HYDROGEN EMBRITTLEMENT OF ADVANCED HIGH STRENGTH STEELS...
13
HYDROGEN EMBRITTLEMENT OF ADVANCED HIGH STRENGTH STEELS FOR AUTOMOTIVE USE G. LOVICU 1 * , M. Barloscio 1 , M. Bottazzi 2 , F. D'Aiuto 2 , M. De Sanctis 1 , A. Dimatteo 1 , C. Federici 2 , S. Maggi 2 , C. Santus 3 , R. Valentini 1 1 : Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza dei Materiali - Università di Pisa, Italy 2 : Fiat Auto – Engineering & Design – Materials Engineering, Torino, Italy 3 : Dipartimento di Ingegneria Meccanica, Nucleare e della Produzione - Università di Pisa, Italy *: corresponding author. Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza dei Materiali – Università di Pisa, Largo Lucio Lazzarino, 2 – 56126 Pisa – Italy Tel: +39 050 2217860 Fax: +39 050 2217861 e-mail: [email protected] KEYWORDS: AHSS, DP steels, TRIP steel, Hot Stamping steel, TWIP steel, Hydrogen Embrittlement, SSRT ABSTRACT Advanced High Strength Steels (AHSS), that conventionally include Dual Phase (DP) steels, TRansformation Induced Plasticity (TRIP) steels, Complex Phase (CP) steels and Martensitic steels, together to the second generation of Advanced High Strength steels, such as austenitic TWIP (TWinning Induced Plasticity) have a better combination between strength and ductility than conventional HSS and thus show a higher crash resistance allowing, at the same time, a weight reduction of car structural components. AHSS have been developed in last decade and their use is more and more increasing. Notwithstanding some important features have to be still understood and studied in order to completely characterize their service behaviour. In particular, the high mechanical resistance of AHSS makes the hydrogen related problems a great concern for this steel grades. This paper investigates the hydrogen embrittlement of five AHSS steels. The behaviour of one TRIP, one TWIP, two different DP with different strength levels and one Hot Stamping steels has been studied by performing Slow Strain Rate Tensile (SSRT) tests on electrochemically hydrogenated notched samples. Embrittlement has been correlated mainly to the strength level and the microstructural features of steels. Finally, the hydrogen effect on fracture behaviour has been analysed by fractographic study. INTRODUCTION Nowadays, one of the main trends of car producers is towards weight reduction to decrease consumption and gas emission, along with increasing in passenger safety. Although use of lightweight materials (lightweight alloys and polymer/composite materials) has gained some applications in the autobody, steel still represents the main choice, the 99% of the total cars having a steel body in white. In two last decades the development of new classes of high strength steels has permitted to increase both resistance and toughness properties in respect of conventional high strength steels. The transformation hardened steels (the so-called Advanced High Strength Steels) along with High Manganese Austenitic Steels are some of the new classes developed [1-3].
Transcript of HYDROGEN EMBRITTLEMENT OF ADVANCED HIGH STRENGTH STEELS...

HYDROGEN EMBRITTLEMENT OF ADVANCED HIGH
STRENGTH STEELS FOR AUTOMOTIVE USE
G. LOVICU1*, M. Barloscio
1, M. Bottazzi
2, F. D'Aiuto
2, M. De Sanctis
1, A. Dimatteo
1,
C. Federici2, S. Maggi
2, C. Santus
3, R. Valentini
1
1: Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza dei Materiali - Università di
Pisa, Italy 2: Fiat Auto – Engineering & Design – Materials Engineering, Torino, Italy
3: Dipartimento di Ingegneria Meccanica, Nucleare e della Produzione - Università di Pisa, Italy
*: corresponding author.
Dipartimento di Ingegneria Chimica, Chimica Industriale e Scienza dei Materiali – Università di
Pisa, Largo Lucio Lazzarino, 2 – 56126 Pisa – Italy
Tel: +39 050 2217860
Fax: +39 050 2217861
e-mail: [email protected]
KEYWORDS: AHSS, DP steels, TRIP steel, Hot Stamping steel, TWIP steel, Hydrogen
Embrittlement, SSRT
ABSTRACT
Advanced High Strength Steels (AHSS), that conventionally include Dual Phase (DP) steels,
TRansformation Induced Plasticity (TRIP) steels, Complex Phase (CP) steels and Martensitic
steels, together to the second generation of Advanced High Strength steels, such as austenitic TWIP
(TWinning Induced Plasticity) have a better combination between strength and ductility than
conventional HSS and thus show a higher crash resistance allowing, at the same time, a weight
reduction of car structural components. AHSS have been developed in last decade and their use is
more and more increasing. Notwithstanding some important features have to be still understood and
studied in order to completely characterize their service behaviour. In particular, the high
mechanical resistance of AHSS makes the hydrogen related problems a great concern for this steel
grades. This paper investigates the hydrogen embrittlement of five AHSS steels. The behaviour of
one TRIP, one TWIP, two different DP with different strength levels and one Hot Stamping steels
has been studied by performing Slow Strain Rate Tensile (SSRT) tests on electrochemically
hydrogenated notched samples. Embrittlement has been correlated mainly to the strength level and
the microstructural features of steels. Finally, the hydrogen effect on fracture behaviour has been
analysed by fractographic study.
INTRODUCTION
Nowadays, one of the main trends of car producers is towards weight reduction to decrease
consumption and gas emission, along with increasing in passenger safety. Although use of
lightweight materials (lightweight alloys and polymer/composite materials) has gained some
applications in the autobody, steel still represents the main choice, the 99% of the total cars having
a steel body in white. In two last decades the development of new classes of high strength steels has
permitted to increase both resistance and toughness properties in respect of conventional high
strength steels. The transformation hardened steels (the so-called Advanced High Strength Steels)
along with High Manganese Austenitic Steels are some of the new classes developed [1-3].
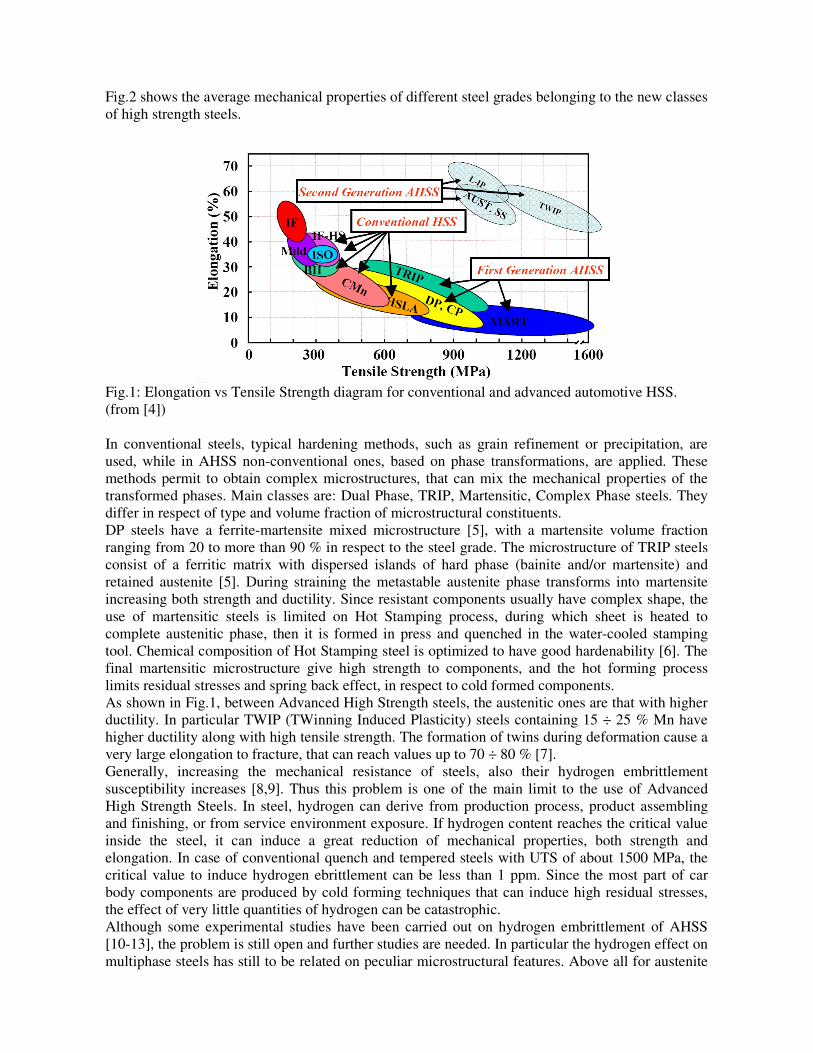
Fig.2 shows the average mechanical properties of different steel grades belonging to the new classes
of high strength steels.
