Liquid Metal Embrittlement of Galvanized Steels During ...Liquid Metal Embrittlement of Galvanized...
18
Liquid Metal Embrittlement of Galvanized Steels During Industrial Processing: A Review Zhanxiang Ling, Min Wang and Liang Kong Abstract Liquid metal embrittlement is the cause of reduction of elongation to failure and early fracture if normally ductile metals or alloys are stressed while in contact with liquid metals. Scientists have confirmed that many solid steel-liquid metal couples are subject to liquid metal embrittlement, one of them is solid steel-liquid zinc. Due to the wide use of zinc-coated galvanized steels, this couple has drawn much attention. This paper briefly introduces liquid metal embrittlement, with emphasis on the solid steel-liquid zinc couple and its occurrence in the process of industrial production in the literature. We first reviewed the findings that gal- vanized steels suffer embrittlement during experimental hot tensile test to under- stand its fundamental characteristics. We then summarized the occurrence of liquid metal embrittlement in galvanized steels during industrial processing, such as hot-dip galvanizing, hot stamping and welding. Keywords Liquid metal embrittlement Galvanized steel Hot tensile test Hot stamping Welding 1 Introduction Liquid metal embrittlement (LME), also known as liquid metal induced embrit- tlement (LMIE) or liquid metal assist cracking (LMAC), is the reduction on elongation to failure and early fracture if normally ductile metals or alloys are stressed while in contact with liquid metals [1]. Cracking arises in LME is classified as one case of environmental assist cracking (EAC). Although causing a lot of Z. Ling M. Wang (&) L. Kong Shanghai Key Laboratory of Materials Laser Processing and Modification, Shanghai Jiao Tong University, Shanghai 200240, China e-mail: [email protected] Z. Ling M. Wang The State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China © Springer Nature Singapore Pte Ltd. 2018 S. Chen et al. (eds.), Transactions on Intelligent Welding Manufacturing, Transactions on Intelligent Welding Manufacturing, https://doi.org/10.1007/978-981-10-8330-3_2 25
Transcript of Liquid Metal Embrittlement of Galvanized Steels During ...Liquid Metal Embrittlement of Galvanized...
-
Liquid Metal Embrittlementof Galvanized Steels During IndustrialProcessing: A Review
Zhanxiang Ling, Min Wang and Liang Kong
Abstract Liquid metal embrittlement is the cause of reduction of elongation tofailure and early fracture if normally ductile metals or alloys are stressed while incontact with liquid metals. Scientists have confirmed that many solid steel-liquidmetal couples are subject to liquid metal embrittlement, one of them is solidsteel-liquid zinc. Due to the wide use of zinc-coated galvanized steels, this couplehas drawn much attention. This paper briefly introduces liquid metal embrittlement,with emphasis on the solid steel-liquid zinc couple and its occurrence in the processof industrial production in the literature. We first reviewed the findings that gal-vanized steels suffer embrittlement during experimental hot tensile test to under-stand its fundamental characteristics. We then summarized the occurrence of liquidmetal embrittlement in galvanized steels during industrial processing, such ashot-dip galvanizing, hot stamping and welding.
Keywords Liquid metal embrittlement � Galvanized steel � Hot tensile testHot stamping � Welding
1 Introduction
Liquid metal embrittlement (LME), also known as liquid metal induced embrit-tlement (LMIE) or liquid metal assist cracking (LMAC), is the reduction onelongation to failure and early fracture if normally ductile metals or alloys arestressed while in contact with liquid metals [1]. Cracking arises in LME is classifiedas one case of environmental assist cracking (EAC). Although causing a lot of
Z. Ling � M. Wang (&) � L. KongShanghai Key Laboratory of Materials Laser Processing and Modification,Shanghai Jiao Tong University, Shanghai 200240, Chinae-mail: [email protected]
Z. Ling � M. WangThe State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University,Shanghai 200240, China
© Springer Nature Singapore Pte Ltd. 2018S. Chen et al. (eds.), Transactions on Intelligent Welding Manufacturing,Transactions on Intelligent Welding Manufacturing,https://doi.org/10.1007/978-981-10-8330-3_2
25
http://crossmark.crossref.org/dialog/?doi=10.1007/978-981-10-8330-3_2&domain=pdfhttp://crossmark.crossref.org/dialog/?doi=10.1007/978-981-10-8330-3_2&domain=pdfhttp://crossmark.crossref.org/dialog/?doi=10.1007/978-981-10-8330-3_2&domain=pdf
-
troubles in practice, the phenomenon is not fully understood compared with someother EAC, such as hydrogen embrittlement and stress corrosion cracking.According to a review paper [2], the earliest study of LME was published in 1914,in which the internal stressed brass was fractured when in contact with mercury wasdiscussed. Up until now, LME has been studied for over a century, the existingscientific paper which concerns the susceptibility of various specific combinationsto LME is plentiful but dispersive [3]. Scientists have been dedicated to find out auniversal mechanism to explain all the LME phenomenon and predict its occur-rence, and several modes have been proposed [1–3]. The most recent contributionwas done by Bauer et al. [4], in which they combined density functional theorycalculations with thermodynamic considerations to investigate the LME of iron byliquid zinc. Nevertheless, none of them can fully account for all experimentalobservations.
Generally, several features are widely accepted for LME:
(a) Particular solid metal-liquid metal couples are prone to LME, which meanssome couples are susceptible to embrittlement while others appear to beimmune. This is referred to as the specificity of LME.
