1. Conceptos de Programacion (23 25.09.2013)
30
PROGRAMACION DE LA PRODUCCION
-
Upload
dibujo-tecnico-ltc-copiapo -
Category
Documents
-
view
26 -
download
0
Transcript of 1. Conceptos de Programacion (23 25.09.2013)

PROGRAMACION DE LA PRODUCCION

PROGRAMACION DE LA PRODUCCION
PROGRAMACION DE LA PRODUCCION
• La programación es el plan detallado de lo que va a hacerse en el corto plazo. Por “corto plazo” se entienden las siguientes dos a tres semanas.
• Muchas veces, la programación es una lista de prioridades de pedidos en la que se indica qué debe hacerse primero, en segundo lugar, etc. En la lista se calcula cuándo se espera que se termine un trabajo.
• Una programación es un calendario para realizar actividades, aprovechar recursos o asignar servicios.
Los objetivos de la programación a corto plazo
• Minimizar el tiempo de finalización.
• Maximizar la utilización (lo que hace efectivo el uso del personal y del equipamiento).
• Minimizar el inventario del trabajo en curso (mantiene los niveles de inventario bajos).
• Minimizar el tiempo de espera de los clientes.
• Responder a las necesidades del cliente (cantidad y plazo) al menor coste posible para la empresa y, al mismo tiempo, de forma que los recursos disponibles se utilicen de la mejor manera posible.

SISTEMAS DE PROGRAMACION DE MANUFACTURA
Programar las operaciones está lo que en nuestros días se conoce como sistemas de ejecución de manufactura (Manufacturing Execution Systems, MES) o sistema de ejecución de servicios (Service Execution System, SES).
Un MES es un sistema de información que programa, despacha, sigue, vigila y controla la producción de la planta fabril. Estos sistemas también proporcionan enlaces en tiempo real a los sistemas MRP, planeación de productos y procesos, así como sistemas de administración de la cadena de suministro, ERP, ventas y administración de servicios.
SISTEMAS DE EJECUCION DE MANUFACTURA
A semejanza del MES, un SES es un sistema de ejecución de servicios (Service Execution System, SES) es un sistema de información que enlaza, programa, despacha, sigue, vigila y controla los contactos de los clientes con las organizaciones de servicio y sus empleados. La medida en que se pongan en marcha estos elementos está determinada por el grado de participación concreta del cliente con la organización de servicio, el número de etapas del servicio y si dicho servicio fue estandarizado (como las reservaciones de un vuelo comercial) o personalizado (como una visita al hospital).
CARACTERISITICAS DE LOS SISTEMAS DE PROGRAMACION DE MANUFACTURA
• Las características comunes de cualquier sistema grande son una base de datos central que contiene toda la información pertinente sobre disponibilidad de recursos y clientes y una función de control gerencial que integra y supervisa el proyecto.
• Una característica que distingue a los sistemas de programación es en cuánta capacidad se piensa para determinar el programa. Los sistemas de programación pueden ser de carga infinita o finita.

CONCEPTOS DE PROGRAMACION
1. Centro de trabajo.
2. Carga.
3. Carga infinita.
4. Carga finita.
5. Programación progresiva o hacia adelante.
6. Programación en retroceso o hacia atrás.
7. Proceso limitado por las máquinas.
8. Proceso limitado por la mano de obra.

CONCEPTOS DE PROGRAMACION
Un centro de trabajo es un espacio de la empresa en donde se organizan los recursos productivos y se cumplen las labores. El centro de trabajo puede ser una sola máquina, un grupo de máquinas o una zona en la que se ejecuta cierta clase de trabajo. Los trabajos tienen que moverse entre centros organizados por funciones para que se terminen.
Por ejemplo: Cuando llega un trabajo al centro “departamento de perforación” de una fábrica que imprime tableros de circuitos sobre pedido, se pone en una cola a esperar que la perforadora realice los orificios. En este caso, la programación consiste en determinar el orden del trabajo y asignar una máquina que pueda usarse para hacer las perforaciones.

