
A goal programming model for the analysis of a frozen ... · 1 A goal programming model for the...
23
1 A goal programming model for the analysis of a frozen concentrated orange juice production and distribution system José Renato Munhoz Citrovita Agro Industrial Co., Brazil ([email protected] ) Reinaldo Morabito Production Engineering Department Universidade Federal de São Carlos 13565-905 São Carlos, SP, Brazil ([email protected] ) Abstract: In this work we propose a model based on linear and goal programming to support decisions in the blending process and distribution of frozen concentrated orange juice. The model explores the importance of blending decisions for the logistic analysis of the orange juice distribution, besides transportation and storage decisions. It utilises well-known concepts from the literature of blending problems and multistage, multiproduct and multiperiod production planning problems. A case study was developed in an orange juice company located in São Paulo State, Brazil, and the preliminary results are promising. Keywords: Goal programming, logistics of distribution, production planning, frozen concentrated orange juice. 1. Introduction In the Brazilian orange juice industry the production and distribution of frozen concentrated orange juice (FCOJ) involves the analysis of a large amount of information in order to optimise the usage of available resources. The co-ordination of production,
Transcript of A goal programming model for the analysis of a frozen ... · 1 A goal programming model for the...

1
A goal programming model for the analysis of a frozen
concentrated orange juice production and distribution system
José Renato Munhoz Citrovita Agro Industrial Co., Brazil
Reinaldo Morabito Production Engineering Department
Universidade Federal de São Carlos
13565-905 São Carlos, SP, Brazil
Abstract: In this work we propose a model based on linear and goal programming to
support decisions in the blending process and distribution of frozen concentrated orange
juice. The model explores the importance of blending decisions for the logistic analysis
of the orange juice distribution, besides transportation and storage decisions. It utilises
well-known concepts from the literature of blending problems and multistage,
multiproduct and multiperiod production planning problems. A case study was
developed in an orange juice company located in São Paulo State, Brazil, and the
preliminary results are promising.
Keywords: Goal programming, logistics of distribution, production planning, frozen
concentrated orange juice.
1. Introduction
In the Brazilian orange juice industry the production and distribution of frozen
concentrated orange juice (FCOJ) involves the analysis of a large amount of information
in order to optimise the usage of available resources. The co-ordination of production,

2
inventory and transportation of raw materials (different orange varieties), intermediary
products (concentrated juice of each orange variety, namely base) and final products
(FCOJ obtained by blending different bases) is particularly important because of the
combination of the seasonality of the fruits and the relative regularity of the product
demands. Brazil is the largest world producer and exporter of FCOJ (FAO [3][4]) and,
for certain companies in this country, small improvements in their production and
distribution systems can result in substantial savings.
In this study we present a model based on linear and goal programming to
support tactical and operational decisions in the process of blending bases for the
production of FCOJ, as well as transportation and storage of the products. We explore
the importance of blending decisions for the logistics of the FCOJ distribution. The
model was inspired by a case study developed in an orange juice company located in
São Paulo State that exports their products basically to United States, Europe and Japan,
and the shipments are limited by periodic vessel schedules. The priority goals of the
model are to minimise blending and distribution costs, the later tends to maximise the
utilisation of bulk systems rather than transporting and storing products in drums, since
they are more economic (Pinto [9]). Other goals are to minimise the product quality
deviations from certain targeted specifications. Such optimisations are presently
performed in the company by means of simulations on spreadsheet software.
The proposed model utilises well-known concepts from the literature of blending
problems and multistage, multiproduct and multiperiod production planning problems
(e.g., Johnson and Montgomery [6], Hax and Candea [5], Shapiro [10], Nahmias [8]). It
aims to support medium to short term decisions such as: how much of each product to
produce in each period, and how (in bulk or drums) and where to move and store the
products, taking into account capacity constraints, demands and the vessel shipment
schedule. This way, the model also considers blending decisions such as how much of
each base to utilise for the composition of each product (since a product may be
produced by different mix of bases). Moreover, the model considers storing and
transporting products in drums as soon as the capacity of bulk systems becomes a
limitation. To solve the model, we utilise the modelling language GAMS (General
Algebraic Modelling System) and the solver GAMS/MINOS (Brooke et al [2]). In spite
of being based on a particular case study, we believe that the model is sufficiently
generic or can be easily extended for application to other orange juice companies.

