Acoustique Technique 58
65
PUBLICATION Centre d’Information et de Documentation sur le Bruit Avec le concours de la Société Française d’Acoustique DOSSIER SPÉCIAL : « VIBRATIONS - PARTIE 2 » Aux origines de l’acoustique physique F. Baskevitch Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations. Partie 2 B. Duperray Les vibrations au service de la maintenance conditionnelle des machines tournantes P. Labeyrie & J. Dumas Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante D. Rémond & L. Renaudin Le découplage de structures à l’aide d’isolateurs passifs M. Pompéi Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras J.P. Galmiche Predicting the adverse health effects to long term whole-body vibration exposure H. Ayari, M. Thomas, S. Doré, R. Taiar & J.P. Dron Apport de la formulation temporelle dans l’analyse de voies de transfert F. Perrin, B. Ingmar Pascher, & C. Carsten Zerbs TRIMESTRIEL D’INFORMATION DES PROFESSIONNELS DE L’ACOUSTIQUE NUMERO 58 2009 NUMÉRO 58
-
Upload
totorino38 -
Category
Documents
-
view
65 -
download
2
Transcript of Acoustique Technique 58

P U B L I C A T I O N
Centre d’Informationet de Documentation sur le Bruit
Avec le concours de la Société Françaised’Acoustique
DOSSIER SPÉCIAL : « VIBRATIONS - PARTIE 2 »
Aux origines de l’acoustique physique
F. Baskevitch
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations. Partie 2
B. Duperray
Les vibrations au service de la maintenance conditionnelle des machines tournantes
P. Labeyrie & J. Dumas
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
D. Rémond & L. Renaudin
Le découplage de structures à l’aide d’isolateurs passifs
M. Pompéi
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
J.P. Galmiche
Predicting the adverse health effects to long term whole-body vibration exposure
H. Ayari, M. Thomas, S. Doré, R. Taiar & J.P. Dron
Apport de la formulation temporelle dans l’analyse de voies de transfert
F. Perrin, B. Ingmar Pascher, & C. Carsten Zerbs
TRIMESTRIEL D’INFORMATION DES PROFESSIONNELS DE L’ACOUSTIQUE
NU
ME
RO
58
2009 NUMÉRO 58

N U M E R O
4e T
RIM
ES
TR
E 2
00
9LA PAROLE EST À …
Aux origines de l’acoustique physique
François Baskevitch 2
DOSSIER : SPécIAL « VIBRATIONS - PARTIE 2 »
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations. Partie 2
Bernard Duperray 4
Les vibrations au service de la maintenance conditionnelle des machines tournantes
Patrick Labeyrie & Jacky Dumas 10
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
Didier Rémond & Laurence Renaudin 18
Le découplage de structures à l’aide d’isolateurs passifs
M. Pompéi 26
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
Jean-Pierre Galmiche 39
Predicting the adverse health effects to long term whole-body vibration exposure
Ayari H., Thomas M., Doré S.,
Taiar R. & Dron J.P. 46
APPROfONDISSONS
Apport de la formulation temporelle dans l’analyse de voies de transfert
Florent Perrin, B. Ingmar Pascher, C. Carsten Zerbs 55
AcTUALITéS Généralités 63
En bref 65
Notes de lecture 66
Carnet 66
Directeur de la publication : Dominique Bidou
Rédaction : Brigitte Quetglas
Comité de rédaction : Patrick Cellard, Alice Lambert, Jacky Dumas, Bernard Favre, Philippe Guignouard, Jean Kergomard, Jacques Lambert, Catherine Lavandier, Pascal Millot, Jean Tourret.
Conception : Atypik Design
Mise en page : Atelier Olga Debonnet
Contact : Acoustique & Techniques,12/14, rue Jules Bourdais, 75017 PARISTél. : 01 47 64 64 61Fax : 01 47 64 64 63
ISSN : 1263 - 8072
58

2
historien des sciences est souvent conduit à bouscu-ler un certain nombre de mythes et de légendes. L’Histoire ne se fonde pas sur les histoires, mais sur les traces et sur les textes. Or, les historiens ne disposent que d’une infime partie des textes produits dans l’Antiquité. L’élimination de nombreux auteurs en raison de leur rejet par les différentes idéologies successives, aggrave cette pénurie. Platon, et surtout son disciple (pourtant fort différent) Aristote béné-ficient, à des époques différentes, de la faveur de deux religions dominantes. Les savants arabo-musulmans du IXe au XVe siècle préservent les textes d’Aristote et les transmettent, via l’Andalousie, aux universités occiden-tales en pleine gestation, vers le XIIIe siècle. L’Eglise est alors à la recherche d’un « système scientifique » cohé-rent et compatible avec le dogme. Moyennant quelques adaptations effectuées notamment par Thomas d’Aquin, la science aristotélicienne convient et les Scolastiques l’en-seignent jusqu’au XVIIe siècle. Les pensées scientifiques alternatives, comme l’atomisme d’Epicure ou la science stoïcienne, sont ignorées. Par ailleurs, les textes disponi-bles sont souvent des copies successives de traductions multiples, et les erreurs sont fréquentes. Il n’est pas rare de lire que les Grecs ont découvert la nature ondulatoire du son, ce qui est faux, les notions même de vibration et de fréquence leur étant inconnues1. Il convient donc d’être très prudent lorsqu’on pratique excessivement la vénéra-tion pour les Anciens.
Les connaissances des Anciens en acoustique sont inéga-les. Environ 600 avant notre ère, les pythagoriciens élabo-rent de façon mathématique un système d’intervalles musicaux à l’origine de la théorie musicale en Occident. En revanche, les savants grecs écrivent peu sur la nature physique du son. Platon, dont on dispose d’un grand nombre de textes, évoque le sujet dans le Timée : « D’une manière générale, nous pouvons définir le son comme un coup donné par l’air à travers les oreilles au cerveau et au sang et arrivant jusqu’à l’âme. Le mouvement qui s’ensuit, lequel commence à la tête et se termine dans la région du foie, est l’ouïe. Ce mouvement est-il rapide, le son est aigu; s’il est plus lent, le son est plus grave ».
1- Par exemple, le terme grec tremos, dont la traduction latine est tremor, signifie “tremblement”, mais on le traduit fréquemment par “vibration” ce qui est inexact. L’emploi par les Anciens de tremare, “trembler”, lorsqu’ils parlent du son, exprime seulement la perception tactile du corps sonore qui tremble, lorsqu’ils parlent du son, exprime seulement la perception tactile du corps sonore qui tremble, mais pas du tout la nature ondulatoire de la propagation du son.
Depuis longtemps, et encore pour quelques siècles, on associe le son à un choc et à un mouvement dont la « rapi-dité » détermine la hauteur. Jusqu’au XVIIe siècle, la vitesse du son, variable ou non selon la hauteur, pose problème, de même que la nature du mouvement : Y a-t-il transport de matière lors de la propagation d’un son ? - Les épicuriens, que l’on connaît peu et mal, affirment (leur théorie de la matière est atomiste), que le son est un flux de corpuscules. - Les Stoïciens, dont on dispose de peu de textes, seraient les premiers à évoquer les « cercles qui se forment dans l’eau après qu’on y a jeté une pierre ».
Le mouvement est une notion importante chez Aristote. Il le définit comme une transition, une combinaison, ou une coexistence momentanée « de l’être en puissance et de l’être en acte ». Le mouvement (kinesis) est une trans-formation qu’Aristote classe en quatre sortes, selon le genre auquel elle s’applique : la substance, la qualité, la quantité et le lieu. La transformation de substance (la « génération et la corrup-tion ») et celle de la quantité (accroissement et diminution) concernent la nature de la matière. La transformation de la qualité (alloiôsis) concerne les quatre éléments (terre, eau, air, feu) constituant la matière selon leurs qualités (terre = froid et sec, eau = froid et humide, air = chaud et humide et feu = chaud et sec). Enfin, la transforma-tion selon le lieu, c’est ce qu’on appelle le « mouvement local » (phora) ou déplacement de matière. Il n’y a pas de place pour le mouvement sans transport de matière comme celui de la propagation du son. Dès lors, privé de déplacement, le son est instantané. Le délai entre le coup donné à distance par le bûcheron et la perception du son est alors attribué à une moindre sensibilité de l’ouïe sur la vue. Les Anciens évoquent la nature physique du son à l’occasion de l’étude des sensations.
Aristote parle du son dans le Traité de l’âme, texte abon-damment commenté par les Scolastiques qui étudie les fonctions intellectuelles, et notamment la perception. Il y affirme que « la production du son est toujours celle de quelque chose par rapport à quelque chose, et dans quel-que chose, car c’est un choc qui est la cause productrice du son ». L’introduction du milieu de propagation, l’air, bien entendu, mais également l’eau, est nouvelle. Aristote écrit que « l’air est bien la cause efficiente de l’audition,
Aux origines de l’acoustique physique : la science d’AristoteFrançois Baskevitch, docteur en Histoire des sciences, spécialisé en Histoire de l’Acoustique physique
L’

3
quand il est mû comme une masse continue et une », puis précise : « Est donc sonore le corps capable de mettre en mouvement une masse d’air, laquelle est une par conti-nuité jusqu’à l’organe de l’ouïe. Il existe une masse d’air qui est dans une union naturelle avec l’organe de l’ouïe ». cette notion d’unité et de continuité de l’air sonore s’op-pose à la faculté d’émiettement et de dispersion de l’air au repos. c’est un peu confus, et la tâche de l’historien est rendue difficile en raison du grand nombre de traduc-tions successives sur un sujet qui a finalement assez peu attiré l’attention des philosophes.
Un autre texte traitant de la physique des sons a long-temps été attribué à Aristote, mais on sait à présent qu’il est plus tardif et probablement de son disciple Straton, il s’agit du De audibilibus (en grec, Peri acoustôn). L’auteur introduit la notion de discontinuité de l’air, composé de « parties ». Dans l’incapacité de représenter correctement les mouvements de l’air sonore selon Aristote, Straton invoque les chocs, non seulement lors de la production des sons, mais également lors de la propagation. Dans le De audibilibus, le mouvement du son est considéré comme une succession de chocs affectant des tranches d’air conjointes, séparés par des intervalles trop brefs pour être perçus. La hauteur du son correspond alors au nombre de ces chocs, et la tentation est grande de faire d’Aristote l’inventeur de la notion de vibration. En réalité, la théorie de l’auteur du De audibilibus, si elle constitue une esquisse de la théorie ondulatoire, évoque la propa-gation de chocs successifs, et non de la propagation immatérielle d’une perturbation. cette distinction est déli-cate mais essentielle, car la théorie des chocs succes-sifs de parties d’air fait obstacle à une compréhension du phénomène de propagation des ondes, encore de nos jours chez les non physiciens. Les conséquences de cette mauvaise interprétation sont nombreuses, notamment sur la vitesse de propagation constante et sur la faculté des sons à ne pas être altérés lors de croisements. cette représentation approximative est également à l’origine de la notion impropre de « rayons sonores » qui induit l’idée d’un comportement strictement géométrique de la propagation du son selon des trajectoires, en particulier quand on parle des réflexions et de l’écho.
La représentation du son analogue aux ronds dans l’eau nous vient également de l’Antiquité, peut-être dans un traité de physique disparu de chrysippe (IIIe s. av. J.-c.), et plus sûrement dans le Traité d’architecture de Vitruve (Ier siècle). cette représentation, pédagogique mais insuffisante, illustre sans l’expliquer la faculté de super-position et la diffusion circulaire. Son inadaptation à la propagation des sons est révélée vers 1670 par un savant jésuite peu connu et disparu prématurément, Ignace-Gaston Pardies (1636-1673). Il élabore une hypo-thèse ondulatoire applicable au son, mais également à la lumière, au magnétisme et à l’électricité, c’est-à-dire aux phénomènes d’action à distance. Pour comprendre réellement ce qu’est la propagation des ondes, il faut attendre 1750. Le passage par les mathématiques est nécessaire, l’analyse remplaçant alors la géométrie, et se réalise lors d’une controverse fructueuse et célèbre sur le mouvement des « cordes vibrantes ». Euler, d’Alem-bert et Daniel Bernoulli y participent, bientôt rejoints par Lagrange, et construisent la théorie des ondes en propo-
sant une solution pour l’équation aux dérivées partielles définissant le mouvement de vibration, c’est-à-dire une somme de fonctions trigonométriques fondatrice des séries de fourier.
L’absence d’un réel enseignement de l’acoustique dans nos écoles depuis une centaine d’années favorise la diffu-sion dans le grand public d’idées approximatives sur la nature réelle du mouvement vibratoire et de la notion d’on-des. L’histoire des représentations du son peut contri-buer, par la reconstruction des différentes théories et de ses nombreux errements, à proposer une approche de l’acoustique rigoureuse sans être académique. c’est l’objet de la série d’articles sur l’Histoire de l’Acoustique physique inaugurée ici.
Conseils de lecture
Aristote, Traité de l’âme, livre II, chapitre 8 (nombreu-ses éditions).Pierre Liénard, Petite histoire de l’acoustique, Paris, Hermes/SfA, 2001.R.B. Lindsay, Acoustics, historical and philosophical devel-opment, DHR, Stroudsburg, 1974.f.V. Hunt, Origins in acoustics, YUP, New Haven, 1978.
Électronicien et acousticien, François Baskevitch a effectué une longue carrière dans le domaine de l’électro-acoustique. Il est ingénieur en télé-communications et traitement du signal audio, et docteur en histoire des sciences, spécialisé en histoire de l’acoustique physique. Il est membre de la Société Française d’Acoustique (SFA) et de la Société Française d’Histoire des Sciences et des Techniques (SFHST).
Contact : [email protected]

4
Principes de réduction des nuisances vibroacoustiques
Après avoir fait connaissance, dans le numéro 57 de la revue Acoustique & Techniques, avec les principales familles de matériaux et l’apport des vibrations pour les caractériser, nous allons nous intéresser dans ce chapitre aux applications des matériaux pour réduire les nuisances vibroacoustiques inhérentes au monde indus-triel, donc à l’amélioration de notre confort qui rejoint le design sonore. Notons que cette démarche contribue aussi à l’amélioration de la durabilité des structures et des machines (amélioration de la durée de vie par limi-tation des contraintes de fatigue).
La figure 1 synthétise, pour une application automobile, les principales méthodes de réduction des vibrations et des bruits depuis les techniques standards jusqu’aux techniques hybrides ou actives en passant par les tech-niques passives.
Dans la suite de l’exposé, nous nous focaliserons sur les techniques passives qui permettront d’illustrer la mise en œuvre des caractérisations développées dans le précé-dent chapitre.
Le mécanisme générateur de vibrations se présente comme une fonction quelconque du temps et est en géné-ral représenté selon ses composantes spectrales grâce à
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations. Partie 2
Bernard Duperray01dB-MetravibDépartement DMA200, chemin des ormeaux69760 LimonestE-mail : [email protected]
Fig.1 : Principales techniques de réduction des vibrations et des bruits – Exemple d’application automobile

5
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations.
la transformée de fourier. La réponse de la structure est représentée sur la base de ses modes propres. Très sché-matiquement nous pouvons réduire la sollicitation à une infi-nité de «forces généralisées» qui excitent une infinité de «résonateurs» constitués d’une masse Mi, d’une raideur Ki et d’un amortissement ηi, figure 2. Il ne reste qu’à connaî-tre la réponse de la série discrète de résonateurs pour connaître celle de la structure. La figure 3 montre que lors-que la fréquence de sollicitation est égale à la fréquence propre du résonateur, il y a alors résonance et l’amplitude de vibration n’est plus contrôlée que par l’amortissement (amortissement nul égale réponse infinie).
Fig. 2 : Réponse d’un résonateur avec et sans amortissement
Fig. 3 : Réponse d’une structure – Principe
cette représentation permet de comprendre le rôle de chaque paramètre dans la réponse d’une structure à une sollicitation, qu’il s’agisse d’un spectre de raies ou de raies isolées.
De même, on conçoit que le bruit rayonné par la struc-ture sera d’autant plus intense que l’amplitude de vibra-tion sera plus grande.L’amortissement apparaît donc comme une des techni-ques permettant d’améliorer le confort acoustique et de même la durabilité des structures par la réduction des niveaux vibratoires.Un raisonnement identique peut être déroulé pour les écrans acoustiques. Les phénomènes physiques qui régissent la transmissibilité sont fonction du domaine de fréquence. Des comportements en raideur, puis en masse et enfin modaux apparaissent successivement lorsque la fréquence croit (voir figure 4).Les lois de raideur et de masse sont insensibles à l’amor-tissement. Par contre dans le domaine modal, l’amortis-sement jouera un rôle identique à celui décrit pour les structures.
Fig. 4 : Atténuation introduite par un panneau excité acoustiquement sous incidence normale
Si l’on revient aux différentes techniques de réduction des vibrations par des méthodes passives, on peut identifier trois principes de réduction passive d’énergie :- l’absorption,- l’isolation,- la dissipation.
L’absorption est réalisée par des dispositifs à 1ddl ou plusieurs ddl positionnés sur la structure, ils sont accor-dés à une fréquence et permettent donc de traiter une raie, une résonance. Il s’agit, par exemple, d’absorbeurs dynamiques. Il s’agit d’adjoindre un résonateur accordé à la fréquence de résonance que l’on veut étouffer. Nous ne rentrerons pas dans le détail du dimensionnement d’un absorbeur dynamique, toutefois il est à noter que cette technique, si elle permet d’étouffer la raie gênante, fait apparaître deux raies symétriques de part et d’autre de la fréquence de résonance initiale (l’absorbeur dynami-que ajoute 1ddl à la structure). Le fait d’amortir le dispo-sitif permet alors de réduire le développement des modes latéraux au détriment de son efficacité à la résonance.

6
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations.
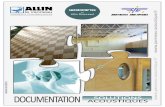
On peut montrer que l’optimum au niveau du dimension-nement conduit à une masse de l’absorbeur égale à 20% (compromis entre efficacité et masse ajoutée) de la masse modale et un amortissement de 10% à 20%. La figure 5 illustre l’effet d’un absorbeur dynamique optimisé sur la première fréquence de résonance d’une poutre cantilever. Le dispositif est accordé et reste d’autant moins efficace sur les modes d’ordres supérieurs.
Fig. 5 : Réponse d’un absorbeur dynamique pour différentes valeurs du rapport de masse µ et d’amortissement
On peut trouver de nombreuses applications de ces dispositifs :- les «dampers» montés en extrémité de vilebrequin pour limiter l’acyclisme des moteurs diesel,- les absorbeurs utilisés en génie civil pour atténuer les vibrations de tours sous l’action du vent ou des ponts sous l’action de la circulation,- montés sur les roues des véhicules ferroviaires pour limi-ter le bruit de crissement (figure 6a),- ou sur des rails de manière à combattre l’usure ondula-toire (figure 6b).
Fig. 6 : Absorbeurs dynamiques amortis : a- montés sur roue ; b - montés sur rail
L’isolation est réalisée en insérant des dispositifs élastiques entre le générateur et la structure ce qui a pour but de limi-ter le transfert par voie solidienne. L’insertion d’une raideur K entre la source et la structure à protéger permet, au-delà d’une fréquence ƒ égale à ƒ0 d’avoir un rapport de trans-missibilité inférieur à 1. Par contre, pour des fréquences infé-rieures, il y a amplification avec un maximum à ƒ0. ce phéno-mène peut être gênant dans les phases de démarrage de machines où la vitesse passe de 0 à la valeur nominale non
instantanément et un risque d’accrochage est alors possi-ble au franchissement de ƒ0. Là encore l’amortissement permet de réduire la surtension sans avoir d’impact sur la fonction de filtrage (vrai pour un matériau hystérétique mais faux pour un amortisseur visqueux). Toutefois il ne faut pas utiliser des matériaux très amortissants. En effet, le dépla-cement relatif entre la machine et la structure augmente dans la zone de résonance, passe par un maximum à la résonance et décroît rapidement au-delà. Si le matériau est fortement amortissant, un taux de déformation trop impor-tant peut entraîner un phénomène d’auto-échauffement qui va se traduire par une diminution du module d’Young et donc de la fréquence de résonance. Pour une sollicitation à accé-lération constante, l’amplitude de vibration augmente et l’on peut atteindre un régime auto-entretenu conduisant à la ruine de la suspension. c’est la raison pour laquelle les amortisse-ments des gommes utilisées pour la réalisation des suspen-sions ne dépassent pas 10% à 15%. Pour les élastomères, le phénomène est plus complexe dans le sens où le maté-riau présente un comportement non linéaire avec le taux de déformation, comme nous l’avons montré dans l’article paru dans le numéro 57 d’Acoustique & Techniques Spécial Vibrations Partie 1.ces dispositifs se trouvent aujourd’hui très répandus, l’auto-mobile étant un des exemples (suspension du moteur et des accessoires) les plus connus. Nous nous attarderons ici sur une application moins répan-due : le filtrage des micro-vibrations générées par les roues d’inertie des satellites d’observation. ces dispositifs qui permettent l’orientation précise du satellite génèrent des micro-vibrations qui peuvent introduire un flou d’image. Pour pallier cet inconvénient, l’équipement optique à proté-ger est monté sur trois suspensions en silicone, fixées sur la plateforme METOP. Le design d’une telle suspen-sion concerne le choix et la caractérisation du matériau (figure 7a), le dimensionnement de la suspension à l’aide des Ef (figure 7b), la réalisation (figure 7c) et la qualifica-tion des dispositifs (figure 7d).
Fig. 7a : Caractérisation des plots Silicone - DMA 01dB-Metravib
Les matériaux ont été qualifiés en ambiance spatiale (déga-zage, inflammabilité, toxicité) et ont fait l’objet d’une collabo-ration avec la société LORD. Les suspensions sont bridées au

7
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations.
lancement et relâchées en orbite. La fréquence de suspension est calée autour de 20 Hz et le filtrage est voisin de 40 dB par décade. La plage de température en fonctionnement va de 0°c à 35°c et le taux d’amortissement est égal à 10%.
La dissipation contrairement aux autres techniques passives est large bande. Elle fait appel à des techniques de revêtement viscoélastique simples ou contraints sur les structures. Elle est mise en œuvre depuis plus de 40 ans et n’a pas eu l’essor qu’on pouvait lui prévoir dans les années 70. Des techniques hybrides (passif + actif) ou purement actives tentent de prendre le relai comme nous le verrons en synthèse.
Pour augmenter l’amortissement des structures mécani-ques, deux techniques passives complémentaires sont disponibles.
Le revêtement simple
Dans cette technique, on vient coller une feuille de maté-riaux viscoélastiques sur la surface dans les zones où l’éner-gie de déformation est maximale. Sous une déformation de flexion de la structure de base, le matériau viscoélastique est sollicité en traction-compression. comme nous l’avons souligné dans le précédent numéro pour obtenir un amor-tissement composite important, il faut que le contraste de rigidité à la flexion des deux couches soit le plus faible possible. Il s’agit donc d’utiliser des matériaux viscoélas-tiques ayant un module d’Young élevé. Malheureusement ces matériaux présentent un faible amortissement, ce qui conduit à des performances d’amortissement composite modestes, au maximum de l’ordre de 10%. Même en appa-rence modeste, cette performance est appréciable dans certaines situations (plaques de faible épaisseur ayant des amortissements de l’ordre de 1%). De plus, la mise en œuvre est simple et la masse ajoutée faible.
Le revêtement contraint
Dans ce cas, le matériau viscoélastique est pris en sand-wich entre la structure de base et une contre-plaque. Dans ces conditions l’âme viscoélastique du sandwich subit une déformation de cisaillement spatialement non uniforme. L’optimisation de cette technique conduit à choisir des matériaux viscoélastiques de faible module de cisaillement et de fort amortissement. cette famille de matériaux est beaucoup plus riche que la précédente. L’optimum d’amor-tissement composite est atteint pour des valeurs déter-minées de la rigidité à la flexion dynamique (rigidité à la flexion composite comprise entre la rigidité à la flexion dynamique d’une structure homogène d’épaisseur égale à l’épaisseur du composite, et la rigidité à la flexion des deux structures sans couplage mécanique par le maté-riau viscoélastique). Les performances d’amortissement composite sont très supérieures à celles du cas précé-dent, mais présentent l’inconvénient d’une masse ajoutée plus importante. Pour pallier cet inconvénient, des stra-tégies de prise en compte de ce traitement dès la phase de conception permettent d’optimiser la masse ajoutée. De plus, une cartographie des déformations élastiques de la structure permet de localiser l’amortissement et parti-cipe ainsi à la réduction de la masse ajoutée.Notons que des méthodes de localisation spatiale du trai-tement ont été développées à l’aide de simulations numé-riques et que l’on voit apparaître aujourd’hui des dispositifs hybrides dans lesquels la contre-plaque est active (piézoé-lectrique) de manière à augmenter le taux de cisaillement du matériau et ainsi augmenter l’amortissement composite.ces techniques présentent toutefois une faiblesse : la température. En effet, nous savons (A&T 57) que les matériaux viscoélastiques fortement amortis présentent des caractéristiques très sensibles à la température. Il en résulte des plages d’efficacités limitées à quelques dizai-nes de degrés (<40°c).
Fig. 7b : Modélisation E.F Fig.7c : Réalisation et tests Fig. 7d : Qualification sur maquette avec dispositif 0g simulant l’ambiance spatiale

8
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations.
Les applications recouvrent un large domaine :- L’électroménager et le mobilier de bureau. Des maté-riaux bitumineux collés sur les parois des lave-vaisselle ou les portes des armoires métalliques contribuent pour le premier à limiter le bruit et pour le second à produire un bruit sourd et plus agréable que le son métallique.- L’automobile. Des matériaux bitumineux sont mis en œuvre au niveau du tablier (rôle d’amortissement et de masse ajoutée - Keller), mais aussi des tôles sandwichs (USILIGHT – ARcELOR). ces dernières sont conçues de manière à supporter l’emboutissage et la soudure par point.- Les sous-marins. La DcN a mené des travaux dans les années 70/80 dans le cadre du programme de discrétion acoustique des sous-marins. Il en est résulté des débou-chés sur l’amortissement des réseaux de tuyauteries, des supportages de machines…- L’industrie aéronautique et spatiale. En aéronautique comme dans le spatial, des amortissements locaux au niveau des tôles minces du fuselage ou des dispositifs d’adaptation entre lanceur et charge utile sont parfois mis en œuvre.- Le transport ferroviaire. Dans les années 80/90, des développements ont abouti à l’amortissement des roues de métro par revêtement contraint pour supprimer le bruit de crissement dans les courbes (figure 8), le traitement comporte une couche de matériau (polyisoprène) de 2mm d’épaisseur directement adhérisée sur une cornière circu-laire. La pièce réalisée aux côtes internes du bandage de la roue (4,5 kg) est mise en place par collage. Les gains observés atteignaient jusqu’à 35 dB (A) et en moyenne 15 dB sur les amplitudes des résonances. ces dispositifs ont été mis en œuvre sur la ligne 13 du métro parisien.
Fig. 8 : Roue de métro amortie (GIE EUROVIB)
Fig. 9 : Amortissement tripode optique
- Les interfaces mécaniques comme un support optique monté sur hélicoptère. Il s’agit d’un tripode en acier réso-nant dans la bande de fréquence utile qui a été amorti par un revêtement contraint à l’aide de contre-plaques en composite de carbone de manière à optimiser le ratio
raideur/poids. Les figures 9 présentent le dimensionnement Eléments finis (Ef) du revêtement et le tripode traité.- Des composants automobiles, comme le système de suspen-sion arrière (brevet PSA et mise en œuvre de matériaux Henkel). Pour réduire le bruit de roulement, un traitement du revêtement contraint avec une mousse thermo expansi-ble a été dimensionné et mis en œuvre (figure 10). Un DMA Metravib a été utilisé pour caractériser la mousse, et une simu-lation Eléments finis (Ef) a permis d’optimiser le dimension-nement et de prédire son efficacité. La solution a permis de réduire significativement le bruit de roulement, de l’ordre de 5 dB sur une bande de fréquence significative (étude Henkel – PSA présentée aux journées cNES –juin 2006).
Fig. 10 : Diminution du bruit de roulement par traitement viscoélastique contraint - Cycle complet
Conclusions
Nous sommes partis des principales familles de matériaux, nous avons passé en revue les techniques de caractéri-sation dynamique et enfin nous nous sommes attachés à identifier les diverses techniques de réduction passives des bruits et des vibrations en donnant quelques applications pour chacune d’elles. La boucle est bouclée (figure 11).
Fig. 11 : Cycle de traitement d’un problème vibroacoustique
Les techniques passives présentent de nombreux avanta-ges, elles sont très bien connues et sont facilement modéli-sables et peuvent donc être introduites au niveau du design. Leur coût n’est en général pas prohibitif, mais ces techni-ques présentent aussi quelques faiblesses. Les dispositifs d’absorption et d’isolation sont accordés à une ou quelques