Fig.1: Elongation vs Tensile Strength diagram for conventional and advanced automotive HSS.
(from [4])
In conventional steels, typical hardening methods, such as grain refinement or precipitation, are
used, while in AHSS non-conventional ones, based on phase transformations, are applied. These
methods permit to obtain complex microstructures, that can mix the mechanical properties of the
transformed phases. Main classes are: Dual Phase, TRIP, Martensitic, Complex Phase steels. They
differ in respect of type and volume fraction of microstructural constituents.
DP steels have a ferrite-martensite mixed microstructure [5], with a martensite volume fraction
ranging from 20 to more than 90 % in respect to the steel grade. The microstructure of TRIP steels
consist of a ferritic matrix with dispersed islands of hard phase (bainite and/or martensite) and
retained austenite [5]. During straining the metastable austenite phase transforms into martensite
increasing both strength and ductility. Since resistant components usually have complex shape, the
use of martensitic steels is limited on Hot Stamping process, during which sheet is heated to
complete austenitic phase, then it is formed in press and quenched in the water-cooled stamping
tool. Chemical composition of Hot Stamping steel is optimized to have good hardenability [6]. The
final martensitic microstructure give high strength to components, and the hot forming process
limits residual stresses and spring back effect, in respect to cold formed components.
As shown in Fig.1, between Advanced High Strength steels, the austenitic ones are that with higher
ductility. In particular TWIP (TWinning Induced Plasticity) steels containing 15 ÷ 25 % Mn have
higher ductility along with high tensile strength. The formation of twins during deformation cause a
very large elongation to fracture, that can reach values up to 70 ÷ 80 % [7].
Generally, increasing the mechanical resistance of steels, also their hydrogen embrittlement
susceptibility increases [8,9]. Thus this problem is one of the main limit to the use of Advanced
High Strength Steels. In steel, hydrogen can derive from production process, product assembling
and finishing, or from service environment exposure. If hydrogen content reaches the critical value
inside the steel, it can induce a great reduction of mechanical properties, both strength and
elongation. In case of conventional quench and tempered steels with UTS of about 1500 MPa, the
critical value to induce hydrogen ebrittlement can be less than 1 ppm. Since the most part of car
body components are produced by cold forming techniques that can induce high residual stresses,
the effect of very little quantities of hydrogen can be catastrophic.
Although some experimental studies have been carried out on hydrogen embrittlement of AHSS
[10-13], the problem is still open and further studies are needed. In particular the hydrogen effect on
multiphase steels has still to be related on peculiar microstructural features. Above all for austenite
containing steels, such as TRIP steels, where the huge differences on transport and solubility
properties of hydrogen in the microstructural constituents, along with the austenite tendency to
transform to martensite during straining and/or during hydrogen charging, need to be thoroughly
investigated.
One of the main experimental techniques used to analyse the hydrogen effect on mechanical
properties of steels is the SSRT test [14], i.e. a tensile test performed at slow strain rate in order to
enhance the embrittlement effect of hydrogen. The hydrogen embrittlement mechanism is governed
by the hydrogen diffusion within the steels. The high stressed areas (with a non-zero hydrostatic
component) in the sample are subject to a lattice distortion able to increase the local hydrogen
solubility and thus to generate a chemical potential gradient that can act as driving force for the
hydrogen diffusion. Thus, areas with higher residual stresses not only are those subjected to higher
stress level, but are also richer in hydrogen, dramatically increasing the failure susceptibility.
This paper analyses hydrogen embrittlement behaviour of five different Advanced High Strength
Steels by means of SSRT tests on electrochemically charged notched tensile samples. Obtained
results, along with the fractografic studies of post tensile samples, are deeply investigated in terms
of their microstructural and mechanical features.
MATERIALS AND EXPERIMENTAL METHODS
Five different commercial HSS have been selected in order to investigate their hydrogen
embrittlement susceptibility. In particular, four AHSS (one Hot Stamping steel, two DP steels and
one TRIP steel) and one High Manganese Steel (TWIP) have been analysed.
All steels have been analysed in the as received conditions.
Hot stamping steel has a complete martensitic microstructure, while in DP1400 and DP1200 a
volume fraction of ferrite less than 10 % has been found. TRIP steel has a mixed microstructure
composed by ferrite, bainite/martensite and retained austenite. TWIP steel has a fully austenitic
microstructure. Preliminary mechanical tests have been performed on smooth tensile samples. Table
1 shows results along with the thickness and the coating characteristics of each studied steel.
Table1: Mechanical Properties, thickness and coating system for the analysed steels.
UTS (MPa) YS (MPa) Elong. (%) Thickness (mm) Coating
Hot Stamping 1615 1550 6 1.8 Al-Si
DP1400 1520 1410 5 1.25 Electrogalv
DP1200 1305 1205 9 2 Electrogalv
TRIP 815 620 26 1.12 Galv
TWIP 970 490 73 1.25 Not coated
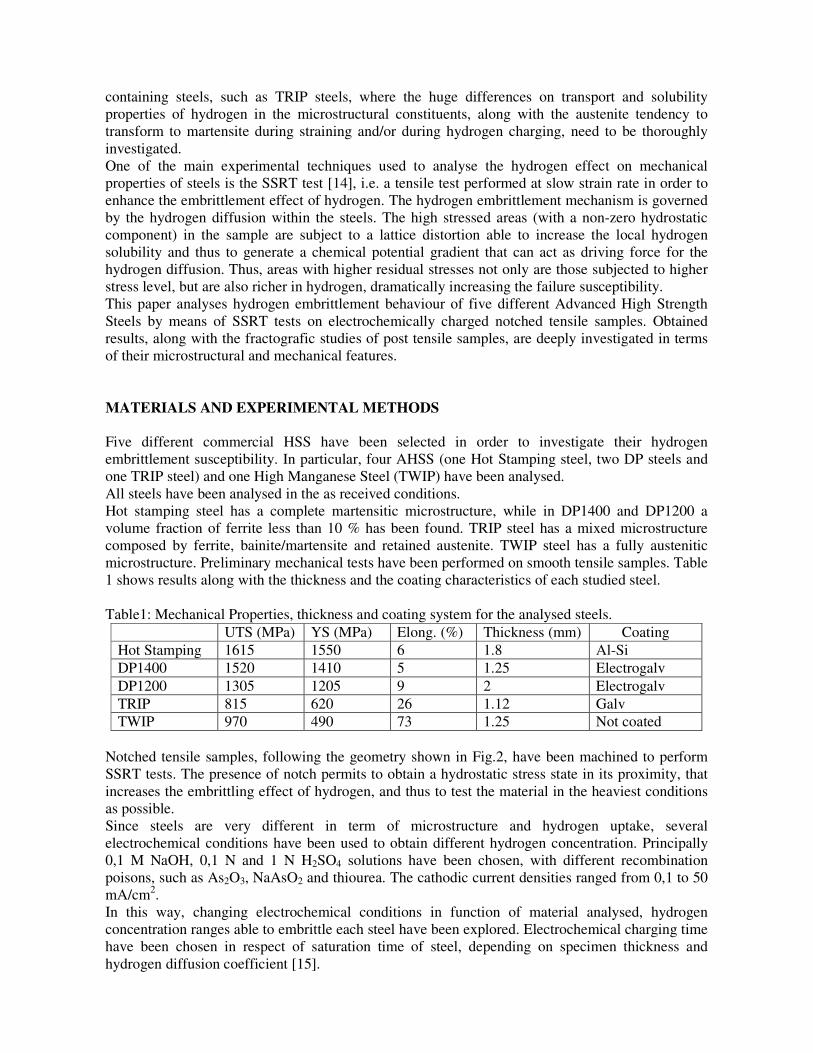
Notched tensile samples, following the geometry shown in Fig.2, have been machined to perform
SSRT tests. The presence of notch permits to obtain a hydrostatic stress state in its proximity, that
increases the embrittling effect of hydrogen, and thus to test the material in the heaviest conditions
as possible.
