Chima Report(Pi Vi)
69
TECHNICAL REPORT ON STUDENTS INDUSTRIAL WORK EXPERIENCE SCHEME (SIWES) UNDERTAKEN AT: NATIONAL ENGINEERING AND TECHNICAL COMPANY LIMITED (NETCO) NNPC subsidiary Heritage Court, 146B Ligali Ayorinde Street , Victoria Island, Lagos. WRITTEN BY: MADUABUCHUKWU GODFREY C. MATRIC NO: 20061502593 PRESENTED TO: DEPARTMENT OF MECHANICAL ENGINEERING, FEDERAL UNIVERSITY OF TECHNOLOGY OWERRI, NIGERIA
-
Upload
stanley-ojideagu -
Category
Documents
-
view
370 -
download
10
Transcript of Chima Report(Pi Vi)

TECHNICAL REPORT ON STUDENTS INDUSTRIAL WORK EXPERIENCE SCHEME
(SIWES)
UNDERTAKEN AT:
NATIONAL ENGINEERING AND TECHNICAL
COMPANY LIMITED
(NETCO)
NNPC subsidiary
Heritage Court,
146B Ligali Ayorinde Street ,
Victoria Island, Lagos.
WRITTEN BY:
MADUABUCHUKWU GODFREY C.MATRIC NO: 20061502593
PRESENTED TO:
DEPARTMENT OF MECHANICAL ENGINEERING,
FEDERAL UNIVERSITY OF TECHNOLOGY OWERRI,
NIGERIA
IN PARTIAL FULFILMENT OF THE REQUIREMENT FOR THE AWARD OF
BACHELOR OF ENGINEERING IN MECHANICAL ENGINEERING
OCTOBER 2ND – JANUARY 2ND
2008.

DEDICATION
I ded ica te th is s tudent indust r ia l work scheme (SIWES) to GOD
the A lmighty who has a lways been the source o f my insp i ra t ion ,
my he lp in ages past and my hope for years to come.
I a lso ded icate th is repor t to my ever lov ing, car ing and
suppor t ive mother Mrs .Nwogu.

ACKNOWLEDGEMENT
My apprec ia t ion a lso goes to the M.D Mr . Ph i l ips Chukwu. Who
ensured that I had my indust r ia l t ra in ing done a t Nat iona l
Eng ineer ing and techn ica l company l im i ted, a subs id iary o f
NNPC.
My gra t i tude a lso goes to the ent i re members and s ta f f o f
NETCO espec ia l ly the mechanica l team for the i r adv ice ,
c r i t i c ism, cor rec t ion , and cont r ibu t ion which enab led me to face
the var ious cha l lenges that came my way. They inc lude;
Mr . Ib rah im Sarafa(Lead) , Mr . Whi ley Ess ien, Mr . Frank Ib i
Sh i r ley , Mr . A j i , Mr . O la leye, Mr . Soboman, and Miss . B in ta .
F ina l ly , I remain gra te fu l to my f r iends, Obinna, Jude, V ic tor ,
Dav id , and Chika who in one way or the o ther cont r ibu ted to the
success o f th is work .
.

ABSTRACT
The Students’ Industrial Work Experience Scheme (SIWES) is aimed at
introducing undergraduate to standard industrial practices in their respective
fields and to give them the opportunity to reconcile theoretical principles to
practical applications.
The work experience being reported was undertaken at the National Engineering
and Technical Company (NETCO) between October 2nd and January 2nd, 2008.
It is aimed at reporting the knowledge, skills acquired, and areas of participation
during my Industrial Training. It also gives a brief introduction of the company
NETCO.
During the process of the training , I was exposed to standard Engineering
design practices, Computer Aided Designing and Drafting, Rotating and Static
Engineering Fundamentals and many other relevant subjects.
Conclusively, the SIWES has positively contributed to my development as a
future Mechanical Engineer, exposed me to a better understanding of the
academic world especially in the correlation of theoretical works done in class
and their practical applications.

CHAPTER ONE
1. INTRODUCTION
1.1. The Siwes
The Engineering discipline is very practical in nature and mainly hinged on
experience. Hence there is a great need for any student aspiring to be a
professional engineer to have some form of work experience while studying at
school, in a reputable engineering firm related to his/her course of study.
SIWES which stands for Students Industrial Work Experience Scheme is also
popularly known as Industrial Training or Industrial Attachment. It is an important
requirement in the award of a degree in Engineering and it is actually an integral
part in the training of an Engineer.
The scheme requires that students undergo a period of attachment with an
establishment which renders services relevant to the student’s course of study.
Students Industrial Work Experience Scheme (SIWES) is in accordance with the
federal government policy of technical education to enable students to be
exposed to the working experience in industries and to enable them to be useful
to their employers practically and not theoretically alone. In view of this, Federal
University of Technology Owerri made it a basic requirement for students in 200
Level aspiring for a Bachelor Degree.
The Students’ Industrial Work Experience Scheme (SIWES) has given students
the opportunity to gain some relevant experience before leaving the campus. The
experience gotten by the students during the SIWES program would enable them
to be fitted into the industry after graduation.
During this period, students are expected to work as industrial trainees in an
engineering firm relevant to their course of study. In addition, students are
required to give a report on their work experience when they return to the
campus after the scheme. Furthermore, the SIWES is a compulsory partial
requirement for the degree of B Eng. (Engineering)

Consequently, I had my work experience at the National Engineering and
Technical Company Limited (NETCO); a subsidiary of NNPC.
The Industrial training lasted from the 2nd June to 2nd December 2008 at NETCO,
I learnt the fundamentals of Oil and Gas engineering, PVElite, AutoCAD,
Microsoft Excel, Microsoft Word and some theoretical terms as regard the oil
industry. My day to day activities at NETCO were recorded in the log book.
The Industrial Training Fund (I.T.F.) is the body that co-ordinates and oversees
the SIWES program. It has various offices all over the country to monitor the
students in their various places of attachment.
1.2. Aim
The aim of the SIWES program is to expose students to the practical aspects of
their various disciplines and to enable them get a clearer picture of what is being
taught in the classrooms.
1.3. Objectives
The objectives of SIWES are:
Exposing students to equipments and facilities in the industry that their
respective universities may not have.
It helps the students to improve on his or her social skills like being
humble and obedient to his or her supervisors and also to be hard-working.
It boosts the morale and interest students have for their respective course
of study.
To make transition from school to the working environment easier and to
enhance students contact for job placements in the future.

