Food Safety - CIEH Level 4
73
Khurram K Qazi Production Shift Manager Level 4 Award in Food Safety Management for Manufacturing September 3 2010 Staplemead is a Dairy Manufacturing Company located in From, Somerset. The main products include Custards, Sour Cream, and Flavoured milk. Staplmead Ltd. Frome, Somerset BA11 2NQ 01373 457600
-
Upload
kaykay-qazi -
Category
Documents
-
view
366 -
download
5
Transcript of Food Safety - CIEH Level 4
Khurram K Qazi
Production Shift Manager
Level 4 Award in Food Safety Management for Manufacturing
September 3
2010Staplemead is a Dairy Manufacturing Company located in From, Somerset. The main products include Custards, Sour Cream, and Flavoured milk.
Staplmead Ltd. Frome, Somerset BA11 2NQ 01373 457600
Changes in legislation effective from January 2006 have placed greater accountability on
anyone in the food business with supervisory responsibility. It is therefore vital they are
equipped with both the knowledge and confidence to do their job effectively. This advanced
level course is designed for those working in food businesses at a managerial level and
responsible for the planning and implementation of a cost-effective food hygiene
programme and training. From October, this will be a six day course. The course has been
developed for those who are responsible for the control and promotion of effective food
safety practice in the workplace.
Effective food safety training ensures we know WHY we must do the right things not simply
WHAT we should be doing. When food handlers get it wrong our consumers and our
business suffer.
There are rarely second chances when it comes to food safety and the reputation of our
business. Customer awareness increases daily thanks to the speed and availability of
information. Never before have had our customers had so much choice about what they
buy from where.
The Level 4 Award in Food Safety is the CIEH's higher level accredited course (formally
called "Advanced") and is designed for those whose roles require that extra knowledge
including Food Business Operators, Owners, Technical Managers, Hygiene Managers,
Production Managers and Trainers. These courses are provided to support the specialist in
our business.
;~f.iryt
" r~ ~Chartered "" \, . Institute of \ Environmental . Heolth
Level ~ Award in Food Safety Management for Manufacturing Candidate assessment record
Candidate's name (in full and block capitols) : Final result kHURRA1'v1 KHA L I D
. ( I I Pr Nt\ CAft,It>D£;-N I G1 L5:> 6, L.. D
D Trainer's mark
D Moderator's mark I Centre number:
This result is only valid if
Duration of course (stdrt dote and last date of course attendance):
5 :r l-Y '2.cIC - q 3"L L I 2c to
the marking grid and trainer
feedback report are all
complete.
Title of assignment:
Aj>?I~ I\/rvl e: I" J r I hereby certify that the submitted assignment is my own work, I have not received unauthorised assistance in completing this assignment and understand that it has been produced for assessment purposes only.
Candidate's signature: Date:
31 , /20/0
I hereby certify that to the best of my knowledge the submitted assignment is the candidate's own work and that he/she has not received unauthorised assistance in completing this assignment.
I Trainer's signature: Date:
Trainer's name (block capitals): Trainer no:
Assignment A - Food safety management procedures (Compulsory)
Your report must contain the following sections:
1 A description of how food safety management procedures ensure effective compliance with current legislation and codes of practice in your catering business. 10 marks
2 An explanation of how you, as a manager in your manufacturing business, can establish, monitor and verify food safety management procedures. 15 marks
3 A critical analysis of an incident when a food safety management procedure failed - including
recommendations of the corrective actions that could be taken and an explanation of how this information could be communicated to staff to ensure food safety in the future. 25 marks
Please note: The food safety management procedure selected for Section 3 ofyour report must not be
the same as the one selected for your elective assignment.
Assignment A:
Food Safety Management Procedures 1. Description of how food safety management procedures ensure
effective compliance with current legislation and codes of practice in
your catering business
1. From 1st January 2006 a number of new food hygiene regulations apply in the UK. The most
important regulations for business are:
- Regulation (EC) No 852/2004
- The Food Hygiene (England) Regulations 2006
Almost all of the requirements in the new laws are the same as the ones they replace. The main new
requirement is that we must be able to show what we do to make or sell food that is safe to eat and
have this written down.
2. The law requires us to have in place procedures to manage food safety ‘hazards’. This is similar to
previous legal requirements, but we must now write our procedures down, keep them up to date and
regularly review them.
3. These procedures can be in proportion to the size of business and the type of work we do.
A few major pieces of food safety legislation now cover all sectors of the food chain ‘from farm to
fork’, consolidating a lot of previous sector-specific and product-specific requirements. The main
legislations are below:
Regulation (EC) No. 178/2002 – this contains many of the definitions and basic principles for most
matters relating to hygiene
Food Safety Act 1990 – this deals mainly with food standards
The Food Hygiene (England) Regulations 2006 and the equivalent legislation for Wales, Scotland and
Northern Ireland – these deal with general food Hygiene requirements in the UK, offences and the
provision of enforcement powers.
Regulation (EC) No. 852/2004 on the hygiene of foodstuffs – this contains the main hygiene
requirements with which all businesses must comply, including a requirement to incorporate HACCP
principles into company procedures.
Regulation (EC) No. 2073/2005 on the microbiological criteria for foodstuffs – a perspective piece of
legislation dealing with microbiological standards in certain foods
General Food Regulations 2004 – deals mainly with legal issues, including offences under Regulation
(EC) No. 178/2002
Food Safety Management Procedures

Risk assessments have been done
to all the departments and lines. All
hazards were taken into account
like Microbiological, Chemical,
Physical and Allergens. From intake
of raw materials to the delivery of
finished goods. Everything has
been recorded for traceability.
How we do it
This piece of legislation is sometimes unofficially referred to as ‘the European food safety Act’ because it
establishes the principles of food law and identifies the legal obligations of business and governments.
It covers all stages of the food chain from
primary production to the sale (‘placing on
the market’) o products and establishes
the rights of consumers to safe food and to
accurate and honest information about it
It includes:
Many of the definitions used in EU food law
The general principles of food law based on risk
management and precautionary principle
Safety requirements for food placed on the market
Procedures for dealing with food safety problems
The principle of traceability
Arrangements for the removal of unsafe food from
the market
Regulation (EC) No. 178/2002
Article 6 Risk
Food law must be based upon
risk analysis, consisting of risk
assessment, risk management
and risk communication. Risk
assessment must be based on
available scientific evidence
Risk based approach required
Article 14
Unsafe food defined as being
injurious to human health or unfit
for human consumption because of
contamination or spoilage
How we do it
There is a HACCP system in place
which makes sure food is safe to
eat.
It is deemed to be unsafe if it is
considered to be:
a) Injurious to health
b) Unfit for human consumption
because of contamination or
spoilage.
If part of a batch is considered
unsafe, then the whole batch is
considered unsafe, unless it can be
demonstrated otherwise.
Food safety requirements
Food law must be based upon risk
analysis, consisting of risk
assessment, risk management
and risk communication. Risk
assessment must be based on
available scientific evidence
Article 16
Packaging etc must not mislead
consumers
How we do it
There is a HACCP system in place
which makes sure food is safe to
eat.
Making sure the correct labels with
ingredients are on package. Also
Use by or BBE dates are to ensure
that food is safe for consumption.
Misrepresentation
The promotion, packaging,
labelling, display setting and so on
must not lead consumers
Article 18
Product tracing systems required
throughout the food chain.
How we do it
At all stages of production,
processing and distribution there is
a system in place, which include
identification of documentation, to
ensure that food placed on the
market can be traced, and the
information can be made available
to the competent authorities when
requested to do so. All suppliers
are approved and identifiable.
There is ‘one up, one down’
traceability on place.
Traceability
All procedures and steps with
materials should be traceable.
Article 19
Systems for withdrawing and
recalling unsafe food.
How we do it
System in place where if a business
believes that food is unsafe,
immediate initiating procedures
kicked up to withdraw food from
the market and, if necessary, can
be recall food that has already
reached the consumer.
Withdrawal or recall
In case of emergency, unsafe food
must be withdraw or recalled
back.
The Food Safety Act 1990, is an Act of Parliament of the Parliament of the United Kingdom. It regulates the statutory obligation to treat food intended for human consumption in a controlled and managed way.
The key requirements of the Act are that food must comply with food safety requirements, must be "of the nature, substance and quality demanded", and must be correctly described (labelled).
Food Safety Act 1990
Section 14
Nature – food different to what
was requested.
Substance – not of the correct
composition or containing physical
contaminants.
Quality – the standard expected.
How we do it
All products have got their Checks
before Production. Aroma, texture,
Nature, pH, Colour, Viscosity, Fat
levels%, Weights, Sizes etc. All
approved by customers and have a
check sheets to make sure all
products meet customer demand.
Consumer Protection
All food sold must be ‘of the
nature or substance or quality
demanded by the purchaser’.
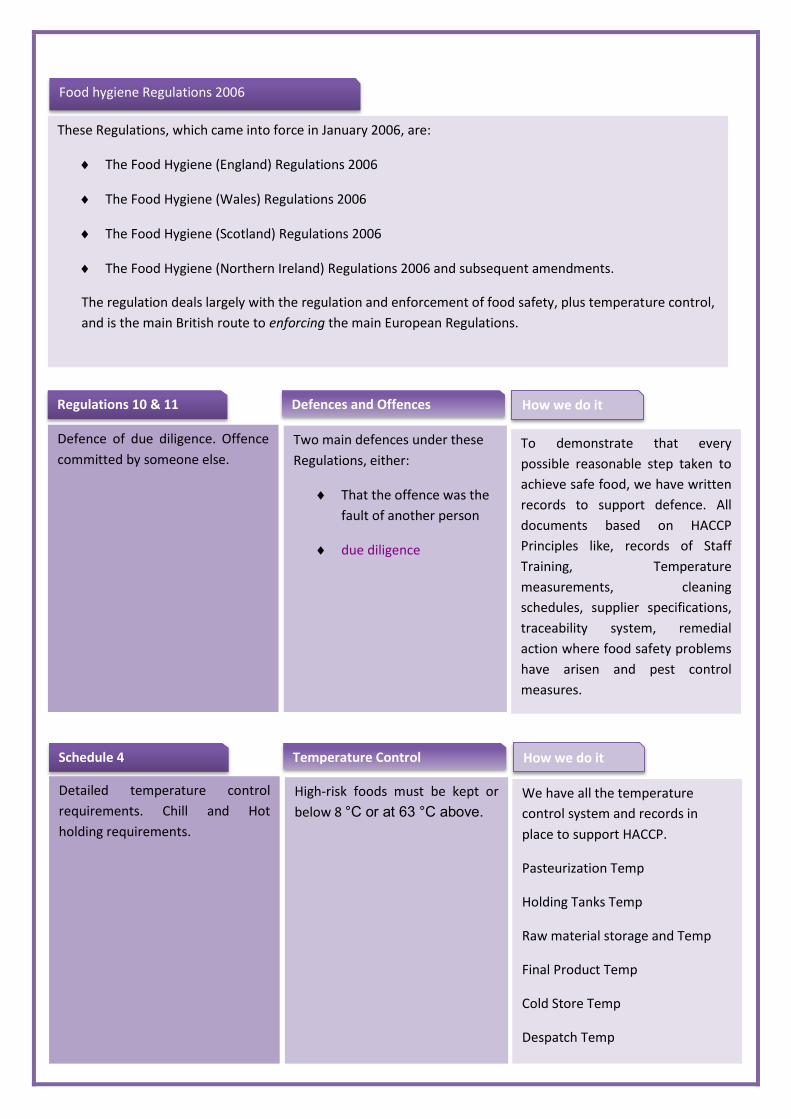
These Regulations, which came into force in January 2006, are:
The Food Hygiene (England) Regulations 2006
The Food Hygiene (Wales) Regulations 2006
The Food Hygiene (Scotland) Regulations 2006
The Food Hygiene (Northern Ireland) Regulations 2006 and subsequent amendments.
The regulation deals largely with the regulation and enforcement of food safety, plus temperature control,
and is the main British route to enforcing the main European Regulations.
Food hygiene Regulations 2006
Regulations 10 & 11
Defence of due diligence. Offence
committed by someone else.
How we do it
To demonstrate that every
possible reasonable step taken to
achieve safe food, we have written
records to support defence. All
documents based on HACCP
Principles like, records of Staff
Training, Temperature
measurements, cleaning
schedules, supplier specifications,
traceability system, remedial
action where food safety problems
have arisen and pest control
measures.
Defences and Offences
Two main defences under these
Regulations, either:
That the offence was the
fault of another person
due diligence
Schedule 4
Detailed temperature control
requirements. Chill and Hot
holding requirements.
How we do it
We have all the temperature
control system and records in
place to support HACCP.
Pasteurization Temp
Holding Tanks Temp
Raw material storage and Temp
Final Product Temp
Cold Store Temp
Despatch Temp
Temperature Control
High-risk foods must be kept or
below 8 °C or at 63 °C above.
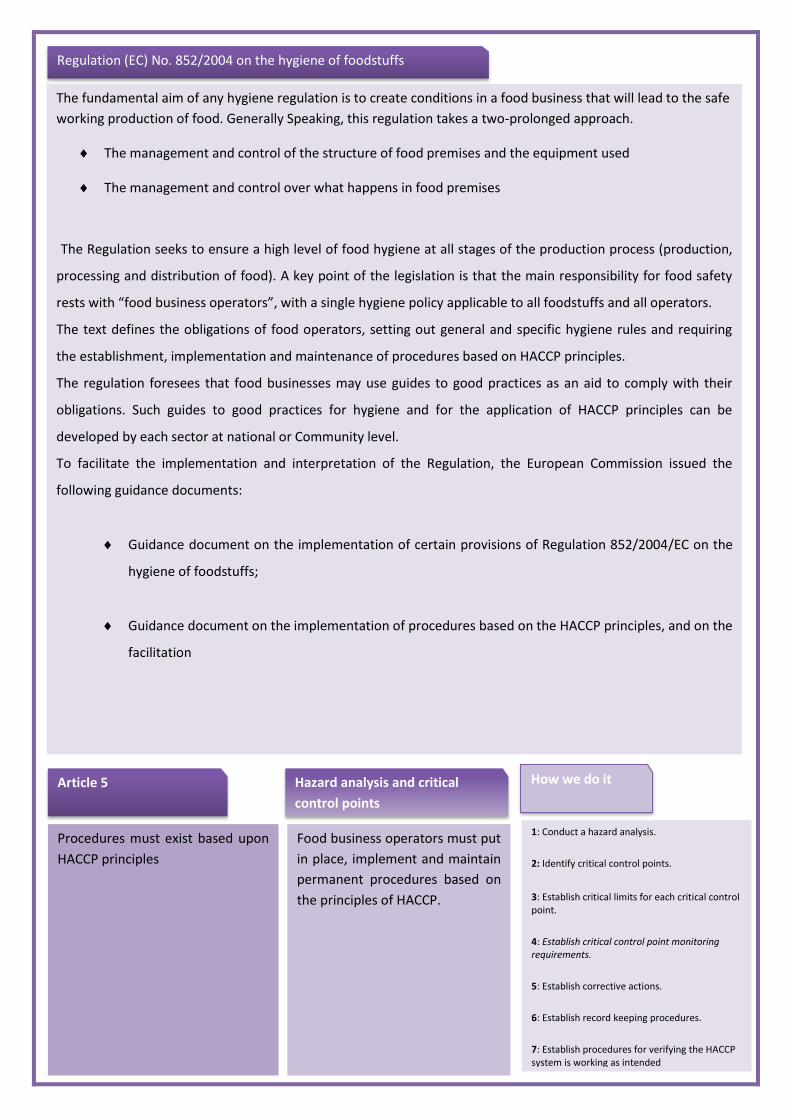
The fundamental aim of any hygiene regulation is to create conditions in a food business that will lead to the safe
working production of food. Generally Speaking, this regulation takes a two-prolonged approach.
The management and control of the structure of food premises and the equipment used
The management and control over what happens in food premises
The Regulation seeks to ensure a high level of food hygiene at all stages of the production process (production,
processing and distribution of food). A key point of the legislation is that the main responsibility for food safety
rests with “food business operators”, with a single hygiene policy applicable to all foodstuffs and all operators.
The text defines the obligations of food operators, setting out general and specific hygiene rules and requiring
the establishment, implementation and maintenance of procedures based on HACCP principles.
The regulation foresees that food businesses may use guides to good practices as an aid to comply with their
obligations. Such guides to good practices for hygiene and for the application of HACCP principles can be
developed by each sector at national or Community level.
To facilitate the implementation and interpretation of the Regulation, the European Commission issued the
following guidance documents:
Guidance document on the implementation of certain provisions of Regulation 852/2004/EC on the
hygiene of foodstuffs;
Guidance document on the implementation of procedures based on the HACCP principles, and on the
facilitation
Regulation (EC) No. 852/2004 on the hygiene of foodstuffs
Article 5
Procedures must exist based upon
HACCP principles
How we do it
1: Conduct a hazard analysis.
2: Identify critical control points.
3: Establish critical limits for each critical control point.
4: Establish critical control point monitoring requirements.
5: Establish corrective actions.
6: Establish record keeping procedures.
7: Establish procedures for verifying the HACCP system is working as intended
Hazard analysis and critical
control points
Food business operators must put
in place, implement and maintain
permanent procedures based on
the principles of HACCP.
Article 6
Food business must register
How we do it
Registered with the local council
and competent Authority.
Registration
Food business must register all
premises with the competent
authority.
