Demand,supply,Demand and supply,equilibrium between demand and supply

Factors Affecting Demand Amplification in Supply Chains (Abstract Number: 003-0073)
Sixteenth Annual Conference of POMS Chicago, IL, April 29 – May 2, 2005
Seung-Kuk Paik, Ph.D. Assistant Professor
Systems and Operations Management Department College of Business and Economics
California State University, Northridge 18111 Nordhoff Street
Northridge, CA 91330-8378 Email: [email protected]
Phone: 818-677-4627 Fax: 818-677-6079

2
Abstract
Using computer simulation models, this study investigates the factors that are
believed to affect demand amplification and examines their effects on the variability of
orders in supply chains. When there are multiple levels of echelons in the supply chains,
information sharing and coordination within and across the organizations are essential to
reduce demand amplification. Sharing of accurate demand information leads to a better
matching of supply and demand so that mismatch cost between supply and demand can be
reduced. When few intermediaries are involved in a supply chain, a factory’s activities tend
to fluctuate as the actual demand changes. Market responsiveness or agility is a useful
principle to dampen the bullwhip effect when there are few intermediaries involved in a
supply chain.
Introduction
Supply chain management emphasizes close coordination among the various
companies involved in the chain (Lambert et al., 1998; Christopher, 1998; Bowersox et al.,
2003). Unless there is a good coordination among the supply chain members, it causes
many problems in the supply chain and consequently weakens the effectiveness of the

3
whole supply chain. The bullwhip effect is a well-known example of supply chain
dynamics when there is no or little coordination among the supply chain members. Since
Forrester (1958; 1961) first discussed the amplification of demand in a supply chain using a
simulation model, many researchers have investigated the bullwhip effect. Although some
research has been done to examine the bullwhip effect in intra-organizational echelons
(Svensson, 2003), the majority of research has concentrated on the bullwhip effect in inter-
organizational structures (Sterman, 1989; Lee et al., 1997; Hong-Minh et al., 2000; Chen
and Samroengraja, 2000; McCullen and Towill, 2001; Yu et al., 2001).
Although many previous studies have identified several possible causes of the
bullwhip effect, little attention was given to the measurement of the bullwhip effect based
on the causes identified in the previous literature. Most of the past work acknowledged the
existence of the bullwhip effect and enumerated the possible causes. But many of the past
studies failed to accurately investigate the relative contribution of each of the causes of
bullwhip effect. In particular, there is little research addressing the severity of demand
amplification under different supply chain structures. This study seeks to fill this gap by
incorporating and analyzing the set of the causes of the bullwhip effect in computer
simulation models. By building and running computer simulation models with the variables

4
corresponding to the various causes, this study investigates each of the causes and seeks to
determine their relative effects on the demand amplification under each of three different
supply chain structures. By examining the effects on multiple supply chain structures, this
study tries to help business practitioners find out a more effective approach to mitigate the
demand amplification. More specifically, this study seeks to achieve the following research
objectives:
• To examine the aggregate impact of the set of causes of the bullwhip effect on
the variability of orders under three different supply chain structures.
• To determine the relative contribution of each cause of the bullwhip effect on
the variability of orders under three different supply chain structures.
This study takes nine causes of the bullwhip effect identified in previous studies and
examines the aggregate effect of the nine causes on the bullwhip effect. After determining
the overall impact of the selected causes, this study assesses the relative contribution of
each cause on the variability of orders under different supply chain structures. Based on the
relative contribution measured, it determines which cause has the most significant effect on
the bullwhip effect.

