„A standard munka(SW) és a Karakuri- Kaizen kapcsolatának ... · „A standard munka(SW) és a...
33
„A standard munka(SW) és a Karakuri- Kaizen kapcsolatának jelentősége az ipari lean fejlesztési gyakorlatban” Vajna István Címzetes Egyetemi Docens Vajna VSM Kft. 2018-03-01. 1
Transcript of „A standard munka(SW) és a Karakuri- Kaizen kapcsolatának ... · „A standard munka(SW) és a...

„A standard munka(SW) és a Karakuri-
Kaizen kapcsolatának jelentősége az ipari
lean fejlesztési gyakorlatban”
Vajna István Címzetes Egyetemi Docens
Vajna VSM Kft.
2018-03-01.
1

Vajna VSM Kft. Vajna VSM Kft.
3 Föccsöntő gép
Vezetés / dolgozók képzése
3 Föccsöntő gép
A programról röviden
1. LEAN KAIZEN alapoktatás vezetők, dolgozók
2. 5S-alaptermelékenység fejlesztés és üzem rendezettség és problémafeltárás
3. SW Standard munka fejlesztése
4. TPM Gépek üzemállapotának helyreállítása, problémafeltárás- megoldás és hatékonyság növelés az öntevékeny karbantartás bevezetésével
SW Karakuri kaizen EOQ 2018 03-01
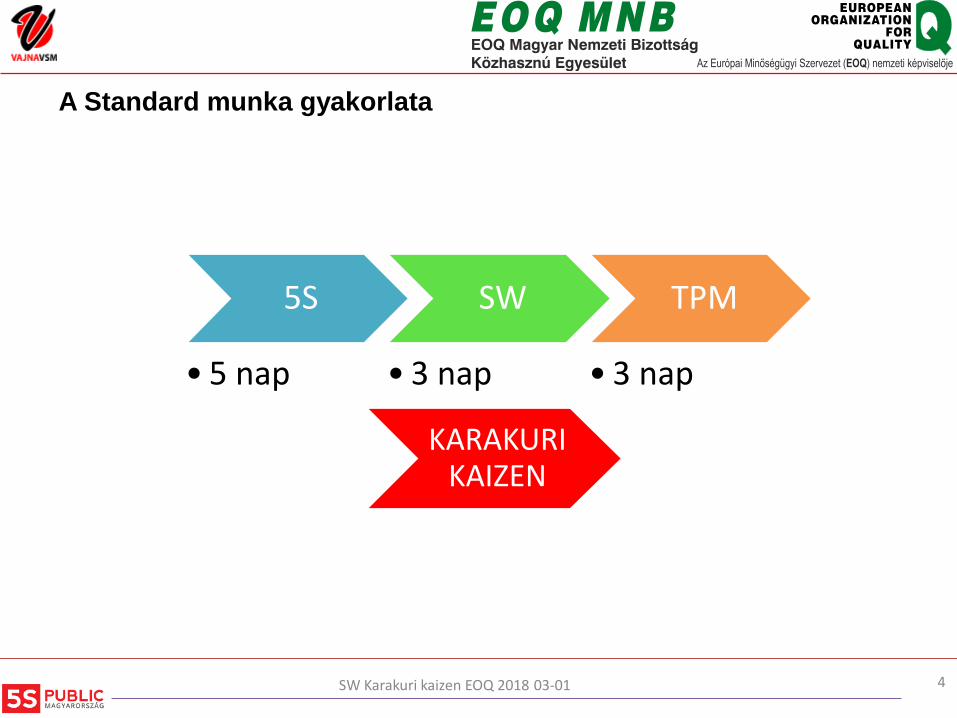
A Standard munka gyakorlata
4
5S
• 5 nap
SW
• 3 nap
TPM
• 3 nap
KARAKURI KAIZEN

SW Karakuri kaizen EOQ 2018 03-01
KARAKURI KAIZEN
• Eredete Japán
• 1200 évekre
• Karakuri babák
– Finom mozgás
– Egyszerű gépek
– Automatizmus alapjai
Ma:
• Emberi erő kiváltása
5