CONCEPTOS DE PROGRAMACION
• La carga está definida como el proceso de asignación de capacidad e implica un proceso de organización para centros de trabajo y máquinas. Ésta puede ser infinita o finita.
• Cada trabajo debe tener sus especificaciones únicas de productos, y por tanto, su trayectoria a través de los diversos centros de trabajo dentro de las instalaciones.
• A medida que las nuevas órdenes de trabajo pasan a proceso, se asignan o dirigen entre los centros de trabajo, estableciéndose así la parte de la carga que le corresponde a cada uno de éstos durante el periodo inmediato de planeación. Esto se denomina carga (algunas veces también se conoce como carga de taller o carga de máquinas).
CONCEPTOS DE PROGRAMACION
• La carga infinita ocurre cuando el trabajo se asigna a un centro de trabajo según lo que se necesite al paso del tiempo. No se presta ninguna consideración directa a si hay suficiente capacidad en cuanto a los recursos que se consumen para terminar el trabajo ni se estudia la sucesión real del trabajo como se hace con cada recurso del centro de trabajo.
• Una programación de capacidad infinita ignora las limitaciones de recursos y la producción de planes o actividades de servicio hacia atrás a partir de la fecha debida del cliente u otra fecha de finalización fija.
CONCEPTOS DE PROGRAMACION
Se dará carga infinita cuando:
• No importe la carga de trabajo.
• No se tendrá en cuenta si la producción está limitada por el número de centros de trabajo, el personal, la maquinaria u otros, debido a que en esta situación no se está limitado por los factores de producción. E
• En este tipo de carga se puede contratar horas extras indefinidas, alquilar máquinas o subcontratar algún tipo de partes utilizadas en la fabricación de un producto, lo que provoca que la planificación sea en periodos de tiempo no constantes.
• El procedimiento de carga infinita se utiliza cuando las labores se asignan a centros de trabajo sin tomar en consideración su capacidad.
• Esta independencia de los factores de producción puede provocar que el gasto por periodo de tiempo no sea constante. Por tanto, esto hace que no todas las empresas puedan soportar carga infinita ya que implica un desembolso a corto plazo que sólo las grandes empresas, con recursos económicos elevados, pueden asumir.

CONCEPTOS DE PROGRAMACION
• Un enfoque de carga finita se da cuando la programación de los procesos de fabricación se encuentre condicionada por las instalaciones de la planta, el personal y por jornadas de trabajo constantes.
• En esencia, el sistema determina exactamente qué se hará con cada recurso en todo momento de la jornada de trabajo. Si una operación se demora por falta de Componentes, el pedido se queda en la cola hasta que una operación previa saca a disposición el componente.

CONCEPTOS DE PROGRAMACION
• Programación progresiva, se refiere a la situación en la que el sistema toma un pedido y programa todas las operaciones que hay que completar oportunamente, ósea, la programación hacia adelante empieza el programa tan pronto como se conocen las necesidades.
• Programación en retroceso comienza en alguna fecha futura (quizás en un plazo previsto) y se programan las operaciones requeridas en sentido inverso. La programación hacia atrás empieza con la fecha de entrega, programando primero la última operación. Las etapas del trabajo se programan, de una en una, en orden inverso. Ejemplo: Un sistema de planeación de requerimientos de materiales (material requirement planning, MRP) es un de sistema de programación en retroceso de carga infinita. Con un MRP simple, cada pedido tiene una fecha de entrega. En este caso, el sistema calcula las necesidades de componentes mediante programación en retroceso con respecto al momento en que se ejecutarán las operaciones para completar los pedidos. El tiempo necesario para hacer cada pieza (o lote de piezas) se calcula sobre la base de datos históricos.
CONCEPTOS DE PROGRAMACION
Hasta aquí, el término recursos se ha usado en sentido general. En la práctica debe decidirse qué se va a programar en concreto. Lo común es que los procesos se consideren limitados por las máquinas o limitados por la mano de obra.
• En un proceso limitado por las máquinas, el equipo es el recurso crucial que se programa.
• En un proceso limitado por la mano de obra la gente es el recurso clave que se programa.