(b) A critical stress is required for the occurrence of LME, and the liquid metalmust direct contact on an atomic scale with the stressed solid metal.
(c) LME results in initial intergranular and brittle fracture in most cases for thepolycrystalline metal and alloy.
(d) A specific brittle-ductile transition temperature always exists in LME for dif-ferent embrittling couples.
Among all the materials, steels own a dominant position for industrial use due totheir abundant source, economic efficiency and comprehensive performance. Thus,numerous studies focused on the LME of various steels and they are proved to havea poor resistance to LME. Due to the serious condition which satisfies the pre-requisites, LME of steels is frequently reported under the circumstance of nuclearapplications, as they can be embrittled by liquid Pb-17Li [5], Pb [6], or Pb–Bieutectic [7] in service. Under experimental condition, steels can also be embrittledby Cu [8], Na [9], Sn [10] and so on. Recently, a clutch shell of a motorbike madefrom SPCC nitrided steel [11] and turbine casing segment screws of an aeroenginemade from 35NC6 steel [12] are reported to suffer LME, indicating LME phe-nomena extensively exist in actual use.
Empirical rules suggest that an embrittlement couple may have limited mutualsolubility and low tendency to form stable intermetallic compounds (IMCs) [3], incontrast with the rules, zinc can embrittle steel, even if they have relatively goodmutual solubility and can form stable IMCs, as can be seen in Fig. 1. For over200 years, the zinc coating is widely used to provide corrosion resistance for steel,it can separate the steel from the corrosion environment and act as the sacrificialanode [14]. From the perspective of LME, zinc coating provides the potential liquidmetal film so that LME may occur in steel if the temperature and stress conditionsmeet the prerequisites of LME. The melting point of zinc is low (about 419 °C),
26 Z. Ling et al.
-
and as expected, galvanized steels are susceptible to LME cracking phenomenawhen they are subjected to some hot industrial processes such as hot-dip galva-nizing, hot stamping and welding according to opening literatures. This paper givesa brief review of these literatures and try to offer a comprehensively understandingof LME phenomena of galvanized steels during industrial processes.
2 LME of Galvanized Steels During Hot Tensile Test
When doing research on LME of various embrittlement couples, materials scientistsalways carry out hot tensile test to obtain the data characterizing the phenomena, andnowadays, hot tensile tests are often performed using a Gleeble thermo-mechanicalsimulator. The experiment can provide ideal and quantitative conditions in labora-tory, while stressed specimens are in contact with liquid metal under certain strainrate and temperature. Thus, for the solid steel-liquid zinc combination, this testmethod is also frequently used. Some of the achievements about LME of steel byzinc were reported in Japanese language papers many years ago [15–19]. In thissection, a few recent papers using hot tensile test to study liquid zinc embrittlementon steels are introduced previously to help understand the embrittlement phe-nomenon. Several factors were found to have influence on the LME.
Beal et al. [20–22] studied the LME of electrogalvanized (EG) twinning-inducedplasticity (TWIP) steel, the steel is fully austenitic at room temperature, and thecontact with liquid zinc was due to the melting of the zinc coating. Figure 2 showsthe tensile curves of uncoated and EG steels at different temperatures under a strain
Fig. 1 Iron–Zinc binary diagram [13]
Liquid Metal Embrittlement of Galvanized Steels During … 27
-
rate of 0.13/s. It can be seen that the EG specimen was not embrittled at 600 °C,but its ultimate tensile strength and fracture elongation reduce compared withuncoated one at 700 °C. The steel is more severely embrittled at 800 °C, as fractureoccurs at a very small strain. It is worth noticing that the lower embrittlementtemperature is much higher than the melting point of zinc, it may attribute to theexperimental procedure where liquid zinc came from the melt of zinc coating, thefast process required higher temperature for zinc coating to be fully melted. It seemsconvincing as LME of steel by zinc were found to occur at about 450 °C in liquidzinc bath during galvanizing [23]. However, Barthelmie et al. [24] reported that thegalvanized surface refined TWIP steel could be embrittled at 450 °C during hottensile test. Frappier et al. [25] investigated the embrittlement of an EG advancedmultiphase high strength steel which consists of ferrite/bainite matrix with about12% of retained austenite, the test conditions were similar with Beal et al. and theyobtained same LME starting temperature. They claimed that the beginning of
Fig. 2 Tensile curves of bare and electrogalvanized (EG) specimens obtained at differenttemperatures: a 600 °C, b 700 °C and c 800 °C [22]
28 Z. Ling et al.
-
embrittlement at 700 °C was due to a wetting transition, the liquid metal can wetthe grain boundary (GB) if
cGB [ 2cSL ð1Þ
where cGB is the grain boundary energy and cSL is the solid steel-liquid zincinterfacial energy. Microscopic image of steel/Zn interface gave the evidence of GBwetting by Zn, so they believed the lower temperature for LME was the wettingtransition temperature for steel/Zn couple, which explained why LME didn’t occurat melting point of zinc. Figure 3 demonstrates the variation of relative reduction ofenergy as a function of the temperature for the four strain rates, it clearly indicatesthat at low strain rate (black line), no significant LME occurs at all test tempera-tures, and the higher the strain rate, the lower temperature at which the LME occurs.The graph also illustrates the “ductility trough” and “brittle-ductile transition”features which are commonly observed in many LME systems. The ductility of thesteel was lost within a temperature range of 700–950 °C, and fully regained atabout 1000 °C. Beal et al. [21] hypothesized that the recovery of ductility at hightemperature is due to the evaporation of zinc, whose boiling point is about 907 °C,which makes the liquid zinc insufficient for embrittlement to occur. Figure 4 pre-sents the influence of holding time in the LME, the specimens were pre-exposed toliquid zinc and maintained for a certain holding time before the tensile test. It can beseen that long holding time leads to a recovery of ductility, and when the holdingtime increases to 20 s, the tensile curve of EG specimen is highly coincident withuncoated one and the embrittlement is fully suppressed. Beal et al. [22] claimed thatthe formation of IMCs at the interface between steel and zinc was responsible forthe recovery when increasing the holding time, as they prevented the contact ofsteel with liquid zinc.