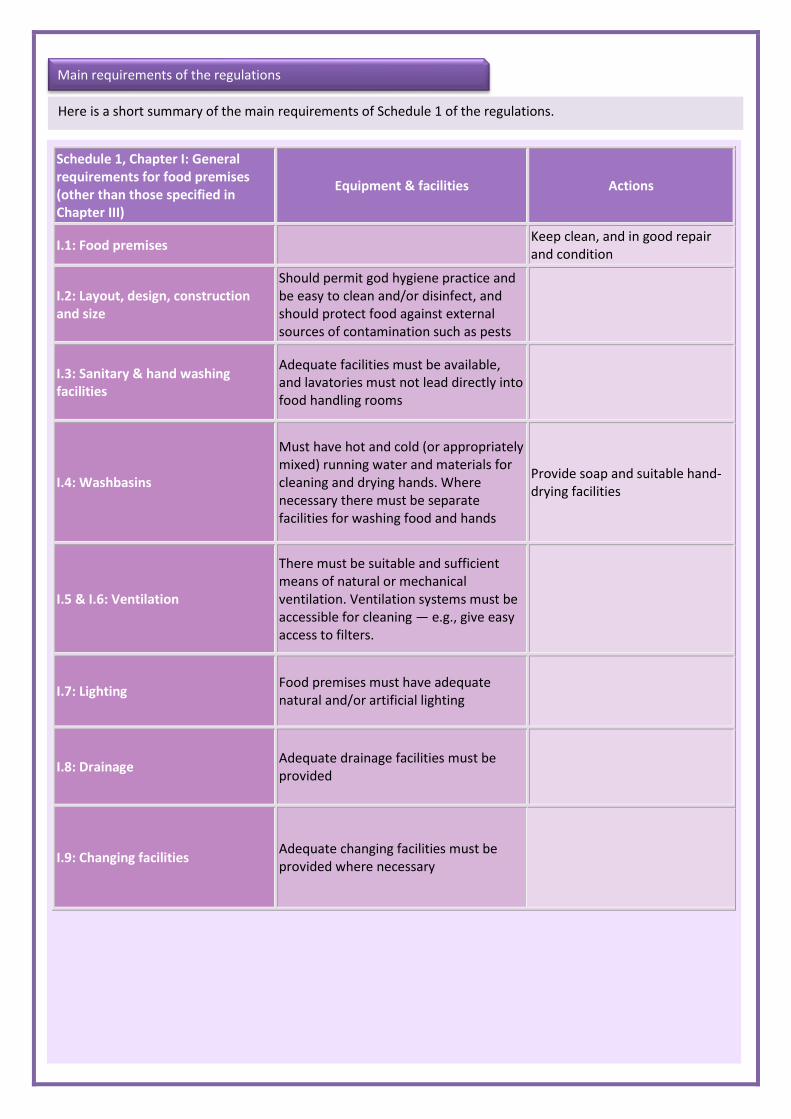
Main requirements of the regulations
Here is a short summary of the main requirements of Schedule 1 of the regulations.
Schedule 1, Chapter I: General requirements for food premises (other than those specified in Chapter III)
Equipment & facilities Actions
I.1: Food premises Keep clean, and in good repair and condition
I.2: Layout, design, construction and size
Should permit god hygiene practice and be easy to clean and/or disinfect, and should protect food against external sources of contamination such as pests
I.3: Sanitary & hand washing facilities
Adequate facilities must be available, and lavatories must not lead directly into food handling rooms
I.4: Washbasins
Must have hot and cold (or appropriately mixed) running water and materials for cleaning and drying hands. Where necessary there must be separate facilities for washing food and hands
Provide soap and suitable hand-drying facilities
I.5 & I.6: Ventilation
There must be suitable and sufficient means of natural or mechanical ventilation. Ventilation systems must be accessible for cleaning — e.g., give easy access to filters.
I.7: Lighting Food premises must have adequate natural and/or artificial lighting
I.8: Drainage Adequate drainage facilities must be provided
I.9: Changing facilities Adequate changing facilities must be provided where necessary
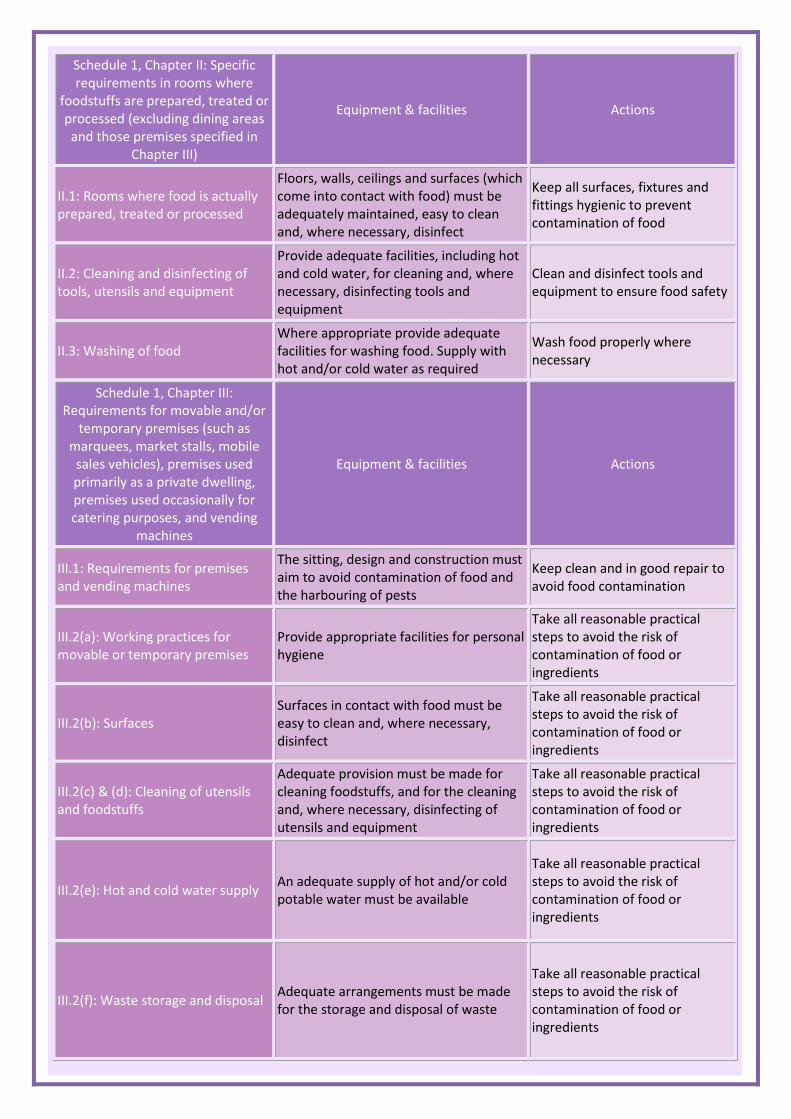
Schedule 1, Chapter II: Specific requirements in rooms where
foodstuffs are prepared, treated or processed (excluding dining areas and those premises specified in
Chapter III)
Equipment & facilities Actions
II.1: Rooms where food is actually prepared, treated or processed
Floors, walls, ceilings and surfaces (which come into contact with food) must be adequately maintained, easy to clean and, where necessary, disinfect
Keep all surfaces, fixtures and fittings hygienic to prevent contamination of food
II.2: Cleaning and disinfecting of tools, utensils and equipment
Provide adequate facilities, including hot and cold water, for cleaning and, where necessary, disinfecting tools and equipment
Clean and disinfect tools and equipment to ensure food safety
II.3: Washing of food Where appropriate provide adequate facilities for washing food. Supply with hot and/or cold water as required
Wash food properly where necessary
Schedule 1, Chapter III: Requirements for movable and/or
temporary premises (such as marquees, market stalls, mobile
sales vehicles), premises used primarily as a private dwelling, premises used occasionally for catering purposes, and vending
machines
Equipment & facilities Actions
III.1: Requirements for premises and vending machines
The sitting, design and construction must aim to avoid contamination of food and the harbouring of pests
Keep clean and in good repair to avoid food contamination
III.2(a): Working practices for movable or temporary premises
Provide appropriate facilities for personal hygiene
Take all reasonable practical steps to avoid the risk of contamination of food or ingredients
III.2(b): Surfaces Surfaces in contact with food must be easy to clean and, where necessary, disinfect
Take all reasonable practical steps to avoid the risk of contamination of food or ingredients
III.2(c) & (d): Cleaning of utensils and foodstuffs
Adequate provision must be made for cleaning foodstuffs, and for the cleaning and, where necessary, disinfecting of utensils and equipment
Take all reasonable practical steps to avoid the risk of contamination of food or ingredients
III.2(e): Hot and cold water supply An adequate supply of hot and/or cold potable water must be available
Take all reasonable practical steps to avoid the risk of contamination of food or ingredients
III.2(f): Waste storage and disposal Adequate arrangements must be made for the storage and disposal of waste
Take all reasonable practical steps to avoid the risk of contamination of food or ingredients
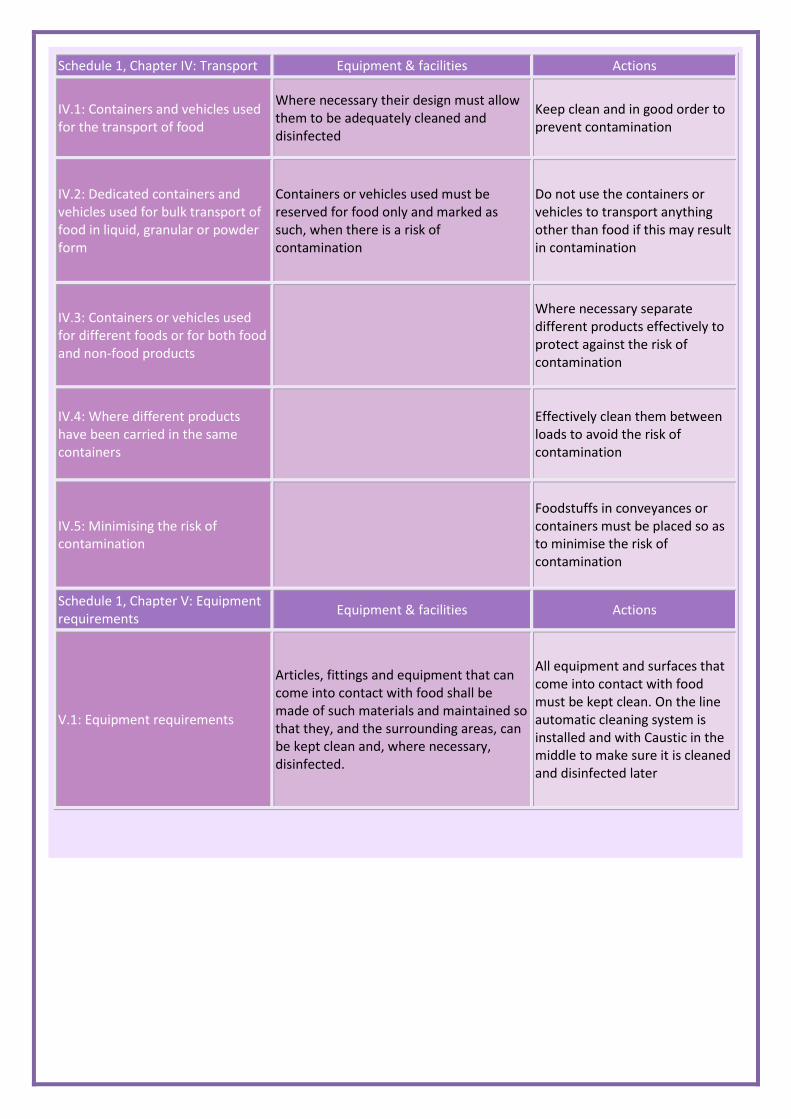
Schedule 1, Chapter IV: Transport Equipment & facilities Actions
IV.1: Containers and vehicles used for the transport of food
Where necessary their design must allow them to be adequately cleaned and disinfected
Keep clean and in good order to prevent contamination
IV.2: Dedicated containers and vehicles used for bulk transport of food in liquid, granular or powder form
Containers or vehicles used must be reserved for food only and marked as such, when there is a risk of contamination
Do not use the containers or vehicles to transport anything other than food if this may result in contamination
IV.3: Containers or vehicles used for different foods or for both food and non-food products
Where necessary separate different products effectively to protect against the risk of contamination
IV.4: Where different products have been carried in the same containers
Effectively clean them between loads to avoid the risk of contamination
IV.5: Minimising the risk of contamination
Foodstuffs in conveyances or containers must be placed so as to minimise the risk of contamination
Schedule 1, Chapter V: Equipment requirements
Equipment & facilities Actions
V.1: Equipment requirements
Articles, fittings and equipment that can come into contact with food shall be made of such materials and maintained so that they, and the surrounding areas, can be kept clean and, where necessary, disinfected.
All equipment and surfaces that come into contact with food must be kept clean. On the line automatic cleaning system is installed and with Caustic in the middle to make sure it is cleaned and disinfected later
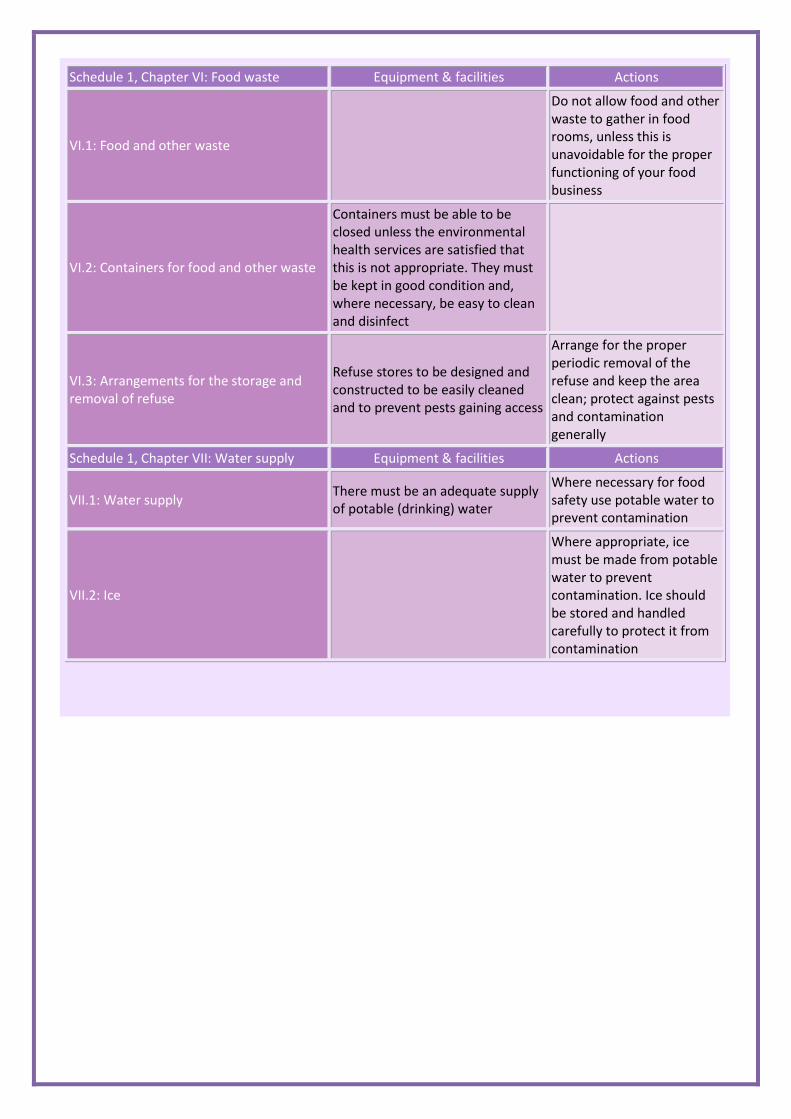
Schedule 1, Chapter VI: Food waste Equipment & facilities Actions
VI.1: Food and other waste
Do not allow food and other waste to gather in food rooms, unless this is unavoidable for the proper functioning of your food business
VI.2: Containers for food and other waste
Containers must be able to be closed unless the environmental health services are satisfied that this is not appropriate. They must be kept in good condition and, where necessary, be easy to clean and disinfect
VI.3: Arrangements for the storage and removal of refuse
Refuse stores to be designed and constructed to be easily cleaned and to prevent pests gaining access
Arrange for the proper periodic removal of the refuse and keep the area clean; protect against pests and contamination generally
Schedule 1, Chapter VII: Water supply Equipment & facilities Actions
VII.1: Water supply There must be an adequate supply of potable (drinking) water
Where necessary for food safety use potable water to prevent contamination
VII.2: Ice
Where appropriate, ice must be made from potable water to prevent contamination. Ice should be stored and handled carefully to protect it from contamination
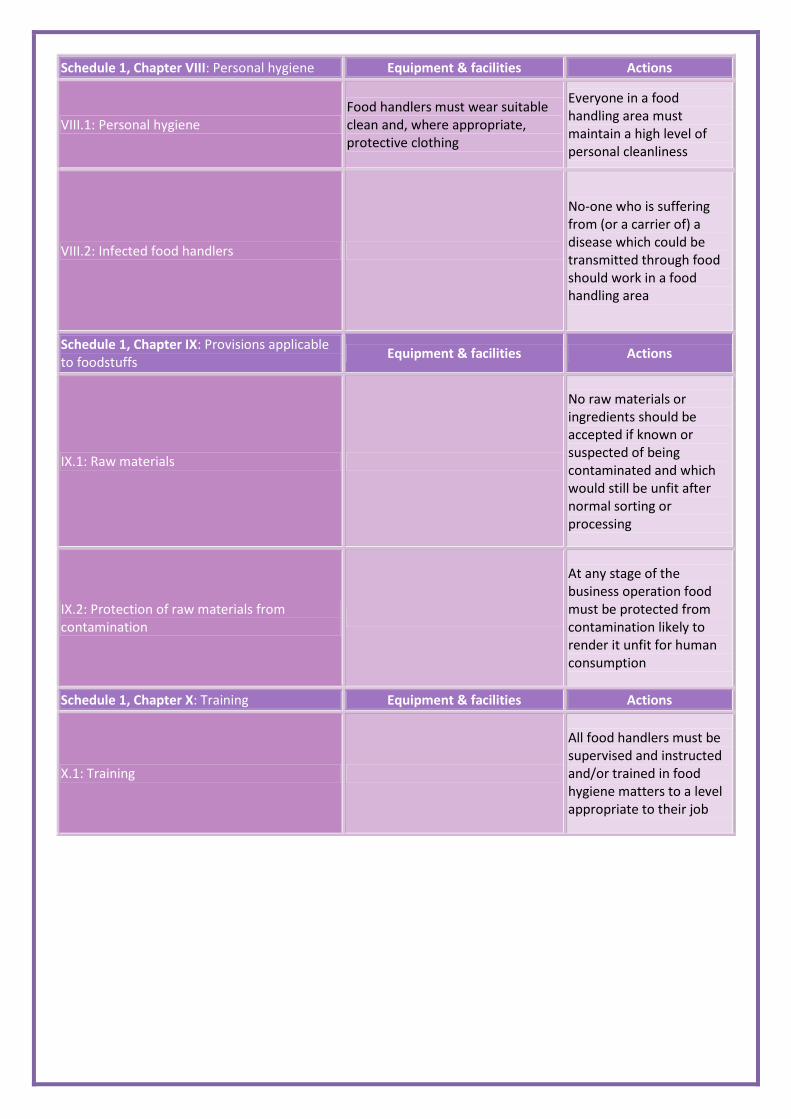
Schedule 1, Chapter VIII: Personal hygiene Equipment & facilities Actions
VIII.1: Personal hygiene Food handlers must wear suitable clean and, where appropriate, protective clothing
Everyone in a food handling area must maintain a high level of personal cleanliness
VIII.2: Infected food handlers
No-one who is suffering from (or a carrier of) a disease which could be transmitted through food should work in a food handling area
Schedule 1, Chapter IX: Provisions applicable to foodstuffs
Equipment & facilities Actions
IX.1: Raw materials
No raw materials or ingredients should be accepted if known or suspected of being contaminated and which would still be unfit after normal sorting or processing
IX.2: Protection of raw materials from contamination
At any stage of the business operation food must be protected from contamination likely to render it unfit for human consumption
Schedule 1, Chapter X: Training Equipment & facilities Actions
X.1: Training
All food handlers must be supervised and instructed and/or trained in food hygiene matters to a level appropriate to their job
Assignment A:
Food Safety Management Systems
2. An explanation of how you, as a manager in your manufacturing business, can
establish, monitor and verify food safety management procedures
Assignment A:
Food Safety Management System
PRE REQUISITES:
Training
Waste disposal
Training
It is recommended that food handlers receive
refresher training
How we do it
To ensure that all personnel performing work that
affects product safety, legality and quality are
demonstrably competent to carry out their activity
through training, work experience or qualification.