CHAPTER TWO
2. THE COMPANY’S PROFILE
2.1. Netco’s History
National Engineering and Technical Company Limited (NETCO) is Nigeria’s
premier indigenous engineering company. It is a fully owned subsidiary of the
Nigerian National Petroleum Corporation (NNPC) providing efficient, reliable
engineering services for the NNPC group and the entire oil and gas industry.
It was established in 1989 as a joint venture between the Nigerian National
Petroleum Corporation (NNPC), and Bechtel Incorporated U.S.A, a world
renowned engineering company as its technical partner.
Under the joint venture agreement, the NNPC maintained 60% shareholding
while Bechtel held 40%. Commercial business started in August 1990.
However, in December 1996, Bechtel exercised its options under the
shareholder’s agreement and formally pulled out of the Joint venture and
subsequently sold its equity share to the NNPC. NETCO thus became a fully
owned subsidiary of the NNPC from May 1, 1997. NETCO’s motivation, drive and
target are embedded in its vision and mission statements thus:
VISION
“To be a world class Engineering Company.”
MISSION
“To provide world class engineering services in the oil and gas industry”

QUALITY POLICY
“To satisfy and strive to exceed customer requirements through
continuous demonstration of quality and active participation of all
employees”.
With the exit of Bechtel, potential and regular clients became sceptical as
regards doing business with NETCO. In order to change the situation,
NETCO decided to retool, re-package and re-launch itself. To ascertain the
retooling, there came a decision to pursue and obtain the ISO 9001 Quality
Certification. The re-launch took place during the 1st Quarter of 1998 and it
was very successful; once again the clients became confident in NETCO
Subsequently, NETCO executed many major engineering projects amongst
which were: - The Shell’s Caw Thorne Channel Gas injection/supply Project
in consortium with Technip Geo-production of France, detailed Engineering
design of the condensate stabilization unit of the NLNG Expansion Project.
Sequel to these successes, NETCO which had been recording operational
losses while Bechtel was around, started to record profits. In May 2000,
Bureau Veritas Quality International (BVQI) successfully audited and
subsequently awarded NETCO the prestigious ISO 9001 Quality Certificate,
This achievement is the first award ever received by any indigenous
engineering company in Nigeria.
NETCO is managed by Nigerian engineers who have been trained locally and
abroad on live projects and in all engineering disciplines.
It is fully equipped to provide its services in all areas of the Oil & Gas industry.

Netco’s Services
NETCO’S core services are in the following:
Feasibility studies.
Conceptual design.
Basic and Detailed Engineering design.
Procurement.
Construction Supervision, and
Project Management.
Quality assurance and Quality control.
In order to create a conducive environment, NETCO has established one of the
most equipped engineering offices in Nigeria, with the latest in Engineering
Design, Procurement, Project Management, Administrative, Finance and
Accounting software packages.
The library is up-to-date with books on Engineering, Accounting, Management,
and all other disciplines relevant to its operations. It is also equipped with
Electronic Engineering Literature, Drawings and Documentation. It has Internet
connection to a worldwide web for additional engineering information and
communication.
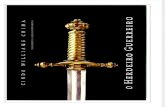
2.2 Netco’s Organizational Structure
All of NETCO’S activities are undertaken by specific departments which can
be divided into two major categories namely:
Services
This comprises of the non-technical departments.
Operations
This comprises of the technical departments.

Figure 1 shows a diagrammatic representation of the structure of NETCO.
MANAGING DIRECTOR
EXECUTIVE DIRECTOR
OPERATIONS
EXECUTIVE DIRECTORSERVICES
COMPANY SECRETARY/ LEGAL ADVISER
HEAD QA/QC
FIGURE 1: NETCO’S ORGANIZATIONAL CHART
FinancialControllerManager,
EngineeringManagerProject
ControlsManager,Projects
Head,Procurement
Training Manager
Head,Construction Manager
Admin. & Personnel
ManagerBusiness Develop-
ment
ManagerPublic Affairs

Netco’s Departments
The various departments in NETCO and their functions with respect to project
execution are:
Non-Technical Departments
Finance and Accounts
Treasury management, billings, accounting and financial management.
Administration and Personnel
Harnesses human and material resources and set out ways of utilizing them
in order to maximize profit. General admin. and personnel management.
Business Development
Sourcing for business via bids or otherwise to ensure company growth.
Public Affairs
Projecting and sustaining a favorable image for the company.
Quality Assurance/ Control
Ensures compliance with company quality standards.
Company secretariat/Legal
Providing legal insurance and board secretarial services.
Technical Department
Engineering
It is the heart of NETCO. Preparation of engineering design and studies.
Project Controls
Project planning, scheduling, cost estimating, cost engineering and
information technology.
Projects
co-ordinates the engineering activities being undertaken during any project
including arranging for site visits, liaison with the customers to inform them
about the progress of their projects. Management of all capital projects.