3
The paper is organised as follows: the next section presents a brief description of
the FCOJ production process and details the problem under consideration. Section 3
proposes a linear and goal programming model for the problem, and section 4 analyses
some computational results obtained by applying the model to a simplified situation of
the case study (because of unavailability of data and in order to protect interests of the
company). Finally, section 5 presents concluding remarks and discusses some
perspectives for future research.
2. Problem definition
The development of the orange juice industry took place in the United States in
the 30's due to the increase of orange juice consumption (Viegas et al [11]). At that time
campaigns were diffused stimulating the substitution of the fruit (the mean daily
consumption was half fruit per person) by the juice (a glass of juice uses three to four
fruits). At the end of the decade more than 90% of the American families were daily
consumers of orange juice. In Brazil the industrial production of orange juice began only
in the 60's but since 1966 the country has had the world leadership in production and
exportation of FCOJ. Table 1 presents some terminology utilised in the orange juice
industry; the main characteristics of oranges are the brix, ratio and variety. In the
following we briefly describe a typical production process of FCOJ.
Oranges of different varieties are transported to the plant by trucks, which are
unloaded by hydraulic ramps. The oranges are carried by conveyor belts and elevators
until storage bins. Based on the characteristics of the fruits, they follow to washing,
grading and classifying processes, and then to the extraction room. In this local
extractors separate the fruits into three parts: juice, peel, and oil and aqueous solution
with small particles of peel. The juice is pumped to multiple-stage evaporators and,
while being concentrated, two other by-products are produced: oil phase and water
phase. The concentrated juice is then frozen and stored in bulk in tank farms. These
intermediary products called bases are then mixed, according to the "blending plan"
(defined below), in order to produce the ordered FCOJ. The main differences between
two final products are their specifications of ratio and orange variety. The FCOJ is
stored in bulk in tank farms, or is placed in drums of 200 litres and stored in refrigerated
warehouses (cold storage).

4
Figure 1 depicts the "basic (annual) plan of the season", which relates the
"blending plan" of bases to the "sales plan" of FCOJ, the "initial inventories" of bases
and FCOJ (in the beginning of the season), the "fruit plan" (procurement of oranges), the
"extraction plan" (production of bases) and the "distribution plan" (transportation and
storage of FCOJ). Note that the basic plan of the season involves the co-ordination of
different departments of the company, such as procurement (of fruits), sales (of FCOJ),
production, logistics and quality, in order to optimise the usage of available resources.
Basically the blending plan determines how much and when to blend the different bases
of the tank farms in order to produce the ordered FCOJ. These bases are obtained
according to the fruit and extraction plans in such a way as to satisfy the sales and
distribution (e.g., vessel shipment schedule) plans.
As mentioned in section 1, in this study we are concerned with the decisions in
the blending process of bases to produce FCOJ, and in the distribution (transportation
and storage) system of FCOJ. Figure 2 schemes the situation in a network flow: from
left to right, the first node represents inventories of bases in the tank farms (in bulk) of
the plant, the next two nodes represent inventories of FCOJ in the tank farms (in bulk)
and cold storage (in drums) of the plant, respectively, and the last two nodes represent
inventories of FCOJ in the external tank farms (in bulk) and cold storage (in drums),
respectively, available for the vessel shipment. The arcs between nodes correspond to
the flows (blending or transportation) of bases and products (in bulk or drums) for each
period (e.g., a week) of the planning horizon (e.g., part or the whole duration of the
season). Note that in the cases of product transportation from the plant tank farms (in
bulk) to the external cold storage (drums), or from the plant cold storage (drums) to the
external tank farms (in bulk), transportation includes the operation of packaging or
unpackaging the product, respectively.
For the purpose of this study, the fruit, extraction and sales plans (figure 1), as
well as the vessel shipment schedule in the distribution plan, are assumed to be known.
A question is to determine the quantities and periods of the planning horizon that the
bases are mixed to produce the demanded products. Another question is to choose the
product form (in bulk or packaged in drums) and warehousing places (plant or external
tank farms and cold storage) so that total costs are minimised. These costs are composed
by blending, transportation and warehousing costs, plus financing costs of anticipating
the blending of bases and transportation of products with respect to their periods of