5
Research Methodology
The main research methodologies used in this study include computer simulation
and statistical analysis. The purpose of computer simulation is to obtain data of order
quantities placed by each of the participants in supply chains, while the statistical technique
is to analyze the obtained data and present findings related to the research objectives.
Because this research investigates the causes of the bullwhip effect under three
different supply chain structures, it requires building simulation models representing
different supply chain systems. The Beer Distribution Game is used as a benchmark model
representing a supply chain. Nine causes of the bullwhip effect are incorporated as the
variables in the simulation models, as shown in Table 1. By changing the value of the nine
variables, this study seeks to investigate the relationship between each of the causes and the
severity of its effect on the bullwhip effect.
Table 1. Relationship between the Causes and the Variables
Causes of the Bullwhip Effect Corresponding Concept Variables in the Simulation
Demand forecast updates Level of safety stock Correction (αs) factor for any shortfall of inventory
Order batching Timing of batch Time interval btw. order batch (OB)
Shortage and rationing gaming
Multiple ordering Ratio (β) of correction factor for orders and goods in transit to αs
Material lead-time Material delay Transportation delay (MD)

6
Information lead-time Information delay Order & mail delay (ID)
Capacity limit Maximum capacity Upper capacity limit (CL)
Machine breakdown Production delay Delay in production (PD)
Price variation Average waiting time before purchasing
Delay in purchasing (PDC)
Level of echelons Number of echelons Number of echelons (LE)
These nine variables are used to predict the level of the amplification of order as the
dependent variable in the statistical analysis. This study measures amplification factor as a
proxy variable for the variability of orders in a supply chain during the experiments. The
amplification factor is measured in the excursion (∆ factory order) of the output variable
relative to that (∆ customer order) of the input (Sterman, 1989).
For data collection, a factorial arrangement with nine factors each at three levels is
proposed, and a complete factorial experiment requires 39 = 19,683 runs. But since the
number of runs required is so large that it is not economical to carry out the complete
factorial experiment, fractional factorial design is used. In this study, a fraction (1/81) or
3(9-4) fractional factorial design is constructed in order to investigate the main effect of each
of the selected causes of the bullwhip effect (Conner and Zelen, 1959; Montgomery, 1991).
This fractional factorial experiment requires 243 observations.
The outcomes of the simulations do not speak for themselves. Simulation often

7
requires some statistical techniques to analyze and present the results of the computer
simulation models. The analysis of variance is most commonly used in simulations
designated to probe the impacts of several independent variables on a single dependent
variable (Whicker and Sigelman, 1991). The objective of the analysis of variance for
fractional factorial experiments is to examine the effects of two or more factors on the
dependent variable, whether or not interaction exists.
After this study determines the aggregate impact of the selected causes, it then
assesses the relative contribution of each of the causes on the variability of orders in supply
chains. In this assessment, the causes of the bullwhip effect are ranked based on their
relative contributions, which can be measured by partial R-squares. The rank tells us which
cause of the bullwhip effect has the most significant impact on the variability of orders in
supply chains. All of the observations collected from the simulation runs are divided into
different groups, depending on the number of echelons. In this study, three different supply
chain structures are investigated to understand the causes of the bullwhip effect. For each of
these groups, the aggregate impact and the relative contribution of the causes of the
bullwhip effect are examined to provide managerial implications.

8
Capturing Decision-Makers’ Behavioral Pattern
Any modeling approach, including simulation, is often believed to suffer from
external validity (Mentzer and Flint, 1997). External validity indicates whether the research
findings can be generalized. The external validity of a computer simulation model depends
on both how well a logic underlying the model reflects the underlying phenomena and how
well the computer program represents the model (Whicker and Sigelman, 1991).
In order to capture the behavioral pattern of real decision-makers, several sessions
of the Beer Distribution Game were conducted with undergraduate and graduate students,
including executive MBA students, at two universities – the George Washington University
and the University of California, Riverside. Many of the graduate students who participated
in the games are responsible business managers who make important business decisions for
their organizations. Using the data collected from the various sessions of the game, pattern
matching was conducted to ensure the validity of the computer model. If a pattern similar to
the one found in the Beer Distribution Game is detected in the computer models, then the
computer models are believed to reflect the underlying behavioral pattern of decision-
makers (Whicker and Sigelman, 1991).