Procurement
Management of procurement functions for operations. Provides materials
needed by the other departments and keeps stock of what is available in the
stores at any point in time.
Construction
Management of construction activities.
Training
organizes/arranges staff development programs like on-the-job-training,
short-term courses and seminars, overseas rotational training etc to ensure
that NETCO’S personnel keeps abreast of technological advancement in
the industry. It ensures employee development.
2.3 Netco’s Experience
Since its inception, NETCO has executed more than 100 projects of varying
magnitude and cost implications. Among these projects are:
Management of the Turnaround maintenance of Nigeria’s four oil
refineries.
Detailed Engineering design of the onshore gas plant of the ESCRAVOS
gas project, Phase 1 for CHEVRON.
Conceptual design for the Caw Thorne Gas injection/supply project for
Shell.
Safety upgrade and As-Built drawing for Shell’s 34 flow stations.
Front-End Engineering Design (FEED) of an FPSO vessel for Ashland’s
Okwori project.
Pipeline surveys and implementation (NNPC pipeline phase III).
Production of As-Built drawing’s for Shell’s Bonny Export Terminal and
depots
Refinery Process Unit Rehabilitation and Revamping (NNPC refineries).

Port-Harcourt Refining Company Ltd. (PHRC) Pollution Abatement and
Control.
Detailed Engineering Design of Fractionation Unit of the NLNG Plus
Project (trains 1, 2, 3, and 5).
Conceptual design of Chevron Nigeria Limited (CNL) water treatment
plant,
Conceptual design of Chevron Nigeria Limited (CNL) Gas Utilization
Project.
FEED for gas supply to Nigerian LNG project train 6 for Nigerian Agip Oil
Company Limited (The NAOC Project) Which I met on ground.

CHAPTER THREE
3. PROJECT EXECUTION IN NETCO
3.1. Project Initialization
NETCO’S business starts in the Business Development department when it
receives invitations from prospective clients to submit competitive bids for
executing projects. Relevant departments meet to decide whether the decision is
worthwhile, a proposal manager is appointed to coordinate the preparation of the
bid. This usually involves most of the departments.
Finally, the Business Development department submits the proposal and follows
it up.
If the bid is successful, NETCO management appoints from various departments
a Project Manager and other personnel that will form the project team. The
Project Manager maintains a harmonious relationship with the client and ensures
that his personnel have the right facilities and a conducive working environment
to execute the project.
The Finance and Accounts department prepares invoices and collects payments
from client, this helps to maintain a positive cash flow and to ensure that funds
are available for the payment of wages and other corporate expenses.
A typical project team usually comprises mainly of personnel from the
Engineering department.
3.2. The Engineering Department
The Engineering department is the ‘engine room’ of NETCO’S operations. The
department is directly involved in the execution of jobs and on whose shoulders
the responsibility of meeting client’s specification, quality, work procedure,
standards and schedule rests.

On a typical project, each of the discipline group contributes to the success of the
project by producing deliverables. Deliverables are the documents required for a
particular project.
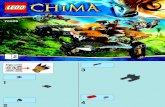
3.3 Functions of the Discipline Groups.
Process/Systems Group
This discipline is responsible for the translation from conception of a process
using the knowledge of conservation of mass and energy, separation techniques,
fluid mechanics, thermodynamics and process controls into a detailed plant
design phase. They are mainly made up of Chemical Engineers. Deliverables
(documents) produced by this group on a typical project includes:
Process Flow Scheme (PFS), Piping and Instrumentation Diagram.(P&ID),
ENGINEERING MANAGER
LEAD,PROCESS
LEAD,MECHANICAL
LEAD,PIPING/PIPELINE
PIPING/ PIPELINES
GROUP
LEAD,ELECRICAL
LEAD,CONTROL SYSTEMS
LEAD,CIVIL/
STRUCTURAL
PROCESS/ SYSTEMSGROUP
MECHANICALGROUP
ELECTRICALGROUP
CONTROL SYSTEMSGROUP
CIVIL/ STRUCTURAL
GROUP
SECRETARY
FIGURE 2: ORGANIZATIONAL STRUCTURE OF THE ENGINEERING DEPARTMENT

Utility Flow Diagram, Equipment List, Line Designation Table (LDT), Line Sizing
Runs, Process design philosophy for the project.
Civil/Structural
This group is charged with the responsibility of providing all civil/structural
Engineering related activities in the company. These activities include:
Structural design.
Structural investigation.
Geo-technical engineering.
Water supply/ waste water management.
Integrity survey of existing facilities.
Construction supervision.
Project management.
Pipeline/Piping and Plant Layout
This group is further sub-divided into four groups namely:
Piping design group.
Materials group.
Stress analysis group.
Pipeline group.
Some of the deliverables they produce on a project are:
Piping Specification.
Drawings; plot plans, key plans, piping general arrangement studies
Datasheets; pipe support datasheet and pipe material datasheet.
Mechanical/Vessel
The activities carried out by this group are:
Selection and Specification of process equipment like:
Pumps, turbines, fired heaters, heat exchangers, air coolers, pressure
vessel
Heating, Ventilation and Air Conditioning System (HVAC).

Electrical
Activities carried out by this group include:
Develop Design Criteria.
Formulate Power Generation and Distribution Philosophy.
Carry out load shedding/ sharing studies.
Transient and earth fault condition analysis.
Electrical Equipment sizing specification and selection.
Lighting design.
Area classification.
Single line drawing.
Electrical layout drawing.
Control Systems/ Instrumentation
Instruments are used in process plants, some of the deliverables produced by
this group are:
Instrument Index.
Instrument installation schedule.
Instrument Data sheets.
Instrument Installation details.
Instrument location diagrams.
Loop and Logic diagrams.
Interconnection diagram.
Alarm and shut-down matrix.
Material requisition.
Cable schedule.
During any particular project, the Document Control Centre (DCC) works with
the Engineering discipline groups to control receipt and dispatch of project
documents. Through the DCC, project documents are accurately tracked.
All the discipline groups produce their deliverables with the aid of computer
applications and software.
Some of the applications are:

AutoCAD, Auto PLANT
ISOGEN
HYSYS,
FLARENET
FOUNDS, FASTRUDL, STRUCAD, STAAD PRO
INTOOLS
PRIMAVERA P3
MS OFFICE PROFESSIONAL
PDMS
FINGLOW 98
PV ELITE

CHAPTER FOUR
4. AREA OF PARTICIPATION
On arrival to NETCO, I was posted to a project called the ANTAN WHP Project
(Antan Wellhead Platform Project), the project was in its conceptual stage and
we were just getting started to begin the project.
The ANTAN WHP is owned by ADDAX Petroleum Development Nigeria Limited
(APDNL) and is located in the ANTAN field (high sea) in Oron, Calabar, Cross
River, Nigeria. This project was designed to boost the oil production of ADDAX in
the field as other WHP platforms were performing below expectation. The project
is a joint venture between Netco and DORIS INC. as their mandate is to do the
Basic/ Detailed Engineering Design and if carried out successfully, NETCO will
be given the task of procurement of engineering materials and construction
supervision.
The location of these platform is in a hazardous area 2 i.e., it is unmanned.
The role of the platform is to; collect the gas or the oil from the individual wells on
the seabed, test each manifold to determine its performance and operating
conditions and principally to transfer the product to a Floating Production Storage
and Offloading Vessel (FPSO).The design life of the equipments on the platform
is 20 years.
4.1 Role of Mechanical Engineers on The Project
The Mechanical Engineer will be given engineering based assignment. These will
include confirmation, preparation and review of documents. The Mechanical
Engineer shall carry out the following:
Prepare project documents.
Prepare Mechanical Engineering documents plus associated data sheets.
Carry out Mechanical calculations.
Prepare and update master equipment list.
Carry out Mechanical studies.
Carry our site verification, review and evaluation.

Ensure consistency of Mechanical designs.
The following are the softwares to be used to accomplish these tasks:
AutoCAD 2004
Microsoft Word
Microsoft Excel
PVElite

CHAPTER FIVE
5. KNOWLEDGE ACQUIRED AS SIWES
5.1. Pigging
Pigging in the maintenance of pipelines refers to the practice of using pipeline
inspection gauges or 'pigs' to perform various operations on a pipeline without
stopping the flow of the product in the pipeline. Pigs get their name from the
squealing sound they make while traveling through a pipeline and it means
‘Pipeline Integrity Gadget’ (PIG). Their operations include but are not limited to
cleaning and inspection of the pipeline. This is accomplished by inserting the pig
into a 'pig launcher' - a funnel shaped Y section in the pipeline. The launcher is
then closed and the pressure of the product in the pipeline is used to push it
along down the pipe until it reaches the receiving trap - the 'pig catcher'.
If the pipeline contains butterfly valves, the pipeline cannot be pigged. Ball valves
cause no problems because the diameter of the ball is always the same as that
of the pipe.
Pigging has been used for many years to clean larger diameter pipelines in the
oil industry. Today, however, the use of smaller diameter pigging systems is now
increasing in many continuous and batch process plants as plant operators
search for increased efficiencies.
Pigging can be used for almost any section of the transfer process between, for
example, blending, storage or filling systems. Pigging systems are already
installed in industries handling products as diverse as lubricating oils, paints,
chemicals, toiletries, and foodstuffs.
Pigs are used in lube oil or painting blending: they are used to clean the pipes to
avoid cross-contamination, and to empty the pipes into the product tanks (or
sometimes to send a component back to its tank). Usually pigging is done at the
beginning and at the end of each batch, but sometimes it is done in the midst of a
batch, e.g. when producing a premix that will be used as an intermediate
component.

Pigs are also used in oil and gas pipelines: they are used to clean the pipes but
also there are "smart pigs" used to measure things like pipe thickness along the
pipeline. They usually do not interrupt production, though some product can be
lost when the pig is extracted. They can also be used to separate different
products in a multiproduct pipeline.
Pigging in Production Environments
Product and time saving
A major advantage of piggable systems is the resulting product savings. At the
end of each product transfer, it is possible to clear out the entire line contents
with the pig, either forward towards the receipt point, or backwards to the source
tank. There is no requirement for extensive line flushing.
Without the need for line flushing, pigging offers the additional advantage of a
much more rapid and reliable product changeover. Product sampling at the
receipt point becomes faster because the interface between products is very
clear, and the old method of checking at intervals, until the product is on-
specification, is considerably shortened.
Pigging Systems can also be operated totally by a Programmable Logic
Controller (PLC).
Environmental issues
Pigging has a significant role to play in reducing the environmental impact of
batch operations. Traditionally, the only way that an operator of a batch process
could ensure a product was completely cleared from a line was to flush the line
with a cleaning agent such as water or a solvent or even the next product. This
cleaning agent then had to be subjected to effluent treatment or solvent recovery.
If Product was used to clear the line, the contaminated finished product was
downgraded or dumped. All of these problems can now be eliminated due to the
very precise interface produced by modern pigging systems.
Safety Considerations
Early pigging systems were designed as "One way" open systems which had the
disadvantage that the pig had to be removed from the pipeline at the end of each