SW Karakuri kaizen EOQ 2018 03-01
Karakuri típusok
• A gravitáció ingeyn van! (még)
6
• Állítás-indítás • Lassítás-gyorsítás • Erőátvitel/átvétel
• EGYSZERŰ GÉPEK
• Energia megsprótlása • Időspórlás • Munkatermelékenység növelés
• Emberi energia • CO2 csökkentés
Forgás Lineáris mozgás Inga Szakaszos forgó
Funkciók-hatás
PQCDSM

SW Karakuri kaizen EOQ 2018 03-01 7
Rugók Fogaskerék és kombinációk
Gravitáció Mágnesek
Karakuri eszközök
Szabad Energia
Gravitáció
Szél
Vízáram
Folyók
Tengerek
Dagály apály
Hullámok Napenergia

SW Karakuri kaizen EOQ 2018 03-01
Karakuri példák
8
Fifo KARAKURI kocsi
AGV
- Anyagszállítás fejlesztése - Operátori szállítási muda
kiváltása mozulat - Két munkafázis ECRS hatása - LCA - Munka idő elvégzésének
csökkentése - Pontos darabszám adagolás - Anyag orientáció
https://youtu.be/SGmNRZcbIlY

SW Karakuri kaizen EOQ 2018 03-01
Karakuri működése
9
A gravitáció ingeyn van!
súly3
súly2
súly1

SW Karakuri kaizen EOQ 2018 03-01
Karakuri működése
10
A gravitáció ingeyn van!

SW Karakuri kaizen EOQ 2018 03-01
Karakuri működése
11
A gravitáció ingeyn van!

SW Karakuri kaizen EOQ 2018 03-01
Karakuri működése
12
A gravitáció ingeyn van!

SW Karakuri kaizen EOQ 2018 03-01
KARAKURI KAIZEN
• A gravitáció felhasználása a tárgyak mozgatásához
• Olcsó könnyen karbantartható szerkezetek
• LCA
• Biztonságos önmagát megállító szerkezetek
• Kreativitás és tapasztalat a motorja
• Egyszerű anyagok és szerkezetek felhasználása
• Kombinálható AGV-vel
• Gyártás is ütemezhető
13

SW Karakuri kaizen EOQ 2018 03-01
KARAKURI KAIZEN és kiscsoportos tevékenység!
• Probléma
• ECRS
• A sorrend fontos
14

SW Karakuri kaizen EOQ 2018 03-01
Állapot megértése: üzem elrendezés, anyag áramlása,
kiszolgálók mozgása
15
Alapanyag előkészítés
Üzem 1
Égető Üzem Lépcsőzés
1
2
1 Gép töltés – alapanyaggal és üres vissza 2. WIP égetőüzembe lépcsőn
Tele tálca vár
Üres Alapanyag
tároló
Üres Guruló
kocsi
Asztal Tálca (WIP)
Asztal Tálca (WIP)
WIP és segédanyag

16
• Lean alapok és módszerek leoktatva • 5S, VM, SW, TPM, KAIZEN
– leoktatva vezetés dolgozók!
PDCA szerint
• Előkészületek
• Terv
• Megvalósítás
• Ellenőrzés
5S kártya 7.Sorszám (a PDCA listából):
1. Kiállító neve: 2. Dátum:
3. Munkaterület:
4.Megjegyzés, leírás:
5. Teendő, megoldási javaslat:
rajz 6. PDCA Listába felvezetés
9. Felelős:
10. Határidő:
11. Aláírás:
12. Végezte:
13. Dátum:
14. Aláírás:
15.A megoldást a PDCA listába visszavezetni ! (Done)
5S gyakorlat