9
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations.
fréquences et ne sont efficaces que dans une bande étroite autour des fréquences de résonance. Les techniques de dissipations sont plus large bande et permettent de réduire les surtensions sur une large gamme de fréquence. Toutefois ces dispositifs peuvent être pénalisants du point de vue de la masse ajoutée (d’autant plus dans le cas d’une démarche a posteriori) et ont une efficacité limitée en température et en basse fréquence. Notons que la société SMAc propose une gamme de matériaux viscoélastiques sous forme de feuilles seules ou sous forme de composite adhérisé sur un support métallique SMAcTANE (www.smac.fr).
comme nous l’avons signalé figure 1, depuis une vingtaine d’années des techniques de réduction actives des vibrations sont apparues. ces techniques mettent en œuvre des capteurs et des actionneurs et profitent des avancées de la microé-lectronique, du traitement du signal de la science des maté-riaux (par exemple fluides ou solides magnéto rhéologiques, céramiques ou polymères piézoélectriques…) et des straté-gies de contrôle permettant de développer des dispositifs très efficaces. Pour les dispositifs avec contrôle en boucle de réaction (feedback control), la vibration est mesurée et le contrôleur pilote un actionneur qui génère un effort ou un moment venant contrecarrer la vibration à étouffer. Dans le cas d’un contrôle en action directe (feedforward control), la source est mesurée et le contrôleur pilote un actionneur qui va délivrer un effort avec le bon déphasage et l’injecte près de la source. Le point commun de ces deux approches est que l’on injecte de l’énergie pour annuler la vibration indési-rable mais on n’en contrôle pas le flux. En fait, ces techni-ques ne permettent pas d’éliminer complètement le champ vibratoire. Plus récemment des méthodes de confinement de l’énergie (vibration control by confinement of vibration energy) sont apparues. Elles visent à canaliser l’énergie dans des zones où il est plus facile de la traiter. Dans ce cas, on ne parlera plus de contrôle passif ou actif, mais de contrôle proactif (intelligent). cette approche est développée par la société SmartSkin (www.smartskininc.com). Il s’agit donc de combiner des techniques passives et actives et de créer des puits d’énergie. À titre d’exemple, la figure 12 présente l’ «écoulement» forcé de l’énergie d’une zone à une autre par le contrôle en amplitude et en phase d’une matrice d’action-neurs attachés à la plaque.
Fig. 12: Méthode de contrôle de l’écoulement d’énergie (SmartSkin)
Toujours dans le domaine des vibrations, nous pouvons citer la société LORD établie depuis plus de 80 ans aux Etats-Unis et qui, entre autres activités, a proposé des matériaux viscoélastiques plus particulièrement adaptés aux traitements d’amortissement par revêtement simple (PVc chargé de graphite). fin des années 70, ce maté-riau nous a permis de réduire le phénomène POGO sur les lanceurs DIAMANT BP4. Aujourd’hui, LORD propose des dispositifs mécatroniques d’absorption d’énergie sur la base d’actionneur magnéto-rhéologiques. ces fluides ont la propriété de présenter une faible viscosité lorsqu’ils sont au repos et d’atteindre la consistance du «miel» lorsqu’un champ magnétique leur est appliqué. Les principales appli-cations se situent dans le domaine automobile et de la machine outils (figure 13).
Fig. 13 : Amortisseur actif linéaire Rheonetic LORD
Il existe d’autres matériaux adaptatifs comme les céra-miques piézoélectriques ou les matériaux magnétostric-tifs, voire d’autres qui nous échappent encore. ces quel-ques exemples illustrent la part croissante que devrait prendre dans l’avenir les matériaux adaptatifs dont les propriétés sont pilotables par un signal électrique ou un champ magnétique.
Le sujet que nous venons de traiter est vaste et il est clair que nous avons laissé des zones d’ombre volontairement ou involontairement. Il en ressort que la vibration est un outil puissant au service de la caractérisation des maté-riaux, mais qu’elle peut aussi être à l’origine de nuisances que l’on traite par des techniques passives ou actives s’ap-puyant en partie sur les caractéristiques des matériaux, la boucle est rebouclée… Deux aspects que nous n’avons pas traités : la fatigue et la surveillance des structures et des machines. ces thèmes sont aussi intimement liés à la vibration et mériteraient un nouvel article…
Références bibliographiques
[1] Ahid.D.Nashif and David.J.G.Jones, Vibration Damping, John Wiley & Sons 1985
[2] Philip.M.Morse, Vibration and Sound, ASA
[3] Leo.L.Beranek, Noise and Vibration Control engineering, John Wiley & Sons 2006
[4] Cyril M.Harris , Shock & Vibration Handbook, Mc Graw-Hill 1995
[5] Malcolm J.Crocker, Handbook of Noise & Vibration control, John Wiley & Sons 2007
[6] M.J.Ewins, Modal testing theory and practice, Research Studies Press LTD

10
Les vibrations au service de la maintenance conditionnelle des machines tournantes
our rester compétitifs, les industriels sont confrontés généralement à un double défi économique. Premièrement, ils doivent augmenter la flexibilité et la productivité par une disponibilité accrue de leur outil de production et deuxiè-mement ils doivent aussi diminuer les coûts d’entretien et de réparations.Pour cela, les industriels ont recherché des méthodes de maintenance efficaces et performantes permettant sans démontage ou arrêt de fabrication, de prévenir la panne. cette méthode s’appelle la maintenance conditionnelle.La mise en place d’un programme de maintenance condi-tionnelle permettra :
- D’assurer l’intégrité des outils de production et la sécurité des personnes par l’évaluation en temps réel de l’état des machines et par leur arrêt en cas de situations critiques.- D’assurer la disponibilité des machines en éliminant les arrêts imprévus, en optimisant la planification de la maintenance et en augmentant la fiabilité des outils de production.- De diminuer les coûts de maintenance en éliminant des remplacements inutiles, en évitant les dégradations irré-versibles et en optimisant les ressources humaines.Des gains potentiels très importants sont possibles et se résument par la figure suivante :
Patrick LabeyrieJacky Dumas01dB-Metravib200, chemin des ormeaux69760 LimonestTél : 04 72 52 48 00E-mail : [email protected] : [email protected]
RésuméL’analyse vibratoire permet d’apprécier très précisément l’état de santé des machines tournantes. L’utilisation des mesures vibratoires est très utile dans la gestion d’un parc de machines utilisées pour la production. Les gains financiers peuvent alors être très importants dès lors qu’un programme de maintenance en condition opérationnelle utilise des indicateurs métrologiques provenant de traitements de signaux vibratoires. Des techniques de traitements très évoluées autorisent la détection précoce de défauts mécaniques.
AbstractVibration analysis gives accurate information on rotating machines health. Vibration measurements are very useful for production machines management. Very important financial profits can be achieved when a condition monitoring program uses descriptors based on vibration signals processing. Very powerful signal processing techniques allow early mechanical faults detection.
P

11
Les vibrations au service de la maintenance conditionnelle des machines tournantes
Les méthodes de maintenance
La maintenance est définie comme étant « l’ensemble des actions permettant de maintenir ou de rétablir un bien dans un état spécifié ou en mesure d’assurer un service déterminé ». Trois méthodes de maintenance sont utili-sées dans l’industrie :
La maintenance corrective ou maintenance curative cette maintenance est effectuée après défaillance. Elle remet en état, mais ne prévient pas la panne. Généralement, les coûts de ce type de maintenance augmentent de manière très sensible avec l’âge des machines. De plus, la panne, non prévue, se traduit par un arrêt brusque de la production, et donc des pertes d’exploitation. Elle impose un timing non souhaité et peut entraîner également des dégâts annexes.
La maintenance systématique ou maintenance productive c’est une forme de maintenance préventive qui est effec-tuée selon un calendrier prédéterminé en fonction du temps ou du nombre d’unités d’usage (exemple: nombre d’heures de fonctionnement). ce type de maintenance n’évite pas la panne et coûte cher puisque les organes montrant un début d’usure sont jetés alors qu’ils peuvent encore rendre service. De plus, les machines qui sont souvent démontées sont moins fiables du fait des erreurs humaines lors du remontage. cette maintenance montre son intérêt par rapport à la maintenance curative, mais reste d’un coût très élevé quant au stock de pièces de rechange qu’il est nécessaire de gérer.
Fig.1
Fig. 1 : Limites de la maintenance systématique : La périodicité de remplacement est déterminée à partir d’informations statistiques
La maintenance conditionnelle ou maintenance prédictive c’est aussi une autre forme de maintenance préventive, qui optimise les actions d’intervention et de réparation en se basant sur l’analyse de l’évolution dans le temps de paramètres pertinents. Elle comporte trois phases:- La détection du défaut qui se développe: A la mise en route de la machine ou après une réparation, différents paramètres (température, performances, vibrations....) caractérisant son fonctionnement sont enregistrés. ces enregistrements serviront de référence pour suivre par comparaison à intervalles réguliers ou en continu l’évolu-tion de ces paramètres.- L’établissement d’un diagnostic: Dès qu’un défaut est constaté par changement d’un état d’un des paramètres de suivi, il est nécessaire d’établir un diagnostic pour connaî-
tre la gravité du défaut. L’établissement du diagnostic est nécessaire avant la programmation de la réparation.- L’analyse de la tendance: L’analyse de tendance permet-tra d’estimer le temps restant avant une panne et de pouvoir prévoir la réparation. Généralement, quand un défaut est constaté, la surveillance du ou des paramè-tres est renforcée.
Fig.2 Fig. 2 : La maintenance conditionnelle est basée sur l’analyse de l’évolution dans le temps de paramètres significatifs
La maintenance conditionnelle comporte trois approches complémentaires :- La protection se réalise par une mesure en temps réel des paramètres, et évite ainsi des dégâts directs et annexes immédiats si l’un des paramètres dépasse soudainement des seuils programmés. - La surveillance continue ou périodique des paramètres autorise une détection rapide d’évolution anormale et d’an-ticiper des interventions de maintenance.- Le diagnostic permettra aussi une détection rapide du ou des défauts permettant des interventions ciblées dans un timing contrôlé.
L’analyse des vibrations
Toute machine comporte des pièces mécaniques en mouvement qui par les forces internes qu’elles représen-tent engendrent des efforts et des déformations sur sa structure. ces déformations, comme ces efforts, varient au rythme des mouvements et entraînent le déplacement de la surface de la structure autour d’une position d’équili-bre. La vibration ainsi constituée, n’est pas l’image directe des forces internes propres au fonctionnement des machi-nes mais le résultat des efforts sur la structure.Généralement, des accéléromètres dits « industriels » sont utilisés pour capter les vibrations. Ils ont la particula-rité de tenir des environnements industriels sévères (pous-sière, projections d’huile, pollution…). Ils sont placés sur les paliers des arbres tournants ou au plus près quand ces paliers sont difficilement accessibles. Suivant les phéno-mènes suspectés, plusieurs accéléromètres sont utilisés sur une même machine et dans des axes différents (axial, radial horizontal et vertical). Pour les turbomachines équi-pées de paliers lisses, des capteurs à courant de foucault (catégorie des capteurs de déplacement inductif) captent sans contact le déplacement relatif de l’arbre (rotor) dans son palier (stator). Les vibrations peuvent être de trois natures: périodiques (par exemple le déséquilibre d’un rotor se caractérisant par l’apparition d’un balourd à la fréquence de rotation), transi-toires (par exemple, le choc d’un outil de formage de maté-riau) et aléatoires (le bruit de cavitation d’une pompe).

12
Les vibrations au service de la maintenance conditionnelle des machines tournantes
Plusieurs méthodes d’étude des niveaux vibratoires sont possibles:La mesure de niveau global. cette mesure fait abstrac-tion du paramètre fréquentiel des efforts. Elle s’exprime en valeur efficace, crête ou crête à crête. ces valeurs d’am-plitude représentent les ampleurs du déplacement, de la vitesse ou de l’accélération. cette méthode reste approxi-mative car elle ne fait aucune distinction entre les différents organes des machines pouvant provoquer la vibration.
Fig. 3 : Chaîne de mesure et de traitement d’un niveau global
L’analyse spectrale. Les machines tournantes ou cycli-ques possèdent une cinématique complexe donnant des vitesses de rotation de fonctionnement caractéristique de toutes leurs composantes mécaniques. L’analyse spec-trale permet de relier chaque élément du spectre à diffé-rents organes de la machine. Elle donne la répartition des énergies vibratoires en fonction de la fréquence. Elle résulte d’un calcul par transformée de fourier rapide (ffT) dont les avantages et les inconvénients sont bien connus. Enfin, elle facilite la détection des principales anomalies sous trois formes:- Des pics dans le spectre à des fréquences multiples ou sous multiples de la fréquence de rotation (balourd, désali-gnement, jeu, problème d’engrenage, tourbillonnement de film d’huile, excitation hydrodynamique...).- L’apparition de pics dans le spectre à des fréquences non liées à celle de l’arbre tournant étudié (vibration de
machines voisines, vibrations d’origine électrique, réso-nance de structure...).L’apparition créant des modifications des composantes aléatoires du spectre (cavitation, frottements...).
Des méthodes de traitement de signal vibratoire plus évoluées
La surveillance des machines tournantes n’a d’intérêt que si un diagnostic poussé l’accompagne. Hors très souvent, l’analyse spectrale seule ne peut donner un diagnostic très efficace car de nombreux phénomènes mécaniques n’appa-raissent pas de manière aussi évidente que décrit dans le paragraphe précédent. Les différents organes des machi-nes génèrent de nombreux efforts, et il en résulte un spec-tre parfois très dense en information. De plus, la mainte-nance conditionnelle étant basée sur la comparaison des états machines à intervalles réguliers, la surveillance des faibles niveaux vibratoires est aussi importante sinon plus que la surveillance des forts niveaux. également, l’intérêt de la maintenance est de prévenir le plus tôt possible l’in-dustriel de l’apparition d’un défaut. Il faut donc appliquer des méthodes de traitement du signal vibratoire un peu plus évolué que la simple analyse spectrale.
La détection d’enveloppe. cette technique est adap-tée à la recherche de défauts induisant des forces impul-sionnelles comme les écaillages de roulement, de dents d’engrenages, des jeux, etc. ces forces impulsionnelles excitent les modes de résonances de structure. La déter-mination des fréquences de répétition des chocs asso-ciée à la connaissance de la cinématique de la machine permet de localiser, voire de déterminer l’origine exacte du défaut. Les fréquences de résonance peuvent s’étendre suivant les vitesses de rotation des machines de quelques Hertz à plusieurs dizaines de kHz. Une fois la résonance
Fig. 4 : Spectre vibratoire FFT. Les fréquences du spectre sont liées à la cinématique de la machine sous surveillance
ch1 2 3 4 5
10 100 1000 10,000Hz
ch1 (24,81 Hz 0,00279g)g : 2907
Moteur 3000tr440VAc - 70AType 405TS
Moteur 1489 tr/mn = f1
Transmissionpar courroies
Ventilateur1164 tr/mn
1
0,1
0,01
0,001
0,0001

13
Les vibrations au service de la maintenance conditionnelle des machines tournantes
localisée dans un spectre, la technique de démodulation d’enveloppe consiste à filtrer le signal temporel par un filtre passe-bande autour de la fréquence de résonance et à le démoduler en amplitude. Le spectre du signal de modulation ou du signal «enveloppe» permet de retrou-
ver directement les fréquences de répétition des chocs. Pour un roulement en particulier, les fréquences carac-téristiques de la bague interne, de la bague externe, des billes ou rouleaux et de la cage à billes peuvent émerger suivant la position de l’écaillage.
Fig. 5 : Principe de la détection d’enveloppe
Solutions modulaires produits et servicesde maintenance conditionnelle
Contrats de performance LiveProd, offre "tout compris" en loyer mensuel
Expertises et diagnostics Ingénierie et mise en service
Fiabilisez vos machines
Analyse vibratoire Analyse électrique Analyse d’huile Thermographie

14
Les vibrations au service de la maintenance conditionnelle des machines tournantes
L’analyse cepstrale. Le cepstre est la transformée inverse du logarithme du spectre de puissance. Par cette définition, il est possible de faire la distinction entre les forces d’excitation et le comportement de la structure. Il est facile de modifier le cepstre en éliminant certaines composantes et de calculer un nouveau spectre simpli-fié. cette opération s’appelle le «liftrage». Le cepstre permet donc de distinguer dans un spectre toutes les familles de composantes périodiques (harmoniques, bandes latérales...). Le cepstre est utilisé avec succès pour la surveillance de nombreux défauts comme les desserrages, les jeux, les écaillages de roulements et défauts d’engrenages qui se caractérisent par des chocs périodiques. Aussi les défauts de forme ou d’excentri-cité se caractérisant par une modulation d’amplitude ou de fréquence de composantes cinématiques sont facile-ment visibles avec le cepstre. Enfin, les jeux d’accouple-ment, d’usure de clavette, d’écaillage de denture donnent des fluctuations périodiques de couple ou de vitesse de rotation qui sont également repérables par le cepstre. Le cepstre se surveille comme un spectre avec cepen-dant des critères d’interprétation différents qui deman-dent une certaine pratique.
Le facteur de crête et le Kurtosis. cette technique est bien adaptée à la surveillance des défauts indui-sant des forces d’excitation impulsionnelles comme les jeux et les défauts de roulements ou d’engrena-ges. contrairement aux mesures de l’amplitude vibra-toire efficace ou crête, la mesure du facteur de crête ou le calcul du Kurtosis s’attache à la forme temporelle du signal. Le facteur de crête représentant le rapport entre l’amplitude crête du signal et son amplitude effi-
cace, apporte un certain nombre d’informations quant à l’écaillage de roulement ou d’engrenage. cependant son interprétation est difficile car l’évolution du facteur de crête peut être positif dans le cas d’une fissuration par exemple et négatif dans le cas d’une augmentation du nombre de dents d’écaillées. De plus, le facteur de crête est dépendant de la vitesse de rotation. Il sera préférable alors de regarder l’analyse statistique de la distribution d’amplitude du signal vibratoire sur un inter-valle de temps donné. La distribution d’amplitude d’un signal s’exprime par la fonction de densité de probabi-lité qui donne la probabilité pour une amplitude de vibra-tion de se trouver dans une plage de niveau pendant la somme de toutes les fractions correspondantes du temps d’observation. L’interprétation de la distribution des amplitudes se fera de manière plus synthétique par le calcul de moments statistiques tels que l’écart-type (moment d’ordre 2), le skew (moment d’ordre 3) et le Kurtosis (moment d’ordre 4). Le Kurtosis de la distri-bution d’amplitude du signal vibratoire est à la fois un outil de surveillance et de pré-diagnostic en donnant des informations intéressantes sur la nature ou la forme du signal vibratoire. De plus, les techniques de calcul numérique permettent de faire des calculs dans des plages de fréquences différentes avec des temps d’ob-servation différents s’adaptant à la cinématique de la machine. ce découpage fréquentiel permet d’étudier le signal correspondant à un nombre limité de modes de résonance dans le cas de choc générés par des écaillages par exemple. Aussi, l’analyse du Kurtosis en quelques sous-bandes de fréquences est plus facile à observer qu’un spectre ou un cepstre pour une pré-in-vestigation.
Fig. 6 a et b : Spectre vibratoire d’un défaut rotorique sur un moteur asynchrone à cage.
0 0,5 1 1,5 2
1
0,1
0,01
0,001
0,0001
1e005 s
0 49,9375 99,875 149,813 199,75 Hz
1
0,1
0,01
0,001
0,0001
1e005
Spectre effectué sur le spectre du défaut rotorique montrant bien la périodicité des fréquences dans le spectre (∆F=2,3Hz = 1/0,43s)

La démodulation d’amplitude/fréquence/phase. Généralement, l’amplitude et la fréquence de composan-tes vibratoires sinusoïdales induites par un train d’engre-nage, les encoches d’un rotor de moteur électrique ou encore le passage d’ailettes de turbines peuvent varier de manière périodique. ces phénomènes s’appellent modula-tion d’amplitude ou modulation de fréquence. La modula-tion d’amplitude est provoquée par des défauts de forme
(faux ronds, excentricité, déformation...), tandis que la modulation de fréquence est induite par des variations périodiques de vitesse de rotation instantanée, consé-cutives à la présence de jeux angulaires, de torsion d’ar-bres, de fissures, de criques… L’analyse directe du signal vibratoire ou du spectre ne permet pas de dissocier ces deux types de modula-tion et donc les défauts qui les induisent. En effet, les phénomènes de modulation n’affectent pas l’énergie vibratoire du signal.
Les calculs des fonctions de modulation ainsi que l’ana-lyse de la forme de ces fonctions permettent dès lors que les origines cinématiques des composantes modulées (engrènement, accouplement, passage d’ailettes et d’en-coches...) et des fréquences de modulation (fréquence de rotation d’une ligne d’arbre, fréquence de passage de courroies, fréquences de passage de pôles magné-tiques dans un moteur électrique....) sont connues, de localiser et de diagnostiquer l’origine du défaut. Les modulations de fréquence et de phase sont liées entre elles. La fonction de modulation de phase est la primi-tive de la fonction de modulation de fréquence.
L’intérêt des vibrations
La maintenance conditionnelle par l’analyse vibratoire apporte une nouvelle dimension économique à l’industriel qui doit gérer un grand parc de machines ou dont l’outil de produc-tion dépend de machines vitales à surveiller. Les techniques classiques d’analyse vibratoire (mesure du niveau global ou l’analyse spectrale) qui sont les plus régulièrement utilisées,
sont souvent complétées par des techniques de traitement du signal complémentaires pour la recherche de défauts. En effet, l’objectif principal pour l’industriel est de connaître le plus tôt possible l’apparition du ou des défauts de manière à prévoir le démontage et donc l’arrêt de production. Il s’agit alors de découvrir les origines et les raisons de ces défauts pour optimiser le démontage. L’analyse vibratoire est très précoce dans la détection de défauts des machi-nes tournantes. Elle est souvent complétée par l’analyse d’huile (la dégradation des pièces mécaniques pollue les huiles par l’apparition de particules métalliques, d’oxyda-tion et de brassage des huiles par exemple) et la thermo-graphie infrarouge (mesure de la température de surface de la machine) – la dégradation des pièces mécaniques provoque très souvent des échauffements.
Références bibliographiques
[1] Boulenger A., Maintenance conditionnelle - Aide-mémoire, Ed. Dunod
[2] Bigret R. et Féron JL, Diagnostic, maintenance, disponibilité des machines tournantes. Modèles, mesurage, analyse des vibrations de, Editeur : Dunod, Collection : Technologies de l’Université à l’Industrie
[3] Bigret R., Vibrations des machines tournantes & des structures, , Editeur : Lavoisier
(4] Manuel du logiciel Oneprod XPR, 01dB-METRAVIB
15
Les vibrations au service de la maintenance conditionnelle des machines tournantes
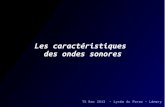
Fig. 7 : Les chocs générés par la dégradation du roulement modifient l’allure de la courbe de densité de probabilité de l’amplitude. Une distribution gaussienne d’amplitude donne un Kurtosis égal à 3. Lorsque celui-ci est supérieur à 3, le signal comporte des chocs. Pour rappel, le Kurtosis d’un signal sinusoïdal est égal à 1,5.
Fig. 8a : Modulation d’amplitude Fig. 8b : Modulation de fréquence

16
ans le domaine des machines tournantes, la carac-térisation du comportement dynamique, son suivi et son contrôle tout au long de leur cycle de vie sont de nos jours fondamentaux et requièrent des techniques de mesure fiables et pertinentes, des estimations de composantes fréquentielles indépendantes des conditions de fonction-nement, en particulier de la vitesse de rotation [2,4,5,14]. Dans le cas de machines tournantes présentant des géométries discrètes comme les transmissions de puis-sance synchrones (par engrenages, par chaînes ou par courroies crantées), les turbines de pompes, les turbo-réacteurs, cette caractérisation harmonique de l’excita-tion est particulièrement importante puisqu’elle représente des sources potentielles de dégradations [6].Traditionnellement, l’acquisition des signaux est réalisée par un échantillonnage temporel, cadencée par une horloge à fréquence fixe. Dans le cas des machines tournantes, cette acquisition temporelle peut être améliorée en asser-vissant la fréquence de l’horloge à l’aide d’une synchroni-sation réactualisée par un top-tour. cet asservissement n’est généralement pas suffisant et de nombreux auteurs cherchent à reconstruire l’évolution de la vitesse instan-tanée au cours du temps en suivant une fréquence parti-
culière contenue dans le signal [1,15]. À l’inverse, dans le cas d’un échantillonnage angulaire, l’acquisition des signaux s’affranchit intrinsèquement des fluctuations de vitesse et il est alors possible de comparer de manière exacte les niveaux de différents harmoniques pour diffé-rentes conditions de vitesse [10,13].Dans cet article, la mesure de déphasage angulaire, basée sur l’utilisation de codeurs optiques, est tout d’abord présen-tée en détail dans le cas de l’Erreur de Transmission sur des transmissions par engrenages [3,9]. Elle s’appuie sur l’association d’un principe de mesure original par comp-tage et de l’échantillonnage angulaire intrinsèque offert par les codeurs. Les apports de cette association sont ensuite présentés à partir de résultats expérimentaux. La détection de défauts d’engrenages ou de roulements est la déclinaison majeure des avantages répertoriés de ce principe de mesure. Enfin, une dernière partie développe les applications marquantes dans le domaine des machi-nes tournantes et des transmissions synchrones et asyn-chrones qui ont pu être conduites jusqu’alors, démontrant la finesse de la caractérisation de l’excitation. L’ensemble des résultats obtenus s’appuie sur un matériel expérimental important qui sera décrit plus précisément en annexe.
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
Didier Rémond, Laurence RenaudinUniversité de LyonUMR CNRS 5259INSA-LyonLaMCoSBâtiment Jean d’Alembert18/20, rue des sciences69621 Villeurbanne CEDEXE-mail : [email protected]
D
Résumé
Cet article présente l’ensemble des travaux expérimentaux de caractérisation de sources d’excitation dans les machines tournantes, réalisés à l’aide d’une mesure de position, de vitesse ou de déphasage angulaire utilisant des codeurs optiques ou magnétiques. Son principal objectif est de mettre en évidence les performances atteintes par le biais de traitements élémentaires du signal, mais qui s’avèrent être directement utilisables pour la caractérisation des excitations des machines tournantes.Le principe de mesure utilisé reconstruit avec précision la position ou la vitesse angulaire instantanée d’une extrémité d’un arbre tournant à l’aide d’un codeur optique. Il est également possible de reconstruire un déphasage angulaire entre deux extrémités d’un arbre tournant (on accède alors aux vibrations de torsion de l’arbre) ou entre arbres tournants pour mesure l’Erreur de Transmission dans le cas des transmissions de puissance. Cette mesure est basée sur un échantillonnage angulaire et une mesure temporelle par comptage. La formalisation claire de cette approche met en évidence des avantages énormes pour la caractérisation des phénomènes dans le domaine des machines tournantes. Plus particulièrement, cette mesure s’affranchit des effets des fluctuations de vitesse, localise précisément des événements périodiques et estime systématiquement correctement les niveaux des composantes fréquentielles harmoniques à la rotation des arbres. La mesure temporelle par comptage autorise également la mesure de très faibles fluctuations de vitesse de rotation, autorisant par exemple la détection de défauts d’écaillage précoces sur un roulement.Dans les différentes applications, l’utilisation de codeurs industriels à arbre creux a montré la pertinence de l’approche sur des bancs d’essais, laissant entrevoir une industrialisation aisée de cette technique de mesure. En effet, les roulements intègrent maintenant cette fonction de «codeur magnétique» ouvrant de nouvelles perspectives avec une intégration forte au cœur de la machine, à l’interface entre les pièces tournantes excitatrices et les parties fixes émettrices.

