Comprehensive report on Tunneling @ Abu Hamour Project_Qatar
124
A COMPREHENSIVE REPORT ON TUNNELING AT ABU HAMOUR SURFACE & GROUND WATER PROJECT PHASE – 1. DOHA, QATAR By, Faraj M. Fawzi, S.R.E Ravinder Singh Sason, R.E – Tunnel Pallav Sharma, Tunnel Engineer
-
Upload
pallav-sharma -
Category
Documents
-
view
18 -
download
0
Transcript of Comprehensive report on Tunneling @ Abu Hamour Project_Qatar

A COMPREHENSIVE REPORT ON TUNNELING AT ABU HAMOUR SURFACE & GROUND WATER PROJECT PHASE – 1. DOHA, QATAR
By,
Faraj M. Fawzi, S.R.E
Ravinder Singh Sason, R.E – Tunnel
Pallav Sharma, Tunnel Engineer

A COMPREHENSIVE REPORT ON TUNNELING AT ABU HAMOUR SURFACE & GROUND WATER
PROJECT PHASE – 1. DOHA,QATAR
This report comprises of the general description about the different components/ parts of an EPB TBM.
The functioning of an EPB TBM is described. The lowering and assembling sequence of TBM is explained.
The template of the commissioning reports, required prior to the initial drive, for the TBM and backup
equipment’s/ machines is also provided for ready reference.
The procedures described in this report are limited to AHSO project viz., the component description, the
lowering sequence, assembling procedure, initial drive etc. The procedures are different for different projects
depending upon the geological conditions, site conditions, and availability of the space for lowering, erection
and assembling of a TBM.

The special feature of Earth Pressure Balance TBM is that it uses the excavated soil directly as the support medium.
The cutterhead excavates the material from the face; this soil enters the excavation chamber, where it is mixed with the
additives / soil paste. Mixing arms on the cutterhead and bulkhead mix the soil so that it comes in a conveyable form.
The bulkhead transfers the pressure of the thrust cylinders onto the excavated soil/ soil paste in the excavation
chamber. When the pressure of the soil paste in the excavation chamber equals the pressure of the surrounding soil
and ground water, the necessary balance is achieved.
The screw conveyor transports the excavated material from the base of the excavation chamber onto the belt conveyor.
A balance has to be maintained between the TBM’s advance rate and the screwing out of the material.
The screwing out of the material must ensure that support pressure in the chamber is maintained. The earth pressure is
continuously monitored with the help of Earth pressure Sensors in the chamber and in the screw conveyor, by the TBM
Operator
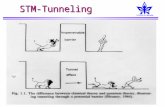
Cutter head
Screw conveyor
Excavation chamber
Mixing arms
Bulkhead Thrust cylinders Manlock Tailskin Backfill grouting
Segment lining Segment erector

Above figure demonstrates the working of an EPB TBM.
As the cutterhead turns, it cuts the face, the buckets on the cutterhead guide the material into the excavation chamber.
Where it is mixed, mixing arms do the work, with additive viz., foam and water, to make a conveyable spoil. The spoil is
moved out of the chamber by the screw conveyor, which in turn drops the material over the belt conveyor. The belt
conveyor carries the spoil all the way long from top of the backup gantries to the load out point.

System/ component description: -
Cutter Head -
It has variety of tasks:
Holding the excavation tools
Crushing stones to a conveyable grain size
Transporting the excavated material to the excavation chamber
Ground conditioning by injecting additives
Mixing the slurry via the mixing arms mounted on the rear
It comprises of a steel body which is equipped with various cutting tools depending upon the design, it also
consists of sprinklers for additives viz., water & foam, wear detectors & over cutter.
In order to achieve a longer service life, the cutterhead body, screw conveyor and cutting tools have been
provided with special wear protection.
Using back loading systems to change the cutting tools allows for the safe tool changing from the rear of the
cutterhead.
Depending upon the geology, the cutterhead is designed as a standard, mixed or rock cutting head.
The cutterhead of the TBM at ASHO project, is designed for mixed geology.
The cutter head of the TBM at AHSO project comprises of the following cutting tools: -

Scrapers/ Slab cutters: -
Remove cohesive and non-cohesive material by scraping/ scratching.
Disc cutters: –
Are installed on the cutter head into disc housings. They are so arranged that they touch the entire tunnel face
in concentric profile when the cutter head rotates. The cutting profile spacing and the diameter of the disc
cutter are selected to match the geological conditions and the achievable cutting capability.
The disc cutters start to rotate due to the contact pressure on the rock and the rotation of the cutterhead. In
doing so they breakdown hard rock by local overstressing. Ideally, this causes longish, plate like rock pieces of
rock or chips to break off.