5
demand. Warehousing costs do not include capital (opportunity) costs given that these
are considered in the financing costs. For simplicity, the model of next section considers
only one plant and only one location for the external warehouses (external tank farms
and cold storage), since in the case study these warehouses are located very close to the
seaport. The model can be easily extended to deal with situations involving different
plants and warehouses with different locations and operational costs.
3. Mathematical modelling
As mentioned above, the mathematical formulation utilises well-known concepts
of the literature of blending problems and multistage, multiproduct and multiperiod
production planning problems; see, e.g., Johnson and Montgomery [6], Williams [12],
Shapiro [10] and Nahmias [8]. Product quality specifications, capacity limitations of
blending and storing bases and products, and material balancing are the main constraints
of the model; the last one being responsible for the link between different planning
periods and locations.
Tables 2 and 3 define the variables and parameters utilised in the formulation (all
variables and parameters are non-negative). The indices j, p, k, l and t are associated as
follows: j represents the type of base (hamlin, BR10, ...), p represents the type of
product (PA11, PA12, ...), k represents the form of the inventory of the plant (bulk,
drum), l represents the form of the inventory of the external warehouse (bulk, drum),
and t represents the period (1, 2, ... weeks). Without loss of generality, some parameters
are supposed to be constant along the planning horizon.
The objective function F to be minimised is the sum of the costs of:
•
blending: ∑∑∑∑t k j p
kjpt
kj xbcb
•
transportation: ∑∑∑∑t k l p
klpt
klp xtct
•
warehousing: ∑∑ ∑∑∑ ∑∑∑++t j t k p t l p
lpt
lp
kpt
kpjtj epehpeepfhpfebhb
•
financing: ( )∑ ∑∑∑∑∑ ++t t l p
lpt
lp
k p
kpt
kpt
k epetxtepeepftxb

6
Note in the expression above that ( )kpt
kpt
k epeepftxb + is the opportunity cost of
the inventory of product p in the plant and external warehouses in form k in period t.
This is the cost of anticipating the blending for the production of this product in one
period. Similarly, lpt
lpepetxt is the cost of anticipating the transportation of product p to
the external warehouse in form l in one period, with respect to its required demand.
Therefore, the objective function of the model is:
Min F =∑∑∑∑t k j p
kjpt
kj xbcb + ∑∑∑∑
t k l p
klpt
klp xtct +
∑∑ ∑∑∑ ∑∑∑++t j t k p t l p
lpt
lp
kpt
kpjtj epehpeepfhpfebhb +
( )∑ ∑∑∑∑∑ ++t t l p
lpt
lp
k p
kpt
kpt
k epetxtepeepftxb (1)
The constraints of the model refer to material balancing, limits for product ratios,
inclusion of base hamlin in the mix, and capacities of blending and warehousing.
•
Constraints of material balancing for each period, product/base and form:
∑∑−+= −k p
kjptjttjjt xbprebeb 1, ∀ j, t (2)
∑ ∑−+= −j l
klpt
kjpt
ktp
kpt xtxbepfepf 1, ∀ k, p, t (3)
∑ −+= −k
lpt
klpt
ltp
lpt dxtepeepe 1, ∀ l, p, t (4)
•
Constraints for the ratio of each product, form and period:
( )∑∑ +≤j
kjpt
jp
kjptj xbratpxbratb 8.0 ∀ k, p, t (5)
∑ ∑≥j j
kjptp
kjptj xbratpxbratb ∀ k, p, t (6)
Equations (5)-(6) are typical of blending problems and define the acceptable
interval [ ]8.0, +pb ratbratp for the ratio of product p.
•
Constraints for adding base hamlin to each product, form and period:

7
∑=j
kjptt
kpthamlin xbpercxb ,"" ∀ k, p, t (7)
Equation (7) is also a blending constraint and specifies the percentage tperc of
base hamlin to be added to the mix of product p in each period t.
•
Constraints of capacity of blending in each period:
∑∑∑ ≤k j p
tkjpt bxb ∀ t (8)
•
Constraints of capacity of the plant and external warehouses in each period:
∑ ∑ ≤+j p
bulkbulkptjt abepfeb """" ∀ t (9)
∑ ≤p
drumdrumpt abepf """" ∀ t (10)
∑ ≤p
llpt atepe ∀ l, t (11)
The linear programming model (1)-(11), together with the non-negativity
constraints of the variables, was coded in the modelling language GAMS and solved in
a microcomputer by the solver GAMS/MINOS (Brooke et al [2]). It is worth mentioning
that this model can be easily adapted to treat situations where the costs are convex
(approximating them by piecewise linear functions; see e.g. Bazaraa et al [1]).
A goal programming approach
Goal programming is a simple modification and extension of linear
programming which allows a simultaneous solution of a system of complex objectives
rather than a single objective (Hax and Candea [5]). It can be applied when different
objectives appear explicitly and the trade-off among them should be analysed based on a
set of priorities. To formulate a goal programming model one has to specify a set of
goals along with the priority level associated with each of them. In particular, a decision
maker may not be able to determine precisely the relative importance of the goals. When
this is the case, preemptive goal programming may prove to be a useful tool (Winston
[13]).