9
When collecting all of 243 observations, the behavioral pattern of the computer
model was observed to see whether there is any major departure from the expected pattern
or whether any unusual outputs are received. None of these was found in the simulation
models. Figure 1 illustrates the ordering pattern by each of the supply chain members when
there are four levels of echelon in a supply chain. This figure was drawn from the data
generated by the simulation model.
Figure 1. Ordering Pattern in a Computer Simulation Model
Order Rate
0
5
10
15
20
25
30
35
week
orde
r rat
e RetailerWholesalerDistributorFactory
The computer simulation models exhibited the three distinctive characteristics of the
bullwhip effect: oscillation, amplification, and phased time lags on order level in the supply

10
chain. Order quantities were oscillated in either direction and showed excessive swings.
Second, the amplification of orders increased steadily from retailer to factory. Third, the
order quantities peaked later as the orders moved from the downstream members to the
upstream members.
Along with this pattern matching, this study compared the ordering patterns of the
real decision makers and those of the computer simulation model. As shown in Figure 2,
similar ordering behavior could be observed in each of the supply chain members, although
the magnitudes of the order quantities were different.
Figure 2. Comparison Between Actual Decision Maker’s Behavior and Computer Simulation Model
0
10
20
30
40
50
1 7 13 19 25 31
DecisionM aker
Simulat ionM odel
Retailer
0
10
20
30
40
50
1 6 11 16 21 26 31
DecisionMaker
SimulationModel
Wholesaler

11
0
10
20
30
40
50
1 7 13 19 25 31
DecisionM aker
Simulat ionM odel
Distributor
0
10
20
30
40
50
1 6 11 16 21 26 31
DecisionMaker
SimulationModel
Factory
Impact of the Variables on the Bullwhip Effect Under Different Supply Chain
Structures
The number of echelon is one of the significant factors causing the bullwhip effect
in a supply chain (Towill, et al., 1992; Ackere et al., 1993; Evans et al., 1993). Depending
on the number of echelon, three different supply chain structures are investigated in the
study. In each of these supply chain structures, the effects of the variables on demand
amplification are examined to understand their relative contributions on the bullwhip effect.
Four Levels of Echelons
Table 2 provides a summary of the statistical analysis when there are four
participants in the supply chain, which includes retailer, wholesaler, distributor and factory.
Because the p-value (p-value < 0.0001) of this model is less than the predetermined alpha

12
value (α = 0.05), we are at least 95 percent confident that the set of the causes predicts
some variations in the values of demand amplification factor. The overall model R-square
is 0.9283, indicating that 92.83% of the variations in the demand amplification factor can
be explained by the set of the selected variables in the model.
Regarding each of the selected independent variables, five independent variables are
statistically significant. These five independent variables include alpha (αs), order batching,
material delay, information delay, and purchasing delay. As shown in Table 2, “alpha” for
demand forecast updating is the most significant factor among the selected variables,
followed by purchasing delay for price variation, order batching, material delay and
information delay. However, "beta" (β) for rationing and shortage gaming, capacity limit
for production constraint, and production delay for supply variability are not statistically
significant with α = 0.05.
Table 2. Impact of the Causes of the Bullwhip Effect at Four Echelons
Variables F-value P-value R-square Rank
Model 15.81 <0.0001 92.83%
Alpha(ALPHA) 120.98 <0.0001 39.45% 1

13
Order Batching (OB) 24.24 <0.0001 7.90% 3
Beta (BETA) 0.64 0.5307 0.21% N.S.
Material Delay (MD) 14.04 <0.0001 4.58% 4
Information Delay (ID) 11.95 <0.0001 3.90% 5
Capacity Limit (CL) 1.12 0.3358 0.36% N.S.
Production Delay (PD) 0.16 0.8500 0.05% N.S.
Purchasing Delay (PDC) 52.77 <0.0001 17.21% 2
ALPHA×MD 6.78 0.0027 2.21%
ALPHA×ID 5.67 0.0064 1.85%
ALPHA×PDC 9.73 <0.0001 6.35%
OB×PDC 3.46 0.0153 2.26%
N.S.: Not significant
Ranks are made only on the main effects
When there are four levels of echelon in a supply chain, the following interaction
variables, ALPHA×MD, ALPHA×ID, ALPHA×PDC, and OB×PDC, are statistically
significant, and thus, it is important to determine whether there are ordinal relationships
between the variables. If there are disorderly interactions between the variables, it can
obscure the main effects and thus may be impossible to directly examine them. Orderly
interaction exists between two factors when the order of the means for levels of one factor