Buckets: –
These collect the excavated material and guide them into the excavation chamber.

Tunneling machine: -
It comprises of a cylindrical body which is divided into several segments. The tunneling machine mainly
comprises of:
Front shield/ Shield
Middle shield/ Thrust pipe
Tailskin
The diameters of the individual segments continually decrease from head to tail. The rotating cutter head
thus creates an overcut between the geology and the tunneling machine. This cavity/ annulus gives machine
sufficient clearance during tunneling.
The steel structure of TBM is designed for the specified earth, water, traffic loads and the operational loads
that occur.

Front Shield -
It forms the front part of the TBM. The bulkhead is located on the front side of the shield, the area between the
cutterhead and bulkhead is known as the excavation chamber. The bulkhead transfers the thrust force to the
geology in front of the cutterhead.

It consists of the following parts: -
Compressed air lock: –
It is a compressed air lock for locking staff in or out for maintenance and repair work on the cutterhead and the
TBM.
The air lock is equipped with bulkheads and integrated air lock doors.
The air lock mainly comprises of the pre-chamber, main chamber and working chamber.

Main drive: –
It is designed as an annulus drive with a free center. It mainly consists of the following components –
i) Sealing system –
The drive is sealed against the soiling and water penetration by a combination of seals. The sealing system is
designed as a lip seal system with a total loss lubrication system and is continuously supplied with grease by a
grease pump.
ii) Rotary coupling –
It supplies the operating fluid and additives to the systems in the cutterhead viz., sprinklers, over cutter, wear
detector.
iii) Main bearing –
It absorbs the axial and radial forces that occur during excavation.
iv) Motor and Gearbox –
Electrical motors (06 no) are used as drive motors. They generate the required torque to operate the
cutterhead.
v) Lubrication system –
The bearing and gearbox are part-filled with lub oil and are splash lubricated.

Middle Shield -
It forms the middle part of the machine. It consists of the following components: -

Thrust cylinder –
These are required to advance the machine. They push the machine forward, transferring force to the bulkhead
which in turn transfers the force to the geology in front of the cutterhead, thus building face pressure.
Foam generator –
Liquid surfactant is mixed with water prior to entry into the generator. After that air is mixed with the
surfactant to create foam.
Drilling equipment –
It is used for surveying the geology and ground conditioning actions.
When needed, the drilling equipment is installed on the erector. That way the holes can be drilled through 360o
via the drill ducts on the tunneling machine.
It mainly consists of the following components:
Probe drill rig
Travel unit
Drilling hammer
Drilling lock
Hydraulic power unit
Control unit

Segment erector –
It is used for segment erection. Its kinematics is especially designed for the prevailing conditions and support
precise handling of the segments.
It mainly comprises of:
Steering –
Hydraulic cylinders known as steering articulation cylinders connect Front Shied to the Middle Shield. The thrust
cylinders in turn are connected to the tail skin via tail skin articulation cylinders. This means that all the
components are free to move with respect to the other, thus allowing tunnel radii to be followed even in sharp
curves.
The tunneling machine is steered by a combination of the shield articulation cylinders and thrust cylinders,
where the thrust cylinders are actuated in groups by means of pressure control. Individual shield articulation
cylinders and thrust cylinders are equipped with stroke measurement system.

