meet continued airworthiness requirements.”
In the near future, we may see changes to advisory procedures. Some kind of language in federal aviation regulations will also need to formalise the use of the technology. Ultimately, it is possible that the FAA will issue a mandate, if the potential of becoming standard in the industry is realised.
Perhaps the biggest potential problem with RFID IS lies in data management and synchronising with the back end systems. “The biggest technical challenge we have is ensuring that the appropriate processes and procedures are in place so that every RFID transaction that happens on airplanes is captured and can be managed in the back end systems,” says Coop. “The number one concern for all airlines is data synchronisation.”
However, Boeing is currently working with Alaska to develop a standard interface with their back end system that allows these transac t ions to happen. “ We anticipate this will be usable for any back end system,” says Coop.
MRO Yearbook 2012.indd 80 16/09/2011 13:50

MRO YEARBOOK 2012 | 81
COMPONENT MAINTENANCE
THE RIGHT TOOLS FOR THE RIGHT PEOPLEA more subtle factor to be considered when assessing the potential popularity of RFID IS is demographics. Coop believes there is a generational transition happening in the maintenance industry. Although the majority of mechanics working today are from the era of ‘Generation X’, a transition is starting to happen which will see ‘Generation Y’ become more dominant.
“If we had RFID IS ten years ago, Generation X might have been less accepting of such technology,” Coop speculates. But with the introduction of more Generation Y mechanics, “we’ve heard from customers that there’s growing demand for products that provide virtual electronic capabilities”. With the massive advancements in technology in recent years, “Generation Y can’t even leave the house without some kind of electronic device, they are hugely connected and into networking. The mechanics are not going to be any diff erent. The Generation Y mechanics are therefore going to fi nd these products very useful”. And the more engaged and interested your workforce is, the more productive it will be.
Productivity is certainly something RFID IS has been designed to address. “Today, mechanics on average can be as much as 85 per cent inefficient or otherwise engaged in as much as 85 per cent non-value added activities,” says Coop. “These activities often include open, close, decide, calculate, inspect, document, and so on. In our example of oxygen generator inspections on the 777, it takes two mechanics 6.5 hours to open, inspect, calculate, document and close all of the oxygen generator compartments to verify the serviceability of the generators.” When the RFID IS RFID solution is introduced, however, the same task takes one mechanic
about 8 minutes to accomplish. “In this case, open, visual inspection, calculation and close have all been eliminated while the necessary data is captured, calculated and documented automatically. Ultimately, this is about a 98 per cent reduction in lead time.”
The RFID IS product development roadmap includes plans to build ten additional products over the next five years at the rate of two new products per year. Following the initial focus on emergency equipment for passengers and managing rotables and repairables, airframe degradation, propulsion systems and essential cabin management products seem to be next in line. Coop offers the following guarantee to airline’s using these products: “The return on investment will happen very fast. The retrofit cost will be dwarfed by potential savings. This is just the beginning and as the products are delivered, the end users will fi nd new and brilliant ways to expand the use of the technology in ways we can’t even imagine yet.” ■
THE MAIN ELEMENTS OF RFID IS
• Discovery service – identifying speci� c customer applications, performance metrics and performance improvement goals.
• Tailored product development – the configuration of products to meet each customer’s unique operational needs.
• Maintenance programme integration – development of tailored processes and procedures based on each customer’s speci� c requirements.
• System integration – connection with the customer’s back end systems.
• Training programme – comprehensive programme that establishes the baseline for wide-spread organisational process transformation.
• Retrofit service – total Boeing support and oversight during the retro� t phase.
• Support – post deployment 24/7 help desk, exclusive centre of excellence for the purpose of sharing best practices, continuous improvement and expansion of current products.
• Product development – “We won’t stop at the � rst � ve products,” says Coop. Boeing will continuously invest to build more unique products and services at the rate of two new products per year.
• Fleet agnostic – the Boeing products are totally � eet agnostic
MRO Yearbook 2012.indd 81 16/09/2011 13:50

82 | MRO YEARBOOK 2012
COMPONENT MAINTENANCE
COMMERCIAL AIRCRAFT ARE rolling for tens of thousands of miles on the ground throughout their service lives. Whenever they take off or land, roll along taxiways or are being moved by
a tow tractor, the wheels transfer the forces between the ground and the aircraft. The typical tyre marks in the touch down zone of a runway bear witness to the enormous forces that the wheels are routinely subjected to. The highest stress levels are normally reached when a fully laden aircraft accelerates to takeoff speed until the wings generate enough lift to carry the aircraft’s weight and lift it into the air.
The brakes decelerate the aircraft by converting its kinetic energy (motion) into thermal energy (heat) through friction between a series of alternating brake pads and discs. While this heat stack is fi xed to the landing gear assembly, the discs are directly engaged with the wheel and thus rotate in between the stationary pads. Hydraulic cylinders force these stators and rotors together when the brakes are activated in the cockpit. High energy levels are typically absorbed during landing when the aircraft has to be decelerated from touchdown to a ground manoeuvring speed within seconds. Repeated stop-and-go taxiing at congested airports can also generate signifi cant heat within the brakes. The highest amount of energy has to be absorbed when an aircraft with maximum takeoff weight rejects the takeoff at high speed and then has to stop before the end of the runway. This is the brake performance limit required for certifi cation.
“Wheels and brakes are considered ‘on condition’ parts and do not typically
Wheel and brake MRO is an area not directly tied to � ight hours and cycles like many other aircraft components. Time between overhauls largely depends on the particular operations of airlines and their environment.
When the wheels touch ground
have an inspection schedule that is driven by time on the aircraft,” reports Ernie D’Amico, VP service centers and customer support at Goodrich. “Wheels are typically removed from aircraft when the tire tread for the associated tire is fully worn. Brakes are typically removed when the friction material in the brake is fully consumed.”
Rather than flight hours, it is the number of operating cycles which count when it comes to assessing the service life of wheels and brakes. However, there are a broad range of factors that determine when these components need to be restored or replaced. For example, the brakes of a short-haul aircraft that operates numerous cycles per day to small, regional airports with relatively short runways, which require heavy braking, will wear out quicker than those of a long-haul aircraft that usually fl ies to intercontinental airports with long runways. “[Carbon] brakes on long-haul aircraft may see up to 3,000 landings before the carbon is worn to limits. For short haul-haul aircraft it may vary between 1,300 and 2,000 landings,” reports Jens Ponath, senior engineer, product
MRO Yearbook 2012.indd 82 16/09/2011 13:50

MRO YEARBOOK 2012 | 83
COMPONENT MAINTENANCE
engineering wheels and brakes at Lufthansa Technik (LHT).
The amount of taxiing is another factor. Airports with short taxiways and many corners and intersections require frequent braking. The same is true for airports with high traffic densities and regular aircraft queuing. Airports at high altitudes may require higher takeoff and landing speeds, which lead to increased tyre and brake wear.
The use of auto brake systems, which allow the flight crew to program automatic braking on the runway and to select between moderate and heavy deceleration modes, affects the deterioration rate of the brakes. Employing reverse thrust and wing flaps to help slow down the aircraft aerodynamically can significantly extend the longevity of the brakes. But as reverse thrust has been restricted at many airports to avoid noise, this may not be possible, or only at idle speed rather than higher, more eff ective power settings. On the other hand, many busy airports require arriving aircraft to vacate the runway quickly and turn off on to the earliest possible taxiway.
HEATED BRAKES AFFECT AIRPORT TATThe heat build-up within brakes aff ects the aircraft’s turnaround time (TAT) on the airport ramp. After landing, the brakes need to cool down to an acceptable level before the next flight, which can be a challenge in locations with high ambient temperatures. “The brake control system may include a brake temperature monitor feature to immediately indicate the brakes are suffi ciently cool for departure,” explains Gary DeVlieg, technical advisor for landing gear at Crane Aerospace. “On larger aircraft with many brakes, a brake control system can be provided that allows dispatch with an inoperative brake. This allows repair or replacement to be deferred until the airplane is out of service, such as an overnight [check].”
Environmental factors also have a great infl uence on the service life of wheels and brakes. The tyre material deteriorates quicker in hot and dry climatic conditions than in moderate temperatures. Humidity, on the other hand, can lead to corrosion of metallic components. Salt is not only corrosive but, if the saline crystals are encountered as vapour in the air, it is just as erosive as sand, dust or ash. Dirt on runways also aff ects tyre wear.
Wheels and brakes have to withstand aggressive substances such as aircraft cleaning detergents and de-icing fluids. Runway de-icing chemicals have come under particular scrutiny since the introduction of environmentally friendly solutions, because they have proved to be harmful to carbon brakes. Especially in Europe, where airport operators have widely converted to using the ‘green’ substances, catalytic oxidation is the most frequent cause for premature deterioration of carbon brake components. “Potassium acetates and formates as well as sodium acetates and formates are being used in [environmentally friendly] runway de-icing fluids. These are essentially salt-based compounds that are very carbon unfriendly,” says Chris Matheis, wheel & brake airlines global business manager at Honeywell Aerospace. “These compounds began to be used in the early 1990s. Prior to that, urea-
based de-icing fluids were used resulting in no carbon catalytic oxidation. New carbon-friendly de-icing fl uid technology has been developed that reduces catalytic oxidation by about 50 per cent. Unfortunately these products are more costly and airport authorities have not adopted them.”
Premature deterioration through oxidation is one of the central challenges for carbon brakes, be it through a catalytic reaction as outlined above or caused by elevated temperatures. While carbon can withstand higher temperatures than steel, the heat causes the carbon to react with the oxygen in the air and thus the brake material to deteriorate; this process is called thermal oxidation. The hotter the brakes run, the higher the rate of deterioration.
The lighter weight and greater durability of carbon brakes constitute their main advantages over their conventional steel predecessors. A ship set of wheels and carbon brakes for a single-aisle aircraft is typically 30 per cent lighter than its metallic equivalent. Depending on the price of fuel, the associated reductions in fuel consumption can generate signifi cant cost savings, especially on long-haul fl ights. At the same time, carbon brakes can stay on-wing three to five times as much as equivalent steel brakes, according to Frank Mocilnikar, head of Messier-Bugatti-Tracer.
While carbon brakes are more expensive than steel equipment in terms of acquisition, the cost difference has to be assessed in relation to the possible savings throughout the operation. Dan LaHue, VP customer support at Meggitt Aircraft Braking Systems, emphasises the potential savings from a maintenance perspective: “Longer brake life means that the brakes remain on-wing for longer periods between overhauls, reducing the number of brake removals. This means that benefi ts are realised through reduced spares stock and lower operational costs.” According to Crane Aerospace’s DeVlieg, the prices of carbon brakes are becoming more moderate as the equipment fi nds more widespread application: “As carbon brakes costs continue to come down, they are increasingly the brake choice.”
MRO Yearbook 2012.indd 83 16/09/2011 13:50

84 | MRO YEARBOOK 2012
COMPONENT MAINTENANCE
STEEL BRAKES STILL HAVE SOME ADVANTAGES OVER CARBON BRAKESSteel brakes have nevertheless several advantages that carbon equipment cannot offer: The metal components require less space than their synthetic counterparts and can thus be built within more compact dimensions. Operators also have a greater choice of overhaul shops, because there are fewer issues with proprietary materials and processes. While OEMs and their partners have even serviced steel equipment from competing manufacturers, this is not the case with carbon equipment. The OEMs tend to be more cautious about sharing information which materials and processes should be used to restore worn components during overhaul or repair.
One main advantage is that steel brakes are less heat sensitive and can, in certain circumstances, achieve shorter airport TAT, as Matheis explains: “Steel brakes are considerably heavier in weight than carbon brakes. As a result, for similar airplane energy absorption, steel brakes will generally run cooler than carbon brakes. In addition, in extreme operating environments, artifi cial cooling can be immediately applied to a steel brake to permit timely cooling. For carbon brakes, artifi cial cooling must be withheld until the carbon discs have cooled below a temperature that will promote carbon oxidation.”
Unless there is premature fatigue or other irregular damage, for example through foreign object debris (FOD) or a heavy landing, all brakes are usually overhauled when the consumable
brake pads and discs have been worn out to minimum levels. Wear pins, which require regular monitoring by maintenance personnel, indicate when the heat stack needs to be replaced. The overhaul involves the disassembly of the brake and inspection of the structural components for potential crack indications, operational damage and corrosion. Non-destructive testing methods such as eddy-current, fluorescent dye penetrant and ultrasonic testing are employed to detect cracking. The re-usable parts are usually cleaned in a media blasting process to remove dust, paint and contaminants. Protective coatings will be re-applied to the structural components, and the seals in the hydraulic piston housing will be replaced before re-assembly and final testing. “Many brakes are overhauled at every heat stack change, but this can sometimes be extended to multiple runs depending on service experience,” reports Meggitt’s LaHue.
The driving consideration in the overhaul of wheels is tyre wear. The rate of tyre wear usually decides how frequently wheels are changed on the aircraft, and the number of wheel shop visits to replace the tyre decides how frequently the wheel is overhauled. The overhaul frequency typically increases as the wheel becomes older. So while the tyres may be changed, say, fi ve times on a new wheel before it needs to be overhauled, this number will gradually come down with increasing wheel age. In the end, the wheel may be overhauled at every tyre change.
The overhaul process starts with tyre deflation and the breaking of the tyre bead joint by a mechanical pinching process. Thereafter, the two wheel halves are unbolted so the tyre can be removed and, if possible, sent to the retreader. All that remains are the two wheel halves, the wheel retaining bolts, the wheel bearings, the bearing grease retainers and grease seals. Some wheel assemblies also have heat shields, which are designed to protect the wheel from heat radiated by the brakes. These contain an encapsulated insulating material and can either be fully circular in shape or is otherwise designed to come apart in segments.
Special safety devices that need to be checked are the fuse plugs and over-inflation valves. For those not familiar, fuse plugs are designed to release tyre pressure when very high temperatures are experienced during emergency braking procedures. The over-infl ation valves are intended to prevent too much nitrogen pumped into a tyre during an unregulated inflation process. The absence of either of these devices has the potential to result in ‘rim break-out’, an explosive failure of the wheel rim which has caused fatalities in the past.
This brake assembly features four stationary and three rotating brake disks. The hydraulic cylinders, which force these stators and rotors together during deceleration, are visible on top of the assembly.
MRO Yearbook 2012.indd 84 16/09/2011 13:50

MRO YEARBOOK 2012 | 85
COMPONENT MAINTENANCE
CHALLENGES AND MARKET TRENDS
Providing support across a broad range of brakes and wheels for different aircraft, including equipment from different OEMs, is a challenge, says Meggitt’s LaHue. The company needs to outfi t its facilities with adaptable tools and processes and keep its staff qualifi ed to fl exibly service the diff erent systems quickly and without disruption. This is further complicated by the constant drive to become ever more effi cient to lower shop TAT and cost for the customer. At the same time, the company needs to ensure compliance with the standing regulations and that its employees are up-to-date with the most recent standards. “One example in investment in technology that supports all three tenets of quality, efficiency and flexibility is machinery to torque nuts on wheel tie-bolts completely automatically. Not only is this is a faster technique than hand-torquing, but also allows for immediate recognition of problems and records every single tightening operation, guaranteeing it has been applied correctly. It can also be used across a wide range of diff erent wheels,” states LaHue.
Forecasting maintenance demand is a major challenge for wheel and brake MRO providers, according to Frank Mocilnikar, head of Messier-Bugatti-Tracer: “Many aircraft parts have hard-timed overhaul intervals or stable, predictable mean times between removals. On the other hand, wheel and brake forecasts exhibit more variation due to seasonal extremes, operator performance, fleet utilisation rates as well as load and weight factors, among others.” Nevertheless, the company has to respond to the same business pressures that all MRO providers are facing, such as fluctuations in the fuel price, freight costs, and currency exchange rates; increased use of rotables and other spare parts; and the continuous improvement of internal process to cut costs and particularly TAT. “If you asked a customer what is more important, cost or availability, in many cases availability is higher on the need list than cost,” he says.
Aside from the commercial factors, technological developments will continue to shape the wheel
and brake MRO business, according Mocilnikar. These include the continuing change from steel to carbon brakes, introduction of electric brakes, new tyre pressure sensing systems, electronic brake control systems such as Airbus’ recently introduced ‘brake to vacate’, brake-by-wire, higher hydraulic pressures, and new lightweight tires.
As in other MRO areas, there has been a development from traditional time and material-based or fi xed price maintenance towards all-inclusive service agreements that are based on a charge per landing. The advantage is that operators can calculate with predictable and consistent costs over the contract period rather than having to manage individual maintenance events, which are likely to vary in the required work scope and material. The all-inclusive agreements are usually tailored around the airlines and their particular operational needs. This development is further reinforced by airlines that are reducing their inventories and outsourcing their supply chain work to external providers. “Wheel and brake MRO contracts are trending towards more specialised customer tailored solutions,” reports Goodrich’s D’Amico. “Contracts scope range from coverage of the labour associated with the service work to asset management programmes where we provide oversight on the line station stocking of wheels and brakes.”
Lufthansa Technik’s Ponath echoes this view: “The trend is clear, almost all new airlines coming into the market work on a low-cost carrier model, have very limited personal and technical background in MRO, and a wide variation in the equipment they use. So LHT off ers more and more all-inclusive services to these customers, including a total technical support and asset management. This will provide the customer with the required spares, so he can get an AOC [air operator certifi cate] from the authority and has guaranteed access to parts to operate his aircraft. He fl ies [while] we take care of the rest, including material handling, vendor monitoring, modifi cation monitoring, training, trouble shooting and sometimes even more than that.” ■
Removing the protective coating of a wheel halve through a media blast process.
MRO Yearbook 2012.indd 85 16/09/2011 13:51

86 | MRO YEARBOOK 2012
COMPONENT MAINTENANCE
WHILE ORDERS FOR airframes and engines frequently grab the headlines in the air transport
business, the market for refurbishing, reconfiguring and maintaining the cabins of commercial aircraft is large and keenly competitive, if often less-publicised. Add to that the separate but related market for interior completion and refurbishment of large VIP aircraft, and the dollars really start to stack up.
Estimates vary, but there is no question the market for refurbishment of commercial-aircraft cabins runs into billions of dollars per year. A new study commissioned by Bellingham, Washington-based Heath Tecna, a large interior-refurbishment specialist and equipment manufacturer which is a subsidiary of the Premium Aircraft Interiors Group, suggests the market runs to at least $2bn annually. According to Gary Chris, Heath Tecna’s vice president of sales and marketing, the
The market for commercial aircraft-cabin refurbishment, recon� guration and upkeep is big and growing, as is the separate but related market for VIP-aircraft completion and refurbishment. Competition is keen, but competitors for one deal may well be collaborators on another.
An inside job study also indicates that the interior-completion and refurbishment market for VIP versions of commercial narrowbodies and widebodies is worth at least $1bn annually.
These totals do not even take into account the smaller, but no less important, interior-refreshment and daily cabin-upkeep jobs performed by a range of companies such as Manchester-based Airline Services Group (ASG). Its subsidiary Airline Services Limited (ASL) offers everything from line-maintenance of airliner cabins at 10 major UK airports to storage and management of components and spares for interiors for airline customers at Gatwick, Heathrow and Manchester airports in the UK and Lagos in Nigeria. ASL also manufactures seat covers, carpets, curtains, a low-cost, digital, plug-in-and-play IFE server and replacement LCD screens.
One reason the market is so large is that “each time you phase out of or into an aircraft, there is an opportunity to perform a modification” to its interior, says Amar Chouaki, product support
MRO Yearbook 2012.indd 86 16/09/2011 13:51

director at Air France Industries KLM Engineering & Maintenance (AFI KLM E&M). For instance, every time a lessor takes back an aircraft from a lease customer and places it with another airline, cabin-interior work will probably be needed.
Placement of new aircraft on their first leases also usually requires interior-modification work, notes Dan Hepworth, group sales and marketing director for ASG. Where a lessor might, say, have specified Weber seats for its aircraft, its airline lessee may instead have standardised on Recaro seats throughout its fl eet and so the lessor’s seats need to be removed and stored. The airline lessee has to have its own standard seats installed and it will operate the aircraft with them until the termination of the lease, when they will have to be removed again and the lessor’s seats re-installed so the aircraft can be returned meeting its original specifi cation. “It happens surprisingly often,” says Hepworth. “A lot of refurbishment work takes place at lease-transition time.”
Then there are airlines’ own cabin refurbishments
and reconfi gurations. Airlines typically upgrade the seats, cabin furniture and/or in-fl ight entertainment equipment (IFE) systems in the cabins of their widebodies about every fi ve/seven years, in order to remain competitive with the latest long-haul cabin standards, according to Chouaki.
In the VIP-aircraft market, light refurbishment can be expected “continuously”, according to Chouaki. VIP customers will ask to change the fabrics and leathers in the interiors of their aircraft approximately every fi ve years and will seek a major refurbishment – including replacement of seats, IFE upgrades and (nowadays) provision of broadband connectivity – about once a decade. A major refurbishment of a VIP aircraft can also involve a cabin reconfi guration.
Heath Tecna est imates that complete refurbishment of a commercial narrowbody’s interior can take about 3,000 hours to complete, while complete refurbishments of widebodies can take up to 8,000 hours, depending on the size of the aircraft involved. Installations of new premium-class cabins in widebodies can take 2,000 man-hours. Installing new IFE systems throughout a narrowbody aircraft can require just as much labour time – and installing a new IFE system throughout a widebody can take 5,000 hours.
With business-class double-seat units now costing from $100,000 to $130,000 and each single first-class suite costing as much as $250,000, premium-class refurbishments are a major job, says Chris. So heavy are today’s business-class seats that Qantas has created a tool specifically to help its maintenance engineers move its premium seats around without hurting themselves or damaging the equipment.
MRO YEARBOOK 2012 | 87
COMPONENT MAINTENANCE
RECONFIGURATIONS AND CABIN REFRESHMENTReconfiguration of aircraft cabins throughout a given fl eet is a complex process; and is a job which doesn’t necessarily require installation of new equipment but does require extensive movement of seats, galleys and lavatories to other locations in each aircraft’s cabin. Chris says a fl eet-wide reconfiguration programme normally requires two years to complete. Given the resources required for such programmes, a company which wins an airline’s reconfiguration contract for a fleet of a given aircraft model won’t necessarily be awarded the reconfiguration contracts for the carrier’s other fleet types. Several cabin-specialist companies might be working for a large airline at the same time, each reconfiguring a different fl eet type.
Cabin-refreshment work – such as overhauling each seat on a narrowbody by cleaning it, tearing it down, giving it a new cover and cushion and replacing or repairing its IFE – requires less time to perform. Jobs are measured in the hundreds of hours per cabin rather than the thousands of man-hours required for complete refurbishment of a narrowbody or widebody aircraft.
MRO Yearbook 2012.indd 87 16/09/2011 13:51

