
GIAO TRINH NLC
147
HỌC TRÌNH 1 NGUYÊN LÝ CHUNG Bài 1 CƠ SỞ LÝ THUYẾT VÀ NGUYÊN LÝ CẮT GỌT ♦♦ I. Đặc điểm và vai trò của gia công cắt gọt : - Cắt gọt kim loại là quá trình công nghệ tạo nên những sản phẩm cơ khí có hình dáng kích thước độ bóng bề mặt … theo yêu cầu kỹ thuật từ một phôi liệu ban đầu nhờ sự cắt bỏ lớp kim loại dưới dạng phoi. - Gia công cắt gọt được thực hiện ở nhiệt độ bình thường của môi trường (cả trước và sau nguyên công nhiệt luyện ). Nó cho độ bóng và độ chính xác cao hơn các phương pháp gia công hàn, đúc, rèn, dập nóng… - Phương pháp gia công bằng cắt gọt chiếm 30% khôi lượng công việc gia công cơ khí và trong tương lai có thể nhiều hơn. II. Những khái niệm và định nghiã cơ bản : 1. Chuyển động trong quá trình cắt gọt : - Mỗi một loại máy cắt kim loại có quỹ đạo chuyển động tương đối giữa dao và chi tiết khác nhau. Người ta phân ra ba loại chuyển động : a> Chuyển động chính : (chuyển động cắt chính) là chuyển động cơ bản của máy cắt được thực hiên qua dụng cụ cắt hay chi tiết gia công. Nó có thể l à chuyển động quay, tịnh tiến khứ hồi hoặc ở dạng kết hợp … Ví dụ: Khi tiện chuyển động chính là chuyển động quay tròn của phôi gá trên mâm cặp; khi phay, khoan, mài chuyển động chính là chuyển động quay tròn của dao phay, khoan và đá mài; còn khi bào và xọc là chuyển động tịnh tiến khứ hồi qua lại và lên xuống của dao… b> Chuyển động chạy dao: là chuyển động của dao hay chi tiết gia công nó kết hợp với chuyển động chính tạo nên quá trình cắt gọt. Chuyển động chạy dao có thể liên tục hay gián đoạn. Chuyển động này thường được thực hiện trong xu hướng vuông góc với chuyển động chính, cụ thể : - Khi tiện, chuyển động chạy dao kà chuyển động ngang – dọc của bàn dao khi cắt: - Khi phay là chuyển động ngang- dọc- đứng của bàn máy mang phôi; - Khi bào là chuyển động ngang (đứng) của bàn máy và chuyển động lên xuống của đầu dao; 2
Transcript of GIAO TRINH NLC

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 1/147
HỌC TRÌNH 1NGUYÊN LÝ CHUNG
Bài 1 CƠ SỞ LÝ THUYẾT VÀ NGUYÊN LÝCẮT GỌT ♦♦
I. Đặc điểm và vai trò của gia công cắt gọt :
- Cắt gọt kim loại là quá trình công nghệ tạo nên những sản phẩm cơ khí có hìnhdáng kích thước độ bóng bề mặt … theo yêu cầu kỹ thuật từ một phôi liệu ban đầu nhờ
sự cắt bỏ lớp kim loại dưới dạng phoi.- Gia công cắt gọt được thực hiện ở nhiệt độ bình thường của môi trường (cảtrước và sau nguyên công nhiệt luyện ). Nó cho độ bóng và độ chính xác cao hơn các
phương pháp gia công hàn, đúc, rèn, dập nóng…- Phương pháp gia công bằng cắt gọt chiếm 30% khôi lượng công việc gia công
cơ khí và trong tương lai có thể nhiều hơn.
II. Những khái niệm và định nghiã cơ bản :1. Chuyển động trong quá trình cắt gọt :
- Mỗi một loại máy cắt kim loại có quỹ đạo chuyển động tương đối giữa dao vàchi tiết khác nhau. Người ta phân ra ba loại chuyển động :
a> Chuyển động chính : (chuyển động cắt chính) là chuyển động cơ bản của máycắt được thực hiên qua dụng cụ cắt hay chi tiết gia công. Nó có thể là chuyển độngquay, tịnh tiến khứ hồi hoặc ở dạng kết hợp …
Ví dụ: Khi tiện chuyển động chính là chuyển động quay tròn của phôi gá trênmâm cặp; khi phay, khoan, mài chuyển động chính là chuyển động quay tròn của dao
phay, khoan và đá mài; còn khi bào và xọc là chuyển động tịnh tiến khứ hồi qua lại vàlên xuống của dao…
b> Chuyển động chạy dao: là chuyển động của dao hay chi tiết gia công nó kếthợp với chuyển động chính tạo nên quá trình cắt gọt.
Chuyển động chạy dao có thể liên tục hay gián đoạn. Chuyển động này thườngđược thực hiện trong xu hướng vuông góc với chuyển động chính, cụ thể :
- Khi tiện, chuyển động chạy dao kà chuyển động ngang – dọc của bàn dao khicắt:
- Khi phay là chuyển động ngang- dọc- đứng của bàn máy mang phôi;
- Khi bào là chuyển động ngang (đứng) của bàn máy và chuyển động lên xuốngcủa đầu dao;
2

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 2/147
- Khi mài là chuyển đông tịnh tiến ngang (dọc) của bàn máy mang phôi hay trụccủa đá mài.
- Khi khoan là chuyển động ăn xuống của mũi khoan.c> Chuyển động phụ: là chuyển động không trực tiếp tạo ra phoi như chuyển
động tịnh tiến, lùi dao ( không cắt vào phôi).
2. Chế độ cắt:
*Vận tốc cắt (Vc) là lượng dịch chuyển tương đối giữa lưỡi cắt và chi tiết giacông trong một đơn vị thời gian (hoặc lượng dịch chuyển tương đối của một điểm trên
bề mặt chi tiết gia công và lưỡi cắt trong một đơn vị thời gian) ta có :
Vc = V + S
Đa số các trường hợp trị số của vận tốc chuyển đông chay dao S rất nhỏ nên cóthể coi vận tốc cắt là vận tốc chuyển động chính V ≈ V.Ví dụ khi tiện ngoài chi tiết đường kính D (mm) số vòng quay trục chính n
(vg/ph) thì trị số của tốc độ cắt có thể tính theo công thức:
“Khi tiện lỗ thì D là đường kính lỗ sau khi gia công, khi khoan D là đường kính
mũi khoan, khi phay D là đường kính dao phay, khi mài D là đường kính của đá mài“. Nếu chuyển động chính là tịnh tiến (bào, xọc ) thì trị số vận tốc lấy theo giá trịvận tốc trung bình:
Trong đó:L: là chiều dài hành trình chạy dao (mm).n: là số hành trình kép trong một phút .
*Chiều sâu cắt (t) : là chiều sâu lớp kim loại bị hớt đi sau một lần cắt (hoặc làkhoảng cách giữa hai bề mặt đã và chưa gia công kề nhau đo theo phương vuông gócvới phương chạy dao).
Ví dụ: Khi tiện thì chiều sâu cắt được tính:t = (D – d)/2 (khi tiện ngoài)mmt = (d – D)/2 (khi tiện trong)mm
3
( ) phmn D
V /,1
..π =
( ) phmn L
Vtb /,1
..=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 3/147
*Lượng chạy dao (S) là quãng đường tương đối của lưỡi cắt so với chi tiết theo phương chuyển động chạy dao sau một đơn vị thời gian, sau một vòng quay của phôihay sau một hành tình kép.
Khi tiện, lượng chạy dao S là lượng dịch chuyển của dao theo phương chạy daodọc theo bề mặt gia công sao một vòng quay của phôi (mm/vg)
Khi bào và xọc lượng chay dao S là lượng dịch chuyển của dao hay bàn máy saumột hành trình kép của bàn máy (hoặc dao) – mm/h.t.kép.
Đối với dao nhiều lưỡi cắt như dao phay có thể tính lượng chạy dao sau mộtrăng dao (mm/rg), lượng chạy dao sau một vòng quay của dao (mm/vg), lượng chạydao sau một phút làm việc của dao (mm/ph).
=> Tập hợp các yếu tố vận tốc cắt V, chiều sâu cắt t, lượng chạy dao S gọi làchế độ cắt. Một chế độ cắt được xác lập trên hệ thống công nghệ bao gồm : Máy – Dao
– Đồ gá và Chi tiết gia công .
III. Sự hình thành các bề mặt trên chi tiết trong quá trình cắt:
Bất kỳ phương pháp gia công nào, quá trình hớt bỏ dần lớp lượng dư gia côngcơ (quá trình cắt) đều hình thành trên chi tiết 3 bề mặt có đặc điểm khác nhau. Xét tại
4

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 4/147
một thời điểm nào đó trong quá trình gia công (khi tiện), ba bề mặt trên được phân biệtnhư sau:
+ Mặt sẽ gia công : là bề mặt của phôi mà dao sẽ cắt đến theo qui luật chuyển
động. Tính chất của bề mặt này là tính chất bề mặt phôi.+ Mặt đã gia công : là bề mặt trên chi tiết mà dao đã cắt qua. Tính chất của bềmặt này là phản ánh những kết quả của các hiện tượng cơ lý trong quá trình cắt.
+ Mặt đang gia công : là bề mặt trên chi tiết mà lưỡi dao đang trực tiếp thực hiệntách phoi. Cũng là mặt nối tiếp giữa mặt đã gia công và mặt sẽ gia công. Trên bề mặtnày đang diễn ra các hiện tượng phức tạp.
+Vùng cắt : Là phần kim loại cuả chi tiết vừa được tách ra ở gần mũi dao vàlưỡi cắt nhưng chưa thoát ra ngoài. Đây là vùng đang xảy ra các quá trình cơ lý phứctạp.
IV. Các mặt phẳng cơ bản của dao cắt kim loại:
Để xác định các góc độ của dao và khảo sát về lực cắt, vận tốc cắt, nhiệt cắt …người ta qui định các mặt phẳng toạ độ của dao ( dao tiện).
Hệ toạ độ được xác định trên cơ sở của ba phương chuyển động cắt ( S, t, V)+Mặt phẳng cơ bản 1 : Được tạo bởi vectơ tốc độ V và vectơ chạy dao S+Mặt phẳng cơ bản 2 : Được tạo bởi vectơ tốc độ V và vectơ chiều sâu cắt t.+Mặt phẳng cơ bản 3 :(còn gọi là mặt đáy) Được tạo bởi vectơ chạy dao S và
vectơ chiều sâu cắt t. Là mặt phẳng đi qua một điểm của lưỡi cắt chính và vuông gócvới vectơ vận tốc cắt tại điểm đó .
5

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 5/147
Đối với dao có tiết diện là hình lăng trụ thì mặt đáy song song với mặt tỳ củathân dao trên ổ gá dao.
+Mặt phẳng cắt là mặt phẳng đi qua một điểm của lưỡi cắt chính và tiếp xúc vớimặt đang gia công. Mặt cắt chứa vectơ vận tốc cắt V. Hay mặt phẳng chứa lưỡi cắtchính và vectơ vận tốc cắt mà nó vuông góc với mặt đáy (gọi là mặt phẳng cắt gọt.
Tiết diện chính N – N :là mặt phẳng đi qua một điểm của lưỡi cắt chính vàvuông góc với hình chiếu của lưỡi cắt chính trên mặt đáy .Tiết diện phụ N1 – N1 :là mặt phẳng đi qua một điểm của lưỡi cắt phụ và vuông
góc với hình chiếu của lưỡi cắt phụ trên mặt đáy.
V. Những bộ phận chính của dụng cụ cắt:
Dao cắt kim loại giữ vai trò quan trọng trong quá trình gia công, nó trực tiếp tácđộng vào phôi liệu để tách ra phoi tạo thành bề mặt gia công.
6

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 6/147
Mỗi dao ( điển hình là dao tiện) thường gồm hai phần:*Thân dao: dùng để gá vào bàn dao, nó phải đủ độ bền và độ cứng vững,…
Nhằm đảm bảo vị trí tương quan giữa dao và chi tiết.*Đầu dao: là phần làm nhiệm vụ cắt gọt. Đầu dao được hợp thành bởi các bề
mặt sau:- Mặt trước(1): là bề của dao tiếp xúc với phoi và phoi trực tiếp trượt trên trên
đó và thoát ra ngoài.- Mặt sau chính(2): là bề của dao đối diện với mặt đang gia công.- Mặt sau chính(3): là bề của dao đối diện với mặt đã gia công.
- Lưỡi cắt chính: là giao tuyến của mặt trước và và mặt sau chính, nó trực tiếpcắt vào kim loại. Độ dài lưỡi cắt chính có liên quan đến chiều sâu cắt và bề rộng của phoi.
- Lưỡi cắt phụ: là giao tuyến của mặt trước và và mặt sau phụ, một phần lưỡi cắt phụ gần mũi dao cũng tham gia cắt với lưỡi cắt chính.
- Lưỡi cắt nối tiếp: (chỉ có một số loại dao tiện) là phần nối tiếp giữa lưỡi cắtchính và lưỡi cắt phụ. Khi không có lưỡi cắt nối tiếp dao tiện sẽ có mũi. Mũi dao cóthể nhọn hoặc lượng tròn (bán kính mũi dao R = 1 – 2mm). Các lưỡi cắt có thể thẳnghoặc cong và một đầu dao nên có thể có một hoặc hai lưỡi cắt phụ .
Một dao có thể có nhiều đầu dao nên có rất nhiều lưỡi cắt. Tuỳ theo số lượngcủa lưỡi cắt chính, người ta chia ra :
+Dao một lưỡi cắt : dao tiện, dao bào…+Dao hai lưỡi cắt : mũi khoan+Dao nhiều lưỡi cắt : dao phay, dao doa, dao cưa…+Dao có vô số lưỡi cắt là đá mài, (mỗi hạt mài có vai trò như một lưỡi cắt)
VI. Thông số hình học của dao ở trạng thái tĩnh (dao tiện):
7

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 7/147
Để đảm bảo năng suất – chất lượng bề mặt gia công, dao cắt cần phải có hìnhdáng và góc độ hợp lý.
Thông số hình học của dao được xét ở trạng thái tĩnh (khi dao chưa làm việc).Góc độ của dao được xét trên cơ sở : dao tiện đầu thẳng đặt vuông góc với phươngchạy dao, mũi dao được gá ngang tâm phôi.
Các thông số hình học của dao nhằm xác định vị trí các góc độ của dao nằm trênđầu dao. Những thông số này được xác định ở tiết diện chính N – N, ở mặt đáy, ở tiết
diện phụ N1 – N1 và trên mặt phẳng cắt gọt.
+Góc trước γ : là góc tạo thành giữa mặt trước và mặt đáy đo trong tiết diệnchính N – N
Góc trước có giá trị dương khi mặt trước thấp hơn mặt đáy tính từ mũi dao, cógiá trị âm khi mặt trước cao hơn mặt đáy và bằng không khi mặt trước song song vớimặt đáy.
Khi góc trước lớn biến dạng phoi nhỏ, việc thoát phoi dễ dàng, lực cắt và côngtiêu hao giảm, năng suất tăng.+Góc sau chính α : là góc tạo thành giữa mặt sau và mặt phẳng cắt gọt đo trong
tiết diện chính. Góc sau thường có giá trị dương. Góc sau càng lớn mặt sau ít bị ma sátvào bề mặt gia công nên chất lượng bề mặt gia công càng tốt.
+Góc cắt δ : là góc tạo bởi giữa mặt trước và mặt cắt đo trong tiết diện chính+Góc sắc β : là góc được tạo bởi mặt trước và mặt sau chính đo trong tiết diện
chínhta có quan hệ : α + β + γ =90o ; δ = α + β
+Góc trước phụ γ 1 : tương tự như góc trước, nhưng đo trong tiết diện phụ N – N,
+Góc sau phụ α 1 : tương tự như góc sau , nhưng đo trong tiết diện phụ N – N
8

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 8/147
+Góc mũi dao ε : là góc hợp bởi hình chiếu lưỡi cắt chính và hình chiếu củalưỡi cắt phụ trên mặt phẳng đáy.
+Góc nghiêng chính ϕ : là góc của hình chiếu lưỡi cắt chính với phương chạydao đo trong mặt đáy.
+Góc nghiêng phụ ϕ 1 : là góc của hình chiếu lưỡi cắt phụ với phương chạy daođo trong mặt đáy.
Ta có : ϕ + ε + ϕ 1 =180o
+Góc nâng của lưỡi cắt chínhλ : là góc tạo bởi lưỡi cắt chính và hình chiếu củanó trên mặt đáy.
λ Có giá trị dương, khi mũi dao là điểm thấp nhất của lưỡi cắt .λ Có giá trị âm, khi mũi dao là điểm cao nhất của lưỡi cắt.λ = 0 Khi lưỡi cắt nằm ngang ( song song với mặt đáy).Các định nghĩa trên cũng đúng cho các loại dao khác.
VII. Thông số hình học của dao trong quá trình cắt:1. Sự thay đổi giá trị các góc ϕ và ϕ 1 khi gá trục dụng cụ cắt
không thẳng góc với đường tâm chi tiết:
Dụng cụ sau khi mài sắc có các góc nghiêng chính và góc nghiêng phụ
Nếu khi gá dao, trục dao không vuông góc với đường tâm thì:+Nếu gá dao nghiêng về bên trái:*Góc nghiêng chính khi làm việc ϕ c = ϕ - (900 -τ )*Góc nghiêng phụ khi làm việc ϕ 1c = ϕ 1 + (900 -τ )+Nếu gá dao nghiêng về bên phải:*Góc nghiêng chính khi làm việc ϕ c = ϕ + (900 -τ )*Góc nghiêng phụ khi làm việc ϕ 1c = ϕ 1 - (900 -τ )
2.Sự thay đổi giá trị các góc khi mũi dao gá không ngang tâmmáy :
Cao hơn tâm (tiện ngoài)
9

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 9/147
Thấp hơn tâm (tiện ngoài)Gá cao hơn tâm (tiện trong)
10

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 10/147
Gá thấp hơn tâm (tiện trong)
- Khi tiện ngoài, nếu mũi dao gá cao hơn đường tâm của máy thì góc trước củadụng cụ khi làm việc γ tt sẽ tăng lên, góc sau α tt sẽ giảm đi ; còn khi gá dao thấp hơnđường tâm của máy thì góc trước khi làm việc γ tt sẽ gảm đi, còn góc sau khi làm việc
α tt sẽ tăng lên.- Khi tiện trong kết quả sẽ ngược lại.Ơ cả hai trường hợp trên, giá trị của các góc sẽ thay đổi một giá trị bằng gócµ .
Góc đó được tính theo công thức :Trong đó:H : là độ cao (thấp) của mũi dao so với tâm máy.R : là bán kính của bề mặt được gia công ( hay bán kính chi tiết )
µ = arcSinH/R
11

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 11/147
3. Sự thay đổi giá trị các góc của dao khi có thêm các chuyển động phụ:
Chuyển động chạy dao ngang và chuyển động chay dao dọc+ Chuyển động chạy dao ngang (khi xén mặt đầu, cắt đứt..)Khi có chuyển động chạy dao ngang thì quỹ đạo của chuyển động cắt tương đối
là đường acsimét.Do có lượng chạy dao ngang nên hướng của vectơ tốc độ cắt tổng hợp luôn luônthay đổi, làm thay đổi góc độ của dụng cụ cắt.
Ta có :γ yc = γ y + µ 1
α yc =α y - µ 1
Góc µ 1 được tính theo biểu thức sau:
Trong đó :Sn : lượng chay dao ngang sau một vòng quay của chi tiết (mm/vg)D : là đường kính của chi tiết ở điểm khảo sát (mm)
Ví dụ1 :Tiện cắt đức một chi tiết hình trụ với lượng chạy dao ngang Sn =0.2 mm/vòng.
Dao tiện cắt đức sau khi mài có α y =120. Tính góc sau thực tế khi cắt đến điểm cáchtâm một khoảng r = 1mm.
Giải : Tính góc µ theo côntg thức cho trên.Ta có : tgµ 1= Sn/ 2π .r =0.2 / 2 x 3.14
= 0.0318Do đó µ = 1049’Góc sau khi cắt đến điểm cách tam 1 mm sẽ là :α yc =α y - µ 1 =120 – 1049’ =100 11’.
Như vậy do lượng chạy dao ngang bé nên sự thay đổi góc sau không đáng kể, cóthể không đáng quan tâm.Ví dụ 2 :Tiện hớt lưng một dao phay định hình có các thông số sau: đường kính ngoài D
= 75mm, số răng Z = 10, lượng hớt lưng K = 4.5mm, cần mài góc sau α y là bao nhiêuđể làm việc ta có α yc =80
GiảiTa có: α yc = α y -µ với tgµ = Sn/π DLượng hớt lưng K = 4.5mm, nghĩa là sau một góc giữa hai răng (3600/ z) thì
lượng tiến dao là 4.5mmVậy sau một vòng lượng tiến dao sẽ là:Sn = K.Z = 4.5 x 10 =45 mm/ vòng
12
D
Sn
V
Vstg
π µ ==
1

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 12/147
Khi đó:
=10.8120 =10048’Vì α y = α y - µ hay α y = α yc + µ
Vậy cần mài góc sau: α y = 80
+100
48’=180
48’- Chuyển động chạy dao dọcKhi có chuyển động chạy dao dọc thì quỹ đạo của chuyển động cắt tương đối là
đường xoắn ốc, do đó véctơ tốc độ cắt tổng hợp sẽ nghiêng với véctơ tốc độ cắt ở trạngthái tĩnh một gócµ 2
Ta có:α xc =α x - µ x
γ xc = γ x + µ x
Giá trị của µ 2 được tính từ biểu thức:
Trong đó:Sd: là lượng chạy dao dọc sau một vòng quay chi tiết (mm/vg)D : là đường kính chi tiết tại điểm khảo sátLượng chạy dao dọc càng lớn, đường kính chi tiết gia công càng bé thì góc µ 2
càng lớn. Do đó khi cắt với lượng chạy dao lớn như khi cắt ren bước lớn như ren nhiềuđầu mối, thì khi mài dao cần phải chú ý đến góc µ 2 để đảm bảo góc sau khi cắt khôngâm.
Ví dụ 3 :
13
1,1,
==
xtg µ

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 13/147
Tiện một trục vít hình thang có Prôfin như hình vẽ, đường kính trung bình củatrục vít dtrung bình=40 mm, môdun chiều trục m = 6. Góc Prôfin của ren =200
Người ta tiến hành tịên từng mặt một.
Dao tiện tinh mặt trái ren có dang như hình sau, góc trước γ =0, ϕ = 700,
λ = 00. Gá mũi dao ngang tâm máy.Để tiện đạt yêu cầu thì góc sau tiết diện XX Phảilà α x0 =100 .Hỏi phải mài dao với góc α n bằng bao nhiêu ở điểm nằm trên đườngkính trung bình ?
Giải: α xe = α x -µ x
tgµ x = Sd/ 2π .ρTính µ x với Sd là lượng chạy dao theo chiều trục, lúc nào bằng bước chiều trục
t0, do đó Sd =to = mπ = 6π .
ρ là bán kính vectơ tại điểm ta xét ρ = 20 mmDo đó :
=>µ x =8053’tính góc sau α trong tiết diện NN α n
Ta đã có quan hệ:ctgα x – ctgα n.sinϕ ± tgλ .cosϕVì λ =0 nên ctgα x = ctgα . sinϕHay : ctgα n = ctgα x. sinϕ
14
1,...
.==
D xtg
π
π µ

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 14/147
γ
ϕ
Cos
SinS a =
Ơ đây : α x = α xc =18053’, góc ϕ =700
Do đó tgα n = ctgα xc. sinϕ=tg18053.sin700
tgα n = 0.31496.=>α n=(17,48)0 = 17026’.
VIII. Các thông số của lớp kim loại bị cắt :
* Chiều dày cắt a: là khoảng cách giữa hai vị trí liên tiếp của lưỡi cắt sau mộtvòng quay của phôi hay một hành trình kép của dao (bàn máy) đo theo phương thẳnggóc với chiều rộng cắt .
* Chiều rộng cắt b: là khoảng cách giữa hai bề mặt chưa gia công và bề mặt đãgia công đo dọc theo lưỡi cắt (tính bằng mm).
Nếu lưỡi cắt thẳng thì b là chiều dài phần lưỡi đang tham gia cắt, còn nếu lưỡicắt cong chiều rộng cắt b là chiều dài cung cong của lưỡi cắt đang tham gia cắt.
Thông số hình học của phoi có ảnh hưởng đến lực cắt và nhiệt cắt. Khi tăng a thìlực cắt và nhiệt cắt tăng, dao bị mòn nhanh còn khi tăng b thì lực cắt và nhiệt cắt trênđơn vị dài của lưỡi cắt không thay đổi.
Trường hợp tiện (dao gá ngang tâm phôi, dao có γ =0, λ =0 ):
a=S.sinϕ ;nếu γ ≠ 0 thì
Như vậy, (nếu : t = const; ϕ càng nhỏ ) a sẽ nhỏ, b sẻ lớn- phoi sẽ mỏng và dài.
*Diện tích cắt: và tích số giữa chiều rộng và chiều dày cắt .Ví dụ khi tiện ( daogá ngang tâm phôi , dao có: γ = o ;λ = o)+Diện tích danh nghĩa : Fdn = a.b = s.t (mm)2
15
ϕ Sin
t b =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 15/147
+Diện tích thực tế: F = Fdn- ∆ F ;
∆ F – diện tích nhấp nhô mà dao không cắt hết. Được tính:- Khi lưỡi cắt thẳng :∆ F = F. ∆ (ABC) = 1/2AB x CH ;AB = S +CH x(cotgϕ + cotgϕ 1 )
CH = S/ cotgϕ + cotgϕ 1 =>
- Khi lưỡi cắt cong :
AB= S; CH = HI – CI =
=> (CH – R)2 = R 2- S2/4(CH)2 – 2CH x R + R 2= R 2 –S2/4Bỏ qua vô cùng bé (CH)2:CH ≈ S2/ 8R ; Lắp ghép như trên.
Có thể nhận thấy : CH = R z – Chiều cao nhấp nhô trung bình bề mặt chi tiết giacông ( thông số về nhám bề mặt)
Nếu tăng thì R z tăng (độ bóng bề mặt gia công giảm) và nếu R tăng thì nhấpnhô bề mặt giảm ( độ bóng sẽ tăng).
Bài2 VẬT LIỆU LÀM DAO
I. Khái niệm:
Muốn hớt đi một lớp kim loại dư thừa ra khỏi bềmặt cần gia công để đạt đượchình dáng, kích thước và các yêu cầu kỹ thuật của chi tiết, trên các máy gia công kimloại bằng phương pháp cắt gọt phải dùng các dụng cụ thường gọi là dụng cụ cắt.
16
1
cotcot.
1
ϕ ϕ g g
S F
+=∆
S R R −−
R
S ABxCH F
1
1
≈=∆

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 16/147
II. Những đặc điểm và yêu cầu cơ bản đối với vật liệu làmdao:1. Đặc điểm làm việc:
- Khi cắt dao làm việc trong điều kiện nhiệt độ cao (800 – 1000oC) có ảnhhưởng xấu đến cơ lý tính của vật liệu.
- Trong qúa trình cắt mỗi đơn vị diện tích trên bề mặt làm việc của dao phải chịulực rất lớn điều đó chỉ gây nên hiện tượng rạng nứt và gãy vở dao khi cắt.
- Khi cắt giữa bề mặt tiếp xúc của dao và phoi với chi tiết gia công xảy ra qúatrình ma sát rất lớn. Hệ số ma sát lên đến (0,4 – 1).
- Nhiều trường hợp khi cắt dao phải làm việc trong điều kiện bị va đập (như phay,bào, xọc… ) và sự dao động đột ngột về nhiệt độ có ảnh hưởng rất xấu đến khảnăng làm việc của dao.
- Ở một số phương pháp gia công (chuốt,khoan) thì điều kiện thoát phoi, thoátnhiệt khó khăn làm tăng nhiệt đo, dễ gây ra hiện tượng kẹt dao.
2.Yêu cầu đối với vật liệu làm dao.
a.Độ cứng:Thường vật liệu cần gia công trong chế tạo cơ khí là thép, gang… có độ cứng
cao, do đó để có thể cắt được, vật liệu làm dao phần cắt dụng cụ phải có độ cứng caohơn (60 – 65HRC)
b.Độ bền cơ học:Dụng cụ cắt thường phải làm việc trong điều kiện rất khắc nghiệt : tải trọng lớn
không ổn định, nhiệt độ cao, ma sát lớn, rung động…. Dễ làm lưỡi cắt của dụng cụ sứtmẻ. Do đó vật liệu làm phần cắt dụng cụ cần có độ bền cơ học (sức bền uốn, kéo, nén,va đập…) càng cao càng tốt.
c.Tính chịu nóng:Ở vùng cắt, nơi tiếp xúc giữa dụng cụ và chi tiết gia công dụng cụ và chi tiết gia
công, do kim loại bị biến dạng, ma sát…nên nhiệt độ rất cao (700 – 800 oC), có khi đạtđến hàng ngàn độ (khi mài). Ở nhiệt độ này vật liệu làm dụng cụ cắt có thể bị thay đổicấu trúc do chuyển biến pha làm cho các tính năng cắt giảm xuống. Vì vậy vật liệu
phần cắt dụng cụ cần có tính chịu nóng cao nghĩa là vẫn giữ được tính cắt ở nhiệt độ
cao trong một thời gian dài.d.Tính chịu mài mòn:Làm việc trong điều kiện nhiệt độ cao, ma sát lớn thì sự mòn dao là điều thường
xảy ra. Thông thường vật liệu càng cứng thì tính chống mài mòn càng cao. Tuy nhiênở điều kiện nhiệt độ cao khi cắt (700 – 8000C) thì hiện tuợng mài mòn cơ học khôngcòn là chủ yếu nữa, mà ở đây sự mài mòn chủ yếu do hiện tượng chảy dính (bám dínhgiữa vật liệu gia công và vật liệu làm dụng cụ cắt) là cơ bản. Ngoài ra do việc giảm độcứng ở phần cắt do nhiệt độ cao khiến cho lúc này hiện tượng mòn xảy ra càng khốcliệt.
Vì vậy, vật liệu làm phần cắt dụng cụ phải có tính chịu mòn cao.c.Tính công nghệ:
17

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 17/147
Vật liệu làm dụng cụ cắt phải dể chế tạo: dễ rèn, cán, dễ tạo hình bằng cắt gọt,có tính thấm tôi cao, dễ nhiệt luyện…
Ngoài các yêu cầu chủ yếu nêu trên, vật liệu làm phần cắt dụng cụ phải có tínhdẫn nhiệt tốt, độ dai chống va đập cao và giá thành rẻ.
III.Các loại vật liệu làm dao:
Để làm phần cắt dụng cụ, người ta có thể dùng các loại dụng cụ khác nhau tuỳthuộc váo tính cơ lý của vật liệu cần gia công và diều kiện sản xuất cụ thể.
Dưới đây lần lượt giới thiệu làm phần cắt dụng cụ theo sự phát triển và sự hoànthiện về khả năng làm việc của chúng.
Năm Vật liệu dụng cụ V e,m/ph Nhiệt độ giới hạn đặttính cắt 0C
Độ cứngHRC
1894
1900
190019081913
1931
1934
1955
195719651970
Thép Cacbon dụngcụThép hợp kimdụng cụThép gióThép cải tiếnThép gió(tăng Covà WC)Hợp kim cứng
CácbitvonframHợp kim cứngWCvà TiCKim cương nhântạoGốm
Nitrit BoHợp kim cứng
phủ(TiC)
5
8
1215-2020-30
200
300
300-500100-200
300
200-300
300-500--
500-600600-650
1000-1200
1000-1200
800
150016001000
6060
60-64
91
91-92
100.000HV
92-948.000HV18.000HV
1. Thép Cacbon dụng cụ:
Để đạt được độ cứng, tính chịu nhiệt và chịu mài mòn, lượng C trong thépCacbon dụng cụ không thể được dưới 0,7% (thường từ 0,7- 1,3%)và lượng P, S thấp(P< 0,035%, S < 0,025%)
Độ cứng sau khi tôi và ram đạt HRC = 60 - 62.-Sau khi ủ độ cứng đạt đượckhoảng HB = 107-217 nên dễ gia công cắt và gia
công bằng áp lực.-Độthấm tôi nên thường tôi trong nước do đó dễ gây ra nứt vỡ nhất là nhữngdụng cụ có kích thước lớn.
18
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 18/147
-Tính chịu nóng kém, độ cứng giảm nhanh khi nhiệt độ đạt đến 200o – 300oCứng với tốc độ cắt 4-5 m/ph.
-Khó mài và dễ biến dạng khi nhiệt luyện do đó ít dùng để chế tạo những dụngcụ định hình, cần phải mài theo prôphin khi chế tạo.
Dưới đây là bản nêu thành phần hóa học, cơ lý tính và phạm vi ứng dụng của một
số mác thép Cácbon dụng cụ thường gặp.Giả sử ta có nhãn hiệuY10A-Chữ Y: kí hiệu của Cácbon.-Chữ A:kí hiệu của chất lượng tốt(hàm lượng P,S <0,03%)-Số10: giá trị trung bình của cácbon trong thép(0,95- 1,09%)
Ngoài ra còn có các nhãn hiệu khác như Y7,Y8…Y10,Y12 nhưng chất lượngkém hơn(không có chữ A) nên hiện nay ít dùng
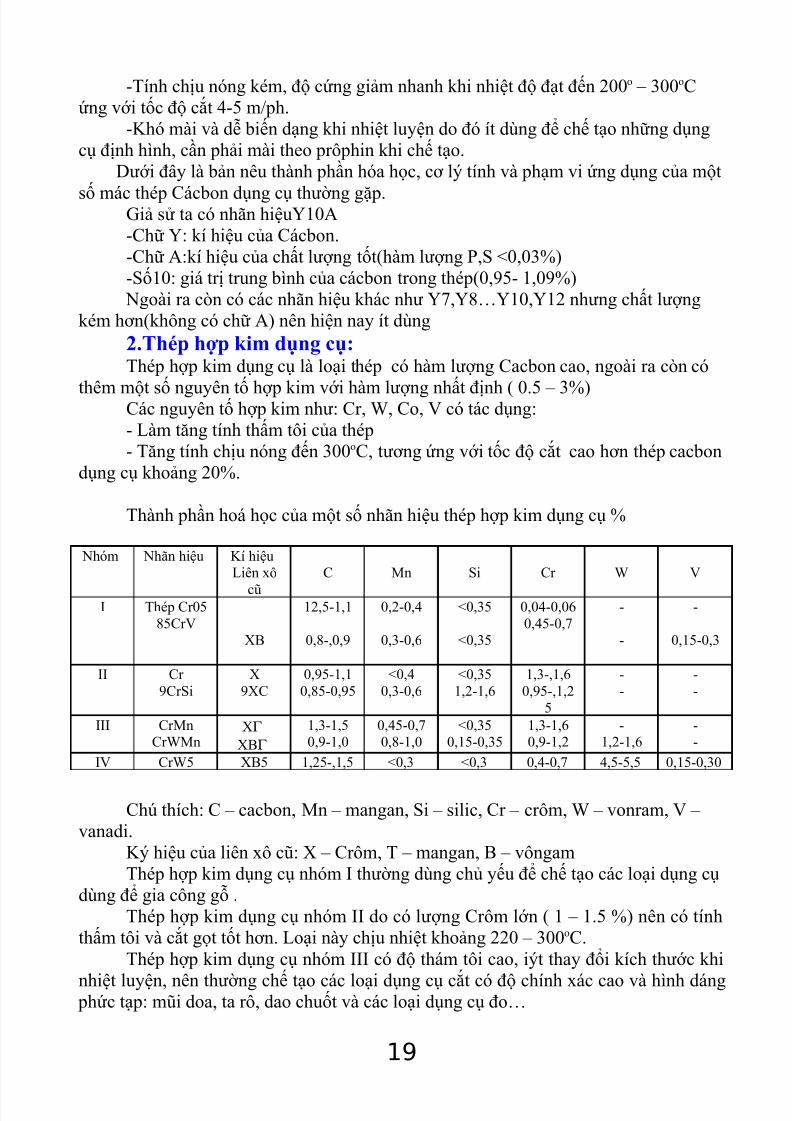
2.Thép hợp kim dụng cụ:Thép hợp kim dụng cụ là loại thép có hàm lượng Cacbon cao, ngoài ra còn có
thêm một số nguyên tố hợp kim với hàm lượng nhất định ( 0.5 – 3%)Các nguyên tố hợp kim như: Cr, W, Co, V có tác dụng:- Làm tăng tính thấm tôi của thép- Tăng tính chịu nóng đến 300oC, tương ứng với tốc độ cắt cao hơn thép cacbon
dụng cụ khoảng 20%.
Thành phần hoá học của một số nhãn hiệu thép hợp kim dụng cụ %
Nhóm Nhãn hiệu Kí hiệuLiên xô
cũ
C Mn Si Cr W V
I Thép Cr0585CrV
XB
12,5-1,1
0,8-,0,9
0,2-0,4
0,3-0,6
<0,35
<0,35
0,04-0,060,45-0,7
-
-
-
0,15-0,3
II Cr 9CrSi
X9XC
0,95-1,10,85-0,95
<0,40,3-0,6
<0,351,2-1,6
1,3-,1,60,95-,1,2
5
--
--
III CrMnCrWMn
XΓ XBΓ
1,3-1,50,9-1,0
0,45-0,70,8-1,0
<0,350,15-0,35
1,3-1,60,9-1,2
-1,2-1,6
--
IV CrW5 XB5 1,25-,1,5 <0,3 <0,3 0,4-0,7 4,5-5,5 0,15-0,30
Chú thích: C – cacbon, Mn – mangan, Si – silic, Cr – crôm, W – vonram, V – vanadi.
Ký hiệu của liên xô cũ: X – Crôm, T – mangan, B – vôngamThép hợp kim dụng cụ nhóm I thường dùng chủ yếu để chế tạo các loại dụng cụ
dùng để gia công gỗ .Thép hợp kim dụng cụ nhóm II do có lượng Crôm lớn ( 1 – 1.5 %) nên có tính
thấm tôi và cắt gọt tốt hơn. Loại này chịu nhiệt khoảng 220 – 300oC.Thép hợp kim dụng cụ nhóm III có độ thám tôi cao, iýt thay đổi kích thước khi
nhiệt luyện, nên thường chế tạo các loại dụng cụ cắt có độ chính xác cao và hình dáng phức tạp: mũi doa, ta rô, dao chuốt và các loại dụng cụ đo…
19
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 19/147
Thép hợp kim dụng cụ nhóm IV có hàm lượng Vonfram lớn, hạt mịn nênđộcứng cao, tuy nhiên độ độ thâm tôi thấp dùng để chế tạop6 các loại dụng cụ cắt cần cólưỡi cắt sắc bén. Tuổi bền cao và để gia công các loại vật liệu cứng.
Nhìn chung, thép hop75 kim dụng cụ chủ yếu được dùng dùng để chế tạo cáclaọi dụng cụ cầm tay và gia công ở tốc độ thấp.
3. Thép gió: (HSS – High Speed Steel – thép cao tốc).
Thép gió có tính cắt cao hơn hẳn các loại thép nên trên, do đó từ khi thép gió rađời, nó đã tạo ra một cuộc cách mạng về cắt gọt và năng suất gia công, làm xuất hiệnmột thế hệ các máy bán tự động và tự đông tốc độ cao.
Nền cơ bản của thép gió vẫn là thép cacbon, nhưng có hàm lượng Cacbon caohơn, đặc biệt hàm lượng các nguyên tố hợp kim Crôm, Vônfram, Côban, Vana di tănglên đáng kể nhất là wonfram.
Những nguyên tố hợp kim này hợp với Cácbon tạo thành các cacbít kim loại cóđộ cứng cao, chịu mòn tốt, trong đó cácbít wonfram (WC) đóng vai trò nòng cốt. Cáccácbít này ở nhiệt độ nhỏ hơn 600oC sẽ không thoát ra khỏi mạng máctensit nên vậtliệu vẫn giữ được tính cắt tốt.
Tác dụng chủ yếu của Crôm là tăng độ thấm tôi, Vanadi tạo thành cacbít Vanadicó độ cứng cao, chịu mòn tốt , Côban không tạo thành cacbít mà hoà tan vào sắt, khilượng Cácbon lớn hơn 5% thì tính chịu nhiệt của thép gió nâng cao.
Ngoài ra còn có các loại thép gió có năng suất cao Ngoài ra, chất lượng thép gió phụ thuộc rất nhiều vào nhiệt luyện. Vì vậy khi
nhiệt luyện thép gió cần chú ý một số điểm chủ yếu sau:Không nung nóng thép gió đột ngột đến nhiệt độ cao, (nhiệt độ tôi khoảng1300oC) mà phải tăng nhiệt độ dần dần từ 650oC, vì thép gió có độ dẫn nhiệt kém.Thông thường thép gió được nung nóng qua ba lò với nhiệt độ lần lượt 650 oC, 850oC,và 1300oC
Phải ram sau khi tôi nhiều lần (3 lần) mổi lần trong 1 giờ ( nhiệt độ ram 560oC ).Sau mỗi lần ram phải để nguội đến nhiệt độ thường.
Những tính năng cơ bản của thép gió là:
-Độ thấm tôi lớn, sau khi tôi đạt độ cứng HRC = 63 – 66.-Độ chịu nhịêt khoảng 600oC tương ứng với tốc độ cắt V = 25 - 35m/ph.So sánh giữa P18 và P9:-Năng suất gia công khác nhau không đáng kể.-P9 rẻ hơn P18 (vì hàm lượng W chỉ bằng một nửa)-P18 chịu mòn tốt hơn, dể mài sắc, mài bóng hơn và có tính bền cao hơn P9.
20

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 20/147
4.Hợp kim cứng(HKC)
Từ năm 1915-1925 ở Mỹ và Đức đã tiến hành thử nghiệm chế tạo hợp kimcứng. Ơ Liên Xô cũ, hợp kim cứng ra đời vào những năm 1930-1935.
Hợp kim cứng là loại vật liệu làm phần cắt dụng cụ được chế tạo theo phương pháp luyện kim bột.
Thành phần chủ yếu của HKC là Cácbit của một số kim loại khó nóng chảy nhưVonfran,Titan,Tantan và được liên kết bởi kim loại cơ bản
Tính cắt của HKC do các pha Cácbit kim loại quyết định . Độ bền cơ học doCoban tạo nên.
Những tính năng cơ bản của HKC so với các loại vật liệu làm dao khác nhưsau:
-Độ cứng cao HRA = 80 – 90 (HRC >70-71)-Độ chịu nhiệt cao:800-10000C, do đó tốc độ cắt cho phép của HKC có thể đạt
đến V >100 m/ph.
-Độ chịu mòn gấp 1,5 lần so với thép gió.-Chịu nén tốt hơn chịu uốn (hàm lượng Coban càng lớn thì sức bền uốn càngcao).
Hợp kim cứng được chế tạo qua các giai đoạn sau:-Tạo bột Vonfram, Titan và Tantan nguyên chất.- Tạo ra các Cácbit tương ứng từ các bột nguyên chất W, Ti, Ta-Trộn bột Cácbit vời bột Coban theo thành phần tương ứng với các loại hợp kim
cứng.-Ép hỗn hợp dưới áp suất lớn (100-140MN/mm2) nung sơ bộ đến 900oC trong
khoảng 1 giờ.-Tạo hình theo các dạng yêu cầu.-Thêu kết lần cuối ở nhiệt độ cao1400- 15000C trong 1 đến 3 giờ tạo thành HKC
21
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 21/147
Sau khi thêu kết, HKC có độ cứng cao nên chỉ có thể gia công bằng phương pháp mài hoặc bằng các phương pháp đặc biệt (điện hoá, tia lửa điện…)
Hợp kim cứng là loại kim loại bột nên có độ xốp (khoảng 5%)Hạt cácbit càng mịn, phân bố càng đều thì tính năng thì tính năng của hợp kim
cứng càng cao, chủ yếu là độ cứng và tính chịu mài mòn. Độ cứng của hợp kim cứng
phụ thuộc vào lượng Cácbit Vonfram, Cácbit Titan và Cácbit Tantan. Lượng Cácbitcàng lớn thì độ cứng càng cao.Lượng coban càng nhiều thì độ cứng càng giãm, tuy nhiên độ bền và tính dẽo
càng tăngCó ba nhóm hợp kim cứng thường gặp như sau:a. Nhóm một Cácbit – kí hiệu K (ISO) hoặc BK (Nga) thành phần gồm:
Cácbitvonfram (WC) và Coban (Co) nhóm này chủ yếu để gia công vật liệu giòn:gang, kim loại màu…
b.Nhóm hai cácbit – kí hiệu là P (ISO) hoặc TK (Nga) thành phần gồm: Cácbit
Vonfram (WC), Cácbit Titan (TiC) và Coban (Co). Nhóm hai Cácbit có tính chóng dính cao hơn nên được dùng để gia công kimloại dẽo như thép,…(thường hình thành phoi dây khi cắt và có nhiệt độ căt cao ở mặttrước).
c. Nhóm ba cácbit – kí hiệu M (ISO) hoặc TTK ( Nga) thành phần gồm: CácbitVonfram (WC), Cácbit Titan (TiC) và Coban (Co) và Cácbit Tantan (TaC)
Loại này thường được dùng để gia công các loại vật liệu khó gia công.
Ở nước ta, cũng đã từng sản xuất thử nghiệm hợp kim cứng. Tuy nhiên do chấtlượng chưa ổn định, mặt khác giá thành cao.
ISO phân hợp kim cứng theo ba nhóm chính khi tạo phoi:- Nhóm kí hiệu P cho các vật liệu cắt ra phoi dây.- Nhóm kí hiệu M là loại vạn năng dùng gia công các loại vật liệu cắt ra phoi
dây và phoi xếp.- Nhóm loại K dùng gia công các loại vật liệu cho phoi hạt và phoi vụn.Đặt tính chung của hợp kim cứng khi tăng độ cứng và tính chịu mài mòn thì sẽ
giảm tính dẻo. Khi tăng tính dẻo (tăng lượng Coban) sẽ làm giảm tính mài mòn và tínhchịu nhiệt.
Sự phát triển của hợp kim cứng xuất phát từ các nhóm công cụ (ví dụ: loại P10,P20, P30) theo hai hướng. Một hướng là tăng thành phần Cácbít Titan (ví dụ P03) làmtăng tính chịu mòn và cắt được ở tốc độ cao. Hướng thứ hai là tạo được hợp kim cứngcó độ dẻo cao dùng để cắt các loại vật liệu có độ cứng và va đập mạnh (ví dụ, bào vàtiện thô) với tốc độ cắt thấp, diện tích và lực cắt lớn hơn. Các loại hợp kim cứng P40,P50 để gia công thép có thành phần Coban (Co) tương đối lớn.
Hợp kim cứng được chế tạo thành các dạng theo tiêu chuẩn (các mảnh hợp kimcứng). Các mảnh đó được hàn, kẹp lên thân dụng cụ tiêu chuẩn. Ngày nay, các mảnhhợp kim cứng được phủ lên một lớp mỏng vài mirômet bằng các loại cácbít cứng như
TiC, TiC/ TiN (Cácbít Titan, Nitrít Titan). Các lớp phủ làm tăng độ cứng, tính chịumài mòn và chịu nhiệt của hợp kim cứng (độ cứng > 91 HRA, chịu được nhiệt độkhoảng1000 độ C, ứng với tốc độ cắt V>300m/ph.
22