Shield articulation seal –
It is located on the front side of the middle shield; it seals the connection between the front shield and the
middle shield.
The seal is built up as follows:
Sealing profile can be retroactively tightened
Replaceable sealing profile
Flushing

Screw conveyor –
It is a conveying system based on the working principle of Archimedes screw and comprising a series of several
pipes in which auger runs.
When the auger rotates, the screw conveyor transports the excavated material from the excavation chamber to
the belt conveyor. The feed rate is defined by the rotational speed of the screw conveyor and the degree of
opening of the screw discharge gate.
To avoid friction and clogging of the screw conveyor, additives can be directly injected into the screw conveyor.
Crusher function -
When the screw conveyor is running, rocks are broken down between the wear pipe and the screw conveyor
until they reach the conveyable grain size that will fit through the screw conveyor.
Telescopic function-
The screw conveyor is retracted in case of extended interruptions to tunneling operations, or for maintenance
and repair work. For this, a telescopic pipe is built into the screw conveyor, it is used to completely pull the
screw conveyor out of the excavation chamber.
The remaining opening is sealed by the screw conveyor front closing gate.

Screw conveyor front closing gate -
It separates the screw conveyor from the excavation chamber. It comprises of two flaps which are horizontal
displaceable via hydraulic cylinders.

Tailskin -
It forms the rear part of the tunneling machine. After each advance stroke, the tunnel is extended by
adding a newly built segment ring in the Tailskin.
Tailskin articulation seal –
It is located on the front side of the Tailskin; it seals the connection between the middle shield and the Tailskin.

Tailskin seal –
It is located at the end of the Tailskin. It is built up as a circumferential wire brush seal with grease loss
lubrication. At our project, it has three layers of wire brush seal with two grease chambers.
During mining, tail skin grease is pressed through the wire brush seals into the grease chambers via pipes. This
provides a seal against water, soil and filler material ingress.

Description of Backup gantries: -
Gantry 1 consists of: -
Bridge
Segment feeder
Ventilation duct
Extendable platform
Foam pump
Hydraulic tank (750 L)
TBM Operator Cabin
Gantry 2 consists of: -
Grout tank (3.8 m3)
Grout transfer pump (04 nos.)
Ventilation duct
Gantry 3 consists of: -
Accelerator tank (1.1 m3)
Storage & pump for Tail skin grease
Storage & pump for Lubrication grease
Membrane pumps
Gantry 4 consists of: -
VFD (variable frequency drives)
Gantry 5 consists of: -
Electrical distribution panels
Gantry 6 consists of: -
1300 KVA Dry type Transformer
Switch cabinet MV
Gantry 7 consists of: -
Waste water tank (2.7 m3)
Toilet cabin
Gantry 8 consists of: -
Air receiver tank (750 L)
Air compressor
Diesel generator set (44 KW)

Gantry 9 consists of: -
Cooling circuit pump
Cable drum 15 V
Gantry 10 consists of: -
Man rescue chamber (10 persons max.)
Gantry 11 consists of: -
Man rescue chamber (10 persons max.)
Gantry 12 consists of: -
Hose drums (03 nos.)
Gantry 13 consists of: -
Ventilation cassette
Work bench
Process technology: -
Ground conditioning:
The use of foam as a conditioning material is particularly suited to extremely heterogeneous soil
conditions with a high level of consistency in earth-pressure balance tunneling operations.
A foam-conditioned soil must fulfill the following process-related requirements:
Transferring the face support pressure to the tunnel face
Adequate ductility
Low water permeability
Distinctive resilience properties
Reduced clogging on the tunnel boring machine
Reduction of wear
Reduction of driving power
The principle of foam generation for earth-pressure balance tunneling is based on eddying of air with
foamable surfactant. For this, surfactant and water are mixed in configurable doses to create a liquid.
Mechanical eddying of air and liquid in a foam generator then produces the actual foam. For this, both
components are dosed via flow controllers and fed to the foam generator.
The dose is modified to reflect the soil characteristics, tunneling speed and face support pressure.