88 | MRO YEARBOOK 2012
COMPONENT MAINTENANCE
That said, overhaul of the premium-class seating on a widebody can take more than a thousand man-hours, depending on how many premium-class seats the aircraft’s cabin contains, according to Hepworth.
VIP completions of commercial jets, which require handcrafted work, one-off furniture and systems designs and extraordinary attention to detail, involve far more labour time than any other interior job. A VIP completion for a narrowbody might require 16,000 man-hours, while completion of a large widebody might require fi ve times as much work. Only a few companies – such as major MRO providers AFI KLM E&M and Lufthansa Technik and VIP-completion specialists such as Jet Aviation, AMAC and JorAMCo – are set up to handle the entire job themselves, though large aircraft-interior integrators and manufacturers such as Heath Tecna, Volant and Jamco America can work with MROs to provide turnkey VIP solutions.
A COMPETITIVE MARKETThe cabin-interior refurbishment, reconfi guration and refreshments market is big enough and diverse enough that it attracts dozens of companies. These range from small niche players through line-upkeep and cabin-refreshment specialists such as ASL, to large manufacturers and integrators such as Heath Tecna and Jamco America and major one-stop shops such as Air France Industries KLM Engineering & Maintenance. (The company also manufactures cabin-interior equipment for in-house carrier Air France and KLM and can also do so for third-party airlines, as well as providing MRO and aircraft-painting services.) Lufthansa Technik is in the same league as AFI KLM E&M. Other large airlines – Emirates, Singapore Airlines, British Airways, and Qantas among them – have extensive in-house capabilities.
The plethora of companies in the cabin-interiors business means the market for the three ‘R’s –
refreshment, reconfiguration and refurbishment – is “always officially competitive”, says Chris. However, several factors can influence how the competition for a given contract pans out. One is the nature of the work involved. Many smaller companies are specialists in only one or two areas, according to Hepworth. “There are not many who provide a wide range of services,” and many large and wide-ranging contracts will only receive bids from a few large companies, he says.
In some cases airlines have to seek competitive bids for audit purposes, but in reality some large companies such as Heath Tecna are “basically incumbents” at certain airlines, according to Chris. “Eff ectively we have the inside with a few airlines,” he says. Although airlines always seek the lowest total cost of ownership for their cabin-interior work, the incumbent will know what it has to bid against. “I don’t think we’ve done a programme without competition,” says Chris.
That said, the numbers of competitors bidding will depend on the job. For a whole-interior reconfiguration, says Chris, “there’s maybe only us and another company.” Overall, “there are probably only three or four real serious” players for whole-aircraft reconfigurations – and “they’re a different three or four depending on the airline or the [aircraft] model.” For instance, he says, Lufthansa Technik doesn’t do Boeing reconfigurations, while Jamco America doesn’t handle Airbus work. C&D Zodiac, which designs and manufactures components such as IFE systems and is an engineering integrator for whole interiors, competes with Heath Tecna on contracts for completely new interiors, but doesn’t perform reconfi gurations.
In many other cases airlines don’t send out tenders, but choose their suppliers directly because they already have relationships with them. Hepworth says this is particularly true of requirements which crop up at short notice and which involve smaller jobs or smaller companies. “A lot of it is about confidence [in the company] as a competent supplier and in its ability to do the job,” he says. “Relationship- and confidence-wise, [customers] must believe you can do it on-budget and on-time.”
“Definitely, the competition is tough both for commercial aircraft and for VIP aircraft,” says Chouaki. For commercial aircraft, “the ability to propose the best lead time, the best cost and an innovative technological solution, leading to a cost-effi cient [overall] solution, is always a key success factor.” A good example of this is AFI KLM E&M’s contract to install new seats and a new seatback IFE system in four A430s operated by Royal Jordanian, according to Chouaki. “Our aim was to refurbish very quickly and propose an innovative solution for passengers,” he says.
MRO Yearbook 2012.indd 88 16/09/2011 13:51

MRO YEARBOOK 2012 | 89
COMPONENT MAINTENANCE
Normally, lead times for IFE-system orders are from 14 to 16 months. But because Air France Industries teamed with C&D Zodiac – which provided a lighter-weight, seat-integrated system that Chouaki says is “much less expensive” than traditional systems, it was able to begin installing the new seats and new IFE system on the first A340 within 12 months of submitting the winning bid.
“In the commercial-aircraft market, customers always look for already-developed solutions and cabin furniture. Companies don’t want to test equipment for the fi rst time on their own aircraft,” says Chouaki. In the VIP market, while “customers generally remain sensitive to cost and lead time”, the bespoke nature of their requirements means “they are often ready to accept some conditions, if the product meets their expectations better. They will accept more cost if the product fi ts their dream better.”
Geography may also infl uence competition, according to Hepworth. While ASL does business in Asia, Europe, the Middle East and Africa and has leasing-company customers in North America, the majority of its work for its 120 or so airline customers is UK-based. Similarly, he says, North American airlines tend to stick with North American interior-service providers, because there are so many of them.
Another factor is the size of the airline involved. Carriers such as United, Continental and Delta are so large that no one company is going to get all of their interior-refurbishment business. Although B/E Aerospace and Flight Structures Inc. have been incumbents as integrators at United, and Northwest Aerospace Technologies (NAT) has been the interior-engineering incumbent at Continental, none of these companies are likely to win all of the merged United Continental’s interior-refurbishment contracts.
Chris says Heath Tecna, which has been a United incumbent for overhead stowage bins, has just completed a “huge” refurbishment programme at Delta – but Delta employs six diff erent engineering integrators for its cabin-interior work. “There’s so much work, they can’t give it all to one guy,” he says.
Heath Tecna is teaming with other integrators and suppliers to try to win more United cabin-furniture and cabin-commonality integration jobs, “to enhance United’s opportunities to get them done quicker,” says Chris. “This will happen a lot as airlines consolidate and get bigger, especially when there are mergers.” Similarly, Heath Tecna is in discussions with NAT – which is strong in the IFE and electrical-systems areas – to perform work for Continental, “because there’s too much work for one company,” says Chris. “So we team up on IFE.”
South Korean carrier Asiana offers another example of cabin-interiors companies co-operating. Heath Tecna has designed custom premium-class A380 cabin furniture for Korean Air and Qantas, but when the Bellingham company bid recently for premium-cabin work on Asiana’s A380s, its lack of wet-galley expertise persuaded Asiana to tell Heath Tecna to team with former sister company Sell. The German company, which provides the wet galleys, bars and showers for Emirates’ A380s, has been a specialist in aircraft galleys for more than 50 years. Zodiac Aerospace (the parent of C&D Zodiac) bought Sell from Heath Tecna’s parent Premium Aircraft Interiors in October.
In the case of Asiana, “we don’t have the experience, so we have to go out and fi nd a good prospect for working together, to be in a stronger position,” says Chris. “In this industry, one day they’re your competitors, the next you’re working with them.”
PLANNING AND PREPARATIONPlanning and preparation for major cabin jobs such as refurbishments involves various considerations, prime among which is “finding downtime for the aircraft”, according to Hepworth. But first the integrator must understand exactly what the customer wants, a process that usually involves the integrator meeting several times with the airline or lessor in order to propose one or more solutions which will comply with the customer’s technical and design expectations, says Chouaki.
Once the customer chooses the design it wants, the integrator performs a survey of each aircraft involved to ascertain the status of their interiors, and agrees the findings with the customer. Then the integrator provides a design package which
provides renderings and describes the interior features and functionalities involved in the job; and negotiates the budget, lead time and scope of work involved. This negotiating phase takes from one to eight months for a commercial-aircraft job (averaging around six months) and usually about a year for a VIP-aircraft completion, says Chouaki.
When the customer and integrator agree on the detailed description of the work, the integrator provides a formal off er and if this is accepted the project is launched. For effi ciency, the integrator dedicates a specifi c working team for the job. Airlines’ requirements are relatively standard, as is the work process for each commercial-aircraft job; but every VIP completion involves very specifi c industrial, supply, engineering and work-party processes. Every individual part in the VIP interior is protected carefully and when each item of furniture is constructed, a fi t check is performed inside the aircraft to make sure there are no overlaps or gaps.
Then the items are sent back to the back shops – usually located right around the VIP aircraft, which is contained within a secure perimeter in order to limit access – for their construction to be finalised. Because such care is taken, VIP completions of narrowbody aircraft usually take around 12 months and completions of widebodies usually take from 18 to 24 months depending on their size, according to Chouaki.
To manage the complex task of overseeing delivery schedules for long-lead time items such as IFE systems, the scope of work, the required design work and the roles and responsibilities expected from each supplier and the integrator, Heath Tecna agrees a “stage gate” system with the customer. Only when all conditions specifi ed for each programme milestone are achieved does the programme move to the next stage. Integrators prefer to carry out major refurbishment or completion programmes during a ‘D’ check, but since these only occur every five or six years, often the airline and integrator will agree scheduling of a heavy ‘C’ check which provides enough aircraft downtime for the interior-refurbishment work to be completed. ■
MRO Yearbook 2012.indd 89 16/09/2011 13:51

90 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
WITHOUT EFFICIENT WAYS of getting spare parts to airlines and MRO operators, and of supplying
OEMs with components in timely fashion for final assembly of aircraft and engines, the entire air transport industry would grind to a halt very quickly.
Airlines would soon be bankrupted if they couldn’t quickly replace any broken parts or malfunctioning assemblies grounding their aircraft at airports distant from their main bases. The aircraft-on-ground (AOG) situation is surely the commonest emergency in the airline business, occurring several to many times a day throughout the world — but every AOG is an operational emergency, nevertheless, and is taken extremely seriously.
A strange incident in January 1986 serves to illustrate how signifi cant a problem the logistics of spares provisioning for AOG emergencies was in the dark days before widespread computerisation. A Northwest Airlines Boeing 747-100 on which this reporter was travelling from Prestwick to New York JFK via Shannon Airport was grounded at Shannon when the operator of the motorised air bridge to the aircraft forgot to lock the bridge’s movement controls after the bridge was positioned against the aircraft. A small boy
disembarking from the 747 spotted the wheel controlling the bridge’s up-and-down movement and spun it round. This raised the bridge, forcing the 747’s main passenger door off its hinges.
No replacement 747 door was available in Ireland, so Northwest had to fl y one in on a special flight from its main base at Minneapolis/St. Paul, along with a maintenance crew. The aircraft was grounded for more than 24 hours and the airline had to accommodate in local hotels the nearly 400 passengers travelling on the fl ight.
Because the fuselage skin and the structure surrounding the 747’s door was also damaged and the maintenance crew fitted an emergency patch to allow the aircraft to fly the day after the incident, Northwest had to make sure that nobody would be endangered by a potential sudden depressurisation. So when the 747 took off the next day the carrier had to move all the fi rst-class passengers on the flight back into economy class, suffering not-inconsiderable revenue consequences in the process.
After the aircraft reached New York and disembarked its passengers, Northwest flew it non-revenue back to Minneapolis/St. Paul and hangared it there for four days to repair the aircraft, leaving the 747 unable to fly its normal schedule and creating delays throughout the airline’s system.
The incident — the result of about two seconds of a small boy’s time — cost the carrier more than $750,000, Northwest later confi rmed.
Twenty-five years later, the aerospace logistics business has developed very sophisticated systems and processes to minimise the chances of such problems proving as intractable and as expensive to solve. “The movement of aircraft spare parts is one of the biggest challenges for logistics service providers, due to the diverse nature and the multitude of parts and the time constraints needed to fit them,” explains Ralph Perkins, managing director of the Aviation Logistics Network (ALN).
AEROSPACE PARTS LOGISTICS NETWORKSCreated by UK freight forwarder Davies Turner & Company along with French forwarder QualitAir & Sea and German Central Global Cargo (all three of which had large specialist aerospace divisions) in 2006, ALN is one of several co-operative networks of logistics providers created to offer global coverage to the aviation and aerospace industries. ALN now has more than 50 member forwarders, which together off er local coverage in 106 locations worldwide. Membership is only by invitation and all prospective new members of ALN must demonstrate that they can respond appropriately
E� cient supply-chain management is crucial to the running of the air transport business – but the high-value nature of commercial aircraft and their parts create uniquely intensive logistics challenges. This makes logistics providers, and the transportation options they choose, fundamental to the smooth operation of the industry.
The logic of logistics
MRO Yearbook 2012.indd 90 16/09/2011 13:51

MRO YEARBOOK 2012 | 91
SUPPLY CHAIN MANAGEMENT
to AOG situations. Another such specialist network is Aerospace Logistics Group, which off ers coverage at 184 locations.
“We are 100 per cent aerospace-focused, as opposed to a lot of companies that are forwarders first and dabble,” says Perkins. Airlines, MROs or aerospace companies which use non-specialist forwarders to move their spares or AOG parts run risks, he notes. “We sometimes see packaging that is not always the best. We’ve seen cardboard boxes being used for $35,000 or $50,000 components.”
In addition to off ering fully integrated supply-chain management employing Red Prairie software which can process and track several thousand part numbers, ALN has developed its own packing solutions for aerospace parts. One is Com4Cube, a re-usable, fl at-pack component container which comes in various sizes and is able to handle weights of up to 500kg. Each Com4Cube features RFID coding for ease of tracking.
Another ALN product is Securium, eff ectively a portable warehouse which provides a night safe for urgent AOG spares. Opened by means of a chip-and-PIN lock, a Securium can be placed outside a client’s premises and collected again the next morning after the client has placed the AOG part inside it for shipment. Once a signed collection note is processed, the part can be dispatched and ALN’s system GPS-tracks the box all the way through to its destination. ALN has also developed and patented a foldable, transportable engine crate and integrated engine stand for Pratt & Whitney Canada PW100-series turboprop engines and small jet engines.
ALN provides various other specialised services for its aerospace logistics customers. “Customer-profi ling software linked to our database ensures that any special requirements or collection options, or specifi c needs of the shipper and consignee, are fulfi lled as part of the contract review on each and every consignment,” says Perkins. “We also provide KPI (key performance indicator) information to both shipper and consignee on AOG, critical and routine shipments. These reports can be sent on a daily, monthly or quarterly basis.”
Typically, KPI measurements include whether the part was picked up from the consigner on schedule; if it was on the fl ight that ALN had told its customer it was going to be; and if it was delivered to the end-user airline on time. One customer’s KPI reporting requirements are so strenuous that the list of measurements is more than four feet long when printed out, according to Perkins.
A recent example of ALN’s capabilities to handle a logistics crisis even bigger and more urgent than an AOG emergency comes from QualitAir & Sea. In mid-March, the French forwarder chartered an Air France Boeing 747-400F on behalf of the French government to transport 96 tons of nuclear-protection equipment and boric acid (a nuclear-reaction inhibitor) supplied by French company Areva, the world’s largest manufacturer of nuclear reactors. The material was urgently required at a Japanese nuclear power station powered by Mitsubishi Heavy Industries reactors. (The power station was not either of the highly endangered Fukushima stations, since neither has any Mitsubishi reactors — but 23 Japanese nuclear power stations do.) QualitAir & Sea then monitored all ground-handling and customs clearance for another fl ight of nuclear-protection equipment the following week by the Antonov An-225, the world’s largest fi xed-wing aircraft, in a charter arranged by Air Partner.
LARGE LOGISTICS COMPANIES AND SPARES-AND-LOGISTICS PROVIDERSSome logistics companies, such as the DB Schenker division of Deutsche Bahn, are so large that they represent themselves throughout the world rather than belonging to a network. DB Schenker, which combines all of Deutsche Bahn’s third-party logistics and transportation activities in one unit, employs more than 91,000 staff in about 2,000 locations across 130 countries and generates revenues of more than €15bn a year. Like ALN, DB Schenker provides specialist services to the aerospace industry.
“The aerospace industry has specifi c requirements, language, pre-requisites that must be addressed properly,” explains DB Schenker spokesman Dr Peter Sauer. “We operate solutions 100 per cent-dedicated to the aerospace industry, with staff and teams from both the transport/logistics world and the aerospace industry, implemented worldwide. We design and operate transport and logistics solutions customised to aerospace companies, whether they are OEMs, MROs, airlines,” or other aerospace fi rms.
Meanwhile Boeing subsidiary Aviall, a Dallas-based company, is both a major spare-parts supplier and a logistics company. Aviall lists more than two million parts in its inventory management system and holds more than $1bn-worth of spares in its warehouses. For companies in the aerospace business, Aviall off ers specialised logistics solutions such as consolidations, special packaging, documentation, kitting, inspections and other services, according to Sam Carter, director of Aviall’s CDC operations. (‘CDC’ is an abbreviation of Central Distribution Center, the company’s central warehouse in Dallas.)
MRO Yearbook 2012.indd 91 16/09/2011 13:51

92 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
DEALING WITH AOG SITUATIONSBecause AOG events are so critically important within the aviation industry, Aviall, ALN and DB Schenker have created special organisations specifi cally to deal with them. “DB Schenker has a dedicated worldwide network of 35 AOG desks, available 24/7/365 with duty offi cers,” says Sauer. The company also has a dedicated AOG information-technology tool it calls ATOL (AOG Tool On Line) to follow its response to each AOG situation step by step. This real-time, online, interactive IT platform provides for creating the necessary documentation to ship and track the part and clear it through customs; managing the AOG response in real time; and generating all relevant KPIs.
A NEW ERA IN AEROSPACE LOGISTICSSDV’s Lee Purdy, business development manager – aerospace, explains the key to a successful delivery and why fundamental changes are occurring in the aerospace logistics sector.
“In the logistics industry it is important that nothing is left to chance, particularly within aerospace, for all movements – regardless of size, budget conditions and service requirement. Contingency plans must be organised and quickly put into place, should any part of the process fail.
If shipments are not processed correctly, and the status should change to AOG, the logistics provider must have the � exibility to quickly react and upgrade any purchase order. The same also applies to items moving through a repair process - any delay has a knock on e� ect and can quickly result in additional cost for the customer.
The planning, preparation and monitoring for all movements is key to a successful delivery – this is critical for more sensitive items such as engines and APUs. Clear de� ned processes for the correct handling throughout the supply chain must be in place, covering all parties involved. An incorrectly strapped engine, or an engine arriving on a non air-ride vehicle can cost companies thousands just to investigate the possible damage to the bearings - this is why precise management for all areas of the transportation is key.
I believe that we are entering a new era in aerospace logistics and that over the next � ve to ten years we may see the OEM/MROs insisting on full supply chain management being managed through only class A suppliers, for improved pricing, visibility and � exibility in the provision of transport. It will be interesting to understand how this moves forward and how the face of the industry changes with ever more consolidation of major groups of companies.”
“Every AOG is diff erent and special,” notes Aviall’s Carter. “We have a dedicated AOG team on call and available 24/7/365, ready to make the most appropriate response. Our goal is to ship AOG orders within four hours.”
ALN has specialist teams on call on a 24-hour basis, 365 days a year, throughout its network to deal with AOG emergencies. The network off ers a special AOG telephone number at every gateway it serves, connecting the customer with the nearest ALN AOG centre. At each centre, trained aerospace-industry staff ers handle each call. “We have access to charter carriers, run our own on-board couriers, and have accounts with air taxi operators and, of course, every major airline,” says Perkins.
Because major express-cargo integrators such as United Parcel Service and FedEx Express are of necessity airlines as well as freight forwarders, such companies are well aware of their aerospace clients’ special requirements — particularly when an AOG situation is involved. UPS, FedEx, DHL and other integrators suffer AOG events and so they are sympathetic to providing assistance in AOG emergencies.
“UPS, as part of the airline community, participates in parts-pooling arrangements and works with other carriers to loan or borrow parts in support of daily operations,” says UPS Airlines spokesman Michael Mangeot. “These services are often supplied on an AOG basis. We work co-operatively within the aviation community, as our ability to help often comes on the heels of something we may need.”
AOG CRITICAL ROUTINE
GLOBAL NETWORK OF SPECIALISTSIN AEROSPACE TRANSPORTATION
24/7/365 Hotline: 00 8000 AOG TEAM
www.aln.aero
Your Parts have a Destination.We know the Way.
Welcome to theAviation Logistics Network.
(00 8000 264 8326)
Winner 2011Best Aviation Logistics Provider
FPA_check ATEM112_ALNmod_ATEM 112 22/07/2011 13:23 Page 3
MRO Yearbook 2012.indd 92 16/09/2011 13:51

AOG CRITICAL ROUTINE
GLOBAL NETWORK OF SPECIALISTSIN AEROSPACE TRANSPORTATION
24/7/365 Hotline: 00 8000 AOG TEAM
www.aln.aero
Your Parts have a Destination.We know the Way.
Welcome to theAviation Logistics Network.
(00 8000 264 8326)
Winner 2011Best Aviation Logistics Provider
FPA_check ATEM112_ALNmod_ATEM 112 22/07/2011 13:23 Page 3
MRO Yearbook 2012.indd 93 16/09/2011 13:51

94 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
CARGO INTEGRATORS AND THE SPARES LOGISTICS BUSINESSAerospace logistics providers use cargo integrators extensively in shipping parts to their customers. Some customers demand that the spares provider use a particularly cargo integrator or airline all the time, but if a customer doesn’t specify, the spares company or logistics provider will select the transportation option which best meets the client’s time and cost requirements.
“A provider must analyse the traffic lanes it supports. Look for the carrier that is the most cost-eff ective with the best on-time delivery record in the particular destination area,” says Carter. “For example, the best carriers for the US aren’t always the best carriers for Europe.”
UPS does business with many aerospace companies, both as a shipper and as a customer. “Not surprisingly, we require all our vendors to ship via UPS when sending parts to us,” says Mangeot. “Some do tell us that they use UPS for all their shipments. Certainly, the speed of our express-shipping network and its global reach make UPS well-suited to handle AOG situations.”
As a logistics provider and shipper, UPS says it does business every day in approximately 800 airports and 220 countries worldwide, according to Mangeot. “So, no matter where the situation, we have options for getting an urgent shipment where it needs to be.” (Officially there are actually only 195 countries in the world, so Mangeot must mean the number of territories in which UPS does business.)
As a transporter of parts and also a logistics specialist, UPS has a variety of shipping options it can off er aviation parts companies, airlines and aerospace logistics providers. “Transportation of aviation parts and components could be classified under a wide range of services, depending on what the customer needs,” says Mangeot. “We can certainly transport smaller items as part of our air express network, or even in our ground system for parts that aren’t required as urgently. In terms of our freight off erings, we move jet engines in our aircraft — UPS Air Cargo — and more often via truck, UPS Freight.”
SUPPORTING THE CUSTOMERVarious considerations face parts suppliers and aerospace logistics providers in supporting their customers. From the parts-provider’s point of view, of most importance is “knowing your customers and their needs,” according to Aviall’s Carter. “Providers must have the technology and networks in place to make readily available the inventory that customers need. It is critical to have parts in locations as close to our customers as possible,” he says.
Adds Carter: “Ideally, providers should have an expansive global network that includes a sales force with local presence in key areas focused on meeting customers’ needs. Inventory should be located in each geographic region based on the unique needs of customers in that area. Next-day service for our customers is essential, so proximity to a major transportation hub such as an airport is ideal. Providers also must be capable of using multiple transportation services, including those that serve international markets.”
From the logistics provider’s viewpoint, “inter-continental and inter-regional logistics fl ows must be addressed properly,” notes DB Schenker’s Sauer. “Logistics providers must be able to support a dense network of experts, offi ces and facilities, in line with the aerospace markets worldwide,” he says. “Services must also cover a large range of capabilities, from basic transport solutions to emergency AOG operations, or from basic warehousing services to complex reverse logistics solutions.” (Reverse logistics is the term the logistics industry uses for getting used material back to the supplier for recycling or repair.) “A logistic supplier should be able to design a customised and eff ective solution for each customer-specifi c issue raised by its supply-chain organisation.”
ALN’s Perkins agrees. “Flexibility, the ability to be responsive and to demonstrate innovative solutions to often-complex and changing needs” are crucial, he says. “For instance, a routine replacement part scheduled for delivery to a MRO centre may, within the space of a few hours, turn into a time-sensitive consignment,” particularly if a failure of that part number on an aircraft leads to an AOG emergency. “This produces challenges for the logistics supplier to be able to route the part via the quickest, safest and most cost-eff ective method, allied to the urgency.” Additionally, “The relationship between parts supplier and the logistics contractor is vitally important. Parts suppliers need to know that they are in capable hands with experts who know the diff erence between a routine shipping requirement and a true AOG situation.”
THE FUTURETransporting aviation spares will always create unique challenges for logistics companies. “One minute we can be arranging the transportation of an aircraft engine worth $10m and the next a washer with a $35 value — and yet either could have the ability to ground an aircraft,” notes Perkins. “The one thing you can guarantee is that nothing ever stays the same.”
Some of the changes affecting the global dynamics of the spares-logistics industry are clearly defined. For parts suppliers, advances in technology and evolving customer requirements mean that “our success will depend on our ability to accurately predict or forecast the correct parts to procure and stock”, says Carter.
Companies such as Aviall need to continue to invest in technology, systems and networks and to keep improving the effi ciency and accuracy of their supply-chain activities, says Carter. They also need to enhance their business intelligence; and by integrating their systems more completely, give their suppliers and customers the ability to see the location of products in parts-suppliers’ warehouses on a real-time basis.
Sauer says parts suppliers and end-users will increasingly continue to outsource their transport and logistics requirements. In parallel, increasing globalisation will create more joint ventures, and more co-operation programmes among parts suppliers, logistics fi rms and airlines. Total-support care packages and power-by-the-hour agreements will continue to proliferate.
“We certainly see a trend towards more partnering between parts and supplies organisations who are looking to outsource the non-core-revenue-generating areas of their operations, such as warehousing and freight management, to organisations such as our own,” in an attempt to look holistically at improving turn-round times and cutting costs, remarks Perkins.
Meanwhile, he concludes, “Over the past few years we have seen considerable growth of the BRICs markets and there will undoubtedly continue to be a migration of spend away from Europe into those markets.” Companies involved in the aerospace-spares logistics business will have to keep their wits about them in order to thrive. ■
UBM AVIATION FUTURE EVENTS 2012
For more information on sponsoring, speaking or exhibiting at any of the above events please contact:
Michael A. Oakes, UBM Aviation Events, Tel: +44 (0)20 7579 8278, Email: [email protected]
Colin Hall, UBM Aviation Events, Tel: +44 (0)20 7579 4864, Email: [email protected]
DATE EVENT LOCATION
8-9 February Aero-Engine Conference USA Miami Florida, USA
March
1-3 May
Airline Engineering & Maintenance India Conference
ap&m Europe Expo & Conference
Mumbai, India
March ap&m Online Europe Virtual Event
15-16 May Airline Engineering & Maintenance Middle East Conference
May Airline Engineering & Maintenance China Conference Bejing, China
23-24 May Engine Leasing, Trading & Finance Europe Conference
London, UK
July ap&m Online Alternate Parts Virtual Event
12-13 September Airline Engineering & Maintenance Asia Pacifi c Conference Singapore
September Airline Engineering & Maintenance Latin America & Caribbean Conference
September ap&m Online USA Virtual Event
3-4 October Aircraft & Engine Financing & Leasing USA Conference USA
17-18 October Aero-Engine Conference Europe London, UK
November ap&m USA Expo & Conference USA
14-15 November Airline Engineering & Maintenance Central & Eastern Europe Conference Istanbul, Turkey
December Managing Aircraft Maintenance Costs Conference
London, UK
N.B. All events and dates are subject to possible change or omission.
Abu Dhabi
London
March ap&m Online March ap&m Online March ap&m Online March ap&m Online Europe Virtual Event
July ap&m Online July ap&m Online July ap&m Online July ap&m Online Alternate Parts Virtual Event
September ap&m Online September ap&m Online September ap&m Online September ap&m Online USA Virtual Event
Rio de Janeiro / Panama
Aviatio events list.indd 1 2/9/11 15:16:50MRO Yearbook 2012.indd 94 16/09/2011 13:51

