







Languages
Pages
Legal


Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
Mechatronika w kontroli i diagnostyce procesu obróbki drewna
–aktualny stan wiedzy oraz kierunki rozwoju
Piotr Beer
Szkoła Główna Gospodarstwa WiejskiegoWydział Technologii Drewna
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
Omawiane zagadnienia:
• Wprowadzenie
• Analiza cech skrawnych narzędzi modyfikowanych poprzez inżynierię powierzchni
• Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady
• Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady
• Analiza głównych kierunków kontroli i diagnostyki procesów kształtowania elementów z drewna litego i uszlachetnionych materiałów płytowych
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
WprowadzenieKontrola i diagnostyka procesu obróbki drewna są zadaniami, które do tej pory nie zostały w pełni zrealizowane. Przyczyny tkwią w specyfice cech tego materiału. Drewno jest surowcem pochodzenia naturalnego, którego właściwości fizyczne, chemiczne i mechaniczne zależą nie tylko od gatunku, ale również od cech środowiskowych wzrostu drzew, jak również zależna są od warunków klimatycznych i to dla każdego roku. Krótko ujmując, nie ma dwóch takich samych elementów drewnianych, nawet jeśli pochodzą z tej samej dłużycy.Obecnie, poza pierwiastkowym przerobem, mianem „drewna” określa sięmateriały drewnopochodne a zróżnicowanym rozdrobnieniu i udziale drewna. Najczęściej spotykane to drewno warstwowo klejone (wielkość i postać warstw bardzo zróżnicowana), płyty wiórowe i płyty pilśniowe.Jednym z podstawowych elementów umożliwiających stabilny proces wytwarzania są narzędzia skrawające, gdyż to one kształtują wyroby. W technologii drewna od lat nie ma zmian materiałowych dotyczących narzędzi skrawających. Próby wprowadzenia nowych materiałów ceramicznych nie przyniosły oczekiwanych rezultatów. Najbardziej zaawansowane jest uszlachetnianie istniejących materiałów narzędziowych nowoczesnymi technologiami inżynierii powierzchni.