Foam can be injected via ball valves at the following points -
Cutterhead face side
Stators on the shield
Screw conveyor

Compressed air control unit:-
General description -
The compressed air regulating system uses an air bubble control the face support pressure in the
excavation chamber. The air pocket is adjusted to configure positive pressure by the compressed air
regulating system and kept constant. This compensates for influences such as pressure loss at the tunnel face.
During normal mining, the compressed air regulating system is inactive. It is only activated during
maintenance work, when the excavation chamber is emptied by drawing the soil in the chamber.
For safety reasons, there are two such circuits. This means that switchover to the standby occurs immediately,
when one system fails.
The system mainly consists of the following components:
Pressure transducers
Control units
Supply air control valves

Excavated material conveyor: -
General description –
The excavated material conveying system consists of the following components:
Screw conveyor
Belt conveyor.
Screw conveyor -
When the auger rotates, the screw conveyor transports the excavated material from the excavation chamber to a
belt conveyor. The feed rate is defined by the rotational speed of the screw conveyor and the degree of opening of the
screw conveyor discharge gate.
To avoid excessive friction and improve the material flow, additives can be injected into the screw conveyor pipe via
the injection holes.
The earth pressure is measured by pressure transducers known as earth pressure sensors and displayed to the
TBM operator in the control cabin.
Belt conveyor -
The belt conveyor transports the excavated material from the screw conveyor transfer point/ discharge point to
the transfer point in the back-up area, which is known as the muck discharge.
Depending upon the design, the excavated material is then transported onward via a rail-mounted logistics system
or a tunnel belt conveyor system.

Ring building: -
In ASHO project, a ring is composed of 7 segments i.e., 6+1. The rings are erected as per the guidance of VMT system.
The rings can be erected as per the following details in to 19 key positions: -


For ring erection the following ring sequence matrix is referred:

Backfilling:-
General description –
Because the excavated diameter of the tunnel is greater than the external diameter of the built rings, a cavity known
as annular gap is created during tunneling. To prevent settlement at the surface and stabilize the tunnel, this annular
gap needs to be backfilled.
Backfilling material –
Two component grout system
A two component grout system is used a filler material in backfilling.
The two component grout system comprises the grout (component A) and the accelerator (component B).
Both components are fed to the injection points through separate pipes. The accelerator is added to the grout
at the injection points via a valve.
Injection points –
Tailskin
The backfilling material is injected through the pipes in sync with the TBM advance. The pipes are distributed along
the circumference of the Tailskin.

Technical Specifications: -
Tunneling Machine -
Bore diameter 4520 mm
Cutting edge diameter 4490 mm
Front Shield diameter 4460 mm
Nominal cutterhead torque 2167 kNm
Intermittent cutterhead torque 2817 kNm
Continuously variable cutterhead rotational speed 0 - 4.5 min-1
Shield articulation cylinder -
Total cylinders 8 units
Number of cylinders with stroke 4 units
Measurement system
Number of cylinders without stroke 4 units
Measurement system
Maximum push force 14475 kN @ 400 bar
Maximum stroke length 300 mm
Main thrust cylinders -
Total cylinders 19 units
Number of cylinders with stroke 4 units
Measurement system
Number of cylinders without stroke 15 units
Measurement system
Maximum push force 20891 kN @ 350 bar
Maximum stroke length 2000 mm
Maximum extension rate 100 mm/min
Tailskin articulation cylinder -
Total cylinders 7 units
Number of cylinders with stroke 4 units
Measurement system
Number of cylinders without stroke 3 units
Measurement system
Maximum push force
Maximum stroke length 200 mm

Erector -
Rotational speed 0-2 min-1
Nominal torque 160 kNm
Intermittent torque 175 kNm
Rotary angle + / - 200 degrees
Maximum permissible segment weight 1600 kg
Axial stroke 1050 mm
Radial stroke 664 mm
Screw conveyor -
Nominal diameter 600 mm
Installed power 110 kW
Nominal torque 59 kNm
Intermittent torque 74 kNm
Continuously variable rotational speed 0-46 min-1
Belt conveyor -
Installed power 30 kW
Continuously variable rotational speed 0-2.5 m/s
Belt width 650 mm
Theoretical capacity 450 m3/ h
Segment feeder -
Capacity 1 Ring (6+1)
Process technology: -
Hydraulics –
Power pack
Installed power 250 kW
Rotational speed 1500 min-1
Hydraulic tank capacity 750 L
Industrial water connection/ cooling circuit: -
Flow 40 m3/ h
Temperature 21 0C (max)
Pressure 10 bar (min)
16 bar (max)
Waste water pump –
Pump capacity 10 m3/ h