Since steels are very different in term of microstructure and hydrogen uptake, several
electrochemical conditions have been used to obtain different hydrogen concentration. Principally
0,1 M NaOH, 0,1 N and 1 N H2SO4 solutions have been chosen, with different recombination
poisons, such as As2O3, NaAsO2 and thiourea. The cathodic current densities ranged from 0,1 to 50
mA/cm2.
In this way, changing electrochemical conditions in function of material analysed, hydrogen
concentration ranges able to embrittle each steel have been explored. Electrochemical charging time
have been chosen in respect of saturation time of steel, depending on specimen thickness and
hydrogen diffusion coefficient [15].
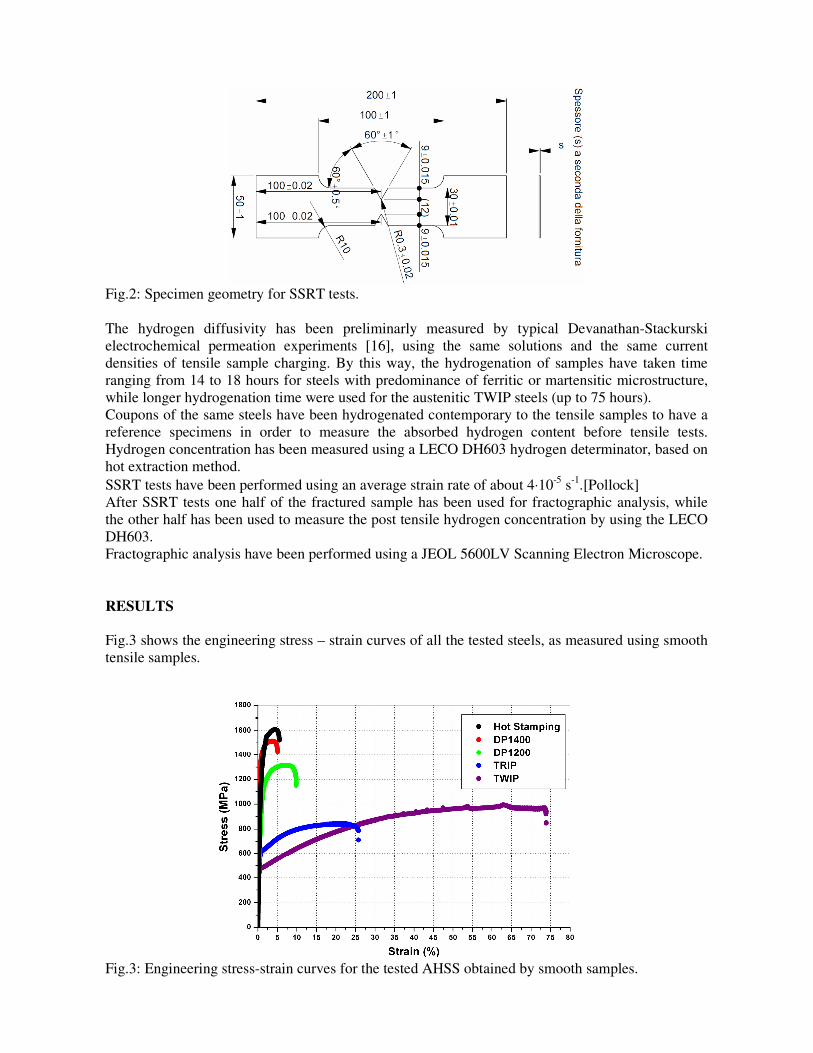
Fig.2: Specimen geometry for SSRT tests.
The hydrogen diffusivity has been preliminarly measured by typical Devanathan-Stackurski
electrochemical permeation experiments [16], using the same solutions and the same current
densities of tensile sample charging. By this way, the hydrogenation of samples have taken time
ranging from 14 to 18 hours for steels with predominance of ferritic or martensitic microstructure,
while longer hydrogenation time were used for the austenitic TWIP steels (up to 75 hours).
Coupons of the same steels have been hydrogenated contemporary to the tensile samples to have a
reference specimens in order to measure the absorbed hydrogen content before tensile tests.
Hydrogen concentration has been measured using a LECO DH603 hydrogen determinator, based on
hot extraction method.
SSRT tests have been performed using an average strain rate of about 4⋅10-5
s-1
.[Pollock]
After SSRT tests one half of the fractured sample has been used for fractographic analysis, while
the other half has been used to measure the post tensile hydrogen concentration by using the LECO
DH603.
Fractographic analysis have been performed using a JEOL 5600LV Scanning Electron Microscope.
RESULTS
Fig.3 shows the engineering stress – strain curves of all the tested steels, as measured using smooth
tensile samples.
Fig.3: Engineering stress-strain curves for the tested AHSS obtained by smooth samples.
As expected, the mechanical behaviour of different analysed steels is very different. In fact, Hot
Stamping and Dual Phase steels, that have a predominantly martensitic microstructure, present high
resistance and low ductility. On the other hand, TRIP and TWIP steels are usually chosen above all
for their large strain hardening effect associated with the presence of austenite phase in their
microstructure. For these steels, the stress strain relation shows very high ductility and lower
resistance.