All relevant personnel including temporary staff
and contractors are appropriately trained prior
to commencing work and adequately
supervised throughout the working period. This
is in the form of an induction either carried out
by the agency or on site. All staff should have
completed induction training prior to the end of
their probationary period. An induction
checklist should be signed off as confirmation
this has been carried out. All new staff to the
factory should sign off first day induction
training to confirm they are aware of the points
documented. A copy should be kept by
employee and held on file.
All personnel engaged in activities relating to
critical control points should have relevant
training and documented evidence will be a
record made on the persons training records
covering off the CCP.
Personnel hold each persons training records to
provide evidence what training is required to
carry out the role and signed off documentation
on the status of the training carried out.
Internal audits and monitoring of Quality Defect
Alerts are used as a method of reviewing the
implementation and effectiveness of training
and competency of trainer.
All staff complete a 13 week probationary
period which is monitored by departmental
heads and personnel department.
How we do it

All training records have:
a. Name of employee
b. A sign off following any attendance of any course
c. Date and if necessary duration of training
d. Title of course or time being trained
e. Training provider
f. A copy of the contents of the course should be held
with training/personnel department.
A yearly review of the competencies of staff is carried
out and where necessary relevant training is carried out
as deemed necessary by the departmental head. The
review will take into consideration any finding following
internal audits, quality defect alerts or changes that
have arisen within the department. The review should
be documented by the departmental head and signed
off on the training log. Relevant training can be either
by formal training, on the job experience or refresher
training.
Food Safety refresher training should be carried out on
average every 3 – 4 years.
Documentation Held In
First Day Induction Personnel
Induction Check List Personnel
Personal Hygiene How we do it
Personal Hygiene ensures that personal hygiene
standards are documented and are adopted by all
personnel, including contractors and visitors to the
production facility.
1. The site has in place “site hygiene rules” which cover
off the following:
a. Jewellery
b. Hand washing
c. Fingernails
d. Perfume
e. Smoking
f. Cuts and grazes
This is communicated to staff either via an induction or
by individual letters; it is then regularly checked during
the departmental hygiene audit in addition to random
checks by team leaders and managers.
2. Only approved plasters are allowed in production
areas, these are blue metal detectable plasters, they are
controlled, by first aiders who issue and document the
issue number and person issued to. A sign off at end of
shift by the person who has received the plaster is
carried out to reconcile issue and no loss. The plasters
are also checked to ensure that they are rejected by the
metal detector as each new supply is received on to
site. This is documented. The plaster issue log states
what action must be taken in the event of a plaster that
is lost.

3. It is Staplemead’s policy that no medication is stored
in first aid rooms. The only items that can be stored are
plasters, bandages, eyewash etc. Should personnel need
medication during their working period the following
procedures must be observed:
• No medication in any form – liquid, powder, tablets or
pastels are allowed in production areas at any time.
• Certain exceptions will have to be made in the case of
medication that must remain on the person at all times
e.g. inhalers. In these situations (unless situation is life
threatening) then the operators must remove
themselves from the immediate production area prior
to administrating the said medication.
• Any medication brought on site must be stored safely
and locked in personnel lockers.
Documentation Held In
Site Hygiene rules, PR-042 Technical
Plaster metal detection log. Log-009 Technical
Plaster Issue Log, Log-044 Technical
Lost Plaster Investigation Form, Log-045 Technical

Good Hygiene Practices
Examples include:
How we do it
ALL Personnel entering production areas must wash
their hands on entering. The alcohol gel is to be used
after drying hands in order to sanitise the hands. There
is the provision for the use of barrier cream which is to
be used after washing hands for engineers due to the
nature or their work. In addition hands should be
washed after eating, smoking, coughing/sneezing into
hands, touching face/nose, touching floor, tying laces or
handling unsuitable containers/materials, using the
toilet before leaving the toilet block.
a) Wet hands
b) Apply soap
c) Rub palms and back of hands thumbs, backs of and
between fingers and repeat 5 times
d) Rinse with water
e) Dry hands
f) Apply and rub in sanitizer
Regular thorough hand washing
Documented cleaning instructions are in place and
maintained for buildings, services and equipment. All
cleaning instructions state who is responsible, what
item needs to be cleaned, frequency of cleaning,
method of cleaning, cleaning materials to be used. Sign
off is recorded and team leaders/coordinator sign off as
verification.
CIP facilities are monitored and maintained to ensure
effective operation. Frequency is recorded on logs or by
PC, cycle times and temperature is either recorded on
logs or by PC. Chemical concentration is checked by
conductivity checks carried out by operators. Spray ball
location and coverage is checked either weekly or
monthly depending on the department. CIP has
adequate separation from active product lines.
Effective Cleaning
All products packed within Staplemead Ltd are kept
<8°C, Target <7°C, unless the products are hot filled.
If there is a break down during production that is longer
than 2 hours or where the product is >8°C the packed
product is placed in the cold store until breakdown has
be actioned. All product left in hoppers >10°C to be
purged to waste prior to start up.
All products after filling are stored in a cold store which
is between 0°C – 5°C within 1 hour, unless the product is
a hot filled product.
All products are <5°C on despatch.
Where product is know to be warm, it is passed down
the wind tunnel to accelerate cooling to <5°C within 4
hours.
Temperature controlled storage areas must be
controlled within the set limits found on the monitoring
systems within each department, e.g. main Cold Store
log CSL- In the event that when a check is carried out
and found to be out of the defined limits the following
action must take place.
a. Team leader must be informed immediately together
with engineering department and technical department.
b. In conjunction all three areas of responsibility must
carry out a risk assessment to establish what course of
action is required and issued with a unique number,
CSL-59.
c. Team leader to ensure action required is carried out.
Construction, design and maintenance of premises
How we do it
There are separate hand basins just to wash hands.
There is a hand washing policy where washing hands
with anti-bacterial soap with running hot water. After
washing drying with disposable paper towels and after
drying sanitising hands with a sanitizer.
The site is located in a rural area that is free from any
adverse impact from the environment. Measures such
as pest proofing production areas, lying bait boxes on
the perimeter of the site the production areas are taken
to prevent product contamination and filtration of air
entering high risk production areas.
The boundaries of the site are defined by the River
Frome the stream and ditches.
2. The external areas are maintained and managed by
the Site Services Manager. Grassed areas are tended
and maintained by a gardening contractor.
A clean and unobstructed area is provided along
external walls of buildings used for production and
storage. In areas where there are adjoining walls
inspection and cleaning procedures are in place to
ensure that the product is protected and food hygiene
standards are maintained.
3. Drains are situated to ensure that rain water and
spillages are directed away from production and storage
areas.
4. External traffic routes are suitably surfaced and are
maintained in good repair to avoid contamination of
product.
5. Building fabric maintenance is ongoing to minimise
potential for product contamination by pest entry,
ingress of water or other contaminants.
Documentation Held In
Site perimeter audits Technical Proofing audits Technical Pest Control company audits/action Technical
Pest Control How we do it
1. Pest Control is undertaken by a Pest Control
Contractor. The overall responsibility for Pest
Control on site is that of the Technical Manager or
Technical Support Manager.
2. The service contract is defined and reflects the
activities on site, a copy of the contract is held with
the pest control manual.
3. An up to date, signed and authorised plan is in place
identifying numbered pest control device locations.
4. Bait boxes are robust, of tamper resistant
construction, secured in place and are appropriately
located to prevent contamination risk to product.
5. Electric fly killers are site at key production areas as
detailed in the site plan held in the pest control
manual.
6. In the event of infestation immediate action will be
taken to eliminate the hazard. Action shall be taken
to identify, evaluate and authorise the release of
any product potentially affected.
7. Detailed records of pest control inspections,
recommendations and actions taken are monitored.
Completion of corrective action is demonstrated by
documented evidence.
8. Results of pest control inspections are assessed and
analysed for trends on a yearly basis or after any
infestation.
Documentation Held In
Pest Control Manual Technical Corrective Action Log Technical
Developing a HACCP Plan
HACCP is a system of extensive evaluation and control over an entire food production process for the sole
purpose of reducing potential food-related health risks to consumers. A HACCP program maintains safety and
wholesomeness of food products because potential hazards that may occur during processing are anticipated,
evaluated, controlled and prevented. A hazard is defined as any biological, physical or chemical property that
could cause a product to be unsafe for consumption. Processing plants are required to have a HACCP plan for
each product. The general steps for developing a HACCP plan are briefly described below.
Support of Management
The success of HACCP depends upon the behaviour and commitment of all plant employees to food safety.
Management must provide financial and philosophical support to HACCP because it demonstrates an awareness
of the benefits of the program. Employees will not take HACCP seriously if it does not receive visible support from
their supervisors and upper management.
Establish a HACCP Team
HACCP is a program for the entire company; therefore, a team of individuals from different areas of production
and processing should be involved in developing the HACCP plan. The team must include individuals with specific
expertise, such as production, processing, quality control, sanitation, microbiology, plant engineering, and
research and development. This should make it easier to identify the hazards associated with each product. A
HACCP coordinator should be chosen to work with the HACCP team and company management to develop,
implement and manage the HACCP plan.
Product Description
Plants are required to have a HACCP plan for each product they make. With each HACCP plan, a complete
description of the product and the raw ingredients that go into the product are required. Some of the product
description information that should
be listed for each product includes:
Product's common name
How the product will be used
Type of packaging material
Length of product's shelf-life, and at what temperature
Where product will be sold
Product's labelling instructions
Any special instructions for the product
Writing a HACCP PLAN
Employee Training
All employees should be given HACCP training, but at levels relating to their responsibilities within the HACCP
plan. Extensive training of line workers is critical because these are the individuals responsible for the product.
Everyone at the facility in contact with the products should receive an overview of HACCP, as well as information
regarding the company’s HACCP policies and procedures.
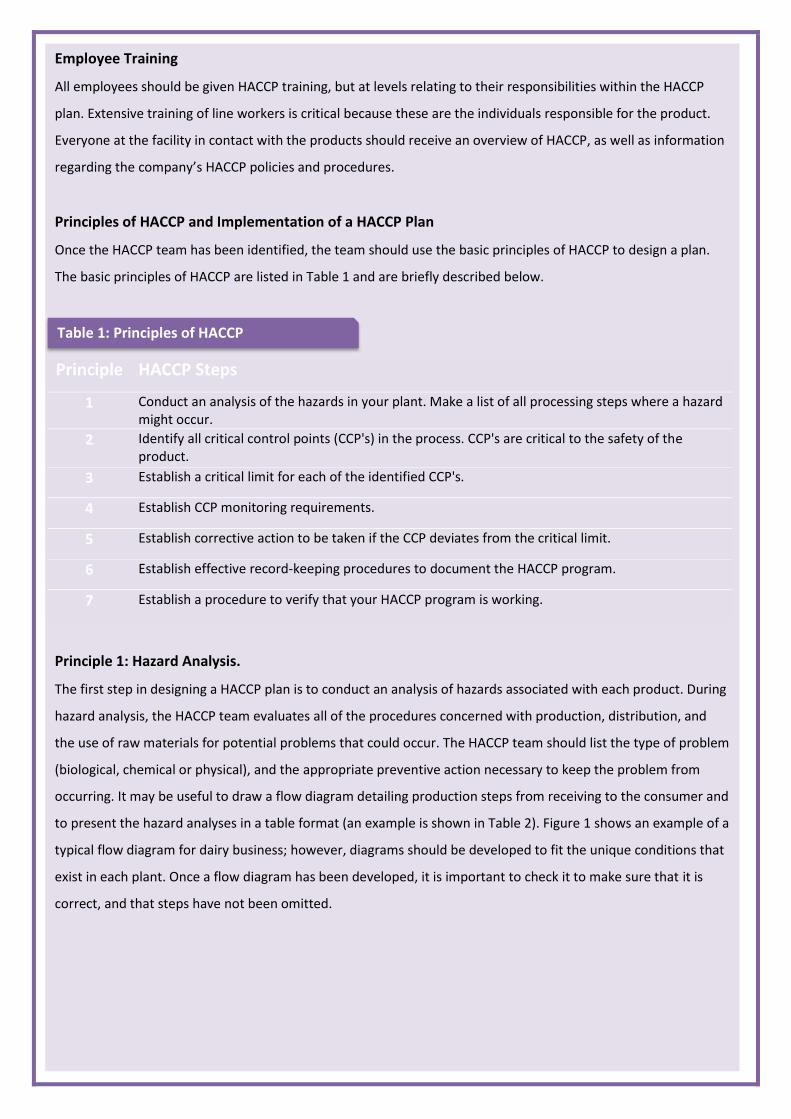
Principles of HACCP and Implementation of a HACCP Plan
Once the HACCP team has been identified, the team should use the basic principles of HACCP to design a plan.
The basic principles of HACCP are listed in Table 1 and are briefly described below.
Principle HACCP Steps
1 Conduct an analysis of the hazards in your plant. Make a list of all processing steps where a hazard might occur.
2 Identify all critical control points (CCP's) in the process. CCP's are critical to the safety of the product.
3 Establish a critical limit for each of the identified CCP's.
4 Establish CCP monitoring requirements.
5 Establish corrective action to be taken if the CCP deviates from the critical limit.
6 Establish effective record-keeping procedures to document the HACCP program.
7 Establish a procedure to verify that your HACCP program is working.
Principle 1: Hazard Analysis.
The first step in designing a HACCP plan is to conduct an analysis of hazards associated with each product. During
hazard analysis, the HACCP team evaluates all of the procedures concerned with production, distribution, and
the use of raw materials for potential problems that could occur. The HACCP team should list the type of problem
(biological, chemical or physical), and the appropriate preventive action necessary to keep the problem from
occurring. It may be useful to draw a flow diagram detailing production steps from receiving to the consumer and
to present the hazard analyses in a table format (an example is shown in Table 2). Figure 1 shows an example of a
typical flow diagram for dairy business; however, diagrams should be developed to fit the unique conditions that
exist in each plant. Once a flow diagram has been developed, it is important to check it to make sure that it is
correct, and that steps have not been omitted.
Table 1: Principles of HACCP
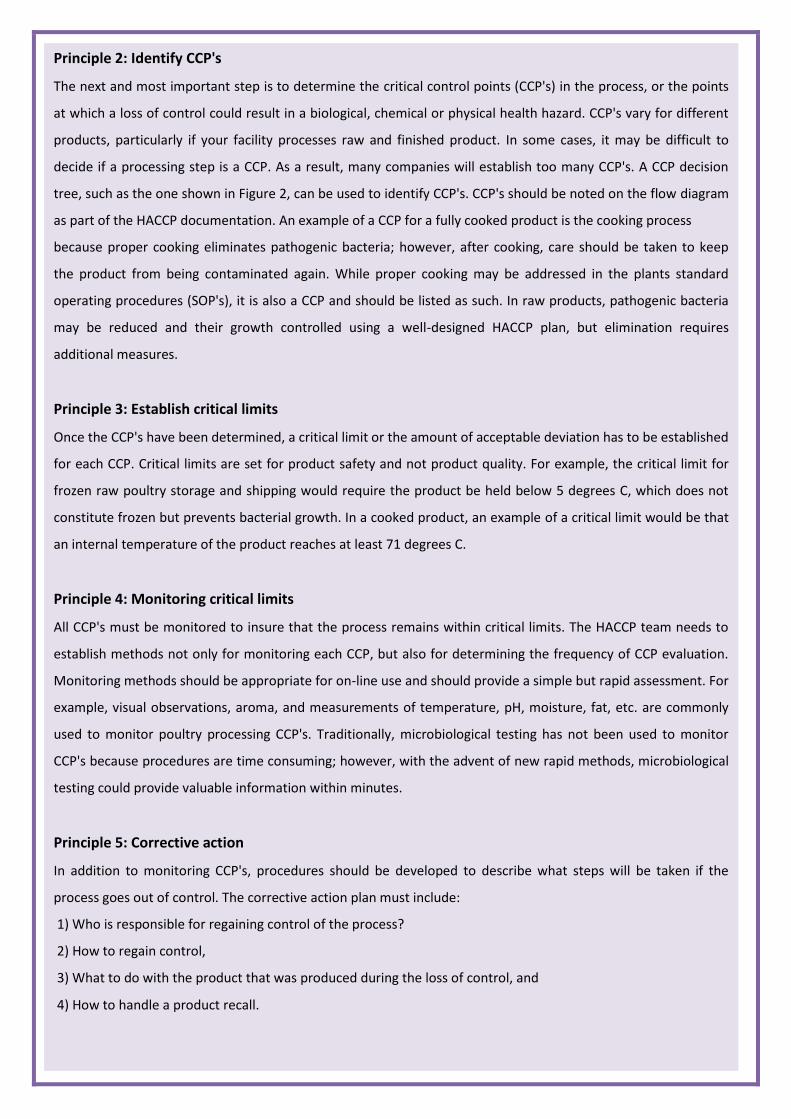
Principle 2: Identify CCP's
The next and most important step is to determine the critical control points (CCP's) in the process, or the points
at which a loss of control could result in a biological, chemical or physical health hazard. CCP's vary for different
products, particularly if your facility processes raw and finished product. In some cases, it may be difficult to
decide if a processing step is a CCP. As a result, many companies will establish too many CCP's. A CCP decision
tree, such as the one shown in Figure 2, can be used to identify CCP's. CCP's should be noted on the flow diagram
as part of the HACCP documentation. An example of a CCP for a fully cooked product is the cooking process
because proper cooking eliminates pathogenic bacteria; however, after cooking, care should be taken to keep
the product from being contaminated again. While proper cooking may be addressed in the plants standard
operating procedures (SOP's), it is also a CCP and should be listed as such. In raw products, pathogenic bacteria
may be reduced and their growth controlled using a well-designed HACCP plan, but elimination requires
additional measures.