UBM AVIATION FUTURE EVENTS 2012
For more information on sponsoring, speaking or exhibiting at any of the above events please contact:
Michael A. Oakes, UBM Aviation Events, Tel: +44 (0)20 7579 8278, Email: [email protected]
Colin Hall, UBM Aviation Events, Tel: +44 (0)20 7579 4864, Email: [email protected]
DATE EVENT LOCATION
8-9 February Aero-Engine Conference USA Miami Florida, USA
March
1-3 May
Airline Engineering & Maintenance India Conference
ap&m Europe Expo & Conference
Mumbai, India
March ap&m Online Europe Virtual Event
15-16 May Airline Engineering & Maintenance Middle East Conference
May Airline Engineering & Maintenance China Conference Bejing, China
23-24 May Engine Leasing, Trading & Finance Europe Conference
London, UK
July ap&m Online Alternate Parts Virtual Event
12-13 September Airline Engineering & Maintenance Asia Pacifi c Conference Singapore
September Airline Engineering & Maintenance Latin America & Caribbean Conference
September ap&m Online USA Virtual Event
3-4 October Aircraft & Engine Financing & Leasing USA Conference USA
17-18 October Aero-Engine Conference Europe London, UK
November ap&m USA Expo & Conference USA
14-15 November Airline Engineering & Maintenance Central & Eastern Europe Conference Istanbul, Turkey
December Managing Aircraft Maintenance Costs Conference
London, UK
N.B. All events and dates are subject to possible change or omission.
Abu Dhabi
London
March ap&m Online March ap&m Online March ap&m Online March ap&m Online Europe Virtual Event
July ap&m Online July ap&m Online July ap&m Online July ap&m Online Alternate Parts Virtual Event
September ap&m Online September ap&m Online September ap&m Online September ap&m Online USA Virtual Event
Rio de Janeiro / Panama
Aviatio events list.indd 1 2/9/11 15:16:50MRO Yearbook 2012.indd 95 16/09/2011 13:51

96 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
SUPPLY CHAIN MANAGEMENT isn’t sexy, but it does provide the vital lubrication for any modern, global industry to function.
Aviation has traditionally lagged behind the high-tech, pin-point processes of the automotive sector – lacking in the latter’s linear production lines, dual-sourcing strategies and zero-tolerance approach to shoddy suppliers.
Weak supply management has cost some manufacturers dearly, none more so than Boeing, whose Dreamliner programme suffered embarrassing rolling delays due to a shortage of the
most basic components – nuts and bolts. Boeing is learning from its mistakes, as are smaller manufacturers such as Eclipse Aviation, whose Eclipse 500 very light jet programme was foundering before management began employing supply and manufacturing techniques borrowed from the car industry and, in doing so, quadrupled production.
But there are only so many lessons aviation can learn before it must tread its own path, particularly in the fi eld of aftermarket support. Aircraft, of course, must be inspected and maintained more regularly and to far more exacting standards than cars.
As world tra� c picks up and airlines once again begin to push frequencies and capacity, the demand for maintenance and spare parts will also rise. But with fewer airlines today managing their own inventories, are third-party supply chain managers in the right position to ful� l resurgent demand for spares?
Trends in supply chain management
MRO Yearbook 2012.indd 96 16/09/2011 13:51

MRO YEARBOOK 2012 | 97
SUPPLY CHAIN MANAGEMENT
RIDING THE CYCLEPanicking airlines struck with broken aircraft on the tarmac and irritated customers in the terminal demand the highest level of support from their parts suppliers. As a result, all big providers claim to offer the immediate dispatch of parts or components needed to get passengers back in the air. But while it is difficult to distinguish between the claimed AOG service levels of large parts suppliers, alternative approaches to the day-to-day business of non-emergency parts supply can be identifi ed.
In simple terms, demand for parts reflects the volume of flight activity and associated maintenance. However, the equation is muddied by a lag between the two activities and the time it takes airlines to adjust capacity and frequencies – as well as the differing approach of airlines and MRO shops to maintaining their own inventories.
Most airlines today run ‘lean’ inventories, maintaining minimum stock levels and ordering parts on a ‘just-in-time’ basis. However, during the economic downturn many chose to burn through whatever stock they did hold to conserve cash. This created a dilemma for spares suppliers, who were faced with the choice of keeping their own costly, unwanted inventories during the recessionary period, or letting stocks dwindle and fi nding themselves short when demand picked up again.
Even at a reduced level, though, aircraft continue operating through a downturn, which means that maintaining inventories, especially of production parts with long lead times, can be a great way to add market share. However it requires a confi dent reading of the cycle, as Edward Dolanski, COO of Aviall, explains: “Many customers will opt to deplete their inventory before replenishing which creates an exaggerated, but temporary decrease in demand, followed by a higher level of urgency. That rollercoaster demand curve is not for the faint of heart.”
Having been a wholly-owned subsidiary of Boeing since 2006, Aviall has exploited the fi nancial clout of its parent to support expansion. The company was a supply chain giant in its own right before the Boeing takeover, but since 2006 it has broadened its off ering through deals with OEMs such as Pratt & Whitney, GE and Rolls-Royce. To insulate itself from vagaries inherent in the airline cycle, Aviall has diversifi ed into other aviation sectors. Presently the company derives roughly half its sales from the airline sector, a quarter from business and general aviation, and a quarter from military parts provision.
In 2009 it won an exclusive contract to forecast, order and deliver all OEM replacement parts unique to GE’s CF34-3 engine, used to power regional and business jets. In early 2010, manufacturer Piper awarded it a global parts distribution contract, providing Aviall with its fi rst full airframe manufacturer and bolstering its presence in the general aviation market.
Unfortunately, the general aviation and corporate jet sectors were hit even harder than commercial airlines during the downturn, as capacity and recreational fl ying scaled back, hitting demand for maintenance and the spare parts required for it. But while customer demand for parts can swing dramatically as corporate charters, airlines and maintenance providers transition from growth to downturn, parts providers must also keep an eye on manufacturers – their suppliers. These will attempt to adjust their production rates to the prevailing market conditions, but such changes take time to implement, meaning that production can fall out of step with demand.
“Watching sales fall quickly and inventory grow even faster is quite painful and there is not much to be done in the short term to solve the problem,” says Dolanski. “Throughout the downturn, Aviall consciously acted as a cushion for our suppliers to dampen the rollercoaster eff ect. We provided them frequent updates to our demand forecasts and also notifi ed them when we reduced our purchasing activity to refl ect the reduced market demand.”
Florida-based STS Component Solutions also espouses frequent interaction with suppliers and customers. EVP and general manager Tom Covella says: “We utilise both internal and external resources to build our trend analysis and forecast demand, and build our inventory models based on this data.
PLANNING TO PART TYPEDue to the complexity of aircraft and engines, supply planning practices and processes are tailored to a multitude of different material categories. Here, supply chain management lubricates the industry both metaphorically and literally; oils and hydraulic fl uids, for instance, are stocked and ordered according to very different criteria than wing flaps or landing gear – but a shortage of either can ground an aircraft.
Consumables such as oil are generally forecast according to historic usage, as are expendables – items that can only be used once – such as nuts, bolts, seals and O-rings. Larger pieces of equipment, however, such as engines and landing gear, have predictable maintenance periods that can be planned quite precisely, along with their associated spares requirements.
Parts and components that can be repaired and reused will also require different planning: inventories of so-called rotables and repairables are maintained according to the signifi cance of the part. Essential items are classifi ed as ‘no-go’ parts – without which an aircraft cannot fl y commercially. ‘Go if ’ parts are still important items but, if inoperative, their replacement may be deferred until the aircraft’s next maintenance event.
Unplanned maintenance often involves insurance items and structural components such as wing flaps and engine intakes, which can easily be damaged on the ground. Such incidents are usually handled on an ad-hoc basis, and in some cases, necessitate a dedicated aircraft on ground (AOG) team to ensure timely dispatch of parts to keep an aircraft in scheduled revenue service.
MRO Yearbook 2012.indd 97 16/09/2011 13:51

98 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
Additionally we work very closely with our core customers to identify high-demand, limited-supply components so that we can establish adequate stock levels.”
Like Aviall, STS, which focuses on the supply and support of new generation commercial aircraft components, has built on OEM business partnerships and distribution agreements to grow its business. The company now claims roughly 105 end-users of its parts in more than 35 diff erent countries.
One way STS Component Solutions diff ers from Aviall is in its engineering and maintenance arms. It has been able to leverage synergies with STS Aerostaff, STS Engineering Solutions and STS Line Maintenance which provided alternative ways of negotiating the downturn, allowing the company to exploit economies of scale for staffi ng, engineering services, maintenance and the supply chain functions. Covella says: “We were very fortunate that the economic downturn had a minimal impact on our business. We were exposed to some bad debt but other than that our business was flat, as opposed to the reduction that many other companies experienced in the market.”
TECHNOLOGY’S GROWING ROLEThe complexity of modern aircraft and associated maintenance, plus the requirement to keep meticulous
records, means that IT and other technologies are vital in order to streamline the supply chain process and drive effi ciencies within it. A good example is radio frequency identifi cation (RFID), which allows inventory items to be tagged electronically, enabling logistics professionals to keep a precision eye on stock levels.
Electronic Data Interchange (EDI) is another important effi ciency driver. Rather than exchange purchase or order documents by fax or paper mail, EDI allows companies to transmit the same data via the internet in a common format. This naturally speeds up communication, but it also reduces cost and the potential for human error.
Faster transaction times help maintain effi cient inventory levels, which can also lower freight costs, as items should already be where they are needed. STS uses EDI for the receipt and processing of orders and invoices; electronic invoicing and shipment notifi cations; and bar coding for the tracking and management of inventory.
Covella comments: “The more technology can be utilised as a data interchange and interface, the more eff ective the supply chain process will become. The biggest challenge will be to establish the common platforms on how this data can be managed and eff ectively be implemented electronically.”
However, as Covella alludes to above, EDI is not without its drawbacks. As documents are transferred in a common format, all parties must have their software up to date. This can hit long-term customer relations if that customer suddenly fi nds themselves out of the technology loop; not to mention lengthy hold-ups as EDI documents are transferred back to paper.
This is a very real problem in the aviation supply chain market, where Dolanski feels “most companies have not kept pace with the IT capabilities that are well-established in other industries”. The Aviall executive says that changing regulations and fi erce competition have curtailed investment in technology. “Accordingly, many companies in aviation continue to conduct supply chain activities in a very manual fashion, relying heavily on experienced employees to ‘do the right thing’,” he says.
An over-reliance on staff making the right call will inevitably hit those companies that have neglected IT investment once such employees retire. And as the supply chain gets more complex, and customers and suppliers begin to expect more automation, these companies may be forced out of the market.
Dolanski gives an example of how Aviall has stayed ahead of curve in this respect: “Our commitment to technology investment enables us to accurately forecast demand for an ever-growing portfolio of fl ight-critical products, many of which have very long production lead times, yet are expected to be in stock and ready to ship by our many customers.”
MRO Yearbook 2012.indd 98 16/09/2011 13:51

MRO YEARBOOK 2012 | 99
SUPPLY CHAIN MANAGEMENT
PMA AND POOLINGRather than keep their own stock, many airlines are now giving up their inventories and relying on centralised pools of spares that are drawn on by many operators. The corollary to this is that those airlines also outsource their supply chain management to third parties. Aside from tapping into economies of scale, the advantages of pooling are that it allows airlines to focus on their core operations and transfer risk onto specialist supply managers.
As more airlines outsource their own inventories, the dynamic of the supply chain industr y changes, in theory presenting more opportunities in the market. Other avenues are also opening, particularly the growing PMA parts industry. Where once suppliers were limited to providing original, branded components, they now have access to the equivalent parts manufactured by third parties. Of course, acceptance of such parts varies according to customer, but
The Magellan Group provides integrated aftermarket aviation support services to the global airline industry. We sell, lease, and manage aircraft, engines, and spare parts to over 250 customers in 50 countries.
Airframe SupportRegional AircraftATR 42 / 72Dash 8 100 / 200 / 300 / 400Embraer 120CRJ 100 / 200
Commercial AircraftAirbus A300 / A310 / A320 / A340 / A330Boeing 737 / 747 / 757 / 767
Engine & Parts Sales & LeasingRegional EnginesAll PW100 series,including PW150 CF34 A1/B1 AE3007A1
Commercial EnginesCF6-50C2 / 80C2PW4000 CFM56V2500
Professional Services
Aircraft & Engine Management
Consignments & Purchasing of Surplus Inventory
Aircraft & Engine Leasing & Trading
Joint Ventures
Asset Management
Technical Advisory Services
www.magellangroup.netMagellan Aircraft Services
FPA_check ATEM113_ATEM 113 09/09/2011 08:19 Page 1
PMA does open lines to parts that may otherwise have been out of reach due, for example, to exclusive agreements between manufacturers and other suppliers. Naturally, though, there is nothing to stop PMA manufacturers themselves locking in exclusive distribution contracts!
STS’ Covella says: “We see the increased awareness and acceptance of PMA products as a continued growth opportunity for our business. We have several PMA products that we are the OEM-authorised distributor for. These OEMs have many years of experience on these products and technologies and our ability to demonstrate cost savings and performance improvements has led to new business opportunities for us.” ■
MRO Yearbook 2012.indd 99 16/09/2011 13:51

100 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
A paradigm shift has occurred in which a signi� cant increase in interest in PMA parts has been seen in South East Asia, Europe, and South America. PMA parts are also now being manufactured for almost every ATA chapter on the aircraft. Meanwhile, OEMs have increased their competitiveness with new service o� erings, threatening the position of PMA manufacturers.
PMA parts market update
MRO Yearbook 2012.indd 100 16/09/2011 13:51

MRO YEARBOOK 2012 | 101
SUPPLY CHAIN MANAGEMENT
SINCE THE 1950S, the Federal Aviation Administration (FAA) has been granting Parts Manufacturer Approval (PMA) for third-party manufacturers to produce replacement parts for aircraft. Without these PMA parts, aircraft parts would be
exclusively designed and manufactured by Original Equipment Manufacturers (OEMs), granting them a monopoly in the replacement parts market. To achieve certifi cation, PMA manufacturers must demonstrate to the FAA that a part is the same in all respects to one design in a type-certifi cated product or, through test and computation, that the part is the same as, or better than, the one it seeks to replace.
Advocates of PMA parts state that they provide cost savings of between 30 to 50 per cent, in addition to the design improvements; most OEMs assert that sticking with their parts will prove cheaper in the long-term, while pointing out potential safety risks. There are many sides to this debate, and it is one that has been particularly raging since the 1990s.
It was in this decade, and the one preceding it, where economic pressures forced airlines to actively seek any cost saving wherever they could find it. With PMA parts offering the saving they did, and the increasing prices of OEM spare parts, it is little wonder that PMA manufacturers began to see an escalation of interest. That is, once the FAA had embarked on a programme insisting that approval was necessary for all parts, and so the authority began issuing more PMAs as manufacturers clamoured to comply with the new regulations.
Despite stringent approval procedures being put in place, part of the reason why PMA parts have not gained a wider acceptance is due to concerns over the safety of using such parts. The FAA has done much in the last couple of years to put these fears to bed. In 2008, a Repair, Alteration and Fabrication Team (RAFT) study was conducted after the FAA found that OEMs were starting to put information in their maintenance manuals and instructions for continuous airworthiness that was deemed ‘anti-PMA’. A Special Airworthiness Information Bulletin (SAIB) was issued, stating that it is not up to the engine manufacturer to say that the installation of a PMA part is wrong or invalid, and eff ectively, that the FAA’s primacy must be respected.
Since that time, OEMs have been more cautious in expressing their safety arguments. The FAA said in the 2008 RAFT report; any further discussions will revolve around economics and not safety.” Jeff Dark, VP sales & marketing at PMA manufacturer Jet Parts Engineering, states that while “OEMs are still trying to throw out FUD (fear, uncertainty, and doubt) about the safety of PMA”, he sees “the fact that Pratt & Whitney is doing CFM PMAs, and Goodrich is doing Hamilton Sundstrand PMAs” as a “bit of ‘waving of the white fl ag’”.
Nevertheless, OEMs are still fearful about PMA parts safety. When asked about these concerns, engine OEM CFM International emphasised that “it is critical that system
PMA parts market update
interactions be assessed when part-level design changes are introduced”. The company related the following story: “In 2009, a CFM56-5 life limited part (LLP) failed in operation. This particular engine included a mixture of CFM parts, PMA parts and non-CFM (DER) repaired parts. This combination from multiple suppliers resulted in design changes being introduced to the engine operating system. As a result, the LLP was operated under conditions that had not - and could not have - been evaluated by CFM.
“Maintaining continued engine airworthiness requires proper assessment of system interactions. Engine manuals and shop-level criteria defined by CFM are based on the fundamental premise that parts installed in the engine conform to CFM’s design. CFM’s Instructions for Continued Airworthiness (ICA) do not and cannot account for new design features, new materials and/or new manufacturing processes introduced via PMA or non-CFM DER repairs. As a result, the analysis and conclusions included in CFM’s Instructions for Continued Airworthiness (ICA) simply do not address these confi gurations. Therefore, the use of CFM ICA to mixed confi guration engines is an area of great concern to CFM.”
Despite the FAA’s best intentions, then, the issue of safety of PMA parts is clearly not over yet. Nate Dalton, who oversees PMA Development at Wencor, notes that while “the days are past where an OEM can say arbitrary things about PMA”, he does not believe that OEMs are resigned to the validity of PMA parts. “They will continue to do battle in every way possible. To them, this is their aftermarket,” he concludes.
MRO Yearbook 2012.indd 101 16/09/2011 13:51

102 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
TIME PERSPECTIVESTurning now to economic considerations, the PMA debate here revolves around the immediate ‘short-term’ savings PMA parts offer, as opposed to the OEMs’ claimed ‘long-term’ benefi ts. There is no doubt that using PMA parts off ers cost savings over the OEM equivalents. However, many contracts in the industry do not allow the use of PMA parts, in order to protect and maintain aircraft liquidity, lifetime re-marketability, and residual value. Such contracts are particularly prevalent in the lessor community, and provide a signifi cant impediment to increased acceptance of PMA parts.
OEMs have also developed various ‘total support’ contracts and ‘power by the hour’ programmes which preclude the use of PMA parts and aim to help owners to differentiate asset value. And so the OEMs can argue that in the long run it makes economic sense to stick to OEM parts and maintain complete control over assets. While such initiatives are never explicitly stated to be an attempt to counteract the PMA manufacturers, the implication is pretty obvious.
I n t h e o r y , t h e i n c r e a s e d competitiveness of the OEMs is a good thing for the free market. Customers’ right to choose between using OEM and PMA parts is a major development in driving competition, and in turn innovation. If a healthy balance is maintained then there should be reason for all to celebrate. John McKirdy, regional sales director of the Americas at Chromalloy, endorses this sentiment but warns that should the OEMs “seek to block competition and the airlines participate just in long-term total service packages”, the operators would be “at a disadvantage in the marketplace”.
Jet Part Engineering’s Dark is critical of the OEMs’ motivation in trying to wrest away more control of the aftermarket. “OEMs are working very hard to retain and increase their market share. The power by the hour and ‘total services’ packages are attempts to shut out competition, whether it be alternative part suppliers or third party overhaul facilities,” he comments. “I’m confident that operators understand that they’d be better served long term to continue to support their alternative suppliers. The existence of competition is what is bringing OEMs to the negotiating table in the fi rst place.”
The OEMs would argue – legitimately- that they have every right to improve and enhance
their service offerings in response to the market situation. Indeed, when asked about its efforts to stay competitive, CFM responded with a long list highlighting its “continuous investment in the product line” and other support improvements.
There will always be a place for PMA manufacturers, though, according to Wencor’s Dalton. “It is not so much a strategy to detract from PMAs than to
win market share,” he says of the OEMs’ initiatives. “They will be successful in some cases, even able to deliver what they promise. But, they will not be able to deliver what they promise to everyone. That is where independent shops and aftermarket PMA parts step in to save the day.”
In the end, PMA manufacturers will have to take a philosophical approach to the increased OEM threat. “The OEMs are competing aggressively for market share, and they are leveraging their competitive advantages – breadth of line and MRO capability,” says Dave Kvasnicka, president of Aviation Component Solutions. “While that certainly poses challenges for us, it’s great for our customers. We’ll just have to continue to improve our off ering.”
GLOBAL EXPANSIONEven if the PMA manufacturers were to see a loss of business in the US as a result of these OEM strategies, it is likely that in the coming years it would be made up for in other regions of the world, where PMA acceptance and usage is rapidly developing. “There is an incredible amount of untapped potential regarding the use of PMA, and in our opinion, it’s only a matter of time until
many of the remaining barriers come down,” says Dark. “We’re seeing much more interest from South East Asia, Europe, and South America than we were even one year ago. This paradigm shift is coming through education and passage of time, where potential customers are consistently seeing their competitors benefi t from the cost savings and service levels provided by PMA manufacturers.”
The global recession has also had a significant impact, with the tough economic environment accelerating the trend of global acceptance of PMA. “Several of the airlines that had been on the fence regarding PMA part use have decided that they can no longer forego the savings provided by PMA parts,” asserts Kvasnicka.
In Europe, a number of “regulatory misunderstandings and other barriers” have prevented further use of PMA, according to Wencor’s Dalton.
However, in the Middle East and Asia major strides are being made as airlines there begin to “see the benefi t to their beleaguered airline
profitability”. Kvasnica agrees: “Over the last 18 months or so, several Asian airlines have started to use PMA parts.” However, it is in China where, despite having “it’s own set of hurdles to navigate in a non-western setting”, contracts are currently
being signed, and it is here where we “will see the most growth through the next few years”, says Dalton.
It will take the continued education of operators and civil aviation authorities to see PMA parts truly become a global phenomenon, but the baby steps, and now surely the fi rst major strides, are being taken. The “paradigm shift” Dark talks about is real; the great PMA debate and the competition between OEMs and PMA manufacturers is about to go global.
MRO Yearbook 2012.indd 102 16/09/2011 13:51