14
is always the same even though the magnitude of the differences between levels of the
factor may change from level to level of the other factor. Although ALPHA×PDC and
OB×PDC do not show any disordinal relationship, ALPHA×MD and ALPHA×ID show
disorderly relationship between the factors.
For the ALPHA×MD variable, disorderly relationship is detected only between a
one-week and a two-week material delay (MD) at ALPHA = 0.13. Other than this, no
disordinal relationship is found in any other combination of these two factors. Regarding
the main effects on the material delay (MD), there is no statistical significance between a
one-week and a two-week delay, as shown in the following table.
Table 2.1. Scheffe Test for “MD”
Scheffe Grouping* Mean N Level
A 1,611.4 27 4
B 1,150.0 27 2
B 1,017.0 27 1
*: Means with the same letter are not significantly different.
The ALPHA×ID variable also shows disorderly relationship only between a one-
week and a two-week information delay (ID) at ALPHA = 0.26. Other than this, no

15
disordinal relationship is found in any other combination of the two factors. Regarding the
main effects on the information delay (ID), statistical significance is not found between a
one-week and a two-week delay.
Table 2.2. Scheffe Test for “ID”
Scheffe Grouping* Mean N Level
A 1,588.3 27 4
B 1,136.7 27 2
B 1,053.4 27 1
*: Means with the same letter are not significantly different.
Three Levels of Echelons
Table 3 shows the results under three levels of echelons, including retailer,
distributor and factory. The overall model is statistically significant with α = 0.05 (p-value
< 0.0001). Therefore, we are at least 95 percent confident that the set of the selected causes
predicts some variation in the values of demand amplification factor. The overall model R-
square is 0.9499, indicating that 94.99% of the variation in the demand amplification factor
can be explained by the set of the selected variables in the model.
16
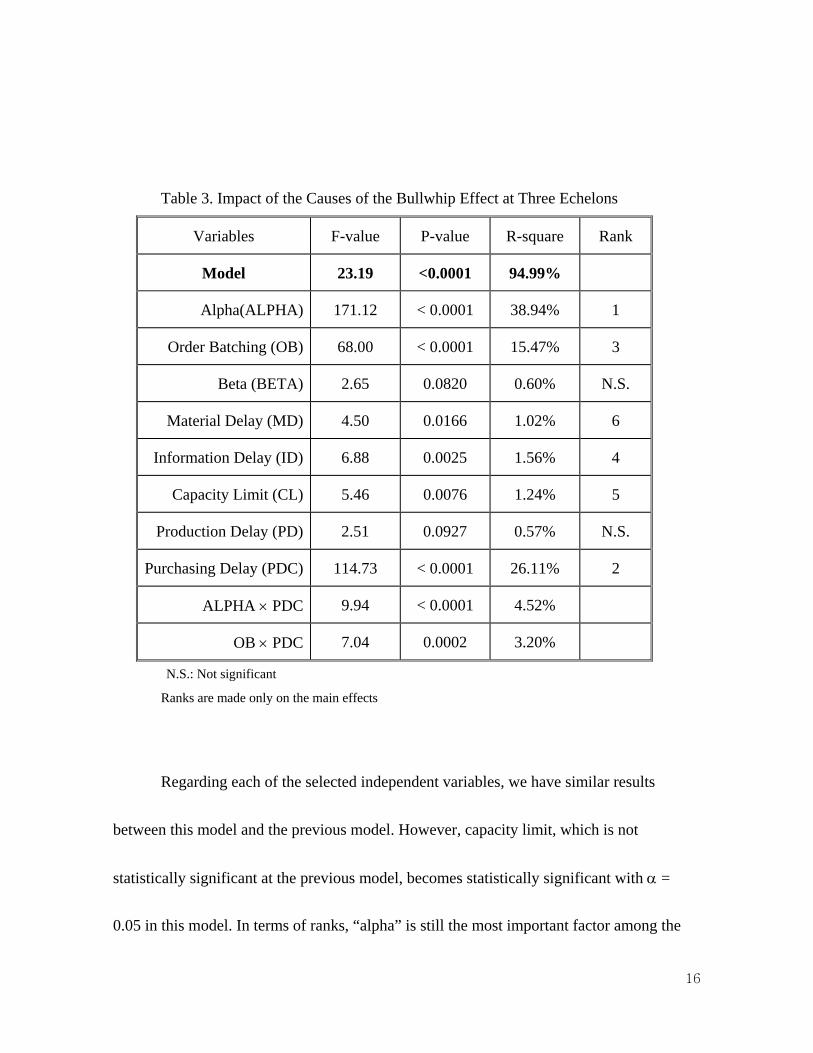
Table 3. Impact of the Causes of the Bullwhip Effect at Three Echelons
Variables F-value P-value R-square Rank
Model 23.19 <0.0001 94.99%
Alpha(ALPHA) 171.12 < 0.0001 38.94% 1
Order Batching (OB) 68.00 < 0.0001 15.47% 3
Beta (BETA) 2.65 0.0820 0.60% N.S.
Material Delay (MD) 4.50 0.0166 1.02% 6
Information Delay (ID) 6.88 0.0025 1.56% 4
Capacity Limit (CL) 5.46 0.0076 1.24% 5
Production Delay (PD) 2.51 0.0927 0.57% N.S.
Purchasing Delay (PDC) 114.73 < 0.0001 26.11% 2
ALPHA × PDC 9.94 < 0.0001 4.52%
OB × PDC 7.04 0.0002 3.20%
N.S.: Not significant
Ranks are made only on the main effects
Regarding each of the selected independent variables, we have similar results
between this model and the previous model. However, capacity limit, which is not
statistically significant at the previous model, becomes statistically significant with α =
0.05 in this model. In terms of ranks, “alpha” is still the most important factor among the