Jung et al. [26] investigated the influence of constituent microstructure of thegalvanized steel and pre-strain on the LME, three kinds of steels, i.e. deep drawquality (DQ) steel which consists of fully ferritic, dual-phase (DP) steel which
Fig. 3 Influence of strain rateon the embrittlement of theFe22Mn0.6C steel by liquidzinc [21]
Liquid Metal Embrittlement of Galvanized Steels During … 29
-
consists of ferrite and martensite, TWIP steel which consists of austenite, werechosen to carry out the hot tensile test. The overall results on the occurrence ofLME were summarized in Table 1. It proves that the occurrence of LME is irrel-evant to the original microstructure of steel. Results also show that the temperatureand strain rate have an influence on the LME, which is consistent with previousstatements. Furthermore, under the conditions of temperature of 600 °C and strainrate of 0.1/s, no LME occurred, but DP and TWIP steels were embrittled under thesame conditions after they were pre-strained up to 0.4% at 900 °C. Taking intoaccount that the engineering strain of 0.4% just passed the yield point, the authorsclaimed that not only stress but also plastic deformation was needed for theoccurrence of LME. With the help of TEM images and EDS line profiling results,
Fig. 4 Tensile curves obtained at 750 °C (strain rate 0.13/s): progressive ductility recovery afterholding at 750 °C [22]
Table 1 Summarized results of hot tensile test to reveal LME occurring conditions of each alloy(orange colored box = ferrite, blue colored box = austenite) [26]
Strain rate (s-1) 600 °C 700 °C 800 °C 900 °C
DQ1 LME LME
0.1 LME LME0.01 LME LME
DP1 LME LME LME LME
0.1 LME LME LME0.01 LME LME
TWIP1 LME LME LME
0.1 LME LME LME0.01 LME LME
30 Z. Ling et al.
-
they found that the pre-strain could accelerate zinc diffusion into substrate grainboundaries (GBs) as well as weakened them and subsequently caused the LMEeven at the conditions where LME normally did not occur.
Kang et al. [27] researched the LME of a Zn-coated Interstitial-Free (IF) steel, aZn-coated 22MnB5 press-hardened steel (PHS) and a Zn-coated TWIP steel, andfound that the PHS and TWIP steel suffered LME at 850 °C. But no LME occurredin IF steel at both 850 °C (below Ac1 temperature) and 950 °C (above Ac3 tem-perature), this indicated that the LME of steels was not directly related to theircrystal structure but the composition and type of steel did influence the LMEprocess. The LME occurred due to the penetration of Zn, and the average pene-tration depth of the IF steel, PHS and TWIP steel were 53, 152 and 303 lmrespectively, which explained their differences in the LME behavior. The Zn per-colation along GBs and rapid solid-state Zn grain boundary diffusion were proposedto be compatible with the Zn penetration process.
From the above statements, it can be concluded that the temperature, strain rate,pre-strain, and type of steel all influence the LME of steel by liquid zinc in differentways. Particular conditions needed for LME to occur can be experienced during hotworking processes such as hot-dip galvanizing, hot stamping and welding. Thesehave been confirmed by many researches and they will be discussed next.
3 LME of Steels During Hot-Dip Galvanizing
Zinc coatings are predominantly used to improve the corrosion resistance of steel,typical processing methods used in producing zinc coatings include hot-dipgalvanizing (GI), galvannealing (GA) and electrogalvanizing (EG). For hot-dipgalvanizing method, the steels are dipped into 445–455 °C molten zinc bath and theimmersion times are in the range of 3–6 min [28]. Before hot-dip galvanizing, thesteel surface is carefully cleaned to remove any impurities so that the steel substrateis directly in contact with liquid zinc during the hot-dip galvanizing process. LMEcracking sometimes appear during hot-dip galvanizing in large structural steelcomponents like beams and profiles, or welded structures, as shown in Fig. 5. Mrazand Lesay [29] concluded that the stress needed for the cracking came fromlocal residual stresses as the consequences of welding and local strains as the
Fig. 5 Observation ofLMAC in a steel structureafter hot-dip galvanizing [13]
Liquid Metal Embrittlement of Galvanized Steels During … 31
-
consequences of heating during galvanizing. Under the situation, James [30] sug-gested that a good design of structural steelworks can help against the LME duringgalvanizing.