Waste water tank –
Capacity 2.7 m3
Backfilling: -
Number of injection lines 4+4 units
Number of pumps 4 units
Grout injection pumps –
Pump capacity 115 l/min
Grout tank –
Tank capacity 3.8 m3
Injection pump accelerator –
Pump capacity 10 l/min (max.)
Accelerator container -
Tank capacity 1.1 m3
Foam: -
Number of foam generators 4 units
Number of pumps 1 unit
Pump –
Pump capacity 1.4 m3/ h (max)
Installed power 1.1 kW
Surfactant tank –
Capacity 1100 L (max)
Polymer container –
Capacity 500 L (max)
Compressed air: -
Compressor –
Number 1 unit
Flow rate 5.78 m3/ min
Pressure max. 8 bar
Installed power 37 kW

Compressor air tank –
Number 1 unit
Capacity 750 L
Pressure max. 11 bar
Transport data: -
Cutterhead –
Length 1217 mm
Width 4396 mm
Height 4396 mm
Front shield –
Length 3910 mm
Width 4490 mm
Height 4490 mm
Middle shield –
Length 6853 mm
Width 4455 mm
Height 4455 mm
Tailskin –
Length 3798.6 mm
Width 4707.7 mm
Height 4707.7 mm
Screw conveyor
Length 13312 mm
Width 1186 mm
Height 1540 mm
Back-up area: -
Segment feeder –
Length 13826 mm
Width 2804.4 mm
Height 707.7 mm
Gantry 1 –
Length 16571.5 mm
Width 3365.5 mm
Height 3506 mm

Gantry 2 –
Length 7725 mm
Width 3131 mm
Height 3101 mm
Gantry 3 –
Length 7950 mm
Width 3105 mm
Height 3109 mm
Gantry 4 –
Length 7950 mm
Width 2945 mm
Height 3110 mm
Gantry 5 –
Length 7950 mm
Width 2945 mm
Height 3110 mm
Gantry 6 –
Length 6950 mm
Width 3239 mm
Height 3031 mm
Gantry 7 –
Length 7200 mm
Width 3255 mm
Height 2741 mm
Gantry 8 –
Length 6950 mm
Width 3190 mm
Height 2897 mm
Gantry 9 –
Length 8567 mm
Width 3180 mm
Height 3014 mm
Gantry 10 –
Length 8510 mm
Width 3255 mm
Height 2797 mm

Gantry 11 –
Length 8510 mm
Width 3255 mm
Height 2797 mm
Gantry 12 –
Length 7950 mm
Width 3238 mm
Height 2991 mm
Gantry 13 –
Length 9882 mm
Width 3148 mm
Height 3129 mm
Segment crane –
Length 24760 mm
Width 1165 mm
Height 1105 mm
Bridge –
Length 9969 mm
Width 2208.5 mm
Height 1104 mm

Lowering & Assembling of TBM:-
Different components of TBM are lowered using Cranes, of different lifting capacities, into the shaft
bottom.
Two types of cranes used are: -
500 MT variable boom length hydraulic crane; Make: - Liebherr
50 MT Gantry Crane; Make: - Demag
Heavy parts of TBM viz., Front Shield, Middle Shield and Cutter Head were lowered using 500 MT hydraulic
crane. Rest of the parts /components were lowered using 50 MT Gantry Crane.
The weight of different parts of TBM: -
Cutter Head - 28.0 T
Front Shield - 74.0 T
Middle Shield - 75.0 T
Tail Skin - 18.0 T
Gantry 1 Bridge - 5.0 T
Gantry 1 Platform - 15.0 T
Erector Head - 4.0 T
Gantry 2 - 11.5 T
Gantry 3 - 8.5 T
Gantry 4 - 9.0 T
Gantry 5 - 8.5 T
Gantry 6 - 10.0 T
Gantry 7 - 6.8 T
Gantry 8 - 8.8 T
Gantry 9 - 8.5 T
Gantry 10 - 8.7 T
Gantry 11 - 8.0 T
Gantry 12 - 9.3 T
Gantry 13 - 6.4 T
Selection of crane: -
A crane is selected based on the following calculations –
Weight of component/ part to be lifted, x
Weight of the lifting accessories viz., D-shackles, wire rope slings, lifting beam etc., y
Total weight to be lifted, z = x + y
The distance of point of lowering from the point of lifting is calculated, load chart of the crane is
referred for this calculation. Then the lifting capacity of the crane, the boom length required & the safe
working radius is found out from the load chart.
The max. Weight, z to be lifted should never be more than 85% of the lifting capacity of the crane at
that particular radius & boom length.
The crane fulfilling the above criteria is selected.