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
powierzchniaprzylozenia
powierzchnianatarcia
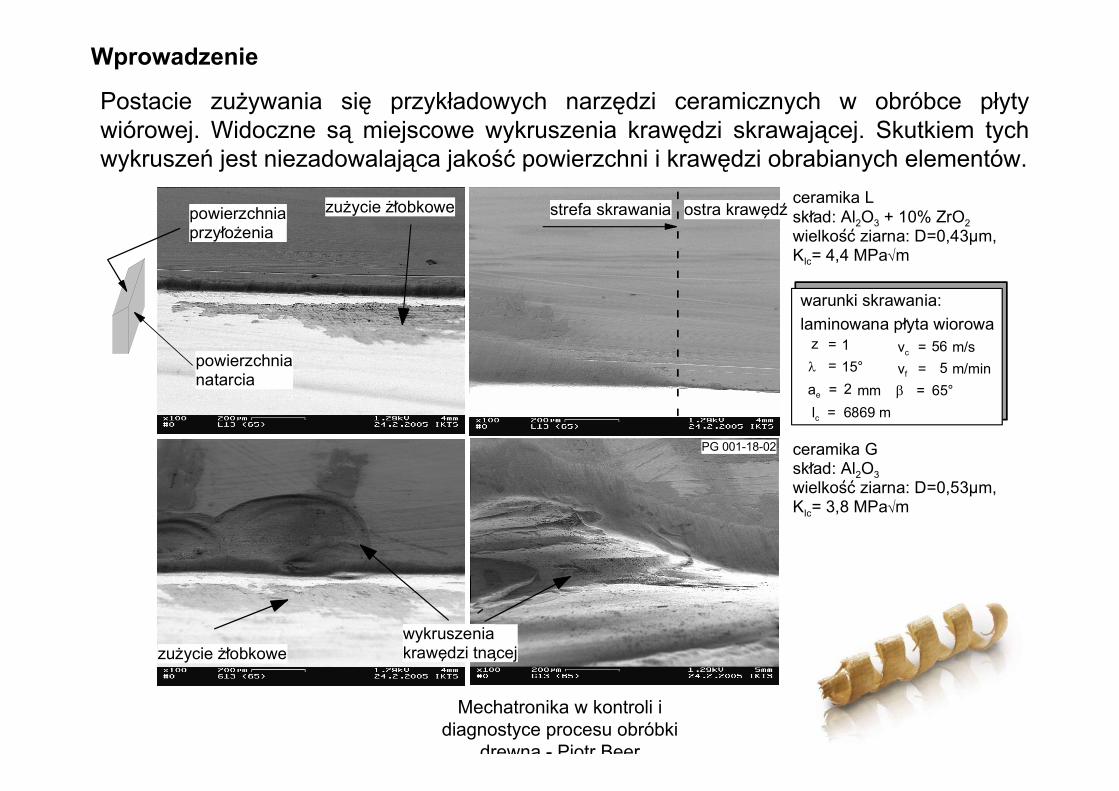
ceramika Lsklad: Al2O3 + 10% ZrO2wielkosc ziarna: D=0,43µm,KIc= 4,4 MPa√m
PG 001-18-02
strefa skrawania ostra krawedzzuzycie zlobkowe
zuzycie zlobkowe
ceramika Gsklad: Al2O3 wielkosc ziarna: D=0,53µm,KIc= 3,8 MPa√m
wykruszeniakrawedzi tnacej
IWF 436-50-00
==
115°
ae = 2 mm
vc
vf
== 56
5m/sm/min
warunki skrawania:laminowana plyta wiorowa
zλ
β = 65°lc = 6869 m
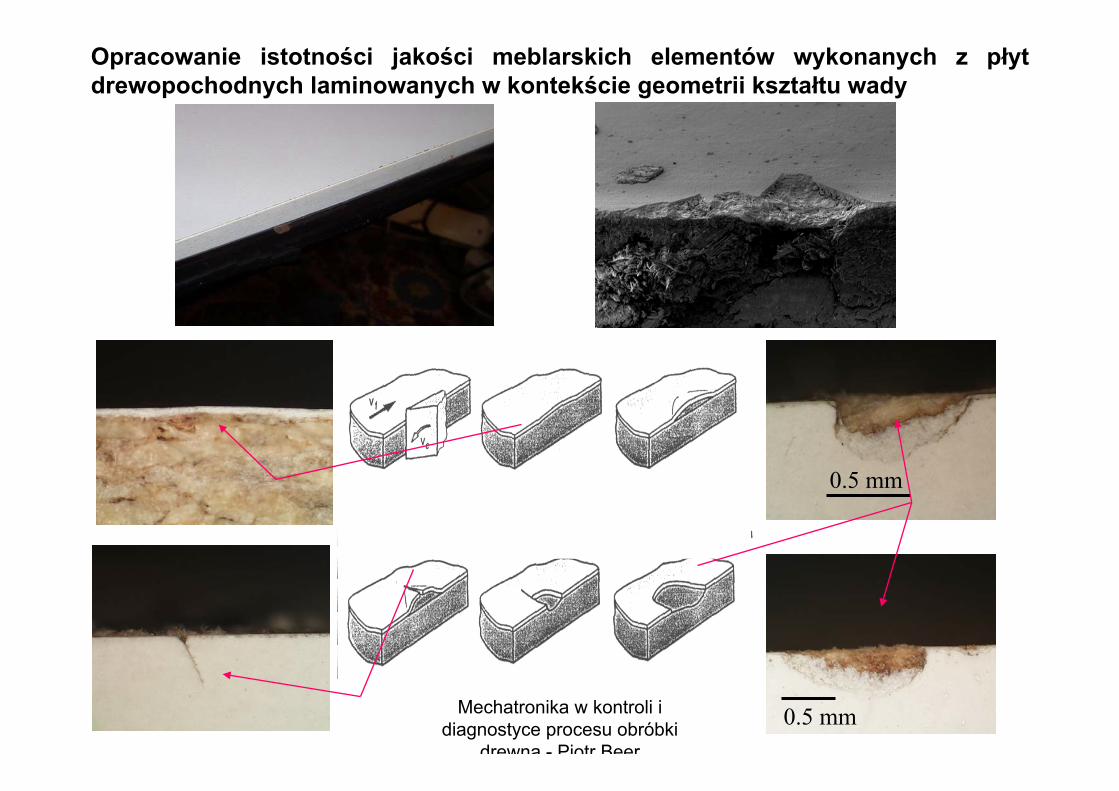
Postacie zużywania się przykładowych narzędzi ceramicznych w obróbce płyty wiórowej. Widoczne są miejscowe wykruszenia krawędzi skrawającej. Skutkiem tych wykruszeń jest niezadowalająca jakość powierzchni i krawędzi obrabianych elementów.
Wprowadzenie
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
IWF 427-29-02
m
material skrawny/kat ostrza
dro
ga s
kra
wania
lc
1000
2000
5000
8000
10000
3000
4000
6000
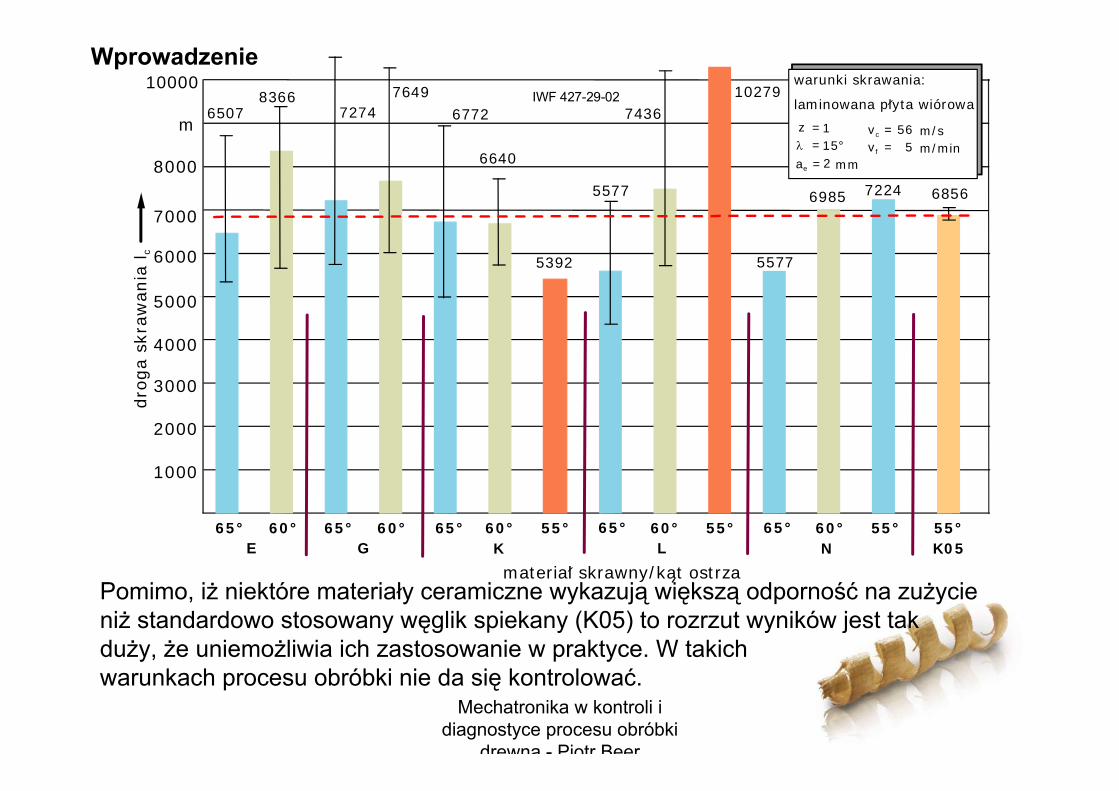
65078366
72747649
6772
6640
7436
6856
E60°
G60°
K60°
L60° 55°
K05
7000
5577
65° 65° 65° 65°
==
115°
ae =2 mm
vc
vf
== 56
5m/sm/min
warunki skrawania:
laminowana plyta wiórowa
zλ
5392
10279
5577
6985 7224
55° 55°N
60° 65° 55°
Pomimo, iż niektóre materiały ceramiczne wykazują większą odporność na zużycie niż standardowo stosowany węglik spiekany (K05) to rozrzut wyników jest takduży, że uniemożliwia ich zastosowanie w praktyce. W takich warunkach procesu obróbki nie da się kontrolować.