To investigate the LME phenomena during galvanizing, scientists always applyexternal load to better present the results. Carpio et al. [31] researched how envi-ronmental factors acted in steel embrittlement during galvanizing, the structuralS450J0 steel was chosen as the main study material, its low ductility and highstrength made it very prone to suffer failure during galvanizing. Tensile and Charpyimpact test results showed that the properties of studied steels dropped at 450 °Ccompared with that at room temperature, so the steel was softer and more brittle atgalvanizing temperature, but it was not the main cause of the embrittlement duringgalvanizing. Fluxing treatment are always used to prevent oxidation before gal-vanizing. The study indicated that the fluxing increased the surface roughness so asto enhance the susceptibility of local embrittlement due to notch effect, which wasrelated to stress concentration. Fluxing as well as galvanizing led to the hydrogenaccumulation, it gave a possibility that the embrittlement might be caused byhydrogen. This hypothesis was denied also by Carpio et al. [32] in another paper, inwhich they tested and calculated the hydrogen concentration in the steel base andzinc layer and found that the hydrogen mainly presented in the zinc layer and hardlyexisted in the steel base. Nevertheless, Mraz and Lesay [29] complained that thehydrogen embrittlement was responsible for crack initiation and LME wasresponsible for crack propagation as they observed the transgranular fracture atcrack initiation sites and intergranular fracture at crack propagation sites.J toughness tests were carried out on compact tensile specimens at 450 °C in air andtwo different Zn baths: traditional Zn–Pb bath and innovative Zn–Pb–Sn–Bi bath[31]. Results showed that the toughness of the samples further decreased in Zn bathand the embrittlement was more aggressive in the Zn–Pb–Sn–Bi bath, as shown inFig. 6. It was because Sn and Pb were accumulated next to the steel base and
Fig. 6 Toughness J-testresults on CT specimens madeof S450J0 steel in two liquidZn baths: Traditional (Zn–Pb)and Zn–Pb–Sn–Bi baths [31]
32 Z. Ling et al.
-
formed low-melting-point eutectics (about 180 °C, even less if Bi was present),they flowed easily to the cracks and were very reactive with the steel, thus facili-tated the embrittlement process.
Mendala [23] applied tension stretchingwith different levels (400–800 MPa) to theC70D steel during hot dip galvanizing at 450 °C. Two liquid bathswere used, i.e. purezinc and zinc with 2% tin addition. Results showed that if the load was applied to thesamples and suddenly released, no cracking occurred for all samples under differentload values. If the constant load was applied to the samples during galvanizing, nocracking occurred in the samples that dipped in a zinc bath but cracking was detectedin the samples during metallization in a zinc bath with 2% tin addition under highstress values, 600 and 700 MPa, and the sample was ruptured under 800 MPa. Theauthor deduced that the constant load could let the internal stresses accumulate and thecracks would occur in liquid bath as a result of loss of cohesive properties.The explanation of the conducive effect of tin was not given in the paper, but as tin is asevere steel embrittler and the embrittlement can happen at 266 °C [10], the concept of“Insert Carriers” [3] may be introduced to explain the phenomenon.
The influence of previous cold deformation on LME of typical structural steelS235JR in 450 °C liquid zinc bath was studied by Luithle and Pohl [33]. Thesamples were firstly tested in 450 °C hot air, their tensile strength increased andreduction of area decreased with the increase of deformation degree owing to thework-hardening. Thus, the severity of LME was evaluated by the ratio of reductionin area of samples tested in 450 °C liquid zinc bath and 450 °C hot air under thesame deformation degree. Results showed that the severity of LME decreased withthe increasing degree of deformation, and the fracture surfaces changed fromintergranular cleavages to ductile dimples. If the deformation was large enough,there were almost no difference between the samples tested in hot air and liquidzinc. The authors explained that with increasing cold deformation the grainsbecame more and more stretched in axial direction, the original GBs (preferredintergranular crack paths) which were perpendicular to the applied force becamemore parallel to the load, and thus, the component stress was not enough to openthe GB, leading to the removal of LME.
4 LME of Galvanized Steels During Hot Stamping
Hot stamping, also called press hardening, was developed in accordance with thedemand for ultra-high strength steels in automobile industry. Currently, there aretwo different hot stamping methods, i.e. the direct hot stamping process in which ablank is heated up in a furnace, transferred to the press and subsequently formedand quenched in the closed tool, and the indirect process characterized by the use ofa nearly complete cold pre-formed part which is subjected only to a quenching andcalibration operation in the press after austenitization [34]. To protect the steelsfrom oxidation and provide cathodic corrosion protection during hot stamping, thesteels are often galvanized before the process. However, Zn-coated steels are easily
Liquid Metal Embrittlement of Galvanized Steels During … 33
-
subjected to LME cracks during hot stamping process, especially the direct hotstamping process [35], which has potentially bad effect on the mechanical prop-erties of the parts.