17
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
Mesure de l’Erreur de Transmission ou du déphasage angulaire
L’Erreur de Transmission est reconnue comme étant la prin-cipale source d’excitation des transmissions de puissance synchrones (engrenages, chaînes, courroies). Dans ces mécanismes, elle est définie théoriquement comme la diffé-rence entre la position réelle de la roue et la position qu’elle aurait occupée si l’engrenage avait été parfait (sans défor-mation, avec une cinématique parfaite de la développante de cercle). Une définition équivalente et plus «matérielle» peut être donnée par l’écart entre les positions angulaires des deux roues d’engrenage au rapport de réduction près :
(1)
avec z1 et z2 les nombres de dents de l’organe menant et de l’organe mené, θ1 et θ2 les positions angulaires des arbres correspondants. Elle peut être généralisée comme un déphasage angulaire entre les deux arbres liés par l’en-grenage. Dans le cas particulier d’une mesure à l’aide de deux codeurs placés aux extrémités d’un même arbre solli-cité en torsion, ce déphasage angulaire peut également être assimilé à une déformation en torsion, permettant ainsi de caractériser une vibration de torsion.
Principe de mesure du déphasage angulaireLa mesure de déphasage angulaire proposée repose sur une méthode originale qui consiste à compter le nombre d’im-pulsions délivrées par une horloge haute fréquence entre deux événements du signal de chaque codeur (Voir figure 1). ces signaux sont des créneaux compatibles TTL et les événe-ments déclenchant le comptage des impulsions de l’horloge sont généralement les fronts montants des créneaux. ce prin-cipe de mesure revient donc à dater l’apparition d’événements réputés être localisés angulairement à pas constant.
Fig. 1 : Principe de mesure de la position angulaire de deux arbres à l’aide de codeurs optiques
L’horloge doit délivrer des impulsions à une fréquence la plus élevée possible pour garantir une bonne précision. ce comptage s’effectue en simultané sur les deux voies avec la même référence temporelle (même horloge et même comp-teur) à l’aide d’une carte de comptage traditionnelle. Disposer d’une référence temporelle commune donne accès simultané-ment à l’écart entre les deux voies de mesure. Il est possible ensuite de reconstruire la loi d’évolution de la position angu-laire des arbres qui portent les codeurs optiques en fonc-tion du temps et cela à une cadence donnée par le nombre de raies sur chaque codeur. On obtient ainsi une dissocia-tion de la résolution du codeur optique (nombre de points de mesure par tour) et de la précision de mesure (essentiel-lement caractérisée par la fréquence de l’horloge).
Intérêt de l’échantillonnage angulaireUne manière naturelle de reconstruire l’Erreur de Transmission à partir de ces positions angulaires consiste à échantillon-ner à pas constant en temps les deux courbes obtenues par interpolation. Dans ce cas, les points d’échantillonnage temporels ne sont pas localisés à la même position angu-laire d’un tour sur l’autre. ce phénomène est lié à l’Erreur de Transmission elle-même qui induit des fluctuations de la vitesse de rotation. Par exemple, lorsqu’un défaut de faux-rond devient substantiel, les points d’échantillonnage bougent le long du profil de denture, conduisant alors à une erreur causée par le processus d’échantillonnage. Il est alors impossible de comparer la mesure réalisée d’un tour sur l’autre. La figure 2 accentue ce mouvement d’un point d’échantillonnage le long du profil, d’un tour sur l’autre, pour illustrer ce phénomène. De plus, un tour complet d’un arbre est forcément approché par un multiple de pas d’échan-tillonnage temporel, il est alors difficile d’obtenir précisé-ment la périodicité d’un tour comme un multiple entier de pas d’échantillonnage
Fig. 2 : Déplacement du point d’échantillonnage sur plusieurs tours successifs pour un échantillonnage temporel
Dans le cas d’un échantillonnage angulaire, les points de reconstruction de l’Erreur de Transmission coïncident avec l’apparition d’un événement sur un signal codeur. Ainsi, on parlera d’échantillonnage angulaire en référence à la voie 1 (figure 3(a)) ou en référence à la voie 2 (figure 3(b)).
Fig. 3 : Reconstruction des positions angulaires et construction de l’Erreur de Transmission
(a) (b)

18
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante Dans le cas d’un échantillonnage angulaire en référence à
la voie 1, l’Erreur de Transmission sera exprimée par : (2)
et, pour un échantillonnage angulaire synchrone à la voie 2 par :
(3)
Moyennage angulaire exactement synchrone
L’échantillonnage angulaire procure une information pertinente pour construire des outils intéressants de localisation et de détection de défaut sur une dent d’engrenage. Dans ce qui suit, plusieurs engrenages droits identiques présentent plusieurs tailles de défaut correspondant à une rayure sur une dent au niveau du diamètre primitif. Les résultats présentés sont extraits de mesures qui ont été réalisées sur le banc d’essais présenté sur la figure 4 pour plusieurs conditions de chargement.
Fig. 4 : Banc d’essais d’un train d’engrenage simple étage équipé de codeurs optiques (non visibles sur la figure)
Les mesures d’Erreur de Transmission sont réalisées suivant les deux méthodes d’échantillonnage angulaire présentées précédemment à partir des mêmes mesu-res brutes. Dans le cas d’une transmission de puissance présentant un rapport de réduction non entier, le moyen-nage synchrone associé à un échantillonnage angulaire permet d’améliorer la qualité de la mesure. cette amélio-ration est essentiellement due au fait que l’échantillon-nage angulaire s’affranchit des fluctuations de vitesse de rotation, même très faibles et localisées, et elle autorise le moyennage sur un nombre de tours important.
Le principe consiste donc à réaliser un moyennage corres-pondant à une fenêtre dont la longueur est soit d’un tour de pignon soit d’un tour de roue, à partir des signaux échantillonnés de façon angulaire respectivement par le codeur optique porté par l’arbre du pignon ou de la roue. Si le rapport de réduction n’est pas entier, ce moyennage amplifiera les motifs exactement périodiques à la longueur de la fenêtre. Il est donc possible d’une part de localiser
les défauts sur l’arbre qui les porte, d’autre part d’amé-liorer la caractérisation de ces défauts.
À titre d’exemple, la figure 5 (page 19) présente deux confi-gurations d’essais, la première sans défaut (graphes (a) et (c)) présentée sur la colonne de gauche de la figure et la seconde avec un défaut (graphes (b) et (d)) présentée sur la colonne de droite.
comme on peut le constater, il est possible de distinguer d’une part le défaut de faux-rond présent sur la roue et sur le pignon avec la forme générale de la courbe dont la périodicité est d’un tour. On relève également la compo-sante de l’Erreur de Transmission relative au passage des dents, incluant les effets des déformations sous charge et des défauts propres à chaque dent.
D’autre part, la localisation du défaut est évidente sur l’Er-reur de Transmission échantillonnée en référence au pignon avec les effets induits par le choc dû au défaut, très loca-lisé comme on peut le voir sur la figure 6. Ses effets sont essentiellement des vibrations de torsion à une fréquence caractéristique du système mécanique dans son ensemble qui n’a malheureusement pas été identifiée sur le dispositif d’essais. cette composante de l’Erreur de Transmission particulière est clairement amortie après environ un demi-tour. Des résultats similaires ont été présentés dans [11] en faisant des moyennes dont la longueur correspondait à un tour de pignon ou de roue.
Fig. 6 : Mesure d’Erreur de Transmission d’un couple d’engrenages avec défaut
cette technique de moyennage exactement synchrone est intrinsèquement liée à la notion d’échantillonnage angu-laire et elle a été utilisée pour caractériser des défauts d’écaillage de roulements par une mesure de vitesse angu-laire instantanée à l’aide d’un codeur sur un seul arbre. ces résultats font actuellement l’objet d’un dépôt de brevet et ne peuvent donc pas être présentés pour l’instant.
Estimation précise du niveau des harmoniques de l’excitation
Un autre intérêt majeur de l’échantillonnage angulaire réside dans la possibilité de s’affranchir des conditions de vitesse à la fois sur la mesure mais également dans

19
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
le traitement du signal postérieur. Ainsi, l’échantillonnage angulaire permet de localiser précisément les harmoni-ques relatifs au passage d’une géométrie discrète tour-nant à une vitesse quelconque. ce paragraphe démontre les conditions requises et met en évidence cette propriété sur un exemple précis de caractérisation de l’excitation par l’Erreur de Transmission.
Notion de fréquence angulaireL’échantillonnage angulaire conduit naturellement à la notion de fréquence angulaire ou de longueur d’onde angulaire qui est fortement reliée au caractère discret des éléments mécaniques généralement utilisés dans les transmissions de puissance (engrenages, courroies synchrones, chaînes, ...). La figure 7 illustre les grandeurs caractéristiques d’un signal échantillonné angulairement et de sa Transformée de fourier Discrète (TfD) pour une géométrie discrète tournante présentant z1 éléments (par exemple, le nombre de dents d’un engrenage).Toutes les périodes représentatives y sont portées, en particulier :- la longueur du pas d’échantillonnage ∆θ1, qui est donnée par la précision du codeur optique et servira de réfé-rence à toutes les grandeurs caractéristiques angulaires ou fréquentielles,- la longueur d’un tour N1·∆θ1 si le codeur présente une résolution de N1 point par tour,- la longueur de la fenêtre de la TfD N·∆θ1 si la Transformée de fourier est calculée sur N points.
Fig. 7 : Caractéristiques périodiques d’une géométrie présentant z1 éléments discrets
L’écriture des relations entre les différentes périodes et leur localisation fréquentielle permet d’obtenir les expres-sions suivantes :- pour la fréquence d’échantillonnage ,
- la fréquence d’engrènement ,
- la résolution fréquentielle .
Des relations précédentes, il suffit d’imposer une longueur particulière à la fenêtre choisie pour effectuer la TfD pour que la fréquence d’engrènement soit localisée sur un multiple entier de la résolution fréquentielle.
Fig. 5 : Mesure d’Erreur de Transmission d’un couple d’engrenages sains (a et c) et d’un couple d’engrenages présentant un défaut (b et d)
(a) sans défaut, échantillonage en référence à la roue (b) avec défaut, échantillonage en référence à la roue
(c) sans défaut, échantillonage en référence au pignon (d) avec défaut, échantillonage en référence au pignon

20
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
En d’autres termes, il suffit que la longueur de la fenêtre de la Transformée de fourier Discrète N soit un multiple de la résolution du codeur N1 pour que l’on obtienne :
(4)
cette condition ne fait pas intervenir le nombre de dents z1 et reste valable quelle que soit la vitesse de rotation. Parce qu’elle reste vraie pour tous les harmoniques de la fréquence d’engrènement, elle permet donc d’assurer que l’estimation du niveau de ces harmoniques est opti-male quelle que soit la vitesse de rotation.
Par ailleurs, on montre qu’il n’est pas nécessaire d’ap-parier la résolution du codeur à la géométrie discrète. comparativement, l’échantillonnage temporel associé à une TfD introduit une erreur systématique liée aux fluctuations de vitesse et à la méthode d’acquisition des signaux.
Application à l’estimation correcte du niveau des harmoniques de l’excitation
Afin d’illustrer cette propriété, des mesures d’Erreur de Transmission sur des engrenages présentant un rapport de réduction de 36/38 sont réalisées à l’aide de codeurs optiques ayant chacun une résolution de 2 500 traits par tour (N1=N2=2 500). La figure 8(a) montre la différence du niveau estimé par exemple sur le troisième harmoni-que de la TfD de l’Erreur de Transmission à 0,9.10-4 rad si la longueur de la fenêtre est de 2 048 points, alors que le niveau réel est de 1,35.10-4 rad est estimé en choisis-sant la longueur de la fenêtre égale à la résolution du codeur optique.La figure 8(b) illustre clairement qu’il est nécessaire d’avoir une longueur de la fenêtre d’analyse de la TfD qui soit un multiple de la résolution du codeur pour obtenir une estimation correcte. Elle met également en évidence qu’il n’est pas nécessaire d’avoir une longueur d’analyse supérieure à la résolution du codeur pour obtenir une estimation correcte du niveau des raies latérales liées à une modulation à la fréquence de rotation de l’arbre. D’autres résultats complémentaires sur ce point ont été développés dans [13].
Application à l’estimation fréquentielle à vitesse variableThéoriquement, la comparaison dans le domaine fréquen-tiel de signaux échantillonnés temporellement pour deux conditions de vitesse différentes sur une machine tournante n’est pas valable puisque le changement de vitesse intro-duit un artefact lié aux conditions d’échantillonnage. L’échantillonnage angulaire s’avère donc particulièrement intéressant pour des mesures à vitesse variable, les condi-tions d’échantillonnage ne variant pas dans ce cas. En effet, les signaux sont alors exprimés en fonction de la position angulaire du codeur de référence qui joue le même rôle que le temps dans une transformée de fourier classique. La fréquence angulaire ƒθ est une variable homogène à 1/ θ1 dont on rappelle que la plus grande valeur accessible est
où
est la résolution
angulaire du codeur de référence ayant N1 traits par tour.Dans ce contexte, une représentation de type diagramme de campbell (évolution des fréquences propres en fonction de la vitesse de rotation), présentant l’évolution de toutes les compo-santes fréquentielles en fonction de la vitesse de rotation, va être inversée dans le cas d’un échantillonnage angulaire.Dans le cas d’un échantillonnage temporel, la figure 9(a) montre que les fréquences de résonance de structure sont locali-sées à une fréquence fixe lorsque la vitesse augmente. Les composantes fréquentielles, multiples de la vitesse de rota-tion (on parle d’ordres), voient leur localisation fréquentielle augmenter linéairement avec cette vitesse de rotation.Dans le cas de l’échantillonnage angulaire présenté sur la figure 9(b) les fréquences de résonance de structure apparaissent sous forme d’hyperboles parce qu’elles sont localisées à une fréquence fixe :
(5)
Quant aux composantes multiples de la vitesse de rota-tion, elles sont localisées à une fréquence qui évolue avec la vitesse, elles apparaîtront alors sous forme de lignes verticales parallèles à l’axe des vitesses.Des mesures d’Erreur de Transmission ont été réalisées sur le banc d’essais d’un train simple étage lors d’une montée en vitesse de 0 à 6 000 tr/min en 20 secondes.
Fig. 8 : Différence de niveau enregistrée sur les harmoniques de l’Erreur de Transmission pour deux longueurs de fenêtre

21
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
Sur la figure 10, les harmoniques liés à l’engrènement apparaissent sous forme de lignes parallèles à l’axe de la vitesse alors que les composantes de résonance suivent les courbes incurvées sur ce graphe. Il faut rappeler que seules les composantes multiples de la vitesse de rotation sont correctement évaluées en niveau, les composantes de résonance peuvent subir l’effet d’un échantillonnage angulaire mal adapté à leur périodicité temporelle.
Fig. 10 : Mesure d’Erreur de Transmission pour un train simple d’engrenages pour une montée en vitesse
D’autres types d’excitation
Dans le cadre d’une étude sur le comportement vibra-toire des transmissions par courroies serpentines [8], un banc d’essais a été développé dans le but de reproduire les phénomènes rencontrés sur ces transmissions et d’y introduire différents types de tendeurs afin d’analyser leur rôle. Le banc comprend une poulie motrice entraînée par un moteur électrique de 60~kW, une poulie réceptrice associée à une pompe hydraulique qui applique un couple variable sur la transmission (0 à 200 N.m), un galet de renvoi et une poulie centrale qui peut être remplacée par des tendeurs (voir figure 11).
Fig. 11 : Photographie et schéma du banc d’essais pour courroies serpentines
Toutes ces poulies sont reliées entre elles par une courroie de type poly-V. Le système de mesure associé utilise des codeurs optiques angulaires, des capteurs de déplacement laser (vibrations transversales de courroie) et d’effort piezo-électriques (tension de la courroie). L’acquisition s’appuie sur le principe de l’échantillonnage angulaire pour démon-trer l’intérêt de cette approche pour caractériser l’excitation des brins de la courroie en présence de glissement.Pour cette application, l’utilisation de l’échantillonnage angulaire présente les avantages suivants :- les points d’échantillonnage sont toujours exactement localisés au même endroit par rapport à la géométrie tour-nante de référence de la machine. Les résultats de mesure réalisés dans les mêmes conditions d’échantillonnage pour différentes vitesses sont ainsi comparables,
Fig. 9 : Représentation schématique des diagrammes de Campbell (a) dans le cas d’un échantillonnage temporel et (b) dans le cas d’un échantillonnage angulaire
(a) (b)

22
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
- l’analyse spectrale est toujours réalisée dans les mêmes conditions de précision et de résolution lorsque la vitesse change,- en choisissant le codeur N°3 comme référence et en faisant l’hypothèse qu’il n’y a pas de glissement entre le galet de renvoi et la courroie puisque celui-ci n’est pas chargé, les points d’échantillonnage sont également loca-lisés sur la courroie.Par ailleurs, la mesure d’Erreur de Transmission entre galet de renvoi N°3 et poulie réceptrice N°2 donne accès à l’éva-luation des fluctuations de tension dans la courroie. En effet, contrairement au cas des transmissions synchrones, l’Er-reur de Transmission totale ETtot va être constituée :- d’une composante linéaire au cours de la rotation ETƒrot représentant l’effet du frottement entre la courroie et la poulie chargée,- et d’une composante résiduelle ETres qui sera représen-tative de la dynamique du système.cette décomposition permet d’écrire :
ETtot=θ3-η·θ3=ETƒrot+ETres (6)
En considérant que le glissement est proportionnel au couple transmis, il est possible, pour ce type de courroie, d’esti-mer ETƒrot par une simple régression linéaire de l’évolution de l’Erreur de Transmision totale ETtot. En soustrayant cette composante linéaire de ETtot, on obtient une composante de l’Erreur de Transmission, périodique et de moyenne nulle ETres, présentée sur la figure 12.
On peut montrer que cette composante résiduelle périodi-que est directement liée aux fluctuations de tension dans le brin reliant les deux poulies [7].Les diagrammes de la figure 13 comparent les évolutions de l’Erreur de Transmission résiduelle et de la tension en fonc-tion de la fréquence angulaire pour des vitesses variables en ordonnées. Sur cette figure, la similitude des composantes et de leur apparition montre bien que la mesure d’Erreur de Transmission par codeurs optiques représente bien les fluc-tuations de tension dans le brin considéré. cette comparai-son n’aurait pas pu être possible sans la précision apportée par la précision des codeurs optiques, mais surtout sans avoir pratiqué l’échantillonnage angulaire qui garantit une détermination des composantes fréquentielles indépendante de la vitesse de rotation et de ses fluctuations.
Fig. 13 : Erreur de Transmission mesurée entre le galet N°3 et la poulie N°2 de l’arbre mené
Conclusions et perspectives
cet article a exposé le principe de l’échantillonnage angu-laire et les applications majeures qui ont pu être réalisées jusqu’à maintenant dans le domaine de la mesure de posi-tion, de vitesse et de déphasage angulaires sur différents bancs, industriels ou académiques. Initialement utilisée pour mesurer l’Erreur de Transmission dans les engre-nages, cette mesure originale a pu être étendue pour caractériser différentes manifestations sur des machines tournantes. Par ailleurs, associée à des techniques de traitement du signal élémentaires comme le moyennage ou la TfD, elle conduit à des analyses originales et très performantes, car plus proche des phénomènes physi-ques liés aux machines tournantes. Son utilisation dans des transmissions par courroies non-synchrones a égale-ment montré des résultats originaux comme la caractéri-sation indirecte des variations de tension dans un brin de la courroie et des vibrations des brins entre deux poulies.
Dans le cadre précis du suivi de comportement et de la détection de défaut sur les machines tournantes,
(a) Erreur de Transmission totale (b) Erreur de Transmission résiduelle
Fig. 12 : Erreur de Transmission mesurée entre le galet N°3 et la poulie N°2 de l’arbre mené

23
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
cette mesure est une alternative pertinente aux mesu-res traditionnelles. ces dernières utilisent la mesure accélérométrique seule ou avec une acquisition dite synchrone (période de synchronisation de l’ordre du tour). Afin d’obtenir des mesures fiables, les investi-gations actuelles tentent de reconstruire la notion de vitesse instantanée en suivant les composantes fréquen-tielles associées aux différentes géométries discrètes (engrenages, roulements, ...). cette reconstruction nécessite généralement de connaître précisément la vitesse de rotation et que celle-ci soit stabilisée. Or ces deux précisions sont intrinsèquement antinomi-ques et ne peuvent être atteintes sur la seule base du traitement du signal à partir d’un signal échantillonné à pas constant en temps. L’atout majeur de l’échan-tillonnage angulaire est de s’affranchir de la vitesse de rotation (et donc du temps) pour ne travailler que sur les composantes harmoniques. De plus, si on associe à cet échantillonnage angulaire une mesure de temps par la méthode de comptage proposée ici, la détermi-nation de variations instantanées de vitesse angulaire est alors suffisamment précise pour autoriser le suivi de défauts très peu marqués.
D’autres cas d’étude sont actuellement en cours d’in-vestigation à partir de la mesure seule de la vitesse instantanée. Une première application est la détection de défauts d’écaillage de roulement naissants. Les premiers résultats, non publiés et en cours de dépôt de brevet, présentent une robustesse et sont très encoura-geants, permettant d’envisager une détection précoce de ces défauts dans des conditions d’utilisation tout à fait réalistes. Un autre secteur d’application consiste à mesurer indirectement les efforts de coupe de l’outil dans le cas d’usinage durs ou agiles par une mesure de la vitesse angulaire instantanée de la broche [12]. cette vitesse instantanée est directement reliée aux conditions d’usinage de l’outil, mais également à son niveau d’usure.Des premiers résultats montrent qu’il est possible de détecter une répartition de charge, des dégradations des parties coupantes de l’outil mais également des bris d’outils.
Désormais, ces fonctionnalités de surveillance et de détec-tion de défauts peuvent être intégrées dès la conception de machines tournantes. En effet, des roulements équi-pés de pistes magnétiques intégrent la fonction de codeur dans un encombrement compatible avec leurs fonctions mécaniques premières.
À terme, les performances actuellement atteintes par le matériel d’acquisition peuvent être largement amélio-rées, en particulier pour atteindre des vitesses de rota-tion plus élevées et/ou des précisions plus grandes. D’autres phénomènes peuvent être mesurés angulai-rement comme les vibrations de torsion. L’ensemble de ces opportunités sont autant de pistes de trans-fert direct qui peuvent révéler de nouvelles problé-matiques, de nouveaux besoins de modélisation fine et d’apports de connaissances dans le domaine des machines tournantes.
Remerciements
Les auteurs de cet article tiennent à remercier tout parti-culièrement l’ensemble des personnes qui ont contribué à l’élaboration de ces connaissances, au développement des outils d’acquisition, à l’expérience acquise mais également à la diversité des applications démontrant l’intérêt de cette approche. ces travaux ont été réali-sés principalement dans le cadre de thèses, de travaux d’étudiants et de relations contractuelles auxquelles les auteurs ont participé.
Références bibliographiques
[1] H. Endo. Simulation of gear faults and its application to the development of a differential daignostic technique. PhD thesis, School of Mechanical and Manufacturing Engineering - The University of New South Wales, July 2005.
[2] H. Endo, R.B. Randall, and C. Gosselin. Differential diagnosis of spall versus cracks in the gear tooth fillet region. Journal of Failure Analysis & Prevention, 4(5):63–71, October 2004.
[3] D.R. Houser. Gear noise state of the art. Proceedings - International Conference on Noise Control Engineering, pages 601–, 1988.
[4] D.R. Houser and D.W. Blankenship. Methods for measuring transmission error under load and at operating speeds. SAE Transactions, 98(6):1367–1374, 1989.
[5] X. Kong. Gear train monitoring by transmission error method. PhD thesis, University of Wisconsin-Madison, 1987.
[6] J. Mahfoudh, C. Bard, D. Rémond, and C. Renoux. Condition monitoring : Experimental study of the transmission error for the detection of gear faults. In IFToMM, editor, Proceeding of IFToMM Conference, Darmstadt, Germany, September 1998.
[7] L. Manin, G. Michon, D. Rémond, and R. Dufour. From transmission error measurement to pulley-belt slip determination in serpentine belt drives: influence of tensioner and belt characteristics. Mechanism and Machine Theory, 44:813–821, 2009.
[8] G. Michon, L. Manin, D. Rémond, and R. Parker. Parametric instability of an axially moving belt subjected to multi-frequency excitations: experiments and analytical validation. Journal of Applied Mechanic, 75:041004, July 2008.
[9] R.G. Munro. Review of the theory and measurement of gear transmission error. In Proceedings of the Institution of Mechanical Engineers, I MechE Conference, pages 3, Cambridge, Engl, 1992. Publ by MEP, Birmingham, AL, USA.
[10] D. Rémond. Practical performances of high-speed measurement of gear transmission error or torsional vibrations with optical encoders. Measurement Science & Technology, 9(3):347–353, 1998.
[11] D. Rémond. Mesures, modèles expérimentaux et identification en dynamique des machines tournantes. PhD thesis, INSA de LYON, Villeurbanne, France, October, 30 2007.
[12] D. Rémond, F. Girardin, and J.F. Rigal. Surveillance de l’usure et de l’endommagement d’outils en usinage grande vitesse à l’aide de la mesure de vitesse instantanée. In Actes du 2° congrès international sur l’ingénierie des risques industriels, Reims, France, May, 13-15 2009.
[13] D. Rémond and J. Mahfoudh. From transmission error measurements to angular sampling in rotating machines with discrete geometry. Shock and Vibration, 12(2):149–161, 2005.
[14] N Sawalhi and R. B Randall. Helicopter gearbox bearing blind fault identification using a range of analysis techniques. In Proceedings of the 1st World Congress on Engineering Asset Management (WCEAM), pages 724–737, 2006.
[15] P.J. Sweeney and R.B. Randall. Gear transmission error measurement using phase demodulation. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 210(3):201–213, 1996.
Fig. 14 : Roulements instrumentés d’une fonction de type codeur magnétique

24
Pourquoi découpler les structures ?
Le but recherché
Il s’agit de soustraire une structure à un environnement dynamique transmis par une autre structure. cet environ-nement peut être dû à des vibrations ou à des chocs.
Le moyen
Le moyen passif classique est la rupture d’impédance mécanique. La suspension passive en est l’application. Elle repose sur quelques idées simples qui la rendent efficace même lorsque, comme c’est le cas dans l’industrie géné-rale, les raideurs et les amortissements des structures ne sont pas connus.
- La première idée est d’établir une liaison la plus souple possible entre les structures tout en permettant le trans-fert des forces statiques ou quasi-statiques indispensa-
bles au bon fonctionnement de l’ensemble. Intuitivement on se rend bien compte que plus cette liaison est souple moins les déformations d’une structure se traduiront par des efforts sur l’autre. - La deuxième idée est de se servir des inerties en place pour faire en sorte que les efforts d’excitation soient utili-sés à essayer de les mettre en mouvement. Par exem-ple, I’effort nécessaire pour mettre en mouvement une masse étant proportionnel à l’accélération si celle-ci est constant, alors le déplacement décroît en fonction de la fréquence, on dit que la masse suit de moins en moins bien. Par suite, elle n’entraînera pas de déformation de la pièce de liaison à la structure voisine qui ne sera donc pas sollicitée.
La mise en équation
La mise en équation de ces deux idées est simple, la résolution en est aisée quand les systèmes sont linéai-res. Les résultats sont proches de la réponse réelle pour
Le découplage de structures à l’aide d’isolateurs passifs
Michel PompéiDirecteur des études avancéesPaulstra Vibrachoc61, rue Marius Aufan92305 Levallois- Perret CEDEXtél. : +33 (0) 1 40 89 53 31fax : +33 (0) 1 47 57 28 96
RésuméLe découplage vibratoire des structures est une technique répandue dont une des principales applications est la suspension des machines soit pour éviter qu’elles transmettent des vibrations soit pour les protéger d’un environnement vibratoire néfaste à leur usage. Les isolateurs sont en général des ressorts en caoutchouc, en métal, en composite, à air, avec des systèmes adjoints hydrauliques ou non pour apporter de l’amortissement ou pour en maîtriser les impédances. La détermination de ces dernières exige des précautions au cours des mesures. L’optimisation du coût et de la performance fait appel à des techniques de plus en plus élaborées comme l’analyse des voies de passages, pour la détermination de la disposition et des raideurs de ces isolateurs. La prédiction des performances des suspensions est réalisée à l’aide des modèles numériques ou analogiques. Les derniers développements en ce domaine sont relatifs à la prise en compte du cycle d’hystérésis et des non linéarités en amplitude. Le couplage vibro acoustique prend de plus en plus d’importance. Sa prise en compte a élargi le spectre de caractérisation des isolateurs et n’est pas sans répercussion sur leur conception.
AbstractDecoupling the source structure from a receiving structure by mounting it upon vibration isolators is a well known technique. The basic system is a suspension of the source structure on isolators that provide a mechanical mismatch of stiffness between the source and the receiving structure. The isolators can be made with rubber springs, metallic or composite springs with hydraulic or not damping systems added. New techniques like noise and vibration path analysis are useful to suit their position, their stiffness and the cost to the characteristics of the structures. The measurement of the isolators impedance has to be done carefully because the range of frequency is larger and larger. Numerical or analogical models are useful to predict the performances. The last developments about models are about the hysteresis cycle and the non linearity versus the amplitude of the deformation. Increasing interest in noise and vibration abatement has broadened the spectrum of characterization. This has some effect on the conception on the isolators.