SW Karakuri kaizen EOQ 2018 03-01 17
Előtte Utána
Szennyezett hidraulika, Villanymotor lapát letörve csak 65% hűtés!, túlfogyasztás, repedt csöpögő vezetékek, szennyezett üzemi környezet, 2 éve ki nem cserélt olaj! A rejtett költségek
5S …hatékony hűtés! Költségcsökkentés!
SW Karakuri kaizen EOQ 2018 03-01
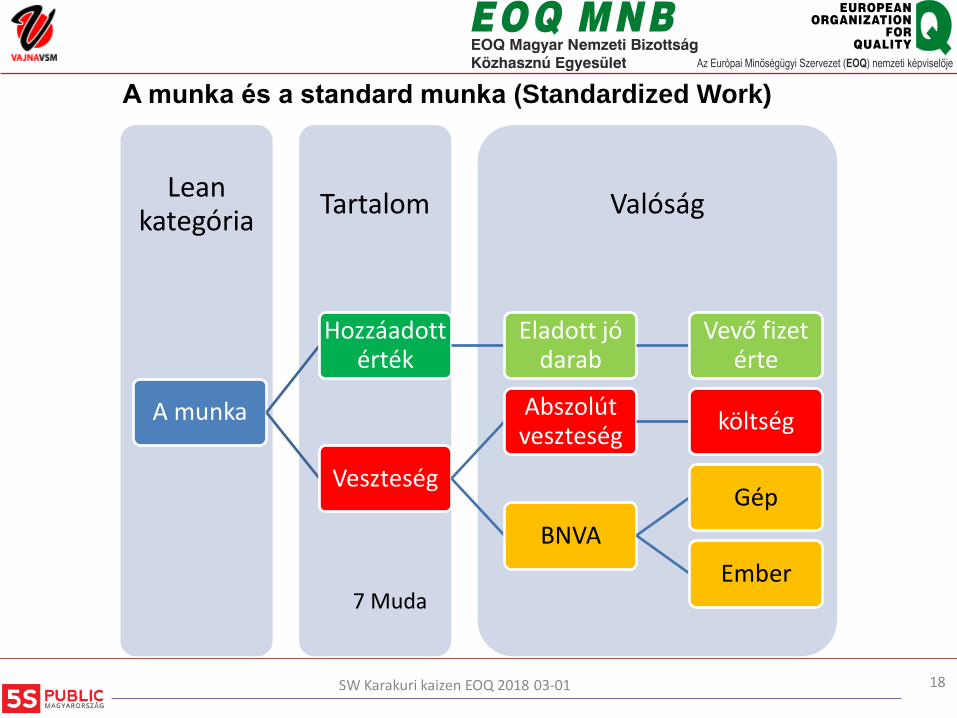
A munka és a standard munka (Standardized Work)
18
Valóság Tartalom Lean
kategória
A munka
Hozzáadott érték
Eladott jó darab
Vevő fizet érte
Veszteség
Abszolút veszteség
költség
BNVA
Gép
Ember 7 Muda

SW Karakuri kaizen EOQ 2018 03-01
Standard munka (Standardized Work) tartalma
19
Valóság Tartalom Lean
kategória
Standard munka
Hozzáadott érték
Eladott jó darab
Vevő fizet érte
Veszteség BNVA
Gépi
Ember
7 Muda
• Takt time • Standard
munkaszekvencia • Standard WIP
(SWIP)

SW Karakuri kaizen EOQ 2018 03-01
SW Standard munka észrevételek
• Nincsenek kidolgozott munkautasítások a helyszínen és ezek nincsenek a
gyártásban sem a kézi sem a gépi műveletekre!
• Különböző operátorok másképp végzik a műveleteket!
• Magas fokú variabilitás!
• Az alapanyag és segédanyag kiszolgálás akadozik
• Gép: Nem látszik a tényszerű aktuális gép kapacitás, nyomásértékek, nincs számítva
és vezetve az OEE (Overall Equipment Effectiveness)
• A selejtet nem számolják direkten, illetve így összemosódik az „újra-munka
fogalmával” (az elrontott anyagok újra feldolgozása miatt) Angus-al összekeverik
• Nincs a gépi selejt és kézimunka selejt külön választva
• Nincsenek mérések csak a kész jót mérik műszaklapon
• A minőségellenőr nem standardok szerint dolgozik (nincs vagy csak részleges
határminták illetve - relatív becslés).
20
SW Standard munka kidolgozása!