Lee and his coworkers published several papers about the LME of galvanized22MnB5 during direct hot stamping simulated by a Gleeble 3500 thermo-mechanical process simulator. In one paper published in 2012 [36], they found thatwhen the specimen was deformed at 850 °C, Zn penetrated into the steel matrix andcaused brittle fracture due to grain boundary decohesion. The fracture didn’t occurwhen the specimen was held at 850 °C for 4 min, quenched to 700 °C anddeformed at this temperature. It was because that the solid C1 intermetallic com-pound was formed as a result of a peritectic reaction between solid a-Fe and liquidZn at 782 °C during quenching, and the absence of liquid Zn inhibited the LME.Increasing the annealing time, i.e. soaking at 850 °C to 20 min before hot stampingalso suppressed the LME as the coating layer was fully transformed to a-Fe (Zn),no liquid Zn presented to cause LME in this case. In another paper published in2014 [37], they gave a detailed mechanism for LME cracking during hot stamping,as illustrated in Fig. 7: (a) High-temperature crack initiation at an a-Fe(Zn) grainboundary in the surface alloy layer; (b) Zn diffusion along the c grain boundary andtransformation of the Zn-diffused c grain boundary region to a-Fe(Zn); (c) Crackpropagation through the weak a-Fe(Zn) grain boundary layer; (d) Crack propaga-tion by repetition of the diffusion-transformation stages (b) and (c); (e) Aftercooling, the high-temperature Znliq distribution is reflected in the room-temperaturedistribution of C-Fe3Zn10. The absence of transformation of c to a′ lath martensiteallows for the identification of the Zn diffusion layer in the vicinity of the cracktip. Based on the model, they postulated that LME crack was caused not by liquidZn, but by the presence of a thin a-Fe (Zn) layer at austenite grain boundariesformed by the Zn diffusion-mitigated phase transformation of the boundary region.The strength of this ferrite layer was low compared with the austenite, leading to thefracture during hot stamping. In the most recent work, Lee et al. [38] carried outtensile tests and three-point bending tests on the PHS after hot stamping. Resultsshowed that the Zn coating has no cacoethic influence on tensile propertiesregardless tested in the length direction (LD) or transverse direction (TD) after hot
Fig. 7 Schematic illustrating the mechanism of Zn grain boundary diffusion-mitigated phasetransformation leading to crack formation on Zn-coated PHS during die quenching (c: austenite,a′: martensite) [37]
34 Z. Ling et al.
-
stamping, but it deteriorated the bending performance of wall side significantly dueto the LME cracking in the location. TD-oriented samples provided the worstbendability because the bending direction coincided with the microcracks propa-gation direction. Lee et al. [39, 40] also studied the effect of a 55 wt% Al–Zncoating on PHS during hot stamping and found the steel was not susceptible toLME, it was due to the fact that the liquid Zn was fully confined to the Al–Zn layeras intergranular islands or at the Fe–Al intermetallic grain boundaries, as the sol-ubility of the Zn in the Fe–Al compounds was very low.
In the research by Drillet et al. [41], the cracks formed in the steel during hotforming were classified to macro-cracks (>100 lm) and micro-cracks. Themacro-cracks were formed due to the liquid Zn penetration in the steel grainboundaries under stress, i.e. the LME. The cracks often located on the external sideof the radius where the steel was under tensile stress. In this case, they claimed thatthe GI steel was only dedicated to indirect hot stamping process, but the GA steelcould be dedicated to both direct and indirect hot stamping process with suitableheat treatment. The micro-cracks always initiated in the wall, where the frictionbetween the steel sheet and the tools was very high. Kurz et al. [42, 43] alsoclaimed that to avoid the LME during hot stamping, the indirect process was inindustrial application for galvanized steels these days, however, it led to a muchhigher production cost. They introduced the so-called direct process withpre-cooling and the modified PHS, 20MnB8 and successfully avoided the LMEcracking. Seok et al. [44] suggested that during the direct process, the heating timeof 5 and 10 min with a heating temperature of 850 °C, heating times of 5 and10 min with a heating temperature of 900 °C, and a heating time of 3 min with aheating temperature of 950 °C were appropriate for the product to minimize theLME cracks. Way to apply the direct hot forming process to galvanized steels andavoid the LME cracking can also be found in a patent [45].
5 LME of Galvanized Steels During Welding
The most dominant joining method in manufacturing industry is welding. Duringthe welding process, the peak temperature in welding zone and heat affected zone(HAZ) is very high and far beyond the melting point of Zn. For the galvanized steel,Zn exists in liquid form and presents on the surface of solid steel in HAZ duringfusion welding, thus there is a high risk of LME if the stress condition was up tograde in this area.
LME cracking is frequently observed in galvanized steels during resistance spotwelding (RSW) [46–50]. Although some reports showed that the LME cracks have nosignificant influence on the tensile and fatigue properties of RSW joints [45, 51], butthe surface crack is a potential threat to the performance and integrity of structures.
Kim et al. [52] detected surface LME cracks in RSW joints of the Zn-coatedtransformation-induced plasticity (TRIP) steel. The cracks mainly located in theconcaves of welding centers and the inclined regions. It was found that welding
Liquid Metal Embrittlement of Galvanized Steels During … 35
-
force, welding current and welding time all had significant effect on surfacecracking, it increased with the increase of welding current and welding time and thedecrease of welding force. The holding time had less effect than other factors, theincrease of holding time slightly decreased surface cracking. The electrode type alsoinfluenced the location and number of crack. By SEM observation and EDS analysis,they found that a Cu5Zn8 IMC, which formed by alloying with the Cu electrode, waspresent on the crack surface. An improvement method in this study was introduced,i.e. using a pre-current of 10 kA and 3 cycles to melt the Zn layer and a cooling timeof 6 cycles to facilitate the removal of molten Zn before the application of weldingcurrent. Due to the lack of Zn, LME cracking was suppressed.
Barthelmie et al. [53] researched dissimilar RSW of the galvanized TWIP steelto the galvanized HX340LAD steel, they detected LME cracks on the TWIP steelside but not on the HX340LAD steel side, and they attributed it to the austeniticstructures’ sensitivity to LME. They also investigated the influence factors of theLME and found that the smaller heat input, the larger electrode force and electrodecap diameter could decrease the LME crack length.