25
Le découplage de structures à l’aide d’isolateurs passifs
les basses fréquences. Nous verrons ultérieurement les améliorations qu’il faut y appliquer pour les fréquences élevées. Le modèle le plus simple est constitué d’une masse représentant la machine reposant sur un ressort lui-même fixé à une embase infiniment rigide.
Fig. 1 Ce schéma reste le point de départ de la définition de tout suspension
Ainsi, la plupart des problèmes industriels peuvent être traités à l’aide des nombreux programmes de calcul dispo-nibles sur le marché. Le choix se fait en fonction de la complexité des problèmes et des réponses recherchées. Pratiquement la liaison entre les structures se fera par des pièces disposées ponctuellement ou non qui appor-teront la souplesse nécessaire. Les inerties seront celles présentes et parfois on en ajoutera d’autres pour recher-cher un effet particulier.
Remarque : le découplage a-t-il une influence sur le bruit rayonné?Il n’est jamais facile de répondre à cette question au stade du dessin. La prédiction est possible quand les structu-res existent, moyennant des essais plus poussés sur celles-ci. En fait, à de rares exceptions près, une suspen-sion correcte n’a jamais été la cause d’un accroissement de bruit si le concepteur a une bonne connaissance du spectre vibratoire d’excitation.
Une suspension est-elle justifiée?
Est-ce que l’atténuation de la transmission justifie le coût du dispositif et le surcoût de conception pour son inté-gration entre les structures ?Il est bon de se poser cette question le plus tôt possible dans la vie du projet, car l’expérience montre que le coût du gain de performance est d’autant plus élevé que cette question est abordée tard, parfois trop tard.
En fait, une suspension passive fait appel à des compo-sants assez élémentaires : des ressorts et éventuellement des masses, des mini-systèmes hydrauliques qui, même s’ils sont l’objet de développements particuliers, ne vont pas représenter plus de 1% à 2% du coût des structures à protéger pour une atténuation pouvant atteindre -30 à -40 dB selon le cas.
cependant, il faut tempérer cet enthousiasme en souli-gnant les principales limites :- si l’atténuation est recherchée à des fréquences très basses, elle sera très difficile, voire impossible à obtenir ; - si la raideur des structures est faible, le contraste de
raideur avec le ressort peut devenir insuffisant si on veut tout d’abord résoudre les problèmes de stabilité et des efforts quasi statiques à passer ; - si la gamme de fréquences est élevée, I’inertie propre de la matière du ressort et son élasticité donnent lieu à des modes propres internes qui perturbent le fonctionnement théorique du système. Ils réduisent l’efficacité sur des bandes de fréquences qui peuvent être mal placées par rapport à celles de l’excitation.
Fig. 2 : Exemple de l’influence des modes propres des plots sur la transmissibilité d’une suspension
Comment définir une suspension?
Pour ce faire, il faut :- choisir un type de suspension approprié au problème dans son ensemble technico économique ;- définir la position des points de liaisons entre la struc-ture suspendue et la structure porteuse ;- définir les raideurs des ressorts qui seront placés en ces points ;- définir les amortissements nécessaires ;- choisir le type d’isolateur présentant ces raideurs et amortissements puis l’isolateur lui-même ;- prédire les atténuation des différentes excitations ;- prédire les mouvements de la structure suspendue ;- prédire les efforts transmis.
ceci nécessite l’établissement d’un cahier des charges reposant sur une bonne description du problème posé sous tous ses aspects (voir les normes Nf E 90-501 et ISO 2017).
cette description comportera : - les objectifs visés ;- une description géométrique assez fine, avec la répartition des inerties et des raideurs de structures. Les matrices d’impédance aux points de fixation retenus devront être connues soit par simulation numérique soit par mesure directe, en leur absence des éléments permettront de justifier les hypothèses qui seront faites à leur sujet. (système infiniment raide, évaluation rapide, … )- une description la plus précise possible de l’environne-ment vibratoire et des chocs, notamment les niveaux et les gammes de fréquences à considérer. Bien souvent cela est assez difficile à établir, il faut faire appel à l’ex-périence et à des mesures sur des cas similaires, il est

26
Le découplage de structures à l’aide d’isolateurs passifs
alors utile de se reporter à des normes comme la MIL-STD-810 E, la GAM-EG-13 qui sont remarquablement bien faites et documentées. cependant ces normes n’apportent pas de réponses directes, elles permettent de fixer des enve-loppes qui peuvent se révéler trop pénalisantes si leur choix n’a pas été fait avec discernement avec l’aide de la connaissance de la nature, de la direction des efforts ou des déplacements perturbateurs.Notons que la description des chocs doit être faite avec soin car ils entraînent en général de grands débattements qui font entrer les ressorts dans des zones de fonctionne-ment non linéaires, dans ce dernier cas la description par spectre de choc peut alors donner lieu à des évaluations assez éloignées de la réalité ; - une description des niveaux admissibles, en général de l’ac-célération et du déplacement relatif de la structure à protéger ou des éléments qui permettent de quantifier l’atténuation souhaitée. Quelquefois, cette dernière est caractérisée par le rapport des accélérations en amont (coté excitation) et en aval des ressorts, cette manière de faire n’est intéressante que dans la mesure où elle est accompagnée d’au moins une donnée chiffrée sur la raideur de la structure aval ; - une description des contraintes de maintenance ; - une description des contraintes économiques.
Choix du type de suspension
Les types de suspension sont assez nombreux, nous pouvons citer :
La suspension simple pendulaire ou non
Elle consiste à placer la masse à suspendre sur des isola-teurs disposés directement entre elle et la structure dont elle doit être découplée (fig. 3). Pour peu que le choix du type d’isolateur et sa disposition soient judicieux, ce type de suspension n’est pas très onéreux pour la perfor-mance qu’il permet d’atteindre. Une des principales ques-tions qui se posent dans sa mise en œuvre est : doit-on ou non découpler les modes de corps solide ?
Le découplage est recherché pour limiter les débatte-ments des extrémités du corps suspendu, ou pour éviter d’avoir un mode en coïncidence avec une fréquence d’ex-citation. Le couplage de deux modes se traduit physique-ment par un couplage des mouvements selon les degrés de liberté auxquels ils se rapportent. Dans ce cas de suspension il est assez commun d’avoir une translation couplée avec une rotation qui produit des déplacements importants des déplacements importants des extrémités de la structure suspendue.
Fig. 4 : Exemple de l’effet de couplage sur la transmission d’une suspension
Sans entrer dans les détails que l’on trouve dans les nombreux ouvrages spécialisés citons quelques moyens pour assurer ce découplage :- Dans la mise en équation du problème, le couplage des modes de translation et de rotation est gouverné par des coefficients qui mettent en jeu les raideurs des plots et leurs coordonnées par rapport au centre de gravité.
Fig. 3 : Suspension simple pendulaire
Mouvementde lacet
Mouvementvertical
G
Z
Y
G
PP3 P2 P1Pb
a1a2
a3 b
X
Mouvementlongitudinal
Mouvementde roulis
Mouvement de galop(ou de tangage)
Mouvement dtransversal

27
Le découplage de structures à l’aide d’isolateurs passifs
Pour réaliser de manière simple le découplage, il suffit de placer les plots convenablement pour annuler ces coefficients. Par exemple, si on les plaçe dans un plan horizontal passant par le centre de gravité, aucune trans-lation horizontale entraînera de rotation. cette disposi-tion peut être encore améliorée en ayant recours à des plots identiques, placés symétriquement par rapport au centre de gravité, ou encore en choisissant des distances au centre de gravité selon l’axe perpendiculaire.- Dans le cas où cette manière simple ne pourrait être mise en œuvre, on peut avoir recours à une inclinaison des plots tout en utilisant les symétries possibles. ceci est une manière intéressante de jouer sur les raideurs et de parvenir à annuler les coefficients de couplage. L’inclinaison doit être soigneusement calculée en fonction des caractéristiques de la masse et de la position envisagée des plots par rapport au centre de gravité de celle-ci. Il est à noter que selon ces données, le problème n’a pas toujours de solution.
Remarque : Le couplage n’a pas que des inconvénients. Il est parfois d’un précieux recours pour éviter d’avoir un mode propre en coïncidence avec une fréquence d’excitation car il a la propriété d’écarter les modes. ce cas est fréquemment utilisable avec les moteurs thermiques.
La suspension double
Elle est réalisée en interposant une lourde masse intermédiaire entre les deux structures à découpler. L’atténuation en dB/oct est en théorie deux fois plus rapide en fonction de la fréquence. Il est bien sûr inté-ressant d’utiliser la masse intermédiaire la plus lourde possible pour la performance et la plus légère pour le coût et le poids. Une masse environ égale à dix fois celle de la machine suspendue parait être un bon compro-mis prix/performance.
Fig. 5 : Exemples de disposition des plots de suspension
STABILISATEUR SUR MUR STABILISATEUR PLAFOND
Stabilisateurs
Stabilisateurs

28
Le découplage de structures à l’aide d’isolateurs passifs
Les exemples de réalisation ne manquent pas, d’autant plus que parfois l’implantation de machines lourdes sur des terrains relativement souples en est facilitée.La masse intermédiaire peut être plus légère que la masse suspendue ; dans ce cas, la performance n’est améliorée qu’à haute fréquence tandis que les modes supplémen-taires introduits obèrent la filtration aux fréquences plus basses. L’intérêt d’une telle suspension est aussi de permet-tre d’annuler les déplacements absolus de la machine suspendue quand elle est excitatrice et quand elle tourne à vitesse constante. Il suffit de calculer la suspension pour cela en positionnant les modes convenablement. De ce fait, les déformations des éléments qui sont raccordés à la machine s’en trouvent réduites.Dans d’autres cas, elle est un moyen supplémentaire que l’on se donne pour bien placer les modes par rapport aux fréquences d’excitations.
La suspension pendulaire
Dans la course aux basses fréquences, elle constitue un moyen d’y parvenir. Elle est assez simple à mettre en œuvre dans le cas de sollicitation selon une seule direc-tion. Dans les autres cas elle conduit à des conceptions relativement encombrantes.
Le choix
Le choix entre les différents types est guidé par : - le type d’excitation contre laquelle il faut se protéger ; ceci est très important car la présence simultanée ou non
de plusieurs excitations très différentes du genre vibra-tion et choc conduit à des compromis souvent assez difficiles à trouver ; - le niveau de protection que l’on veut atteindre ; - le prix que l’on est disposé à payer pour atteindre ce niveau ; - les contraintes géométriques de la conception de l’en-semble.Une fois ce choix effectué, il faut déterminer les caracté-ristiques physiques des plots (encore appelés Isolateurs) de suspension et tout d’abord leurs raideurs et leurs amor-tissements.
Choix des plots de suspension
Détermination des caractéristiques de raideurs et d’amortissements
D’une façon générale, cette détermination n’est pas directe. On a recours à une méthode par itérations successives en faisant des calculs des réponses de la suspension pour les différentes excitations spécifiées.ces calculs sont tributaires du modèle physique sensé reproduire le comportement du plot. Au premier pas de l’itération, il faut faire un premier choix de type de plots.Si l’expérience ou les contraintes d’environnement ou de coût ne sont pas suffisantes pour guider ce choix préala-ble, il est commun de considérer qu’un plot est représen-table par un modèle de Kelvin équivalent. Selon chacune des directions principales i du plot, on a donc une raideur complexe: Ki* = Kj’ +j Ki” i= I à 6.
Fig. 6 : Suspension à plots judicieusement inclinés
Fig. 7 : Suspension double

29
Le découplage de structures à l’aide d’isolateurs passifs
Les premières valeurs sont choisies en considérant que la suspension se comporte comme un système masse ressort à un seul degré de liberté selon chaque direction. Sauf cas particulier de conception de la suspension, on ne prend en compte que les directions de translation. Parfois les types d’excitations et les performances conduisent à des conditions contradictoires sur les raideurs.Des calculs successifs et compte tenu des critères de perfor-mance, il ressort une répartition optimale des raideurs. La première démarche est de faire une recherche dans les catalogues et leurs base de données de plots de suspen-sion disponibles. Souvent les contraintes (géométrie, coût, fatigue, efforts anormaux, environnement, etc.) font que les plots avec les raideurs optimales n’existent pas. Il fait alors hiérarchiser les performances recherchées pour choisir une conception susceptible d’approcher au mieux l’optimum.Une fois cela établi, il faut tenir compte de :- la tenue en fatigue et aux efforts anormaux ;- l’environnement chimique et thermique.
Choix du type de plot
Pour répondre à ces critères, il faut tout d’abord choisir convena-blement la matière qui permet de réaliser l’élément élastique : - le métal (en général de l’acier) ; - le caoutchouc ; - les composites organiques ; - les gaz contenus dans une chambre elle même défor-mable (en général de l’air).
Les différent types de ressorts métalliques
Les ressorts hélicoïdauxDe forme cylindrique ou conique et les ressorts à lames selon que l’on veut une grande souplesse dans les trois directions ou une seule. correctement dimensionnés, ils permettent d’avoir de grandes souplesses et une tenue à la fatigue satisfaisante.- lls nécessitent une bonne protection à la corrosion.
- lls présentent quatre inconvénients :- le premier est de ne pas avoir d’amortissement intrinsè-que, ce qui pose un problème notamment dans les test de fatigue à la résonance ;- le deuxième concerne la filtration des hautes fréquences qui se trouve amoindrie par de nombreux modes propres de spires d’autant plus bas en fréquence qu’ils sont souples ; - le troisième est le peu de facilité que l’on a à les adap-ter à un encombrement donné ; - le quatrième est la grande difficulté qu’il y a à les conce-voir avec des rapports de raideur spécifiés entre les direc-tions principales.Par contre, les nombreux catalogues de produits standards aident à la réalisation au moindre coût. Un moyen simple de les amortir consiste à les faire barboter dans un fluide amortissant, une huile très visqueuse, un bitume à rhéolo-gie bien constante, une huile silicone ou de les associer à un coussin métallique.
Les ressorts à câbles ce genre de plot est bien répandu car il répond à un grand nombre de spécifications de suspension de machines, de baies d’équipement, de conteneurs transportés par terre, air ou mer.
Fig. 9 : Les ressorts à câbles
Fig. 8 : Les ressorts métalliques

30
Le découplage de structures à l’aide d’isolateurs passifs
Les avantages : - Tout comme les précédents, ils présentent une grande souplesse et une grande déflexion possible dans toutes les directions. - Une bonne tenue à la corrosion est obtenue soit par galva-nisation (qui ne résiste pas trop à une fatigue à la réso-nance) soit par l’utilisation d’un acier inoxydable.- Leur tenue aux chocs est en générale assez bonne, ils apportent une atténuation convenable.- L’amortissement interne du type de frôlement sec est fort, il varie un peu au cours du temps à cause de la perte de l’huile de graissage qui reste entre les brins.- Leur coût est modéré et l’outillage de fabrication est simple.
Les inconvénients :- Dans un volume donné, le diamètre minimal d’enroulement du câble limite la gamme de raideur que l’on peut obtenir.- Le frôlement sec ne permet pas d’être sûr du retour à la position d’origine après un choc important.- La filtration en haute fréquence est limitée par les modes propres des spires et par la rigidification non négligeable quand l’amplitude de déformation décroît.
Les ressorts en coussin métallique Il s’agit d’un fil métallique qui est tricoté puis compacté par un traitement mécanique approprié.Durant ce compactage, on peut lui donner des formes relativement simples: cylindriques, parallélépipédiques, etc., selon la forme de l’outillage utilisé.cette opération lui confère une densité qui est un para-mètre permettant le réglage de la raideur : plus elle est grande, plus le coussin est raide. La courbe effort/défor-mation a l’allure présentée dans la figure 10.
Les avantages sont parfois très intéressants :- sa simplicité de fabrication lui confère un coût faible ; tout comme les ressorts métalliques, il s’accommode des envi-ronnement thermiques allant jusqu’à 250°c voire 300°c et il résiste à l’agression des hydrocarbures ; il présente un amortissement interne assez élevé (Q = 5 à 7).- sa tenue fatigue est assez bonne, sa dégradation est lente, elle permet un entretien en l’état ; - le développement du
collage rend sa fixation moins problématique. Remarquons que cette question de fixation n’est pas forcément un incon-vénient majeur car elle conduit à des systèmes nécessai-rement sécuritifs si on veut éviter le collage ; - le fait de pouvoir faire varier la densité permet de suspen-dre des charges différentes dans le même volume ;- dans une même forme, on peut adapter la charge maxi-male supportable en adaptant l’effort de formage ; - la forme parabolique de la courbe effort/déformation donne à la suspension une fréquence propre quasi indé-pendante de la masse supportée ; - quand il est réalisé en acier inoxydable, il présente la résistance à la corrosion de cet acier ; - le cas échéant, il peut être enrobé de caoutchouc ou d’un autre polymère ;- il présente une bonne tenue aux chocs ; - répétés ce qui en fait un bon composant pour faire des butées ou des absorbeurs de choc.
Les inconvénients d’un tel plot sont :- une difficulté à lui donner une forme assurant un rapport de raideur déterminé ; - l’impossibilité de le faire travailler en traction ; - le taux de déformation réduit fait que les ressorts ne sont linéaires que dans une faible plage de déflexions ; - la difficulté à le lier aux structures avec des armatures de fixation ; - son tassement sous l’action d’efforts importants répétés ; - la dispersion des caractéristiques n’en font pas un élément de choix pour les suspensions qui demandent un position-nement très précis ;- la raideur dynamique est une fonction décroissante de l’amplitude de déformation, ceci entraîne en général une filtration moins bonne à fréquence élevée.
Les ressorts en caoutchouc
lls sont extrêmement variés dans leur forme et nombreux dans leurs applications. ceci fait du caoutchouc un maté-riau absolument stratégique.Le succès de ce matériau est tout d’abord dû à sa grande capacité de déformation, jusqu’à plus de 800 % pour
Fig. 10 : Les ressorts en coussin métallique

31
Le découplage de structures à l’aide d’isolateurs passifs
certains type. cela est exceptionnel et permet de réaliser des plots à grande déformation dans un volume réduit, ce qui n’est pas le cas pour les exemples précédents.Les fonctions de suspension et de protection au choc peuvent être plus facilement réunies dans le même isolateur.L’autre raison de ce succès n’est pas évidente, il s’agit de la réunion de deux propriétés essentielles : la moulabilité et l’incompressibilité.Le fait d’être moulable permet de donner au plot des formes compliquées adaptées au volume disponible ou à la caractéristique souhaitée ; L’incompressibilité est un degré de liberté supplémentaire dans la conception car il suffit de jouer sur le confinement du matériau pour réussir à avoir un rapport de raideur extrêmement différent entre deux directions. Il faut ajou-ter à cela l’extraordinaire diversité des caoutchoucs qui facilite l’adaptation à des environnements très différents, ce d’autant mieux que ce matériau est formulable.cette dernière possibilité donne encore deux degrés de liberté de plus dans la conception car elle autorise l’ajus-tement du module pour tenir une performance avec des tolérances serrées, par exemple une suspension dont les fréquences propres sont à tenir au Hertz prés et ce avec des rapports entre elles précis au centième. L’amortissement peut être également ajuster par un choix judicieux de la formulation.Le caoutchouc peut être adhérisé à de nombreux maté-riaux. Sa tenue dans le temps est acceptable voire très bonne, selon la famille de polymères de base utilisée.Il en est de même pour la tenue à la fatigue, avec l’avan-tage d’avoir en général une vitesse de propagation de fissure lente qui autorise la maintenance en l’état.La maîtrise de plus en plus grande des méthodes de fabri-cation a réduit la dispersion de fabrication à environ 5 % en intra-lot et à 10/15 % en inter-lot.Les progrès dans les méthodes de caractérisation et de calcul en grandes déformations statiques ou dynamiques ont amélioré la prédiction du comportement de ces isolateurs.Le comportement en fatigue est de mieux en mieux connu et prévisible.
cet ensemble de progrès dans la connaissance et la possi-bilité de formuler le matériau laissent penser que nouveaux développements sont encore possibles.
En résumé : - Un des avantages majeur du caoutchouc est qu’en fonc-tion de sa formulation on peut jouer sur son module et son amortissement. La nature, principalement viscoélas-tique, de ce dernier facilite les calculs prévisionnels de comportement vibratoire. - L’avantage au niveau de la simplicité de fabrication des isolateurs est évident.- Le caractère incompressible du matériau facilite l’obten-tion de rapports de raideurs spécifiés selon les directions principales du plot, il permet une adaptation sur mesure du plot au problème rencontré ou tout au moins la réali-sation du compromis possible. - Les catalogues offrent un nombre important de plots d’usage aisé pour la plupart des applications indus-trielles. Bien sûr, ces avantages essentiels ne vont pas sans certains inconvénients : - certaines limitations d’emploi aux hautes températures. - Une tendance au fluage dans le temps à cause de son caractère viscoélastique, fluage qui est plus une défor-mation différée dans le temps qu’un fluage mécanique au sens d’une déformation plastique. - Un coût d’outillage de moulage non négligeable qui rend coûteuse les applications non standard pour lesquelles le nombre de plots n’est pas suffisant. - La fabrication du matériau est terminée par vulcanisation au moment de sa mise en forme dans le moule. De ce fait, ce procédé doit être particulièrement maîtrisé pour que la dispersion des caractéristiques de raideurs des pièces soit acceptable. Il faut de plus ne pas oublier que lorsque l’on fixe le besoin en tolérances de ces raideurs, celles-ci étant des grandeurs liées entre elles par les modules de la matière, il est souvent impossible d’avoir les mêmes tolérances pour toutes les raideurs.
Fig. 11 : Exemples de géométries de plots en caoutchouc

32
Le découplage de structures à l’aide d’isolateurs passifs
Fig. 12 : Les ressorts à air
Les ressorts à air
lls sont très intéressants quand on recherche des fréquen-ces propres basses, voire très basses voisines du Hertz. Leurs avantages avec l’adjonction ou non d’un réservoir supplémentaire sont :- Leur grande souplesse dans toutes les directions ; - La facilité avec laquelle il est possible d’ajuster la raideur
axiale en jouant sur la pression de gonflage qui rend possi-ble un asservissement en position.Leurs inconvénients sont :- Leur raideur radiale est parfois trop faible pour assurer un maintient latéral suffisant. - En cas de crevaison, il faut prévoir un dispositif de secours.- L’étanchéité doit être parfaite.
Les dernières évolutions Les plots à colonne fluide
La production industrielle de tels plots de suspension est apparue dans les années 1980. L’association du ressort avec un amortisseur hydraulique en parallèle était déjà très ancienne. L’intégration de l’amortisseur dans le plot était réalisée par une chambre remplie de fluide dans laquelle le ressort ou encore un piston se débattait en assurant un certain écoulement du fluide.Une autre conception consistait à faire deux chambres en caoutchouc qui assuraient la fonction élastique et, du fait de leur disposition, permettaient au fluide de transi-ter entre elles au travers d’un orifice au cours du mouve-ment. L’orifice était dimensionné pour apporter une perte de charge suffisante pour donner l’amortissement.Une évolution de ce dernier système a consisté à dimen-sionner l’orifice pour utiliser l’effet de l’oscillation de la colonne de fluide qu’il contient. cet effet, très important à la fréquence de résonance de cette colonne, est amplifié par la démultiplication hydraulique donné par le rapport de la section efficace des chambres et celle de la colonne.Les avantages d’un tel plot sont :- D’utiliser un démultiplicateur d’effort hydraulique. - D’occuper peu de place; il est intégrable dans le volume limité.
Fig. 13 : Les plots à colonne fluide

33
Le découplage de structures à l’aide d’isolateurs passifs
Sa courbe de raideur en fonction de la fréquence présente une valeur minimale à une fréquence dont on peut fixer la valeur en jouant sur les dimensions des chambres et leurs raideurs. De ce fait, il est possible d’avoir un excellent découplage des structures à cette fréquence. cette fréquence est suivie d’une bande de fréquences pour lesquelles l’amortissement est très important, il est donc possible de trouver là un autre usage de ce plot. L’application est répandue dans l’industrie automobile aussi bien pour les plots de suspension de moteurs que pour les articulations de trains roulants. Il y a une application timide en aéronautique pour des suspensions de moteurs. Par contre dans l’industrie, ce plot n’a pas le succès qu’il mérite. Dans certains cas, il pourrait apporter une nette amélioration. Par exemple, quatre plots d’un décimètre cube peuvent avoir l’effet d’une double suspension néces-sitant 50 à 100 kg de masse intermédiaire.
Les inconvénients sont :- Un prix plus élevé que celui d’un plot simple. - Une rigidification après la fréquence de résonance de la colonne.- Un effet unidirectionnel. - Des limitations en température et pression dues au fluide et au caoutchouc.
Les ressorts en matériaux composites Le développement des ressorts en matériaux composi-tes est assez lent.Leurs applications sont spécifiques.Ils se présentent souvent sous la forme de ressorts à lame pour avoir de grandes courses. Ils sont parfois amortis par intégration de couches de polymères au moment de leur fabrication.
Leurs avantages sont :- le gain de masse qu’ils procurent ; - et l’aspect progressif de la propagation de fissure lors de la fatigue. - Mais le principal avantage qui doit assurer leur avenir paraît plutôt la possibilité qu’ils offrent de faciliter l’intégra-tion de différentes fonctions en les associant au moment de leur fabrication avec des liaisons avec les autres pièces en caoutchouc. Un tel usage conduit à une réduction impor-tante du nombre de pièces et de la masse globale.
Fig. 14 : Exemples d’isolateurs Strafluid
Fig. 15 : Exemples d’isolateurs en composite
La modélisation
Domaine linéaire et matrice d’impédance
Dans le domaine linéaire, cette modélisation est très puis-sante car les méthodes de calculs sont bien connues. La notion d’impédance est liée au fait que l’on considère des forces variant sinusoïdalement dans le temps.
En conséquence, il est commode de les représenter par des nombres complexes de la forme fe iωt et les vites-ses par V ei(ωt+ϕ) et de procéder comme en électricité en appliquant les lois connues sur la composition des impé-dances.
Remarque : Normalement en mécanique une impédance est définie par le rapport d’un effort (force ou couple) et d’une vitesse (respectivement vitesse linéaire et vitesse angulaire).
En fait, les plots de suspension et les pièces élastiques interposées entre les structures sont caractérisées tradi-tionnellement par leurs raideurs. Par abus de langage, on confond souvent raideurs et impédances mécaniques, il faut donc bien s’assurer de la définition retenue.
Un plot présente six degrés de liberté, il est donc carac-térisé par des matrices d’impédances 6x6 d’entrée, de transfert et de sortie. Elles permettent un raccordement aisé aux structures.
La modélisation numériqueL’identification des matrices peut se faire expérimentale-ment ou par calcul.La norme ISO 10846 xx précise les méthodes utilisables pour mesurer l’impédance de transfert et celle d’entrée dans le domaine des basses fréquences. Il faut cepen-dant faire attention à la manière dont on tient compte de celles des pièces de liaisons entre les plots et les struc-tures. Les figures page suivante montrent quelques résul-tats illustrant les difficultés.De même, pour les fréquences élevées, les modes des structures des moyens mis en jeu sont à prendre en compte. La détermination expérimentale suppose l’exis-tence du plot. Quand ce n’est pas le cas, il faut prédire ces impédances à partir de la géométrie et des proprié-tés du matériau.Dans le cas des matériaux viscoélastiques, on utilise un module complexe dont la partie réelle est rattachée à l’élasticité et la partie imaginaire à la viscosité.