SW Karakuri kaizen EOQ 2018 03-01
Adatgyűjtés: SW elemzések / VA/NVA
arány, folyamat megfigyelés több operátori
munkában
21
• Független adatgyűjtés különböző
operétoroknál azonos munkaállomáson • Munka módszerek megfigyelés mérése
• Gépi ciklusidő mérés és elemzések
• Problémakatalógus PDCA lista
Két karakuri kocsi szimulációja és megtervezése!
MUDA 6VA/45 NVA

SW Karakuri kaizen EOQ 2018 03-01 22
SW Fejlesztések
Operátori munka megkönnyítés és
egyszerűsítése (VA/NVA arány javítása)
SW fejlesztés1:
• Munka módszerek megfigyelés mérése
• A hasznos elemek és javaslatok
megtartása egybegyúrása
• SW fejlesztés2 • Karakuri kocsik szimulációja • Karakuri kocsik megtervezése és legyártása
• Operátor-mizusumashi • Mizusumashi - lift
6VA/9 BNVA

SW Karakuri kaizen EOQ 2018 03-01
Fejlesztések
23
5S
• Üzem alaptisztítása
• problémafeltárás
Karakuri kocsi
2 kanban
• SWIP helye
• Segédanyag helye
Karakuri lift
• SWIP következő folyamathoz
• Üres vissza
TPM
• Szigetelő gyűrű
• Kaizen PLC programozás

24
Termelés elemei
Emebr
operátor
kiszolgáló
Gép
Fröccsöntő
Segédeszközök (szike)
Anyag
Alapanyag
Segédanyag(tálca)
Módszer

Folyamat neve / Terület FRÖCCSÖNTÉS Doc. #
SW Standard Work –
KARAKURI KAIZEN
Fröccsöntés 1 operátor
Doc. Rev # 1 Szerző(k) Folyamat QA
Modell típus Rhodex kés Dátum ÉÉ 1 6 HH 1 0 NN 2 0 FRÖCCSÖNTÉS
Modell név ABC Termék neve / Terület Fröccsöntés
Standard munka térkép op1 Sorsz. Sorrend
Minőség ellenőrzés Biztonság Standard WIP # WIP darabszáma Mozgás Visszatérés starthoz Bal kezes művelet Jobb kezes művelet Két kezes művelet TAKT time (sec) Operatorok száma Cycle time (sec)
6+Karakuri 10
B J BJ 1
1 Forró felület
Alapanyag,
Félkész termék
hat darab
operátoronként
SWIP SWIP
Kéz Sorszám CT
J 10 indítsd el a gépet a start gombbal (csak első ciklus)
J 20 várd meg a míg a gép fröccsönt (csak első ciklus)
30 Fröccsöntés
J 40 szedd ki a kiszedőtálcából az enguszt
J 50 dobd ki az enguszt a tiszta masszás vödörbe
J 60 nyúlj a kiszedőtárcához
J 70 szedd össze mind a 6 darabot
J 80 vedd magad elé a darabokat
BJ 90 tedd át a bal kezedbe, kicsit dönts meg őket
BJ 100 egyesével sorjázd le a darabokat
110 ellenőrizd
J 120 tedd a KARAKURI KOCSIRA a jó darabokat
Tevékenység
Selejt
SWIP
SWIP
SWI
P SWI
P
Forró felület
SWIP SWIP SWIP
SWIP SWIP SWIP
SWIP
Első minta
KARAKURI kocsi (2db): - Folyamatban 1 db - Üres 1 db és üres tálcák
A
6VA /9 BNVA
Op
erát
ori
cik
lus
Gépi ciklus
Üres kocsi Üres tálcákkal
Angus Rework
6VA /45 BNVA
SW Karakuri kaizen EOQ 2018 03-01
Standard munka gyakorlata és fejlesztések
• Nincs kialakított munkaállomás!
• Magas selejt és újramunka (nem elsőre jó)
• Többször feldolgozott anyaggal szemben nem számolt költségek
• Q Költsége ismeretlen
• Selejt nincs számolva!
FEJLESZTÉS Után: KAPACITÁS közvetlen mérve ua. operátornál:
• Operátor 1: 2905 +1313 db / Műszak / terméktípus Éve kontrolling jelentés (munkanapok száma: 255)
• 280.000 db plusz darabszám /év/ egy operátor / terméktípus)
• SW készítése munkaállomásonként : folyamatban ütemterv szerint
• Karakuri kocsik kialakítása
26
Operátor 1: 1892 db legyártott jó 916 db selejt
48% selejt
Fejlesztések előtt!