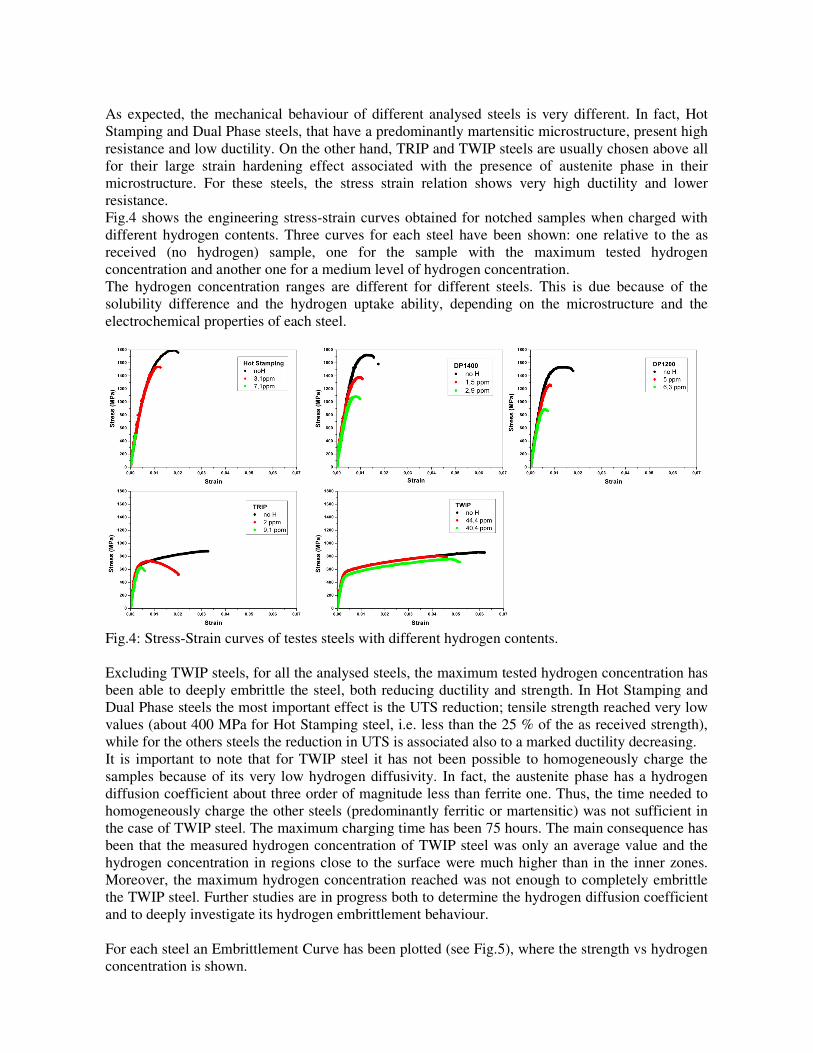
Fig.4 shows the engineering stress-strain curves obtained for notched samples when charged with
different hydrogen contents. Three curves for each steel have been shown: one relative to the as
received (no hydrogen) sample, one for the sample with the maximum tested hydrogen
concentration and another one for a medium level of hydrogen concentration.
The hydrogen concentration ranges are different for different steels. This is due because of the
solubility difference and the hydrogen uptake ability, depending on the microstructure and the
electrochemical properties of each steel.
Fig.4: Stress-Strain curves of testes steels with different hydrogen contents.
Excluding TWIP steels, for all the analysed steels, the maximum tested hydrogen concentration has
been able to deeply embrittle the steel, both reducing ductility and strength. In Hot Stamping and
Dual Phase steels the most important effect is the UTS reduction; tensile strength reached very low
values (about 400 MPa for Hot Stamping steel, i.e. less than the 25 % of the as received strength),
while for the others steels the reduction in UTS is associated also to a marked ductility decreasing.
It is important to note that for TWIP steel it has not been possible to homogeneously charge the
samples because of its very low hydrogen diffusivity. In fact, the austenite phase has a hydrogen
diffusion coefficient about three order of magnitude less than ferrite one. Thus, the time needed to
homogeneously charge the other steels (predominantly ferritic or martensitic) was not sufficient in
the case of TWIP steel. The maximum charging time has been 75 hours. The main consequence has
been that the measured hydrogen concentration of TWIP steel was only an average value and the
hydrogen concentration in regions close to the surface were much higher than in the inner zones.
Moreover, the maximum hydrogen concentration reached was not enough to completely embrittle
the TWIP steel. Further studies are in progress both to determine the hydrogen diffusion coefficient
and to deeply investigate its hydrogen embrittlement behaviour.
For each steel an Embrittlement Curve has been plotted (see Fig.5), where the strength vs hydrogen
concentration is shown.

Fig.5: Hydrogen embrittlement curve of tested steels.
Experimental data show the typical hydrogen embrittlement curve, having a double plateau (at low
and high concentration values) separated by a transition region. This behaviour is common for
different steel grades, from ductile steel to HSS [17-19].
Each embrittlement curve has been interpolated using the following expression:
d
cCbaUTS H −
⋅−= arctan .
The use of the “arctan” function permits to reproduce both the plateau at low and high hydrogen
concentration (related to a and b parameters). The position and extension of transition region are
related to c and d parameters.
Critical hydrogen concentration has been chosen as the hydrogen concentration necessary to reduce
the UTS of half of the difference between the two plateau values.
In Fig.5 are reported the Hydrogen critical concentration value relatives to each steel along with the
Embrittlement Index (EI) calculated as following:
100max×
−
=
noH
HnoH
UTS
UTSUTSEI ,
where the UTSnoH and UTSmaxH are the UTS of the sample not hydrogen charged and at the
maximum hydrogen concentration tested, respectively.
The Embrittlement Index is an indication of the residual strength of steel affected by hydrogen
embrittlement, when charged at its maximum. Results show the maximum EI for Hot Stamping
steel (about 75%) and a much lower value (about 25 %) for DP and TRIP steels. TWIP steel was
not investigated until its complete embrittlement, thus it was not possible to determine the EI.
Concerning the Hydrogen Critical concentration for embrittlement, the lowest value has been found
for DP1400 steel (only 1 ppm), while the other steels show higher values. Critical concentration of
TRIP steel is about 2,5 ppm, about 4 ppm for DP1200 and Hot Stamping steels. The hydrogen
critical concentration for TWIP steel remained undetermined, its value is higher than 44 ppm.
TRIP and DP1400 steels represent exceptions to the abovementioned general behaviour of Strength
vs Hydrogen Concentration curve. TRIP steel does not show any plateau at low hydrogen
concentration values and the UTS quick decreases at very low quantity of absorbed hydrogen.
DP1400 shows a further reduction of UTS after the lowest plateau. Both this particular features will
be deeply treated in the next paragraph.
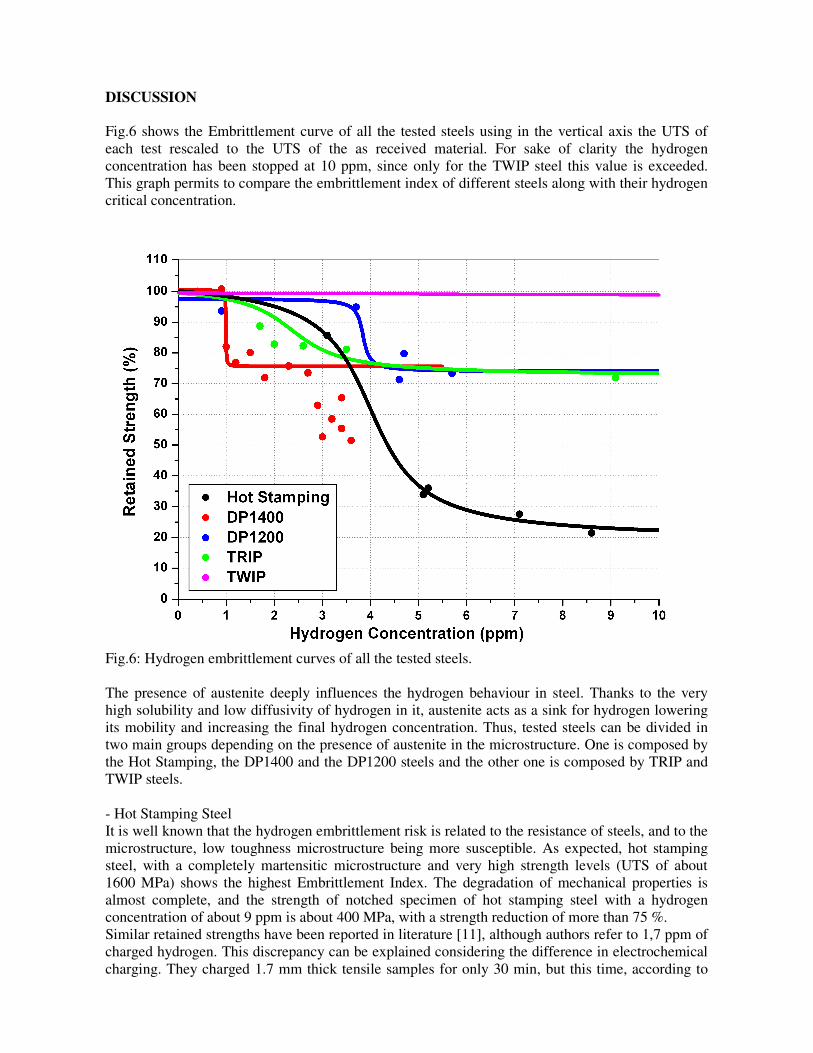
DISCUSSION
Fig.6 shows the Embrittlement curve of all the tested steels using in the vertical axis the UTS of
each test rescaled to the UTS of the as received material. For sake of clarity the hydrogen
concentration has been stopped at 10 ppm, since only for the TWIP steel this value is exceeded.