Principle 3: Establish critical limits
Once the CCP's have been determined, a critical limit or the amount of acceptable deviation has to be established
for each CCP. Critical limits are set for product safety and not product quality. For example, the critical limit for
frozen raw poultry storage and shipping would require the product be held below 5 degrees C, which does not
constitute frozen but prevents bacterial growth. In a cooked product, an example of a critical limit would be that
an internal temperature of the product reaches at least 71 degrees C.
Principle 4: Monitoring critical limits
All CCP's must be monitored to insure that the process remains within critical limits. The HACCP team needs to
establish methods not only for monitoring each CCP, but also for determining the frequency of CCP evaluation.
Monitoring methods should be appropriate for on-line use and should provide a simple but rapid assessment. For
example, visual observations, aroma, and measurements of temperature, pH, moisture, fat, etc. are commonly
used to monitor poultry processing CCP's. Traditionally, microbiological testing has not been used to monitor
CCP's because procedures are time consuming; however, with the advent of new rapid methods, microbiological
testing could provide valuable information within minutes.
Principle 5: Corrective action
In addition to monitoring CCP's, procedures should be developed to describe what steps will be taken if the
process goes out of control. The corrective action plan must include:
1) Who is responsible for regaining control of the process?
2) How to regain control,
3) What to do with the product that was produced during the loss of control, and
4) How to handle a product recall.
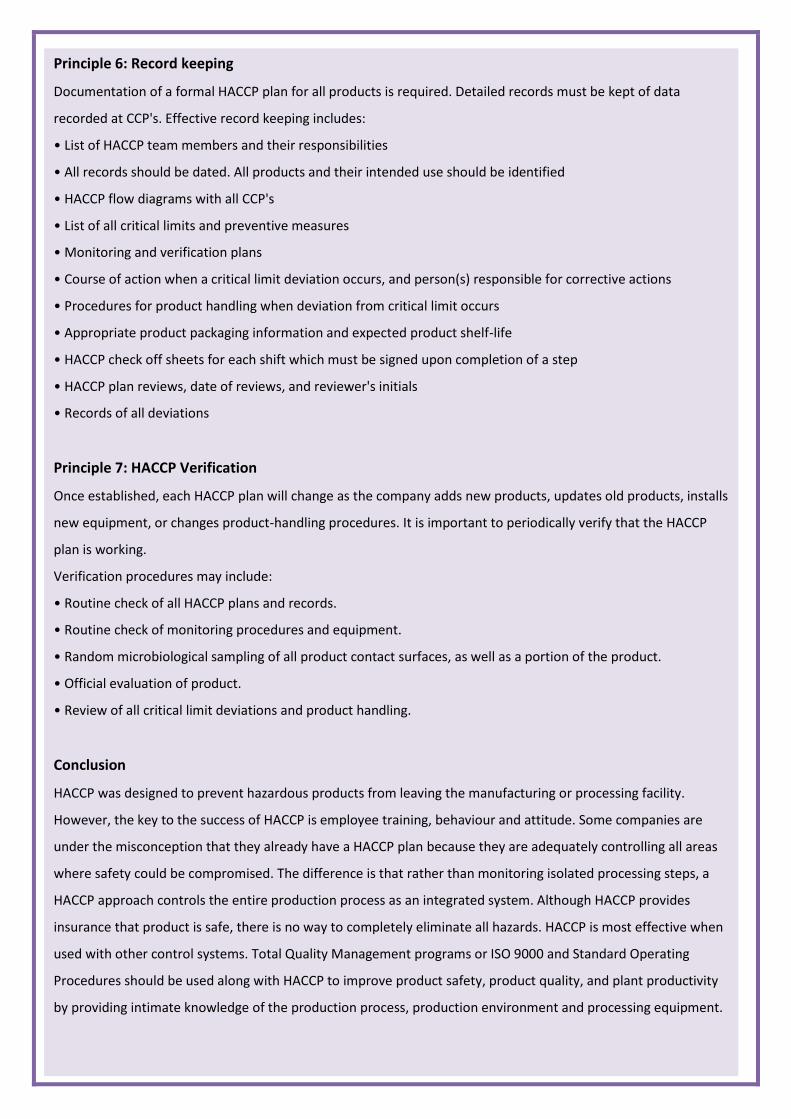
Principle 6: Record keeping
Documentation of a formal HACCP plan for all products is required. Detailed records must be kept of data
recorded at CCP's. Effective record keeping includes:
• List of HACCP team members and their responsibilities
• All records should be dated. All products and their intended use should be identified
• HACCP flow diagrams with all CCP's
• List of all critical limits and preventive measures
• Monitoring and verification plans
• Course of action when a critical limit deviation occurs, and person(s) responsible for corrective actions
• Procedures for product handling when deviation from critical limit occurs
• Appropriate product packaging information and expected product shelf-life
• HACCP check off sheets for each shift which must be signed upon completion of a step
• HACCP plan reviews, date of reviews, and reviewer's initials
• Records of all deviations
Principle 7: HACCP Verification
Once established, each HACCP plan will change as the company adds new products, updates old products, installs
new equipment, or changes product-handling procedures. It is important to periodically verify that the HACCP
plan is working.
Verification procedures may include:
• Routine check of all HACCP plans and records.
• Routine check of monitoring procedures and equipment.
• Random microbiological sampling of all product contact surfaces, as well as a portion of the product.
• Official evaluation of product.
• Review of all critical limit deviations and product handling.
Conclusion
HACCP was designed to prevent hazardous products from leaving the manufacturing or processing facility.
However, the key to the success of HACCP is employee training, behaviour and attitude. Some companies are
under the misconception that they already have a HACCP plan because they are adequately controlling all areas
where safety could be compromised. The difference is that rather than monitoring isolated processing steps, a
HACCP approach controls the entire production process as an integrated system. Although HACCP provides
insurance that product is safe, there is no way to completely eliminate all hazards. HACCP is most effective when
used with other control systems. Total Quality Management programs or ISO 9000 and Standard Operating
Procedures should be used along with HACCP to improve product safety, product quality, and plant productivity
by providing intimate knowledge of the production process, production environment and processing equipment.
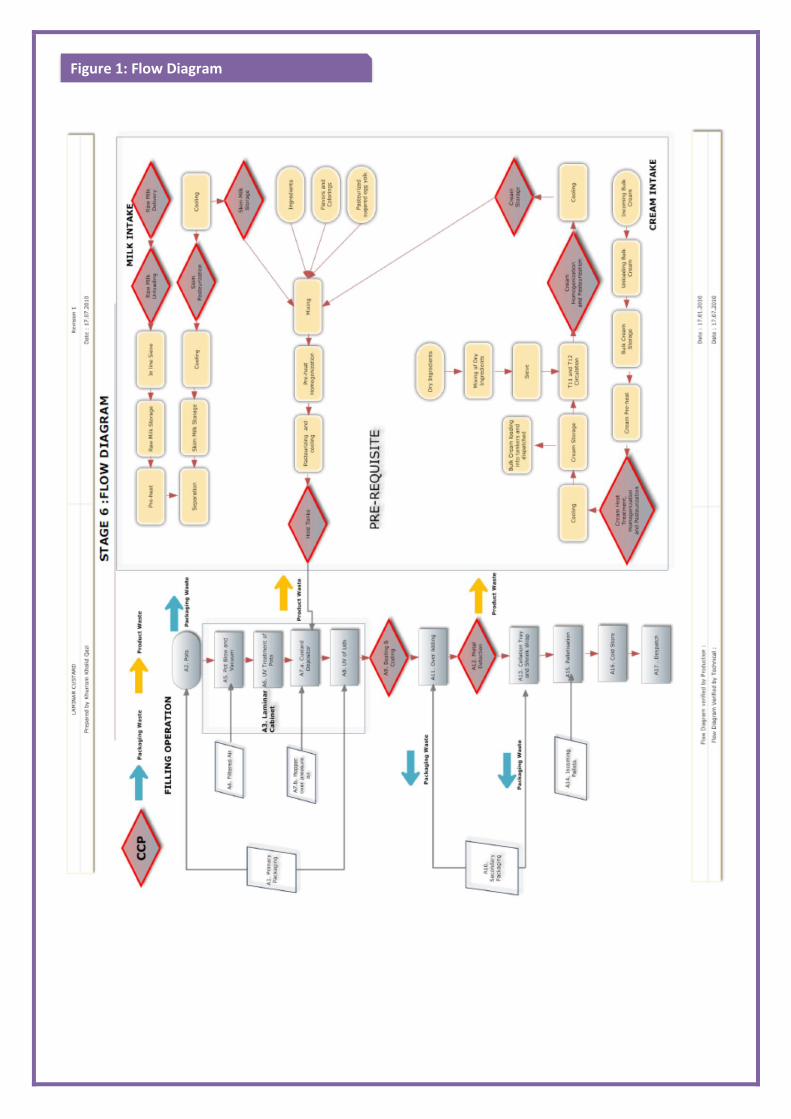
Figure 1: Flow Diagram
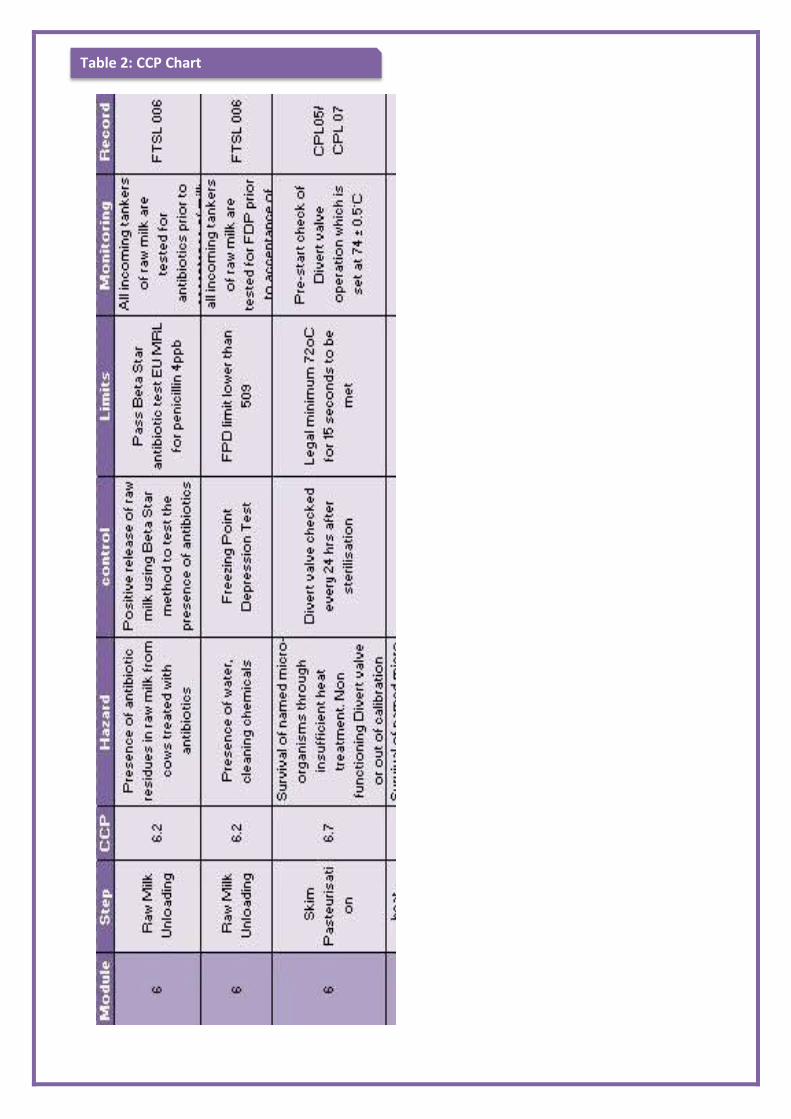
Table 2: CCP Chart
`
We produce different kind of flavoured milks. These are of different sizes from 1 litre size to 330 mil size. The
bottles came to Factory as in Pallets and covered in Plastic Bag. These are then taken inside the factory where
they are de-stacked and send to Production Line. On Production line they are then taken out from plastic bag
and put on the line. Then they go under the filler line to be filled and then caps goes on top. Labelled and then
goes in to boxes to get stacked on Pallet. From there they goes to Cold store from where they are despatched to
the Customers.
Introduction
A piece of Plastic bag (Swarf) was found inside the 1 litre bottle before going to be filled.
What went wrong?
Start of Production, when the bottles were on conveyor and before being filled with milk.
When it went wrong?
After De-canting the bottles Area and before going to the filler.
Where it went wrong?
Found by operator who was looking after the bottles and also keep a visual check for any non-conformance
with the bottles.
How and who found it?
Food Safety Management Procedures 3 A critical analysis of an incident when a food safety management procedure failed –
including recommendations of the corrective actions that could be taken and an
explanation how information could be communicated to staff to ensure food safety in
future
Assignment A:
QDA
The Quality defect Alert was raised. As it was a non-conformance and a possible food hazard with Physical
contamination it was necessary to understand the problem and find the right solution. The system was failed to
stop this kind of contamination inside the bottle and it could gone to customer.
INVESTIGATION
The investigation was done to understand and find the root cause of the problem. First of all we checked all the
following point:
The piece which was found to be in the bottle was identified. It was come from the bag inside which
bottles were packed and supplied to us. There is a safe policy and method of debagging the bottles from
the plastic bag so no swarf contaminates bottles.
To cut the bags we use Fish knives which are specifically made for industrial use and are very safe to
cut. Risk assessments have been carried out previously and it’s a safe practice to use them in
production. Before coming to production the bottles are sealed in plastic blue bags which mean no
physical contamination occurs. So how did it happen?
Staff: The person who was de-bagging the bottles was well trained and is a senior operator. He uses the fish
knife to cut the bag He did not notice anything as he was rushing the job and trying to cope with the line
speed. Everything was done according to policy and we couldn’t find any fault apart from that a swarf
might gone to a bottle after de-canting (de-bagging) of bottles.
HACCP REVIEW MEETING:
We had a HACCP review meeting with all the HACCP team which includes the Technical Manager, QA, Engineers
and staff from Production and Planning. With HACCP Review Meeting we reviewed the whole process again.
Corrective Actions and Recommendations
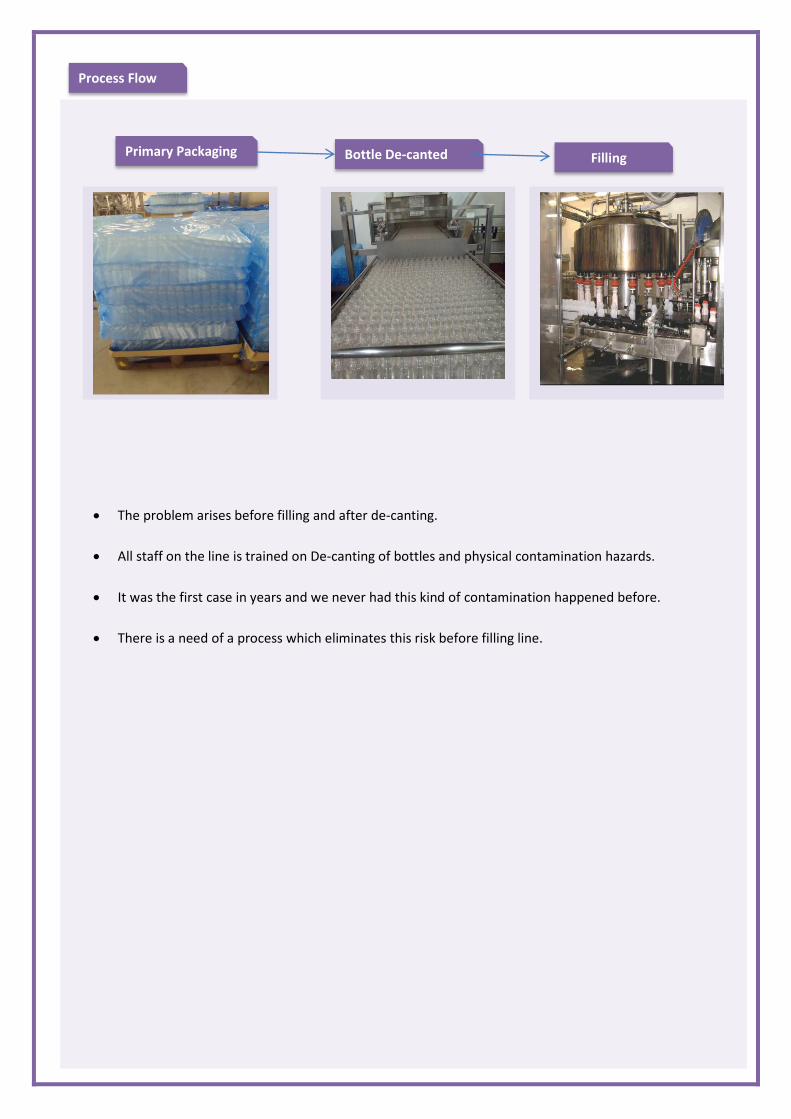
The problem arises before filling and after de-canting.
All staff on the line is trained on De-canting of bottles and physical contamination hazards.
It was the first case in years and we never had this kind of contamination happened before.
There is a need of a process which eliminates this risk before filling line.