run. This in turn led to problems with both safety and process interruption since
the pipeline had to be opened at the pig receiving end and the pig removed and
replaced at the other end of the pipe. Many users found that this operation was
not only dirty and time consuming, but also carried inherent dangers because of
the need to open the pipeline to atmosphere at each stage.
Modern pigging systems, however, now operate with a "captive pig", and the
pipeline is only opened up very occasionally to check the condition of the Pig. At
all other times, the pig is shuttled up and down the pipeline at the end of each
transfer, and the pipeline itself is never opened up during process operation.
Intelligent Pigging
Modern pigging systems are highly sophisticated sets of equipment that consist
of a standard 5-6 finned pig with an intelligent transmitter that has a global
positioning system fixed on it to tell the exact location of the pig inside the
pipeline while it is on the move. Along with the GPS positioner there are a host of
other instruments like the internal camera that takes live video of the pipe
condition inside while the pig is moving, the thickness gauge that constantly
measures the thickness of the wall of the pipe as the pig moves.
As the pig moves inside the pipe data like the speed of the pig, flow, rate of fluid
inside etc is measured at regular intervals. So by the time the pigging process is
over the complete set of data for all the measurable parameters is ready outside.
5.2 Storage Tanks
Product Storage Tanks are the most conspicuous sight in the Petroleum Refinery
and Chemical Plants, and usually take up a reasonable portion of the plant area.
These tanks are mostly large cylindrical structures, ranging up to 45m in height
and 90m or more in diameter. They are mainly operated at atmospheric or low
pressure and ambient temperature or above. In some cases, Liquids are stored
in the tanks at temperatures as low as - 50 degree Celsius or below, and this
type of storage is referred to as cryogenic storage.
In the construction of Product Storage Tanks, because of the large size involved,
the Tanks are mostly built at site on previously prepared foundations, with some

fitted with heating apparatus. The purpose of the heating apparatus is to prevent
stored liquids such as waxy crude oil; caustic soda; Heavy fuel oil; pitch or
sulphur; etc from turning solid or thickening, by continuous heating of the tanks to
specified temperatures.
Product Storage Tanks are usually designed to International Standard, API 650.
Tank Selection
Product storage tanks are usually built in two styles, namely:
Floating Roof Tanks:
The Roof floats on top the liquid, rising and falling with the liquid level
Cone Roof Tank:
The Roof in the form of a cone is permanently fixed to the top of the tank shell
In Tank selection for liquid storage, the vapour pressure of the liquid to be stored
determines the style of tank to be used, while the soil conditions and cost of land
determines the tank dimensions.
For the storage of liquid with vapour pressure of between 0.75 psi (78mmHg) and
11.5 psi (572mmHg) at ambient temperature (volatile liquids such as gasoline
(petrol), the tank style to be selected shall be the Floating Roof Tank type. It
reduces evaporation loss by reducing vapour space, greatly increases safety
from fire and minimizes air pollution.
For Lower vapour pressure products such as Kerosene, the tank style to be
selected shall be Fixed Roof Tank type. For higher vapour pressure products,
Pressure Vessels such as spheres or bullets shall be used.
For poor soil, tanks with low shell height, and larger diameters are usually more
economical than high shell tanks with smaller diameters. The reason being that
the larger the shell, the greater the head pressure on the soil. If the head
pressure becomes greater than the soil allowable bearing pressure, pile
supported foundations will be necessary, which is expensive.

Tank Materials
Metallic Materials
Tank materials for hydrocarbon services are divided into three basic types:
a) Intermediate strength steel, such as
A285 grade C for general service
A516 for atmospheric and low temperature.
A515 for intermediate and higher temperature service.
b) Higher yield strength steels for larger and taller tanks, so as to keep shell
thickness to minimum.
c) Low temperature steel for pressure containing tanks
A537
Water Tanks are usually low-grade steel (A283-C).
Non-Metallic Materials
Older non-metallic tanks were customarily constructed from wood. Plastic
materials have now replaced wood, and they have the advantage of being non-
corroding, durable, low cost, and light weight.
Plastic materials such as polyvinyl chloride, polyethylene, polypropylene, and
fibreglass-reinforced polyesters (FRP) are the commonly used non-metallic
materials for tank construction. The temperature limits of plastic tanks are 5
degree Celsius to 65 degree Celsius and colour must be added to the outer liner
for protection against Ultraviolet radiation. While the inner liner must be
compatible with the chemical or product stored.
Protective Catalyst
Internal:
Internal coatings are used primarily to protect the inside of the tank against
corrosion, while also protecting the stored contents from contamination.
Many types of internal coatings are available; however, only few are described
below.
Coal Tar: This is among the oldest and most reliable coatings. Extremely
low permeability; protect surfaces by mechanical exclusions of moisture and

air, extremely water-resistant; good resistance to weak mineral acids,
alkalis, salts, brine solutions, and other aggressive chemicals.
Epoxy Resin Coating: This has excellent adhesive, toughness, abrasion
resistance, flexibility, durability, and good chemical and moisture resistance.
It is used for lining of some crude tanks, floating roof tanks, drilling mud
tanks, sour water, treated water and pipelines.
Rubber Lining: It is used as internal lining for storage tanks which are
subjected to severe service such as elevated temperatures or for protection
for extremely corrosive contents, such as concentrated chlorides and
various acids such as chronic, sulphuric, hydrochloric, and phosphoric.
Galvanized: The use of zinc coating, which is highly resistant to most
types of corrosion, and recommended where oil produced contains sulphur
compounds and (or is associated with hydrogen sulphide gas).
External:
The basic requirements for external coatings are appearance and weather
protections. The coating used is mainly primer, ranging from one-coat primers to
primers with one or more topcoats.
Insulation
Product storage tanks are insulated mainly for personnel protection, process
temperature control, prevention of condensation, and conservation of energy.
The four basic types of thermal insulating materials used are;
a) FIBROUS
b) CELLULAR
c) GRANULAR
d) REFLECTIVE
Personnel Protection
This is accomplished by the application of insulation of insulation of proper
thickness, which limits the surface temperature to 150 degree Fahrenheit or as
specified by applicable codes or company standards.