This graph permits to compare the embrittlement index of different steels along with their hydrogen
critical concentration.
Fig.6: Hydrogen embrittlement curves of all the tested steels.
The presence of austenite deeply influences the hydrogen behaviour in steel. Thanks to the very
high solubility and low diffusivity of hydrogen in it, austenite acts as a sink for hydrogen lowering
its mobility and increasing the final hydrogen concentration. Thus, tested steels can be divided in
two main groups depending on the presence of austenite in the microstructure. One is composed by
the Hot Stamping, the DP1400 and the DP1200 steels and the other one is composed by TRIP and
TWIP steels.
- Hot Stamping Steel
It is well known that the hydrogen embrittlement risk is related to the resistance of steels, and to the
microstructure, low toughness microstructure being more susceptible. As expected, hot stamping
steel, with a completely martensitic microstructure and very high strength levels (UTS of about
1600 MPa) shows the highest Embrittlement Index. The degradation of mechanical properties is
almost complete, and the strength of notched specimen of hot stamping steel with a hydrogen
concentration of about 9 ppm is about 400 MPa, with a strength reduction of more than 75 %.
Similar retained strengths have been reported in literature [11], although authors refer to 1,7 ppm of
charged hydrogen. This discrepancy can be explained considering the difference in electrochemical
charging. They charged 1.7 mm thick tensile samples for only 30 min, but this time, according to
the results of the present work, is not enough to produce a homogeneous hydrogen concentration in
steel. Thus, close to the steel surface the hydrogen concentration could be much higher than in
center parts. The low toughness of a completely martensitic steel causes the rupture of sample at the
onset of surface cracks.
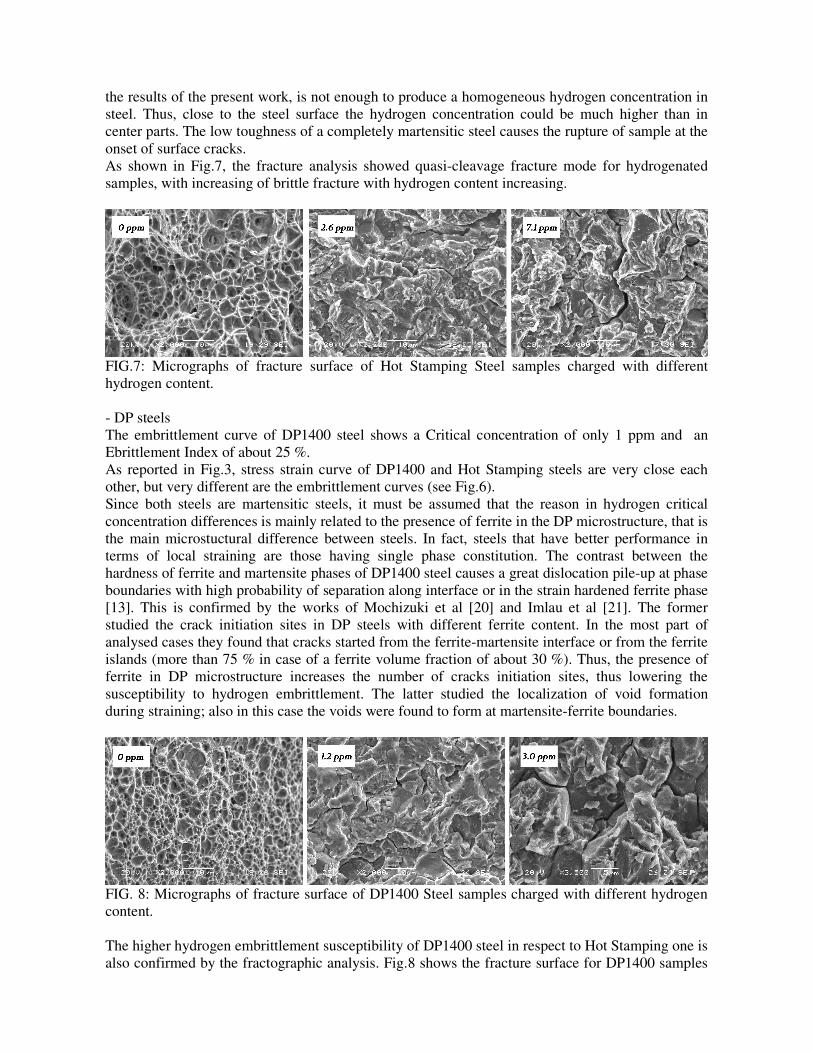
As shown in Fig.7, the fracture analysis showed quasi-cleavage fracture mode for hydrogenated
samples, with increasing of brittle fracture with hydrogen content increasing.
FIG.7: Micrographs of fracture surface of Hot Stamping Steel samples charged with different
hydrogen content.
- DP steels
The embrittlement curve of DP1400 steel shows a Critical concentration of only 1 ppm and an
Ebrittlement Index of about 25 %.
As reported in Fig.3, stress strain curve of DP1400 and Hot Stamping steels are very close each
other, but very different are the embrittlement curves (see Fig.6).
Since both steels are martensitic steels, it must be assumed that the reason in hydrogen critical
concentration differences is mainly related to the presence of ferrite in the DP microstructure, that is
the main microstuctural difference between steels. In fact, steels that have better performance in
terms of local straining are those having single phase constitution. The contrast between the
hardness of ferrite and martensite phases of DP1400 steel causes a great dislocation pile-up at phase
boundaries with high probability of separation along interface or in the strain hardened ferrite phase
[13]. This is confirmed by the works of Mochizuki et al [20] and Imlau et al [21]. The former
studied the crack initiation sites in DP steels with different ferrite content. In the most part of
analysed cases they found that cracks started from the ferrite-martensite interface or from the ferrite
islands (more than 75 % in case of a ferrite volume fraction of about 30 %). Thus, the presence of
ferrite in DP microstructure increases the number of cracks initiation sites, thus lowering the
susceptibility to hydrogen embrittlement. The latter studied the localization of void formation
during straining; also in this case the voids were found to form at martensite-ferrite boundaries.
FIG. 8: Micrographs of fracture surface of DP1400 Steel samples charged with different hydrogen
content.
The higher hydrogen embrittlement susceptibility of DP1400 steel in respect to Hot Stamping one is
also confirmed by the fractographic analysis. Fig.8 shows the fracture surface for DP1400 samples
with different hydrogen content. The not charged sample presents a ductile fracture, while
hydrogenated samples are subjected to brittle fracture modalities. Brittle fracture changes modality
from low hydrogen concentration (up to about 2 ppm), where the fracture is almost all quasi-
cleavage, to high hydrogen concentration (more than 2 ÷ 2,5 ppm) where intergranular fracture is
predominant.