METODOS DE PROGRAMACION COMUNES PARA DISTINTOS PROCESOS DE MANUFACTURA
FASES DE LA PROGRAMACION DE UN PORCESO DE MANUFACTURA
Para programar y controlar una operación deben ejecutarse las funciones siguientes:
1. Asignar pedidos, equipo y personal a centros de trabajo y otras ubicaciones especificadas. Básicamente, se trata de planeación de capacidad de corto plazo.
2. Determinar la secuencia de realización de los pedidos (es decir, establecer las prioridades laborales).
3. Iniciar el desempeño del trabajo programado. Es lo que normalmente se llama despachar los pedidos.
4. Control del taller (o control de actividades de producción) que involucra
a) Revisión del estatus y control del progreso de los pedidos conforme se trabajan.
b) Apurar pedidos retrasados y muy importantes.
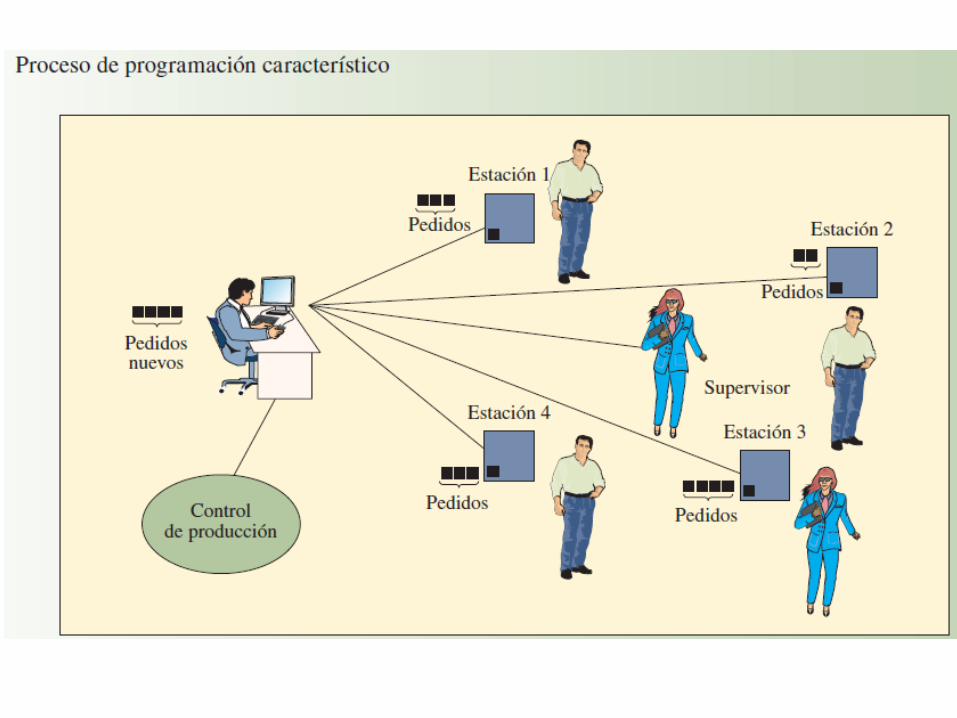
• En la figura anterior se muestra un proceso simple de programación de centro de trabajo. Al comienzo del día, el programador (en este caso, una persona de control de producción encargada del departamento) escoge y secuencia los trabajos que se van a hacer en las estaciones de trabajo individuales.
• Las decisiones del programador deben basarse en las operaciones y requisitos de tránsito de cada trabajo, estado de los trabajos en los centros, cola de trabajos de los centros, prioridades laborales, disponibilidad de materiales, pedidos anticipados que quedarán listos en el día y capacidades de recursos de los centros de trabajo (mano de obra o maquinaria).
• Para organizar la programación, el programador aprovecha la información sobre el estado de los trabajos del día anterior, información externa proporcionada por el control central de producción, ingeniería de procesos, equipo de calidad etc.
• El programador también se reúne con el supervisor del departamento para hablar de la viabilidad del programa, en particular sobre consideraciones acerca de la fuerza de trabajo y posibles cuellos de botella. Los detalles del programa se comunican a los trabajadores mediante listas de despacho mostradas en las terminales de cómputo, impresiones en papel o en espacios centrales se pega una lista de lo que hay que trabajar. Unos tableros de programación visibles son muy buen método para comunicar la prioridad y el estado actual del trabajo.
OBJETIVOS DE LA PROGRAMACION 1. Cumplir los plazos, 2. Minimizar el tiempo de demora, 3. Minimizar tiempos o costos de preparación, 4. Minimizar el inventario de los trabajos sin terminar, 5. Maximizar el aprovechamiento de máquinas y trabajadores.
• No es probable, y muchas veces es indeseable, cumplir simultáneamente
todos estos objetivos. Por ejemplo, tener ocupados a todos los trabajadores o la maquinaria puede dar por resultado que tenga que llevarse mucho inventario.
• Otro ejemplo: es posible cumplir 99 de 100 plazos y de todos modos estar en un grave problema de programación si el plazo que falta fuera un trabajo crucial o un cliente fundamental.
• El punto importante mantener una perspectiva de sistemas para asegurarse de que los objetivos del centro de trabajo están sincronizados con la estrategia de operaciones de la organización.
SECUENCIACION DE LOS TRABAJOS
• El proceso de determinar el pedido en una máquina o en un centro de trabajo se llama secuenciación o también secuenciación por prioridades.
• Las reglas de prioridad son reglas usadas para obtener una secuenciación de los trabajos. Las reglas pueden ser muy simples y pedir únicamente que los trabajos se ordenen de acuerdo con un dato, como el tiempo de procesamiento, plazo u orden de llegada. Las siguientes medidas de se usan para evaluar las reglas de prioridad:
1. Cumplir las fechas de los clientes o de las operaciones posteriores.
2. Minimizar el tiempo de tránsito (el tiempo que pasa un trabajo en el proceso).
3. Minimizar el inventario de trabajos sin terminar.
4. Minimizar el tiempo ocioso de máquinas y trabajadores.