MRO Yearbook 2012.indd 103 16/09/2011 13:51

104 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT
YOUR DETAILS
Full Name
Job Title
Company Address
City State
Post Code Zip Code
Country
Phone Fax
Airlines
Administration
Technical
Operations
Manufacturer
Airframe
Avionics
Buyer Furnished Eqpt
Components
Engines
Helicopters
Raw Materials
Simulators
O’haul Base
Airframes
Engines/Components
FBO
Allied to Field
Advertising Agency
Other – please specify
Aviation Services
Academic Institution
Airforce
Airport
Airshow/Conference Co
Aviation Association
Form invalid unless fully completed, signed and datedSign here if you wish to receive
Aircraft Technology Engineering & Maintenance
Airline Fleet Management
Signature
Date
Upgrade your UBM Aviation subscription to a paid account withour Special Offer Rates to receive extra benefits not available tothose with a complimentary subscription. These include:
• Free Access to digital back issues of ALL UBMA publications;• Exclusive online database access;• Financing & Investing in Aircraft Annual Guide;• MRO Yearbook 2011;• The Engine Yearbook 2012 and Aerospace IT 2012.
It only takes a couple minutes to complete our online form and onceyour order has been processed you will have immediate access to allpaid benefits. Existing paid subscribers can use the promotional offerto extend all current subscriptions.
STANDARD 2010 SUBSCRIPTION RATES1 year = £150 (UK), $300 (USA), £170 (ROW)2 years = £260 (UK), $520 (USA), £300 (ROW)3 years = £350 (UK), $700 (USA), £410 (ROW)
Subscribe online at: www.ubmaviationnews.com/
Bank
Consultants/Brokers
Enthusiast
Government Body
Ground Support
Insurance
Leasing Company
Legal
Non Aviation Publishing
Parts Dealers
Public Relations
Publishing
Regulatory Body
Software
Tooling
NEW AFM iPhone / iPad App
AVAILABLE ATiTunes NOW!
PLEASE INDICATE COMPANY’S PRIMARY AREA OF ACTIVITY
SUBSCRIBE HEREFOR THE FULL ISSUE
SPECIAL OFFER RATES1 year = £45 (UK), $90 (USA), £55 (ROW)2 year = £77 (UK), $144 (USA), £94 (ROW)3 year = £102 (UK), $204 (USA), £126 (ROW)
If applying online, please quote SPECIAL OFFER CODE: UBMANP11FAX to +44 20 7579 4848. Or send your completed form to: UBM Aviation Publications, Subscription Department, Ludgate House, 245 Blackfriars Road, London SE1 9UY
Subs Ad 278 x 210 iPhone iPad app version_Layout 1 21/07/2011 13:33 Page 1
EXTENDING PMA REACHAs well as reaching across new continents, PMA
parts are also being manufactured across more places in the aircraft. Traditionally associated with the engine, it is now possible to find a PMA part available for almost every ATA chapter on the aircraft. This has to a large extent been guided by customer demand.
There has also been an emergent trend of more complex and larger parts being produced. The PMA industry has until now primarily focused on smaller, high volume parts, but as these opportunities become scarce, the focus is shifting to parts that may not have been on the radar of PMA manufacturers before. “Jet Parts Engineering recently developed a structural kit for CRJ aircraft that uses large sheet metal pieces to complete a modifi cation,” points out Dark.
While noting that the engine market has slowed somewhat because of “regulatory and OEM/leasing obstacles”, Dalton observes that PMA manufacturers are now particularly branching out into developing interior parts “because of their non-fl ight critical and expensive nature”. He says: “There is a new emphasis on [these] parts. Most airlines are willing to use PMA to save cost in these areas.” Wencor itself is preparing to add PMA parts to its product off ering.
For Chromalloy’s McKirdy, whose company primarily develops and certifies parts for the gas path of the engine, “blades and vanes continue to be the most prolific area of focus for us at this time”. The engine will always be the primary focus for PMA part development. “As a technology developer, we see future opportunities in the development of PMA parts for the newer, more fuel effi cient engines,” he concludes.
It is not just different parts of the aircraft, but diff erent aircraft types too, which are extending the reach of the PMA manufacturer. “The lion’s share of our catalogue today focuses on large commercial aircraft,” says Kvasnicka. “We see great opportunities in the regional marketplace – focusing both on regional jets and turboprops.”
THE OUTLOOKComing out of the recession, competition has certainly intensifi ed in the PMA parts sector – and not just from the OEMs. “Companies are doing more marketing, digging out costs, and becoming leaner and meaner in order to made money by taking market share from someone else – if the market is not growing you have to take share from someone else,” explains Dalton.
Like Wencor, Chromalloy intends to grow its business by developing PMA parts for additional engines, certifying new repairs “that are a viable option to scrapping and the high priced OEM repairs”, and continuing to “develop and patent new advanced coatings”. One of the largest PMA companies, HEICO, is also in the process of expanding and broadening its product offering. “Long-term success means responding to the needs of as many airlines as possible, whether that is through PMA or through an innovative range of DER (Designated Engineering Representative) repairs,” said a spokesperson.
Dark provides this encouraging outlook for the PMA sector: “Jet Parts Engineering has never had more optimism about the future than it has now. The world is opening to PMA and there is much opportunity.”
Although the PMA debate will rumble on, the whole world has become a potential market for the PMA manufacturer, and the whole aircraft now provides opportunities for the development of PMA parts. Even with the increased competitiveness and success the OEMs are likely to achieve, it is a good time to be in the PMA business. The OEMs are not the big, bad wolf – they are doing what they need to do to succeed and have every right to take a major slice of the aftermarket. And nor are the PMA manufacturers just unruly upstarts – they are providing healthy competition in a completely legitimate way.
The debate may not have changed all that much, but the ‘battlefi eld’ has got a lot bigger; and with the global market opening up, there is plenty of space for the strongest companies to operate – whichever side of the PMA fence they are on. ■
MRO Yearbook 2012.indd 104 16/09/2011 13:51

YOUR DETAILS
Full Name
Job Title
Company Address
City State
Post Code Zip Code
Country
Phone Fax
Airlines
Administration
Technical
Operations
Manufacturer
Airframe
Avionics
Buyer Furnished Eqpt
Components
Engines
Helicopters
Raw Materials
Simulators
O’haul Base
Airframes
Engines/Components
FBO
Allied to Field
Advertising Agency
Other – please specify
Aviation Services
Academic Institution
Airforce
Airport
Airshow/Conference Co
Aviation Association
Form invalid unless fully completed, signed and datedSign here if you wish to receive
Aircraft Technology Engineering & Maintenance
Airline Fleet Management
Signature
Date
Upgrade your UBM Aviation subscription to a paid account withour Special Offer Rates to receive extra benefits not available tothose with a complimentary subscription. These include:
• Free Access to digital back issues of ALL UBMA publications;• Exclusive online database access;• Financing & Investing in Aircraft Annual Guide;• MRO Yearbook 2011;• The Engine Yearbook 2012 and Aerospace IT 2012.
It only takes a couple minutes to complete our online form and onceyour order has been processed you will have immediate access to allpaid benefits. Existing paid subscribers can use the promotional offerto extend all current subscriptions.
STANDARD 2010 SUBSCRIPTION RATES1 year = £150 (UK), $300 (USA), £170 (ROW)2 years = £260 (UK), $520 (USA), £300 (ROW)3 years = £350 (UK), $700 (USA), £410 (ROW)
Subscribe online at: www.ubmaviationnews.com/
Bank
Consultants/Brokers
Enthusiast
Government Body
Ground Support
Insurance
Leasing Company
Legal
Non Aviation Publishing
Parts Dealers
Public Relations
Publishing
Regulatory Body
Software
Tooling
NEW AFM iPhone / iPad App
AVAILABLE ATiTunes NOW!
PLEASE INDICATE COMPANY’S PRIMARY AREA OF ACTIVITY
SUBSCRIBE HEREFOR THE FULL ISSUE
SPECIAL OFFER RATES1 year = £45 (UK), $90 (USA), £55 (ROW)2 year = £77 (UK), $144 (USA), £94 (ROW)3 year = £102 (UK), $204 (USA), £126 (ROW)
If applying online, please quote SPECIAL OFFER CODE: UBMANP11FAX to +44 20 7579 4848. Or send your completed form to: UBM Aviation Publications, Subscription Department, Ludgate House, 245 Blackfriars Road, London SE1 9UY
Subs Ad 278 x 210 iPhone iPad app version_Layout 1 21/07/2011 13:33 Page 1
MRO Yearbook 2012.indd 105 16/09/2011 13:51

106 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT • ADVERTORIAL
ACS Engineer Mike Carabotta and Quality Manager Mitch Kokish discuss the design of an impeller for an A320 vacuum generator.
ACS Engineering Specialists Tim Miller and Gene Robinson discuss the inspection plan for a gland end for an Airbus door jack.
In these tough economic times, how is the PMA industry doing? Is it growing, shrinking or holding its own? How is ACS doing?Fortunately, the PMA market is growing. According to AeroStrategy, the PMA market grew at about four per cent in 2010. They are forecasting 15 per cent growth in 2011 and nine to 13 per cent growth over the next several years.
At ACS, we’re doing great. We’re seeing better than market growth as we continue to develop new products and add new customers.
A view of the commercial aftermarketAviation Component Solutions (ACS) designs, certi� es, manufactures and distributes PMA parts for airframe and engine components and accessories for Boeing, Airbus, Bombardier, Embraer, Fokker, ATR and Saab aircraft. ACS President Dave Kvasnicka is often asked for his views on trends and developments in the commercial aftermarket, in the PMA parts industry, and at ACS. Here, he provides a comprehensive commentary on these topics.
So, has the recession and its slow recovery helped or hurt ACS?Both. It’s hurt in that we saw a drop in flying, which led to a reduction in demand for MRO services and spare parts. It has also resulted in more aircraft being removed from service and parted out, thereby increasing the supply of competitive surplus parts.
But, it hasn’t been all negative. The recession has increased the focus on cost reduction and, of course, PMA parts can be a big part of an airline’s or MRO shop’s cost reduction strategy. So, we’ve actually been able to add many new customers who, prior to the recession, were not buying PMA parts.
MRO Yearbook 2012.indd 106 16/09/2011 13:51

MRO YEARBOOK 2012 | 107
ADVERTORIAL • SUPPLY CHAIN MANAGEMENT
What changes to your business strategies have you made to help you get through the recession?Well, we’ve been reminded that our core principles continue to serve us well in good times and not-so-good times. We place a high value on retaining our well educated and experienced workforce. We continue to focus on excellent customer service, quality, and new product development. And, we’ve redoubled our eff orts on cost reduction and cash management.
How much have aircraft retirements hurt your business?Aircraft retirements are a natural part of our business. Of course, the pace of retirements accelerates or decelerates as market conditions change. Our strategy has been to off er a highly diverse product off ering relative to aircraft eligibility. So, we’ve got a nice mix of products in various stages of the product life cycle.
How has the competitive landscape changed over the last few years?In general, competition is increasing. On the OEM side, we’ve seen a few OEMs abandoning their misinformation campaigns in favour of engaging in good, old-fashioned competition on price and customer service. This, of course, is good for our customers and we’re ready for it. They have certain advantages, but then, so do we. We’ll let the customers decide who wins.
On the PMA side, more parts have multiple PMA companies off ering the same part. This, of course, heightens competition on price and customer service. Again, a win for the customer.
Regarding competition for new PMA development opportunities, the trend here is also toward increased competition. We’re seeing fewer airlines placing all of their PMA development eggs in one basket. More often than not, they are spreading their projects among three or more PMA companies. In this way, they’re not constrained by one supplier’s development capacity, so they’re getting more parts approved sooner.
ACS Engineering Specialists Tim Miller and Gene Robinson discuss the inspection plan for a gland end for an Airbus door jack.
ACS impeller for an A320 vacuum generator
MRO Yearbook 2012.indd 107 16/09/2011 13:51

108 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT • ADVERTORIAL
In recent years, certain OEMs have been successful in winning long term agreements to provide MRO services or to be the exclusive part supplier to major airlines. How do you deal with these OEM deals?One advantage the OEMs have over PMA companies is their breadth of line. They exploit this advantage when they off er these exclusive deals. We, however, are not without some advantages of our own. We off er signifi cant savings, better customer service, fl exibility and, where possible, an improved design with better reliability. And, we have another big thing going for us – most airlines are committed to maintaining a certain level of competition in their supply chain. They remember the era of OEM monopolies and they don’t want to return to it.
Is the PMA industry making any headway on the “no PMA parts on leased aircraft” issue?I believe we are, although not as fast as we’d like. More airlines are becoming aware of this issue and are unwilling to forego the savings that PMA parts can generate during the term of the lease. So, the trend seems to be in the direction of more airlines negotiating more favourable terms on this issue before they sign the lease.
What trends do you see geographically regarding PMA parts use?Overall, the trend is toward greater PMA acceptance, with North America still in front of Europe and Asia gaining quickly. Several Asian airlines have started using PMA parts during the last few years and several more are actively considering it. When one considers total market growth and the expansion in PMA acceptance, we are looking for Asia to be the fastest growing PMA market over the next several years.
The PMA industry has been slowly consolidating. Do you expect this trend to continue?Yes. We think the PMA industry is ripe for consolidation and we intend to be a consolidator. To date, we’ve made a few runs at target companies, but, for one reason or another, we couldn’t get the transaction across the fi nish line. But that’s the nature of the beast. We’re going to keep plugging away. We have several candidate companies identified and we feel very positive that we’ll be able to execute our roll-up strategy.
Looking forward, how optimistic are you about your industry and the broader economy?I am cautiously optimistic. Absent a double-dip recession or some other major shock to the system, we should see some modest improvement in the MRO marketplace. And, from a parts perspective, we think we’ll see an additional boost because short term supply chain strategies, such as reducing inventories and deferring maintenance, have largely run their course. And, on top of that, the trend toward greater PMA acceptance will continue. So, all in all, the PMA industry is a pretty good place to be right now.
What are the major threats to recovery?A signifi cant increase in fuel prices is probably the largest threat. Higher fuel prices drive air fares higher which, in turn, dampens demand for fl ying. Less fl ying means less maintenance and lower demand for spare parts.
What role can government play to help your industry recover?While many of the world’s governments could help significantly – mostly by easing restrictions, taxes and fees – I don’t believe they will.
But, in an airline-friendlier world, they would encourage lower and more stable fuel prices. In the US, the government would ease restrictions on oil exploration and drilling in the Gulf of Mexico, Alaska and elsewhere. They would approve the pipeline to transmit Alberta tar sands oil from Canada to the US. And, the EPA would stop trying to implement a cap and trade programme via regulatory fi at.
On the labour side, the US NLRB would leave Delta and Boeing alone. And, many of the world’s governments would reduce taxes and fees on tickets and fuel.
All of these measures would reduce the cost of flying, thereby generating revenue and employment growth in the industry. Are any of these measures likely? Probably not until after the 2012 American elections. ■
ACS compressor rotor for a 747 air cycle machine
ACS piston for an A320 damper
ACS drive shaft for an A320 hydraulic pump
MRO Yearbook 2012.indd 108 16/09/2011 13:51

MRO YEARBOOK 2012 | 109
ADVERTORIAL • SUPPLY CHAIN MANAGEMENT
FLORIDA-BASED KELLSTROM INDUSTRIES has been able to maintain its leading position in the aviation aftermarket by concentrating on what the company does
well. “We are not trying to be all things to all people. We have areas of core competency and we try to focus on what we do well everyday,” says company president and CEO Dennis Zalupski.
Kellstrom’s business can be divided into three segments: commercial aerospace, defence aerospace, and repair and repair management. He expands: “Basically whether you are talking about the commercial or defence side of the business, we are a service provider. Other than repairing parts, we do not manufacture anything. We supply parts, logistic services, supply chain management services and asset management services to our customer base.”
Established in 1990, Kellstrom Industries started out as a small business servicing the aerospace aftermarket. Since then it has grown steadily to become a globally recognised company with an international reputation.
Kellstrom Industries profileOn the repair side, Kellstrom provides avionics and
accessories repairs for its commercial and military aviation customers through its High Tech Avionics & Accessories division. High Tech is a certifi ed Part 145 repair station that specialises in the repair and overhaul of avionic products and accessories for commercial and military aircraft. Licenses held include the FAA (H1XR361N) and EASA (145.4529). The company’s world-class 33,000ft2 facility includes state-of-the-art equipment such as the RADA SMART CATS ATE System that enables it to diagnose and repair new generation aircraft parts more efficiently. Accessory repair capabilities have been extended to include a variety of commercial hydraulic and pneumatic components.
MRO Yearbook 2012.indd 109 16/09/2011 13:51

FPA_check 110_ATEM 110 25/03/2011 11:22 Page 3
110 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT • ADVERTORIAL
CORE COMPETENCIES Kellstrom concentrates on its key strengths, which can be broken down into four areas of core competency. The first area is asset management, which involves taking large pools of capital (whether Kellstrom’s or the customer’s) and managing those assets, be they engines, aircraft or inventories. The second, and perhaps the area for which Kellstrom is most well-known, is OEM part distribution to the aftermarket. Zalupski believes that many OEMs are focused on new production and do not have the infrastructure in place to service the customers in the aftermarket. He says: “The aftermarket is our entire business. We are in airlines, repair facilities and the overhaul facilities around the world everyday, whether they be military or commercial. Because of that, OEMs come to us and ask us to distribute their product to the aftermarket.”
The third area is Kellstrom’s proprietary information technology system, which enables it to interact directly with its customer base regardless of which software system is used. “If our customers run SAP we can build a platform that can interact with their SAP system. If they run Quantum we can build a platform that interacts with that. We think our IT system is a very proprietary product that Kellstrom brings to the marketplace. The 10+ years of transaction history in our system helps us and our customers manage their business better,” explains Zalupski.
The last area of competency is supply chain management services. “Our goal is to provide parts to our customers where and when they need them, at a fair price, and at a service level that is consistent with their needs,” explains Zalupski.
MRO Yearbook 2012.indd 110 16/09/2011 13:51

FPA_check 110_ATEM 110 25/03/2011 11:22 Page 3
MRO Yearbook 2012.indd 111 16/09/2011 13:51

CUSTOMERS Kellstrom primarily supports Airbus and Boeing platforms, as well as Bombardier and Embraer regional aircraft. On the engine side, it supports GE, CFMI, Rolls-Royce and Pratt & Whitney products. About 80 per cent of the business on the commercial side is conducted with either the airlines or repair facilities. Major customers include Lufthansa Technik, Air India, Air France and Air China. On the military side customers include the US government, OEMs such as Lockheed Martin and international operators, like Marshall Aerospace of the UK, Qantas Defence Services in Australia, Royal Thai Air Force and Royal Malaysian Air Force.
Kellstrom distributes new parts into the aftermarket for an extensive list of OEMs including Ametek, Pacifi c Scientifi c, Aircraft Battery Shop, Honeywell, Stork SP Aerospace, InterConnect Wiring, Arrowhead Products and Engineered Fabrics. The company represents its OEM partners either exclusively or on an authorised basis.
Kellstrom stocks an extensive inventory of OEM parts negating the need for its customers to endure the OEM’s manufacturing lead times. Zalupksi regards this as bringing real value, because it is a just-in-time inventory service at a fair price.
112 | MRO YEARBOOK 2012
SUPPLY CHAIN MANAGEMENT • ADVERTORIAL
ENVIRONMENTIn the repair business particularly, there is some use of various chemicals for the cleaning and painting processes. Zalupski says those chemicals, and the way they are handled, meet all of the latest global environmental standards. He explains: “We are very sensitive to doing things according to environmental standards. For example, the crates that we build to ship our products in, are built not to the standards that are common here in the US, but to the standards common to Europe or Asia. That allows our products to be shipped without having to change boxes or change materials.”
VISIONZalupski feels that his vision for Kellstrom is quite simple — to make sure it continues to be the best aftermarket services provider in the industry. He says that the company started off moderately sized and has grown steadily.
Despite the diffi culties the aviation industry has experienced over the last couple of years, Kellstrom, because of its product and business diversity, has weathered the storm and is well-positioned for the inevitable industry upswing. “In the end, it is all about us being able to service our customers. If we don’t provide products and services better than the OEM or better than our competitors we simply won’t be successful,” he concludes. “We focus every day on making sure that we service not only our customers, but that we also manage our vendor base in the best manner we possibly can.” ■
MRO Yearbook 2012.indd 112 16/09/2011 13:51

MRO YEARBOOK 2012 | 113
INFORMATION TECHNOLOGY
TRAXChris Reed, managing director of TRAX, believes that the essentials of eff ective maintenance and planning software lie in having the correct data, aircraft inspection requirements, fl ight schedules, manpower, materials and hangar space available. “Then it is having the ability to link all of that data together to make a picture of what is required, when it is required, and how you intend to accomplish it,” he says.
The company’s TRAX Maintenance software provides a graphical planning tool for short, medium and long term planning, according to Reed. Additionally, the TRAX long term planning module has been developed in collaboration with the company’s customers to provide up to a ten-year detail plan and a 20 year summary plan of maintenance requirements.
The company has been working on RFID provision within the application for supporting tracking components on the new generation of aircraft. “We have programs in place for specific developments regarding new aircraft such as the 787 which has a high level of software based components,” says Reed. “This includes a new long-term planning module, more mobile device support; complete web based installations, electronic signature and enhanced digital documentation support.”
TRAX software is used by a number of airlines of diff erent sizes and complexities due to the fact that it contains functions and features that are advantageous at all levels. Reed says: “One of the benefi ts that our customers fi nd is that even the smaller carriers often have good development ideas for the package as they tend to be more effi cient in the usage of their resources and rely more heavily on the software tool to do the job for them, hence higher levels of automation.”
Reed adds that his clientele’s selection processes “were very thorough and it was always a tough competition to get the business, however, TRAX provides very strong customer support and implementation services.” Naturally, these services are essential in making the complex and difficult process of implementing such software a less diffi cult ride. The software is highly developed and contains the majority of the functions that the market requires; “out-of-the-box rather than going through expensive and time consuming development programs,” he says.
Maintenance planning and schedulingPredicting things before they happen could be the saviour of many industries. In aviation, this notion is even more telling than in others because the lives of passengers are continually on the line. Automated IT planning and scheduling tools are a key factor in integrated software solutions that enable proactive planning.
AMICOSDenmark’s Cimber Air Data is about to release the ‘Next Generation’ (NG) update of its AMICOS software — a fully web enabled solution with facilities to integrate “best of breed” solutions that interface and share common data with AMICOS.
The company says the product gives customers “the possibility to view and monitor all activities and data by graphical components” giving operators the edge “both in long term planning as well as detailed planning/hangar floor planning”.
Another module, especially designed for MROs, has also been released recently, encompassing a wide range of functionality. “One example is that you can incorporate the various contracts you might have, a full cost collection facility, ability to generate invoice documents, including pre, down and post payment,” says a spokesperson. “It is fully integrated to AMICOS NG and the work package generation, including work papers directly linked with graphical inputs from vendor – or your own.”
AMICOS solutions are based on the standards and business requirements that are effective for the aviation industry. Unlike many other solutions available to market, the company says they “are not modified production planning systems and as such we have from the beginning incorporated all requirements, philosophies and expressions that are special for the industry”.
The integrated architecture enables the system to generate work packages,
material requests, allocations and reserve tools in order to identify the skill and competences required. This in turn acts to streamline the planning and maintenance process.
The ability to identify shortages of material and tools early in the planning process allows purchasing departments to take appropriate action which, again, helps to reduce costs and increase reliability — ensuring aircraft are released for service according to plan.
As aircraft become more computerised, Cimber expects to see an increase in systems that can integrate directly to the aircraft: “We will see more of EFB [electronic flight bags] as a means of cost reduction. System like ours must either integrate to EFB or create “Apps” that are compatible and share data with the main solution.”
Looking to the future, Cimber makes two predictions. “I expect the winners in our industry to be those vendors who will be able to understand and secondly incorporate solutions that are improving their clients’ quality and economy.” The company also believes there will be more consolidation in the business. Companies will “join forces with previous competitors” or “incorporate smaller vendors as part of the large players’ portfolio of solutions”.
MRO Yearbook 2012.indd 113 16/09/2011 13:51