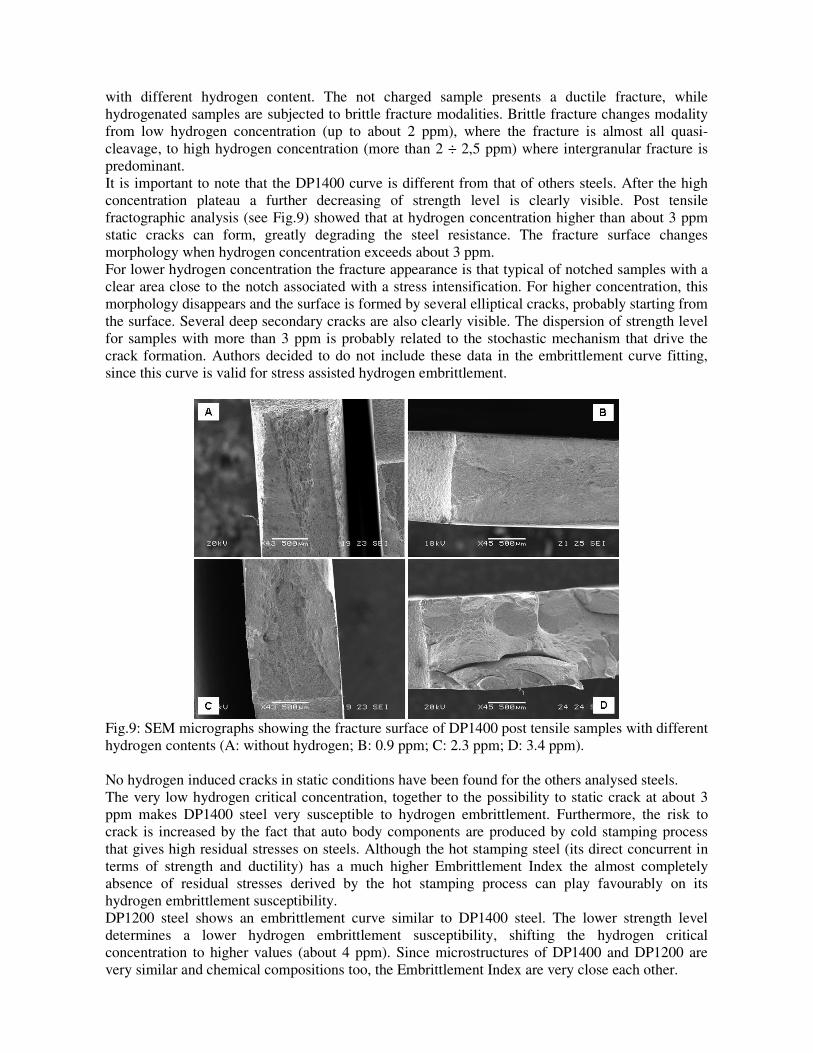
It is important to note that the DP1400 curve is different from that of others steels. After the high
concentration plateau a further decreasing of strength level is clearly visible. Post tensile
fractographic analysis (see Fig.9) showed that at hydrogen concentration higher than about 3 ppm
static cracks can form, greatly degrading the steel resistance. The fracture surface changes
morphology when hydrogen concentration exceeds about 3 ppm.
For lower hydrogen concentration the fracture appearance is that typical of notched samples with a
clear area close to the notch associated with a stress intensification. For higher concentration, this
morphology disappears and the surface is formed by several elliptical cracks, probably starting from
the surface. Several deep secondary cracks are also clearly visible. The dispersion of strength level
for samples with more than 3 ppm is probably related to the stochastic mechanism that drive the
crack formation. Authors decided to do not include these data in the embrittlement curve fitting,
since this curve is valid for stress assisted hydrogen embrittlement.
Fig.9: SEM micrographs showing the fracture surface of DP1400 post tensile samples with different
hydrogen contents (A: without hydrogen; B: 0.9 ppm; C: 2.3 ppm; D: 3.4 ppm).
No hydrogen induced cracks in static conditions have been found for the others analysed steels.
The very low hydrogen critical concentration, together to the possibility to static crack at about 3
ppm makes DP1400 steel very susceptible to hydrogen embrittlement. Furthermore, the risk to
crack is increased by the fact that auto body components are produced by cold stamping process
that gives high residual stresses on steels. Although the hot stamping steel (its direct concurrent in
terms of strength and ductility) has a much higher Embrittlement Index the almost completely
absence of residual stresses derived by the hot stamping process can play favourably on its
hydrogen embrittlement susceptibility.
DP1200 steel shows an embrittlement curve similar to DP1400 steel. The lower strength level
determines a lower hydrogen embrittlement susceptibility, shifting the hydrogen critical
concentration to higher values (about 4 ppm). Since microstructures of DP1400 and DP1200 are
very similar and chemical compositions too, the Embrittlement Index are very close each other.
- TRIP steel
Because of the hydrogen solubility difference between austenite and ferrite phases, hydrogen in
TRIP steel is mainly concentrated in austenite. During deformation, austenite transform to
martensite, that is the microstructure the most susceptible to hydrogen embrittlement. Thus, just
after the application of stress the hydrogen enriched transformed martensite quickly cracks,
inducing the failure of specimen. Probably, this is the reason because TRIP steel does not present
any plateau in the hydrogen embrittlement curve in the low concentration region, as clearly visible
in Fig.6. With the help of FIB-TEM techniques, Lee et al. [22] showed as the main crack initiation
sites in TRIP steel are in the ferrite – transformed austenite (martensite) interface. Using EBSD
techniques Imlau et al. [23] found a highly correlation between the region where microvoids form
and martensite transformation areas. The presence of hydrogen in austenite phase increases the
crack tendency of those sites, thus accelerating the failure of steels.
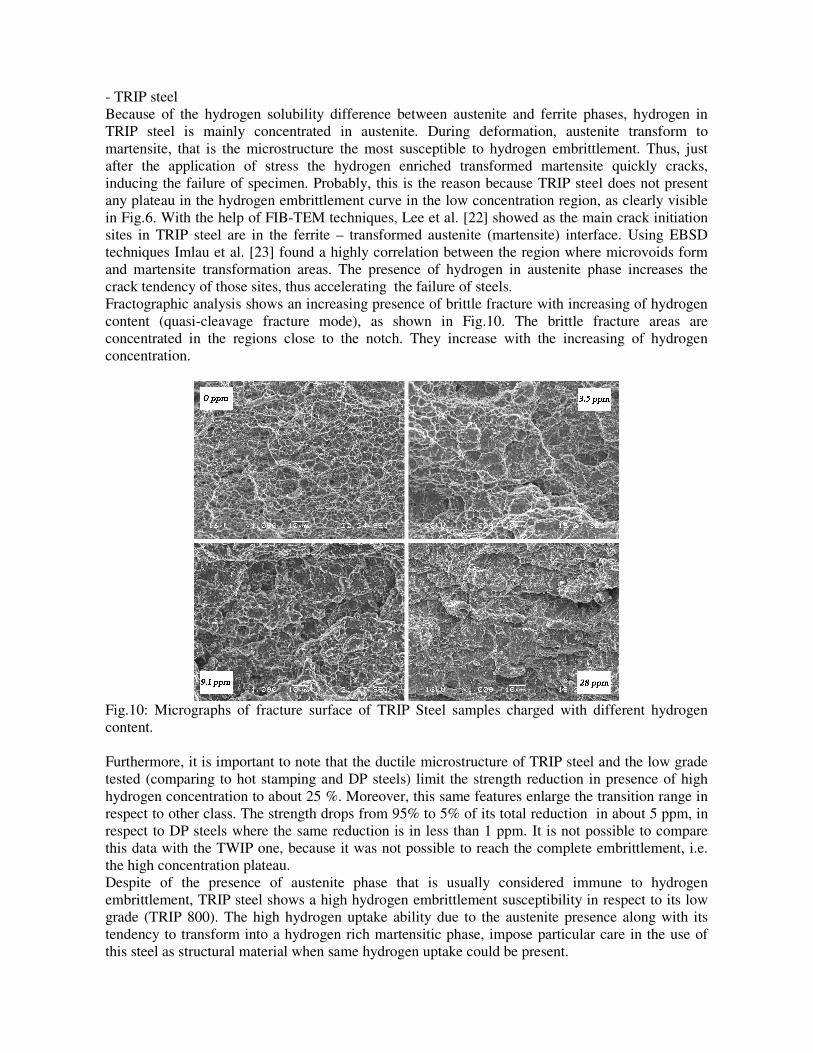
Fractographic analysis shows an increasing presence of brittle fracture with increasing of hydrogen
content (quasi-cleavage fracture mode), as shown in Fig.10. The brittle fracture areas are
concentrated in the regions close to the notch. They increase with the increasing of hydrogen
concentration.