17
variables, followed by purchasing delay and order batching. These three main effects
account for about 81 percent of the total variations in the values of demand amplification
factor. The remaining portions are explained by information delay, capacity limit, and
material delay.
In this model, capacity limit is a statistically significant variable. Although its
predictability for the variation in the values of the dependent variable is minimal, only 1.24
percent, it is significant, indicating that this variable provides additional predictability of
the amplification factor above and beyond the predictability offered by the other variables.
For capacity limit, three levels are chosen. During the simulation runs, factory can
produce either 8 beers, 50 beers, or 200 beers per week. A statistically significant
difference exists only between 8 and 200 beers. As shown in Table 3.1, the average demand
amplification factor at eight-beer production capacity is 801.39, compared to 706.20 and
661.76 at 50-beer production capacity and 200-beer production capacity, respectively. As
production capacity decreases, the demand amplification factor increases.

18
Table 3.1. Scheffe Test for Capacity Limit
Scheffe Grouping* Mean N Level
A 801.39 27 8
A B 706.20 27 50
B 661.76 27 200
*: Means with the same letter are not significantly different.
In this model, two statistically significant interaction variables, ALPHA × PDC and
OB × PDC, show the ordinal relationship.
Two Levels of Echelons
Table 4 shows the statistical results when there are two levels of echelons in a
supply chain, consisting of only retailer and factory. The overall model is statistically
significant (p-value: < 0.0001). Therefore, we can be at least 95 percent confident that the
set of the selected causes predicts some variation in the values of demand amplification
factor. The overall model R-square is 0.9797, meaning that 97.97% of the variation in the
demand amplification factor can be accounted for by the set of the selected variables in the
model.