114 | MRO YEARBOOK 2012
INFORMATION TECHNOLOGY
OMEGA AIRLINE SOFTWAREOmega Airline Software is the developer of Ames, an enterprise software suite dedicated to managing maintenance schedules of commercial aircraft. Michael Formby, director of marketing, believes automated planning and scheduling tools are now operating at such a sophisticated level because of “computer processor speed and power” in addition to memory being so inexpensive it has allowed companies “to integrate more power into the scheduling engine”.
In the past, there was a lot of concern about the speed of the operation and how much internal memory was being used; now those things aren’t really a problem. This allows companies to open up the scheduling engine to do more for the planner before he or she even gets started.
The package specifics of Omega Airline Software are manifold. For example, the LRP creates an optimised maintenance plan for any fleet size or configuration for up to 20 years and includes budget and fleet planning (availability) functionality. In addition, the event scheduler interfaces with the long range planning module to maintain and add detail to the plan as each visit nears production.
It can also schedule Line/RON, which takes maintenance requirements from various sources and consolidates them into a visual tool for creating the line and/or RON maintenance schedule. This in itself incorporates shop scheduling, package builders, base visits, which schedules and build packages for base/heavy check maintenance, and AmesMRO — a labour and facility management for MRO organisations.
Formby has identifi ed a shift in recent times from Windows-based apps to a web/browser based platform. This move will make implementing, using, and maintaining an Ames system easier than it’s ever been.
“We off er the only functionality of its kind in the marketplace,” claims Formby. “Ames has been in use since 1991 and it has been under continuous improvement since then. All of our customers have contributed something to making Ames better.”
Each customer has its own specifi c requirements. An optimisation function in the software allows prioritisation of whatever goal the customer is trying to achieve, whether it is aircraft availability, revenue, yield or maintenance cost, available resources or MRO utilisation.
Another benefi t of the software is in timing. “Ames greatly reduces response time when information is needed,” says Formby. “If management needs to know the effects of a change to the business environment, a planner with Ames can tell them in minutes rather than hours or days.” Ames also increases visibility of vital data as well as the quality,
accuracy, detail and stability of that information. “Anyone in a planning department can tell you that being a planner also means you have
to be an amateur desktop publisher from all of the Excel sheets and charts and graphs and things you have to build in order to distribute the plan across the organisation to anyone who needs it,” concludes Formby. “Ames makes this part of the job easy with web based viewing and reporting on the plan plus many ways of getting the information that is needed out of the plan.”
The world of aviation maintenance is evolving. Maintenance organizations looking to maintain their competitive edge and safeguard their future need adaptable maintenance software. With its unparalleled commitment to
quality and innovation, Mxi Technologies delivers industry-leading software that lets you keep pace.
Don’t just react to changes in the aviation industry. Evolve with them.Join the Evolution. mxi.com/evolve
EVOLVEMXI-15868 • MRO Yearbook Ad 2011 • Trim Size: 210mm (8.27”) w x 278mm (10.95”) h • Full Page with bleed: 216mm w x 284mm h •
Prints CMYK • Due: Aug. 15 • Publication date: Aug. 2011
MXI-15868_MRO Yearbook Ad 2011.indd 1 8/15/11 3:26 PMMRO Yearbook 2012.indd 114 16/09/2011 13:51

The world of aviation maintenance is evolving. Maintenance organizations looking to maintain their competitive edge and safeguard their future need adaptable maintenance software. With its unparalleled commitment to
quality and innovation, Mxi Technologies delivers industry-leading software that lets you keep pace.
Don’t just react to changes in the aviation industry. Evolve with them.Join the Evolution. mxi.com/evolve
EVOLVEMXI-15868 • MRO Yearbook Ad 2011 • Trim Size: 210mm (8.27”) w x 278mm (10.95”) h • Full Page with bleed: 216mm w x 284mm h •
Prints CMYK • Due: Aug. 15 • Publication date: Aug. 2011
MXI-15868_MRO Yearbook Ad 2011.indd 1 8/15/11 3:26 PMMRO Yearbook 2012.indd 115 16/09/2011 13:51

116 | MRO YEARBOOK 2012
INFORMATION TECHNOLOGY
MXI TECHNOLOGIESDue to the fact that aviation maintenance is a very information-intensive business, Mxi Technologies’ has developed a third generation Maintenix solution that enables an environment where maintenance information is accurate, up to date, and available on demand.
“Just as importantly,” says Evan Butler-Jones, the company’s product marketing manager, “Maintenix software also shortens the reaction time to respond to new situations. Other solutions on the market today simply act as a data repository, or provide users with complex screens filled with massive amounts of data that do not provide real business benefi t to an organisation.”
Instead, the information housed within the Maintenix solution can eff ectively and effi ciently be used to enable process automation, enforce business and regulatory rules and shorten reaction times in the event of non-routines or unexpected operational changes.
In contrast to legacy systems and a number of currently-marketed solutions, third generation business systems are designed to enable an optimised maintenance enterprise, by looking at the business of maintenance holistically, and looking for ways to use information and process models to find the most eff ective way to run the business.
Maintenix has been developed over the last 15 years — in conjunction with many of the world’s leading maintenance organisations — to enable an optimised third generation approach to maintenance. A third generation approach includes modelling the data, the business processes and rules, the standard regulatory rules, and other decision points directly into software.
“Using these rules along with the real time information contained within solution, Maintenix is able to simplify the work of the maintenance organisation. As one example, several customers have seen this approach reduce the effort required to create and schedule work packages by 30-60 per cent, while reducing the
potential for human error in the process,” said Butler-Jones.
The Maintenix software is broken down into five key modules, with several sub-modules falling under each. The key modules comprise maintenance engineering and i n f o r m a t i o n m a n a g e m e n t , maintenance planning, maintenance execution, material management and fi nally, business support.
“Most of Mxi’s customers look at their adoption of Maintenix as a key enabler in moving to a new way of doing business. Our customers often hit upon two challenges, common in enterprise software projects, when implementing Maintenix,” said Butler-Jones.
One of the challenges, he says, is organisational change management. “In order to gain the true advantages avai lable through automated workflows, e-signatures, and other advanced business processes, a significant amount of training and change management must occur in an organisation.”
Often, according to Mxi, the adoption of Maintenix means a significant shift in the day-to-day work of many people in the organisation, as their roles change from repetitive data processing and paper based communications to more proac t ive ac t iv it ies. “Recognising the importance of each individual’s understanding of the new business approach, Mxi works with our customers to ensure the transition is as smooth as possible.”
The second chal lenge is in improving information cleanliness
RAMCORamco’s director, product and market management, John Stone, believes the key to eff ective maintenance and planning software is simplicity and visibility. “There is no single key to effective software, rather a combination of functions that enable overall eff ectiveness,” he comments.
Within these constraints, he lists graphical representations of maintenance due in relation to due date, estimated ground time, and maintenance program yield, constraint management, task dependency representation and graphical drag and drop into maintenance slots as the defi ning factors in successful software platforms.
and accuracy. “In the process of adopting the Maintenix solution, customers often fi nd that data held within their existing systems is out of date, or inaccurate. Maintenix software’s sophisticated data checking rules fl ag these inaccuracies as soon as they enter the system, where previously they may have gone uncorrected. Cleaning the data as it is moved from old systems into Maintenix software is an important factor in ensuring that mechanics and materials managers are not bothered by ‘bad data’ when the new system is turned on.”
MRO Yearbook 2012.indd 116 16/09/2011 13:51

MRO YEARBOOK 2012 | 117
INFORMATION TECHNOLOGY
“Specifi cally, those companies that understand the relationship between the aircraft maintenance operations and core enterprise resource planning have made the largest steps in the industry. It is not enough to have a planning engine that runs against rule sets and displays in a project Gantt chart. The software must be developed fi rst and foremost around the concepts specific to maintenance programs and their execution.”
This allows for reliable tracking of the aircraft and component compliance while ensuring that manpower constraints, supply chain performance and maintenance base utilisation can be accounted for and maximised.
As part of the Series 5 product for M&E and MRO, Ramco has incorporated a user friendly planning board. The planning board provides graphical views that can be filtered to show individual aircraft, fleets and medications in a single view. Maintenance program items can be easily collected into work packages and a full view into the materials, tooling and other constraints is provided.
Once the planner has created the work package, these can be moved (via drag and drop) to a graphical slot planner. Slots can be predefined to maintenance bases, flight schedule opportunities, hangar bays and shop locations. Once work is assigned to specific locations, materials are automatically picked for the local warehouses as appropriate, or movement requests are generated to transfer the materials from one location to another, if required.
“As you can imagine, developing software like this is quite complex. Skills are required in enterprise resource planning systems, database architecture, aircraft maintenance programs and planning, user centric design and human factors engineering, and many higher end specialty skills aside from the meat and potatoes application development engineers,” says Stone.
He believes that the greatest challenge is solving the usability issue and understanding the right pieces to
automate. Ensuring that the planning system meets the core objective of the planning department is critical. With this solved, user adoption and maximum benefi t gain is ensured.
The latest advancements in Ramco packages are twofold. These being the graphical depiction of the maintenance plan while representing the cr i t ica l decis ion mak ing information on a single screen and the ‘available anywhere’ nature of deploying the solution over the web through a secure Internet browser.
Two of the major benefits of the Ramco approach to planning are higher aircraft utilisations and more efficient usage of human and supply chain resources. As aircraft operational costs continue to rise, increasing the “lift”, or the daily utilisation of an aircraft, is critical to ensuring operational profi tability.
“Squeezing more flying time out of an aircraft every day helps to reduce overall fleet operating costs, and maximising the yield of the maintenance program helps to boost the lift as well as reduce the maintenance costs,” Stone states. “It is now possible to reduce the number of A-Checks, and other scheduled maintenance activities, performed in a year without compromising safety or maintenance program compliance.”
Stone believes that in the future, many of the immature point solutions for automatic planning and optimisation will stabilise and find their way into the mainstream as standard features. This process could take a few years as most of the solutions that exist today are science projects that require a tremendous amount of care and feeding, data confi guration and user intervention.
He concludes: “We are also looking forward to the commoditisation of larger touch-screen displays on the desktops of the back offi ce personnel. This will allow for a more robust user experience as the planning process becomes more about quality interactions with the process and information and less about the technology and screens that are delivering the solution.”
SWISS-ASSwiss Aviation Software (Swiss-AS) attributes the continued success of its maintenance and engineering system AMOS to the fact that it carefully evaluates alleged trends rather than following the latest “hypes”. As a forerunner in the areas of functionality and technology, the software specialist clearly focuses on longevity and not on “quick wins”. As a consequence, AMOS has shaped up as a mature and future-proof system.
Since the late eighties the fully-integrated maintenance and engineering system AMOS has been setting the standards in a highly-specialized market segment and has attracted more than 70 customers from all over the world. Its solid customer base ranges from pure operators of all sizes, including major low-cost, regional, cargo, charter and fl ag carriers, to large airline groups and MRO providers.
Swiss-AS emerged from the IT department of Swiss International Air Lines (formerly Crossair), and being a wholly-owned, yet independent, subsidiary since 2004, has positioned itself not as a pure software house, but as a company tightly linked to the airline sector. Its location next door to airline maintenance facilities at Basel airport allows Swiss-AS to capture and carefully investigate MRO trends at an early stage. Through its affiliation to the Lufthansa Group, the software company is still embedded in an active user environment – a clear advantage when it comes to being up to the standard of modern MRO business.
The company believes it is the amount of time invested in research and development that puts it one step ahead of its competitors. From the outset of AMOS, Swiss-AS has fully concentrated on its core business to constantly enhance functionalities and maintain a technological advantage by means of a stable and long-lasting software product.
In every aspect marked by the characteristics that are traditionally recognized as typically Swiss, the company sets out to provide the highest standards of quality, precision, safety and reliability. A spokesperson says: “The Swiss-AS commitment to quality is of utmost importance and has proved very right: customers are taken care of and can be confi dent that they are buying much more than “just” software. They are relying on a team of experts who know the needs of operators and MRO providers by heart and speak the language of the business. A fact that pays off as the company enjoys an excellent reputation amongst its extremely loyal clientele.” ■
MRO Yearbook 2012.indd 117 16/09/2011 13:51

JOHN WILLIAMS, OF the Memphis Group, conceived of ILS in 1979 with the idea that all companies in the aviation
industry would benefi t from sharing information more efficiently. Specifically, he believed that creating a central database on which all companies could list inventory for sale would allow for the maximum utilisation of resources, which would benefi t the entire industry.
This concept, however, was ahead of its time and not easily accomplished, being that the year was 1979, before the internet’s widespread boom spawned the Information Age. This was a time before Facebook, before Google, before AOL, and before email was more popular than regular mail. It was a time before most people had even heard the word ‘modem’. Despite the risk, Williams and a small group of like-minded entrepreneurs invested
in a company to start ILS by purchasing time on the FedEx mainframe, an up-and-coming company (at the time) also headquartered in Memphis, Tenn.
When the fi rst president of ILS, Minnie Ash, created the original programs, the team’s vision was to offer the best global electronic marketplace for aviation parts and services. The company’s mission was to create savings and supply chain effi ciencies for aviation and defense companies worldwide. It
Innovation, hard work and customer service key to the success of ILSInventory Locator Service (ILS) is the leading global provider of supply chain solutions for the aviation and defense industries, but as the saying goes; Rome wasn’t built in a day. The company’s journey from start-up to industry leader was driven by innovation, hard work and dedication to providing unequalled service to its customers.
118 | MRO YEARBOOK 2012
INFORMATION TECHNOLOGY • ADVERTORIAL
MRO Yearbook 2012.indd 118 16/09/2011 13:52

MRO YEARBOOK 2012 | 119
ADVERTORIAL • INFORMATION TECHNOLOGY
would be several years before these goals would become a reality.Before information technology existed as we know it today,
the service worked very differently. Originally, customers who wanted to list inventory in the ILS Marketplace — which was later named ILSmart — had to send in their information through the mail. ILS workers would then manually enter all the parts information into the database. Finally, ILS customers could access the database of parts information through the use of modem-equipped phone lines.
ILS was truly a pioneer, within the aviation industry, in facilitating business-to-business transactions through new information-sharing technologies. As the years went by, the company stayed ahead of the curve — always upgrading, riding the technology wave to make it continually easier for customers to send and receive information. First ILS was accessed through DOS software, then Windows software, before it transitioned to its current home on the internet in the mid 1990s.
From the beginning, ILS has operated as an independent provider of information with the policy of remaining neutral and impartial toward all its customers, giving the same level of excellent service. Whether the customer is a small 145 repair station or a major airline, ILS treats all its customers equally.
ILS is not involved in the buying or selling of parts and receives no commissions based on the success of any of its customers. The policy of remaining neutral and providing all companies the
same information has been an important part of the ILS business plan over the years. In 1985, ILS was bought by Ryder System. Then it became a part of Aviall in 1993 when Aviall was spun off from Ryder. Finally, in 2006, ILS became a subsidiary of the Boeing group. During all this time, the leaders of ILS remained determined to keep ILS an independently-run organisation with an unchanging policy toward impartiality, and have done so with great success. The company’s leadership understands that for ILS to succeed, they have to be transparent in their operations and, much like Google, have to be trusted to provide impartial results every time a search is performed.
Above: Texas Instrument Silent 700 used to access ILS in the early years. Right: Partial view of ILS
computer room in 1980s and today below.
MRO Yearbook 2012.indd 119 16/09/2011 13:52

120 | MRO YEARBOOK 2012
INFORMATION TECHNOLOGY • ADVERTORIAL
ILS AND THE MRO INDUSTRYIn the early 1990s, ILS recognised the need for companies to find MRO services more efficiently and created a parallel feature on which users could list and search for MRO capabilities. This new offering was well received and quickly became a staple service provided by ILS.
In the past, those in search of MRO services had to call or fax numerous repair stations to fi nd the 145 that fi t the bill for what they needed. The MRO Capability feature from ILS changed the game for the better. Now competitively-priced services can be found with the click of a button, and MRO service providers can be visible to a much larger market — allowing more local repair stations to serve a world-wide clientele.
ILS OFFERS A DEPTH AND BREADTH OF SERVICES UNMATCHED IN THE INDUSTRYDuring its more than 30 years of connecting buyers and suppliers of parts and services, ILS has grown to have a broader client base and wider array of supply chain solutions than any other company. These services include parts and MRO capability searching, company profiles, user message broadcasting, supply and demand information reports, defense logistics data, and promotional tools. Each of these options empowers ILS customers to maximise profits, operate more effi ciently, and to fi nd new business opportunities.
PARTS AND MRO CAPABILITY SEARCHWith a subscription to ILSmart, customers can locate parts, services and critical information. Part numbers and keywords can be used to perform searches, and results will include the following data when available:
• Parts available, listed on ILSmart• Companies with MRO capability for the
searched item• Government data• CAGE code information• Message broadcast results• Supplier directory• Parts statistics and pricing information• Parts Manufacturer Approval list (PMAs)• Airworthiness Directives (Ads)• Unapproved parts list • Stolen parts lists
COMPANY PROFILESEvery company that lists inventory or MRO capabilities on ILSmart is provided with a company profi le they can update and maintain to increase their visibility in the marketplace. All profiles are contained in the supplier directory, a database that is included in every part number and keyword search on ILSmart. The more detailed a company profile, the greater the opportunity to be found by those in search of MRO capabilities or parts. For each item, a buyer can search using the following: part number, alternate part numbers, NSNs, condition code, and description. In their company profi le, customers can list the following information:
• Contact information• Web address• Certifi cations • Licenses• Associations • Repair/services• Parts supplied by the company
(if any)• Details • Message broadcasts
ILS offers a powerful tool called the ‘Message Broadcast’ system which allows users to post messages online for more than 20,000 ILSmart customers to see worldwide. These messages are akin to classifi ed ads that alert other companies of your business needs. Message broadcasts on ILSmart are grouped into four categories: AOG, For Sale or Trade, Wanted and Informational.
Customers in search of MRO services often post Wanted or AOG message broadcasts in order to fi nd the service help they need. As a result, many MRO facilities monitor the Message Broadcast system, looking for these messages to find new business. Because this process of monitoring the system can be time-consuming, users have the capability to create message broadcast alerts — which sets up ILSmart to monitor the system automatically, then notify the user via email when any messages are posted that match predetermined keywords or part numbers of interest. Message broadcast alerts free up the user to perform other tasks while staying up-to-date on relevant messages posted to the system.
MRO Yearbook 2012.indd 120 16/09/2011 13:52

MRO YEARBOOK 2012 | 121
ADVERTORIAL • INFORMATION TECHNOLOGY
MARKET INTELLIGENCE REPORTSMany business-savvy clients request supply and demand information from ILS to help them make the best buying, selling and pricing decisions possible. This value-added service, called ‘Market Intelligence Reports’, can help a company gain advantage by using the best supply, demand, pricing and product value information available on the market. Since ILSmart is the world’s most active aviation and defense marketplace, it contains the most comprehensive and usable data and historical information.
Market Intelligence Reports show supply, demand and pricing information for parts listed and quoted on ILSmart to help a company: optimise their inventory levels, maximise profi ts by setting appropriate prices for parts or services, and land more defense contracts (if the company works with government agencies). Here are three examples of reports ILS can provide:• Parts Statistics and Pricing ReportWhen a company needs to quickly find supply and demand on a single part, this report shows information such as: total number of suppliers listing the part, total quantity available for that part, and which suppliers have quoted that part on ILSmart and at what price point. • Inventory eValuatorDetermine future planning needs. A list of parts is submitted, and ILS returns 12 months of aftermarket supply, demand and pricing data to use as a guide.• Airframe and Engine AnalyzerWith this report, customers can run a more effi cient operation by creating sustainment cost estimates, pre-empting problems for obsolescence, and determine the most profi table parts to stock. AEA reports provide the following information for any specifi c end item a company wants to research: all NSNs, including alternate and historic NSNs, for a selected government End Item Code; aftermarket supply and demand data for commercial parts assigned to each NSN; commercial catalog pricing; and RFQ pricing.
Six diff erent types of standard reports are available, or a company can choose to receive a custom report. Custom reports provide insight into market trends based on a company’s individual needs. When requested, an ILS representative works with a company to design a custom report that will reduce analysis time and costs for that company. The information in all reports is fully exportable for greater ease of use.
DEFENCE LOGISTICS DATAILS off ers defence/commercial cross-referencing and defence-specifi c search capabilities to always ensure customers have as many options as possible.
The ILSmart ‘Government Cross-Referencing’ feature allows a buyer to quickly search for part numbers while cross-referencing with NSNs, APLs, and FLIS information without any additional keystrokes.
Companies can gain competitive advantage by using the ‘Government Research Tool’ (GRT) on ILSmart. This utility consolidates millions of government files into usable data so a company can study the activity of its competitors, price its products more competitively, and win more defence contracts. With GRT, customers can validate crucial parts information such as technical characteristics and procurement history.
‘BidSmart’ is a tool offered by ILS that matches open government solicitations to a company’s inventory and MRO capabilities. This tool helps ILS clients expand their business with current defence customers and also win more defence contracts.
BANNER ADSILS offers banner ads to give customers a simple but effective way to promote their company to thousands of users on ILSmart worldwide. As ILSmart is the most active marketplace in the industry, basic banners average 50,000 impressions per month. There are two options for banners on ILSmart: ‘Basic Banner’ and ‘Smart Banner’.
BASIC BANNERBasic Banners are competitively-priced advertisements that appear on more than 40 diff erent pages throughout ILSmart. This is a great option for announcing upcoming sales or displaying a simple call-to-action containing contact information.
SMART BANNERS A great way for a company to create brand recognition is through Smart Banners. The Smart Banner appears when a specifi c part number or keyword is searched on ILSmart.
WEB SERVICESThe daily tasks associated with running a business can be tedious and time consuming, and ILS has gotten a tremendous amount of feedback from customers over the years about the need for a better integration between ILSmart and their inventory management systems. In response, ILS now offers innovative web services that streamline business processes and give customers a competitive edge. ‘ILS Web Services’ is built with extensible markup language (XML), a platform independent language supported by the entire software industry. Perform tasks that you could only do on ILSmart from your own system including searching for parts and services, obtaining supply and demand data, or send and receive RFQs. ■
MRO Yearbook 2012.indd 121 16/09/2011 13:52