Wprowadzenie
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
Badania prowadzone w kierunku zwiększenia trwałości narzędzi mają na celu ograniczenie stępienia, gdyż zmiana geometrii ostrza powoduje:
Skutki technologiczne – wzrost:- Sił występujących podczas skrawania- Zapotrzebowania na energię- Temperatury- Wibracji- Hałasu
Skutki jakościowe – obniżenie:- Tolerancji wymiarowych- Jakości na powierzchni, naroży i krawędzi otrzymywanych wyrobów
Analiza cech skrawnych narzędzi modyfikowanych poprzez inżynierię powierzchni
Jak do tej pory skutki jakościowe tępienia się narzędzi nie są tak monitorowane jak skutki technologiczne. Wydaje się to błędnym założeniem, gdyż to właśnie jakość jest podstawowym kryterium stosowanym wpraktyce.
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
narzędziemodyfikowane
warstwa wierzchnia
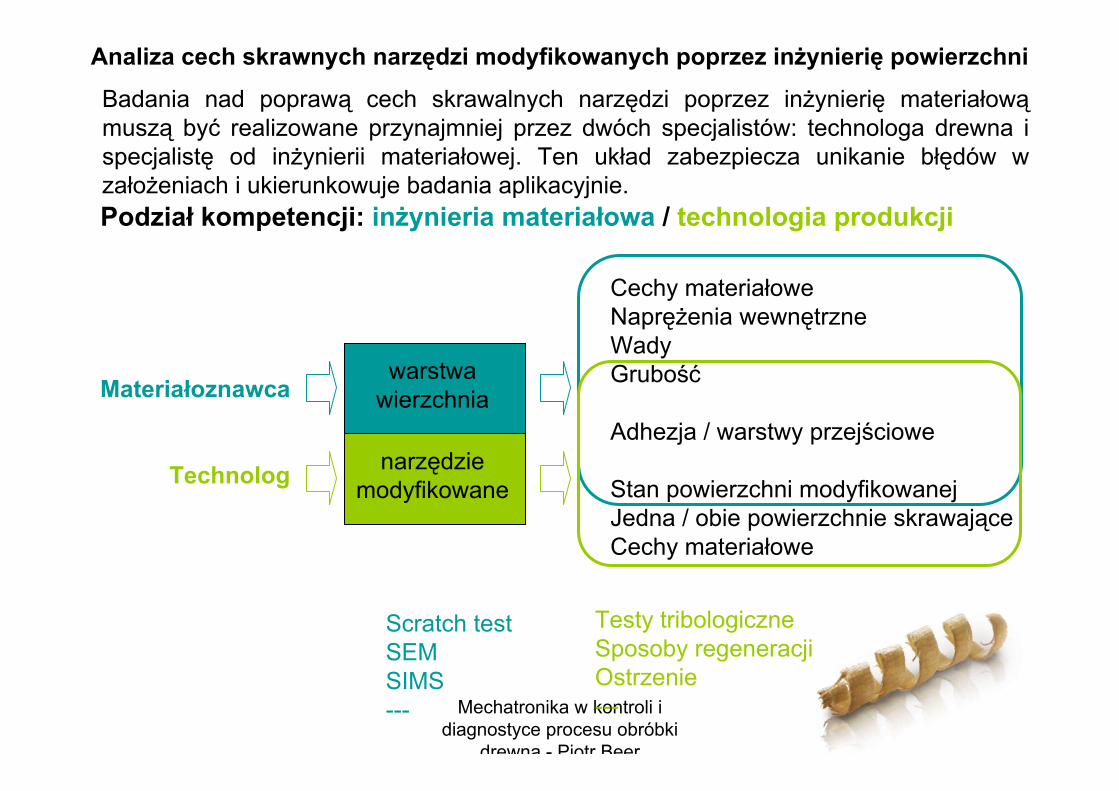
Podział kompetencji: inżynieria materiałowa / technologia produkcji
Cechy materiałoweNaprężenia wewnętrzneWadyGrubość
Adhezja / warstwy przejściowe
Stan powierzchni modyfikowanejJedna / obie powierzchnie skrawająceCechy materiałowe
Materiałoznawca
Technolog
Scratch testSEMSIMS---
Testy tribologiczneSposoby regeneracjiOstrzenie---
Analiza cech skrawnych narzędzi modyfikowanych poprzez inżynierię powierzchni
Badania nad poprawą cech skrawalnych narzędzi poprzez inżynierię materiałowąmuszą być realizowane przynajmniej przez dwóch specjalistów: technologa drewna i specjalistę od inżynierii materiałowej. Ten układ zabezpiecza unikanie błędów w założeniach i ukierunkowuje badania aplikacyjnie.