Condensation
Moisture condensation on a cool surface in contact with warmer humid air must
be prevented because of the deterioration of the insulation. Thus, the insulation
thickness must be sufficient to keep the outside surface of the insulation above
the dew point of the surrounding air, which is accomplished by a vapour tight
membrane properly applied to the insulation as a rule. The insulation thickness
for condensation control is much than that for conservation of energy.
Conservation of energy
Higher heat loss results in high fuel cost. This is to reduce the heat loss from the
surface to 3 to 5 percent or less. The insulating thickness should be properly
determined. This can be better done with the assistance of the manufacturer, and
the method used is based on elementary heat transfer theory and reliable
experimental data.
Storage Tanks Spillage Containments:
In the Refinery and Gas Plant Facilities, most storage systems consist of a Tank
surrounded by a traditional low Bundwall. The Bundwall in the event of tank
failure (that results in the release of liquid to the environment, that may lead to a
possible major health hazard), retain the released liquid within the confined area
for proper recollection / disposal.

5.3 Centrifugal Pumps
Principle of Operation
A pump converts mechanical energy into pressure in a flowing liquid. A
centrifugal pump does this by centrifugal action, in two steps.
(1) A centrifugal pump has two major components: the internal impeller and the
outer casing. The liquid enters the suction of the pump at A. It then flows to B
and outward through the channels of the impeller marked C. As the liquid flows
outward in the impeller, the impeller imparts a very high spinning or tangential
velocity to the liquid.
(2) The liquid then enters the volute of the pump, area D. Here the velocity
energy is converted to pressure.
CENTRIFUGAL PUMPFIGURE 1

Head Produced By a Centrifugal PumpHead is the term used to describe the energy imparted to the liquid. The units of
head are foot-pounds (ft-lb) of force per pound of mass.
Head ft-lb = v²
lb =2g
V = Velocity of Impeller tip, ft/sec
g = gravitational constant, 32.2 ft/sec²
Note that the important velocity is the tangential velocity at the tip of the impeller.
This velocity is proportional to the diameter of the impeller and the rotational
speed. Therefore, the equation for the head can be written in term of pump
characteristics as follows:
Head (ft) = DN²
1840
D = Impeller diameter, inches
N = Pump speed, rpm
The precise units of head are ft-lb (force) per lb (mass). However, it is
conventional practice to cancel the lb units and to speak of head in terms of feet.
The pressure differential produced by a pump is equivalent to a column of the
pumped liquid, where the height of the column is equal to the head produced by
the pump. See Figure 2.
Application of Centrifugal Pumps
Centrifugal pumps are the most commonly used type in the process industries.
They are the first choice because have very few moving parts, are simple to
maintain, and are available for a wide range of flow rates and differential
pressures.
There are a few exceptions where other types of pumps are more appropriate.
These are services with a very high differential pressure, above about 2000 psi;
very high viscosity, above 500cSt; or very low flow rates, below 10 gpm.

However, in most industries, more than 90% of the pump applications will be
covered by centrifugal pumps.
Mechanical Components
Figure 3 illustrates the major components of a centrifugal pump. This is a
diagram of a horizontal single-stage, overhung pump, the most common type.
Horizontal refers to the orientation of the shaft; single-stage means there is one
impeller. Overhung means that the impeller is outside of the two supporting
bearings, not between the bearings.
The shaft runs through the center of the pump and holds the impeller at the left
end. The driver motor is connected to the right end of the shaft through a flexible
coupling. The liquid enters the suction nozzle, passes through the enclosed
sections of the spinning impeller, and exits through the discharge nozzle at the
top of the pump. The right end of the pump is the bearing housing. This housing
contains two sets of ball bearings that support the weight of the shaft. They also
absorb the axial thrust on the shaft.
The casing contains the liquid under pressure. A seal is required where the
rotating shaft enters the casing. This area is call the stuffing box and may contain
rings of packing material. However, most modern pumps have mechanical seals.
Sealing the shaft is very important to prevent leakage of the pumped fluid, which
is frequently hazardous, flammable, or toxic. Therefore, careful attention must be
paid to design, installation, and maintenance of the seals. Many different types
of seals are available for different process conditions.
Heat is generated by friction in seal area of the shaft, and sometimes cooling is
required. A channel called the flushing connection is available for this purpose.
The amount of head that can be generated by a single impeller is limited to a
maximum value. If more head is required, pump designs incorporate two or
more impellers. These may be arranged in a horizontal multistage configuration
or a vertical multistage configuration. These configurations are described later.
Impellers may be open, semi-closed, or closed. These are shown in Figure 4. In
the petroleum and gas process plants, most impellers are closed type. Closed
impellers can generate higher heads at greater efficiencies. Open and semi-

closed impellers are used for liquids that contain solids. They will not clog as
easily as closed impellers.
Basic Types of Impellers
FIGURE 4

Head vs. Flow Characteristic
The process performance of a centrifugal pump is described by a curve called
the head versus flow characteristic. See Figure 5. Centrifugal pumps are
constant-head devices. This means that they provide a nearly constant head, or
pressure differential, even though the flow rate changes. As Figure 5 shows, the
head produced by the pump does increase somewhat as the flow rate decreases
from the design point. Conversely, the head decreases at flow rates above the
design point. However, over normal operating range of the pump, the head is
relatively constant or, as we say, the curve is relatively flat. Normally, the head
developed at zero flow is no more than 110 to 120% of the head at the design
point. This is called the shutoff point, or shutoff head.
Head Vs Flow Characteristic
Figure 5
Note that shutoff means that the flow is shut, for example by closing a valve at
the discharge of the pump. The pump itself continues to rotate and develop
differential pressure. However, a pump should not be operated this way except
for a short period. After a minute or two, the pump will overheat and damage will
occur.