8
In the present blending process, the managerial decisions may involve other
objectives rather than minimising costs, for instance, the product ratios should be as
close as possible to the middle of the acceptable ratio interval. For example, if a product
has minimum and maximum ratio specifications 14 and 14.8, it is desired that its ratio
yields as close as possible to 14.4. This situation can be dealt with achieving the
following two goals:
•
Goal 1, with top priority, is to minimise the sum of the costs of blending,
transportation, warehousing and financing (equation (1)) or, equivalently, minimise
the deviation of these costs from the objective "zero cost".
•
Goal 2, of secondary priority, is to minimise the deviation of the product ratio from
the objective "mean ratio".
Using the deviation variables of table 4, we define a new objective function for
model (1)-(12) given by:
++ ∑∑∑
−++
t k p
kpt
kptp sscPsP )()(min 22211 (12)
where P1>>P2 and pc is the relative weight of each product p (in the present study we
used 1=pc ). The constraints (2)-(11) continue valid and it is necessary to add the
following constraints of goals 1 and 2 to the model:
•
Constraint of goal 1 obtained from equation (1):
∑∑∑∑t k j p
kjpt
kj xbcb + ∑∑∑∑
t k l p
klpt
klp xtct +
∑∑ ∑∑∑ ∑∑∑++t j t k p t l p
lpt
lp
kpt
kpjtj epehpeepfhpfebhb +
( )∑ ∑∑∑∑∑ ++t t l p
lpt
lp
k p
kpt
kpt
k epetxtepeepftxb - 01 =+s (13)
•
Constraint of goal 2 obtained from equations (5)-(6):
( )∑∑ +=+− −+
j
kjpt
jp
kpt
kpt
kjptj xbratpssxbratb 4.022 ∀ k, p, t (14)
Note that constraint (13), together with the new objective function (12),
establishes that the total costs of blending, transporting, warehousing and financing

9
should be as close as possible to zero. Similarly, constraint (14) with the objective
function (12) establishes that the ratio of product p, obtained by blending different bases
j in each period t, should be as close as possible to the middle of the acceptable interval
specified for this product )4.0( +pratp .
The preemptive goal programming (2)-(14), together with non-negativity
constraints of the variables, was also coded in the modelling language GAMS and
solved in a microcomputer by the solver GAMS/MINOS, as discussed in next section.
Initially model (2)-(14) was solved minimising the deviation of goal 1 (zero cost), that
is, simply ignoring goal 2 of objective function (12) in order to obtain the minimum cost *F . Then model (2)-(14) was solved minimising the deviation of goal 2 (mean ratio)
under goal 1, that is, ignoring goal 1 of objective function (12) and adding to the model
the minimum cost constraint: *1 Fs =+ .
4. Computation experiments
As mentioned in section 3, the linear models (1)-(11) and (2)-(14) were coded in
the modelling language GAMS and solved by GAMS/MINOS, a solver written in
Fortran for the analysis of linear and non-linear programs (Brooke et al [2]).
GAMS/MINOS solves linear programs utilising a primal simplex algorithm (Bazaraa et
al [1]). For more details of the model implementations and the solutions obtained, the
reader can consult Munhoz [7].
The analysis of model (1)-(11) was performed on a simplification of the real
problem due to data unavailability and to protect interests of the company. The number
of periods, bases and final products were reduced from 51 to 5, 8 to 4 and 7 to 3,
respectively, regarding to the actual situation. This way, the total number of variables
and constraints decreased from 8976 to 260 and 4233 to 195, respectively. It is worth
mentioning that the typical sizes of the linear model in practical situations are not a
limitation for the methodology used (modelling language GAMS with solver
GAMS/MINOS).
Different scenarios were investigated perturbing parameters and changing the
capacities of blending and warehousing in order to evaluate the performance of the
model. The detailed input data utilised in each scenario can be found in Munhoz [7].