19
Table 4. Impact of the Causes of the Bullwhip Effect at Two Echelons
Variables F-value P-value R-square Rank
Model 59.09 < 0.0001 97.97%
Alpha(ALPHA) 244.08 < 0.0001 22.48% 3
Order Batching (OB) 266.52 < 0.0001 24.55% 2
Beta (BETA) 4.19 0.0216 0.39% 5
Material Delay (MD) 6.13 0.0045 0.56% 4
Information Delay (ID) 3.47 0.0398 0.32% 6
Capacity Limit (CL) 1.06 0.3559 0.10% N.S.
Production Delay (PD) 2.85 0.0688 0.26% N.S.
Purchasing Delay (PDC) 437.80 < 0.0001 40.33% 1
ALPHA × MD 4.26 0.0203 0.39%
ALPHA × PDC 21.82 < 0.0001 4.02%
OB × PDC 21.16 < 0.0001 3.90%
N.S.: Not significant
Ranks are made only on the main effects
In this model, six independent variables are statistically significant with α = 0.05.
These independent variables include alpha (αs), order batching, beta (β), material delay,
information delay, and purchasing delay. In terms of ranks based on the partial R-square,
these variables show different ranks compared to other results. In this model, when there

20
are only two levels of echelons, purchasing delay is the most significant independent
variable, followed by order batching. “Alpha”, which is the most significant variable in
other analyses, is the third most important contributing factor to demand amplification in
this model. These three important variables are followed by material delay, “beta”, and
information delay. The top three variables can explain about 87 percent of the variations in
the values of demand amplification factor. Capacity limit and production delay are not
statistically significant variables in this model.
In this analysis, the following interaction variables, ALPHA×MD, ALPHA×PDC,
and OB×PDC, are statistically significant. Although ALPHA×PDC and OB×PDC do not
show any disordinal relationship, a disorderly relationship is detected in ALPHA×MD only
between a one-week and a two-week material delay (MD) at ALPHA = 0.26. Once again,
no disordinal relationship was found in any other combination of these two factors.
Regarding the main effects on the material delay (MD), there is no statistical significance
between a one-week and a two-week delay, as shown in the following table.

21
Table 4.1. Scheffe Test for “MD”
Scheffe Grouping* Mean N Level
A 449.35 27 4
B 413.61 27 2
B 407.22 27 1
*: Means with the same letter are not significantly different.
Managerial Implication
Multiple Levels of Echelons
When there are multiple levels of echelons in the supply chain, the three most
significant causes of the bullwhip effect are demand forecast updating, purchasing delays
and order batching. These three variables explain at least about 65 percent of the variations
in the demand amplification factor when there are four or three levels of echelons in the
supply chain. In particular, the independent variable for demand forecast updating, "alpha",
is very significant compared to other two variables. As shown in the following table, the
relative contribution of this variable measured in the partial R-square is very high compared
to those of the others.

22
Table 5. Partial R-squares of the Three Variables at Four and Three Echelons
"Alpha" Price Variation Order Batching
Four Echelons 39.45% 17.21% 7.90%
Three Echelons 38.94% 26.11% 15.47%
This result indicates that, when there are multiple levels of echelons, demand
forecast updating is the area on which supply chain managers need to focus in order to
dampen the bullwhip effect. What demand forecast updating implies to us is that actual
customer demand should be shared and used for demand forecasting and there is a need for
coordination and collaboration among the supply chain members. When forecasts are based
only on orders placed by downstream members, any variability in customer demand is
magnified as orders move up the supply chain to manufacturers and suppliers. When a
retailer interprets a small random change in the actual customer sales to be a growth trend,
the retailer places an order more than the observed increase in demand because the order
includes the anticipated growth trend parts. Therefore, it is not uncommon to have larger
order quantity than the actual customer demand as the order moves up the supply chain
because the upstream members have no way to interpret the order increase correctly. In
order to prevent this pattern, the actual customer demand needs to be shared among all of