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 22/147
Để sử dụng hợp lí và có hiệu quả hợp kim cứng cần chú ý các điều kiện sau:* Chế độ gia công:
- Lựa chọn hợp kim cứng cho vật liệu gia công (các nhóm P,K) và theo yêu cầugia công (gia công, thô, tinh, lần cuối).- Xác định chế độ gia công (tốc độ cắt lượng chạy dao, chiều sâu cắt) phù hợp
cặp vật liệu (chi tiết- dụng cụcắt) và yêu cầu gia công cần chú ý đến việc lựa chọn tuổi bền kinh tế.
- Không dùng dung dich trơn nguội (gia côngkhô) hoặc phải tưới mạnh vànhiều.
*Đối với dụng cụ:- Xác định thông số hình học theo điều kiện gia công.
- Đảm bảo kích thước thân dụng cụ để khi gia công không có rung động.- Mài sắc hợp lý và từ từ bằng đá mài sẳn Cácbít Silíc hoặc đá mài kim cương.*Đối với máy công cụ:-Máy có độ cứng vững tốt không rung động ở tốc độ cắt cao và lực cắt lớn. đảo
bảo kẹp chặt tốt dụng cụ và chi tiết.-Kiểm tra công suất cắt và công suất máy để tránh quá tải.
5. Vật liệu gốm:Vật liệu gốm được nghiên cứu từ nhưng năn1930 và đưa vào sử dụng sau 1950.
Thành phần chính của gốm là “đất sét kỷ thuật”(Al2O3) gồm hai pha của oxítnhôm:γ Al2O3 có ρ =3,65g/cm3 và α Ai2O3 với ρ =3,96g/cm3
Để chuyển hoá hòa toàn từ Ai2O3 sang Al2O3 .Người ta nung đất sét kỉ thuật ở nhiệt độ 1400-16000C. Sau đó nghiền nhỏ thành bột mịn. Bột được ép thành nhữngmảnh dao có hình dạng và kích thước tiêu chuẩn sau đó đem thêu kết.
Hiện nay có 3 loại vật gốm được sử dụng gồm:a. Ôxit nhôm thuần khiết (99%Al2O3):Hiện nay Al2O3 còn thêm không dưới10% oxit kẽm (ZnO2) làm tăng thêm sức
bền.b.Vật liệu gốm trộn:Ngoài Al2O3 là chính, còn thêm các Cácbit kim loại như Cácbit Titan (TiC),
Cacbit vonfram (WC), Cacbit Tantan (TaC), Nitrit Titan(TiN).Loại này có sức bền cao, dùng để tiện tinh, phay tinh các loại vật liệu như gang
cứng, thép tôi.c.Vật liệu gốm không Oxít:Loại này được chế tạo từ nitrit silic (Si3 N4) có sức bền uốn cao hơn nhiều so với
hai loại trên, chủ yếu được dùng để gia công nhôm và hợp kim nhôm.Đối với vật liệu gốm thì độ hạt càng mịn, sức bền uốn càng tăng
*Các tính năng chủ yếu của vật liệu gốm:+ Độ cứng và tính giòn cao.+ Chịu mòn và chịu nhiệt cao nên thường dùng để cắt ở tốc độ cao .
23

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 23/147
+ Tính dẫn nhiệt kém nên khi cắt không dùng dung dịch trơn nguội .+ Tính dẽo kém do sức bền uống kém, vì vậy không dùng để gia công khi có
rung động, va đập và lực cắt lớn .+ Mài sắc bằng đá mài kim cương.*Phạm vi sử dụng của vật liệu gốm:
- Tốc độ cắt không nhỏ hơn 100m/ph.- Khi gia công thép, tốc độ cắt: V=1 – 2 lần so với khi cắt bằng HKC.- Khi gia công gang, tốc độ cắt V = 2 – 3 lần so với HKC- Tốc độ cắt tinh lớn nhất khi gia công thép xây dựng có thể đạt đến 600m/ph,
khi gia công gang, V = 800m/ph.- Vì chịu rung rộng và va đập kém nên chủ yếu được dùng để gia công tinh
chiều sâu cắt và lượng chạy dao bé.-Vì tính dẫn nhiệt kém nên không dùng dung dịch trơng nguội khi cắt. Riêng đối
với Nitritsilic (Si3 N4) có sức bền và tính dẫn nhiệt cao hơn Oxit nhôm khoảng bốn lần
nên có thể dùng dung dịch trơn nguội.- Nhờ có tính mòn cao nên thường dùng để gia công lần cuối để đạt độ chínhxác kích thước và độ nhẵn bề mặt cao.
- Các mảnh dao gốm thường được kẹp cơ khí vào thân dao và không mài sắclại .
* So với HKC, mảnh dao gốm có những ưu điểm sau:- Năng suất cao hơn vì thời gian máy giảm do tốc độ cắt cao khi cùng một tuổi
bền.- Tuổi bền tăng nếu cắt cùng một tốc độ cắt .- Sai lệch kích thước gia công nhỏ hơn.- Chất lượng bề mặt đạt được cao hơn.- Giá thành rẽ hơn.6.Vật liệu tổng hợp (nhân tạo) siêu cứng:Sau vật liệu gốm, người ta tiếp tục nghiên cứu và chế tạo một loại vật liệu làm
dụng cụ mới. Đó là vật liệu tổng hợp siêu cứng. Có hai loại thường gặp là: kim cươngtổng hợp và Nitrit Bo lập phương (còn gọi là El bo).
a>Kim cương nhân tạo:Kim cương nhân tạo được tổng hợp từ than chì (Graphit) ở áp lực và nhiệt độ
cao.*Những tính năng cơ bản của kim cương:+ Độ cứng tế vi của kim cương cao nhất trong các loại vật liệu hiện nay, cao hơn
của hợp hợp kim cứng từ 5 – 6 lần, độ cứng tế vi của hợp kim cứng khoảng (120 – 180 )10sPa 1Pa= 1Nm2
+ Độ dẫn nhiệt cao gấp hai lần hợp kim cứng.+ Độ chịu nhiệt kém ≈ 8000C.+ Giòn, chịu tải trọng va đập kém.+ Chịu mài mòn, tuy nhiên khi gia công thép C có hàm lượng Cacbon thấp thì
lại bị mòn nhanh do hiện tượng khuếch tán.
Do hệ số dẫn nhiệt cao, nên tuy chịu nhiệt kém, kim cương vẫn có thể cắt đượcở tốc độ rất cao.
* Phạm vi sử dụng :
24

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 24/147
+ Thường được dùng làm đá mài để mài sắc dụng cụ cắt bằng hợp kim cứng.+ Dùng làm dao tiện để gia công gang và các kim loại màu.b> Nitrit Bo lập phương (còn gọi là El bo):Là hợp chất giữa Nitơ và nguyên tố Bo. Tính cắt của nó tương tự như kim
cương.
- Độ cứng tế vi của El bo là(600 – 800).108
Pa .- Chịu nhiệt khoảng 1500 – 20000C.- Hệ số ma sát bé .- Chống mài mòn tốt.- Hệ số ma sát với kim loại nhỏ.* Ứng dụng:- Gia công tinh thép tôi có HRC ≈ 39 – 66, và gang HKC, đặc biệt là thép gió.
Bài 3 CƠ SỞ VẬT LÝ CỦA QUÁ TRÌNHCẮT GỌT
♦♦
I. Quá trình hình thành phoi cắt :
Khi cắt lưỡi cắt của dao tác dụng vào kim loại một lực ( lực cắt ), nó gây ra mộtsự thay đổi cơ lý tại vùng cắt của vật liệu.- Đầu tiên dưới tác dụng của lực P kim loại bị nén và biến dạng đàn hồi
-Dao tiến sâu vào ( lực P càng lớn) gây nên ứng suất bên trong kim loại lơn hơngiới hạn đàn hồi do đó kim loại bắt đầu bị biến dạngdẽo ( các phàn từ bên trong kimloại bắt đầu bị trượt theo mặt trượt và phương trượt)
25

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 25/147
-Do biến dạng các tinh thể trên phương này bị kéo dài thành hình elíp (góc củamặt trượt so với phương của lực cắt là β 1)
-Khi dao tiếp tục tiến thêm => áp lực gia tăng làm ứng suất tăng vượt quá giớihạn bền kim loại bị biến dạng lớn và bắt đầu bị phá huỷ.
Trên phần kim loại của phôi ở mặt trước daop xuất hiệncác vết nứt theo góc phá
huỷ β 2(β 2 ≠ β 1)- Khi dao tiếp tục tiến, phoi bị cắt sẽ trượt trên mặt trước của dao, còn dao tiếp
tục ép lên càc phần tử kim loại tiếp theo.II. Các dạng phoi cắt:Các nhà công nghệ có thể căn cứ vào sự hình thành phoi cắt mà đánh giá được
các thông số của dụng cụ cắt, các yếu tố chế đô cắt được hợp lý hay chưa, mức độ tiêuhao năng lượng nhiều hay ít, chất lượng bế mặt gia công có đảm bảo hay không….
Có các dạng phoi cắt sau đây:*Phoi vụn: phoi cắt ra là những hạt nhỏ rời rạt có hình dáng kích thước khác
nhau. Phoi vụn thường gặp khi gia công vật liệu giòn hay cắt với vận tốc thấp.Sự hình thành phoi không liên tục (phoi vụn) làm lực cắt thay đổi gây ra va đập,rung động … chất lượng bề mặt xấu đi, nhiệt và lực cắt chỉ tập trung ở mũi dao.
*Phoi xếp : Mặt phoi tiếp xúc với mặt trước của dao thì nhẵn bóng mặt đối diệnvới nó có những nếp gợn (nức nẻ), phoi bị đứt ra thành từng mảnh hoặc từng đoạnngắn.
Dạng phôi này trhường xuất hiện khi cắt các vật liệu dẻo vừa, (vận tốc cắt,
lượng chạy dao trung bình và dao có góc trước γ lớn).Khi cắt ra phoi xếp thì bề mặt ra công nhẵn bóng hơn.*Phoi dây: Thường gặp khi cắt các vật liệu dẻo hoặc khi cắt với vận tốc cao,
góc độ mài dao hợp lý. Phoi có dạng dây dài – xoắn (mặt phoi tiếp xúc với mặt trướccủa dao nhẵn bóng, mặt còn lại gợn nứt). Phoi dây vẫn còn khả năng biến dạng dẻo.
26

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 26/147
Do có phoi dây mà lực cắt thay đổi rất ít, tiêu hao năng lượng giảm, chất lượng bề mặt gia công càng tốt.
Cần chú ý rằng ngay cùng một loại vật liệu gia công nhưng tuỳ theo điều kiệncắt gọt, thống số hình học của dao, chế độ cắt,….có thể cho ta phoi vụn, phoi xếp hoặc
phoi dây. Vì vậy từ chỗ quan sát phoi khi cắt người thợ có thể phán đoán nguyên nhân
để có những điều chỉnh kịp thời.III. Sự co rút phoi:Sự co rút phoi là đặc tính tiêu biểu nói lên mức độ biến dạng về lượng của kim
loại cắt gọt. Từ nghiên cứu về sự co rút phoi trên phương diện thể tích có thể nhận biếtđược việc cắt diễn ra khó hay dễ, năng lượng tiêu hao nhiều hay ít.
Gọi a,b,L, là kích thước cần cắt; a p,b p,c là kích thước phoi, thì:
L> L p
a> a p
b> b p
hệ số co rút phoi theo:-Chiều dài: K L= L/ L p >1-Chiều dài: K a= a p/a>1
Theo định luật bảo toàn thể tích: a.b.L = a p .b p.L p
Ta có :L/ L p = a p /a hay: K L=K a.
IV. Hiện tượng lẹo dao:
* Hiện tượng : Khi cắt kim loại ở một khoảng tốc độ nào đó, trên mặt trước củadao xuất hiện một khối kim loại có độ cứng khá lớn, có tổ chức và tính chất khác biệtvới vật liệu chi tiết gia công, vật liệu làm dao. Khối kim loại này lúc to, lúc nhỏ khácnhau… Nó xuất hiện và biến mất hàng chục lần trong một giây. Đó là hiện tượng lẹodao.
* Nguyên nhân:
27
b p
b
Phoâi
a
Maët tröôùc
L p
L
ap
Dao

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 27/147
Tại vùng vật liệu phoi tiếp xúc với mặt trước của dao đồng thời chịu tác dụngcủa ba lực:
T- Lực ma sát giữa phoi và mặt trước của dao.S- Lực liên kết giữa các lớp kim loại thuộc phoi.W- Lực thoát phoi.
Ở nhiệt độ thấp lực liên kết S ( nội lực ma sát) còn lớn, khi nhiệt độ tăng lên lựcS giảm dần nên : T> S +W và kim loại thuộc lớp tiếp xúc tách khỏi phoi nằm lại trênmặt trước của dao tạo thành khối lẹo dao.
Khi nhiệt độ cao hơn nữa, lớp kim loại gần đến trạng thái nóng chảy làm cả nộima sát (S) và cả ngoại ma sát (T) đều giảm nhưng T giảm nhanh hơn S nên lẹo daokhông được hình thành, còn lẹo dao trước đó bị nung chảy rồi bị lực của dòng phoicuốn đi.
Lẹo dao có tác dụng tích cực là bảo vệ lưỡi cắt khỏi bị mòn nhanh, làm tăng góctrước (γ ld > γ ) giảm được lực cắt. Tuy nhiên lẹo dao làm lưỡi cắt “cùn - tù” và sựhình thành biến mất của nó nhiều lần sẽ gây ra rung động trong quá trình cắt làm giảmđộ bóng, độ chính xác gia công. Do đó ta cần phải tránh xảy ra hiện tượng lẹo daotrong quá trình gia công.
* Những nhân tố ảnh hưởng đến lẹo dao:
28
H
VV1 V2
T
n
W
S γ γ
H

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 28/147
+ Tốc độ cắt : Từ thực nghiệm với một số điều kiện nhất định cho thấy lẹo daochỉ hình thành trong phạm vi tốc độ cắt từ V1 đến V2.
+Vật liệu gia công: Khi gia công vật liệu giòn phoi dễ phá huỷ và đứt ra sớmnên khó hình thành lẹo dao.
Lẹo dao thường được hình thành khi gia công vật liệu dẻo. Tính dẻo của vật liệu
khác nhau thì khoảng tốc độ để hiện tượng lẹo dao (V1,V2) và chiều cao lẹo dao (H1)cũng khác nhau.+Góc trước của dao ( γ ): Góc trước của dao nhỏ, phoi biến động nhiều hơn
nên tần số hình thành và biến mất của lẹo dao thấp, chiều cao lẹo dao lớn.+ Anh hưởng của chiều dày cắt (a): Khi chiều dày cắt lớn, tần số hình thành và
biến mất của lẹo dao lớn.
V. Hiện tượng cứng nguội.
Trong quá trình gia công duới tác dụng của lực cắt, trên lớp bề mặt chi tiết giacông xảy ra hiện tượng dẻo ⇒các hạt tinh thể bị kéo lệch mạng và giữa chúng sinh raứng suất. Tác dụng này làm tăng thể tích riêng và làm giảm mật độ kim loại →” độcứng, độ giòn, giới hạn bền tăng lên còn tình dẻo – dai bị giảm, tính dẫn từ thay đổi,… bề mặt kim loại được làm chắc” gọi là hiện tượng cứng nguội.
Đặc trưng của hiện tượng cứng nguội là cứng độ tế vi.Mức độ biến dạng cứng, chiều sâu lớp biến cứng tỷ lệ với mức độ biến dạng
dẻo của lớp bề mặt kim loại.Hiện tượng cứng nguội gây ảnh hưởng xấu, làm giảm độ bóng, độ chính xác và
cơ tính tổng hợp của lớp bề mặt chi tiết gây cảng trở đến lần gia công tiếp theo.Các nhân tố ảnh hưởng đến hiện tượng này gồm:- Các thông số hình học của dao, các yếu tố của chế độ cắt làm tăng mức độ biến
bạng của phôi, phoi thì đều tăng độ cứng nguội.- Mức độ mài mòn của dao tăng thì độ cứng nguội tăng;- Bán kính mũi dao tăng, độ cứng nguội cũng tăng lên.Muốn giảm hiện tượng cứng nguội ta phải lựa chọn chế độ cắt hợp lý, thông số
hình học dao thích hợp kết hợp với dung dịch trơn nguội trong khi cắt.Đồng thời với hiện tượng làm chắc lớp kim loại bề mặt thì còn tồn tại một qúa
trình ngược lại là làm cho kim loại suy yếu đi và trở lại trình trạng ban đầu chưa biếncứng. Qúa trình này phụ thuộc vào nhiệt độ trong vùng cắt và khi nhiệt độ lớn kéo dàithì kim loại bề mặt có thể suy yếu mạnh. Tính chất cuối cùng của lớp bề mặt tuỳ theotỷ lệ tác động hai yếu tố lực và nhiệt tại vùng cắt.
VI. Ứng suất dư trên bề mặt gia công:Ứng suất dư sinh ra trên lớp bề mặt chi tiết gia công được giải thích:
29

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 29/147
Khi cắt một lớp mỏng kim loại sẽ tồn tại một trường lực => gây nên biến dạngdẻo không đều ở từng vùng. Khi thôi cắt, trường lực mất đi thì biến dạng dẻo làm xuấthiện ứng suất dư.
Khi lớp kim loại bề mặt bị cứng nguội, thể tích riêng của nó tăng lên, lớp bêntrong không bị biến dạng vẫn giữ thể tích bình thường. Do có sự liên hệ giữa hai lớp
nên ở lớp ngoài sinh ra ứng suất dư nén lớp bên trong để cân bằng sẽ sinh ra ưng suấtdư kéo.Trong vùng cắt, nhiệt cắt nung nóng cục bộ lớp bề mặt làm môđun đàn hồi của
nó giảm xuống tối thiểu. Sau đó bề mặt chi tiết nhanh chóng nguội đi và co lại. Nhưngvì có liên hệ với lớp bên trong nên lớp ngoài sinh ra ứng suất dư kéo, còn lớp trong đểcân bằng sinh ra ứng suất dư nén.
Khi cắt nhiệt sinh ra làm thay đổi cấu trúc kim loại, kim loại chuyển pha làm thểtích của nó bị thay đổi. Ở lớp kim loại có thể tích riêng lớn sinh ra ứng suất dư nén,ngược lại lớp nào có cấu trúc thể tích riêng nhỏ sẽ sinh ứng suất dư kéo.
Tóm lại, khi gia công cơ trên bề mặt sinh ứng suất dư – trị số, dấu và chiều sâu phân bố của nó phụ thuộc vào phương pháp gia công và chế độ cắt.Ứng suất dư làm giảm chất lưọng bề mặt chi tiết gia công, làm giảm khả năng
chịu mõi,… Hạn chế khi sử dụng chi tiết máy sau này. Nếu ứng suất dư quá lớn, saukhi gia công chi tiết bị biến dạng, vỡ, nứt… không dùng được.
Để giảm ứng suất dư cần phải chọn được chế độ cắt, góc độ dao hợp lý và tướidung dịch trơn nguội vào vùng cắt.
VII. Hiện tượng nhiệt khi cắt :
Trong quá trình cắt, công tiêu hao được chuyển thành nhiệt năng. Nhiệt sinh ratrong quá trình cắt là một hiện tượng vật lý quan trọng trực tiếp ảnh hưởng đến tínhchất cơ lý của vật liệu gia công và độ bền của dao cụ. Nhiệt sinh ra làm giảm năng suấtvà độ chính xác gia công.
Q = QF + Qd + Qc + Qmt
QF – Nhiệt đi vào phoi. (Khoảng 75 – 80%)
Qd – Nhiệt đi vào dao. (Khoảng 15 – 20%)Qc – Nhiệtn đi vào chi tiết. (Khoảng 4%)Qmt – Nhiệt đi vào môi trường. (Khoảng 2%)
VIII. Hiện tượng rung động khi cắt:
Rung động làm cho vị trí giữa dao cắt và chi tiết gia công thay đổi theo chu kỳ.Khi tần số thấp, biên độ lớn sẽ sinh ra độ sóng bề mặt, khi tần số cao, biên độ nhỏ sẽsinh ra độ nhấp nhô bề mặt. Rung động làm cho dao cụ mau mòn. Ngoài ra do rung
động mà chiều sâu cắt, lực cắt, tiết diện phoi biến động làm tăng sai số gia công.Rung động của hệ thống công nghệ gồm hai loại : rung động cưỡng bức và tựrung.
30

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 30/147
* Rung động cưỡng bức là do các lực kích thích từ bên ngoài truyền đến. Tuỳtheo nguồn lực kích thích rung động cưỡng bức có thể có chu kỳ hoặc không chu kỳ.
Nguồn gốc sinh ra lực kích thích là do sai số cá biệt của chi tiết trong máy, các mặttiếp xúc có khe hở, các khâu quay không cân bằng, lượng dư gia công không đều, bềmặt gia công không liên tục hoặc rung động do các máy xung quanh truyền sang ….
Biện pháp để giảm rung đông cưỡng bức :- Tăng độ cứng vững của hệ thống công nghệ.- Yêu cầu độ chính xác chế tạo – lắp ráp máy, đồ gá cao.- Phải cân bằng các khâu quay cao tốc.- Tránh cắt không liên tục.- Phôi cần được chọn lọc và gia công sơ bộ.- Trang bị thêm cơ cấu giảm rung động.- Móng máy đủ khả năng dập tắt dao động và được cách chấn với xung quanh.* Tự rung là loại dao động không giảm được, nó được duy trì bởi một nguồn
năng lượng không đổi do bản thân chuyển động cắt gây ra – có nghĩa là khi nào ngừngcắt thì tự rung cũng chấm dứt. Tự rung làm ảnh hưởng đến chất lượng gia công, việckhắc phục nó rất khó khăn. Cho đến nay vẫn chưa có giả thiết nào giải thích thoả đáng
bản chất của hiện tượng này.Để hạn chế tự rung động cần giảm năng lượng truyền đến và tăng năng lượng
tiêu hao.Biện pháp giảm năng lượng truyền đến :Thay đổi hình dạng hình học dao cắt và chế độ cắt để giảm lực cắt ở phương có
rung động.Sử dụng dung dịch trơn nguội hợp lý để giảm bớt mòm dao.+Để tăng năng lượng tiêu hao, cần :
Nâng cao độ cứng vững của hệ thống công nghệ, nâng cao tần số tự rung để làmtăng sức cản của ma sát và giảm biên độ dao động xuống.
Sử dụng các trang bị giảm rung để thu bớt năng lượng dao động . Nguyên lý của trang bị giảm rung động là : Dựa vào chi tiết dao động một khối
lượng nhỏ sao cho tần số của khối lượng này bằng tần số dao động của chi tiết. Trang bị giảm rung sẽ tạo ra một dao động lệch pha với dao động của chi tiết là 1800. Lựcsinh ra sẽ bằng lực dao động nhưng ngược chiều nên cân bằng nhau và làm triệt tiêudao động.
IX. Dung dịch trơn nguội:
Để cải thiện điều kiện cắt gọt, nâng cao năng suất, tăng độ bóng bề mặt gia công… Người ta tưới vào vùng cắt một loại dung dịch trơn nguội. Dung dịch trơn nguộicó hai tính năng quan trọng:
- Làm nguội để giảm nhiệt độ vùng cắt, giảm biến dạng nhiệt, …- Bôi trơn để giảm ma sát, giảm lực cắt để nâng cao năng suất.Yêu cầu đối với dung dịch trơn nguội là phải luôn ổn định có nghĩa là không bị
biến chất trong một thời gian dài, mặt khác là không ảnh hưởng đến công nhân như
31

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 31/147
gây mùi hôi hoặc ăn mòn da thịt – quần áo … ; không đông đặc hay ngưng tụ làm cảntrở cho việc bơm tưới ; không làm gỉ sét hay ăn mòn máy, dao, chi tiết gia công.
Các loại dung dịch trơn nguội thông dụng :Khi gia công thô người ta thường dùng dung dịch nước có pha chất chống ăn
mòn như: Axit Nitơrít loãng, Xút, Êmuxi, ….
Còn khi gia công tinh thường dùng dung dịch chứa các chất hoạt tính như Axít béo hữu cơ, Axít béo, Kiềm hữu cơ, Dầu thực vật….Để tưới dung dịch trơn nguội vào vùng cắt người ta người ta sử dụng hệ thống
bơm kết hợp với vòi phun. Lưu lượng dung dịch trơn nguội được tính toán và điềuchỉnh sao cho đảm bảo được hiệu quả làm nguội và bôi trơn tại vùng cắt.
X. Hiện tượng và phương thức mài mòn dao:
a. Hiện tượng mài mòn dao khi cắt kim loại :
Trong suốt quá trình cắt gọt mặt trước của dao luôn tiếp xúc và có chuyển độngtương đối với mặt đã gia công của chi tiết. Sự tiếp xúc giữa các phần tử kim loại cónhững đặc điểm đáng chú ý:
- Sự tiếp xúc thực hiện dưới áp lực lớn.- Quá trình diễn ra ở nhiệt độ cao.- Hệ số ma sát tại vùng tiếp xúc có chuyển động rất lớn (µ =0.4 – 1 )- Mỗi phần từ kim loại của dao chỉ tiếp xúc với phần tử phoi hay chi tiết có một
lần và không lập lại.Từ lý thuyết về mài mòn Summer Smiht và Delepiereux đã khái quát thành 4
nguyên nhân dẫn đến mài mòn dao như sau :+Mài mòn do quá trình ma sát cơ học gây nênKhi cắt các bề mặt của dao luôn tiếp xúc và chuyển động tương đối với phoi và
chi tiết. Dưới tác dụng của tải trọng các phần tử kim loại tại vùng tiếp xúc sẽ phát sinhmối liên kết kim loại. Nếu mối liên hệ này lớn hơn độ bền bản thân mỗi kim loại thamgia tiếp xúc thì bản thân các phần tử kim loại loại có độ bền nhỏ sẽ bị bức ra và lôi đi.
+Mài mòn do sự xuất hiện và mất đi liên tục của các khối lẹo dao:Khi cắt tại vùng tiếp xúc gần mũi dao hình thành nên các khối lẹo dao có độ
cứng cao hơn độ cứng của bản thân kim loại tham gia tiếp xúc. Mặt khác do sinh ra và
bị lôi đi liên tục dẫn đến tốc độ mài mòn trên các bề mặt dao tăng lên.+Mài mòn do hiện tượng khuếch tán tại vùng tiếp xúc:Vật lý đã chứng minh : Có hai kim loại ép vào nhau nếu ta đốt nóng tại vùng
tiếp xúc thì ở đó xuất hiện hiệu điện thế. Các phần tử kim loại của hai vật tiếp xúc sẽkhuếch tán vào nhau. Hiện tượng này còn gọi là hiện tượng thẩm thấu.
+Sự xuất hiện và phát triển các vết nứt tế vi dẫn đến gẫy vở dao b. các dạng mài mòn dao:- Mài mòn mặt sau- Mài mòn mặt trước- Mài mòn lưỡi liềm- Mái mòn mũi dao- Mài mòn lưỡi cắt
32

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 32/147
Thông thường cả 5 dạng mài mòn đồng thời xảy ra trên dao cắt. Song với mộtdao cho trước tại một thời điểm khảo sát với những điều kiện cắt cụ thể thì có 1 hoặc 2dạng mài mòn là đặc trưng. Loại mài mòn đặc trưng thường phụ thuộc vào vật liệu giacông, vật liệu dao, phương pháp cắt và tính chất cắt gọt.
+Mũi dao bị mài mòn : Vị trí tiếp xúc giữa dao và chi tiết (theo phương t ) sẽ
thay đổi dẫn đến thay đổi đường kính gia công, mặt khác bán kính mũi dao (R ) thayđổi sẽ dẫn đến sự thay đổi khi cắt.+Mặt sau khi bị mài mòn (góc sau α→Oo) làm tăng sự tiếp xúc giữa mặt sau
dao và mặt đang gia công của chi tiết. Sự tiếp xúc làm tăng sự đáng kể tải trọng lực vànhiệt .
+Mặt trước dao bị mài mòn ( góc trước dao γ âm ) làm tăng mức độ biến dạngkhi cắt và cũng dẫn đến tăng tải trọng .
+Mài mòn lưỡi liềm: làm tăng góc trước γ tăng lên phoi dễ thoát, nhưng ngượclại làm yếu dao (β ). Độ lớn lưỡi liềm này tăng đến mức nào đó dao không còn khả
năng chịu được lực cắt được nữa sẽ gây gãy vở dao.
+Cùn lưỡi cắt: Dao cùn sẽ không thể hớt bớt lớp kim loại ra khỏi chi tiết mà chỉtrượt trên bề mặt gia công.
c. Các giai đoạn của quá trình mài mòn dao:Lý thuyết mài mòn nói chung và kết quả thí nghiệm về mài mòn dao đã nói
riêng đã chứng minh rằng: quá trình mài mòn dao diễn ra trong ba giai đoạn.
+Giai đoạn bắt đầu mài mòn Ι O có tốc độ mài mòn lớn diễn ra trong thời gianngắn, mài mòn chủ yếu trong giai đoạn này là sang bằng cơ học các nhấp nhô để lạikhi gia công cơ.
+Giai đoạn mài mòn bình thườngΙ Κ có tốc độ mài mòn nhỏ diễn ra trong thời
gian dài, giai đoạn tương tự như giai đoạn làm việc bình thường của các chi tiết máysau thời kỳ chạy rà.
33
T
bO a
IK

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 33/147
+Giai đoạn mài mòn khóc liệt (sauΚ ) với tốc độ lớn diễn ra trong thời gianngắn liền sau đó là dao bị cháy hoặc bị gãy vỡ mất khả năng cắt. Điểm Κ được gọi làđiểm mòn tới hạn. Độ cứng mài mòn tương ứng với điểm Κ gọi là độ mài mòn cho
phép.
Χ Ι . Chất lượng bề mặt gia công.
1. Độ bóng bề mặt gia công.a. Khái niệm về chất lượng gia công:
Đối tượng của quá trình cắt gọt là chi tiết gia công. Do ảnh hưởng nhiều yếu tốcó liên quan đến quá trình cắt gọt cho nên chi tiết thực tế được gia công bao giờ cũngcó sai lệch với chi tiết thực tế. Những sai đó phân làm 2 nhóm:
- Nhóm sai lệch đại quan (phát hiện bằng mắt thường ) về kích thước, hình dángvị trí tương quan giữa các bề mặt →khái niệm về độ chính xác gia công.
- Nhóm sai lệch tế vi : độ nhấp nhô bề mặt, sự thay đổi tính chất cơ lý lớp bề mặt,…….→khái niệm về chất lượng bề mặt gia công.
b. Chất lượng bề mặt đã gia công.* Độ nhám và độ bóng bề mặt: Nguyên nhân sự khác nhau giữa bề mặt lý tưởng và bề mặt gia công thực tế.
- Bề mặt đã gia công là sự sao chép hình dạng lưỡi cắt của dao.- Có lượng chạy dao S làm cho các vết cắt không liên tục để lại phần kim loại
chưa cắt.- Do sự rung động của hệ thống công nghệ MGDC.
- Do quá trình biến dạng và ma sát làm phát sinh những vết nứt tế vi.Kết quả của những nguyên nhân trên đã để lại trên bề mặt của chi tiết sau gia
công những vết lồi, lõm.Vết lồi, lõm được gọi làđộ nhấp nhô và tuỳ thuộc vào chiềucao của các nhấp nhô phân làm các cấp độ bóng.
* Các số đo nhám bề mặt : Đặt trưng 4 loại :+Độ không bằng phẳng (R max) là khoảng cách đo theo phương y từ đỉnh cao nhất
tới đáy nhấp nhô của các nhấp nhô trong khoảng chiều dài 1 đơn vị tính là mk.
+Chiều cao nhấp nhô trung bình( R a) là khoảng cách trung bình của các điểm trên
prôfin đến đường trung bình. R a được xác định theo công thức:
+Số đo độ nhám hq được tính theo biểu thức:+Chiều cao nhấp nhô R zChiều cao nhấp nhô R z được xác định bằng cách chọn trên chiều dài cơ sở 5 đỉnh
nhấp nhô ổn định và 5 đáy nhấp nhô ổn định. Độ chênh lệch trung bình giữa các đỉnhvà đáy đó chính là R z.
34
∑=
=n
i
i yn
Ra
dx yl
h
n
q ∫ =0
2

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 34/147
Ví dụ: ta chọn 5 đỉnh 1,3,5,7,9 có khoảng cách tới đường chuẩn là h1,h3,h5,h7,h9
5 đáy 2,4,6,8,10 có khoảng cách từ đáy tới đường chuẩn là h2,h4,h6,h8,h10 thì:
2. Hiện tượng cứng nguội:
Hậu quả của biến dạng đàn hồi và biến dạng dẽo sau khi cắt là tạo trên bề mặtchi tiết 1 lớp kim loại bị nén khiến cho bề mặt đó trở nên bền và cứng hơn so với bản
thân cấu trúc của kim loại đó. Đó là hiện tượng cứng nguội, để đánh giá hiện tượngcứng nguội người ta dùng một số thông số sau:
- Mức độ cứng nguội ∆ H
Trong đó: H độ cứng lớp mỏng bề mặt sau khi biến dạng dẽo.H0 độ cứng lớp mỏng bề mặt trước khi biến dạng dẽo.
- Chiều sâu cứng nguội.- Trị số, chiều sâu và dấu của ứng suất dư ở lớp bề mặt.Khi gia công do mũi dao không nhọn lí tưởng mà có bán kính R nên khi cắt mặt
sau của dao trượt trên bề mặt gia công càng làm tăng mức độ biến dạng dẽo trên bềmặt chi tiết. Còn sự biến dạng của khối kim loại ở vùng phía trước mặt dao sẽ làm tăngchiều sâu cứng nguội.
Tất cả các thônh số về chế độ cắt, hình dáng hình học của dao làm tăng sự biến dạng. Còn khi dao bị cùn góc sau giảm, không dùng dung dịch bôi trôn nguội,…
sẽ làm tăng mức độ cứng nguội.Hiện tượng cứng nguội có ảnh hưởng xấu đến chi tiết vì lớp cứng nguội dòn dễ
bị rạn nứt đồng thời gây khó khăn cho lần gia công sau.
35
5
)...()...( 04293 hhhhhh R z
+++++++=
%100
0
0 x
H
H H H
−=∆

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 35/147
HỌC TRÌNH II
TIỆN - CẮT REN - BÀO (XỌC) -GIA CÔNG LỖ ♦♦
§ 1-TIỆN
I.Tính chất của tiện:- Tiện là phương pháp gia công cắt gọt kim loại thông dụng nhất. Trong các nhà
máy cơ khí, máy tiện chiếm số lượng lớn nhất, khoảng 30% đến 40%.- Chuyển động chính khi tiện là chuyển động quay tròn của phôi, chuyển động
chạy dao là chuyển động thẳng của dao tiện theo phương dọc trục hoặc hướng kính của phôi.
- Tốc độ cắt trung bình khi tiện được xác định theo công thức:Trong đó:
D- đường kính trung bình của bề mặt cần gia công và bề mặt đã gia công [mm].n- số vòng quay của phôi trong một phút [vg/ph].Lượng chạy dao (bước tiến) được biểu thị bằng quãng đường của mũi dao di
chuyển sau một vòng quay của phôi, có đơn vị tính là: mm/vòng.
Chiều sâu cắt được tính theo công thức:
36
( ) phm Dn
V /000
..π =
S
t
d D

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 36/147
Trong đó:
D – đường kính của bề mặt cần gia công[mm]d- đường kính của bề mặt đã được gia công [mm]
II. Khả năng công nghệ của tiện:Tiện chủ yếu để gia công các bề mặt có dạng tròn xoay như mặt trụ ngoài, trụ
trong, mặt côn ngoài, côn trong, các mặt đầu, mặt định hình tròn xoay, ren trong, renngoài.
Độ chính xác của gia công tiện phụ thuộc vào các yếu tố sau đây:- Độ chính xác của máy tiện.- Độ cứng vững của hệ thống công nghệ.- Dụng cụ cắt.- Trình độ tay nghề của công nhân.Chất lượng bề mặt chi tiết gia công phụ thuộc vào các yếu tố như vị trí bề mặt gia
công (mặt ngoài, mặt trong, mặt đầu) và phương pháp gia công (tiện thô, bán tinh, tiệntinh).
Độ chính xác về vị trí tương quan như độ đồng tâm giữa các bậc của trục, giữamặt trong và mặt ngoài có thể đạt tới 0.01mm tuỳ thuộc vào phương pháp gá đặt phôi.
Năng suất gia công tiện phụ thuộc vào nhiều yếu tố như độ chính xác về hìnhdạng, kích thước và vị trí tương quan của các chi tiết, phương pháp gá đặt, vật liệu làmdao, kết cấu dao, vật liệu gia công ,dung dịch trơn nguội.v.v. Nhìn chung năng suất của
tiện là thấp. Muốn nâng cao năng suất khi tiện phải có những giải pháp công nghệthích hợp cụ thể.
37
( )mmd D
t 2
−=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 37/147
III. Gá đặt chi tiết khi tiện:
Khi tiện ta có thể có một số cách gá đặt chi tiết như sau:- Gá trên mâm cặp 3 chấu tự định tâm (mặt ngoài hoặc mặt trong) đối với chi
tiết ngắn, có l < 5d.
- Gá trên một đầu vào mâm cặp 3 chấu và một đầu vào mũi tâm khi:
- Gá trên măm cặp 4 chấu không tự định tâm.
- Gá vào 2 lỗ tâm có sử dụng kẹp tốc khi l/d>10.- Gá trên các loại đồ gá khi chuẩn là mặt trong .- Gá trên các loại đồ gá chuyên dùng.
Trong thực tế, kiểu gá một đầu vào măm cặp 3 chấu tự định tâm và một đầuvào mũi tâm được sử dụng nhiều nhất.Đối
với nhữngtrục dài,yếu, có l/d>12, ngoàiviệc trụcđược gá
trên mâmcặp và mũitâm còn
phải dùngluy-nét (giáđỡ) để tăngđộ cứngvững chochi tiết.
Có2 loại luy-nét, đó làluy-nét tĩnh và luy-net động (hình 8.3a,b)
Luy nét tĩnh được gá cố định trên bàn máy tiện .Luy-net động thường được gắn trên xe dao và nó di chuyển theo dao trong
quá trình cắt.Luy-nét động có độ cứng vững kém hơn nhưng do được di chuyển theo dao
nên luôn luôn nằm gần vị trí của dao cắt nên phát huy được tác dụng hơn so với luy-net tĩnh. Luy-net động thường chỉ sử dụng khi tiện trục trơn và trục đã gia công sơ bộ.
38
50 ≥≥d
l

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 38/147
IV. Các loại dao tiện:Tuỳ theo từng dạng bề mặt cần gia công, tuỳ theo mục đích sử dụng và tuỳ theo
phương pháp tiện mà ta có thể sử dụng một trong các loại dao. Khi tiện ta còn có thểsử dụng một số loại dao khác như mũi khoan, mũi khoét … để gia công lỗ và các loạidao tiện định hình để gia công các bề mặt trụ có đường sinh trùng với biên dạng lưỡi
cắt của dao. V. Lực cắt khi tiện:
Lực cắt là lực tác dụng từ dao vào phôi để tách ra phoi tạo nên bề mặt chi tiết giacông.
Như đã phân tích, quá trình hình thành phoi là một quá trình cơ nhiệt phức tạp.Việc nghiên cứu lực cắt là nghiên cứu nguyên nhân sâu xa của sự hình thành phoi. Mặtkhác giá trị của lực cắt là thông số để xác định lượng tiêu hao công suất máy, tính sức
bền của thân dao, đồ gá,…* Tổng hợp và phân tích lực cắt:
39
PF T
NS
FS
N T

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 39/147
O
PX
P Y
PZ
n
Khi cắt, trên mặt trước của dao xuất hiện lực pháp tuyến NT và lực tiếp tuyến FT
(lực ma sát giữa dao và phoi). Trên mặt sau của dao xuất hiện lực pháp tuyến NS và lựctiếp tuyến FS (lực ma sát giữa dao và phôi). Hợp các lực lại ta được lực cắt P.
Lực cắt phụ thuộc vào rất nhiều yếu tố và thay đổi trong một phạm vi rộng theo
khả năng cắt của máy. Để thuận tiện cho nghiên cứu, ta thiết lập một hệ toạ độ Đềcácvà phân lực P thành 3 lực theo 3 phương x, y, z.
Trong đó:Px _ Lực chiều trục, tác dụng lên cơ cấu chạy dao (còn gọi là lực chạy dao).Py _ Lực hướng kính, gây võng chi tiết gia công, gây rung động trong mặt phẳng
ngang xOy. Lực PY có ảnh hưởng trực tiếp đến độ chính xác hình dáng hình học vàchất lượng bề mặt chi tiết gia công.
Pz _ Lực tiếp tuyến có phương trùng với phương của chuyển động cắt chính. Nó có trịsố lớn nhất trong 3 thành phần lực phân tích, còn gọi là lực cắt chính.
Lực PZ dùng để tính hoặc kiểm nghiệm về công suất cắt (mômen), tính hoặc kiểm
nghiệm sức bền thân dao.Trong điều kiện gia công tiện bình thường với dao có mũi được gá ngang tâm
(với S < t ; ϕ = γ =150 ; λ =0). Ta có:PZ : PY : PX = 1 : 0.4 : 0.25
* Những nhân tố ảnh hưởng đến lực cắt.Có thể coi lực cắt là một hàm của các yếu tố:
P = f(V, t, S, α , γ , λ , R, ϕ , ϕ 1,…,∆ ,Μ , Ν , Ο ,…).
Ở đây: V, t, S – Các yếu tố của chế độ cắt;α , γ , λ , R, ϕ , ϕ 1,… _ Các thông số hình học của dao cắt;
40
z z y x P P P P P ,222 =++=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 40/147
∆ _ Lượng mòn của dao;O _ Dung dịch trơn nguội ;M _ Vật liệu gia công ;
N _ Vật liệu làm dao.* Một số tính toán liên quan đến các thành phần lực cắt.
+ Công suất khi tiện :
_ Công suất cắt :
_ Công suất chạy dao:Công suất cần thiết để chọn động cơ cho máy gia công :
+ Mômen cắt của trục chính máy tiện :
+ Độ võng của chi tiết gia công khi tiện. (chi tiết được coi như một dầm chịu lực
tập trung PY):
Trong các công thức trên:PX, PY, PZ _ tính bằng N;V – Vận tốc chuyển động chính (m/ph);
N _ Số vòng quay trục chính máy (vg/ph);S _ Lượng chạy dao (mm/vg);η _ Hiệu suất các khâu truyền động trong máy tính từ động cơ;D _ đường kính chi tiết gia công (mm);[M]x _ Mômen xoắn cho phép trên trục chính (Nmm);l _ Chiều dài chi tiết gia công (mm);I _ Mômen quán tính tiết diện chính của chi tiết gia công (mm4);E _ Môđun đàn hồi vật liệu gia công (N/mm2);K _ Hệ số phụ thuộc dạng liên kết ;[y] _ độ võng cho phép của chi tiết (mm).
41
( ) KW V P
N Z C ,
000.60
.=
( ) KW S n P
N x
dc ,0.60
..6
=
η
cd cdc
N N N
+=
[ ] NmmM D
P M x z c ,2
≤=
[ ] ( )mmY KEI
l P y
y,
. 3
≤=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 41/147
Bài 2 CẮT REN
I/ Các phương pháp gia công ren –đặc điểm quá trình gia công:
Qúa trình tạo ren, nhất là ren chính xác cao là một quá trình phức tạp và công
phu. Tuỳ theo dạng ren, kích thước ren, độ chính xác của ren và loại hình sản xuất màngười ta có thể tạo ren bằng các phương pháp khác nhau.
42