Tolf et al. [54] found that the coating type and wear degree of the electrode caphad remarkable effect on LME cracking during RSW. The welds of GI coated dualphase (DP) steel were more prone to surface cracking compared with EG coated DPsteel. With GI coating, cracks were observed when welding the first sample, andfurther increase in number and crack length with the ongoing of welding process.However, with EG coating, the first 50 welds were crack free. The authors claimedthat the small amount of Al in hot dip galvanized coating was the key factor, as itwas oxidized and forming aluminum oxide on the steel surface, and significantlyincreased the resistance during RSW. Higher resistance resulted in higher heatgeneration, and then higher LME cracking susceptibility.
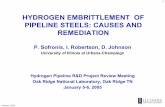
Ashiri et al. [55] built up the concept of “supercritical area” and “critical nuggetdiameter” to describe the LME phenomena during RSW of Zn-coated TWIP steels.They found that most of the cracks were formed in the periphery area at the vicinityof the contacted area between the electrodes and TWIP steel sheets, as shown inFig. 8. They defined the peripheral area as “supercritical LME area”. SORPASsimulations confirmed that this area experienced highest temperature and stress,which gave an explanation that the conditions in this area was favorable for LME.In addition, the cooling condition in this area was worst because there was a gapbetween the electrode and this area. The authors further discovered that there was alowest nugget diameter for LME to occur, which were 6.15 mm for GI coated steel,6.21 mm for GA coated steels and 6.42 mm for EG coated steel, thus the EG coatedsteel had the lowest LME susceptibility. The maximum crack length increased withthe increase of nugget diameter. They defined the lowest nugget diameter as“critical nugget diameter”, which could be correlated with the critical tensile stressand temperature required for LME to occur. In another paper published by Ashiriet al. [56], the authors developed a smart welding procedure to produce LME-freewelds of Zn-coated TWIP steel at high temperature. In their method as shown inFig. 9, a two-pulse base current which was set to 5 kA provided the first step of heatinput required to form minimum nugget diameter, then the second pulse current
36 Z. Ling et al.
-
could be increased to the current where LME occurred. In the best welding scheduleas shown in Fig. 9c, the weldable current rage without LME cracks was 85.7%greater than the current rage in single-pulse welding schedule. The LME crackingdidn’t occur until the expulsion, the expulsion was visible and easy to avoid, thusLME-free welds were obtained. SORPAS simulation results indicated that thetemperature and stress concentration at the supercritical LME area of the impulsewelded sample was much lower than that of the single-pulse welded one, whichprovided less liquid zinc and less tensile stress for LME to occur.
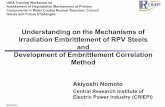
LME can also occur during arc welding. Bruscato [57] detected LME crackswhen welded austenitic stainless steel to galvanized steel, and suggested that thezinc coating must be scrupulously removed from the joint area prior to welding topreclude LME cracking. Mori and Nishimoto [58] reported that LME intergranularcracking sometimes occurred in HAZ of dissimilar welded joints of austeniticstainless steels with galvanized carbon steels, the susceptibility of LME differedwith various chromium and nickel contents which was due to the change in grainboundary energy in the austenitic steels. Pańcikiewicz et al. [59] also observedLME cracking in T-joints welded by Gas Metal Arc Welding (GMAW) between ahot dip galvanized E275D steel and a AISI 304 stainless steel. The cracks located inthe HAZ of the stainless steel with length up to 3 mm, and had an intergranularcharacter, Zn atoms presented on the crack surface. The zinc melted on the
Fig. 8 Observation of LME in a resistance spot welded TWIP steel [55]
Liquid Metal Embrittlement of Galvanized Steels During … 37
-
Fig. 9 a Different base impulse schedules; b the criterion for the selection and c conditions of thebest welding schedule [56]
Fig. 10 A schema of themechanism of zinc vaporizingand depositing on austeniticstainless steel during arcwelding a T-joint with a filletweld [59]
38 Z. Ling et al.
-
galvanized steel surface, then evaporated and condensed on the austenitic stainlesssteel by surface tension and adhesive forces. Liquid zinc slowly penetrated alonggrain boundaries, and the internal stress originated from phase transformationresulted in the fracture, as shown in Fig. 10.
6 Conclusion
Liquid zinc can embrittle various steels by LME mechanism. Many factors, such astemperature, strain rate, pre-exposure, cold deformation, coating types and con-stituents influence the severity of the embrittlement. The required conditions forLME may be reached during industrial processed such as hot-dip galvanizing, hotstamping and welding, the occurrence of LME cracking is an undesirable phe-nomenon and bring challenges to those industrial processes. Considering that thehigh temperature during the hot working industrial processes is inevitable, the stresscondition should be carefully controlled to avoid the LME. Some attentions shouldbe paid as follows:
1. High residual stress and stress concentration should not be reserved in thesteelwork which is going to experience hot-dip galvanizing process, it can beachieved by rational design of large welded structures.
2. Try not to apply the galvanized steels to direct hot stamping process, and use thegalvannealed steels to replace them.
3. The heat input during resistance spot welding of galvanized steels should becontrolled by applying the novel welding procedure, electrogalvanized steels aregood substitutes for hot-dip galvanized steels as they are able to reduce the riskof LME.