Lowering sequence: -
Lowering of Cutter head, Front shield and Middle shield shall be lowered by 500 MT Hydraulic crane. The tail
skin, Erector head, Screw conveyor, backup gantries and other components, parts & materials will be lowered
by 50 Mt Gantry crane.
All backup gantries are shifted to the place of lifting using a 70 MT mobile Hydraulic crane and trailer.
Front shield was lowered using 500 MT hydraulic crane. It was rested at the shaft bottom on the Skid
beam. It was then centered to the Tunnel alignment using Spirit Level, Measuring Tape and Steel Scale
(1 m).
It was followed by lowering of Middle Shield. It was rested at the shaft bottom on the Skid beam. It was
then centered to the Tunnel alignment using Spirit Level, Measuring Tape and Steel Scale (1 m).
Shield articulation seal was filled with grease.
O-rings were put in place in Front shield (Bull Gear) and the mating parts were thoroughly greased, to
minimize friction.
Then Cutter head was lowered and was assembled to the Front Shield.
Lowering of the erector head and assembling with Middle shield.
It was followed by lowering and assembling / fitting of Screw conveyor into the shields.
Then the bridge was fitted / assembled into the Middle Shield.
It was followed by assembling of tail skin with the Middle shield. Articulation seal was filled with grease.
The location of all the TBM components to be lowered is marked by he surveyor.
Lowering of Front Shield

Centering of shield:

Lowering of Middle Shield:

Preparation of Front shield for Cutterhead installation:

Lowering of Cutterhead:
Assembling of Cutterhead with shield:

Cutterhead assembled with front shield & middle shield connected:
Segment erector assembled with middle shield:

Lowering of Screw conveyor:
Lowering of Tailskin:

Assembling of front shield and middle shield:
Assembling of screw conveyor, Tailskin and gantry 1 bridge:
a
Assembling of Tailskin, middle shield and front shield:

The assembled machine is now pushed forward towards the concrete saddle, using the following procedure: -
Three thrust cylinders (invert) and two D-type segments along with the fastening / tying arrangements, thrust
arc, thrust beam, and an external power pack were used. The two D-type segments are so placed that the
shorter side of the segments touch each other. One side of the one D-type segment is in contact with the three
thrust cylinders, and the other side is in contact with the one side of the second D-type segment. The thrust ring
is installed on the outer side of the second D-type segment. The thrust arc in turn is in contact with the two
Thrust beam one on each side. The Thrust beam is mounted on skid beam with nuts & bolts. As the machine is
pushed forward using the combination, the position of Thrust beam is changed after every push of 1600-1800
mm. (see photos). This process is continued till enough space for lowering of Backup gantry -1 is available. The
thrust cylinders used for pushing the machine forward are operated by external hydraulic power pack.
The rail track for backup gantries is setup / installed.
Backup gantry -1 is lowered and connected to the shield and Gantry -1 Bridge.
The shield pushing continues in the same fashion, and special steel supports for the backup gantries are
lowered.
The pushing continues in the same fashion, till enough space for lowering of Backup gantry -2 is
available.
Backup gantry-2 is lowered and pushed towards opposite side Non-TBM tunnel till enough space is
available for the lowering of Bridge.
The Bridge is lowered and is connected to Gantry-1 and Gantry-2.
Same procedure as mentioned in 2) and 3) is followed for all backup gantries i.e., gantry -3 to gantry -
13.
While pushing the machine forwards, lowering and installation of single rail track for rolling stock is
carried out in parallel. The complete train is parked in the opposite Non-TBM tunnel.
As soon as the TBM reaches the launching area / Initial drive position inside the Non-TBM tunnel, the
erection of thrust frame is done.
Backup gantries -1 to 7 are used for initial drive up to ring # 57. Till that ring backup gantries 8 – 13,
which are lowered in parallel, are parked in the opposite tunnel.
After ring # 57, all backup gantries are connected to the machine and the TBM in all sense is completely
assembled, starting from cutter head to backup gantry-13.
After assembly of the TBM and backup gantries, conveyor belt is installed on the frame.