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 42/147
43
P P
SS
nn
ndao
P P
S
n n
nñaù
D
PhoâiQuaûcaùn
Giaùñôõ
Quaûcaùn
A=Const
Quaûcaùn
Phoâi
Quaûcaùn
QuaûcaùnPhoâi
Phoâi
Baøn caùn treân
Baøn caùn döôùi coáñònh Vaønh caùn

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 43/147
+Cắt ren bằng dao tiện ren: được tiến hành trên máy tiện ren vạn năng. Đó là phương pháp gia công ren vạn năng nhất và được dùng phổ biến. Bằng cách tiện ngườita có thể tiến hành tạo ren có hình dạng tuỳ theo ý muốn kích thước bất kỳ.
+Cắt ren bằng tarô bàn ren: được tiến hành bằng tay hay trên máy khoan kèmtheo đồ gá, trên máy rê –von –ve ,máy tự động, máy chuyên dùng.
+Cắt ren bằng dao răng lược thường tiến hành trên các máy Rơ-von-ve, bán tựđộng và tự động. Nó là một hình thức tiện ren với dao tiện có kết cấu đặc biệt.+Cắt ren bằng dao phay được tiến hành trên máy phay chuyên dùng gia công ren.
Dùng phay ren để cắt ren trên các chi tiết lớn, ren nhiều đầu mối hoặc ren trên các chitiết có rãnh và chi tiết có thành mỏng. Nó có thể tạo ren ngoài hoặc ren trong đạt cấpchính xác 2-3 trên các chi tiết hình trụ hoặc côn. Phương pháp gia công ren bằng phaythường được dùng trong sản xuất hàng loạt .
+Cắt ren bằng đầu cắt ren : Dùng đầu cắt ren có thể cắt ren ngoài và ren trongtrên máy chuyên dùng hoặc trên máy tiện ren vạn năng. Trên thân của đầu cắt ren có
lắp các dao cắt ren răng lược.Ở cuối hành trình cắt, các dao này có thể được nới nhanhra khỏi vùng tiếp xúc với chi tiết, do đó việc lùi dao (hành trình chạy không) được tiếnhành nhanh hơn và sẽ giảm thời gian phụ.
Năng suất của quá trình cắt ren bằng đầu cắt ren rất cao, do đó cắt ren bằng đầucắt ren thường được dùng trong sản xuất hàng loạt lớn và hàng khối.
+Mài ren : Mài ren thường gọi là gia công tinh, gia công chính xác ren đã qua tôicứng.
+Cán ren : Có các phương pháp cán ren như sau: cán ren hướng kính, cán ren tiếptuyến, cán bằng bàn cán, cán bằng vành cán.
Cán ren hướng kính: Bước ren của quả cán được chế tạo bằng bước ren cần cán.Đường kính của cán D và số vòng quay n như nhau quay ngược chiều nhau, phôi cầncán đặt giữa hai quả cán trong vùng cán phôi tự quay tại chỗ, một trong hai quả cántiến dần (A) vào phôi để cán.
Khi tiến đủ chiều cao ren cần cán thì ngừng chạy vào và chạy ra ngược lại để lấy phôi. Phương pháp này ép dần dần nên cán được ren có kích thước lớn, đường kínhcủa quả cán không phụ thuộc vào đường kính ren cần cán, nhưng có nhược điểm làthời gian chạy không lớn (quả cán phải lùi ra để lấy sản phẩm).
Cán ren tiếp tuyến: Nguyên tắc của cán ren tiếp tuyến là,Với kích thước bước renđường kính ren nhất định phải tính toán thiết kế các thông số hình học quả cán hoặc số
vòng quay các trục cán sao cho phôi cán vừa tự quay và tự chuyển động qua vùng cán,khi đó khoảnh cách tâm hai trục cán không đổi (A=const).
Phương pháp này năng suất cao, dễ tự động hoá cấp , thời gian chạy không rất bé(cán liên tục ), nhưng hạn chế về kích thước phôi cán do hạn chế công suất kém.
Cán ren bằng bàn cán rất phù hợp cho cán ren đường kính bé như nan hoa xeđạp ,đinh vít….
Ι Ι /Tiện ren
Tiện ren là phương pháp gia công ren được dùng rộng rãi nhất. Nó được tiếnhành trên máy vạn năng . Dùng dao tiện có hình dạng lưỡi cắt thích hợp , người ta có
44

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 44/147
thể tiện ren tam giác , ren hình thang , ren vuông , ren tròn vv…với mức ren đườngkính tuỳ ý.
+Dao tiện ren : Tuỳ theo yêu cầu của sản xuất và của máy sử dụng mà người tacó thể dùng dao tiện ren hình vuông ,hình thông thường hoặc dao hình lăng trụ một vànhiều răng , dao ren hình đỉa răng lược.
Loại dao tiện ren hình thang được dùng phổ biến hơn cả, vì nó đơn giản, nhưng
khi mòn ta phải mài lại cả mặt trước và mặt sau nên tuổi thọ kém. Dao tiện ren hìnhđĩa và lăng trụ (một răng hay răng lược) khi mòn chỉ mài theo mặt trước ,do đó tuổithọ cao hơn.
45
α 2α1 α1α2
µ µ
+ γ 1
− γ 2
α1=α2α1=α2
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 45/147
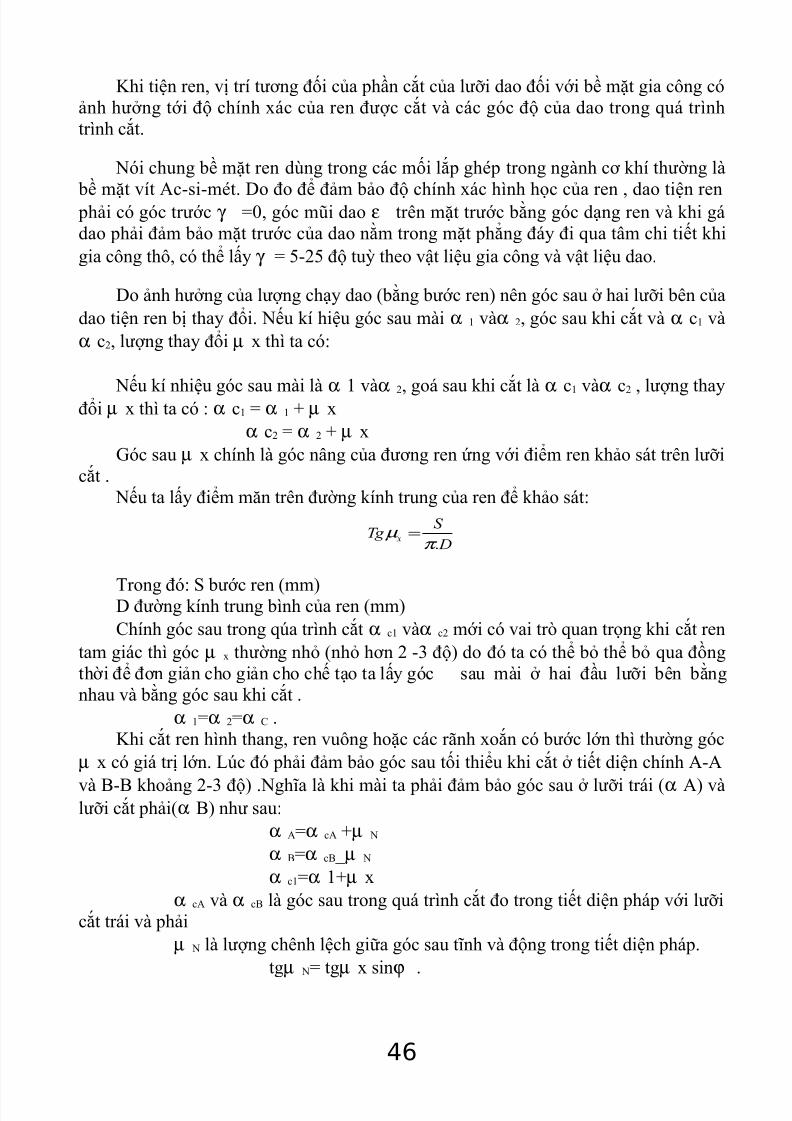
Khi tiện ren, vị trí tương đối của phần cắt của lưỡi dao đối với bề mặt gia công cóảnh hưởng tới độ chính xác của ren được cắt và các góc độ của dao trong quá trìnhtrình cắt.
Nói chung bề mặt ren dùng trong các mối lắp ghép trong ngành cơ khí thường là
bề mặt vít Ac-si-mét. Do đo để đảm bảo độ chính xác hình học của ren , dao tiện ren phải có góc trước γ =0, góc mũi dao ε trên mặt trước bằng góc dạng ren và khi gádao phải đảm bảo mặt trước của dao nằm trong mặt phẳng đáy đi qua tâm chi tiết khigia công thô, có thể lấy γ = 5-25 độ tuỳ theo vật liệu gia công và vật liệu dao.
Do ảnh hưởng của lượng chạy dao (bằng bước ren) nên góc sau ở hai lưỡi bên củadao tiện ren bị thay đổi. Nếu kí hiệu góc sau mài α 1 vàα 2, góc sau khi cắt và α c1 vàα c2, lượng thay đổi µ x thì ta có:
Nếu kí nhiệu góc sau mài là α 1 vàα 2, goá sau khi cắt là α c1 vàα c2 , lượng thayđổi µ x thì ta có : α c1 = α 1 + µ x α c2 = α 2 + µ xGóc sau µ x chính là góc nâng của đương ren ứng với điểm ren khảo sát trên lưỡi
cắt . Nếu ta lấy điểm măn trên đường kính trung của ren để khảo sát:
Trong đó: S bước ren (mm)D đường kính trung bình của ren (mm)Chính góc sau trong qúa trình cắt α c1 vàα c2 mới có vai trò quan trọng khi cắt ren
tam giác thì góc µ x thường nhỏ (nhỏ hơn 2 -3 độ) do đó ta có thể bỏ thể bỏ qua đồngthời để đơn giản cho giản cho chế tạo ta lấy góc sau mài ở hai đầu lưỡi bên bằngnhau và bằng góc sau khi cắt .
α 1=α 2=α C .Khi cắt ren hình thang, ren vuông hoặc các rãnh xoắn có bước lớn thì thường góc
µ x có giá trị lớn. Lúc đó phải đảm bảo góc sau tối thiểu khi cắt ở tiết diện chính A-A
và B-B khoảng 2-3 độ) .Nghĩa là khi mài ta phải đảm bảo góc sau ở lưỡi trái (α A) vàlưỡi cắt phải(α B) như sau:
α A=α cA +µ N
α B=α cB _ µ N
α c1=α 1+µ xα cA và α cB là góc sau trong quá trình cắt đo trong tiết diện pháp với lưỡi
cắt trái và phảiµ N là lượng chênh lệch giữa góc sau tĩnh và động trong tiết diện pháp.
tgµ N= tgµ x sinϕ .
46
D
S Tg x
.π µ =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 46/147
ε : là góc hình dạng của ren .Trường hợp gia công thô, để tránh phải mài lại hai góc sau khác nhau, đồng thời
để cải tạo điều kiện cắt ở lưỡi cắt bên phải (tại đây góc trước có giá trị âm), ta quaydao tiện đi quanh trục của nó một góc µ . Khi đó góc sau trong quá trình cắt ở lưỡi tráivà phải bằng nhau.
α c1=α c2
Và γ 1=γ 2=0
+ Sơ đồ cắt ren khi tiện ren:Cắt ren với những sơ đồ khác nhau có ảnh hưởng đến độ chính xác và tuổi bền
của dao. người ta có thể cắt ren theo các sơ đồ cắt sau đây.
Theo sơ đồ hình (a) trên sau mỗi lần chuyển dao, dao tiện được chuyển dịchthẳng góc với đường tâm chi tiết để cắt lớp kim loại tiếp theo. Trường hợp này cả hailưỡi cắt cùng tham gia cắt, do đó lực cắt lớn nhưng độ bóng mặt ren cao, thường đượcdùng gia công ren có bước P≤ 2.5mm.
Theo sơ đồ hình (b) lưỡi dao bên phải hầu như tham gia cắt. Nó chỉ ma sát với bềmặt gia công, do đó mặt ren không bóng, lưỡi dao chóng mòn. Song lưỡi bên trái lạicắt lớp phoi có chiều dày cắt lớn, do đó lực cắt đơn vị giảm đi, điều kiện thoát phoi tốthơn.Thường áp dụng cho việc gia công thô ren có bước P≥ 2.5mm
Sơ đồ hình (c) kết hợp cả hai sơ đồ a và b để tận dụng ưu điểm của chúng khi
cắt thô thì theo sơ đồ b, đến lúc cắt tinh thì theo sơ đồ a, ren được cắt sẽ có độ bóngcao và điều kiện cắt thuận lơị hơn.
47
2
80 00ε
ϕ −
=
Maûnh
S'
S
Lôùp
S
Phoái hôï p
S'S S'

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 47/147
+ Chế độ cắt khi tiện ren.a- Lượng chạy dao ngang s z :Giá trị của sz quyết định số lần chuyển dao. Thường những hành trình trước lấy s z
lớn còn những hành trình cuối lấy sz nhỏ để đảm bảo độ bóng của ren cao.Khi cắt thô: sz =0,4 -0,25 mm
Khi cắt tinh: sz = 0,15 -0,1 mmb- Tốc độ cắt:Khi tiện ren bằng dao tiện thép gió, tốc độ cắt tính theo công thức sau:
vC
T s sK v
m yzx v
v v= m/ph
Trong đó : T tuổi bền của dao phút.S bước ren mm.Sz lượng chạy dao ngang sau mỗi hành trình chạy dao mm.
vC i
T sK v
q
m y bn v
v
v v=
.
σ m/phTrong đó : i số hành trình chạy dao.σ b giới hạn bền của vật liệu gia công N /mm2.+Tính thời gian máy.
TL
n si q0 =
.. . phút.
L = l1 + l2 + lTrong đó :
.l1 lượng ăn tới l1 = (1-3) s mm.
.l2 lượng vượt quá mm lấy l2 = l1.
.l chiều dài đoạn ren bị cắt mm.
.i số lần chạy dao để cắt hết chiều cao ren.
.n số vòng quay của chi tiết trong một phút vg/ph.
.s bước ren mm.
.q số đầu nối ren.III - Cắt ren bằng ta-rô và bàn ren:Ta rô và bàn ren là hai dụng cụ cắt ren đã được tiêu chuẩu hóa và thông dụng.
Ta rô dùng để cắt ren trong, còn bàn ren để cắt ren ngoài. Tùy theo hình dạng kết cấu
và độ chính xác chế tạo mà ta rô có thể cắt ren đạt tới độ chính xác cấp 1, còn bàn renthường chỉ để cắt ren cấp chính xác 3. Người ta có thể sử dụng chúng bằng tay (trongsản xuất đơn chiếc hay sửa chữa ) hoặc trên các máy vạn năng, máy tự động và máychuyên dùng.
1 - Kết cấu của ta rô.
48

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 48/147
Theo công dụng có thể chia ta rô thành các nhóm sau : Ta rô tay, ta rô máy, ta rôđai ốc, ta rô để gia công bàn ren, v.v... Nhưng về mặt kết cấu chung thì chúng đềugiống nhau.
Ta rô có hai thành phần chính : phần làm việc và phần cán (phần đuôi). Trên phần
làm việc lại được chia ra làm hai phần :-Phần cắt có chiều dài : với góc nghiêng chính là ϕ =25 – 300, làm nhiệm vụ cắtlượng dư kim loại và tạo hình ren.
- Phần sửa đúng : dùng để sửa đúng prôfin của ren đồng thời có tác dụng địnhhướng ta -rô trong quá trình cắt. Do đó người ta còn gọi phần này là phần định hướng.Để giảm ma sát giữa bề mặt ren của ta -rô và của chi tiết gia công, đồng thời đểgiảm độ lay rộng lỗ ren, người ta làm đường kính ren ở phần sửa đúng nhỏ dần về phíachuôi với lượng giảm khoảng 0,1 - 0,3 mm trên 100 mm chiều dài .
- Phần cán : dùng kẹp ta-rô trong đầu kẹp để truyền mô -men xoắn khi tarô. Ởcuối phần chuôi có một đoạn ngắn có tiết diện vuông, để kẹp ta-rô trong tay quay khilàm việc bằng tay. Ngoài ra phần cán còn là nơi để ghi nhãn hiệu và số của ta - rôtrong bộ .
- Đối với ta-rô tay mỗi bộ có từ 2-3 chiếc. Đường kính của ta-rô số 1 nhỏ nhấtrồi đến số 2 hoặc 3 (nếu là bộ 3 chiếc ). Ta- rô số cuối cùng trong bộ có đường kính
phù hợp với đường kính ren cần gia công. Mục đích là nhằm phân chia tải trọng chomỗi lần cắt.
Thông số hình học của tarô:Góc trước của tarô chọn trong khoảng 0 - 300 tùy theo vật liệu gia công .Góc sau trên phần còn cắt được tạo ra bằng cách mài hớt lưng răng theo đường
kính ngoài. Tùy theo vật gia công và kiểu ta-rô mà α = 3 -120 .
Đối với những ta-rô có mài prôfin ren thì người ta tạo góc sau cả trên phần địnhhướng ở đường kính ngoài và hai lưỡi bên của răng. Góc sau trên hai lưỡi cắt đo trongtiết diện vuông góc với trục ta-rô không lớn lắm, thường khoảng 15-20 phút. Việc hớtlưng tiến hành đồng thời với quá trình mài ren ở trên máy mài ren.
Góc nghiêng chính ϕ tùy theo loại ta-rô và điều kiện cắt mà có giá trị khoảng3030’÷ 250.
Rãnh ta rô dùng để chứa phoi. Tùy theo đường kính mà số rãnh có thể từ 3 - 6.Đối với ta-rô tiêu chuẩn, để dễ chế tạo người ta thường làm rãnh thẳng. Khi gia côngren có độ chính xác cao như ren của bàn ren hay ren trong lỗ sâu, để dễ thoát phoingười ta làm rãnh xoắn. Để gia công ren trong lỗ sâu thì làm rãnh xoắn trái, còn thông
49
Phaàn ñuoâi
ϕ
Phaàn caét
Phaàn laøm vieäc
Phaàn söûa ñuùng

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 49/147
thường thì làm rãnh xoắn phải. Góc xoắn ω thường lấy từ 10 ÷ 160. Ở tarô rãnhthẳng, để hướng phoi về phiá đầu ta-rô (khi gia công ren trong lỗ thông) thì người tamài vát rãnh trên phần côn cắt nghiêng một góc λ = 7 ÷ 100
2. Kết cấu bàn ren tròn:
Bàn ren là dụng cụ để cắt ren ngoài của ren tiêu chuẩn. Về mặt cấu tạo chunggiống như một chi tiết có ren trong (đai ốc), xung quanh được khoan từ 3 đến 5 lỗ đểtạo ra lưỡi cắt và thoát phoi. Ngoài ra trên bàn ren còn có rãnh chống xoay, lỗ để tỳ vít
bắt chặt …
Các kích thước của bàn ren tròn như sau:Đường kính ngoài của bàn ren d: đường kính này đã được tiêu chuẩn hoá phù
hợp với kích thước của dụng cụ lắp bàn ren.Bề dày bàn ren l: tuỳ theo kích thước bước ren mà có chiều dáy khác nhau, nhưng
ít nhất cũng phải đủ cho phần sửa đúng của bàn ren có từ 5 đến 6 đỉnh ren.Trong phần làm việc của bàn ren có cấu tạo kiểu răng lược, phần cắt có cả ở hai
đầu và độ vát với góc ϕ khoảng 300 để cắt dần chiều sâu ren và định hướng cho bàn
ren đi đúng khi bắt đầu cắt. Phần dẫn hướng và phần sửa đúng làm nhiệm vụ cắt tinhđảm bảo cho ren đúng kích thước.Góc trước γ ở bàn ren lấy trong khoảng 10÷250 phụ thuộc vào vật liệu gia công.
Góc sau α của bàn ren ở phần côn cắt và lấy khoảng 60÷90 đo trong tiết diện vuông
góc với đường tâm của bàn ren.Việc tạo góc sau trên phần còn cắt ở cả hai đầu bàn ren được thực hiện bằng
cách hớt lưng (tiện và mài) theo phương chiều trục của bàn ren. Răng trên phần sửađúng không có góc sau.
3- Sơ đồ cắt và các yếu tố cắt khi cắt ren bằng ta-rô và bàn ren.
50

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 50/147
Tùy theo yêu cầu về độ chính xác của ren được gia công mà người ta dùngcác sơ đồ ở cắt khác nhau.
Theo sơ đồ hình (a): cắt bề mặt ren sau khi cắt có dộ bóng thấp, nhưng việc chếtạo phần còn cắt của dụng cụ dễ dàng, vì chỉ có một góc ϕ .
Khi chế tạo ta-rô hay bàn ren, người ta chỉ việc hớt bỏ phần đỉnh theo góc ϕ .Loại này thường dùng cho các loại ta-rô để gia công ren cấp chính xác thông thườngvà cho bàn ren tiêu chuẩn.
Theo hình (b): Ren trên phần côn cắt được chế tạo dưới dạng ren côn với gócnghiêng của ren là ϕ 1 và góc nghiêng của bề mặt phần côn cắt là ϕ . Với sơ đồ cắt
này, bề mặt ren được cắt ra sẽ có độ bóng tốt hơn loại trên, nhưng chiều dầy cắt dolưỡi cắt ranhỏ mà chiều rộng cắt lại lớn.
Do tải trọng đơn vị sẽ tăng lên, thêm vào đó ,việc chế tạo phần ren côn sẽ khókhăn hơn. Kết cấu loại thường chỉ dùng cho ta-rô để gia công thô bàn ren và một số ta-rô tinh khác.
Theo sơ đồ (c),cả 3 đường kính của ren ở phần côn cắt đều có góc nghiêng ϕ 1,nghĩa là có dạng ren côn có góc côn là 2 ϕ 1 .Ren được cắt theo sơ đồ này sẽ đạt dộ
bóng và chính xác cao. Lưỡi cắt ở đỉnh cắt lớp kim loại có chiều dầy a mỏng hơn loại
theo sơ đồ hình b. Việc chế tạo loại ta-rô theo kiểu sơ đồ cắt này cũng phức tạp nhưloại thứ hai. Nó thường chỉ dùng cho ta-rô để gia công tinh bàn ren và ca-lip ren tronglỗ.
Chiều rộng cắt b là một lượng thay đổi từ lớp cắt nọ đến lớp cắt kia. Chiều dàycắt là a’ đo trong phương vuông góc với lưỡi cắt (ở đây là vuông góc với phương b).Song vì góc ϕ thường nhỏ, nên chiều dày cắt gần đúng được lấy là a vuông góc vớita-rô.
Nếu ta- rô có Z rãnh thì trên chiều dài bằng một bước ren, chiều dày cắt tổng sẽ làZ.a. Chiều dày cắt do một răng cắt ra được tính theo công thức sau:
a = P t mm
Trong đó : .t - chiều cao của ren mm
51

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 51/147
. P - số răng cắt (hình răng lược) trên tất cả các mặt cắt thuộc phần côn cắt. Nếu gọi n là số răng trên một mc của ta -rô (hay bàn ren ) thì:
p = n.Z
do đó : a = Z n
t
.
Vì n = t1/ s nên có thể viết như sau :a =
Z t
st
.
.
1
mm
Vì t/t1 = tg ϕ nên ta có :
a =s
Ztgϕ (*)
Trong đó : t1 chiều dài phần côn cắt mms bước ren mmZ số rãnh chứa phoi (hay số mc).
Theo công thức (*) thì chiều dày cắt a tỷ lệ nghịch với số mc Z và tỷ lệ thuận
với tgϕ . Qua quan hệ này,ta có thể phân tích được ảnh hưởng của góc ϕ hoặc số rãnhZ đến lực cắt đơn vị, nhiệt cắt, độ mòn của lưỡi cắt...qua sự thay đổi của chiều dày cắta.
Diện tích cắt tổng do tất cả các răng cùng cắt khi ta-rô làm việc(đối với ren tamgiác) tính theo công thức sau:
F =2
.t s
4. Mô men xoắn và tốc độ cắt khi cắt ren bằng ta-rô và bàn ren: Trong quá trình cắt, kháng lực chính tác dụng lên ta-rô và bàn ren là mô-men
xoắn. Các nhân tố gây ra mô-men xoắn là: mô-men cắt do lực tạo phoi Pz mô-men masát do sự ma sát giữa mặt sau của các răng cắt vào bề mặt ren được gia công và mô-men ma sát của phoi vào bề mặt rãnh thoát phoi trong quá trình thoát phoi.
Lực chiều trục trên ta-rô khi ta-rô làm việc bị triệt tiêu nhau trên các mặt ren đốilập.
Trong trường hợp chiều dài lỗ l ngắn hơn chiều dài phần côn cắt l 1 , Thì banđầu mô-men xoắn tăng dần (theo đường cong AB) . Đến khi suốt chiều dài lỗ l đãđược tiếp xúc với các răng trên phần còn cắt, có nghĩa là số răng của ta-rô tham gialàm việc đạt trị số lớn nhất, thì mô men xoắn đạt giá trị cực đại ở điểm B. Sau đó, theo
mức độ đi ra khỏi lỗ của phần còn cắt thì mô-men xoắn giảm dần ( theo đườngBC).Lúc này các răng sửa đúng chưa tham gia cắt ,nhưng vì các răng càng về phía cuối phần côn cắt thì cắt lớp kim loại có diện tích cắt càng nhỏ (vì chiều rộng cắt b nhỏdần), nên lực cắt Pz nhỏ dần , do đó mô-men xoắn giảm. Khi các răng sửa đúng bắt đầuđi vào lỗ ren thì mô-men cắt giảm dần (theo đường CD).
52

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 52/147
Trường hợp chiều dài lỗ ren l lớn hơn chiều dài l 1 của phần côn cắt thì sau khi
mô men đạt đến trị số cực đại ở điểm B nó sẽ giữ nguyên giá trị (theo đường BC) chotới khi răng đầu tiên trên phần côn cắt bắt đầu ra khỏi lỗ thì mô-men cắt giảm dần(theo đường CD). Thực ra do có ma sát ở phần sửa đúng, nên khi các răng của phầncôn cắt tuy đã hoàn toàn ra khỏi lỗ nhưng mô-men xoắn ở điểm D vẫn còn có giá trịnhất định (tuy nhỏ). Mô-men xoắn khi cắt ren bằng ta-rô và bàn ren được tính theocông thức sau :
Mx =Cm .D s K x y
mm m. . N.mm (1)
Trong đó : D -đường kính ngoài của ren mm.
S -bước ren mm.Cm -hệ số cố định.K m -hệ số hiệu chỉnh đến ảnh hưởng của vật liệu gia công, độ mòn
của dao, dung dịch trơn nguội .
Độ bóng mặt ren của tarô càng cao thì lực ma sát càng giảm, do đó Mx giảm. Khidùng dung dịch trơn nguội mô-men xoắn giảm đi đáng kể.
Sự thay đổi của mômen xoắn khi cắt ren trong lỗ thông bằng ta rôa- Chiều dài phần côn cắt lớn hơn chiều sâu lỗ ren.b- Chiều dài phần côn cắt nhỏ hơn chiều sâu lỗ ren.
Số rãnh của ta-rô giảm và góc trước tăng sẽ làm Mx giảm. Nếu khe hở giữa đườngkính của lỗ và đường kính trong của ren ta-rô bé hơn 0,1 ÷ 0,2 mm thì Mx tăng lên rấtlớn. Công suất cắt khi cắt ren bằng ta-rô và bàn ren được tính theo công thức sau :
Nc =M nx.
975000kW
Mx -mô-men xoắn Nmm.n - số vòng quay của dụng cụ cắt (hay chi tiết) vg/ph
Tốc độ cắt tính theo công thức sau :
v =C D
T s
v q
m y
v
v
.
.kW (2)
53

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 53/147
T là tuổi bền của dao phút.Trong thực tế, khoảng tốc độ cắt trung bình thường dùng để gia công ở trên
máy: đối với ta -rô P9 và P18 có tưới nước làm nguội thì: V = 6 ÷ 15m/ph ; đối với bàn ren tròn Y10 và Y12 thì v = 3÷ 6m/ph .
Gía trị của các hệ số và số mũ trong các công thức (1) va (2) cho trong các sổ
tay về chế độ cắt.
Bài 3 BÀO VÀ XỌC
I. Tính chất chung của bào và xọc:Bào và xọc là hai phương pháp gia công kim loại có các chuyển động gần giống
nhau trong quá trình cắt.Đối với bào, chuyển động chính là chuyển động thẳng, tịnh tiến khứ hồi gồm một
hành trình có tải và một hành trình không tải. Chuyển động này có thể do dao hoặc bàn máy mang chi tiết thực hiện. Chuyển động này thường có phương nằm ngang.
Xọc là trường hợp đặc biệt của bào có chuyển chính do dao thực hiện theo phương thẳng đứng còn chuyển động chạy dao do chi tiết thực hiện.
Do chuyển động cắt thực hiện theo hai phương khác nhau nên tính năng và khảnăng công nghệ cũng khác nhau. Nhìn
chung năng suất của cả hai phương pháp này đều thấp vì các lí do sau:-Sử dụng dao chỉ có một lưỡi cắt.-Tốn thời gian cho hành trình chạy không tải.-Tốc độ cắt bị hạn chế do quá trình chuyển động khứ hồi. Khi thay đổi chiều quay
đòi hỏi mômen quán tính lớn.
Để biến chuyển động quay của mô tơ thành chuyển động thẳng của đầu dao bào
cần thông qua một hệ cơ cấu culít. Tốc độ chuyển động thẳng khứ hồi được xác địnhnhư sau:
54
[ ] phm z L
Vt /000
..2=
[ ] phm z L
Vc /000.
360..
α =
[ ] phm z L
Vo /000.
360..
β =
t
V
s
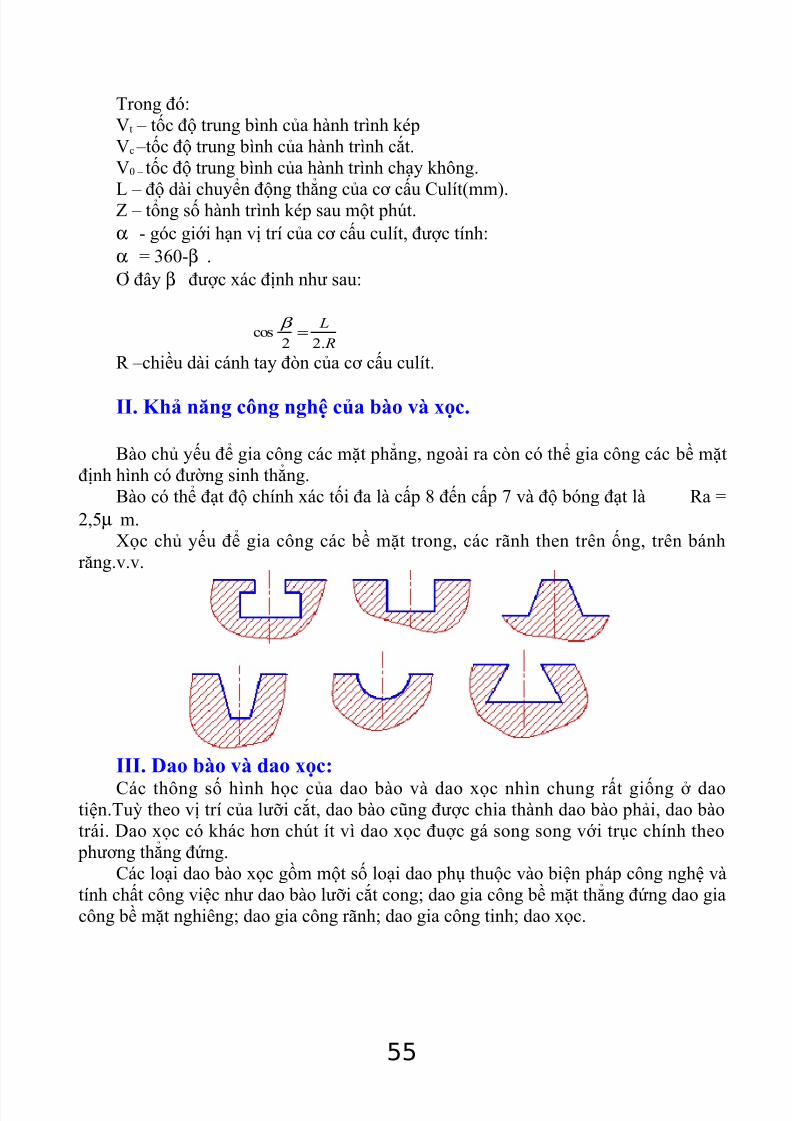
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 54/147
Trong đó:Vt – tốc độ trung bình của hành trình képVc –tốc độ trung bình của hành trình cắt.V0 – tốc độ trung bình của hành trình chạy không.
L – độ dài chuyển động thẳng của cơ cấu Culít(mm).Z – tổng số hành trình kép sau một phút.α - góc giới hạn vị trí của cơ cấu culít, được tính:α = 360-β .Ơ đây β được xác định như sau:
R –chiều dài cánh tay đòn của cơ cấu culít.
II. Khả năng công nghệ của bào và xọc.
Bào chủ yếu để gia công các mặt phẳng, ngoài ra còn có thể gia công các bề mặtđịnh hình có đường sinh thẳng.
Bào có thể đạt độ chính xác tối đa là cấp 8 đến cấp 7 và độ bóng đạt là Ra =2,5µ m.
Xọc chủ yếu để gia công các bề mặt trong, các rãnh then trên ống, trên bánhrăng.v.v.
III. Dao bào và dao xọc:Các thông số hình học của dao bào và dao xọc nhìn chung rất giống ở dao
tiện.Tuỳ theo vị trí của lưỡi cắt, dao bào cũng được chia thành dao bào phải, dao bàotrái. Dao xọc có khác hơn chút ít vì dao xọc đuợc gá song song với trục chính theo
phương thẳng đứng.Các loại dao bào xọc gồm một số loại dao phụ thuộc vào biện pháp công nghệ và
tính chất công việc như dao bào lưỡi cắt cong; dao gia công bề mặt thẳng đứng dao giacông bề mặt nghiêng; dao gia công rãnh; dao gia công tinh; dao xọc.
55
R
L
.22cos =
β

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 55/147
Nhìn chung về kết cấu, các loại dao bào và xọc đơn giản, chế tạo dễ dàng, giá
thàng không cao.
IV. Máy bào và máy xọc:Tuỳ theo những đặc trưng về công nghệ và kích thước của máy, máy bào được
chia thành nhóm máy bào ngang, nhóm máy bào giường, máy bào đứng (máy xọc) vànhóm máy bào chuyên dụng. Trong mỗi nhóm trên lại có nhiều kiểu máy với kíchthước và các thông số kỹ thuật khác nhau.
Máy bào ngang có chuyển động chính là chuyển động của đầu bào. Loại máy nàythường có chiều dài hành trình lớn nhất của đầu bào là 600 mm, nên chủ yếu gia công
các chi tiết nhỏ và trung bình. Máy bào ngang thường sử dụng cơ cấu cu lít để biếnchuyển động quay của động cơ thành chuyển động thẳng của đầu bào. Chuyển độngchạy dao do bàn máy thực hiện và chuyển động gián đoạn nhờ cơ cấu cóc trong máy.
Máy bào giường dùng để gia công các chi tiết lớn, có thể lên đến 12 mét. Chuyểnđộng chính do bàn máy thực hiện. Chuyển động chạy dao do đầu dao thực hiện giánđoạn. Máy bào giường có thể có từ 2 đến 4 ổ gá dao.
V. Các thông số cắt và tiết diện lớp kim loại bị cắt:
Trên hình biểu diễn hướng chuyển động của phôi và dao cũng như hình dạnghình học của lớp kim loại bị cắt khi bào.
Hình dạng lớp kim loại bị cắt khi bào cũng giống như ở tiện, phụ thuộc vào hìnhdạng lưỡi cắt chính. Do đó việc xác định các thành phần của tiết diện cắt cũng như
tiện.
56

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 56/147
Quan hệ giữa chiều dày cắt và lượng chạy dao, chiều rộng cắt và chiều sâu cắt,cũng như diện tích tiết diện ngang của lớp kim loại bị cắt, được biểu diển bằng cáccông thức:
a = S. sinϕ mm; bt
=sinϕ (mm)
f = a.b = S.t (mm
2
)Trong đó : a chiều dày cắt b chiều rộng cắtS lượng chạy daot chiều sâu cắtf diện tích cắt
Sơ đồ cắt khi xọc răng giống bào,chỉ khác là dao xọc thường có ϕ = 900 nên:
a = S (mm); b = t (mm)f = a.b = S.t (mm2)
Đối với bào, khi tốc độ hành trình làm việc thay đổi thì tốc độ cắt trung bình vtb
có thể tính theo công thức:
vtb =L k
m.
( )1000
1+ m/ph
Trong đó :
L chiều dài hành trình dao theo hướng chuyển động chính (chiều dài này bằngchiều dài bề mằt gia công, cộng thêm với lượng ăn tới và lượng vượt quá của daomm).
K- số hành trình kép cuả đầu máy bào hoặc bàn trượt của máy xọc trong một phút.
M- tỉ số vận tốc của hành trình làm việc chạy không, trung bình m = 0,75.
Khi xọc thì trị số m = 1 và do đó tốc độ cắt trung bình có thể tính theo công thức:
V =2
1000
L k.m/ph
Thông số hình học của dao xọc và bào, về cơ bản giống dao tiện và phụ thuộcđiều kiện cắt.
57

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 57/147
Góc trước γ thường nhỏ hơn góc trước của dao tiện,vì trong quá trình cắt có vađập (nhằm tăng góc β ). Tùy từng trường hợp cụ thể, góc trước có thể có trị số từ -15+ 200.
Một số góc chủ yếu khác của dao có thể chọn như sau :α = 6 ÷ 160 ; ϕ = 20 ÷ 700 ; ϕ 1 = 0 ÷ 150 ; λ = 6 ÷ 200
Trong quá trình cắt, do tác dụng của lực Px , thân dao thẳng có thể bị biến dạngvà bị uốn quanh điểm O, khi đó mũi dao sẽ chuyển động theo quỹ đạo tròn bán kínhR. Kết quả là bề mặt chi tiết bị cắt lẹm làm hụt kích thước chi tiết gia công.
Để tránh hiện tượng trên, thường người ta dùng dao bào đầu cong. Đặc điểm củadao này là mũi dao và mặt tựa của thân dao cùng nằm trong một mặt phẳng. Do đó bánkính R bằng chiều dài đoạn nhô ra của đầu dao. Với dao có kết cấu thân cong như vậythì khi bị uốn cong sẽ không sinh ra hiện tượng cắt lẹm vào chi tiết gia công.
VI- Lực cắt và tốc độ cắt khi bào và xọc:
Thực chất cuả quá trình cắt khi bào và xọc cũng giống như gia công trên máytiện, chỉ khác là khi bào và xọc dao làm việc trong điều kiện có va đập. Do đó tuy rằngdao chạy không (trong chuyển động trở lại), không cắt nhưng điều kiện làm việc của
bào và xọc khó khăn hơn tiện.Quá trình tạo phoi khi bào và xọc cũng giống như tiện. Cho nên có thể tính lực
cắt khi bào và xọc theo công thức tính lực cắt khi tiện.Chúng ta cũng đem lực biến dạng khi cắt và lực ma sát R chiếu xuống 3 trục
XX, YY, ZZ và chúng ta cũng được ba phần lực:
Pz Theo phương của chuyển động cắt chính.Py song song với phương chạy dao.Px Thẳng góc với Pz và Py tác dụng vào thân dao.Trong ba phân lực kể trên thì Pz lớn hơn cả và gọi là lực cắt chính.
Nhưng khi cần tính công suất một cách chính xác thì ngoài lực cắt ra còn phảitính thêm lực ma sát trên sống trượt của máy theo công thức.
F = µ (Py +Gch + G b)Trong đó : F Lực ma sát trên sống trượt của máy (N).
µ Hệ số ma sát.
Py Lực hướng tâm (N).Gch Trọng lượng chi tiết gia công (N).G b Trọng lượng bàn máy (N).
Tải trọng dùng để tính công suất :P = Pz + F
Công suất cắt khi bào và xọc được tính theo công thức sau :
Nc =P vc.
.60 1000kW.
Trong đó: vc Vận tốc cắt ứng với hành trình làm việc, vận tốc này là vận tốc cho phép bởi tuổi bền của dao.
58

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 58/147
Qui luật mòn của dao khi bào và xọc giống như tiện. Ví dụ khi bào thép bằng daothép gió, trước tiên dao mòn ở mặt sau, đồng thời mòn cả ở mặt trước, sau đó trên mặttrước cũng tạo ra rãnh lưỡi liềm ở phía trong lưỡi cắt với một chiều sâu nhất định. Cứtiếp tục cắt đến khi mòn dao ở mặt sau đến tiêu chuẩn mòn cho phép hs (khoảng 2mm)thì phải đem dao đi mài lại.
Quan hệ giữa tuổi bền T và tốc độ V cũng có dạng giống như tiệnm
T
T
V
V
=
2
2
V 1 , V 2 ... là tốc độ cắt cho phép ứng với tuổi bền T1 , T2 ,...Số mũ m nói lên ảnh hưởng của tuổi bền đến tốc độ cắt. Trị số m còn phụ thuộc
vào chiều dài hành trình bào. Nếu tăng chiều dài hành trình bào thì trị số m sẽ tăng vàdo đó tốc độ sẽ tăng, khi đó số va đập trong một đơn vị thời gian giảm đi và điều kiệncắt sẽ tốt hơn.
Khi tuổi bền của dao T = 60 phút thì công thức tốc độ cắt của bào và xọc tính
theo công thức tốc độ cắt khi tiện ngoài :v60 =
C
l sK v
x y vv z.
. m/ph
Các hệ số, số mũ và hệ số điều chỉnh tốc độ có thể tra trong các sổ tay.Vì trong quá trình bào và xọc có va đập nên tốc độ cắt tính theo công thức trên
phải giảm đi khoảng 20 - 40 % hoặc nhân với một hệ số điều chỉnh tốc độ mà giá trịcuả nó cho trong các sổ tay cắt gọt.
VII- Chế độ cắt khi bào và xọc:
Như đã trình bày ở trên, máy bào và máy xọc vì nguyên lý kết cấu truyềnchuyển động, nên không làm việc được ở tốc độ cao khi cắt. Do đó phải ưu tiên chọnchiều sâu cắt lớn, lượng chạy dao tối đa cho phép rồi mới chọn tốc độ cắt. Khi côngsuất của máy bị hạn chế, thì phải giảm tốc độ cắt và tăng lượng chạy dao
Trình tự xác định chế độ cắt như sau:1- Chọn dao :Căn cứ vào điều kiện kỹ thuật của chi tiết gia công mà chọn vật liệu làm
dao, các thông số hình học, kết cấu thân dao.
2- Xác định chiều sâu cắt:Khi xác định chiều sâu cắt phải dựa vào lượng dư và độ chính xác gia công (gia
công tinh hay thô).3- Xác định lượng chạy dao cho phép :
Khi bào mặt phẳng trên máy bào ngang thì chọn :S = 0,4 - 4 mm/ hành trình kép, khi gia công thô thép và gang.S = 0,25 - 1,2 mm/ hành trình kép, khi gia công tinh thép và gang .
Nếu bào tinh (dao rộng bản) với ϕ 1 = 0 và t ≤ 0,1 mm , thì lấy :S ≥ 20mm/ hành trình kép.
4- Tính tốc độ cắt:Theo công thức phụ thuộc vào tuổi bền của dao.5- Tính tốc độ cắt:
59

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 59/147
Theo tốc độ cắt đã tính, xác định hành trình kép trong một phút, từ đó chọn sốhành trình kép có trên máy và tốc độ cắt thực tế.
Tốc độ cắt thực tế tính như sau :
vc =k L m. ( )1
1000
+m/ph
Ở máy bào, do tốc độ hành trình của đầu máy thay đổi nên V c cũng là tốc độ cắttrung bình ( vtb) như ở trên.6- Xác định thời gian máy:
Thời gian công nghệ cơ bản (thời gian máy) khi bào và xọc có thể tính theocông thức:
T0 =S n
B B B
.
2 ++(ph)
Trong đó : B - chiều rộng của bề mặt gia công mm.B1- lượng ăn tới của dao mm.B1 = t.cotgϕ .B2 - lượng vượt quá của dao mm.S - lượng chạy dao mm/hành trình kép;n - số hành trình kép trong một phút.
60
α
B1B2
t
B
Sγ