REGLAS Y TECNICAS DE PRIORIDAD
• PROGRAMACIÓN DE n TRABAJOS EN UNA MÁQUINA
A continuación desarrollaremos un ejercicio en que se comparan algunas de las ocho reglas de prioridad en una situación estática de programación que abarca cuatro trabajos en una máquina (en la terminología de programación, estos problemas se llaman n trabajos por máquina, o n/1).
La dificultad teórica de los problemas de programación aumenta conforme se consideran más máquinas, más que cuando se procesan más trabajos; por lo tanto, la única restricción sobre n es que sea un número finito específico.
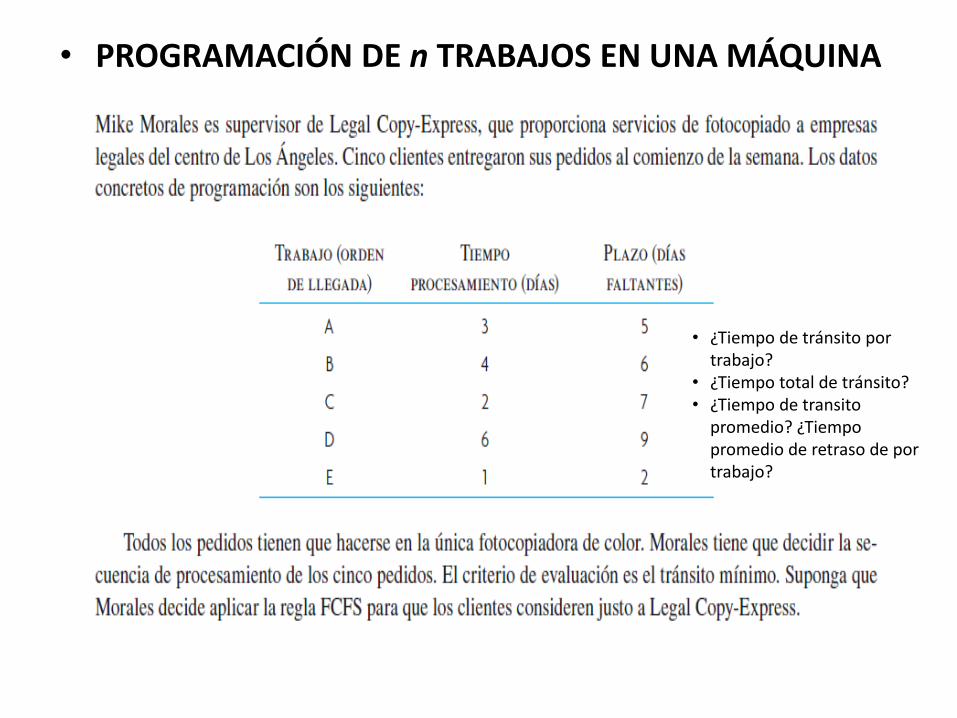
• PROGRAMACIÓN DE n TRABAJOS EN UNA MÁQUINA
• ¿Tiempo de tránsito por trabajo?
• ¿Tiempo total de tránsito? • ¿Tiempo de transito
promedio? ¿Tiempo promedio de retraso de por trabajo?