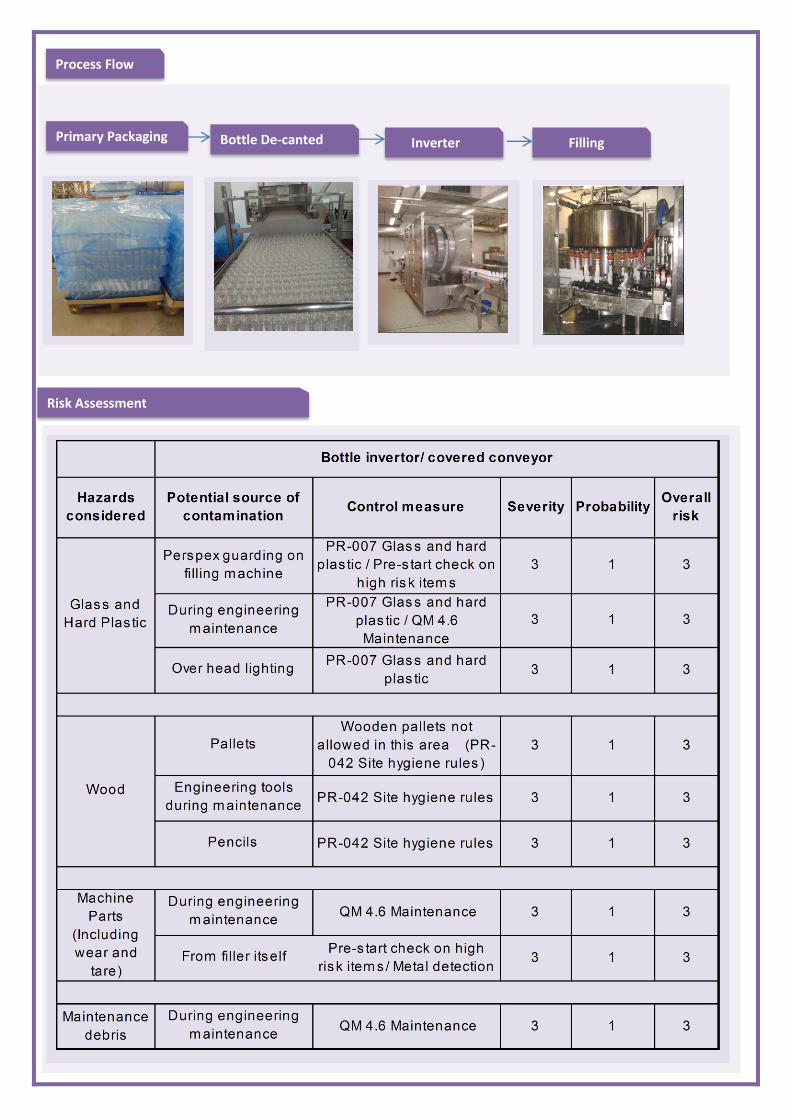
Process Flow
Filling Bottle De-canted Primary Packaging
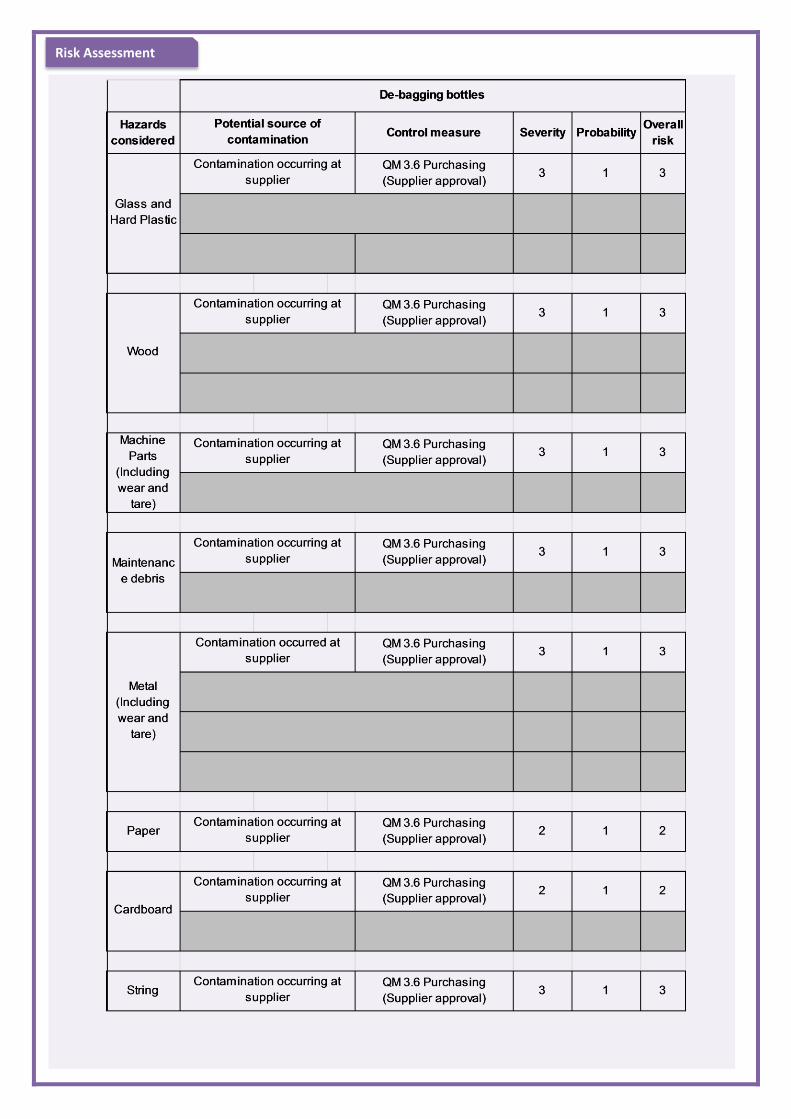
Risk Assessment
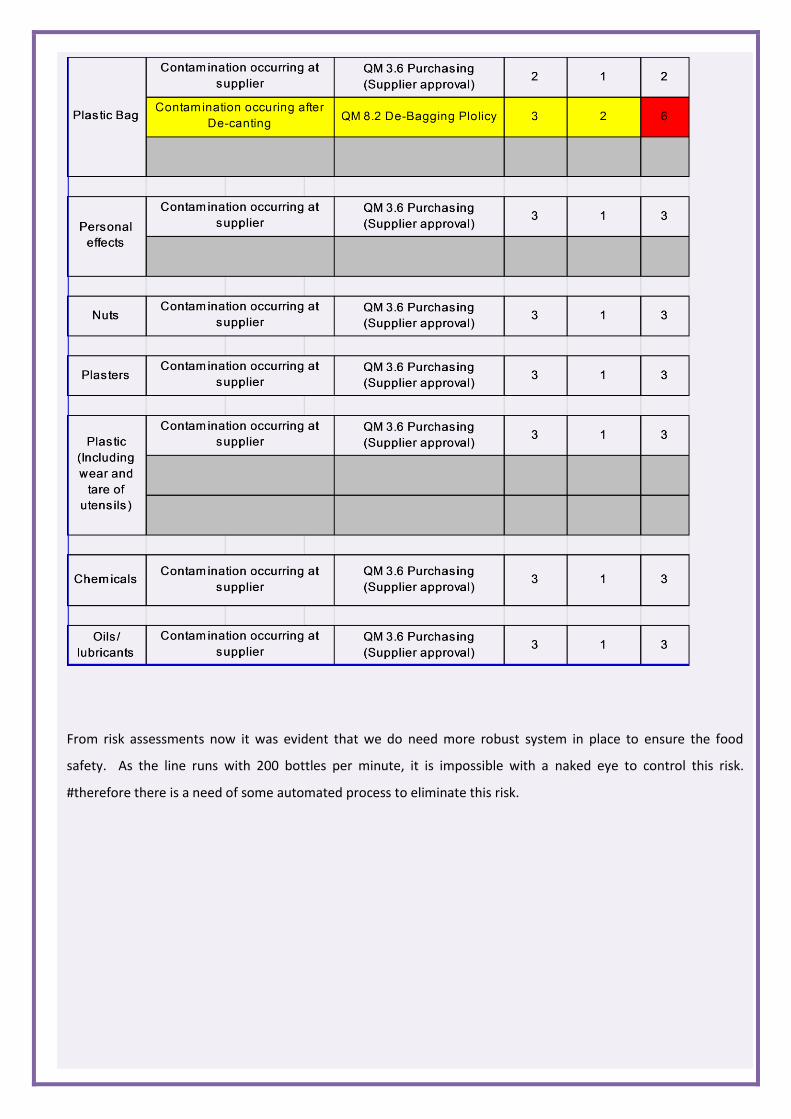
From risk assessments now it was evident that we do need more robust system in place to ensure the food
safety. As the line runs with 200 bottles per minute, it is impossible with a naked eye to control this risk.
#therefore there is a need of some automated process to eliminate this risk.
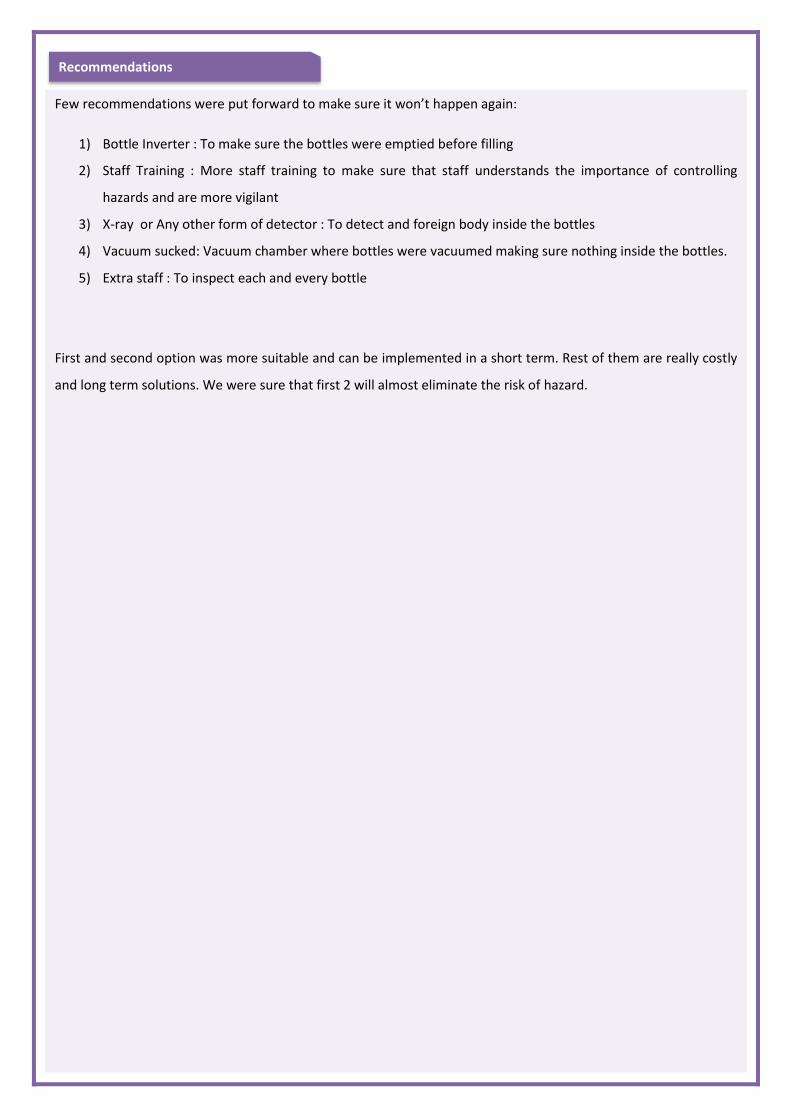
Few recommendations were put forward to make sure it won’t happen again:
1) Bottle Inverter : To make sure the bottles were emptied before filling
2) Staff Training : More staff training to make sure that staff understands the importance of controlling
hazards and are more vigilant
3) X-ray or Any other form of detector : To detect and foreign body inside the bottles
4) Vacuum sucked: Vacuum chamber where bottles were vacuumed making sure nothing inside the bottles.
5) Extra staff : To inspect each and every bottle
First and second option was more suitable and can be implemented in a short term. Rest of them are really costly
and long term solutions. We were sure that first 2 will almost eliminate the risk of hazard.
Recommendations
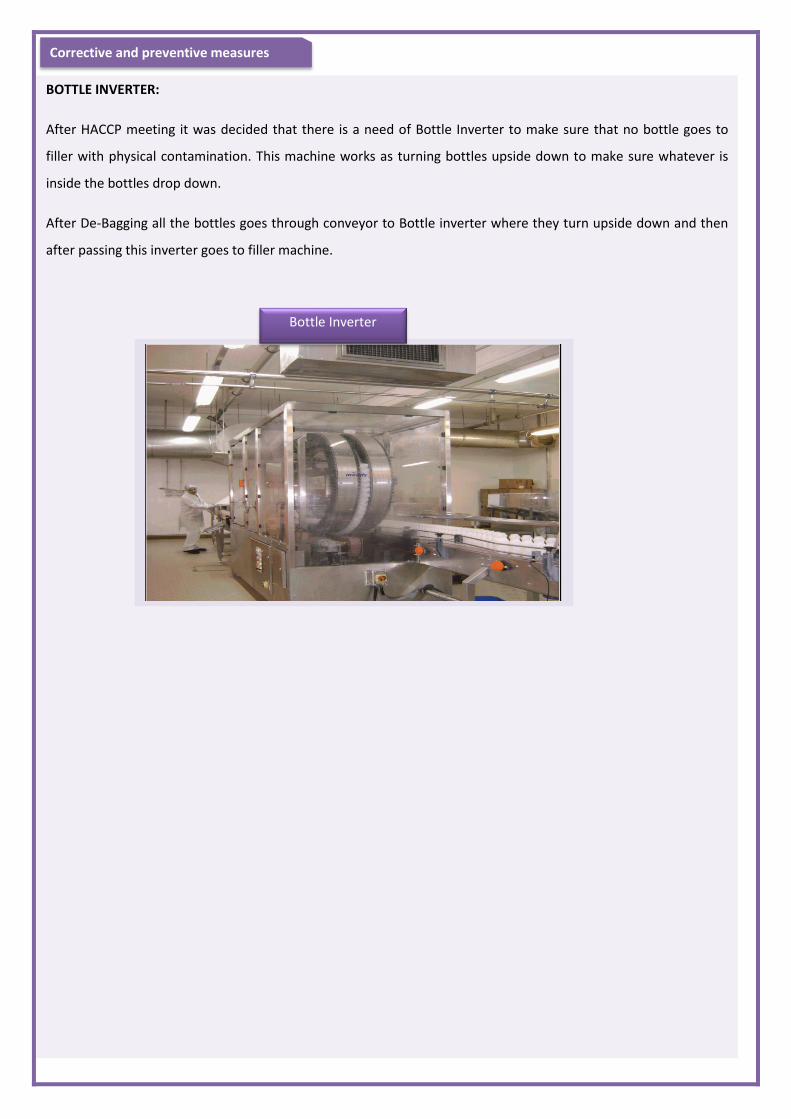
BOTTLE INVERTER:
After HACCP meeting it was decided that there is a need of Bottle Inverter to make sure that no bottle goes to
filler with physical contamination. This machine works as turning bottles upside down to make sure whatever is
inside the bottles drop down.
After De-Bagging all the bottles goes through conveyor to Bottle inverter where they turn upside down and then
after passing this inverter goes to filler machine.
Corrective and preventive measures
Bottle Inverter
Process Flow
Inverter Bottle De-canted Primary Packaging
Filling
Risk Assessment
1. All relevant personnel including temporary staff and contractors are appropriately trained prior to commencing
work and adequately supervised throughout the working period. This is in the form of an induction either carried
out by the agency or on site. All staff should have completed induction training prior to the end of their
probationary period. An induction checklist should be signed off as confirmation this has been carried out. All new
staff to the factory should sign off first day induction training to confirm they are aware of the points documented.
A copy should be kept by employee and held on file.
2. All personnel engaged in activities relating to critical control points should have relevant training and
documented evidence will be a record made on the persons training records covering off the CCP.
3. Personnel holds each person’s training records to provide evidence what training is required to carry out the
role and signed off documentation on the status of the training carried out. Internal audits and monitoring of
Quality Defect Alerts are used as a method of reviewing the implementation and effectiveness of training and
competency of trainer. All staff complete a 13 week probationary period which is monitored by departmental
heads and personnel department.
4. All training records should have:
a. Name of employee
b. A sign off following any attendance of any course
c. Date and if necessary duration of training
d. Title of course or time being trained
e. Training provider
f. A copy of the contents of the course should be held with training/personnel department
5. A yearly review of the competencies of staff is carried out and where necessary relevant training is carried out
as deemed necessary by the departmental head. The review will take into consideration any finding following
internal audits, quality defect alerts or changes that have arisen within the department. The review should be
documented by the departmental head and signed off on the training log. Relevant training can be either by
formal training, on the job experience or refresher training.
Food Safety refresher training should be carried out on average every 3 – 4 years.
Training
Objective to ensure that the hazards identified in the study are complete and correct and that the
selected controls for these Hazards are suitable.
o Packaging specifications and supplier approval
Specifications and migration certificates are on file to provide evidence that the product packaging is suitable for use. Production trails must have been completed and signed off for approval
o Migration certificates for packaging
All the certificates are held in Technical Department.
o Inverter operating parameters
Checks for start-up, Glass and Perspex Checks, Safety Stop Checks, Hygiene Swabs Test,
Verification
The following Verification procedures are undertaken:
Audits of the HACCP system
Internal: Carried out by the Quality Department, example to make sure all the Pre-
Requisites are followed properly
External: Review of Suppliers as part of Approved Supplier procedures
Finished product and interim product testing.
Investigate and trend:
Operator Checks; Pre-Start up checks, Nut and bolts checks, Hygiene Swabs
Customer complaints,
Monitoring Results
Corrective Actions
Process Deviations
Product Disposals
Validation
~)".:fj
~ Chartered ~'W Institute of \ Environmental Health
Level '-I Award in Food Safety Management for Manufacturing Candidate assessment record
Candidate's name (in full and block capitals):
w r<. AAtvt I<./-IM-JD ().A?;1
E>RI, I Centre number:
Final result
D Trainer's mark
D Moderator's mark
This result is only valid if
the marking grid and trainer Duration of cou~e{-start date and last date of course attendance): feedback report are all
5 :y. l-Y '2010 q 3UL-Y 2.010 complete.
Title of assignment:
MSSir4.N (III€N T 8 - Al..LE:f<.f;,eN GJN m-n~'NI'I710N I hereby certify that the submitted assignment is my own work, I have not received unauthorised assistance in completing this aSSignment and understand that it has been produced for assessment purposes only.
Candidate's signature: I1d~W Date:
., I ::.:-::- 3/ q /2-010 I hereby certify that to the best of my knowledge the submitted aSSignment is the candidate's own work and that he/she has not received unauthorised assistance in completing this assignment.
I Trainer's signature: Date:
Trainer's name (block capitals): Trainer no:
Assignment B - Allergen contamination
Your report must contain the following sections:
1 A description of how allergen contamination controls, including compliance with current legislation and codes of practice, contribute to food safety in your manufacturing business. 10 marks
2 An explanation of how you, as a manager in your manufacturing business, can establish, monitor and verify allergen contamination controls. 15 marks
3 A critical analysis of the corrective actions you could take in the event of a failure of an allergen
contamination control, with your recommendations of the most appropriate corrective actions, and an explanation of how you would communicate this information to staff to ensure food safety
in the future. 25 marks
Allergen Contamination 1. Description of how allergen contamination controls, including with
current legislation and codes of practice, contributes to food safety in
your manufacturing business.