References
1. Fernandes PJL, Jones DRH (1997) Mechanisms of liquid metal induced embrittlement. IntMater Rev 42(6):251–261
2. Nicholas MG, Old CF (1979) Liquid metal embrittlement. J Mater Sci 14(1):1–183. Kamdar MH (1983) Liquid metal embrittlement. Treatise Mater Sci Technol 25(1):361–4594. Bauer KD, Todorova M, Hingerl K et al (2015) A first principles investigation of zinc induced
embrittlement at grain boundaries in bcc iron. Acta Mater 90:69–765. Sample T, Fenici P, Kolbe H (1996) Liquid metal embrittlement susceptibility of welded
MANET II (DIN 1.4914) in liquid Pb-17Li. J Nucl Mater 233:244–2476. Legris A, Nicaise G, Vogt JB et al (2000) Embrittlement of a martensitic steel by liquid lead.
Scripta Mater 43(11):997–10017. Hojna A, Di Gabriele F, Klecka J (2016) Characteristics and liquid metal embrittlement of the
steel T91 in contact with lead–bismuth eutectic. J Nucl Mater 472:163–1708. Padmanabhan B, Salunkhe P, Nage D (2015) Liquid metal embrittlement of austenitic
stainless steel fitting caused by copper contamination. J Fail Anal Prev 15(4):480
Liquid Metal Embrittlement of Galvanized Steels During … 39
-
9. Hémery S, Auger T, Courouau JL et al (2014) Liquid metal embrittlement of an austeniticstainless steel in liquid sodium. Corros Sci 83:1–5
10. Clegg RE, Jones DRH (2003) Liquid metal embrittlement of tensile specimens of En19 steelby tin. Eng Fail Anal 10(1):119–130
11. Ding N, Xu N, Guo W et al (2016) Liquid metal induced embrittlement of a nitrided clutchshell of a motorbike. Eng Fail Anal 61:54–61
12. Nandi V, Bhat RR, Yatisha IN et al (2012) Liquid-metal-induced embrittlement in turbinecasing segment screws of an aeroengine. J Fail Anal Prev 12(4):348–353
13. Kuklik V, Kudlacek J (2016) Hot-dip galvanizing of steel structures. Butterworth-Heinemann,Boston, pp 30, 170
14. Marder AR (2000) The metallurgy of zinc-coated steel. Prog Mater Sci 45(3):191–27115. Kikuchi M (1980) Liquid metal embrittlement of steels by liquid zinc. J Soc Mater Sci
29(317):181–18616. Nakasa K, Takei H, Matsuda M (1988) Crack propagation behavior in liquid zinc
embrittlement of mild steel. J Soc Mater Sci 37(413):166–17017. Kikuchi M, Lezawa T (1982) Effect of stress-concentration factor on liquid metal
embrittlement cracking of steel in molten zinc. J Soc Mater Sci 31(352):271–27618. Kikuchi M (1981) Liquid metal embrittlement cracking of notched rectangular steel plate in
molten zinc. J Soc Mater Sci 30(329):194–19919. Nakasa K, Takei H, Takemoto S (1984) Effects of tensile speed, testing temperature and
ferrite grain size on liquid zinc embrittlement in precracked specimens of mild steel. J SocMater Sci 33(372):1193–1198
20. Beal C, Kleber X, Fabregue D et al (2011) Liquid zinc embrittlement of ahigh-manganese-content TWIP steel. Philos Mag Lett 91(4):297–303
21. Beal C, Kleber X, Fabregue D et al (2012) Embrittlement of a zinc coated high manganeseTWIP steel. Mater Sci Eng A 543:76–83
22. Beal C, Kleber X, Fabregue D et al (2012) Liquid zinc embrittlement of twinning-inducedplasticity steel. Scripta Mater 66(12):1030–1033
23. Mendala J (2012) Liquid metal embrittlement of steel with galvanized coatings. IOPconference series-materials science and engineering, vol 35. IOP Publishing, Bristol, pp 1–8
24. Barthelmie J et al (2016) Liquid metal embrittlement in resistance spot welding and hot tensiletests of surface-refined TWIP steels. In: IOP conference series-materials science andengineering, vol 118. IOP Publishing, Bristol, pp 1–8
25. Frappier R et al (2014) Embrittlement of steels by liquid zinc: crack propagation after grainboundary wetting. In: Advanced materials research, vol 922. Trans Tech Publications, Zurich,pp 161–166
26. Jung G, Woo IS, Suh DW et al (2016) Liquid Zn assisted embrittlement of advanced highstrength steels with different microstructures. Met Mater Int 22(2):187–195
27. Kang H, Cho L, Lee C et al (2016) Zn penetration in liquid metal embrittled TWIP steel.Metall Mater Trans A 47(6):2885–2905
28. Schulz WD, Thiele M (2011) Hot-dip galvanizing and layer-formation technology. HandbHot-Dip Galvanization 91–124
29. Mraz L, Lesay J (2009) Problems with reliability and safety of hot dip galvanized steelstructures. Soldagem & Inspecao 14(2):184–190
30. James MN (2009) Designing against LMAC in galvanised steel structures. Eng Fail Anal16(4):1051–1061
31. Carpio J, Casado JA, Álvarez JA et al (2009) Environmental factors in failure duringstructural steel hot-dip galvanizing. Eng Fail Anal 16(2):585–595
32. Carpio J, Casado JA, Álvarez JA et al (2010) Stress corrosion cracking of structural steelsimmersed in hot-dip galvanizing baths. Eng Fail Anal 17(1):19–27
33. Luithle A, Pohl M (2015) On the influence of cold deformation on liquid metal embrittlementof a steel in a liquid zinc bath. Mater Corros 66(12):1491–1497