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
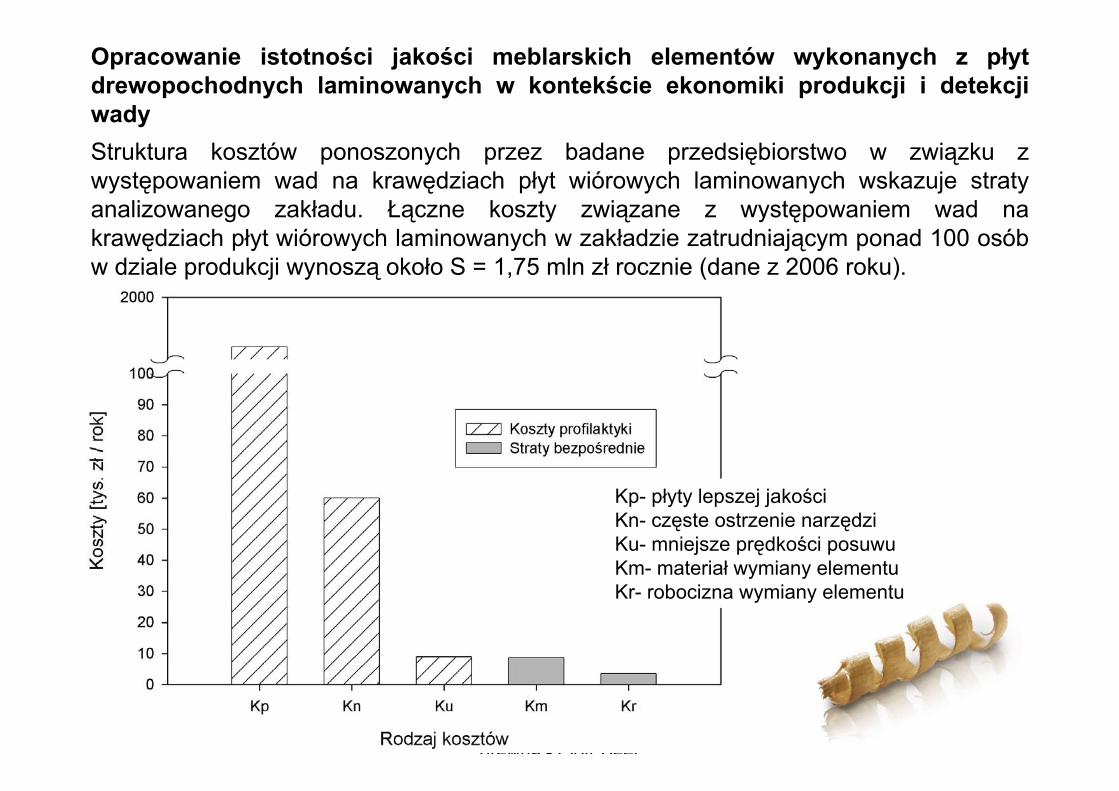
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wadyStruktura kosztów ponoszonych przez badane przedsiębiorstwo w związku z występowaniem wad na krawędziach płyt wiórowych laminowanych wskazuje straty analizowanego zakładu. Łączne koszty związane z występowaniem wad na krawędziach płyt wiórowych laminowanych w zakładzie zatrudniającym ponad 100 osób w dziale produkcji wynoszą około S = 1,75 mln zł rocznie (dane z 2006 roku).
Kp- płyty lepszej jakościKn- częste ostrzenie narzędziKu- mniejsze prędkości posuwuKm- materiał wymiany elementuKr- robocizna wymiany elementu
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
• metody stykowe
• metody optyczne
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady
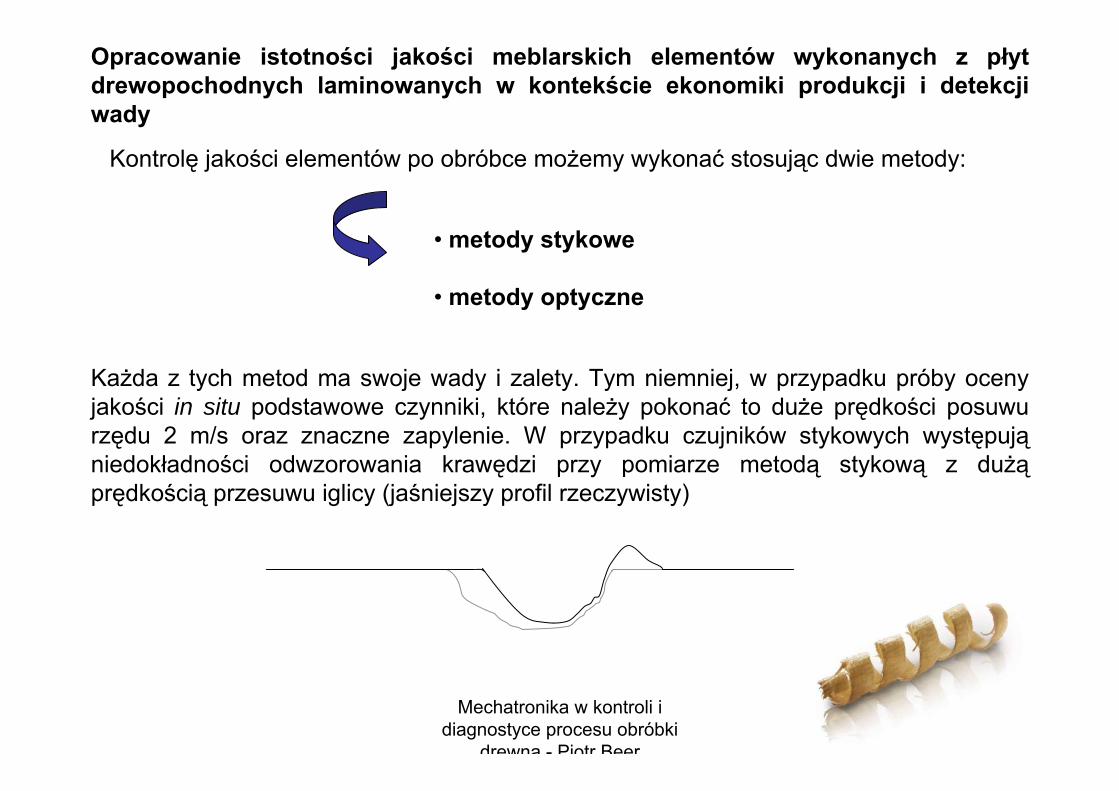
Kontrolę jakości elementów po obróbce możemy wykonać stosując dwie metody:
Każda z tych metod ma swoje wady i zalety. Tym niemniej, w przypadku próby oceny jakości in situ podstawowe czynniki, które należy pokonać to duże prędkości posuwu rzędu 2 m/s oraz znaczne zapylenie. W przypadku czujników stykowych występująniedokładności odwzorowania krawędzi przy pomiarze metodą stykową z dużąprędkością przesuwu iglicy (jaśniejszy profil rzeczywisty)