There are both criminal and civil legal regimes relevant to the sale of foods containing allergens and the
provision of ‘allergen-free’ lists. It is essential that these are given careful consideration. The following is a
brief outline of the main provisions to assist manufacturers in identifying their legal obligations and the
appropriate courses of action in respect of Good Manufacturing Practice and the provision of information to,
or for communication to, consumers. Also with respect to those regulations I will point out how we abide
those regulations at our work place to make food safe and better.
This piece of legislation is sometimes unofficially referred to as ‘the European food Safety Act’ because it
establishes the principles of food law and identifies the legal obligation of food business and governments.
Allergen Controls
It covers all stages of the food chain from
primary production to the sale (‘placing on
the market’) o products and establishes the
rights of consumers to safe food and to
accurate and honest information about it
It includes:
Many of the definitions used in EU food law
The general principles of food law based on risk
management and precautionary principle
Safety requirements for food placed on the market
Procedures for dealing with food safety problems
The principle of traceability
Arrangements for the removal of unsafe food from
the market
Regulation (EC) No. 178/2002
Assignment B:
Article 6
Risk based approach required Risk assessments have been done
to all the departments and lines. All
hazards were taken into account
like Microbiological, Chemical,
Physical and Allergens. From in-
take of raw materials to the
delivery of finished goods.
Everything has been recorded for
traceability.
How we do it Risk
Food law must be based upon
risk analysis, consisting of risk
assessment, risk management
and risk communication. Risk
assessment must be based on
available scientific evidence
Article 14
Unsafe food defined as being
injurious to human health or unfit
for human consumption because
of contamination or spoilage
There is a HACCP system in place
which makes sure food is safe to
eat.
It is deemed to be unsafe if it is
considered to be:
a) Injurious to health
b) Unfit for human consumption
because of contamination or
spoilage.
If part of a batch is considered
unsafe, then the whole batch is
considered unsafe, unless it can be
demonstrated otherwise.
Food law must be based upon
risk analysis, consisting of risk
assessment, risk management
and risk communication. Risk
assessment must be based on
available scientific evidence
Food safety requirements How we do it
Article 16
Packaging etc. must not mislead
consumers
There is a HACCP system in place
which makes sure food is safe to
eat.
Making sure the correct labels with
ingredients are on package. Also
Use by or BBE dates are to ensure
that food is safe for consumption.
If there is al allergen, it should be
declared on the label.
The promotion, packaging,
labelling, display setting and so
on must not lead consumers
How we do it Misrepresentation
The Food Safety Act 1990 is an Act of Parliament of the Parliament of the United Kingdom. It regulates the statutory obligation to treat food intended for human consumption in a controlled and managed way.
The key requirements of the Act are that food must comply with food safety requirements, must be "of the nature, substance and quality demanded", and must be correctly described (labelled).
Food Safety Act 1990
Section 7
Offence to sell food for human
consumption if it is injurious to
health.
Every step of the process makes
sure that food is safe to consume.
Everything is declared on
ingredients information on
packaging so consumer can easily
see what product is constituted of.
It is an offence for a food business
to sell food for human
consumption if it has been made
injurious to health by:
Adding any article or
substance to a food that
renders it injurious to
health
Using any article or
substance as an
ingredient that renders it
injurious to health
Abstracting any
constituent from the food
that renders it injurious
to health
Subjecting the food to
any other process or
treatment that renders it
injurious to health.
How we do it Food Injurious to health
Section 14
Nature – food different to what
was requested.
Substance – not of the correct
composition or containing physical
contaminants.
Quality – the standard expected.
All products have got their Checks
before Production. Aroma, texture,
Nature, pH, Colour, Viscosity, Fat
levels%, Weights, Sizes etc. All
approved by customers and have a
check sheets to make sure all
products meet customer demand.
If there is any trace of Allergen or,
if a product got allergens in it ,
they are declared to make sure
consumer is aware of it before use.
All food sold must be ‘of the
nature or substance or quality
demanded by the purchaser’.
How we do it Consumer Protection
These Regulations, which came into force in January 2006, are:
The Food Hygiene (England) Regulations 2006
The Food Hygiene (Wales) Regulations 2006
The Food Hygiene (Scotland) Regulations 2006
The Food Hygiene (Northern Ireland) Regulations 2006 and subsequent amendments.
The regulation deals largely with the regulation and enforcement of food safety, plus temperature control,
and is the main British route to enforcing the main European Regulations.
Food hygiene Regulations 2006
Regulations 10 & 11
Defence of due diligence. Offence
committed by someone else. To demonstrate that every
possible reasonable step taken to
achieve safe food, we have written
records to support defence. All
documents based on HACCP
Principles like, records of Staff
Training, Temperature
measurements, cleaning
schedules, supplier specifications,
traceability system, remedial
action where food safety problems
have arisen and pest control
measures.
Two main defences under these
Regulations, either:
That the offence was the
fault of another person
due diligence
How we do it Defence and offences
The fundamental aim of any hygiene regulation is to create conditions in a food business that will lead to the safe
working production of food. Generally Speaking, this regulation takes a two-prolonged approach.
The management and control of the structure of food premises and the equipment used
The management and control over what happens in food premises
The Regulation seeks to ensure a high level of food hygiene at all stages of the production process (production,
processing and distribution of food). A key point of the legislation is that the main responsibility for food safety
rests with “food business operators”, with a single hygiene policy applicable to all foodstuffs and all operators.
The text defines the obligations of food operators, setting out general and specific hygiene rules and requiring
the establishment, implementation and maintenance of procedures based on HACCP principles.
The regulation foresees that food businesses may use guides to good practices as an aid to comply with their
obligations. Such guides to good practices for hygiene and for the application of HACCP principles can be
developed by each sector at national or Community level.
To facilitate the implementation and interpretation of the Regulation, the European Commission issued the
following guidance documents:
Guidance document on the implementation of certain provisions of Regulation 852/2004/EC on the
hygiene of foodstuffs;
Guidance document on the implementation of procedures based on the HACCP principles, and on the
facilitation
Regulation (EC) No. 852/2004 on the hygiene of foodstuffs
Article 5
Procedures must exist based upon
HACCP principles
1: Conduct a hazard analysis.
2: Identify critical control points.
3: Establish critical limits for each critical control point.
4: Establish critical control point monitoring requirements.
5: Establish corrective actions.
6: Establish record keeping procedures.
7: Establish procedures for verifying the HACCP system is working as intended
Food business operators must put
in place, implement and maintain
permanent procedures based on
the principles of Hazard Analysis
of Critical Control Points.
How we do it HACCP
Allergen Contamination
2. An explanation of how you, as a manager in your manufacturing
business, can establish, monitor and verify allergen contamination
controls.
Assignment B:
In order to avoid the unintentional presence of allergenic foods in products it is necessary to evaluate the
likelihood of unintentional allergen cross-contamination across the supply chain, from raw materials through to
the finished product. Following completion of such a risk analysis, manufacturers can then determine whether
or not allergen advisory labelling is appropriate on the finished product as sold to consumers.
Risk analysis is made up of four stages:
1. Risk assessment– what is the risk?
2. Risk management – can the risk be managed?
3. Risk communication – how should the risk be communicated?
4. Risk review – has the risk changed?
Figure 1 set out as a flow chart, the steps involved in this risk analysis.
Figure 4 shows the steps in the decision tree for managing allergens.
Allergen Risk Assessment,Management and Communication
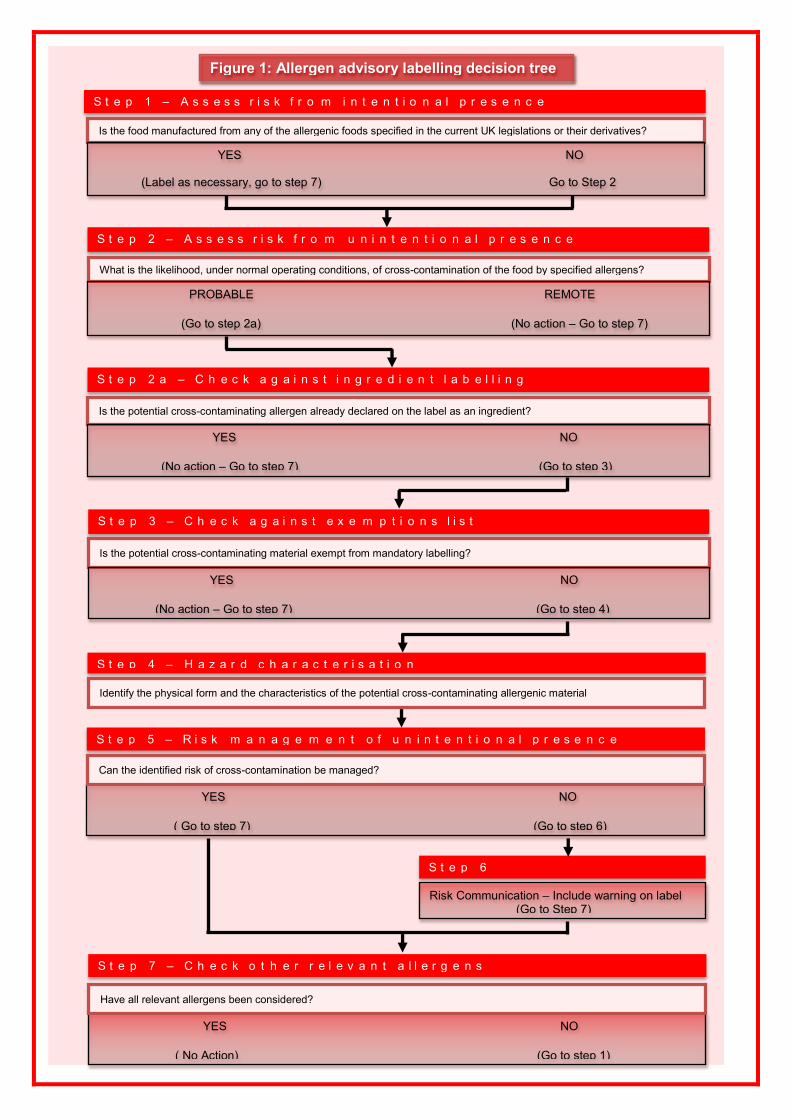
S t e p 1 – A s s e s s r i s k f r o m i n t e n t i o n a l p r e s e n c e
Is the food manufactured from any of the allergenic foods specified in the current UK legislations or their derivatives?
YES NO
(Label as necessary, go to step 7) Go to Step 2
S t e p 2 – A s s e s s r i s k f r o m u n i n t e n t i o n a l p r e s e n c e
What is the likelihood, under normal operating conditions, of cross-contamination of the food by specified allergens?
PROBABLE REMOTE
(Go to step 2a) (No action – Go to step 7)
S t e p 2 a – C h e c k a g a i n s t i n g r e d i e n t l a b e l l i n g
Is the potential cross-contaminating allergen already declared on the label as an ingredient?
YES NO
(No action – Go to step 7) (Go to step 3)
S t e p 3 – C h e c k a g a i n s t e x e m p t i o n s l i s t
Is the potential cross-contaminating material exempt from mandatory labelling?
YES NO
(No action – Go to step 7) (Go to step 4)
S t e p 4 – H a z a r d c h a r a c t e r i s a t i o n
Identify the physical form and the characteristics of the potential cross-contaminating allergenic material
YES NO
( Go to step 7) (Go to step 6)
S t e p 5 – R i s k m a n a g e m e n t o f u n i n t e n t i o n a l p r e s e n c e
Can the identified risk of cross-contamination be managed?
S t e p 6
S t e p 7 – C h e c k o t h e r r e l e v a n t a l l e r g e n s
Risk Communication – Include warning on label (Go to Step 7)
YES NO
( No Action) (Go to step 1)
Have all relevant allergens been considered?
Figure 1: Allergen advisory labelling decision tree
Processing
Aid Raw
Material
Handling
Storage Transport
Air Particles in
Supply Chain
Area
Packaging
Supply Chain
Cross-
Contamination
Shared
Equipment
People
Cleaning
Re-work Other?
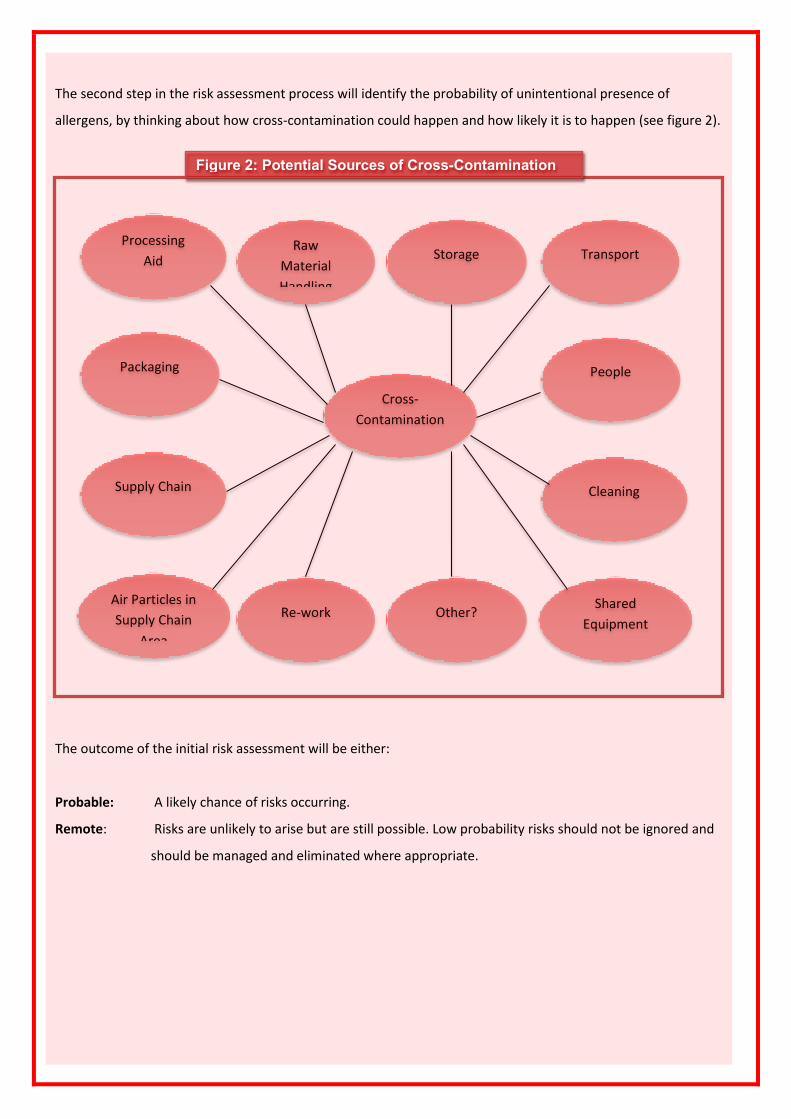
The second step in the risk assessment process will identify the probability of unintentional presence of
allergens, by thinking about how cross-contamination could happen and how likely it is to happen (see figure 2).
The outcome of the initial risk assessment will be either:
Probable: A likely chance of risks occurring.
Remote: Risks are unlikely to arise but are still possible. Low probability risks should not be ignored and
should be managed and eliminated where appropriate.
Figure 2: Potential Sources of Cross-Contamination
Allergen Risk Management
Where a risk has been identified (as either probable or remote), attempts has been made to reduce the
unintentional presence of allergens in the product as far as possible.
Whether manufacturing individual ingredients or complex food products, consistency in risk assessment and
application of risk management measures is always done.
The ‘visually and physically clean’ standard can in principle be applied to each stage in the supply chain.
Allergens should be managed to avoid their unintentional presence in products wherever possible. This
management involves evaluation of the likelihood of allergen cross-contamination associated with every step of
the food production process, from sourcing raw materials through to marketing of a finished product.
Our business already has Good Manufacturing Practice (GMP) in place. These require a commitment and
discipline to ensure products meet food safety, quality and legal requirements, using appropriate
manufacturing operations, including effective food safety systems (using hazard analysis principles) and quality
assurance systems. Existing GMP controls will assist with allergen management, for example avoiding cross-
contamination by segregation, cleaning, using separate utensils etc. However, it should be noted that unlike
microbiological risks, heating does not necessarily destroy food allergens and may actually increase their
potency, for example roasting peanuts.
The introduction of allergen management into a food business can be seen as an extension of existing food
safety management rather than a completely new system.
General Pronciples
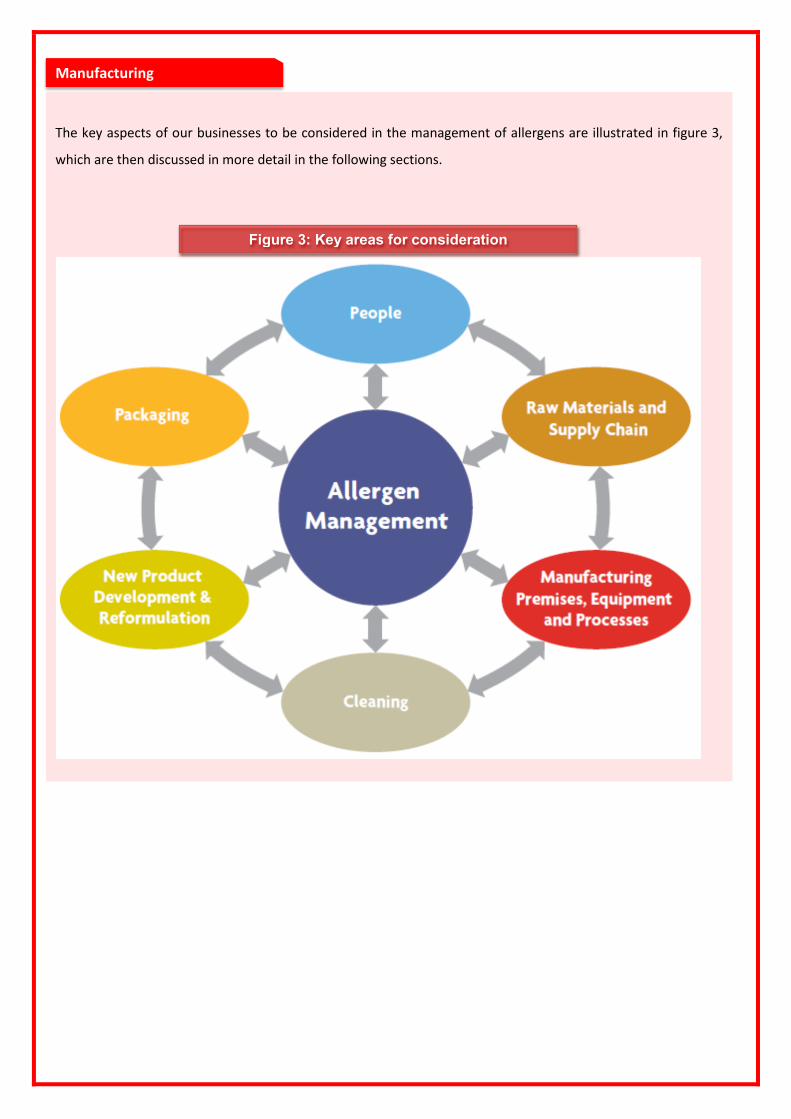
The key aspects of our businesses to be considered in the management of allergens are illustrated in figure 3,
which are then discussed in more detail in the following sections.