122 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
AmericasAAR Aircraft Services Chris Jessup CRJ100/200/700/900 All MPD/MSG2/MSG3 2 hangars Welding, NDT, completeHot Springs SVP Sales & Marketing, MRO Division E120 series All MPD/MSG2/MSG3 55,726 sq ft backshop, machine shop, 1100 N Wood Dale Rd. ERJ135/145 series All MPD/MSG2/MSG3 Airframe comp. repair, Wood Dale, IL 60191 BE1900 series All MPD/MSG2/MSG3 Composites, int. refurbs, Tel: 630-227-2352 Engineering services, Fax: 630-227-2349 Aircraft mods, E-mail: [email protected] Interior refurbs.
AAR Aircraft Services Chris Jessup Airbus A320 series All MPD/MSG2/MSG3 10 bays Welding, NDT, completeIndianapolis SVP Sales & Marketing, MRO Division B717 All MPD/MSG2/MSG3 1.2million sq ft backshop, machine shop, 1100 N Wood Dale Rd. B727 series All MPD/MSG2/MSG3 Airframe comp. repair, Wood Dale, IL 60191 B737 classic and NG All MPD/MSG2/MSG3 Composites, int. refurbs, Tel: 630-227-2352 B757 series All MPD/MSG2/MSG3 Engineering services, Fax: 630-227-2349 B767 series All MPD/MSG2/MSG3 Aircraft mods, E-mail: [email protected] MD-80 series All MPD/MSG2/MSG3 Exterior/interior refurbs. MD-90 All MPD/MSG2/MSG3 Paint DC9-10/50 All MPD/MSG2/MSG3
AAR Aircraft Services Chris Jessup B717 All MPD/MSG2/MSG3 3 hangars - 9 A/C slots Welding, NDT, completeMiami SVP Sales & Marketing, MRO Division B727 All MPD/MSG2/MSG3 226,000 sq ft backshop, machine shop, 1100 N Wood Dale Rd. 737 classic and NG All MPD/MSG2/MSG3 Airframe comp. repair, Wood Dale, IL 60191 B747 A and B checks only Composites, int. refurbs, Tel: 630-227-2352 B757 All MPD/MSG2/MSG3 Engineering services, Fax: 630-227-2349 B767 All MPD/MSG2/MSG3 Aircraft mods, Avionics E-mail: [email protected] MD-90 All MPD/MSG2/MSG3 Exterior/interior refurbs. MD-80 series All MPD/MSG2/MSG3 Paint DC-8 All MPD/MSG2/MSG4 DC-9 All MPD/MSG2/MSG5 A300/310 series All MPD/MSG2/MSG6 A320 family All MPD/MSG2/MSG7
AAR Aircraft Services Chris Jessup B707 All MPD/MSG2/MSG3 7 hangars FBO servicesOklahoma SVP Sales & Marketing, MRO Division B727 series All MPD/MSG2/MSG3 300,000 sq ft Dowty/Hartzell/McCauley 1100 N Wood Dale Rd. 737 classic and NG All MPD/MSG2/MSG3 prop repair capability, Wood Dale, IL 60191 CRJ100/200/700/900 All MPD/MSG2/MSG3 Brakes, airframe comp. rep. Tel: 630-227-2352 DC-9 series All MPD/MSG2/MSG3 Composites, welding/NDT, Fax: 630-227-2349 Dornier 328P/J All MPD/MSG2/MSG3 Exterior/interior refurbs. E-mail: [email protected] ERJ135/145 series All MPD/MSG2/MSG3 Aircraft mods, Avionics MD-90 All MPD/MSG2/MSG3 Engineering services, MD-80 series All MPD/MSG2/MSG3 Paint SF340 A/B/B+ All MPD/MSG2/MSG3
Aeroframe Services Bruce Campbell A300 A-D 5 hangars for aircraft up to Letter checks, heavy maintenance, Headquarters: Director of sales and marketing A310 A-D A340/B747 repairs, overhauls, preservation/storage, Lake Charles, LA 1945 Merganser Street A318/A319/A320/A321 A-D 2 bays fully equipped for strip/paint A/C parking, teardown, mods/completions, Chennault Airpark (KCWF) Lake Charles, LA 70615 A330 A-D 12 w/b bays for up to 16 n/b aircraft electrical, hydraulics, CPCP, SSI, STCs, Tel: 337 312 2672 A340 A-D SBs, ADs, EOs, EAs, ageing, engineering, Fax: 337 312 2699 DC-10/KC-10 A-D Total area: 650,000 sq ft L/G replacement, structural repairs, Aeroframe Airepairs E-mail: [email protected] MD-10/MD-11 A-D Ramp: 100 acres IFE, avionics, strip/paint, sheet metal,Subsidiary: www.aeroframe.com Airepairs also includes: 120,000 sq ft of shop, and support field support, backshops, firebottles,Memphis, TN www.airepairs.com 717, 727, 737, 747, 30,000 sq ft of climate-controlled composites, machining, manufacturing, 757, 767, 777, DC-9, warehouse facilities welding, NDT, borescope, calibration, Lear 35/36, CRJ-100, 10,700ft runway batteries, FAA/EASA 145, ISO9100 CRJ-200
AA-MRO Cindy Herrin A300 A-D 8 w/b, 13 n/b Tulsa Engine repairs and overhauls(American Airlines) Manager, MRO support 737 A-D 6 w/b Alliance Fort Worth Field and line maintenance 3900 N Mingo Rd 757 A-D Aircraft mods. MD 535 767 A-D Landing gear Tulsa 777 A-D Avionics OK 74116 USA MD-80 A-D APUs Tel: 918-292-1589 Wheels and brakes Cell: 918-810-7490 Component repairs and overhauls Fax: 918-292-3900 Floor boards E-mail: [email protected] Composites www.AA-MRO.com Calibration lab Leasing - engines, landing gear, APUs Airborne Maintenance & Brady Templeton 727 A-C Wilmington, OH facilities: FAA/EASA 145 repair stationEngineering Services President and General Manager 737 A-C 210,000 sq ft, 3 hangars Heavy maintenance:(AMES) 145 Hunter Dr 757 A-C 100,000 sq ft component repairs/overhauls Pickle fork and fail-safe strap replacement; Wilmington 767 A-C interior refurbishment; SIP mods; flat panel OH 45177 MD-80 A-C Erlanger, KY, and Miami, FL: display mods Tel: 937-366-4040 DC-9 A-C Line maintenance stations Line Maintenance: E-mail: [email protected] Worldwide 24/7 AOG support www.airbornemx.com Component repairs and overhauls: AS9100: 2004 certified; ISO9001: 2008 certified; 13,000+ line items; nacelles; wheels/brakes; composites; electronics and avionics; flight controls Engineering and manufacturing: AS9100: 2004 certified; ISO9001: 2008 certified; airline support; airframe and systems mods; retrofit programs; part manufacturing; kitting; support to CRO and HVM; DER staff Material sales: ASA-100 accredited supplier; domestic and international 24/7 AOG; 26 years’ experience; consignments with 52,000 line items for sale Ascent Aviation Services R Rick Townsend 727 series All 34,000 sq ft 2-bay hangar facility MSG 2/3 heavy maintenance SVP, sales and business development 737 classics All 88,000 sq ft back shop and w/house facilities Structural inspections/major repairs 6901 S Park Avenue 737NG series All 26 acre concrete aircraft storage facility Interior refurbishment Tucson International Airport DC9 series All Exterior refurbishment Tucson, AZ 85734-1746 MD80 series All Avionics upgrades USA MD90’s All Aircraft modifications Tel: 520 294 3481 717 All Hushkitting Fax: 520 741 1430 CRJ100/200 All Transition services E-mail: [email protected] Aircraft storage Aircraft reclamation Inventory consignment sales
MRO Yearbook 2012.indd 122 16/09/2011 13:52

Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
MRO YEARBOOK 2012 | 123
AIRFRAME HEAVY MAINTENANCE DIRECTORY
AmericasAssociated Air Center Gene Carter 707 A-D 3 hangars for w/b and n/b aircraft New cabin completions Director of maintenance sales 727 A-D Cabin refurbishments 8321 Lemmon Ave 737 A-D Avionics upgrades Dallas TX 75209 747 A-D New avionics systems Tel: 972 559 7040 757 A-D In-flight entertainment Fax: 214 351 2375 767 A-D STCs E-mail: [email protected] DC-8 A-D CPCP Cell 214-882-2297 DC-9 A-D Structural repairs MD-87 A-D NDT A319 A-D AD/SB compliance A320 A-D Interior modifications A321 A-D PrebuysAveos Mark Iddon A310 A-D Montreal - 4 lines Component repairs, engine overhauls, Director of sales and marketing A319/320/321 A-D Toronto - 1 line (paint) modifications and cabin conversions, 2311 Alfred Nobel Blvd A330/A340 A-D Winnipeg - 5 lines avionics upgrades, landing gear, Zip 8064 767 A-D Vancouver - 4 lines composite repairs, mechanic training, CPCP, Saint Laurent, QC E170/190 A-D El Salvador - 4 lines hushkitting, interiors, inventory H4S 2B6 Canada A-D management, NDT, strip/paint, Tel: 514/856-7209 A-D SATCOM/IFE Cell: 514/591-6237 E-mail: [email protected]
Aviation Technical Phil Fields 717 A-D 27 n/b bays Heavy maintenanceServices VP, airframe business development 727 A-D 8 w/b bays Component repairs and overhauls 3121 109th St SW 737/BBJ A-D 1,000,000 sq ft of hangar, VIP mods. Everett 747 A-D backshop and office space Interiors WA 98204 USA 757 A-D Wi-Fi and IFE removals/installs Tel: 425 423 3604 767 A-D Post delivery mods. Fax: 425 423 3508 777 A-D Winglet installations E-mail: [email protected] A320/ACJ A-D Composite structures repairs DC-9 A-D P-F conversions Greg Buller DC-10 A-D Avionics upgrades GM/VP component services MD-80 All phase checks Paint/strip (n/b and w/b) 3121 109th St SW CPCP Everett Engineering services WA 98204 USA Technical publications Tel: 425 423 3204 Component specific: Fax: 425 423 6064 - rotable/piece part exchange E-mail: [email protected] - product improvement programs Cascade Aerospace Lorna Thomassen Lockheed Martin C-130 A-D 230,000 sq ft Major modifications Director, marketing 737 and 757, all models A-D Avionics upgrades 1337 Townline Rd Bombardier DHC-8 All IFE installations Abbotsford STCs and engineering British Columbia Structural repairs V2T 6E1 Canada Component repairs and overhauls Tel: 604 850 7372 Cargo conversions Fax: 604 557 2655 Fleet management Program management Integrated logistics support Aircraft modification kits Commercial Jet David M Sandri 707 A-D 1 hangar: Interiors President 727 A-D 89,000 sq ft Strip/paint Miami International Airport 737CL A-D CPCP, SSID 4600 NW 36 Street Bldg 896 737NG A-D Ramp: Composites Miami, FL 33166 757 A-D 100,000 sq ft Modifications 767 A-D Avionics upgrades Mail: MD-80 A-D 727/737 cargo conversions PO Box 668500 DC-8 A-D MD80 Passenger to Freighter Miami, FL 33166 DC-9 A-D Sheet metal, NDT DC-10 A-D Graphic design, VIP config. MD-11 A-D TAWS/HF/GPS/TCAS Tel: 305 341 5150 A300 A-D ER fuel tanks Fax: 305 871 0076 A310 A-D E-mail: [email protected] A320 A-D
Coopesa Rodolfo Solis A320 C,D 6 n/b Ageing mods./structural repairs Director, sales and marketing 727 C,D,MSG-3 86,000 sq ft CPCP/SSID 300 Mts Oeste 737CL C,D,MSG-3 727 cargo conversions Aeropuerto Intl Juan Santamaria 737NG C,MSG-3 Flight controls/composites San Jose 757 C,D GPS,TAWS,DFDR,AFIRS Costa Rica DC-9 C,D,MSG-3 Hushkitting Tel: (+506) 2437 2830 / 2828 MD-80 C,D,MSG-3 Interiors refurbish. and paint Fax: (+506) 2437 2829 / 437 28 01 NDT, strip/paint E-mail: [email protected] TCAS, w/shear, ELT
Delta TechOps Jack Turnbill 737 A-D 16 bays - Atlanta Full support repair facility VP - technical sales and marketing 757 A-D 8 bays - Minneapolis Composite and inventory support Dept 460, 1775 Aviation Boulevard 767 A-D 1 bay - Salt Lake City Engine/APU repairs and overhauls Atlanta 777 A-D 1 bay - Cincinnati Engine condition monitoring GA 30354 USA MD-80/-90/-11 A-D 1 bay - Boston Strip/paint Tel: 404 714 4949 A320 Technical training and engine support Fax: 404 714 3281 A330 Disabled aircraft recovery - E-mail: [email protected] B747 structural repairs Embraer Aircraft Steve Stayshich 135/140/145 A-D 90,000 sq ft hangar space Avionics repairs and installationsMaintenance Services Director - customer services E170/195 A-D 28,000 sq ft paint hangar Accessory repairs 10 Airways Boulevard Saab 340 A-D 35,000 sq ft component repair/ Landing gear overhauls Nashville overhaul shops Composite repairs TN 37217 USA 15,000 sq ft composite repairs Interior component repairs and refurbishment Tel: 615 367 2100 Aircraft modifications Fax: 615 367 4327 Aircraft painting E-mail: [email protected]
Glenn Brown Sales manager Tel: 954-359-3838 E-mail: [email protected]
MRO Yearbook 2012.indd 123 16/09/2011 13:52

124 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
AmericasEmpire Aero Center David O’Neill or Rob Tilson 707 A-D W/b and n/b Interiors Director, sales and marketing 727 A-D 12 bays Seat overhauls 394 Hangar Road 737 A-D Hangar space: 500,000 sq ft Ageing a/c mods. Rome 747 A-D Ramp space: 225,000 sq ft CPCP NY 13441 757 A-D Avionics upgrades Tel: 604 512 4550 or 514 755 7676 DC-8 A-D Painting Fax: 315 838 1515 A319, A320, A321, A330 A-D Winglet modifications MD-80 A-D IFE modifications DC-10 A-D
Evergreen Maintenance Fernando A Pereyra 727 All MPD/MSG2/MSG3 3 Bays: 110,000 sq ft CPCP and SSIDCenter, Inc. VP sales and marketing 737-200/-300/-400/-500 All MPD/MSG2/MSG3 Component overhauls Pinal Air Park, 737NG All MPD/MSG2/MSG3 NDT, strip/paint MARANA, AZ 85653-9501 USA 757/767 All MPD/MSG2/MSG3 Training Tel: 520 682 4181 Ext 5472 747-Series All MPD/MSG2/MSG3 Storage/parking Fax: 520 616 5065 777 All MPD/MSG2/MSG3 Teardowns, letter checks E-mail: [email protected] DC-9/MD-80, MD-90 All MPD/MSG2/MSG3 Avionics upgrades DC-10/MD-11 All MPD/MSG2/MSG3 Structure repairs A320 Family All MPD/MSG2/MSG3 Composite repairs Interiors, structural repairs VIP corp. mx services Field team support EASA certified FAA Class IV
Unlimitted Airframe ISO 9001-2008 Services Vice president, maintenance and engineering 737-217 A,B 4 hangars Avionics 20 Cope Drive 737-2L9 A,B Total area: 110,280 sq ft Structures Kanata, Ontario 767-223 A Engines K2M 2V8 L382G A,B Components Canada ATR42-300 A NDT Tel: 613 254 6282 ATR42-320 A Instrumentation Fax: 613 254 6398 ATR72-212 A Engineering Training Mexicana MRO Hector Cobo A318 A,C,D,E Mexico City base: Heavy maintenanceServices VP Marketing and Sales A319 A,C,D,E Modifications Av 602, No. 161-A A320 A,C,D,E Main hangar: 97,951 sq ft for ADs, SBs, SLs Col. San Juan de Aragon A321 A,C,D,E 1 w/b and 3 n/b or 4 n/b Ageing, SSI, SIP and CPCP Del. Venustiano Carranza A330 A-D Painting hangar: 45,208 sq ft Major comp. replacement Mexico City, 15620 717 A-D Exterior platform: 1,568,237 sq ft NDT Mexico 727 A-D for more than 40 A/C Line maintenance (40+ locations) Tel: (+5255) 57 86 65 34 737CL A,C,D Spare parts warehouse: 22,605 sq ft Painting Fax: (+5255) 57 62 15 42 737NG A-D Avionics and electrical E-mail: [email protected] 757 A,C,D,E Guadalajara City base: ATEC 5000 and 6000 767 A-D Instruments F100 A-D Main hangar: 53,206 sq ft for Communications two n/b Sheet metal Exterior platform: 1,002,647.5 sq ft Hydraulic, fuel, oil, pneumatics and accessories shops Composite repairs Interiors Emergency equipment Cargo conversion Hushkitting Engineering services A/C parking Training Airbus MRO Network member Pacific Aerospace Dave Graham 717 A-C 2 w/b, 1 n/b Heavy maintenanceResources & Technologies VP techincal support and 727 A-C Line maintenance and customer relations 737 A-C Back shops 250,000 sq ft 18200 Phantom West 747 A-D Modifications Victorville 757 A-C Aircraft disassembly CA 92394 767 A-C T: 760 530 1767 777 A-C F: 760 246 5159 DC-9, MD-80 A-C E: [email protected] DC-10 A-C www.pacificaerospacegroup.com MD-11 A-C A320 A-C A330 A-C L-1011 A-C EMB120
STA Panama Stephen Lim 737 A-D Two hangars Letter checks SVP marketing, Americas A320 A-D 6 n/b aircraft CPCP Building 241, Bryant Avenue E190 A-D 260,000 sq ft EO/SB modifications Howard, PO Box 0843-03036 Avionics modsifications and upgrades Balboa, Panama NDT Tel : 210 854 9169 Fabrication Fax : 210 293 2638 Composite shop E-mail: [email protected] Strip/paint IFE/interiors completion PEMCO World Air Services Kevin Casey 737 A-D Dothan, AL: 737-300/400 & B757-200 freighter, President 747 A,B 588,000 sq ft quick change and combi conversions Pemco 757 A-D 7 w/b and 10 n/b CPCP 4102 N. Westshore Blvd 767 A-D Ageing aircraft Tampa, FL 33614 DC-8 A-D Tampa, FL: Paint/strip USA DC-9 A-D 310,500 sq ft Avionics upgrades Tel: 813 322 9600 MD-80/90 A-D 4-6 w/b or 10-12 n/b Interior reconfiguration Fax: 813 549 6039 DC-10 A-D Seats/galleys/lavs. E-mail: [email protected] MD-11 A-D Cincinatti, OH NDT A300 A-D 160,000 sq ft Composite repairs A320 A-D 6 = RJ Acft Engineering CRJ200/700/900 Overnight, phase, Special E145/170/190 Visit Line, Mods, C-checks
MRO Yearbook 2012.indd 124 16/09/2011 13:52

MRO YEARBOOK 2012 | 125
AIRFRAME HEAVY MAINTENANCE DIRECTORY
AmericasCompany Contact details Aircraft types C hecks Facilit ies Specialist capabilities
STA San Antonio Stephen Lim 727 A-D Seven hangars Letter checks SVP marketing, Americas 737 A-D 700,000 sq ft CPCP 9800, John Saunders Road 747 A-D 8 w/b and 7 n/b aircraft EO/SB modifications San Antonio 757 A-D Avionics modifications and upgrades Texas 78216 767 A-D NDT USA 777 A-D Fabrication Tel : 210 854 9169 A300 A-D Composite shop Fax : 210 293 2638 A310 A-D Strip/paint E-mail: [email protected] A320 A-D Interior refurbishment DC-9 A-D IFE/interiors completion DC-10 A-D VIP/corporate jets/heads of state MD-11 A-D MD-80 A-D ERJ-135/145 A-C CRJ-200/700 A-C
SEMAN Peru Carlos Rodriguez DC-8 A-D 4 hangars Avionics upgrades General manager DC-10 A-D Smallest: 1,250m2 Standardisations Avenida Coronel L-382 A-D Largest: 4,900m2; accommodates 2 DC-8s Composite repairs EP Edmundo Aguilar 727 A-D CPCP - ageing mods. Pastor S/N 737 A-D Structural repairs Lima 4 NDI: X-ray, ultrasonic Peru eddy current, Tel: (+511) 477 5570 LP, MP inspection Fax: (+511) 477 0877 RVSM, TAWS [email protected] Paint-stripping Aviation Sales & Maintenance MR Stambaugh Jr All n/b a/c A-D 2 n/b A thru D CheckSales & Maintenance Accountable manager 747 A,B,C 8+ commuter Phase Maintenancedba Stambaugh Aviation 1000 Jetport Road DC-10 A,B Over 23,250m2 InteriorsCRS# EB1R107K Brunswick Paint/strip GA 31525 USA CPCP/SSI Complainces Tel: 912-265-7244 Avionics upgrades Fax: 912-262-0225 Prototype work E-mail: [email protected] NDI and engine borescope Engine management VIP STA Mobile Stephen Lim 737 A-D Eight hangars Letter checks SVP marketing, Americas 747 A-D 900,000 sq ft CPCP 2100 9th Street 757 A-D 8 w/b, 10 n/b aircraft EO/SB modifications Brookley Complex 767 A-D Avionics modifications and upgrades Mobile 777 A-D NDT AL 36615 USA A300 A-D Fabrication Tel : 210 854 9169 A310 A-D Composite shop Fax : 210 293 2638 A320 A-D Interior refurbishment E-mail: [email protected] A330 A-D IFE/interiors completion DC-9 A-D Passenger-to-freighter conversions DC-10 A-D Line maintenance services MD-11 A-D Ageing aircraft modifications MD-80 A-D Winglet installation A-D Pylon modifications Damage assessment and repair TAP Maintenance and Ricardo Vituzzo B727-100 / 200 A, B, C, D Rio de Janeiro Heavy MaintenanceEngineering Brazil Sales General Manager B737-200 / 300 / 400 / 500 A, B, C, D Hangars: 1 Components Overhaul Estrada das Canarias, 1862 B737-700 / 800 / 900 A, C Hangar capacity: 4WB Landing Gears 21941-480 BBJ A, C Hangar Area: 14,500m² Engines & APUs Rio de Janeiro / RJ B747-200 / 300 A, C, D Total Area: 250,000m² Avionics Brazil B757-200 A, S-A, C, S-C Hydraulics Tel: (+55 21) 3383 2782 B767-200 / 300 A, S-A, C, S-C Porto Alegre Mechanical Accessories Fax: (+55 21) 3383 2047 B777-200 A, C Hangars: 5 Pneumatics E-mail: [email protected] DC-10 A, C, S-I Hangar capacity: 1WB, 5NB Wheels and Brakes www.tapme.com.br MD-11 A, C, S-I Hangar Area: 12,500 m² Plating Shop A300 A, C Total Area: 140,000 m NDT A300-600 C, S-5Y, S-10Y Painting A310 C, S-5Y, S-10Y Interiors A320 Family A, C, S-5/6Y, S-10/12Y (FAA) Calibration C, S-5Y, S-10Y, S-12Y (ANAC) Refurbishments A330 C, S-5Y, S-10Y, S-12Y (ANAC) Sheet metal work C, S-5Y, S-10Y (EASA) 8C (FAA) A340 C, S-5Y, S-10Y, S-12Y (ANAC) C, S-5Y, S-10Y (EASA) 8C (FAA) EMB 120 A, C ERJ 135 C (ANAC) ERJ 145 A, C EMBRAER 170/175 6000 H Check (ANAC/FAA) EMBRAER 190/195 6000 H Check (ANAC/FAA) S-A: Structural A Check S-C: Structural C Check S-I: Structural Inspection S-5Y: Structural Check 5 Years S-10Y: Structural Check 10 Years TIMCO - Macon, GA John Eichten, SVP sales 737CL A-D 3 bays n/b up to 757 Structural Lake City 757 A-D Aircraft paint Florida 32025 USA 767 A-D Interiors Tel: 336 668 4410 ext 3019 A320 family A-D Winglets Fax: 336 665 9011 C130/C141/P3 E-mail: [email protected] DC-9/MD-80 Middle Georgia Regional Airport 737NG A-D 2 hangars Modifications (int/ext) 150 First Drive, PO Box 10136 757 A-D 116,000 sq ft Avionics upgrades Macon, GA 767 A-D NDT
United Technical Operations Paul Lochab 747 A-C 10 n/b bays FAA 121 operator(formerly United Services) MD, supply chain and sales 757 A-C 90+ line stations w/line network FAA 145 repair station United Technical Operations 767 A-C 2.9 million sq ft Avionics San Francisco 777 A-C Engine overhauls CA 94128 USA A319 A-C Landing gear Tel: 650 634 4269 A320 A-C Components Fax: 650 634 5926 APUs E-mail: [email protected] ISO 9001:2008 compliant Engine & APU test cell Global emergency/AOG maint. Line maintenance Modifications (IFE/interiors) Line maintenanceAny companies not listed in this survey which wish to be included in future directories are asked to contact [email protected].
MRO Yearbook 2012.indd 125 16/09/2011 13:52