23
the supply chain members and used to make plans for the entire supply chain.
Price variation influences the consumption pattern of a product or service by
reducing the purchase waiting time. Unlike other variables in the simulation models, this
price variation variable has a direct impact on the actual consumer sales. Depending on the
values of purchase waiting time, actual consumer sales are changed. This relationship
indicates two things. First, the level and the frequency of advertising and sales promotion
should be reduced to prevent sales fluctuation. In order to reduce the bullwhip effect, first,
various functions in an organization, such as marketing and production, need to coordinate
their activities and work together. One of the ways to coordinate activities within a firm is
to ensure that the objective any function has should be aligned with the firm’s overall
objective. Second, supply chain managers need to understand the demand pattern of their
products. If there is a large fluctuation in the sales, they seek to respond quickly to the
change in sales. If they fail to act quickly, they have excessive or insufficient stocks and
capacities.
Accumulating orders triggers demand lumpiness at a particular time followed by
no or few orders during the time interval between the successive order placements. The
major reasons for order batching are high ordering costs and transportation costs (Lee et al.,

24
1997). By using order batching, companies are able to reduce the number of orders and also
achieve the economies of scale in transporting shipments. This practice, however, creates
the bullwhip effect. Thus, companies need to think differently and take new approaches to
address this issue. Use of electronic data interchange (EDI) and third party logistics (3PL)
may help companies to achieve both economies of scale and frequent ordering at the same
time (Chopra and Meindl, 2001). Building strategic partnership and trust is a key to
diminish the demand amplification and achieve coordination among the supply chain
partners.
In a nutshell, when there are multiple levels of echelons in the supply chain,
information sharing and coordination within and across the organization are essential to
overcome the bullwhip effect. Sharing of accurate information that is trusted by every
stages leads to a better matching of supply and demand so that mismatch cost between
supply and demand is eliminated. A better relationship on the basis of improved trusts also
reduces the duplicated efforts and transaction cost between supply chain members.
Two Levels of Echelons
When there are two levels of echelons, the three most significant causes of the

25
bullwhip effect are purchasing delays, demand forecast updating and order batching. These
three variables explain about 87 percent of the variation in the demand amplification factor.
In particular, the proxy variable for price variation is very significant compared to other two
variables, as shown in the following table.
Table 6. Partial R-square of Selected Three Variables at Two Echelons
Price Variation Order Batching "Alpha"
Two Echelons 40.33% 24.55% 22.48%
As discussed in the previous section, the level and the frequency of advertising and
sales promotion should be reduced to prevent sales fluctuation. However, more important
thing is to increase agility to market demand. When few intermediaries are involved in a
supply chain, a factory’s activities tend to fluctuate as the actual consumer sales change.
Therefore, the factory needs to respond quickly to the changing market demand. In other
words, market responsiveness or agility is a key to address the bullwhip effect when there
are few intermediaries involved in a supply chain.
Agility can be defined as the organization’s ability to respond quickly to the needs
of the market (Christopher, 2000). In order to improve agility, companies need to be market

26
sensitive. They must be able to read and respond to the true market demand. In order to do
so, they need to share the actual customers demand with all the parties involved in their
supply chain. When there is little or no sharing of real demand data among the supply chain
members, they often make a decision based on forecasts rather than the actual demands.
The bullwhip effect is a consequence of this forecast-driven decision. When the forecasts
are transmitted from one stage to another in a supply chain, the data are distorted and noisy,
creating amplification of real demand. Use of information technology, for example,
electronic data interchange (EDI), improves the company’s ability to read and respond to
the actual market demand. Information technology captures real demand data from point-
of-sales and allows supply chain members to act upon the same data (Yu et al., 2001).
Sharing information among the supply chain members needs to be done with the
process integration. When the supply chain members are willing to coordinate and manage
their processes together, data on real demand can be captured as far down the chain as
possible and shared with upstream suppliers, and thus, the benefits of information sharing
are maximized (Mason-Jones and Towill, 1999). This process integration, however,
requires recognition that each of the supply chain members is a part of a team. Individual
companies no longer compete as stand-alone entity, but rather as supply chain. When the

27
supply chain members create a closer relationship each other, they are able to gain the
respective strengths and competencies to achieve greater responsivenss to market needs.