Machine pushing setup:
D - TYPE SEGMENT
THRUST BEAM THRUST ARC SKID BEAM
THRUST CYLINDERS
TYING ARRANGEMENT VIZ., WEB BELT, RACHET
LEVER HOIST,D-SHACKLE ETC.

Hydraulic power pack used:

Initial drive of TBM: -
After the TBM machine part assembled till backup gantry-7 is pushed at the launching frame. The following
procedure for the Initial drive will be followed: -
Excavation for Rings 3 to 10.
Excavation of Rings 11 to 57.
Excavation of Rings 58 to 115.
Prior to the excavation for ring no 3, following activities to be executed: -
Erection of ring 1 & 2. The key selection for them is done based on the Tail Skin clearance, considering the Ring
Rose & Ring Matrix. A Thrust ring is installed in the open periphery of ring 1 i.e., Non-TBM tunnel face.
Ring 1 & 2 are pushed towards the thrust frame, by the thrust cylinders. The thrust ring installed is rested
against the thrust frame, which provides the necessary reaction force required pushing the TBM forward, as the
mining for ring 3 progresses and thrust cylinders are pushed against ring 2.
During the first stage of mining the TBM will break through the steel fibers reinforced shotcrete wall. The
TBM shall be started in “Open Mode” with the advance rate less than 20 mm/min. Low advance rate is
recommended to
Limit the TBM roll due to absence of limited friction between the concrete saddle & shields.
Limit the thrust force to max. of 25 % of maximum thrust force capacity of 20500 KN.
Limit displacements and cracking / damage of ring 1 to 9.
During the TBM initial drive the last 13m section of the rails in the Non-TBM tunnel will be raised using temporary
steel supports to reach the invert level of the segmental lining. This raised rail track is used to travel a special trolley
and transporting initial segments inside tail skin to feed the segment erector. For Ring 1, it is preferable to select
a combination in which segment D is installed first, in invert level to ease the installation. Ring combination “U
18” shall be followed.
This procedure is adopted for transportation and handling of ring 3 to 9, until there is enough space to erect segment
feeder in the Tail skin.
The first 9 rings will be installed in the concrete saddle and will not be grouted. To limit their displacement during the
initial drive, they shall be wrapped using steel cables which shall be secured to the anchor plates embedded into stage
III of concrete saddle. Steel plates and brackets shall be installed in some of the rings across radial and circumferential
joints, to secure the blind/ false rings. Hydraulic pulling cylinders are used to pull and tension the steel cables, to apply
uniform hoop force along the ring extrados. This will prevent he birdsmouth opening and cracks in the false rings.
The ropes are tensioned to a max of 150 KN. In addition, props are used to hold the false rings from both sides. The
props are held against the ring extrados and the Non-TBM tunnel wall inner face. Pea gravel (size 3-5 mm) is injected
from both sides to fill the gap between the concrete saddle and the ring extrados. A temporary stop-end is used in
order to seal the gap between first ring and the concrete saddle preventing pea gravel flowing out in the Non-TBM
tunnel.
Ring 10, will be first ring erected entirely inside the mined tunnel. The gap between the ring extrados and the mined
tunnel shall be filled completely with dry shotcrete, preventing the flow of grout in the Non-TBM tunnel.
Upon completion of ring 10, once the segment feeder is completely installed, the horizontal track installed shall be
removed and joined with 1.5 % ramp joining the rail level in the TBM tunnel to the rail level in the AS 11, bottom.