34
Le découplage de structures à l’aide d’isolateurs passifs
Le comportement linéaire suppose que ces modules sont constants en fonction de l’amplitude.ces deux méthodes donnent les valeurs des termes des matrices pour chaque fréquence. Il faut conserver ces valeurs sous forme numérique pour pouvoir exploiter les matrices. Pour éviter ce stockage, il est commode d’es-sayer de trouver des modèles analogiques simples à partir de composants élémentaires.
Les modèles analogiquesL’agencement des éléments simples doit donner un modèle dont le comportement traduit assez fidèlement la réalité.Les plus utilisés sont les modèles de Kelvin, Voigt-Maxwell et Zener. On peut utiliser des combinaisons de ces modè-les pour parfaire la représentation du comportement par exemple introduire des masses pour faire apparaître l’effet de l’inertie de la matière. Quand on ne fait pas intervenir la masse de la matière on peut appliquer cette modélisa-tion tout aussi bien au plot qu’au matériau.A l’aide d’un modèle généralisé de Voigt-Maxwell ou de Kelvin on peut théoriquement traduire le comportement rhéologi-que du matériau. ceci revient à lier l’effort à la déformation par deux opérateurs différentiels linéaires. ceci conduit en régime harmonique au module complexe du matériau (respectivement à la raideur complexe du plot).
cette forme présente quelques problèmes d’exploita-tion numérique quand m et n sont grands. Dans le but de réduire le nombre de paramètres, Hue et Vinh ont proposé une formulation aux dérivées fractionnaires.cette dernière prenant en compte les valeurs de la fonc-tion à tous les instants du passé peut rendre compte de l’effet mémoire du matériau.
cette formulation n’est pas d’utilisation courante pour le moment, car il paraît plus urgent de prendre en compte les non-linéarités dont les effets sont plus préoccupants que ceux de la fréquence dans beaucoup de domaines.
Fig. 16 : Modèle analogique de la machine de mesure. Exemple de résultats de mesure de raideurs et d’amortissements
Fig. 17 : Les modèle analogiques
KELVIN VOÏGHT-MAXWELL ZENER cOMBINAISON DES MODÈLES

35
Le découplage de structures à l’aide d’isolateurs passifs
Prise en compte des non-linéarités
On fait appel à un agencement de modèles simples comme le Standard Triboelastic Solid pour traduire l’élasticité combinée au frottement sec complété par un dash-pot pour traduire l’effet de viscosité.certains auteurs préfèrent considérer des raideurs varia-bles plutôt que d’avoir à multiplier le nombre d’éléments. On peut également faire appel à une représentation du cycle d’hystérésis à l’aide des modèles de Dahl, Duhem-Madelung, de Bouc, ou encore comme A. Al Majid et R. Dufour considérer un modèle plus général de la relation force de restitution/déformation qui rende compte de manière plus satisfaisante du comportement en environ-nement vibratoire fait de superpositions de différents types d’excitation. ces approchent sont prometteuses et donnent déjà d’ex-cellents résultats.
Conclusion
La définition de la suspension ou du découplage vibra-toire de structures fait partie intégrante du travail de conception. En tant qu’interface entre des structures son coût et sa performance en dépendent de façon telle qu’il faut la considérer comme une étape a pren-dre en compte au début du projet.
Le meilleur compromis coût/performance peut être appro-ché grâce à la panoplie de plots qu’offre le marché ou par des moyens de conception renforcés par des outils de prédiction des performances de plus en plus fiables.L’approche non-linéaire par les cycles d’hystérésis est promet-teuse. Elle va progressivement permettre d’orienter puis efficacement les recherches. Sur les matériaux, les géomé-trie et les travaux sur des plots encore plus évolués.
Avertissement
cet article est tiré du numéro 25 d’Acoustique & Techniques. ce numéro avait été publié dans le cadre du 1er forum européen sur les matériaux insonorisants qui s’est tenu au cETIM, Senlis le 3 juillet 2001. ce numéro spécial est dispo-nible en téléchargement sur le site http://www.bruit.fr
Références bibliographiques
[1] Budzdugan G., Dynamique des fondations de machines, Ed Eyrolles.
[2] Skudrzyk E, Simple and complex vibratory systems, The Pennsylvania state university press.
{3] Ferry JD, Viscoelastic properties of polymers, John Wiley & sons. Inc
[3] Freakley PK, Payne AR, Theory and practice of engineering with rubber, Applied science publishers.
[4] Julien MA, Dynamique des systèmes pendulaires,Technip.
[5] VerheÏj JW, Multi-path sound transfer from resiliently mountod shipboard machinery, Institute of applied physics tno-th.
[6] Harris and Crede , Shock and vibration handbook, Mc Graw-Hill Book Company.
[7] Soula M., Etude du comportement mécanique des matériaux viscoélastiques par les dérivées fractionnaires, Thèse de doctorat, CNAM, Paris.
[8] Al Majid A., Dufour R, Colloque Vibrations, Chocs et Bruit , Mécanique industrielle et matériaux, revue du GAMI Juin 1998
[9] Lazutkin AM, Description of an arbitrary multi-axial loading process for non-linear vibration isolators, 111anov G.V., Academic Press Limited
[10] Gjika K., Dufour R., Ferraris G., Transient response of structures on viscoelastic mounts prediction and experiment, LMS URA CNRS 862 INSA Lyon. 1996 Academic Press Limited
[11] Ko JM, Ni YQ, Tian QL, Hysteresis behavior and empirical modeling of v~ire-cable vibration isolator, Hong-Kong Polytechnic. The international Journal of analytical and experimental modal analysis vol. 7 n° 2 p 11-127, Avril 1992.
[12] Bliman PA, Etude mathématique d’un modèle de frottement sec : le modèle de P.R. Dahl, Thèse Université Paris IX ; mars 1990.
[13] Hepbum C. et Reynolds RJW., Elastomers : criteria for engineering design. Applied Science Publishers.
[14] Snowdon JC., Vibration and shock in damped mechanical systems, John Wiley& Sons.
[15] Lalanne M., Berthier P., Der Hagopian J., Mécanique des vibrations linéaires, Masson.
[16] Lalanne C., Vibrations et chocs mécaniques, Hermes
[17] Bouc R., Modèle mathématique d’hystérésis, Thèse de doctorat, CNRS AO 3078
[18] Werely NM., MadLavan V., Sieg T., Mechanism-based analysis of thermo-mechanical elastomeric lag damper behavior, American Helicopter Society, Forum 1999.
[19] Baber TT., Noori MN., Modeling general hysteresis behavior and random vibration application, J. of Vibration, Acoustics, Stress and Reliability in Desing 1986.
[20] Table ronde MV2 06-1996 ; Un modèle forcé de restitution pour prévoir les réponses à des chocs d’une structure montée sur des plots à friction.
[21] Pompéi, Génie mécanique des caoutchoucs. Exemples de dimensionnement : calcul et tolérance des raideurs., Ed C G’Sell - A. Coupard-Apollor.
[22] Levallard P., Caractérisation rhéologique des ferrofluides sous champ magnétique-Application aux supports hydrauliques, Thèse LMMM-ESAM, 1990.
[23] Ramrakhyani DS., Brackbill CR., Lesieutre GA., Smith EC., Non Iinear Modeling of Elastomeric Materials for Helicopter Dampers, Rubber Division, American Chemical Society. 17-20 oct 2000
[24] Leif Karj., Structure-Borne Sound Properties of Vibration Isolators. Doctoral thesis 1998, Royal Institute of Technology MWL Stockholm.
Fig. 18 : Exemple de modèle et de cycle d’hystérésis d’un plot en caoutchouc naturel

PUBLI-REPORTAGE
36
A la fin des années 80, la france comme le reste des autres pays européens, était confrontée à une problématique majeure, en matière d’aménagement urbain des grandes et moyennes agglomérations, marquée par :
- L’augmentation croissante des besoins en logements, bureaux et équipements publics,- L’allongement des temps de trajets «travail/domicile»,- La rareté des terrains constructibles.
face à cette situation complexe, les pouvoirs publics avaient mis en œuvre des actions consistant en :- la revalorisation des réserves foncières situées dans les emprises des gares SNcf et dans les anciennes friches industrielles à proximité des voies ferrées ;- La création de Rff (Réseau ferré de france) en 1995 qui avait eu pour conséquence la création de nouvelles ZAc comme la ZAc Tolbiac ou celle des Batignolles à Paris ou encore La cartonnerie à Reims (51)… ;- L’augmentation des investissements dans les transports publics et en particulier les tramways ;- Et la mise à jour de la réglementation acoustique en 1996.
C’est ainsi que le problème des transmissions vibra-toires et acoustiques s’est imposé comme un défi technique aux professionnels de la construction.
créée en 1991, la société AcOUSYSTEM intervient en réponse à ces contraintes vibro-acoustiques en appor-tant des solutions efficaces, pérennes et optimisés dans trois grands domaines :- Le bâtiment en proposant des systèmes d’appuis anti-vibratiles à base d’élastomère ou de ressorts métalliques destinés à réduire les transmissions vibratoires et acous-tiques, génératrices de nuisances sonores à proximité des voies ferrées.- L’industrie, domaine pour lequel les exigences en matière de filtrage vibratoire sont souvent plus élevées et multi-ples, en proposant en plus des systèmes cités plus haut, des coussins à air dont la fréquence de résonance est proche de 1,0 Hz.- Les voies ferrées qui constituent une source importante de vibrations générées par le trafic ferroviaire, celui-ci incluant les tramways, les métros et les trains, en propo-sant des solutions pour réduire celles-ci à la source en incorporant un système antivibratoire approprié lors de la construction de la voie.
Le choix d’une solution est dicté par la performance à atteindre exprimée en réduction du niveau de vibrations de 5, 10, 15 ou 20 dB(V) ou plus, et qui est fonction de la source génératrice des vibrations et de la distance la séparant du lieu de la réception c’est-à-dire des construc-tions à usage d’habitation ou qui abritent des instruments sensibles aux vibrations.
Les solutions apportées par AcOUSYSTEM sont :- Les tapis sous ballast ;- Les semelles sous traverses ou USP ;- Les tapis et semelles antivibratiles ;- Les «jaquettes» pour une pose des rails en appuis continus ;- Les chambres d’éclisses ;- Les absorbeurs dynamiques…
Elles sont fabriquées à base de granules de caoutchouc retirés sur les pneus usagés. ce qui nous permet de reva-loriser annuellement 20 000 tonnes de pneus usagés et ainsi d’être considéré comme un acteur majeur du Développement durable.
L’ensemble de ces solutions est produit par RBSI, une filiale de notre Groupe, basée en Moselle et spécialisée dans le recyclage et la revalorisation des pneus usagés en des nouveaux matériaux répondant à des cahiers des charges spécifiques.
L’usine dispose d’une chaîne intégrée qui commence par le déchiquetage et le broyage des pneus… en passant par plusieurs opérations de nettoyage, de purification, et de calibrage … jusqu’à la fabrication de nouveaux produits finis, dont une gamme entière est dédiée à la réduction des vibrations.
fort de son expérience et de son expertise, AcOUSYSTEM souhaite se positionner comme leader dans la profession tout en s’inscrivant dans une logique de Développement durable ce qui implique d’investir encore et toujours dans la recherche et développement de produits d’iso-lation vibratoire issus de la revalorisation des pneus usagés.
Les efforts d’AcOUSYSTEM ont été récompensés par le décibel d’Or 2009 du produit innovant en matière de réduction du bruit.
Pour en savoir plus sur les produits ACOUSYSTEM, vous pouvez contacter : Joseph Torbay, Immeuble international,
13, avenue de la gare, 78180 MONTIGNY LE BRETONNEUX, Tél : 01 30 64 74 00, E-mail : [email protected]
Les produits ACOUSYSTEM : des réponses aux problèmes des vibrations dues au trafic ferroviaire
PUB
LI-R
EPO
RTA
GE

37
es vibrations transmises à l’Homme sont connues depuis de nombreuses années pour être des sources pathogènes. La conduite d’engins industriels ou agrico-les est à la source de nombreuses lombalgies, l’utilisation d’outils portatifs vibrants comme les tronçonneuses ou les meuleuses est connue pour déclencher des troubles neurologiques et/ou vasculaires comme le syndrome de Raynaud. ces maladies sont plus connues sous le terme générique de TMS (Troubles Musculo-Squelettiques) et ont coûté aux entreprises près de 1 milliard d’euros en 2007. Elles sont sous surveillance et font l’objet de campagnes d’information à l’attention du grand public.cela a conduit les états européens à réaliser une direc-tive sur l’évaluation de ce risque, qui a été transcrite en 2005 par les états membres dans leurs droits nationaux respectifs. cette réglementation est complémentaire à la « Directive Machine » qui oblige les constructeurs à décla-rer l’émission vibratoire des machines mises en service depuis 1989. Les conséquences de cette réglementation sont d’une part, une prise de conscience plus marquée par les concepteurs de machines et d’autre part, une appa-rition sur le marché de plusieurs méthodes d’évaluation du risque ainsi qu’un développement d’équipements de mesure (vibromètres ou dosimètres) plus simples d’em-ploi et moins chers, dont l’utilisation apparaît à la portée du préventeur de terrain.
Effets physiologiques
Les recherches menées par les laboratoires français et internationaux ont permis au cours de ces dernières années de mieux appréhender les effets et les conséquences des vibrations sur la santé de l’Homme. Les pathologies ayant pour origine les vibrations sont plus fréquemment nommées dans les déclarations de maladies professionnelles. Elles
peuvent avoir des conséquences dramatiques lorsque l’em-ployé n’est plus dans la capacité d’effectuer sa tâche, on peut assister alors dans les cas extrêmes à une désociali-sation du salarié liée à la perte de son emploi.
Vibrations transmises au corps entier
En règle générale, lors de la conduite d’un véhicule, les vibrations sont occasionnées par le déplacement de celui-ci. Elles pénètrent par le siège lorsque le conducteur est assis à son poste de conduite. La nature et l’amplitude de la vibration dépendent de la manière de conduire, de la nature du sol, de la vitesse et de l’état de la machine.Dans un premier temps pour le salarié, l’exposition aux vibrations engendre de l’inconfort (fatigue musculaire par exemple), le conducteur ressent alors une gêne pour la réalisation de son travail (difficulté de se retourner pour les agriculteurs lors des tâches de labour …). Si l’exposi-tion perdure, l’apparition de lombalgies chroniques peut entraîner des arrêts de travail de plus en plus fréquents. Les tableaux n°97 pour le régime général et n°57 pour le régime agricole indemnisent les cas graves comme les hernies discales qui vont enclencher radiculalgies ou scia-tiques selon la zone de la colonne vertébrale touchée. Il y a environ 500 déclarations de maladies profession-nelles dans les différents régimes maladies. Pour le régime général, ce sont les conducteurs de camions, de chariots élévateurs et d’engins de chantier qui sont les plus touchés.
Le salarié sera pris en charge dans le cadre d’une mala-die professionnelle si une pathologie de type sciatique ou cruralgie est diagnostiquée et ayant pour origine une hernie discale. De plus une exposition de 5 années est
Effets des vibrations sur l’HommeConséquences des vibrations sur le corps complet et le système main-brasRéglementations / Métrologie / Prévention
Jean-Pierre GalmicheVibr’Action6, square Albert Camus54850 MérévilleE-mail : [email protected]
L

38
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
requise au poste de conduite de véhicule tel qu’engin de chantier, véhicule tout terrain ou engins industriels. L’INRS (Institut national de recherche et de sécurité) donne sur son site web institutionnel les informations complémen-taires concernant les lombalgies (www.inrs.fr).
Le risque de lombalgie est augmenté quand l’exposition aux vibrations est couplée à une posture contraignante comme la torsion du tronc (cas des caristes se déplaçant en marche arrière par manque de visibilité vers l’avant du fait d’une charge haute). L’âge du conducteur, le stress, les cadences, les gestes répétitifs, les manutentions manuelles et les longues durées d’exposition sont d’autres facteurs responsables de l’apparition des lombalgies. De même, un accident, une malformation augmentera la prédisposition à ce risque. Les longues périodes de conduite en position assise (même avec des niveaux vibratoires faibles), des chocs subits (passage rapide de nids de poules) peuvent favoriser l’apparition des lésions.
Dans le cas de vibrations transmises à l’homme debout, cas des salariés conducteurs de transpalettes ou placés devant les presses et pilons de forge, la transmission des vibrations du sol s’effectue par les pieds. Les jambes sont alors les éléments transmetteurs vers la colonne vertébrale (il n’y a pas ou peu de cas de lombalgies qui ont été décla-rées à ce jour sur ce type de poste de travail), les salariés se plaignent plutôt de « lourdeurs » dans les jambes.
Notes : Les tableaux n°98 pour le régime général et n°57 bis pour l’agriculture traitent des lombalgies et du port de charge. Or les conducteurs (caristes, agriculteurs…) exposés aux vibrations sont souvent conduits à effectuer des manutentions manuelles. De ce fait, les médecins ont parfois des difficultés pour certains cas, de classer la pathologie dans l’une ou l’autre catégorie.
Le mal des transports ou cinétose est associé aux vibrations de très basses fréquences (< 1 Hz). Il résulte d’un conflit entre les informations sensorielles transmises au cerveau par l’oreille interne et le système visuel. La réglementation ne concerne pas ce type d’ef-fet physiologique.
Vibrations transmises au système main-bras
chacun d’entre nous a pu observer dans son environne-ment proche des opérateurs de marteaux-piqueurs ou brise-béton ; ces machines bruyantes et vibrantes sont souvent perçues comme le symbole des vibrations trans-mises au système main-bras. Les bras et les épaules des utilisateurs sont animés de mouvements subis, violents visibles de tous.ces machines vibrantes tenues ou guidées à la main vont occasionner des pathologies différentes selon qu’elles sont percutantes, tournantes ou roto-percutantes.Les troubles ostéo-articulaires sont liés à l’utilisation de machines percutantes émettant des vibrations de basses fréquences (plutôt inférieures à 50 Hz). ce sont les arth-roses au niveau des coudes ou les maladies de Kienböck ou de Kohler des poignets.L’utilisation de machines comme les meuleuses, défon-ceuses, fraiseuses, polisseuses…, tournant entre 300
et 12 000 tours/min (fréquences entre 50 et 200 Hz) peut déclencher un syndrome de Raynaud (phénomène des doigts blancs ou doigts morts) : ce sont des trou-bles vasculaires au niveau des extrémités digitales ou de la zone palmaire. L’exposition au froid est un cofacteur déclenchant de ce type de pathologie.Dans la même gamme de fréquence, on rencontre chez les utilisateurs de ponceuses par exemple des troubles neurologiques avec des paresthésies, fourmillements et perte de sensibilité.
Souvent les salariés sont amenés à utiliser en alternance des machines de différents types lors de leurs tâches de travail, dans la métallurgie par exemple, utilisation de buri-neurs et de meuleuses. Ils sont alors exposés à des vibra-tions qui peuvent occasionner des troubles de natures diffé-rentes (cumul de vasculaire et d’ostéo-articulaire).
Annuellement ce sont environ 200 cas qui sont déclarés dans les différents régimes maladies (tableau n°69 pour le régime général et n°29 pour le régime agricole).
ces pathologies sont prises en compte si des affections ostéo-articulaire ou vasculaire sont diagnostiquées au niveau de la main et du bras. comme les lombalgies, ces pathologies ne sont prises en compte que si l’utilisation de machines portatives vibrantes est avérée et validée par une utilisation prolongée.
Note : Un salarié effectuant des tâches répétitives sur une chaîne de fabrication, associées à des postures contrai-gnantes des membres supérieurs, par exemple vissage à une cadence élevée avec l’outil tenu à bout de bras en hauteur, sera aussi exposé à une possible apparition de trouble musculo-squelettique (TMS) de type syndrome du canal carpien : tableau n°57 pour le régime général et n°39 pour le régime agricole.
Normalisations et Réglementations
Les premières réglementations concernant l’exposition aux vibrations datent des années 80. Normes, lois et directives préconisent ou recommandent depuis cette période d’évaluer le risque et d’effectuer entre autres, une surveillance médicale. Mais il aura fallu attendre 2005, pour que la Directive européenne « Vibrations » 2002/44/cE soit votée, transcrite en droit français et applicable en s’appuyant sur des normes ISO et Européennes pour imposer des valeurs limites d’exposition.
Normes d’émission vibratoire
ces normes ou codes d’essais sont destinées principale-ment aux fabricants pour une déclaration harmonisée dans les notices techniques des valeurs de vibrations émises par les équipements et transmises aux opérateurs. Si pour les machines portatives, il existe un ensemble de normes assez complet, il n’en est pas de même pour le matériel roulant où il n’existe qu’une seule norme desti-née aux chariots élévateurs. Pour les engins de chantiers, camions, tracteurs et autres matériels, les fabricants s’ap-puient sur des référentiels « maisons » dont la description devrait figurer dans les notices.

39
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
Normes d’exposition vibratoire
Il ne faut pas confondre ces normes avec les précédentes. Les hygiénistes et préventeurs concernés par la prévention des risques au poste de travail connaissent le dB (A), unité utilisée en acoustique pour quantifier la pression sonore; cette unité correspond à ce que l’individu reçoit, en tenant compte de la réponse fréquentielle de l’oreille, on utilise pour cela un filtre normalisé (pondération A).
Il existe de même des pondérations normalisées pour les vibrations, correspondants à la sensibilité de l’Homme qui sont utilisées pour l’évaluation.
Deux normes sont importantes, la première, ISO 2631-1 de 1997 concerne les vibrations transmises à l’ensemble du corps (figure 1), l’autre, ISO 5349-1 de 2002 est appli-cable au système main-bras (figure 2).
L’une et l’autre définissent la méthode d’évaluation ainsi que la forme des filtres de pondération utilisés. Pour l’en-semble du corps, les filtres de pondération sont diffé-rents selon que la vibration est transmise suivant l’axe vertical ou suivant les axes horizontaux. La pondération appliquée lors des mesures main-bras est identique pour l’ensemble des trois axes.
Fig. 1 : Filtres de pondérations ensemble du corps
Fig. 2 : Filtre de pondérations main-bras
Lors de la mesure effectuée suivant trois directions ortho-normées (X, Y et Z) (figure 3), les signaux issus des accé-léromètres sont filtrés et l’intégration de ces signaux donnera une valeur d’accélération efficace (RMS) pondé-rée. Pour l’ensemble du corps, les accélérations sont repé-rées par awx, awy et awz et l’étendue de mesures s’étend de 0,4 à 100 Hz. et pour le main-bras ahwx, ahwy et ahwz, les fréquences vont de 6,3 à 1250 Hz (fréquence centrale de bande 1/3 octave, représentée par une zone grisée sur les figures 1 et 2).
En deçà et au-delà de ces gammes de fréquence, il n’est pas établi d’avoir un risque pour la santé ; pour cette raison, elles ne sont pas prises en compte.
Fig. 3 : Directions orthonormées ensemble du corps et main-bras
On retiendra pour l’ensemble du corps, les accélérations pondérées mesurées suivant l’axe dominant associée au temps d’exposition vibratoire correspondant A(8)
Où : anwi représente la valeur efficace pondérée en fréquence de l’accélération selon la direction n, détermi-née par le temps d’exposition Ti pour chaque tâche.k est un coefficient corrigeant la différence de sensibi-lité entre les axes horizontaux et l’axe vertical kx et ky = 1,4 et kz = 1To est la période de travail de référence de 8 heures (28 800 s)
En ce qui concerne le système main-bras, l’évaluation s’ef-fectue en combinant les accélérations pondérées suivant les 3 directions pour chaque tâche.
L’exposition quotidienne A(8) s’obtient en prenant pour chaque machine utilisée la valeur totale de vibration ahvi.
Où : ahvi est la valeur de vibration pour chaque tâche (i)Ti la durée d’exposition quotidienne pour la tâche iTo est la période de travail de référence de 8 heures (28 800 s)

40
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
Directives européennes
La directive « Machines » 98/37/cE, demande aux fabri-cants de concevoir les machines afin que les vibrations soient émises au plus bas niveau possible. Ils doivent déclarer dans la notice technique l’émission vibratoire, si elle dépasse 2,5 m/s² pour le main-bras et 0,5 m/ s² pour l’ensemble du corps. Si ce n’est pas le cas, ils doivent l’indiquer. cette exigence existait déjà dans les mêmes termes dans la version d’origine 89/392/cEE applicable dès 1995.De plus, les machines mobiles doivent être équipées d’un siège efficace pour réduire les vibrations.
Le décret 2008-1156 du 7 novembre 2008, applicable le 29 décembre 2009 officialise la nouvelle version de la directive « Machines » 2006/42/cE. En ce qui concerne les vibrations, il reprend l’ensemble de la réglementa-tion précédente, en intégrant l’obligation pour les fabri-cants d’informer les utilisateurs par rapport aux risques résiduels. L’aspect mesurage est aussi complété par une information sur les incertitudes de mesure.
La directive « Vibrations » 2002/44/cE concerne plus précisément la protection des salariés à leur poste de travail. Elle est transcrite en droit français par décrets depuis juillet 2005, (décrets 2005-746 et 748) qui sont applicables depuis cette date. Ils demandent en parti-culier aux entreprises d’évaluer le risque vibratoire aux postes de travail.
cela concerne les salariés utilisant des machines porta-tives ou travaillant sur des machines mobiles ou fixes. Ils précisent les valeurs d’action et limites d’exposition aux vibrations et sont complétés par des arrêtés préci-sant depuis 2007, quelles sont les machines qui béné-ficieront d’une dérogation d’application jusqu’en juillet 2010. Au-delà de cette date, les machines ou poste de travail mis à disposition des salariés devront être conformes.
Il s’agit ici de valeurs d’exposition obtenues par calcul tenant compte de l’émission vibratoire et de la durée d’utilisation de la (ou des) machine(s). La valeur obte-nue par calcul A(8) est équivalente à l’exposition vibra-toire pendant 8 heures de travail. ce sont des études épidémiologiques et des études de terrain qui ont servi à définir comme valeurs d’action 0,5 m/s² pour l’ensem-ble du corps et 2,5 m/s² pour le main-bras. En deçà de ces valeurs, il n’y a pas de risque avéré pour la santé du salarié. Au-delà des valeurs d’action, chaque salarié entre dans le cadre de la Surveillance Médicale Renforcée (SMR), le médecin du travail est informé de la situation et surveille les salariés exposés, il observera les postes similaires à celui qui a été évalué, des actions de préven-tions sont mises en place et doivent aboutir à ramener cette valeur au plus bas niveau possible.
Des valeurs limites sont définies 1,15 m/s² pour l’ensem-ble du corps et 5 m/s² pour l’ensemble main-bras. Les salariés ne doivent pas être exposés au-delà de la valeur limite. Si c’est le cas, l’employeur doit mettre en œuvre tous les moyens disponibles pour revenir en dessous de cette valeur limite (figure 4).
Fig. 4 : Valeurs d’action et limite définies dans les décrets de juillet 2005
Enfin, rappelons l’existence d’une directive de 1978 qui demande d’équiper les tracteurs agricoles neufs, avec des sièges suspendus homologués. cette réglementation décrit les conditions d’essais et d’homologation. Il n’y a pas d’équivalent pour les autres secteurs d’activités indus-trielles, de manutention ou de travaux publics.
Métrologie
La réglementation en vigueur demande aux employeurs d’évaluer le risque. cette évaluation peut s’effectuer à partir des informations fournies par les constructeurs de machines, mais l’absence de code d’essai pour certai-nes catégories de matériels ouvre la porte à une décla-ration minimaliste de l’émission vibratoire non représen-tative de la réalité. De plus, certains codes d’essais ne sont pas très réalistes et ne peuvent l’être compte tenu d’utilisations très variées des machines. cette méthode peut présenter l’inconvénient de sous-évaluer le risque et ainsi d’ignorer les problèmes.
Une autre possibilité d’évaluation est offerte en utilisant les bases de données institutionnelles (comme le dossier « mal de dos et vibrations » placé dans le site web de l’INRS ou le Guide de bonnes pratiques du même nom de cet Institut…). ces bases ont été relevées in situ à partir de données représentatives et offrent en général aux préventeurs le choix entre plusieurs valeurs à choi-sir en fonction des différentes conditions d’utilisation de la machine. Il est préférable de les employer pour déterminer dans un premier temps les situations les plus pénalisantes qui seront ensuite étudiées plus finement par une approche métrologique classique.
Plusieurs fabricants et revendeurs de matériel de mesures proposent des vibromètres voire des dosimètres (01 dB, Metravib, Arelco, Brüel & Kjaer, Svantek …). Ils sont dédiés spécifiquement à l’évaluation du risque vibratoire.ces appareils sont destinés aux préventeurs et hygiénis-tes qui désirent connaître précisément le risque vibra-toire aux postes de travail. ces équipements de mesu-res sont munis d’un accéléromètre triaxial qui est placé dans une interface de mesures sous le postérieur du conducteur pour évaluer la vibration transmise au corps entier. Pour les machines portatives, un support monté sur une bride munie d’un collier de serrage permet de fixer le capteur sur les poignées de l’outil au plus prés des mains de l’opérateur. Le choix du capteur, dans ce cas, se fera en fonction du niveau d’émission de la

41
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
machine, on privilégiera donc des accéléromètres moins sensibles pour l’évaluation des vibrations émises par des machines à chocs ou percutantes.
Après mesures et traitement informatique, la valeur du A(8) est affichée, elle situera le risque par rapport aux valeurs d’action et limites définies dans la réglementation.
certains fabricants proposent des capteurs et accessoi-res complémentaires, facilitateurs de l’intervention sur le terrain :- des capteurs triaxiaux pour les mesures sur le sol devant les machines à poste fixe comme les presses, ce même capteur peut être placé sur la plate-forme des transpa-lettes sous (ou prés) des pieds du cariste pour évaluer la vibration lors des déplacements du véhicule.- un détecteur de présence synchronisé aux autres capteurs permettant d’évaluer le risque en fonction du temps d’uti-lisation réelle de la machine (prise en compte des pauses vibratoires).- un logiciel permettant le traitement de l’enregistrement temporel et de recréer l’historique de la journée de travail, des commentaires audio servent de marqueurs en se superposant au signal.- un analyseur fréquentiel portable pour une analyse fine des signaux temporels.
- un filtre mécanique utilisé entre le capteur et la machine portative pour éviter le phénomène de « Dc shift » lors des mesures sur des machines percutantes.
L’évaluation ne saurait être complète sur les machines mobiles, sans la qualification des sièges conducteurs lors-que celles-ci en en sont équipées. Un capteur est placé sur le plancher du véhicule au plus prés de la verticale du capteur siège (les deux capteurs mesurent suivant l’axe vertical-Z). Le rapport des accélérations pondérées mesurées par les deux capteurs, donne le facteur SEAT qui indique une atténuation lorsque que celui-ci est infé-rieur à 100%.
Prévention
évaluer le risque vibratoire permet aux entreprises de repérer les postes de travail à risque. cette étape doit induire des actions de prévention si un risque est reconnu (évaluation au-dessus des valeurs d’actions)
Des actions de prévention collective peuvent être mises en place, telles qu’une diminution du temps d’exposition, une rotation des salariés sur différents postes de travail, une autorisation de « pauses vibratoires »…
3 sociétes • 100 personnes • Une offre globaleR&D - Ingénierie - Simulation - Essais - Diagnostics - Logiciels - Moyens
+33 [0]4 72 86 65 65 www.vibratec.fr www.vibrateam.fr www.microdb.fr
Le groupe VIBRATEC
Vibration Acoustique Fiabilité