126 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
EuropeCompany Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Your Success is Our Expertise.
Atlantic Air Industries Maroc is renowned for its integrated solutions and high tech-nical expertise across Africa and Southern Europe. Beyond our know-how ensuring you a high technical reliability, we offer operators & aircraft owners competitive prices which warranty them lower main-tenance and ownership costs. Under our EASA approvals and partnerships, we pro-vide you with the best services to certify you with the quality and reliability of our work. We build with you a mutually beneficial long term partnership in order to become the MRO of your choice.
For more information on our services:[email protected]
Our expertise on ATR 42/72, Embraer 120/135/145, all Hawker Beechcraft series, Cessna and DHC 6 aircraft:
» Base and Line maintenance under EASA Part 145 approval
» Continuing Airworthiness Management under EASA Part M Subpart G & I
» Technical & Regulatory Training (including under EASA Part 147 approval)
» Modification/Repair design and certification (inclu-ding under EASA Part 21 approval)
Our competitive advantage:
» Strong network within OEMs
» Competitive costs/downtimes
» Flexibility
» Transparency
» Reliability
AAIND_pub-UBMA_1.indd 1 18/08/11 11:52
Aeroplex of Janos Theobald 737 A-D 2 w/b CPCPCentral Europe Head of sales 757/767 A-C 6 n/b Ageing a/c mods. PO Box 186 A320 family A-C 7,253m2 Interiors Budapest F70/100 Refurbishments Ferihegy International Airport Composite repairs H-1675 Sheet metal work Hungary Phase-in/-out (incl. lease returns) Tel: +36 1296 7214 Engineering services Fax: +36 1296 7218 Logistics support E-mail: [email protected] NDT ROW44 modification
airberlin technik Steven Williams 737/757/767 A-C Düsseldorf, Munich Component support(Air Berlin Group) Head of technical sales A319/320/321/330 A-C Base maintenance facilities Engineering management Flughafen, Halle 8 A340 A 3 hangars, approx. 45,000 m² Design and modification 40474 Düsseldorf Technical training Germany NDT, sheet metal work Tel: +49 178 94 18 444 Modifications Fax: +49 211 94 18 5847 Structural repairs www.airberlin-technik.com
Air France Industries - Rob Pruim 737/CG/737NG/747/777 A-D 77 bays ExteriorsKLM Engineering VP sales international 757 Components 7 industrial sites Cabin modifications& Maintenance PO Box 7700 (SPL/TQ) 767 A-C Configuration changes 1117 ZL Amsterdam Airport Schiphol A320 family/330/340/380 A-D Post-delivery programmes The Netherlands MD-11 A-C Phase-in/-out (incl. lease returns) Tel: +31 6 51535504 DC-10 Components Engineering services Fax: +31 20 6488044 Fokker 70/100 A-D Avionics upgrades E-mail: [email protected] ERJ135/145/170/190 A-D Technical training Logistics support Global ops. and maintenance support Engine, APU and component services VIP A-D checks Alitalia Compagnia Fabio Schinelli 767 A-S8C 700,000m2 Avionics upgradesAerea Italiana Fleet Marketing, sales and contracts management 777 A-C 4 hangars Composite repairsMaintenance Services Leonardo da Vinci Airport A320 family 12-yr 5 w/b and 12 n/b NDT 00054 Fiumicino A330 Light maintenance 40 workshops Landing gears Italy DC-10 A-D Engine test cells Structural repairs Tel: +39 066543 3050 MD-11 A-D Training centre Cabin interiors refurbish. Fax: +39 066543 2117 MD-80 Light maintenance and rework E-mail: [email protected] Plating processes
ATC Lasham Nigel Bruce 727/737 (incl. BBJ)/757 A-D 160,000ft2 (Lasham) Avionics upgrades Sales manager A320 family A-C 4 n/b Corrosion control ATC Lasham Ltd 140,000ft2 (Southend) JAR 147 engineering training Lasham 6 n/b (both Lasham and Southend) Hampshire EASA ops part M sub part G GU34 5SP Major airframe repair and modification England Extensive NDT capability Tel:+44 (0) 1256 825100 Fax: +44 (0) 1256 467487 E-mail: [email protected] Atlantic Air Bécaye Ba E120/135/145 A,C 3 hangars Base maintenance Industries General manager ATR 42/72 A to 36K cycles 3,600m2 Line maintenanceMaroc 174 Boulevard Zerktouni Hawker Beechcraft 1900/ All phase inspections CPCP 5th Floor 300/200/100/90 Major and minor structural/composite repairs 20100 Casablanca NDT Tel: +212 (0) 523 297 724 Stripping and painting Fax: +212 (0) 523 297 730 Cabin refurbishment E-mail: [email protected] Avionics global performance testing EASA part 21 avionics/cabin/structural mod. design, certification and embodiment EASA part 147 training: ab-initio, refresh, type rating, part 66 for all ATR, E120 EASA part M continuous aircraft airworthiness management Spare parts
Austrian Airlines Technik Robert Wanek 737/767/777 A-C VIE: 3 hangars (w/b) Avionics upgrades MD ATM (marketing and sales) A319/320/321/330/340 A-C 24,000m2 NDT Airport base CRJ100/200 A-C Workshops Sheet metal A-1300 Vienna Airport F70/F100 A-C Training center Component maintenance Austria Global Express A-C Classroom and pract. training (part 147) Tel: +43 5 1766 63838 Challenger A-C BTS: 1 hangar (n/b) Design engineering (part 21) Fax: +43 5 1766 65115 Workshops Executive jet maintenance E-mail: [email protected] Website: www.austriantechnik.at
Cargolux Airlines Tony Arcone 737/747 A-C Double bay 747 hangar Avionics upgradesInternational Manager maintenance sales 757/767 A Full back shop support capabilities Composite repairs L-2990 Luxembourg Airport Structural repairs and CPCP Luxembourg Modifications Tel: +352 4211 3290 Worldwide AOG support Fax: +352 4211 3441 LDG replacement E-mail:[email protected]
Cimber Air David MacKay 737NG (Billund/CPH) A 7 bays ATR42/72 cargo conversionMaintenance KAM Maintenance ATR 42/72 A-D 6600m2 hangar InteriorsCentre Lufthavnsvej 2 CRJ200 A-D Avionics upgrades DK-6400 Sønderborg VIP upgrades Denmark CPCP Tel: +45 7412 2368 Fax: +45 7443 2458 E-mail: [email protected]
MRO Yearbook 2012.indd 126 16/09/2011 13:52

Your Success is Our Expertise.
Atlantic Air Industries Maroc is renowned for its integrated solutions and high tech-nical expertise across Africa and Southern Europe. Beyond our know-how ensuring you a high technical reliability, we offer operators & aircraft owners competitive prices which warranty them lower main-tenance and ownership costs. Under our EASA approvals and partnerships, we pro-vide you with the best services to certify you with the quality and reliability of our work. We build with you a mutually beneficial long term partnership in order to become the MRO of your choice.
For more information on our services:[email protected]
Our expertise on ATR 42/72, Embraer 120/135/145, all Hawker Beechcraft series, Cessna and DHC 6 aircraft:
» Base and Line maintenance under EASA Part 145 approval
» Continuing Airworthiness Management under EASA Part M Subpart G & I
» Technical & Regulatory Training (including under EASA Part 147 approval)
» Modification/Repair design and certification (inclu-ding under EASA Part 21 approval)
Our competitive advantage:
» Strong network within OEMs
» Competitive costs/downtimes
» Flexibility
» Transparency
» Reliability
AAIND_pub-UBMA_1.indd 1 18/08/11 11:52MRO Yearbook 2012.indd 127 16/09/2011 13:52

128 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
EuropeCompany Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Czech Airlines Technics Ondrej Konyvka 737 A-D 1 w/b Avionics upgrades Executive director A310 A-C 6 n/b Composite repairs Hangar F, Praha Ruzyne A320 A-D 12,400m2 Structural repairs and CPCP International Airport ATR 42/72 A-D Interiors (DOA 737/A320) 160 08 Praha 6 Landing gear overhaul (737CL/737NG) Czech Republic 737-800 winglet modification Tel: +420 2 2056 1001 Modifications Fax: +420 2 3332 4860 AOG team (structures/engines) E-mail: [email protected]
European Fred Hilgeman 737 A-C Amsterdam - Paris On-wing engine supportMaintenance Director 757/767 A Chateauroux - Lisbon Eco engine washSolutions Hamersveldse weg 84A A320 family/330/340 A-C Madrid Dismantling of aircraft 3833 GT Leusden Painting The Netherlands Tel: +31 33 434 3040 Fax: +31 33 494 8101 E-mail: [email protected]
Finnair Technical Mikko Koskentalo 757 A-C 2 w/b Strip/paint/labelling/markingServices Manager, sales and marketing A320 family A-C 3 n/b Sheet metal shop Finnair Technical Services Ltd A330/340 A Composite repair shop MU/83 MD-11 A-C Plating processes Helsinki-Vantaa Airport E-170/-190 INT-BAS NDT 01053 Finnair Cabin interior refurbishment/mod. Finland Structural repairs/modifications Tel: +358 40 586 0955 Winglet modifications Fax: +358 9 818 6786 DOA engineering E-mail: [email protected] Technical training www.finnairtechnicalservices.com Logistics support 24hr AOG desk Avionics shop Engine/APU/LDG shop/testing Wheels and brakes shop
FL Technics Jonas Butautis 737 A-D Hangars: Base maintenance for commercial aircraft CEO 747 A-C 13,700 sq.m. (Lithuania, Vilnius) Engine Management Rodūnios kelias 18, 757 A-C 5,500 sq.m. (Ukraine) Full aircraft engineering LT- 02188 767 A-C Line maintenance in remote out-stations Lithuania 777 A Upcoming Hangars: Parts supply, repair and overhaul Tel: +370 5 252 5015 A320-family A-D 5,000 sq.m. (Ulyanovsk) Technical training and consulting services Fax: +370 5 252 5646 F70/100 A 5,000 sq.m. (Ulyanovsk) E-mail: [email protected] ATR 42/72 A 6,400 sq.m (Ulyanovsk) EMB 135/145 A SAAB 2000 A-D Bombardier CL600-2B19 A
Fokker Aircraft Services Stephen Hands A318/319/320 A-D 5 hangars plus backshops: 16,000m2 Ageing aircraft programmes(FAS) VP, sales and marketing 737 (300/400/500/600 A-D Aircraft recovery PO Box 3 /799/800/900) A-D Aircraft weighing Aviolandalaan 31 Fokker 27/28/50/60/70/100 A-D Avionics upgrades 4631 RP Hoogerheide ATR 42/72 A-D Cabin noise reduction Netherlands CRJ A-D Composite repairs Tel: +31 16 461 8000 ERJ145 Corrosion prevention/control Fax: +31 164 618 666 Engineering services E-mail: [email protected] Fuel tank repairs [email protected] Interiors www.fokkeraircarftservices.com Machining/plating Materials processing NDT Painting/stripping Parking/storage Passenger-to-freighter conversion Satcoms/IFE installation Sheet metal Structural testing VIP refitting/refurbishments Windows/transparencies Iberia Maintenance Jose Luis Quiros 707/757 A-D 8 hangars Cargo conversion Sales, marketing and bus. development SVP 767 A 11 w/b Composite repairs and surface treatment Madrid Barajas Airport, La Munoza A310/319/320/321/330/340 A-D 9 n/b CPCP Edificio Motores 1a planta MD-80 A-D 2 general workshops Logistic support 28042 Madrid Falcon 20/900 A-D 1 painting hangar Strip/paint/labelling/marking Spain Gulfstream A-D Sheet metal work Tel: +34 915 875 132 C130 Hercules A-D Insulation blankets Fax: +34 915 874 991 NDT test E-mail: [email protected] Upgrades www.iberiamaintenance.com Cabin and interior modification Post delivery programmes Engineering services Technical training Global operational and maint. support Avionic upgrades EASA design organisation Inventory management
Icelandair Örn Ingibergsson 737CL A-D 1 hangar Avionics upgrades Customer services 737NG Line maintenance 2 bays Composite repairs Maintenance Centre 757/767 A-C 12,500m2 (including backshops) CPCP 235 Keflavik Airport Sheet metal work Iceland Tel: +354 4250 142 Fax: +354 4250 188 E-mail: [email protected]
MRO Yearbook 2012.indd 128 16/09/2011 13:52

Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Europe
MRO YEARBOOK 2012 | 129
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Jat Tehnika, d.o.o. Radoslav Ilic 737CL/NG A-SI 3 hangars Modifications Head of maintenance marketing and sales ATR 42/72 all series A-I 5 bays n/b; 3 bays w/b Aircraft ageing programmes Airport Nikola Tesla 59 35,000m2 (including backshops) Corrosion prevention and protection 11180 Belgrade Interior repairs Serbia Structual inspections and repairs Tel: +381 11 2280 115 Strip/paint Cell: +381 64 8871 558 Avionics upgrades E-mail: [email protected] Engine maintenance Component maintenance Winglets installationJet Aviation AG Michael Sattler 707/720/727/737 (incl. BBJ)/ A-D 7 hangars Avionics SVP and accountable mgr, Basel and Geneva 747/757/767 A-D 60,000m2 (including backshops) Composite repairs PO Box 214 A310/320 family (incl. ACJ)/ A-D CPCP CH-4030 Basel-EuroAirport 330/340 A-D Strip/paint Switzerland Challenger A-D Interiors E-mail: [email protected] Global Express A-D VIP completions Learjet A-D Sheet metal work Gulfstream A-D Dassault Falcon A-D Hawker A-D
Lufthansa Technik Robert Gaag (until June 30, 2011) 737 (incl. BBJ)/747/757/767/ A-D 16 n/b; 6 w/b; 3 RJ Avionics modification Andre Fischer (from July 1, 2011) 777 A-D 3 dedicated painting bays Structural modification Dir. Central Europe 787 LHT (HAM) Ageing aircraft mod/CPCP Weg beim Jaeger 193 A300/300-600/310/319/320/ A-D LHT (SXF) Sheet metal work 22335 Hamburg 321/ACJ/330/340/380 A-D Shannon Aerospace (SNN) Insulation blankets Germany Avro RJ A-D LHT Budapest (BUD) Design and modification Tel: +49 40 5070 2590 CRJ A-D LHT Malta (MLA) Freighter conversions Fax: +49 40 5070 8866 ERJ-135/-145 A-D LHT Sofia (SOF) Tanker conversions E-mail: [email protected] MD-11 A-C LHT Switzerland (BSL) Thrust revr. and nacelle overhaul MD-80 A-D LHT Maintenance International (FRA) Customised eng. services Saab 2000 A-D LHT Brussels (BRU) NDT test LHT Philippines (MNL) Strip/paint AMECO (PEK) Interior completion Cabin refurbishment VIP and corporate refurb. Internet-on-board installations IFE/satcom Support structure Airline support teams Technical training Labelling/marking
Marshall Aerospace Michael Milne 747/767/777 A-D 6 w/b Conversions, design services Director of marketing & bus. development A319/320/321 A-D 15 n/b Engineering services Marshall Aerospace DC-10 A-D 1.2m m2 Installation services The Airport MD-11 A-D Interior mods and reconfigns. Cambridge L-1011/-100 A-D NDT, overhauls, paint removal CB5 8RX C130 A-D Project mgmnt, recovery England BAe 125-700 A-D Renovations, repairs, support Tel: +44 1223 373737 Logistics, technical pubs Fax: +44 1223 373373 Training, flying E-mail: [email protected] Airframe/comps. manuf./assembly Design/manuf. long-range fuel tanks
MNG Technic Volkan Eser A300/300-600/ A-D 8 w/b Supply and logisticsAircraft Executive VP commerce 310/319/320/321/ A-D 16 n/b Wheel and break unit shopMaintenance Ataturk Havalimani Ozel Hangarlar Bolgesi 727/737-300 A-D 25,000m2 Emergency equipment shopServices Besyol Mah. Inonu Cad. No:10 /-400/-500/-600/-700 A-D Compressed cylinder/valve/regulator shop Sefakoy 34295 Kucukcekmece/Istanbul /-800/-900/ A-D Cabin interior Turkey 757-200/-300 A-D Paint shop Tel: +90 212 465 06 86 MD-80 series A-D Hydraulic shop Fax: +90 212 465 06 99 DC-9 series A-D NDT works E-mail: [email protected] Structural works Composite repair Avionic works Machine shop Monarch Aircraft Ian Bartholomew 737 Line 5 w/b Avionics upgradesEngineering Sales and marketing director 757/767 A-D 8 n/b Composite repairs London Luton Airport A300-600/A300B4 A-D CPCP Luton A319/320/ Interiors Beds. LU2 9LX 321/330/310 A-D Sheet metal work England Line maintenance Tel: +44 1582 398 746 EASA 145 part 21J (design) Fax: +44 1582 706 984 EASA part M E-mail: [email protected] EASA 147 Spares trading Component maintenance Management services
OGMA Mario Lobato Faria A320 family A-D 139,000m2 Aircraft and engine MRO Aviation services VP ERJ-145 family A-D Components 2615-173 Alverca E-170/-175/-190 A-D Engineering services Portugal C212 Aviocar A-D Fleet management Tel: +351 21 958 1000/957 9000 C130/L-100 A-D Strip/paint Fax: +351 21 958 0401/1288 Legacy 600/650 A-D Sheet metal E-mail: [email protected] Lineage 1000 A-D Hydrostatic testing Web: www.ogma.pt Calibration Avionics modifications Aerostructures manufacturing Airframe assembly Composite manufacturing and repairs Machining/plating NDT
MRO Yearbook 2012.indd 129 16/09/2011 13:52

130 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
EuropeCompany Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Project2_Turkish resized 15/09/2011 10:02 Page 1
Saab AB, Linköping Johan Claeson Saab 340/2000 A-D 6 n/b Aircraft inspections Maintenance manager, aircraft maintenance Composite repairs SE-581 88 Linköping Modifications Sweden Painting Tel: +46 13 18 5567 Refurbishments Fax: +46 13 18 5766 E-mail: [email protected]
Sabena technics - Jérôme Olivar 737/757/767 A-D Hangars for 30 aircraft Landing gearsTAT Group EVP sales and marketing A300/310/320 family/330/340 A-D across Europe Wheels and brakes Tour Maine-Montparnasse BP 47 ATR42/72 Dry stripping/painting 33 Avenue du Maine CRJ100/200 Components shops: avionics, IDG, 75755 Paris Cedex 15 ERJ-135/-145 electromechanics, pneumatics, fuel, France F70/100 hydraulics, oxygen, extinguishers Tel : + 33 1 56 54 42 30 MD-80 Test nacelle equipment Fax : + 33 1 43 21 79 26 C130 Logistics centre E-mail: [email protected] Falcon 10/20 Cabin upgrades and modifications www.sabenatechnics.com DC-10 Cockpit upgrades CN235 VIP completion 707 Aircraft structure KDC10 Cabin equipment
Shannon Aerospace Paul Murray 737/757/767 A-D 5 maintenance bays plus 1 paint bay CPCP Head of marketing and sales A319/320/321 A-D EASA and FAA 145 repair station Strip/paint Shannon Airport DC-9 A-D 32,000m2 Interiors Shannon MD-80 A-D Avionics upgrades County Clare Cargo conversion Ireland Composite repairs Tel: +353 613 70006 Lease end transitions Fax: +353 613 61020 Techical and engineering services E-mail: [email protected] Line maintenance EASA 147 training school 767 BS955 modification and repair A320 rib 5 modification
SR Technics Sean O’Connor 737NG/CL A-D 6 w/b Composite repairs SVP sales 747/757/777 A 7 n/b Interior refurbishment P.O.Box 767 A-D 2 n/b A check bays Components repr. and overh. CH-8058, Zurich Airport A300-600/310 A 4 n/b casualty bays Modifications Switzerland A320 family/330/340 A-D Repairs Tel: +41 43 812 05 70 F70/100 A Sheet metal work Fax: +41 44 812 97 98 MD-11 A-C NDT E-mail: [email protected] E170 A CPCP Avionics upgrade, thrust IFE/satcom Design organis. approval Fleet and inventory mgt Strip/paint Reverser and nacelle overhaul Engine overhaul/test cell VIP refurbishment and completion
TAP Maintenance Carlos Ruivo BBJ/727 A-D 8 w/b Modifications& Engineering VP marketing and sales 737CL/NG A-D 10 n/b Structural repairs P.O. Box 50194 747-100/200/300 A-D 53,380m2 Ageing programmes 1704-801 Lisboa 757/767/777 A-D Cabin refurbishment Portugal A300-B4/-600 A-D Stripping and painting Tel: +351 21 841 59 75 A310/320 family/330/340 A-D Composite repairs Fax: + 351 21 841 59 13 DC-10 A-D E-mail: [email protected] MD-11 A-D E120 A-D ERJ-135/145 A-D E-JET170/175/190/195 A-D Legacy A-D
TAROM Lorin Dumitrescu 737 A-nC 1 w/b Strip/paint Deputy technical director A320 family A-C 3 n/b Sheet metal work Bucharest International Airport Henri Coanda ATR 42/72 A-nC Major structural modification Calea Bucurestilor nr. 224F Major avionics modification Otopeni Town, County of Ilfov Romania Tel: +40 21 201 4549 E-mail: [email protected]
TUIFly Katrin Papendieck 737-300 A 2 hangars NDT approval Senior manager sales and contracts 737-400/500/737NG A-D 2 base maintenance bays Component workshops Flughafenstrasse 10 A320 family A 4 line maintenance bays Interiors 30855 Langenhagen Sheet metal workshop Germany Major system and structure mod. Tel: +49 (0)511 97 27 496 Part 21 approval Fax: +49 (0)511 97 27 507 E-Mail:[email protected]
Turkish Technic Ataturk International Airport B Gate 737CL/NG A,C,D 4 hangars: 3 in Istanbul, 1 in Ankara Avionics upgrades Yesilkoy-Istanbul 34149 777 A,C,Str. Component maintenance Turkey A300/300-600 A,C,D Test/rep./ovh./calib. Tel:+90 212 463 63 63 - 29246 A310 A,C,S Composite repairs Fax:+90 212 465 25 47 A320 family A,C,D CPCP, SSIP E-mail: [email protected] A330/340 A,C,S Engine and APU overhaul/test cell Avro RJ100/70 K-D Cabin interiors Gulfstream GIII/GIV/GV A-C Modifications Technical training Landing gear overhaul Painting HMU repair NDT including X-ray Component pool services On-site services Engineering support servicesAny companies not listed in this survey which wish to be included in future directories are asked to please contact [email protected]
MRO Yearbook 2012.indd 130 16/09/2011 13:52

Project2_Turkish resized 15/09/2011 10:02 Page 1
MRO Yearbook 2012.indd 131 16/09/2011 13:52