28
References
Ackere, A.V., Larsen, E.R. and Morecroft, J.D.W. (1993), “Systems thinking and business
process redesign: an application to the beer game”, European Management Journal,
Vol. 11 No. 4, pp. 412-423.
Bowersox, D.J., Closs, D.J. and Stank, T.P. (2003), “How to master cross-enterprise
collaboration”, Supply Chain Management Review, Vol. 7 No. 4, pp. 18-27.
Chen, F. and Samroengraja R. (2000), “The stationary beer game”, Production and
Operations Management, Vol. 9 No.1, pp. 19-30.
Chopra, S. and Meindl, P. (2001), Supply Chain Management: Strategy, Planning, and
Operation, Prentice Hall: New Jersey.
Christopher, M. (1998), Logistics and Supply Chain Management, 2nd ed., Financial Times,
London.
Christopher, M. (2000), “The agile supply chain: competing in volatile markets”, Industrial
Marketing Management, Vol. 29 No. 1, pp. 37-44.
Conner, W.S. and Zelen, M. (1959), Fractional Factorial Experiment Designs for

29
Factors at Three Levels, Applied Mathematics Series, No.54, National Bureau of
Standards: Washington, DC.
Evans, G.N., Naim, M.M. and Towill, D.R. (1993), “Dynamic supply chain performance:
assessing the impact of information systems”, Logistics Information Management,
Vol. 6 No. 4, pp. 15-23.
Forrester, J. W. (1958), “Industrial dynamics: a major breakthrough for decision
makers”, Harvard Business Review, July-August (1958), pp.37-66.
Forrester, J.W. (1961), Industrial Dynamics, MIT Press: Boston, MA.
Hong-Minh, S.M., Disney, S.M. and Naim, M.M. (2000), “The dynamics of emergency
transhipment supply chains”, International Journal of Physical Distribution and
Materials Management, Vol. 30 No. 9, pp.788-815.
Lambert, D.M., Cooper, M.C. and Pagh, J.D. (1998), “Supply chain management:
Implementation issues and research opportunities”, International Journal of
Logistics Management, Vol. 9 No. 2, pp. 1-19.
Lee, H.L., Padmanabhan, V. and Whang, S. (1997), “The bullwhip effect in supply chains”,
Sloan Management Review, Vol. 38 No. 3, pp. 93-102.

30
Mason-Jones, R. and Towill, D.R. (1999), “Using the information decoupling point to
improve supply chain performance”, International Journal of Logistics
Management, Vol. 10 No. 2, pp. 13-26.
McCullen, P. and Towill, D. (2001), “Achieving lean supply chain through agile
manufacturing”, Integrated Manufacturing Systems, Vol. 12 No. 7, pp. 524-533.
Mentzer, J.T. and Flint, D.J. (1997), “ Validity in logistics research”, Journal of
Business Logistics, Vol.18 No.1, pp.196-216.
Montgomery, D.C. (1991), Design and Analysis of Experiments, 3rd ed., John Wiley &
Sons, New York.
Sterman, J.D. (1989), “Modeling managerial behavior: misperceptions of feedback in a
dynamic decision-making environment”, Management Science, Vol. 35 No. 3, pp.
321-399.
Svensson, G. (2003), “The bullwhip effect in intra-organisational echelons”, International
Journal of Physical Distribution and Logistics Management, Vol. 33 No. 2, pp.
103-131.

31
Towill, D.R., Naim, M.M. and Wikner, J. (1992), “Industrial dynamics simulation models
in the design of supply chains”, International Journal of Physical Distribution and
Logistics Management, Vol. 22 No. 5, pp. 3-13.
Whicker, M.L. and Sigelman, L. (1991), Computer Simulation Applications: An
Introduction, Sage Publications, Newbury Park.
Yu, Z., Yan, H. and Cheng, T.C.E. (2001), “Benefits of information sharing with supply
chain partnerships”, Industrial Management & Data Systems, Vol. 101 No. 3, pp.
114-119.