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 60/147
Bài 4 GIA CÔNG LỖ
I. Tính chất chung của khoan, khoét, doa:Khoan, khoét, doa đều là phương pháp gia công lỗ. Tuỳ theo hình dạng, kích
thước lỗ, tinh chất vật liệu gia công và chất lượng yêu cầu mà ta chọn một, hai hay cả ba phương pháp nêu trên để gia công một lỗ.
Ví dụ: có lỗ chỉ cần khoan, có lỗ khoan xong rồi khoét nhưng có lỗ khoan xongrồi khoét và doa.
Tuy khoan, khoét, doa có thể đạt độ chính xác khác nhau nhưng chúng đều cóchung các chuyển động sau đây:
-Chuyển động chính là chuyển động quay tròn của dao (dụng cụ cắt).-Chuyển động chạy dao là chuyển động dọc trục mang dao.-Tốc độ cắt được tính :
Trong đó : D – đường kính của mũi khoan, doa, khoét.
n – số vòng quay sau một phút.-Lượng chạy dao sau một vòng quay được tính :S0 = Sz.Z
Trong đó : Sz -lượng chạy dao của một lưỡi cắt của dao.Z - số lưỡi cắt của dao.
-Chiều sâu cắt khi khoan (phôi chưa có lỗ) được tính
Khi phôi đã có lỗ với đường kính d thì chiều sâu cắt được tính :
II. Khả năng công nghệ của khoan:
Khoan thường sử dụng để gia công lỗ trên các phôi đặc (phôi chưa có lỗ hay phôicó lỗ từ trước). Khi khoan thường sử dụng dao là mũi khoan ruột gà.
61
[ ] phm Dn
V /000
..π =
[ ]mm D
t 2
=
[ ]mmd D
t 2
−=
t
s o / 2
t=D/2
S 0 / 2

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 61/147
Khoan có thể gia công các lỗ có đường kính 0,1 đến 80 mm, phổ biến nhất là cáclỗ có đường kính từ 35mm trở xuống. Với các lỗ lớn hơn thì đòi hỏi máy có công suấtrất lớn, các lỗ bé quá thì mũi khoan không đảm bảo độ cứng vững.
Đối với lỗ có đường kính lớn nên khoan trước lỗ nhỏ rồi khoan thành nhiều lần để
giảm chiều sâu cắt khi khoan.Khi khoan các lỗ lớn và sâu nên dùng phương án chi tiết quay đồng thời sử dụngcác loại mũi khoan nòng súng hoặc mũi khoan sâu.
Độ chính xác gia công khoan nói chung là thấp chỉ đạt cấp chính xác 12 – 13 vàRa = 3,2 –12,5µ m. Đối với các lỗ có yêu cầu độ chính xác cao thì khoan chỉ là bướcgia công thô .
Nguyên nhân đạt độ chính xác thấp khi khoan là do kết cấu của mũi khoan chưahợp lý, khi chế tạo mũi khoan hay có các sai số như độ đồng tâm giữa phần cắt và
phần chuôi, do khi mài hai phần cắt của mũi khoan không đều.v.v…
Máy khoan không đa dạng như máy tiện hoặc máy phay. Chủ yếu có mấy loại sauđây :a- Máy khoan bàn là loại máy đơn giản nhất, kích thước nhỏ, thường đặt trên các
bàn nguội, lỗ khoan lớn nhất là 12mm . b-Máy khoan đứng là loại máy khoan có trục chính chỉ chuyển động dọc trục của
nó. Có thể gia công các lỗ có đường kính ≤ 50mm .c- Máy khoan cần là máy mà trục dao ngoài khả năng dịch chuyển dọc trục còn có
thể dịch chuyển lên xuống, ra vào và xoay quay thân máy. Với các chuyển động nêutrên của trục mang dao nên có thể khoan được lỗ trên bất kỳ toạ độ nào. Phù hợp đểgia công các chi tiết lớn, cồng kềnh .
d- Máy khoan nhiều trục là máy có khả năng khoan đồng thời nhiều lỗ nhờ một đầudao có gá nhiều mũi khoan. Loại máy này phù hợp trong sản xuất hàng loạt.
e- Máy khoan sâu là loại máy chuyên dùng, có trục chính nằm ngang dùng để giacông các lỗ có chiều sâu lớn .
1- Cấu tạo mũi khoan xoắn, các thông số hình học của mũi khoan:
Cấu tạo mũi khoan xoắn ruột gà
62

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 62/147
Về mặt kết cấu chung thì mũi khoan chia làm ba bộ phận:1-Phần cán (đuôi): là bộ phận dùng lắp vào trục chính của máy khoan để
truyền mô men xoắn và truyền chuyển động khi cắt. Mũi khoan đường kính lớn hơn20mm làm cán hình côn, còn đường kính nhỏ hơn 10mm thì có cán hình trụ, đường
kính từ 10 đến 20 có thể cán hình côn hoặc trụ.2-Phần cổ dao : là phần nối tiếp giữa cán dao và phần làm việc. Nó chỉ cótác dụng để thoát đá mài khi mài phần chuôi và phần làm việc.Thường ở đây được ghinhãn hiệu của mũi khoan.
3-Phần làm việc : gồm có phần sửa đúng và phần cắt :
a- Phần sửa đúng (trụ định hướng) : có tác dụng định hướng mũi khoan khi làm
việc. Nó còn là phần dự trữ khi mài lại phần cắt đã bị mòn.Đường kính của phần định hướng giảm dần từ phần cắt về phía chuôi, để tạo
thành góc nghiêng phụ ϕ 1. Lượng giảm thường là từ 0,01-0,08 mm trên 100 mm chiềudài. Trên phần định hướng có hai rãnh xoắn để thoát phoi, với góc xoắn ω =18-300,thay đổi tùy theo đường kính và điều kiện gia công. Dọc theo rãnh xoắn, ứng vớiđường kính ngoài có 2 dãy cạnh viền chiều rộng f. Chính cạnh viền này có tác dụngđịnh hướng mũi khoan khi làm việc. Mặt khác nó có tác dụng làm giảm ma sát giữamặt trụ mũi khoan và mặt đã gia công của lỗ. Phần kim loại giữa 2 rãnh xoắn là lõimũi khoan. Thường đường kính lõi làm lớn dần về phía chuôi để tăng sức bền của mũikhoan. Lượng tăng thường từ 1,4-1,8 mm trên 100 mm chiều dài của mũi khoan, tuỳtheo vật liệu làm dụng cụ.
b- Phần cắt : là phần chủ yếu của mũi khoan dùng để cắt vật liệu tạo ra phoi.
Mũi khoan có thể coi như là hai dao tiện ghép với nhau bằng lõi hình trụ.
63

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 63/147
Mũi khoan gồm có 5 lưỡi cắt: 2 lưỡi cắt chính và; hai lưỡi cắt phụ và một lưỡicắt ngang. Lưỡi cắt phụ là đường xoắn, chạy dọc cạnh viền của mũi khoan, nó chỉtham gia cắt trên một đoạn ngắn chừng một nửa lượng chạy dao.
Mặt trước của mũi khoan là mặt xoắn. Mặt sau của nó có thể là mặt côn, mặt xoắn, mặt
phẳng hay mặt trụ, tùy theo cách mài mặt sau.
Thông số hình học của mũi khoan xoắn:
Cách xác định góc độ của phần cắt mũi khoan tiến hành cũng như đối với daotiện, nghĩa là vẫn dùng các mặt toạ độ, các góc độ của dao thường biểu diễn trên cáctiết diện chính.
Nếu không kể đến chuyển động chạy dao, thì mặt đáy tại mỗi điểm của lưỡi cắtlà mặt phẳng tạo thành bởi điểm đó và trục của mũi khoan, còn mặt cắt là mặt phẳngchứa lưỡi cắt chính (khi lưỡi cắt chính thẳng) và tiếp xúc với bề mặt gia công.
Góc trước γ : Góc trước ở mũi khoan được đo trong tiết diện chính N-N chúng
ta hãy xem góc trước γ phụ thuộc vào những thông số nào.
64

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 64/147
Nếu lấy điểm A trên lưỡi cắt của mũi khoan bố trí trên hình trụ có đường kính
DA thì đối với điểm này, góc nghiêng của rãnh xoắn được xác định bằng công thức:
tgω A =π.D
H
A
Trong đó : H- bước của rãnh xoắn. ω A- góc nghiêng của rãnh xoắn ở điểm A
Góc trước ở tiết diện OO bằng góc xoắn ω A.
Góc trước γ A ở tiết diện N-N có thể biểu thị qua góc ω A hay góc trước ở tiếtdiện O-O
Muốn vậy trên tiết diện N-N và O-O, ta chú ý tam giác ANO.Chiếu cạnh AN xuống tiết diện N-N ta có:
AN=NB
tg Aγ hay NB = NA tgγ A
Chiếu cạnh AO xuống tiết diện Q-O ta có :
AO =BD
tg Aωhay D = AO tgω A
Vì NB = BD nên có : NA tgγ A = AO tgω A
Trong tam giác AMO ta co :AM
AO= sinϕ , vì AN = AM
Nên ta có : tg γ A =tg Aω
ϕsin
Thay thế vào biểu thức của tgω A đã tính ở trên và chú ý rằng
H =π.Dtg
cuối cùng ta có :
tg γ A = DD
tgA .sinωϕ
65

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 65/147
Do đó, góc trước ở một điểm bất kỳ trên lưỡi cắt của mũi khoan, phụ thuộc vàogóc nghiêng của rãnh xoắn ứng với đường kính D, góc nghiêng ϕ và đường kính DA
(DA là đường kính ứng với điểm khảo sát A).Từ công thức trên ta thấy rằng, góc trước của mũi khoan là một lượng thay đổi
phụ thuộc vào đường kính DA. : càng gần tâm mũi khoan, DA càng giảm thì góc γ A
càng nhỏ. Nếu trên đường kính ngoài cùng góc trước của mũi khoan có trị số khoảng 18
-330, thì ở gần lưỡi cắt ngang góc trước sẽ giảm xuống gần bằng không, rồi đạt trị sốâm ở lưỡi ngang.
Các công thức tính góc trước của mũi khoan trình bày ở trên chỉ là những côngthức gần đúng, vì khi khảo sát góc trước ta đã coi như không có lưỡi cắt ngang và coinhư lưỡi cắt chính đi qua tâm mũi khoan.
Góc sau α : Góc sau của mũi khoan được đo trên bề mặt của quỹ đạo chuyểnđộng của các điểm trên lưỡi cắt, tức là trên bề mặt hình trụ có trục trùng với trục mũi
khoan.
Để cụ thể hơn ta xét hình vẽ sau đây:Xét điểm A bất kỳ nằm trên lưỡi cắt chính của một mũi khoan. Khi mũi khoan
quay tròn quanh trục O-O thì điểm A sẽ vẽ nên một vòng tròn. Qua vòng tròn đó, tadựng một hình trụ đồng trục với mũi khoan. Giao tuyến của mặt trụ này với mặt saumũi khoan sẽ là một đường cong C.
Nếu qua điểm A ta vẽ 2 đường tiếp tuyến: một đường với giao tuyến C, còn mộtđường kia với vòng tròn do điểm A vẽ ra ở trong mặt phẳng chứa vòng tròn đó, thì góc
giũa hai đường tiếp tuyến này là góc α .
Vậy góc sau α tại một điểm bất kỳ trên lưỡi cắt của mũi khoan là góc họp bởi:
.đường tiếp tuyến (tại điểm đang khảo sát) của tiếp tuyến tạo bởi mặt trụ (đồng trục
với mũi khoan) và mặt sau của mũi khoan, với: .đường tiếp tuuyến của vòng tròn làquỹ đạo của điểm khảo sát khi nó quay quanh trục của mũi khoan.
66

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 66/147
Góc sau α N của mũi khoan đo ở tiết diện pháp tuyến được xác định gần đúng bằng công thức:
tgα N= tgα .sin ϕ
Cũng như góc trước, góc sau tại những điểm khác nhau của lưỡi cắt cũng là một
lượng thay đổi, nhưng góc sau lớn dần về phía tâm mũi khoan. Ở đường kính ngoàicùng thường α = 8 -140 còn ở gần tâm α = 25-350. Độ thay đổi góc sau của mũikhoan còn phụ thuộc vào cách mài mặt sau nữa.
Góc sau lưỡi cắt phụ α 1 được đo trong mặt phẳng thẳng góc với trục của mũikhoan. Ở mũi khoan tiêu chuẩn thường α 1 =0.
Góc trước và góc sau của lưỡi ngang được đo ở mặt phẳng pháp tuyến B3B3 hình7-5
Góc nghiêng chính ϕ : góc này cũng được xác định như ở dao tiện. Góc ở mũikhoan là 2ϕ .Tùy theo vật liệu gia công mà góc 2ϕ có các trị số dao động trong
khoảng 80-1400.Ví dụ:Khi gia công đá hoa thì 2ϕ = 800.
Khi gia công nhôm thì 2ϕ = 1400.Khi gia công thép và gang 2ϕ = 116-1200.
Mũi khoan tiêu chuẩn lấy 2ϕ =1 16-1200.Góc nghiêng phụ ϕ 1 ở mũi khoan do độ côn ngược mà có, thông thường ϕ 1 =
20-40.
Lưỡi cắt ngang và góc nghiêng Ψ của lưỡi cắt ngang .
Góc nghiêng Ψ của lưỡi cắt ngang là góc giữa hình chiếu của lưỡi cắt ngang vàlưỡi cắt chính trên mặt phẳng vuông góc với trục mũi khoan. Mũi khoan tiêu chuẩn cóΨ = 550 .
Thông thường lưỡi cắt ngang không cắt (do góc trước có trị số âm), mà tì lên bềmặt gia công làm cho lực chiều trục sinh ra rất lớn. Các cải tiến của mũi khoan hiện tạilà nhằm làm cho lưỡi cắt ngang càng ngắn càng tốt .
Góc nâng λ của lưỡi cắt chính.Góc λ của mũi khoan được xác định như ở dao tiện.
Góc xoắn ω của rãnh thoát phoi .Góc ω là một thông số quan trọng đối với mũi khoan. Trị số của nó ảnh hưởng
đến quá trình cắt, sự thoát phoi, lực cắt, độ bền và tuổi thọ của mũi khoan .Tùy theo vật liệu gia công mà ta chọn trị số của góc ω .
Đối với đồng thanh, đồng thau , ê-bô-nít ω =8 - 120
Đối với thép và gang ω = 25 - 300 Đối với nhôm, đồng đỏ ω = 35 - 400
Cũng như dao tiện, khi làm việc do chuyển động chạy dao mà góc độ mũi khoan bị thay đổi. Sự thay đổi này phải được tính đến để đảm bảo mũi khoan làm việc ổn
định .
67

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 67/147
Từ hình 4-8 ta thấy vì có chuyển động phụ, mà vết mặt cắt và vết mặt đáy bịthay đổi. Kết quả là góc sau thực tế α c giảm một lượng µ và góc trước thực tế γ c
đồng thời cũng tăng một lượng µ .Hay α c = α -µ
γ c = γ + µ
Với tg µ = sDAπ.
Vì lượng chạy dao s so với đường kính mũi khoan D nhỏ hơn rất nhiều nên góc
µ thường là nhỏ .
2- Các yếu tố của chế độ cắt khi khoan:
Các sơ đồ cắt chủ yếu khi khoan gồm :a- khoan lỗ không thông trong vật liệu đặc b- Khoan rộng lỗ đã có trước trong phôi
Trên hình vẽ này đã ký hiệu các yếu tố cắt trong hai sơ đồ khác nhau gồm:
Các yếu tố của chế độ cắt khi khoan
- Tốc độ cắt v : Đó là tốc độ vòng ứng với đường kính lớn nhất của mũi khoan.
68

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 68/147
v =πDn
1000m/ph
Trong đó : .D - đường kính của mũi khoan ,mm.n - số vòng quay của mũi khoan trong một phút , vg/ph.
- Chiều sâu cắt t :Khi khoan lỗ trong phôi đặc : t =
D
2mm
Khi khoan rộng lỗ : t =D d−
2mm
Trong đó : d- đường kính lỗ trước khi khoan rộng mm.- Lượng chạy dao S : Lượng dịch chuyển của mũi khoan theo chiều trục sau
khi mũi khoan quay một vòng (mm/vg).Vì mũi khoan có hai lưỡi cắt chính nên lượng chạy dao do mũi lưỡi thực hiện là:
sz =s
2
mm/răng
Lượng chạy dao phút tính theo công thức: s ph = s . n mm/ph.
- Chiều rộng cắt b, chiều dày cắt a và diện tích cắt f :Khi tính ta bỏ qua không tính đến ảnh hưởng của lưỡi cắt ngang. Ta có:
b =D
2sinϕmm ; a =
s
2sinϕ mm.
Khi khoan lỗ ở vật liệu đặc thì: f = a.b = Ds
4mm2
Khi khoan rộng lỗ : f = a.b = ( )D d s−
4mm2.
Diện tích cắt ứng với một vòng quay của mũi khoan là:F = 2f = 2ab mm2.
3- Đặc tính của quá trình cắt khi khoan:
Quá trình tạo phoi khi khoan giống với quá trình tiện. Khi khoan vật liệu dẻo nóichung ta có phoi dây, phoi xếp. Khi khoan vật liệu giòn ta có phoi mảnh, phoi vụn.
Khi khoan lưỡi cắt ngang làm việc trong khu vực có tốc độ cắt thấp, lại có góctrước âm nên gây lực hướng trục lớn. Khi cắt luỡi cắt ngang tỳ lên mặt gia công làmcho lưỡi cắt mòn rất nhanh.
Lưỡi cắt phụ có góc α 1 = 0, góc sắc β lại nhỏ, mũi dao chịu nhiệt kém nênchóng mòn. Còn ở luỡi cắt chính thì các góc cắt thay đổi theo chiều dài lưỡi cắt. Từngoài vào tâm, góc trước giảm rất nhanh, làm tăng công biến dạng và ma sát khi tạo
phoi, đồng thời làm tăng nhiệt lượng và nhiệt độ ở vùng cắt.Không gian thoát phoi khi khoan là nửa kín, phoi thoát ra khó và chậm, thời
gian tiếp xúc và ma sát giữa phoi, dao với mặt gia công lâu, hơn nữa dung dịch trơn
nguội khó vào khu vực trực tiếp gia công và khi tới vùng cắt thì đã bị phoi làm nóng.Do đó nhiệt cắt khi khoan lớn, truyền nhiệt khó khăn, tốc độ khoan không chọn caođược. Ngoài ra tốc độ cắt khi khoan khác nhau trên chiều dài lưỡi cắt, ảnh hưởng xấu
69

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 69/147
đến quá trình tạo phoi. Mũi khoan khó mà đối xứng hai lưỡi cắt. Khi lắp mũi khoanvào máy thì đường tâm mũi khoan và đường tâm trục chính không trùng nhau. Do đósau khi khoan lỗ thường bị loe ra ở miệng một lượng rộng nhất định.
4 - Lực cắt khi khoan:
Công cắt khi khoan là do lực tác dụng lên lưỡi cắt của mũi khoan sinh ra.Tuyrằng tại mỗi điểm của lưỡi cắt lực tác dụng khác nhau, song để tiện nghiên cứu ta coihợp lực của các phân tố đó tập trung ở điểm A cách tâm điểm khoan một đoạn bằngD/4
Cũng như dao tiện, lực tác dụng lên mũi khoan cũng được phân thành ba thành phần lực theo các trục tọa độ ox, oy, oz . Các thành phằn đó là:
a- Lực Py còn gọi là lực hướng kính tác dụng trên hai lưỡi cắt chính, có trịsố bằng nhau và ngược chiều nhau nên cùng triệt tiêu lẫn nhau. Nếu chú ý cả hai lưỡi
cắt phụ thì phải kể cả hai lực Py’ nữa và chúng cũng triệt tiêu lẫn nhau. b- Lực chiều trục P0 có xu hướng chống lại lực chạy dao. Lực P0 bằng tổng cáclực chiều trục Px tác dụng lên lưỡi cắt chính, lực chiều trục Px’ tác dụng lên lưỡi cắt
phụ và lực chiều trục Pn tác dụng lên lưỡi cắt ngang.Lực Px chiếm khoảng 40% lực P0.Lực Px’ chiếm khoảng 3% lực P0.Lực Pn chiếm khoảng 57% lực P0 .
c- Lực tiếp tuyến Pz gây ra mômen cắt chính. Thực nghiệm chứng tỏ rằng 80%mômen là do lực tiếp tuyến tác dụng trên lưỡi cắt chính, 12% là do lực tiếp tuyến trênlưỡi cắt phụ, còn lại 8% là do lực tiếp tuyến trên lưỡi cắt ngang.
Hiện nay chưa có công thức lý thuyết để tính mômen cắt và lực chiều trục. Ngườita nghiên cứu bằng thực nghiệm ảnh hưởng của các yếu tố cắt và điều kiện gia côngđến mô men và lực cắt rồi từ đó lập nên các công thức thực nghiệm có dạng sau đây:
70
A
A
Pz
Px
Py
x
yPz
PyPx
A
A
z

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 70/147
Mô men cắt : Mx = Cm . D sx ym m. K m N.mm
Lực chiều trục : P0 = C0 . D s K x y
pp p.
0N
Trong đó : Cm, C0 - Hệ số phụ thuộc tính chất vật liệu gia công, hình dạng hìnhhọc của mũi khoan và các điều kiện khác.
D-Đường kính mũi khoan mmS- lượng chạy dao mm/vg
Các gía trị của các hệ số Cm,C0 của các số mũ xm, ym, x p, y p ,các giá trị của hệ sốđiều chỉnh K m, K p0 có thể tra trong sổ tay về chế độ cắt.
1-Ảnh hưởng của góc xoắn ω :Từ công thức tính góc trước đã thiết lập ở trên ta thấy rằng khi ϕ = const và DA
= D thì γ A = k tgω , hay nói khác đi, góc trước trên phần cắt của mũi khoan tỉ lệ vớigóc nghiêng ω của rãnh xoắn. Như vậy tăng góc ω tăng lên thì góc trước tăng dần,công biến dạng dẻo và ma sát giảm xuống làm cho mô men xoắn M x và lực chiều trụcP0 giảm xuống. Song qua thực nghiệm, người ta đã xác định rằng, nếu tăng ω lên đến35% thì lúc đó lực chiều trục P0 và mô men xoắn Mx giảm không đáng kể. Đó là vì vớigóc ω lớn, phoi thoát ra sẽ phải chuyển động theo đường xoắn dài hơn, nên lực ma sátgiữa phoi và thành rãnh tăng lên. Ngoài ra khi tăng ω lên cũng đồng thời làm giảm độ
bền của mũi khoan.Vì thế ở mũi khoan thép gió thường chọn ω = 25-300 dể gia công thép và gang
và ω = 400-450 để gia công kim loại màu.
Đối với mũi khoan đường kính nhỏ (D<10mm),để tăng độ bền và độ cứng vữngcủa chúng người ta chọn góc xoắn ω = 18-280.2-Anh hưởng của góc nghiêng chính ϕ :Góc ϕ có ảnh hưởng khác nhau đến lực chiều trục P0 và mô men xoắn Mx. Tăng
góc ϕ (khi D=const) thì chiều dày lớp cắt tăng lên và chiều rộng giảm xuống (diệntích lớp cắt không đổi) do đó biến dạng của phoi giảm xuống.
Mặt khác, nếu góc ϕ tăng lên sẽ làm cho mũi khoan khó ăn vào kim loại, lựchướng trục P0 sẽ tăng lên, vì thành phần lực hướng tâm trên lưỡi cắt chính tăng lên (Px
= P N sin ϕ ).
3- Ảnh hưởng của lưỡi ngang và phương pháp mài sắc lưỡi ngang:Do kết cấu đặc biệt của mũi khoan mà hình thành lưỡi ngang (vì không thể chế tạo
mũi khoan có đường kính lõi bằng không). Như (hình II-31) ta thấy góc nghiêng chínhcủa lưỡi ngang ϕ n = 900, do đó thành phần lực hướng trục ở đây có giá trị lớn (P x =P N
sinϕ n ) Px≈ P N. Mặt khác tại lưỡi ngang góc trước có trị âm, cho nên lưỡi ngang càngdài thì P0 càng lớn. Đối với mômen xoắn Mx thì lưỡi ngang ảng hưởng không đáng kể,vì chiều dài lưỡi ngang nhỏ hơn chiều dài lưỡi căt chính.
Như vậy đối với quá trình cắt thì lưỡi ngang là một yếu tố có hại. Để đảm bảo
độ bền, mũi khoan đã chế tạo có đường kính bằng (0,12 - 0,15)D, nhưng để giảm lựcchiều trục người ta đã có nhiều biện pháp cải tiến lưỡi ngang.
71

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 71/147
4-Ảnh hưởng của góc nghiêng Ψ của lưỡi cắt ngang:Ta biết góc ϕ quyết định độ dài của lưỡi ngang. Nếu tăng góc Ψ thì chiều dài
lưỡi ngang sẽ giảm đi, lực chiều trục P0 sẽ giảm. Song sự thay đổi của góc Ψ có ảnhhưởng đến trị số của góc sau α n ở lưỡi ngang. Góc Ψ tăng sẽ làm cho góc α n giảm.Điều đó làm tăng ma sát ở mặt sau (ứng với lưỡi ngang ) với bề mặt gia công, do đó
lưỡi ngang bị mòn nhanh.Với những lý do kể trên, trong thực tế đối với mũi khoan D≤ 15mm ta chọn Ψ =
500, còn đối với mũi khoan D >15mm thì chọn ϕ = 550 .5- Ảnh hưởng của dung dịch trơn nguội:
Không gian thóat phoi khi khoan là nửa kín, việc thoát phoi khi khoan khókhăn, điều kiện truyền nhiệt khi khoan cũng không tốt, nên khi khoan nếu dùng dungdịch trơn nguội thích hợp thì lực hướng trục và momen xoắn giảm đi rất nhiều, vìdung dịch có tác dụng làm giảm ma sát giữa phoi và rãnh thoát phoi, đồng thời tạo raáp lực đẩy phoi ra. Khi khoan lỗ sâu thì việc tưới dung dịch trơn nguội là điều bắt buộc
.6-Ảnh hưởng của lượng chạy dao và đường kính mũi khoan đến lực hướng
trục và momen xoắn :Sự ảnh hưởng này có qui luật như khi tiện .Khi lượng chạy dao tăng lên thì P0 và Mx tăng , ví dụ khi khoan thì các số mũ ym
và y p trong công thức tính lực cắt có giá trị như sau:Khi khoan thép : ym =0,8 và y p = 0,7;Khi khoan gang : ym = 0,8 và y p = 0,8;
Đường kính mũi khoan có tác dụng đến lực cắt giống như chiều sâu cắt khi tiện.
Do đó x p = 1. Trong công thức momen, một nửa đường kính d/2 là cánh tay đòn củacặp ngẫu lực tác dụng lên lưỡi cắt, do đó mà số mũ (xm = 1,9).Khi gia công thép các bon kết cấu ( ơ b = 750 N/mm2 ) thì Cm = 33,8 và C0 =
84,7; khi gia công gang xám thì Cm = 23,3 và C0 = 60,5.7. Ảnh hưởng của tốc độ cắt đến P 0 và M x :Tăng tốc độ cắt thì biến dạng đơn vị của kim loại giảm, đồng thời cũng làm cho
nhiệt độ cắt ở các bề mặt tiếp xúc tăng lên. Hiện tượng này làm thay đổi tính chất cơ lýcủa vật liệu gia công ở vùng cắt, dẫn đến sự thay đổi lực chiều trục P0 và momen xoắnMx.
8-Ảnh hưởng của vật liệu gia công:Thay đổi tính chất cơ lý của vật liệu gia công cũng dẫn đến sự thay đổi lực chiềutrục và mô men xoắn. Cũng như khi tiện, ta biểu hiện ảnh hưởng của vật liệu gia côngđến lực cắt qua giới hạn bền σ b khi cắt thép, còn khi cắt gang và vật liệu dòn thì biểuhiện qua độ cứng HB.
5 - Tốc độ cắt khi khoan và các nhân tố ảnh hưởng đến tốc độ cắt:Tốc độ cắt khi khoan phụ thuộc vào lượng chạy dao s, đường kính mũi khoan D,
tuổi bền T, chiều sâu khoan lỗ l , các thông số hình học của bộ phận cắt, vật liệu chế
tạo mũi khoan , vật liệu gia công dung dịch trơn nguội.Qua nghiên cứu các nhân tố ảnh hưởng đến tốc độ cắt, ta lập được các công thứcthực nghiệm có dạng sau đây:
72

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 72/147
V=C D
T sK v
x
m y v
v
v
.
.m/ph
Trong đó : . Cv Hệ số tỉ lệ ứng với một loại vật liệu gia công nhất định. K v hệ số điều chỉnh tốc độ đo do các điều kiện cắt khác nhau.
Dưới đây ta xét ảnh hưởng của các nhân tố đến tốc độ cắt khi khoan.a. Ảnh hưởng của lượng chạy dao: Khi tăng lượng chạy dao thì tốc độ
cắt phải giảm xuống. Mức độ giảm được biểu thị bằng số mũ yv . Trị số của só mũ này phụ thuộc vào lượng chạy dao, vật liệu chế tạo mũi khoan và vật liệu gia công .
b. Ảnh hưởng của đường kính mũi khoan: Khi tăng đường kính mũikhoan thì độ cứng vững của mũi khoan tăng, điều kiện truyền nhiệt cũng được cảithiện. Nhưng khi tăng đường kính mũi khoan thì vì t = D/2 tăng nên hạn chế việc tăngtốc độ cắt.
c. Ảnh hưởng của chiều sâu lỗ khoan l: chiều sâu lỗ khoan càng lớn(khoan càng sâu) thì điều kiện cắt càng xấu. Vì lỗ khoan càng sâu thoát phoi càng khó,
dung dịch trơn nguội càng khó đưa vào khu vực cắt. Do đó khi khoan lỗ có chiều dài l>3D thì tốc độ cắt khi khoan phải nhân với hệ số điều chỉnh tốc độ K v lỗ (tra trong cácsổ tay kỹ thuật).
Chú ý : + Khi khoan gang xám có phoi vụn thì chiều sâu cắt không ảnh hưởngđáng kể đến tốc độ cắt .
+ Khi khoan lỗ l ≥ 5D thì nên dùng mũi khoan sâu.d. Ảnh hưởng của vật liệu gia công đến tốc độ khi khoan: Ảnh hưởng của
vật liệu gia công đến tốc độ cắt được biểu thị bằng hệ số điều chỉnh K VL
Chỉ tiêu quan trọng nhất về tính gia công của vật liệu thép khi khoan là giới hạn
bền σ b khi khoan gang là độ cứng HB.Giá trị gần đúng của hệ số K vl có thể tính theo công thức thực nghiệm sau đây:
K vl =750σb
nv
Trong đó : σ b giới hạn bền của vật liệu N/mm2.nv số mũ .Nếu σ b < 550 N/mm2 thì nv = -0,9Nếu σ b > 550 N/mm2 thì nv = 0,9
Khi khoan gang xám
K vl =190HB
nv
Trong đó : .HB Độ cứng của vật liệu gia công (Brinen). .nv số mũ. gía trị nv =1,3
e. Ảnh hưởng của vật liệu làm mũi khoan đến tốc độ cắt .Anh hưởng của vật liệu làm dao được biểu thị bằng hệ số điều chỉnh K vd. Đối
với mũi khoan thép gió P18 và P9 thì K vd =1 còn đối với mũi khoan chế tạo bằng théphợp kim dụng cụ 9XC có K vd = 0,65, mũi khoan bằng thép cac bon dụng cụ K vd= 0,5 vàmũi khoan hợp kim cứng thì K vd = 2 - 3.
g. Ảnh hưởng của dung dịch bôi trơn:
73

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 73/147
Để làm giảm nhiệt độ khi khoan (đặc biệt là khoan thép) phải tưới dung dịchtrơn nguội với lưu lượng 4-5 l/ph. Dùng dung dịch trơn nguội có thể làm tăng tốc độcắt lên từ 1,4 - 1,45 lần.
Trong công thức tính tốc độ cắt , hệ số tỷ lệ Cv có giá trị như sau :+ Khi khoan thép bằng mũi khoan thép gió: S < 0,2mm/vg ; Cv = 5,0
S > 0,2mm/vg ; Cv = 7,0+ Khi khoan gang bằng mũi khoan thép gió:S < 0,3 mm.vg; Cv = 10,5S > 0,3mm/vg; Cv = 12,2
+ Khi khoan thép bằng mũi khoan hợp kim cứng : S < 0,12mm/vg ;Cv = 750
S > 0,12mm/vg ; Cv = 4906- Chọn chế độ cắt hợp lý khi khoan:Phương pháp xác định chế độ cắt khi khoan cũng tiến hành như tiện, để xác định
chế độ cắt và các thông số hình học hợp lý của mũi khoan. phải xuất phát từ các điều
cơ bản sau :a. Lượng chạy dao nên chọn lớn nhất, nhưng phải phù hợp với các điều kiện kỹthuật của lỗ gia công như độ bóng, độ chính xác, các nguyên công tiếp sau khi khoan.
b. Tốc độ cắt phải đảm bảo tuổi bền lớn nhất .Cụ thể chế độ cắt được lựa chọn theo trình tự sau:
1. Chọn mũi khoan: Mũi khoan có thể có nhiều hình dạng khác nhau tùytheo công dụng và vật liệu chế tạo mũi khoan. Ở mũi khoan thép gió thì các thông sốhình học của phần cắt mũi khoan đã được tiêu chuẩn hoá, còn đối với mũi khoan gắnhợp kim cứng tùy từng loại vật liệu gia công mà hình dáng hình học có thể khác nhau.
Khi chọn hình dáng hình học phải xét sao cho có lợi về mặt lực cắt, tốc độ cắt và tuổi bền của dao.
2. Với đường kính lỗ D<35mm thì khoan 1 lần, khi đó chiều sâu cắt làt = D/2. với D > 35mm thì khoan 2 lần, lần đầu dùng mũi khoan có đường kính
D1 = (0,5 -0,7 ) D3. Chọn lượng chạy dao tối đa cho phép .
Như đã biết lượng chạy dao phụ thuộc vào rất nhiều yếu tố : điều kiện kỹ thuật,độ bền của mũi khoan, độ bền và độ cứng vững của cơ cấu chạy dao, chiều sâukhoan. . .
Lượng chạy dao cho phép bởi độ bền của mũi khoan có thể tính theo công thứcsau:
Khoan thép s = 38,8D
b
0 81
0 94
,
,σmm/vg
Khoan gang s = 7,34D
HB
0 81
0 75
,
, mm/vg
Trong đó : σ b giới hạn của vật liệu gia công .HB Độ cứng của gang được gia công .
4- Với D và s đã chọn cho trước tuổi bền T, tính chế độ cắt và số vòng quay .5- Xác định lực chiều trục P0, mômen xoắn Mx và công suất cắt Nc. Nếu như
đã chọn máy trước thì kiểm nghiệm P0, Mx, Nc theo D, s ,n ,v đã chọn.
74

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 74/147
6- Tính thời gian máy. Thời gian máy T0 được tính theo công thức:
T0 =L
n s.(ph)
Trong đó : L - chiều dài hành trình của mũi khoan theo phương chạy dao mmL = l + l1 + l2
l - chiều dài (chiều sâu) khoan mml1 - lượng ăn tới mm . Ta có : l1 =
Dg
2cot ϕ
l2 - lượng vượt quá mm.Đối với mũi khoan tiêu chuẩn có thể lấy l1+l2 = 0,3 D.
III. Khoét1. Khả năng công nghệ của khoét:
Khoét nhằm mục đích nâng cao độ chính xác của lỗ sau khi khoan. Khoét có thểđạt độ chính xác cấp 9 – 12 và độ bóng đạt Ra=1,6 đến 12,5µ m khoét có thể chỉ lànguyên công trung gian cho doa.
Dao khoét thường có nhiều lưỡi cắt hơn mũi khoan tuy nhiên đối với các trườnghợp gia công lỗ có đường kính lớn có thể sử dụng loại dao có 1 hoặc 2 lưỡi cắt đượcgắn vào trục hoặc đầu dao. Đặc biệt là khi gia công phá các lỗ lớn đúc sâu hoặc rèn,dập.
2- Kết cấu của mũi khoét và quá trình cắt khi khoét:a- Các yếu tố về kết cấu của mũi khoét:
75
Phaàn laøm vieäc
CoådaoPhaàn caét Ñuoâi deït
Phaàn caùn
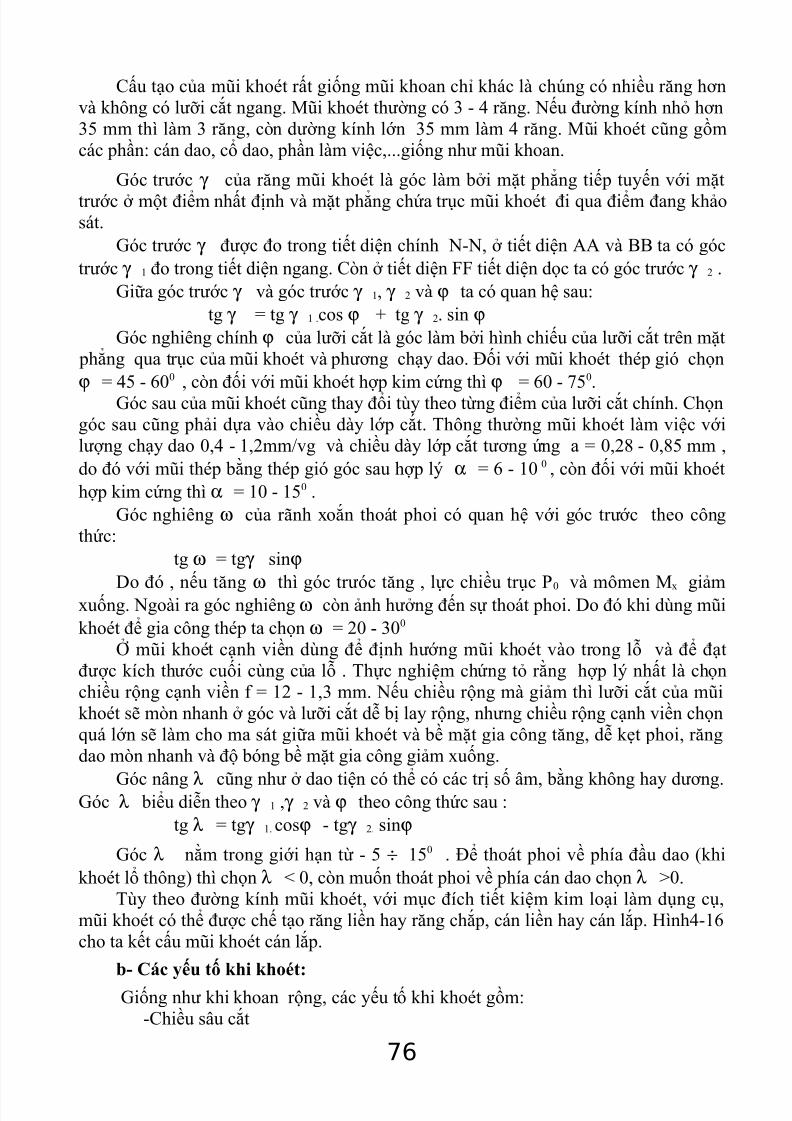
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 75/147
Cấu tạo của mũi khoét rất giống mũi khoan chỉ khác là chúng có nhiều răng hơnvà không có lưỡi cắt ngang. Mũi khoét thường có 3 - 4 răng. Nếu đường kính nhỏ hơn35 mm thì làm 3 răng, còn dường kính lớn 35 mm làm 4 răng. Mũi khoét cũng gồmcác phần: cán dao, cổ dao, phần làm việc,...giống như mũi khoan.
Góc trước γ của răng mũi khoét là góc làm bởi mặt phẳng tiếp tuyến với mặt
trước ở một điểm nhất định và mặt phẳng chứa trục mũi khoét đi qua điểm đang khảosát.
Góc trước γ được đo trong tiết diện chính N-N, ở tiết diện AA và BB ta có góctrước γ 1 đo trong tiết diện ngang. Còn ở tiết diện FF tiết diện dọc ta có góc trước γ 2 .
Giữa góc trước γ và góc trước γ 1, γ 2 và ϕ ta có quan hệ sau:tg γ = tg γ 1 .cos ϕ + tg γ 2. sin ϕ
Góc nghiêng chính ϕ của lưỡi cắt là góc làm bởi hình chiếu của lưỡi cắt trên mặt phẳng qua trục của mũi khoét và phương chạy dao. Đối với mũi khoét thép gió chọn
ϕ = 45 - 60
0
, còn đối với mũi khoét hợp kim cứng thì ϕ = 60 - 75
0
.Góc sau của mũi khoét cũng thay đổi tùy theo từng điểm của lưỡi cắt chính. Chọngóc sau cũng phải dựa vào chiều dày lớp cắt. Thông thường mũi khoét làm việc vớilượng chạy dao 0,4 - 1,2mm/vg và chiều dày lớp cắt tương ứng a = 0,28 - 0,85 mm ,do đó với mũi thép bằng thép gió góc sau hợp lý α = 6 - 10 0 , còn đối với mũi khoéthợp kim cứng thì α = 10 - 150 .
Góc nghiêng ω của rãnh xoắn thoát phoi có quan hệ với góc trước theo côngthức:
tg ω = tgγ sinϕ
Do đó , nếu tăng ω thì góc trưóc tăng , lực chiều trục P0 và mômen Mx giảmxuống. Ngoài ra góc nghiêng ω còn ảnh hưởng đến sự thoát phoi. Do đó khi dùng mũikhoét để gia công thép ta chọn ω = 20 - 300
Ở mũi khoét cạnh viền dùng để định hướng mũi khoét vào trong lỗ và để đạtđược kích thước cuối cùng của lỗ . Thực nghiệm chứng tỏ rằng hợp lý nhất là chọnchiều rộng cạnh viền f = 12 - 1,3 mm. Nếu chiều rộng mà giảm thì lưỡi cắt của mũikhoét sẽ mòn nhanh ở góc và lưỡi cắt dễ bị lay rộng, nhưng chiều rộng cạnh viền chọnquá lớn sẽ làm cho ma sát giữa mũi khoét và bề mặt gia công tăng, dễ kẹt phoi, răngdao mòn nhanh và độ bóng bề mặt gia công giảm xuống.
Góc nâng λ cũng như ở dao tiện có thể có các trị số âm, bằng không hay dương.Góc λ biểu diễn theo γ 1 ,γ 2 và ϕ theo công thức sau :tg λ = tgγ 1. cosϕ - tgγ 2. sinϕ
Góc λ nằm trong giới hạn từ - 5 ÷ 150 . Để thoát phoi về phía đầu dao (khikhoét lổ thông) thì chọn λ < 0, còn muốn thoát phoi về phía cán dao chọn λ >0.
Tùy theo đường kính mũi khoét, với mục đích tiết kiệm kim loại làm dụng cụ,mũi khoét có thể được chế tạo răng liền hay răng chắp, cán liền hay cán lắp. Hình4-16cho ta kết cấu mũi khoét cán lắp.
b- Các yếu tố khi khoét:
Giống như khi khoan rộng, các yếu tố khi khoét gồm:-Chiều sâu cắt
76

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 76/147
t =D d−
2mm
-Lượng chạy dao răng
sx =sz
s
n sph0 =.
mm/vg
Trong đó : z - số răng của mũi khoétso- lượng chạy dao sau một vòng quay của chi tiết mm/vgs ph- lượng chạy dao sau một phút mm/phn - số vòng quay sau một phút vg/ph.
-Chiều dày cắt
a= sxsinϕ =s
zsinϕ mm
-Chiều rộng cắt
b=t
sinϕmm.
Diện tích cắt do mỗi răng cắt ra:
f x = ab =s t
z
s D d
z
, ( )=
−
2mm2
Tổng diện tích do z răng cắt ra là:
F= f x.z =s D d( )−
2mm2.
Trong đó : d -đường kính lỗ trước khi khoét mmD-đường kính lỗ sau khi khoét mm.
c- Lực và mômen xoắn khi khoét:
Cũng như khoan, khi khoét có lực chiều trục P0 và mômen xoắn Mx.Song vì lưỡikhoét cắt lớp kim loại có diện tích cắt nhỏ nên lực P0 và mômen xoắn Mx nhỏ hơn khikhoan nhiều. Do đó việc tính lực cắt và mômen xoắn để tính công suất hiệu dụng củamáy khoan chỉ có ý nghĩa khi cắt ở tốc độ cao bằng mũi khoét gắn hợp kim cứng.
Mômen xoắn khi khoét được tính theo các công thức sau:a-Với mũi khoét gắn hợp kim T15K6, gia công thép các-bon, thép hợp kim
crôm, crôm-ni-ken . Mx = 370.D0.75.t0.8.s0.95.σ b
0.75 N/mm.
b-Với mũi khoét gắn hợp kim cứng BK8 dùng gia công gang xám và gang rèn:Mx = 84.D0.85t0.8.s0.7.HB0.6 N/mm
Công suất hiệu dụng :
Nc =M nx.
.975 104 kW
d-Tuổi bền và tốc độ cắt khi khoétTùy theo điều kiện gia công, mũi khoét có thể mòn theo mặt sau, mặt trước và
theo cạnh viền.Độ mòn theo cạnh viền trước tiên phát triển chậm, sau khi đạt đến trị số tiêu
chuẩn (khoảng 1-2mm) thì phát triển rất nhanh.Độ mòn theo mặt trước thường tạo ra rãnh lõm không sâu (20-30 micron).
77