System Resistance
The discussion has centered on the head produced by an operating pump.
Another important concept is system resistance. This is the head required to
move liquid from one point in the process to another.
The total head (or differential pressure) required for a circuit can be divided into
three components: (See Fig. 6, 7 and 8).
Static pressure differential : The difference in pressure between the two
vessels, P2 - P1.
Elevation differential , the head required to lift the liquid from its initial to its
final elevation.
Friction resistance in the flowing system.
Figure 9 shows a typical pump circuit. This circuit contains all three components
of system resistance.
The magnitudes of the three components are illustrated in the lower half of
Figure 9. Notice that pressure differential and elevation are constant values,
independent of the flow rate through the circuit. However, the dynamic friction
resistance depends on the flow. The dynamic friction resistance is proportional
to the square of the flow rate. Thus, at a zero flow rate, the friction resistance is
equal to zero, but its rises exponentially as the flow rate increases.
To understand the dynamics of a pumped circuit, it is sometimes useful to plot
the pump curve and the system curve together. This has been done in Figure
10. The head can be expressed either as feet of fluid or differential pressure
(psi), as long as the units are consistent. At a zero flow rate, the head produced
by the pump is much greater than the head required to overcome the system
resistance. However, as the flow rate increases, the head required increases. At
the same time, the head produced by the pump decreases somewhat. At the
design flow rate, the head produced by the pump is still larger than the head
required. The difference, or excess delta P, is taken up by a control valve.
The curve shows that if the flow rate is increased beyond the design value, the
pressure drop available for the control becomes smaller and smaller. When the

curves meet, the pressure drop available is zero, and the flow rate cannot
increase further.
Conversely, if the flow rate is controlled at a value below design, the control valve
will take a larger pressure drop.
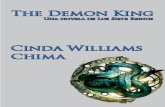
Cavitation
Cavitation occurs when the
NPSH available is less than
that required. The liquid flows
into the pump suction flange
and decreases in pressure due
to friction losses. If pressure is
less than the liquid vapour
pressure, then small bubbles
of vapor form in the suction
passages. As soon as these bubbles reach a higher pressure, they can re-
condense and collapse so quickly that a violent force is imposed on the impeller.
This makes a distinctive noise that sound like the rattling of stones in the pump.
If Cavitation continues, pitting of the impeller can occur. The damage can be
severe.
Cavitation damage is most likely with single-component liquids such as water.
Single-component liquids tend to re-condense very suddenly. Multi-component
liquids re-condense more gradually and therefore cause less damage. However,
even with multi-component liquids, the presence of vapor in the impeller can
decrease the head or flow capacity.
Dissolved Gases
In addition to vaporization of major component of the pumped liquid, dissolved
gases can also vaporize, for example, air in water or nitrogen in hydrocarbons.
As the pressure drops in the suction passages, small bubbles of dissolved gas
can form. However, these gases do not condense and collapse suddenly. They
re-dissolved quite slowly. Because sudden collapse does not occur, the impeller
damage does not occur. Furthermore, since the amount of gas released is small,

the head produced by the pump is usually not affected significantly. Therefore,
when you calculate the vapor pressure of a liquid to be pumped, you can usually
ignore these dissolved components such as air, nitrogen, and hydrogen.
Impeller Diameter Changes
Occasionally, a plant engineer will be called upon specify a change in the
diameter of the impeller of an operating pump. The change may be required to
increase the head available, either to expand the capacity of a plant or to use a
pump in a new service.
Sometimes, the impeller diameter is reduced in order to decrease the head. This
may be done to reduce the power consumption, to avoid overloading the motor,
or to reduce the maximum discharge pressure, to avoid over-pressuring
downstream equipment.
Types of Centrifugal Pumps
Horizontal-Single Stage
The most common type
Used for moderate head, <500ft
End suction top discharge
Vertical In-Line
Supported by piping or small foundation
Motor is supported by pump; piping
forces do not affect alignment
Lower cost, simpler maintenance
Slightly higher NPSHR than horizontal
pump
Horizontal Multistage
Up to 8 impellers for higher head

Vertical Can
Used when low NPSHR is needed
Vertical-Submerged Suction
Like vertical can type, without the can
Used in sumps or shallow wells


5.0 SKILLS AND KNOWLEDGE AQUIRED AS A SIWES
As a student under the SIWES at NETCO, I was exposed to piping
engineering fundamentals, and standard Engineering design practices. I was
also trained on Computer Aided piping Engineering, and many other
relevant subjects. The projects executed at NETCO ensured that Engineers
worked in teams; hence, I acquired the ability to be a good team player.
5.1 TRAINING RECEIVED: - (Knowledge Acquired).
The formal training received at NETCO was mainly on Computer Aided
Piping Engineering and they are: -
AutoCAD Training,
Piping Engineering Fundamentals training which included: -
Introduction to Plant design and modeling software; PDMS
Process Flow Diagram (PFD) development,
Data sheet preparation,
AUTOCAD SOFTWARE
This is a computer aided design (cad) program used by just about every
engineering and design office in the world. Although there are alternative
CAD packages, AUTOCAD is by far the most widely used system. There

have been several versions of AUTOCAD over the years with each new
version introducing new and more powerful features than its predecessor.
The latest version of AUTOCAD is AUTOCAD 2008. Accurate scale
drawing can be created and published using AutoCAD’s powerful feature.
It is specifically used by piping engineers to draw piping arrangements such
as pipe racks and piping instrumentation diagram (P & ID’s). Figure 3 below
is an example of a simple P & ID.

Figure 3
The AutoCAD design package is general-purpose software, the speed and
ease at which a drawing can be prepared and modified using a computer
offers a phenomenal advantage over hand preparation. If a drawing can be
prepared by hand, it can be prepared using this software. AutoCAD provides
a set of entities used in constructing a drawing, entities such as a line, circle,
arc, etc. The effect of every change appears immediately, thus enabling the
designer to take immediate decisions concerning size and taste of the design.