132 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Asia, Africa and Middle EastAbu Dhabi Aircraft Kirubel Tegene 737 NG D 550,000m2 facilities area Avionics upgradesTechnologies (ADAT) VP sales and marketing 747-100/-200 A, B 14 w/b maintenance bays Cockpit upgrades Abu Dhabi International Airport 747-300/-400 A 2 w/b paint bays : Interiors upgrades/cabin refurbishment PO Box 46450 757 D Hangar 1 (12800m2) Full strip and repaint Abu Dhabi 767 D Hangar 2 (4300m2) Ageing a/c progammes United Arab Emirates 777 D Hangar 2A (2600m2) Corrosion prevention/control Tel: +971 2 505 7226 A300 D Hangar 3 (2300m2) Sheetmetal repairs Fax: +971 2 575 7263 A310 D Hangar 3A (2400m2) Machining/plating/welding E-mail: [email protected] A319/A320/A321 D Hangar 4 (9200 m2) Composite repairs A330 D Hangar 5 (7000m2) Engine overhauls A340 D Hangar 6 (26000m2) Component overhauls L-1011 D 100,000lb engine test cell Fuel leak repairs APU test bed NDT Engineering services Inventory management Line maintenance Logistics support Training Air India Mr KM Unni 737-800 A-C 4 w/b bays Strip and paint (same hangar) SBU Head - MRO (Airframe ) 747-400 A-D 24,784 m2 hangar and bay area Modifications Air India Limited 777-200/300 A-C 180 Licensed Airframe Engineers Structural and composite repairs Santa Cruz (E) A310-300 A-C 122 Licensed Avionics Engineers Zonal & Supplimentary Structual Insp Mumbai Ageing aircraft Insp. India 400 029 Avionics and accessories Tel: +91 22 2626 3267 Fax: +91 22 2615 7172 75 Approved Engineers in Engine Overhaul, Repair and Testing shop Capability for engines: Air New Zealand Jim Campbell 737 Classic A-D 3 w/b, 2 n/b (Auckland) Strip and paintEngineering Services Manager, commercial 737NG A-D 4 n/b (Christchurch) Avionics upgrades PO Box 53098 747 A-C 1,200 licensed engineers Major structural repairs (lap joints) Auckland International Airport 767 A,C Full cabin refurbishment New Zealand 777-200 & 300 A-C BBJ green aircraft completion centre Tel: +64 9 256 3766 A320 A-D Retrofit IFE installations Fax: +64 9 256 3530 ATR 42/72 A-D EOLs E-mail: [email protected] C-130/P3 Orion SDLM Comprehensive component and support - workshops Air Pacific Engineering & Thomas Robinson 737NG A,B 1 hangar Maintenance GM, engineering 747-400 (PW4056) A,B 3,384m2 Private Mail Bag 767-300 (CF6-80C2) A,B 34 licensed engineers Nadi Airport ATR42-500 A,B 32 ames Fiji Islands DHC-6 A-C Tel: +679 673 7171 Fax: +679 672 6235 E-mail: [email protected] Alsalam Aircraft PO Box 8012 707 A-D 3 w/b hangars (747 size) Composite repairs Riyadh 11482 727 A-D 15,900m2 total hangar space Avionics upgrades Kingdom of Saudi Arabia 737 A-D CPCP Tel: +966 1 220 3966 ext. 324 747 A-D Ageing a/c inspections Fax: +966 1 220 0199 A300 A-D IFES retrofit www.alsalam.aero L-1011 A-D Full cabin refurbishment MD-90 modifications VIP interior design 747 pylon modifications 747 section 41 Strip and paint Ameco Beijing PO Box 563 737 A-D 87,000m2 hangar space CPCP, strip and paint Capital Airport 747 A-D 9 w/b Avionics upgrades Beijing 100621 767-200ER /-300 A,C, D 7 n/b Hushkitting PR China 777 C incl. struct. checks Full cabin refurbishment Tel: +86 10 6456 1122 ext. 4100/4101 A330 A-C VIP cabin modifications Fax: +86 10 6456 1823 A340 8C Comprehensive component, engine - E-mail: [email protected] shops and LDG overhauls Sheet metal repairs Composite repairs Fuel tank repairs ARC repairs Spring Beam Zero-time overhauls (747) 747 section 41 Pylon modifications (747/767) Blended winglet modifications (767-300) Body station 246 floor beam - modifications (767/777) SATCOM modifications (747/767) Synchro lock modifications (737/747/777) Cockpit, cabin and IFE upgrades (747) Radome overhauls (737/747/767/777) Cabin sidewall panel relaminating - (737/747/767/777) Arkia Israeli Airlines Nir Dagan ATR 42/72 A-D 1 w/d RefurbishmentAircraft Maintenance CEO Embraer 190/195 A, basic 6,000-hour 6 n/b Heavy Maintenance Dov Airport B-200 A-C 3,000m2 Bombardier AOG/line station PO Box 39301 DHC 7 A-D Dassault ASC Tel Aviv 61392 BD-700 (Global 5000) A-C Israel Challenger 300, 604, 605 A-C Tel: +972 3 690 2278 Citation XL, 1, 2, 3, Bravo A-C Fax: +972 3 699 1390 Falcon 2000 A-C E-mail: [email protected] Gulfstream GIV, SP, GX, XRS A-C Hawker 800XP A-C Bedek Aviation Group Jack Gaber 707 A-D 7 w/b hangars (5*747 or A340+3*767/MD11) Cargo conversions 737/747/767Israel Aerospace Corp dep VP & GM marketing & business dev 727 A-D 5 n/b hangars (10 aircraft) Avionics upgradesIndustries (IAI) - IAI/Bedek Aviation Group 737 A-D 422,300m2 747/757/767 pylon modifications Ben Gurion International Airport 747 A-D 747 section 41 Israel 70100 757 A-D Strip and paint Tel: +972 3 935 3090 767 A-D Composite repairs Fax: +972 3 935 9316 777 A-D Full cabin refurbishments E-mail: [email protected] A320/321/319 A-D Ageing a/c modifications A330 A-D APUs A340 A-D Landing gears DC-10 A-D Components for commercial and - MD-11 A-D military a/c including: MD-80 A-D Hydraulics Wheels and brakes CSD, IDG
Complete Aircraft Solutions
Abu Dhabi Aircraft Technologies (ADAT) is the Middle East's leading independent aviation technical solutions provider, and has a comprehensive set of airframe, engine and component maintenance, repair and overhaul (MRO) capabilities.
ADAT is constantly introducing new products and services in addition to tailor-made solutions such as its Integrated Component Support (ICS) package and Integrated Engine Support (IES) package.
Leveraging a favourable cost base, a strong geographical position and a solid infrastructure, ADAT has become the logical partner of choice for airlines and freight operators seeking a reputable organisation that delivers fast turnaround times and a high quality service.
www.adat.ae
To find out how you could benefit from ADAT s services for your BOEING and Airbus aircraft call the Commercial Department onTel: +9712 5057234 or Fax: 5757263; SITA: AUHGM7X - ADAT, PO Box 46450, Abu Dhabi United Arab Emirates
MRO Yearbook 2012.indd 132 16/09/2011 13:52

Complete Aircraft Solutions
Abu Dhabi Aircraft Technologies (ADAT) is the Middle East's leading independent aviation technical solutions provider, and has a comprehensive set of airframe, engine and component maintenance, repair and overhaul (MRO) capabilities.
ADAT is constantly introducing new products and services in addition to tailor-made solutions such as its Integrated Component Support (ICS) package and Integrated Engine Support (IES) package.
Leveraging a favourable cost base, a strong geographical position and a solid infrastructure, ADAT has become the logical partner of choice for airlines and freight operators seeking a reputable organisation that delivers fast turnaround times and a high quality service.
www.adat.ae
To find out how you could benefit from ADAT s services for your BOEING and Airbus aircraft call the Commercial Department onTel: +9712 5057234 or Fax: 5757263; SITA: AUHGM7X - ADAT, PO Box 46450, Abu Dhabi United Arab Emirates
MRO Yearbook 2012.indd 133 16/09/2011 13:52

134 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Asia, Africa and Middle EastChina Airlines Paul Tai 737-800 A-D 3 hangars Strip and paintInternational VP, maintenance division 747 A-D 6 bays 747 pylon upgrades Taoyuan International Airport A300-600 A-C 142,000m2 747 section 41 Taoyuan A320/A321 A-C Hangar capacity: Full cabin refurbishment Taiwan 33758 A340-300 A-C 5 w/b or 10 n/b CPCP Tel: +886 3 398 7250 A330 A-C 860 licensed engineers REI system installation Fax: +886 3 398 7396 ERJ190/195 A-D FAR 145, EASA 145,CAR 145 E-mail: [email protected] MD-11 A-D Engine and APU overhauls/repairs EgyptAir 707-300 A-D 4 w/b bays Modifications 737-500 A-D 3 n/b bays Strip and paint Cairo International Airport 747-300 A-D 20,000m2 hangar space Structural and composite repairs Cairo 777-200 A-C 350 airframe engineers Egypt A300 A-D Engine test cell Tel: +20 2 696 4842 A320/321 A-D Components shop Fax: +20 2 696 4896 A330 A-C Avionics shop E-mail: [email protected] A340-200 A-C Powerplant shop EL AL TECH/EL AL Eli Uziel 737NG A-D 3 bays, 20,000 m2 Logistics supportIsrael Airlines Marketing and sales manager 747-200/400 A-D Engine shop Engineer support modifications PO Box 41 757 A-D Hydraulic shop Avionics, engine build up, - Ben Gurion Airport, 70100 767 A-D Avionics shop composites and hydraulics - Israel 777 A-D Structure shop workshops Tel: +972 3 971 7278 Components shop Line maintenance and - Fax:+972 3 971 7205 tailor made solns E-mail: [email protected] or [email protected] FAR 145, EASA 145, www.elaltech.com CAAI, CAAN, FAA ISO9001:2000 Ethiopian Airlines Zemene Nega 737 A-D W/b hangar Strip and paint Senior Vice President Ethiopian MRO 757 A-D N/b hangar Avionics upgrades PO Box 1755 767 A-D Light and turbo prop hangar Composite repairs Addis Ababa 777 A-C Modern engine overhaul - Modifications Ethiopia MD-11 A-C workshop and engine test-cell Engine overhauls Tel: +251 115 178130/178704 Q400 A-D Different components - Component overhauls Fax: +251 116 651200 F50 A-D maintenance workshops Full cabin refurbishment E-mail: [email protected] 767/757 and 737NG - flight simulators Aviation Academy for - pilots, technicians, cabin crew, finance and marketing training Evergreen Aviation Kin Chong 747-300/400 A-D Hangar 1: Airframe modificationsTechnologies (EGAT) Senior VP 767-200/300 A-C 3 w/b bays for 3 aircraft; 767/747 pylon modifications Business coordination division A319/A320/A321 A-C floorspace: 12,900m2 Full cabin refurbishment Evergreen Aviation Technologies A330 A-C Hangar 2: Insulation blanket replacement 6 Harng-Jann South Road Dash-8 A-C 2 w/b bays, 2 n/b bays; CPCP Tayuan DC-10 A-C floorspace: 11,000m2 Strip and paint Taoyuan Hsien 33758 MD-11 A-C Hangar 3: Avionics upgrades Taiwan MD-90 A-C 2 w/b bays; Section 41 skin replacement ROC floorspace: 10,000m2 Wing skin replacement Tel: +886 3 351 9653 Hangar 4: Structural repairs Fax: +886 3 393 1039 1 n/b bay; Winglet modifications E-mail:[email protected] floorspace: 2,000m2 Guangzhou Aircraft Bob Peng 737 A-D 1 hangar Avionics upgradesMaintenance Engineering Director, commercial department 747 A-D 96,000m2 Composite repairsCompany (GAMECO) Baiyun International Airport 757 A-D 4 w/b bays CPCP Guangzhou 510470 767 A-D 1 dedicated painting bay Interior refurbishment PR China 777 A-D SBs, ADs and modifications Tel: +86 20 8612 4441 A300 A-C Structural repairs Fax: +86 20 8664 1529 A319/A320/A321 A-D Cargo conversions E-mail: [email protected] A330 A-C ERJ145 A-C Hong Kong Aircraft Summit Chan 737NG A,C,D 3 hangars 1. Airframe maintenanceEngineering Company Commercial director 747-200/300/400 Passenger aircraft A,C,D 40,900m2 (hangar only) Comprehensive maintenance checks(HAECO) 80 South Perimeter Road 747 Freighter series A,C,D 8 inner bays (full in) Structural repairs Hong Kong International Airport 757 A,C,D 3 nose-in bays (full with tail enclosure) Ageing aircraft inspection/CPCP Lantau 767-300/400 A,C,D 6 frontal bays Full support shops Hong Kong 777-200/300; 777ER A,C,D 2 cabin bays 2. Cabin Reconfiguration/Integration Services Tel: +852 2767 6056 A300-600 A,B 3. Component Services Fax: +852 2333 4514 A320/321 A,C 4. Line Maintenance E-mail: [email protected] A330-200/300 A,C 5. Fleet Technical Management A340-300/500/600 A,C 6. Inventory Technical Management 7. Technical Training 8. Technical training Jordan Aircraft Husam Zayed 727 A-D Up to 13 aircraft simultaneously SBs, ADs Maintenance Ltd General manager Strategic Projects 737 A-D 28,100m2 of hangars Modifications(JorAMCo) Marketing and Sales A300-600 all lvls to “10-12Y” 10,440m2 of engineering buildings Structural repairs PO Box 39328 A310 all lvls to “10-12Y” 2,600m2 of support shops Full strip and paint Queen Alia International Airport A320-family all lvls to “10-12Y” 800m2 of paint shops Aircraft polishing Amman 11104 A330 all lvls to “10-12Y” 400 “A” and “P” licensed airframe - Interiors VIP refurbishment Jordan A340 all lvls to “10-12Y” and engine engineers Cabin refurbishment Tel: + 962-6-445 1445 E170/175 A-D Composite repairs Fax: + 962-6-445 1186 E190/195 A-D Sheet metal shop Mobile: + 962-797500645 L-1011 A-D Component backshops E-mail: [email protected] Wheels and brakes CPCP Engineering services Material management NDT up to Level 3 Line maintenance EASA training academy Korean Air Maintenance Y.M Song 737NG A-D Incheon: 2 w/b and 1 n/b (1 hangar) Strip and paint& Engineering General manager MRO 747 A-D Seoul: 2 w/b and 1 n/b (1 hangar) Composite shop 1370, Gonghang-Dong 777 A-D Pusan: 1 w/b (1 paint hangar), Components Gangseo-Gu A300-600 A-D 1 w/b (1 hangar), Avionics and accessories Seoul, Korea A330 A-D 2 w/b (I hangar) HMV, CPCP, NDT, modifications Tel: +82 2 2656 3007 Structural repair, full cabin - Fax:+82 2 2656 8120 refurbishment E-mail: [email protected] Engine overhauls, APU overhauls Approvals: Heavy and/or line maintenance - KCASA, EASA, FAA, CAAS, THAI-DCA, MCAA, DGAC, DCA
MRO Yearbook 2012.indd 134 16/09/2011 13:52

Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
MRO YEARBOOK 2012 | 135
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Asia, Africa and Middle EastLufthansa Technik Dominik Wiener-Silva 747-400 A,C 5-bay hangar - 26,000m2 Fleet managementPhilippines VP marketing and sales 767-300 A Support shops – 27,000m2 Aircraft painting Lufthansa Technik Philippines 777-200/300 A Component support MacroAsia Special Economic Zone A319/A320/A321 A,C,D Engineering services Villamor Air Base, Pasay City A330-200/300 A,C,D NDT Philippines A340-200/300/600 A,C,D Engine support for CFM56 series, CF6-80 series, PW4000, RR Trent 500/700, IAE V2500 Tel: +632 855 9310 Cabin reconfiguration and refurbishment Fax: +632 855 9309 Backshop capabilities (wheels and brakes, calibration, laundry, mechanical, pneumatics, anodizing, electromechanical, laboratory, rescue and safety, lamination, seat and upholstery, cabin equipment, galley and lavatory, ULD) E-mail: [email protected] Personnel assignment MAS Engineering Chan Kum Piew ATR 42/72 A-D 6 hangars Blended winglet installationsand Maintenance Vice President Commercial Department F50 A-D 10 w/b bays 737 cargo conversions(Malaysia Airlines)/ MAS Engineering and Maintenance 737 series A-D 14 n/b bays 737 lap joint modificationsMAE (Malaysian 4th Floor, Hangar 3 747 A-D 747 pylon modificationsAerospace Engineering) MAS complex A-AA1204 767 A-D Cabin interior refurbishment/upgrades Sultan Abdul Aziz Shah Airport 47200 777 A-D IFE Malaysia A320 family A-D VIP cabin refurbishment Tel: +60 3 7840 3547 A330 A-D Charter refurbishment/modifications Fax: +60 3 7846 3797 A340 A-D Aircraft ‘Boutique’ painting E-mail: [email protected] Fleet Management Component repairs and overhauls Monogram repair station - toilet assy Landing gear overhauls - F50 and 737 Pakistan International Chief engineer, 737-300/-400 A-D 2 w/b and 6 n/b Cabin refurbishmentAirlines Engineering business development 747-200 A,C,D Accessories, engine, avionics installations PIA 747-300 A-D Modifications, overhauls and repairs Quaid-e-Azam International Airport 777-200/-300 A,C Strip and paint Karachi 75200 A300B4 A-D Pakistan A310-300 A,C,D Tel: +92 21 99043574 ATR 42-500 A-D Fax: +92 21 9242104 E-mail: [email protected] or [email protected] Qantas Airways Gavin Arnott 737 A-D 9w/b lines and 2 n/b lines (Sydney) - Full range of cabin refurbishment, engine - Manager planning, 747 A-D with dedicated docking and airframe maintenance services Aircraft maintenance services 767 A-D Commercial business 58,896m2 QANTAS Jet base., 203 Coward Street, A330 A,B 5 n/b lines and 1 w/b line (Melbourne) - Mascot, NSW, 2020 with dedicated docking Australia 29, 850m2 Tel: +61 2 9691 9319 3 w/b lines (Avalon Victoria) - Fax: +61 2 9691 8282 with dedicated docking 35,335 m2 3 w/b lines and 1 n/b line (Brisbane) - with dedicated docking 38,150 m2 1 n/b line (Adelaide) Royal Brunei Airlines Tan Siow Phing 767-200/-300 A-D Two hangars with full docking systems Major repairs and modifications EVP engineering A319/A320 A-D 415 engineers, 116 licensed engineers Wheels and brakes PO Box 737 EASA Part 145 Structural repairs Bandar Seri Begawan 757/767 pylon modifications BS8671 Avionics upgrades Brunei Darussalam Full cabin refurbishment Tel: +673 2 330 737 Composite repairs Fax: +673 2 330 845 NDT inspection to level 3 E-mail: [email protected] Strip and paint Training/EASA part 147 Machining and platings SIA Engineering Lim Lin Eng 747 A-D 6 hangars Airframe, component and engine MROCompany VP marketing and sales 777 A-D (49,700m2) Engineering services 06-M Hangar 2 A300-600 A-D Capacity up to 9 w/b Sheet metal 31 Airline Rd A310 A-D Corrosion prevention/control Singapore 819831 A319/A320/A321 A-D Composite repairs Tel: +65 6541 5390 A330 A-D Strutural testing, NDT Fax: +65 6545 1257 A340 A-D Painting/stripping A380 A-C Cargo conversions (747-400) Bajin Singh Cabin modifications, Satcoms/IFE, VIP VP marketing and sales (fleet management) 747 pylon modifications 06-M Hangar 2 747 section 41 31 Airline Rd Line maintenance, technical handling - Singapore 819831 and fleet management Tel: +65 6541 6794 Engine wash Fax: +65 6545 1257 AOG recovery Training ST Aerospace in Tan Jiak Kwang 737 A,C,D 3 w/b and 1 n/b Fleet standardisationShanghai Director, corporate affairs A300 A,C,D Base maintenance Shanghai Technologies Aerospace A310 A,C,D Line maintenance Company Limited A319/A320/A321 A,C,D Heavy maintenance (a subsidiary of ST Aerospace) A340 A,C,D Airframe conversions Hongqiao International Airport MD-11 A,C,D Cabin interior refurbishment and upgrades Hong Qiao Road 2550 MD-80 A,C,D Avionics systems upgrades and modifications Airport Road 3 MD-90 A,C,D Complete exterior strip and paint Shanghai 200335, China Structural inspection, repairs and modifications Tel: +86 21 511 88298 Ageing aircraft inspection and modifications Fax: +86 21 5118 8264 Interior retrofit and reconfiguration www.staero.aero Corrosion prevention and control programme Escape slide inspection, repairs and overhauls Onsite parts fabrication
MRO Yearbook 2012.indd 135 16/09/2011 13:52

136 | MRO YEARBOOK 2012
AIRFRAME HEAVY MAINTENANCE DIRECTORY
Company Contact details Aircraft types C hecks Facilit ies Specialist capabilities
Asia, Africa and Middle East
ACS_Ad_2 [210mm x 278mm], fc.indd 1 2/17/2011 1:42:23 PM
ST Aerospace Ambrose William 727 A-D 28 w/b and 39 n/b hangar bays globally 1) Light maintenance(Singapore and China) Senior vice president, corporate marketing 737 A-D 2) Line maintenance 540 Airport Road 747 A-D 3) Heavy maintenance Paya Lebar 757 A-D 4) Structural repairs, inspection and Singapore 539938 767 A-D modifications Tel: +65 6287 1111 777 A-D 5) Ageing aircraft modifications Fax: +65 6280 8213 A300 A-D Boeing 767-300BCF passenger-to-freighter conv. E-mail: [email protected] A310 A-D 7) Boeing 757-200SF passenger-to- freighter conv.STC www.staero.aero A319/A320/A321 A-D 8) Boeing 757-200 passenger-to- passenger/cargo (combi) conv. A330 A-D 9) MD-11BCF passenger-to-freighter conversions A340 A-D 10) Boeing 767 winglet modifications DC-8 A-D 11) Boeing 737 winglet modifications DC-9 A-D 12) Boeing 747 section 41 and pylon mod. DC-10 A-D 13) VIP aircraft conversions MD-11 A-D 14) Aircraft interiors reconfiguration/refurb. MD-80 A-D 15) Boeing 747 section 41 and pylon mod. MD-90 A-D 16) Stage 3 hush kit installations and re-engine mod. CRJ-100/200 A-D 17) Corrosion prevention and control programme ERJ-135/145 A-D 18) Fleet standardisation F50 A-D 19) Complete exterior strip and paint ATR 42/72 A-D 20) Technical records Learjet 35/45 A-D 21) Maintenance control Cessna A-D 22) Design engineering C-130/L-382 A-D 23) Avionics systems upgrade and modifications Gulfstream G550 A, B 24) Systems development 25) LOPA development 27) Return lease checks South African Ismail Randeree 737 A-D 8 w/b Airframes, engines, APUs, componentsAirways Technical Senior exec mgr, tech sales and marketing 747 A-D 6 n/b Other services: Room 309, 3rd Floor, Hangar 9, Technical A319 A-D 84, 555 m2 hangar space Ageing aircraft programmes OR Tambo International Airport A340 A-D Shops: avionics, battery, composite, - Aircraft cleaning, recovery, weighing Kempton Park, Gauteng compressed gas, electrics, engine build-up, - Avionics upgrades, calibration South Africa GSE, instrument, landing gears, paint, - Boeing pylon modifications 1620 plating, sheet metal Cabin noise reduction, hushkitting Tel: +27 11 978 9993 Engine test cell, NDT, wheels and brakes, - Windows/transparencies Fax: +27 11 978 9994 autoclave Cockpit layouts, interiors, satcoms/IFE E-mail: [email protected] Composite and fuel tank repairs www.flysaa.com/saa_technical Corrosion prevention/control, rewinding Engine health, re-engining, engineering Hydrostatic and structural testing, NDT Inventory management Lease/sale/exchange Line maintenance, logistics support Parking/storage Machining/plating, materials processing Sheet metal, shot peening, strip/paint Passenger-to-freighter/tanker conversions VIP refitting/refurbishment Training SriLankan Airlines Priyantha Rose A320 A-D 2-bay hangar Strip and paint Head of Engineering A330 A-D 1 w/b and 1 n/b Avionics upgrades Engineering and Maintenance Dept. A340 A-D EASA 145 approved maintenance facility Composite and structural repairs SriLankan Airlines EASA 147 approved training facility Cabin refurbishments B.I. Airport NDT Inspections Katunayke Line maintenance Sri Lanka Tel: +94 1 9733 2019 Fax: +94 1 9733 5263 Email: [email protected]
Taikoo (Xiamen) Jacqueline Jiang 737 A-D 5 hangars Stuctural modificationsAircraft Engineering Executive GM commercial 747 A-D 10 w/b bays and 4 n/b bays Cabin refurbishmentCompany Limited 20 Dailiao Rd East 757 A-D 1 more hangar under construction Avionics upgrades(TAECO) Gaoqi International Airport 767 A-D Strip and repaint Xiamen 361006 777 A-D Cargo Conversion: 737-300/-400, - P.R. China A300-600 A 757 and 747-200/-300/-400 Tel: +86 592 573 7621 A310 A Line maintenance: Beijing, Shanghai, - Fax: +86 592 573 0214 A319/A320/A321 A-D Tianjin and Xiamen A330 A-D Engineering design services A340 A-D Parts manufacturing MD-11 A-D Training services VIP cabin completion service NDT Calibration Heat treatment, plating Thai Airways Bunloo Varasarin 737 A-D Donmueang (DMK) Strip and paint International Director technical marketing and sales dept 747 A-D 5 hangars: 170,000m2 747 pylon modifications Technical Department 777 A-C 6 w/b bays 747 section 41 modifications Suvarnabhumi Airport A300 A-D 54 licensed engineers Full cabin refurbishment/reconfiguration Bangphli, Samut Prakarn 10540 A310 A-D A300 frame 47 inspection and repairs Thailand A330 A-D U-Tapao (UTP) Ageing a/c programme Tel: +66(0)2 137 6300 A340 A-D 1 hangar: 240,000m2 Avionics upgrades Fax: +66(0)2 137 6942 ATR72 A-D 2 w/b bays Skin replacements Mobile: + 66(0)81 830 1540 1 n/b bay NDT 11 licensed engineers Suvarnabhumi (SBIA) 1 hangar: 193,425m2 3 w/b bays 352 licensed engineers N.B. Any companies not listed in this survey who wish to be included in future directories are asked to please contact [email protected]
MRO Yearbook 2012.indd 136 16/09/2011 13:52

ACS_Ad_2 [210mm x 278mm], fc.indd 1 2/17/2011 1:42:23 PMMRO Yearbook 2012.indd 137 16/09/2011 13:52

Our work... flies with you.Put your components in our hands. Because at Iberia Maintenance we have the capacity
to overhaul and repair over 7,000 kits per year and we know how to care for everything down to the
tiniest detail, so your aircraft will operate faultlessly. But we really like to go that bit further:
we want to take you further, because our work... flies with you.
IBERIA MAINTENANCE Commercial & Development Direction. Madrid - Barajas Airport, La Muñoza. 28042 Madrid, Spain.Phone: +34 91 587 49 71 / Fax: +34 91 587 49 91. E-mail: [email protected]
www.iberiamaintenance.com
check_FPA:AFNM57 17/9/08 15:39 Page 3
MRO Yearbook 2012.indd 138 16/09/2011 13:52