10
Tables 5-7 present a resume of the results for four scenarios briefly discussed below
(these solutions were obtained in a few seconds by the solver GAMS/MINOS using a
Pentium microcomputer).
Scenario 1
Some of the input parameters utilised in scenario 1 are: t = (1, ..., 5), tperc =
(10, 10, 10, 10, 10) %, tb = (292, 292, 292, 292, 292) tons, k = l = (bulk, drum), kab =
(2790, 0) tons, lat = (1650, 100000) tons, j = (BR10, BR11, BR14, hamlin), tBRpr ,"10"
= (0, 110, 0, 0, 0) tons, tBRpr ,"11" = (0, 90, 100, 90, 0) tons, tBRpr ,"14" = (140, 90, 190,
200, 0) tons, thamlinpr ,"" = (150, 0, 0, 0, 0) tons, p = (PA11, PA12, PA13), ""5,
bulkpd = (0,
330, 440) tons, ""5,
drumpd = (100, 0, 0) tons. The remaining input parameters jratb ,
pratp , kjcb , kl
pct , jhb , kphpf , l
phpe , ktxb and lptxt are presented in Munhoz [7].
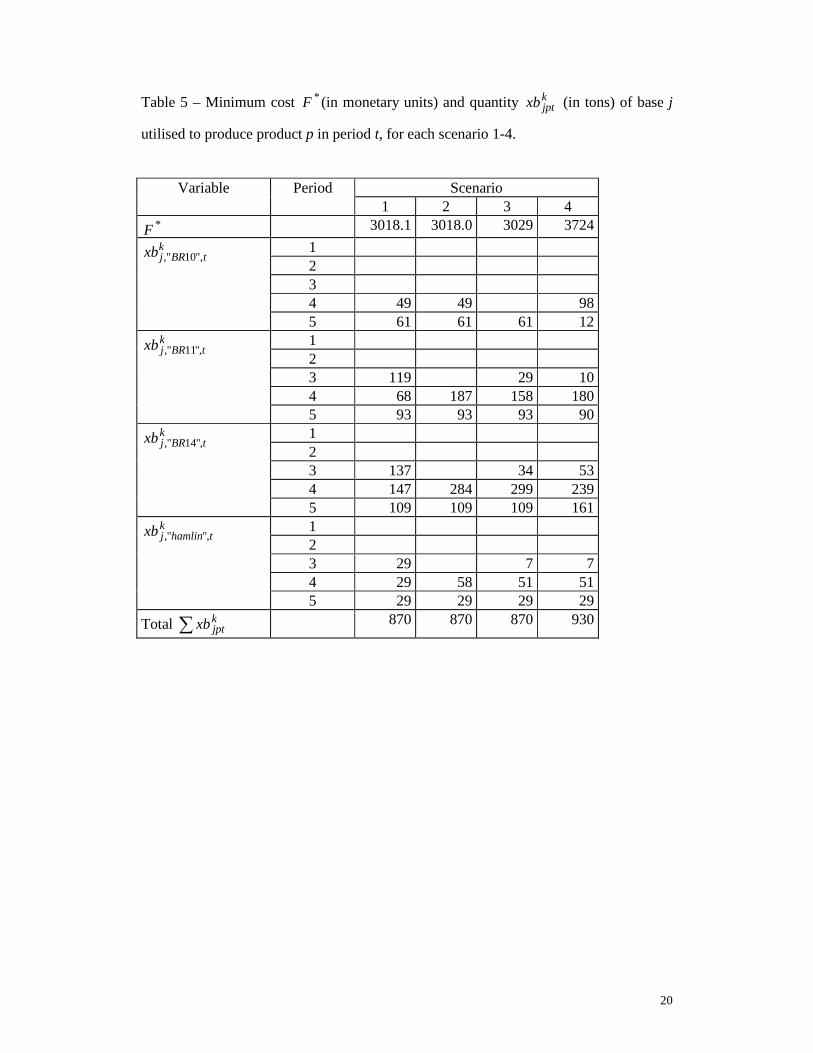
The minimum cost solution of model (1)-(11) yields *F = 3018.1 monetary units
(m.u.) as shown in table 5. Although all demands occur in period 5 (a total of 870 tons),
the products are produced in periods 3, 4 and 5 (table 5) because of the blending
capacity of only 292 tons per period. Observe that, as far as possible, this solution
avoids the blending and transportation of bases and products before the period of
demand (for example, all products are transported only in period 5 as presented in table
6).
Scenario 2
In scenario 2 we simply increased the blending capacity of period 4 from 292 to
870 tons, that is, equal to the demands of all products. The value of the minimum cost
solution of model (1)-(11) becomes *F = 3018.0 m.u. (table 5), which is lower than the
one of scenario 1 ( *F = 3018.1 m.u.) due to the need of anticipating the mix of bases
only in period 4, instead of periods 3 and 4 as in scenario 1 (table 5).
Scenario 3
In scenario 3 we reduced the capacity of the tank farms of the plant from 2790 to
800 tons. This way this capacity becomes a limitation in the third and fourth periods