34. Karbasian H, Tekkaya AE (2010) A review on hot stamping. J Mater Process Technol210(15):2103–2118
40 Z. Ling et al.
-
35. Feng GW et al (2016) Microcacks in galvannealed hot stamping 22MnB5 steel. In: Advancedhigh strength steel and press hardening-proceedings of the 2nd international conference.World Scientific, Changsha, pp 110–114
36. Lee CW, Fan DW, Sohn IR et al (2012) Liquid-metal-induced embrittlement of Zn-coated hotstamping steel. Metall Mater Trans A 43(13):5122–5127
37. Cho L, Kang H, Lee C et al (2014) Microstructure of liquid metal embrittlement cracks onZn-coated 22MnB5 press-hardened steel. Scripta Mater 90:25–28
38. Lee CW, Choi WS, Cho L et al (2015) Liquid-metal-induced embrittlement relatedmicrocrack propagation on Zn-coated press hardening steel. ISIJ Int 55(1):264–271
39. Lee CW, De Cooman BC (2014) Microstructural evolution of the 55 Wt Pct Al-Zn coatingduring press hardening. Metall Mater Trans A 45(10):4499–4509
40. Lee CW, Choi WS, Cho YR et al (2015) Microstructure evolution of a 55wt.% Al–Zn coatingon press hardening steel during rapid heating. Surf Coat Technol 281:35–43
41. Drillet P, Grigorieva R, Leuillier G et al (2013) Study of cracks propagation inside the steel onpress hardened steel zinc based coatings. La Metallurgia Italiana 1:3–8
42. Kurz T, Luckeneder G, Manzenreiter T et al (2015) Zinc coated press-hardeningsteel-challenges and solutions. SAE technical paper No. 2015–01-0565
43. Kurz T, Larour P, Lackner J et al (2016) Press-hardening of zinc coated steel-characterizationof a new material for a new process. In: IOP conference series-materials science andengineering, vol 159. IOP Publishing, Bristol, pp 1–16
44. Seok HH, Mun JC, Kang CG (2015) Micro-crack in zinc coating layer on boron steel sheet inhot deep drawing process. Int J Precis Eng Manuf 16(5):919–927
45. Sachdev AK, Brown TW (2015) Controlling liquid metal embrittlement in galvanizedpress-hardened components. US Patent Application 14/627,579
46. Zhang P, Xie J, Wang YX (2011) Effects of welding parameters on mechanical properties andmicrostructure of resistance spot welded DP600 joints. Sci Technol Weld Joining 16(7):567–574
47. Gaul H, Weber G, Rethmeier M (2011) Influence of HAZ cracks on fatigue resistance ofresistance spot welded joints made of advanced high strength steels. Sci Technol WeldJoining 16(5):440–445
48. Wang XP, Zhang YQ, Ju JB et al (2016) Characteristics of welding crack defects and failuremode in resistance spot welding of DP780 steel. J Iron Steel Res Int 23(10):1104–1110
49. Jia S, Zhang Y, Liu X et al (2015) Hot dip galvanized TRIP steel spot welding crack analysis.Electr Weld Mach 45(8):145–149
50. Wang X, Zhang Y, Ju J et al (2016) Effect of resistance spot welding process on welding spotcrack defects of advanced high strength steel. Electr Weld Mach 46(6):96–100
51. Yan B, Zhu H, Lalam SH et al (2004) Spot weld fatigue of dual phase steels. SAE technicalpaper No. 2004-01-0511
52. Kim YG, Kim IJ, Kim JS et al (2014) Evaluation of surface crack in resistance spot welds ofZn-coated steel. Mater Trans 55(1):171–175
53. Barthelmie J, Schram A, Wesling V (2016) Liquid metal embrittlement in resistance spotwelding and hot tensile tests of surface-refined TWIP steels. IOP Conference Series-MaterialsScience and Engineering, vol 118. IOP Publishing, Bristol, pp 1–8
54. Tolf E, Hedegård J, Melander A (2013) Surface breaking cracks in resistance spot welds ofdual phase steels with electrogalvanised and hot dip zinc coating. Sci Technol Weld Joining18(1):25–31
55. Ashiri R, Haque MA, Ji CW et al (2015) Supercritical area and critical nugget diameter forliquid metal embrittlement of Zn-coated twining induced plasticity steels. Scripta Mater109:6–10
56. Ashiri R, Shamanian M, Salimijazi HR et al (2016) Liquid metal embrittlement-free welds ofZn-coated twinning induced plasticity steels. Scripta Mater 114:41–47
Liquid Metal Embrittlement of Galvanized Steels During … 41
-
57. Bruscato RM (1992) Liquid metal embrittlement of austenitic stainless steel when welded togalvanized steel. Welding Journal 71:455s–459s
58. Mori H, Nishimoto K (2012) Effect of chromium and nickel contents on liquid zincembrittlement in heat affected zone of austenitic steels. Q J Jpn Weld Soc 30(1):42–49
59. Pańcikiewicz K, Tuz L, Zielińska-Lipiec A (2014) Zinc contamination cracking in stainlesssteel after welding. Eng Fail Anal 39:149–154
42 Z. Ling et al.