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
W detekcji kształtów / wad kształtów można zastosować czujniki stykowe :
• ciśnienia,
• odkształcenia
• przemieszczenia
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
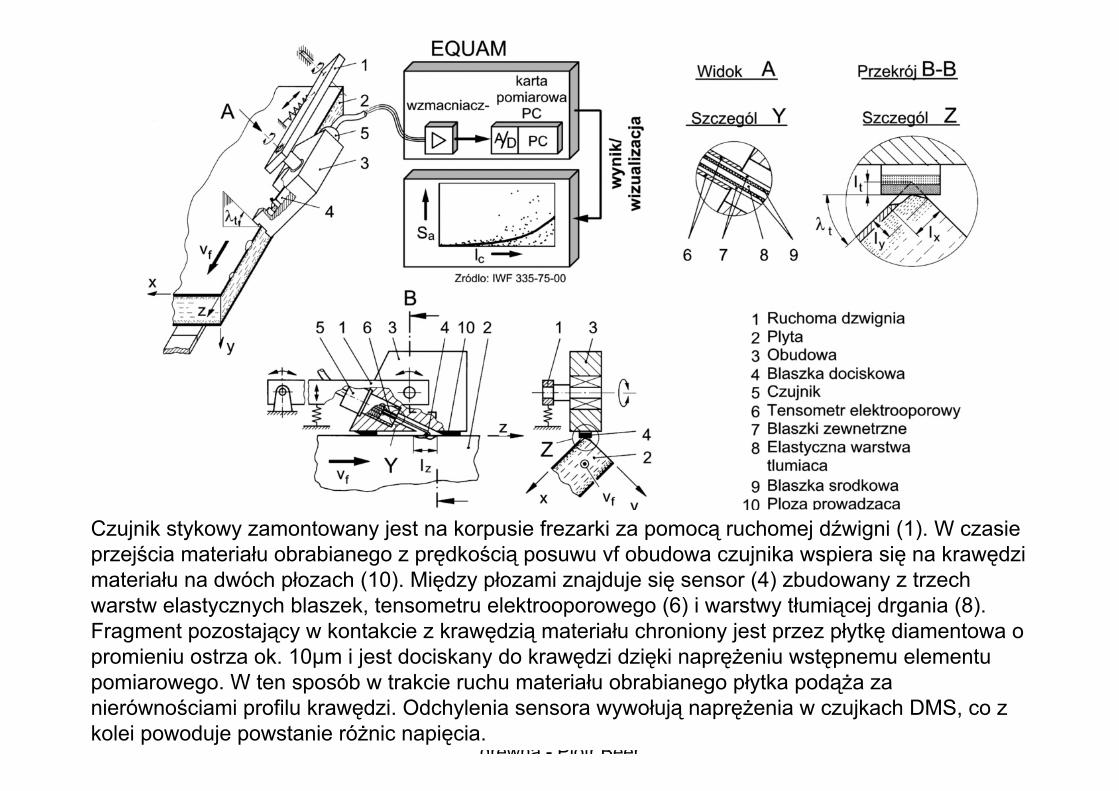
Czujnik stykowy zamontowany jest na korpusie frezarki za pomocą ruchomej dźwigni (1). W czasie przejścia materiału obrabianego z prędkością posuwu vf obudowa czujnika wspiera się na krawędzi materiału na dwóch płozach (10). Między płozami znajduje się sensor (4) zbudowany z trzech warstw elastycznych blaszek, tensometru elektrooporowego (6) i warstwy tłumiącej drgania (8). Fragment pozostający w kontakcie z krawędzią materiału chroniony jest przez płytkę diamentowa o promieniu ostrza ok. 10µm i jest dociskany do krawędzi dzięki naprężeniu wstępnemu elementu pomiarowego. W ten sposób w trakcie ruchu materiału obrabianego płytka podąża za nierównościami profilu krawędzi. Odchylenia sensora wywołują naprężenia w czujkach DMS, co z kolei powoduje powstanie różnic napięcia.