Manufacturing
Figure 3: Key areas for consideration
All staff (including temporary staff and contractors) involved in handling ingredients, equipment, utensils,
packaging and products are all aware of food allergens and the consequences of their ingestion by sensitive
individuals. They are trained in avoiding cross-contamination of foods by the major food allergens. Appropriate
procedures on the management of allergens have also be available and/or posted wherever they need to be
observed in pursuit of the company’s management policy. Additionally, it is important to ensure awareness of
these procedures on the part of both workers and visitors by posting in the reception and production areas at
least a summary of the critical aspects. Training and awareness procedures include:
• Recognising which ingredients are the allergens of concern and why.
• Identifying potential allergen cross-contamination situations.
• Hand washing.
• Clothing requirements including laundering.
• Re-work procedures.
• Waste management procedures.
• Cleaning procedures.
• Dedicated equipment if available.
• People movement around the site, for example, people changing production line or site, trips to the canteen
and visitors.
• Equipment movement around the site, for example, maintenance tools, food trays, etc.
People
There is an appropriate and proportionate policy for assessing the allergen status of ingredients for use within
our own manufacturing processes and premises, and if appropriate, by their suppliers or co-packers. Any
change in supplier must be accompanied by the appropriate checks.
We are all aware of the presence of the major allergens in all raw materials, particularly the potential for
allergen cross contamination from manufacturing and handling activities on the raw material suppliers’ sites, as
well as earlier in the food chain during harvesting and transport. This is done through audits or from asking
suppliers to provide the required information. We ensure that materials are ordered against a clear
specification and that we ask appropriate questions of our suppliers.
Ingredients are fully described in specifications.
Steps have been taken to ensure that non-allergenic ingredients do not come into contact with allergens in
subsequent handling and storage. Allergenic raw materials should be stored in clearly identified areas where
possible, for example, using colour-coded boxes or demarcation of storage areas using painted lines on the
floor.
Raw Materials and Supply Chain
Where allergenic raw materials are de-bagged or de-boxed, they are placed in dedicated lidded and labelled
containers and made easily identifiable. Such containers are only used for storage of other raw materials after
appropriate cleaning.
If allergenic ingredients are sieved, then the sieving unit is either:
(i) Dedicated or
(ii) Thoroughly cleaned after sieving allergenic ingredients.
In summary, practices ensures that the allergen status of all ingredients (including flavourings, additives,
carriers and processing aids), as well as other materials that might come into contact with the food such as
baking release agents, are known:
Check the allergen status of all ingredients with suppliers and review regularly.
Ask suppliers to notify changes in the allergen status of the materials they supply.
Clearly identify allergenic raw materials and segregate where possible.
Ensure the handling of allergenic ingredients does not cause contamination of other ingredients.
Check implications of any change of ingredient supplier.
Manufacturing Premises, Equipment and Processes
Whilst the ideal approach to avoiding cross-contamination with allergens is to dedicate production facilities to
specific allergenic products, it is recognised that food manufacturing premises and product ranges vary greatly
and that this is not always an option particularly in small and micro businesses. Where dedicated production
facilities are not possible, there are a number of ways of separating the production of allergen containing
products from those that do not contain the allergen. These can include separation:
• In different parts of the production area.
• By using physical barriers between the production lines.
• By use of dedicated equipment.
• By minimising unnecessary movement of materials.
• By appropriate scheduling of production runs, including appropriate cleaning of equipment between
production runs.
• By managing re-work, ensuring that residual material containing an allergen is not re-worked into a product
not containing the allergen.
• By separating the air supply, where this is practical.
Shared Equipment
Consideration has been given to the dedication of equipment within production facilities.
For example, weighing equipment, scoops and utensils are dedicated and the weighed product placed in
dedicated, lidded and labelled containers.
Consideration also been given to colour coding equipment.
Physical Separation
Physical separation has been considered for ‘high risk’ ingredients and the implications of changes to the layout
of the food production area have been assessed. Consideration has also been given to the ease of cleaning of
equipment. Avoiding the crossover of production lines and allowing adequate space for effective cleaning has
helped minimise the risk of allergen cross-contamination.
Storage
Consideration has been given to the temporary labelling of work in progress. This is, for instance, a half-finished
product that is held-over. Care should be taken that the product is not mistaken for another product with a
different set of allergens. Similarly, care should be taken to label and store packaging materials that are unused
at the end of a production run. Co-products are misshapes and broken products, which for quality reasons are
not acceptable as finished product but could still be consumed by employees or sold through factory shops.
Such products should be subject to the normal allergen labelling controls.
Re-work
Re-work that contains allergenic ingredients should be re-worked only into products that contain that allergen,
for example chocolate that contains nuts or nut fillings should only be re-worked into other nut containing
chocolates. Re-work should be clearly identified in order that it may be tracked in the manufacturing process.
Oils used for cooking allergenic foods (for example, shellfish, fish and breaded or battered products) should not
be used subsequently for cooking products not containing that allergen.
In summary
Is it possible to have dedicated production lines or areas?
Is it possible to erect physical barriers between production lines or areas?
Is it possible to dedicate utensils and equipment?
Is it possible to clean between production runs?
Is it possible to schedule production runs to minimise possible cross-contamination?
Is re-work managed?
Is it possible to manage airflow?
Are held-over products suitably labelled?
Is there a procedure for removing packaging and labelling it before returning it to the stores?

Very small amounts of some allergens, such as nuts, can cause adverse reactions, including potentially fatal
anaphylactic shock. Therefore, thorough cleaning that is effective in reducing the risks of allergen cross
contamination should be used where appropriate. A ‘visually and physically clean’ standard is not just a casual
visual inspection of the production line or area, it also requires that all of the trouble spots are sought out and
inspected. Cleaning practices that are satisfactory for hygiene purposes may not be adequate for removing
some allergens and their validity for such a purpose should be assessed, for example, via residue/environmental
swab testing. Equipment may need to be dismantled and manually cleaned to ensure hard to clean areas are
free from allergen residues. Particular food materials (for example, powders, seeds, pastes and particulates)
present significant cleaning problems and any relevant industry guidance, where this has been developed,
should be followed. Adequate procedures should be in place for cleaning both production and packaging
machinery. Where adequate cleaning is not possible, then the risk of allergen cross-contamination should be
assessed and advisory labelling used, if appropriate.
Care is needed in cleaning to ensure that the cleaning of one line does not contaminate another (for example,
by use of compressed air cleaning), or an area which has already been cleaned (for example, clean dry mix areas
from the top down).
Any spillage that occurs during production, storage and transportation should be cleaned up immediately to
ensure that there is no subsequent allergen cross-contamination. Where known allergen contamination has
occurred, the contaminated material should be labelled and physically moved away from the non-contaminated
ingredients and work-in-progress.
Consideration should be given to maintenance activities, such as the use of dedicated tools or adequate
cleaning procedures where tools are not dedicated.
Where adherence to a cleaning regime is part of a separation system, it should be validated as ‘fit for purpose’
and compliance should be monitored.
Investment in developing and following appropriate cleaning regimes will help to minimise food allergen cross-
contamination and can reduce the likelihood of needing costly product recalls. Ensure that cleaning equipment
itself is cleaned after use to minimise the risk that it may carry and transfer allergen traces.
Establish appropriate cleaning regime including laundering of protective clothing.
Validate cleaning regimes.
Monitor that cleaning is being done properly.
Keep records of cleaning.
Cleaning
Incorrect packaging and/or labelling is a major cause of allergen related product recalls. Procedures for checking
that the correct labels are applied to products should be implemented and audited regularly, so that accurate
information is provided to allergic consumers. Checks should be in place between processing and packing to
ensure the correct packaging is used, for example the use of automated label verification systems.
It is important that, following recipe changes or the introduction of a new allergen cross-contamination risk etc,
the old packaging is not only withdrawn from use but is physically destroyed, so that it cannot be used in error.
There are systems to ensure packaging is removed at the end of a run, including any packaging that may be
within the wrapping machine. This will help to avoid packaging mix-ups when the product to be packed is
changed and, therefore, reduce the number of instances in which misleading information is passed to the
consumer.
It is important to ensure that the correct outer packaging is used for multi-pack products and that allergen
information appears on, or is visible through, both the inner and outer wrappers.
Packaging
Product Formulation
Whenever possible, it is good practice not to include an allergenic ingredient in a product unless necessary. For
example, manufacturers could consider using corn (maize) flour instead of wheat flour or using vegetable oil,
for example sunflower oil, instead of butter. By using allergenic ingredients only when they are essential
components of a food product, one element of the risk from unintentional allergenic cross contamination will
be minimised.
Reformulating Products
Reformulation of a product with the introduction of a new allergenic ingredient may lead to accidental
contamination of other lines produced in the same premises, for which advisory labelling might then become
appropriate. Businesses can benefit from simplification programmes and these might provide opportunities to
discontinue minor lines that bring allergen complexity in manufacturing, as well as reformulating products to
avoid allergenic ingredients.
Extending Brands
If it is decided to extend a brand name into a different product sector (for example, an established
confectionery product giving its name to a dessert product or ice cream), care should be taken that the
presence of any allergen not associated with the original product is clearly indicated. The approach to allergen
labelling across a brand should be as consistent as possible.
New Product Development and Reformulation
Factory Trials and Consumer Testing
If conducting factory trials of allergen-containing products, measures should be taken to avoid allergen cross-
contamination with existing products. Information on the presence, or potential presence, of allergens should
be made available to those involved in factory trials and in taste testing and that information should be clearly
conveyed with products presented for wider test and marketing purposes.
However clearly they are labelled, care should be taken if sample products containing the major food allergens
are distributed or offered where they can be taken by unsupervised children (for example through letterboxes,
in stores or other public places).
Managing Changes
Any changes to one production process within the food production area or the introduction of a new product
line can affect the risks of allergen cross-contamination of other products. Moving production of a product to
another site may also result in a different allergenic risk that needs to be relayed to the consumer. Following
any such changes, it will be necessary to conduct a new assessment of the risks of allergen cross contamination
of a product, including an evaluation of any advisory labelling that might be necessary.
Consumers may unknowingly consume allergen-containing products where changes have been made to the
recipe of a familiar product and allergenic ingredients have been introduced. Any changes to the allergen status
of a product (for example, recipe changes) need to be made obvious to the consumer, for example, by using
prominent labelling flashes, preferably on the front of the pack, in addition to the amended ingredients list.
Suitable warnings might be, for example, ‘New Recipe’ and ‘Now Contains’. It may also be possible to use other
methods such as websites to inform consumers of recipe changes. This is important, as allergic consumers, who
may have been consuming the product for some time, need to be informed of a new potential hazard. In
addition, food manufacturers and retailers are strongly advised to provide updated information to consumer
support organisations such as the Anaphylaxis Campaign and Coeliac UK as they have systems in place for
informing their members about changes.
Allergen Management Systems should be monitored and reviewed to provide assurance that they are working
correctly. The most effective way of doing this is by carrying out routine checks on manufacturing operations
including an audit or ‘health check’ of the system. An overall ‘health check’ can find any weaknesses in the
system and then corrective actions can be taken. A key benefit of auditing the system is to provide evidence of
due diligence in managing allergens.
The ‘health check’ should as a minimum encompass compliance with GMP requirements, including:
Review and verification of the hazard analysis and hazard management system.
Product and ingredient specifications.
Operating procedures.
Cleaning procedures.
Training records – demonstration of competence.
Analysis of customer complaints.
Internal Audits and External Audits to make sure everything is verified and in place
Customer complaints should be investigated and changes made where necessary.
The frequency of review will depend on the risk level of the operation. An annual review is likely to be
reasonable in most circumstances. However, any of the following may trigger the need to conduct a review:
Introduction of new ingredients, new recipes or new processes,
Changes in scheduling, equipment, site, source of raw material, product storage, handling or
manufacture,
EFSA will be reviewing the list of allergens for mandatory ingredients listing, so new allergens may
emerge that will need to be managed, or
Any other changes which introduce significant risks.
For example, any changes to one process within a food production area, or introduction of a new product, can
affect the risks of allergen cross contamination of other products manufactured at the same site. Moving
production of a product to another site may also result in a different allergenic risk, which needs to be relayed
to the consumer.
Following any such changes, it will be necessary to conduct a new assessment of the risks of allergen cross-
contamination of a product, including an evaluation of any advisory labelling that might be necessary.
Allergen Risk Review
Allergen Contamination 3 A critical analysis of the corrective actions you could take in the event of a
failure of an allergen contamination control, with your recommendations of
the most appropriate corrective actions, and an explanation of how you
would communicate this information to staff to ensure food safety in the
future.
Assignment B:
In our company we produce two kinds of Custards. One is normal custard without Allergens and one with
Allergens with eggs in it. To make sure we do have control we have policies defined in our HACCP Plan how to
make sure that cross contamination does not occur.
As we have same line running both products, there is a Cleaning Procedure between Non Allergen Products and
Allergen Products. The line is clean with Caustic and then later disinfects it. This is to make sure there are no
remains of Allergens left on the line and it is safe to run non Allergen Product. There is a physical clean and also
visual check to make sure that cleaning happens.
Introduction
After running an Allergen Product, the line was not cleaned and we packed non Allergen Product afterwards.
What went wrong?
In the early morning when we had a plan to run a new fresh non Allergen Product. It was a normal day with no
Issues or break downs on the line.
When it went wrong?
On the Custard line where we produce fresh custards (free from allergens) and Luxury Custard (with Allergens).
Where it went wrong?
While going through traceability paperwork, QA found out that the line was not cleaned after running last
Allergen Product. As normal routine of doing traceability, QA found out at the end of run that the product might
be contaminated with Allergens as the line was not cleaned.
How and who found it?
PRODUCT ON HOLD
The entire product which was made last hour was put on hold. Line was put on clean and the samples were
taken to send external Laboratory
INVESTIGATION
When the Allergen Product ran last time, as it was the last run of production the line was not cleaned
thoroughly instantaneously. It was cleaned by Operator with normal cleaning but as with Allergen it should have
cleaned with Caustic called as CIP. As the day gone by, the operator on the cleaning department forgot to clean
the line as he was busy cleaning other lines. The next day Operator checks visually and found nothing dirty on
top and started the run. There was no check for operator to make sure that line was really cleaned and free of
Allergens.
There was a need of HACCP Review as the system failed and it did not guarantee our Food Safety system.
HACCP REVIEW MEETING:
We had a HACCP review meeting with all the HACCP team which includes the Technical Manager, QA, Engineers
and staff from Production and Planning.
RECOMMENDATIONS:
Allergens runs should be run at the end of Production.
The cleaning Procedure was fine, but there was no check for operator to make sure the line is clean,
safe and ready to start production.
To make it Robust and fool proof we need Operator to check it.
Protein Swab Checks need to be implemented which can detect trace of Allergens
This needs training of staff and communication to all Levels.
The lab result came back with some traces of Allergens and we have to destroy the entire product.
Corrective Actions and Recommendations
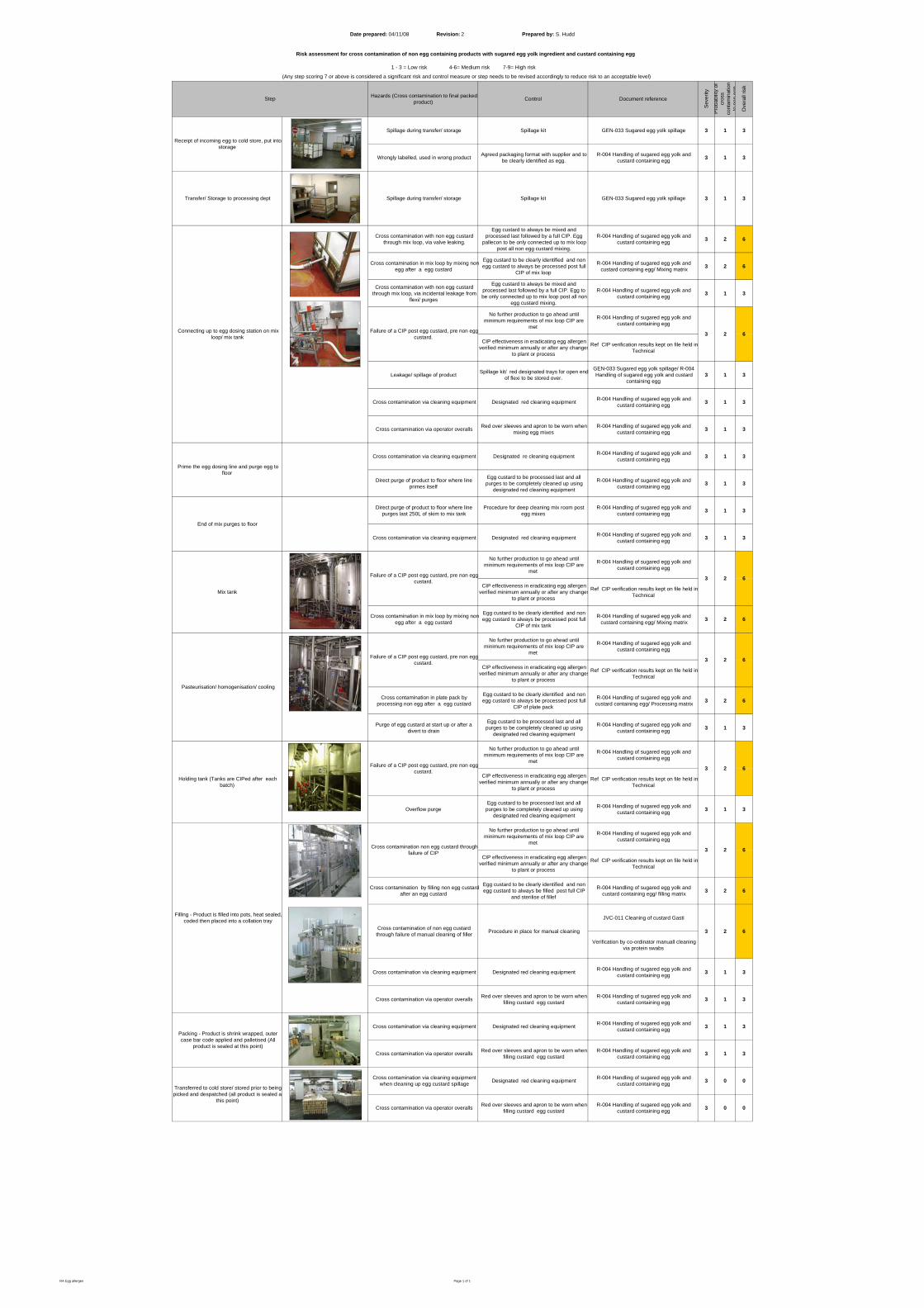
Hazards (Cross contamination to final packed product) Control Document reference
Sev
erity
Pro
babi
lity
of
cros
s co
ntam
inat
ion
tono
neg
g
Ove
rall
risk
Spillage during transfer/ storage Spillage kit GEN-033 Sugared egg yolk spillage 3 1 3
Wrongly labelled, used in wrong product Agreed packaging format with supplier and to be clearly identified as egg.