11
(table 7) and it is necessary to blend and transport products to the external tank farms
(tables 5 and 6, respectively). The minimum cost solution with *F = 3029 m.u.
anticipates part of the blending of period 4 to period 3 (table 5), and part of the
transportation in bulk of period 5 to periods 3 and 4 (table 6). This changing yields an
additional cost of 11 m.u. with respect to scenario 2 (i.e., from 3018 to 3029 m.u.) due
to additional warehousing expenses outside the plant (table 7), and the financing cost of
anticipating the blending and transportation of products (tables 5 and 6). Note that as we
integrate the blending decisions in a distribution model, we allow the anticipation of the
production of products, followed by their immediate transportation to the external
warehouse.
Scenario 4
In scenario 4 we reduced the capacity of the external tank farms from 1650 to
200 tons in order to analyse the system performance when the production volume
exceeds the total (pant and external) tank farm capacity. As discussed in scenario 3, the
warehousing capacity of the plant tank farm becomes a limitation in the third and fourth
periods (table 7) and it is necessary to blend and transport products to the external tank
farms (tables 5 and 6, respectively). Moreover, the total capacities of the plant and
external tank farms are reached in the fourth period (table 7). This way, the model
determines the drumming of the production excess (160 tons as shown in table 6) at an
additional expense of 695 m.u. with respect to scenario 3 (i.e., from 3029 to 3724 m.u.
according to table 5).
Other scenarios
Other scenarios were investigated changing different parameters, such as the
percentage of base hamlin added to the final products, the cold storage (drums) capacity
of the plant, the initial inventories of products, etc. All solutions produced by model (1)-
(11) were consistent and reflected the expected behaviour of the system.
Evaluation of the goal programming model
In order to analyse the performance of model (2)-(14), we arbitrarily chose
scenario 4. Initially we solved model (2)-(14) considering only goal 1 (zero cost) in the
objective function (12), which, as expected, yielded the same minimum cost solution of

12
model (1)-(11) with value 3724*1 ==+ Fs m.u. (according to table 5). Then we solved
model (2)-(14) considering only goal 2 (mean ratio) in (12) and adding the constraint *
1 Fs =+ to the model (in accordance with the discussion of section 3), which results in
the minimum mean ratio deviation ( )∑∑∑ =+ −+
t k p
kpt
kpt ss 5.4022 . This deviation is much
smaller than the one of 224.0 obtained in the minimum cost solution of model (1)-(11),
showing that model (2)-(14), under the same value of goal 1, presents substantial
benefits from the point of view of goal 2. Table 8 compares the product quantities (in
tons) and ratios of periods 3-5 obtained by the two models (1)-(11) and (2)-(14).
5. Concluding remarks
In this study we propose a model based on linear and goal programming to
support medium to short term decisions in the process of blending bases for the
production of FCOJ, and the transportation and storage of the products. The model
utilises well-known concepts from the literature of blending problems and multistage,
multiproduct and multiperiod production planning problems. We mention the
importance of integrating blending decisions in a distribution model, since this allows
the anticipation of FCOJ production followed by its immediate transportation and
storage in external warehouses (as illustrated in scenario 3 of section 4). Despite being
based on a particular case study, we believe that the model is sufficiently generic or can
be easily extended for application to other orange juice companies.
An interesting perspective for future research is the application of the model for
the duration of one season (e.g., 51 weeks) in order to compare the solutions obtained by
the model with the ones adopted by the company. Another interesting research is to
integrate the present blending and distribution model to a harvest planning model, which
would result in a powerful tool for the analysis of tactical and operational decisions
from the orange fields until the vessel shipments of final products.
References
[1] Bazaraa, M.S., Jarvis, J.J. and Sherali, H.D. "Linear programming and network
flows". John Wiley & Sons, New York (1990).