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
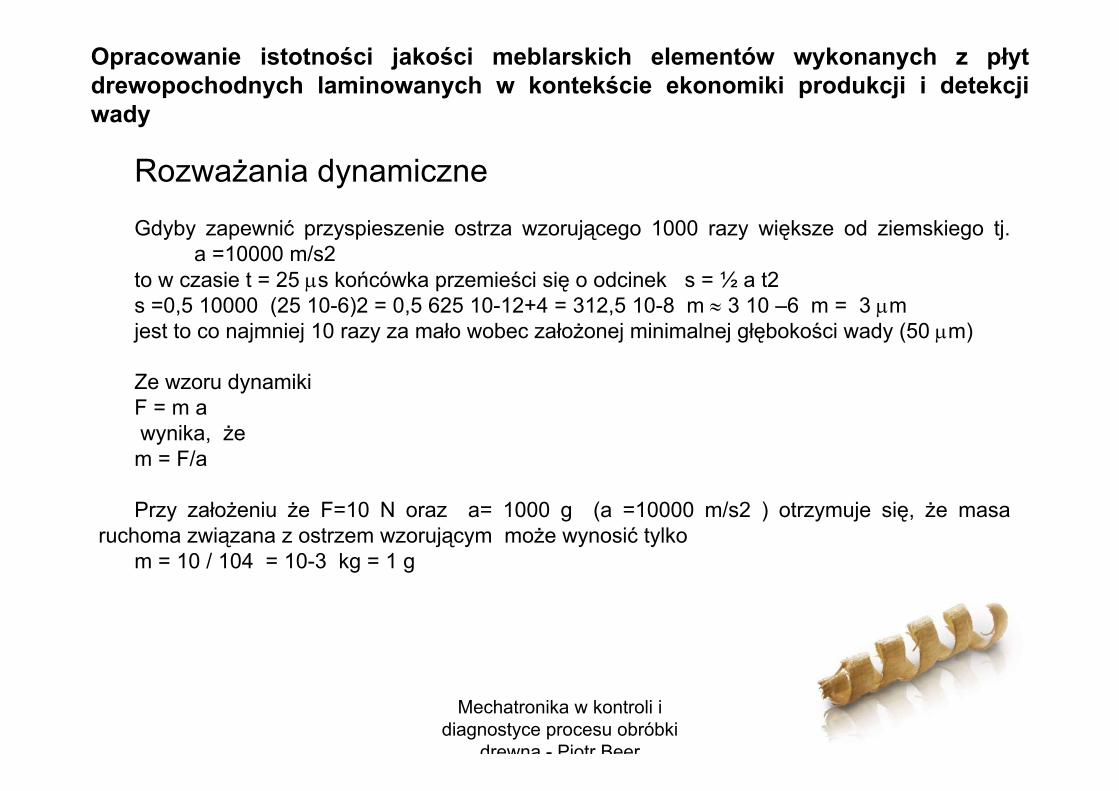
Rozważania dynamiczne
Gdyby zapewnić przyspieszenie ostrza wzorującego 1000 razy większe od ziemskiego tj. a =10000 m/s2
to w czasie t = 25 μs końcówka przemieści się o odcinek s = ½ a t2s =0,5 10000 (25 10-6)2 = 0,5 625 10-12+4 = 312,5 10-8 m ≈ 3 10 –6 m = 3 μmjest to co najmniej 10 razy za mało wobec założonej minimalnej głębokości wady (50 μm)
Ze wzoru dynamiki F = m a wynika, żem = F/a
Przy założeniu że F=10 N oraz a= 1000 g (a =10000 m/s2 ) otrzymuje się, że masa ruchoma związana z ostrzem wzorującym może wynosić tylko
m = 10 / 104 = 10-3 kg = 1 g
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
s
h
r
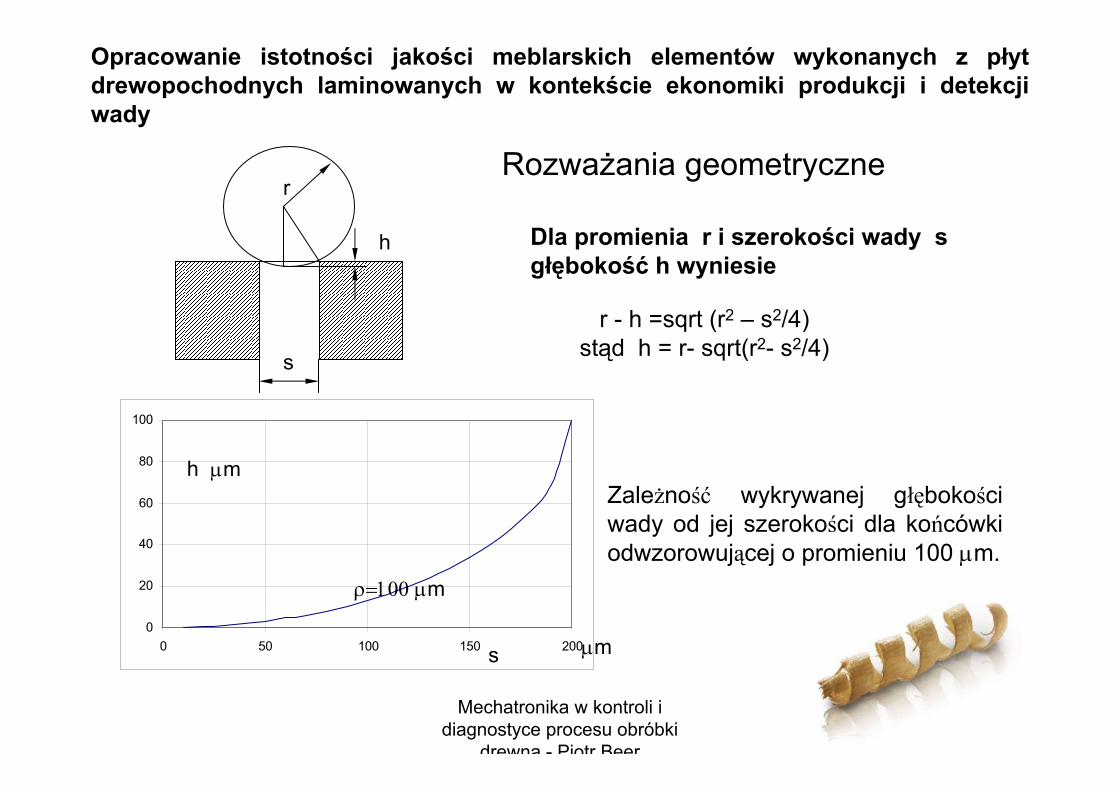
Dla promienia r i szerokości wady s głębokość h wyniesie
r - h =sqrt (r2 – s2/4)stąd h = r- sqrt(r2- s2/4)
0
20
40
60
80
100
0 50 100 150 200μm
h μm
s
ρ=100 μm
Zależność wykrywanej głębokości wady od jej szerokości dla końcówki odwzorowującej o promieniu 100 μm.