SW Karakuri kaizen EOQ 2018 03-01
Kézi szerelések ciklusideje (másodperc)
27
TR 78%
MR 88%
RA 92%
OEE 63% 0:00
0:07
0:14
1 11 21 31 41 51 61 71 81 91 101111121131141151161171181191201211221231241
operátor
Fejlesztés után kézi szerelés stabillá vált! A FOLYAMTOK EREDMÉNYESEN FEJLESZTHETŐK!
A fejlesztés utáni napon OP1 esetén 1313 db többet csomagolt le!
MIN 0:02
MAX 1:03
ÁTL 0:05
TERJ 1:01
SZÓRÁS 0:06
MIN 0:09
MAX 1:22
ÁTL 0:31
TERJ 1:13
SZÓRÁS 0:12
n 182
Min 0:00:01
Max 0:00:50
Átlag 0:00:09
Terjedelem 0:00:49
Szórás 8,14474E-05
Mért SW ciklusok gyakorlott operátoroknál

TPM fejlesztés: Gépi ciklusidők összehasonlítása fejlsztés előtt és után
Min 22.47
Max 66.74
Átl 29.80
Terjedelem 44.27
Szórás 9.76
Min 25.33
Max 83.49
Átl 28.4802
Terjedelem 58.16
Szórás 8.8696052
Min 24.50
Max 53.25
Átl 27.44
Terjedelem 28.75
Szórás 5.88
Fejlesztés előtt
Fejlesztés 2 után
Fejlesztés 1 után

SW Karakuri kaizen EOQ 2018 03-01
TPM Problémák
azonosítása és KAIZEN fejlesztések
29
1. Töltő egység tömítettségének megoldása
2. Vezérlés KAIZEN
Előnyök: - műveleti Idő csökkenés - minőség javulás - költségcsökkentés
Megnyert idő

SW Karakuri kaizen EOQ 2018 03-01
TPM funkciók azonosítása
összehangolás és Vizualizálások
(SW Műszaki rajz elkészült)
30
SW Karakuri kaizen EOQ 2018 03-01
Pillérek a fókuszált fejlesztésben
• 5S
• SW + Karakuri kaizen kiterjesztése
– Kisbatches standardizált áramlás megteremtése
– Operátoti és kiszolgáló (Mizusumashi ciklus) SW
összekötése
• TPM kiterjesztése
31

SW Karakuri kaizen EOQ 2018 03-01
TOVÁBBI Javaslatok
• TPM AM 3-4 elérése és OEE alapú kihozatal
• Integrált termelési rendszer kialakítása
• Termelésvezetés tények alapján
• Középvezetés megerősítése!!
• Motivációs rendszer kiépítése (erkölcsi, anyagi)
• Rendszeres külső értékelő audit / hó és 1 nap
megvalósítás a korai fázisban
32

Vajna VSM Kft. Vajna VSM Kft.
Vajna István - [email protected]
33
Menedzsment Módszer, Soha ne add fel!!
Köszönöm a megtisztelő figyelmet!