42
Effets des vibrations sur l’Homme. Conséquences des vibrations sur le corps complet et le système main-bras
Sur les postes de travail où le salarié est assis, on veillera particulièrement à son siège (adapté, bien réglé, entre-tenu…). Sur des engins de chantiers, la plupart des sièges installés à l’origine amplifient les vibrations ! Il est donc important de pouvoir conseiller un choix de sièges le mieux adapté au poste de conduite. Le changement du siège ne se fera pas à « la légère » ; on veillera particulièrement à sa bonne implantation permettant de conserver une posture correcte. cela impose de ne pas retenir et d’éli-miner les modèles dont les caractéristiques mécaniques et dynamiques ne permettent pas de réduire le risque. En cas de mauvais choix, on pourrait amplifier le risque avec un siège équipé d’une suspension par rapport à une simple sellerie. Dans certaines situations, on conseillera des équipements supplémentaires, tels que l’amortisse-ment variable, la rotation d’assise, la suspension longitu-dinale, transversale…
De plus les conducteurs sont rarement informés des régla-ges nécessaires pour obtenir une protection acceptable, cette information pourtant importante n’est pas inscrite lors de l’obtention des cAcES (certificat d’aptitude à la conduite en sécurité). Elle peut se faire en complément, dans l’entreprise par un hygiéniste compétant sensibilisé à la problématique « Vibrations ».
Des conseils complémentaires peuvent apporter une amélioration comme un bon entretien des sols, une vitesse adaptée ou une maintenance correcte du véhi-cule; ces actions contribueront aussi à la réduction des vibrations.
Lors d’un achat, on choisira de préférence des véhicules équipés de cabines suspendues, Si pour les tracteurs routiers, cette option semble acquise, la suspension appe-lée « Basses fréquences » équipe fréquemment le maté-riel, il est plus rare de la trouver en agriculture où seuls quelques constructeurs la proposent. Dans le domaine du matériel lourd de travaux publics et de la manutention, les engins n’en sont pas encore équipés. Dans ces types d’ac-tivités, les constructeurs affichent des cabines suspendues ou anti-vibratiles qui s’avèrent être simplement montées sur des plots en caoutchouc, suffisants pour atténuer les bruits du moteur, mais inadaptées pour filtrer les basses fréquences créant les problèmes de lombalgie.
Avec les machines portatives, les actions de prévention se feront plutôt avec le choix de machines mieux adaptées. On choisira en préférence les machines traitées contre les vibrations dés la conception car il n’est guère possi-ble d’apporter des solutions a posteriori. Depuis la publi-cation de la directive « Machines », les fabricants d’outils portatifs prennent mieux en compte ce risque, de plus en plus de matériels sont proposés avec des équipements inclus dès la conception, mais leurs efficacités anti-vibra-tiles restent encore à valider.
Toutefois quelques solutions de prévention peuvent être mises en œuvre facilement dans les entreprises :- Les fournisseurs proposent quelques poignées anti-vi-bratiles qui peuvent être montées sur des meuleuses en remplacement de la poignée auxiliaire, à laquelle on pourra joindre aussi un équipement anti-balourd monté sur l’axe de fixation.
- Des pauses vibratoires et des rotations de poste peuvent être conseillées pour les salariés fortement exposés.- Les machines seront si possible accrochées sur une potence avec équilibreur afin de réduire les efforts de portage.- L’entretien de la machine est aussi indispensable, on affutera les outils de coupe, les burins, on évitera les disques de tronçonnage ou de meulage trop usés ou déséquilibrés…- Les salariés seront informés de la bonne utilisation de la machine, par exemple il est inutile d’exercer une pres-sion importante sur les poignées d’un brise-béton anti-vi-bratile, de même il n’est pas nécessaire d’appliquer une force de préhension conséquente sur une machine qui ne nécessite qu’un simple guidage.
Des fabricants proposent des gants de protection munis de bourrelets anti-vibratiles qui sont censés limiter les vibrations transmises aux mains. Une norme d’essai existe. Elle montre que, le gain apporté par cet équipe-ment de protection n’est pas avéré, sauf pour les vibra-tions de hautes fréquences. De plus cet équipement réduit fortement la dextérité et gêne le salarié lorsqu’il doit effectuer une tâche de précision.
De manière générale, on sensibilisera les acheteurs dans les entreprises. Ils veilleront à préciser lors de la rédaction du cahier des charges pour l’achat d’un équi-pement neuf, que la mise à disposition d’un matériel doit respecter le cadre des décrets « Vibrations » de 2005. La machine fournie n’exposera pas le salarié au-delà des valeurs réglementaires pour l’usage prescrit. Au besoin, une vérification métrologique pourra se faire au poste de travail à la livraison de la machine.
Références bibliographiques
[1] INRS, Vibrations et mal de dos. Edition INRS ED 6018. Février 2008 - ISBN 978-2-7389-1589-4.
[2] Malchaire J., Piette A., Cock N., Ministère fédéral de l’emploi et du travail, Vibrations Main-Bras, stratégie d’évaluation et de prévention des risques. Dépôt légal D/1998/1205/70.
[3] Norme ISO 2631-1 Mechanical vibration and shock. Evaluation of human exposure to whole-body vibration. Part 1: General requirement. ISO Mai 1997.
[4] Norme NF EN ISO 5349-1. Mesurage et évaluation de l’exposition des individus aux vibrations transmises par la main - Partie 1 : Exigences générales. AFNOR Avril 2002.
[5] Norme NF EN ISO 5349-2. Mesurage et évaluation de l’exposition des individus aux vibrations transmises par la main - Partie 2 guide pratique pour le mesurage sur le lieu de travail. AFNOR Décembre 2001.
[6] Directive européenne 2006/42/CE du 17 mai 2006 relative aux machines et remplaçant la directive 98/37/CE, elle-même ayant remplacée la directive 89/392/CEE
[7] Directive européenne 2002/44/CE 25 juin 2002 concernant les prescriptions minimales de sécurité et de santé relatives à l’exposition des travailleurs aux risques dus aux agents physiques.
[8] Décret n° 2008-1156 du 7 novembre 2008 relatif aux équipements de travail et aux équipements de protection individuelle. Version consolidée au 29 décembre 2009
[9] Décret n°2005-746 du 4 juillet 2005 relatif aux prescriptions de sécurité et santé applicable en cas d’exposition des travailleurs aux risques dus aux vibrations mécaniques et modifiant le code du travail.
[10] Arrêté du 6 juillet 2005 pris pour l’application des articles R. 231-118, R. 231-120 et R. 231-121 du code du travail.
[11] Arrêté du 4 mai 2007 déterminant les catégories d’équipements de travail susceptibles de ne pas permettre de respecter les valeurs limites d’expositions fixées au I de l’article R. 231-119 du code du travail.

CFA 1010ème congrès Français d’Acoustique
Lyon 13-16 Avril 2010
De nombreuses sessions spécialisées sont organisées afin d’aborder tous mes champs de la discipline.
Les soumissions de résumé sont possibles jusqu’au : 19 novembre 2009
Toutes les informations sont sur le site du congrès : http://cfa.sfa.asso.fr
CONTACTS : [email protected] secrétariat du congrès
[email protected] support technique pour la soumission de résumés

44
iterature reports many epidemiologic investigations carried out to establish a link between exposure to upper body vibrations and spine disorders. They show that there is an association between the professional expo-sure to vertical vibrations transmitted to the upper body and an increased risk of adverse health effect [1-5]. Long term Whole Body Vibrations (WBV) can generate adverse health hazards for the lumbar spine, especially at the three lower vertebrae (L3-L5). Several bibliographical reviews have indeed been published over the past 15 years which show a higher occurrence of low back disorders among populations exposed to dynamic loading, such as heavy equipment drivers, tractors, bus, metro, industrial equip-ments, than with the general population [6-10]. Available epidemiologic data is however not generally sufficiently
powerful to establish a dose-effect relationship between exposure to whole-body vibrations and the risk of lumbar disorders. In fact, experimental studies have shown that dynamic loading induces dynamic stresses, principally compressive, in the spine, that can produce microfractures in the endplates and vertebral body [11-15]. The magni-tude and distribution of loads on structural components of the lumbar spine vary considerably based upon numer-ous factors, and these will influence the structures and/or patterns of failure observed. Among the factors influenc-ing load magnitude and distribution are the posture [16], the amount and distribution of the bone mineral content, the size of the vertebral bodies and discs [13, 17], the degree of the disc degeneration and the magnitude of the compressive and shear forces imposed upon the spine.
Predicting the adverse health effects to long term whole-body vibration exposurePrédire les effets à long terme sur la santé dus à l’exposition de l’ensemble du corps aux vibrations
Houcine Ayari, Marc Thomas, Sylvie DoréÉcole de technologie supérieure1100, rue Notre-Dame Ouest Montréal (Québec) H3C 1K3CanadaE-mail : [email protected]
Rheda Taiar, Jean-Paul DronUniversité de Reims Champagne ArdenneUFR STAPSLaboratoire d’analyse des contraintes mécaniquesMoulin de la Housse BP 103951687 Reims CEDEX 2FranceTél. : 03 26 91 38 90E-mail : [email protected]
RésuméL’objectif de cette étude est d’évaluer les risques de maux de dos encourus par des chauffeurs suite à la fatigue mécanique des vertèbres lombaires générée par une exposition à long terme à des vibrations du corps entier (WBV). Afin de se donner de la souplesse dans la modélisation d’individus de différentes corpulences et de caractéristiques physiques différentes, un modèle paramétrique par éléments finis de rachis lombaire a été développé dans le but d’évaluer les contraintes dynamiques, principalement pour les vertèbres L4-L5, suite à des excitations aléatoires. Une estimation de la fatigue mécanique des vertèbres lombaires en a découlé, en supposant que l’excitation aléatoire agissait principalement sur le premier mode de compression. Les résultats ont montré que le risque de dommage augmente avec l’âge en raison de la perte de propriétés mécaniques (module d’Young, densité osseuse, contrainte ultime et amortissement des disques intervertébraux). En conséquence, l’amplitude de l’excitation, telle que celle mesurée au niveau du siège du chauffeur, doit être limitée en tenant compte du vieillissement des chauffeurs. Les résultats ont révélé que l’accélération de l’excitation appliquée au siège doit être limitée à des niveaux inférieurs à 2,3 m/s2, afin d’éviter tout risque, indépendamment de l’âge du conducteur et de sa morphologie. Ce niveau a été considéré comme une limite d’endurance du comportement en fatigue.
AbstractThe objective of this study is to describe a method in order to evaluate the long term exposure limits to continuous whole–body vibration (WBV) before the occurrence of fatigue failure, especially in the case of harmonic and random excitations. A parametric finite elements model of lumbar rachis has been generated in the aim to compute the dynamic stresses and estimate the mechanical fatigue under dynamic excitations. The assessment of WBV is based on the quantitative relationships between accelerations (as measured at the seat) and the dynamic stresses predicted at the L4-L5. A new model of fatigue behaviour has been developed in order to estimate the risk of adverse health effects arising from mechanical vibrations. As expected, it is shown that the injury risk increases with the age due to the loss of mechanical properties (Young modulus, bone density, ultimate stress and damping of the intervertebral disc). Consequently, the excitation amplitude must be limited to lower levels when the age increases. The results have revealed that the excitation acceleration applied to the seat must be limited to levels lower than 2.3 m/s2 in order to avoid any risk independently of the driver’s age and morphology. This level has been considered as an endurance limit of the fatigue behaviour.
L

45
The long-term exposure of the human body to vibrations may lead to mechanical fatigue [18-20] and low-back prob-lems due to microfractures in bones (cortical and cancel-lous), on endplates and microlesions in the intervertebral discs [21]. Even if the dynamic loading amplitude can appear as low, such a repetitive loading induces mechanical stresses that may cause microfractures in bone and low-back pain after a long term exposure with a large number of excitation cycles. The risk of damage by mechanical fatigue may be considered not significant for young driv-ers due to the regeneration effect, but it can be critical for old drivers due to the loss of the mechanical proper-ties of bones (Young’s modulus, density, ultimate stress) and intervertebral discs (damping) [22-25].- The first experiment on fatigue fracture of the lumbar was reported by Hardy et al [26]. The authors examined the effect of cyclic axial compression and cyclic axial transverse bending on ten fresh and five embalmed human lumbar spines (five lumbar vertebrae and intervertebral discs). The compressive cyclic load ranged between 500 and 4500 N at a loading rate of 2 Hz. compression fractures of vertebrae occurred after 1 290 000 cycles. Annulus injury was not observed in this loading mode.- Adams et al [27] performed cyclic flexion fatigue tests at a frequency of 0.67 Hz on 41 human cadaveric lumbar intervertebral joints. The mean peak load applied to the segments was 3076 N, individual loads being based on the age, sex, and body weight of the respective cadaver. 27% of the specimens failed either with endplate fractures or anterior crush within 9600 cycles. They also observed formation of poster lateral radial fissures in the annulus of segments with degenerated discs.- Liu et al [28] tested eleven human lumbar interverte-bral joints. cyclic axial load at a frequency of 0.5 Hz was applied between 37% and 80% of the ultimate compres-sive strength of vertebral bodies. The experiment was conducted at room temperature. The authors noted in five specimens, loaded between 60% and 80% of the mean ultimate compressive strength, an abrupt increase in the maximum compressive displacement at load cycle numbers lower than 2000. This increase in compressive displacement, equivalent to an irreversible height loss of the specimens, was interpreted as a sign of compression fracture. fractures were observed in trabecular bone and in endplate.- Hansson et al. [14] exposed 17 lumbar motion segments from eight spines to a 0.5 Hz sinusoidal dynamic compres-sive loading regime. Specimens were aged between 37 and 82 years. Testing was performed at room temper-ature. The applied load varied between 60% and 100% of the ultimate compressive strength. failures occurred between 1 and 950 cycles. Their observed failure damage was Schmorl’s node and central endplate fracture – i.e. primarily related to failure of the trabecular bone beneath the endplate. - Brinckmann et al [13] carried out an extensive study on 70 lumbar motion segments exposed to a 2s rise time triangu-lar (0.25Hz) compressive regime. Testing was performed at 37cº. The applied load varied between 20% and 70% of the ultimate compressive strength. Tested failure was recorded when a step occurred in the deformation–time curve. This usually resulted in extrusion of bone marrow. Most of the fractured specimens had damages at the endplate. They found that at loads less than 30% static
strength, failure was rare and they argued that a normal-ised stress of 30% could be regarded as an endurance limit for in vivo exposure. - Gallagher et al [12] tested thirty-six human lumbar motion segments. fatigue tested using spinal compressive and shearloads that simulated lifting a 9 kg weight in three torso flexion angles (0°, 22.5° and 45°). The equivalent loads ranging 25% to 60% the ultimate compressive load. Motion segments were creep loaded for 15 min and then cyclically loaded at 0.33 Hz until failure or the maximum number of cycles (10000) was completed. 25 of the 36 segments failed via fatigue prior to the 10 000 cycle maxi-mum under applied loads ranging from 40% to the 60%. These specimens were visually inspected and dissected so that the mode of failure could be determined. failure modes included endplate fractures, vertebral body frac-tures, and/or zygapophysial joint disruption. A new classi-fication scheme characterizing the nature of the endplate was developed in this investigation. The classification scheme of the endplate fracture completes those identi-fied by Brinckmann et al. [13].
The vertebral endplate appears to be the tissue most likely to experience initial failures in tests of the both ultimate compressive strength and fatigue failure [12]. Vertebral body fractures and disruption of the zygapophysial joints are also observed in compressive loading. However, fail-ures of the intervertebral discs are less frequent. Discs may fail when compressed in flexion [12, 27] or combined with an axial twist, or as the result of the cascade initiated by the endplate failure. Research using porcine models has suggested that disc herniation can also be caused by repeated flexions and extensions under moderate compres-sive loads. Table 1 summarized the fatigue test specifica-tions found in literature and describes the various parts of lumbar spine that have been affected.
On the other hand, several authors have developed numer-ical models to describe the fatigue behaviour of corti-cal bone [29-35] and the fatigue behaviour of trabecular bone. Guo et al [34] has modelled trabecular bone as an idealised two-dimensional honeycomb-like structure made up of an array of hexagonal cells. Each trabecula was modelled as a linear elastic beam with the prop-erties of cortical bone. Taylor et al [35] has simulated the fatigue behaviour of cancellous bone based on the assumption that the fatigue behaviour of trabecular bone is similar to that of cortical bone using continuous damage mechanics (cDM), accounted for both modulus degradation and the accumulation of permanent strain, with a fE approach. On a global level, the fatigue behaviour of whole vertebrae depends on the interaction of behaviour of all components (cortical and trabecular bone, endplate, intervertebral disc). Due to the complexity of vertebrae, few numerical models were developed in order to simulate the fatigue behaviours of whole vertebrae. Since data on the endur-ance limits of vertebrae in the high cycle range are not available; therefore, results of testing other bones (corti-cal and trabecular bone, cartilage, and intervertebrale disc) were used to simulate the fatigue behaviour of whole lumbar vertebrae. Then the main objective in this study is to complete the endurance fatigue behaviour information of lumbar vertebrae exposed to vertical vibration.

46
The finite element model of lumbar spine
Two models have been developed: one considers a single motion segment (L4/L5) and one considers the lumbar region of the spine (L1/L5), composed of four motion segments. A parametric finite element model of the lumbar spine (L1-L5) and the motion segment (L4/L5) were gener-ated in a cAD (Pro-Engineer) software application by consid-ering the parametric equations describing the shape of vertebra and intervertebral disc, as established by Lavaste et al, (1992) [36]. The morphometric dimensions have been considered as measured on various vertebral bodies by Berry et al, (1987) [37]. figure 1 illustrates the main parameters of lumbar vertebrae. The rachis is composed of 33 bodies (annulus, nucleus, endplate, cortical shell and cancellous bone) and 54 zones of contacts are defined between the bodies. The volumes in each of the models were meshed separately with their meshing parameters. Owing to the geometrical complexity of the spine, the finite element mesh has to be fairly precise. The cortical shell, the posterior elements, the cancellous bone and the endplates were meshed by using 3D tetrahedral elements with 10 nodes (Ansys software: Solid 187). This type of element was selected because it allows a good interpola-tion of external geometry. The nonhomogeneous structure of the intervertebral disc was taken into account as it is usually done in other finite element models. The annulus fibrosus was modelized as a composite material.
Fig. 1 : Main parameters of lumber vertebrae [36]
The nucleus pulposus was modelled by using volumic elements with a Poisson coefficient of 0.499 representing quasi isovolomique behaviour. In this model, two types of nonlinearity are considered, the geometrical nonlinearity of the vertebrae and the nonlinearity of the contact between the posterior elements. The contacts are modelled with contact elements (Target 170 with 8-node, and conta, 174 with 8-node). In vivo, a relative motion between posterior elements is assured by articular cartilage. consequently, a very low coefficient of friction has been applied to model the relative motion of cartilaginous structures. The contact element used for modelling the connection between the posterior elements has been chosen as ‘frictionless’ type. Springs of low stiffness are added to the contact elements model in order to insure continuity. The total number of elements is about 36500 with 83808 nodes.
Authors Test specifications Specimen number Loads N-Cycles Observations
Gallagher [12]compressive and shear
loadsfrequency 0,33 Hz
3625% to 60% the ultimate
compressive load1 000- 10 000
endplate fractures,vertebral body fractures,
zygapophysial joint disruption
Brinckmann [13]
compressive loadtriangular
frequency 0,25HzAverage age :
60 years
7010- 80 %
the ultimate compressive load
Max 5 000 endplate fractures,vertebral body fractures
Hansson [14]
compressive load, sinusoidal
frequency : 0,5HzAverage age :
60 years
1760 to 100% the ultimate
compressive load1- 1 000
endplate fractures,
vertebral body fractures
Hardy [26]compressive load
sinusoidalfrequency 2Hz
5
0,5 – 4,5 KN10% to 84% the ultimate
compressive load
200 to 1 290 000
endplate fractures,vertebral body fractures
Adams [27]
compression - flexion :sinusoidal
frequency 0,76HzAngle 14°
Average age 35 years
52
3500 N
65% the ultimate compressive load
14 400 (average)
Slipped disk (21% )&
endplate fractures,vertebral body fractures
Liu [28]
compressive load sinusoidal
frequency 0,5HzAverage age 50 years
1137 à 80%
the ultimate compressive load
2 000 50% : endplate fractures,vertebral body fractures
for 60%.
Lafferty [29] flexion. compression2Hz 17
142 -979N20% to 70% the ultimate
compressive load
26 to 196 000 apophyses fracture
Table 1 : Synthesis of fatigue tests

47
Once the rachis model is generated, dynamic analyses are carried out on the model through the finite elements Ansys Workbench (Ansys© workbench). The mechanical proper-ties of the various elements (cortical shell, cancellous bone, posterior elements and cartilaginous endplates, intervertebral disc) forming the vertebral body were deduced from literature [38-40]. The materials properties are given in Table 2. Model of the L4-L5 is composed of 12 bodies (annulus, nucleus, endplate, cortical shell and spongy bone) and 18 zones of contacts are defined between the bodies. The mesh-ing parameters are same as of the rachis model. However the annulus matrix of the intervertebral disc was modelled as a non-linear hyperelastic material. The total number of elements is about 50292 and the number of nodes is 112377. The meshing of the L4-L5 is shown in figure 2.
Fig. 2 : FE models of L4–L5
Once the L4-L5 model is generated, fatigue analyses are carried out on the model through the finite elements Ansys Workbench (Ansys© workbench). for the dynamic analysis of the lumbar rachis, a distributed mass of about 57% the body weight was applied to the upper face of the rachis [19, 38] for modelling the upper body. Within the framework of fatigue analysis, the lower face was subjected to various vertical accelerations ranging from
0.315 ms-2 to 3.15 ms-2. These acceleration amplitudes were chosen in the range that can be met in industry in order to represent a range from very low risk to high risk. These values are in accordance with the values defined in ISO 2631-1 [41] curves for describing the vertical accel-eration exposure limits based on frequency and duration. In order to simulate the effects of mechanical shock [42] encountered on rough roads, the fatigue analysis was also conducted by inputting very high levels of seat accel-eration (10 to 40 ms-2). for the fatigue analysis of the L4-L5 segment, a force was applied to the upper face of the units. The lower face was fixed in all directions.
Fatigue behaviour
Fatigue behaviour of the cortical boneExtensive research on fatigue fracture of cortical bones has been performed using standardized test pieces machined from specimens of cortical bone. The main objective of these experiments was to obtain basic information on the mechanism of fatigue in bone material and to deter-mine the dependence of cycles to fracture on parame-ters such as stress (σ),strain (ε), strain rate and temperature (T).The most extensive research on fatigue behaviour of cortical bone has been carried out by carter et al [43]. In order to simulate in vivo conditions, these authors tested fresh specimens in a humidity and temperature control-led environment. In cortical bone, the number of cycles before failure N depends on the stress amplitude σ (MPa) and temperature T (°celcius).
(1)where A, B and c denote constants fitted to the experi-mental data from carter and Hayes [43]. Experimental data were available for failures after 104 to 108 cycles. carter et al [43] have provided additional low cycles, high stress failure data that extends this relationship to still lower values of N (10 to 104 cycles). It is clear that the cortical bone, in vitro, is very sensitive to fatigue failures. furthermore, there is no evidence of a fatigue limit in any of these studies. In fact, no minimum stress was found under which no failure occurs at an infinite number of cycles. This
Material Element type Elastic Modulus (Mpa) Poisson’s Ratio
Cortical bone volumic 12 000 0,3
Posterior elements volumic 1 000 0,25
Cancellous bone volumic 100 0,2
Cartilaginous endplate volumic 24 0,4
Annulus fibrosus volumic Ea = 4.75ET = 26.3 0,35
Annulus fibresGround substance
5004,2
0,30,45
Nucleus volumic 1,3 0,499
Ea = Axial modulus and ET = Transversal modulus
Table 2 : Material properties

48
absence of such a fatigue or endurance limit is common in engineering materials that are either highly defective, e.g. filled with small defects or that are tested in chemically corro-sive environments (fatigue corrosion). figure 3 described the behaviour of fatigue accordingly to carter studies for a compressive loading of human cortical bones, with an esti-mated fatigue limit.
Fig. 3 : Fatigue curve for a compressive loading of human cortical bones [43]
Fatigue behaviour of trabecular boneThe fatigue of vertebrae depends on the trabecular bone behaviour. A lot of studies have shown that the fatigue behaviour of trabecular bone is similar to the behaviour of the cortical bone. The trabecular bones present a Young’s modulus of 20% less than the cortical bone modulus and the S-N fatigue curves have similar slopes, but with lower stresses. Haddock et al [44] tested 35 cores of fresh and frozen elderly human vertebral trabecular bones, extracted from nine donors (ages from 37 years to 97 years old). The tests were biomechanically conducted in compres-sion. A relationship was derived between the number of cycles before damage N and the applied stresses σ (MPa), with a coefficient of determination R2 of 54%.
(2)
where E ist the Young modulus (MPa).
Fatigue behaviour of cartilage endplatesThe endplates are thin layers of hyaline cartilage that cover the central region of the vertebral body endplates on the disc. Physically, this tissue is similar to articular cartilage near its junction with bone, but unlike articular cartilage, it is only loosely bonded to the underlying bone presumably because it is always pressed up against the bone by the hydrostatic pressure of the nucleus. Hyaline cartilage is a connective tissue with an abundant extracellular matrix that combines the properties of toughness and compressive strength. It has a sparse population of cells (chondrocytes) but contains no blood vessels or nerve endings. It provides a low-friction and low-wear bearing surface, and is able to distribute loading evenly on the underlying bone. Vertebral body endplates are usually flat in young adults, but develop a marked concavity with increasing age, and this may be indicative of repeated minor injuries to the endplates themselves or to the vertically oriented trabeculae which support them. Although fatigue has been implicated in cartilage failure, few studies can be found
in literature. One research [45] tested articular cartilage along the perpendicular direction. This type of test corresponds perfectly with loading in endplates of vertebrae exposed to vertical vibration. This study investigated cartilage responses to the fatigue cyclic tensile loading, applied under physiologi-cal conditions. In this study, only one human knee, 48 years old, has been used. The degree of cartilage degeneration was visually assessed to single out fibrillated regions. A loga-rithm relation between the applied tensile stresses σ┴ (MPa) and number of cycles to failure N has been established. This relationship can be expressed as:
(3)
where σ┴ is the perpendicular tensile stress to the colla-gen fibres. The number of load cycles to failure N thus varied from 20 to 1.5 106 cycles in a range of stresses varying between 1 and 3 Mpa. In order to consider the ageing effect on the cartilage fatigue, a similar approach to Weigthman’model [46] has been used. The fatigue test has been conducted in tension in the same direction than the collagen fibres of the articular cartilage. A relationship between the age Y (years), the stress σ┴ and the number of cycles to injury N has thus been derived: (4)
Fatigue behaviour of intervertebral discAdams et al [27] have conducted tests by combining bend-ing and compression loadings at the frequency of 0.67 Hz during 6 hours (14 400 cycles). from 29 specimens (aver-age age of 35 years old), 6 have presented radial cracks conducting to a slipped disk under a load of 3500 N. They have observed radial cracks in the ring with a degeneration of the disc. from these tests, the following fatigue curve can be extracted (figure 4).
Fig. 4 : Fatigue curve of intervertebral disc
Results
Dynamic analysis The dynamic behaviour of vertebral bones may depend on several variables such as: age, sex, posture, loading, excitation frequency and several other factors. In this study, we consid-ered the principal following parameters: the posture (θ), the body weight (M), the bone structure (S), the vibratory level (A) the frequency of excitation (f) and the damping rate (ξ). If it is