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 77/147
Khi dùng mũi khoét thép gió gia công gang, người ta thường lấy độ mòn cạnhviền (mòn góc) làm tiêu chuẩn. Tiêu chuẩn mòn hv = 0,8-1,5mm.
Khi gia công thép, tiêu chuẩn mòn theo mặt sau là h s = 1,2-1,5mm, thép tôi hs =0,7mm.
Tuổi bền của mũi khoét nằm trong giới hạn T = 15-80 phút. Đường kính mũi
khoét càng lớn thì chọn tuổi bền càng lớn
Tốc độ cắt khi khoét được tính theo công thức .
V=C D
T t sK v
z
m x y v
v
v v
..
. ..
Các hệ số và số mũ tra trong sổ tay chế độ cắt
IV. Doa:1. Khả năng công nghệ của doa:
Doa là nguyên công gia công tinh các lỗ đã được khoan hoặc khoét. Độ chính xáccó thể đạt từ cấp 7 đến 9, độ bóng có thể đạt được Ra=1,6 đến 6,3µ m. Với dao cóchất lượng tốt, chế độ cắt hợp lý, doa có thể đạt cấp 6 và Ra= 0,63 µ m.
Khi doa có thể thực hiện bằng doa cưỡng bức hoặc doa tuỳ động.Doa cưỡng bức là khi dao doa được lắp cứng vào trục máy.Phương pháp này có
hiện tượng lay rộng lỗ, nguyên nhân là do tâm của trục dao và trục chính của máy có
độ đảo , do dao mài không tốt , do lẹo dao xuất hiện ở một số lưỡi cắt , do vật liệu ở thành lỗ gia công không đồng đều .Doa tuỳ động là dao được nối lắc lư với trục máy, nên loại trừ được sai số giữa
tâm trục máy và trục dao. Để khắc phục hiện tượng dao bị mòn do mài nhiều lần có thểsử dụng loại dao doa tuỳ động có khả năng tự đều chỉnh kích thước đường kính.
Tuỳ theo yêu cầu chất lượng và kích thước mà chọn dao hợp lý . Dao doa thườngcó nhiều lưỡi cắt, cá lưỡi cắt song song hoặc nghiêng với trục dao một góc rất bé .
2 -Kết cấu của mũi doa và quá trình cắt doa:
1 -Các yếu tố về kết cấu:
78
Phaàn caét daãn höôùng
Phaàn laøm vieäc Phaàn caùn

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 78/147
Tuỳ theo đường kính lỗ gia công mà mũi doa có kết cấu khác nhau. Có thể cócác mũi doa răng liền, doa răng chắp (điều chỉnh theo đường kính). Các răng doa cóthể làm bằng thép cac bon, thép hợp kim dụng cụ, thép gió hoặc hợp kim cứng.
Cũng như mũi khoan, khoét, mũi doa cũng có 3 phần: phần làm việc,cổ doa vàchuôi.
Phần làm việc là phần chính của mũi doa,có chiều dài L. Đầu mút phần làm việccó độ lớn tương đối lớn (450) để mũi doa dễ đưa vào lỗ.Tiếp sau đó là phần còn cắtnghiêng một góc ϕ . Phần này có lưõi cắt chính để cắt hết lượng dư khi doa.Tiếp theolà phần trụ có chiều dài l2 ,dùng để định hướng mũi doa trong lỗ khi làm việc, đồngthời làm phần dự trữ khi mài lại mũi doa. Trên phần hình trụ này có các lưỡi cắt phụdọc theo răng của mũi doa. Các lưỡi cắt phụ có tác dụng sữa đúng và làm tăng độ
bóng bề mặt lỗ , do đó phần trụ còn có tên gọi là phần sữa đúng.Sau phần sữa đúng là phần côn ngược l3 . Phần này có tác dụng giảm ma sát giữa
mũi doa và bề mặt lỗ đã gia công và giảm lượng lay rộng lỗ. Đối với lưỡi do tay thì độ
côn ngược là 0,005mm, đối với với lưỡi doa máy là 0,04 - -,06 mm trên cả chiều dài phần côn ngược.
Mũi doa có số lưỡi cắt lớn (z= 6 - 18) . Lưỡi cắt có thể bố trí thẳng hoặcnghiêng đối với trục doa . Do công dụng mà chia ra doa máy, doa tay,. . . Hình II-49cho ta các yếu tố hình học phần cắt của doa.
Góc nghiêng chính ϕ của mũi doa trên phần côn cắt có tác dụng như mũi khoét.Đối với mũi doa máy dùng gia công vật liệu dẻo thì góc ϕ =150. Với trị số này của gócϕ đảm bảo độ bóng gia công cao nhất và độ lay rộng lỗ nhỏ nhất.
Khi doa thô cũng như khi doa lỗ không thông, góc ϕ = 450
. Khi gia công vật liệuít dẻo thì ϕ = 50 . Đối với mũi doa hợp kim cứng thì ϕ = 30 - 450.
Góc trước γ của lưỡi cắt đo trong tiết diện chính AA hình 4- 21 được chọn theovật liệu gia công và vật liệu làm dao. Góc trước của mũi doa tinh có trị số bằng không,còn đối với mũi doa thô thì góc trước chọn từ 5 - 100.
Góc sau α cũng đo trong tiết diện AA, được chọn trong giới hạn từ 6 - 120 . Khigia công vật liệu dẻo và gia công thô thì lấy trị số lớn, còn khi gia công tinh thì lấy giátrị nhỏ.
Trên phần sửa đúng, dọc theo các răng có cạnh viền f nằm trên mặt trục của dao .Chiều rộng cạnh viền f= 0,05 - 0,3mm. Cạnh viền đảm bảo để mũi dao hướng đúngvào lỗ và làm cho lỗ đạt được độ bóng và độ chính xác cao. Khi gia công vật liệu dẻođể tránh hiện tượng kẹt phoi ta giảm chiều rộng cạnh viền xuống khoảng 0,05 - 0,08mm.
Góc sau của bộ phận sửa đúng α 1 =10 - 20 0
Mũi doa thường được chế tạo với răng thẳng vì phoi cắt ra là phoi vụn. Song đểthoát phoi được tốt , tăng chất lượng bề mặt gia công, nhất là khi doa những lỗ trongcó rãnh thì người ta làm răng nghiêng.
Khi gia công lỗ thông, để thoát phoi về phía đầu dao, người ta làm rãnh xoắn trái,còn khi gia công lỗ thông người ta làm rãnh xoắn phải.
79

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 79/147
Khi gia công thép cứng thì ω = 7 - 80 , khi gia công gang rèn và thép dẻo vừa thì ω = 12 - 200. Khi gia công kim loại màu thì ω = 35 - 450.
2 - Các yếu tố của quá trình cắt:Vấn đề tuổi bền của mũi doa liên quan đến việc giảm độ chính xác do hụt kích
thước vì mòn và do sự lay rộng của lỗ. Thường thì đường kính lỗ sau khi doa khác với
đường kính thực tế của mũi doa. Lượng tăng (hoặc giảm) của đưòng kính lỗ so vớiđường kính mũi doa được gọi là lượng lay động dương (hoặc âm).
Nếu dùng mũi doa có ϕ = 30 - 450 để gia công lỗ dễ xảy ra lay rộng dương.Khi giảm ϕ từ 200 xuống 50 thì lượng lay rộng lại chuyển sang vị trí số âm. Hiệntượng này có thể đưọc giải thích tăng biến dạng đàn hồi, vì lực hướng kính do gócgiảm xuống. Khi lưỡi cắt đi khỏi thì kim loại của bề mặt lỗ phục hồi trở lại gây nên sựgiảm đường kính. Khi tăng góc độ cắt từ 2 - 7 m/ph, lượng lay rộng sẽ chuyển từ âmsang dương. Đó là vì tốc độ cắt tăng thì lực cắt giảm và biến dạng đàn hồi cũng giảm.
Dung dịch trơn nguội có ảnh hưởng lớn đến độ lay rộng vì dung dịch trơn nguội
có tác dụng cuốn đi những phần tử nhỏ của phoi vụn và lẹo dao bám trên lưỡi cắt.Góc nghiêng chính ϕ có ảnh hưởng lớn đến đặc trưng mòn của mũi doa. Thực
nghiệm chứng tỏ rằng, khi gia công thép với ϕ = 5 0 thì răng mũi doa mòn theo mặtsau vì lực hướng kính tăng. Nếu tăng góc ϕ thì lượng mòn mặt sau giảm, nhưnglượng mòn theo cạnh viền lại tăng. Mũi doa có ϕ = 450 sẽ cắt lớp phoi có chiều dàycắt lớn (az= sz . sinϕ ), lúc đó cạnh viền mòn nhiều nhất, đồng thời mặt trước cũngmòn thành vết lõm.
Lực và công suất của mũi doa nhỏ vì lớp kim loại bị cắt đi rất mỏng.Có thể coi mỗi răng doa là một dao tiện lỗ và dùng công thức tiện để tính lực
cắt.Lực cắt khi doa Pz = Pz’. z (N)Trong đó : .Pz’ lực cắt tác dụng lên một răng của mũi doa , tính theo tiện.
.z Số răng của mũi doa .Mômen xoắn tính theo công thức:
Mx =P Dz.
.2103 N.mm
Công suất cắt : Nc =M nx.
.975 104 kW
Tốc độ cắt khi doa là một hàm só của đường kính mũi doa D, tuổi bền T, lượngchạy dao s và chiều sâu cắt t. Tốc độ cắt còn chịu ảnh hưởng của tính chất vật liệu giacông và nhiều nhân tố khác nữa.
Tốc độ cắt khi doa đưọc tính theo công thức sau:
V=C D
T t sK v
x
m x y v
v
v v
.
. .m/ph
3 - Xác định chế độ cắt khi khoét và doa:
Việc xác định chế độ cắt khi khoét và doa với kết cấu và hình dạng hợp lý nhấtcủa dụng cụ cắt cần xuất phát từ các điều cơ bản sau đây:
80

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 80/147
1-Từ lượng dư gia công phải ưu tiên chọn chiều sâu cắt lớn nhất thường chọnchiều sâu cắt bằng lượng dư một phía.
2-Lượng chạy dao lớn nhất cho phép phải chọn bởi các điều kiện gia công lỗ,đảm bảo độ chính xác ,độ bóng gia công và các nguyên công tiếp theo.
3-Từ lượng chạy dao công nghệ cho phép,từ tuổi bền hợp lý nhất của dụng cụ
cắt mà chọn tốc độ cắtLượng chạy dao khi gia công bằng mũi khoét thép dụng cụ có thể tính theocông thức kinh nghiệm sau:
S = Cs .D0,5 mm/vgTrong đó : Cs -Hệ số tỷ lệ phụ thuôc vào vật liệu gia công và các yếu tố công
nghệ. Trị của số Cs có thể tra theo các sổ tay cơ khíD-Đường kính mũi khoét mm
Lượng chạy dao khi gia công bằng mũi doa thép dụng cụ tính theo công thứcs = Cs .D0,7 mm/vg
HỌC TRÌNH III
PHAY – CHUỐT – CẮT RĂNG – MÀI
Bài 1 PHAY
81
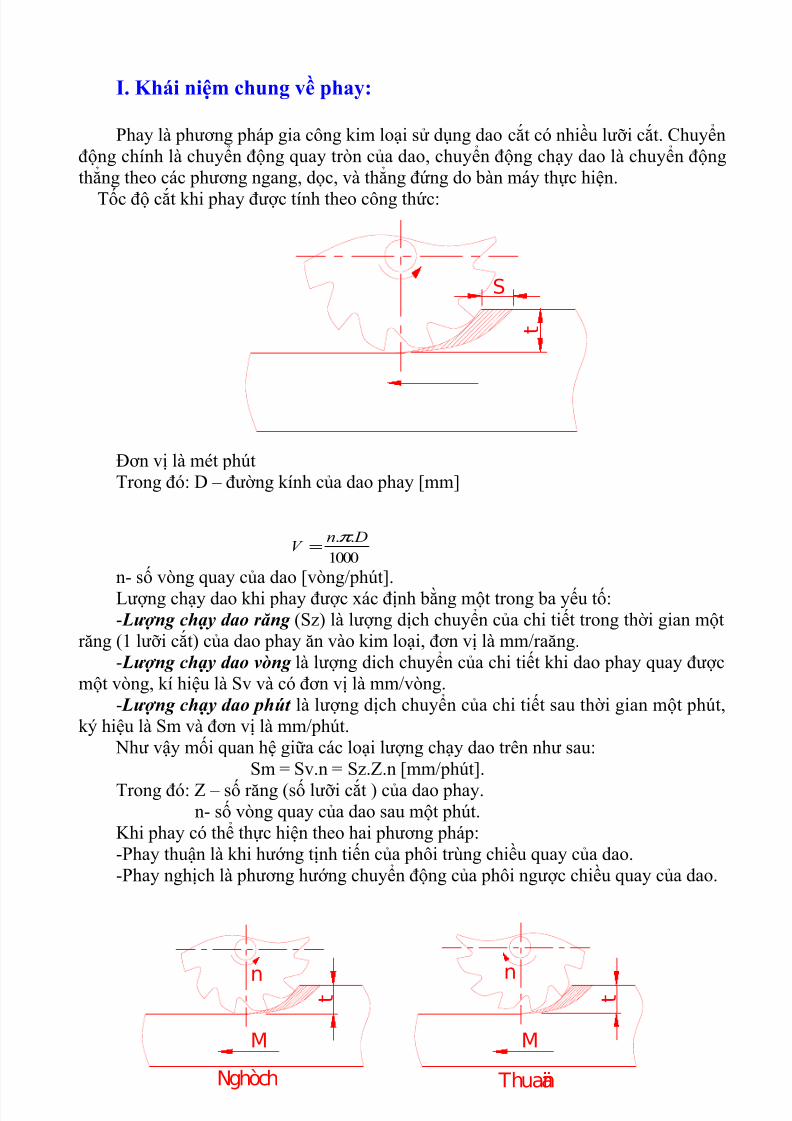
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 81/147
000
.. DnV
π =
I. Khái niệm chung về phay:
Phay là phương pháp gia công kim loại sử dụng dao cắt có nhiều lưỡi cắt. Chuyểnđộng chính là chuyển động quay tròn của dao, chuyển động chạy dao là chuyển độngthẳng theo các phương ngang, dọc, và thẳng đứng do bàn máy thực hiện.
Tốc độ cắt khi phay được tính theo công thức:
Đơn vị là mét phútTrong đó: D – đường kính của dao phay [mm]
n- số vòng quay của dao [vòng/phút].Lượng chạy dao khi phay được xác định bằng một trong ba yếu tố:- Lượng chạy dao răng (Sz) là lượng dịch chuyển của chi tiết trong thời gian một
răng (1 lưỡi cắt) của dao phay ăn vào kim loại, đơn vị là mm/raăng.- Lượng chạy dao vòng là lượng dich chuyển của chi tiết khi dao phay quay được
một vòng, kí hiệu là Sv và có đơn vị là mm/vòng.- Lượng chạy dao phút là lượng dịch chuyển của chi tiết sau thời gian một phút,
ký hiệu là Sm và đơn vị là mm/phút. Như vậy mối quan hệ giữa các loại lượng chạy dao trên như sau:
Sm = Sv.n = Sz.Z.n [mm/phút].Trong đó: Z – số răng (số lưỡi cắt ) của dao phay.
n- số vòng quay của dao sau một phút.Khi phay có thể thực hiện theo hai phương pháp:-Phay thuận là khi hướng tịnh tiến của phôi trùng chiều quay của dao.-Phay nghịch là phương hướng chuyển động của phôi ngược chiều quay của dao.
82
[ ] phmn D
V /000
..π =
S
t
t
Nghòch
M
n t
M
Thuaän
n

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 82/147
Khi phay thuận, chiều dày của phần cắt thay đổi từ amaxđến không. Dao phay tạonên lực ép phôi xuống bàn máy. Không gây hiện tượng trượt khi ăn dao nên độ bóng
bề mặt tốt hơn phay nghịch. Sự va đập giữa dao và chi tiết lớn . Phù hợp với gia côngtinh. Khi phay nghịch quá trình cắt ít bị va đập, máy và dao ít bị hỏng hơn, phù hợpvới phay thô.
*Ưu điểm của phay nghịch là chiều dai cắt tăng từ amin=0 đến amax, nên lực cắttăng từ từ, tránh được va đập, lục tác dụng theo phương tiến có tác dụng làm khíchgiữa đai ốc và vít me của bàn máy , không tạo ra độ rơ không gây ra rung động.
*Nhược điểm là ở thời điểm đầu khi răng mới vào cắt, chiều dày cắt a min=0 nênxảy ra hiện tượng trượt giữa lưỡi cắt và bề mặt gia công, làm cho độ nhẵn bề mặt giacông kém và làm dao mòn nhanh. Do đó phay nghịch chỉ dùng để gia công thô.
*Ưu điểm của phay thuận là không có hiện tượng trượt lúc lưỡi cắt mới vào cắtvì chiều dầy lưỡi cắt thay đổi từ amax đến amin. Do vậy dao ít mòn tuổi bền dao tănglên, đô nhẵn bề mặt cao.
*Nhượt điểm là khi mới vào cắt có va đập, dao dễ vỡ rung động lớn …Lực cắttheo phương tiến dao làm cho sự ăn khớp giữa vít me và đai ốc ở bàn máy không liêntục …
Nếu ta cắt với chiều dầy cắt nhỏ thì lực va đ165 nhỏ ảnh hưởng đến rung độngkhông đáng kể
II. Dao phay:
Khác với dao tiện ,dao phay có rất nhiều lưỡi cắt, các lưỡi cắt này có thể chế tạoliền với thân dao, có thể được chế tạo riêng gọi là răng chắp. Lưỡi cắt được bố trí trên
mặt trụ, mặt đầu hoặc cả mặt trụ và mặt đầu. Tuỳ theo hình dạng , vị trí lưỡi cắt và cấutạo, dao phay được chia thành các loại sau:
-Dao phay mặt trụ là loại dao mà lưỡi cắt được bố trí trên mặt trụ của dao. Có hai
loại dao phay mặt trụ là dao phay răng thẳng và dao phay răng nghiêng. Dao phay răng
83
Dao phay ñóa
Dao phay maët truï
Dao phay goùc
Dao phay ngoùn

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 83/147
thẳng là dao phay có phương của lưỡi cắt chính song song với trục dao. Dao phay răngnghiêng có lưỡi cắt chính tạo với trục dao một góc nhất định.
-Dao phay mặt đầu là dao phay có lưỡi cắt được bố trí trên mặt đầu của dao. Dao phay mặt đầu có thể là răng liền hay răng chắp.
-Dao phay ngón có thể có từ 2 đến 8 lưỡi cắt.
-Dao phay đĩa .-Dao phay góc. Ngoài ra còn có các loại dao phay định hình, dao phay rãnh then, dao phay lăn
răng môđun dùng để gia công bánh răng.Các loại dao phay nên có góc sau α từ 10 đến 200 và góc cắt từ 60 đến 900. Khi
phay các vật liệu mềm nên chọn góc α lớn và góc cắt δ nhỏ hơn.
III. Khả năng công nghệ của phay:
Phay có thể gia công được nhiều dạng bề măt khác nhau, tuiy nhiên dưới đây ta chỉnghiên cứu kỹ hai loại bề mặt là mặt phẳng và then hoa. Riêng phay bánh răng sẽ đượcnghiên cứu trong chương sau(chương gia công bánh răng).
Các mặt phẳng gia công được trên máy phay là các mặt phẳng nằm ngang, mặt phẳng thẳng đứng và mặt phẳng nghiêng . Khi gia công các loại mặt phẳng này có thểsử dụng dao phay hình trụ , dao phay mặt đầu, dao phay ngón hoặc dao phay đĩa.Trong sản xuất loạt lớn,dao phay mặt đầu được sử dụng nhiều hơn dao phay hình trụvì các nguyên nhân sau đây:
-Cho phép sử dụng dao có đường kính lớn, cắt được mặt phẳng có chiều rộng lớnnên năng suất cao.
-Trục gá dao không cần dài nên độ cứng vững của trục dao tốt hơn, cho phép nângcao chế độ cắt.
-Nhiều lưỡi cắt cùng tiếp xúc với phôi nên quá trình cắt được êm hơn.
-Cho phép sử dụng nhiều dao để gia công nhiều bề mặt cùng một lúc.-Dễ chế tạo các loại dao răng chắp.-Mài dao dễ dàng hơn.
84
n

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 84/147
Các bề mặt rãnh hoặc bậc nhỏ thường dùng dao phay đĩa hoặc dao phay ngón để giacông.
Rãnh then và trục then hoa thường đòi hỏi độ chính xác gia công khá cao nhằm đảm bảo được tính chất lắp ghép của mói ghép then hoặc then hoa.
Tuỳ theo dạng then mà rãnh then có thể được gia công bằng dao phay đĩa ba mặthoặc sử dụng dao phay ngón.Khi phay trục then hoa có thể sử dụng loại dao phay đĩa ba mặt bằng cách phay hai
mặt bên bằng hai dao phay đĩa, sau đó dùng một dao phay phần mặt trụ then hoa. Tructhen hoa cũng thường được gia công bằng dao phay định hình.
IV. Kết cấu và thông số hình học của dao phay:
Tuỳ theo yêu cầu tạo hình bề mặt gia công mà có nhiều loại dao phy khác nhau.Ở đây ta chỉ khảo sát kết cấu và thông số hình học của dao phay trụ và dao phay mặtđầu làm đặt trưng vì chúng có nhiều điểm giống nhau với các loại dao phay khác.
1.Dao phay trụ:
Đối với dao phy trụ gocf1 trước tạo thành bởi đường tiếp tuyến với mặt trước vàmặt chiều trục, tức đường kính đi qua điểm khảo sát trên lưỡi cắt. Góc trước đo trongtiết diện chính N – N, góc sau α có tác dụng giảm ma sát giữa mặt sau và chi tiết giacông. Góc sau là góc gồm giữa tiếp tuyến của quỹ đạo chuyển động của điểm khảo sáttrên lưỡi cắt quanh trục dao phay và mặt sau.
Đối với dao phay răng xoắn góc sau đo trong các tiết diện N-N và M-M có dạng
sau: tgα = tgα N.cosωtgγ = tgγ N.cosω
85
M N
ω

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 85/147
Trong đó ω góc nghiêng của rãnh xoắnChú ý : Phay bằng dao ophay răng trụ là phay tự do, vì chỉ có một lưỡi chính
tham gia cắt gọt*Bước vòng của dao là khoảng cách giữa hai răng kề nhau đo theo cung tròn
Z là số răng cảu daoD là đường kính dao phay (mm)*Bước chiều trục l;à khoảng cách giữa hai răng kề nhau đo theo đường sinh của
hình trụTtr = Tv.cotgω (mm)*Bước pháp tuyến đo theo phương vuông góc với lưõi cắt T N = Tv. cosω2. Dao phay mặt đầu:Ở dao phay mặt đầu các lưỡi cắt hình thành như các daop tiện ngoài có lưỡi
chuyển tiếp. Góc trước được đo trong tiết diện chính, góc sau được đo trong mặt phẳngquỹ đạo chuyển động, tức mặt vuông góc với trục dao.
Quan hệ gưãi góc sau α 1 ở tiết diện mặt đầu và góc α n ở tiết diện pháp tuyếnvới lưỡi cắt như sau :
Tgα N = tgα 1.sinϕ /cosλTrong đó λ là góc nâng của lưỡi cắt chính
ϕ là góc nghiêng chính.
Góc trước còn được xét trong tiết diện dọc trục γ 2, trong tiết diện mặt đầu γ 1 Quan hệ γ như sau :tgγ N = tgγ 1.sinϕ + tgγ 2.cosϕChọn thông số hình học dao phay cũng xuất phát từ tính chất vật liệu gia công
thông số kết cấu của dao…Ví dụ: Đối với dao phay mặt đầu hợp kim cứng khi phay thép chọn góc trước
khoảng –100 →+100 . Khi phay gang γ = 5 – 100 . Góc nghiêng chính dao phay mặtđầu thường lấy bằng 45 – 600, chọn tuỳ theo độ cứng vững hệ thống máy – dao – đồ gá
– chi tiết. Góc nghiêng phụ chọn tuỳ theo cấp độ nhẵn cần thiết thường lấy bằng 5 -
100
3. Các yếu tố của lớp kim loại bị cắt và chế độ cắt khi phay:a. Chế độ cắt:Tốc độ xác định theo công thức:
Trong đó:D là đường kính dao phay (mm)n số vòng quay của dao trong 1 phút.
Đối với dao phay có mặt làm việc nằm trên đường kính khác nhauVí dụ: đối với dao phay định hình, dao phay góc xác định tốc độ theo đường kính
lớn nhất của dao.Khi phay ngoài chiều sâu cắt t còn xét đến chiều rộng phay b. Chiều rộng phay và
chiều sâu phay là kích thước lớp kim loại được cắt đo trong phương trục dao phay.
86
Z
DT V
.π =
000
.. DnV
π =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 86/147
Chiều sâu phaylà kích thước của lớp kim loại bị cắt đo trong phương thgẳng gócvới trục dao.
Trong quá trình phay người ta qui định ba loại lượng chạy dao*Lượng chạy dao răng Sz là lượng dịch chuyển của bàn máy sau khi dao quay
được 1 răng (mm/răng).
*Lượng chạy dao vòng Sv là lượng dịch chuyển của bàn máy khi dao quay được1 vòng (mm/vòng).*Lượng chạy dao phút Sph là lượng dịch chuyển của bàn máy trong thời gian 1
phút (mm/phút).Có mối quan hệ như sau:Sph = Sv.n = Sz.Z.nb. Thành phần lớp cắt:Trước khi xác định chiều dầy cắt và diện tích lớp cắt, ta cần xác định trị số góc
tiếp xúc Ψ tức là góc tâm tương ứng với cung tiếp xúc giữa dao và phôi.
*Đối với dao phay hình trụ:Từ tam giác OBC ta có
=>
*Đối với dao phay mặt đầu đối xứng :
*Thành phần lớp cắt đối vối dao phay trụ răng thẳng:+Chiều dầy cắt a:
Khoảng cách giữa hai vị trí kế tiếp nhau của quỹ đạo hai răng liền nhau đo theo phương pháp tuyến tức là phương hướng kính (coi đường xicloit gần như đường tròn)vì lượng chạy dao quá nhỏ so với đường kính dao phay. Theo hình sau điểm B ứng
87
D
t
D
t D
OB
OC 2
2
2cos −=−
==Ψ
−=Ψ
D
t 2arccos
D
t Sin =
Ψ2
t
BB C
O
amax
atb
θ

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 87/147
với thời gian răng thứ nhất đi ra khỏi vùng tiếp xúc với phôi, điểm E đối với răng thứhai, Ψ góc tiếp xúc. Cho cung EC bằng đoạn EC.
Từ tam giác BEC ta có :BC = amax = Sz.SinΨTrong trường hợp chung có thể viết :ao = Sz. sinθTrong đó :θ góc tiếp xúc tức thời.Chiều dày trung bình
Hoặc tính tương ứng với góc Ψ /2
atb = Sz.SinΨ /2
Theo lượng giác ta có :
Vậy
+Chiều rộng cắt b:Đối với dao phay trụ răng thẳng, chiều rộng cắt b bằng chiều rộng phay B.+Diện tích cắt:Xác định diện tích cắt lớn nhất của một răng dao như sau:
88
22
maxminmaxaaa
atb =+
=
( )Ψ−=Ψ
cos2
2sin 2
D
t Sz
D
t Sz a
tb
=
+−=2
2
.
Ψ== SinSz Ba B f ... maxmax
2
22
2 22
cos D
t
D
t
D
t Sin −=
−−=Ψ−=Ψ
2
2
max ..2 D
t
D
t Sz B f −=
t
S ψ
Ψ / 2
E
CB
O

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 88/147
Để xác định diện tích cắt tổng cộng cần biết số răng đồng thời tham gia cắtTrong đó:ε là góc tâm giữa 2 răng daoZ là số răng dao phay
Đối với mỗi răng dao diện tích cắt tức thời tính theo công thứcFi = B.Sz.Sinθ i
Trong đó : θ i góc tiếp xúc tức thời của răng thứ i.Vậy diện tích cắt tổng cộng là:
F = Σ fi = B.Sz.(Sinθ 1 + Sinθ 2 + … + Sinθ n)
Ở vị trí có diện tích cắt tổng cộng lớn nhất trị số các góc tiếp xúc như sau:θ 1= Ψ ; θ 2= Ψ - ε ; θ 3 = Ψ - 2ε ; ….; θ m= Ψ - (m-1)ε* Thành phần lớp cắt đối với dao phay răng trụ răng nghiêng:Đối với dao dao phay trụ răng nghiêng chiều dài cắt cũng được tính như đối với
răng dao thẳng. Nhưng chiều dày cắt không nhgững thay đổi theo vị trí cung tiếp xúctức thời ở mỗi điểm. Xét tại một phần vô cùng nhỏ bên chiều dài lưỡi cắt ta có diệntích cắt bằng:
Hay
Từ đó suy ra diện tích cắt của cả lưỡi cắt:
Và diện tích cắt của m răng đồng thời tham gia cắt:
89
ε
Ψ=m
Z
0
360=ε
∑=
m
i Z S B F sin.. θ
ω sin
0.
2
d Daadbdf ==
ω θ
sin
0.
2..
d DSinS df z =
∫ =d
c
z d S D
f θ
θ θ
ω 0.sin.
sin.2
.
( )d c
z S D f θ θ
ω coscos
sin.2
.−=
( )∑∑ −==m
d c z S D
f F
coscossin.2
.θ θ
ω

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 89/147
V. Lực cắt và công suất cắt khi phay:Đối với dao phay trụ răng thẳng có thể phân lực cản R1 ra làm hai thành phần:Lực vòng P (Tương ứng với trục Pz trong tiện) tác dụng theo phương tiếp tuyến
với quỹ đạo chuyển động của lưỡi cắt và lực hướng kính Py. Ngoài ra còn có thể phân lực R1 làm hai phần: lực ngang Pn và lực đứng Pđ. Đối
với dao phay trụ răng nghiêng bên cạnh lực R1 trong mặt vuông với trục dao, còn cólực chiều trục Po.
Trong các thành phần lực nói trên cần chú ý nhất là thành phần lực vòngP. Thành phần lực vòng sinh ra công cắt chủ yếu. Căn cứ vào P để tính công suất cũng như đểtính toán các chi tiết máy của cơ cấu truyền chuyển động chính.
Lực hướng kính Py tác dụng lê các ổ trục chính làm võng trục gá dao. Lực ngangPn để tính cơ cấu chạy dao và gá lắp kẹp phôi. Lực ngang có thể sinh ra rung độnggiữa vít me và đai ốc của bàn máy có khe hở.
Lực Pd có tác dụng làm bật phôi ra khỏi bàn máy. Xác định công thức tính lựcvòng của dao phay trụ răng thẳng như sau, cho lực P tác dụng lên một răng:P = p.f Trong đó: p là lực cắt đơn vịF là diện tích cắt trên một răng dao ở một thời điểm nào đó.Lực cắt đơn vị được tính theo công thức :
Trong đó A hệ số phụ thuộc điều kiện gia công vật liệu gia công và thông số hình
học của răng dao phay.n < 1 số mũ phản ánh mứt độ ảnh hưởng của chiều dày cắt tức thời lực a x đến lực p. Biết p và f xác định được P’
Trường hợp tính lực cắt trung bìnhTa được
Xét lực cắt của m răng đồng thời tham gia cắt: P = P’.m
Ta biết :
Trong đó
Và
90
n
xa
A P =
n
x z n
x
a B A Baa
A P −
==....'
D
t S a z tb .=
2
1
1...'
n
n
Z
D
t S B A P
−
−
=
ω
Ψ=m
z
π ω
2= D
t 2cos −=Ψ
....4.3.2.2
cos42
+Ψ
+Ψ
−=Ψ

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 90/147
Khai triển
Nếu chỉ lấy hai số hạng đầu ta có
Khi ấy
Từ đó:
Kí hiệu:
Công thức trên đựoc xác định theo lý thuyết dạng công thức đúng cho trường hợp phay bằng dao phay trụ cũng như các dao phay mặt đầu , dao phay đĩa…
Biết lực cắt P, tốc độ cắt V có thể tính công suất tiêu hao khi phay:Trong đó : q N = q p+1
Công suất cho chạy dao thường không quá 15% công suất cắt NCPhân tích công thức lý thuyết và công thức thực nghiệm ta thấy lực cắt P:+Lực cắt P tỷ lệ thuận với chiều rộng dao phay B và số răng dao phay z.
+Anh hưởng của lực chạy dao đến lực cắt giống như khi tiện, số mũ gần bằng0,75
+Số mũ của t nhỏ hơn 1 trong khi đối với tiện xP = 1, điều đó có thể giải thích khi phay và khi tiện xét về bản chất vật lý hai thông số chiều sâu cắt ở hai trường hợp ấy
có khác nhau. Nếu khi tiện, chiều sâu cắt t đặt trưng cho chiều rộng cắt thì khi phaychiều sâu cắt lại xác định chiều dài cung tiếp xúc hay góc tiếp xúc Ψ cũng như chiềudày lớp cắt trung bình. Do vậy khi chiều sâu cắt tăng lên, lực cắt đợn vị sẽ giảm.
+Tăng đường kính dao phay, lực cắ sẽ giảm là vì số răng đồng thời tham gia cắtgiảm va chiều dày cắt cũng giảm.
Các thành phần lực cắt khác thường được xác định theo 1 tỷ lệ với lực vòng .-Khi phay nghịch:Py = (0,6 – 0,8)P ; Pn = (1,1 – 1,2)P ; Pd = ( 0,2 – 0,3)P.-Khi phay thuận:
Py = (0,6 – 0,8)P ; Pn = (0,8 – 0,9)P ; Pd = ( 0,6 – 0,9)P.-Đối với dao phay mặt đầu:Pn = (0,6 – 0,9)P.
91
D
t 2
2
2
−=Ψ
− D
t 2=Ψ
D
t Z m .
π ω =
Ψ=
2
1
2
1
1...'.
==
−
−
D
t
z D
t S B Am P P
n
n
z
π
2
22
2
2
....−−
−=
nn
n Z Dt Z BS
A P
π
2
2;
2
2;;
−=
−−==
nq
n xn y
AC P P P P
π
qN yp xp
V C n z BS t C V P
N ϕ ......020.60
.==
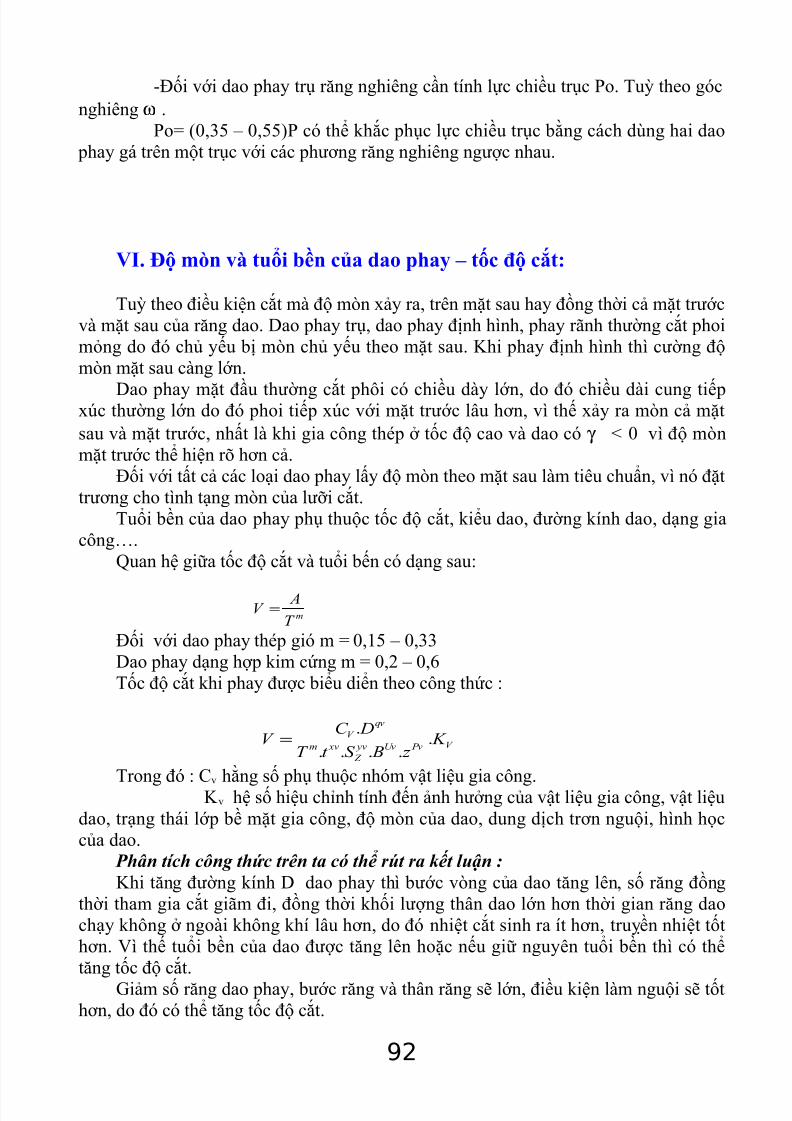
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 91/147
-Đối với dao phay trụ răng nghiêng cần tính lực chiều trục Po. Tuỳ theo gócnghiêng ω .
Po= (0,35 – 0,55)P có thể khắc phục lực chiều trục bằng cách dùng hai dao phay gá trên một trục với các phương răng nghiêng ngược nhau.
VI. Độ mòn và tuổi bền của dao phay – tốc độ cắt:
Tuỳ theo điều kiện cắt mà độ mòn xảy ra, trên mặt sau hay đồng thời cả mặt trướcvà mặt sau của răng dao. Dao phay trụ, dao phay định hình, phay rãnh thường cắt phoimỏng do đó chủ yếu bị mòn chủ yếu theo mặt sau. Khi phay định hình thì cường độmòn mặt sau càng lớn.
Dao phay mặt đầu thường cắt phôi có chiều dày lớn, do đó chiều dài cung tiếpxúc thường lớn do đó phoi tiếp xúc với mặt trước lâu hơn, vì thế xảy ra mòn cả mặtsau và mặt trước, nhất là khi gia công thép ở tốc độ cao và dao có γ < 0 vì độ mònmặt trước thể hiện rõ hơn cả.
Đối với tất cả các loại dao phay lấy độ mòn theo mặt sau làm tiêu chuẩn, vì nó đặttrương cho tình tạng mòn của lưỡi cắt.
Tuổi bền của dao phay phụ thuộc tốc độ cắt, kiểu dao, đường kính dao, dạng giacông….
Quan hệ giữa tốc độ cắt và tuổi bến có dạng sau:
Đối với dao phay thép gió m = 0,15 – 0,33Dao phay dạng hợp kim cứng m = 0,2 – 0,6Tốc độ cắt khi phay được biểu diển theo công thức :
Trong đó : Cv hằng số phụ thuộc nhóm vật liệu gia công.K v hệ số hiệu chỉnh tính đến ảnh hưởng của vật liệu gia công, vật liệudao, trạng thái lớp bề mặt gia công, độ mòn của dao, dung dịch trơn nguội, hình họccủa dao.
Phân tích công thức trên ta có thể rút ra kết luận :Khi tăng đường kính D dao phay thì bước vòng của dao tăng lên, số răng đồng
thời tham gia cắt giãm đi, đồng thời khối lượng thân dao lớn hơn thời gian răng daochạy không ở ngoài không khí lâu hơn, do đó nhiệt cắt sinh ra ít hơn, truỵền nhiệt tốthơn. Vì thế tuổi bền của dao được tăng lên hoặc nếu giữ nguyên tuổi bền thì có thểtăng tốc độ cắt.
Giảm số răng dao phay, bước răng và thân răng sẽ lớn, điều kiện làm nguội sẽ tốthơn, do đó có thể tăng tốc độ cắt.
92
mT
AV =
V PvUv yv
Z
xvm
qv
V K z BS t T
DC V .
....
.=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 92/147
Tăng các thông số B, t, sz sẽ làm tăng thể tích lớp cắt, do đó lực cắt và nhiệt cắttăng lên, để đảm bảo tuổi bền không đổi tốc độ phải giảm đi.
VII. Xác định chế độ cắt khi phay.
Trình tự chọn chế độ cắt khi phay1) Chọn chế độ cắt khi phay:Chọn loại dao, đường kính dao, số răng, vật liệu…2)Chọn chiều sâu cắt:Việc chọn chiều sâu cắt phụ thuộc vào lượng dư như khi tiện. Nên cần lượng
chiều sâu cắt lấy bằng lượng dư để giảm thời gian máy.3) Lượng chạy dao S:Các yếu tố quyết định lượng chạy dao là: độ nhẵn, độ chính xác gia công,Tính chất cơ lý của vật liệu gia công, vật liệu làm dao, tuổi bền của dao phay độ
bền và độ cứng vững của trục gá. Độn cứng vững của hệ thống máy -chi tiết- dao,công suất của máy, độ bền của cơ cấu chạy dao và độ đảo của răng dao. Như vậy ta thấy lượng chạy dao phụ thuộc rất nhiều yếu tố, cho nên không thể tìm racông thức chung để xác định lượng chạy dao, trong thực tế Sz thường chọn theo các sốliệu thực nghiệm.
Khi phay ta chọn lượng chạy dao vòng Svòng và Sv có ảnh hưởng quyết định đếnđộ nhấp nhô bề mặt phay.
Khi phay thép (độ bền trung bình) bằng dao phay mặt đầu hợp kim cứng với ϕ=50 độ nhẵn gia công 2 có thể chọn S = 0.5 0.8 mm/ vg, độ nhẵn 3 chọn S = 0.2
÷ 0.3mm/vg. Khi gia công băng dao phay trụ thép gió, độ nhẵn gia công 5 đạt đượckhi trọn S =1.5 ÷ 2 mm/vg và độ nhẵn khi chọn S =1÷ 2mm/vg.
4- Xác định tuổi bền dao phay theo các sổ tay về chế độ cắt . Trong đó cần chúý rằng dao phay làdụng cụ cắt tương đối đắt tiền hơn dao tiện hay mũi khoan, số lầnmài sác cho phép lại hạn chế nên tuổi bền của dao phay nên chọn lớn. Ví dụ tuổi bềntrụng bình của dao phay trụ và mặt đầu 3÷ 4, dao phay đĩa là 2.5÷ 3, dao phay rãnhthen 1÷ 1.5 giờ.
5- Theo các số liệu đã chọn trên mà xác định tốc độn cắt .6- Tính lực cắt PZ, lực chạy dao PN, momen xoắn và công suất. Kiểm tra khả
năng máy theo các số liệu tính toán về lực và công suất.7-Thời gian máy:
Trong đó:L Chiều dài trung bình của hành trình dao phay theo lượng chạy dao,mml chiều dài bề mặt gia côngl2 lượng ăn tới của dao,mm
l1 lượng vượt quá của dao,mmi số lần chuyển dao.Lượng ăn tới của dao được tính theo công thức sau:
93
in Z S
l l l i
S
Lt
Z ph
m ...
. 2 ++==