In AUTOCAD, it is mandatory to create a working space before the
commencement of any drawing and ensuring that the work is saved before
closure of the window. Work on drawing is always done on a layer; it may
be the default layer or a layer created by the user. Each layer has an
associated colour and line type. If a certain layer is switched off then the
object on that layer are no more visible. A layer for each conceptual
grouping may be created and named colours, line-types may be assigned to
those layers. In organizing a layer scheme, layer names should be carefully
chosen. When a drawing is started, AUTOCAD creates a special layer
named zero. By default, the layer is assigned the colour number seven and
the continuous line-type. Layer 0 cannot be deleted. Each new layer is
numbered sequentially. Each layer can be renamed. The use of layers and
colours make the drawing visible.
Other AutoCAD functions allow modifications of the drawing in a variety of
ways e.g. erasing or moving object, copying , trimming, inserting break,
exploding, stretching, scaling, extending, rotating, offsetting, mirroring and
adding an attribute to a drawing.
The importance of this software can be more appreciated in that it saves time
and cost in the production of drawings by providing the engineer with tools
to work with, thus ensuring a more professional and accurate output.

5.1.2 MICROSOFT EXCEL
Microsoft excel is a very sophisticated electronic spread sheet. A
spreadsheet is made up of columns, rows that allow you to look at numeric
data in various ways to enhance the meaning of the numbers. Excel allows
you to modify the appearance of a worksheet by adding borders, shading or
patterns to various cells (areas), along with various other formatting features
to assist in getting your message across. Excel provides three principal types
of modeling tools: worksheets, charts and databases. Worksheets store
numeric data along with the related calculations involving that data, and the
descriptive text to explain the numbers. Charts graphically represent the data
contained in a worksheet. Databases are electronic filling systems through
which information can be sorted, extracted and manipulated according to
specific needs.
Microsoft Excel is extensively used in all the fields of engineering, the
basic uses of excel in piping engineering are as follows:
Entering text and numbers.
Formatting text and performing mathematical calculations.
Creating charts.

5.1.2.1 ENTERING TEXT AND NUMBERS: This involves moving
around the excel sheet, selecting cells, entering data, editing cell, changing a
cell entry, deleting a cell entry.
5.1.2.2 FORMATTING TEXT AND PERFORMING MATHEMATICAL
CALCULATION: This involves choosing a default font, cell alignment,
changing a single column width, moving to a new worksheet, automatic
calculation, cell addressing, deleting rows, deleting columns, merging
cells ,creating borders, reference operators, typing functions, calculating
average, calculating minimum, calculating maximum, etc.
5.1.2.3 CREATING CHARTS: This involves the creation of column
charts, changing of the size of the chart, changing of the positions of the
chart, and modification the chart. It can also be used in plotting an x-y graph,
histogram and bar chart.

5.2 SKILLS ACQUIRED
By virtue of the knowledge received and exposure, the following skills were
acquired from the SIWES workplace (i.e. NETCO);
Considerable proficiency in the use of AutoCAD. Figure 4 shows a
designed flare gas scrubber drafted by me using AutoCAD, while
figure5 shows the pipe support bases and figure 6 shows a piping GA
and its end views, figure 7 shows a pipe rack.
Ability to work efficiently in a team, and to communicate effectively
with others.
Good work ethics.

CHAPTER SIX
CONCLUSION AND RECOMMENDATION
6.1 CONCLUSION
The SIWES (Industrial Training) being reported was undertaken at the
National Engineering and Technical Company Limited (NETCO) from June
2nd to December 2nd 2008.
The SIWES has positively contributed to my development as a future
Mechanical Engineer. At my SIWES workplace (i.e. NETCO), I was able to
reconcile the theoretical principles learnt in school with real Mechanical
engineering design practice. I also learnt various software applications
relating to my discipline such as AutoCAD, MS Excel, MS Office, etc.
Furthermore, I received introductory training on AutoCAD, Datasheet
preparation, etc. SIWES gave me the opportunity to learn about work ethics,
good interpersonal and communication skills. I also learnt principles not
directly related to my discipline such as financial and time management
because once a schedule is set, it has to be met.
6.2 RECOMMENDATION

With the aims behind the introduction of this scheme, it is rather imperative
that everything should be done in order to achieve the noble objectives of the
scheme.
Therefore it is recommended that;
SIWES workplaces should be adequately informed on the benefits of
the SIWES by the Industrial Training Fund (ITF) officials.
The Government should make it compulsory for Organizations and
Companies (prospective SIWES workplaces) to contribute in the
training of the SIWES by employing students for the scheme.
The Institution supervisors should be adequately funded so that they
can visit students in their respective SIWES workplaces.
REFERENCES

1. Carl Branam, (1999) Rules of Thumb for Chemical Engineers, 3rd
edition, Houston Texas, Gulf Publishing Company, Pp 1-38.
2. Robert, M.T (1989) AutoCAD Desktop Companion, Sybex/Tech
Asian Editions, Singapore, Tech Publication, Pp 5-7.
3. Engineering Data Book, (1998), Vol. I & II eleventh Edition, Tulsa
Oklahoma, Published by Gas Processors Suppliers Association,
Section 1 - 26.
4. Lieberman, N. P. and Lieberman, E. T. (2003) Working Guide to
Process Equipment, 2nd Edition, New York, Mc Graw Hill
Publication, Pp 408 - 414.
5. Ken, A. and Maurice, S. (1988) Surface Productions, Vol. I, Second
Edition, Houston Texas, Gulf Publishing Company, Pp 1- 100
6. Specification for Oil and Gas Separators, API Specification 12J
(SREC 12J) (1989) 7th Edition, American Petroleum Institute,
Production Department, C - 10 to C - 12.

APPENDIX
SPDC LEGEND SHEET EGGS II
EGG2-DW-PR-002-A4 Process Engineering Flow
Scheme.
EGG2-DW-PR-0003-A4 Process Engineering Flow
Scheme-Gbaran Pig launcher.
EGG2-DW-PR-0004-A4 Process Engineering Flow
Scheme-Soku Pig Receiver.
EGG2-DW-PR-0005-A4 Process Engineering Flow
Scheme-EGGS2 Pressure
Protection Station (Soku).