49
supposed that all these variables are independent and quan-tifiable, the dynamic stresses can be expressed as:σdyn = f (A, M, S, ξ, θ, f)
(5)
In this study, a model, based on a single degree of freedom (1 dof) system was applied for modelling the human body exposed to mechanical vibrations. By assuming that the exci-tation produces a vibration at the natural frequency (f = fn) as drivers are usually exposed to random or transient excita-tions, a simplified model for computing the dynamic stresses has been developed from the transmitted force formulation by considering the body morphology (mass M and cross sectional area at the intervertebral disc S) and the posture angle θ : where:
(6)
A the applied acceleration amplitude to the seat; B is a variable; S the average cross-section of disc; θ the posture angle and; ξ the damping rate; M the body weight.Using the fE model of the rachis, L1-L5, the dynamic stresses observed on level L4-L5 were recorded. The anal-ysis shows that for an intermediate body (body weight of
75 kg, intermediate posture θ =15°; an intermediate bone structure S=1700mm2 and a damping rate of 30%) the model of prediction of the dynamic stresses becomes:σdyn = 0.06 A (MPa) with R2 =96,5% (7)
Fatigue analysis Failure modes
Numerical simulations have been conducted on the units L4-L5 in order to predict the fatigue behaviour of vertebrae of lumbar spine. failures modes were analyzed. figure 5 shows the stresses and number of cycles to failure on the endplates (fig 5 a, b) and on L5 vertebra (fig. 5c, d) under a cyclic loading equal to 60% of the ultimate load. Accordingly to Brinckman studies [13], three modes of fractures can be identified:- Stellate fracture of endplate : two or more cracks running from the centre towards the periphery of the endplate (figure 5 a, b and e) ;- Disc intrusion : intrusion of the disc material into the trabecular bone observed in combination with some of the above fractures types(figure 5c, d and e)
Fig. 5 (a), (b), (c), (d) : Failure modes for applied stresses of 60% the ultimate stress

50
Fig. 5 (e) : Failure modes for applied stresses of 60% the ultimate stress
- Endplate depression: endplate deformed into a bowl shape the trabecular bone below the endplate fractured (figure 5 c, d and e).
It can also be observed a squeezing effect on the endplate side (figure 5 b).
figure 6 describes the number of cycles to failure for L4/L5. Two levels of stress have been applied compared to the ultimate stress: a) ∆σ/σu = 30% and b) = 60%. Two modes of fractures can be observed: intrusion of the disc mate-rial into the trabecular bone and by endplate depression and the squeezing effect can also be observed.
Numerical fatigue behaviour of vertebrae
Using the fE model of the motion segment L4/L5 and experimental curves σa-N for all components (section 3.0: behaviour fatigue), a fatigue analysis was made. for each excitation, the fE model computes the alternate stress σa in all elements and provides a fatigue sensibility for each component of L4-L5 (trabecular bone, cortical bone, endplate, and intervertebral disc).
The results show that under a pure compressive harmonic load, the trabecular bone and the endplate of L4-L5 are more subject to failure. figure 7 shows the number of cycles to failure for a driver exposed to a vibration at the natural frequency of its lumbar spine (about 5 Hz).
Fig. 7: Number of cycles to failure for a intermediate driver
The distribution of the number of cycles to failure N in the cortical bone is greater than 109 cycles for an alternate stress of 0.5 Mpa which is corresponding to an accelera-tion excitation of 8.5 m s2. for an applied stress of 0.5 Mpa that corresponds to 30% of the ultimate stress of whole vertebrae, the number of cycles before failure of trabecu-lar bone is reduced to 100 000 cycles. If the applied alter-nate stresses are greater than 1 MPa (that corresponds to 60% of the ultimate stress of whole vertebrae), the number of cycles before failure of endplate and trabecu-lar bone is reduced to 1000 cycles (≤1000 cycles). These findings agree very well with those founded by experimen-tal tests established by Brinckmann et al [13] and Hanson et al [14] (Table 1).
Using our predictive model for dynamic stresses (Eq.7) and by taking into account the effect of posture, damping and morphology, the number of cycles before failure N can be expressed as a function of the rms acceleration limit A (m/s2) as measured at the driver’s seat applied at the natural excitation frequency fn (Hz) of the lumbar spine.
figure 8 describes the relation between acceleration at the seat A (m/s2) and the number of cycles before failure N. An acceleration A of 2.3 ms-2 can thus be considered as an endurance limit.
Fig. 6 : Number of cycles to failure of L4/L5 (a) for ∆σ/σu = 30% ; and (b) for ∆σ/σu = 60%
(a) (b)

51Fig. 8: Number of cycles to failure for an intermediate driver
Fig. 9 : Exposure limit versus acceleration at the seat
The number of cycles before failure of the trabecular bone N can be expressed as a function of the excitation level of the rms value of acceleration at the seat A (m/s2):N= 1012 A-7.98 with R2= 99.7% (8)
Evaluation of human exposure to random vibration
Using the damage model D developed by Pidaparti et al (2001) [47] and our predictive model for number of cycles before injury (Eq.8), the rms acceleration limit A (m/s2) as measured at the driver’s seat can be expressed as a function of the exposure duration Y (years) and natural excitation frequency fn (Hz). The exposure duration in year considers that a driver is exposed to vibration during 1920 h/year, at the rate of 8h/day during 240 days a year. The damage model D for bone is :
(9)
where n and N are respectively the number of accu-mulated cycles and the number of cycles before injury (equ.9) at the excitation level of the rms value of accel-eration A. The number of accumulated cycles ‘n’ submit-ted to the lumbar spine is the produce of the excita-tion frequency ‘fn’ (Hz) by the duration of exposure ‘t’ (second). The considered excitation frequency fn varied from 4 Hz to 6 Hz.
Then if we consider a damage D equal to 1 (D=1), the dura-tion of exposure t (s) can be expressed by equation 10 :
(10)
The duration Y in years becomes:
(11)
with ƒn is the natural frequency that varied between 4 and 6 Hz.figure 9 represents the rms seat acceleration A (m/s2) versus the duration of exposure Y (years) for frequencies ranging between 4 to 6 Hz.
The results show that if the excitation frequency was contin-uously excited the lumbar spine resonance due to random or transient excitations coming from rough roads, the rms acceleration level should be lower than values ranging from 2.25 to 2.35 m/s2, whatever the excitation frequency, in order to limit the probability of low–back disorders before 40 years of working. furthermore, it is shown that accel-eration amplitudes greater than 3 m/s2 could, in this case of excitation, present a high probability level of injury in a short duration of exposure. These limit levels of accel-eration should be carefully considered due to the strong assumption on the excitation frequency. However, if they were controlled at the seat, it is sure that the drivers should present a very low probability of injury.
Conclusion
The assumption of this research is that low-back pain occurs among drivers exposed to whole-body vibrations and that such vibrations may induce stresses liable to cause fatigue failure of the bone. The study enables the evalua-tion of lumbar spine mechanical fatigue when exposed to the continuous whole-body vibration for the prediction of the vertebral lifespan when subject to long-term exposure to low-frequency and low-amplitude dynamic loads. In doing so, it helps for validating the assumption that whole-body vibration can induce microfractures in the bony elements of the spine, which, in turn, can lead to adverse health effects. A finite element numerical model of the lumbar spine has been developed using a parametric model. Specifically, the model representing the L4-L5 motion segments, was gener-ated to predict the stresses and number of cycles to fail-ure. The fatigue model is aimed for evaluating the potential risk of adverse health effects for professional drivers while in a seated position. furthermore, the computed stress/strain distribution has identified the osseous locations most susceptible for damaging: the trabecular bone and endplate. The results of this study are confined to the evaluation of a ride safety level. The proposed method is a general theo-retical guide in order to estimate the long-term effect of repeated exposure of a human being subjected to a series of vibrations. Under the strong assumption that the excita-tion frequency continuously stimulates the resonance of the lumbar spine due to random or transient excitations coming from the road, this study has revealed a quantitative rela-tionship between the acceleration limit as measured at the seat accordingly with the exposure duration. It is revealed that an excitation acceleration of 2.3 ms-2 applied to the

52
seat can be considered as a threshold limit in order to avoid any risk of fracture after 40 years of exposure. This level is very conservative due to the assumption on the excitation frequency. This study is still at its preliminary development and aims to give a direction for research. Eventually, this method could be generalized and many assumptions and parameters could be refined if technical data were availa-ble. The future of this research is aimed at investigating, by an experimental approach, the fatigue behaviour of lumbar spine in order to validate our model.
Acknowledgements
The authors gratefully acknowledge the financial support provided by the ‘’Institut de Recherche en Santé et Sécurité du Travail (IRSST-Montréal)’’ and the Natural Sciences and Engineering research council of canada (NSERc) through grants to graduate students.
Bibliography
[1] Hulshof C., Van Zanten Veldhuijzen B. (1987) Whole–body vibration and low–back pain. Int. Archives of Occupational and Environmental Health 59, 205-220.
[2] Pope M.H., Wilder D.G. and Magnusson M., (1998). Possible mechanics of low back pain due to whole-body vibration. Journal of Sound and Vibration 215 (4), 687-697.
[3] Magnusson M.L. and Pope M.H. (1998), Development of a protocol for epidemiological studies of whole-body vibration and musculoskeletal disorders of the lower Back. Journal of Sound and Vibration 215 (4) 643-651.
[4] Guillon F and El-Khatib A (1999) Two new tables concerning the professional diseases about the adverse health effects on lumbar spine (in french). Revue Médecine 58, 17-22.
[5] Boileau P.E., (2002), Whole-body vibration exposure and its role in the aetiology of low back pain (in french). Travail et Santé 18 (1) 31-35.
[6] Lings S. and Leboeuf C. (2000), Whole-body vibration and low back pain: a systematic, critical review of the epidemiological literature 1992-1999. International Archives of Occupational and Environmental Health 73, 290-297.
[7] Bovenzi M. and Hulshof C. (1998). An updated review of epidemiologic studies on the relationship between exposure to whole-body vibration and low back pain. Journal of Sound and Vibration, 215 (4), 595-612.
[8] Kjellberg, A., Wilkstrom, B-O. and Landstrom, U.(1994) “Injuries and other adverse effects of occupational exposure to whole- body vibration – A review for criteria documentation” Swedish National Institute of occupational Health, Rapport 1994:41.
[9] Hulshof,C. et van Zanten,V. (1987)” Whole – Body vibration and low –back pain – A review of epidemiologic studies” International Archives of occupational and Environmental Health59:205-220.
[10] Seidel, h. Et Heide,R.(1986) “ Long-term effects of whole-Body Vibration: a critical survey of the literature”. International Archives of occupational and Environmental Health58:1-26.
[11] Seidel H., Bluthner R. and Hinz B., 1998. On the health risk of the lumbar spine due to whole-body vibration. The theoretical approach, experimental data and evaluation of whole-body vibration, Federal institute for occupational safety and health. Journal of sound and vibration 215(4), 723-741.
[12] Gallagher S., Marras W.S., Litsky A.S., Burr. D., 2006. An exploratory study of loading and morphometric factors associated with specific failure modes in fatigue testing of lumbar motion segments. Clinical Biomechanics 21 – 228-234.
[13] Brinckmann P., Biggemann M. and Hilweg D., 1988. Fatigue fracture of human lumbar vertebrae. Clinical Biomechanics, Suppl.1. S1-S23.
[14] Hansson T.M., Keller T. and Jonhson. R., 1987, Mechanical behaviour of human lumbar spine. Fatigue strength during dynamic compressive loading, Journal of ortho. Res., vol.5 (4), 479-487.
[15] Hansson T., Roos, B., 1981. Microcalluses of the trabeculae in lumbar vertebrae and their relation to the bone mineral content. Spine 6, 375-380.
[16] White AA, Panjabi MM. Clinical biomechanics of the spine. Philadelphia: Lippincott, 1978.
[17] Jager M., Luttmann A. and Lourig W., 1991. Lumbar load during one–handed bricklaying. International journal of industrial ergonomics 8. 261 –277.
[18] Sandover J. (1998) The fatigue approach to vibration and health: it is a practical and viable way of predicting the effects on people, Journal of Sound and Vibration 215 (4), 699-721.
[19] Thomas M., Lakis A.A. and Sassi S. (2004) Adverse health effects of long-term whole-body random vibration exposure, Recent Research. Development in Sound and Vibration, Transworld Research Network 2, 55-73.
[20] Thomas M. (1999), A theoretical model for predicting fatigue limits of lumbar spine incurred to random vibration exposure during driving, The 26th International conference on Computers & Industrial Engineering, 1, Refereed paper No 166, pp 419-423.
[21] Pope M.H. and Hansson T.H. (1992) Vibration of the spine and low Back pain. Clinical Orthopedics and Related Research 279, 49-59.
[22] Parfitt A.M. (1993). Bone Age, Mineral Density, and Fatigue Damage. Calcif tissue Int 53 (Suppl1):S82-S86.
[23] Ayari H., Thomas M. and Doré S., 2005. Développement d’un modèle statistique de prédiction de la durée de vie du rachis lombaire, dépendant de la contrainte appliquée, de l’âge et de la densité osseuse. IRSST, Pistes, 7 (2), 1-14.
[24] McCalden R.W., McGeough, J.A. et Court – Brown C.M. (1997). Age – related changes in the compressive strength of cancellous bone : The relative importance of changes in density and trabecular architecture, J. Bone Joint Surg. 79A(3):421-427.
[25] Mosekilde L. et Danielsen C.C. (1987). Biomechanical competence of vertebral trabecular bone in relation to ash density and age in normal individuals. Bone 8(2):79-85.
[26] Hardy WG, Lissner HR, Webster JE, Gurdjian ES. Repeated loading tests of the lumbar spine. Surgical Forum 1958; 9:690
[27] Adams M.A., Dolan P. and Hutton W.C. 1988. Lumbar spine in backward bending. Spine, 13 (9), 1019-1026.
[28] Liu YK., Njus G., Buckwalter J., 1983. Fatigue response of lumbar intervertebral joints under axial cyclic loading. Spine 8 (8): 857-865.
[29] Lafferty J.F., 1978, Analytical model of the fatigue characteristics of bone.’ Av.sp.and Env. Med., pp.170-174.
[30] Pattin, C.A., Caler, W.E. and Carter, D.R., ‘Cyclic mechanical property degradation during fatigue loading of cortical bone’, J. Biomech. 29(1) (1996) 69–79.
[31] Griffin, L., et al., ‘Model of flexural fatigue damage accumulation for cortical bone’, J. Orthopedic Res. 15 (1997) 607–614.
[32] Taylor, M., ‘A combined finite element method and continuum damage mechanics approach to simulate the in vitro fatigue behavior of human cortical bone’, J. Mater. Sci.: Mater. Med. 10(12) (1999) 841–846.
[33] Zioupos, P.,Wang, X.T. and Currey, J.D., ‘The accumulation of fatigue microdamage in human cortical boneof two different ages in vitro’, Clin. Biomech. 11(7) (1996) 365–375.
[34] Guo, X.-D.E., et al., ‘Finite element modeling of damage accumulation in trabecular bone under cyclic loading’, J. Biomech. 27(2) (1993) 145–155.
[35] Taylor, M., Cotton J., and Zioupos P., ‘ Finite element Simulation of the fatigue behaviour of cancellous bone’, Journal Meccanica 37: 419-429, 2002.
[36] Lavaste F., Skalli W. and S. Robin S., (1992) Three–dimensional geometrical and mechanical modelling of the lumbar spine. Journal of Biomechanics 25 (10) 1153-1164.
[37] Berry J., Moran J. and W. Berg W., (1987). A morphometric study of human lumbar and selected thoracic vertebrae. Spine 12 362 -367.
[38] Kasra M., Shirazi, A.and Drouin G., (1992) Dynamics of Human Lumbar Intervertebral Joints, Experimental and finite – element investigations. Spine 17 (1) 93-102.
[39] Goel V.K., Monroe B.T. Gilbertson, L.G. and Brinckmann P., (1995) Finite Element Analysis of the L3–L4 Motion Segment subjected to axial compressive loads. Spine 20 (6) 689-698.
[40] Kong W.Z. and Goel V.K., (2003) Ability of the finite element models to predict response of human spine to sinusoidal vertical vibration. Spine 28 (17) 1961-1967.
[41] International Organization for Standardization ISO 2631-5, 2004. Mechanical vibration and shock - evaluation of human exposure to whole-body vibration - part 5, 21 p.
[42] Morrison J.B., Robinson, D.G., Nicol J.J., Roddan G., Martin S.H., Springer M.J.N., Cameron B.J. and Albano J.P., (1998) A biomechanical approach to evaluating the health effects of repeated mechanical shocks. Research and Technology Organization the human factor and medicine panel (24) 1-8.
[43] Carter D R. et Hayes W.C.(1977). The compressive behaviour of bone as a two phase porous structure. J.Bone Jt Surg .,59-A ,7, 954-962.
[44] Haddock S.M., Oscar C.Yeh, Praveen V. Mummaneni, William S. Rosenberg, Tony M. Keaveny (2004). Journal of Biomechanics 37, 181-187.
[45] Giordano Bellucci and Bahaa B. Seedhom (2002). Tensile fatigue behaviour of articular cartilage. Journal Biorheology 39, 193-199. Fatigue endplate.
[46] Weigthman.B. (1976). Tensile fatigue of human articular cartilage. Journal of Biomechanics Vol.9, pp 193- 200.
[47] Pidaparti. R.M., Wang Q.Y. and Burr. D,B. (2001), Modeling fatigue damage evolution in bone; Bio-Medical Materials and Engineering 11, 69 – 78.

53
Apport de la formulation temporelle dans l’analyse de voies de transfert
Florent PerrinMüller-BBM VibroAkustik Systeme SARL105 Chemin de Ronde78290 Croissy sur SeineE-mail : [email protected]
B. Ingmar PascherMüller-BBM GmbHRobert Koch Str. 1182152 PlaneggAllemagneE-mail : [email protected]
C. Carsten Zerbs Müller-BBM GmbHBramfelder Str. 110b22305 HamburgAllemagne E-mail : [email protected]
RésuméL’analyse temporelle des voies de transfert (TPS : Transfer Path Synthesis) décrit comment des sources vibratoires (ou acoustiques) se propagent dans des structures complexes. La méthode requiert l’acquisition simultanée et phasée de capteurs placés à proximité de chaque source d’intérêt, mais également des récepteurs (Accéléromètres, microphones, …). L’obtention des transferts entre sources et récepteurs ne requiert plus nécessairement l’utilisation d’excitation artificielle, comme c’est le cas lors de calculs d’inversion de matrice traditionnels. En effet, utilisant une approche statistique de type ‘Analyse des Composants Principaux’ (PCA), l’algorithme AMM (Advanced Measurement Method) n’a besoin que de données opéra tionnelles. Ainsi, les campagnes d’essais sont significativement réduites (1 à 2 jours), ouvrant de nou velles possibilités lors de projets où le spécimen n’est disponible que peu de temps. Les applications de cette approche temporelle sont nombreuses, car les signaux synthétisés peuvent être rejoués en post-traitement. Nous détaillerons dans cet article 2 exemples :- l’analyse de contributions dans le confort vibratoire d’une automobile ;- l’identification des contributeurs par rapport à une signature acoustique de sous-marin.
Le modèle mathématique permet également de simuler des modifications de structure, permettant une analyse de sensibilité et ainsi une réduction du nombre de prototypages dans la mise au point des systèmes.
AbstractTransfer Path Synthesis (TPS) are tools for the determination and description of sound and vibration propagation and radiation through complex structures. Based in the time domain, this method requires simultaneous data acquisition from sensors placed in the vicinity of sources, and receivers. Transfer functions assessment between sources and receivers does not require anymore the use of artificial excitation, as for inversion matrix inversion methods. Utilizing statistical approach like Principal Component Analysis (PCA), the Advanced Measurement Method (AMM) only needs operational data. Therefore, measurement campaigns are significantly reduced to a couple of days, which is very valuable when the specimen under test is available only for a limited time. A broad variety of applica tions is offered, as signals are synthesized in time domain, making any post-processing possible. We will describe in this paper 2 examples :- Contribution analysis for vibration comfort in a car ;- Source identification related to acoustic signature of a sub-marine.
Structural modification simulation is permitted in the mathematical model, allowing a sensitivity analysis and therefore the reduction of prototype number in the development cycle.
L es méthodes conventionnelles d’analyse des voies de transfert (TPA) sont communément utilisées pour décrire comment les vibrations et le bruit se propagent à travers une structure complexe. ces techniques fournissent l’ana-lyse des efforts en jeu, ainsi que des voies de propagation responsables de vibrations et/ou de bruit en des points donnés. Néanmoins, il est nécessaire pour ce faire d’exciter la structure à l’aide de sources artificielles, ce qui est long à mettre en œuvre (démontage, excitation par marteau ou pot vibrant, …). Ainsi, ces méthodes sont difficilement applicables en projet, car le temps de mesure nécessaire au TPA est trop important (plusieurs semaines). De plus, de par les hypothèses de linéarité et les difficultés expé-
rimentales à pouvoir injecter suffisamment d’énergie dans une struc ture, le domaine de validité du TPA convention-nel est limité aux basses fréquences.Les techniques modernes d’analyse temporelle des voies de transfert (Transfer Path Synthesis : TPS) offrent un bon compromis en donnant accès aux contributions vibratoires (ou acoustiques) jusque dans une gamme de fréquence éten-due, car elles utilisent l’énergie générée par les excitations réelles. Seu les quelques configurations représentatives d’essais en opération sont nécessaires à l’appropriation du système, rendant la méthode très rapide. Il n’est nécessaire ni de démonter la structure, ni d’utiliser d’excitation artificielle. comme les conditions d’essais sont réelles (cas de charge,

Apport de la formulation temporelle dans l’analyse de voies de transfert
masses embar quées,…), les possibles non-linéarités sont intégrés dans les transferts, rendant l’analyse de contribu-tions très pertinentes dans des cas complexes.Les signaux sont synthétisés dans le domaine temporel, conservant les notions de phasage de sour ces. Ainsi, cette approche permet la séparation de contributions complexes, que des méthodes dites ‘énergétiques’ avaient tendance à moyenner. De plus, toutes sortes d’analyses sont possibles avec les résultats temporels, de l’analyse temps-fréquence, à la re-écoute, en passant par l’esti-mation de dom mage par fatigue.Par analogie aux techniques d’analyse modale, il est possible via le modèle mathématique de simuler des modifications de structure. En appliquant des fonctions de pondération adéquate, on saura estimer l’apport de telle ou telle variation de conception, évitant souvent un nombre important de prototypages.
Aspects théoriques
Principes de base
La plupart des systèmes complexes peuvent se décrire sous la forme de sources, de transferts et de récepteurs. Des capteurs de référence sont utilisés pour décrire de la manière la plus pertinente possible les sources d’énergie dans le système (machines tournantes, plots de découplage, générateur de bruit, …). De même, des capteurs «récep-teurs» sont utilisés pour décrire la réponse de la structure aux sollicitations. Diverses techniques, qui sont étudiées dans [1], [2] et [3], permettent d’obtenir les relations entre les sources et les récepteurs. Les fonctions de transfert résultantes sont utilisées dans un modèle de synthèse, et sont multipliées par chaque source pour obtenir une contri-bution équivalente. Idéalement, si toutes les sources ont été mesurées, la synthèse globale correspond au signal de ré ponse mesuré. chaque «composant» du modèle corres-pond à la contribution d’une source donnée vis-à-vis du total des sources. Des groupes peuvent être alors créés à l’aide de sommateurs de signaux afin de mieux décrire des phénomènes physiques (Aérien, Solidien), ou diffé-rents constituants mécaniques (différents supports, …). L’hypothèse principale que nous effectuons à ce niveau-ci
est que le transfert est considéré comme stationnaire à une condition opératoire donnée.
Annulation de la Diaphonie (Cross Talk Cancellation)
Dans les structures complexes, les sources de vibration (et de bruit) à un point donné excitent par défi nition toute la structure. Ainsi, lors de systèmes à entrées multiples, il se peut que la vibration mesurée en un point A soit perturbé par la vibration issue d’un point B, générant ainsi une surestimation de la source A. ce problème se pose encore plus pour les sources aériennes.La méthode traditionnellement employée dans ce cas se base sur l’inversion de matrice, mais elle est parfois difficile à faire converger, et est sensible aux différences d’ordre de grandeur (unités physiques) dans la matrice. La méthode que nous utilisons s’appelle Annulation de la Diaphonie (cross Talk can cellation : cTc) et utilise les algorithmes d’analyse de composants principaux (Principal component Analysis : PcA). La relation entre les signaux sources X et les signaux récepteurs Y est ainsi dérivée de manière statistique, avec une robustesse de calcul améliorée.
[H]mx1 = [X] -1nxm . [Y]nx1 (1)
Equation 1 : Formule de calcul H : n: nombre de mesures sources (excitation)m: nombre de mesures récepteurs
Les algorithmes cTc utilisent des données mesurées, soit des transferts conventionnels mesurés par source artificielle, soit comme nous le verrons pages suivantes à partir de données opérationnelles. Dans tous les cas, les transferts H incluent la correction de toute sorte de diaphonie, et il suffit d’un vecteur de fonctions de trans-fert pour décrire correctement la relation entre X et Y, sans avoir besoin de recourir à une matrice de transfert complète (fig. 1).
La méthode a été largement décrite et validée dans la référence [1] et les corrélations obtenues sont tout à fait satisfaisantes. Nous allons désormais étudier le cas où utilise les algorithmes cTc sont utilisées avec des données opérationnelles.
54
Fig. 1 : Illustration de l’annulation de la diaphonie

55
Apport de la formulation temporelle dans l’analyse de voies de transfert
Obtention des fonctions de transfert à partir de données opérationnelles
Dans le cas traditionnel de l’utilisation d’excitation artifi-cielle (marteau, pot vibrant,…), chaque ligne de l’équation du calcul de H représente une observation de la réponse du système à chaque degré de liberté de la structure. Lorsque l’on utilise des données opérationnelles, les données sont traitées sous forme de cascade de spectres complexes, chaque spectre représentant alors une obser-vation unitaire. Il est important pour obtenir des résultats de bonne qualité que les observations soient variables, c’est-à-dire que les spectres complexes évoluent en fonc-tion d’une variable, par exemple une vitesse de rotation, une charge, ou une vitesse de roulage.
La théorie générale de cette méthode appelée AMM (Advanced Measurement Method) est décrite dans [2]. En quelques mots, l’utilisation des PcA nécessite de surdimen-sionner le nombre d’observations n par rapport au nombre de m capteurs sources (dits références), ceci dans le but de diminuer l’influence du bruit dans l’analyse de régression entre les références et les réponses (Equation 2).
Les différents buts de la méthode AMM sont les suivants :- Le gain de temps lors des campagnes d’essais : en effet, il n’est plus nécessaire d’exciter chaque degré de liberté de la structure avec une source artificielle, opération qui peut prendre plusieurs jours à elle seule. Par ailleurs, le démon-tage des sources «actives» (moteurs, accessoires, …) qui était obligatoire pour la formulation théorique du TPA conven-tionnel n’est plus requis pour l’AMM. Seuls quelques essais en opération sont nécessaires pour approprier les transferts, ce qui représente en général une à deux journées d’essais.- Pour certaines hypothèses du TPA, il est nécessaire de disposer d’une raideur dynamique lorsqu’on souhaite modé-liser un transfert par un élément de découplage (plot anti-
vibratile typiquement). Or cette valeur obtenue en labo-ratoire est souvent très différente de celle observée sur le terrain, prenant en compte les masses embarquées ainsi que les cas de charge. La méthode AMM génère un jeu de transferts dérivé de certaines conditions opéra-toires maîtrisées, améliorant significativement la prise en compte d’éléments par définition non-linéaires dans le modèle mathématique.- Dans certains cas, les phénomènes en jeu ne sont pas que vibratoires, mais également acoustiques, voire fluidiques, et les méthodes conventionnelles ont en général du mal à gérer de multiples unités physiques (Pa, m/s², …) dans une même matrice. Nous utilisons donc un procédé original de normalisation dans AMM qui permet de s’affranchir de ces limitations. Ainsi, cette méthode est particulièrement perti-nente pour bien séparer des sources corrélées comme les composantes aériennes et solidiennes d’un moteur.
Règles pratiques
La règle principale est de placer au moins un capteur par source d’intérêt. En fonction de l’application, on peut se foca-liser sur une source donnée en utilisant plus de capteurs. Si toutes les sources sont mesurées, la synthèse sera très bonne, avec une précision de l’ordre du dB sur plusieurs kHz. Si des sources ne sont pas instrumentées, mais partiel-lement corrélées à d’autres elles-mêmes mesurées, la synthèse sera dans ce cas correcte. Si par contre, certaines sources complètement indépendantes ne sont pas mesu-rées, la synthèse sera sous-estimée de leur contribution, ce qui est logique, voire souhaitable. ceci peut se présen-ter par exemple dans le cas de sources de type écoule-ment, difficiles à mesurer. Dans la figure 2, page suivante, nous comparons le cas d’un véhicule mesuré sur banc à rouleaux, avec toutes les sources mesurées, et celui d’un véhicule en roulage avec toutes les sources mesurées à l’exception du bruit aérodynamique.
Equation 2 : Formulation de l’AMM (Advanced Measurement Method)
Data measured simultaneously under operation
Transformation into Principal Component space
Response
-1
*
m References
Accelarations,sound pressures,...
[Hz]
n ob
servations
(over time, rp
m, ...)
Operationaltransfer
characteristics(load specific)
a11 … a1m
a21 … a2m
a31 … a3m
. . .
. . .
. . .
an1 … anm
P1
P2
P3
.
.
.
PII
H1 ...
Hm
=
(2)