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 93/147
+ Khi gia công bằng dao phay trụ:
+ Khi phay đối xứng bằng dao phay mặt đầu:
l2=0.5(D-d)D2-B2 mm
+Khi phay không đối xứng bằng dao phay mặt đầu:
l2=t(D-d) mm
Bài 2 CHUỐTI. Đặc điểm và khả năng công nghệ của chuốt:
Xét về các chuyển động trong quá trình cắt của chuốt thì tương tự như bào vaxọc, tuy nhiên một số trường hợp chuyển động chạy dao là chuyển động quay tròn vàđược thực hiện đồng thời với chuyển động chính.
Điều khác biệt nhất của chuốt so với bào và xọc là kết cấu của dao chuốt. Daochuốt có rất nhiều lưỡi cắt. Trên một dao có thể có một số lưỡi cắt gia công thô và phần lưỡi cắt để thực hiện gia công tinh và sửa đúng.
94
mmd Dt l )(2 −=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 94/147
Chuốt có thể gia công mặt phẳng ngoài các lổ tròn các lỗ có rãnh thẳng hoặc rãnhxoắn, lỗ then, lỗ then hoa và các dạng lỗ định hình khác
Ưu điểm của phương pháp chuốt là :Độ chính xác có thể đạt cấp 7, độ bóng bề mặt đạt Ra = 0.6 – 0.8µ m, chất lượng
bề mặt gia công tốt vì vận tốc cắt nhỏ, biến dạng dẽo không lớn.
Năng suất cao vì số lưỡi cắt nhiềuMột lần cắt có thể vừa là gia công thô vừa là gia công tinhCó thể gia công được nhiều dạng lỗ khàc nhauCó thể gia công được các lỗ có đường kính đến 320mm, then hoa có đường kính
đến 420mm, chiều rộng của rãnh đến 100mm, chiều đài của lỗ đến 10 000mm Nhược điểm của dao chuốt:Dao chuốt khó chế tạo, đắt tiềnChỉ gia công được các lỗ thông suốt, thẳng và có đường kính không thay đổiĐòi hỏi máy phải có công suất lớn vì lực chuốt lớn
Chuốt không sửa được các sai lệch về vị trí tương quanKhi chuốt các lỗ có chiều dầy thành lỗ không đồng đều thì lỗ dễ bị biến dạng.
II.Kết cấu của dao chuốt :
Ở đây ta lấy dao chuốt lỗ để nghiên cứu cấu tạo của dao.Dao chuốt gồm 7 phần: đầu dao, cổ dao l2 , côn chuyển tiếp l3, định hướng phía
trước l4, phần cắt l5, phần sửa đúng l6, phần định hướng phía sau l7.
95
γ
α
L1 L2 L3 L4 L5
Caùc daïng loãcoùtheåchuoát
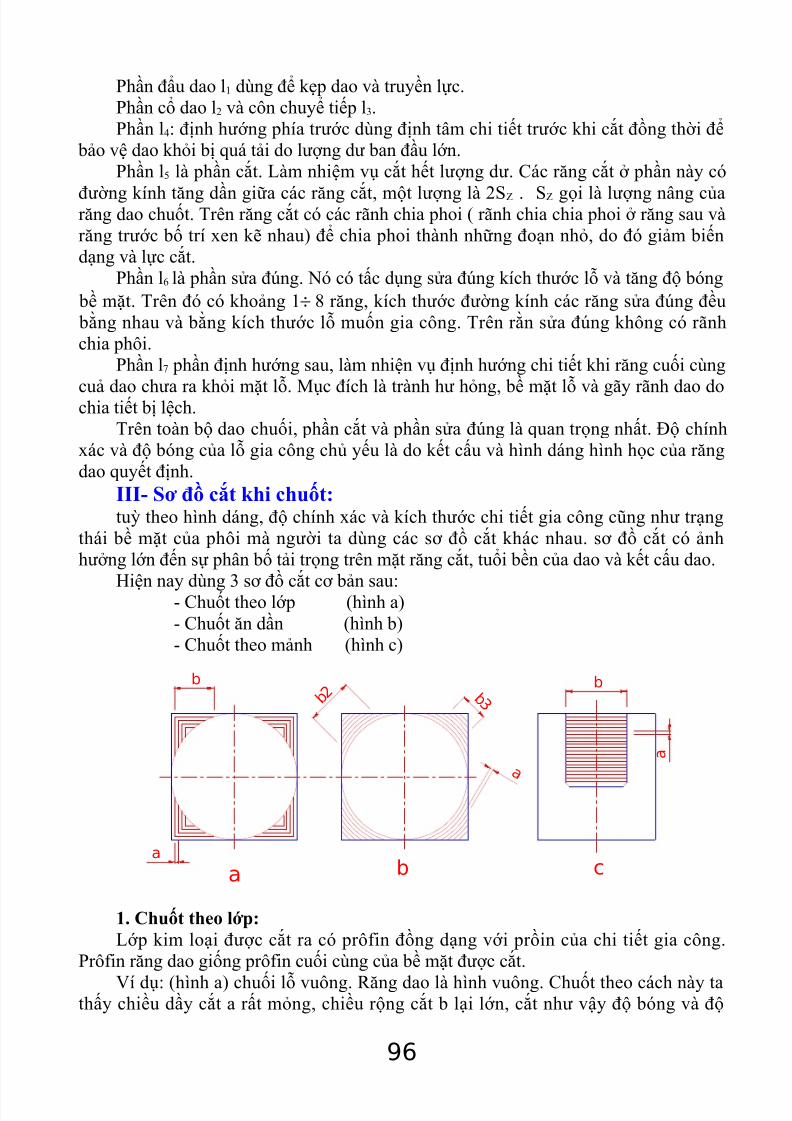
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 95/147
Phần đẩu dao l1 dùng để kẹp dao và truyền lực.Phần cổ dao l2 và côn chuyể tiếp l3.Phần l4: định hướng phía trước dùng định tâm chi tiết trước khi cắt đồng thời để
bảo vệ dao khỏi bị quá tải do lượng dư ban đầu lớn.Phần l5 là phần cắt. Làm nhiệm vụ cắt hết lượng dư. Các răng cắt ở phần này có
đường kính tăng dần giữa các răng cắt, một lượng là 2SZ . SZ gọi là lượng nâng củarăng dao chuốt. Trên răng cắt có các rãnh chia phoi ( rãnh chia chia phoi ở răng sau vàrăng trước bố trí xen kẽ nhau) để chia phoi thành những đoạn nhỏ, do đó giảm biếndạng và lực cắt.
Phần l6 là phần sửa đúng. Nó có tấc dụng sửa đúng kích thước lỗ và tăng độ bóng bề mặt. Trên đó có khoảng 1÷ 8 răng, kích thước đường kính các răng sửa đúng đều bằng nhau và bằng kích thước lỗ muốn gia công. Trên rằn sửa đúng không có rãnhchia phôi.
Phần l7 phần định hướng sau, làm nhiện vụ định hướng chi tiết khi răng cuối cùng
cuả dao chưa ra khỏi mặt lỗ. Mục đích là trành hư hỏng, bề mặt lỗ và gãy rãnh dao dochia tiết bị lệch.Trên toàn bộ dao chuối, phần cắt và phần sửa đúng là quan trọng nhất. Độ chính
xác và độ bóng của lỗ gia công chủ yếu là do kết cấu và hình dáng hình học của răngdao quyết định.
III- Sơ đồ cắt khi chuốt:tuỳ theo hình dáng, độ chính xác và kích thước chi tiết gia công cũng như trạng
thái bề mặt của phôi mà người ta dùng các sơ đồ cắt khác nhau. sơ đồ cắt có ảnhhưởng lớn đến sự phân bố tải trọng trên mặt răng cắt, tuổi bền của dao và kết cấu dao.
Hiện nay dùng 3 sơ đồ cắt cơ bản sau:- Chuốt theo lớp (hình a)- Chuốt ăn dần (hình b)- Chuốt theo mảnh (hình c)
1. Chuốt theo lớp: Lớp kim loại được cắt ra có prôfin đồng dạng với prồin của chi tiết gia công.
Prôfin răng dao giống prôfin cuối cùng của bề mặt được cắt.
Ví dụ: (hình a) chuối lỗ vuông. Răng dao là hình vuông. Chuốt theo cách này tathấy chiều dầy cắt a rất mỏng, chiều rộng cắt b lại lớn, cắt như vậy độ bóng và độ
96
b
a
b 3 b 2
a
b
a
a b c

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 96/147
chính xác cao. Nhưng lực cắt có thể quá lớn, vượt quá giới hạn bề của dao và lực kéocủa máy và chế tạo dao phức tạp.
2-Chuốt ăn dần:Prôfin của lớp cắt và lưỡi cắt không giống prôfin của bề mặt gia công.Ví dụ: (hình b) Khi chuốt lỗ vuông thì chu vi của lưỡi cắt là tròn và khi chuốt bề
mặt định hình thì lưỡi cắt là thẳng. Răng cuối cùng của răng dao có hình dáng của bềmặt gia công.Độ bóng và độ chính xác của các bề mặt gia công với sơ đồ chuốt này thấp hơn ở
chuốt lớp vì bề mặt gia công ở chỗ chuyển tiếp từ lớp cắt nọ sang lớp cắt kia có nhữngvết cắt có các răng riêng biệt tạo ra.
Tuy vậy chúng có ưu điểm là chế tạo đơn giản.3- Chuốt theo mảnh:
Cũng như chuốt ăn dần prôfin khi dao chuốt theo mảnh không giống của các chitiết. Mỗi lớp kim loại có chiều dày cắt là a, rộng là b được cắt bởi một nhóm răng (có
từ 2-3 răng). Do đó còn gọi là sơ đồ cắt theo nhóm. Trong cùng một nhóm có các răngcó chiều cao bằng nhau (sz=0 ).
Ví dụ: (hình c) Một nhóm có ba răng. Răng thứ nhất cắt lớp kim loại có chiềudày cắt a, chiều rộng 2b1, răng thứ hai cắt lớp kim loại có chiều dày cắt a chiều rộngcắt b2, răng thứ ba cắt lớp kim loại dày là a, chiều rộng cắt 2b3. Để tạo hình dáng chitiết phải có nhiều nhóm răng cắt như vậy.
Ưu điểm của nhóm cắt này là chiều rộng cắt mỗi răng nhỏ đi do đó có thể tăngchiều dày cắt a. nếu tăng a, biến dạng đơn vị của lớp kim loại cắt giảm do đó tác dụnglên răng dao giảm. Tuy vậy, vì a lớn nên răng dao dễ bị mòn mặt trước. Phương phápnày thường dùng khi gia công những chi tiết có lượng dư lớn, chi tiết có vỏ cứng (phôiđúc, rèn) và những chi tiết có thanh mỏng độ cứng vững kém.
Nhược điểm: chế tạo dao phức tạp.
IV- Thông số hình học của dao chuốt:
1- Góc trước γ :
97
b
c
a

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 97/147
Đo trong mặt phẳng thẳng góc với lưỡi cắt. Trị số góc cắt γ chòn theo vật liệugia công, chiều dày lớp chuốt, độ bóng và độ chính xác của bề mặt gia công. Thườnglấy γ =00÷ 180 .
Góc trước ảnh hưởng lớn đến đến lực cắt và độ bóng bề mặt gia công trong khi
đó ảnh hưởng đến độ mòn, tuổi bền của dao rất ít.Thực nghiệm cho thấy rằng, nếu tăng góc trước 100÷ 120 thì độ bóng tăng rất nhanh(với az<0.03mm). nếu γ tăng quá 120 thì ảnh hưởng của nó đến độ bóng kjhông đángkể. Răng dao chuốt dù mài thật cẩn thận thì lưỡi cắt của nó vẫn có bán kính cong rấtnhỏ ρ =0.008÷ 0.01mm. Nếu az<0.01mm thì lớp cắt bị nén chứ không tạo ra phoiđược. Ta thấy ở đây vai trò góc trước γ mất tác dụng đối với quá trình cắt. Do biếndạng của kim loại tăng khi cắt với sZ quá nhỏ làm giảm độ nóng và độ chính xác giacông. Vì vậy không nên chọn sZ <0.02mm.
Để dễ dàng chế tạo người ta thường làm γ phần cắt và phần sửa đúng như
sau :γ =50÷ 200 tuỳ thuộc vào tính chất của vật liệu gia công. Nhưng trong thực tế dao chuốt chỉ được mài sắc lại theo mặt trước. Do đó đối với
răng sửa đúng không làm nhiện vụ cắt lượng dư thường làm γ =00÷ 50 để đường kínhcủa dao lâu bị giảm khi mài lại còn răng cắt thì γ lớn hơn.
2 Góc sau α :Góc sau α ảnh hưởng lớn đến tuổi bền và kích thước cuả dao chuốt. Vì vậy chiều
dày lớp cắt khi chuốt rất nhỏ(0,02÷ 0,2)mm do đó dao mòn chủ yếu ở mặt sau. Đáng lẽ phải chọn α lớn, nhưng như vậy thì đường kính dao chuốt giảm đi rất nhanh sau mỗilần mại lại. Cho nên ở răng dao chuốt góc sau α thường nhỏ.
+ Đối với răng cắt:α =2÷ 3030’
+ Đối với răng sửa đúng:α =10÷ 20
+ Dao chuốt ngoài :α =50÷ 100 vì nó có thể điều chỉnh kính thước gia công.
3- Cạnh viền f:
98
α
γ
Chi tieát
S z
Raêng dao
ρ
P

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 98/147
để tăng tuổi thọ của dao chuốt , trên răng sửa đúng người ta làm cạnh viềnf<0.2mm, trên răng cắt f<0.05mm. phần cạnh viền mài bóng đến 10 để giảm ma sátvới bề mặt gia công.
4-Các yếu tố cắt:a-Chiều dày cắt a:
chiều dày cắt khi chuốt bằng lượng nâng mỗi răng(a=sZ) như trên đã trình bày,chiều dày cắt a do mỗi răng cắt a không được nhỏ hơn 0.02mm. vì a càng nhỏ biếndạng kim loại càng tăng, đưa đến lực cắt đơ vị tăng, độ bóng giảm.
Ngược lại a quá lớn làm phoi khó cuốn tròn và chứa đầy rãnh, dễ làm gãy dao dẫnđến làm giảm độ bóng gia công. A =0.02-0.03mm. tuỳ theo vật liệu gia công.
Vật liệu dẻo kém bền chon a lớn và ngược lại.b- Chiều rộng b:Chiều dài lưỡi cắt tham gia cắt. Dao chuốt lỗ tròn b=Π .DDao chuốt rãnh then b = B . B chiều rộng cắt .
Dao chuốt lỗ then hoa b = n.B n số rãnh then .Để giảm biến dạng phôi, trên các răng làm rãnh chia phoi để phân phoi thànhtừng đoạn, lúc đó chiếu rộng cắt phải trừ đi một lượng bằng chiều rộng của rãnh chia
phoi.c - Diện tích cắt:Diện tích cắt do mỗi răng cắt ra f = a.b mm2
Tổng diện tích cắt do số răng đồng thời tham gia cắt gọt trong lỗ là F= f.z mm2
Trong đó : z là số răng đồng thời tham gia cắt z = L/tL chiều dài mặt được chuốt
T bước răng dao chuốt (t = s)Do đó diện tích thay đổi từ Fmin đến Fmax gây rung động trong quá trình cắt. Đểtránh hượng tượng này, người ta làm dao chuốt có bước không đều nhau, như vậy khicắt dao không bị va đập lưỡi cắt vào bề mặt gia công theo chu kỳ. Cũng có thể dùngdao chuốt răng nghiêng một góc λ = 10 – 300 để giảm rung động. Chú ý rằng giữarăng cắt và răng sửa đúng cần có răng cắt tinh để đảm bảo chất lượng bề mặt gia côngcũng như đảm bảo sự giảm dần tải trọng trên lưõi cắt của dao chuốt, vì thế chiều dàycắt giảm dần từ răng cắt thô đến răng cắt tinh và cuối cùng đến răng sửa đúng.
Số răng cắt đựoc xác định bởi giá trị của lượng dư gia công và lưọng nâng mỗirăng az . số răng cắt tinh lấy từ 2 đến 5 răng. Số răng sửa đúng lấy từ 4 đến 8 răng vàtuỳ rthuộc vào độ chính xác gia công, độ chính xác càng cao thì số răng sửa đúng càngnhiều. Số răng đồng thời tham gia cắt thường lấy từ 4 đến 5 răng không vượt quá 8răng. Vì số răng đồng thời tahm gia cắt quá lớn => diện tích cắt lớn máy không đủcông suất, đồng thời vật liệu chế tạo dụng cụ không đủ bền khi chị lực cắt quá lớn.
Bước răng t của dao chuốt có thể xác định theo công thức thực nghiệm (trình bàysau).
V. Lực cắt khi chuốt :
Các thành phần lực cắt khi chuốt gồm :Lực chiều trục Pz hướng ngược với phương chạy dao
99

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 99/147
Lực Py hướng vuông góc với bề mặt gia công hay hướng vào tâm.Px hướng vuông góc với Py và Pz.Đối với dao chuốt răng thẳng thì Px = 0 , khi cho\uốt các bề mặt lỗ tròn, lỗ vuông,
then hoa, … thì Py triệt tiêu nhau.Lực chuốt Pz được tính Pz = p.b.a.zmax.
Trong đó p là lực cắt đơn vị (N/mm2
) b là chiều rộng cắta là chiều dày cắt.z số răng đồng thời tham gia cắt lớn nhất.Cũng có thể xác định lực cắt khi chuốt theo công thức sau:
+Chuốt lỗ trụ:
+Chuốt rãnh then và then hoa: Trong công thức trên :Cp – hằng số phụ thuộc vật liệu gia côngSz – lượng nâng của răng (mm)B – chiều rộng rảnh then (mm)
N – số thenZ – số răng đồng thời tham gia cắt lớn nhấtK – hệ số hiệu chỉnh kể đến ảnh hưởng của góc trước, độ mòn mặt sau của răng,
dung dịch trơn nguội … các số mũ tra trong sổ tay chế độ cắt khi gia công cơ.VI. Sự mài mòn, tuổi bền và tốc độ cắt khi chuốt:1. Sự mài mòn: Khi chuốt thép σ b ≤ 800N/mm2 va 2gang có HB ≤ 180 với a ≤ 0 , thì mòn chủ
yếu ở mặt sau, khi chuốt thép có độ bền cao và gang cứng với a = 0,05 – 0,1 lại thấymòn đều trên mặt trước suốt cả chiều dài lưỡi cắt chính. Đối với tất cả các loại các vậtliệu cắt với chiều dày cắt a>0,1 mm thì xảy ra mòn cả mặt trước và mặt sau. Nóichung, ở dao chuốt mòn theo mặt sau là quan trọng hơn cả vì nó ảnh hưởng lớn đếntuổi bền dao lượng dư cho mỗi lần mài lại ( ảnh hưởng đến tuổi thọ của dao)
100
P
yp
Z pK DS Z C Pz ....
max=
P
yp
Z K nb DS Z Cp Pz ......
max=
Px
Py
Pz

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 100/147
Độ mòn theo mặt sau chủ yếu phụ thuộc vào chiều dày cắt, góc sau α , tính cơ lýcủa vật liệu gia công và vật liệu làm dao:
hs = C1 . α 0,5
hs = C2 . α 0,33
Dao chuốt mòn thì độ bóng và độ chính xác bề mặt chi tiết giảm, lực cắt tăng. Đối
với dao chuốt gia công bề mặt thông thường thì:hs = 0,15 – 0,2mmDao chuốt cắt theo mảnh : hs = 0,332. Tuổi bền và tốc độ cắt:Dao chuốt là dụng cụ cắt chuuyên dùng khó cế tạo, đắt tiền, thường chỉ dùng ở
các xí nghiệp chế tạo máy lớn. Do đó việc xác định tuổi bền hợp lý của dao chuốt cóảnh hưởng lớn đến năng suất gia công, độ chính xác và tuổi thọ của dao.
Tuổi bền được chọn phụ thuột vào vật liệu gia công, vật liệu dao, độ chính xácgia công, thường người ta định tuổi bền dao chuốt :
T = 120 – 480 phútTốc độ cắt khi chuốt được tính :L
m/ph
Trong đó: Cv – hằng số phụ thuộc vật liệu gia công.T – tuổi bền dao chuốt (phút)Sz – lượng nâng mỗi răng hay chiều dày cắtYV – số mũ nói lên mức độ ảnh hưởng của tuổi bền, chiều dai cắt với tốc độ cắt.
Vì trong quá trình cắt, sát lớn, tưới dung dịch trơn nguội khó khăn, nên nhiệt sinhra lớn. Vì vậy chọn vận tốc chuốt thường nhỏ.Dao chuốt làm bằng thép gió, thép hợp kim dụng cụ như P18, P9, XBT thì nên
chọn tốc độ chuốt là 2 – 12m/phút. Do đó việc chọn tốc độ thấp chủ yếu là theo chấtlượng bề mặt gia công yêu cầu chú không phải theo độ bền dao .
Công suất cắt khi chuốt:
Thời gian máy khi chuốt:
L – chiều dài hành trình chuốtV – tốc độ cắt khi chuốtK – hệ số tính đến hành trình chạy không của máy K = 1,2 – 1,5L = l1 + l2 + l3 + ∆
l1 – chiều dài lỗ chuốtl2 – chiều dài phần răng cắt
101
Yv
Z
m
V
S T
C V
.=
30.60
Z
C
P N =
V
K LT
.0
.30 =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 101/147
l3 – chiều dài phần răng sửa đúng
∆ – chiều dài thoát dao 2 – 3 mm
Bài 3 CẮT RĂNGI. Khái niệm chung về bánh răng:
Bánh răng là chi tiết có răng dùng để truyền chuyển động quay bằng sự tiếp xúclần lược các cặp răng ăn khớp với nhau. Bánh răng thường dùng gồm có một số nhưsau:
102

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 102/147
- Bánh răng trụ dùng để truyền chuyển động giữa hai trục song song với nhau- Bánh răng côn dùng để truyền chuyển động giữa hai trục cắt với nhau- Bánh vít – trục vít dùng để truyền chuyển động giữa hai trục chéo nhauHai loại bánh răng trụ và bánh răng côn lại được chia ra làm hai loại là bánh răng
nghiêng và bánh răng có răng thẳng.
II. Yêu cầu chung của bánh răng:1. Độ chính xác:Độ chính xác của bánh răng được đánh giá bằng các tiêu chuẩn sau đây:
+Độ chính xác động học.+Mức độ làm việc êm(hoặc độ ổn định khi làm việc )+Độ chính xác về tiếp xúc+Khe hở cạnh bên.
Theo tiêu chuẩn nhà nước Việt Nam (TCVN 1067-84) thì 3 chỉ tiêu đầu được quy
định mỗi chỉ tiêu có 12 cấp chính xác với ký hiệu là các chữ số từ 1 đến 12 trong đó số1 là cấp chính xác cao nhất. Trong thực tế các bánh răng thường được chế tạo với cấpchính xác từ 4 đến 11 .
Đối với chỉ tiêu thứ 4 thì TCVN 1067 – 84 quy định có 6 dạng đối tiếp khe hở mặt bên răng và được ký hịệu bằng các chữ cái H,E,D,C,B,A trong đó H có khe hở nhỏ nhất.
2. Vật liệu và nhiệt luyện bánh răng:Vật liệu để chế tạo bánh răng phụ thuộc vào tải trọng , công dụng và tốc độ khi làmviệc . Các loại vật liệu thường được sử dụng gồm thép các bon, thép hợp kim và gang.
Bánh răng bằng gang chỉ sử dụng khi có tốc độ quay nhỏ hơn 3m/giây.Phôi của bánh răng thường sử dụng phôi rèn. Phôi rèn có cơ tính tốt và có khả năngtiết kiệm được vật liệu và thời gian gia công.
Nhiệm vụ của bánh răng là truyền lực và khi làm việc bánh răng chỉ tiếp xúc với nhauở các bề mặt răng vì vậy răng phải có độ bền và độ cứng cần thuyết . Mặt khác bánhrăng không được phép có vết nứt và ứng suất dư cao quá mức cho phép. Để bánh răngcó thể làm việc được tốt cần phải có chế độ nhuyệt luyện hợp lý. Đối với thép các bonthấp , bề mặt răng thường được thấm các bon sau khi cắt. 3. Chuẩn:
Tuỳ theo kết cấu , vật liệu độ chính xác và sản lượng mà ta chọn chuẩn vá phương pháp gia công chuẩn cho thích hợp.Đối với bánh răng có lỗ bao giờ cũng chọn lỗ làm chuẩn để gia công bánh răng , vì vậykhi gia công phôi phải chú trọng đến chất lượng lỗ. Đối với các bánh răng liền trục thì
bề mặt cổ trục cần phải chú ý về chất` lượng vì đó là bề mặt chuẩn. Trong một sốtrường hợp cần chú ý đến độ thẳng gốc giữa mặt đầu báng răng với đường tâm của lỗhoặc đường tâm của trục.
III. Các phương pháp và đặc điểm cuả quá trình gia công răng:
103

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 103/147
Bánh răng là một chi tiết quan trọng được dùng phổ biến trong truyền động cơ khínói chung. Hiện nay việc tạo hình bánh răng đạt độ chính xác yêu cầu , chủ yếu vẫn
bằng phương pháp cắt gọt. Đối với bánh răng môđun nhỏ có thể được tạo hình bằng phương pháp cán ( biến dạng dẻo ) và có những bánh răng có độ chính xác thấp có thểchế tạo bằng phương pháp đúc.
Tuỳ theo yêu cầu sản suất, độ chính xác và kết cấu của bánh răng và người tadùng các phương pháp cắt răng sau đây:1. Phương pháp chép hình:Bản chất của phương pháp chép hình là profin răng của bánh răng được chép lại
theo prôfin lưỡi cắt của dao, các dao dùng trong phương pháp này gồm có : dao phayđĩa môđun , dao phay ngón môđun , dao chuốt răng , đầu dao sọc răng…
Dùng dao phay đĩa môđun, dao phay ngón môđun có thể gia công dược bánh rănghình trụ và hình côn răng thẳng cấp chính xác 9 và 10 . Cũng có thể gia công được
bánh răng hình trụ nghiêng dựa trên nguyên lý bao hình không tâm tích. Tuy nhiên đóchỉ là tạo hình gần đúng, độ chính xác gia công thấp, vì prôfin của các dao phay đĩamôđun trong bộ dao không hoàn toàn tương ứng với prôfin bánh răng gia công cùngmôdun và số răng của nó . Ngoài ra việc phân độ làm quá trình cắt không liên tục,
năng suất gia công thấp mà còn giảm độ chính xác gia công (về bước răng ). Tuy nhiênnhững nhược điểm trên, nhưng chúng vẫn được dùng trong sản xuất nhỏ và sửa chữađể gia công bánh răng chính xác thấp, vì có thể dùng trên các máy phay vạn năng cóđầu phân độ.
Trong phương pháp chép hình, dùng các dao chuốt răng, cần dao xọc răng thì độchính xác gia công và công suất gia công đạt được cao, vì quá trình gia công bằngnhiều răng cắt đồng thời tuy nhiên cũng phải dùng nhiều dao chép hình này chỉ dùngtrong sản hàng loạt lớn và sản xuất hàng khối.
2.Phương pháp bao hình:Bánh răng được gia công theo phương pháp này có thể đạt cấp chính xác 7-8
(bằng dao phay lăn răng và xọc răng ) và đạt cấp chính xác 5-7 (bằng dao cà răng mài
104

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 104/147
5.0m
K C S s
ph
ω =
răng) quá trình cắt liên tục năng suất gia công cao. Phương pháp này dùng chủ yếutrong sản xuất hàng loạt.
Trong phương pháp bao hình prôfin bánh răng gia công được tạo nên trong quátrình là hình bao các vị trí liên tiếp (các nhát cắt) của prôfin lưỡi cắt của dao.
3. Đặc điểm của quá trình cắt răng:
Quá trình cắt răng theo phương pháp bao hình có một số đặc điểm sau:- Tiết diện lớp cắt thay đổi theo chu kỳ trong thời gian gia công.- Những đoạn khác nhau trên lưỡi cắt chịu tải trọng khác nhau, vì kích thước lớp
cắt ứng với từng đoạn lớp cắt khác nhau. Cũng như do lớp cắt và lượng chạy dao đềukhác nhau.
- Trị số góc trước và góc sau thay đổi dọc theo lưỡi cắt của dao, cần lưu ý tránhhiện tượng ma sát ở các đoạn có góc sau nhỏ
Ngoài thông số hình học hợp lý cần phải đảm bảo độ chính xác prôfin lưỡi cắt khimài lại .
- Một số dao cắt răng phải thực hiện các chuyển động quá phức tạp khi làm việc.IV.Cắt răng bằng dao phay đĩa môđun: 1. Dao phay đĩa môđun:Là loại dao định hình hớt lưng, prôfin răng dạng thân khai, prôfin của dao phay
đĩa môđun chẳng những phụ thuộc vào môđun, góc áp lực mà còn phụ thuộc vào: sốrăng z của bánh răng được gia công. Để giảm bớt số lượng dao phay tiêu chuẩn ứngvới mỗi môđun có một bộ dao phay( gồm 8 dao hoặc 12 dao) để đảm bảo gia côngkhoảng số răng từ 12 đến ∞. Dao phay đĩa môđun dùng trên các máy phay vạnnăng.Sau khi phay xong một rãnh răng, dùng đầu phân độ để quay phôi đi một răng.
2.Chế độ cắt:
- Chiều sâu phay t thường chọn theo môđun: t=2,25mm=1÷ 6 tiến hành cắt một lần xong một rãnh răng.m=7÷ 12 cắt hai lần.m=14÷ 20 cắt ba lần.
-Lượng chạy dao nphut1 đối với dao thép gió được xác định theo công thức sau:
Trong đó:Cs: Hệ số tính đến ảnh hưởng của vật liệu gia công
105

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 105/147
K ω : Hệ số điều chỉnh khi phay bánh răng nghiêngm : Mô đunLượng chạy dao khi cắt thô bằng dao phay hợp kim cứng cho S = 0,1 –
0,2mm/răng. Khi gia công thép thì Sv = 0,18 – 0,24mm/vòng.Tốc độ cắt khi dùng dao thép gió:
+Đối với quá trình cắt thô V= 25 – 30 m/ph+Đối với quá trình cắt tinh V= 30 – 40 m/phĐối với dao hợp kim cứng, để phay thép chọn V = 160 – 200m/ph, va 2phay thô
gang chọn V = 80 – 100m/phThời gian gia công xong bánh răng được tính theo công thức :
Trong đó:L1 là lượng cắt vào
t là chiều sâu phayD là đường kính dao phayl là chiều dài bánh răngl2 là lượng thoát dao (2 – 3 mm)z là số răng của bánh răng gia côngS ph là lượng chạy dao khi cắt m/phSk là lượng chạy dao của hành trình chạy khôngt là thời gian phân độ một răng ( t = 0,05 phút).
3. Tuổi bền của dao:
Dao phay đĩa môđun chịu mòn chủ yếu ở mặt sau. Độ mòn cho phép theo mặt sauđối với dao gia công thô hS = 0,8 – 1mm, Đối với dao gia công tinh hS = 0,2 – 0,4mm.
Tuổi bền của dao thường chọn T = 150 – 180phút.
V. Gia công bánh răng bằng dao phay lăn răng:1 Dao phay lăn răng:
106
z t S
z l l l
S
z l l l T
k ph
.)()( 22 +
+++
++=
mmt Dt l ).( −=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 106/147
Gia công bánh răng theo phương pháp phay lăn răng là sử dụng dao phay lănrăng. Phương pháp này dựa trên nguyên lý ăn khớp giữa trục vít vô tận và bánh vít.Trong đó trục vít là dụng cụ cắt có số răng ( số đầu mối ren) từ 3 – 5răng và có cácrãnh để tạo mặt trước để thoát phoi và hớt lưng răng để tạo góc sau.
Khi phay bánh răng trụ răng thẳng thì trục dao nghiêng với mặt đầu của bánh
răng một góc γ . Góc γ có giá trị bằng góc nâng ren của daoKhi phay bánh răng trụ răng nghiêng có góc nghiêng của răng là β thì góc tạo
bởi trục dao và mặt đầu của bánh răng là : β ± γ . Dấu âm (-) klhi dao bánh răng cócùng chiều xoắn, dấu (+) khi dao và bánh răng ngược chiều xoắn.
Khi phay lăn răng cũng có thể thực hiện bằng một trong hai phương pháp là phaythuận phay nghịch (xem lại).
Khi phay có thể thực hiện tiến dao theo hai cách là tiến dao theo hướng trục vàtiến dao theo hướng kính rồi tiến dao theo hướng trục.
Răng dao gồm có hai lưỡi ở đỉnh răng và hai lưỡi cắt bên, mặt trước là mặt xoắn
acsimet. Góc trước và góc sau qui ước đo trong tiết diện thẳng góc với trục dao:Đối với dao phay tinh chọn: γ =00
Đối với dao phay thô: γ =5÷ 100
Góc sau chọn: ∝=10÷ 120
Góc sau quan hệ với lượng hớt lưng K bằng công thức sau:
Trong đó: D đường kính dao phay.
Z số răng dao phay.Đối với dao phay lăn răng hợp kim cứng, khi mài sắc cần chừa một cạnh viền dọc
lưỡi cắt với chiều rộng f=0.3÷ 0.8 mm và góc trước trên cạnh viền đó γ v= -5÷ 100 khigia công gang.
2.Chế độ cắt:a. Chiều sâu cắt :phụ thuộc môđun của bánh răng gia công, công suất máy, độ
cứng vững của hệ thống chi tiết – dao – máy và đặc tính gia công(thô hay tinh). Nêntận lưỡi cắt thô trong một lần chạy dao. Trường hợp công suất máy và độ cứng vữngcủa hệ thống không đủ thì có thể chọn cắt thô hai lần. Lần thứ nhất cắt với chiều sâu
1.4m và lần thứ hai với chiều sâu 0.7m ( :môđun).b. Lượng chạy dao: là lượng dịch chuyển của dao phay dọc trục chi tiết sau mộtvòng quay của chi tiết gia công ( phoi ).
Việc chọn lựa chạy dao phay phụ thuộc vào tính chất vật liệu gia công, môđun,độ bóng và độ chính xác của bánh răng. Khi cắt thô, lượng chay dao phụ thuộc váo độcứng vững của máy và độ bền của dao. Khi cắt tinh, lượng chạy chủ yếu phụ thuộc vàođộ nhẵn và độ chính xác của bánh răng.
Lượng chạy dao khi gia công thép 45 bằng dao thép gió như sau:Khi gia công thô bánh răng m=6÷ 16 trên máy có công suất 5÷ 9 kw.
S = 1.8÷ 2.8 mm/vgKhi gia công tinh đạt ∇6 (không qua gia công thô) với m=1.5÷ 3 mm.S = 0.5÷ 1.0 mm/vg
107
α π
tg z
D K .
.=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 107/147
c.Tốc độ cắt:Gia công thô bánh răng từ thép 45 bằng dao phay thép gió P18, m=7÷ 26 thì tốc
độ tính theo công thức sau:
Trong đó: Tlà tuổi bền của dao phay lăn răngGia công tinh không qua nguyên công thô m=1.5÷ 3
Gia công tinh bằng dao phay hợp kim cứng với lượng chạy daoS=1÷ 3 mm/vòng
3.Thời gian máy.
Trong đó: L chiều dài hành trình của daoL = l1 + l2 + l3
L1: lượng cắt vàoL2: chiều dài bánh răngL3: lượng thoát dao
N : số vòng quay của dao trong một phút
S : lượng chạy daoQ : số đầu mối của dao
4.Lực và công suất cắt:
Diện tích cắt khi phay lăn răng là một lượng thay đổi, do đó lực cắt khi gia côngcũng là một lượng thay đổi.
Lực vòng trung bình có thể xác định theo công thức thực nghiệmP = CP.mxp syp
Trong đo: C p hằng số phụ thuộc vật liệu gia côngM môđun của bánh răng gia côngS lượng chạy dao
Các hệ số CP, x p, y p thấy theo bảng sau:
Vật liệu gia công C p X p Y p
Thép 20 30 1,0 0,75Thép 40 24,4 1,0 0,75
Gang HB=212÷ 223 10,9 1,37 0,8
Lực vòng trung bình cũng có thể xác định từ trị số công suất cắt
108
phmm sT
v /350
.05.033.0=
phm sT
mv /
.56085.05.0
5.0
=
phm sT
C v v /
33.074.0=
phq sn
z LT
..
.
0=
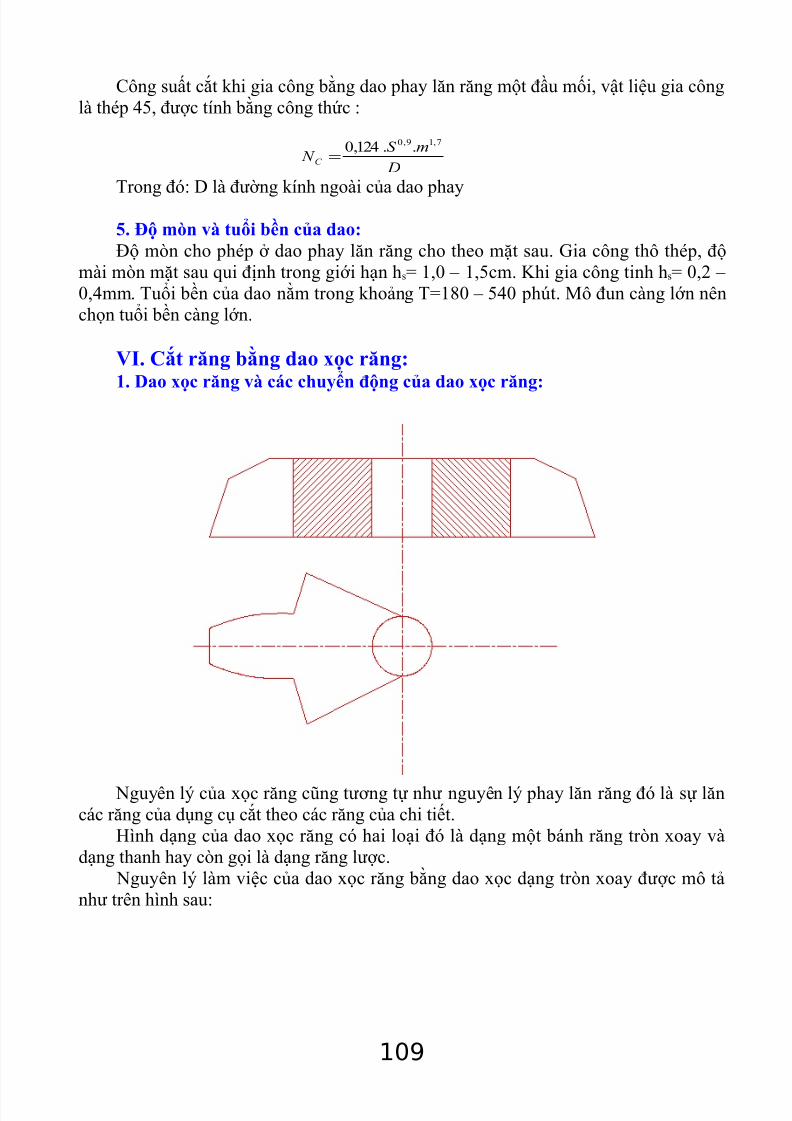
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 108/147
Công suất cắt khi gia công bằng dao phay lăn răng một đầu mối, vật liệu gia cônglà thép 45, được tính bằng công thức :
Trong đó: D là đường kính ngoài của dao phay5. Độ mòn và tuổi bền của dao:Độ mòn cho phép ở dao phay lăn răng cho theo mặt sau. Gia công thô thép, độ
mài mòn mặt sau qui định trong giới hạn hs= 1,0 – 1,5cm. Khi gia công tinh hs= 0,2 – 0,4mm. Tuổi bền của dao nằm trong khoảng T=180 – 540 phút. Mô đun càng lớn nênchọn tuổi bền càng lớn.
VI. Cắt răng bằng dao xọc răng:1. Dao xọc răng và các chuyển động của dao xọc răng:
Nguyên lý của xọc răng cũng tương tự như nguyên lý phay lăn răng đó là sự lăncác răng của dụng cụ cắt theo các răng của chi tiết.
Hình dạng của dao xọc răng có hai loại đó là dạng một bánh răng tròn xoay vàdạng thanh hay còn gọi là dạng răng lược.
Nguyên lý làm việc của dao xọc răng bằng dao xọc dạng tròn xoay được mô tảnhư trên hình sau:
109
D
mS N C
7,9,0 ..24,0=

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 109/147
Dao xọc (1) được nối với tanh trượt (2). Thanh trượt này chuyển động khứ hồidọc theo trục của nó nhờ cơ cấu culít (3) qua thanh (4). Cơ cấu culit (3) có khả năng
điều chỉnh chiều dài hành trình của thanh trượt (2). Dao và chi tiết có chuyển động
ngược chiều nhau theo tỷ số truyền được xác định tuỳ theo số răng của dao và chi tiết: Trong đó: nd – số vòng quay của dao
nc – số vòng quay của chi tiếtzc – số răng của chi tiết
zd – số răng của daoKhi dao thực hiện hành trình chạy không thì gưãi dao và chi tiết có chuyển động
hướng kính để dao không ma sát vào bề mặt răng của chi tiết. Chuyển động này nhờ vào cơ cấu (5) thực hiện.
Xọc răng là phương pháp gia công thô bánh tăng. Năng suất của phương phápnày không cao.
2. Chế độ cắt:a. Chiều sâu cắt:Được chọn tương tự như trường hợp gia công bằng phay lăn răngb. Lượng chạy dao:Khi xọc răng là lượng chạy dao vòng sau mỗi hành trình kép của dao xọc, đó là
chiều dài chạy theo vòng lăn của phôi.Khi cắt thô bánh răng m =6 – 8 vật liệu bằng thép, dao thép gió máy có công
suất : Nđc = 2,6 – 5Kw thìSvòng=0,3 – 0,5 (mm/htk)
Khi cắt bánh răng m = 2 – 3 mm với độ nhẵn theo yêu cầu ∇6.Svòng=0,25 – 0,3 (mm/htk)
110
d
c
c
d
z
z
n
n=
5
5
24
1

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 110/147
Lượng chạy dao hướng kính để dao xọc đi vào cắt hết chiều cao của răng lấy theotỷ lệ sau:
Sk =0,1.Svòng (mm/htk)c. Tốc độ và tuổi bền:
Nói chung các dao cắt răng, cắt với lớp kim loại mỏng do đó thường bị mòn chủ
yếu theo mặt sau. Lượng mài cho phép theo mặt sau của dao xọc là :Khi gia công thô: hs = 0,8 – 1mmKhi gia công tinh: hs = 0,1 – 2mmTuổi bền của dao xọc răng khi gia công thô lấy T= 360 phút, gia công tinh T=180
phút .Tốc độ cắt khi xọc răng bằng dao xọc thép gió tính theo công thức sau:
Cắt thô thép 45:
Cắt gang xám:
Cắt thô gang xám:
d. Thời gian máy T 0: (phút)Công thức này tính cho trường hợp gia công với một lần chuyển dao (chọn chiều
sâu cắt bằng cả chiều cao răng gia công). Trường hợp cắt nhiều lần, phải tính thời gianmáy cho từng lần chuyển dao và tổng cộng các thời gian ấy lại.
Trong công thức trên, thành phần thư nhất là thời gian cắt vào (chạy dao hướngkính) cho hết chiều cao răng, thành phần thứ hai là thời gian cần để gia công xong toàn
bộ bánh răng. n là số hành trình kép trong 1 phút giá trị n tính theo tốc độ cắt được xácđịnh từ công thức :
3. Lực cắt và công suất cắt:Trong quá trình cắt, lực xọc răng thay đổi, vì thế để tính toán có thể dùng các trị
số lực trung bình và lực cực đạiKhi gia công thép 45 lực cắt trung bình tính theo công thức:
Tính lực cực đại Pmax = (1,3 – 1,5)PTB
111
V
V
k S T
V ..
905,03,0
=
V
V
k mS T
V ...
903,05,02,0
=
V
V
k S T
V HB ..
3.90.90
5,02,0==
V
V
k mS T
V 5,025,02,0 ..
54=
k S
z m
k S
mT
V V .
..
.
,20
π +=
1000
..2 n LV TB=
2,026,08,095,0 ....924 −−= z vS m P vTB

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 111/147
Khi cắt bánh răng ăn khớp trọng lực cực đại tính theo công thức :
Trong đó C – hằng số phụ thuộc vật liệu gia côngCông suất tính theo công thức :
VII. Cà răng:Cà răng là phương pháp gia công tinh bánh răng trụ trong đó dao có hình dạng là
một bánh răng trụ hoặc một thanh răng ăn khớp không khe hở với bánh răng cần gaicông.
Hai trục của dao và chi tiết luôn luôn gá chéo nhau đồng thời giữa chúng cóchuyển động ăn khớp trong đó dao quay tròn là chuyển động chủ động còn chi tiếtchuyển động bị động.
Dao cà răng có đường kính lớn hơn chi tiết , trên mặt dao có các rãnh để tạo nêncác lưỡi cắt và rãnh thoát phoi.
Với các chuyển động như trên, bề mặt răng của dao cạo lên bề mặt răng của chitiết làm tách ra một lớp phoi mỏng. Đó là quá trình cắt khi cà răng. Thời gian cà răngđược tiến hành 2 – 3 phút, nếu lâu hơn thì mặt răng dễ bị lõm (do nhiều nguyên nhân
phức tạp).
Năng suất của phương pháp cà răng nói chung là cao. Bánh răng gia công có thểđạt cấp chính xác 6 đến 7 và độ bóng Ra = 0,32 – 1,25µ m.
Phương pháp này chỉ gia công được các bánh răng chưa tôi có độ cứng nhỏ hơn35HRC.
VIII. Mài răng và vê đầu răng:1. Mài răng:
Mài răng là là nguyên công gia công tinh để gia công các bánh răng có yêu cầuchất lượng cao, có độ cứng bề mặt cao. Mài răng thường sử dụng khi gia công các bánh răng có môđun từ 2 đến 10mm. Năng suất khi mài răng thấp mà giá thành sản phảm lại cao nên chỉ sử dụng khi cần thiết.
Bánh răng sau khi mài có thể đạt cấp chính xác 6 đến 7 và độ bóng bề mặt răngRa = 0,32 – 1,25µ m.
Mài răng được thực hiện trên hai nguyên lý cơ bản đó là mài định hình và mài bao hình.
112
k k S
k
z mC k
P V
7,005,033,
max ...2
2.8,9 −+−
+=
020.60
.max TBC
V P N =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 112/147
a.Mài định hình:
Mài định hình là phương pháp gia công sử dụng đá mài có biên dạng phù hợp vớidạng răng của chi tiết. Khi mài có thể sử dụng một đá để mài một bên của cạnh răngsau đó mài cạnh bên còn lại của một rãnh răng. Nếu sử dụng đá mài có biên dạnggiống rãnh răng của bánh răng cần gia công thì khi mài sẽ mài cả hai cạnh bên của mộtrãnh răng.
b. Mài bao hình: Mài bao hình sử dụng đá mài có dạng giống như trục vít (giống dao phay lăn
răng). Khi mài, đá chuyển động quay tròn còn chi tiết (bánh răng) quay cưỡng bứctheo một xích truyền động chính xác. Độ chính xác của phương pháp này phụ thuộcvào xích truyền động và phụ thuộc vào việc sửa đá mài. Phương pháp bao hình có thểđạt độ chính xác cao và thường sử dụng khi gia công các bánh răng có môđun nhỏ.
2. Vê đầu răng:Đối với những bánh răng di trượt để thay đổi tỷ số truyền, đầu răng thường được
vê tròn hay vót nhọn để ra vào khớp dễ dàng.
113
Maøi bao hình baèng ñaùvít xoaén