Rozważania geometryczne
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście ekonomiki produkcji i detekcji wady
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
0.5 mm
0.5 mm
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
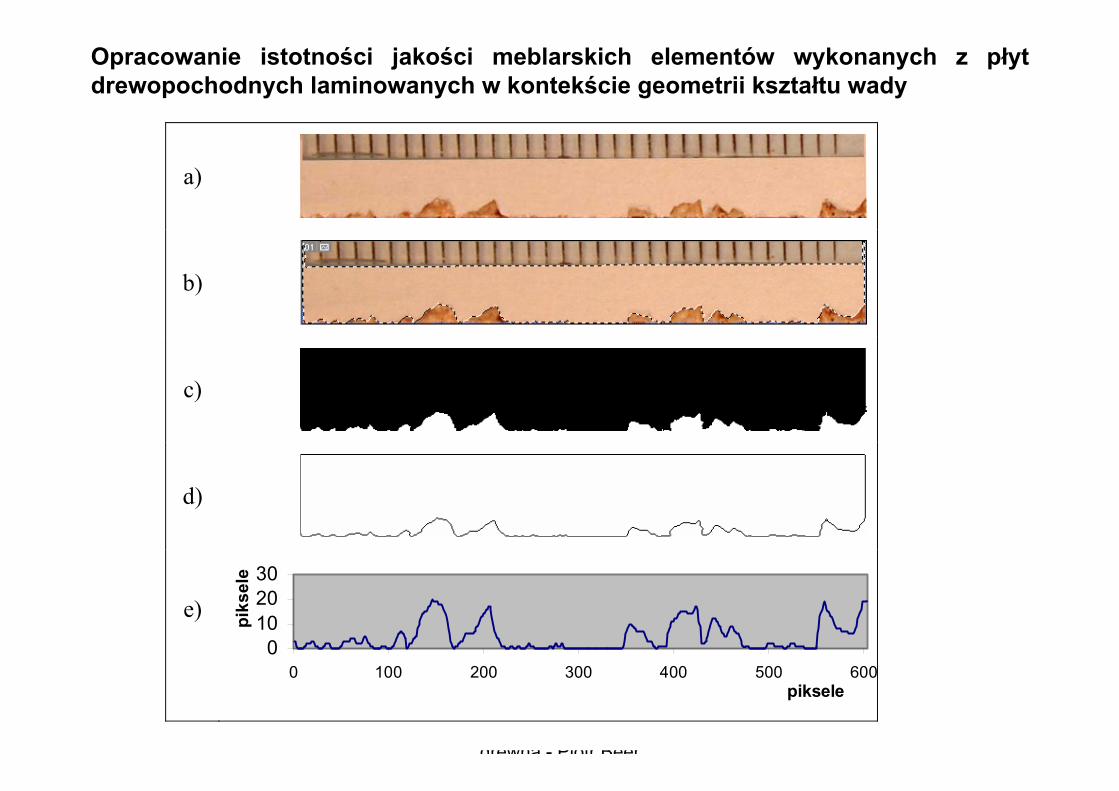
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady
a)
b)
c)
d)
e)
0102030
0 100 200 300 400 500 600piksele
piks
ele
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
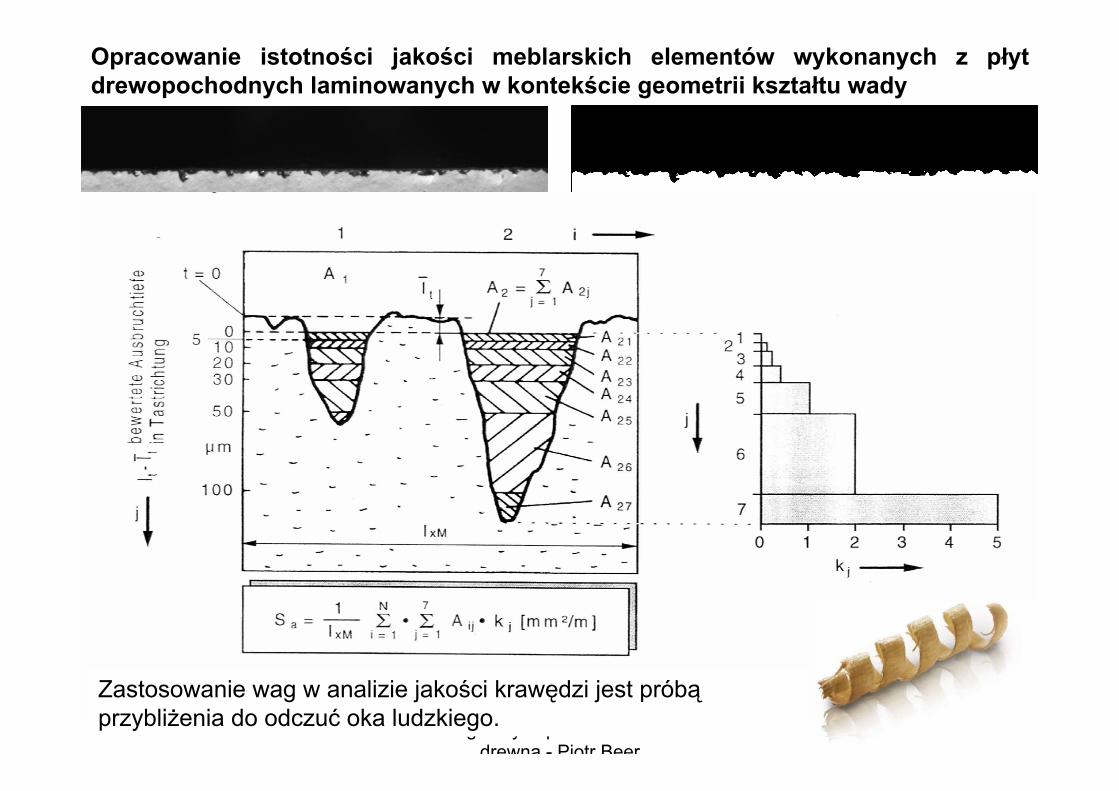
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady
Zastosowanie wag w analizie jakości krawędzi jest próbąprzybliżenia do odczuć oka ludzkiego.