This configuration will remain unchanged till the completion of ring 115. The rail track extension for the rolling stock
and the backup gantries shall be continuously extended according to the advance of the TBM. The ramp will enable the
train to reach the segment feeder where the segments will be lowered. The feeder shall deliver the segments to the tail
skin area providing feed to the segment erector for its erection.
Rings shall be installed according to the combination provided by the VMT system. The key position provided by the
VMT system, shall be cross checked with Ring Rose and sequence shall be checked using Ring matrix.
During this stage backup gantry 8-13 are parked in the opposite side Non-TBM tunnel. All hydraulic and electrical
connections between gantry 7 and shaft for the operation of TBM shall consist of flexible hoses laid along the tunnel
and continuously extended as the TBM advances.
Upon completion of first 57 rings (i.e., 74 m) gantry 8 to 13 shall be shifted from the Non-TBM tunnel to the launching
Non-TBM tunnel and connected to gantry 7. The 74 m of excavation will ensure that gantries 1-7 are completely
inside mined Tunnel. At this stage the TBM is in complete configuration and excavation/ mining shall continue in the
same manner till the completion of ring 115.
Mucking Out: -
During mining the face is excavated by the cutter head, the excavated material is pushed inside the excavation chamber
by the buckets installed on the cutter head. Additives viz., foam and water are added during excavation and in the
excavation chamber to condition the excavated muck and make a transportable spoil. The spoil from the excavation
chamber is screwed out by the screw conveyor and the feed is provided to the belt conveyor, which in turn carries the
excavated muck / spoil to the muck out point at gantry 7. The spoil is offloaded into muck skips (cap. 8 m3) which is
mounted on flat cars and driven by Diesel Locomotives. The Loco will travel to the bottom of AS 11 carrying the loaded
muck skips. The muck skips are lifted to the shaft surface by 50 T gantry crane and are offloaded at the designated area.
A tilting frame is used to tilt the skip for offloading. The empty muck skips re lowered back to the flat car the bottom of
AS 11.
The muck/ spoil collected on the surface is loaded by a wheel loader on to dumpers, which is then carried out and
dumped at the designated area.
Backfill Grout Injection: -
Starting from ring 10, backfill/ primary grout shall be injected from the tail skin , to fill the annulus between
the ring extrados and the excavated tunnel.
The backfill grout shall consist of the following components: -
Component A – mix of cement, bentonite, water and retarder.
Component B – sodium silicate – accelerator.
Component A shall be mixed and batched at surface using the grout plant installed at AS 11 and shall be
transferred to the TBM grout tank through the 2.5” line installed all along the tunnel. Component B shall be
stored in silos at surface and shall be transferred to the TBM in 1 m3 IBC’s (Intermediate Bulk Container).
Component A and Component B shall be transferred separately from the surface to TBM and will only be
mixed only at the time of injection, in the rear end of the tail skin.

Injection of grout is carried out simultaneously as the mining advances. The injection ports are equally
distributed along the tail skin in order to allow for the uniform distribution of grout and complete filling of
the annulus.
Supply of Construction Materials: -
The foam agent is separately supplied in liquid form in IBC’s (Intermediate Bulk Container). These are lowered
on flat car and are carried into the TBM by the Loco and pumped into the foam tank at gantry 1.
The tail skin grease (TSG) shall be supplied in 250 kgs, and are transported into TBM on flat car. They are
unloaded at gantry 3 and it is connected to the grease pump for its intended use.
The TBM lubricant grease is transported as in 2) and is connected to the grease pump at gantry 3.
All other materials viz., rails, sleepers etc., are transported into TBM using flat car.

Commissioning of TBM
TBM as a whole, its different components and the supporting equipment’s/ machines viz., grout plant, rolling stock
(diesel locomotive, flat car, segment car, passenger car & muck car), diesel generators, chiller, 50 T gantry crane are
commissioned based on the parameters & guide lines laid down by the OEM.
TBM: -
Workshop acceptance report –
Grout plant: -
Commissioning check list
Rolling stock: -
Commissioning check list
Chiller: -
Commissioning check list
50 T Gantry crane: -
Commissioning check list
1250 KVA diesel generator: -
Commissioning check list