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 113/147
Khi vê đầu răng có thể dùng loại dao có dạng như hình sau, và thường thực hiệntrên máy chuyên dùng.
Bài 4 MÀI
I. Đặc điểm và tính chất của mài:1. Đặc điểm của quá trình mài:Quá trình mài kim loại có tác dụng để gia công tinh cũng như gia công thô các
chi tiết máy và dao cắt. Mài không những dùng để gia công các mặt tròn ngoài và tròntrong mà còn gia công các mặt phẳng, mặt côn, mặt định hình có hình dáng khác nhaucủa chi tiết.
So với các dạng gia công khác, mài có những đặc điểm sau đây:- Tốc độ mài lớn (20 – 40m/s) đặc biệt có thể lên đến 50 – 70 m/s hay cao hơn
nữa. - Đá mài bao gồm nhiều hạt mài liên kết với nhau bằng chất kết dính. Coi mỗi hạtmài như một lưỡi cắt. Các hạt mài không giống nhau về hình dáng hình học, kích
114

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 114/147
thước vị trí, do vậy các góc cắt của hạt mài cũng không giống nhau và khó đạt được trịsố hợp lý.
- Nhiệt độ cắt trong quá trình mài tương đối cao (1000 – 1500oC) vì tốc độ cắt lớnđồng thời chiều dài phôi nhỏ và góc trước âm sinh ra biến dạng kim loại nhiều.
- Khác với các loại dao cắt khác đá mài không có lưỡi cắt không liên tục, các hạt
mài nằm cách biệt nhau trên mặt làm việc của đá. Mỗi hạt sẽ cắt một phoi riêng, do đócó thể xem quá trình mài như là quá trình cào.- Trong thời gian làm việc đá mài có khả năng tự mài sắc một phần nào. Một số
hạt mài sau khi cắt xong có thể tự tróc ra khỏi mặt đá làm xuất hiện các hạt mài mớisắc bén hơn.
2.Tính chất chung của đá mài:
Về nguyên lý, mài có tính chất tương tự giống như phay, chỉ khác nhau về kíchthước và số lượng lưỡi cắt ở dao phay và đá mài. Đá mài là loại dao có vô số lưỡi cắt,mỗi hạt có kích thước khoảng 0,003 đến 3mm. Các hạt mài có hình dạng khác nhau,
phân bố bất kỳ nhờ chất kết dính của đá mài.Bản chất của quá trình mài là sự cọ sát tế vi bề mặt vật rắn bằng những hạt mài có
vận tốc cao. Mài có thể gia công được các loại vật liệu rất cứng như lại không phù
hợp khi gia công các loại vật liệ quá mềm. Tốc độ cắt của mài lớn hơn rất nhiều so với phay, có thể đạt từ 10 – 80m/s.Mài là nguyên công gia công tinh, mài thô có thể đạt cấp chính xác cấp 9 và độ
bóng bề mặt Ra = 0,2 – 1,6µ m. Mài tinh mỏng có thể đạt cấp chính xác 3 đến 4 và Ra= 0,025 – 0,4µ m.
II.Các phương pháp mài:Mài có thể gia công được nhiều dạng bề mặt khác nhau như mặt phẳng, mặt trụ
trong, mặt trụ ngoài, các mặt côn, các bề mặt định hình … tuỳ theo hình dạng bề mặt
gia công mà ta chia thành các phương pháp sau:- Mài mặt trụ ngoài- Mài mặt trụ trong
115
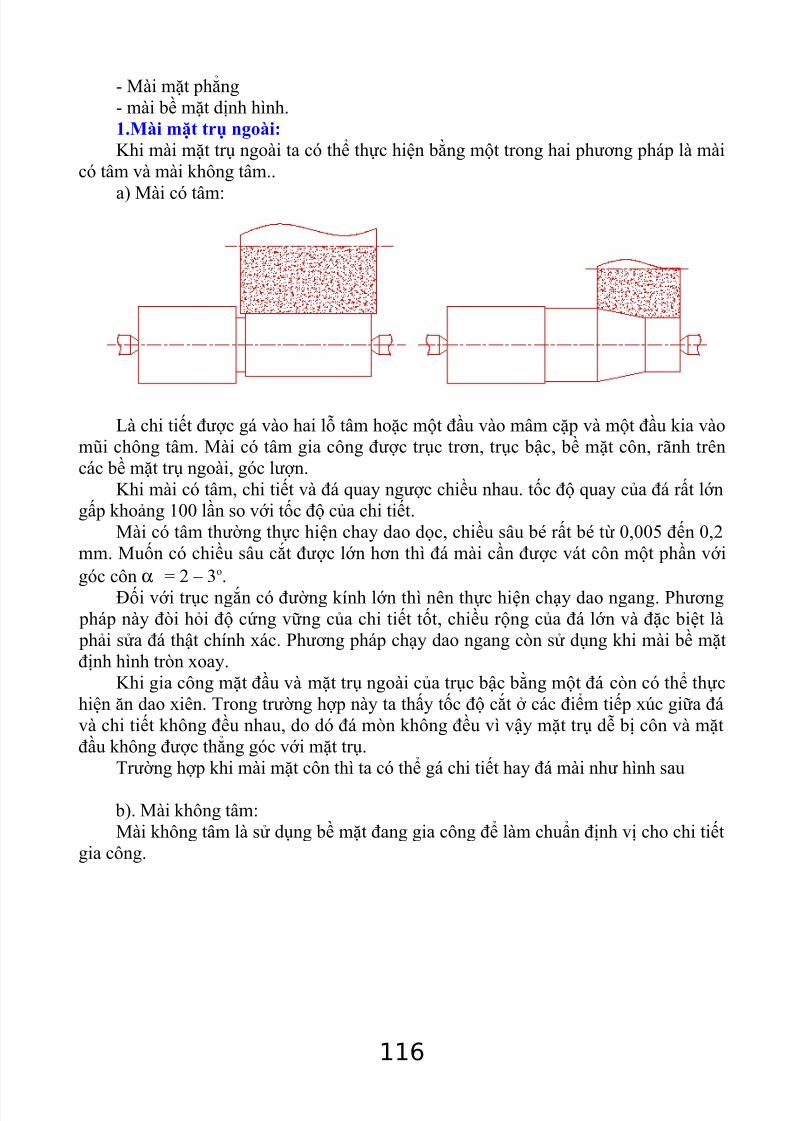
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 115/147
- Mài mặt phẳng- mài bề mặt dịnh hình.1.Mài mặt trụ ngoài:Khi mài mặt trụ ngoài ta có thể thực hiện bằng một trong hai phương pháp là mài
có tâm và mài không tâm..
a) Mài có tâm:
Là chi tiết được gá vào hai lỗ tâm hoặc một đầu vào mâm cặp và một đầu kia vàomũi chông tâm. Mài có tâm gia công được trục trơn, trục bậc, bề mặt côn, rãnh trêncác bề mặt trụ ngoài, góc lượn.
Khi mài có tâm, chi tiết và đá quay ngược chiều nhau. tốc độ quay của đá rất lớngấp khoảng 100 lần so với tốc độ của chi tiết.
Mài có tâm thường thực hiện chay dao dọc, chiều sâu bé rất bé từ 0,005 đến 0,2mm. Muốn có chiều sâu cắt được lớn hơn thì đá mài cần được vát côn một phần vớigóc côn α = 2 – 3o.
Đối với trục ngắn có đường kính lớn thì nên thực hiện chạy dao ngang. Phương pháp này đòi hỏi độ cứng vững của chi tiết tốt, chiều rộng của đá lớn và đặc biệt là phải sửa đá thật chính xác. Phương pháp chạy dao ngang còn sử dụng khi mài bề mặtđịnh hình tròn xoay.
Khi gia công mặt đầu và mặt trụ ngoài của trục bậc bằng một đá còn có thể thựchiện ăn dao xiên. Trong trường hợp này ta thấy tốc độ cắt ở các điểm tiếp xúc giữa đávà chi tiết không đều nhau, do dó đá mòn không đều vì vậy mặt trụ dễ bị côn và mặtđầu không được thẳng góc với mặt trụ.
Trường hợp khi mài mặt côn thì ta có thể gá chi tiết hay đá mài như hình sau
b). Mài không tâm:Mài không tâm là sử dụng bề mặt đang gia công để làm chuẩn định vị cho chi tiết
gia công.
116

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 116/147
Sơ đồ của mài không tâm được mô tả trên hình
Trong đó chi tiết (1) được đặt giữa hai đá mài (3) và (4). Đá mài (3) làm nhiệm vụ bánh dẫn và truyền chuyển động cho chi tiết . Đá (4) có đường kính gấp đôi đá dẫn vàcó tốc độ quay lớn hơn 100 lần so với đá dẫn. Chi tiết (1) còn được đỡ nhờ tanh đỡ (2).Thanh đỡ (2) luôn giữ cho chi tiết có tâm cao hơn tâm của hai đá mài một khoảng làtrong đó d là đường kính chi tiết
Nhưng h không được phép vượt quá 10 – 15mm. Thanh dẫn thường được vát để
tạo điều kiện cho chi tiết được áp sát vào bánh dẫn. Khi mài không tâm, chi tiết thựchiện chuyển động dọc tự động nhờ góc nghiêng giữa trục bánh dẫn và trục chi tiết,.Góc này có giá trị là α = 1 – 60. Để tiếp xúc giữa đá dẫn và chi tiết được tốt hơn, bánhdẫn thường có dạng hypepolôit.
Đặc điểm của phương pháp mài không tâm là:- Giảm được thời gian phụ (thời gian gá đặt) và thời gian công chuẩn.- Dễ tự động hoá quá trình công nghệ.- Độ cứng vữ gá đặt cao hơn mài có tâm.- Chủ yếu dùng để gia công trục trơn.
2. Mài trụ trong:Khi mài trụ trong thì đường kính của đá mài phải nhỏ hơn đường kính của lỗ mài.Thường chọn đường kính đá bằng 0,7 – 0,9 đường kính lỗ cần mài. Mài mặt trụ trongcũng được tiến hành bằng hai phương pháp đó là mài có tâm và mài không tâm.
a.Mài có tâm:
117
d h −= 6
1
3
2
4
Sô ñoàmaøi khoâng taâm.

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 117/147
Mài lỗ có tâm có hai cách gá đặt chi tiết. Cách thứ nhất là chi tiết được kẹp chặttrên mâm cặp và quay tròn. Trục đá cũng quay tròn là chuyển động chính và thực hiệncả chuyển động chạy dao dọc hoặc chuyển động chạy dao ngang. Phương pháp gá đặtnày thường dùng để mài chi tiết nhỏ, các mặt tròn xoay các vật dễ gá trên mâm cặp.
Phương pháp thứ hai là chi tiết được gá cố định trên bàn máy. Trục mang đá thựchiện tất cả các chuyển động gồm : chuyển động quay tròn của đá, chuyển động chạydao dọc hoặc ngang và chuyển động hành trình của đá xung qunh tâm lỗ gia công đểcắt hết bề nặt chu vi lỗ. Thực chất chuyển động hành trình của đá ở phương pháp thứhai là thay cho chuyển động quay tròn của chi tiết gia công của phương pháp thứ nhất.Phương pháp thứ hai này thuận tiện khi gia công các chi tiết lớn như: thân động cơ,các loại hộp, các chi tiết cồng kềnh.
b. Mài lỗ không tâm:Chi tiết được giữ và tạo chuyển động quay nhờ hai bánh đỡ và bánh đá dẫn,.
Bánh đá dẫn có đường kính lớn hơn nhiềi so với bánh đỡ. Đá mài chuyển động quaytròn vá các chuyển động chạy dao.
Khi mài không tâm, bể mặt ngoài củ chi tết là mặt chuẩn định vị nên trước khimài phải gia công tinh hoặc bán tinh bề mặt này.
Phương pháp này cho năng suất cao, khả năng đạt độ chính xác và độ đồng tâmcao, chủ yếu để gia công các bạc có thành mỏng. Phương pháp này có thể gia côngđược lỗ côn khi ta nghiêng trục đá so với trục của lỗ một góc nhất định. Góc này phụ
thuộc vào độ côn của lỗ.
118
Ñaùmaøi
Chi tieát

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 118/147
3. Mài mặt phẳng:
Khi mài mặt phẳng có thể sử dụng đá mài mặt trụ hay đá mài mặt đầu.Mài bằng đá mài mặt trụ cho độ chính xác và độ bóng bề mặt cao vì thoát phoi,
thoát nhiệt và tưới dung dịch trơn nguội vào khu vực gia công được dễ dàng.Đá mài chuyển động quay tròn, bàn máy mang chi tiết chuyển động thẳng theo
chiều dọc để cắt hết chiều dài chi tiết sau đó chuyển động ngang để cắt hết chiều rộngchi tiết. Bàn máy cũng có thể chuyển động quay tròn. Phương pháp này có năng suất
không cao vì diện tích tiếp xúc giữa đá mài và chi tiết không lớn.Khi mài mặt phẳng bằng đá mài mặt đầu, diện tích tiếp xúc giữa đá và chi tiết giacông lớn nên năng suất cao hơn so với mài bằng đá mài mặt trụ. Tuy nhiên việc thoát
phoi, thoát nhiệt và tưới dung dịch khó khăn hơn nên độ chính xác và độ bóng bề mặtlại kém hơn.
Để giải quyết việc thoát phoi thoát nhiệt và tưới dung dịch được dễ dàng ta có thểnghiêng mặt đá so với mặt phẳng gia công một góc từ 2 – 40 nhưng có độ bóng bề mặtlại kém hơn nhiều vì trên bề bặt có các vết mài và bị lõm xuống.
Mài mặt phẳng là phương pháp gia công tinh mặt phẳng đã phay hay bào và cóthể đã qua nhiệt luyện (tôi).
Mài mặt phẳng có thể đạt cấp chính xác 5 – 7 và độ bóng Ra = 0,2 - 1µ m. trườnghợp mài tinh có thể đạt cấp chính xác 3 – 4 và Ra = 0,025 – 0,4µ m.
Độ chính xác cũng như độ bóng và công suất của mài phụ thuộc vào một số yếutố như độ cứng vững của máy mài, độ lớn của hạt mài, loại chất dính kết và chế độ cắtkhi mài.
4. Mài định hình:Mài định hình là sử dụng đá mài có biên dạng giống như biên dạng của bề mặt
gia công có thể là bề mặt tròn xoay hoặc mặt định hình thẳng (rãnh). Khi mài chỉ cóthể tiến dao ngang đối với mặt tròn xoay và tiến dao dọc với chi tiết có mặt định hìnhthẳng. Khi mài phải sửa đá thật chính xác theo hình dáng đạt yêu cầu.
III. Đá mài:
119
Ñaùmaøi
Chi tieát
Ñaùmaøi
Chi tieát

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 119/147
Đá mài là một dụng cụ cắt đặc biệt vì có vô số lưỡi cắt và các dụng cụ cắt khônghoàn toàn giống nhau về kích thứơc và hình dáng.
Đá mài được tạo thành từ các hạt mài và chất dính kết. Hạt mài là thành phầnchính của đá mài, mỗi hạt mài có nhiệm vụ như một lưỡi cắt nên nó phải có yêu cầunhư các loại vật liệu làm lưởi cắt. Hạt mài được chế tạo từ các loại vật liệu như kim
cương, cacbit Silit (SiC), Oxit nhôm (Al2O3), cacbit bo (B4C) … hạt mài được sản suấttheo các kivh thước (cỡ) hạt khác nhau từ 5µ m đến 3200µ m để chế tạo các loại đákhác nhau. Kích thước hạt phụ thuộc vào kích thước rây để sàng và phân loại độ lớncủa hạt.
Chất kết dính dùng để liên kết các hạt mài và tạo nên hình dáng của đá mài. Chấtdính kết quyết định độ bền, độ cứng và độ bền của đá mài.
Chất dính kết thường dùng gồm chất kết dính vô cơ như keramit, chất kết dínhhữu cơ như bakelit, caosu…
Độ cứng hoặc độ mềm của đá mài không phụ thuộc vào vật liệu chế tạo hạt mài
mà là khả năng tách rời của các hạt mài khi có lực tác dụng của lực cắt để tạo nên trên bề mặt của đá một lớp hạt mài mới. Đá cứng là loại đá mà các hạt mài khó tách khỏiđá mài. Loại này dùng để gia công các loại vật liệu mềm vì vật liệu mềm không đòihỏi cao về độ sắc của lưỡi cắt. Đà mềm là loại đá dễ tách các hạt mài ra khỏi đá mài vàtạo nên bề mặt của đá các hạt mài mới và các lưỡi cắt mới nên lưỡi cắt sắc bén hơn.Thường dùng để gia công các vật liệu cứng.
Một đặc trưng nữa của đá mài mà các loại dụng cụ cắt khác không có đó là độxốp. Độ xốp của đá mài là tỷ lệ phần trăm phần rỗng trong một đơn vị thể tích của đámài. Đá mài có độ hạt lớn thì độ xốp càng lớn và ngược lại.
Hình dáng của đá mài rất đa dạng, tuỳ theo mục đích sử dụng và tuỳ theo loạimáy mà đá mài sản suất theo hình dáng và tính chất khác nhau.Trong mỗi loại hình dáng của đá cũng có nhiều loại đá mài với tính chất khác
nhau như độ hạt, độ cứng, độ xốp và độ lớn về kích thước.
1. Vật liệu hạt mài:Vật liệu dùng làm hạt mài có ở thiên nhiên và nhân tạo.Vật liệu nhân tạo như: cacbitsilic và cácbitbo. Hạt mài bằng kim cương có loại
nhân loại nhân tạo và cũng có loại thiên nhiên.Độ cứng tế vi của một sớ vật liệu hạt mài như sau:Kim cương 98690 N/mm2
CacbitBo 36300 – 48 070 N/mm2
CacbitSilic 29460 N/mm2
Corum điện 20200 N/mm2
Corum điện được hình thành từ Oxit nhôm Al2O3 luyện từ bocxit có ba loại:corum điện thường, corum điện trắng, corm đơn tinh thể.
+Corum điện thường (Cn) được dùng phổ biến nhất thường có các màu thay đổinâu sẫm đến hồng.
+Corum điện trắng: (Chương trình) có chất lượng tốt hơncorm điện thường vì cóchứa tỷ lệ Oxit nhôm cao hơn khoảng 97 – 98,5%.
120

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 120/147
+Corum đơn tinh thể có độ bền và có tính cắt cao. Thành phần Oxit nhôm 97 – 99%.
Phạm vi sử dụng:Corum điện thường dùng làm đa mài để mài thô bán tinh và tinh thép, gang dẽo
hay dụng cụ bằng thép dụng cụ.
Corum điện trắng dùng cho nguyên công mài bán tinh và tinh các thép cứng cũngnhư cũng như mài sắc dao cắt bằng thép dụng cụ.Cacbuasilic là hợp chất giữa Silic và cacbon ( ở nhiệt độ 2200 – 23000C). có hai
loại cacbuasilic xanh chứa 98 – 99% Silic và cacbuasilic đen chứa 97 – 98 % Silic.Chất lượng cacbuasilic xanh tốt hơn vì chứa nhiều silic hơn. cacbuasilic xanh
dùng để mài sắc dao HK cứng, dao sứ. cacbuasilic đen dùng để gia công vật liệu cógiới hạn bền thấp và các kim loại dẽo, gang xám, nhôm, đồng, vật liệu phi kim loại.
CacbicBo cứng và giòn hơn cacbitsilic. Nó gồm 70 – 90% B 4C còn lại là Bo,graphit và các tạp chất khác.
Kim cương dùng để mài sa9c1 mài bóng dao hợp kim cứng cũng như mài các vậtliệu có độ cứng cao.
2. Cỡ hạt:Cỡ hạt đặc trưng cho kích thước của hạt mài. Phân loại kích thước hạt mài bằng
cách cho chúng lần lược lọt qua các lỗ của các rây từ to đến nhỏ. Theo kích thước lỗrây mà người ta phân loại độ hạt của hạt mài.
Đối với bột mài xác định bằng kích thước hiển vi hay bằng phương pháp mlắngđộng trong nước.
Tiêu chuẩn liên xô qui định như sau:Hạt mài có cỡ hạt từ 200 - 16µ mHạt mài có cỡ hạt từ 12 - 3µ mHạt mài có cỡ hạt mịn từ M40 – M5Dưới đây là kích thước của hạt mài tương ứng với cỡ hạt của nó:Cỡ hạt Kích thước của lỗ rây µ m200 2000 – 2500100 1000 – 125050 500 – 63032 315 - 40025 250 – 31516 160 – 200M40 40M5 5Lựa chọn cỡ hạt của đá mài tuỳ theo mđộ chính xác và độ nhẵn bề mặt gia công,
tính chất vật liệu gia công và diện tích tiếp xúc của bề mặt đá với bề mặt chi tiết giacông.
Khi mài thô nên dùng đá mài có cỡ hạt lớn hơn khi mài tinh. Khi gia công kimloại mềm và dẽo, để tránh đá bị tránh cùn, nên chọn đá mài có cỡ hạt lớn. Khi gia côngkim loại hay vật liệu cứng,dùng đá mài có cở hạt bé. Diện tích tiếp xúc giữa đá màivàchi tiết gia công càng lớn đá mài càng cần có hạt lớn.
121
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 121/147
3. Chất kết dính:Việc liên kết các hạt mài để tạo hình dáng và kích thước của đá mài là nhờ chất
kết dính.Hiện nay chất kết dính được dùng phổ biến nhất làhai loại vô cơ ( Keramic) và
hữu cơ (Bakelit và Vunganhit).
+Chất kết dính Keramic (G).Chất kết dính Keramic được tạo từ đất sét trắng chịu lửa, Spat và hoạt thạch, đôikhi còn thêm vào phấn, thạch anh, nước thuỷ tinh. Đá mài có chất kết dính Keramic cóđộ bền hoá học cao, chịu được ẩm và nhiệt độ cao, đảm bảo được prôfin của đá mài.
Nhưng đá mài này làm việc với tốc độ thấp Vđ≤ 35mm/s và có nhược điểm là độ giòncao..
+Chất dính kết Bakelit (B).Là chất nhựa nhân tạo chế tạo từ nhựa Cacbonic và Fomalin, nên có thể làm việc
ở tốc độ căt lớn đến 50m/s, ở một số trường hợp đặc biệt có thể đến 70m/s. ở nhiệt độ
trên 1800
, chất dính kết Bakelit mất tính bền của nó. Vì vậy đá mài kiểu này khôngchịu được nhiệt độ cao, đồng thời không chịu được tác dụng của kiềm, cho nên trongdung dịch trơn nguội độ kiềm không được quá 1.5 .
+Chất kết dính vunkahit (V) gồm 70 cao su và 30 lưu huỳnh. Đá mài có chấtkết dính vunkahit có độ bền và tính đàn hồi cao hơn cả đá Bakelit, ngoài ra nó còn giữđược tốt prôfin của đá, vì vậy chất dính Vunkahit được dùng để chế tạo đá mài địnhhình và các loại đá cắt đứt có chiều dày mỏng 0.3 0.5mm (với đường kính 150 200mm ).
Nhược điểm của đá mài này là độ xốp kém, mặt đá bị lì nhanh , chịu nhiệt kém (ở
nhiệt độ >2000
C Vunkahit bị cháy) nên khi sử dụng nhất thiết phải dùng dung dịchnguội lạnh. Ở nhiệt độ 150oC Vunkahit bị mềm ra, hạt mài dễ ấn sâu vào chất kết dính,áp lực của hạt mài lên bề mặt gia công giảm, nên được sử dụng trong các nguyên côngmài bóng, mài tinh.
4. Độ cứng:Trong thời gian làm việc,hạt mài bị cùn đi , lực tác dụng vào hạt mài tăng lên, đến
mức nào đó có thể làm cho hạt mài tróc ra khỏi bề mặt đá mài.Độ cứng của đá mài là khả năng chống lại sự tróc của hạt mài, trong thời gian làm
việc. Đá mài gọi là mềm khi hạt mài dễ tróc ra và đá mài cứng khi hạt mài khó tróc
hơn. Theo tiêu chuẩn Liên Xô, quy định các cấp tốc độ cứng đá mài như sau :Độ cứng mài Ký hiệu
Mềm –M M1,M2,M3Mềm vừa –CM MV1,MV2
Trung bình –C TB1,TB2Cứng vừa- CHI TIẾT CV1,CV2,CV3Cứng –T C1,C2,C3Rất cứng –T RC1,RC2,RC3Đặc biệt cứng - ĐC1,ĐC2Trong từng nhóm độ cứng, độ cứng tăng dần theo thứ tự 1, 2, 3
122

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 122/147
Đá mài có chất kết dính Keramic và Bakelit được chế tạo với tất cả các cấp độcứng nêu trên. Đá mài có chất dính kết Vunkahit chỉ chế tạo các cấp độ cứng MV, IB,GV, C.
Độ cứng của đá mài được đo bằng phương pháp: Phun cát (với áp suất 1.5at),khoan lõm vào mặt đá mài (tác dụng tải trọng lên mũi khoan 25 35kg) và ấn lõm
vào mặt đá mài bằng bi thép đường kính 6.35mm (theo chiều sâu của vết lõm để xácđịnh độ cứng). Tuy nhiên các phương pháp trên chưa biểu hiện hoàn toàn khả nănglàm việc của đá mài. Thường đánh giá chất lượng đá mài là tuổi bền của đá hoặc lượngtiêu hao khi cắt đi được 1cm3 vật liệu gia công. Khi mài vật liệu càng cứng, hạt màimòn càng nhanh cần chọn đá mài mềm, (để hạt mài dễ tróc ra tạo khả năng tự mài sắcmột phần) và ngược lại vật liệu gia công càng mềm ,cần chọn đá mài có độ cứng` caohơn, khi mài vật liệu dẽo (nhôm, đồng…)ngoài hiện tượng mòn các hạt mài, mặt đámài còn bị lì đi … (do phoi bịt kín các khe hở giữa các hạt) do vậy cần chọn đá mềm.Mặt tiếp xúc giữa đá mài và các chi tiết gia công càng lớn, hạt mài mòn càng nhanh
cần chọn đá mài càng mềm.
5. Cấu trúc đá mài:Tỉ lệ về số lượng của hạt mài , chất dính kết và khoảng trốngtrong mộtđơn vị thể
tích của đá mài là đặc trưng của cấu trúc đá mài. Cấu trúc của đá có kí hiệu từ 0-12. Sốhiệu của cấu trúc càng lớn thì đá mài càng xốp nghĩa là tỉ lệ khoảng trống càng lớn.Cấu trúc từ 1-4 gọi là cấu trúc chặt , từ 5-8 là cấu trúc trung bình và từ 9-12 là cấu trúcxốp. Trong một đơn vị thể tích đá mài, hạt mài càng lớn, cấu trúc của đá càng chặt .
Đá có cấu trúc xốp, khoảng hở giữa các hạt mài lớn mặt đá mài khó bị lì (phoi
khó bị kẹt vào khoảng hở giữa các hạt mài). Mặt kháckhi đá quay với tốc độ cao dễ tạonên dòng khí lưu thông giữa các khe hở đó, cũng như dung dịch làm nguội cũng dễthẩm thấu qua các khe hở của hạt mài để làm nguội trực tiếp bề mặt gia công ở vùngmài . Tuy vậy đá mài có cấu trúc xốp cũng có nhiều nhựơc điểm là sức bền kém,không giữ được lâu prôfin của mặt đá.
Việc chọn cấu trúc của đá mài theo cách sau : trong mài tĩnh và mài định hình,chọn đá có cấu trúc chặt, bởi vì cần bảo đảm prôfin mặt đá mài. Đá mài có cấu trúcchặt trung bình dùng để mài thép đã tôi, mài sắc dụng cụ cắt và mài phẳng, mài trònngoài bằng mặt tròn của đá. Cấu trúc xốp dùng khi mài kim loại mềm và dẽo, khi mài
phẳng mặt đầu của đá.
IV. Chế độ cắt và thành phần lớp cắt:+Tốc độ cắt:Khi mài nên chọn tốc độ lớn (tốc độ cắt thường bị hạn chế bởi sức bền của đá
mài). Khi mài tròn ngoài thường chọn tốc độ màiVđ=35 40 m/s. Tốc độ quay chitiết gia công trong khoảng:
Vc/tiết=20 85 m/p khi gia công thôVctiết=15 50m/p khi gia công tinh
+Chiều sâu cắt:Hay lượng chạy dao ngang đo trong một hành trình kép của chi tiết . Khi mài thô
thép chọn t = 0.01 0.07mm/htk và khi mài tinh thép t =0.0050.02mm/htk.
123

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 123/147
+Lượng chạy dao dọc:Chọn tuỳ theo độ rộng của đá mài , khi mài thô s =(0.2 0.3)B (mm/vòng chi
tiết). Khi mài các chi tiết có chiều dài tương đối ngắn, đặc biệt khi mài định hình dùng phương pháp mài hướng kính. Khi ấy lượng chạy dao ngang t= 0,02 – 0,07mm
Đường kính đá màiphải nhỏ hơn lỗ gia công, bề mặt tiếp xúc giữa đá mài và chi
tiết tương đối lớn, tải trọng lên hạt mài cao hơn.Vì đá mài có kích thước lỗ nhỏ, độ cứng của trục đá không đủDung dịch trơn nguội khó vào đến vùng gia công.Đối với mặt phẳng và tuỳ theo chiều dài của chi tiết gia công, chọn chiều sâu cắt t
trong khoảng 0,05 – 0,1mm, chọn t lớn khi chi tiết cứng vững lớn, các thành phần chếđộ cắt khác chọn gần giống như mài tròn ngoài.
+Chiều dày cắt:Trong quá trình gia công có thể xem đá mài là một dao quay có nhiều lưỡi cắt+Tiết diện cắt:
Diện tích cắt khi mài có thể tính như sau: Gọi thể tích kim loại cắt ra sau một phút :V=1000.VC.S.tDiện tích lớp cắt trung bình: mm3
Trong đó:L là chiều dài hạt mài di chuyển trong một phút
S là lượng chạy dao dọc
V. Lực cắt và công suất cắt khi mài:Lực cắt khi mài thường nhỏ (không quá 300 – 400N) bởi vì lớp cắt phoi rất mỏng.
Công suất mài có thể lớn vì tốc độ cắt lớn.
Khi mài tròn ngoài lực cắt cũng có thể phân thành ba lực thành phần p z, py , px nhưkhi tiện. Đặc biệt khi mài, góc trước hạt mài thường âm nên lực hướng kính lớn hơnlực tiếp tuyến Lực hướng trục px rất bé so với pz.
Tính lực pz
có thể theo công thức kinh nghiệm sau :- Khi mài với đá mài có đường kính D=500 mm chiều rộng đá B=40mm
đối với thép đã tôi c p = 21,6đối với gang c p =19,6Khi mài cao tốc thép đã tôi nhãn hiệu 30XF CA và 18XHBA với đá mài có
đường kính D = 400mm , chiều rộng B = 50mm.
124
d
CD
V
t S V
L
V Ftb
.60
..==
( ) z y p p .35. −≈
6,07,07,0... t svc p c p z =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 124/147
Lưc cắt khi mài bằng đá mài kim cương bé hơn khi mài thông dụng, vì hạt màikim cương có bán kính cong ở lưỡi cắt bé hơn, mặt khác khả năng tự mài của đá kimcương có chất kết dính Bakelit rất tốt.
Công suất động cơ quay đá mài xác định theo công thức sau:
Trong đó : η Hiệu suất động cơ.Công suất động làm quay chi tiết cũng tính theo công thức tương tự.
VI – Chọn chế độ cắt khi mài:
Xác định chế độ cắt khi mài theo trình tự sau:1. Tuỳ theo điều kiện mài mà chọn đá.2. Xác định chiều sâu cắt ( lượng chạy dao ngang ).3. Xác định tốc độ quay của chi tiết gia công.
Chọn tốc độ quay của chi ytiết gia công phụ thuộc vào nhiều yếu tố công nghệ .Tốc độ càng lớn, điều kiện truyềng nhiệt càng tốt, vì chi tiết tiếp xúc với đá màitronmg thời gian ngắn hơn, do vậy chi tiết ít có bị vết cháy. Bên cạnh ưu điểm đó, cònnhược điểm làm biên độ dao động tăng, lực li tâm tăng, mũi tâm mòn nhanh hơn.
Khi mài vật liệu càng cứng, dễ bị cháy và nứt, cần tăng tốc độ quay của chi tiết.
Mài chi tiết có yêu cầu độ chính xác cao, cần chọn vc thấp.4. Hiệu chỉnh số vòng quay tính toán của chi tiết cho phù hợp với số vòng
quay có sẵn của máy.5. Xác định lươ6ng5 chạy dao dọc: Thường lấy S=( 0,3 – 0,6 )B
B : chiều rộng đá mài.6. Xác định tốc độ quay của đá mài: Việc tăng tốc độ cắt bị hạn chế bởi công
suất máy và sức bền của đá. Theo tốc độ cắt đã chọn , hiệu chinjh3theo số vòng quaycó sẵn của trục chính đá mài .
7. Xác định lựcpz và công suất tiêu tốn` khi mài.
8. Tính thời gian gia công cơ bản
Trong đó :
L : chiều dài chi tiết cần gia công mm.h: lượng dư mài mm.t: chiều sâu mài mm.
s : lượng chạy dao dọc sau một vòng quay của chi tiết mm/v.n: số vòng quay của chi tiết trong một phúc v/ph.
125
75,0
85,06,072,0...24
d
c
z V
t S V p =
η .0
.3
d z d
V P N =
Km sn
i LT .
.
.0 =
t
hi =

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 125/147
Km : hệ số tính đến số lần chạy rà lần cuối phụ thuộc vào độ cứng vững của máy( Km = 1,5 – 2,5 ).
HỌC TRÌNH IV
THIẾT KẾ DAO CẮT
§1- CƠ SỞ ĐỂ THIẾT KẾ DAO CẮT.
I. Sự cần thiết phải thiết kế dao cắt:Trong quá trình công nghệ gia công cơ, dụng cụ cắt là yếu tố rất quan trọng, nó
ảnh hưỏng trực tiếp và có tính chất quyết định đến chất lượng và năng suất gia công.Dao cắt có hợp lý thì chất lượng bề mặt gia công mới cao và cho năng suất cao;đồng thời dao sử dụng được lâu, tức tuổi bền của dao sẽ cao.
126

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 126/147
- Hình dáng lưỡi cắt của dao ảnh hưởng trực tiếp đến hình dáng chi tiết.- Vật liệu làm dao ảnh hưởng đến điều kiện cắt, năng suất gia công, tuổi bền của
dao.- Kết cấu thân dao có hợp ly, thì điều kiện cắt mới được bảo đảm, các thông số
cắt được bảo đảm trong quá trình cắt.
- Ngoài ra, các thông số phần cắt của dao còn ảnh hưởng đến điều kiện phát sinhnhiệt, ảnh hưởng đến lực cắt, tức ảnh hưởng đến kết cấu và độ cứng vững của máy, đồgá...
Do đó, việc lựa chọn con dao hợp lý cho từng trường hợp gia công cụ thể, làmột điều vô cùng phức tạp và khó khăn. Nó đòi hỏi người thợ phải có bề dày kinhnghiệm, cũng như kiến thức về nguyên lý cắt và một số yếu tố liên quan...nhằm giúpngười thợ biết tính toán, lựa chọn, chế tạo được con dao thật hợp lý trong quá trình sửdụng. Có như vậy, mới bảo đảm được năng suất và chất lượng gia công cao.
II. Trình tự thiết kế dao cắt:Thiết kế dụng cụ cắt bao gồm: việc xác định hình dáng và kích thước của nó, vẽ
nên bản vẽ chế tạo và quy định các điều kiện kỹ thuật.Trên cơ sở yêu cầu kỹ thuật của bản vẽ chi tiết gia công, đặc điểm về hình dáng
kết cấu của chi tiết...mà tiến hành thiết kế dao theo trình tự các bước sau :a-/ Chọn và xác định sơ đồ cắt (sơ đồ phân bố tải trọng).b-/ Chọn vật liệu phần cắt, phần thân, phần cán dao.c-/ Chọn thông số hình học phần cắt: góc trước,góc sau,góc nghiêng chính,
góc nghiêng phụ, góc nâng lưỡi cắt, v.v...d-/ Xác định prô fin dao : việc tính toán hình dáng và kích thước của lưỡi cắt
có thể bằng phương pháp giải tích, đồ thị hoặc kết hợp.e-/ Xác định (chọn hoặc tính) kết cấu dao và các thông số kết cấu.f-/ Vẽ bản vẽ chế tạo : thể hiện đầy đủ hình dáng, kích thước và các tiết diện.g-/ Quy định điều kiện kỹ thuật của dao. (đây là mật lệnh của nhà thiết kế để
đưa đến độ chính xác về chế tạo).
III. Những chú ý khi thiết kế dao :Khi thiết kế dao cắt, cần chú ý đến các điều sau đây :a-/ Phần cắt của dao phải bảo đảm đủ độ cứng vững, sức bền và khả năng truyền
nhiệt tốt ( điều kiện làm lạnh tốt). b-/ Kết cấu thân dao phải bảo đảm độ cứng vững khi có lực cắt, bảo đảm việc gá
kẹp dao lên máy nhanh chóng và chắc chắn.c-/ Đối với những dụng cụ cắt có rãnh thoát phoi phải bảo đảm yêu cầu :
. Thoát phoi dễ dàng .
. Điều kiện cuốn phoi tốt.
. Đủ không gian chứa phoi.
. Đồng thời, phải bảo đảm độ bền của dao tốt.d-/ Bảo đảm tính công nghệ của dao được tốt.
e-/ Chọn sơ đồ mài sắc dao hợp lý, mài lại dễ dàng và có khả năng phục hồi lạidao khi bị hư hỏng.
127

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 127/147
IV. Yêu cầu kỹ thuật khi thiết kế dao cắt: Nhằm bảo đảm các điều kiện như:
. Chất lượng dụng cụ cắt.
. Độ cứng vững của dụng cụ.
. Điều kiện độ chính xác, độ bóng gia công...
Những yêu cầu về chất lượng của dao, được quy định trong điều kiện kỹ thuật.(trên bản vẽ chế tạo dao chỉ ghi một số điều kiện kỹ thuật chủ yếu, còn các điều kiệnkhác cần ghi rõ trong thuyết minh).
Khi thiết kế dao, để quy định điều kiện kỹ thuật cho dao, nhà thiết kế phải căncứ vào yêu cầu về chất lượng dao, đồng thời phải chú ý đến khả năng kỹ thuật trongđiều kiện thực tế sản xuất như : thiết bị, vật liệu, trình độ kỹ thuật của công nhân, dụngcụ kiểm tra,...để từ đo, mới có thể đưa ra các điều kiện kỹ thuật hợp lý.
Các điều kiện kỹ thuật chung bao gồm :a-/ Quy định vật liệu làm dao : phần làm việc, phần thân.
b-/ Độ cứng sau khi nhiệt luyện.c-/ Độ nhẵn: mặt trước, mặt sau, chuẩn định vị, chuẩn đo lường, chuẩn lắpghép...
d-/ Quy định các khuyết tật cho phép trên các bề mặt quan trọng: không có vếtrạn nứt, vết cháy,v.v...
e/-Dung sai các góc độ dao (α , γ , ϕ ,...).f/- Sai lệch cho phép của các kích thước:
- Kích thước chung.- Kích thước cơ bản.
- Các mặt định vị và kẹp chặt.- Kích thước prôfin dao.- Bước răng.- Độ cone.- Mô đuyn.- Một số kích thưóc khác có ảnh hưởng đến việc định vị và kẹp chặt dao:
+ Đường kính lỗ gá, độ côn, độ ô van của lỗ gá...+ Độ vuông góc của tâm lỗ và mặt đầu.+ Sự phân bố lưỡi cắt so với trục và hình dáng dao.
g/- Ghi nhãn hiệu dao: cần ghi rõ :- Tên hay ký hiệu nhà sản xuất.- Vật liệu làm dao (phần cắt).- Các kích thước cơ bản.
Mục đích để khi công nhân sử dụng không bị nhằm lẫn.h/- Điều kiện đóng gói, điều kiện thử nghiệm dao (phần này ghi trong thuyết
minh, trong bản vẽ chế tạo không ghi).
128
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 128/147
§Bài 2- THIẾT KẾ DAO TIỆN THÔNG DỤNG
I. Đặc điểm, công dụng và phân loại dao tiện: Dao tiện là loại dụng cụ cắt được dùng phổ biến nhất trong ngành cắt gọt kim
loại. Nó làm việc thường gặp trên các loại máy tiện, máy bào, máy xọc, máy rơ von ve,máy doa, máy tiện tự động, bán tự động và một số máy khác nữa.
Dao tiện được dùng phổ biến, trong nhiều lãnh vực, nên chúng có nhiều dạngkhác nhau về kết cấu và thông số hình học.
Về kết cấu chung, dao tiện thông dụng là một loại dao đơn, phần trực tiếp tạo ra phoi gồm một lưỡi cắt chính, một hoặc hai lưỡi cắt phụ. Khi làm việc, dao được coi làmột dầm chịu uốn bởi lực PZ . Do đó, khi tính toán chủ yếu tính về kết cấu thân daovà thông số hình học phần cắt.
Dao tiện có thể phân chia ra các loại chủ yếu sau :+ Theo kiểu máy : có dao tiện, dao bào, dao xọc, dao tiện định hình, dao tiện
cho máy tự động,...+ Theo dạng gia công : dao tiện phá, dao tiện mặt đầu, dao cắt đứt, dao tiện
rãnh, dao tiện lỗ, dao tiện định hình, dao tiện ren,v.v...
+ Theo tính chất gia công : dao tiện thô, dao tiện tinh, dao tiện rộng bản,...+ Theo kết cấu đầu dao : dao đầu thẳng, dao đầu cong.+ Theo phương chạy dao : dao trái, dao phải, dao hướng kính, dao tiếp tuyến,...
(Xem lại hình dáng các loại dao tiện trong phần dao tiện)
II. Kích thước, kết cấu thân dao:1- Vật liệu làm thân dao:
Thông thường phần thân dao và phần gá đặt dao được chế tạo cùng một loạivật liệu, gọi chung là vật liệu làm cán dao. Theo kinh nghiệm thì hầu hết các loại daochế tạo có phần cắt và phần cán riêng, thì vật liệu phần cán dao được chế tạo bằng thép45 hoặc thép 40X, nhằm bảo đảm độ bền và độ cứng vững tốt.
2- Kết cấu thân dao:
129

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 129/147
Cần thiết phải xác định kích thước tiết diện của thân dao để bảo đảm cho daolàm việc an toàn. Khi chọn kết cấu thân dao phải bảo đảm các yêu cầu sau :
- Đủ độ cứng vững để tránh bị biến dạng khi có các lực tác dụng.- Gá kẹp dễ dàng, định vị tốt.
Tiết diện thân dao thường là chữ nhật, vuông, tròn, đa giác...Thân dao chữ nhật dễ gá
đặt, có sức bền uốn tốt. Thân dao tròn dễ chế tạo, khó gá đặt, sức bền chống uốn kém,thường dùng cho tiện lỗ, tiện ren trong...Khi tính toán tiết diện thân dao, ngưới ta dựa vào lực cắt chínhPZ , độ nhô của
đầu dao ra khỏi ổ gá dao và vật liệu làm cán dao.Lực cắt PZ có thể được tính:
PZ = P . f (N)Với: • P: lực cắt đơn vị (N/mm2
) • f: tiết diện lớp cắt (mm2)
Hoặc tính PZ khi tiện theo giáo trình nguyên lý cắt (xem lại các phần trước)
Lực PZ gây ra moment uốn tại tiết diện nguy hiểm :
Sơ đồ về lực PZ tác dụng lên dao tiện.
Từ sơ đồ trên, ta có thể tính được moment uốn của dao khi cắt :
M = PZ . l (Nmm)Với : • PZ : lực cắt chính (N)
• l : chiều dài đầu dao nhô ra khỏi ổ dao (mm)Để dao không bị gãy, thì moment cần thiết của dao phải nhỏ hơn moment uốn
cho phép [M] : M ≤ [M] = W. [σ ]u
Với : •W :moment chống uốn (mm3) • [σ ]u :ứng suất uốn cho phép (N/mm2)
Từ đây có thể tính được moment chống uốn. Lấy giá trị cực đại W bằng :
W =M
u[ ]σ =P lZ
u
.
[ ]σ(mm3)
130
L
B
H
Pz
Chi tieát
Dao tieän

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 130/147
Mà moment chống uốn lại tùy thuộc vào tiết diện mỗi mặt cắt :+ Đối với thân dao có tiết diện hình chữ nhật :
W =BH 2
6=
P lZ
u
.
[ ]σ ⇒ BH2 =
6. .
[ ]
P lZ
uσ
Thông thường người ta lấy : H = 1,6 B (mm) , nên :
B.(1,6.B)2 = 6. .[ ]
P lZ
uσ
⇔ B =6
2563
. ., .[ ]
P lZ
uσ (mm)
Với : • B : chiều rộng tiết diện cán dao (mm). •H : chiều cao tiết diện cán dao (mm). • [σ ]u : ứng suất uốn cho phép (N/mm2).
+ Đối với thân dao có tiết diện vuông :
W =B3
6 =
P lZ
u
.
[ ]σ
⇔ B =6
3. .
[ ]
P lZ
uσ(mm)
Với : . B : cạnh tiết diện thân dao (mm)
+ Đối với thân dao có tiết diện tròn :
W =π.d
3
32= (
d3
10) =
P lZ
u
.
[ ]σ
⇔ d = 323 . ..[ ]
P lZ
uπ σ (mm)
Với d : đường kính thân dao (mm)Các công thức trên, có thể dùng để tính toán hoặc kiểm tra kích thước và độ bền
của dao tiện. Khi tính, ta bỏ qua các lực P Y , PX nên các công thức trên tính gầnđúng.
Khi thiết kế dao, ngoài việc tính toán như trên, người ta còn có thể chọn kíchthước thân dao tiện căn cứ vào lớp phoi cắt hoặc chiều cao tâm máy :
KÍCH THƯỚC VẬT LIỆU MŨI DAOTHÂN DAO (mm) HỢP KIM CỨNG THÉP GIÓ
CHỮ NHẬT VUÔNG DIỆNTÍCHCẮT(mm)
CHIỀUSÂUCẮT(mm)
DIỆNTÍCHCẮT(mm)
CHIỀUSÂUCẮT(mm)
10 x 16 12 - - 1,5 312 x 20 16 - - 2,5 416 x 25 20 4 6 4 520 x 30 25 8 10 6 625 x 40 30 10 13 9 730 x 45 40 25 18 16 8
131