13
[2] Brooke, A., Kendrick, D., Meeraus, A. and Rosenthal, R.E. "GAMS: A user’s
guide", Release 2.25". The Scientific Press (1992).
[3] FAO. "Food and agriculture organization of the United Nations: oranges
production". Source: http://apps.fao.org/lim 500/nph-
wrap.pl?Production.Crops.Primary&Domain=SUA&servlet=1 (printed in
01/02/2000).
[4] FAO. "Food and agriculture organization of the United Nations: orange juice
concentrated exports". Source: http://apps.fao.org/lim 500/nph-
wrap.pl?Trade.CropslivestockProduct&Domain=SUA&servlet=1 (printed in
02/02/2000).
[5] Hax, A.C. and Candea, D. "Production and inventory management". Prentice-Hall,
New Jersey (1984).
[6] Johnson, L.A. and Montgomery, D.C. "Operations research in production planning,
scheduling, and inventory control". John Wiley & Sons, New York (1974).
[7] Munhoz, J.R. "Um modelo baseado em programação linear e programação de metas
para análise de um sistema de produção e distribuição de suco concentrado
congelado de laranja". Dissertation, Universidade Federal de São Carlos, Brazil
(2000).
[8] Nahmias, S. "Production and operations analysis", 3rd ed. McGraw-Hill (1997).
[9] Pinto, K.C.R. "Contribuição à análise de decisão sobre os sistemas de distribuição
física de suco de laranja brasileiro de exportação". PhD. Thesis, Universidade de
São Paulo, Brazil (1996).
[10] Shapiro, J.F. "Mathematical programming models and methods for production
planning and scheduling". In: Graves, S.C., Rinnooy Kan, A.H.G and Zipkin, P.H.
(eds). Logistics of production and inventory (Handbooks in operations research and
management science: v.4), Elsevier Science (1993) 371-439.
[11] Viegas, F.C.P., Steger, E., Antonio, A.P., Fox, K.I. and Gray, L.E. "Processamento
dos produtos cítricos com máquinas FMC". FMC of Brazil (1983).
[12] Williams, H.P. "Model building in mathematical programming", 3rd ed. John Wiley
& Sons, New York (1993).
[13] Winston, W.L. "Operations research: applications and algorithms", 3rd ed.
Wadsworth, Belmont (1994).

14
Figure 1 - Basic plan of the season
Sales plan
Distribution plan Blending plan Initial inventories
Extraction plan
Fruit plan

15
Figure 2 - Blending of bases for the production of FCOJ (in bulk or drums),
transportation of FCOJ (in bulk or drums) from the plant warehouses to external
warehouses, and inventories of bases and FCOJ in the plant and external warehouses.
Base (in bulk): plant
Product (in bulk): plant
Product (drums): plant
Product (in bulk): external
Product (drums): external

16
Table 1 – Terminology utilised in the orange juice industry
Box of oranges Unit of weight equal to 40.8 kilograms or 90 pounds Brix Percentage of soluble solids or sugars and acids, quantified in brix
degrees by means of a refractometer Acidity After the sugars, the acids are the second more numerous soluble
solids in the orange juice Ratio Ratio brix/acidity which provides the maturity level and the quality of
the orange juice Variety The orange varieties pera, natal and valencia are the more indicated for
industrialisation. The variety hamlin allows the factory to economically operate in the beginning of the season because of its precocity, however it produces a low quality juice.

17
Table 2: Variables
Notation Description kjptxb Quantity (in tons) of base j utilised to produce product p in period t. This
quantity leaves the plant tank farm as base j (in bulk) and enters into the plant warehouse in form k (in bulk or drums) as product p
klptxt Quantity (in tons) of product p transported from the plant warehouse in form
k (in bulk or drums) to the external warehouse in form l (in bulk or drums) in period t
jteb Quantity (in tons) of base j in the plant tank farm at the end of period t kptepf Quantity (in tons) of product p in the plant warehouse in form k at the end of
period t lptepe Quantity (in tons) of product p in the external warehouse in form l at the end
of period t F Total cost of blending, transportation, warehousing and financing along the
planning horizon