56
Apport de la formulation temporelle dans l’analyse de voies de transfert
On démontre donc que le modèle ne force pas la synthèse à converger vers le total mesuré, mais ne prend en considéra-tion que les sources mesurées. ceci autorise une description partielle d’un système (moteur, roulement, …) sans forcé-ment tout instrumenter.
Synthèse des contributions
Nous avons décrit, page précédente, la méthode pour obtenir les fonctions de transfert entre références et réponses à partir de spectres complexes. Pour pouvoir les utiliser dans le domaine temporel, il faut les conver-tir en réponses impulsionnelles.
La méthode de synthèse des voies de transfert TPS consiste donc à convoluer les signaux de référence par chaque réponse impulsionnelle associée pour en obtenir une contribution équivalente. Ainsi, les résultats fournis
restent dans le domaine temporel, et conser vent leurs phases les uns par rapport aux autres [3]. En additionnant toutes les contributions, on obtient la synthèse globale qui est égale au signal d’une réponse donnée, si toutes les sources ont été mesurées (figure 3).
Afin de faciliter la lecture et la compréhension des contri-butions, il est préférable d’établir un modèle physique de la structure observée. Le but est de regrouper les contri-butions par des sommateurs, ceci afin de générer des composantes intermédiaires comme le découpage aérien/solidien, ou bien la contribution de tel plot de découplage ou tel autre panneau acoustique (figure 4).
Au final, on dispose donc des signaux temporels pour une analyse soit globale, soit par système, soit par compo-sant en fonction du niveau de finesse que l’on souhaite aborder.
Toutes sources mesurées Une source manquante
Fig. 2 : Comparaison de la synthèse (rouge : mesurée / noire : synthèse)
Fig. 3 : Exemple d’analyse de contribution/Montée en régime dans un véhicule automobile
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
Y
Z
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
=
Reference Transfer Contribution of sound Contribution of sound Transfer Reference
Left ear Response
Right ear Response
dB706050403020

57
Apport de la formulation temporelle dans l’analyse de voies de transfert
Cas de l’analyse de contributions dans le confort vibratoire d’une automobile
Notion de confort vibratoire automobile
Outre le confort acoustique désormais bien connu de tous, particulièrement dans le domaine automo bile, la notion de confort vibratoire est également très importante dans la conception d’un véhicule. En effet, même dans le cas d’un véhicule optimisé pour ses transferts vibroacoustiques, un niveau de vi bration important au niveau des interfaces corporels (assise, pieds, mains) aurait des conséquences néfastes quant à la qualité perçue. Ainsi, il est nécessaire de considérer la mise au point d’un véhicule avec des récep-teurs aussi bien acoustiques que vibratoires.
Aspects pratiques
Bien qu’une analyse des voies de transfert vibratoire complète soit possible avec TPS/AMM, nous nous atta-cherons dans le cas suivant au cas de vibrations de balourd de roue perçue au niveau du volant à vitesse stabilisée. L’instrumentation du «système» est alors limitée à un accé-léromètre tri axial au centre de chaque roue et un accélé-romètre tri axial fixé au volant (figure 5).
Fig. 5 : Instrumentation vibratoire du véhicule
On procède alors à quelques mesures en roulage, de préfé-rence en faisant varier la vitesse du véhicule lors de la phase d’appropriation des fonctions de transfert.
Applications
Le modèle TPS est alors réduit à sa plus simple expression, car il suffit de sommer les contributions des 3 axes pour chaque composante d’une roue. Les 4 composantes de roue sont alors sommées pour la synthèse vibratoire totale.On commence tout d’abord à vérifier la validité du modèle, en comparant les signaux temporels mesurés sur le volant avec les signaux synthétisés. On observe tout d’abord que les signaux mesurés sont très modulés au cours d’une mesure (ligne droite de piste), mais également que la synthèse est très fidèle au signal réel. On peut en déduire que le modèle est correct, en confirmant la conservation des phases par l’approche cTc (Voir figure 6, page suivante). Il est alors possible d’analyser les diffé-rentes contributions des roues, et pour mieux compren-dre les phénomènes.Les diagrammes de la figure 7 page suivante montrent que même si les contributions de chaque roue sont constan tes en niveau lors de la passe de mesure, leurs combinaisons en phase modulent fortement le signal. En milieu de passe, les roues droites sont presque en opposition de phase avec les roues gauches, alors qu’elles sont en phase en début et en fin de piste. On a donc avec la méthode TPS/AMM une compréhension très fine des phénomènes en jeu, y compris dans des cas où les phases jouent un rôle prédominant dans la combinaison des sources.
Cas de l’identification des contributeurs par rapport à une signature acoustique de sous-marin
Problématique vibroacoustique des sous-marins
La discrétion sous-marine est une préoccupation primor-diale de tout navire, immergé ou non, car c’est d’elle dont dépend sa capacité opérationnelle. Son analyse est
Fig. 4 : Illustration d’un réseau TPS

58
Apport de la formulation temporelle dans l’analyse de voies de transfert
une discipline difficile, et les procédures de validation aujourd’hui utilisées pour mesurer une signature acousti-que sont souvent complexes à mettre en œuvre.
Les sources de vibration et de bruit sont nombreuses et diverses à bord d’un navire. De plus, même si les sources principales peuvent s’analyser via les points de passage d’énergie comme des plots anti-vibratiles, d’autres contributions plus gênantes peuvent apparaître via des réseaux de transfert fluide (diffusion de pression pulsée et de vibrations dans les tuyaux) ou des câbles. L’utilisation de la méthode TPS / AMM permet dans ce cas de bien séparer les sources dans leur contexte, sans forcément avoir besoin d’une description intrinsèque du système complet.
Aspects pratiques
Le positionnement des capteurs doit être réalisé après une étude préliminaire des voies de passage présumées, ainsi que des principales sources attendues. Il n’est pas nécessaire de "sur-instrumenter" le navire, même si de manière générale, les meilleurs résultats seront obtenus avec une description fine des contributeurs.
Dans un premier temps, on peut s’intéresser aux trans-ferts entre les machineries et les vibrations au niveau de la coque. Même si ces dernières ne donnent pas une image exacte du rayonnement acoustique, elles permet-tent au moins d’identifier les sources et les voies de passage qui font vibrer le navire.
Fig. 8 : Instrumentation d’un sous-marin (Rouge : capteurs coque / bleu : capteurs sources)
Passe complète Zoom
Fig. 6: Comparaison du signal accélération volant mesuré (rouge) et synthétisé (noir)
Passe complète Zoom milieu Zoom début
Fig. 7 : Analyse de contribution des roues (noir : AVG, vert : AVD, bleu ARG, jaune ARD) par rapport à l’accélération volant synthétisé (rouge)

59
Dans un second temps, il est possible d’étudier le trans-fert entre les vibrations de coque et le rayonne ment en champ lointain [4]. Pour ce faire, il faut tout d’abord cali-brer le modèle de propagation. comme la source est mobile, il est nécessaire de faire l’acquisition strictement synchrone des signaux du navire et du récepteur champ lointain. A partir d’un fichier concaténé et corrigé de l’ef-fet Doppler, on obtient les transferts entre les vibrations coque et la signature acoustique. Le principe de calibra-tion est illustré en figure 9.
Fig. 9 : Calibration du modèle de propagation vibratoire/acoustique champ lointain
Nota : Il est théoriquement possible de calibrer le modèle en stationnaire, mais il est parfois difficile dans ce cas d’arrimer le navire.
Applications
La méthode TPS/AMM peut s’utiliser à plusieurs étapes très différentes du cycle de développement d’un navire. Dans une phase de conception, alors que seuls des sous-ensembles sont disponibles, il est possible d’analyser les contributions des machineries par rapport à des points de référence, pouvant servir de spécifications aux chefs de projet. Au fur et à mesure de l’assemblage des compo-sants, on peut valider l’association de ces points de réfé-rence par rapport à la structure globale.
Lorsque le navire est opérationnel, il est également impor-tant de s’assurer que sa signature acoustique ne dérive pas, aussi bien pour lui garantir une discrétion acousti-que toujours optimale, mais également en anticipation de problèmes de panne. On utilise alors dans ce cas quel-ques points de monitoring identifiés comme suffisants par rapport à la signature, c’est-à-dire que des capteurs supplémentaires n’apporteraient rien de plus pour la qualité
Acquisition, Analyse et Gestion de données
Acous t ique | V ib ra t ion | Fa t igue | …
MÜLLER-BBMVibroAkustik Systeme
PAK. La per fec t ion à vo t re mesure
Analyse d’ordre,Torsion, Acycl isme, Déformée en opérat ion
onl ine, Equ i l i b rage M u l t i p l a n s ,Imagerie acoustique,
A n a l y s e d e s v o i e s
d e t ra n s f e r t e n opération, Analyse Moda le, Voies virtuelles
Capteurs ICP et TEDS, Entrées 200 kHz d i f f é ren t i e l l e s , P r e s s i o n s d yn a m i q u e s , Tachymètres 50MHz,
Température, Jauges de con t ra in te , Entrées charge, CAN BUS,
EtherCAT, GPS et IRIG
P A Kwww.Mue l le rBBM-vas .com In fo . f r@mue l le rbbm-vas . f r ou 01 30 09 29 90

60
Apport de la formulation temporelle dans l’analyse de voies de transfert
de la synthèse. Une fois la phase de calibrage effectuée comme expliquée page précédente, il est alors possible de calculer une signature acoustique synthétisée, soit une sorte d’hydrophone virtuel qui suit le sous-marin en temps réel.
La synthèse décrit en général le bruit de raie de manière très précise, mais le bruit de fond de la mer n’étant pas mesuré, la synthèse est logiquement inférieure au signal mesuré par l’hydrophone. On peut améliorer l’ensem-ble en rajoutant du bruit si la synthèse a pour finalité la re-écoute, mais l’identification des raies est en général suffisante pour identifier le bon ou mauvais fonctionne-ment du navire en opération.
Conclusion
Les techniques d’analyses de voies de transfert ont tradi-tionnellement été utilisées pour des applica tions automo-biles, avec souvent une finalité de synthèse vibroacous-tique [5]. ces techniques sont désormais couramment usitées pour des applications diverses dans d’autres domaines industriels. Grâce à une description précise des phases, l’approche temporelle permet d’appréhen-der des problématiques complexes que les techniques
fréquentielles ont tendance à moyenner. Pour les problè-mes de vibration, ces méthodes permettent d’optimi-ser les découplages, voire d’estimer un dommage par fatigue équivalent après simulation de modification de structure. Il est également possible de synthétiser des signaux de réponse acoustique dans un but de re-écoute. Dans tous ces cas, la méthode TPS/AMM offre un gain de temps significatif, aussi bien pour l’aide à la concep-tion, que pour l’identification de contributions sur site dans le cadre de mesures de troubleshooting.
Références bibliographiques
[1] Lohrmann M., Hohenberger T., Müller-BBM VibroAkustik System GmbH : «Methodenvergleich zur Ermittlung von Übertragungskoeffizienten: Linear/kraftbasiert und mittels Hauptkomponentenanalyse», DAGA 2008.
[2] Yoshida N., Honda R&D: «Method of transfer path analysis for vehicle interior sound with no excitation experiment», FISITA (2006), F2006D183
[3] Martner O., Carsten Zerbs C., Müller-BBM GmbH: «Transfer Path Analysis and Synthesis (TPA/TPS) with crosstalk cancellation in vehicles», 2005
[4] Pascher I., Carsten Zerbs C., Perrin F. : ‘’Application of Transfer Path Analysis for the online prediction of underwater radiated sound’’. Congrès SFA Marseille 2008
[5] Lohrmann M., Martner O., Perrin F. : ‘’Contribution analysis of vibroacoustic sources in perceived quality with Operational Transfer Path Synthesis Method’’. Congrès SIA Le Mans 2008
www.regupol.fr
Technique de vibrations
Solutions techniques pour traiter les vibrations des trains et métros dans le bâtiment
Isolation antivibratoire sous les socles bétons ou pose directe sous des machines diverses
Isolation antivibratoire des supermarchés et des centres commerciaux
Isolation des bruits d‘impact sous parquets

GENERALITES
61
Le CFA des compagnons du devoir de Lyon récompensé par un trophée lors du Challenge Découvrir les métiers du plâtre organisé par APMP
Le Trophée de la réalisation 2009 a été décerné aux compagnons du devoir de Lyon par l’Association pour la promo-tion des métiers du plâtre. ce trophée récompense la qualité technique d’un ouvrage et sa capacité à montrer les facettes du métier de plâtrier, plaquiste et staffeur. Les 14 apprentis ont réalisé avec préci-sion un ensemble pédagogique qui aborde toutes les solutions et techni-ques du plâtre pour le confort de vie dans l’habitat en 6 «scenarii». Le jury a pu ainsi noter la mise en œuvre des différentes utilisations du plâtre dans le bâtiment :- l’isolation de combles en plaques de plâtre sur ossatures métalliques, - un angle de mur en briques et plâtre décoré d’une fresque, - une cloison courbe en forme de doucine, en briques et plâtre avec une fresque,- des décorations en staff comme une cheminée, des plinthes, des colonnes cannelées, des moulages de lettres- une partie concave en plaques de plâtre pour expliquer les procédés de réalisation d’une cloison courbe,- et enfin, la mise en place d’un rampant en plaques de plâtre perforées illustrant l’isolation et la correction acoustique.
Le prochain challenge se tiendra d’oc-tobre 2009 à mai 2010 avec pour thème : Plâtre et isolations : esthé-tisme et performances. Vous pouvez trouver toutes les informations relati-ves à ce concours sur le site http://www.lesmetiersduplatre.com
Pour en savoir plus sur les formations au sein de l’association ouvrière des compagnons du devoir de Lyon, contacter : Thierry Jannier, AOCDTF53, rue Sidoine Apollinaire69338 LyonTél : 04 72 19 85 10
Le projet NOISELESS analyse les bruits et les vibrations des presses mécaniques
Le projet européen NOISELESS s’est attaché à développer des machines-outils plus silencieuses grâce à des mesures efficaces de contrôle du bruit, et à prolonger leur durée de vie en réduisant l’usure.Le consortium NOISELESS comprend 10 partenaires originaires de 6 pays, dont des constructeurs de machines, des fournisseurs de systèmes d’amor-tissement actif, des instituts de recher-che scientifique et des utilisateurs.Werkzeugmaschinenlabor (WZL), un partenaire du projet au RWTH d’Aix la chapelle (Allemagne) a utilisé l’ana-lyse modale et par éléments finis pour
étudier le bruit et les techniques de réduction sur les grosses presses. Les chercheurs ont étudié la transmis-sion des vibrations via la structure de la presse et les effets des modifica-tions sur le système d’équilibrage et la vitesse de la transmission. L’analyse modale a également servi à étudier les vibrations de la presse considé-rée comme un tout.
Les chercheurs du WZL ont travaillé en étroite collaboration avec fagor Arrasate, qui conçoit et fabrique des presses mécaniques et hydrauliques pour l’industrie. Les plans fournis par l’industriel espagnol ont servi de base au modèle par éléments finis. ce modèle permet d’étudier les bruits et les vibrations de la presse, et présente la première étape vers une simulation complète de la structure de la presse et de sa transmission.
Les résultats de cette étude peuvent être utilisés pour concevoir des machi-nes plus silencieuses, qui contribuent au bien-être physique et psychologi-que des opérateurs.
Pour plus d’informations : WZL, RWTH AachenSteinbachstr. 53b,52064 AachenAllemagneTel : +49 241 8027409Fax: +49 241 8022293http://www.wzl.rwth-aachen.de
Trois outils pour mesurer le bruit au travail sur le site de l’INRS
L’INRS diffuse depuis le mois de juillet par le biais de son site, 3 outils prati-ques pour évaluer l’exposition des travailleurs au bruit.Il s’agit de calculettes au format Excel :- Evaluation de l’efficacité des protec-teurs individuels contre le bruit ;- calcul du niveau global d’exposition au bruit sur une journée de travail à partir de chaque phase d’exposition ;- Mesure des niveaux de bruit auxquels sont exposés les travailleurs au quoti-dien en s’appuyant sur les spécifica-tions de la norme Nf EN ISO 9612 parue mai 2009.
A voir et télécharger sur www.inrs.fr
Vue d’ensemble de l’ouvrage réalisé par le CFA des Compagnons du devoir de Lyon victorieux du challenge Découvrir les métiers du plâtre

62
GENERALITES
L’UE prend des mesures pour limiter les risque liés aux baladeurs
Grâce à une décision de la commission européenne adoptée le 28 septembre 2009, les consommateurs devraient bénéficier de nouveaux réglages par défaut des baladeurs à des niveaux d’ex-position au bruit sans risque et de mises en garde claires sur les effets néfastes d’une exposition excessive à un volume sonore élevé. En octobre 2008, le comité scientifique des risques sanitaires émer-gents et nouveaux de l’Union européenne (cSRSEN) a prévenu qu’écouter de la musique sur un baladeur à un volume sonore élevé pendant une période prolon-gée peut entraîner des lésions irréversi-bles de l’audition. Entre 5 et 10% des utilisateurs risquent des pertes auditi-ves irréversibles. ce sont des personnes écoutant, par exemple, de la musique plus d’une heure par jour à fort volume.
On estime à dix millions le nombre de personnes qui courent ce risque dans l’UE. La commission européenne a donné mandat au cENELEc (Organisme de normalisation) pour élaborer de nouvel-les normes techniques de sécurité. Il prévoit ceci :- Les réglages par défaut des produits doivent répondre à des niveaux d’expo-sition sûrs. Le mandat précise claire-ment qu’une utilisation sûre dépend de la durée d’exposition et du volume. Le temps d’exposition à un niveau sonore de 80 dB(A) est limité à quarante heures par semaine et le temps d’exposition à un niveau sonore de 89 dB(A) à cinq heures par semaine. Les niveaux sûrs ainsi définis doivent être les niveaux par défaut des produits.- Des mises en garde appropriées sur les risques liés à leur utilisation et sur la manière de prévenir ces risques, notam-ment quand les écouteurs originaux
Mme Meglena Kuneva, commissaire européenne à la protection des consommateurs : « Il est manifeste que les jeunes ne sont absolument pas conscients qu’ils compromettent leur audition ». Crédit photo AFP.
ont été remplacés par un autre modèle et qu’il en résulte un volume sonore très élevé et plus dangereux.Les solutions industrielles peuvent consis-ter, par exemple, à placer des étiquettes ou à donner des informations sur l’écran numérique.
Vous trouverez plus d’informations sur le site de l’Union européenne, http://www.europa.eu/
Une erreur s’est glissée dans l’article de Berger & Hamery «Évaluation empirique en régime impulsionnel de divers bouchons d’oreille passifs à atténuation dépendante du niveau de bruit» numéro 56, page 16.Vous trouverez ci-dessous la figure 6. Toutes nos excuses aux auteurs et à nos lecteurs.
ERRATUM
Fig. 6 : Coefficient d’atténuation de perte d’insertion IL pour le bouchon Noise Braker sur une dynamique de 80-dB du niveau de crête de bruits impulsionnels et pour un bruit rose de 85 dB. La courbe en noir représente la mesure REAT.
IL for the Noise Braker earplug over an 80-dB range in impulse sound levels and for steady 85-dB

63
EN BREF
Les US pour soigner le cerveau
Les ondes ultrasonores sont large-ment utilisées en imagerie médicale pour surveiller les grossesses. Mais des sons émis à des fréquences parti-culières sont également capables de stimuler ou de contrôler l’activité céré-brale. Une équipe de chercheurs de l’université d’Arizona s’intéresse à ces procédés pour soigner certains désordres moteurs comme la maladie de Parkinson. Ils viennent de publier des travaux qui valident le concept de stimulation cérébrale profonde par des ondes à basse fréquence. En fait, la stimulation cérébrale profonde est déjà largement utilisée en faisant appel à de fines électrodes implantées dans une zone centrale du cerveau grâce à une chirurgie transcrânienne de très haute précision. c’est l’équipe du professeur Alim-Louis Benabid à Grenoble qui a mis au point cette technique dans les années 1990. ce procédé est largement répandu pour soigner certaines formes de la maladie de Parkinson. Le passage d’un courant électrique entre les deux électrodes fait cesser instantanément les tremble-ments. Mais cette opération très lourde se heurte à de nombreux obstacles médicaux et économiques. La stimu-lation sonore externe pourrait donc se substituer à ces techniques invasives. Tout l’enjeu consiste à mettre au point une source sonore extérieure au crâne émettant un signal focalisé sur une zone précise à l’intérieur du cerveau. De nombreux désordres psychiques sont potentiellement curables par ces techniques, comme les troubles obses-sionnels compulsifs (TOc), voire certai-nes dépressions.
Source : http://www.lesechos.fr, 9 juin 2009
Sound Transit vous emmène en voyage
Voyager dans le monde grâce au son. Voici ce que propose le site SoundTransit qui invite les internautes à découvrir des pays et des villes à travers différentes ambiances sonores de l’environnement quotidien. Les sons peuvent être recher-chés par mot-clé ou lieu. Vous pourrez ainsi écouter des colombiens célébrer un anniversaire ou encore apprendre
à quoi ressemble l’ambiance sur un marché vietnamien. Des enregistre-ments qui peuvent être gratuitement téléchargés, partagés et réutilisés.
Source : http://www.france24.com/fr, 13 août 2009
Education musicale, éducation auditive
Une formation musicale dès le plus jeune âge, peaufine l’audition d’une personne non seulement pour la musique mais aussi pour les aspects émotionnels de la parole. Des cher-cheurs américains ont posé des élec-trodes sur des sujets afin d’enregistrer la réponse auditive du tronc cérébral à un son chargé d’émotion comme les pleurs d’un enfant durant un quart de seconde. Les sujets qui ont pratiqué un instrument de musique depuis leur petite enfance ont eu la réponse la plus élevée dans les parties des pleurs pour lesquelles le temps, la hauteur ou le timbre sont les plus complexes.
Source : Echoes, Volume 19, n°4, Automne 2009
Le confort acoustique et vibratoire des véhicules amélioré grâce au double volant amortisseur à long débattement de Valeo
Le développement de motorisations de plus en plus économes en carburant conduit les constructeurs automobiles à augmenter les caractéristiques de couple ce qui entraîne l’augmentation du niveau de vibration des moteurs, particulièrement à bas régime. Afin de pallier ce problème, Valeo vient de mettre au point un double volant amor-tisseur à long débattement ou DVA LTD qui permet de réduire significati-vement la perception des vibrations et des bruits émis par le moteur. Le DVA LTD absorbe les vibrations torsionnel-les émises par le moteur vers la trans-mission garantissant ainsi le confort dans l’habitacle.Deux procédés de filtration combinés dans un encombrement minimum confè-rent au DVA LTD des qualités propres à le rendre incontournable pour les futurs moteurs conventionnels à haut rende-ment ainsi que sur les motorisations hybridées sur lesquelles les contrain-tes d’installation sont les plus sévères.
A la technologie bien connue du double volant amortisseur, le DVA LTD ajoute celle de l’amortisseur à longue course développée par Valeo pour les conver-tisseurs de couple des transmissions automatiques. cette combinaison lui permet d’assurer de manière optimale ses fonctions de filtration, notamment lors du démarrage grâce à un débatte-ment angulaire maximum de 80 degrés ainsi qu’un très haut niveau de perfor-mances sur toute la plage de fonction-nement du moteur.
Pour plus d’informations, consultez le site : http://www.valeo.com
La mesure ultrasonore des matériaux au service de la propulsion solide
Les moteurs à propergol solide sont utilisés pour la propulsion de certains lanceurs spatiaux civils, tels ARIANE V pour ses deux propulseurs d’appoint.Schématiquement, ils sont composés d’une structure contenant un charge-ment de propergol. Une protection ther-mique est insérée entre la structure et le chargement pour protéger la struc-ture des températures extrêmes géné-rées par le fonctionnement du moteur.La combustion du propergol s’opère du centre du chargement vers l’extérieur. Un des paramètres fondamentaux qui conditionnent le bon fonctionnement d’un moteur de ce type est la vitesse de combustion du propergol.Le système de mesure mis au point par la Délégation générale pour l’arme-ment (DGA) au centre d’Achèvement et d’Essais des Propulseurs et Engins (cAEPE) a pour objectif de vérifier, lors des essais de moteurs effectués sur banc, que la vitesse de combus-tion mesurée est conforme avec la vitesse attendue.La technique de mesure est non-in-trusive et innovante : elle utilise des capteurs ultrasonores positionnés à l’extérieur de la structure du moteur. Elle est basée sur le temps de parcours d’une onde ultrasonore à l’intérieur d’un ensemble complexe (structure exté-rieure du moteur, protection thermi-que interne, propergol). Elle mesure la vitesse de régression linéaire du front de flamme en un point donné.
Source : http://www.defense.gouv.fr, juin 2009

64
THESE
CARNET
Du nouveau à l’ACNUSA
L’Autorité de contrôle des nuisances sonores aéroportuaires vient de renou-veler un tiers de ses membres.
Deux membres désignés par le minis-tère en charge de l’écologie :- Jacques Roland en remplacement de Michel Rumeau- Aline Gaulupeau en remplacement de Monique Vernet
Un membre désigné par le ministre en charge de la santé :- Joëlle Adrien en remplacement de Damien Léger
Enfin, Ghislaine Esquiague remplace Jeanine Le Floch au poste de secrétaire général
Une dernière pensée pour notre ami Jacques Delcambre
Jacques Delcambre nous a quitté en juillet et les hommages se succèdent. Voici une autre marque de sympathie à l’égard de celui qui restera, dans l’esprit de ceux qui l’ont approché, un exemple d’humanité :«Les acousticiens français ont perdu, avec Jacques, un excellent profession-nel et un collègue curieux de théâtre et de musique.Par sa diplomatie et sa modestie, il a su tisser des liens entre les anciens, rompus aux techniques et approches analogiques, et la jeune génération, habi-tuée à jongler avec les nouvelles tech-nologies numériques. Il avait le souci de rassembler ; son investissement au sein de la SfA en est un témoignage.Il fut le président apprécié du comité «BRUIT et VIBRATION», comité chargé par le ministère de l’environnement de l’époque, de lancer des programmes de recherche innovants, d’assurer la veille technologique, et d’organiser des colloques et séminaires restituant les acquis de la recherche. Pendant son mandat, il s’est investi en déployant rigueur scientifique et honnêteté intel-lectuelle reconnues par tous. Il a su, par sa clairvoyance, détecter de jeunes
chercheurs mais également repérer les équipes compétentes qui font la renom-mée de l’Acoustique française. Il est vrai, par ailleurs, que ses points de vue bien argumentés ne recueillaient pas toujours l’assentiment de ses pairs ; son souci de conciliation et de justice avait le mérite d’assurer l’unité de la communauté scien-tifique, tout en ayant à l’esprit, la néces-sité de rechercher la pluridisciplinarité. Il œuvrait dans ce sens car il estimait que cette démarche était porteuse de nouvelles pistes de recherche. Enfin, il était très vigilant sur la gestion des deniers publics et son expérience a été précieuse pour le comité.Ses compétences étant largement recon-nues, sa désignation dans plusieurs instances lui a permis de conjuguer le professionnalisme et l’humour. Il lui arri-vait parfois de détendre une atmosphère houleuse par une ou deux anecdotes savoureuses (avec l’accent «ch’ti»).ces dernières années, son dévouement et son investissement pour l’association «fRANcE ALZEIHMER» avaient révélé ses qualités humaines.»
A tous ces titres, Jacques Delcambre reste un exemple pour tous.
Jean-Claude Serrero, ancien secrétaire général du Comité «Bruit et Vibration»
L’influence des bruits sur la qualité de l’écoute du téléconseiller d’un centre d’appels
Maryse Koehlprofesseur agrégéeENS Cachan
L’écoute est considérée comme une variable déterminante de la réus-site des vendeurs et sa pratique est dépendante de conditions justifiant une recherche sur la relation bruits-écoute. La revue de littérature conduit à définir précisément les concepts de bruits et d’écoute pour les étudier
dans un domaine peu exploité : la télévente en centre d’appels. Une étude exploratoire permet de vali-der et de compléter les construits sélectionnés avant de proposer une conception multidimensionnelle de l’écoute. cette conception enrichit la théorie par l’intégration de deux écoutes spécifiques : l’écoute adaptative et l’écoute assertive complétant ainsi les techniques d’écoute passive et active. Une typologie des bruits axée sur des bruits externes (bruits de plate-forme), des bruits de mission (chal-lenge) et des bruits internes (anxiété, conscience de soi) est retenue pour
analyser l’influence des bruits sur l’écoute. Des variables individuelles sont également intégrées à l’analyse. Les résultats de l’étude mettent en valeur l’existence d’influences diffé-rentes suivant les bruits expérimen-tés : les bruits externes et de mission ont une influence négative alors que les bruits internes ont des influences positives et négatives. ces conclu-sions permettent d’enrichir les travaux sur le processus de communication-négociation en se situant du côté du téléconseiller «écoutant» et d’envi-sager des implications managéria-les en faveur d’une relation client qualitative.