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 131/147
40 x 60 50 40 25 25 1250 x 80 65 60 36 - -Chú thích : - Các trị số cho trong bảng là trị số lớn nhất.
- Các trị số này nên dùng cho dao tiện với ϕ = 450 và cắt thépcó σ b ≤ 750 N/mm
GÁ DAO TIẾTDIỆN
CHIỀU CAO TÂM MÁY (mm)
THÂNDAO
150 180 ÷200
260 300 350 ÷400
TRÊN Ổ CHỮ NHẬT
12 x 20 12 x 20 16 x 25 20 x 30 25 x 40
4 DAO VUÔNG 16 16 20 25 30TRÊN CHỮ
NHẬT12 x 20 16 x25 20 x 30 20 x 30 25 x 40
BÀNDAO
VUÔNG 16 20 25 25 30
III. Vật liệu và thông số hình học phần cắt:1 - Chọn vật liệu phần cắt:
Tùy thuộc vào vật liệu gia công và yêu cầu độ chính xác gia công, mà chọn vậtliệu phần cắt của dao cho phù hợp. ( xem lại phần vật liệu làm dao ).
2 - Các thông số hình học phần cắt:Các thông số hình học phần cắt của dao, có ảnh hưởng rất lớn đến quá trình cắt
kim loại như : nhiệt cắt, lực cắt, độ mài mòn, chất lượng bề mặt và năng suất giacông,...
Xác định các thông số hình học phần cắt của dao bao gồm : việc xác định vị trí,hình dáng các mặt trước, mặt sau của dao đối với mặt đáy, trị số các góc độ của dao và
hình dáng lưỡi cắt,v.v...1-/ Thiết kế hình dáng mặt trước của dao:
Mặt trước dao tiện đơn thường có hai dạng : mặt trước phẳng và mặt trước cong:Mặt trước phẳng, dùng để gia công vật liệu cứng và dòn; mặt trước cong, dùng để
gia công vật liệu dẻo, mềm, hay cứng vừa.Trên mặt trước còn có cạnh viền f, để làm tăng sức bền của lưỡi cắt.
Thường f = ( 0,2 ÷ 1) mm , tùy theo lượng chạy dao S , nếu S ≤ 0,25 mm thì khônglàm f. + Dao thép gió : đặc trưng sức bền uốn cao, dễ mài sắc, chịu được nhiệt độ không
cao.- Mặt trước phẳng, γ = 00 : ứng dụng cho các dao tiện định hình, có hình dáng
phức tạp.
132

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 132/147
- Mặt trước phẳng, γ > 0o , không có cạnh viền : dùng để gia công thép cán, thépđúc, thép dụng cụ, gang, v.v... có σ b ≤ 8 N/mm2 , HB ≤ 220 ( γ = 100 ÷ 160 ).
- Mặt trước phẳng, có cạnh viền : dùng để gia công vật liệu tương đối cứng : thépcó σ b≥ 800 N/mm2 , HB > 220, vật liệu dòn như gang, đồng thanh,...
f = (0,2 ÷ 0,3) mm : gia công tinh.
f = (0,8 ÷ 1) mm : gia công thô.- Mặt trước cong, không có cạnh viền : dùng để gia công vật liệu dẽo, có bước
tiến nhỏ, chiều dày cắt a < 0.2 mm.- Mặt trước cong, có cạnh viền, γ f = 0 ÷ 50 , γ = 30 ÷ 250 , R = 3 ÷ 18
(mm). Dùng để gia công các loại thép dẽo có σ b ≤ 800 N/mm2, kim loại màu, dẽo,hợp kim nhẹ.
+ Dao hợp kim cứng : có đặc trưng : chịu được nhiệt độ cao, dòn, chịu va đậpkém, khó tạo được lưỡi sắc.
- Mặt trước phẳng, với góc trước dương, γ = 100 ÷ 280 : gia công nhôm, hợpkim đồng, ê bô xít, gang xám, đồng thanh, thép có σ b ≤ 800 N/mm2 .
- Mặt trưóc phẳng, với góc trước âm, γ = - 50 : gia công thép cán, thép đúc,có σ b > 800 N/mm2, gia công có va đập, trong điều kiện hệ thống công nghệcứng vững.
- Mặt trước phẳng, có cạnh viền, f = (0,2 ÷ 4) mm, γ f = 0 , γ = 60 ÷ 100 :gia công gang dẽo, thép đúc có σ b ≤ 800 N/mm2 , cũng có thể σ b > 800 N/mm2
trong trường hợp hệ thống công nghệ khá cứng vững.- Mặt trước cong, vát cạnh, γ = - 50 ÷ -100 ; vết cong lõm có R = (2 ÷ 6) mm,
b = (2 ÷ 2,5) mm, h = (0,1÷ 0,5) mm để cuốn phoi và bẻ phoi. Dùng để gia công vậtliệu có σ b ≤ (700 ÷ 1000 ) N/mm2 .
Các dạng mặt trước của dao tiện
2-/ Các thông số hình học hợp lý của phần cắt:Cắt kim loại là một quá trình phức tạp, vì có nhiều yếu tố ảnh hưởng đến quá trình
cắt : tính chất vật liệu gia công, vật liệu làm dao, chế độ cắt và điều kiện gia công,...Tất
cả các yếu tố này đồng thời ảnh hưởng đến quá trình cắt. Do đó chọn thông số hìnhhọc phần cắt hợp lý là việc làm phức tạp.
133
f f B
R
γ f
γ
γ f
γ
Maët phaúng coùvaùtMaët cong coùvaùt
Maët phaúng khoâng vaùt
Tieän theùp Tieän theùp (raõnh ñeåuoán phoi)
Tieän gang, theùp chòu nhieät

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 133/147
Qua thực nghiệm, người ta tổng kết được những ảnh hưởng của các thông số hìnhhọc phần cắt của dao đến các yếu tố của quá trình cắt như sau :
Yếu tố quá trình cắt α γ λ ϕ ϕ
1
r
- Ma sát giữa các bề mặt của dao và phôi x- Biến dạng của bề mặt gia công x x x x x x- Biến dạng của phoi x x x x x- Tuổi bền của dao x x x x x x- Độ bền của lưỡi cắt x x x x x x- Trị số lực cắt thành phần x x x x x x- Phương các phản lực x x x- Độ nhẵn bề mặt gia công x x x x x x- Đặc tính mòn của dao x x
- Mức độ và trị số mòn của dao x x x x x x- Dạng phoi x x x- Chiều dày cắt x x- Chiều rộng cắt x x x- Phương thoát phoi x x
a/- Góc trước γ :Ảnh hưởng của γ được giới thiệu trong bảng trên. Tác dụng chủ yếu của γ là tạo
điều kiện thoát phoi (làm giảm biến dạng của phoi), ảnh hưởng đến trị số và phươngcủa lực cắt, chất lượng bề mặt gia công, tuổi bền của dao.
- Vật liệu càng dẽo thì chọn γ càng lớn : lực cắt nhỏ, thoát phoi dễ...- Vật liệu càng dòn có khuynh hướng giảm γ để tăng góc cắt, tăng độ bền của
dao.- Dao thép gió có thể chọn γ lớn hơn so với dao hợp kim cứng hay vật liệu chịu
bền uốn kém.- Gia công thô nên chọn γ lớn (α nhỏ ), gia công tinh nên chọn γ nhỏ để tăng
góc sau α trong điều kiện β = const.
- Dao hợp kim cứng: gia công thô, γ có thể âm, song hệ thống công nghệ phảiđủ cứng vững.
+ Đối với dao tiện thép gió : góc trước trên cạnh viền thưòng nhỏ: γ f = 50 ÷ 80 Mặt trước phẳng : chọn γ = 80 ÷ 150 .Mặt trước cong : chọn γ = 250 ÷ 300
+ Đối với dao hợp kim cứng: góc trước trên cạnh viền thường chọn:γ f = -3o ÷ -100
Gia công vật liệu dòn : gang, đồng thanh...chọn γ = 80 ÷ 150 Gia công vật liệu cứng σ > 100 Kg/cm2 chọn γ = -50 ÷ -250
Chọn góc trước γ của dao tiện có thể tra bảng trong các sổ tay kỹ thuật. b/- Góc sau α :
134
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 134/147
Góc sau α có ảnh hưởng lớn đến một số yếu tố của quá trình cắt nhưtrong bảng trên đã nêu. Đặc biệt là ảnh hưởng đến tuổi bền của dao và độ nhẵn bề mặtgia công.Góc sau α 1 phụ thuộc vào bước tiến S và trị số β . Để tránh ma sát mặt sau thì α
phải nhỏ hơn µ :
tg µ = SDΠ
Trong đó : S _ bước tiến (mm/vòng)D _ Đường kính chi tiết gia công (mm)
. Khi S tăng thì lực cắt tăng, µ tăng, nên α tăng : để giảm lực cắt thì α phảităng cho phù hợp với µ . Điều này dẫn đến β bị giảm và độ bền của mũi dao giảm.
Người ta có khuynh hướng chọn α min.. Khi S giảm thì lực cắt giảm, µ giảm và α giảm nên β tăng : lúc này lực cắt
nhỏ, để giảm bán kính mũi dao và giảm ma sát, người ta có khuynh hướng chọn α max .
. Gia công vật liệu giòn, cắt phoi mỏng, dao chủ yếu bị mòn ở mặt sau: chọn αtăng.
. Tiện tinh nên chọn α tăng để giảm ma sát.
. Góc sau phụ α 1 : thông thường chọn α 1= α .Riêng dao tiện rãnh α 1 = 10÷ 20
Một số giá trị góc sau của các loại dao thông dụng :Khi : S ≤ o.25 mm S > 0.25 mm
- Dao tiện thông và tiện mặt đầu : α = 120 α = 60 ÷ 80 - Dao cắt đứt, tiện rãnh : α = 120 ÷ 150 α = 80 ÷ 100
- Dao tiện lỗ : α = 120 ÷ 150 α = 80 ÷ 100 Chọn α có thể tham khảo trong các sổ tay kỹ thuật.
c/- Góc nghiêng chính ϕ :Góc nghiêng chính ϕ ảnh hưởng đến độ nhẵn bề mặt gia công; ảnh hưởng đến
chiều rộng, chiều dày lớp cắt; đến phương và trị số lực cắt P Y , PX ; đến độ bền củadao...
Nguyên tắc chọn:+ Nếu độ cứng vững của hệ thống công nghệ cao thì chọn ϕ giảm, để tăng độ
bền của dao.+ Nếu độ cứng vững của hệ thống công nghệ giảm thì chọn ϕ tăng để giảm lựccắt. Tuy nhiên cũng có giới hạn của nó tùy theo điều kiện cụ thể :
- Điều kiện hệ thống công nghệ cứng vững, vớil
D< 6 thì ϕ = 100 ÷ 300
- Điều kiện cứng vững trung bình, vớil
D= 6 ÷ 12 thì ϕ = 300 ÷
450
- Điều kiện cứng vững kém : .l
D= 12 ÷ 15 thì ϕ = 600 ÷ 750
.lD > 15 thì ϕ = 800 ÷ 900
- Tiện mặt đầu : ϕ = 300 ÷ 700 đôi khi lên đến 900
135

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 135/147
- Tiện lỗ bậc, không suốt ϕ ≥ 900
d /- Góc nghiêng phụ ϕ 1 :Góc nghiêng phụ ảnh hưởng đến độ nhẵn bề mặt gia công, độ bền của dao và
lực cắt. Khi ϕ 1 giảm thì độ nhẵn tăng nhưng rung động tăng.+ Khi hệ thống công nghệ cứng vững lấy : ϕ 1 = 100 ÷ 150 .
+ Khi hệ thống công nghệ kém cứng vững lấy ϕ 1 = 200 ÷ 300 .e /- Góc nâng lưỡi cắt chính λ :
Góc nâng λ ảnh hưỏng đến hình dạng của phoi, phương thoát phoi, sức bền củalưỡi cắt.+ λ = 0 phoi thoát ra theo hướng vuông góc luỡi cắt chính.+ λ > 0 phoi có khuynh hướng thoát ra đi vào hướng bề mặt gia công : gia công thô.+ λ < 0 phoi thoát ra có khuynh hướng đi ra xa bề mặt gia công : gia công tinh.+ Điều kiện bẻ phoi tốt mà không cần cơ cấu bẻ phoi : dao co γ = -50÷ -100,
ϕ = 600
÷ 700
thì λ = 100
÷ 150
.+ Dao thép gio : tiện tinh, bán tinh λ = 00
Gia công thô lượng dư không đều λ = 00 ÷ 50 .Bào và tiiện các bề mặt không liên tục λ = 100 ÷ 200 .
+ Dao hợp kim cứng : gia công với lượng dư đều, không va đập : λ = 00 ÷ 50
Gia công với lượng dư không đều, cắt không liên tục : λ = 120 ÷ 150
Khi gia công thép dã tôi : λ = 250 ÷350.
Khi λ nhỏ ( λ ≤ 60 ) thì ảnh hưởng của góc này đến quá trình cắt không lớn,
thường λ = 00 hoặc λ = 40 ÷ 50.Khi tăng λ lên thì chất lượng bề mặt gia công giảm, nếu λ > 60 thì PZ và P Y
tăng và PX giảmg /- Hình dạng lưỡi cắt chính và bán kính của mũi dao r :
Hình dạng lưỡi cắt chính của dao tiện đơn có thể thẳng, cong, gẫy khúc,.... Nó ảnhhưởng đến chất lượng bề mặt gia công, lực cắt, độ bền của dao:
+ Lưỡi cắt cong : Nếu bán kính lưỡi dao r tăng thì R a giảm tức là độ nhẵn bềmặt tăng, tuổi bền của dao tăng, đồng thời P Y và PZ cũng tăng (PX giảm ) làm rungđộng tăng. Do dó, dao có r lớn chỉ dùng khi gia công tinh và hệ thống công nghệ cứng
vững.+Thường chọn : Dao tiện r = 0,5 ÷ 3 mm
Dao bào r lớn hơn ( 2 ÷ 2,5 ) lần so với dao tiện.+ Lưỡi cắt cong khó chế tạo. Để khắc phục, dễ chế tạo dao người ta mài lưỡi
cắt gẫy khúc tạo thêm góc nghiêng chính phụ ϕ 0 nhằm tăng độ bền của dao : ϕ 0 ≈200
136

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 136/147
Dao cải tiến
IV. Thiết kế phần kẹp mảnh lưỡi cắt vào thân dao :
Khi gia công bằng cắt gọt, số lượng dao tiện được dùng ngày càng tăng lên, chonên việc dùng dao hàn gặp nhiều khó khăn: tốn vật liệu làm thân dao, nguyên công hàntốn thời gian, năng suất thấp.
Vấn đề đặt ra là phải có phương pháp nhằm khắc phục các nhược điểm trên.Từ đó người ta nghĩ ra cách kẹp dao bằng cơ khí và lực cắt, đó là những phương pháprất tiện lợi và được sử dụng ở nhiều nước có nền công nghiệp phát triển. Đặc điểmcủa các phương pháp này là: các mảnh dao được chế tạo theo tiêu chuẩn và có hìnhdáng rất đa dạng, theo yêu cầu công dụng và tính năng sử dụng của từng loại dao. Quátrình làm việc, mảnh dao bị mòn, đến lúc không dùng được nữa, ta tháo ra thay mảnh
khác, hoặc xoay sang cạnh khác của dao để tiếp tục sử dụng.1 - Phương pháp hàn:
Hàn có các dạng:- Dạng hở : dễ làm nhất, hàn khi mảnh lưỡi cắt có tiết diện lớn. (Ha)- Hàn nửa kín: đối với mảnh lưỡi cắt có kích thước trung bình. (Hb)- Dạng kín: đối với các mảnh lưỡi cắt mỏng hoặc có kích thước nhỏ. (Hc)
+ Ưu điểm:- Tiện lợi khi sử dụng: thay dao nhanh, ít mất thời gian thay và điều chỉnh
mảnh lưỡi cắt.+ Nhược:- Khi mài lưỡi cắt sẽ bị phạm vào thân dao.- Tốn nhiều vật liệu làm thân dao: mỗi mảnh lưỡi cắt tốn một thân dao.- Các vết hàn dễ bị rạn nứt trong quá trình cắt.- Phải tốn công mài các vết lõm, bộ phận để cuốn, bẻ phoi.- Thời gian chuẩn bị dao tốn nhiều thời gian (do hàn)
2 - Phương pháp kẹp bằng cơ khí:Có các dạng sau:
- Kẹp bằng vít kẹp- Kẹp bằng cam lệch tâm- Kẹp bằng vít + đòn bẩy
137
ϕ = 20 °

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 137/147
Hiện nay người ta đã dùng nhiều mảnh hợp kim cứng hoặc sứ có dạng nhiềucạnh.
+ Ưu diểm:- Dễ phục vụ, dễ thay mảnh hợp kim, dễ sửa chữa khi cần thiết.- Khi mài dao chỉ cần mài mảnh lưỡi cắt, nên cán dao có thể sử dụng rất
nhiều lần.+ Nhược:- Chế tạo phức tạp.- Sự mài lại dao khó khăn hơn vì phải bảo đảm góc độ dao trước khi kẹp
mảnh lưỡi cắt vào thân dao.
3 - Dao kẹp bằng lực cắt:
Sử dụng lực cắt để kẹp mảnh hợp kim vào thân dao tiện, phương pháp này rất
thuận lợi.Trong quá trình cắt, lực kẹp là do hợp lực của hai lực thành phần PN và PZ :P R = Pz + Pn
Hướng của lực Pn đặc trưng bởi góc ϕ :+ Nếu ϕ < α : mảnh hợp kim bị dập xuống.+ Nếu ϕ > α : mảnh hợp kim bị tung lên.
Điều kiện để dao làm việc bình thường là:α < ψ < δ
Theo thực nghiệm: tg ψ =
P
P
n
z và tăng theo độ mòn của lưỡi cắt và sự giảmchiều dày cắt.
4 - Phương pháp kết hợp:Kết hợp giữa hai phương pháp cơ khí và hàn:
Mảnh lưỡi cắt được hàn với đầu dao rời và làm bằng thép dụng cụ.Đầu dao gá vào thân dao bởi rãnh mang cá có dạng hình nêm, khi cắt nhờ
rãnh hình nêm tạo lực giữ kẹp đầu dao.V. Cơ cấu bẻ phoi :
Cuốn phoi và bẻ phoi là một vấn đề rất quan trọng khi cắt cao tốc các kim loại
dẽo bằng dao hợp kim cứng. Khi cắt cao tốc, với lượng chạy dao lớn, phoi ra nhanhthành những dãy dài cuốn vào dao và chi tiết gia công, vào thành máy,... làm ảnhhưởng đến năng suất, chất lượng và an toàn lao động.,...
Do do, việc bẻ phoi là rất cần thiết. Hiện nay khi tiện dùng một số phương phápsau đây để bẻ phoi:
- Lựa chọn hình dáng hình học của dao và chế độ cắt.- Mài rãnh chắn hoặc rãnh lưỡi liềm trên mặt trước của dao.- Làm cơ cấu bẻ phoi.
1 - Dựa vào hình dáng hình học phần cắt của dao:
+ Ưu điểm:- Không cần thiết bị phụ.- Dao mài thông thường.
138
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 138/147
Phương pháp này dựa trên cơ sở ảnh hưởng của góc ϕ và góc γ đến dạng phoi.
Ví dụ : Khi ϕ tăng lên, nếu t và S không đổi thì a tăng lên, phoi cứng hơn, khi xoắnlại dễ bị gãy thành những đoạn nhỏ.
Góc λ có tác dụng điều chỉnh phương thoát phoi, không ảnh hưởng nhiều đến
việc bẻ phoi, đặc biệt là ϕ = 450 ÷ 600
Một số liệu cụ thể để chọn các thông số được giới thiệu ở bảng sau :
Kiểu dao(HKC)
ϕ 0 γ 0 γ φ λ 0 f (mm)
Dao tiện thông 45 0 -5 0 4 *“ 60 10 -2 +18 2,5“ 70 - 10 - +12 * *
Dao xén mặtđầu
90 - 3 -5 0 4
“ 90 +15 -5 +15 1,5
* Khi t ≥ 4 và S ≥ 0,3 mm/ vòng.
** Khit
s ≥ 10 đặc biệt khi S ≥ 4 mm/ vòng.
2 - Bẻ phoi nhờ rãnh mặt trước:
Rãnh được gia công bằng phương pháp mài hay dùng tia lửa điệnMảnh dao được đặt nghiêng một góc -10÷ -1,50 cho phép cắt với chế độ trong phạm vi rộng khi cùng kích thước rãnh. (S= 0,25 ÷ 0,6 mm/ vòng). Kích thước rãnh phụ thuộc vào vật liệu gia công.
Ví dụ: Thép Cac bon có:CT 10 ÷ 45 suy ra f = 0,1 ÷ 0,5 ; B = 7 ÷ 5 mm
= 1 ÷ 4 ; t = 1,5 ÷ 0,8 Nhược điểm của kiểu bẻ phoi này là mài rãnh khó, tiêu phí hợp kim cứng nên
sử dụng bị hạn chế, nó được dùng trong trường hợp lắp cơ cấu bẻ phoi khó khăn.
Kích thước rãnh cong cho trong bảng sau :
Kích thước(mm)
S (mm/vòng)
0,3 0,5 0,7 0,9 1,2 1,4B 2,5 3,5 5 7 8,5 9,5R 2,5 4 5 6,5 9,5 10t 0,3 0,4 0,7 0,95 1 1,2f 0,2 0,3 0,45 0,55 0,6 0,8
3 - Cơ cấu bẻ phoi không điều chỉnh:
139

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 139/147
Miếng bẻ phoi thường chế tạo từ mãnh hợp kim cứng được hàn lên mặt trướccủa dao
Quá trình cắt phoi ra với tốc độ lớn đập vào cơ cấu bẻ phoi và bị gãy.Góc ε giữa miếng bẻ phoi và bề mặt trước phụ thuộc vào góc nghiêng của
miếng bẻ phoi Ψ bf và góc trước γ góc ε ảnh hưởng lớn đến quá trình bẻ phoi.
Thực nghiệm chọn:Ψ bf = 450 khi đó chọn ε = 1350 -ΨGóc δ tạo giữa miếng bẻ phoi và lưới cắt chính ảnh hưởng đến dạng phoi và
phương thoát phoi, nó phụ thuộc vào chiều sâu t và góc ϕ Nếu t ≥ 6 mmKhi ϕ = 450 chọn δ = 50
ϕ = 600 chọn δ = 100
ϕ = 90
0
chọn δ = 20
0
Trị số k phụ thuộc chủ yếu vào lượng chạy dao s và một phần nào t và v, thường:
k = 3 ÷ 8 mm. Nhược điểm: Mòm nhanh miếng bẻ phoi, mài khó, không vạn năng, chưa tận
dụng hết miếng hợp kim cứng.4. Cơ cấu bẻ phoi có điều chỉnh:Cơ cấu bẻ phoi trên không thể điều chỉnh được theo các thông số yêu cầu, do đó
một cơ cấu bẻ phoi vạn năng này, có thể điều chỉnh theo các chiều để tạo nên nhữngthông số thích hợp khi cắt gọt.
Tháo vít 3 đầu bẻ phoi 1 có thể quay vòng quanh trục nằm ngang; đầu 2 có thểquay theo trục đứng như vậy có thể điều chỉnh theo yêu cầu các góc độ.
Ngoài ra khi mòn đầu bẻ phoi 1 ta có thể thay thế dễ dàng. Nhược điểm của cơ cấu này là cồng kềnh và phức tạp, ngoài các cơ cấu trên
còn nhiều cơ cấu bẻ phoi khác có nguyên tắc làm việc giống cơ cấu trên.
5. Điều kiện kỹ thuật :Thường được quy định chủ yếu là ở phần cắt (độ bóng, sai số góc độ).
Thân dao chế tạo từ thép 45, 40X, CT6.
Các bề mặt tựa khi gá và mài dao thường đạt độ bóng ∇5.- Mặt trước đạt ≥ ∇8 dao thép gió ≥ ∇9 dao hợp kim cứng
- Mặt sau ≥ ∇7- Trên bề mặt phần cắt không có vết sướt, nứt nẻ.- Độ cứng sâu khi tôi phần cắt: HRC = 62 ÷ 65.
thân dao: HRC = 30 ÷ 40.- Sai số góc độ : ± 10 ÷ ± 20.
140
5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 140/147
§Bài3-THIẾT KẾ DAO TIỆN ĐỊNH HÌNH
I- Dao tiện định hình:1- Khái niệm:
Dao tiện định hình sử dụng để gia công các bề mặt định hình tròn xoay, trongsản xuất hàng loạt lớn, hàng khối, đặc biệt trên máy tự động và bán tự động. So vớidao tiện thông thường có các đặc điểm sau :
- Dao tiện định hình có hình dáng đường viền lưỡi cắt chính phù hợp với biêndạng bề mặt gia công.
- Bảo đảm sự đồng nhất về hình dáng và chính xác về kích thước của chi tiếtgia công, vì nó không phụ thuộc vào cấp bậc tay nghề của công nhân, mà nó phụ thuộcchủ yếu vàođộ chính xác chế tạo dao.
- Cho năng suất cao, tuổi thọ của dao lớn (do lượng dư gia công thường nhỏ),mài sắc dao tương đối đơn giản hơn.
2- Phân loại :Dao tiện định hình có thể chia ra các loại sau đây :+ Theo kết cấu : dao tiện định hình có thể chia ra dao hình tròn và dao hình lăng
trụ.
+ Theo cách gá tương đối của dao đối với chi tiết gia công có : dao định hìnhhướng kính và dao định hình tiếp tuyến.
Dao hướng kính có hướng chạy dao theo hướng bán kính của chi tiết; còn daotiếp tuyến chạy dao theo hướng tiếp tuyến với bề mặt gia công. Dao định hình tiếptuyến thường dùng để gia công những chi tiết chịu uốn kém, chiều cao hình dánh chitiết không sâu.
+ Theo vị trí trục dao và trục chi tiết gia công : có dao gá thẳng và dao gánghiêng.
3- Sai số hình dáng chi tiết khi tiện bằng dao tiện định hình:
Các chi tiết định hình, có biên dạng thường gồm những bề mặt nối kết với nhaunhư : mặt trụ, cone, cong..., độ chính xác khi gia công phụ thuộc vào hình dáng kết cấudao và cách gá đặt dao. Ta sẽ nghiên cứu độ chính xác các bề mặt này, khi gia công
bằng dao tiện định hình.+Đối với dao lăng trụ :
- Khi gia công mặt trụ không có sai số : khi gia công chi tiết hình trụ, lưỡi cắtnằm ngang trên đường sinh của hình trụ (song song với trục của chi tiết) thì sẽ khôngcó sai số trên chi tiết gia công.
- Gia công mặt côn (nón) có sai số do cắt mặt cắt côn bằng mặt phẳng không đi
qua đường tâm chi tiết :
141

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 141/147
Để tạo ra một hình nón trò xoay chính xác, ta cho một đường sinh cắt trục nóntại một điểm (O1) và hợp với trục một góc δ , đường sinh này di chuyển luôn luôn tựatrên vòng tròn có tâm (O2) nằm trên trục nón.
Trường hợp đường sinh đó không cắt trục nón mà chéo với trục nón một gócλ , khi đường sinh đó quay như trên thì sẽ tạo ra bề mặt Hyperbolloid tròn xoay.
Dao tiện định hình lăng trụ do khi gia công mặt côn (nón) chỉ có một điểm cơ sở, mà lưỡi cắt chéo với trục của chi tiết, vì vậy bề mặt chi tiết nhận được là một bềmặt hyperbolloid lõm, có sai số ∆ 1
Cách khắc phục :. Chế tạo lưỡi cắt có dạng hyperbolloid lồi, điều này rất khó khăn không thể thực
hiện được,. Nâng lưỡi cắt lên một góc λ , để cho lưỡi cắt trùng với đường sinh (lưỡi cắt có
2 điểm cơ sở), gọi là dao có đoạn cơ sở nằm ngang tâm chi tiết,. Đối với bề mặt phức tạp, ta chia lưỡi cắt thành nhiều đoạn và đưa về dạng có
đoạn cơ sở.+ Dao hình tròn :- Gia công mặt trụ không có sai số.- Gia công mặt côn : có sai số như dao lăng trụ, nhưng lại có thêm sai số do sai
số hình dạng lưỡi cắt khi chế tạo định hình gây ra : Như ta đã biết, nếu dùng một mặt phẳng cắt qua trục một hình nón, thì ta luôn luônnhận được đường sinh là đường thẳng. Nhưng nếu ta cắt hình nón bằng một mặt phẳngkhông cắt qua trục hình nón, thì giao tuyến sẽ là một hyperbol.
Trong thực tế, đối với dao tiện định hình hình tròn (dĩa), khi chế tạo, bản thân
dao đã có dạng côn; mặt khác, do có góc trước γ , nên khi chế tạo mặt trước của dao,ta đã cắt dao bằng mặt phẳng không qua tâm, mà cách trục dao một đoạn H nào đó.Giao tuyến của mặt trước và mặt côn lúc này sẽ là đường Hyperbol chớ không phải làđường thẳng. Khoảng cách giữa cung hyperbol và đường thẳng lý thuyết là sai số ∆ 2,đây là sai số tất mhiên do chế tạo. Sai số này của dao sẽ gây trên chi tiết sai số ∆ 2.Vậy khi gia công bằng dao hình tròn thì chi tiết sẽ có sai số là:
∆ = ∆ 1 +∆ 2Cách khắc phục : ∆ 1 như dao lăng trụ, còn ∆ 2 thì rất phức tạp, không khắc
phục được. (Hình IV-8.d)
4. So sánh dao lăng trụ và dao hình tròn:a. Dao lăng trụ:+Ưu: - Do kẹp dao bằng rảnh mang cá nên độ cứng vững hơn cao hơn.
- Góc α có thể thay đổi được.-Độ bền lưỡi dao, thoát nhiệt tốt.-Độ chính xác cao hơn, sai số không đáng kể.
+ Nhược:- Chế tạo khó.- Không dùng để tiện lỗ được.
b. Dao tròn:+ Ưu:- Có thể tiện ngoài và tiện lỗ.- Chế tạo dễ vì dạng tròn xoay và mài dễ.
142

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 142/147
+ Nhược:- Khó kẹp chặt, đứng vững kém.- Góc α không điều chỉnh được ( vì phụ thuộc vào chiều cao H)- Độ chính xác kém hơn.
II. Thiết kế dao tiện định hình:1- Một vài định nghĩa:+ Điểm cơ sở: là điểm nằm xa nhất đối với chuẩn kẹp, hay tâm của dao. Đây là
điểm để chúng ta dựa vào đó chọn các góc độ căn bản của dao và tính toán các điểmkhác. Chọn như thế nào để các điểm khác của dao có thể làm việc được.
+ Chiều cao hình dáng chi tiết: (hct) Là hiệu số các bán kính tại các điểm trên bề mặt chi tiết so với bán kính các điểm cơ sở.
+ Chiều cao hình dáng dao: (hd) Là hiệu số khoảng cách giữa các đường viềncủa lưỡi cắt, đo trong tiết diện vuông góc với mặt sau của dao và song song vơí trục
tâm của chi tiết.2- Thiết kế dao tiện định hình:Trình tự thiết kế dao:
- Chọn loại dao (dựa vào kết cấu chi tiết, thiết bị gia công, điều kiện hiện có...)- Chọn vật liệu làm dao (tuỳ thuộc vào vật liệu gia công).
- Căn cứ vào vật liệu gia công để chọn góc trước γ và góc sau α tại diểm cơ sở.
- Tính chiều cao prôfin lớn nhất của chi tiết:
tD D
maxmax min=
−
2Căn cứ vào tmax chọn kích thước kết cấu dao (tra bảng trong các sổ tay thiết kế).- Căn cứ vào các dữ kiện trên để xác định hình dáng lưỡi cắt (vẽ prôfin dao).
Một số bước cần lưu ý :a- Chọn kích thước kết cấu của dao:
+ Kích thước kết cấu của dao tiện dịnh hình được xác định tuỳ theo chiều cao profin lớn nhất của chi tiết gia công (tmax), chiều dài kết cấu chi tiết có thể chọn theocác bảng sau:
+ Đường kính dao tiện lỗ định hình không được lớn hơn 0,75 đường kính của lỗgia công.
+ Chiều rộng lưỡi cắt của dao được chọn như sau:Ld = Lct +a+b+c
Trong đó:- Lct : chiều rộng profin của chi tiết.- a: lưỡi cắt phụ a:=2 - 5mm- Chiều rộng lưỡi cắt ứng vơí vị trí cắt đứt phoi lấy lớn hơn hay bằng
chiều rộng lưỡi daocắt đứt b>= 3 - 8mm- c: Chiều rộng lưỡi cắt phần xén mặt đầu chi tiết: c = 1 - 3mm nếu mặt
đầu chi tiết có vút, thì lấy lớn hơn phần vút từ 1 - 1,5mm. b- Thông số hình học phần cắt :
+Sự cần thiết phải tính toán hình dáng dao:
143

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 143/147
Nếu lấy hình dáng chi tiết làm hình dáng dao thì chiều cao hình dáng dao bằngvới chiều cao hình dáng chi tiết:
hd = hct
Như vậy thì:
Điểm (1) dao gia công = điểm (1) của chi tiếtĐiểm (2) dao gia công = điểm (2) của chi tiết.Trường hợp này thì :γ = 0, α = 0 : dao không thể cắt gọt được.Vấn đề đặt ra là: Để dao cắt được kim loại thì chúng ta phải tạo ra trên dao có: γ ≠ 0,α ≠ 0.
Vậy hd ≠ hct do đó không thể lấy hình dáng chi tiết làm hình dáng dao mà phảitính toán hình dáng dao.
Việc xác định hình dáng dao, tức xác định chiều cao hình dáng dao tại các điểmso với điểm cơ sở được xác định trong tiết diện vuông góc với mặt sau của dao (N -N)
+ Thông số hình học phần cắt:- Chọn góc trước và góc sau của dao tiện định hình ( bằng thép gió hay thép hợpkim dụng cụ) tùy theo vật liệu gia công và chiều dày cắt và chọn theo các sổ tay kỹthuật . Dao tiện định hình cắt với phoi mỏng, cho nên góc sau lấy lớn hơn so với daotiện thường.
- Góc α : Dao tròn tạo bằng cánh gá dao có tâm cao hơn tâm chi tiết một đoạnh = r.sinα . Với r: bán kính của dao ở điểm cơ sở.
- Dao lăng trụ: α điều chỉnh được, do điều chỉnh dao theo đồ gá (α tạo nên dogá nghiêng dao theo tiết diện vuông góc với trục chi tiết)
- Góc α và γ chọn theo các bảng thường là tại diểm cơ sở. Còn α và γ ứngvới các điểm trên các bán kính khác nhau thì có trị số khác nhau.
Càng gần chuẩn kẹp ( dao lăng trụ) hay càng gần tâm dao ( dao hình dĩa) thì αcàng tăng và ngược lại góc γ thì giảm. Những điểm nằm cao hơn điểm cơ sở thì lấyγ tăng lên và α giảm. Nếu chọn điểm cơ sở không phù hợp thì α có thể giảm đến 0và nhỏ hơn 0. Vì vậy nên kiểm tra lại α , nếu α quá nhỏ thì phải chọn lại điểm cơ sở.
- Góc α tại điểm X bất kỳ có thể tính như sau:+ Dao tròn :α X = ψ -γ X + β X
+ Dao lăng trụ : α X = ψ - γ X
Ở đây: ψ = α + γ sin
sin
* sin
* cos
* sin( )
sin
γ γ
βψ
ψ γ γ γ
X
X
r
rx
tgCx
r Cx
Cxrx x
=
=−
=−
+ Tính toán profin dao:
Để xác định biên dạng dao tiện định hình thường dùng 2 phương pháp: Phương pháp đồ thị và phương pháp giải tích.
144

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 144/147
Phương pháp đồ thị cho nhanh chóng kết quả nhưng độ chính xác phụ thuộc vàohình vẽ. Còn phương pháp giải tích chính xác nhưng lâu ( mất nhiều thời gian)
# Phương pháp đồ thị :Dùng đồ thị để vẽ prôfin dao dựa vào hình dáng, kích thước chi tiết cho trước.
Theo phương pháp này, muốn tìm hình dáng luỡi cắt ta phải tìm mặt trước qua điểm cơ
sở. Giao tuyến giữa mặt trước với các vòng tròn của chi tiết, chính là hình dáng lưỡicắt ở tiết diện trên mặt trước.
Để tìm hình dáng chi tiết trên tiết diện vuông góc với mặt sau (hay tiết diện chiềutrục), ta vẽ những đường sinh song song với đường sinh tại điểm cơ sơ, đã vẽ nghiêngmột góc α .Cách vẽ :
+ Dao định hình lăng trụ :. Xác định điểm cơ sở : dựa vào hình dáng chi tiết.. Chọn góc độ dao: α và γ cho điểm cơ sở : dựa vào vật liệu gia công (tra
trong các sổ tay).. Qua điểm cơ sở, dựng đường thẳng (P) tạo góc γ . (P) sẽ cắt các vòng tròn
biên dạng phôi tại các điểm (i’). Đó là những điểm của dao đề gia công các điểm (i)của chi tiết.
. Qua điểm cơ sở dựng đường sinh tạo góc α . Từ các điểm (i’) dựng các đườngsinh song song với đường sinh vừa dựng . Ta có bề mặt sau của dao lăng trụ.
. Dựng mặt phẳng N-N vuông góc với mặt sau của dao lăng trụ và liên hệ vớihình chiếu bằng từ các điểm (i’) gióng xuống, ta vẽ được hình dáng dao.
+ Dao định hình tròn (dao hình dĩa):
. Xác định điểm cơ sở: dựa vào hình dáng chi tiết.
. Chọn góc α và γ cho điểm cơ sở: dựa vào vật liệu gia công (tra các sổ tay kỹthuật).
. Vẽ 2 tia từ điểm cơ sở với góc tương ứng là α và γ . Tia γ cắt các vòng tròn biên dạng chi tiết tại các điểm (i’).
. Vẽ đường thẳng đứng cách bán kính lớn nhất của chi tiết một khoảngK = (3 ÷ 12)mm (có thể tra bảng), giới hạn chiều dài mài mặt trước của dao, đườngnày cắt tia γ tại điểm B.
. Từ B kẽ đường phân giác góc ω (tao bởi tia γ và đường thẳng đứng vừadựng). Giao điểm giữa đường phân giác với tia α là tâm O2 của dao.
. Từ tâm O2 lần lượt quay các vòng tròn có bán kính R i = i’O2 . Ta được các bánkính đường viền của lưỡi cắt chính: R i .
. Xác định biên dạng lưỡi cắt trong tiết diện chiều trục N-N , ta vẽ được hìnhdáng dao với chiều cao prôfin dao đo trong tiết diện chiều trục t i bằng hiệu các R i kếtiếp.
# Phương pháp giải tích :Dùng phương pháp tính tóan kết hợp với hình vẽ để xác định prôfin của dao
tiện định hình, gồm : xác định prôfin dao ở tiết diện theo mặt trước và ở tiết diệnvuông góc với mặt sau (đối với dao tròn là ở tiết diện chiều trục). Đối với dao gá
145

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 145/147
nghiêng còn phải tính chiều rộng prôfin dao. (Dao không gá nghiêng, chiều rộng prôfin dao hòan tòan trùng với chiều rộng của chi tiết).
+ Dao lăng trụ :Ở đây, nhằm xác định chiều cao prôfin dao ở tiết diện trên mặt trước Ti và ở tiết
diện vuông góc với mặt sau ti.
Quan sát một chi tiết hình côn như hình vẽ :Xác định chiều cao prôfin dao ở tiết diện trên mặt trước Ti :. Đầu tiên xác định điểm cơ sở (1).. Chọn α và γ , dựa vào vật liệu gia công.. Tại điểm cơ sở xác định chiều cao hình dáng chi tiết lớn nhất :
tmax =d dmax min−
2, từ tmax chọn đường kính dao tại điểm cơ sở và chọn các kích
thước kết cấu khác (tra trong các sổ tay kỹ thuật).. Tính chiều cao prôfin dao ở mặt trước Ti :
Qua sơ đồ: từ các vòng tròn giới hạn kích thước chi tiết trên hình chiếu đứng, tạiđiểm cơ sở (1’) ta dựng đường thẳng (P) tạo góc γ . (P) cắt các vòng tròn còn lại tạicác điểm (i). (P) cách tâm O1 của chi tiết một khỏang A. Theo phương (P) ta vẽ đượccác kích htước tương ứng B,C,Ti .
Ta có :A = r . sin γ B = r . cos γ C = r i . cos γ i
Với : γ i =A
ri
Ti = C - Bvà ti = Ti . cos (α + γ )
Từ đây ta gióng xuống mặt phẳng hình chiếu bằng, sẽ vẽ được prôfin dao ở tiếtdiện vuông góc với mặt sau của dao.
Nhận xét : Chiều cao hình dáng dao ở tiết diện vuông góc với mặt sau của dao lăngtrụ ti , bằng chiều cao hình dáng dao ở tiết diện mặt trước Ti nhân với cos (α + γ ).
+ Dao hình tròn : - Chiều cao prôfin dao trên mặt trước của dao hình tròn (dao dĩa), cách tính
theo các công thức như đối với dao lăng trụ.- Chiều cao prôfin dao ở tiết diện chiều trục được xác định theo các công thứcsau:
. Góc α ở dao tròn được hình thành do gá nâng tâm dao cao hơn tâm phôi mộtkhỏang:
h = R . sin α. Còn chiều cao mài dao H được tính :
H = R . sin (α + γ )Và chiều cao prôfin dao tại tiết diện chiều trục sẽ bằng :
ti = R - R iVới R đã chọn.
146

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 146/147
R i =H
i isin( )α γ +
mà tg (α i +γ i ) =H
E
với : E = D - Ti
và : D = R . cos (α + γ )+ Dao có mặt trước nâng một góc λ :(Hình IV-14)Khi gia công bề mặt côn bằng dao tiện định hình lăng trụ hoặc tròn xoay (dạng
dĩa), đếu sinh ra sai số prôfin gia công. Để nâng cao độ chính xác của chi tiết gia công,cần thiết phải thiết kế dao tiện định hình có đoạn cơ sở nằm ngang tâm chi tiết. Yức làta xoay mặt trước của dao một góc nâng λ . Góc λ không thể chọn bất kỳ, mà nó phụthuộc vào khoảng cách chiều trục L giữa các điểm giới hạn (1) và (2) của phần côn đãcho trước và trị số nâng q của điểm (2) trên điểm (1), tại tiết diện vuông góc với vếtcủa giao tuyến giữa mặt trước với mặt phẳng mài dưới một góc λ . Đối với dao lăng
trụ và dao dạng dĩa λ có thể xác định : tg λ =
q
L
t
L=
.sin γ = tgβ . tg γ
Với : .t -chiều sâu hình dáng của phần côn chi tiết đã chọn : t = r 2 - r 1 . 2β -góc đỉnh của mặt côn chi tiết.. γ -góc trước của lưỡi cắt.
Tính toán hình dáng dao trên đoạn cơ sở 1-2 :- Đối với dao này, bán kính dao tại điểm cơ sở (1) cũng chọn theo biên dạng
lớn nhất của chi tiết tmax và ta được R 1 .- Ta sẽ tính bán kính R 2 tại điểm cơ sở (2) :
Từ tam giác O212 ta có :
R 2 =h
sinα2
.h- Khoảng nâng tâm dao tròn so với tâm chi tiết.Với h = R 1 . sin α 1 (R 1 và α 1 được chọn từ trước)
tg α 2 =h
E 2.E2 - khoảng cách từ điểm cơ sở (2) đến tâm dao O2.
mà E2 = E1 - t .E1 - khoảng cách từ diểm cơ sở (2) đến tâm dao O2.
.t - chiều cao hình dáng phần côn chi tiết.E1 = R 1 . cos α 1 t = r 2 - r 1
Chiều cao hình dáng dao ở tiết diện pháp tuyến sẽ là : ti = R 1 - R 2
Bài 4 CƠ SỞ THIẾT KẾ MỘT SỐ LOẠI DAO KHÁC147

5/12/2018 GIAO TRINH NLC - slidepdf.com
http://slidepdf.com/reader/full/giao-trinh-nlc 147/147
1. Mũi khoan:2. Mũi khoét:3. Mũi doa:4. Dao phay:
5. Ta rô – bàn ren:6. Các loại dao đặc biệt:
Sinh viên tự tìm hiểu các loại sách


