Fig.10: Micrographs of fracture surface of TRIP Steel samples charged with different hydrogen
content.
Furthermore, it is important to note that the ductile microstructure of TRIP steel and the low grade
tested (comparing to hot stamping and DP steels) limit the strength reduction in presence of high
hydrogen concentration to about 25 %. Moreover, this same features enlarge the transition range in
respect to other class. The strength drops from 95% to 5% of its total reduction in about 5 ppm, in
respect to DP steels where the same reduction is in less than 1 ppm. It is not possible to compare
this data with the TWIP one, because it was not possible to reach the complete embrittlement, i.e.
the high concentration plateau.
Despite of the presence of austenite phase that is usually considered immune to hydrogen
embrittlement, TRIP steel shows a high hydrogen embrittlement susceptibility in respect to its low
grade (TRIP 800). The high hydrogen uptake ability due to the austenite presence along with its
tendency to transform into a hydrogen rich martensitic phase, impose particular care in the use of
this steel as structural material when same hydrogen uptake could be present.
- TWIP steel
The fully austenitic microstructure of TWIP steel greatly influences its hydrogen embrittlement
susceptibility. It is important to note that in the present research it was not possible to completely
embrittle the TWIP steel, and the high hydrogen concentration plateau was not reached. This is
because of the very low hydrogen diffusivity. Typical values for the hydrogen diffusion coefficient
of iron based austenitic phase is about 10-10
÷ 10-11
cm2/s, thus the time needed to reach a
homogeneous hydrogen concentration would be higher than 1 year. In the present study, the longest
hydrogen charging took a time of about 75 hours. The main consequence of this features is related
to the inhomogeneity of hydrogen concentration through the steel section. The hydrogen
concentrations measured are not representative of all the sample, being the surface concentration
much higher, and the centre concentration much lower than the measured one.
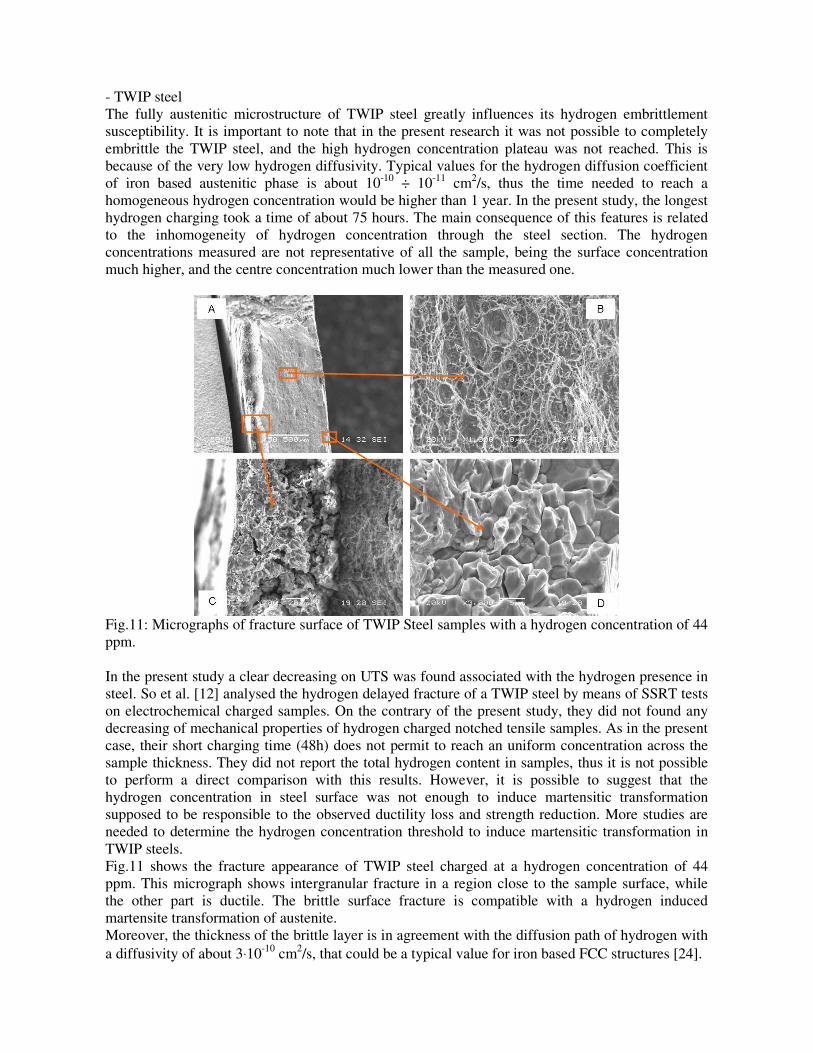
Fig.11: Micrographs of fracture surface of TWIP Steel samples with a hydrogen concentration of 44
ppm.
In the present study a clear decreasing on UTS was found associated with the hydrogen presence in
steel. So et al. [12] analysed the hydrogen delayed fracture of a TWIP steel by means of SSRT tests
on electrochemical charged samples. On the contrary of the present study, they did not found any
decreasing of mechanical properties of hydrogen charged notched tensile samples. As in the present
case, their short charging time (48h) does not permit to reach an uniform concentration across the
sample thickness. They did not report the total hydrogen content in samples, thus it is not possible
to perform a direct comparison with this results. However, it is possible to suggest that the
hydrogen concentration in steel surface was not enough to induce martensitic transformation
supposed to be responsible to the observed ductility loss and strength reduction. More studies are
needed to determine the hydrogen concentration threshold to induce martensitic transformation in
TWIP steels.
Fig.11 shows the fracture appearance of TWIP steel charged at a hydrogen concentration of 44
ppm. This micrograph shows intergranular fracture in a region close to the sample surface, while
the other part is ductile. The brittle surface fracture is compatible with a hydrogen induced
martensite transformation of austenite.
Moreover, the thickness of the brittle layer is in agreement with the diffusion path of hydrogen with
a diffusivity of about 3⋅10-10
cm2/s, that could be a typical value for iron based FCC structures [24].