18
Table 3: Parameters
Notation Description tb Capacity (in tons) of blending in the plant in period t
kab Capacity (in tons) of the plant warehouse in form k (supposed constant along the periods)
lat Capacity (in tons) of the external warehouse in form l (supposed constant along the periods)
jratb Mean ratio of base j
pratp Minimum ratio of product p kjcb Unit cost (in monetary units/tons) of utilising base j to produce a product in
form k (supposed constant along the periods) klpct Unit cost (in monetary units/tons) of transporting product p from the plant
warehouse in form k to the external warehouse in form l (supposed constant along the periods). In the cases of transportation from the plant tank farm (in bulk) to the external cold storage (drums), or from the plant cold storage (drums) to the external tank farm (in bulk), this unit cost includes the unit cost of packaging or unpackaging the product.
jhb Unit cost (in monetary units/tons) of storing base j in the plant tank farm (supposed constant along the periods)
kphpf Unit cost (in monetary units/tons) of storing product p in the plant
warehouse in form k (supposed constant along the periods) lphpe Unit cost (in monetary units/tons) of storing product p in the external
warehouse in form l (supposed constant along the periods) jtpr Production (in tons) of base j in period t
lptd Demand (in tons) of product p in the external warehouse in form l in period
t tperc Percentage of base hamlin added to the final products in period t
ktxb Unit cost (in monetary units/tons) of anticipating the blending in the plant warehouse in form k in one period
lptxt Unit cost (in monetary units/tons) of anticipating the transportation of
product p to the external warehouse in form l in one period

19
Table 4: Deviation (surplus and slack) variables
Notation Description +1s Deviation variable indicating how much the total costs of blending,
transporting, warehousing and financing are above goal 1: "zero cost". +kpts2 Deviation variable indicating how much product p in the plant warehouse in
form k in period t is above the specification of "mean ratio" desired by goal 2 (in tons x ratio).
−kpts2 Deviation variable indicating how much product p in the plant warehouse in
form k in period t is below the specification of "mean ratio" desired by goal 2 (in tons x ratio).
20
Table 5 – Minimum cost *F (in monetary units) and quantity kjptxb (in tons) of base j
utilised to produce product p in period t, for each scenario 1-4.
Scenario Variable Period 1 2 3 4
*F 3018.1 3018.0 3029 3724 1 2 3 4 49 49 98
ktBRjxb ,"10,"
5 61 61 61 12 1 2 3 119 29 10 4 68 187 158 180
ktBRjxb ,"11",
5 93 93 93 90 1 2 3 137 34 53 4 147 284 299 239
ktBRjxb ,"14",
5 109 109 109 161 1 2 3 29 7 7 4 29 58 51 51
kthamlinjxb ,"",
5 29 29 29 29 Total ∑ k
jptxb 870 870 870 930

21
Table 6 – Quantity klptxt (in tons) of product p transported from the plant warehouse in
form k (in bulk or drums) to the external warehouse in form l (in bulk or drums) in
period t, for each scenario 1-4.
Scenario Variable Period 1 2 3 4
1 2 3 4
"","","11"
drumdrumtPAxt
5 100 100 100 100 1 2 3 4
"","","12"bulkbulktPAxt
5 330 330 330 330 1 2 3 70 70 4 290 130
"","","13"bulkbulktPAxt
5 440 440 80 140 1 2 3 4 160
"","","13"drumbulktPAxt
5 Total ∑ kl
ptxt 870 870 870 930

22
Table 7 – Product inventories (in tons) in the plant and external warehouses at the end
of each period for scenarios 1-4.
Scenario Variable Period 1 2 3 4
1 290 290 290 2902 580 580 580 5803 870 870 800 8004 1160 1160 800 800
∑ ∑+p j
jtbulk
pt ebepf "" (plant)
5 290 290 290 2301 2 3 70 704 360 200
∑p
bulkptepe "" (external)
5 1 2 3 4 160
∑p
drumptepe "" (external)
5 60

23
Table 8 – Product quantities (in tons) and ratios of periods 3-5 obtained by models (1)-
(11) and (2)-(14) for scenario 4
Results Model (1)-(11) Model (2)-(14)
Period 3 Period 4 Period 5 Period 3 Period 4 Period 5
Product p
Mean ratio
Qt. Ratio Qt. Ratio Qt. Ratio Qt. Ratio Qt. Ratio Qt. RatioPAR11 (drum)
11.5 100 11.2 100 11.9
PAR12 (bulk)
12.5 144 12.9 186 12.9 38 12.5 292 12.5
PAR13 (bulk)
13.5 70 13.9 264 13.1 106 13.9 70 13.5 370 13.5
PAR13 (drum)
13.5 60 13.1 60 13.5


