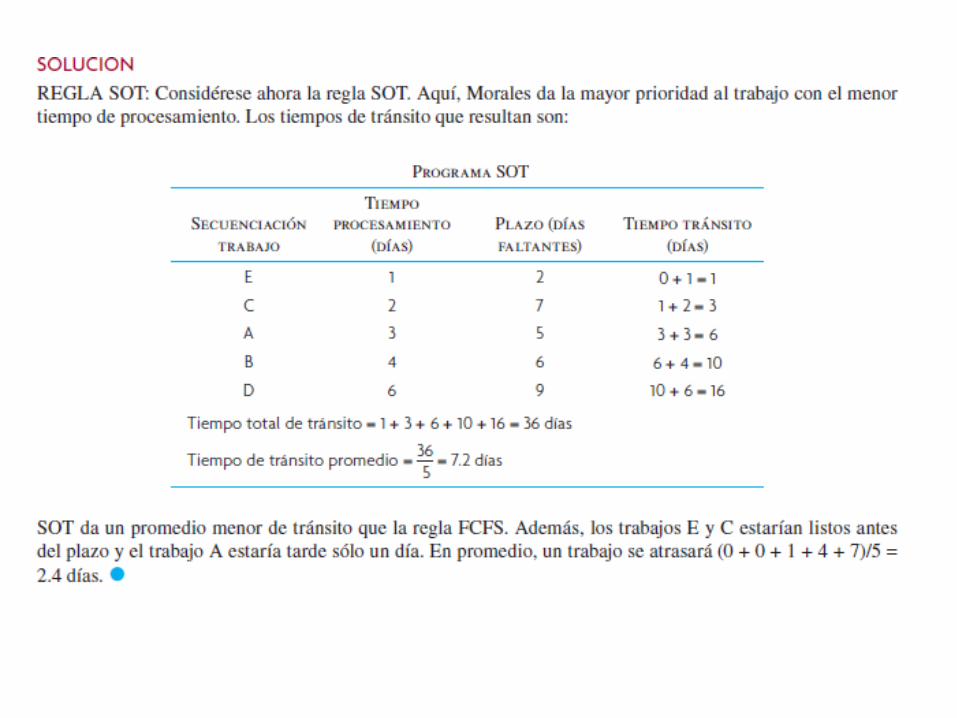
Si se compara el plazo de cada trabajo con su tránsito, se observa que sólo el trabajo A estará a tiempo. Los trabajos B, C, D y E se demorarán 1, 2, 6 y 14 días. En promedio, un trabajo se retarda en promedio (0 + 1 + 2 + 6 + 14)/5 = 4.6 días.



Bibliografía • Básica:
Heinzer, Jay H; Dirección de la Producción de Operaciones: Decisiones Tácticas, Pearson Educación, 2007.
Riggs, James L., Sistemas de Producción: Planeación, Análisis, y Control, Limusa, 2008.
• Sugerida:
Velázquez Mastretta, Gustavo, Administración de los Sistemas de Producción, Limusa, 2008.
Chase, Richard B; Administración de Operaciones: Producción y Cadena de Suministros, McGraw Hill Interamericana, 2009.
Domínguez, José A. Dirección de Operaciones,
“Selección y Diseño de Procesos”. (1995)
Chase, Anquilano, Jacobs Administración de Producción
y Operaciones, McGrawHill. (2002)