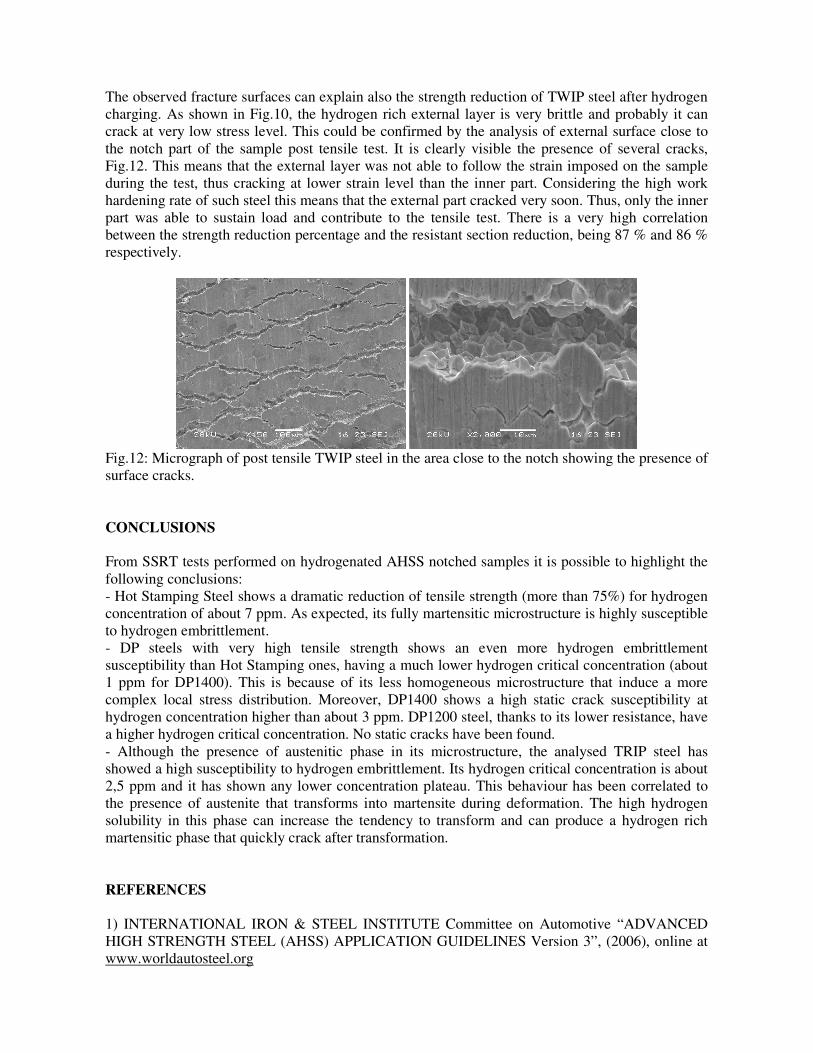
The observed fracture surfaces can explain also the strength reduction of TWIP steel after hydrogen
charging. As shown in Fig.10, the hydrogen rich external layer is very brittle and probably it can
crack at very low stress level. This could be confirmed by the analysis of external surface close to
the notch part of the sample post tensile test. It is clearly visible the presence of several cracks,
Fig.12. This means that the external layer was not able to follow the strain imposed on the sample
during the test, thus cracking at lower strain level than the inner part. Considering the high work
hardening rate of such steel this means that the external part cracked very soon. Thus, only the inner
part was able to sustain load and contribute to the tensile test. There is a very high correlation
between the strength reduction percentage and the resistant section reduction, being 87 % and 86 %
respectively.
Fig.12: Micrograph of post tensile TWIP steel in the area close to the notch showing the presence of
surface cracks.
CONCLUSIONS
From SSRT tests performed on hydrogenated AHSS notched samples it is possible to highlight the
following conclusions:
- Hot Stamping Steel shows a dramatic reduction of tensile strength (more than 75%) for hydrogen
concentration of about 7 ppm. As expected, its fully martensitic microstructure is highly susceptible
to hydrogen embrittlement.
- DP steels with very high tensile strength shows an even more hydrogen embrittlement
susceptibility than Hot Stamping ones, having a much lower hydrogen critical concentration (about
1 ppm for DP1400). This is because of its less homogeneous microstructure that induce a more
complex local stress distribution. Moreover, DP1400 shows a high static crack susceptibility at
hydrogen concentration higher than about 3 ppm. DP1200 steel, thanks to its lower resistance, have
a higher hydrogen critical concentration. No static cracks have been found.
- Although the presence of austenitic phase in its microstructure, the analysed TRIP steel has
showed a high susceptibility to hydrogen embrittlement. Its hydrogen critical concentration is about
2,5 ppm and it has shown any lower concentration plateau. This behaviour has been correlated to
the presence of austenite that transforms into martensite during deformation. The high hydrogen
solubility in this phase can increase the tendency to transform and can produce a hydrogen rich
martensitic phase that quickly crack after transformation.
REFERENCES
1) INTERNATIONAL IRON & STEEL INSTITUTE Committee on Automotive “ADVANCED
HIGH STRENGTH STEEL (AHSS) APPLICATION GUIDELINES Version 3”, (2006), online at
www.worldautosteel.org
2) C. FEDERICI, S. MAGGI, S. RIGONI, Engineering & Design-Materials Engineering, Turin,
Italy, (2006) pp. 1-12.
3) Y. MUKAI, Kobelco Technology Review, n.26 (2005), pp.26-31.
4) Project report “Advanced High Strength Steel Workshop” October 22-23, 2006 Arlington,
Virginia, USA by R H. Wagoner.
5) W. BLECK, K. PHIU-ON, Materials Science Forum, Vol.500/501, (2005), pp.97-114.
6) M. NADERI, V. UTHAISANGSUK, U. PRAHL, W. BLECK, Steel Research Int. 79 (2008)
n.2, pp.77- 84.
7) B.C. DE COOMAN, L. CHEN, H.S. KIM, Y. ESTRIN, S.K. KIM, H. VOSWINCKEL, New
Developments on Metallurgy and Applications of High Strength Steels: Buenos Aires, May 26-28
2008.
8) R.A. ORIANI, J.P. HIRTH, M. SMIALOWSKI, Hydrogen degradation of Ferrous Alloys, Noyes
Publications, Park Ridge, NJ, USA, 1985.
9) J.P. HIRTH, Metallurgical Transactions A, Vol.11A, (1980) pp.861-890.
10) T.B. HILDITCH, S-B. LEE, J.G. SPEER, D.K. MATLOCK, Response to hydrogen charging in
high strength automotive sheet steel products, conference 2003-01-0525
11) S-J. LEE, J.A. RONEVICH, G. KRAUSS, D. MATLOCK, ISIJ International, vol.50 (2010) n.2
pp.294-301.
12) K.H. SO, J.S. KIM, Y.S. CHUN, K.T. PARK, Y-K. LEE, C.S. LEE, ISIJ International, vol.49
(2009) n.12, pp.1952-1959.
13) H. MOHRBACHER, Materials Science and Technology (MS&T), Steel Product Metallurgy
and Application, October 5-9, 2008, Pennsylvania (USA).
14) W.J. POLLOCK, ASTM – STP962 “Hydrogen Embrittlement: Prevention and Control”,
(1985), pp.68-80.
15) J. CRANCK, The Mathematics of Diffusion, Second edition, Oxford Science Publications,
1975.
16) Devatathan-Stackurski
17) R. VALENTINI, A. SOLINA, S. MATERA, P. DE GREGORIO, Metallurgical and Materials
Transactions A, Vol.27A, (1996) pp.3773-3780.
18) M. BEGHINI, G. BENAMATI, L. BERTINI, I. RICAPITO, R. VALENTINI, Journal of
Nuclear Materials, Vol.288 (2001), pp.1-6.
19) G. LOVICU, M. DE SANCTIS, A. DIMATTEO, R. VALENTINI, P. TROMBETTI, 32°
Convegno Nazionale AIM, 24-26 Settembre, Ferrara, ITALY.
20) M. MOCHIZUKI, M. KOHARA, H. SHIMANUKI, Y. HAGIWARA, M. TOYODA, J. Soc.
Mat. Sci., Japan, vol.52, (2003) n.8, pp.932-938.
21) J. IMLAU, W.BLECK, S.ZAEFFERER, Int. J. Mat. Res., vol.100 (2009), n.4, pp.584-593.
22) S.H. LEE, S.H. LEE, S.H. KANG, H.N. HAN, K.H. OH, H.C. LEE, ISIJ international, vol.48
(2008) n.10, pp.1394-1397.
23) J. IMLAU, W. BLECK, S. ZAEFFERER, New Developments on Metallurgy and Applications
of High Strength Steels: Buenos Aires, May 26-28 2008.
24) G. BENAMATI, A. DONATO, A. SOLINA, R. VALENTINI, S. LANZA, Journal of Materials
Science, vol.212-215, (1994), pp.1401-1405.