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Transfer/ Storage to processing dept Spillage during transfer/ storage Spillage kit GEN-033 Sugared egg yolk spillage 3 1 3
Cross contamination with non egg custard through mix loop, via valve leaking.
Egg custard to always be mixed and processed last followed by a full CIP. Egg
pallecon to be only connected up to mix loop post all non egg custard mixing.
R-004 Handling of sugared egg yolk and custard containing egg 3 2 6
Cross contamination in mix loop by mixing non egg after a egg custard
Egg custard to be clearly identified and non egg custard to always be processed post full
CIP of mix loop
R-004 Handling of sugared egg yolk and custard containing egg/ Mixing matrix 3 2 6
Cross contamination with non egg custard through mix loop, via incidental leakage from
flexi/ purges
Egg custard to always be mixed and processed last followed by a full CIP. Egg to be only connected up to mix loop post all non
egg custard mixing.
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
No further production to go ahead until minimum requirements of mix loop CIP are
met
R-004 Handling of sugared egg yolk and custard containing egg
CIP effectiveness in eradicating egg allergen verified minimum annually or after any changes
to plant or process
Ref CIP verification results kept on file held in Technical
Leakage/ spillage of product Spillage kit/ red designated trays for open end of flexi to be stored over.
GEN-033 Sugared egg yolk spillage/ R-004 Handling of sugared egg yolk and custard
containing egg3 1 3
Cross contamination via cleaning equipment Designated red cleaning equipment R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via operator overalls Red over sleeves and apron to be worn when mixing egg mixes
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via cleaning equipment Designated re cleaning equipment R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Direct purge of product to floor where line primes itself
Egg custard to be processed last and all purges to be completely cleaned up using
designated red cleaning equipment
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Direct purge of product to floor where line purges last 250L of skim to mix tank
Procedure for deep cleaning mix room post egg mixes
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via cleaning equipment Designated red cleaning equipment R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
No further production to go ahead until minimum requirements of mix loop CIP are
met
R-004 Handling of sugared egg yolk and custard containing egg
CIP effectiveness in eradicating egg allergen verified minimum annually or after any changes
to plant or process
Ref CIP verification results kept on file held in Technical
Cross contamination in mix loop by mixing non egg after a egg custard
Egg custard to be clearly identified and non egg custard to always be processed post full
CIP of mix tank
R-004 Handling of sugared egg yolk and custard containing egg/ Mixing matrix 3 2 6
No further production to go ahead until minimum requirements of mix loop CIP are
met
R-004 Handling of sugared egg yolk and custard containing egg
CIP effectiveness in eradicating egg allergen verified minimum annually or after any changes
to plant or process
Ref CIP verification results kept on file held in Technical
Cross contamination in plate pack by processing non egg after a egg custard
Egg custard to be clearly identified and non egg custard to always be processed post full
CIP of plate pack
R-004 Handling of sugared egg yolk and custard containing egg/ Processing matrix 3 2 6
Purge of egg custard at start up or after a divert to drain
Egg custard to be processed last and all purges to be completely cleaned up using
designated red cleaning equipment
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
No further production to go ahead until minimum requirements of mix loop CIP are
met
R-004 Handling of sugared egg yolk and custard containing egg
CIP effectiveness in eradicating egg allergen verified minimum annually or after any changes
to plant or process
Ref CIP verification results kept on file held in Technical
Overflow purge Egg custard to be processed last and all
purges to be completely cleaned up using designated red cleaning equipment
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
No further production to go ahead until minimum requirements of mix loop CIP are
met
R-004 Handling of sugared egg yolk and custard containing egg
CIP effectiveness in eradicating egg allergen verified minimum annually or after any changes
to plant or process
Ref CIP verification results kept on file held in Technical
Cross contamination by filling non egg custard after an egg custard
Egg custard to be clearly identified and non egg custard to always be filled post full CIP
and sterilise of fillef
R-004 Handling of sugared egg yolk and custard containing egg/ filling matrix 3 2 6
JVC-011 Cleaning of custard Gasti
Verification by co-ordinator manuall cleaning via protein swabs
Cross contamination via cleaning equipment Designated red cleaning equipment R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via operator overalls Red over sleeves and apron to be worn when filling custard egg custard
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via cleaning equipment Designated red cleaning equipment R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via operator overalls Red over sleeves and apron to be worn when filling custard egg custard
R-004 Handling of sugared egg yolk and custard containing egg 3 1 3
Cross contamination via cleaning equipment when cleaning up egg custard spillage Designated red cleaning equipment R-004 Handling of sugared egg yolk and
custard containing egg 3 0 0
Cross contamination via operator overalls Red over sleeves and apron to be worn when filling custard egg custard
R-004 Handling of sugared egg yolk and custard containing egg 3 0 0
Transferred to cold store/ stored prior to being picked and despatched (all product is sealed at
this point)
Risk assessment for cross contamination of non egg containing products with sugared egg yolk ingredient and custard containing egg
1 - 3 = Low risk 4-6= Medium risk 7-9= High risk
Date prepared: 04/11/08 Revision: 2 Prepared by: S. Hudd
Cross contamination of non egg custard through failure of manual cleaning of filler
Cross contamination non egg custard through failure of CIP
Failure of a CIP post egg custard, pre non egg custard.
3
(Any step scoring 7 or above is considered a significant risk and control measure or step needs to be revised accordingly to reduce risk to an acceptable level)
Packing - Product is shrink wrapped, outer case bar code applied and palletised (All
product is sealed at this point)
2
Holding tank (Tanks are CIPed after each batch)
Procedure in place for manual cleaning
3 2
2
2
6
Mix tank
3 2 6
6
Failure of a CIP post egg custard, pre non egg custard.
Failure of a CIP post egg custard, pre non egg custard. 3
3
63
62
6
Prime the egg dosing line and purge egg to floor
Failure of a CIP post egg custard, pre non egg custard.
Step
Connecting up to egg dosing station on mix loop/ mix tank
Filling - Product is filled into pots, heat sealed, coded then placed into a collation tray
Pasteurisation/ homogenisation/ cooling
Receipt of incoming egg to cold store, put into storage
End of mix purges to floor
RA Egg allergen Page 1 of 1
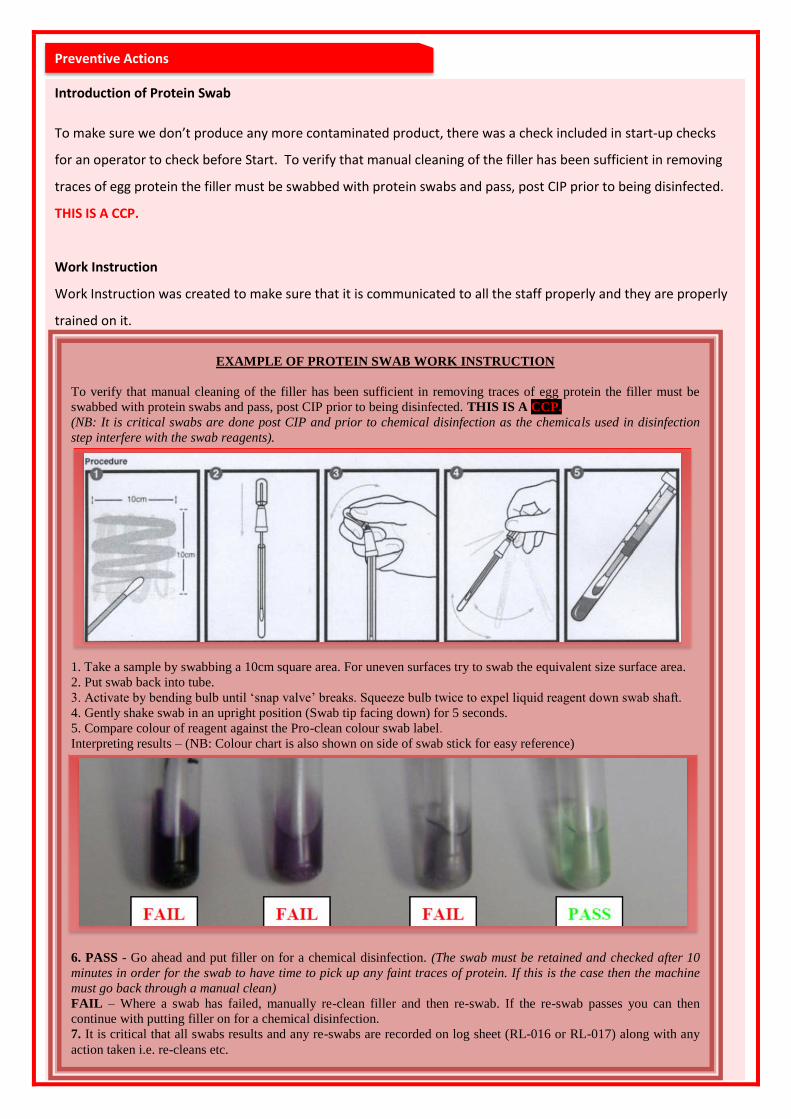
Introduction of Protein Swab
To make sure we don’t produce any more contaminated product, there was a check included in start-up checks
for an operator to check before Start. To verify that manual cleaning of the filler has been sufficient in removing
traces of egg protein the filler must be swabbed with protein swabs and pass, post CIP prior to being disinfected.
THIS IS A CCP.
Work Instruction
Work Instruction was created to make sure that it is communicated to all the staff properly and they are properly
trained on it.
Preventive Actions
EXAMPLE OF PROTEIN SWAB WORK INSTRUCTION
To verify that manual cleaning of the filler has been sufficient in removing traces of egg protein the filler must be
swabbed with protein swabs and pass, post CIP prior to being disinfected. THIS IS A CCP.
(NB: It is critical swabs are done post CIP and prior to chemical disinfection as the chemicals used in disinfection
step interfere with the swab reagents).
1. Take a sample by swabbing a 10cm square area. For uneven surfaces try to swab the equivalent size surface area.
2. Put swab back into tube.
3. Activate by bending bulb until ‘snap valve’ breaks. Squeeze bulb twice to expel liquid reagent down swab shaft.
4. Gently shake swab in an upright position (Swab tip facing down) for 5 seconds.
5. Compare colour of reagent against the Pro-clean colour swab label.
Interpreting results – (NB: Colour chart is also shown on side of swab stick for easy reference)
6. PASS - Go ahead and put filler on for a chemical disinfection. (The swab must be retained and checked after 10
minutes in order for the swab to have time to pick up any faint traces of protein. If this is the case then the machine
must go back through a manual clean)
FAIL – Where a swab has failed, manually re-clean filler and then re-swab. If the re-swab passes you can then
continue with putting filler on for a chemical disinfection.
7. It is critical that all swabs results and any re-swabs are recorded on log sheet (RL-016 or RL-017) along with any
action taken i.e. re-cleans etc.
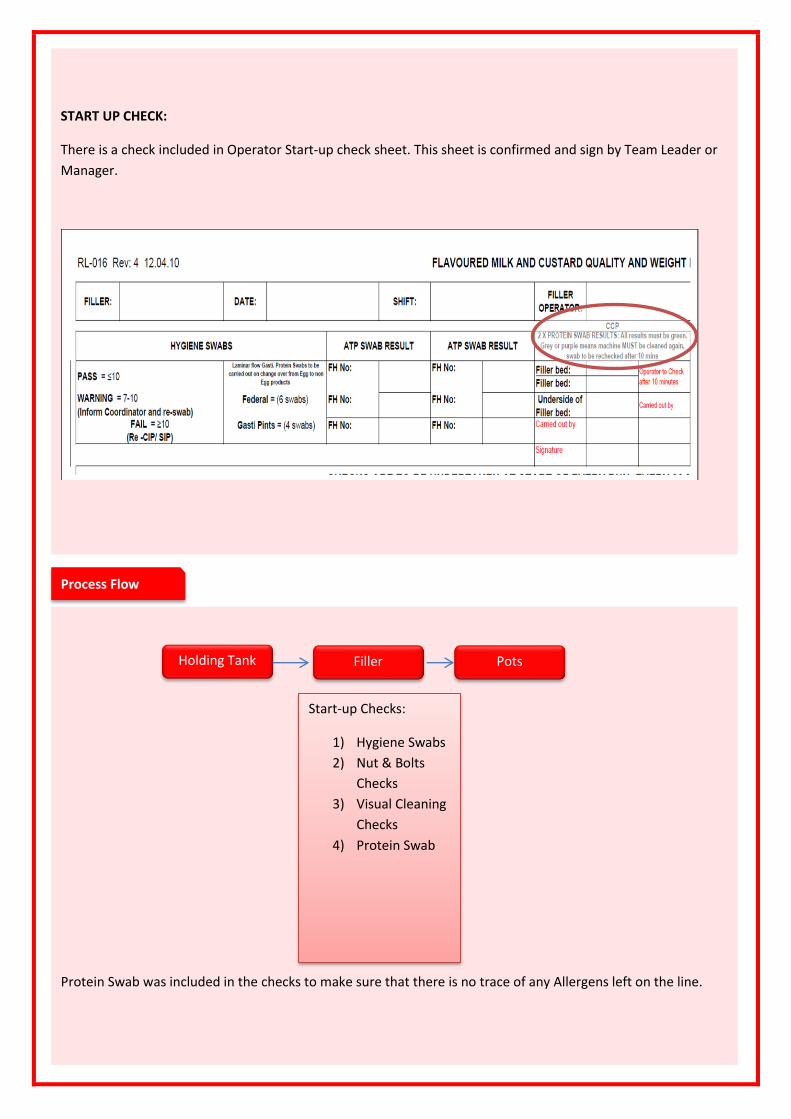
START UP CHECK:
There is a check included in Operator Start-up check sheet. This sheet is confirmed and sign by Team Leader or
Manager.
Protein Swab was included in the checks to make sure that there is no trace of any Allergens left on the line.
Process Flow
Holding Tank Filler Pots
Start-up Checks:
1) Hygiene Swabs
2) Nut & Bolts
Checks
3) Visual Cleaning
Checks
4) Protein Swab
There was staff brief at that time which made sure that all the staff now aware of new process and systems.
Why we introduce the Protein Swabs and what is the Importance of the Protein Swabs.
1. All relevant personnel including temporary staff and contractors are appropriately trained prior to
commencing work and adequately supervised throughout the working period. This is in the form of an
induction either carried out by the agency or on site. All staff should have completed induction training
prior to the end of their probationary period. An induction checklist should be signed off as
confirmation this has been carried out. All new staff to the factory should sign off first day induction
training to confirm they are aware of the points documented. A copy should be kept by employee and
held on file.
2. All personnel engaged in activities relating to critical control points should have relevant training and
documented evidence will be a record made on the persons training records covering off the CCP.
3. Personnel holds each person’s training records to provide evidence what training is required to carry
out the role and signed off documentation on the status of the training carried out. Internal audits and
monitoring of Quality Defect Alerts are used as a method of reviewing the implementation and
effectiveness of training and competency of trainer. All staff complete a 13 week probationary period
which is monitored by departmental heads and personnel department.
4. All training records should have:
a. Name of employee
b. A sign off following any attendance of any course
c. Date and if necessary duration of training
d. Title of course or time being trained
e. Training provider
f. A copy of the contents of the course should be held with training/personnel department
5. A yearly review of the competencies of staff is carried out and where necessary relevant training is carried
out as deemed necessary by the departmental head. The review will take into consideration any finding
following internal audits, quality defect alerts or changes that have arisen within the department. The
review should be documented by the departmental head and signed off on the training log. Relevant
training can be either by formal training, on the job experience or refresher training.
Food Safety refresher training should be carried out on average every 3 – 4 years.
Training
Objective to ensure that the hazards identified in the study are complete and correct and that the
selected controls for these Hazards are suitable.
o Packaging specifications and supplier approval
Specifications and migration certificates are on file to provide evidence that the product packaging is suitable for use. Production trails must have been completed and signed off for approval
o Migration certificates for packaging
All the certificates are held in Technical Department.
o Laminar operating parameters
Checks for start-up, Glass and Perspex Checks, Safety Stop Checks, Hygiene Swabs Test and
PROTEIN SWABS
Verification
The following Verification procedures are undertaken:
Audits of the HACCP system
Internal: Carried out by the Quality Department, example to make sure all the Pre-
Requisites are followed properly
External: Review of Suppliers as part of Approved Supplier procedures
Finished product and interim product testing.
Investigate and trend:
Operator Checks; Pre-Start up checks, Nut and bolts checks, Hygiene Swabs
Customer complaints,
Monitoring Results
Corrective Actions
Process Deviations
Product Disposals
Validation

As I am a Production Manager who is looking after the Production all the time, it was so
beneficial for me to understand all the food safety rules and regulations in more detail. Now
I am confident that I would be able to work towards safer food more confidently. Also I
would be able to
• Guide and advice on the management of food safety in a manufacturing business • contribute to the management of food safety in a manufacturing business • identify further technical knowledge necessary in food safety management procedures • determine further training requirements • identify areas for legal compliance • determine good practice • design an improvement plan • outline a HACCP-type plan • promote and encourage good standards of food safety • liaise with enforcement officers • deliver level 1 and 2 food safety training (with appropriate training skills).
Some useful sites and publications I referred to:
British Retail Consortium www.brc.org.uk Coeliac UK www.coeliac.org.uk Food and Drink Federation www.fdf.org.uk Food Standards Agency www.food.gov.uk Institute of Food Science and Technology www.ifst.org LACoRS www.lacors.gov.uk
http://www.cip.ukcentre.com/food1x.htm
http://books.google.co.uk/books?id=GLu142ovTu4C&lpg=PR20&ots=qDgASt49
Xk&dq=how%20to%20establish%2C%20monitor%20and%20verify%20the%20f
ood%20safety%20management%20system&pg=PP1#v=onepage&q&f=true