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
2
⎟⎟⎠
⎞⎜⎜⎝
⎛=
gbyw
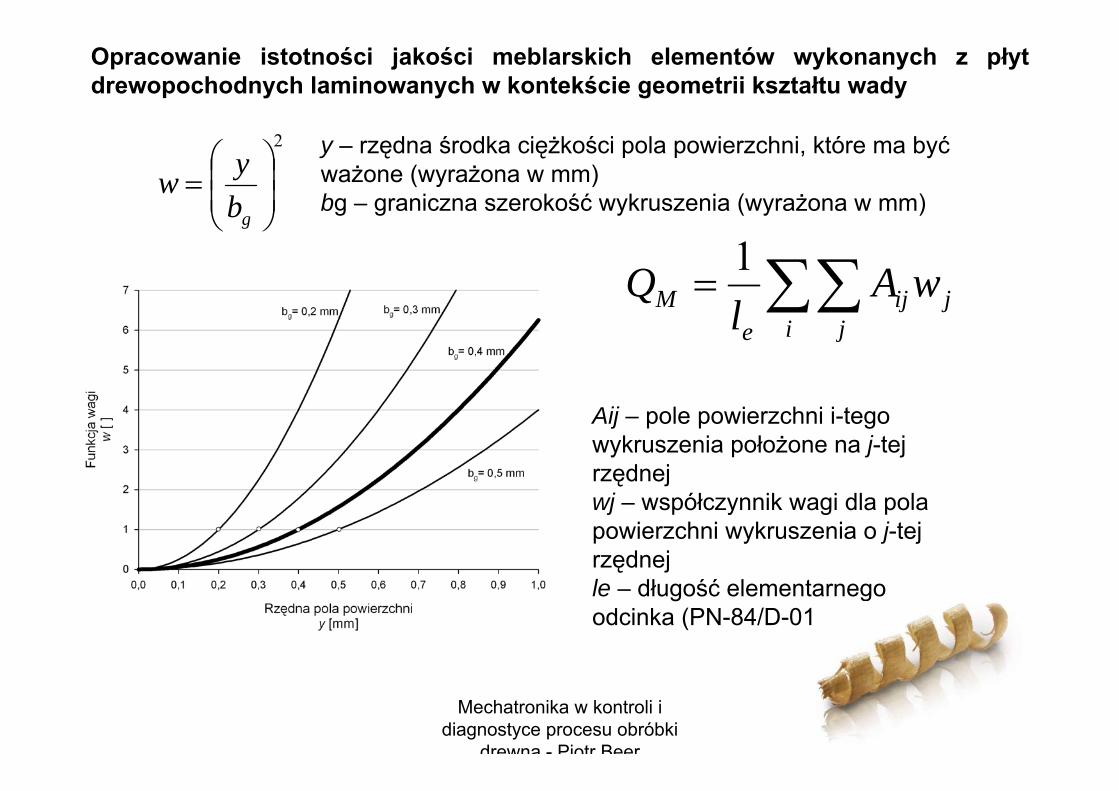
y – rzędna środka ciężkości pola powierzchni, które ma byćważone (wyrażona w mm)bg – graniczna szerokość wykruszenia (wyrażona w mm)
∑∑=i j
jije
M wAl
Q 1
Aij – pole powierzchni i-tego wykruszenia położone na j-tejrzędnejwj – współczynnik wagi dla pola powierzchni wykruszenia o j-tejrzędnejle – długość elementarnego odcinka (PN-84/D-01005)
Opracowanie istotności jakości meblarskich elementów wykonanych z płyt drewopochodnych laminowanych w kontekście geometrii kształtu wady
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
• ilościowa i jakościowa charakteryzacja narzędzia i elementu obrabianego
• określenie zależności w rozpatrywanym układzie /algorytmy, sztuczna inteligencja/
• zalecenia statystyczne i obróbka statystyczna rezultatów badań
Mechatronika w badaniach modyfikacji narzędzi, czyli kluczowego punktu odpowiadającego za układ: geometria ostrza narzędzia / jakość elementu po obróbce, a tym samym za kontrolę i diagnostykę procesów produkcji będzie musiała rozwiązaćgłówne zagadnienia wyszczególnione poniżej:
Analiza głównych kierunków kontroli i diagnostyki procesów kształtowania elementów z drewna litego i uszlachetnionych materiałów płytowych
Mechatronika w kontroli i diagnostyce procesu obróbki
drewna - Piotr Beer
Jakość elementu:
• stan powierzchni
• stan naroży
• stan krawędzi
Analiza głównych kierunków kontroli i diagnostyki procesów kształtowania elementów z drewna litego i uszlachetnionych materiałów płytowych
Podstawowym zagadnieniem z punktu widzenia procesów wytwarzania jest zdefiniowanie jakości elementu, i to analiza jakościowa oraz ilościowa oceny jakości.
Top Related