







Languages
Pages
Legal

MANUALE DI PROGRAMMAZIONE DEL CICLO FISSO AD ALTA VELOCITÀ
HIGH-SPEED CANNED CYCLE PROGRAMMING MANUAL
Modelli compatibiliApplicable Model
Unità CN compatibiliApplicable NC Unit
Serie NTNT Series
Serie NTXNTX Series
F31iAF31iBF31iA5F31iB5
Prima di qualsiasi operazione, manutenzione e programmazione, leggere attentamente i manuali della DMG MORI SEIKI, del produttore dell'unità CN e dei produttori degli apparati, in modo da apprendere completamente le infor-mazioni contenute nei manuali.Conservare i manuali con attenzione in modo da non perderli.
Before starting operation, maintenance, or programming, carefully read the manuals supplied by DMG MORI SEIKI, the NC unit manufacturer, and equipment manufacturers so that you fully understand the information they contain.Keep the manuals carefully so that they will not be lost.
PX-HICYCLE
NTDM-C0ITEN 2014.03.Y
990730
• Il presente manuale di istruzioni è stato pubblicato ufficialmente da DMG MORI SEIKI.
• This is an original instruction manual officially issued by DMG MORI SEIKI.
• Il contenuto di questo manuale può subire modifiche senza preavviso conseguentemente ai miglioramenti apportati alla macchina. Pertanto, tenere presente che possono sussistere piccole discrepanze tra i contenuti del manuale e la macchina reale. I cambiamenti apportati al manuale d'istruzioni risultano nelle edizioni rivedute e sono riconoscibili dal numero di aggiornamento del manuale d'istruzioni.
• The contents of this manual are subject to change without notice due to improvements to the machine or in order to improve the manual. Consequently, please bear in mind that there may be slight discrepancies between the contents of the manual and the actual machine. Changes to the instruction manual are made in revised editions which are distinguished from each other by updating the instruction manual number.
• Se si dovessero riscontrare delle discrepanze tra i contenuti del manuale e la macchina reale, o se una parte qualsiasi del manuale fosse poco chiara, si prega di contattare DMG MORI SEIKI per chiarire tali punti prima dell'utilizzo della macchina. DMG MORI SEIKI non si assume alcuna responsabilità per danni causati direttamente o indirettamente dall'uso della macchina se questi punti non sono stati prima chiariti.
• Should you discover any discrepancies between the contents of the manual and the actual machine, or if any part of the manual is unclear, please contact DMG MORI SEIKI and clarify these points before using the machine. DMG MORI SEIKI will not be liable for any damages occurring as a direct or indirect consequence of using the machine without clarifying these points.
• Tutti i diritti riservati: è vietato riprodurre il presente manuale di istruzioni sotto qualsiasi forma, interamente o in parte, senza previa approvazione scritta di DMG MORI SEIKI.
• All rights reserved: reproduction of this instruction manual in any form, in whole or in part, is not permitted without the written consent of DMG MORI SEIKI.
Il prodotto consegnato (la macchina e gli accessori) è stato costruito conformemente alle leggi e agli standard del paese di utilizzo. Di conseguenza, non può essere esportato, venduto o delocalizzato in un paese con leggi e standard diversi.L'esportazione di questo prodotto è subordinata all'auto-rizzazione del governo del paese esportatore. Control-lare l'autorizzazione presso l'organismo competente.
The product shipped to you (the machine and accessory equipment) has been manufactured in accordance with the laws and standards that prevail in the relevant country or region. Consequently it cannot be exported, sold, or relocated, to a destination in a country with different laws or standards.The export of this product is subject to an authorization from the government of the exporting country. Check with the government agency for authorization.
Copyright © 2013 DMG MORI SEIKI CO., LTD. All rights reserved.
3
Informazioni sul manualeAbout this Manual
• Conservare il manuale in un luogo indicato in modo chiaro per garantire un accesso agevole in caso di necessità.
• Keep this manual in a clearly marked location to ensure easy access when necessary.
• Contattare il Servizio assistenza di DMG MORI SEIKI qualora una qualsiasi parte del manuale dovesse risultare poco chiara.
• Contact the DMG MORI SEIKI Service Department if any part of the manual is unclear.
• Se il presente manuale viene smarrito o danneggiato, contattare il Servizio assistenza di DMG MORI SEIKI o il proprio rivenditore.
• Contact the DMG MORI SEIKI Service Department or your distributor if this manual is lost or damaged.
• Il contenuto del presente manuale può subire modifiche senza preavviso in conseguenza a miglioramenti apportati alla macchina.
• The contents of this manual are subject to change without prior notification due to improvements to the machine.
• Tutti i diritti riservati: è vietato riprodurre il presente manuale di istruzioni in qualsiasi forma senza previa approvazione scritta di DMG MORI SEIKI.
• All rights reserved: reproduction of this instruction manual in any form is not permitted without the written consent of DMG MORI SEIKI.
• Il presente manuale è accompagnato da vari altri manuali e documenti forniti con la macchina. Conservarli vicino alla macchina per consentirne una rapida consultazione.
• Various manuals and documents are supplied with the machine in addition to this manual. Keep them close to the machine to enable easy reference.
• In questo manuale viene usato il seguente formato dei numeri:
• The following number formatting is used in this manual:
Separatore migliaia: “,” (virgola) Thousand separator: “,” (comma)Separatore decimale: “.” (punto) Decimal separator: “.” (period)
4
Descrizione degli avvisiSignal Word Definition
8 PERICOLO 8 DANGERIndica una situazione pericolosa imminente che, se non viene evitata, può causare lesioni gravi o morte.
Indicates an imminently hazardous situation which, if not avoided, will result in death or serious injury.
8 AVVISO 8WARNINGIndica una situazione potenzialmente pericolosa che, se non viene evitata, potrebbe causare lesioni gravi o morte.
Indicates a potentially hazardous situation which, if not avoided, could result in death or serious injury.
7 ATTENZIONE 7 CAUTIONIndica una situazione potenzialmente pericolosa che, se non viene evitata, potrebbe causare lesioni minori o danni alla macchina.
Indicates a potentially hazardous situation which, if not avoided, may result in minor injury or damage to the machine.
2 NOTA 2 NOTE
Indica aspetti che devono essere presi in considerazione. Indicates items that must be taken into consideration.
1 Indica voci da consultare. 1 Indicates items to be referred to.
5Indica un suggerimento. 5Indicates hints.
Esempio: Example:Indica esempi applicati al programma. Indicates program-applied examples.
[ ] La mancata osservanza delle precauzioni (pericoli, avvertimenti e avvisi) condurrà alla concretizzazione dei pericoli indicati tra parentesi quadre [ ], lesioni o danni alla macchina.
[ ] Failure to observe the precautions (hazards, warnings and cautions) will lead to the hazards indicated in square brackets [ ], injuries or machine trouble.
5
Prima di leggere il manuale di programmazioneBefore Reading Programming Manual
Nel leggere il presente manuale, si notino i seguenti punti: When reading this manual, note the following points:1. Definizione di diametro e definizione di raggio 1. Diameter designation and radius designation
Se viene specificato “diametro” per i comandi dell'asse X, specificare la dimensione in diametro o raggio, secondo le specifiche della macchina. Se non viene specificato “diametro”, specificare la dimensione in raggio.
If “diameter” is specified for X-axis commands, specify the dimension in diameter or radius according to the machine specifications. If “diameter” is not specified, specify the dimension in radius.
L'espressione “secondo le specifiche della macchina” significa che se l'asse X viene definito tramite il diametro, bisogna specificare la dimensione in diametro; se l'asse X è definito tramite il raggio, bisogna specificare la dimensione in raggio.
The expression “according to the machine specifications” means that if the X-axis is diameter-designated, specify the dimension in diameter; if the X-axis is radius-designated, specify the dimension in radius.
2. Comandi assoluti e comandi incrementali 2. Absolute commands and incremental commandsNel caso di sistema A di codici G (standard), specificare le posizioni degli assi X, Y e Z mediante i comandi assoluti. Non è possibile utilizzare i comandi incrementali.
In the case of G code system A (standard), specify the X-, Y- and Z-axis positions using absolute commands. Incremental commands cannot be used.
Nel caso di sistema B di codici G (opzionale), i comandi incrementali possono essere utilizzati in alcuni cicli. Fare riferimento alle spiegazioni per ognuno dei cicli.
In the case of G code system B (option), incremental commands can be used in some of the cycles. Refer to explanations for each of the cycles.
3. Se devono essere specificati due o più indirizzi I, J e K, specificarli nell'ordine I, J e K.
3. If two or more addresses of I, J and K should be specified, specify them in order of I, J and K.
4. Aggiungere un punto decimale per tutti gli indirizzi diversi da G.
4. Add a decimal point for every address other than G.
5. I codici G multipli non possono essere specificati in un blocco.
5. Multiple G codes cannot be specified in a block.
6. Con un ciclo che non includa l'indirizzo M, S o T nel formato di comando, i comandi M, S o T specificati nello stesso blocco vengono ignorati.
6. With a cycle that does not include address M, S or T in the command format, any M, S or T commands specified in the same block is ignored.
7. Specificare questi cicli con l'offset di raggio dell'utensile e l'offset di raggio del naso dell'utensile annullati (G40).
7. Specify these cycles with tool radius offset and tool nose radius offset canceled (G40).
8. Questi cicli non sono compatibili con i comandi per l'asse X nella specifica JIS invertita.
8. These cycles are not compatible with X-axis commands in the reverse JIS specification.
9. I cicli fissi disponibili con la torretta 2 (TESTA 2) sono esclusivamente cicli di tornitura (G490, G491, G492, G493, G494, G495, G496). Non si possono utilizzare altri cicli fissi perché l'asse Y non è fornito.
9. The canned cycles available with turret 2 (HEAD 2) are turning cycles (G490, G491, G492, G493, G494, G495, G496) only. Other canned cycles are not usable because the Y-axis is not provided.
10.Quando si effettua un'operazione di fresatura su una faccia obliqua o un D.E. tramite un ciclo che prende la direzione dell'asse dell'utensile, come la direzione dell'asse Z, utilizzare la funzione di conversione delle coordinate in 3D. In tal caso, la direzione negativa dell'asse Z deve essere la direzione che permette all'utensile di avvicinarsi il più possibile al pezzo.
10.When performing milling operation on a slanted face or an O.D. with a cycle that takes the tool axis direction as the Z-axis direction, use the 3-dimensional coordinate conversion function. In this case, the negative Z-axis direction should be the direction in which the tool moves closer to the workpiece.

CONTENUTICONTENTS
PROGRAMMAZIONEPROGRAMMING
INDICEINDEX

9
CONTENUTI CONTENTS
PROGRAMMAZIONEPROGRAMMING
1 CICLO MODELLO DI FORATURA .................................................................................19DRILLING PATTERN CYCLE1-1 G480 Ciclo di trapanatura del foro del bullone ........................................................................................ 19
G480 Bolt Hole Drilling CycleAllarmi relativi.................................................................................................................................... 20Related alarms
1-2 G481 Ciclo di foratura ad arco.................................................................................................................20G481 Arc Drilling Cycle
Allarmi relativi.................................................................................................................................... 21Related alarms
1-3 G482 Ciclo di foratura linea ad angolo .................................................................................................... 21G482 Line-at-angle Drilling Cycle
Allarmi relativi.................................................................................................................................... 22Related alarms
1-4 G483 Ciclo di foratura a griglia ................................................................................................................22G483 Grid Drilling Cycle
Allarmi relativi.................................................................................................................................... 23Related alarms
2 CICLO DI TAGLIO CERCHIO PRECISO ........................................................................24ACCURATE CIRCLE CUTTING CYCLE2-1 G412, G413 Taglio cerchio preciso, Interno ............................................................................................ 24
G412, G413 Accurate Circle Cutting, InternalSezione di avanzamento ad alta velocità J, R .................................................................................. 25High-speed feed section J, RAllarmi relativi.................................................................................................................................... 26Related alarms
2-2 G414, G415 Taglio cerchio preciso, Esterno ........................................................................................... 27G414, G415 Accurate Circle Cutting, External
Sezione di avanzamento ad alta velocità J, R .................................................................................. 28High-speed feed section J, RAllarmi relativi.................................................................................................................................... 29Related alarms
2-3 Programmi esemplificativi del ciclo di taglio cerchio preciso ...................................................................31Sample Programs of Accurate Circle Cutting Cycle
3 CICLO DI FRESATURA PIATTA.....................................................................................35FLAT MILLING CYCLE3-1 G424 Ciclo di fresatura rettangolare........................................................................................................ 35
G424 Rectangular Milling CyclePunto iniziale di lavorazione e direzione di lavorazione....................................................................37Machining start point and machining directionAllarmi relativi.................................................................................................................................... 37Related alarms
3-2 G425 Ciclo di fresatura rettangolare con parete unica ............................................................................ 39G425 Rectangular Milling Cycle with One-side Wall
Punto iniziale di lavorazione e direzione di lavorazione....................................................................41Machining start point and machining directionMovimenti.......................................................................................................................................... 41Movements
10
Allarmi relativi....................................................................................................................................42Related alarms
3-3 G426 Ciclo di fresatura rettangolare con pareti opposte .........................................................................43G426 Rectangular Milling Cycle with Two-side Wall
Punto iniziale di lavorazione e direzione di lavorazione....................................................................45Machining start point and machining directionMovimenti..........................................................................................................................................46MovementsAllarmi relativi....................................................................................................................................47Related alarms
4 CICLO DI LAVORAZIONE DELLA TASCA.................................................................... 48POCKETING CYCLE
Punto R e punto Z.............................................................................................................................48Point R and point ZGioco H.............................................................................................................................................48Clearance HModalità di taglio M...........................................................................................................................49Cutting mode M
4-1 G427 Ciclo della tasca circolare ..............................................................................................................50G427 Circular Pocketing Cycle
Movimenti..........................................................................................................................................51MovementsAllarmi relativi....................................................................................................................................52Related alarms
4-2 G428 Ciclo di lavorazione della tasca rettangolare..................................................................................53G428 Rectangular Pocketing Cycle
Punto iniziale di lavorazione e direzione di lavorazione....................................................................55Machining start point and machining directionMovimenti..........................................................................................................................................55MovementsAllarmi relativi....................................................................................................................................55Related alarms
4-3 G429 Ciclo di lavorazione ovale interna ..................................................................................................57G429 Inner Track Machining Cycle
Movimenti..........................................................................................................................................58MovementsAllarmi relativi....................................................................................................................................59Related alarms
4-4 G430 Ciclo di lavorazione della tasca circonferenziale circolare.............................................................60G430 Circular Circumferential Pocketing Cycle
Movimenti..........................................................................................................................................61MovementsAllarmi relativi....................................................................................................................................62Related alarms
4-5 G431 Ciclo di lavorazione circonferenziale rettangolare .........................................................................63G431 Rectangular Circumferential Machining Cycle
Punto iniziale di lavorazione e direzione di lavorazione....................................................................65Machining start point and machining directionMovimenti..........................................................................................................................................65MovementsAllarmi relativi....................................................................................................................................65Related alarms
4-6 G432 Ciclo di lavorazione ovale esterna .................................................................................................67G432 Outer Track Machining Cycle
11
Movimenti.......................................................................................................................................... 68MovementsAllarmi relativi.................................................................................................................................... 68Related alarms
4-7 G433 Ciclo di lavorazione cerchio preciso interna................................................................................... 70G433 Inner Accurate Circle Machining Cycle
Movimenti.......................................................................................................................................... 71MovementsAllarmi relativi.................................................................................................................................... 71Related alarms
5 CICLO DI LAVORAZIONE AD ALTA VELOCITÀ...........................................................73HIGH-SPEED MACHINING CYCLE5-1 G434 Ciclo di lavorazione trocoidale ....................................................................................................... 73
G434 Trochoid Machining CycleLarghezza della scanalatura (W) ......................................................................................................74Groove width (W)Scanalatura circolare (R, C).............................................................................................................. 75Circular groove (R, C)Distanza di avvicinamento (U, Q) .....................................................................................................75Approach distance (U, Q)Allarmi relativi.................................................................................................................................... 77Related alarms
5-2 G435 Ciclo di fresatura laterale ad alta velocità ...................................................................................... 78G435 High-speed Side Milling Cycle
Punto R e punto Z............................................................................................................................. 79Point R and point ZPunto iniziale di lavorazione e direzione di lavorazione....................................................................80Machining start point and machining directionPosizione di avvicinamento............................................................................................................... 81Approach positionAllarmi relativi.................................................................................................................................... 81Related alarms
5-3 G436 Ciclo di scanalatura dell'avanzamento Z ....................................................................................... 82G436 Z-feed Grooving Cycle
Punto R e punto Z............................................................................................................................. 83Point R and point ZScanalatura circolare (K, C).............................................................................................................. 84Circular groove (K, C)Allarmi relativi.................................................................................................................................... 84Related alarms
5-4 G437 Ciclo di svuotamento della tasca dell'angolo ................................................................................. 85G437 Corner Pocketing Cycle
Quadranti .......................................................................................................................................... 87QuadrantsPunto R e punto Z............................................................................................................................. 87Point R and point ZAllarmi relativi.................................................................................................................................... 87Related alarms
5-5 G438 Ciclo di lavorazione della tasca rettangolare ................................................................................. 89G438 Rectangular Pocketing Cycle
Punto R e punto Z............................................................................................................................. 90Point R and point ZSezione di avanzamento ad alta velocità..........................................................................................91High-speed feed section

12
Allarmi relativi....................................................................................................................................91Related alarms
5-6 G439 Ciclo di lavorazione foro elicoidale.................................................................................................92G439 Helical Hole Machining Cycle
Punto R, punto Z, punto H, punto K..................................................................................................94Point R, point Z, point H, point KRaggio sfera della fresa a sfera ........................................................................................................94Ball radius of ball end millAngolo di divisione arco ....................................................................................................................94Arc dividing angleMovimenti..........................................................................................................................................95MovementsComando modalità, cancellazione comando modalità G400............................................................96Modal command, G400 Modal command cancelAllarmi relativi....................................................................................................................................96Related alarms
6 CICLO FISSO MONO PROFILO .................................................................................... 98MONO-SHAPE CANNED CYCLE6-1 G451 Ciclo di lavorazione semisfera concava.........................................................................................98
G451 Concave Hemisphere Machining CyclePunto R e punto Z.............................................................................................................................99Point R and point ZRaggio sfera della fresa a sfera ......................................................................................................100Ball radius of ball end millDistanza di avvicinamento/arretramento.........................................................................................100Approach/retraction distanceMovimenti........................................................................................................................................100MovementsAllarmi relativi..................................................................................................................................102Related alarms
6-2 G452 Ciclo di lavorazione ovale esterna ...............................................................................................103G452 External Oval Machining Cycle
Punto R e punto Z...........................................................................................................................104Point R and point ZProfilo del pezzo .............................................................................................................................105Workpiece shapeAngolo di divisione ..........................................................................................................................105Dividing angleDistanza di avvicinamento/arretramento.........................................................................................106Approach/retraction distanceMovimenti........................................................................................................................................106MovementsAllarmi relativi..................................................................................................................................107Related alarms
6-3 G453 Ciclo di lavorazione ovale interna ................................................................................................108G453 Internal Oval Machining Cycle
Punto R e punto Z...........................................................................................................................109Point R and point ZProfilo del pezzo .............................................................................................................................110Workpiece shapeAngolo di divisione ..........................................................................................................................110Dividing angleDistanza di avvicinamento/arretramento.........................................................................................111Approach/retraction distanceMovimenti........................................................................................................................................111Movements
13
Allarmi relativi..................................................................................................................................112Related alarms
6-4 G454 Ciclo di filettatura elicoidale ......................................................................................................... 114G454 Helical Threading Cycle
Punto R, punto Z, punto H, punto K................................................................................................115Point R, point Z, point H, point KDistanza di avvicinamento/arretramento.........................................................................................116Approach/retraction distanceLarghezza di taglio..........................................................................................................................117Cutting WidthAngolo di divisione arco..................................................................................................................117Arc dividing angleMovimenti........................................................................................................................................117MovementsComando modalità, cancellazione comando modalità G400..........................................................118Modal command, G400 Modal command cancelAllarmi relativi..................................................................................................................................119Related alarms
6-5 G455 Ciclo di fresatura rettangolare con materiale rotondo ..................................................................120G455 Rectangular Milling Cycle from Round Material
Punto R e punto Z...........................................................................................................................122Point R and point ZMetodo di lavorazione.....................................................................................................................122Machining methodLavorazione del profilo....................................................................................................................123Machining shapeTolleranza di finitura........................................................................................................................124Finishing allowancePosizione iniziale di lavorazione .....................................................................................................124Machining start positionDistanza di avvicinamento ..............................................................................................................125Approach distanceMovimenti........................................................................................................................................125MovementsAllarmi relativi..................................................................................................................................126Related alarms
6-6 G498 Ciclo di fresatura della scanalatura su cilindro.............................................................................127G498 Keyway Milling Cycle on Cylinder
Movimenti di fresatura in rampa......................................................................................................129Ramping movemementsMovimenti........................................................................................................................................129MovementsAllarmi relativi..................................................................................................................................130Related alarms
6-7 G499 Ciclo di lavorazione inclinata ottimale su barra cilindrica.............................................................132G499 Optimum Slant Machining Cycle on Round Bar
Movimenti........................................................................................................................................137MovementsAllarmi relativi..................................................................................................................................140Related alarms
7 CICLO DI TORNITURA .................................................................................................141TURNING CYCLE7-1 G490 Ciclo di sgrossatura a passi (D.E. / D.I.) ......................................................................................141
G490 Rough Step Machining Cycle (O.D. / I.D.)

14
Spostamenti di avanzamento a passi .............................................................................................142Step feed movementsMovimento di rimozione dell'anello .................................................................................................142Ring removal motionModello di rimozione dell'anello ......................................................................................................143Ring removal patternSpostamenti (lavorazione D.E.) ......................................................................................................143Movements (O.D. machining)Allarmi relativi..................................................................................................................................144Related alarms
7-2 G491 Ciclo di foratura con profondità di taglio variabile per la tornitura ................................................145G491 Drilling Cycle with Variable Depth of Cut for Turning
Velocità di riduzione a passi (A, B) .................................................................................................147Step reduction rate (A, B)Rapporto minimo di passo (C) ........................................................................................................147Minimum step ratio (C)Posizione iniziale lungo Z della riduzione a passi (W) ....................................................................147Step reduction start position Z (W)Posizione di avvicinamento.............................................................................................................148Approach positionSpostamenti di ritorno dell'asse Z...................................................................................................148Z-axis return movementsSpostamenti di foratura passante ...................................................................................................149Through drilling movementsForatura iniziale sulla faccia trasversale .........................................................................................149Initial drilling on the end faceMovimenti........................................................................................................................................150MovementsAllarmi relativi..................................................................................................................................150Related alarms
7-3 Ciclo di lavorazione rettangolare con l'ausilio di un utensile multifunzionale.........................................152Rectangular Machining Cycle Using Multi-function Tool
G492 Ciclo di sgrossatura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale ................................................................................................................................153G492 Rectangular Rough Machining Cycle (X-axis Direction) Using Multi-function ToolG493 Ciclo di sgrossatura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale ................................................................................................................................159G493 Rectangular Rough Machining Cycle (Z-axis Direction) Using Multi-function ToolG494 Ciclo di finitura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale ................................................................................................................................166G494 Rectangular Finish Machining Cycle (X-axis Direction) Using Multi-function ToolG495 Ciclo di finitura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale ................................................................................................................................170G495 Rectangular Finish Machining Cycle (Z-axis Direction) Using Multi-function Tool
7-4 G496 Ciclo di scanalatura R con l'ausilio di una fresa con inserto tondo (D.E. / D.I.) ...........................173G496 R-groove Machining Cycle Using Round Insert (O.D. / I.D.)
Direzione di sgrossatura e posizione di ritorno dell'asse X.............................................................175Rough machining direction and X-axis return positionMovimenti........................................................................................................................................176MovementsAllarmi relativi..................................................................................................................................180Related alarms
8 CICLO DI SMUSSATURA............................................................................................. 182CHAMFERING CYCLE8-1 Smussatura sul piano (da G484 a G489) ..............................................................................................182
Chamfering on the Plane (G484 to G489)
15
Elementi comuni per i cicli di smussatura .......................................................................................182Common items for chamfering cyclesG484 Ciclo di smussatura interna al cerchio ..................................................................................184G484 Circle Inner Chamfering CycleG485 Ciclo di smussatura interna al rettangolo..............................................................................186G485 Rectangle Inner Chamfering Cycle InsideG486 Ciclo di smussatura interna al profilo oblungo ......................................................................190G486 Track Inner Chamfering CycleG487 Ciclo di smussatura esterna al cerchio .................................................................................193G487 Circle Outer Chamfering CycleG488 Ciclo di smussatura esterna al rettangolo.............................................................................196G488 Rectangle Outer Chamfering Cycle OutsideG489 Ciclo di smussatura esterna alla forma oblunga ...................................................................199G489 Track Outer Chamfering Cycle Outside
8-2 Smussatura sul cilindro (G456, G457)...................................................................................................202Chamfering on the Cylinder (G456, G457)
G456 Ciclo di smussatura concava su cilindro ...............................................................................202G456 Concave Chamfering Cycle on CylinderG457 Ciclo di smussatura di scanalatura su cilindro ......................................................................206G457 Keyway Chamfering Cycle on Cylinder
9 EDIZIONE DEL CICLO FISSO......................................................................................210EDITING CANNED CYCLE


CAPITOLO 1 PROGRAMMAZIONECHAPTER 1 PROGRAMMING
1 CICLO MODELLO DI FORATURA................................................................................. 19DRILLING PATTERN CYCLE
2 CICLO DI TAGLIO CERCHIO PRECISO........................................................................ 24ACCURATE CIRCLE CUTTING CYCLE
3 CICLO DI FRESATURA PIATTA .................................................................................... 35FLAT MILLING CYCLE
4 CICLO DI LAVORAZIONE DELLA TASCA.................................................................... 48POCKETING CYCLE
5 CICLO DI LAVORAZIONE AD ALTA VELOCITÀ .......................................................... 73HIGH-SPEED MACHINING CYCLE
6 CICLO FISSO MONO PROFILO .................................................................................... 98MONO-SHAPE CANNED CYCLE
7 CICLO DI TORNITURA................................................................................................. 141TURNING CYCLE
8 CICLO DI SMUSSATURA............................................................................................. 182CHAMFERING CYCLE
9 EDIZIONE DEL CICLO FISSO ..................................................................................... 210EDITING CANNED CYCLE
19CICLO MODELLO DI FORATURA
DRILLING PATTERN CYCLE
1 CICLO MODELLO DI FORATURADRILLING PATTERN CYCLE
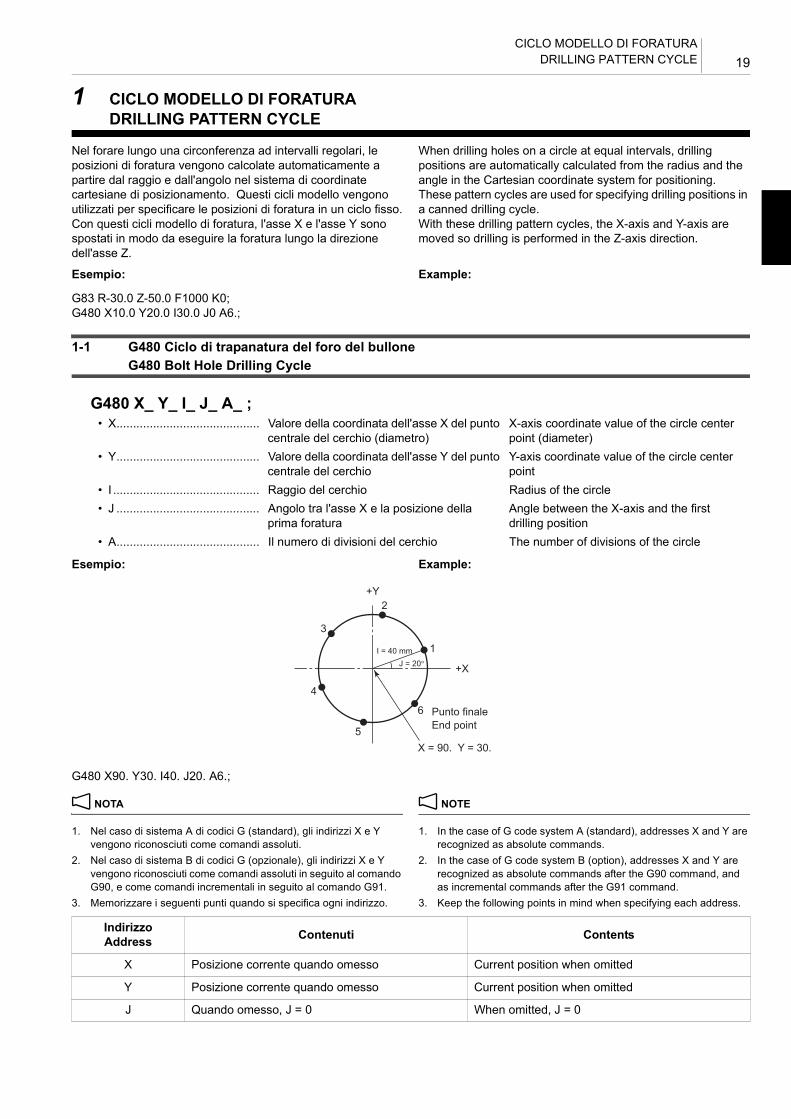
Nel forare lungo una circonferenza ad intervalli regolari, le posizioni di foratura vengono calcolate automaticamente a partire dal raggio e dall'angolo nel sistema di coordinate cartesiane di posizionamento. Questi cicli modello vengono utilizzati per specificare le posizioni di foratura in un ciclo fisso.
When drilling holes on a circle at equal intervals, drilling positions are automatically calculated from the radius and the angle in the Cartesian coordinate system for positioning. These pattern cycles are used for specifying drilling positions in a canned drilling cycle.
Con questi cicli modello di foratura, l'asse X e l'asse Y sono spostati in modo da eseguire la foratura lungo la direzione dell'asse Z.
With these drilling pattern cycles, the X-axis and Y-axis are moved so drilling is performed in the Z-axis direction.
Esempio: Example:
1-1 G480 Ciclo di trapanatura del foro del bulloneG480 Bolt Hole Drilling Cycle
Esempio: Example:
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X e Y vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X and Y are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X e Y vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X and Y are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
G83 R-30.0 Z-50.0 F1000 K0;G480 X10.0 Y20.0 I30.0 J0 A6.;
G480 X_ Y_ I_ J_ A_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• I ............................................ Raggio del cerchio Radius of the circle• J ........................................... Angolo tra l'asse X e la posizione della
prima foraturaAngle between the X-axis and the first drilling position
• A........................................... Il numero di divisioni del cerchio The number of divisions of the circle
G480 X90. Y30. I40. J20. A6.;
2
3
4
5
6
1
+X
X = 90. Y = 30.
+Y
I = 40 mmJ = 20°
End pointPunto finale
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
J Quando omesso, J = 0 When omitted, J = 0
CICLO MODELLO DI FORATURADRILLING PATTERN CYCLE20
Allarmi relativi Related alarms
1-2 G481 Ciclo di foratura ad arcoG481 Arc Drilling Cycle
Esempio: Example:
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X e Y vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X and Y are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X e Y vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X and Y are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.|A| < 1
A COMMAND ERROR
Address A is not specified.|A| < 1
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0
I COMMAND ERROR Address I is not specified.I ≤ 0
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
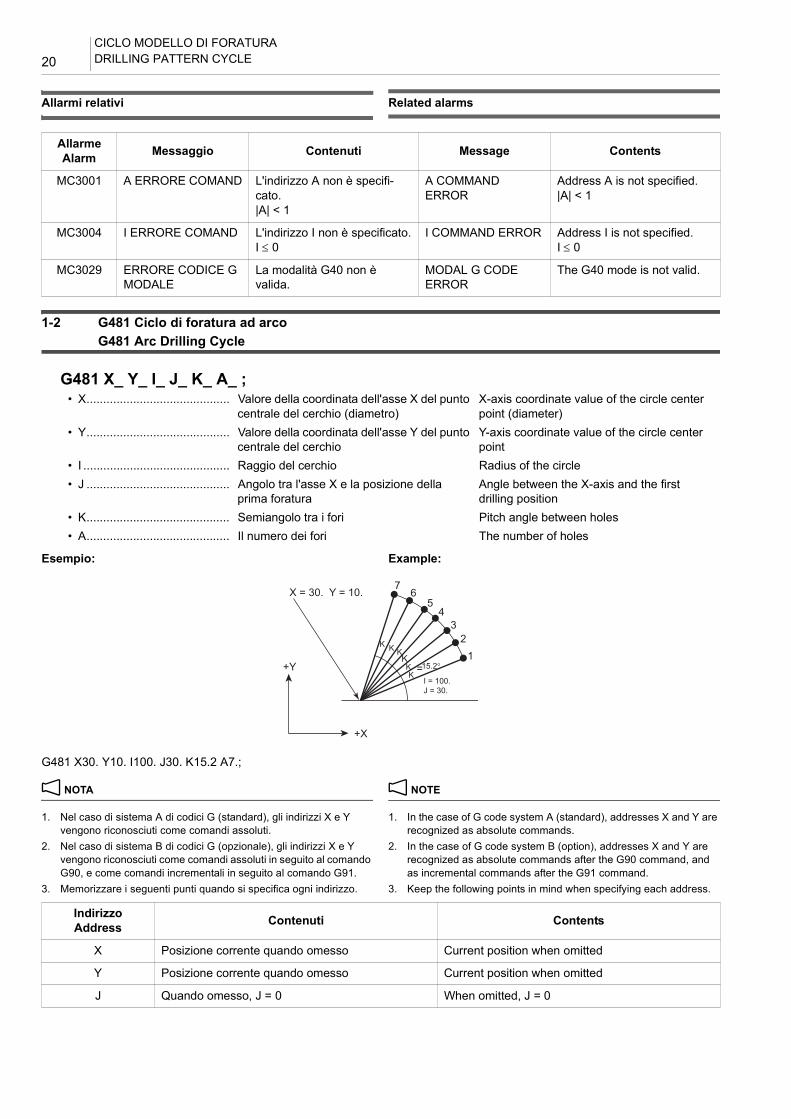
G481 X_ Y_ I_ J_ K_ A_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• I ............................................ Raggio del cerchio Radius of the circle• J ........................................... Angolo tra l'asse X e la posizione della
prima foraturaAngle between the X-axis and the first drilling position
• K........................................... Semiangolo tra i fori Pitch angle between holes• A........................................... Il numero dei fori The number of holes
G481 X30. Y10. I100. J30. K15.2 A7.;
K K KKKK
=15.2°
I = 100.J = 30.
76
54
32
1
+X
+Y
X = 30. Y = 10.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
J Quando omesso, J = 0 When omitted, J = 0
21CICLO MODELLO DI FORATURA
DRILLING PATTERN CYCLE
Allarmi relativi Related alarms
1-3 G482 Ciclo di foratura linea ad angoloG482 Line-at-angle Drilling Cycle
Esempio: Example:
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X e Y vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X and Y are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X e Y vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X and Y are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A < 1
A COMMAND ERROR
Address A is not specified.A < 1
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0
I COMMAND ERROR Address I is not specified.I ≤ 0
MC3006 K ERRORE COMAND Quando A ≠ 1, l'indirizzo K non è specificato.Quando A ≠ 1, K = 0Quando A ≠ 1, (A − 1) × K ≥ 360
K COMMAND ERROR
When A ≠ 1, address K is not specified.When A ≠ 1, K = 0When A ≠ 1, (A − 1) × K ≥ 360
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
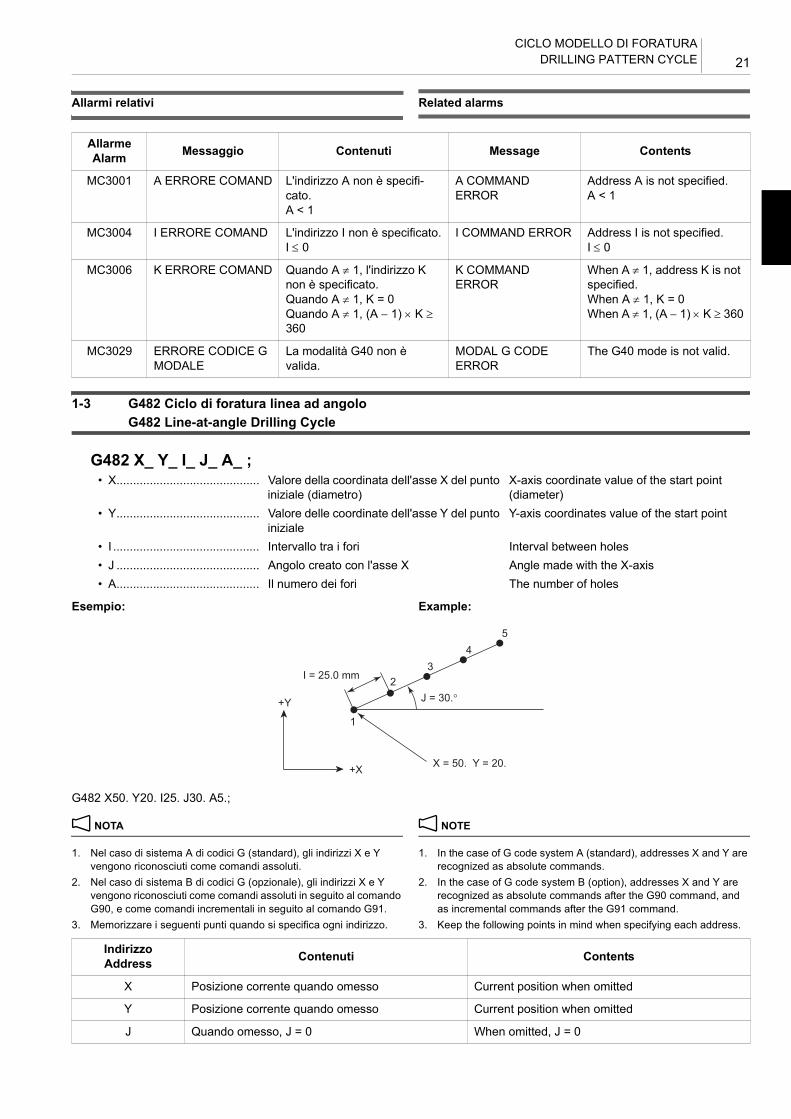
G482 X_ Y_ I_ J_ A_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale (diametro)X-axis coordinate value of the start point (diameter)
• Y........................................... Valore delle coordinate dell'asse Y del punto iniziale
Y-axis coordinates value of the start point
• I ............................................ Intervallo tra i fori Interval between holes• J ........................................... Angolo creato con l'asse X Angle made with the X-axis• A........................................... Il numero dei fori The number of holes
G482 X50. Y20. I25. J30. A5.;
I = 25.0 mm
J = 30.°
1
23
45
+X
+Y
X = 50. Y = 20.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
J Quando omesso, J = 0 When omitted, J = 0
CICLO MODELLO DI FORATURADRILLING PATTERN CYCLE22
Allarmi relativi Related alarms
1-4 G483 Ciclo di foratura a grigliaG483 Grid Drilling Cycle
Esempio: Example:
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X e Y vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X and Y are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X e Y vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X and Y are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A < 1
A COMMAND ERROR
Address A is not specified.A < 1
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.Quando A ≠ 1, I = 0
I COMMAND ERROR Address I is not specified.When A ≠ 1, I = 0
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
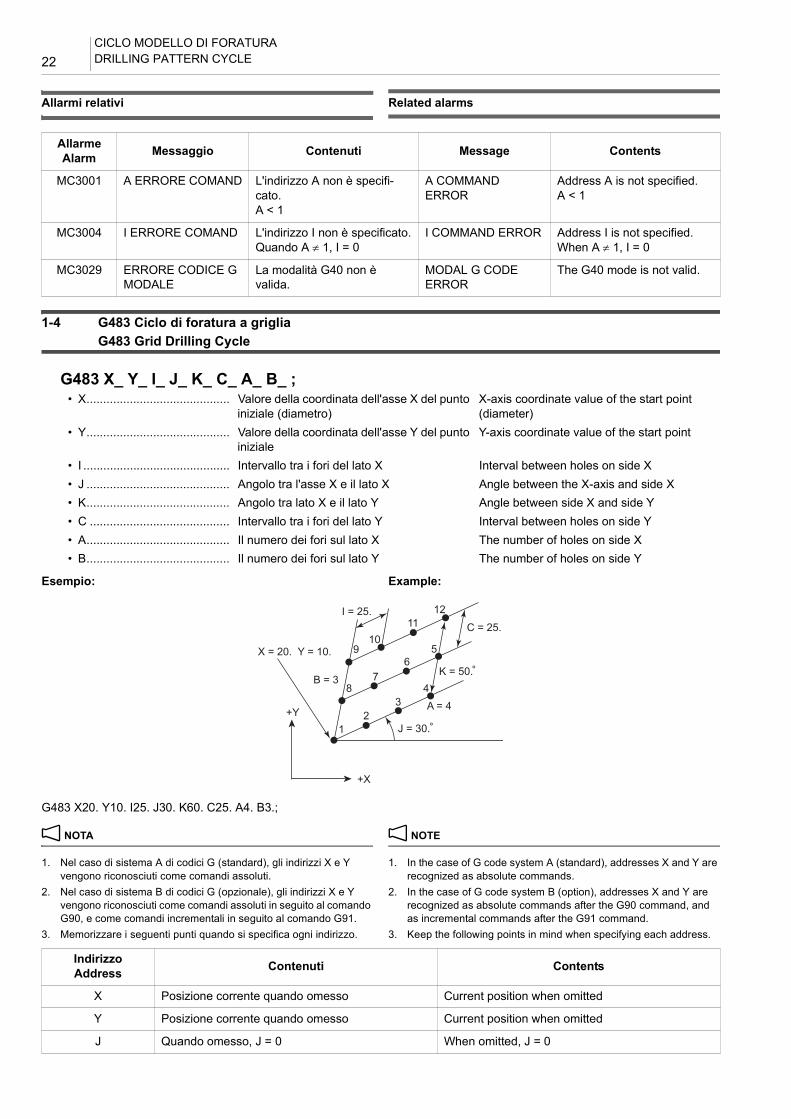
G483 X_ Y_ I_ J_ K_ C_ A_ B_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale (diametro)X-axis coordinate value of the start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale
Y-axis coordinate value of the start point
• I ............................................ Intervallo tra i fori del lato X Interval between holes on side X• J ........................................... Angolo tra l'asse X e il lato X Angle between the X-axis and side X• K........................................... Angolo tra lato X e il lato Y Angle between side X and side Y• C .......................................... Intervallo tra i fori del lato Y Interval between holes on side Y• A........................................... Il numero dei fori sul lato X The number of holes on side X• B........................................... Il numero dei fori sul lato Y The number of holes on side Y
G483 X20. Y10. I25. J30. K60. C25. A4. B3.;
B = 3
I = 25.C = 25.
J = 30.
K = 50.
A = 4
+X
+Y
X = 20. Y = 10.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
J Quando omesso, J = 0 When omitted, J = 0
23CICLO MODELLO DI FORATURA
DRILLING PATTERN CYCLE
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A < 1
A COMMAND ERROR
Address A is not specified.A < 1
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.B < 1
B COMMAND ERROR
Address B is not specified.B < 1
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C = 0
C COMMAND ERROR
Address C is not specified.C = 0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.
K COMMAND ERROR
Address K is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE24
2 CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE
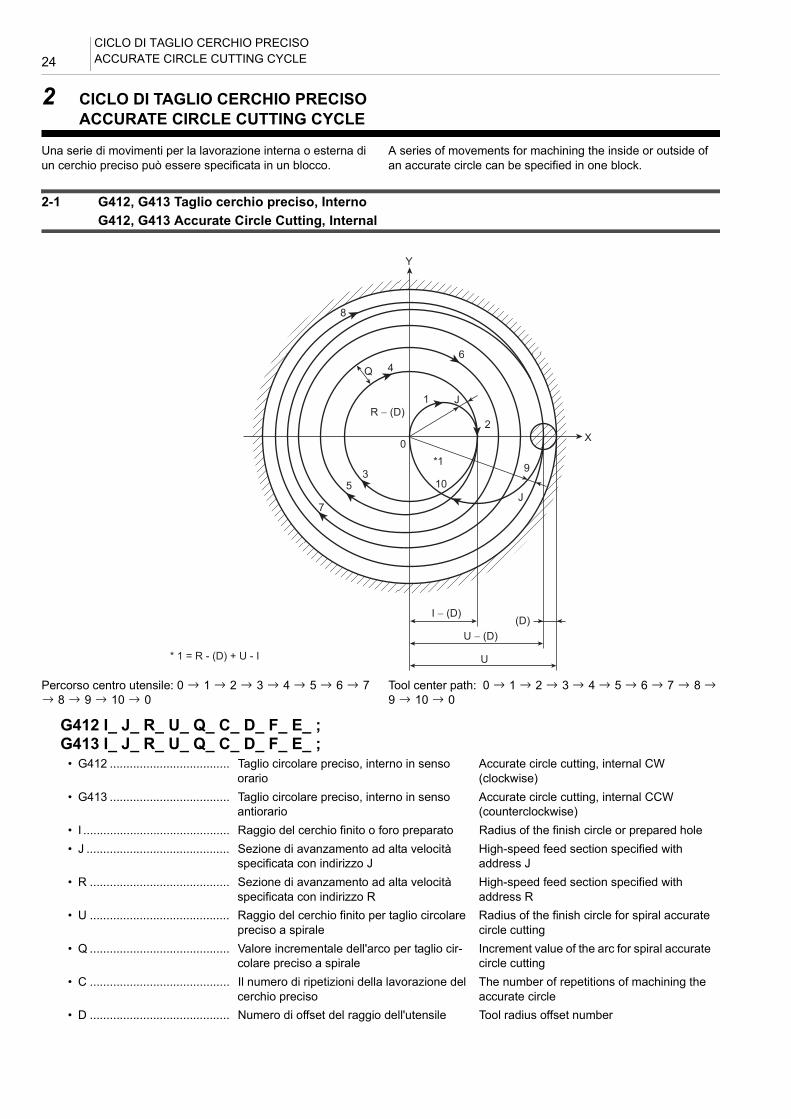
Una serie di movimenti per la lavorazione interna o esterna di un cerchio preciso può essere specificata in un blocco.
A series of movements for machining the inside or outside of an accurate circle can be specified in one block.
2-1 G412, G413 Taglio cerchio preciso, InternoG412, G413 Accurate Circle Cutting, Internal
Percorso centro utensile: 0 D 1 D 2 D 3 D 4 D 5 D 6 D 7 D 8 D 9 D 10 D 0
Tool center path: 0 D 1 D 2 D 3 D 4 D 5 D 6 D 7 D 8 D 9 D 10 D 0
X
Y
Q
J
J
8
46
9 10
*1
R − (D)1
0
35
7
I − (D)(D)
U − (D)
U
2
* 1 = R - (D) + U - I
G412 I_ J_ R_ U_ Q_ C_ D_ F_ E_ ;G413 I_ J_ R_ U_ Q_ C_ D_ F_ E_ ;
• G412 .................................... Taglio circolare preciso, interno in senso orario
Accurate circle cutting, internal CW (clockwise)
• G413 .................................... Taglio circolare preciso, interno in senso antiorario
Accurate circle cutting, internal CCW (counterclockwise)
• I ............................................ Raggio del cerchio finito o foro preparato Radius of the finish circle or prepared hole• J ........................................... Sezione di avanzamento ad alta velocità
specificata con indirizzo JHigh-speed feed section specified with address J
• R .......................................... Sezione di avanzamento ad alta velocità specificata con indirizzo R
High-speed feed section specified with address R
• U .......................................... Raggio del cerchio finito per taglio circolare preciso a spirale
Radius of the finish circle for spiral accurate circle cutting
• Q .......................................... Valore incrementale dell'arco per taglio cir-colare preciso a spirale
Increment value of the arc for spiral accurate circle cutting
• C .......................................... Il numero di ripetizioni della lavorazione del cerchio preciso
The number of repetitions of machining the accurate circle
• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number
25CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE
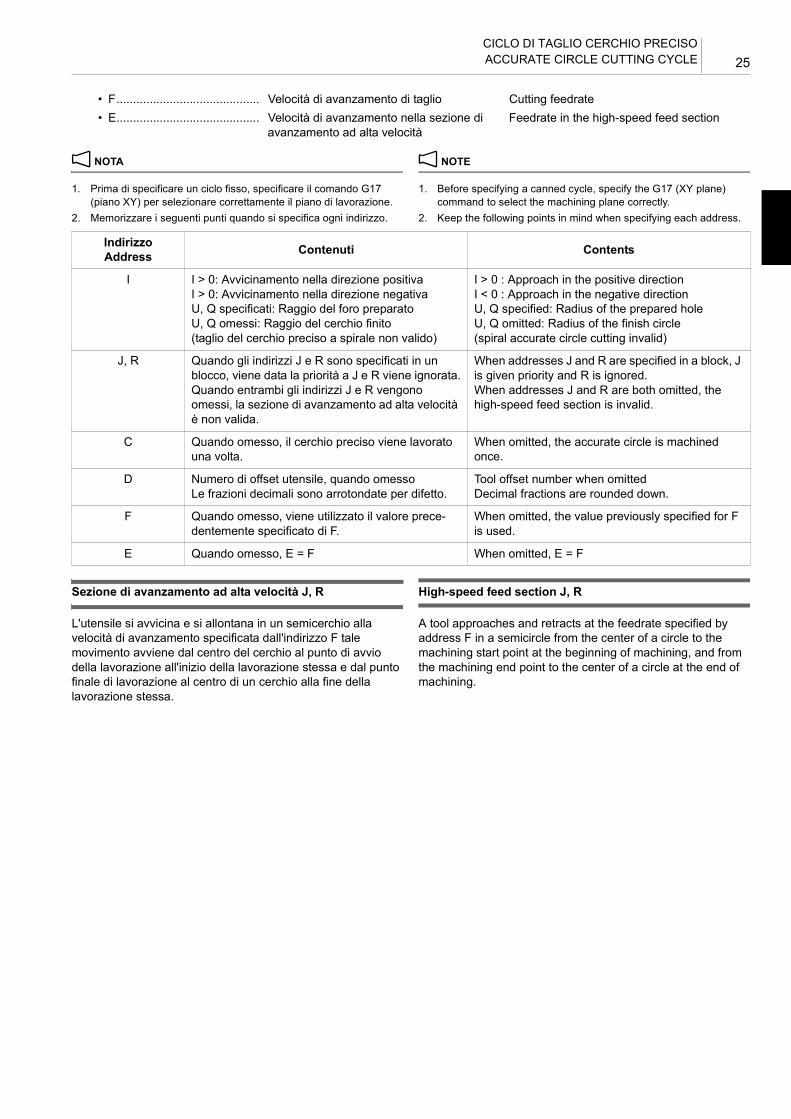
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
Sezione di avanzamento ad alta velocità J, R High-speed feed section J, R
L'utensile si avvicina e si allontana in un semicerchio alla velocità di avanzamento specificata dall'indirizzo F tale movimento avviene dal centro del cerchio al punto di avvio della lavorazione all'inizio della lavorazione stessa e dal punto finale di lavorazione al centro di un cerchio alla fine della lavorazione stessa.
A tool approaches and retracts at the feedrate specified by address F in a semicircle from the center of a circle to the machining start point at the beginning of machining, and from the machining end point to the center of a circle at the end of machining.
• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in the high-speed feed section
IndirizzoAddress Contenuti Contents
I I > 0: Avvicinamento nella direzione positivaI > 0: Avvicinamento nella direzione negativaU, Q specificati: Raggio del foro preparatoU, Q omessi: Raggio del cerchio finito (taglio del cerchio preciso a spirale non valido)
I > 0 : Approach in the positive directionI < 0 : Approach in the negative directionU, Q specified: Radius of the prepared holeU, Q omitted: Radius of the finish circle (spiral accurate circle cutting invalid)
J, R Quando gli indirizzi J e R sono specificati in un blocco, viene data la priorità a J e R viene ignorata.Quando entrambi gli indirizzi J e R vengono omessi, la sezione di avanzamento ad alta velocità è non valida.
When addresses J and R are specified in a block, J is given priority and R is ignored.When addresses J and R are both omitted, the high-speed feed section is invalid.
C Quando omesso, il cerchio preciso viene lavorato una volta.
When omitted, the accurate circle is machined once.
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F

CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE26
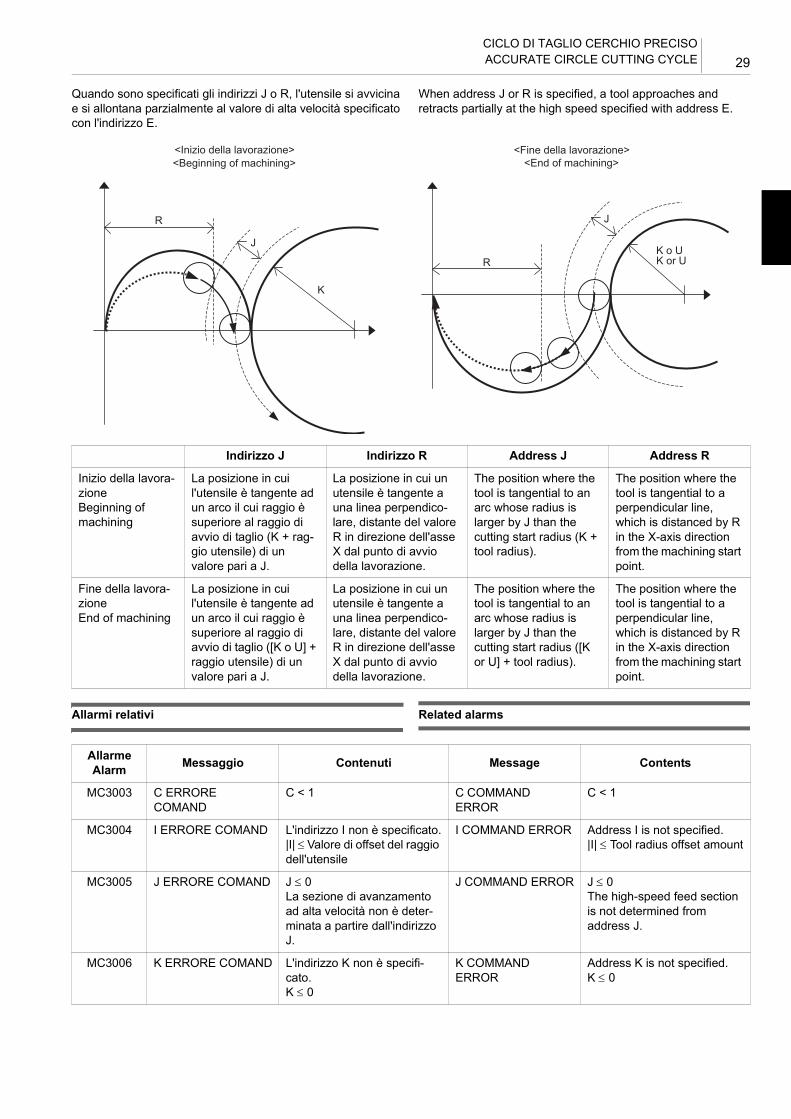
Quando sono specificati gli indirizzi J o R, l'utensile si avvicina e si allontana parzialmente al valore di alta velocità specificato con l'indirizzo E.
When address J or R is specified, a tool approaches and retracts partially at the high speed specified with address E.
Allarmi relativi Related alarms
Indirizzo J Indirizzo R Address J Address R
Inizio della lavora-zioneBeginning of machining
La posizione in cui l'utensile è tangente ad un arco il cui raggio è inferiore al raggio di avvio di taglio (I) di un valore pari a J.
La posizione in cui l'utensile è tangente a un arco con raggio R. (R' = R)
The position where the tool is tangential to an arc whose radius is smaller by J than the cutting start radius (I).
The position where the tool is tangential to an arc with radius R. (R' = R)
Fine della lavora-zioneEnd of machining
La posizione in cui l'utensile è tangente ad un arco il cui raggio è inferiore al raggio di taglio finale (I o U) di un valore pari a J.
• Per la lavorazione a spirale, R' = U − (I − R)
• Per lavorazioni diverse da quella a spirale, R' = R
The position where the tool is tangential to an arc whose radius is smaller by J than the cutting end radius (I or U).
• For spiral machining, R' = U − (I − R)
• For other than spiral machining, R' = R
J
R
I
R
J
<Beginning of machining> <End of machining>
I or U
<Inizio della lavorazione> <Fine della lavorazione>
I o U
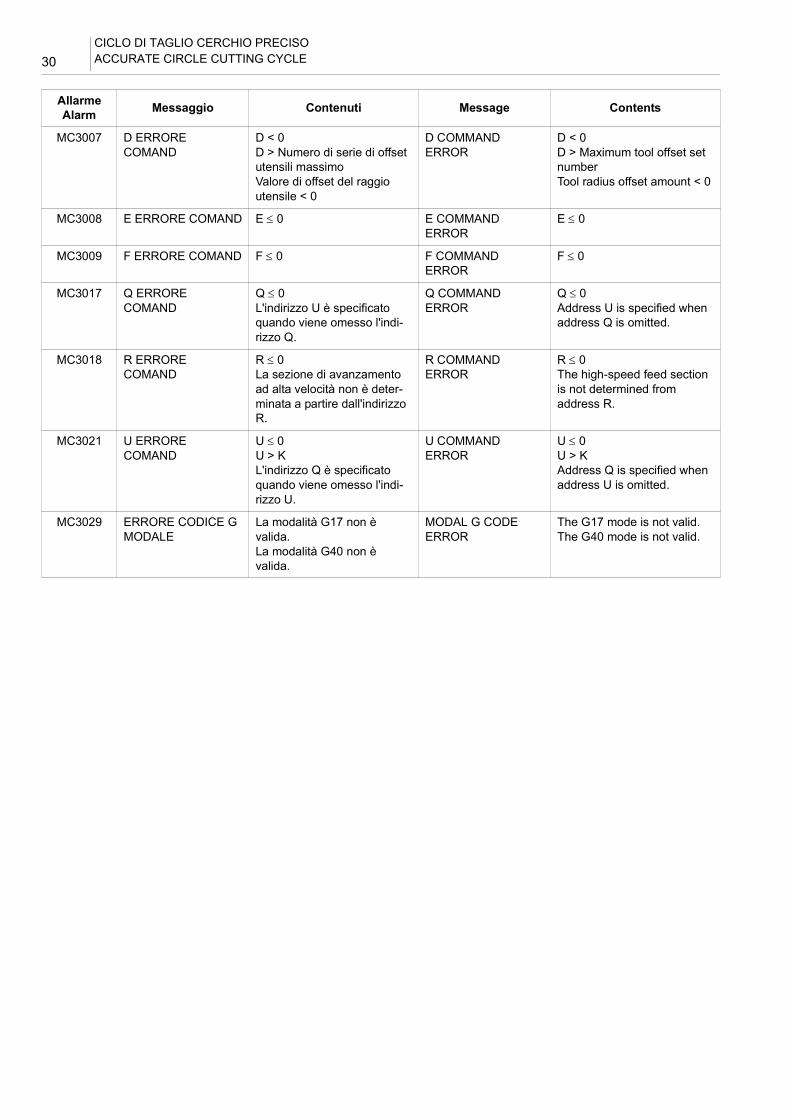
AllarmeAlarm Messaggio Contenuti Message Contents
MC3003 C ERRORE COMAND
C < 1 C COMMAND ERROR
C < 1
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.|I| ≤ Valore di offset del raggio dell'utensile
I COMMAND ERROR Address I is not specified.|I| ≤ Tool radius offset amount
MC3005 J ERRORE COMAND J ≤ 0La sezione di avanzamento ad alta velocità non è deter-minata a partire dall'indirizzo J.
J COMMAND ERROR J ≤ 0The high-speed feed section is not determined from address J.
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0

27CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE
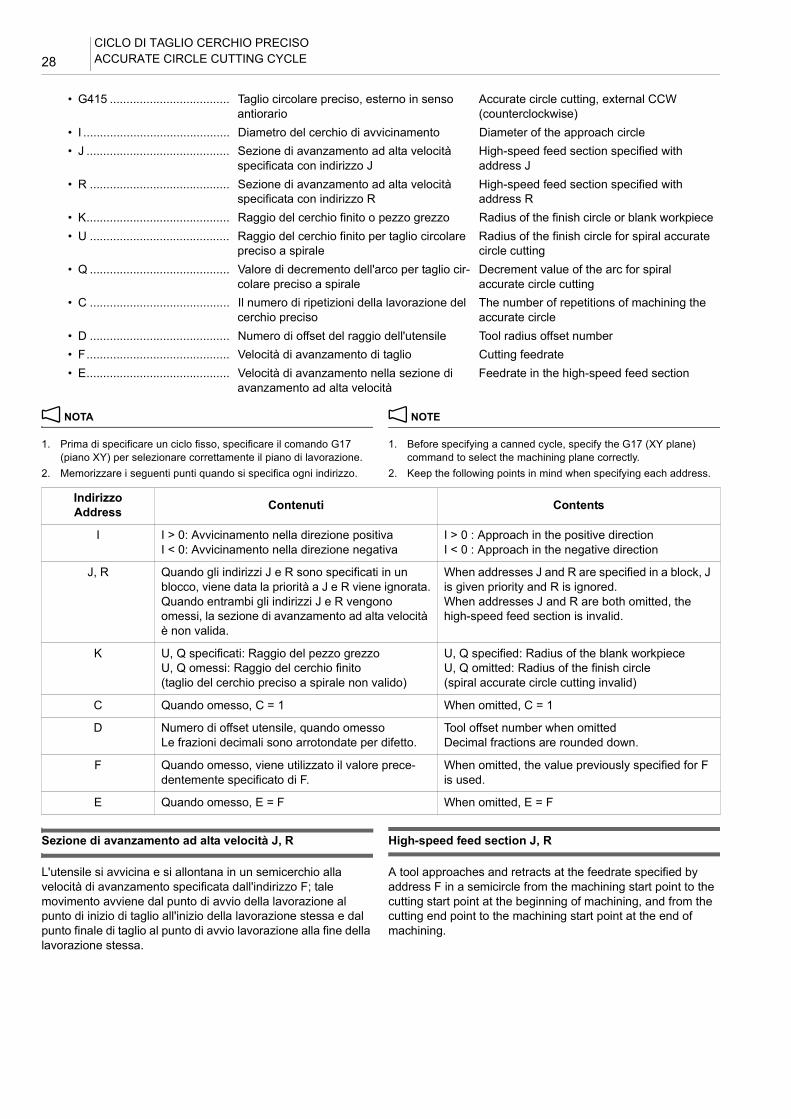
2-2 G414, G415 Taglio cerchio preciso, EsternoG414, G415 Accurate Circle Cutting, External
Percorso centro utensile: 0 D 1 D 2 D 3 D 4 D 5 D 6 D 7 D 8 D 9 D 10 D 0
Tool center path: 0 D 1 D 2 D 3 D 4 D 5 D 6 D 7 D 8 D 9 D 10 D 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
Q ≤ 0L'indirizzo U è specificato quando viene omesso l'indi-rizzo Q.
Q COMMAND ERROR
Q ≤ 0Address U is specified when address Q is omitted.
MC3018 R ERRORE COMAND
R ≤ 0La sezione di avanzamento ad alta velocità non è deter-minata a partire dall'indirizzo R.
R COMMAND ERROR
R ≤ 0The high-speed feed section is not determined from address R.
MC3021 U ERRORE COMAND
U ≤ 0U ≤ |I|L'indirizzo Q è specificato quando viene omesso l'indi-rizzo U.
U COMMAND ERROR
U ≤ 0U ≤ |I|Address Q is specified when address U is omitted.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
X
Y
8
4
6
9 10
1
0
3
5
7
2
R − (D)
(D)U
U + (D)
I − (D) K + (D)
I + K
G414 I_ J_ R_ K_ U_ Q_ C_ D_ F_ E_ ;G415 I_ J_ R_ K_ U_ Q_ C_ D_ F_ E_ ;
• G414 .................................... Taglio circolare preciso, esterno in senso orario
Accurate circle cutting, external CW (clockwise)
CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE28
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
Sezione di avanzamento ad alta velocità J, R High-speed feed section J, R
L'utensile si avvicina e si allontana in un semicerchio alla velocità di avanzamento specificata dall'indirizzo F; tale movimento avviene dal punto di avvio della lavorazione al punto di inizio di taglio all'inizio della lavorazione stessa e dal punto finale di taglio al punto di avvio lavorazione alla fine della lavorazione stessa.
A tool approaches and retracts at the feedrate specified by address F in a semicircle from the machining start point to the cutting start point at the beginning of machining, and from the cutting end point to the machining start point at the end of machining.
• G415 .................................... Taglio circolare preciso, esterno in senso antiorario
Accurate circle cutting, external CCW (counterclockwise)
• I ............................................ Diametro del cerchio di avvicinamento Diameter of the approach circle• J ........................................... Sezione di avanzamento ad alta velocità
specificata con indirizzo JHigh-speed feed section specified with address J
• R .......................................... Sezione di avanzamento ad alta velocità specificata con indirizzo R
High-speed feed section specified with address R
• K........................................... Raggio del cerchio finito o pezzo grezzo Radius of the finish circle or blank workpiece• U .......................................... Raggio del cerchio finito per taglio circolare
preciso a spiraleRadius of the finish circle for spiral accurate circle cutting
• Q .......................................... Valore di decremento dell'arco per taglio cir-colare preciso a spirale
Decrement value of the arc for spiral accurate circle cutting
• C .......................................... Il numero di ripetizioni della lavorazione del cerchio preciso
The number of repetitions of machining the accurate circle
• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in the high-speed feed section
IndirizzoAddress Contenuti Contents
I I > 0: Avvicinamento nella direzione positivaI < 0: Avvicinamento nella direzione negativa
I > 0 : Approach in the positive directionI < 0 : Approach in the negative direction
J, R Quando gli indirizzi J e R sono specificati in un blocco, viene data la priorità a J e R viene ignorata.Quando entrambi gli indirizzi J e R vengono omessi, la sezione di avanzamento ad alta velocità è non valida.
When addresses J and R are specified in a block, J is given priority and R is ignored.When addresses J and R are both omitted, the high-speed feed section is invalid.
K U, Q specificati: Raggio del pezzo grezzoU, Q omessi: Raggio del cerchio finito (taglio del cerchio preciso a spirale non valido)
U, Q specified: Radius of the blank workpieceU, Q omitted: Radius of the finish circle (spiral accurate circle cutting invalid)
C Quando omesso, C = 1 When omitted, C = 1
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
29CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE
Quando sono specificati gli indirizzi J o R, l'utensile si avvicina e si allontana parzialmente al valore di alta velocità specificato con l'indirizzo E.
When address J or R is specified, a tool approaches and retracts partially at the high speed specified with address E.
Allarmi relativi Related alarms
Indirizzo J Indirizzo R Address J Address R
Inizio della lavora-zioneBeginning of machining
La posizione in cui l'utensile è tangente ad un arco il cui raggio è superiore al raggio di avvio di taglio (K + rag-gio utensile) di un valore pari a J.
La posizione in cui un utensile è tangente a una linea perpendico-lare, distante del valore R in direzione dell'asse X dal punto di avvio della lavorazione.
The position where the tool is tangential to an arc whose radius is larger by J than the cutting start radius (K + tool radius).
The position where the tool is tangential to a perpendicular line, which is distanced by R in the X-axis direction from the machining start point.
Fine della lavora-zioneEnd of machining
La posizione in cui l'utensile è tangente ad un arco il cui raggio è superiore al raggio di avvio di taglio ([K o U] + raggio utensile) di un valore pari a J.
La posizione in cui un utensile è tangente a una linea perpendico-lare, distante del valore R in direzione dell'asse X dal punto di avvio della lavorazione.
The position where the tool is tangential to an arc whose radius is larger by J than the cutting start radius ([K or U] + tool radius).
The position where the tool is tangential to a perpendicular line, which is distanced by R in the X-axis direction from the machining start point.
J
R
K
J
R
<Beginning of machining> <End of machining>
K or UK o U
<Inizio della lavorazione> <Fine della lavorazione>
AllarmeAlarm Messaggio Contenuti Message Contents
MC3003 C ERRORE COMAND
C < 1 C COMMAND ERROR
C < 1
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.|I| ≤ Valore di offset del raggio dell'utensile
I COMMAND ERROR Address I is not specified.|I| ≤ Tool radius offset amount
MC3005 J ERRORE COMAND J ≤ 0La sezione di avanzamento ad alta velocità non è deter-minata a partire dall'indirizzo J.
J COMMAND ERROR J ≤ 0The high-speed feed section is not determined from address J.
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE30
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
Q ≤ 0L'indirizzo U è specificato quando viene omesso l'indi-rizzo Q.
Q COMMAND ERROR
Q ≤ 0Address U is specified when address Q is omitted.
MC3018 R ERRORE COMAND
R ≤ 0La sezione di avanzamento ad alta velocità non è deter-minata a partire dall'indirizzo R.
R COMMAND ERROR
R ≤ 0The high-speed feed section is not determined from address R.
MC3021 U ERRORE COMAND
U ≤ 0U > KL'indirizzo Q è specificato quando viene omesso l'indi-rizzo U.
U COMMAND ERROR
U ≤ 0U > KAddress Q is specified when address U is omitted.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
31CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE
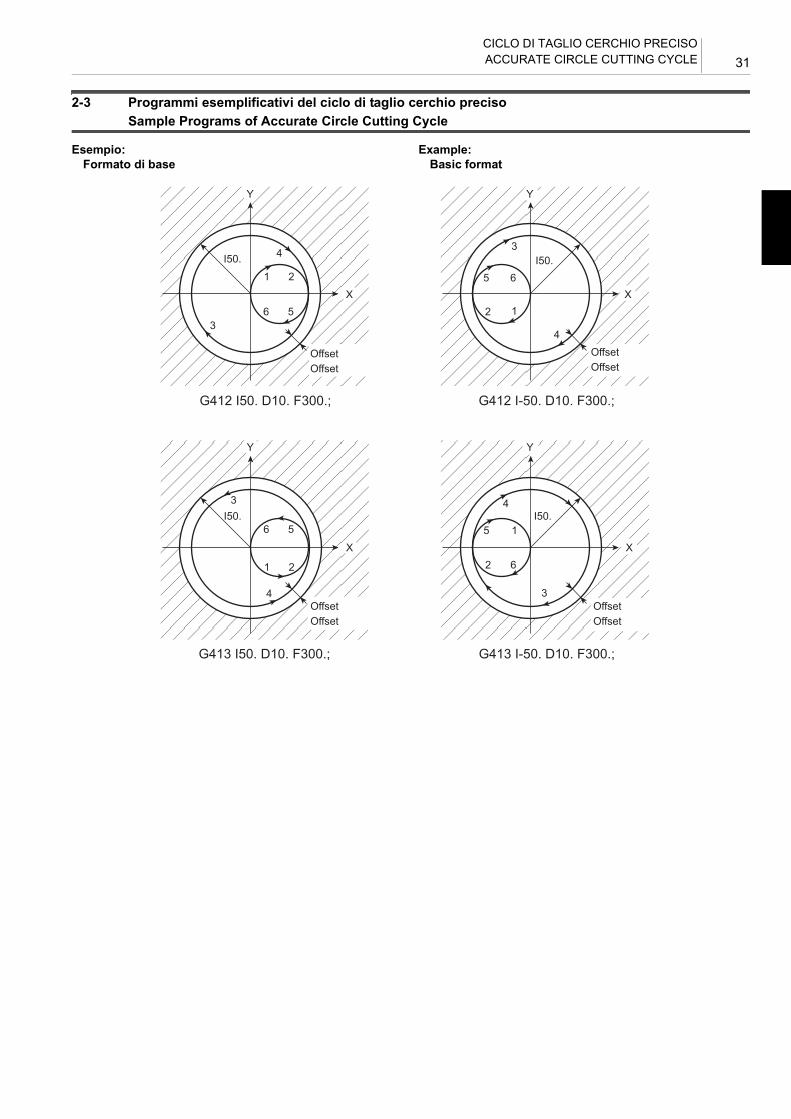
2-3 Programmi esemplificativi del ciclo di taglio cerchio precisoSample Programs of Accurate Circle Cutting Cycle
Esempio: Example:Formato di base Basic format
3
3
1
1 2 2
556
6
4
4I50. I50.
Y
X
Y
X
G413 I50. D10. F300.; G413 I-50. D10. F300.;
3
3
1
1
2
25
5
6
6
4
4
I50. I50.
Y Y
X X
G412 I50. D10. F300.; G412 I-50. D10. F300.;
Offset Offset
Offset Offset
Offset Offset
Offset Offset
CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE32
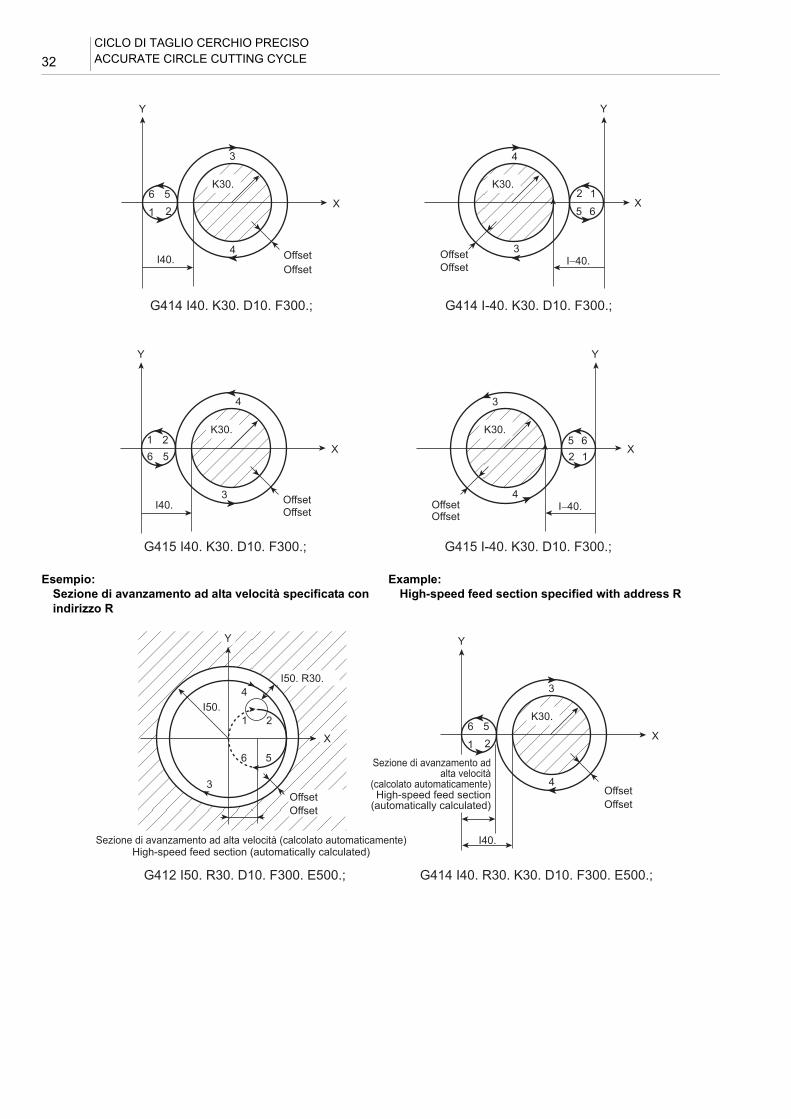
Esempio: Example:Sezione di avanzamento ad alta velocità specificata con indirizzo R
High-speed feed section specified with address R
3
3
1
12
255
66
4
4
Y
X
I40. I−40.
K30. K30.
Y
X
3
3
1255
66
4
4
Y
X
Y
X
I40. I−40.
K30. K30.1 2
G415 I40. K30. D10. F300.; G415 I-40. K30. D10. F300.;
G414 I40. K30. D10. F300.; G414 I-40. K30. D10. F300.;
Offset Offset
Offset Offset
Offset Offset
Offset Offset
3
1 2
56
4I50.
Y
X
3
1 256
4
Y
X
I40.
K30.
I50. R30.
G412 I50. R30. D10. F300. E500.; G414 I40. R30. K30. D10. F300. E500.;
OffsetHigh-speed feed section
(automatically calculated)
High-speed feed section (automatically calculated)
Offset
Offset
Sezione di avanzamento ad alta velocità
(calcolato automaticamente)
Sezione di avanzamento ad alta velocità (calcolato automaticamente)
Offset

33CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE
Esempio: Example:Sezione di avanzamento ad alta velocità specificata con indirizzo J
High-speed feed section specified with address J
Esempio: Example:Cerchi precisi ripetuti (C) Repeated accurate circles (C)
Il cerchio finito è ripetuto due volte. The finish circle is repeated twice.
2 NOTA 2 NOTE
Nel taglio del cerchio preciso a spirale, il circolo di finitura finale viene ripetuto.
In spiral accurate circle cutting, the final finish circle is repeated.
Y
X
3
2
56
4
I50.
Y
X1
K30.
G412 I50. J5. D10. F300. E500.; G414 I40. J5. K30. D10. F300. E500.;J: J:
Offset
High-speed feed section (automatically calculated)
Offset
High-speed feed section (automatically calculated)
Clearance in the high-speed feed section Clearance in the high-speed feed section
Offset
Sezione di avanzamento ad alta velocità (calcolato automaticamente)
Offset
Sezione di avanzamento ad alta velocità (calcolato automaticamente)
Gioco nella sezione di avanzamento ad alta velocità Gioco nella sezione di avanzamento ad alta velocità
3
1 2
56
4I50.
Y
X
G412 I50. C2. D10. F300.;
OffsetOffset
CICLO DI TAGLIO CERCHIO PRECISOACCURATE CIRCLE CUTTING CYCLE34
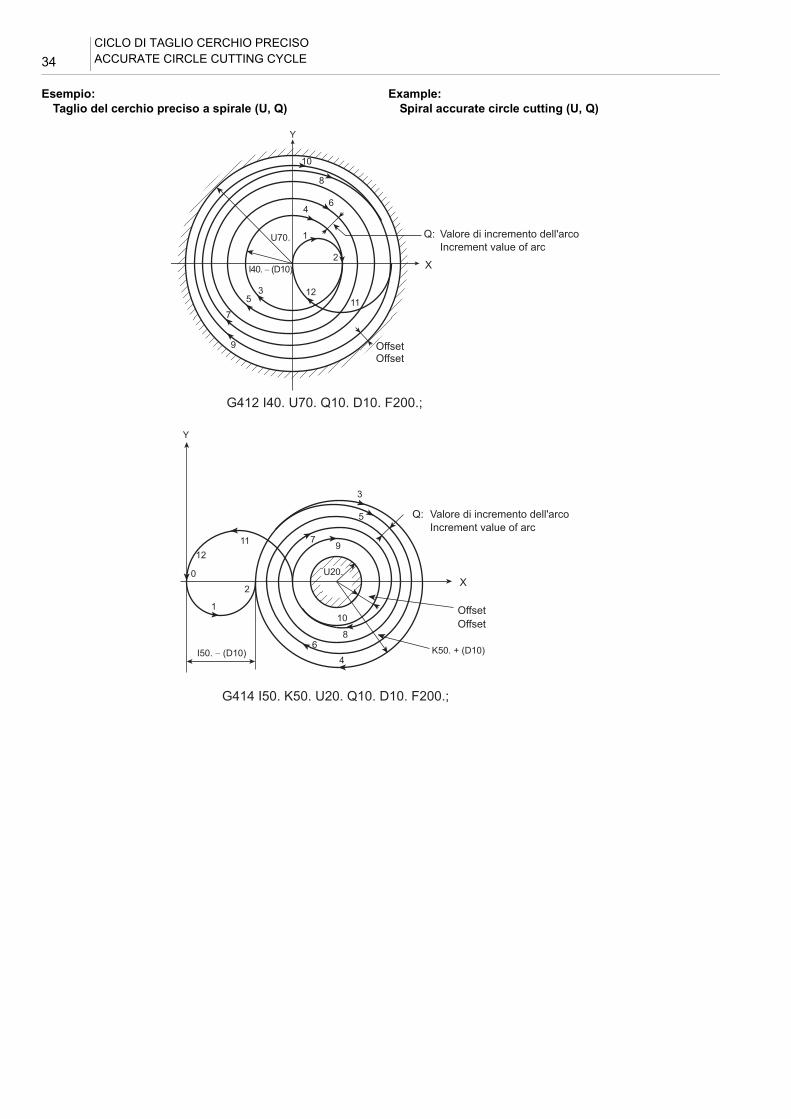
Esempio: Example:Taglio del cerchio preciso a spirale (U, Q) Spiral accurate circle cutting (U, Q)
Y
8
46
9
10
1
35
7
2
1211
I40. − (D10)
U70.
G412 I40. U70. Q10. D10. F200.;
X
Q:
Offset
Increment value of arc
Offset
Valore di incremento dell'arco
Y
8
4
6
9
101
0
3
5
7
2
1211
U20.
I50. − (D10) K50. + (D10)
G414 I50. K50. U20. Q10. D10. F200.;
X
Q:
Offset
Increment value of arc
Offset
Valore di incremento dell'arco
35CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
3 CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE
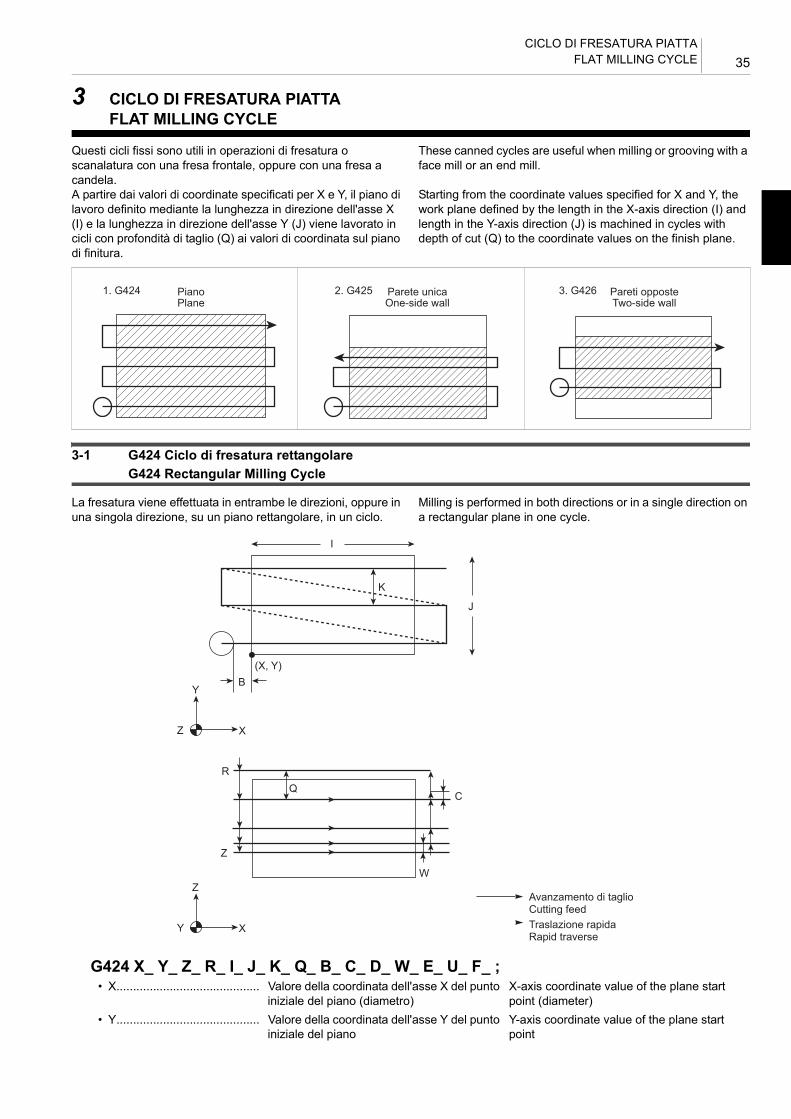
Questi cicli fissi sono utili in operazioni di fresatura o scanalatura con una fresa frontale, oppure con una fresa a candela.
These canned cycles are useful when milling or grooving with a face mill or an end mill.
A partire dai valori di coordinate specificati per X e Y, il piano di lavoro definito mediante la lunghezza in direzione dell'asse X (I) e la lunghezza in direzione dell'asse Y (J) viene lavorato in cicli con profondità di taglio (Q) ai valori di coordinata sul piano di finitura.
Starting from the coordinate values specified for X and Y, the work plane defined by the length in the X-axis direction (I) and length in the Y-axis direction (J) is machined in cycles with depth of cut (Q) to the coordinate values on the finish plane.
3-1 G424 Ciclo di fresatura rettangolareG424 Rectangular Milling Cycle
La fresatura viene effettuata in entrambe le direzioni, oppure in una singola direzione, su un piano rettangolare, in un ciclo.
Milling is performed in both directions or in a single direction on a rectangular plane in one cycle.
1. G424PlanePiano 2. G425
One-side wallParete unica 3. G426
Two-side wallPareti opposte
G424 X_ Y_ Z_ R_ I_ J_ K_ Q_ B_ C_ D_ W_ E_ U_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale del piano (diametro)X-axis coordinate value of the plane start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale del piano
Y-axis coordinate value of the plane start point
I
K
J
(X, Y)B
Y
XZ
Z
XY
RQ
Z
C
W
Cutting feed
Rapid traverse
Avanzamento di taglio
Traslazione rapida
CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE36
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
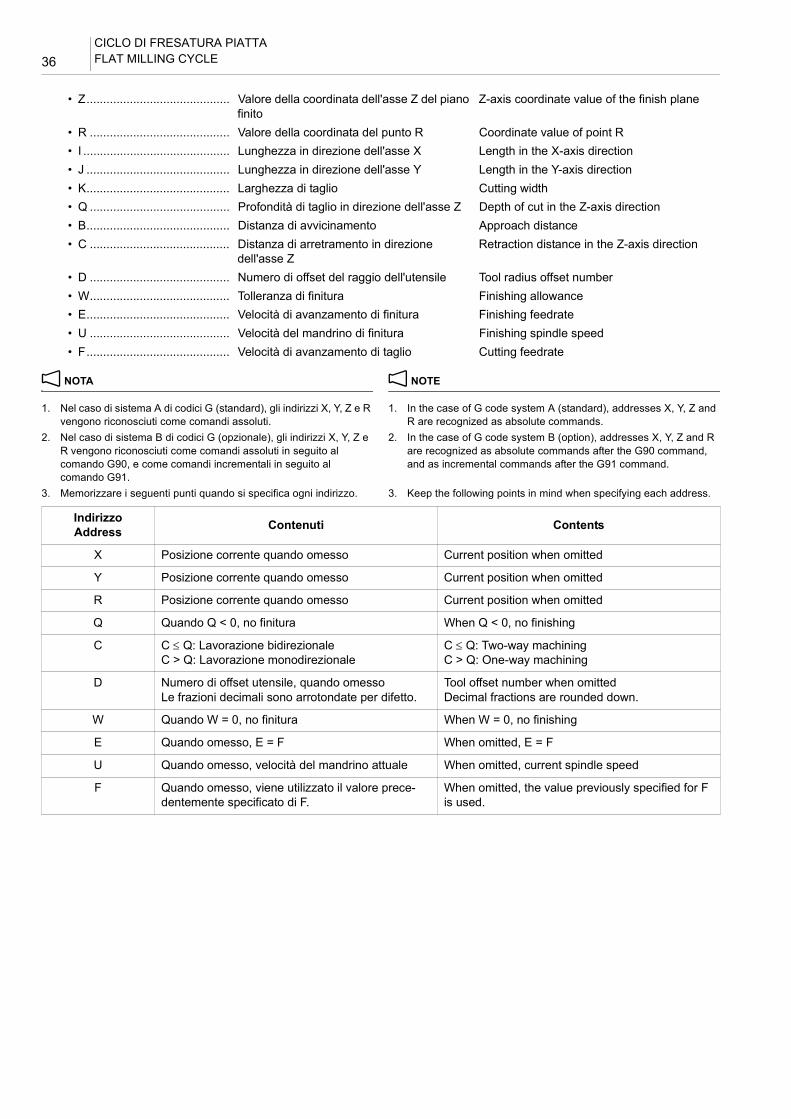
• Z........................................... Valore della coordinata dell'asse Z del piano finito
Z-axis coordinate value of the finish plane
• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza in direzione dell'asse X Length in the X-axis direction• J ........................................... Lunghezza in direzione dell'asse Y Length in the Y-axis direction• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• B........................................... Distanza di avvicinamento Approach distance• C .......................................... Distanza di arretramento in direzione
dell'asse ZRetraction distance in the Z-axis direction
• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
Q Quando Q < 0, no finitura When Q < 0, no finishing
C C ≤ Q: Lavorazione bidirezionaleC > Q: Lavorazione monodirezionale
C ≤ Q: Two-way machiningC > Q: One-way machining
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
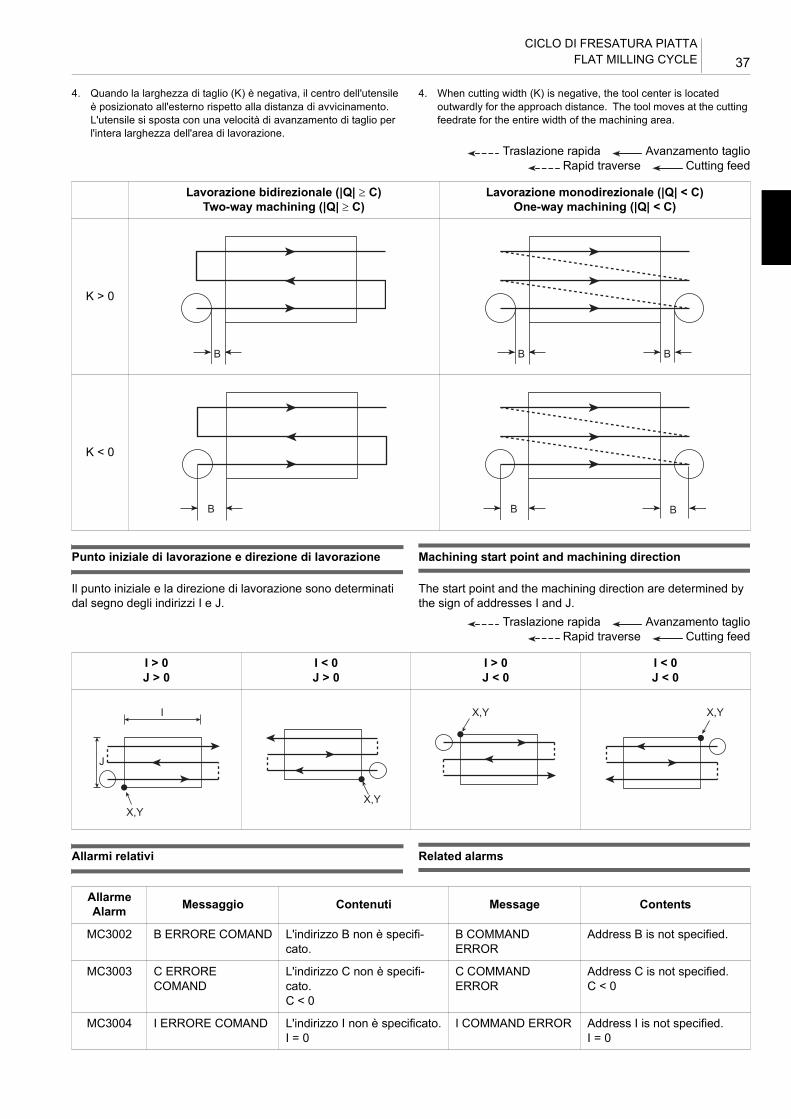
37CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
4. Quando la larghezza di taglio (K) è negativa, il centro dell'utensile è posizionato all'esterno rispetto alla distanza di avvicinamento. L'utensile si sposta con una velocità di avanzamento di taglio per l'intera larghezza dell'area di lavorazione.
4. When cutting width (K) is negative, the tool center is located outwardly for the approach distance. The tool moves at the cutting feedrate for the entire width of the machining area.
Punto iniziale di lavorazione e direzione di lavorazione Machining start point and machining direction
Il punto iniziale e la direzione di lavorazione sono determinati dal segno degli indirizzi I e J.
The start point and the machining direction are determined by the sign of addresses I and J.
Allarmi relativi Related alarms
Traslazione rapida Avanzamento taglio Rapid traverse Cutting feed
Lavorazione bidirezionale (|Q| ≥ C)Two-way machining (|Q| ≥ C)
Lavorazione monodirezionale (|Q| < C)One-way machining (|Q| < C)
K > 0
K < 0
B B B
B B B
Traslazione rapida Avanzamento taglio Rapid traverse Cutting feed
I > 0J > 0
I < 0J > 0
I > 0J < 0
I < 0J < 0
X,Y
J
I
X,Y
X,Y X,Y
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.
B COMMAND ERROR
Address B is not specified.
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0
C COMMAND ERROR
Address C is not specified.C < 0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0

CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE38
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0|K| > |J|
K COMMAND ERROR
Address K is not specified.K = 0|K| > |J|
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents

39CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
3-2 G425 Ciclo di fresatura rettangolare con parete unicaG425 Rectangular Milling Cycle with One-side Wall
La lavorazione multi-direzionale è possibile e il piano finale può essere specificato.
Multi-directional machining is possible and the final plane can be specified.
G425 X_ Y_ Z_ R_ I_ J_ K_ Q_ B_ C_ D_ W_ E_ U_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale del piano (diametro)X-axis coordinate value of the plane start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale del piano
Y-axis coordinate value of the plane start point
• Z........................................... Valore della coordinata dell'asse Z del piano finito
Z-axis coordinate value of the finish plane
• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza in direzione dell'asse X Length in the X-axis direction• J ........................................... Lunghezza in direzione dell'asse Y Length in the Y-axis direction• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• B........................................... Distanza di avvicinamento Approach distance• C .......................................... Direzione di lavorazione Machining direction• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• E........................................... Velocità di avanzamento di finitura Finishing feedrate
Y X
Z
Y
XZ
R
Q
Z
W
W
I
J
C2
C3
K
C1 (X,Y)C4
B
Cutting feed
Rapid traverse
Avanzamento di taglio
Traslazione rapida

CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE40
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
4. Quando la larghezza di taglio (K) è negativa, il centro dell'utensile è posizionato all'esterno rispetto alla distanza di avvicinamento. L'utensile si sposta con una velocità di avanzamento di taglio per l'intera larghezza dell'area di lavorazione.
4. When cutting width (K) is negative, the tool center is located outwardly for the approach distance. The tool moves at the cutting feedrate for the entire width of the machining area.
• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
Q Quando Q < 0, no finitura When Q < 0, no finishing
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
(X, Y)
B
K < 0
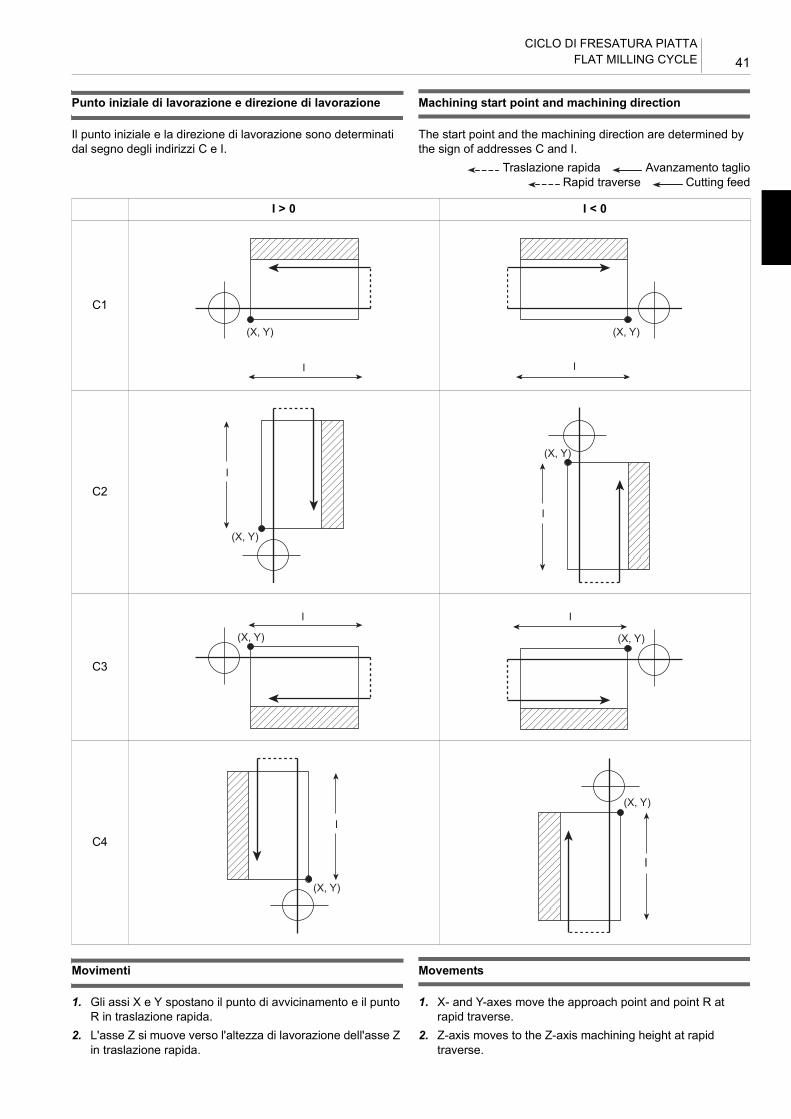
41CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
Punto iniziale di lavorazione e direzione di lavorazione Machining start point and machining direction
Il punto iniziale e la direzione di lavorazione sono determinati dal segno degli indirizzi C e I.
The start point and the machining direction are determined by the sign of addresses C and I.
Movimenti Movements
1. Gli assi X e Y spostano il punto di avvicinamento e il punto R in traslazione rapida.
1. X- and Y-axes move the approach point and point R at rapid traverse.
2. L'asse Z si muove verso l'altezza di lavorazione dell'asse Z in traslazione rapida.
2. Z-axis moves to the Z-axis machining height at rapid traverse.
Traslazione rapida Avanzamento taglio Rapid traverse Cutting feed
I > 0 I < 0
C1
C2
C3
C4
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
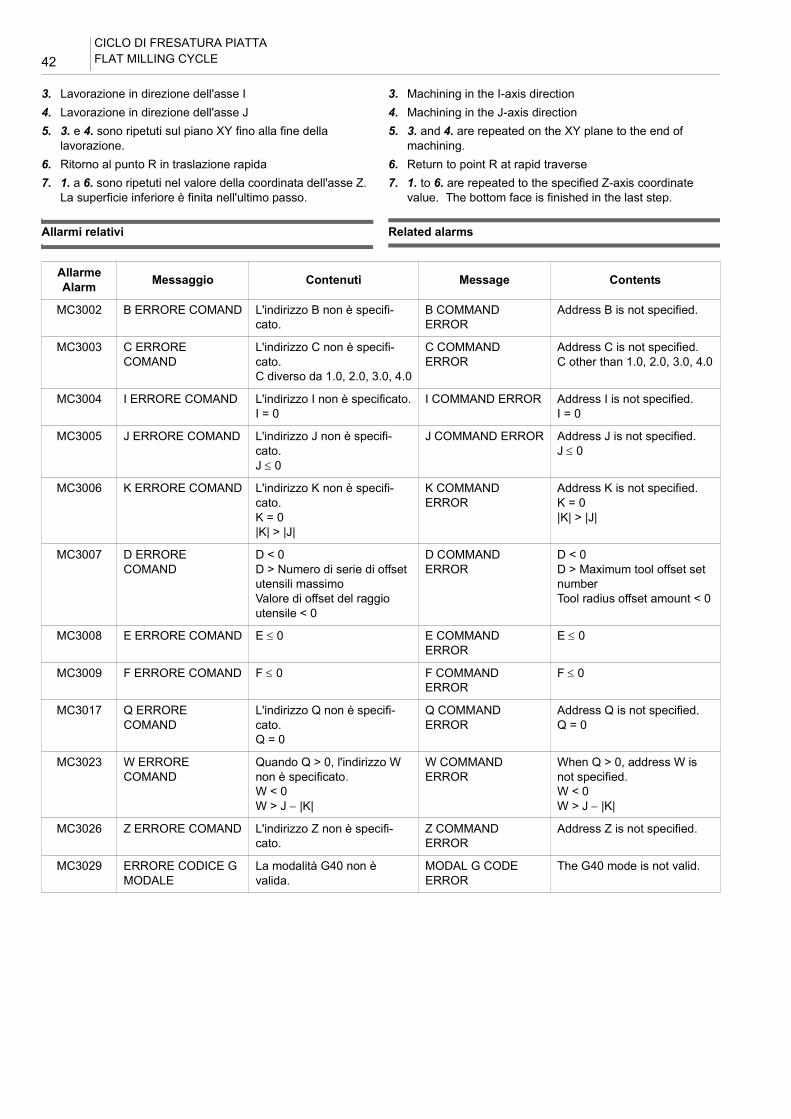
CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE42
3. Lavorazione in direzione dell'asse I 3. Machining in the I-axis direction4. Lavorazione in direzione dell'asse J 4. Machining in the J-axis direction5. 3. e 4. sono ripetuti sul piano XY fino alla fine della
lavorazione.5. 3. and 4. are repeated on the XY plane to the end of
machining.6. Ritorno al punto R in traslazione rapida 6. Return to point R at rapid traverse7. 1. a 6. sono ripetuti nel valore della coordinata dell'asse Z.
La superficie inferiore è finita nell'ultimo passo.7. 1. to 6. are repeated to the specified Z-axis coordinate
value. The bottom face is finished in the last step.
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.
B COMMAND ERROR
Address B is not specified.
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C diverso da 1.0, 2.0, 3.0, 4.0
C COMMAND ERROR
Address C is not specified.C other than 1.0, 2.0, 3.0, 4.0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J ≤ 0
J COMMAND ERROR Address J is not specified.J ≤ 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0|K| > |J|
K COMMAND ERROR
Address K is not specified.K = 0|K| > |J|
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3023 W ERRORE COMAND
Quando Q > 0, l'indirizzo W non è specificato.W < 0W > J − |K|
W COMMAND ERROR
When Q > 0, address W is not specified.W < 0W > J − |K|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
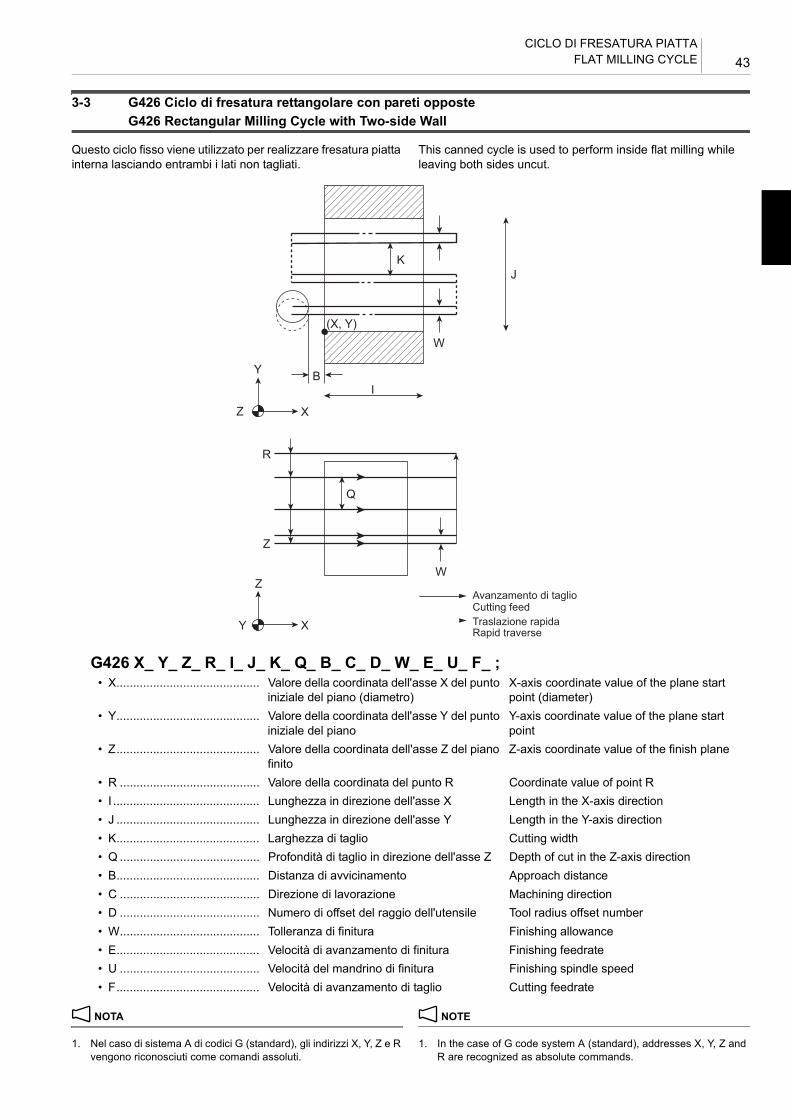
43CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
3-3 G426 Ciclo di fresatura rettangolare con pareti opposteG426 Rectangular Milling Cycle with Two-side Wall
Questo ciclo fisso viene utilizzato per realizzare fresatura piatta interna lasciando entrambi i lati non tagliati.
This canned cycle is used to perform inside flat milling while leaving both sides uncut.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
G426 X_ Y_ Z_ R_ I_ J_ K_ Q_ B_ C_ D_ W_ E_ U_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale del piano (diametro)X-axis coordinate value of the plane start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale del piano
Y-axis coordinate value of the plane start point
• Z........................................... Valore della coordinata dell'asse Z del piano finito
Z-axis coordinate value of the finish plane
• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza in direzione dell'asse X Length in the X-axis direction• J ........................................... Lunghezza in direzione dell'asse Y Length in the Y-axis direction• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• B........................................... Distanza di avvicinamento Approach distance• C .......................................... Direzione di lavorazione Machining direction• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate
BY
XZ
Y X
Z
Z
W
W
I
JK
(X, Y)
R
Q
Cutting feed
Rapid traverse
Avanzamento di taglio
Traslazione rapida
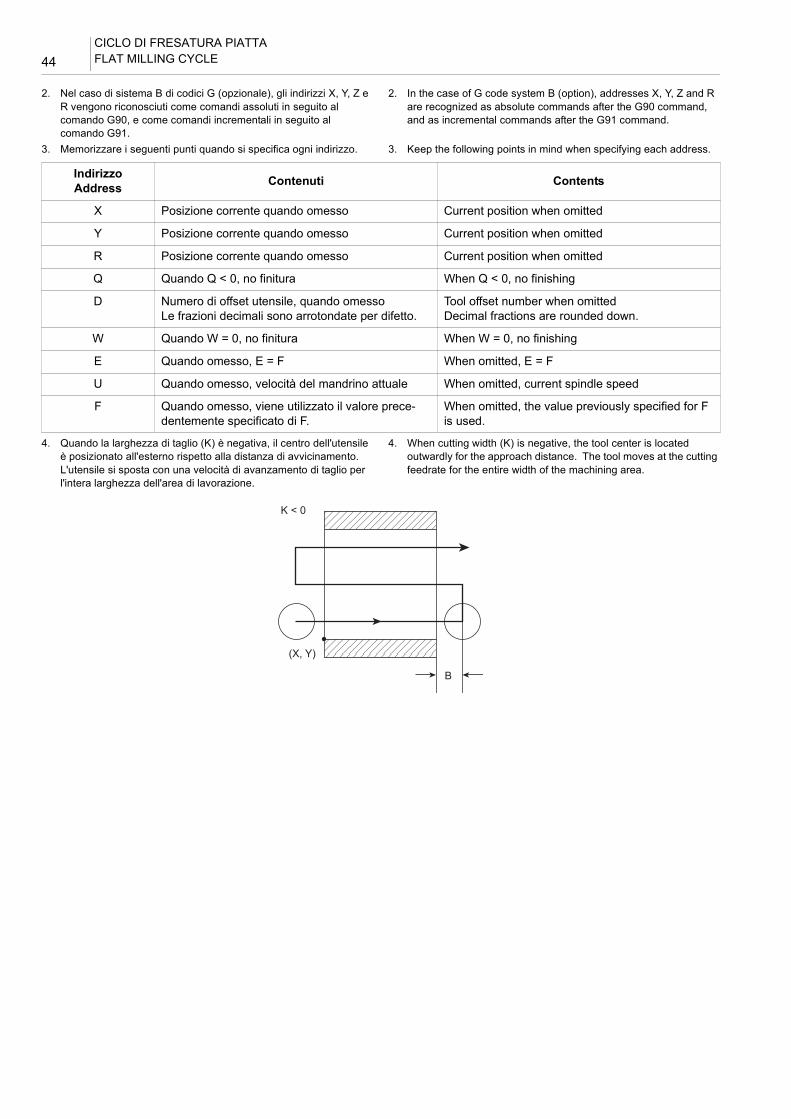
CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE44
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
4. Quando la larghezza di taglio (K) è negativa, il centro dell'utensile è posizionato all'esterno rispetto alla distanza di avvicinamento. L'utensile si sposta con una velocità di avanzamento di taglio per l'intera larghezza dell'area di lavorazione.
4. When cutting width (K) is negative, the tool center is located outwardly for the approach distance. The tool moves at the cutting feedrate for the entire width of the machining area.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
Q Quando Q < 0, no finitura When Q < 0, no finishing
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
(X, Y)
B
K < 0
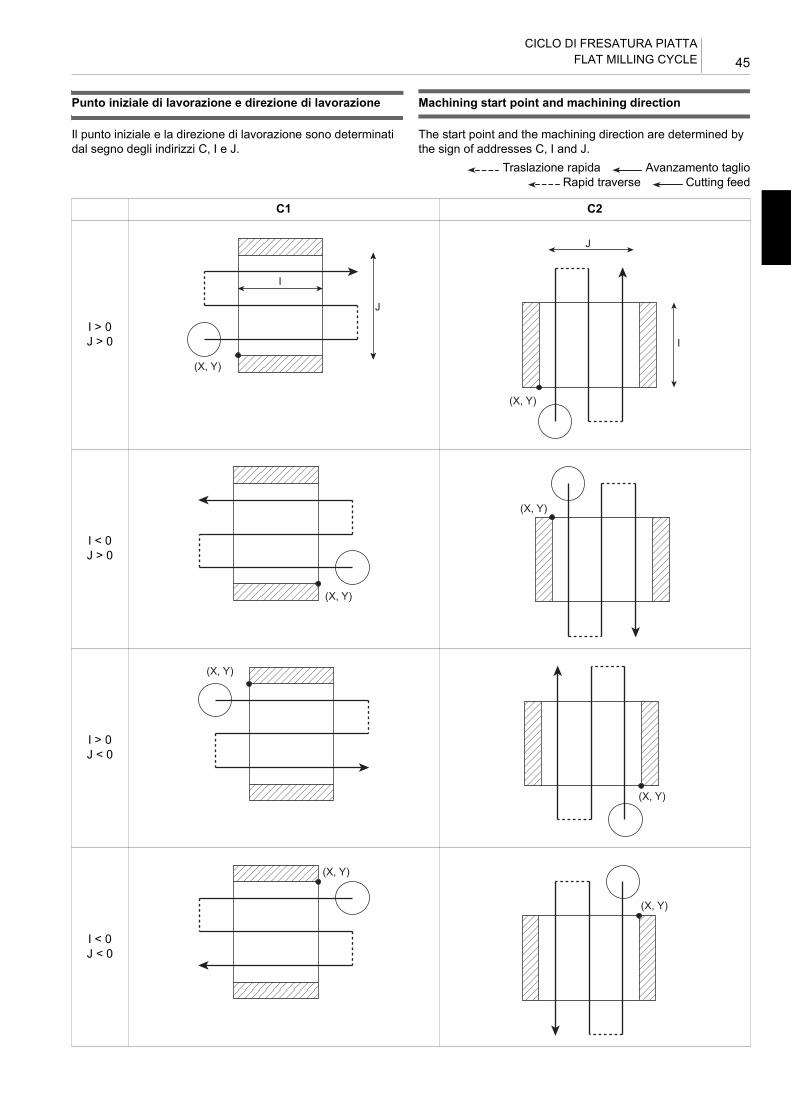
45CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
Punto iniziale di lavorazione e direzione di lavorazione Machining start point and machining direction
Il punto iniziale e la direzione di lavorazione sono determinati dal segno degli indirizzi C, I e J.
The start point and the machining direction are determined by the sign of addresses C, I and J.
Traslazione rapida Avanzamento taglio Rapid traverse Cutting feed
C1 C2
I > 0J > 0
I < 0J > 0
I > 0J < 0
I < 0J < 0
(X, Y)
I
J
(X, Y)
I
J
(X, Y)
(X, Y)
(X, Y)
(X, Y)
(X, Y)
(X, Y)
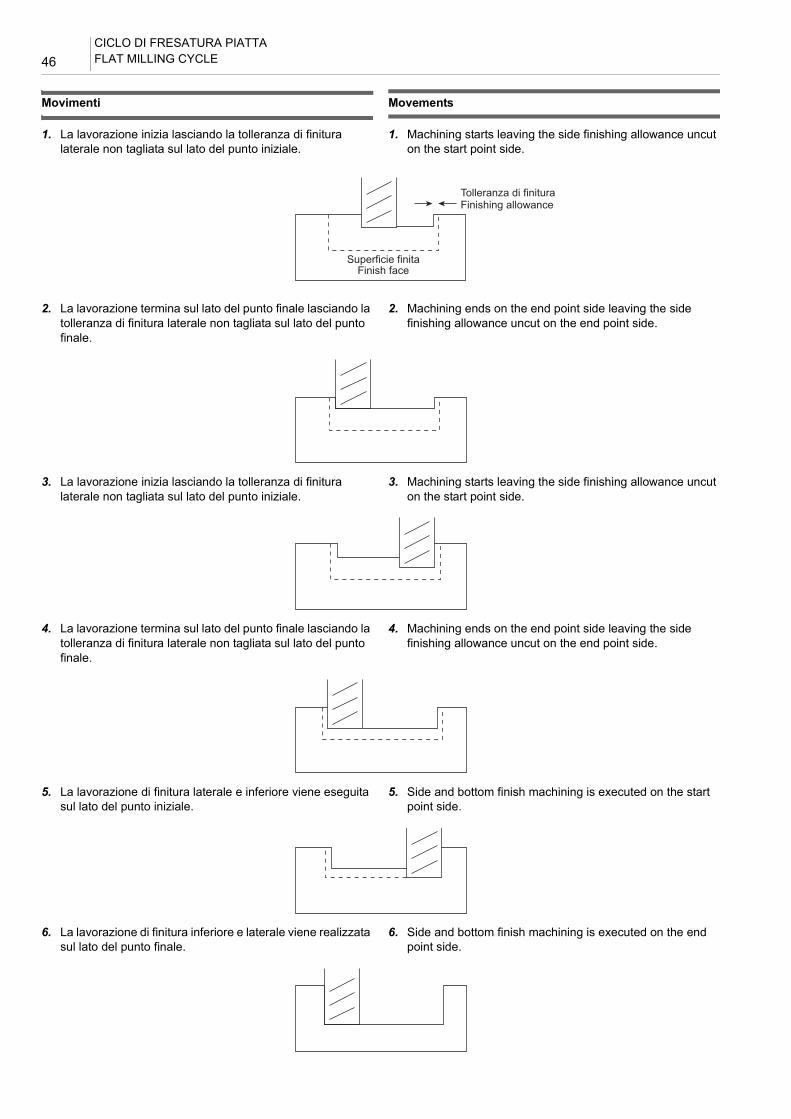
CICLO DI FRESATURA PIATTAFLAT MILLING CYCLE46
Movimenti Movements
1. La lavorazione inizia lasciando la tolleranza di finitura laterale non tagliata sul lato del punto iniziale.
1. Machining starts leaving the side finishing allowance uncut on the start point side.
2. La lavorazione termina sul lato del punto finale lasciando la tolleranza di finitura laterale non tagliata sul lato del punto finale.
2. Machining ends on the end point side leaving the side finishing allowance uncut on the end point side.
3. La lavorazione inizia lasciando la tolleranza di finitura laterale non tagliata sul lato del punto iniziale.
3. Machining starts leaving the side finishing allowance uncut on the start point side.
4. La lavorazione termina sul lato del punto finale lasciando la tolleranza di finitura laterale non tagliata sul lato del punto finale.
4. Machining ends on the end point side leaving the side finishing allowance uncut on the end point side.
5. La lavorazione di finitura laterale e inferiore viene eseguita sul lato del punto iniziale.
5. Side and bottom finish machining is executed on the start point side.
6. La lavorazione di finitura inferiore e laterale viene realizzata sul lato del punto finale.
6. Side and bottom finish machining is executed on the end point side.
Finishing allowance
Finish face
Tolleranza di finitura
Superficie finita
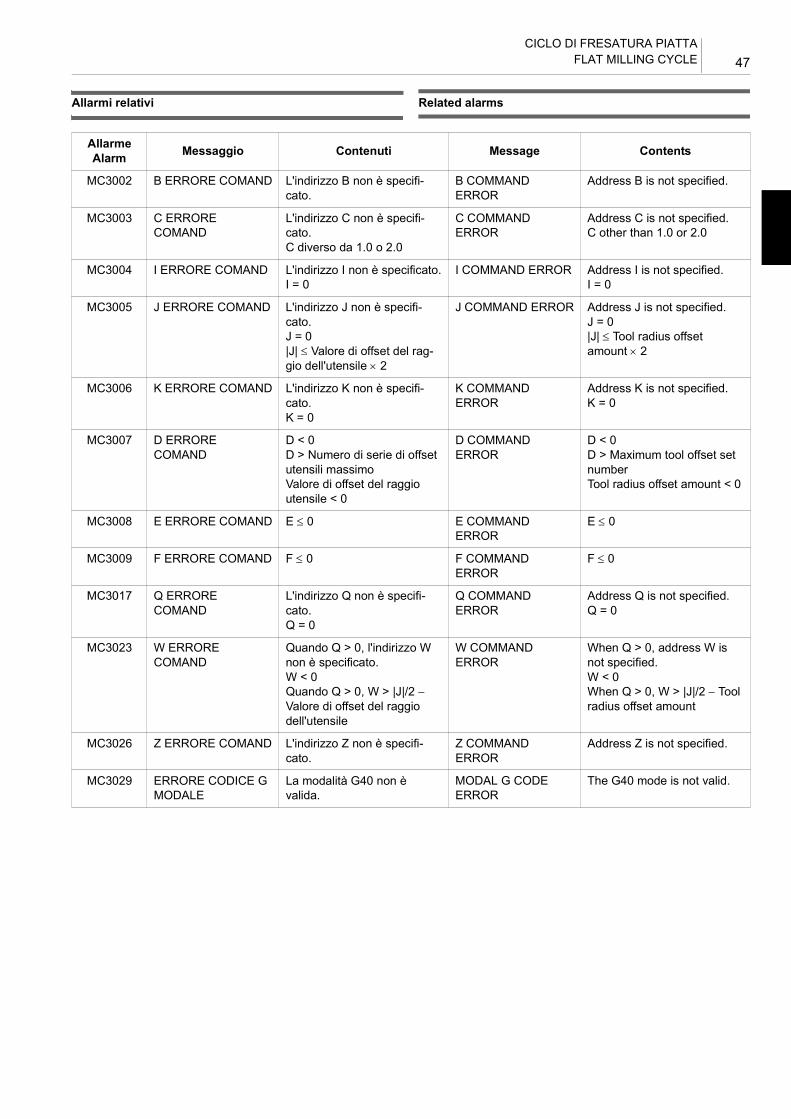
47CICLO DI FRESATURA PIATTA
FLAT MILLING CYCLE
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.
B COMMAND ERROR
Address B is not specified.
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C diverso da 1.0 o 2.0
C COMMAND ERROR
Address C is not specified.C other than 1.0 or 2.0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0|J| ≤ Valore di offset del rag-gio dell'utensile × 2
J COMMAND ERROR Address J is not specified.J = 0|J| ≤ Tool radius offset amount × 2
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3023 W ERRORE COMAND
Quando Q > 0, l'indirizzo W non è specificato.W < 0Quando Q > 0, W > |J|/2 − Valore di offset del raggio dell'utensile
W COMMAND ERROR
When Q > 0, address W is not specified.W < 0When Q > 0, W > |J|/2 − Tool radius offset amount
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
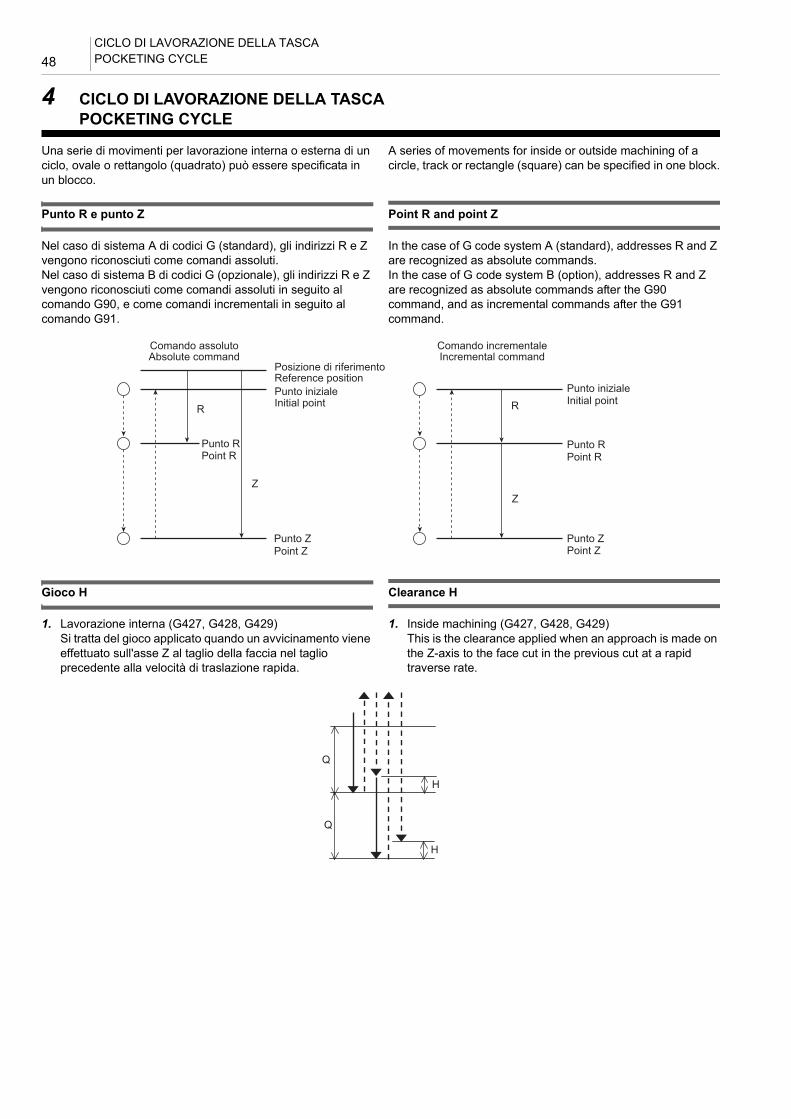
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE48
4 CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE
Una serie di movimenti per lavorazione interna o esterna di un ciclo, ovale o rettangolo (quadrato) può essere specificata in un blocco.
A series of movements for inside or outside machining of a circle, track or rectangle (square) can be specified in one block.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
Gioco H Clearance H
1. Lavorazione interna (G427, G428, G429) 1. Inside machining (G427, G428, G429)Si tratta del gioco applicato quando un avvicinamento viene effettuato sull'asse Z al taglio della faccia nel taglio precedente alla velocità di traslazione rapida.
This is the clearance applied when an approach is made on the Z-axis to the face cut in the previous cut at a rapid traverse rate.
R R
ZZ
Reference position
Initial point
Point R
Point Z
Absolute command
Initial point
Point R
Point Z
Incremental commandPosizione di riferimento
Punto iniziale
Punto R
Punto Z
Comando assoluto
Punto iniziale
Punto R
Punto Z
Comando incrementale
Q
Q
H
H
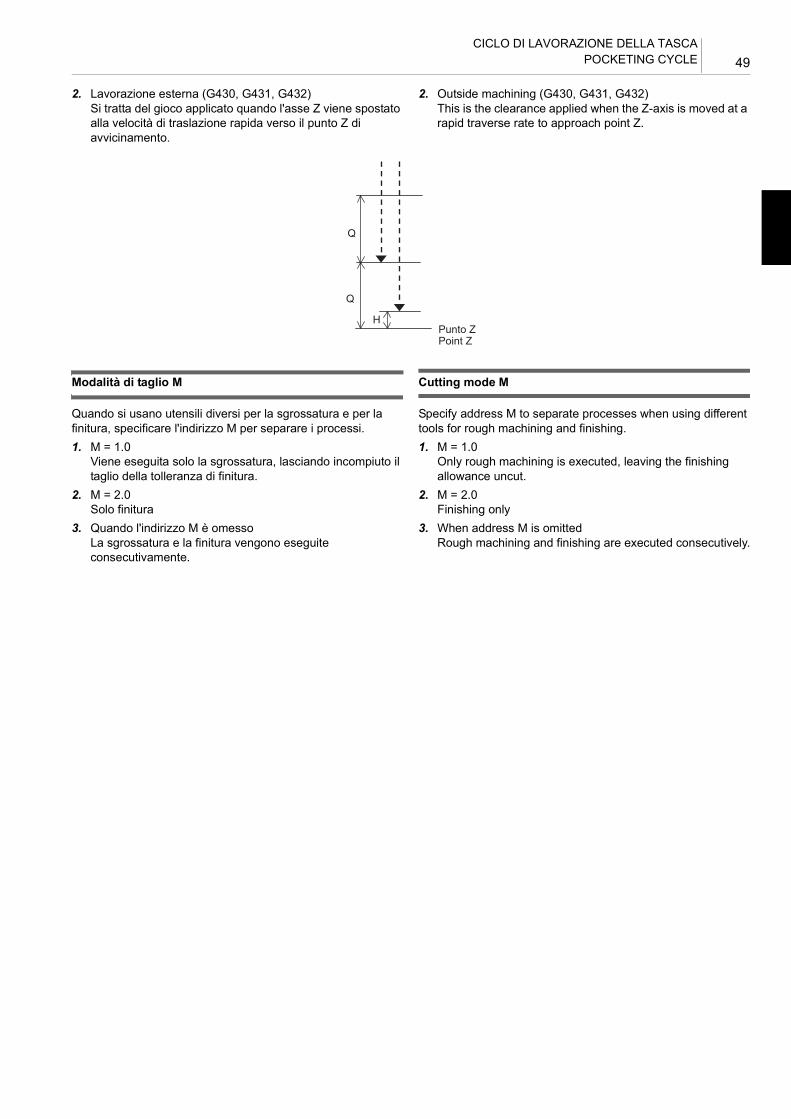
49CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
2. Lavorazione esterna (G430, G431, G432) 2. Outside machining (G430, G431, G432)Si tratta del gioco applicato quando l'asse Z viene spostato alla velocità di traslazione rapida verso il punto Z di avvicinamento.
This is the clearance applied when the Z-axis is moved at a rapid traverse rate to approach point Z.
Modalità di taglio M Cutting mode M
Quando si usano utensili diversi per la sgrossatura e per la finitura, specificare l'indirizzo M per separare i processi.
Specify address M to separate processes when using different tools for rough machining and finishing.
1. M = 1.0 1. M = 1.0Viene eseguita solo la sgrossatura, lasciando incompiuto il taglio della tolleranza di finitura.
Only rough machining is executed, leaving the finishing allowance uncut.
2. M = 2.0 2. M = 2.0Solo finitura Finishing only
3. Quando l'indirizzo M è omesso 3. When address M is omittedLa sgrossatura e la finitura vengono eseguite consecutivamente.
Rough machining and finishing are executed consecutively.
Q
Q
H
Point ZPunto Z

CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE50
4-1 G427 Ciclo della tasca circolareG427 Circular Pocketing Cycle
La tasca interna di un ciclo è lavorata utilizzando una fresa a candela.
Inside pocket of a circle is machined using an end mill.
G427 X_ Y_ Z_ R_ I_ J_ K_ Q_ D_ W_ H_ E_ U_ V_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Raggio del cerchio da lavorare Radius of the circle to be machined• J ........................................... Raggio del foro preparato Radius of the prepared hole• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Gioco Clearance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M .......................................... Modalità di lavorazione Machining mode
I
(X, Y)J
K
W
W
W
Y
XZ
Y
X
Z
QPoint R
Point Z
Punto R
Punto Z
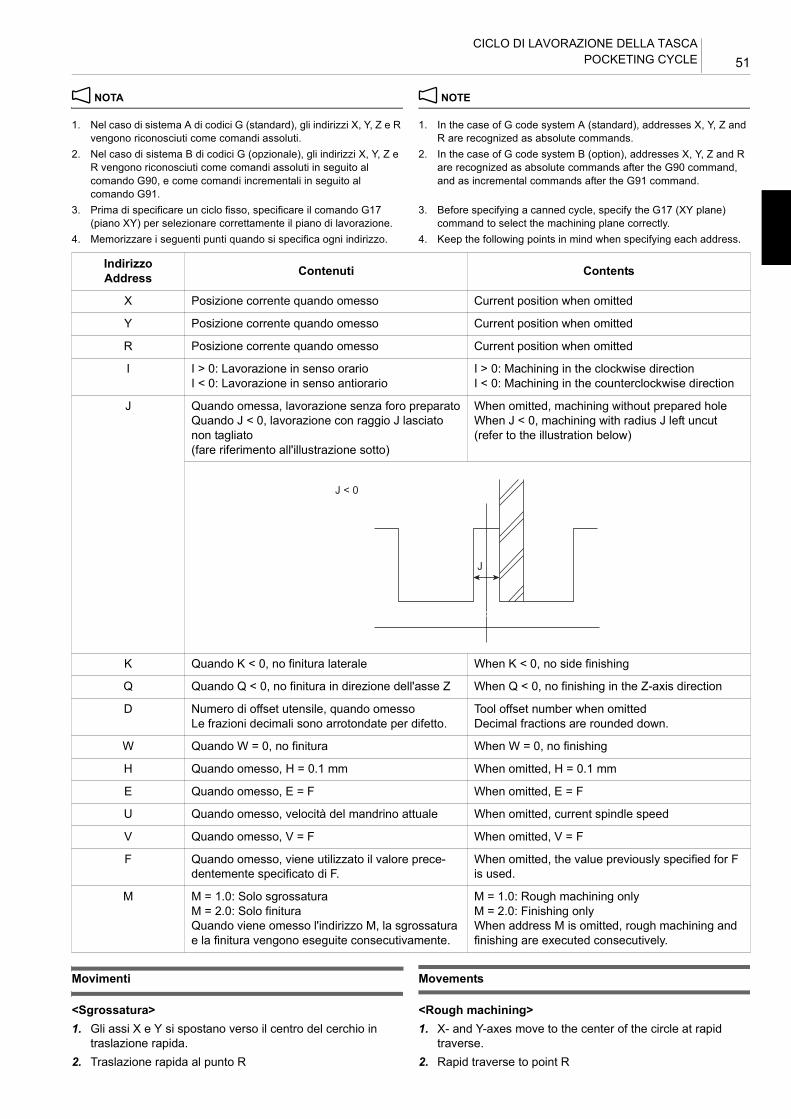
51CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
Movimenti Movements
<Sgrossatura> <Rough machining>1. Gli assi X e Y si spostano verso il centro del cerchio in
traslazione rapida.1. X- and Y-axes move to the center of the circle at rapid
traverse.2. Traslazione rapida al punto R 2. Rapid traverse to point R
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
J Quando omessa, lavorazione senza foro preparatoQuando J < 0, lavorazione con raggio J lasciato non tagliato (fare riferimento all'illustrazione sotto)
When omitted, machining without prepared holeWhen J < 0, machining with radius J left uncut (refer to the illustration below)
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
H Quando omesso, H = 0.1 mm When omitted, H = 0.1 mm
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
V Quando omesso, V = F When omitted, V = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
J
J < 0

CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE52
3. Lavorazione in direzione dell'asse Z 3. Machining in the Z-axis direction4. Lavorazione per larghezza di taglio (K) considerando il
raggio del foro preparato (J)4. Machining for cutting width (K) considering the prepared
hole radius (J)5. Lavorazione circolare (Andare a 4. o 6.) 5. Circular machining (Go to 4. or 6.)
Cerchio: I > 0 (senso orario) Circle: I > 0 (clockwise)Raggio del cerchio: I < 0 (senso antiorario) Circle radius: I < 0 (counterclockwise)
6. Traslazione rapida al punto R 6. Rapid traverse to point R7. Traslazione rapida verso il centro del mandrino (Andare a
3. o <Finitura>)7. Rapid traverse to the spindle center (Go to 3. or
<Finishing>)<Finitura> <Finishing>1. Traslazione rapida e lavorazione in direzione dell'asse Z 1. Rapid traverse and machining in the Z-axis direction2. Finitura inferiore 2. Bottom finishing3. Finitura laterale 3. Side finishing4. L'asse X si retrae per la tolleranza di finitura. 4. X-axis retracts for the finishing allowance.5. L'asse Z torna al punto iniziale con traslazione rapida. 5. Z-axis returns to the initial point at rapid traverse.
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.|I| < Valore di offset del raggio dell'utensile
I COMMAND ERROR Address I is not specified.|I| < Tool radius offset amount
MC3005 J ERRORE COMAND |J| > |I|Quando J < 0,|I| − |J| < Valore di offset del raggio dell'utensile × 2
J COMMAND ERROR |J| > |I|When J < 0,|I| − |J| < Tool radius offset amount × 2
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H ≤ 0 H COMMAND ERROR
H ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
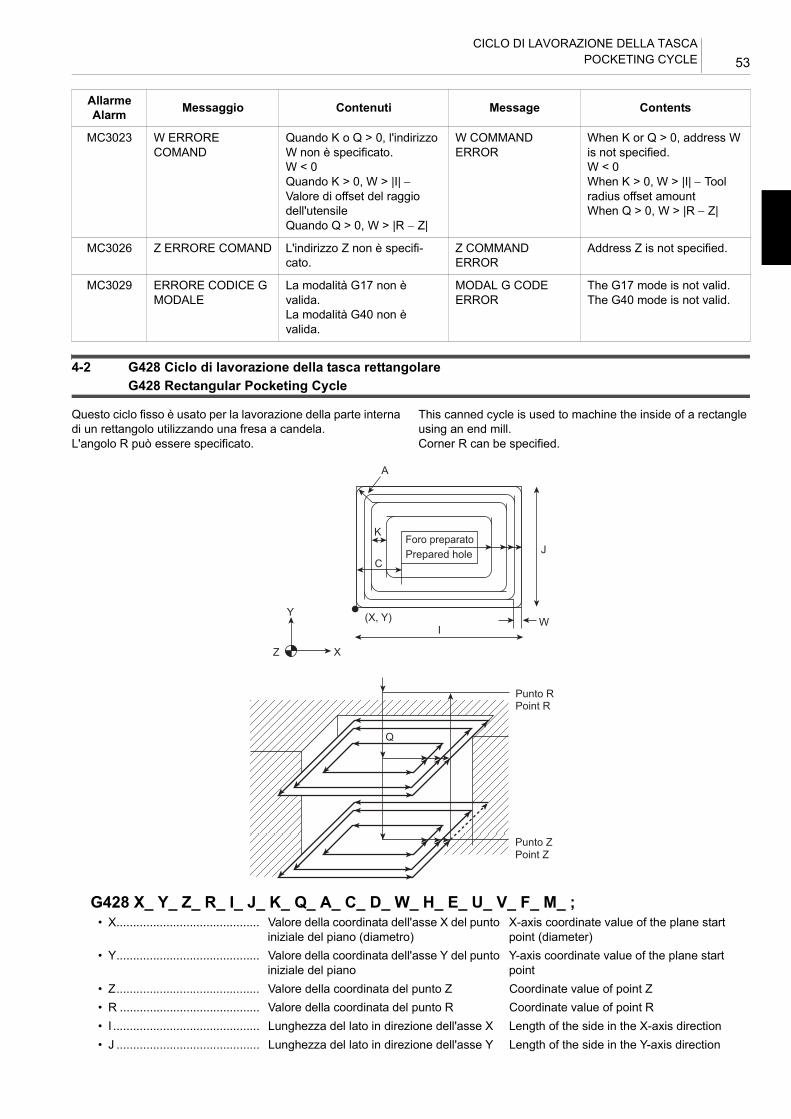
53CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
4-2 G428 Ciclo di lavorazione della tasca rettangolareG428 Rectangular Pocketing Cycle
Questo ciclo fisso è usato per la lavorazione della parte interna di un rettangolo utilizzando una fresa a candela.
This canned cycle is used to machine the inside of a rectangle using an end mill.
L'angolo R può essere specificato. Corner R can be specified.
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > |I| − Valore di offset del raggio dell'utensileQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > |I| − Tool radius offset amountWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
G428 X_ Y_ Z_ R_ I_ J_ K_ Q_ A_ C_ D_ W_ H_ E_ U_ V_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale del piano (diametro)X-axis coordinate value of the plane start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale del piano
Y-axis coordinate value of the plane start point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza del lato in direzione dell'asse X Length of the side in the X-axis direction• J ........................................... Lunghezza del lato in direzione dell'asse Y Length of the side in the Y-axis direction
Y
XZ
K
C
A
J
WI
(X, Y)
Prepared holeForo preparato
Q
Point R
Point Z
Punto R
Punto Z
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE54
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
5. Quando l'angolo R (raggio A) viene specificato, viene applicato un override agli angoli.
5. When corner R (radius A) is specified, an override is applied at corners.
• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• A........................................... Raggio dell'angolo Corner radius• C .......................................... Tolleranza di taglio per lato Cutting allowance for side• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Gioco Clearance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M .......................................... Modalità di lavorazione Machining mode
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
A Quando omesso, A = valore di offset del raggio dell'utensile
When omitted, A = tool radius offset amount
C Quando omessa, lavorazione senza foro preparato When omitted, machining without prepared hole
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
H Quando omesso, H = 0.1 mm When omitted, H = 0.1 mm
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
V Quando omesso, V = F When omitted, V = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
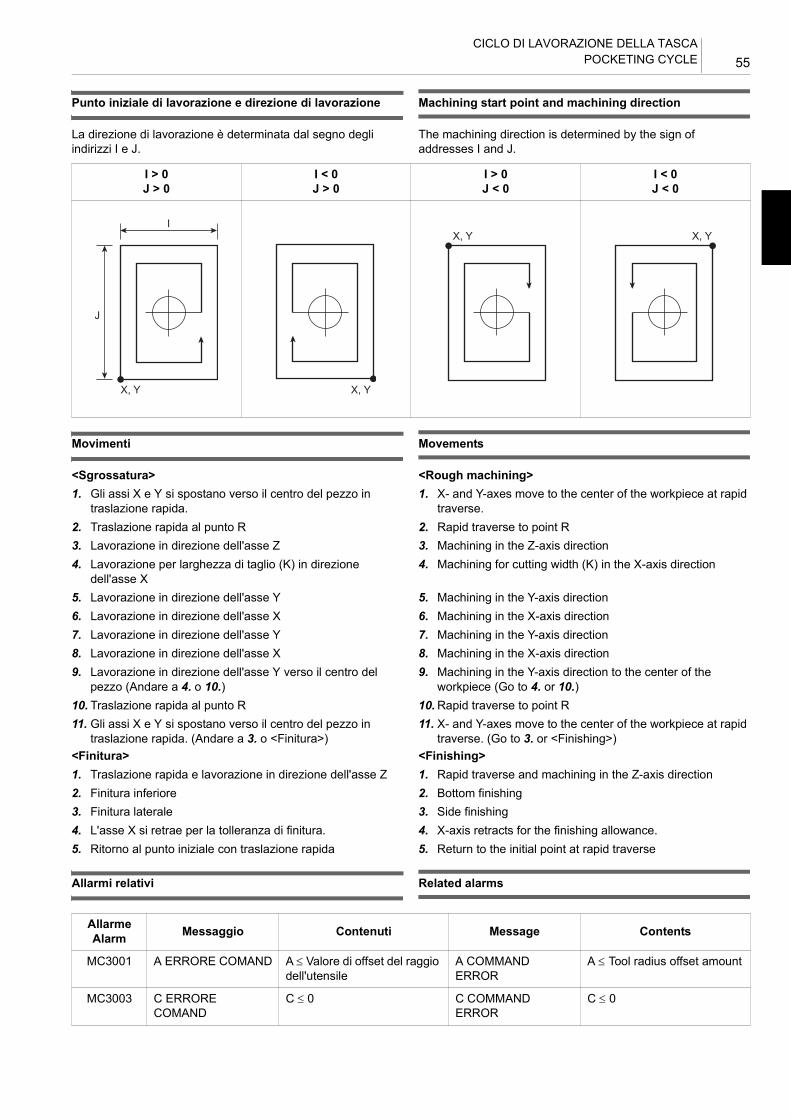
55CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
Punto iniziale di lavorazione e direzione di lavorazione Machining start point and machining direction
La direzione di lavorazione è determinata dal segno degli indirizzi I e J.
The machining direction is determined by the sign of addresses I and J.
Movimenti Movements
<Sgrossatura> <Rough machining>1. Gli assi X e Y si spostano verso il centro del pezzo in
traslazione rapida.1. X- and Y-axes move to the center of the workpiece at rapid
traverse.2. Traslazione rapida al punto R 2. Rapid traverse to point R3. Lavorazione in direzione dell'asse Z 3. Machining in the Z-axis direction4. Lavorazione per larghezza di taglio (K) in direzione
dell'asse X4. Machining for cutting width (K) in the X-axis direction
5. Lavorazione in direzione dell'asse Y 5. Machining in the Y-axis direction6. Lavorazione in direzione dell'asse X 6. Machining in the X-axis direction7. Lavorazione in direzione dell'asse Y 7. Machining in the Y-axis direction8. Lavorazione in direzione dell'asse X 8. Machining in the X-axis direction9. Lavorazione in direzione dell'asse Y verso il centro del
pezzo (Andare a 4. o 10.)9. Machining in the Y-axis direction to the center of the
workpiece (Go to 4. or 10.)10. Traslazione rapida al punto R 10.Rapid traverse to point R11. Gli assi X e Y si spostano verso il centro del pezzo in
traslazione rapida. (Andare a 3. o <Finitura>)11. X- and Y-axes move to the center of the workpiece at rapid
traverse. (Go to 3. or <Finishing>)<Finitura> <Finishing>1. Traslazione rapida e lavorazione in direzione dell'asse Z 1. Rapid traverse and machining in the Z-axis direction2. Finitura inferiore 2. Bottom finishing3. Finitura laterale 3. Side finishing4. L'asse X si retrae per la tolleranza di finitura. 4. X-axis retracts for the finishing allowance.5. Ritorno al punto iniziale con traslazione rapida 5. Return to the initial point at rapid traverse
Allarmi relativi Related alarms
I > 0J > 0
I < 0J > 0
I > 0J < 0
I < 0J < 0
X, Y
I
J
X, Y
X, Y X, Y
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A ≤ Valore di offset del raggio dell'utensile
A COMMAND ERROR
A ≤ Tool radius offset amount
MC3003 C ERRORE COMAND
C ≤ 0 C COMMAND ERROR
C ≤ 0
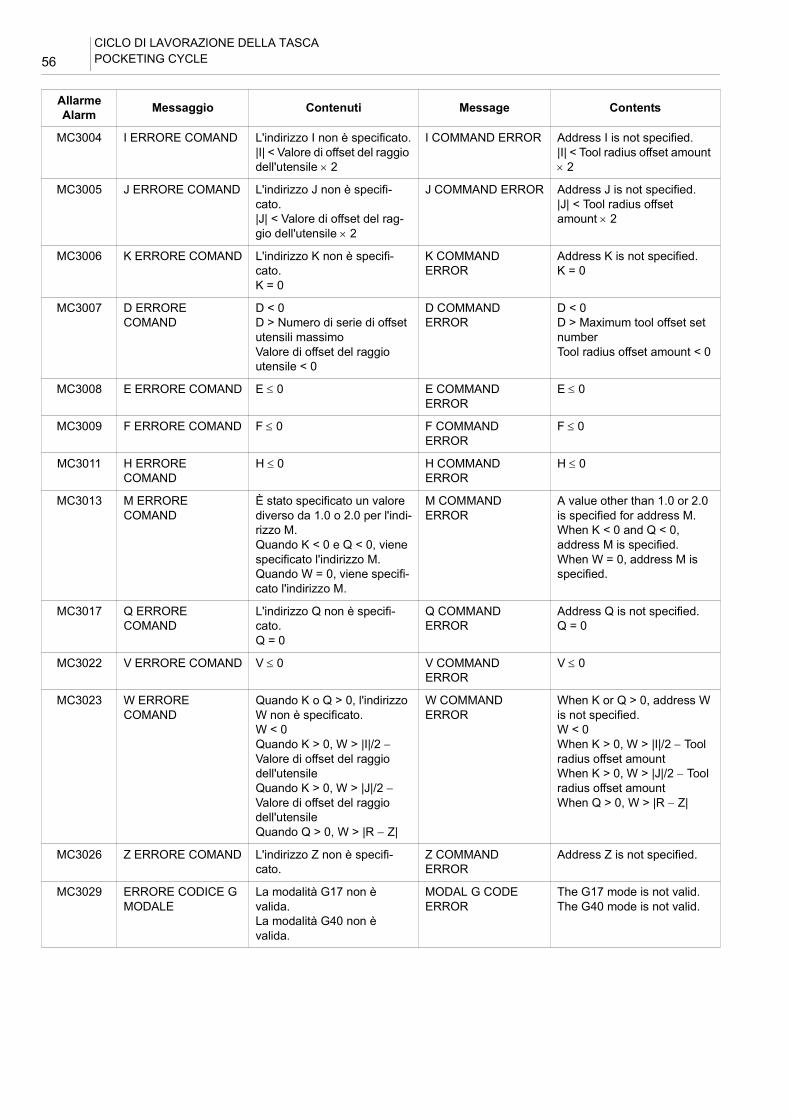
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE56
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.|I| < Valore di offset del raggio dell'utensile × 2
I COMMAND ERROR Address I is not specified.|I| < Tool radius offset amount × 2
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.|J| < Valore di offset del rag-gio dell'utensile × 2
J COMMAND ERROR Address J is not specified.|J| < Tool radius offset amount × 2
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H ≤ 0 H COMMAND ERROR
H ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > |I|/2 − Valore di offset del raggio dell'utensileQuando K > 0, W > |J|/2 − Valore di offset del raggio dell'utensileQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > |I|/2 − Tool radius offset amountWhen K > 0, W > |J|/2 − Tool radius offset amountWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
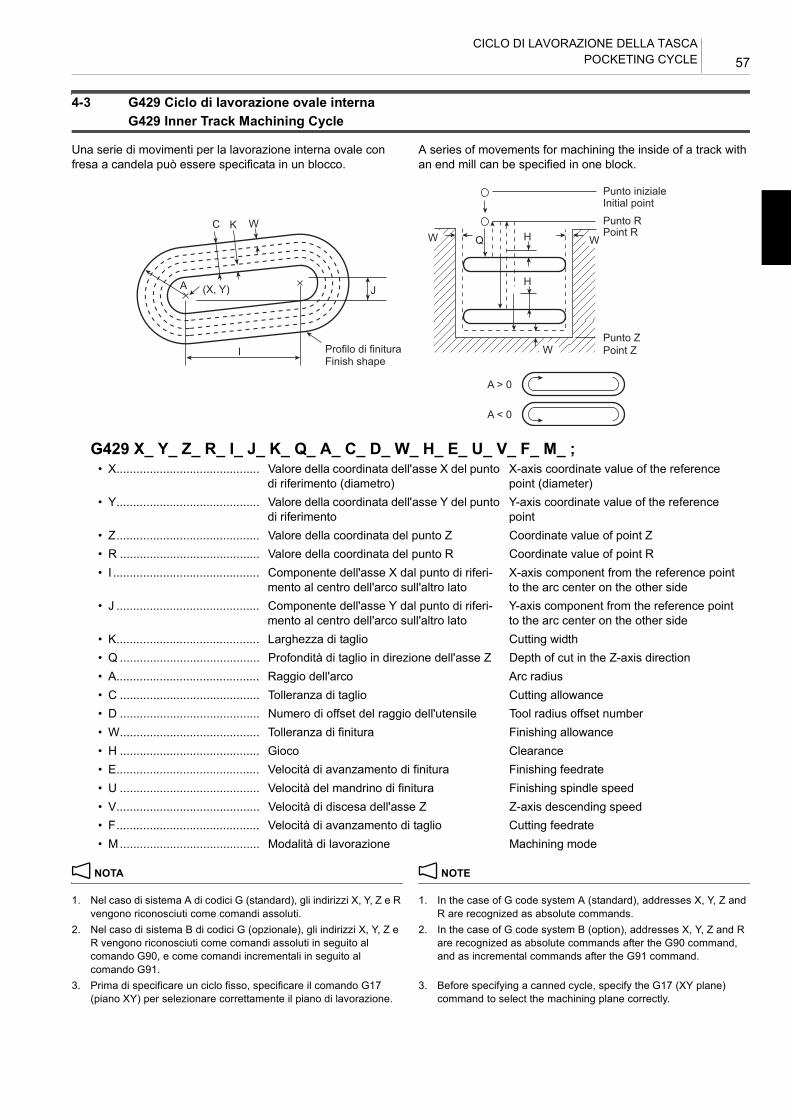
57CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
4-3 G429 Ciclo di lavorazione ovale internaG429 Inner Track Machining Cycle
Una serie di movimenti per la lavorazione interna ovale con fresa a candela può essere specificata in un blocco.
A series of movements for machining the inside of a track with an end mill can be specified in one block.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
G429 X_ Y_ Z_ R_ I_ J_ K_ Q_ A_ C_ D_ W_ H_ E_ U_ V_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Componente dell'asse X dal punto di riferi-
mento al centro dell'arco sull'altro latoX-axis component from the reference point to the arc center on the other side
• J ........................................... Componente dell'asse Y dal punto di riferi-mento al centro dell'arco sull'altro lato
Y-axis component from the reference point to the arc center on the other side
• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• A........................................... Raggio dell'arco Arc radius• C .......................................... Tolleranza di taglio Cutting allowance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Gioco Clearance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M.......................................... Modalità di lavorazione Machining mode
C K W
JA (X, Y)
I
QW H
H
W
W
A > 0
A < 0
Finish shape
Initial point
Point R
Point ZProfilo di finitura
Punto iniziale
Punto R
Punto Z
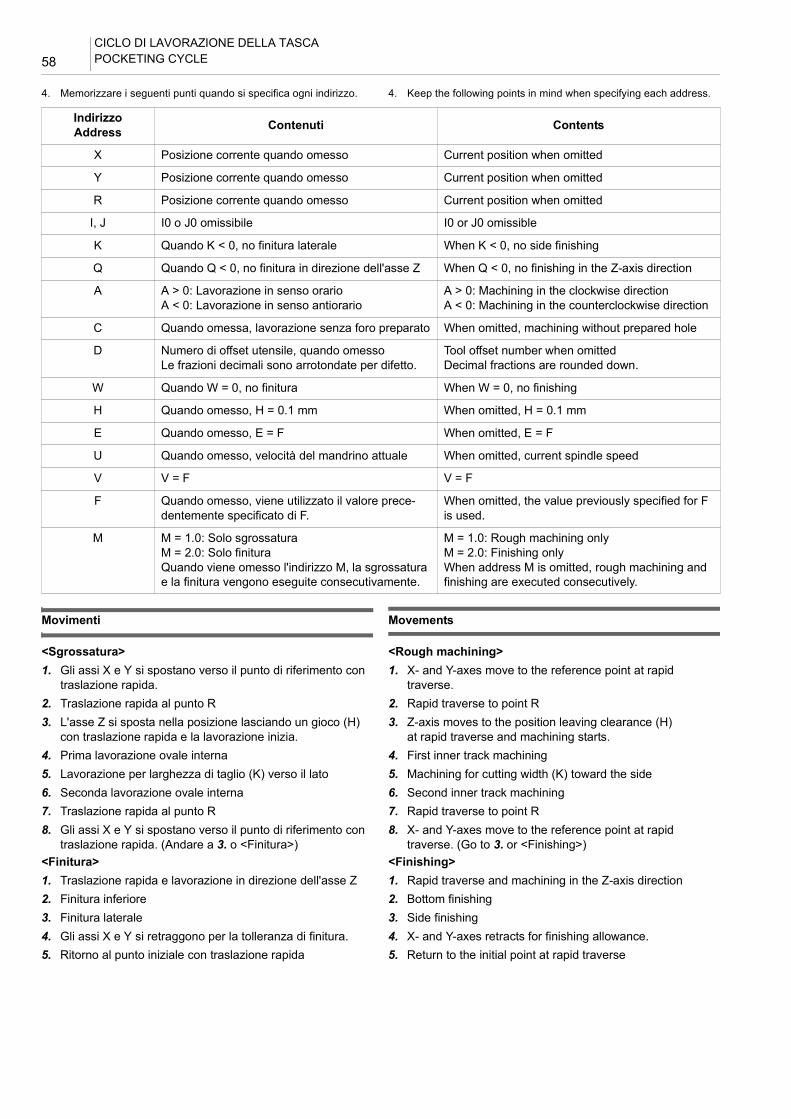
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE58
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
Movimenti Movements
<Sgrossatura> <Rough machining>1. Gli assi X e Y si spostano verso il punto di riferimento con
traslazione rapida.1. X- and Y-axes move to the reference point at rapid
traverse.2. Traslazione rapida al punto R 2. Rapid traverse to point R3. L'asse Z si sposta nella posizione lasciando un gioco (H)
con traslazione rapida e la lavorazione inizia.3. Z-axis moves to the position leaving clearance (H)
at rapid traverse and machining starts.4. Prima lavorazione ovale interna 4. First inner track machining5. Lavorazione per larghezza di taglio (K) verso il lato 5. Machining for cutting width (K) toward the side6. Seconda lavorazione ovale interna 6. Second inner track machining7. Traslazione rapida al punto R 7. Rapid traverse to point R8. Gli assi X e Y si spostano verso il punto di riferimento con
traslazione rapida. (Andare a 3. o <Finitura>)8. X- and Y-axes move to the reference point at rapid
traverse. (Go to 3. or <Finishing>)<Finitura> <Finishing>1. Traslazione rapida e lavorazione in direzione dell'asse Z 1. Rapid traverse and machining in the Z-axis direction2. Finitura inferiore 2. Bottom finishing3. Finitura laterale 3. Side finishing4. Gli assi X e Y si retraggono per la tolleranza di finitura. 4. X- and Y-axes retracts for finishing allowance.5. Ritorno al punto iniziale con traslazione rapida 5. Return to the initial point at rapid traverse
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I, J I0 o J0 omissibile I0 or J0 omissible
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
A A > 0: Lavorazione in senso orarioA < 0: Lavorazione in senso antiorario
A > 0: Machining in the clockwise directionA < 0: Machining in the counterclockwise direction
C Quando omessa, lavorazione senza foro preparato When omitted, machining without prepared hole
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
H Quando omesso, H = 0.1 mm When omitted, H = 0.1 mm
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
V V = F V = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
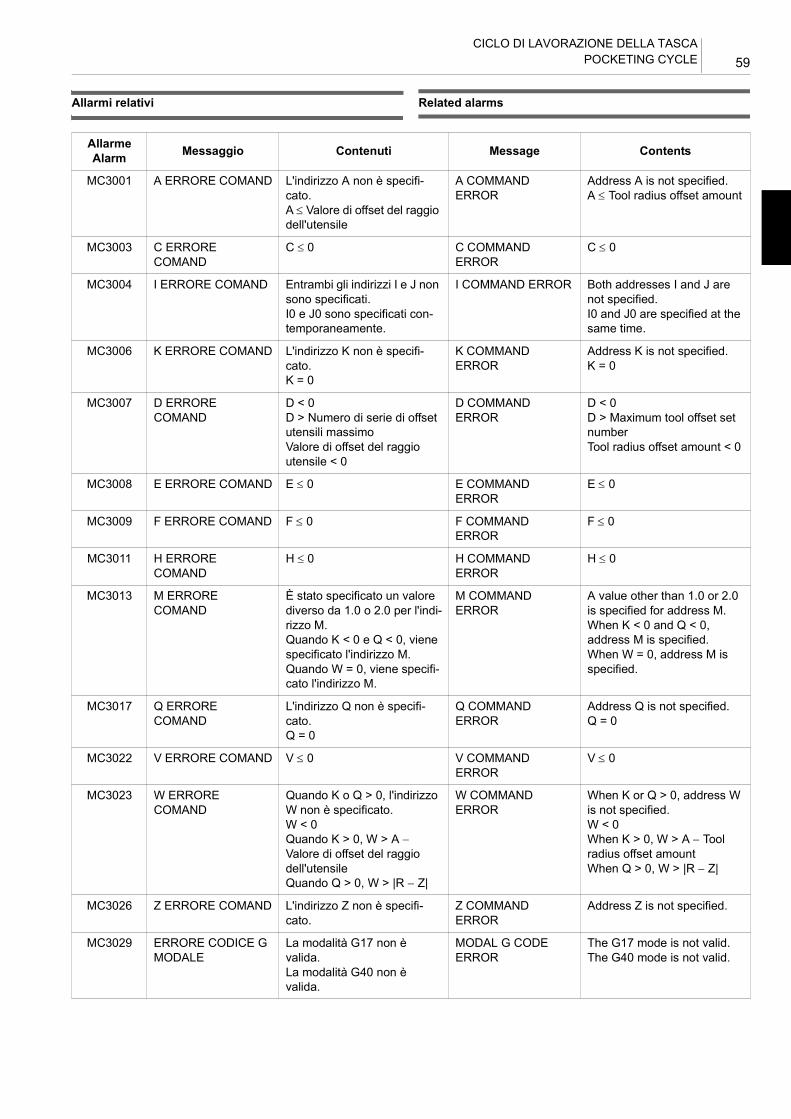
59CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ Valore di offset del raggio dell'utensile
A COMMAND ERROR
Address A is not specified.A ≤ Tool radius offset amount
MC3003 C ERRORE COMAND
C ≤ 0 C COMMAND ERROR
C ≤ 0
MC3004 I ERRORE COMAND Entrambi gli indirizzi I e J non sono specificati.I0 e J0 sono specificati con-temporaneamente.
I COMMAND ERROR Both addresses I and J are not specified.I0 and J0 are specified at the same time.
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H ≤ 0 H COMMAND ERROR
H ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > A − Valore di offset del raggio dell'utensileQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > A − Tool radius offset amountWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.

CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE60
4-4 G430 Ciclo di lavorazione della tasca circonferenziale circolareG430 Circular Circumferential Pocketing Cycle
Questo ciclo fisso viene utilizzato per lavorare la parte esterna di un cerchio utilizzando una fresa a candela.
This canned cycle is used for machining outside of a circle using an end mill.
G430 X_ Y_ Z_ R_ I_ J_ K_ Q_ B_ D_ W_ H_ E_ U_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Raggio del cerchio da lavorare Radius of the circle to be machined• J ........................................... Tolleranza di taglio Cutting allowance• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• B........................................... Distanza di avvicinamento Approach distance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Gioco Clearance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed
J
B
W
I
(X,Y)
K
Y
XZ
Y
X
Z
(X, Y)
Q
W
I > 0:
I < 0:Machining start point
Machining start point
Point R
Point Z
Punto iniziale di lavorazione
Punto iniziale di lavorazione
Punto R
Punto Z
61CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
Movimenti Movements
<Sgrossatura> <Rough machining>1. Gli assi X e Y si spostano verso la prima posizione di
lavorazione con traslazione rapida.1. X- and Y-axes move to the first machining position at rapid
traverse.2. Traslazione rapida al punto R 2. Rapid traverse to point R3. Traslazione rapida in direzione dell'asse Z 3. Rapid traverse in the Z-axis direction4. Lavorazione in direzione dell'asse Y 4. Machining in the Y-axis direction5. Lavorazione circolare (circonferenziale) 5. Circular machining (circumferential)
Raggio del cerchio: I > 0 (senso orario) Circle radius: I > 0 (clockwise)Raggio del cerchio: I < 0 (senso antiorario) Circle radius: I < 0 (counterclockwise)
6. Retrarre per larghezza di taglio (K) in direzione tangenziale del cerchio
6. Retract for cutting width (K) in the tangential direction of the circle
7. Traslazione rapida in direzione dell'asse Z 7. Rapid traverse in the Z-axis direction8. Traslazione rapida verso il punto iniziale di lavorazione in
direzione degli assi X e Y (Andare a 3. o 9.)8. Rapid traverse to the machining start point in the X- and
Y-axis directions (Go to 3. or 9.)9. Traslazione rapida al punto R 9. Rapid traverse to point R
• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M.......................................... Modalità di lavorazione Machining mode
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
B Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
H Quando omesso, H = 0.1 mm When omitted, H = 0.1 mm
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
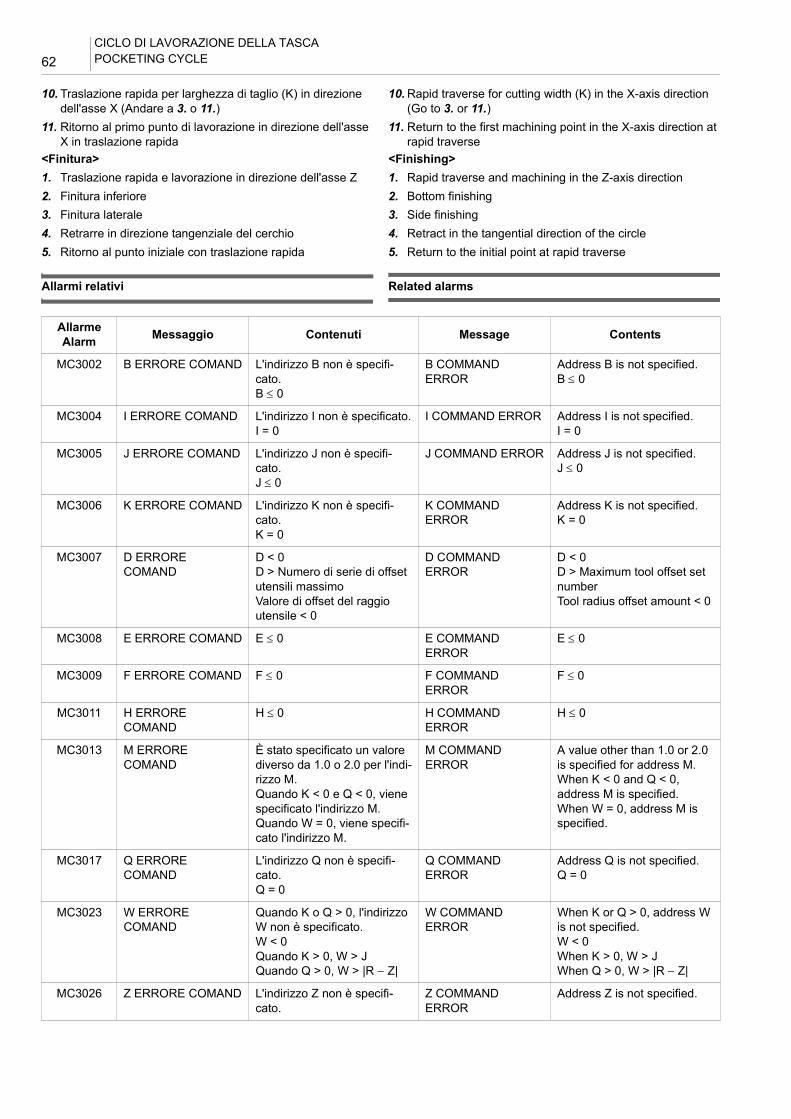
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE62
10. Traslazione rapida per larghezza di taglio (K) in direzione dell'asse X (Andare a 3. o 11.)
10.Rapid traverse for cutting width (K) in the X-axis direction (Go to 3. or 11.)
11. Ritorno al primo punto di lavorazione in direzione dell'asse X in traslazione rapida
11. Return to the first machining point in the X-axis direction at rapid traverse
<Finitura> <Finishing>1. Traslazione rapida e lavorazione in direzione dell'asse Z 1. Rapid traverse and machining in the Z-axis direction2. Finitura inferiore 2. Bottom finishing3. Finitura laterale 3. Side finishing4. Retrarre in direzione tangenziale del cerchio 4. Retract in the tangential direction of the circle5. Ritorno al punto iniziale con traslazione rapida 5. Return to the initial point at rapid traverse
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.B ≤ 0
B COMMAND ERROR
Address B is not specified.B ≤ 0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J ≤ 0
J COMMAND ERROR Address J is not specified.J ≤ 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H ≤ 0 H COMMAND ERROR
H ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > JQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > JWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
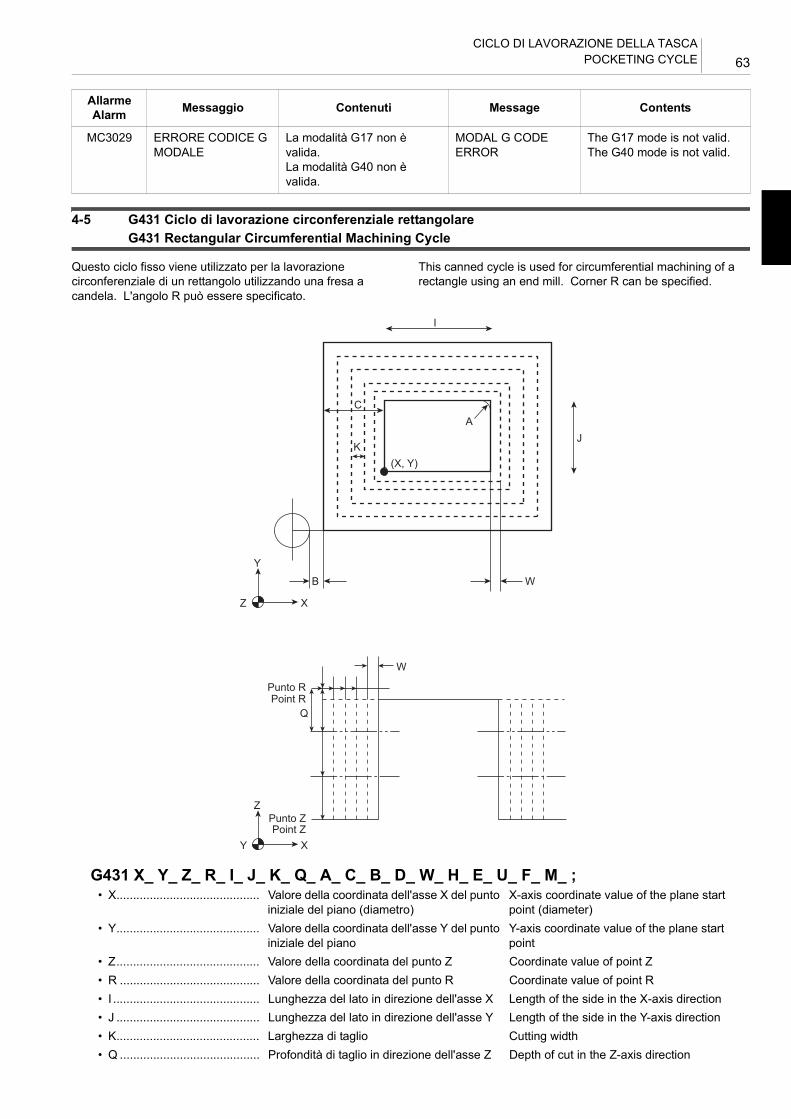
63CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
4-5 G431 Ciclo di lavorazione circonferenziale rettangolareG431 Rectangular Circumferential Machining Cycle
Questo ciclo fisso viene utilizzato per la lavorazione circonferenziale di un rettangolo utilizzando una fresa a candela. L'angolo R può essere specificato.
This canned cycle is used for circumferential machining of a rectangle using an end mill. Corner R can be specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
G431 X_ Y_ Z_ R_ I_ J_ K_ Q_ A_ C_ B_ D_ W_ H_ E_ U_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale del piano (diametro)X-axis coordinate value of the plane start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale del piano
Y-axis coordinate value of the plane start point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza del lato in direzione dell'asse X Length of the side in the X-axis direction• J ........................................... Lunghezza del lato in direzione dell'asse Y Length of the side in the Y-axis direction• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction
Y
XZ
Z
XY
I
AJ
C
K(X, Y)
B W
W
Q Point R
Point Z
Punto R
Punto Z
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE64
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
• A........................................... Raggio dell'angolo Corner radius• C .......................................... Tolleranza di taglio per lato Cutting allowance for side• B........................................... Distanza di avvicinamento Approach distance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Gioco Clearance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M .......................................... Modalità di lavorazione Machining mode
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
A Quando omesso, no raggio d'angolo When omitted, no corner radius
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
H Quando omesso, H = 0.1 mm When omitted, H = 0.1 mm
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
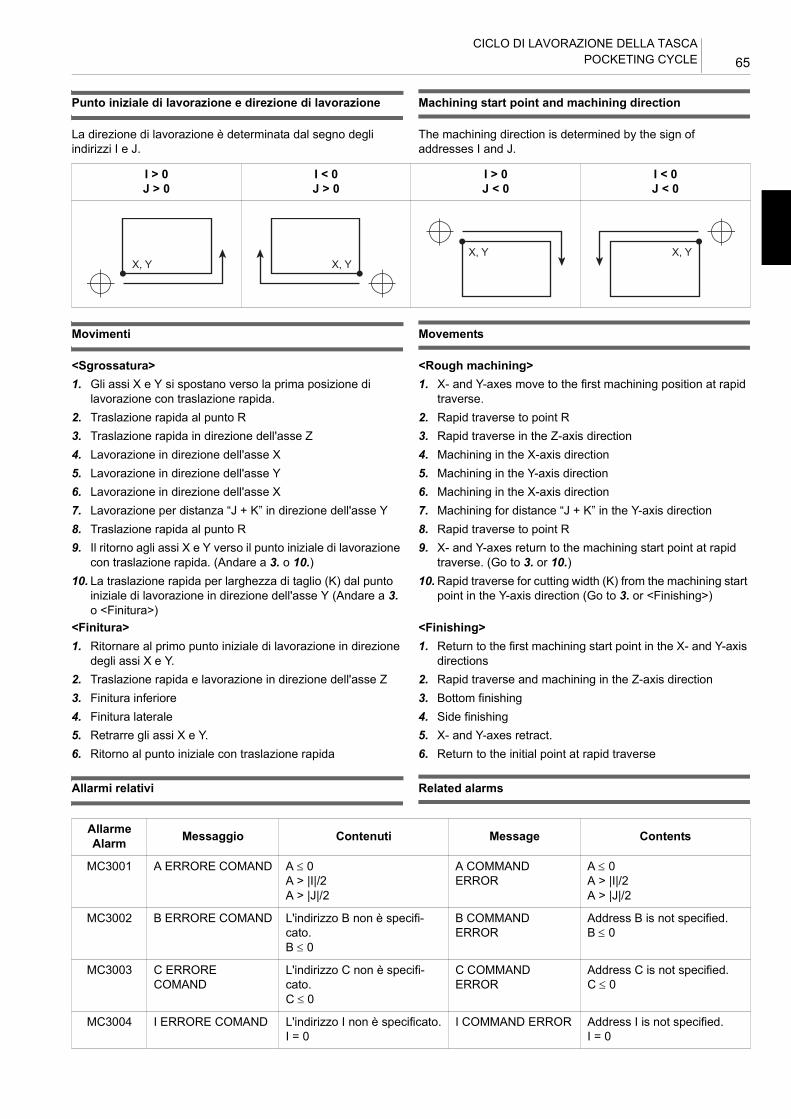
65CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
Punto iniziale di lavorazione e direzione di lavorazione Machining start point and machining direction
La direzione di lavorazione è determinata dal segno degli indirizzi I e J.
The machining direction is determined by the sign of addresses I and J.
Movimenti Movements
<Sgrossatura> <Rough machining>1. Gli assi X e Y si spostano verso la prima posizione di
lavorazione con traslazione rapida.1. X- and Y-axes move to the first machining position at rapid
traverse.2. Traslazione rapida al punto R 2. Rapid traverse to point R3. Traslazione rapida in direzione dell'asse Z 3. Rapid traverse in the Z-axis direction4. Lavorazione in direzione dell'asse X 4. Machining in the X-axis direction5. Lavorazione in direzione dell'asse Y 5. Machining in the Y-axis direction6. Lavorazione in direzione dell'asse X 6. Machining in the X-axis direction7. Lavorazione per distanza “J + K” in direzione dell'asse Y 7. Machining for distance “J + K” in the Y-axis direction8. Traslazione rapida al punto R 8. Rapid traverse to point R9. Il ritorno agli assi X e Y verso il punto iniziale di lavorazione
con traslazione rapida. (Andare a 3. o 10.)9. X- and Y-axes return to the machining start point at rapid
traverse. (Go to 3. or 10.)10. La traslazione rapida per larghezza di taglio (K) dal punto
iniziale di lavorazione in direzione dell'asse Y (Andare a 3. o <Finitura>)
10.Rapid traverse for cutting width (K) from the machining start point in the Y-axis direction (Go to 3. or <Finishing>)
<Finitura> <Finishing>1. Ritornare al primo punto iniziale di lavorazione in direzione
degli assi X e Y.1. Return to the first machining start point in the X- and Y-axis
directions2. Traslazione rapida e lavorazione in direzione dell'asse Z 2. Rapid traverse and machining in the Z-axis direction3. Finitura inferiore 3. Bottom finishing4. Finitura laterale 4. Side finishing5. Retrarre gli assi X e Y. 5. X- and Y-axes retract.6. Ritorno al punto iniziale con traslazione rapida 6. Return to the initial point at rapid traverse
Allarmi relativi Related alarms
I > 0J > 0
I < 0J > 0
I > 0J < 0
I < 0J < 0
X, Y X, YX, Y X, Y
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A ≤ 0A > |I|/2A > |J|/2
A COMMAND ERROR
A ≤ 0A > |I|/2A > |J|/2
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.B ≤ 0
B COMMAND ERROR
Address B is not specified.B ≤ 0
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C ≤ 0
C COMMAND ERROR
Address C is not specified.C ≤ 0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
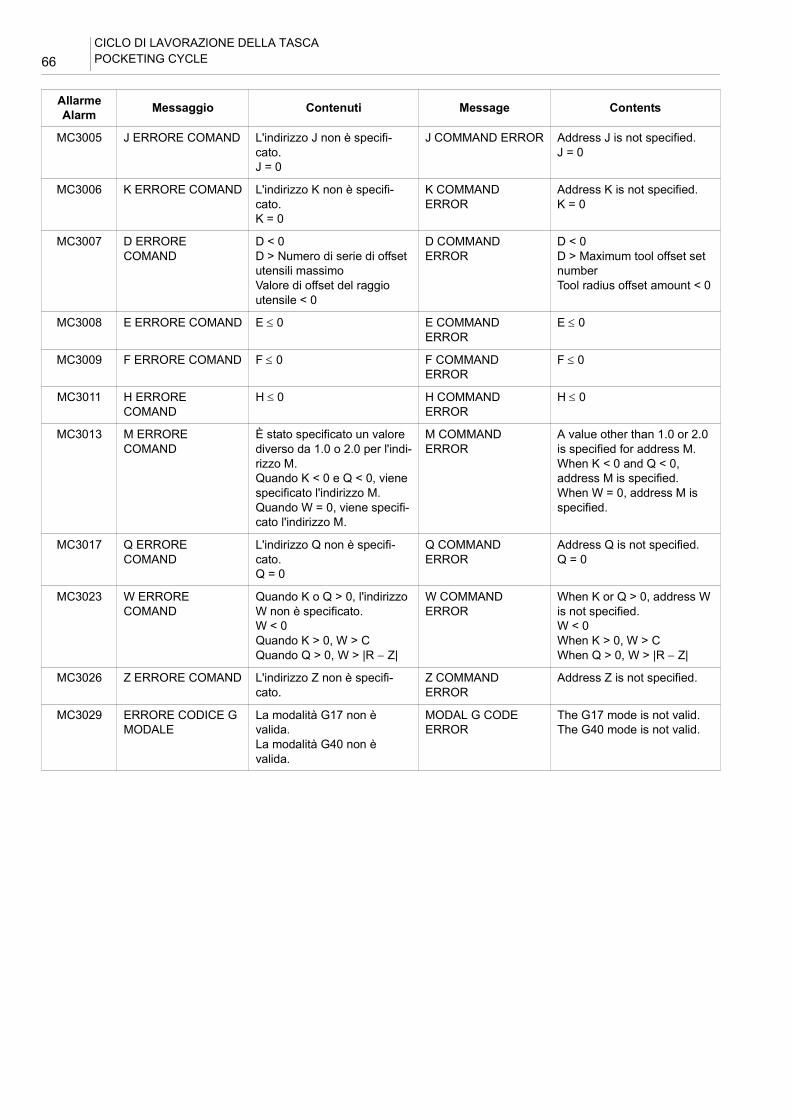
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE66
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H ≤ 0 H COMMAND ERROR
H ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > CQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > CWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
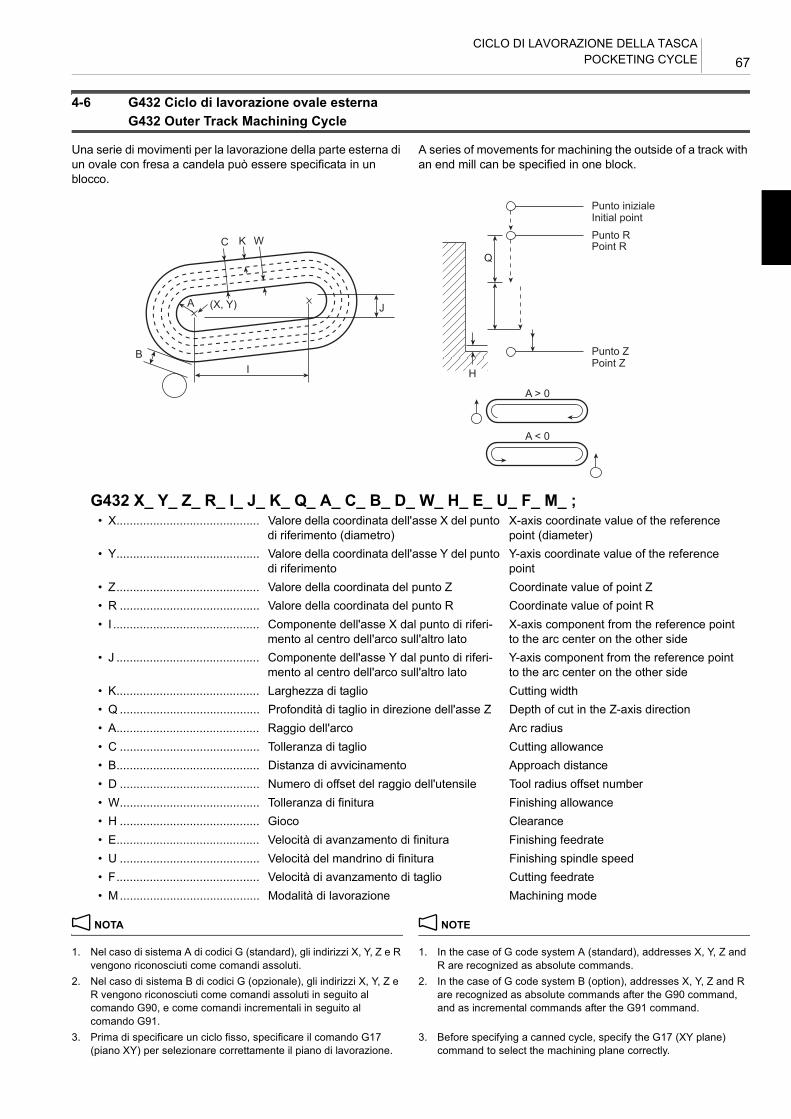
67CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
4-6 G432 Ciclo di lavorazione ovale esternaG432 Outer Track Machining Cycle
Una serie di movimenti per la lavorazione della parte esterna di un ovale con fresa a candela può essere specificata in un blocco.
A series of movements for machining the outside of a track with an end mill can be specified in one block.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
G432 X_ Y_ Z_ R_ I_ J_ K_ Q_ A_ C_ B_ D_ W_ H_ E_ U_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Componente dell'asse X dal punto di riferi-
mento al centro dell'arco sull'altro latoX-axis component from the reference point to the arc center on the other side
• J ........................................... Componente dell'asse Y dal punto di riferi-mento al centro dell'arco sull'altro lato
Y-axis component from the reference point to the arc center on the other side
• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• A........................................... Raggio dell'arco Arc radius• C .......................................... Tolleranza di taglio Cutting allowance• B........................................... Distanza di avvicinamento Approach distance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Gioco Clearance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M.......................................... Modalità di lavorazione Machining mode
C K W
JA (X, Y)
I
A > 0
A < 0
B
Q
H
Initial point
Point R
Point Z
Punto iniziale
Punto R
Punto Z
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE68
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
Movimenti Movements
<Sgrossatura> <Rough machining>1. Movimento degli assi X e Y verso il punto di avvicinamento
in traslazione rapida.1. X- and Y-axes move to the approach point at rapid traverse.
2. Traslazione rapida al punto R 2. Rapid traverse to point R3. L'asse Z si sposta in profondità di taglio in traslazione
rapida.3. Z-axis moves for the depth of cut at rapid traverse.
4. Lavorazione ovale esterna 4. Outer track machining5. Ritorno al punto R in traslazione rapida 5. Return to point R at rapid traverse6. Movimento degli assi X e Y verso il punto di avvicinamento
in traslazione rapida. (Andare a 3. o <Finitura>)6. X- and Y-axes move to the approach point at rapid traverse.
(Go to 3. or <Finishing>)<Finitura> <Finishing>1. Traslazione rapida e lavorazione in direzione dell'asse Z 1. Rapid traverse and machining in the Z-axis direction2. Finitura inferiore 2. Bottom finishing3. Finitura laterale 3. Side finishing4. Retrarre gli assi X e Y. 4. X- and Y-axes retract.5. Traslazione rapida verso il punto iniziale 5. Rapid traverse to the initial point
Allarmi relativi Related alarms
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I, J I0 o J0 omissibile I0 or J0 omissible
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
A A > 0: Lavorazione in senso orarioA < 0: Lavorazione in senso antiorario
A > 0: Machining in the clockwise directionA < 0: Machining in the counterclockwise direction
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
H Quando omesso, H = 0.1 mm When omitted, H = 0.1 mm
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A = 0
A COMMAND ERROR
Address A is not specified.A = 0
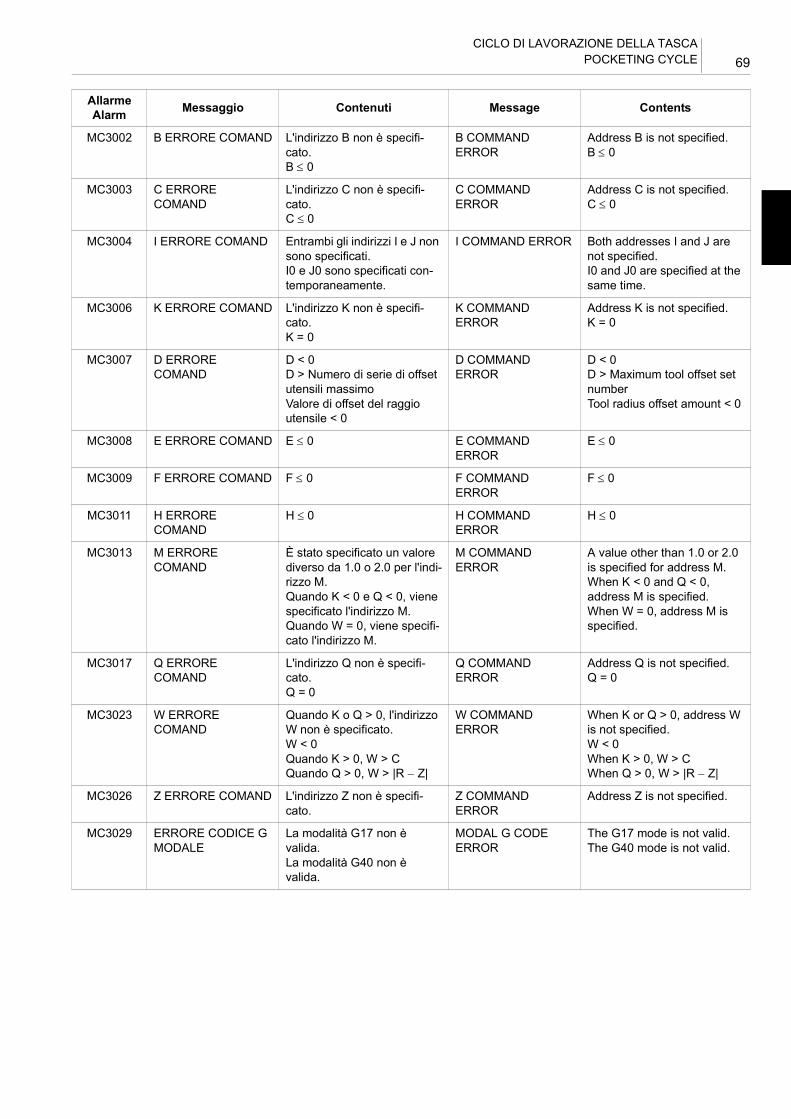
69CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.B ≤ 0
B COMMAND ERROR
Address B is not specified.B ≤ 0
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C ≤ 0
C COMMAND ERROR
Address C is not specified.C ≤ 0
MC3004 I ERRORE COMAND Entrambi gli indirizzi I e J non sono specificati.I0 e J0 sono specificati con-temporaneamente.
I COMMAND ERROR Both addresses I and J are not specified.I0 and J0 are specified at the same time.
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H ≤ 0 H COMMAND ERROR
H ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > CQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > CWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
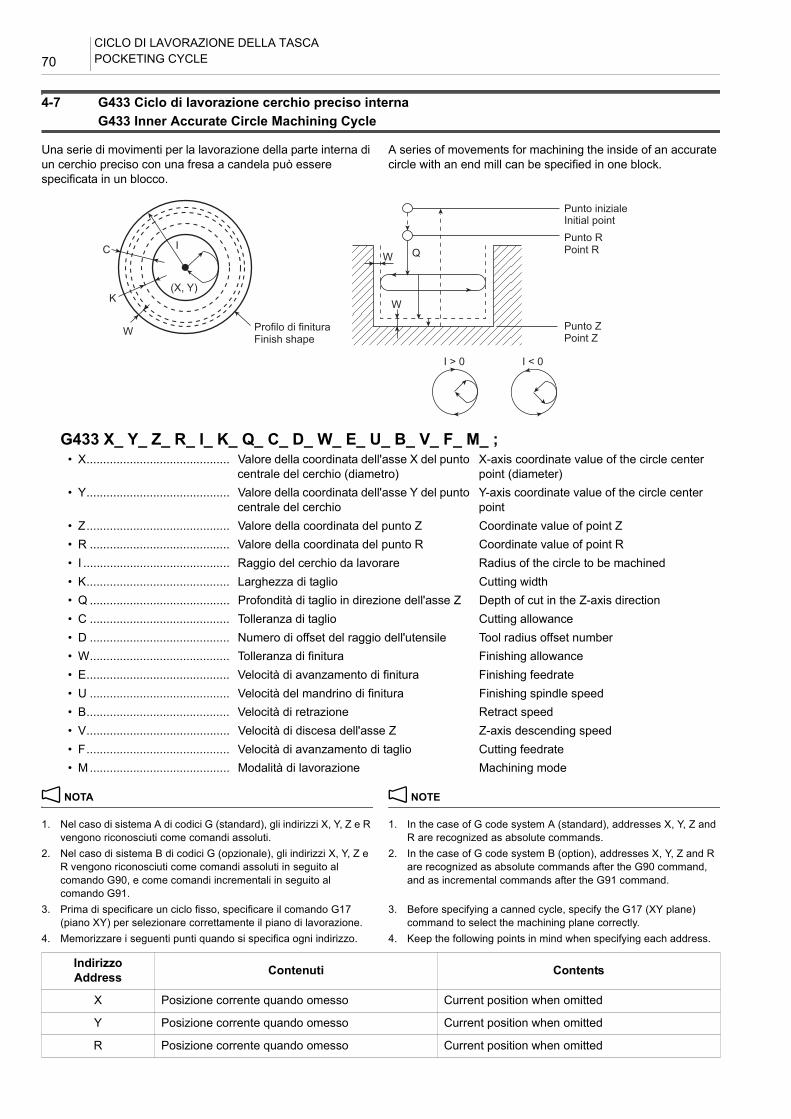
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE70
4-7 G433 Ciclo di lavorazione cerchio preciso internaG433 Inner Accurate Circle Machining Cycle
Una serie di movimenti per la lavorazione della parte interna di un cerchio preciso con una fresa a candela può essere specificata in un blocco.
A series of movements for machining the inside of an accurate circle with an end mill can be specified in one block.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
G433 X_ Y_ Z_ R_ I_ K_ Q_ C_ D_ W_ E_ U_ B_ V_ F_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Raggio del cerchio da lavorare Radius of the circle to be machined• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse Z Depth of cut in the Z-axis direction• C .......................................... Tolleranza di taglio Cutting allowance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• W.......................................... Tolleranza di finitura Finishing allowance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• U .......................................... Velocità del mandrino di finitura Finishing spindle speed• B........................................... Velocità di retrazione Retract speed• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• M .......................................... Modalità di lavorazione Machining mode
Q
W
W
I > 0 I < 0
C
K
W
I
(X, Y)
Initial point
Point R
Point ZFinish shape
Punto iniziale
Punto R
Punto ZProfilo di finitura
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
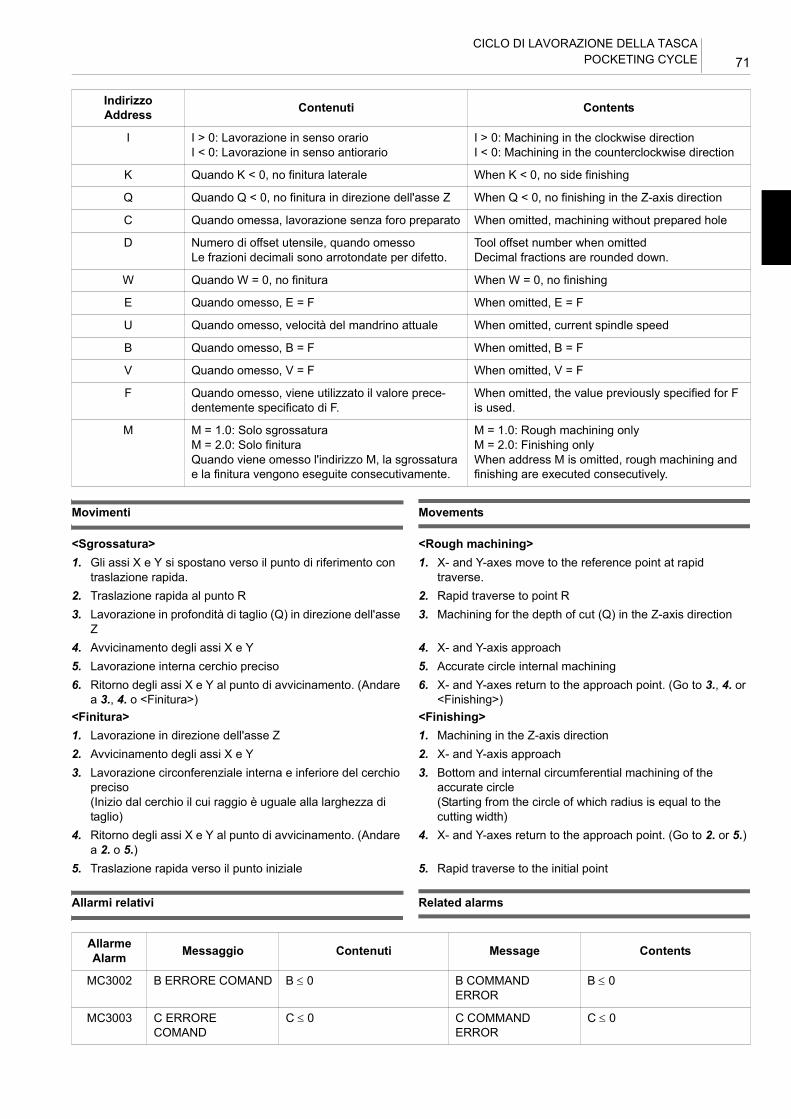
71CICLO DI LAVORAZIONE DELLA TASCA
POCKETING CYCLE
Movimenti Movements
<Sgrossatura> <Rough machining>1. Gli assi X e Y si spostano verso il punto di riferimento con
traslazione rapida.1. X- and Y-axes move to the reference point at rapid
traverse.2. Traslazione rapida al punto R 2. Rapid traverse to point R3. Lavorazione in profondità di taglio (Q) in direzione dell'asse
Z3. Machining for the depth of cut (Q) in the Z-axis direction
4. Avvicinamento degli assi X e Y 4. X- and Y-axis approach5. Lavorazione interna cerchio preciso 5. Accurate circle internal machining6. Ritorno degli assi X e Y al punto di avvicinamento. (Andare
a 3., 4. o <Finitura>)6. X- and Y-axes return to the approach point. (Go to 3., 4. or
<Finishing>)<Finitura> <Finishing>1. Lavorazione in direzione dell'asse Z 1. Machining in the Z-axis direction2. Avvicinamento degli assi X e Y 2. X- and Y-axis approach3. Lavorazione circonferenziale interna e inferiore del cerchio
preciso3. Bottom and internal circumferential machining of the
accurate circle(Inizio dal cerchio il cui raggio è uguale alla larghezza di taglio)
(Starting from the circle of which radius is equal to the cutting width)
4. Ritorno degli assi X e Y al punto di avvicinamento. (Andare a 2. o 5.)
4. X- and Y-axes return to the approach point. (Go to 2. or 5.)
5. Traslazione rapida verso il punto iniziale 5. Rapid traverse to the initial point
Allarmi relativi Related alarms
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
K Quando K < 0, no finitura laterale When K < 0, no side finishing
Q Quando Q < 0, no finitura in direzione dell'asse Z When Q < 0, no finishing in the Z-axis direction
C Quando omessa, lavorazione senza foro preparato When omitted, machining without prepared hole
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
W Quando W = 0, no finitura When W = 0, no finishing
E Quando omesso, E = F When omitted, E = F
U Quando omesso, velocità del mandrino attuale When omitted, current spindle speed
B Quando omesso, B = F When omitted, B = F
V Quando omesso, V = F When omitted, V = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
M M = 1.0: Solo sgrossaturaM = 2.0: Solo finituraQuando viene omesso l'indirizzo M, la sgrossatura e la finitura vengono eseguite consecutivamente.
M = 1.0: Rough machining onlyM = 2.0: Finishing onlyWhen address M is omitted, rough machining and finishing are executed consecutively.
IndirizzoAddress Contenuti Contents
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND B ≤ 0 B COMMAND ERROR
B ≤ 0
MC3003 C ERRORE COMAND
C ≤ 0 C COMMAND ERROR
C ≤ 0
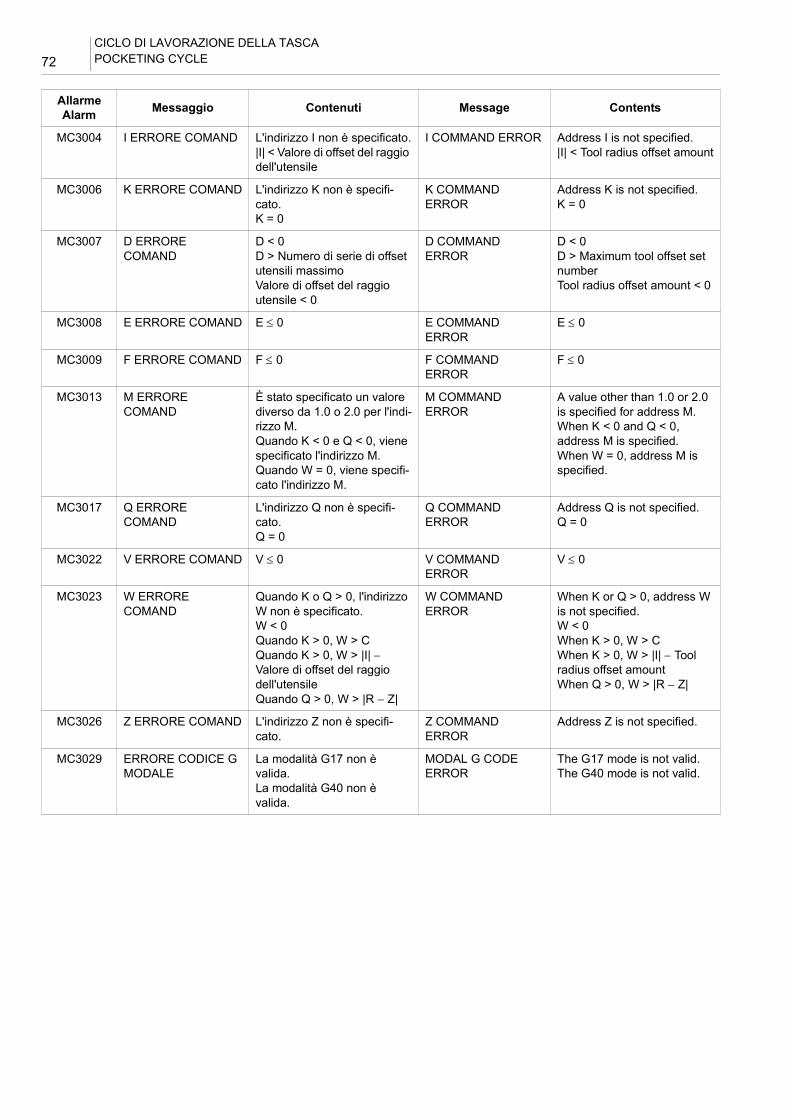
CICLO DI LAVORAZIONE DELLA TASCAPOCKETING CYCLE72
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.|I| < Valore di offset del raggio dell'utensile
I COMMAND ERROR Address I is not specified.|I| < Tool radius offset amount
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3013 M ERRORE COMAND
È stato specificato un valore diverso da 1.0 o 2.0 per l'indi-rizzo M.Quando K < 0 e Q < 0, viene specificato l'indirizzo M.Quando W = 0, viene specifi-cato l'indirizzo M.
M COMMAND ERROR
A value other than 1.0 or 2.0 is specified for address M.When K < 0 and Q < 0, address M is specified.When W = 0, address M is specified.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3023 W ERRORE COMAND
Quando K o Q > 0, l'indirizzo W non è specificato.W < 0Quando K > 0, W > CQuando K > 0, W > |I| − Valore di offset del raggio dell'utensileQuando Q > 0, W > |R − Z|
W COMMAND ERROR
When K or Q > 0, address W is not specified.W < 0When K > 0, W > CWhen K > 0, W > |I| − Tool radius offset amountWhen Q > 0, W > |R − Z|
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
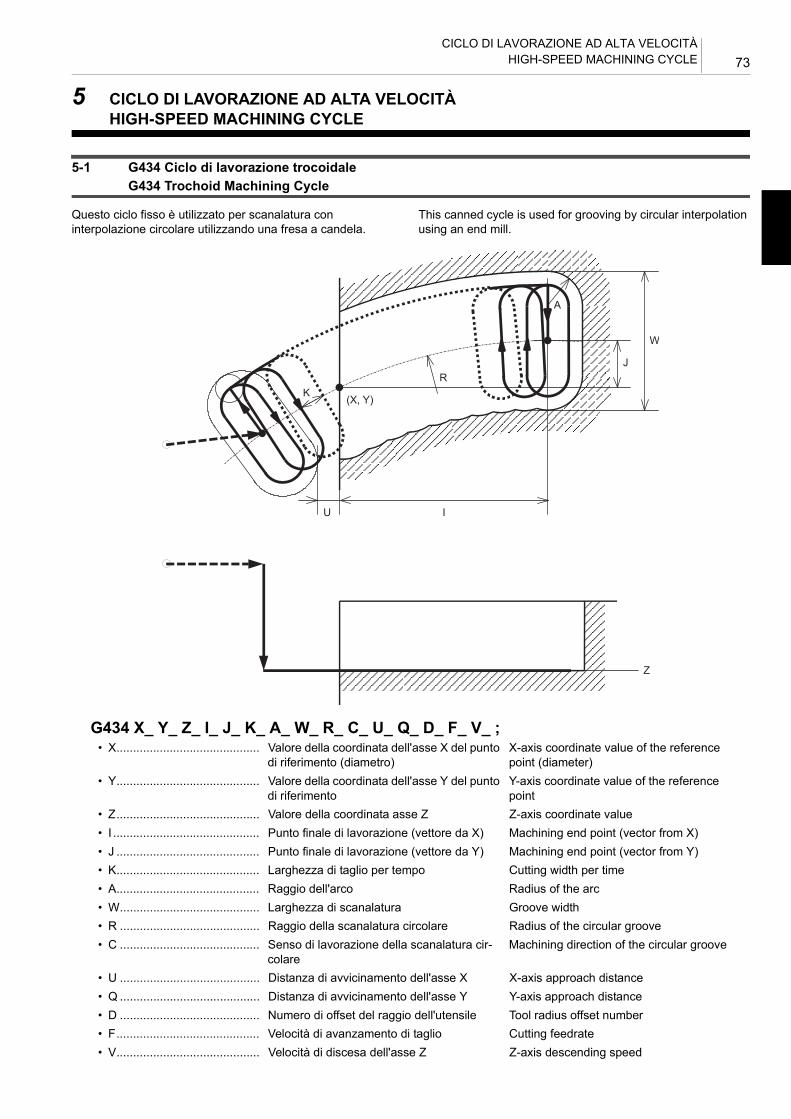
73CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
5 CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE
5-1 G434 Ciclo di lavorazione trocoidaleG434 Trochoid Machining Cycle
Questo ciclo fisso è utilizzato per scanalatura con interpolazione circolare utilizzando una fresa a candela.
This canned cycle is used for grooving by circular interpolation using an end mill.
G434 X_ Y_ Z_ I_ J_ K_ A_ W_ R_ C_ U_ Q_ D_ F_ V_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Valore della coordinata asse Z Z-axis coordinate value• I ............................................ Punto finale di lavorazione (vettore da X) Machining end point (vector from X)• J ........................................... Punto finale di lavorazione (vettore da Y) Machining end point (vector from Y)• K........................................... Larghezza di taglio per tempo Cutting width per time• A........................................... Raggio dell'arco Radius of the arc• W.......................................... Larghezza di scanalatura Groove width• R .......................................... Raggio della scanalatura circolare Radius of the circular groove• C .......................................... Senso di lavorazione della scanalatura cir-
colareMachining direction of the circular groove
• U .......................................... Distanza di avvicinamento dell'asse X X-axis approach distance• Q .......................................... Distanza di avvicinamento dell'asse Y Y-axis approach distance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed
W
J
A
R
(X, Y)K
IU
Z
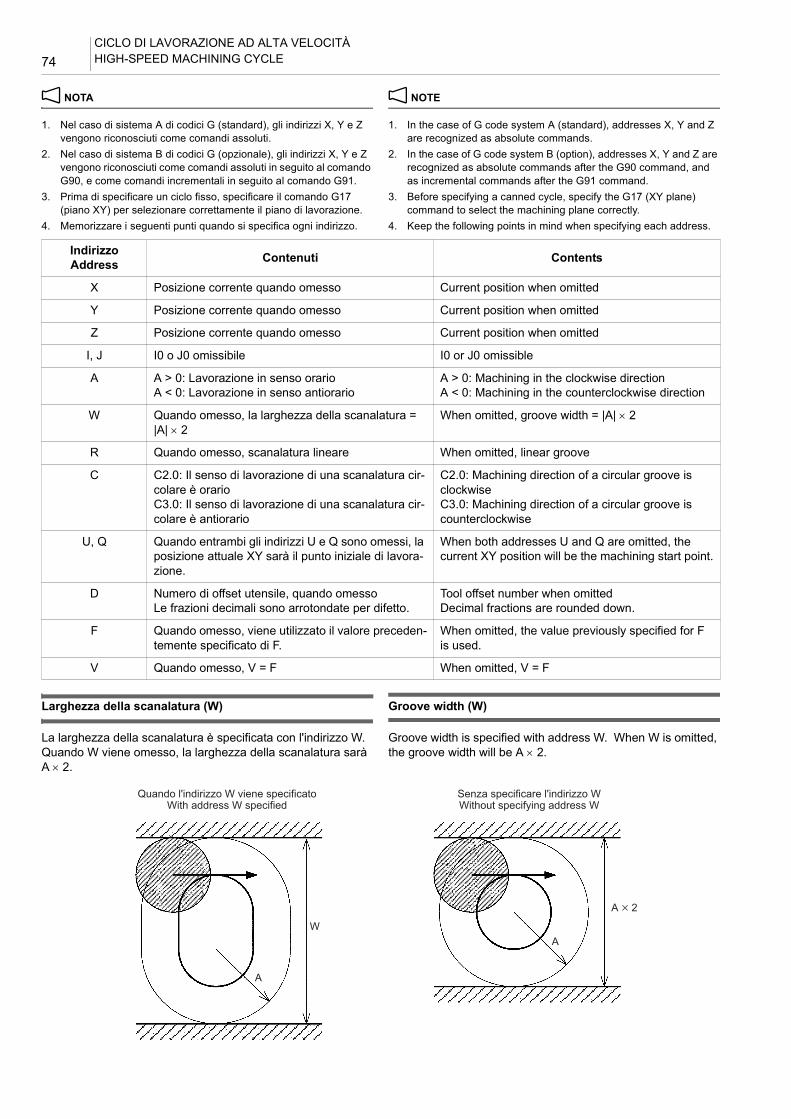
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE74
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y e Z vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y and Z are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
Larghezza della scanalatura (W) Groove width (W)
La larghezza della scanalatura è specificata con l'indirizzo W. Quando W viene omesso, la larghezza della scanalatura sarà A × 2.
Groove width is specified with address W. When W is omitted, the groove width will be A × 2.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Posizione corrente quando omesso Current position when omitted
I, J I0 o J0 omissibile I0 or J0 omissible
A A > 0: Lavorazione in senso orarioA < 0: Lavorazione in senso antiorario
A > 0: Machining in the clockwise directionA < 0: Machining in the counterclockwise direction
W Quando omesso, la larghezza della scanalatura = |A| × 2
When omitted, groove width = |A| × 2
R Quando omesso, scanalatura lineare When omitted, linear groove
C C2.0: Il senso di lavorazione di una scanalatura cir-colare è orarioC3.0: Il senso di lavorazione di una scanalatura cir-colare è antiorario
C2.0: Machining direction of a circular groove is clockwiseC3.0: Machining direction of a circular groove is counterclockwise
U, Q Quando entrambi gli indirizzi U e Q sono omessi, la posizione attuale XY sarà il punto iniziale di lavora-zione.
When both addresses U and Q are omitted, the current XY position will be the machining start point.
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore preceden-temente specificato di F.
When omitted, the value previously specified for F is used.
V Quando omesso, V = F When omitted, V = F
A × 2
A
A
W
With address W specified Without specifying address WQuando l'indirizzo W viene specificato Senza specificare l'indirizzo W
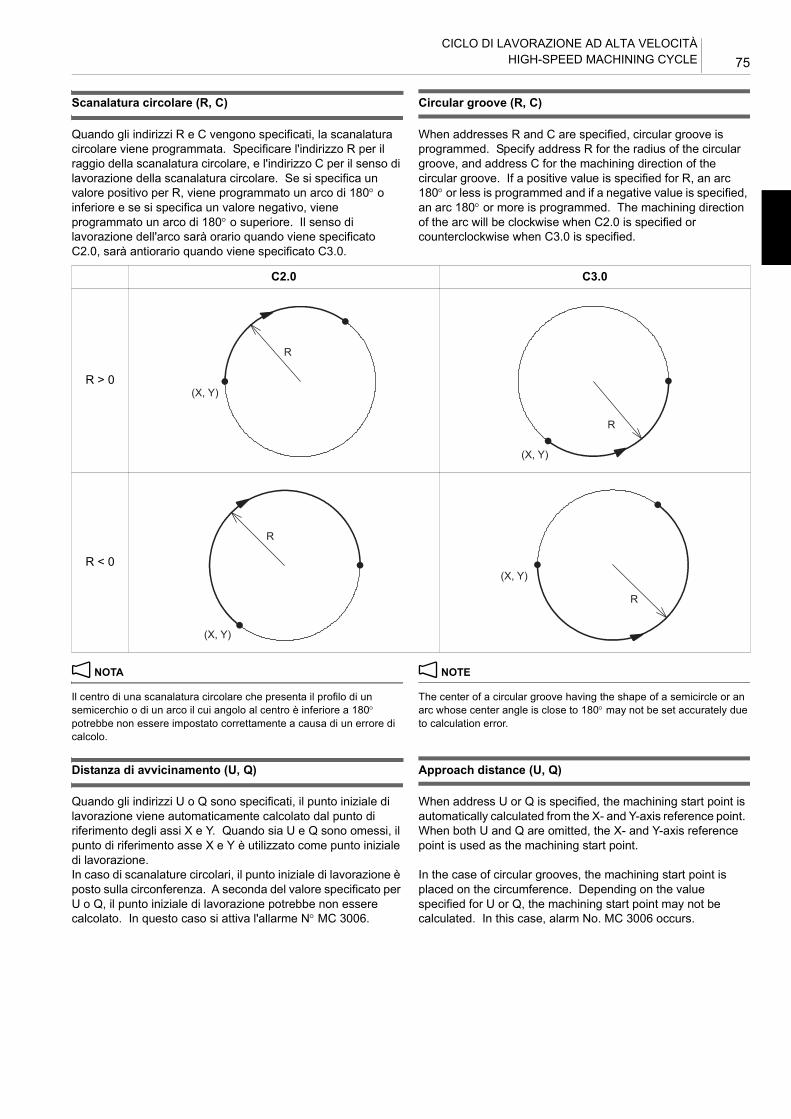
75CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
Scanalatura circolare (R, C) Circular groove (R, C)
Quando gli indirizzi R e C vengono specificati, la scanalatura circolare viene programmata. Specificare l'indirizzo R per il raggio della scanalatura circolare, e l'indirizzo C per il senso di lavorazione della scanalatura circolare. Se si specifica un valore positivo per R, viene programmato un arco di 180° o inferiore e se si specifica un valore negativo, viene programmato un arco di 180° o superiore. Il senso di lavorazione dell'arco sarà orario quando viene specificato C2.0, sarà antiorario quando viene specificato C3.0.
When addresses R and C are specified, circular groove is programmed. Specify address R for the radius of the circular groove, and address C for the machining direction of the circular groove. If a positive value is specified for R, an arc 180° or less is programmed and if a negative value is specified, an arc 180° or more is programmed. The machining direction of the arc will be clockwise when C2.0 is specified or counterclockwise when C3.0 is specified.
2 NOTA 2 NOTE
Il centro di una scanalatura circolare che presenta il profilo di un semicerchio o di un arco il cui angolo al centro è inferiore a 180° potrebbe non essere impostato correttamente a causa di un errore di calcolo.
The center of a circular groove having the shape of a semicircle or an arc whose center angle is close to 180° may not be set accurately due to calculation error.
Distanza di avvicinamento (U, Q) Approach distance (U, Q)
Quando gli indirizzi U o Q sono specificati, il punto iniziale di lavorazione viene automaticamente calcolato dal punto di riferimento degli assi X e Y. Quando sia U e Q sono omessi, il punto di riferimento asse X e Y è utilizzato come punto iniziale di lavorazione.
When address U or Q is specified, the machining start point is automatically calculated from the X- and Y-axis reference point. When both U and Q are omitted, the X- and Y-axis reference point is used as the machining start point.
In caso di scanalature circolari, il punto iniziale di lavorazione è posto sulla circonferenza. A seconda del valore specificato per U o Q, il punto iniziale di lavorazione potrebbe non essere calcolato. In questo caso si attiva l'allarme N° MC 3006.
In the case of circular grooves, the machining start point is placed on the circumference. Depending on the value specified for U or Q, the machining start point may not be calculated. In this case, alarm No. MC 3006 occurs.
C2.0 C3.0
R > 0
R < 0
(X, Y)
R
(X, Y)
R
(X, Y)
R
(X, Y)
R
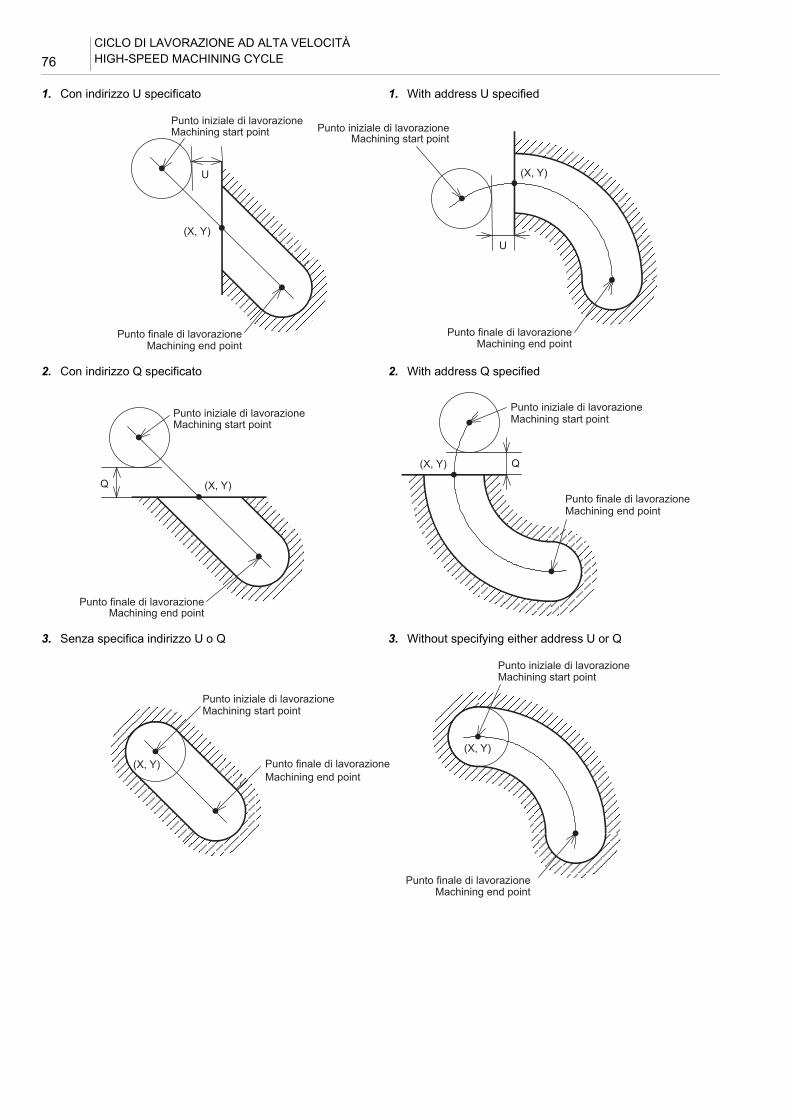
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE76
1. Con indirizzo U specificato 1. With address U specified
2. Con indirizzo Q specificato 2. With address Q specified
3. Senza specifica indirizzo U o Q 3. Without specifying either address U or Q
U
(X, Y)U
(X, Y)
Machining start point Machining start point
Machining end pointMachining end point
Punto iniziale di lavorazionePunto iniziale di lavorazione
Punto finale di lavorazionePunto finale di lavorazione
Q (X, Y)
Q(X, Y)
Machining start point Machining start point
Machining end point
Machining end point
Punto iniziale di lavorazione Punto iniziale di lavorazione
Punto finale di lavorazione
Punto finale di lavorazione
(X, Y)(X, Y)
Machining start point
Machining start point
Machining end point
Machining end point
Punto iniziale di lavorazione
Punto iniziale di lavorazione
Punto finale di lavorazione
Punto finale di lavorazione
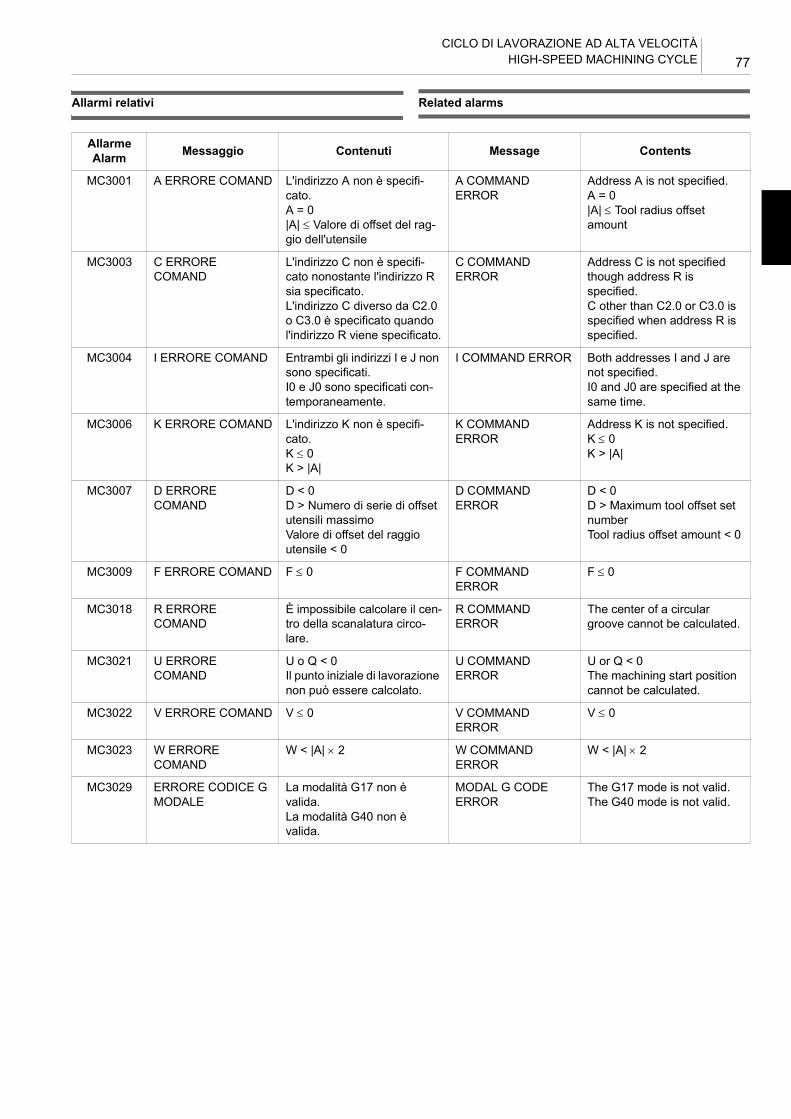
77CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A = 0|A| ≤ Valore di offset del rag-gio dell'utensile
A COMMAND ERROR
Address A is not specified.A = 0|A| ≤ Tool radius offset amount
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato nonostante l'indirizzo R sia specificato.L'indirizzo C diverso da C2.0 o C3.0 è specificato quando l'indirizzo R viene specificato.
C COMMAND ERROR
Address C is not specified though address R is specified.C other than C2.0 or C3.0 is specified when address R is specified.
MC3004 I ERRORE COMAND Entrambi gli indirizzi I e J non sono specificati.I0 e J0 sono specificati con-temporaneamente.
I COMMAND ERROR Both addresses I and J are not specified.I0 and J0 are specified at the same time.
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0K > |A|
K COMMAND ERROR
Address K is not specified.K ≤ 0K > |A|
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3018 R ERRORE COMAND
È impossibile calcolare il cen-tro della scanalatura circo-lare.
R COMMAND ERROR
The center of a circular groove cannot be calculated.
MC3021 U ERRORE COMAND
U o Q < 0Il punto iniziale di lavorazione non può essere calcolato.
U COMMAND ERROR
U or Q < 0The machining start position cannot be calculated.
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3023 W ERRORE COMAND
W < |A| × 2 W COMMAND ERROR
W < |A| × 2
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
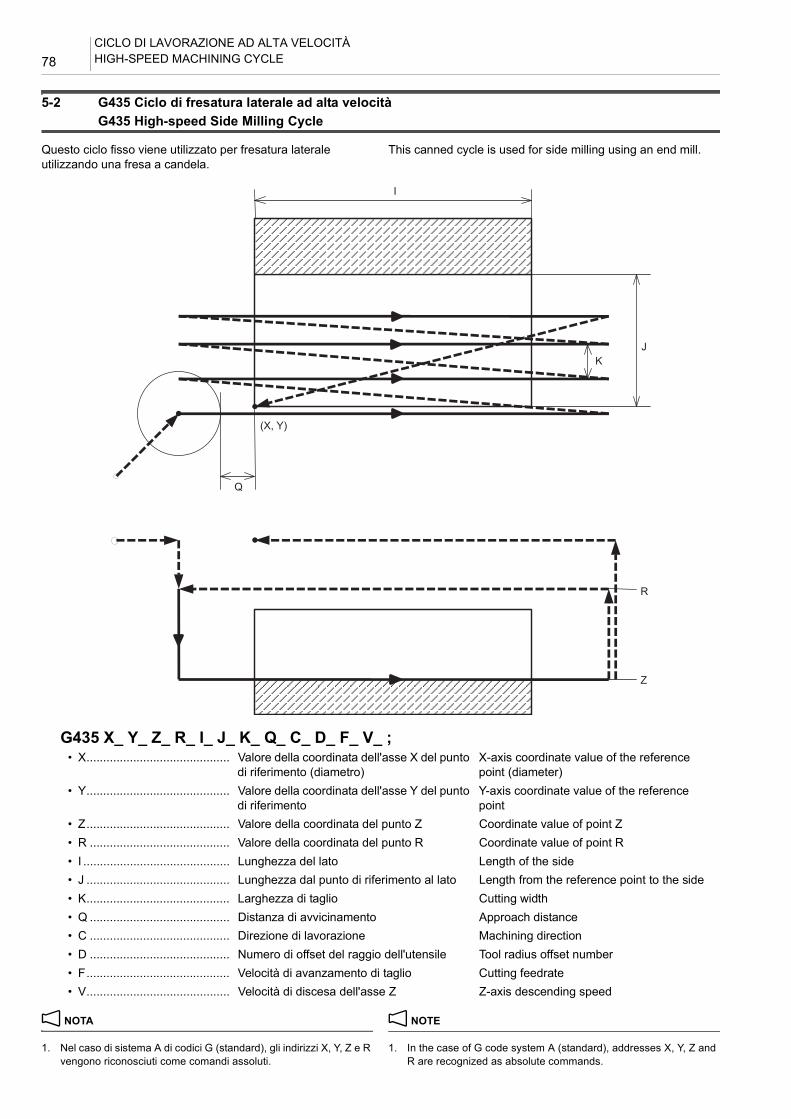
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE78
5-2 G435 Ciclo di fresatura laterale ad alta velocitàG435 High-speed Side Milling Cycle
Questo ciclo fisso viene utilizzato per fresatura laterale utilizzando una fresa a candela.
This canned cycle is used for side milling using an end mill.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
G435 X_ Y_ Z_ R_ I_ J_ K_ Q_ C_ D_ F_ V_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza del lato Length of the side• J ........................................... Lunghezza dal punto di riferimento al lato Length from the reference point to the side• K........................................... Larghezza di taglio Cutting width• Q .......................................... Distanza di avvicinamento Approach distance• C .......................................... Direzione di lavorazione Machining direction• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed
I
JK
(X, Y)
Q
R
Z

79CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I Direzione di lavorazione determinata dal segno Machining direction determined by the sign
J Segno ignorato Sign ignored
K Posizione di avvicinamento determinato dal segno Approach position determined by the sign
Q Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
V Quando omesso, V = F When omitted, V = F
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale

CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE80
Punto iniziale di lavorazione e direzione di lavorazione Machining start point and machining direction
Il punto iniziale di lavorazione e il senso di lavorazione sono determinati dal segno degli indirizzi C e I.
The machining start point and the machining direction are determined by the sign of addresses C and I.
I > 0 I < 0
C1.0
C2.0
C3.0
C4.0
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
I
(X, Y)
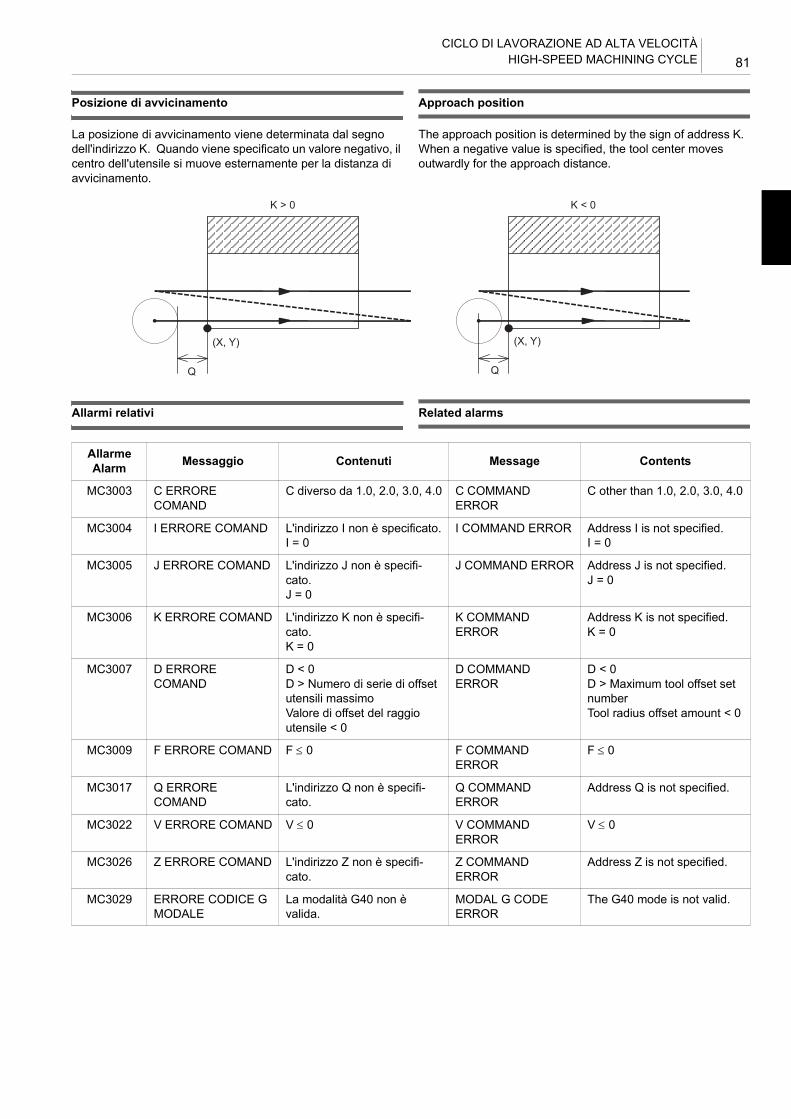
81CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
Posizione di avvicinamento Approach position
La posizione di avvicinamento viene determinata dal segno dell'indirizzo K. Quando viene specificato un valore negativo, il centro dell'utensile si muove esternamente per la distanza di avvicinamento.
The approach position is determined by the sign of address K. When a negative value is specified, the tool center moves outwardly for the approach distance.
Allarmi relativi Related alarms
Q
(X, Y)
Q
(X, Y)
K > 0 K < 0
AllarmeAlarm Messaggio Contenuti Message Contents
MC3003 C ERRORE COMAND
C diverso da 1.0, 2.0, 3.0, 4.0 C COMMAND ERROR
C other than 1.0, 2.0, 3.0, 4.0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.
Q COMMAND ERROR
Address Q is not specified.
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.

CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE82
5-3 G436 Ciclo di scanalatura dell'avanzamento ZG436 Z-feed Grooving Cycle
Questo ciclo fisso viene utilizzato nella scanalatura con inclinazione.
This canned cycle is used for grooving with slope.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
G436 X_ Y_ Z_ R_ I_ J_ K_ C_ A_ Q_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
iniziale di lavorazione (diametro)X-axis coordinate value of the machining start point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto iniziale della lavorazione
Y-axis coordinate value of the machining start point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Punto finale di lavorazione (vettore da X) Machining end point (vector from X)• J ........................................... Punto finale di lavorazione (vettore da Y) Machining end point (vector from Y)• K........................................... Raggio della scanalatura circolare Radius of the circular groove• C .......................................... Senso di lavorazione della scanalatura cir-
colareMachining direction of the circular groove
• A........................................... Angolo di lavorazione dell'asse Z Z-axis machining angle• Q .......................................... Profondità di taglio dell'asse Z Z-axis depth of cut• F........................................... Velocità di avanzamento di taglio Cutting feedrate
(X, Y)
J
I
AR
Q
Z
)(X, Y)
C
JK
I
<Straight groove> <Circular groove><Scanalatura dritta> <Scanalatura circolare>

83CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
4. Se non viene specificata la finitura inferiore, la lavorazione viene terminata una volta raggiunto il punto Z, e l'utensile si sposta verso il centro della scanalatura per poi tornare verso il punto iniziale.
4. With no bottom finishing specified, machining is finished when point Z is reached, and the tool moves to the groove center and then returns to the initial point.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
K Scanalatura lineare se omissione Linear groove when omitted
C C2.0: Il senso di lavorazione di una scanalatura cir-colare è orarioC3.0: Il senso di lavorazione di una scanalatura cir-colare è antiorario
C2.0: Machining direction of a circular groove is clockwiseC3.0: Machining direction of a circular groove is counterclockwise
A, Q Quando gli indirizzi A e Q sono specificati nello stesso blocco, viene data priorità a Q, mentre A viene ignorata.Non avviene la finitura inferiore quando viene spe-cificato un valore negativo.
When addresses A and Q specified in the same block, Q is given priority and A is ignored.No bottom finishing when a negative value is specified.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
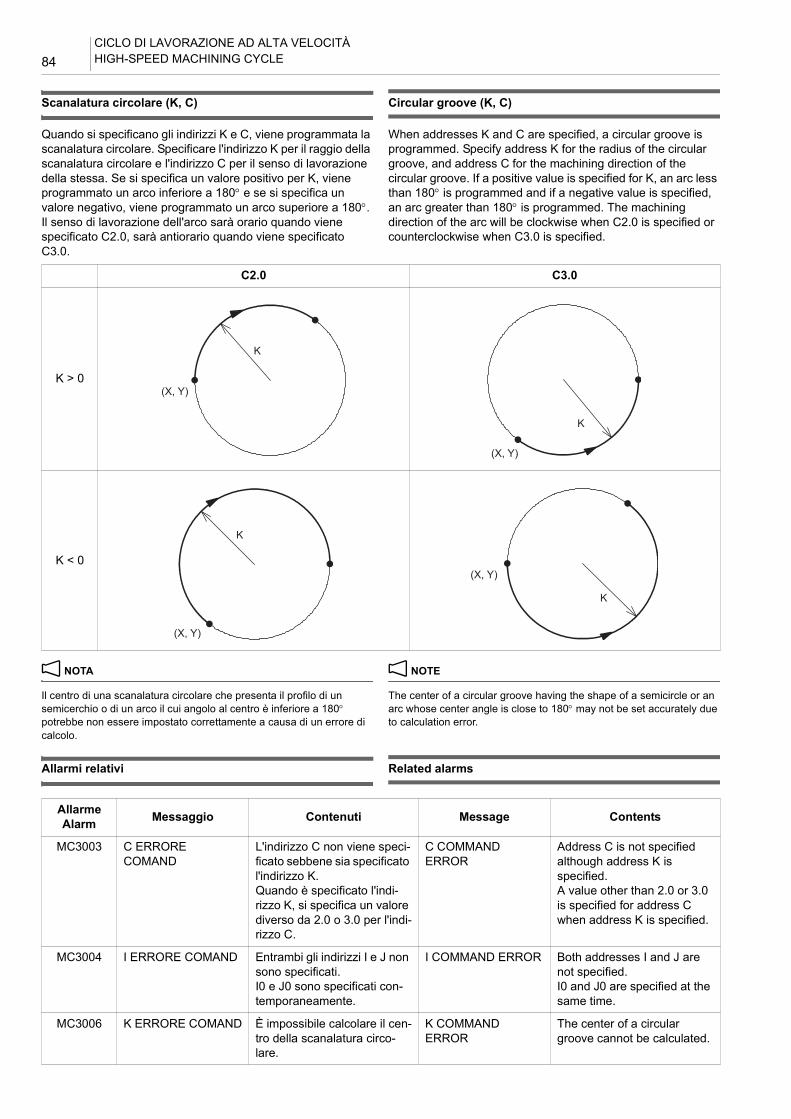
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE84
Scanalatura circolare (K, C) Circular groove (K, C)
Quando si specificano gli indirizzi K e C, viene programmata la scanalatura circolare. Specificare l'indirizzo K per il raggio della scanalatura circolare e l'indirizzo C per il senso di lavorazione della stessa. Se si specifica un valore positivo per K, viene programmato un arco inferiore a 180° e se si specifica un valore negativo, viene programmato un arco superiore a 180°. Il senso di lavorazione dell'arco sarà orario quando viene specificato C2.0, sarà antiorario quando viene specificato C3.0.
When addresses K and C are specified, a circular groove is programmed. Specify address K for the radius of the circular groove, and address C for the machining direction of the circular groove. If a positive value is specified for K, an arc less than 180° is programmed and if a negative value is specified, an arc greater than 180° is programmed. The machining direction of the arc will be clockwise when C2.0 is specified or counterclockwise when C3.0 is specified.
2 NOTA 2 NOTE
Il centro di una scanalatura circolare che presenta il profilo di un semicerchio o di un arco il cui angolo al centro è inferiore a 180° potrebbe non essere impostato correttamente a causa di un errore di calcolo.
The center of a circular groove having the shape of a semicircle or an arc whose center angle is close to 180° may not be set accurately due to calculation error.
Allarmi relativi Related alarms
C2.0 C3.0
K > 0
K < 0
(X, Y)
K
(X, Y)
K
(X, Y)
K
(X, Y)
K
AllarmeAlarm Messaggio Contenuti Message Contents
MC3003 C ERRORE COMAND
L'indirizzo C non viene speci-ficato sebbene sia specificato l'indirizzo K.Quando è specificato l'indi-rizzo K, si specifica un valore diverso da 2.0 o 3.0 per l'indi-rizzo C.
C COMMAND ERROR
Address C is not specified although address K is specified.A value other than 2.0 or 3.0 is specified for address C when address K is specified.
MC3004 I ERRORE COMAND Entrambi gli indirizzi I e J non sono specificati.I0 e J0 sono specificati con-temporaneamente.
I COMMAND ERROR Both addresses I and J are not specified.I0 and J0 are specified at the same time.
MC3006 K ERRORE COMAND È impossibile calcolare il cen-tro della scanalatura circo-lare.
K COMMAND ERROR
The center of a circular groove cannot be calculated.
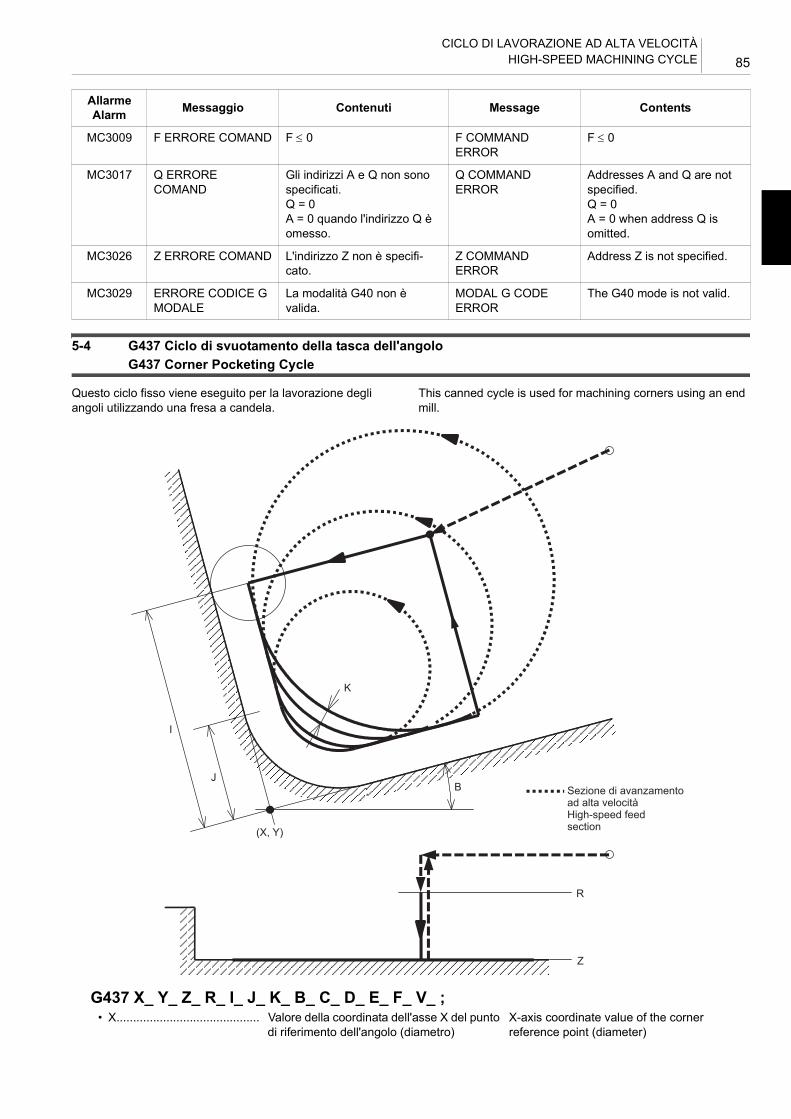
85CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
5-4 G437 Ciclo di svuotamento della tasca dell'angoloG437 Corner Pocketing Cycle
Questo ciclo fisso viene eseguito per la lavorazione degli angoli utilizzando una fresa a candela.
This canned cycle is used for machining corners using an end mill.
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
Gli indirizzi A e Q non sono specificati.Q = 0A = 0 quando l'indirizzo Q è omesso.
Q COMMAND ERROR
Addresses A and Q are not specified.Q = 0A = 0 when address Q is omitted.
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
G437 X_ Y_ Z_ R_ I_ J_ K_ B_ C_ D_ E_ F_ V_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento dell'angolo (diametro)X-axis coordinate value of the corner reference point (diameter)
I
J
(X, Y)
K
B
R
Z
High-speed feed section
Sezione di avanzamento ad alta velocità
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE86
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento dell'angolo
Y-axis coordinate value of the corner reference point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Raggio angolo iniziale Initial corner radius• J ........................................... Raggio angolo finale Last corner radius• K........................................... Larghezza di taglio Cutting width• B........................................... Inclinazione dell'angolo Corner inclination• C .......................................... Quadrante dell'angolo Quadrant of the corner• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in the high-speed feed section
• F........................................... Velocità di avanzamento di taglio Cutting feedrate• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
J Quando omesso, raggio dell'angolo = valore di off-set del raggio dell'utensile
When omitted, corner radius = tool radius offset amount
B Quando omesso, B = 0 When omitted, B = 0
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
E Quando omesso, E = F When omitted, E = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
V Quando omesso, V = F When omitted, V = F

87CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
Quadranti Quadrants
Il quadrante dell'angolo può essere specificato attraverso il valore per indirizzo C. Quando viene specificato l'indirizzo C, l'indirizzo B viene ignorato.
The quadrant of the corner can be determined by the value for address C. When address C is specified, address B is ignored.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
Allarmi relativi Related alarms
C1.0 C2.0 C3.0 C4.0
(X, Y) (X, Y)
(X, Y) (X, Y)
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
AllarmeAlarm Messaggio Contenuti Message Contents
MC3003 C ERRORE COMAND
C diverso da 1.0, 2.0, 3.0, 4.0 C COMMAND ERROR
C other than 1.0, 2.0, 3.0, 4.0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0|I| < J
I COMMAND ERROR Address I is not specified.I = 0|I| < J
MC3005 J ERRORE COMAND J < Valore di offset del raggio dell'utensile
J COMMAND ERROR J < Tool radius offset amount
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE88
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
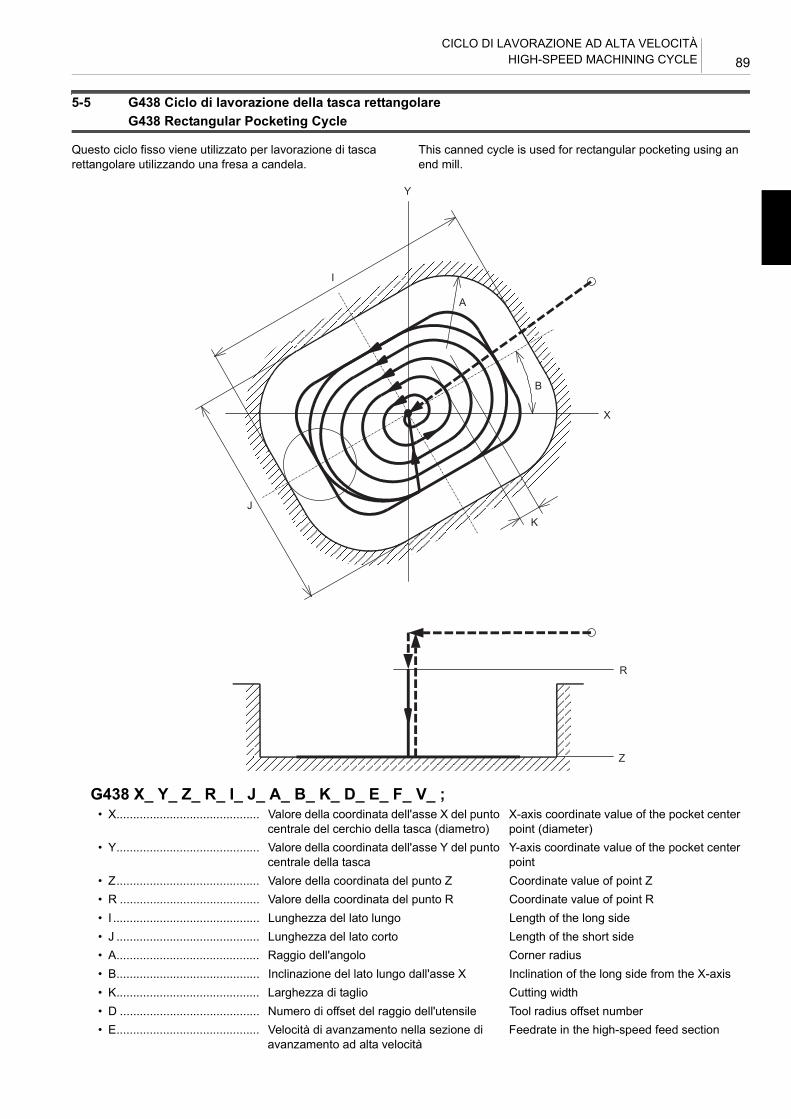
89CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
5-5 G438 Ciclo di lavorazione della tasca rettangolareG438 Rectangular Pocketing Cycle
Questo ciclo fisso viene utilizzato per lavorazione di tasca rettangolare utilizzando una fresa a candela.
This canned cycle is used for rectangular pocketing using an end mill.
G438 X_ Y_ Z_ R_ I_ J_ A_ B_ K_ D_ E_ F_ V_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio della tasca (diametro)X-axis coordinate value of the pocket center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale della tasca
Y-axis coordinate value of the pocket center point
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Lunghezza del lato lungo Length of the long side• J ........................................... Lunghezza del lato corto Length of the short side• A........................................... Raggio dell'angolo Corner radius• B........................................... Inclinazione del lato lungo dall'asse X Inclination of the long side from the X-axis• K........................................... Larghezza di taglio Cutting width• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in the high-speed feed section
Y
I
JK
X
A
B
R
Z
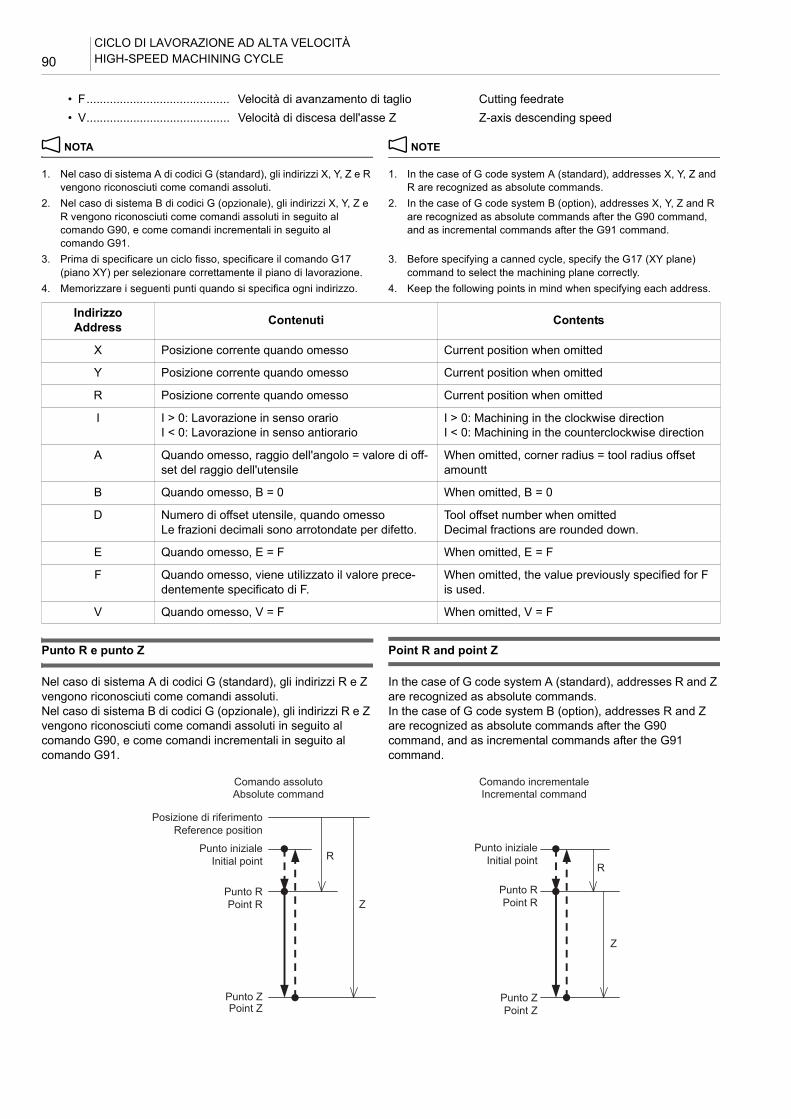
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE90
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
• F........................................... Velocità di avanzamento di taglio Cutting feedrate• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
A Quando omesso, raggio dell'angolo = valore di off-set del raggio dell'utensile
When omitted, corner radius = tool radius offset amountt
B Quando omesso, B = 0 When omitted, B = 0
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
E Quando omesso, E = F When omitted, E = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
V Quando omesso, V = F When omitted, V = F
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale

91CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
Sezione di avanzamento ad alta velocità High-speed feed section
Dopo aver gradualmente ampliato una traccia a partire dal centro di una tasca rettangolare, potrebbero essere necessarie più passate di taglio circolare per ciascun angolo della tasca rettangolare. Come nel ciclo G437 di svuotamento della tasca dell'angolo, l'utensile si sposta alla velocità di avanzamento specificata con l'indirizzo E, considerando le porzioni non tagliate come sezioni ad alta velocità.
After gradually expanding a track from the center of a rectangular pocket, several circular cutting passes may be required per corner of the rectangular pocket. As in the G437 Corner Pocketing Cycle, the tool moves at the feedrate specified with address E, regarding non-cutting portions as a high-speed sections at this time.
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A < Valore di offset del raggio dell'utensile
A COMMAND ERROR
A < Tool radius offset amount
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0|I| ≤ Valore di offset del raggio dell'utensile × 2
I COMMAND ERROR Address I is not specified.I = 0|I| ≤ Tool radius offset amount × 2
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J ≤ Valore di offset del raggio dell'utensile × 2
J COMMAND ERROR Address J is not specified.J ≤ Tool radius offset amount × 2
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
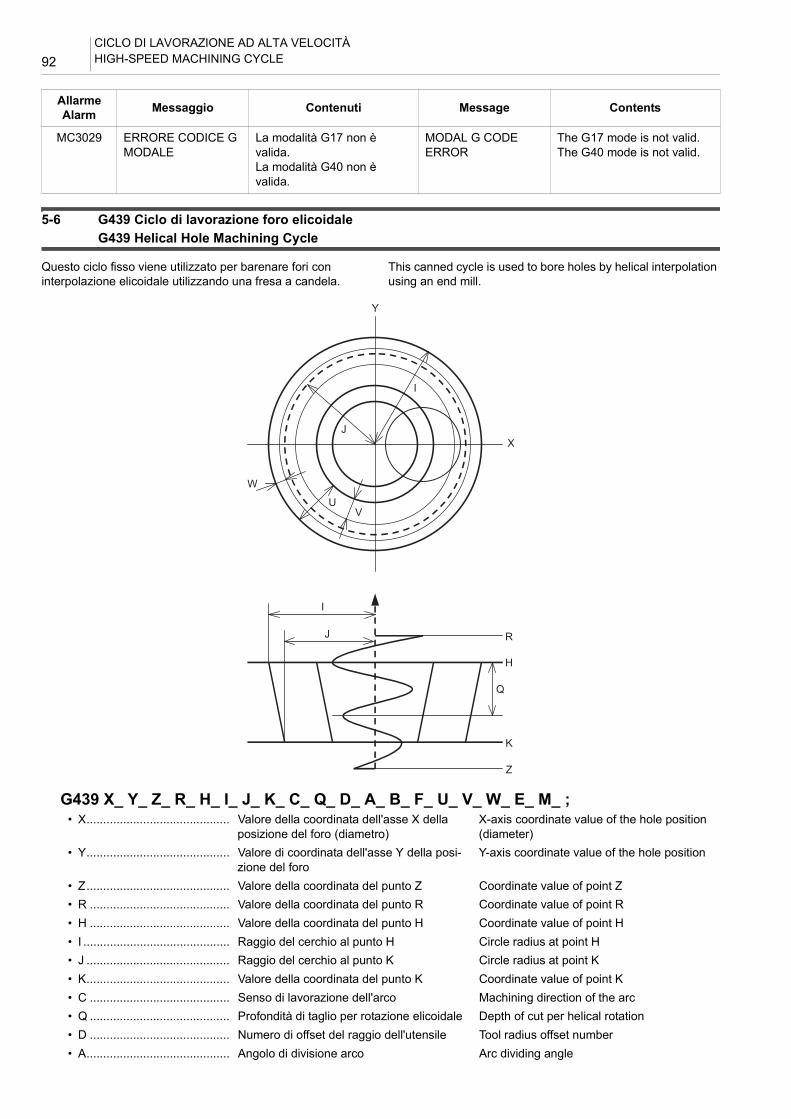
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE92
5-6 G439 Ciclo di lavorazione foro elicoidaleG439 Helical Hole Machining Cycle
Questo ciclo fisso viene utilizzato per barenare fori con interpolazione elicoidale utilizzando una fresa a candela.
This canned cycle is used to bore holes by helical interpolation using an end mill.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
G439 X_ Y_ Z_ R_ H_ I_ J_ K_ C_ Q_ D_ A_ B_ F_ U_ V_ W_ E_ M_ ;• X........................................... Valore della coordinata dell'asse X della
posizione del foro (diametro)X-axis coordinate value of the hole position (diameter)
• Y........................................... Valore di coordinata dell'asse Y della posi-zione del foro
Y-axis coordinate value of the hole position
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• H .......................................... Valore della coordinata del punto H Coordinate value of point H• I ............................................ Raggio del cerchio al punto H Circle radius at point H• J ........................................... Raggio del cerchio al punto K Circle radius at point K• K........................................... Valore della coordinata del punto K Coordinate value of point K• C .......................................... Senso di lavorazione dell'arco Machining direction of the arc• Q .......................................... Profondità di taglio per rotazione elicoidale Depth of cut per helical rotation• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• A........................................... Angolo di divisione arco Arc dividing angle
W
UV
Y
J
I
X
I
J R
H
Q
K
Z

93CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
5. Poiché viene eseguita la lavorazione a cono, mentre viene modificato il centro dell'arco e il raggio per ogni angolo divisione l'arco, la forma a cono non sarà precisa.
5. As cone machining is executed while changing the arc center and radius at each arc dividing angle, the cone shape will not be precise.
• B........................................... Raggio sfera della fresa a candela con testa sferica
Ball radius of the ball end mill
• F........................................... Velocità di avanzamento di taglio Cutting feedrate• U .......................................... Tolleranza di taglio Cutting allowance• V........................................... Larghezza di taglio Cutting width• W.......................................... Tolleranza di finitura Finishing allowance• E........................................... Velocità di avanzamento di finitura Finishing feedrate• M.......................................... Comando modalità Modal command
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
H Quando omesso, H = R When omitted, H = R
I I > 0: Senso di lavorazione dal punto R al punto ZI < 0: Senso di lavorazione dal punto Z al punto R
I > 0: Machining direction from point R to point ZI < 0: Machining direction from point Z to point R
J
Quando omesso, J = IQuando viene specificato un valore negativo, gli assi X e Y non tornano sulla posizione del foro a fine lavorazione e l'asse Z viene posizionato al punto iniziale.
When omitted, J = IWhen a negative value is specified, the X- and Y-axes do not return to the hole position at the end of machining and the Z-axis is positioned to the initial point.
K Quando omesso, K = Z When omitted, K = Z
CC2.0: Lavorazione circolare in senso orarioC3.0: Lavorazione circolare in senso antiorario
C2.0: Circular machining in the clockwise directionC3.0: Circular machining in the counterclockwise direction
Q Quando viene specificato un valore negativo, l'intero ciclo non viene lavorato nel fondo del foro.
When a negative value is specified, the whole circle is not machined at the bottom of the hole.
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
A Quando omesso, A = 90 When omitted, A = 90
BQuando omesso, B = 0 (fresa a candela quadrata)Quando B0 viene specificato, B = valore di offset del raggio dell'utensile
When omitted, B = 0 (square end mill)When B0 is specified, B = tool radius offset amount
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
U Quando omesso, sgrossatura eseguita una volta When omitted, rough machining executed once
W Assenza di profilo di finitura se omesso No finishing when omitted
E Quando omesso, E = F When omitted, E = F
M Quando omesso, comando unicoQuando M1 è specificato, comando modalità
When omitted, one-shot commandWhen M1 is specified, modal command
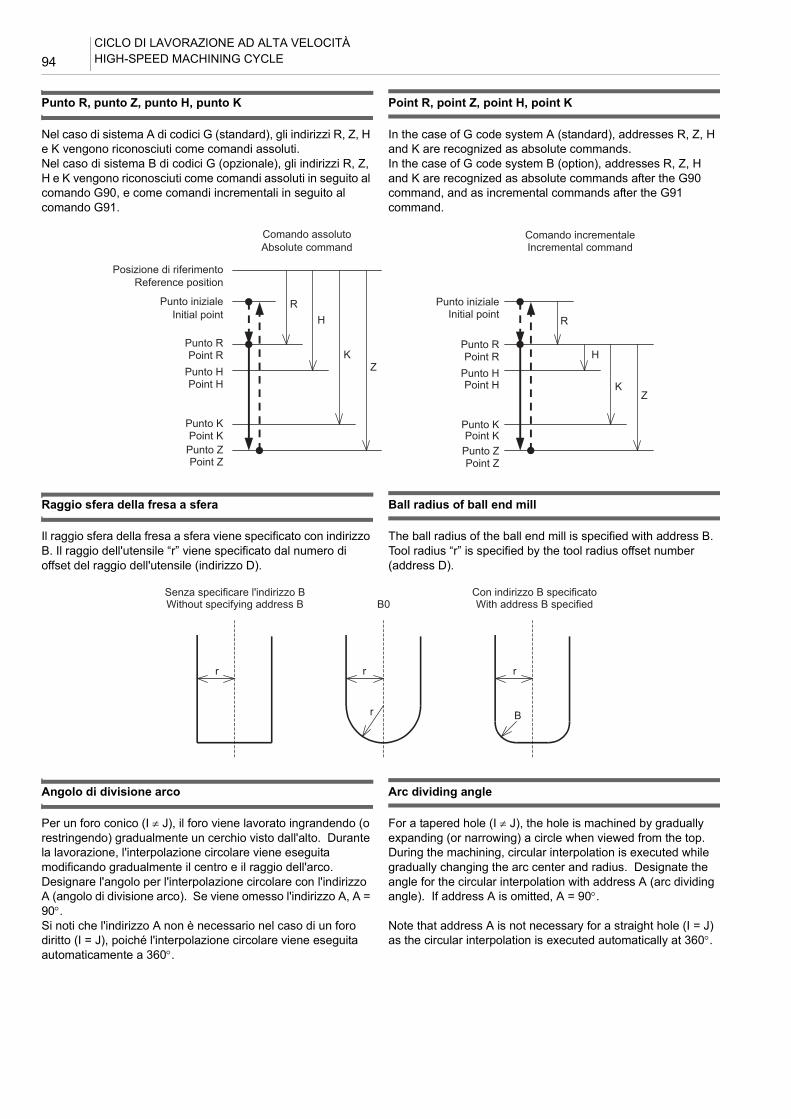
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE94
Punto R, punto Z, punto H, punto K Point R, point Z, point H, point K
Nel caso di sistema A di codici G (standard), gli indirizzi R, Z, H e K vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R, Z, H and K are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R, Z, H e K vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R, Z, H and K are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
Raggio sfera della fresa a sfera Ball radius of ball end mill
Il raggio sfera della fresa a sfera viene specificato con indirizzo B. Il raggio dell'utensile “r” viene specificato dal numero di offset del raggio dell'utensile (indirizzo D).
The ball radius of the ball end mill is specified with address B. Tool radius “r” is specified by the tool radius offset number (address D).
Angolo di divisione arco Arc dividing angle
Per un foro conico (I ≠ J), il foro viene lavorato ingrandendo (o restringendo) gradualmente un cerchio visto dall'alto. Durante la lavorazione, l'interpolazione circolare viene eseguita modificando gradualmente il centro e il raggio dell'arco. Designare l'angolo per l'interpolazione circolare con l'indirizzo A (angolo di divisione arco). Se viene omesso l'indirizzo A, A = 90°.
For a tapered hole (I ≠ J), the hole is machined by gradually expanding (or narrowing) a circle when viewed from the top. During the machining, circular interpolation is executed while gradually changing the arc center and radius. Designate the angle for the circular interpolation with address A (arc dividing angle). If address A is omitted, A = 90°.
Si noti che l'indirizzo A non è necessario nel caso di un foro diritto (I = J), poiché l'interpolazione circolare viene eseguita automaticamente a 360°.
Note that address A is not necessary for a straight hole (I = J) as the circular interpolation is executed automatically at 360°.
RH
KZ
R
H
KZ
Incremental command
Point R
Initial point
Point Z
Point H
Point K
Absolute command
Reference position
Point R
Initial point
Point Z
Point H
Point K
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Punto H
Punto K
Comando assoluto
Punto R
Punto iniziale
Punto Z
Punto H
Punto K
Comando incrementale
r r
r
r
B
B0Without specifying address B With address B specifiedSenza specificare l'indirizzo B Con indirizzo B specificato
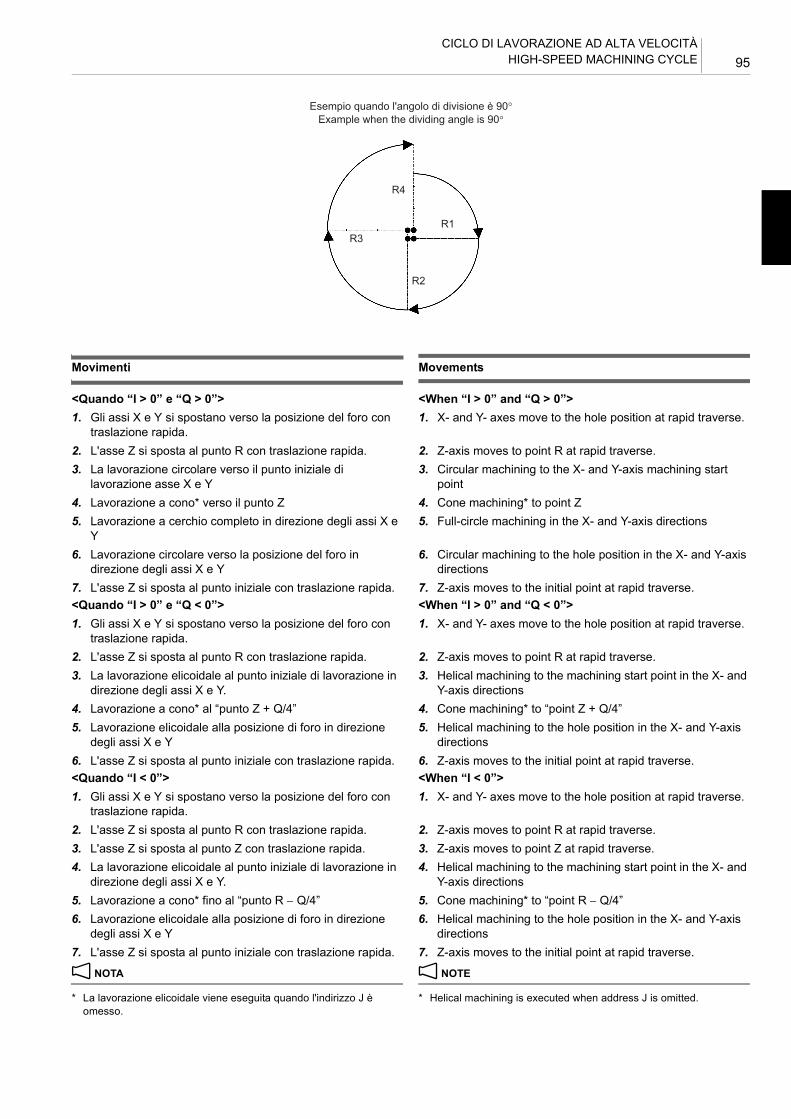
95CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
Movimenti Movements
<Quando “I > 0” e “Q > 0”> <When “I > 0” and “Q > 0”>1. Gli assi X e Y si spostano verso la posizione del foro con
traslazione rapida.1. X- and Y- axes move to the hole position at rapid traverse.
2. L'asse Z si sposta al punto R con traslazione rapida. 2. Z-axis moves to point R at rapid traverse.3. La lavorazione circolare verso il punto iniziale di
lavorazione asse X e Y3. Circular machining to the X- and Y-axis machining start
point4. Lavorazione a cono* verso il punto Z 4. Cone machining* to point Z5. Lavorazione a cerchio completo in direzione degli assi X e
Y5. Full-circle machining in the X- and Y-axis directions
6. Lavorazione circolare verso la posizione del foro in direzione degli assi X e Y
6. Circular machining to the hole position in the X- and Y-axis directions
7. L'asse Z si sposta al punto iniziale con traslazione rapida. 7. Z-axis moves to the initial point at rapid traverse.<Quando “I > 0” e “Q < 0”> <When “I > 0” and “Q < 0”>1. Gli assi X e Y si spostano verso la posizione del foro con
traslazione rapida.1. X- and Y- axes move to the hole position at rapid traverse.
2. L'asse Z si sposta al punto R con traslazione rapida. 2. Z-axis moves to point R at rapid traverse.3. La lavorazione elicoidale al punto iniziale di lavorazione in
direzione degli assi X e Y.3. Helical machining to the machining start point in the X- and
Y-axis directions4. Lavorazione a cono* al “punto Z + Q/4” 4. Cone machining* to “point Z + Q/4”5. Lavorazione elicoidale alla posizione di foro in direzione
degli assi X e Y5. Helical machining to the hole position in the X- and Y-axis
directions6. L'asse Z si sposta al punto iniziale con traslazione rapida. 6. Z-axis moves to the initial point at rapid traverse.<Quando “I < 0”> <When “I < 0”>1. Gli assi X e Y si spostano verso la posizione del foro con
traslazione rapida.1. X- and Y- axes move to the hole position at rapid traverse.
2. L'asse Z si sposta al punto R con traslazione rapida. 2. Z-axis moves to point R at rapid traverse.3. L'asse Z si sposta al punto Z con traslazione rapida. 3. Z-axis moves to point Z at rapid traverse.4. La lavorazione elicoidale al punto iniziale di lavorazione in
direzione degli assi X e Y.4. Helical machining to the machining start point in the X- and
Y-axis directions5. Lavorazione a cono* fino al “punto R − Q/4” 5. Cone machining* to “point R − Q/4”6. Lavorazione elicoidale alla posizione di foro in direzione
degli assi X e Y6. Helical machining to the hole position in the X- and Y-axis
directions7. L'asse Z si sposta al punto iniziale con traslazione rapida. 7. Z-axis moves to the initial point at rapid traverse.
2 NOTA 2 NOTE
* La lavorazione elicoidale viene eseguita quando l'indirizzo J è omesso.
* Helical machining is executed when address J is omitted.
R4
R3R1
R2
Example when the dividing angle is 90°Esempio quando l'angolo di divisione è 90°
CICLO DI LAVORAZIONE AD ALTA VELOCITÀHIGH-SPEED MACHINING CYCLE96
Comando modalità, cancellazione comando modalità G400
Modal command, G400 Modal command cancel
Quando l'indirizzo M1 è specificato come argomento che segue G439, ogni comando di indirizzo diverso da G diventa modale.
When address M1 is specified for the argument following G439, each address command other than G becomes modal.
2 NOTA 2 NOTE
Quando si specifica il comando modalità, cancellare sempre il comando modalità specificando G400. Altri codici G con il comando modalità non possono essere specificati nello stesso programma senza la cancellazione del comando modalità.
When the modal command is specified, always cancel the modal command by specifying G400. Other G codes with the modal command cannot be specified in the same program without the modal command cancel.
Esempio: G439 e G454 con il comando modalità non possono essere usati nello stesso programma.
Example: G439 and G454 with the modal command cannot be used in the same program.
Esempio: Example:
Allarmi relativi Related alarms
G439. . . M1; .................................. Comando modalità Modal commandG400; ............................................. Cancellazione comando modalità Modal command cancel
G439 X100.0 Y-70.0 Z-55.0 I-40.0 J-30.0 C3.0 Q20.0 D1 A60.0 B0 F3000.0 V5.0 W3.0 E4000.0 M1; .......
Esegue il comando modalitàEseguire G439 a (X100.0, Y-70.0)
Executes the modal commandExecutes G439 at (X100.0, Y-70.0)
G439 Y-140.0; .......................................................... Eseguire G439 a (X100.0, Y-140.0)
Executes G439 at (X100.0, Y-140.0)
G439 Y-210.0; .......................................................... Eseguire G439 a (X100.0, Y-210.0)
Executes G439 at (X100.0, Y-210.0)
G439 X150.0 Y-280.0; .............................................. Eseguire G439 a (X150.0, Y-280.0)
Executes G439 at (X150.0, Y-280.0)
G439 A30.0; ............................................................. Eseguire G439 con il cambio di A solo a (X150.0, Y-280.0)
Executes G439 with the change of A only at (X150.0, Y-280.0)
G400; ....................................................................... Cancella il comando modalità Cancels the modal command
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A ≤ 0A > 90
A COMMAND ERROR
A ≤ 0A > 90
MC3002 B ERRORE COMAND B < 0 B COMMAND ERROR
B < 0
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C diverso da C2.0 o C3.0
C COMMAND ERROR
Address C is not specified.C other than C2.0 or C3.0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0|I| ≤ Valore di offset del raggio dell'utensile
I COMMAND ERROR Address I is not specified.I = 0|I| ≤ Tool radius offset amount
MC3005 J ERRORE COMAND J ≤ Valore di offset del raggio dell'utensile
J COMMAND ERROR J ≤ Tool radius offset amount
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0Valore di offset del raggio dell'utensile ≥ Raggio dell'arco al punto RValore di offset del raggio dell'utensile ≥ Raggio dell'arco al punto Z
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0Tool radius offset amount ≥ Arc radius at point RTool radius offset amount ≥ Arc radius at point Z
97CICLO DI LAVORAZIONE AD ALTA VELOCITÀ
HIGH-SPEED MACHINING CYCLE
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
Il punto specificato con indi-rizzo H o K non si trova tra il punto R e il punto Z.
H COMMAND ERROR
The point specified with either address H or K is not located between point R and point Z.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3018 R ERRORE COMAND
R ≤ Z R COMMAND ERROR
R ≤ Z
MC3021 U ERRORE COMAND
U ≤ 0Raggio dell'arco al punto R − U ≤ Valore di offset del raggio dell'utensileQuando I < 0, raggio dell'arco al punto Z − U ≤ Valore di off-set del raggio dell'utensile
U COMMAND ERROR
U ≤ 0Arc radius at point R − U ≤ Tool radius offset amountWhen I < 0, arc radius at point Z − U ≤ Tool radius offset amount
MC3022 V ERRORE COMAND V > UL'indirizzo V non è specificato nonostante l'indirizzo U sia specificato.
V COMMAND ERROR
V > UAddress V is not specified though address U is specified.
MC3023 W ERRORE COMAND
W ≤ 0Raggio dell'arco al punto R − W ≤ Valore di offset del rag-gio dell'utensileRaggio dell'arco al punto Z − W ≤ Valore di offset del rag-gio dell'utensile
W COMMAND ERROR
W ≤ 0Arc radius at point R − W ≤ Tool radius offset amountArc radius at point Z − W ≤ Tool radius offset amount
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
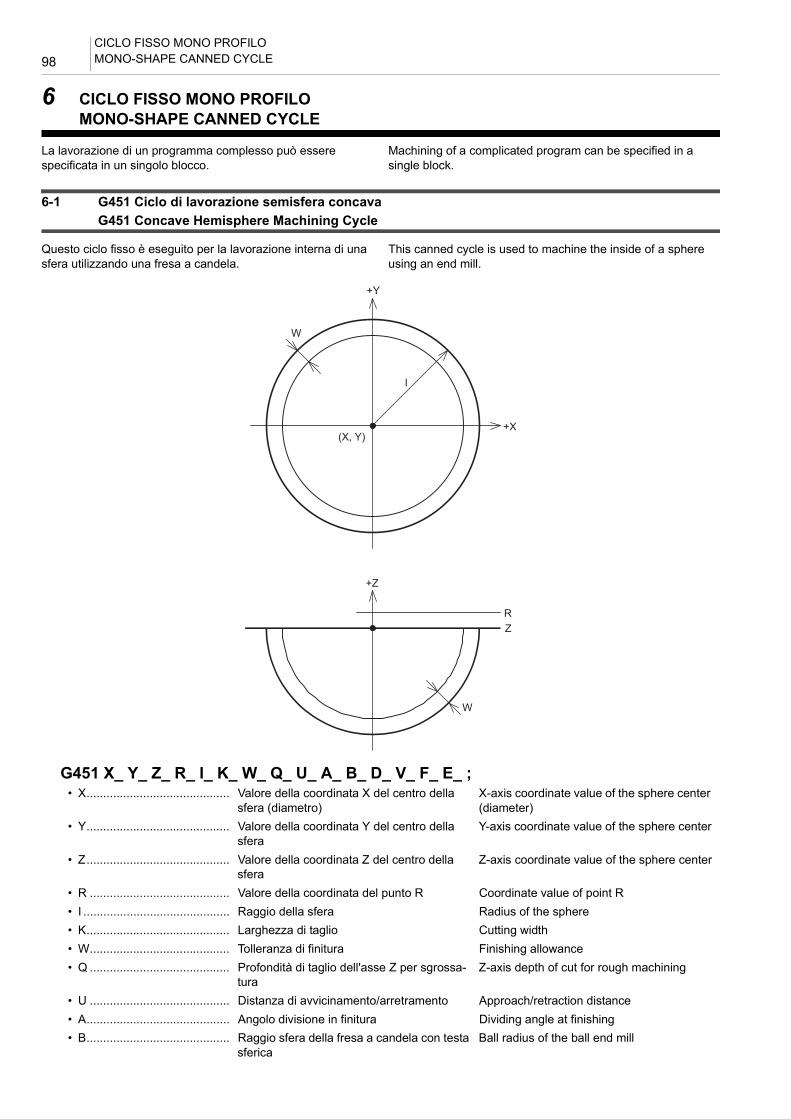
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE98
6 CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE
La lavorazione di un programma complesso può essere specificata in un singolo blocco.
Machining of a complicated program can be specified in a single block.
6-1 G451 Ciclo di lavorazione semisfera concavaG451 Concave Hemisphere Machining Cycle
Questo ciclo fisso è eseguito per la lavorazione interna di una sfera utilizzando una fresa a candela.
This canned cycle is used to machine the inside of a sphere using an end mill.
G451 X_ Y_ Z_ R_ I_ K_ W_ Q_ U_ A_ B_ D_ V_ F_ E_ ;• X........................................... Valore della coordinata X del centro della
sfera (diametro)X-axis coordinate value of the sphere center (diameter)
• Y........................................... Valore della coordinata Y del centro della sfera
Y-axis coordinate value of the sphere center
• Z........................................... Valore della coordinata Z del centro della sfera
Z-axis coordinate value of the sphere center
• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Raggio della sfera Radius of the sphere• K........................................... Larghezza di taglio Cutting width• W.......................................... Tolleranza di finitura Finishing allowance• Q .......................................... Profondità di taglio dell'asse Z per sgrossa-
turaZ-axis depth of cut for rough machining
• U .......................................... Distanza di avvicinamento/arretramento Approach/retraction distance• A........................................... Angolo divisione in finitura Dividing angle at finishing• B........................................... Raggio sfera della fresa a candela con testa
sfericaBall radius of the ball end mill
+Y
W
I
+X(X, Y)
+Z
RZ
W

99CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento per finitura Feedrate for finishing
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
Q Quando omesso, solo finitura When omitted, finishing only
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
V Quando omesso, V = F When omitted, V = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
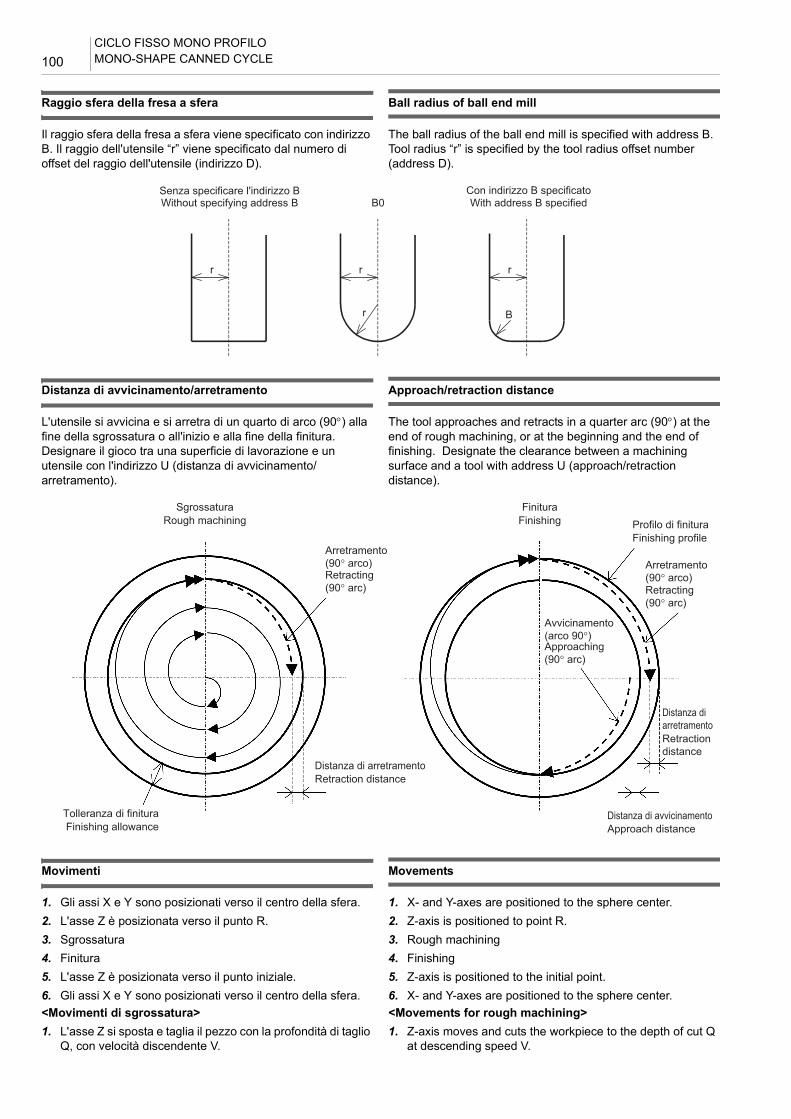
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE100
Raggio sfera della fresa a sfera Ball radius of ball end mill
Il raggio sfera della fresa a sfera viene specificato con indirizzo B. Il raggio dell'utensile “r” viene specificato dal numero di offset del raggio dell'utensile (indirizzo D).
The ball radius of the ball end mill is specified with address B. Tool radius “r” is specified by the tool radius offset number (address D).
Distanza di avvicinamento/arretramento Approach/retraction distance
L'utensile si avvicina e si arretra di un quarto di arco (90°) alla fine della sgrossatura o all'inizio e alla fine della finitura. Designare il gioco tra una superficie di lavorazione e un utensile con l'indirizzo U (distanza di avvicinamento/arretramento).
The tool approaches and retracts in a quarter arc (90°) at the end of rough machining, or at the beginning and the end of finishing. Designate the clearance between a machining surface and a tool with address U (approach/retraction distance).
Movimenti Movements
1. Gli assi X e Y sono posizionati verso il centro della sfera. 1. X- and Y-axes are positioned to the sphere center.2. L'asse Z è posizionata verso il punto R. 2. Z-axis is positioned to point R.3. Sgrossatura 3. Rough machining4. Finitura 4. Finishing5. L'asse Z è posizionata verso il punto iniziale. 5. Z-axis is positioned to the initial point.6. Gli assi X e Y sono posizionati verso il centro della sfera. 6. X- and Y-axes are positioned to the sphere center.<Movimenti di sgrossatura> <Movements for rough machining>1. L'asse Z si sposta e taglia il pezzo con la profondità di taglio
Q, con velocità discendente V.1. Z-axis moves and cuts the workpiece to the depth of cut Q
at descending speed V.
r r r
r B
B0Without specifying address B With address B specifiedSenza specificare l'indirizzo B Con indirizzo B specificato
Rough machining FinishingFinishing profile
Retracting(90° arc) Retracting
(90° arc)
Approaching (90° arc)
Retraction distance
Retraction distance
Finishing allowance Approach distance
Sgrossatura FinituraProfilo di finitura
Arretramento(90° arco) Arretramento
(90° arco)
Avvicinamento (arco 90°)
Distanza di arretramento
Distanza di arretramento
Tolleranza di finitura Distanza di avvicinamento
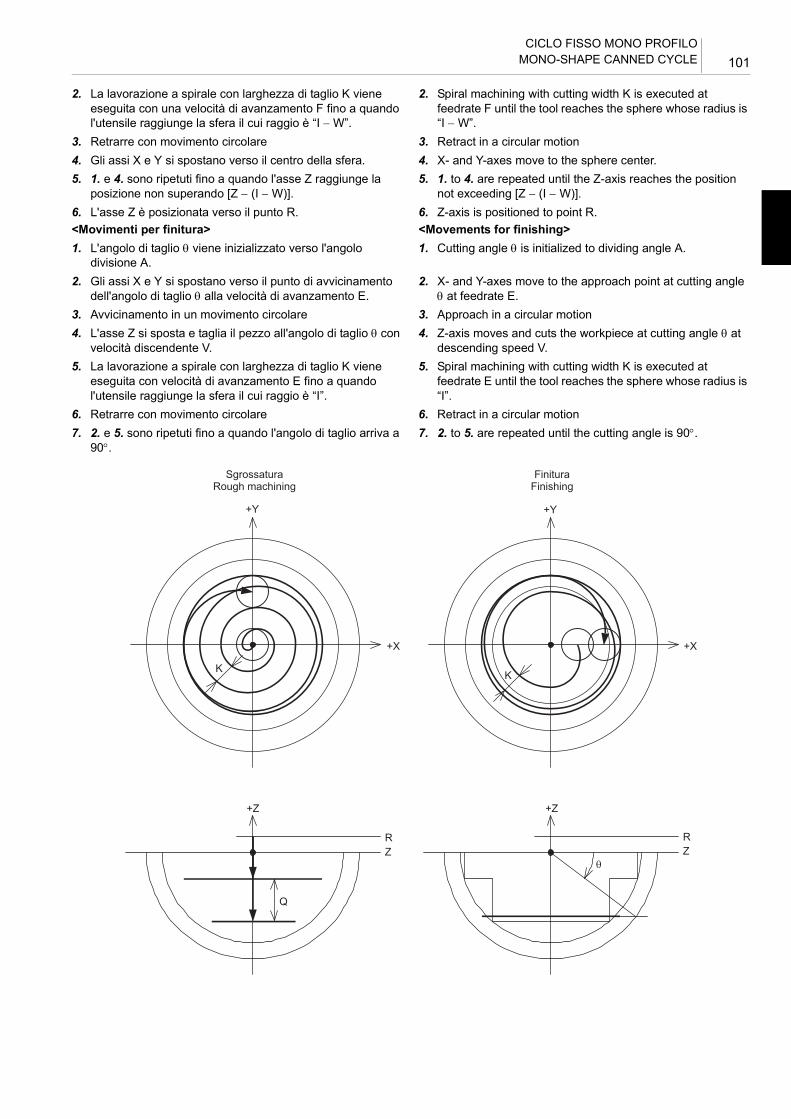
101CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
2. La lavorazione a spirale con larghezza di taglio K viene eseguita con una velocità di avanzamento F fino a quando l'utensile raggiunge la sfera il cui raggio è “I − W”.
2. Spiral machining with cutting width K is executed at feedrate F until the tool reaches the sphere whose radius is “I − W”.
3. Retrarre con movimento circolare 3. Retract in a circular motion4. Gli assi X e Y si spostano verso il centro della sfera. 4. X- and Y-axes move to the sphere center.5. 1. e 4. sono ripetuti fino a quando l'asse Z raggiunge la
posizione non superando [Z − (I − W)].5. 1. to 4. are repeated until the Z-axis reaches the position
not exceeding [Z − (I − W)].6. L'asse Z è posizionata verso il punto R. 6. Z-axis is positioned to point R.<Movimenti per finitura> <Movements for finishing>1. L'angolo di taglio θ viene inizializzato verso l'angolo
divisione A.1. Cutting angle θ is initialized to dividing angle A.
2. Gli assi X e Y si spostano verso il punto di avvicinamento dell'angolo di taglio θ alla velocità di avanzamento E.
2. X- and Y-axes move to the approach point at cutting angle θ at feedrate E.
3. Avvicinamento in un movimento circolare 3. Approach in a circular motion4. L'asse Z si sposta e taglia il pezzo all'angolo di taglio θ con
velocità discendente V.4. Z-axis moves and cuts the workpiece at cutting angle θ at
descending speed V.5. La lavorazione a spirale con larghezza di taglio K viene
eseguita con velocità di avanzamento E fino a quando l'utensile raggiunge la sfera il cui raggio è “I”.
5. Spiral machining with cutting width K is executed at feedrate E until the tool reaches the sphere whose radius is “I”.
6. Retrarre con movimento circolare 6. Retract in a circular motion7. 2. e 5. sono ripetuti fino a quando l'angolo di taglio arriva a
90°.7. 2. to 5. are repeated until the cutting angle is 90°.
+Y
+X
K
+Y
K
+X
+Z
RZ
Q
+Z
RZ
θ
Rough machining FinishingSgrossatura Finitura
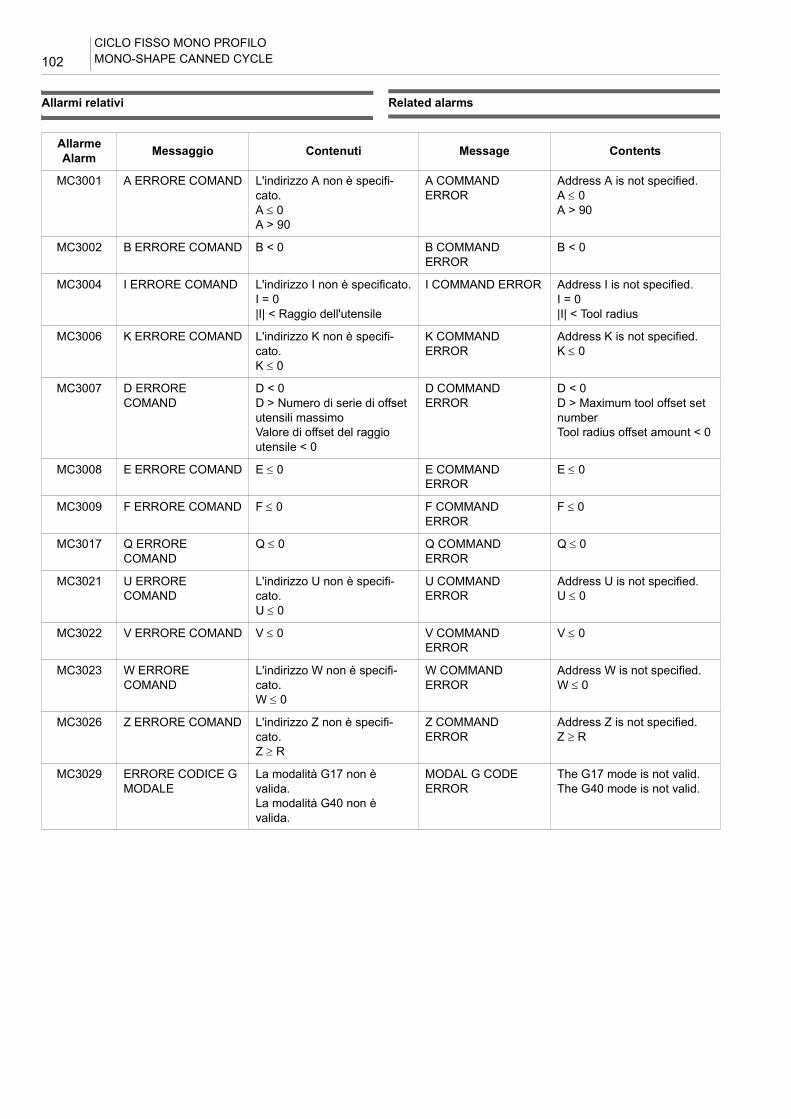
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE102
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0A > 90
A COMMAND ERROR
Address A is not specified.A ≤ 0A > 90
MC3002 B ERRORE COMAND B < 0 B COMMAND ERROR
B < 0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0|I| < Raggio dell'utensile
I COMMAND ERROR Address I is not specified.I = 0|I| < Tool radius
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
Q ≤ 0 Q COMMAND ERROR
Q ≤ 0
MC3021 U ERRORE COMAND
L'indirizzo U non è specifi-cato.U ≤ 0
U COMMAND ERROR
Address U is not specified.U ≤ 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3023 W ERRORE COMAND
L'indirizzo W non è specifi-cato.W ≤ 0
W COMMAND ERROR
Address W is not specified.W ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.Z ≥ R
Z COMMAND ERROR
Address Z is not specified.Z ≥ R
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
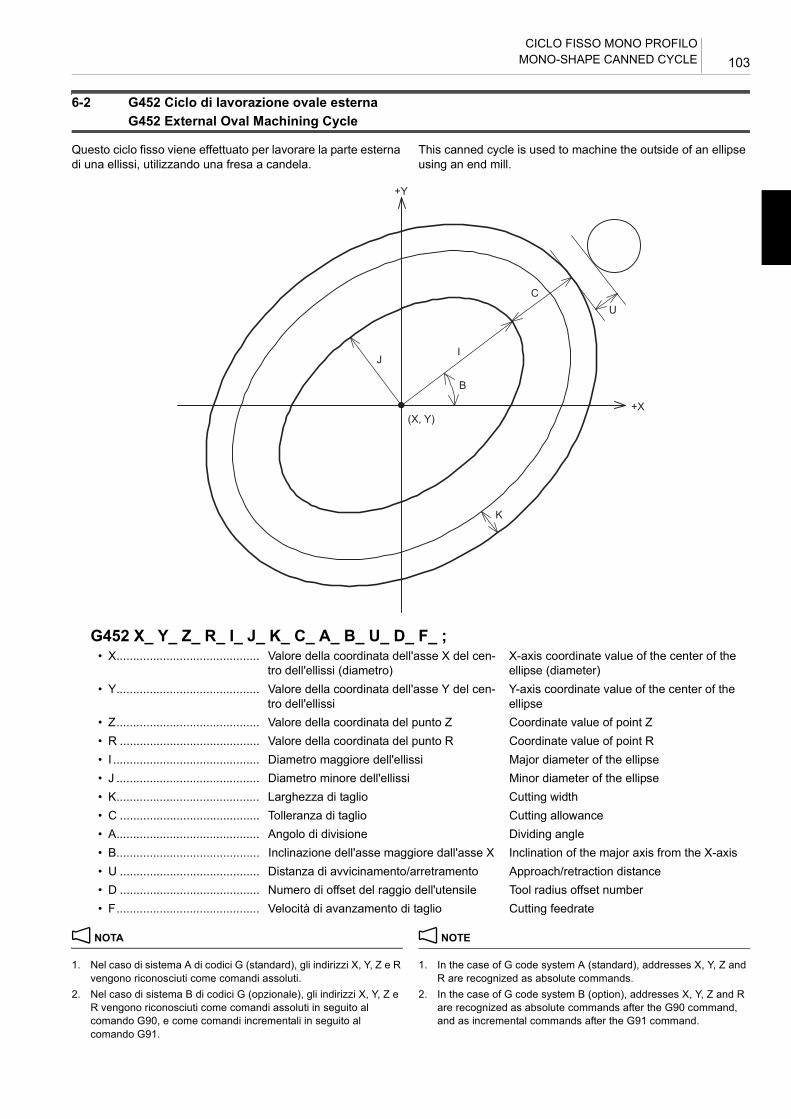
103CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
6-2 G452 Ciclo di lavorazione ovale esternaG452 External Oval Machining Cycle
Questo ciclo fisso viene effettuato per lavorare la parte esterna di una ellissi, utilizzando una fresa a candela.
This canned cycle is used to machine the outside of an ellipse using an end mill.
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
G452 X_ Y_ Z_ R_ I_ J_ K_ C_ A_ B_ U_ D_ F_ ;• X........................................... Valore della coordinata dell'asse X del cen-
tro dell'ellissi (diametro)X-axis coordinate value of the center of the ellipse (diameter)
• Y........................................... Valore della coordinata dell'asse Y del cen-tro dell'ellissi
Y-axis coordinate value of the center of the ellipse
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Diametro maggiore dell'ellissi Major diameter of the ellipse• J ........................................... Diametro minore dell'ellissi Minor diameter of the ellipse• K........................................... Larghezza di taglio Cutting width• C .......................................... Tolleranza di taglio Cutting allowance• A........................................... Angolo di divisione Dividing angle• B........................................... Inclinazione dell'asse maggiore dall'asse X Inclination of the major axis from the X-axis• U .......................................... Distanza di avvicinamento/arretramento Approach/retraction distance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate
+Y
UC
I
B
J
(X, Y)+X
K
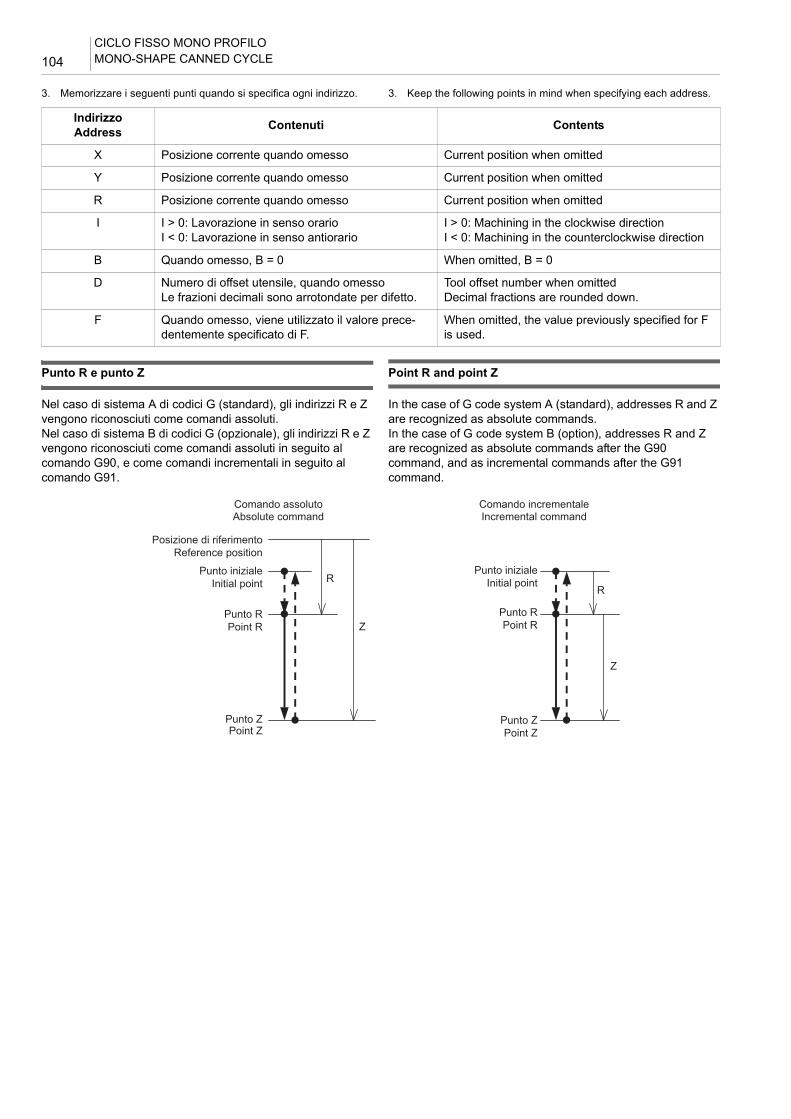
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE104
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
B Quando omesso, B = 0 When omitted, B = 0
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
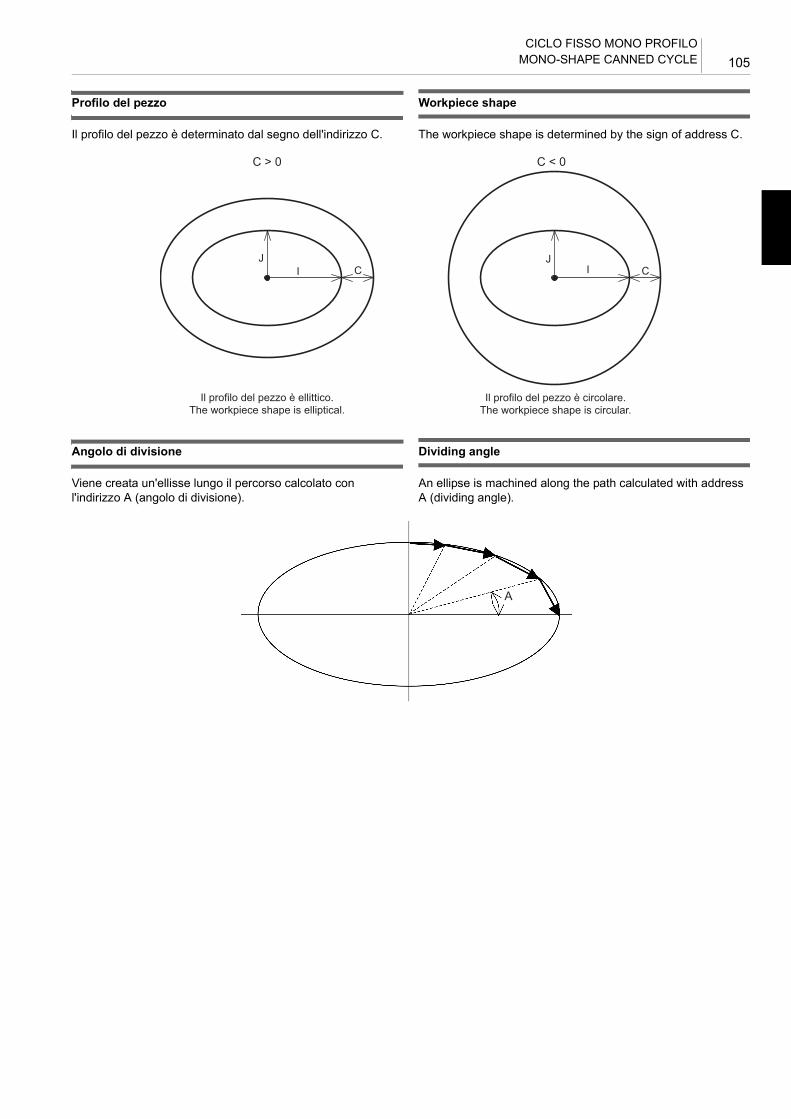
105CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
Profilo del pezzo Workpiece shape
Il profilo del pezzo è determinato dal segno dell'indirizzo C. The workpiece shape is determined by the sign of address C.
Angolo di divisione Dividing angle
Viene creata un'ellisse lungo il percorso calcolato con l'indirizzo A (angolo di divisione).
An ellipse is machined along the path calculated with address A (dividing angle).
JI C
JI C
C > 0 C < 0
The workpiece shape is elliptical. The workpiece shape is circular.Il profilo del pezzo è ellittico. Il profilo del pezzo è circolare.
A

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE106
Distanza di avvicinamento/arretramento Approach/retraction distance
L'utensile si avvicina e si arretra all'inizio e alla fine della lavorazione. Designare il gioco tra la superficie di lavorazione e l'utensile con l'indirizzo U (distanza di avvicinamento/arretramento).
The tool approaches and retracts at the beginning and the end of machining. Designate the clearance between the machining surface and the tool with address U (approach/retraction distance).
Movimenti Movements
1. Gli assi X e Y sono posizionati verso il centro dell'ellissi. 1. X- and Y-axes are positioned to the center of the ellipse.2. L'asse Z è posizionata verso il punto R. 2. Z-axis is positioned to point R.3. Gli assi X e Y sono posizionati verso il punto di
avvicinamento.3. X- and Y-axes are positioned to the approach point.
4. L'asse Z è posizionato verso il punto Z. 4. Z-axis is positioned to point Z.5. Lavorazione dell'ellissi alla velocità di avanzamento di
taglio5. Ellipse machining at the cutting feedrate
6. Gli assi X e Y si spostano verso la posizione di retrazione. 6. X- and Y-axes move to the retracted position.7. L'asse Z è posizionata verso il punto iniziale. 7. Z-axis is positioned to the initial point.8. Gli assi X e Y sono posizionati verso il centro dell'ellissi. 8. X- and Y-axes are positioned to the center of the ellipse.
Approach distance
Retraction distance
Distanza di avvicinamento
Distanza di arretramento
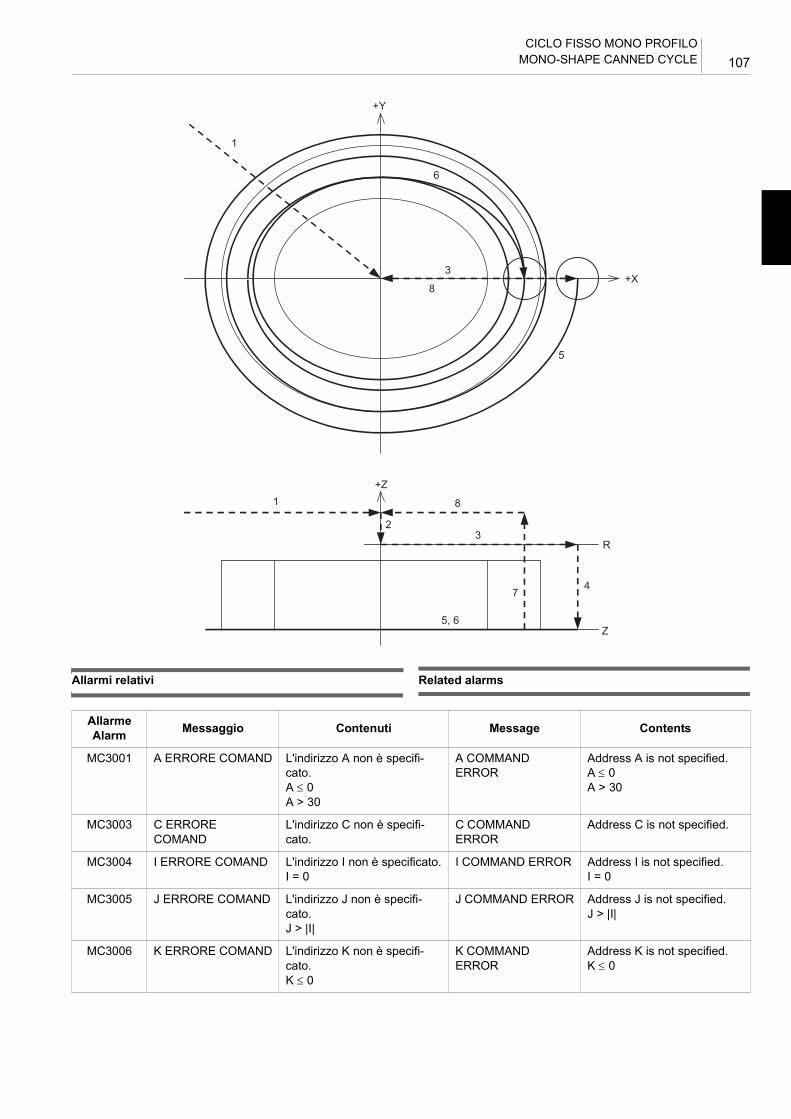
107CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
Allarmi relativi Related alarms
+Y
+X
+Z
R
Z
1
6
3
8
5
1
2
8
3
5, 6
74
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0A > 30
A COMMAND ERROR
Address A is not specified.A ≤ 0A > 30
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.
C COMMAND ERROR
Address C is not specified.
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J > |I|
J COMMAND ERROR Address J is not specified.J > |I|
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
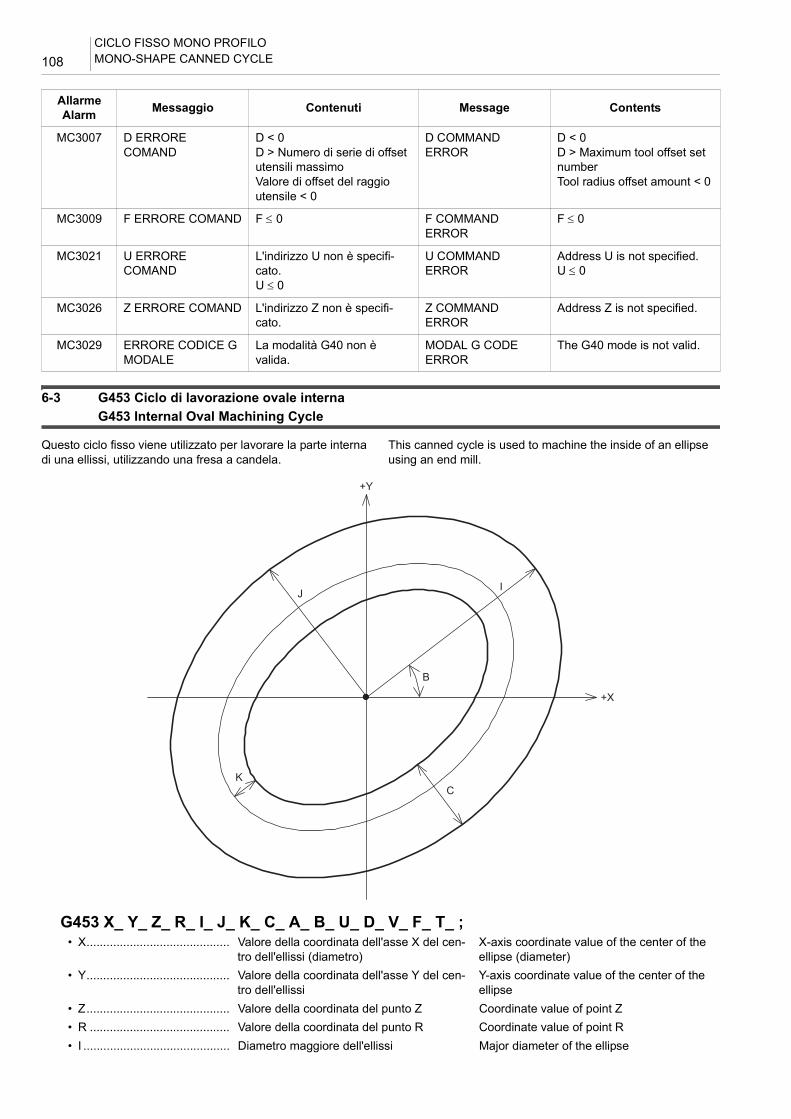
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE108
6-3 G453 Ciclo di lavorazione ovale internaG453 Internal Oval Machining Cycle
Questo ciclo fisso viene utilizzato per lavorare la parte interna di una ellissi, utilizzando una fresa a candela.
This canned cycle is used to machine the inside of an ellipse using an end mill.
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3021 U ERRORE COMAND
L'indirizzo U non è specifi-cato.U ≤ 0
U COMMAND ERROR
Address U is not specified.U ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
G453 X_ Y_ Z_ R_ I_ J_ K_ C_ A_ B_ U_ D_ V_ F_ T_ ;• X........................................... Valore della coordinata dell'asse X del cen-
tro dell'ellissi (diametro)X-axis coordinate value of the center of the ellipse (diameter)
• Y........................................... Valore della coordinata dell'asse Y del cen-tro dell'ellissi
Y-axis coordinate value of the center of the ellipse
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• I ............................................ Diametro maggiore dell'ellissi Major diameter of the ellipse
+Y
JI
B
+X
CK
109CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
• J ........................................... Diametro minore dell'ellissi Minor diameter of the ellipse• K........................................... Larghezza di taglio Cutting width• C .......................................... Tolleranza di taglio Cutting allowance• A........................................... Angolo di divisione Dividing angle• B........................................... Inclinazione dell'asse maggiore dall'asse X Inclination of the major axis from the X-axis• U .......................................... Distanza di avvicinamento/arretramento Approach/retraction distance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• V........................................... Velocità di discesa dell'asse Z Z-axis descending speed• F........................................... Velocità di avanzamento di taglio Cutting feedrate• T........................................... Tipo di lavorazione Machining type
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
B Quando omesso, B = 0 When omitted, B = 0
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
V Quando omesso, V = F When omitted, V = F
F Quando omesso, V = F When omitted, V = F
T Quando avviene lavorazione insufficiente;Quando omesso o T < 1: Si innesca un allarme.T ≥ 1: Nessun allarme è innescato.
When insufficient machining occurs;When omitted or T < 1: An alarm is triggered.T ≥ 1: No alarm is triggered.
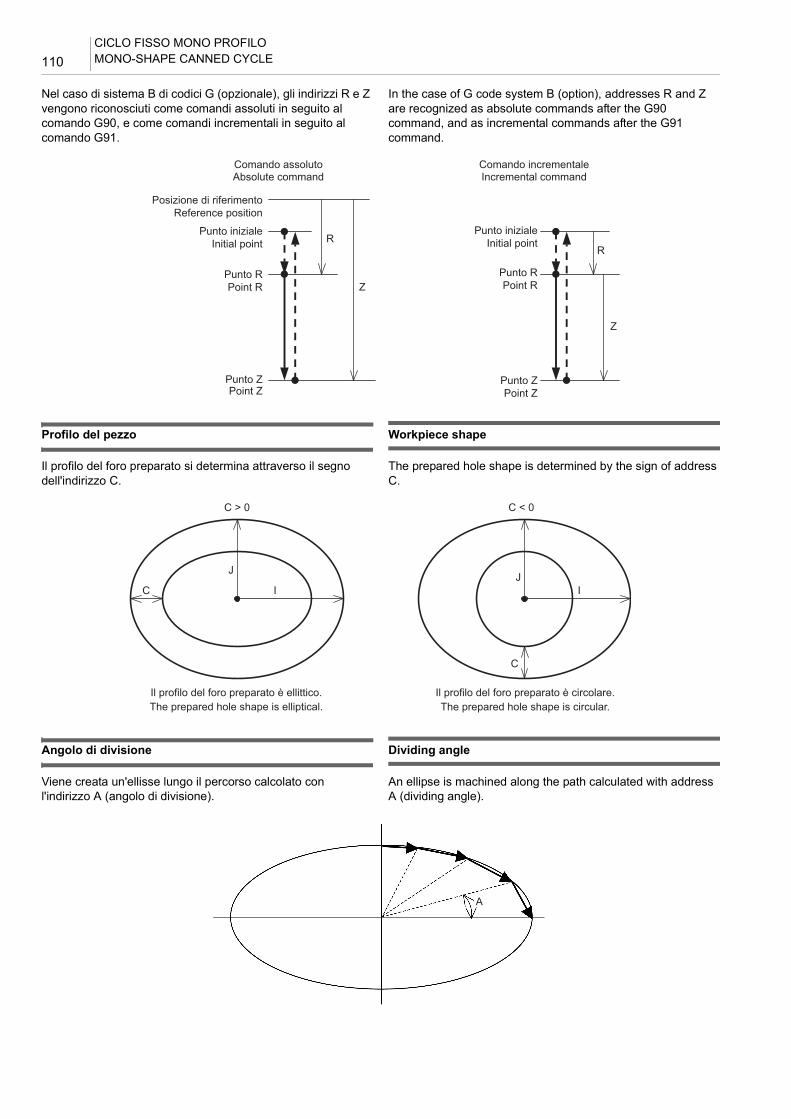
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE110
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
Profilo del pezzo Workpiece shape
Il profilo del foro preparato si determina attraverso il segno dell'indirizzo C.
The prepared hole shape is determined by the sign of address C.
Angolo di divisione Dividing angle
Viene creata un'ellisse lungo il percorso calcolato con l'indirizzo A (angolo di divisione).
An ellipse is machined along the path calculated with address A (dividing angle).
R
Z
R
Z
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
C
J
IJ
I
C
C > 0 C < 0
The prepared hole shape is elliptical. The prepared hole shape is circular.Il profilo del foro preparato è ellittico. Il profilo del foro preparato è circolare.
A

111CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
Distanza di avvicinamento/arretramento Approach/retraction distance
L'utensile si avvicina e si arretra all'inizio e alla fine della lavorazione. Designare il gioco tra il cerchio iscritto e l'utensile durante l'avvicinamento e il gioco tra il profilo di lavorazione e l'utensile con l'indirizzo U (distanza di avvicinamento/arretramento).
The tool approaches and retracts at the beginning and the end of machining. Designate the clearance between the inscribed circle and the tool during the approach, and the clearance between the machining profile and the tool with address U (approach/retraction distance).
Movimenti Movements
1. Gli assi X e Y sono posizionati verso il centro dell'ellissi. 1. X- and Y-axes are positioned to the center of the ellipse.2. L'asse Z è posizionata verso il punto R. 2. Z-axis is positioned to point R.3. Gli assi X e Y sono posizionati verso il punto di
avvicinamento.3. X- and Y-axes are positioned to the approach point.
4. L'asse Z si sposta verso il punto Z alla velocità discendente dell'asse Z.
4. The Z-axis moves to point Z at the Z-axis descending speed.
5. Lavorazione circolare 5. Circular machining6. Lavorazione dell'ellissi alla velocità di avanzamento di
taglio6. Ellipse machining at the cutting feedrate
7. Gli assi X e Y si spostano verso la posizione di retrazione. 7. X- and Y-axes move to the retracted position.8. L'asse Z è posizionata verso il punto iniziale. 8. Z-axis is positioned to the initial point.9. Gli assi Y e Z sono posizionati sul centro dell'ellissi. 9. X- and Y-axes are positioned o the center of the ellipse.
Retraction distance
Approach distance
Distanza di arretramento
Distanza di avvicinamento
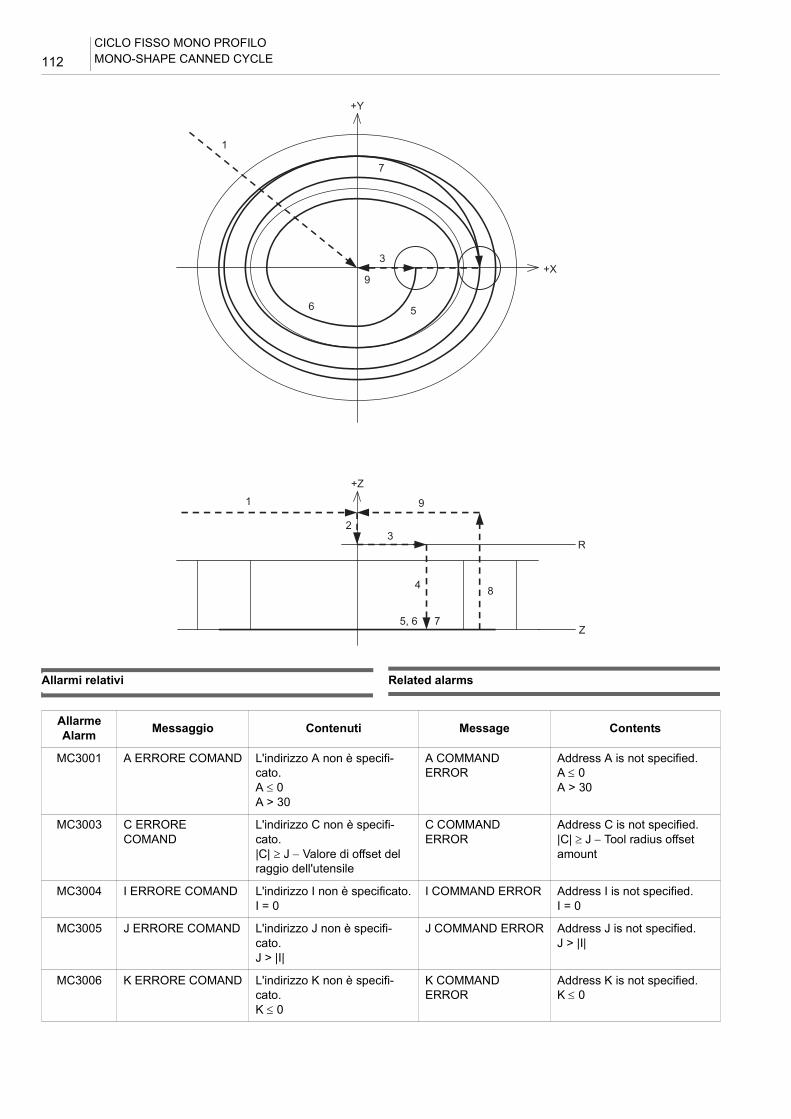
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE112
Allarmi relativi Related alarms
+Y
+X
1
7
6
3
9
5
1
+Z
R
Z
9
23
4
5, 6 7
8
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0A > 30
A COMMAND ERROR
Address A is not specified.A ≤ 0A > 30
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.|C| ≥ J − Valore di offset del raggio dell'utensile
C COMMAND ERROR
Address C is not specified.|C| ≥ J − Tool radius offset amount
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J > |I|
J COMMAND ERROR Address J is not specified.J > |I|
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
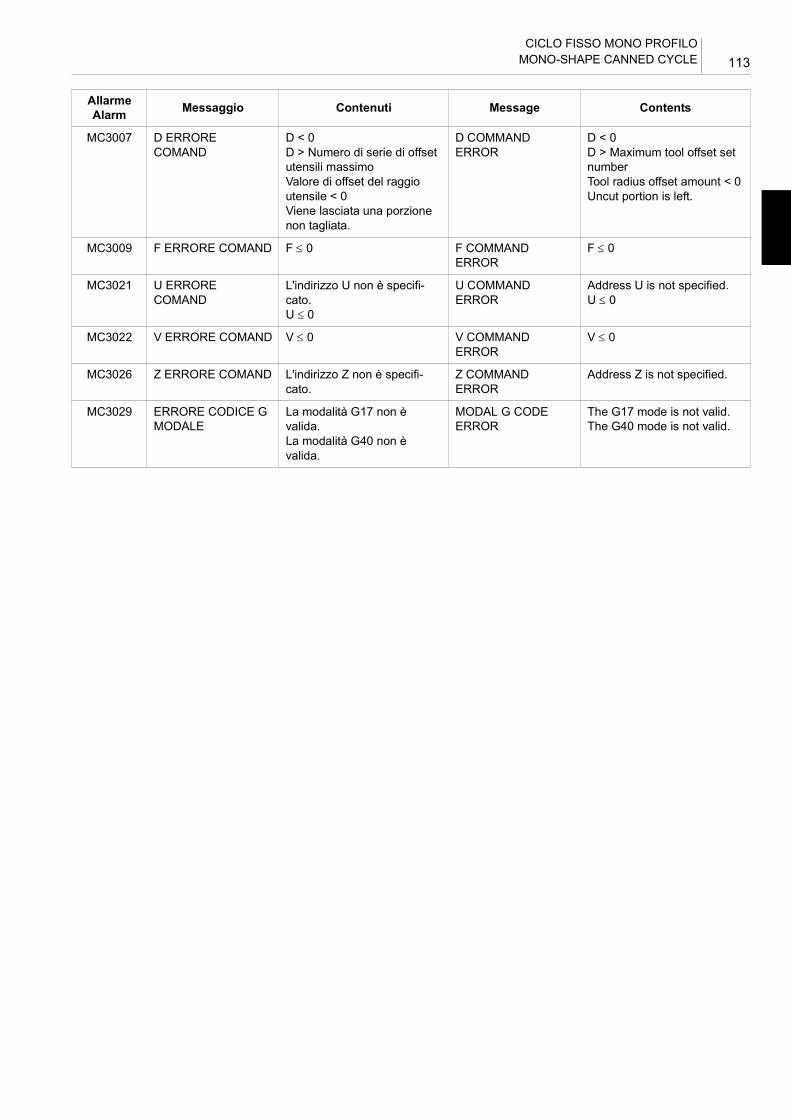
113CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0Viene lasciata una porzione non tagliata.
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0Uncut portion is left.
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3021 U ERRORE COMAND
L'indirizzo U non è specifi-cato.U ≤ 0
U COMMAND ERROR
Address U is not specified.U ≤ 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE114
6-4 G454 Ciclo di filettatura elicoidaleG454 Helical Threading Cycle
Il ciclo fisso viene effettuato per lavorare il filetto interno e esterno con interpolazione elicoidale.
This canned cycle is used to machine external or internal thread by helical interpolation.
G454 X_ Y_ Z_ R_ H_ I_ J_ K_ Q_ C_ U_ V_ W_ A_ D_ F_ E_ M_ ;• X........................................... Valore della coordinata X del centro del
filetto (diametro)X-axis coordinate value of the thread center (diameter)
• Y........................................... Valore della coordinata Y del centro del filetto
Y-axis coordinate value of the thread center
• Z........................................... Valore della coordinata del punto Z Coordinate value of point Z• R .......................................... Valore della coordinata del punto R Coordinate value of point R• H .......................................... Valore della coordinata del punto H Coordinate value of point H• I ............................................ Filetto D.E./D.I. al punto H Thread O.D./I.D. at point H• J ........................................... Filetto D.E./D.I. al punto K Thread O.D./I.D. at point K• K........................................... Valore della coordinata del punto K Coordinate value of point K• Q .......................................... Profondità di taglio per rotazione elicoidale Depth of cut per helical rotation• C .......................................... Altezza del filetto Thread height• U .......................................... Distanza di avvicinamento/arretramento Approach/retraction distance• V........................................... Larghezza di taglio Cutting width
+Y
V
WC
+X
W
V
+Y
C
+X
J
I
C
C
W
W
I
J
External thread Internal thread
Point R Point R
Point H Point H
Point KPoint K
Point ZPoint Z
Filetto esterno Filetto interno
Punto R Punto R
Punto H Punto H
Punto KPunto K
Punto ZPunto Z
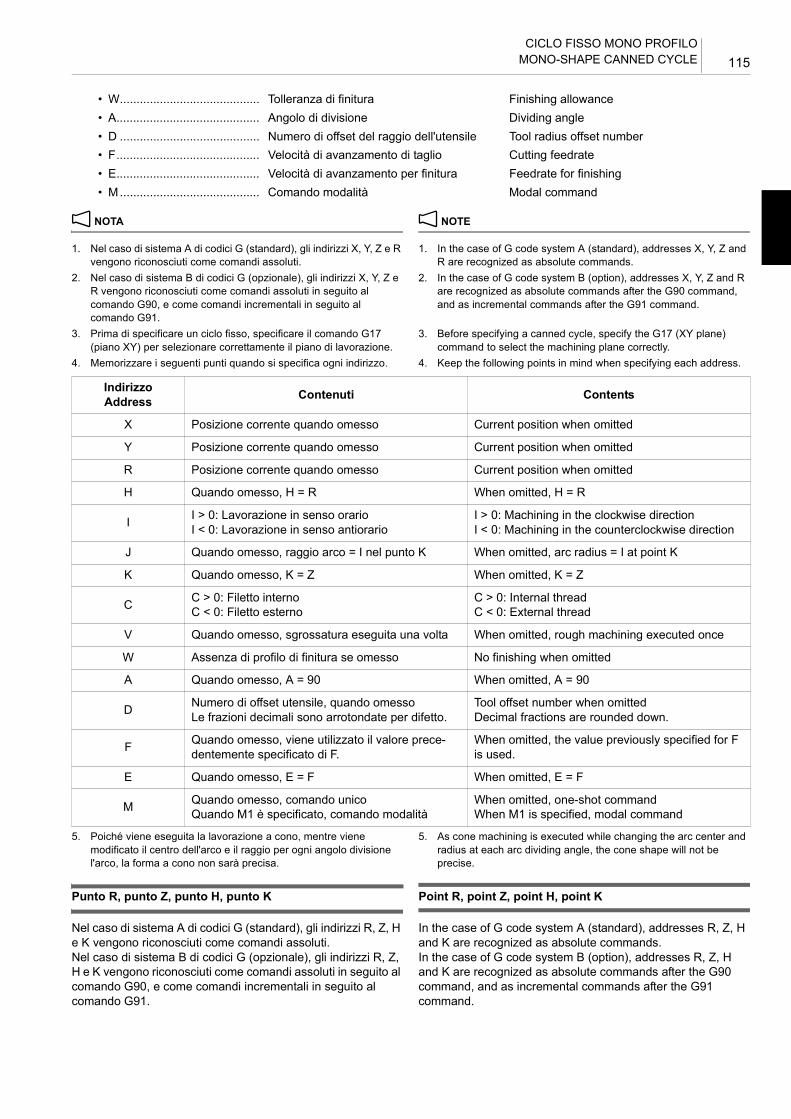
115CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
5. Poiché viene eseguita la lavorazione a cono, mentre viene modificato il centro dell'arco e il raggio per ogni angolo divisione l'arco, la forma a cono non sarà precisa.
5. As cone machining is executed while changing the arc center and radius at each arc dividing angle, the cone shape will not be precise.
Punto R, punto Z, punto H, punto K Point R, point Z, point H, point K
Nel caso di sistema A di codici G (standard), gli indirizzi R, Z, H e K vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R, Z, H and K are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R, Z, H e K vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R, Z, H and K are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
• W.......................................... Tolleranza di finitura Finishing allowance• A........................................... Angolo di divisione Dividing angle• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento per finitura Feedrate for finishing• M.......................................... Comando modalità Modal command
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
R Posizione corrente quando omesso Current position when omitted
H Quando omesso, H = R When omitted, H = R
I I > 0: Lavorazione in senso orarioI < 0: Lavorazione in senso antiorario
I > 0: Machining in the clockwise directionI < 0: Machining in the counterclockwise direction
J Quando omesso, raggio arco = I nel punto K When omitted, arc radius = I at point K
K Quando omesso, K = Z When omitted, K = Z
C C > 0: Filetto internoC < 0: Filetto esterno
C > 0: Internal threadC < 0: External thread
V Quando omesso, sgrossatura eseguita una volta When omitted, rough machining executed once
W Assenza di profilo di finitura se omesso No finishing when omitted
A Quando omesso, A = 90 When omitted, A = 90
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
M Quando omesso, comando unicoQuando M1 è specificato, comando modalità
When omitted, one-shot commandWhen M1 is specified, modal command
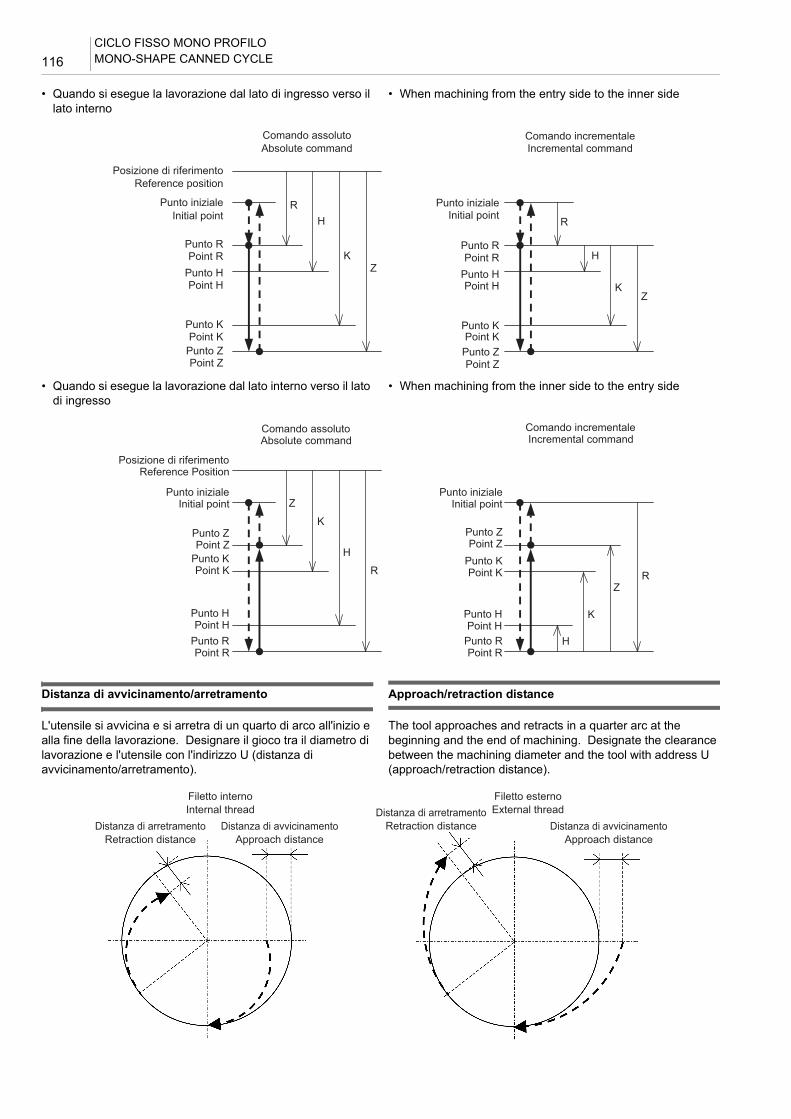
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE116
• Quando si esegue la lavorazione dal lato di ingresso verso il lato interno
• When machining from the entry side to the inner side
• Quando si esegue la lavorazione dal lato interno verso il lato di ingresso
• When machining from the inner side to the entry side
Distanza di avvicinamento/arretramento Approach/retraction distance
L'utensile si avvicina e si arretra di un quarto di arco all'inizio e alla fine della lavorazione. Designare il gioco tra il diametro di lavorazione e l'utensile con l'indirizzo U (distanza di avvicinamento/arretramento).
The tool approaches and retracts in a quarter arc at the beginning and the end of machining. Designate the clearance between the machining diameter and the tool with address U (approach/retraction distance).
RH
KZ
R
H
KZ
Incremental command
Point R
Initial point
Point Z
Point H
Point K
Absolute command
Reference position
Point R
Initial point
Point Z
Point H
Point K
Posizione di riferimento
Punto R
Punto iniziale
Punto Z
Punto H
Punto K
Comando assoluto
Punto R
Punto iniziale
Punto Z
Punto H
Punto K
Comando incrementale
Z
K
H
R
H
K
ZR
Point Z
Initial point
Point R
Point Z
Initial point
Point R
Point K
Reference Position
Incremental commandAbsolute command
Point K
Point HPoint H
Punto Z
Punto iniziale
Punto R
Punto Z
Punto iniziale
Punto R
Punto K
Posizione di riferimento
Comando incrementaleComando assoluto
Punto K
Punto HPunto H
Internal thread External threadRetraction distance
Retraction distance Approach distance Approach distance
Filetto interno Filetto esternoDistanza di arretramento
Distanza di arretramento Distanza di avvicinamento Distanza di avvicinamento

117CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
Larghezza di taglio Cutting Width
Di solito, un pezzo grezzo viene lavorato più volte, ingrandendo (o restringendo) gradualmente il diametro di lavorazione finché non raggiunge il diametro di finitura. Designare il cambiamento nel diametro di lavorazione per passata con l'indirizzo V (larghezza di taglio).
Usually, a blank workpiece is machined several times, gradually expanding (or narrowing) the machining diameter until it reaches the finishing diameter. Designate the change in the machining diameter per pass with address V (cutting width).
Angolo di divisione arco Arc dividing angle
Per un filetto conico (I ≠ J), il filetto viene lavorato ingrandendo (o restringendo) gradualmente un cerchio visto dall'alto. Durante la lavorazione, l'interpolazione circolare viene eseguita modificando gradualmente il centro e il raggio dell'arco. Designare l'angolo per l'interpolazione circolare con l'indirizzo A (angolo di divisione arco). Se viene omesso l'indirizzo A, A = 90°.
For a tapered thread (I ≠ J), the thread is machined by gradually expanding (or narrowing) a circle when viewed from the top. During the machining, circular interpolation is executed while gradually changing the arc center and radius. Designate the angle for the circular interpolation with address A (arc dividing angle). If address A is omitted, A = 90°.
Si noti che l'indirizzo A non è necessario nel caso di un filetto diritto (I = J), poiché l'interpolazione circolare viene eseguita automaticamente a 360°.
Note that address A is not necessary for a straight thread (I = J) as the circular interpolation is executed automatically at 360°.
Movimenti Movements
<Filetto esterno> <External thread>1. Gli assi X e Y sono posizionati al centro del filetto. 1. X- and Y-axes are positioned to the center of the thread.2. Quando il punto R > del punto Z, l'asse Z è posizionato sul
punto R.2. When point R > point Z, Z-axis is positioned to point R.
3. Gli assi X e Y sono posizionati verso il punto di avvicinamento.
3. X- and Y-axes are positioned to the approach point.
Cutting widthLarghezza di taglio
R4
R3R1
R2
Example when the dividing angle is 90°Esempio quando l'angolo di divisione è 90°
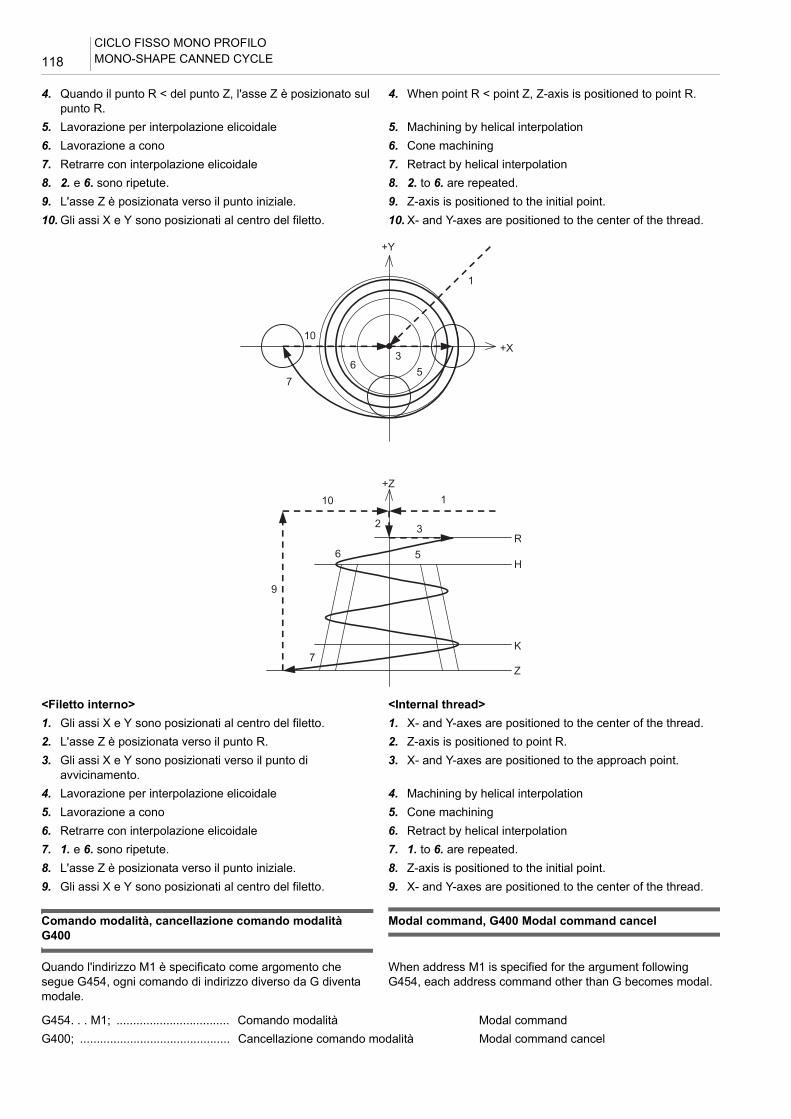
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE118
4. Quando il punto R < del punto Z, l'asse Z è posizionato sul punto R.
4. When point R < point Z, Z-axis is positioned to point R.
5. Lavorazione per interpolazione elicoidale 5. Machining by helical interpolation6. Lavorazione a cono 6. Cone machining7. Retrarre con interpolazione elicoidale 7. Retract by helical interpolation8. 2. e 6. sono ripetute. 8. 2. to 6. are repeated.9. L'asse Z è posizionata verso il punto iniziale. 9. Z-axis is positioned to the initial point.10.Gli assi X e Y sono posizionati al centro del filetto. 10.X- and Y-axes are positioned to the center of the thread.
<Filetto interno> <Internal thread>1. Gli assi X e Y sono posizionati al centro del filetto. 1. X- and Y-axes are positioned to the center of the thread.2. L'asse Z è posizionata verso il punto R. 2. Z-axis is positioned to point R.3. Gli assi X e Y sono posizionati verso il punto di
avvicinamento.3. X- and Y-axes are positioned to the approach point.
4. Lavorazione per interpolazione elicoidale 4. Machining by helical interpolation5. Lavorazione a cono 5. Cone machining6. Retrarre con interpolazione elicoidale 6. Retract by helical interpolation7. 1. e 6. sono ripetute. 7. 1. to 6. are repeated.8. L'asse Z è posizionata verso il punto iniziale. 8. Z-axis is positioned to the initial point.9. Gli assi X e Y sono posizionati al centro del filetto. 9. X- and Y-axes are positioned to the center of the thread.
Comando modalità, cancellazione comando modalità G400
Modal command, G400 Modal command cancel
Quando l'indirizzo M1 è specificato come argomento che segue G454, ogni comando di indirizzo diverso da G diventa modale.
When address M1 is specified for the argument following G454, each address command other than G becomes modal.
+Y
+X
+Z
R
H
K
Z
1
53
6
10
7
110
2 3
56
9
7
G454. . . M1; .................................. Comando modalità Modal commandG400; ............................................. Cancellazione comando modalità Modal command cancel
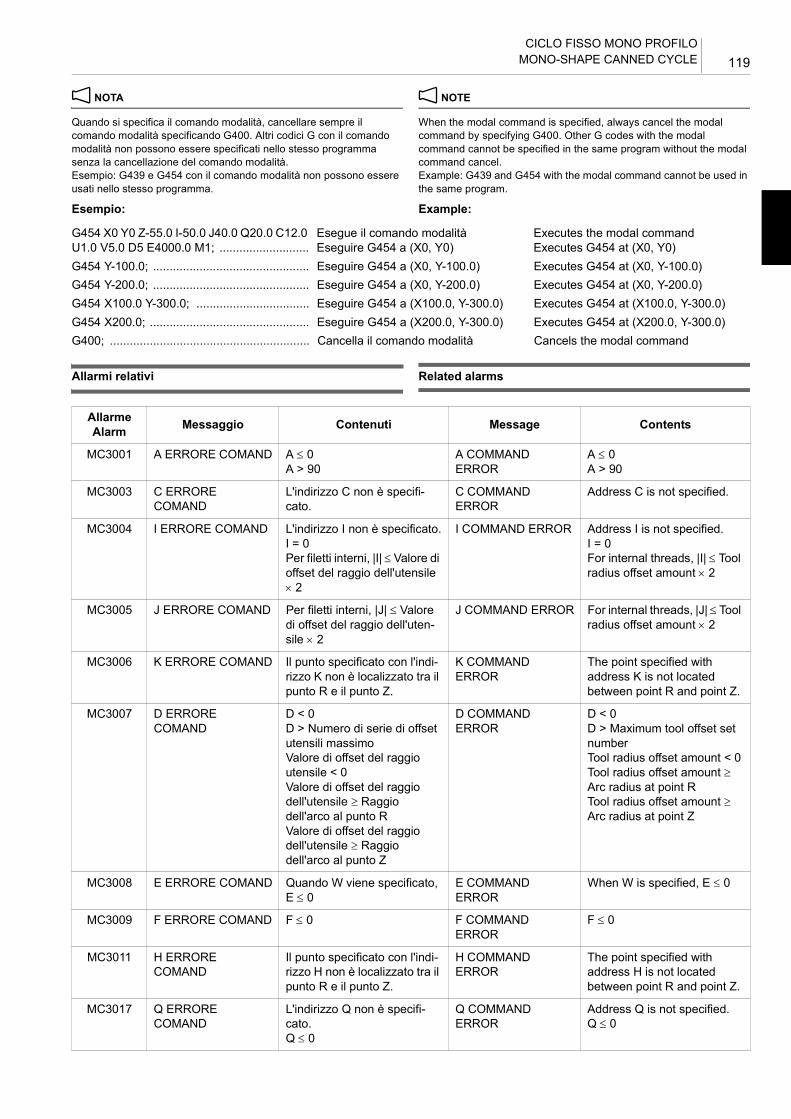
119CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
2 NOTA 2 NOTE
Quando si specifica il comando modalità, cancellare sempre il comando modalità specificando G400. Altri codici G con il comando modalità non possono essere specificati nello stesso programma senza la cancellazione del comando modalità.
When the modal command is specified, always cancel the modal command by specifying G400. Other G codes with the modal command cannot be specified in the same program without the modal command cancel.
Esempio: G439 e G454 con il comando modalità non possono essere usati nello stesso programma.
Example: G439 and G454 with the modal command cannot be used in the same program.
Esempio: Example:
Allarmi relativi Related alarms
G454 X0 Y0 Z-55.0 I-50.0 J40.0 Q20.0 C12.0 U1.0 V5.0 D5 E4000.0 M1; ...........................
Esegue il comando modalitàEseguire G454 a (X0, Y0)
Executes the modal commandExecutes G454 at (X0, Y0)
G454 Y-100.0; ............................................... Eseguire G454 a (X0, Y-100.0) Executes G454 at (X0, Y-100.0)G454 Y-200.0; ............................................... Eseguire G454 a (X0, Y-200.0) Executes G454 at (X0, Y-200.0)G454 X100.0 Y-300.0; .................................. Eseguire G454 a (X100.0, Y-300.0) Executes G454 at (X100.0, Y-300.0)G454 X200.0; ................................................ Eseguire G454 a (X200.0, Y-300.0) Executes G454 at (X200.0, Y-300.0)G400; ............................................................ Cancella il comando modalità Cancels the modal command
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A ≤ 0A > 90
A COMMAND ERROR
A ≤ 0A > 90
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.
C COMMAND ERROR
Address C is not specified.
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0Per filetti interni, |I| ≤ Valore di offset del raggio dell'utensile × 2
I COMMAND ERROR Address I is not specified.I = 0For internal threads, |I| ≤ Tool radius offset amount × 2
MC3005 J ERRORE COMAND Per filetti interni, |J| ≤ Valore di offset del raggio dell'uten-sile × 2
J COMMAND ERROR For internal threads, |J| ≤ Tool radius offset amount × 2
MC3006 K ERRORE COMAND Il punto specificato con l'indi-rizzo K non è localizzato tra il punto R e il punto Z.
K COMMAND ERROR
The point specified with address K is not located between point R and point Z.
MC3007 D ERRORE COMAND
D < 0D > Numero di serie di offset utensili massimoValore di offset del raggio utensile < 0Valore di offset del raggio dell'utensile ≥ Raggio dell'arco al punto RValore di offset del raggio dell'utensile ≥ Raggio dell'arco al punto Z
D COMMAND ERROR
D < 0D > Maximum tool offset set numberTool radius offset amount < 0Tool radius offset amount ≥ Arc radius at point RTool radius offset amount ≥ Arc radius at point Z
MC3008 E ERRORE COMAND Quando W viene specificato, E ≤ 0
E COMMAND ERROR
When W is specified, E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
Il punto specificato con l'indi-rizzo H non è localizzato tra il punto R e il punto Z.
H COMMAND ERROR
The point specified with address H is not located between point R and point Z.
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q ≤ 0
Q COMMAND ERROR
Address Q is not specified.Q ≤ 0
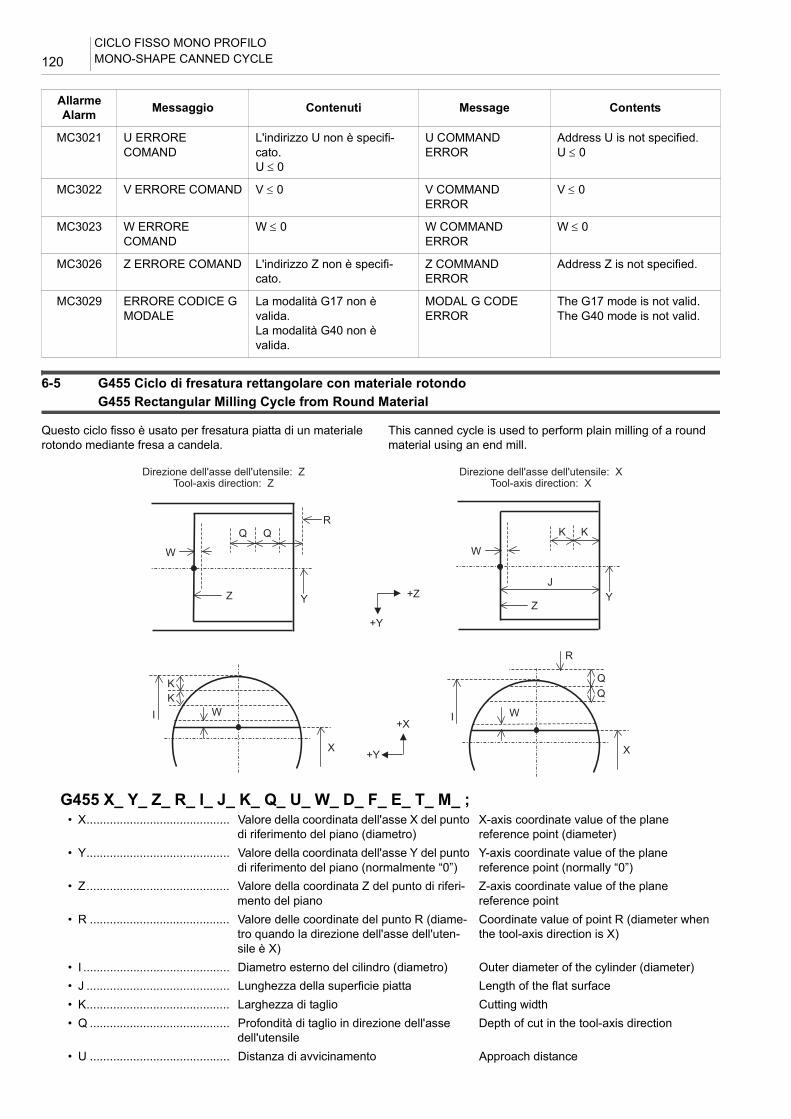
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE120
6-5 G455 Ciclo di fresatura rettangolare con materiale rotondoG455 Rectangular Milling Cycle from Round Material
Questo ciclo fisso è usato per fresatura piatta di un materiale rotondo mediante fresa a candela.
This canned cycle is used to perform plain milling of a round material using an end mill.
MC3021 U ERRORE COMAND
L'indirizzo U non è specifi-cato.U ≤ 0
U COMMAND ERROR
Address U is not specified.U ≤ 0
MC3022 V ERRORE COMAND V ≤ 0 V COMMAND ERROR
V ≤ 0
MC3023 W ERRORE COMAND
W ≤ 0 W COMMAND ERROR
W ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
AllarmeAlarm Messaggio Contenuti Message Contents
G455 X_ Y_ Z_ R_ I_ J_ K_ Q_ U_ W_ D_ F_ E_ T_ M_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento del piano (diametro)X-axis coordinate value of the plane reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento del piano (normalmente “0”)
Y-axis coordinate value of the plane reference point (normally “0”)
• Z........................................... Valore della coordinata Z del punto di riferi-mento del piano
Z-axis coordinate value of the plane reference point
• R .......................................... Valore delle coordinate del punto R (diame-tro quando la direzione dell'asse dell'uten-sile è X)
Coordinate value of point R (diameter when the tool-axis direction is X)
• I ............................................ Diametro esterno del cilindro (diametro) Outer diameter of the cylinder (diameter)• J ........................................... Lunghezza della superficie piatta Length of the flat surface• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse
dell'utensileDepth of cut in the tool-axis direction
• U .......................................... Distanza di avvicinamento Approach distance
RQ Q
W
Z Y +Z
+Y
K K
W
J
ZY
I
KK
W
X+Y
+X
R
I W
X
Tool-axis direction: Z Tool-axis direction: XDirezione dell'asse dell'utensile: Z Direzione dell'asse dell'utensile: X
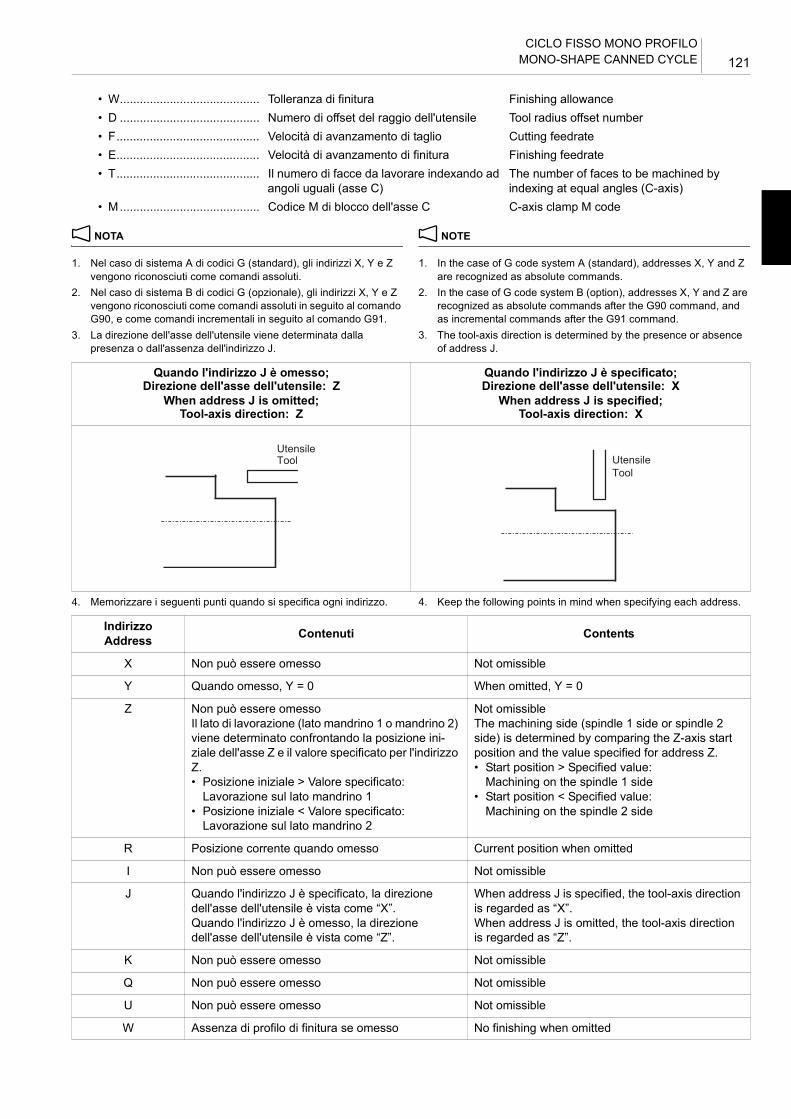
121CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y e Z vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y and Z are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. La direzione dell'asse dell'utensile viene determinata dalla presenza o dall'assenza dell'indirizzo J.
3. The tool-axis direction is determined by the presence or absence of address J.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
• W.......................................... Tolleranza di finitura Finishing allowance• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento di finitura Finishing feedrate• T........................................... Il numero di facce da lavorare indexando ad
angoli uguali (asse C)The number of faces to be machined by indexing at equal angles (C-axis)
• M.......................................... Codice M di blocco dell'asse C C-axis clamp M code
Quando l'indirizzo J è omesso;Direzione dell'asse dell'utensile: Z
When address J is omitted;Tool-axis direction: Z
Quando l'indirizzo J è specificato;Direzione dell'asse dell'utensile: X
When address J is specified;Tool-axis direction: X
ToolUtensile
ToolUtensile
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
Y Quando omesso, Y = 0 When omitted, Y = 0
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1• Posizione iniziale < Valore specificato:
Lavorazione sul lato mandrino 2
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side• Start position < Specified value:
Machining on the spindle 2 side
R Posizione corrente quando omesso Current position when omitted
I Non può essere omesso Not omissible
J Quando l'indirizzo J è specificato, la direzione dell'asse dell'utensile è vista come “X”.Quando l'indirizzo J è omesso, la direzione dell'asse dell'utensile è vista come “Z”.
When address J is specified, the tool-axis direction is regarded as “X”.When address J is omitted, the tool-axis direction is regarded as “Z”.
K Non può essere omesso Not omissible
Q Non può essere omesso Not omissible
U Non può essere omesso Not omissible
W Assenza di profilo di finitura se omesso No finishing when omitted

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE122
Punto R e punto Z Point R and point Z
Nel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
Metodo di lavorazione Machining method
Il metodo di lavorazione è determinato dal segno dell'indirizzo K.
The machining method is determined by the sign of address K.
Per una lavorazione monodirezionale, l'utensile torna al punto R dopo ciascuna passata, e si sposta sulla posizione iniziale della lavorazione successiva.
For one-way machining, the tool returns to point R after each pass, and moves to the next machining start position.
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
T Le frazioni decimali sono arrotondate per difetto.Quando omesso, T = 1
Decimal fractions are rounded down.When omitted, T = 1
M M = Codice M di blocco dell'asse C, M + 1 = Codice M di sblocco dell'asse CLe frazioni decimali sono arrotondate per difetto.Assenza di controllo del blocco dell'asse C, se omesso
M = C-axis clamp M code, M + 1 = C-axis unclamp M codeDecimal fractions are rounded down.No C-axis clamp control when omitted
IndirizzoAddress Contenuti Contents
R
X
R
X
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto iniziale
Punto R
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
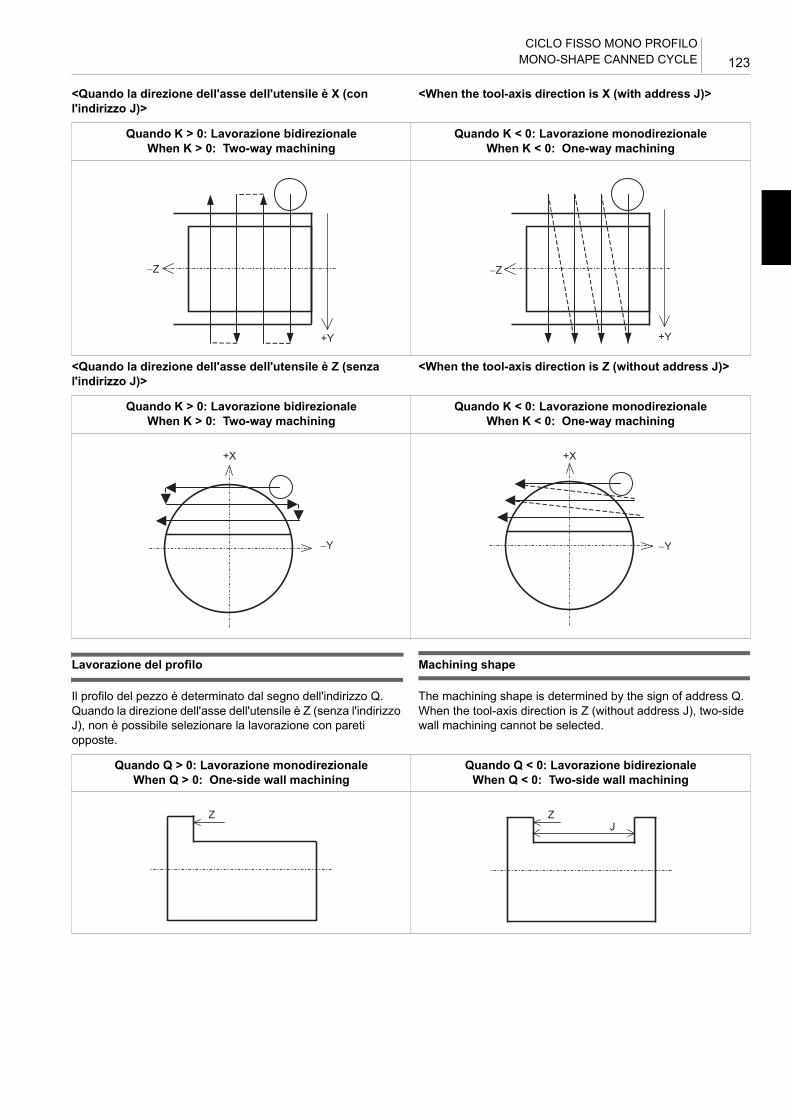
123CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
<Quando la direzione dell'asse dell'utensile è X (con l'indirizzo J)>
<When the tool-axis direction is X (with address J)>
<Quando la direzione dell'asse dell'utensile è Z (senza l'indirizzo J)>
<When the tool-axis direction is Z (without address J)>
Lavorazione del profilo Machining shape
Il profilo del pezzo è determinato dal segno dell'indirizzo Q. The machining shape is determined by the sign of address Q.Quando la direzione dell'asse dell'utensile è Z (senza l'indirizzo J), non è possibile selezionare la lavorazione con pareti opposte.
When the tool-axis direction is Z (without address J), two-side wall machining cannot be selected.
Quando K > 0: Lavorazione bidirezionaleWhen K > 0: Two-way machining
Quando K < 0: Lavorazione monodirezionaleWhen K < 0: One-way machining
−Z
+Y
−Z
+Y
Quando K > 0: Lavorazione bidirezionaleWhen K > 0: Two-way machining
Quando K < 0: Lavorazione monodirezionaleWhen K < 0: One-way machining
+X
−Y
+X
−Y
Quando Q > 0: Lavorazione monodirezionaleWhen Q > 0: One-side wall machining
Quando Q < 0: Lavorazione bidirezionaleWhen Q < 0: Two-side wall machining
Z ZJ
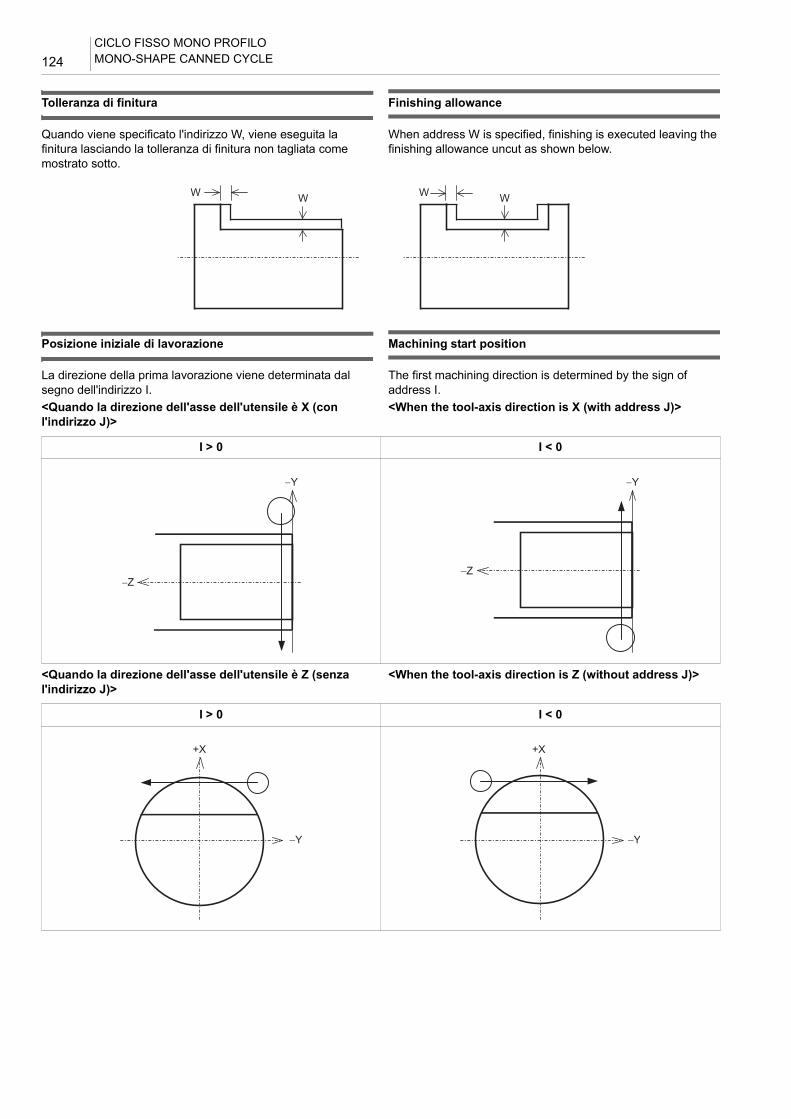
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE124
Tolleranza di finitura Finishing allowance
Quando viene specificato l'indirizzo W, viene eseguita la finitura lasciando la tolleranza di finitura non tagliata come mostrato sotto.
When address W is specified, finishing is executed leaving the finishing allowance uncut as shown below.
Posizione iniziale di lavorazione Machining start position
La direzione della prima lavorazione viene determinata dal segno dell'indirizzo I.
The first machining direction is determined by the sign of address I.
<Quando la direzione dell'asse dell'utensile è X (con l'indirizzo J)>
<When the tool-axis direction is X (with address J)>
<Quando la direzione dell'asse dell'utensile è Z (senza l'indirizzo J)>
<When the tool-axis direction is Z (without address J)>
W W W W
I > 0 I < 0
−Z
−Y
−Z
−Y
I > 0 I < 0
+X
−Y
+X
−Y
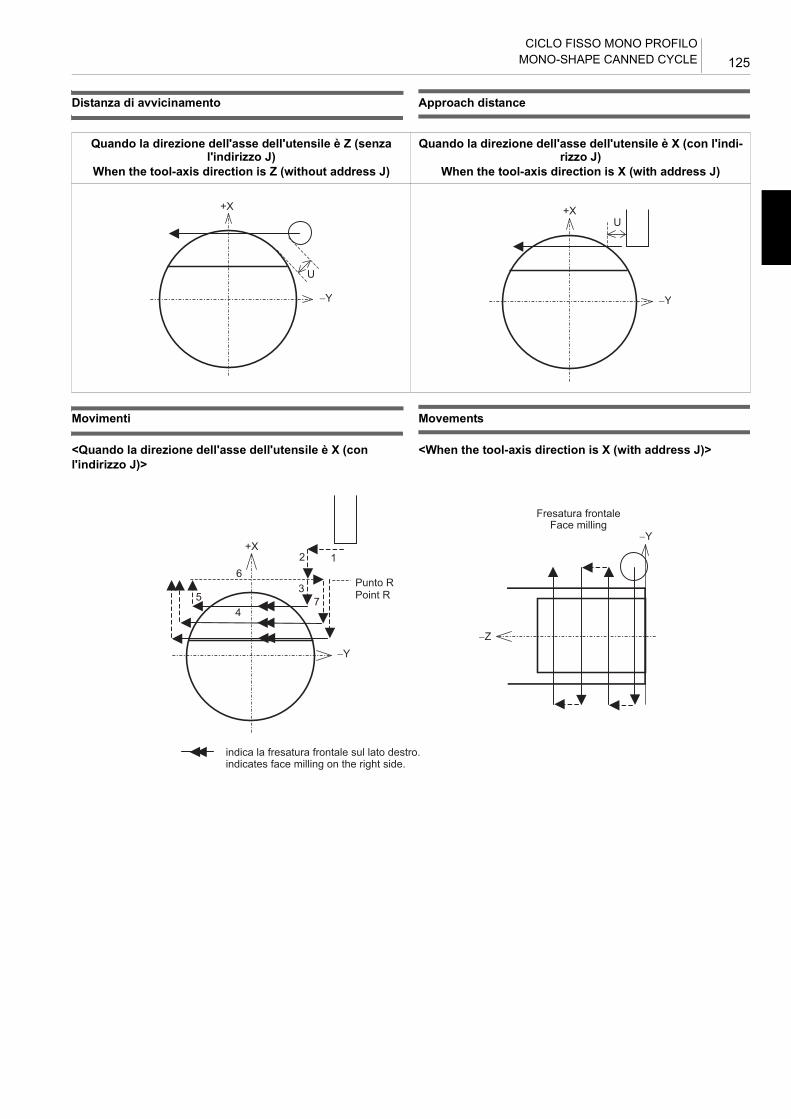
125CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
Distanza di avvicinamento Approach distance
Movimenti Movements
<Quando la direzione dell'asse dell'utensile è X (con l'indirizzo J)>
<When the tool-axis direction is X (with address J)>
Quando la direzione dell'asse dell'utensile è Z (senza l'indirizzo J)
When the tool-axis direction is Z (without address J)
Quando la direzione dell'asse dell'utensile è X (con l'indi-rizzo J)
When the tool-axis direction is X (with address J)
+X
U
−Y
+XU
−Y
12
7
6
54
+X
−Y
−Y
−Z
3
indicates face milling on the right side.
Point R
Face milling
indica la fresatura frontale sul lato destro.
Punto R
Fresatura frontale

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE126
<Quando la direzione dell'asse dell'utensile è Z (senza l'indirizzo J)>
<When the tool-axis direction is Z (without address J)>
Allarmi relativi Related alarms
1
2
7
6
5
4
+X
−Y−Z
3
−Y
indicates end face milling on the right side.
Point R End face milling
indica la fresatura della faccia trasversale sul lato destro.
Punto R Fresatura della faccia trasversale
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND J ≤ 0 J COMMAND ERROR J ≤ 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0Raggio dell'utensile × 2 > J − W × 2 quando Q < 0 (pareti opposte) con indirizzo J
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0Tool radius × 2 > J − W × 2 when Q < 0 (two-side wall) with address J
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0Quando Q < 0, l'indirizzo J non è specificato.
Q COMMAND ERROR
Address Q is not specified.Q = 0When Q < 0, address J is not specified.
MC3020 T ERRORE COMAND T < 1L'asse C non esiste, sebbene T ≥ 2.
T COMMAND ERROR
T < 1The C-axis does not exist though T ≥ 2.
MC3021 U ERRORE COMAND
L'indirizzo U non è specifi-cato.U ≤ 0
U COMMAND ERROR
Address U is not specified.U ≤ 0

127CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
6-6 G498 Ciclo di fresatura della scanalatura su cilindroG498 Keyway Milling Cycle on Cylinder
Questo ciclo fisso è utilizzato per fare una scanalatura per chiavetta sulla superficie circonferenziale esterna del pezzo servendosi di una fresa a candela. Quando la lavorazione è eseguita nella direzione della profondità della scanalatura per chiavetta, viene utilizzata una fresatura in rampa. È inoltre possibile fare più scanalature per chiavette equamente suddivise lungo l'asse C; una volta lavorata una scanalatura, l'asse C viene ruotato e viene eseguita la scanalatura successiva.
This canned cycle is used to cut a keyway on the workpiece outer circumferential surface using an end mill. When machining in the keyway depth direction, ramping is used. It is also possible to cut multiple keyways equally divided along the C-axis; when a keyway has been machined, the C-axis is rotated and the next keyway is machined.
MC3023 W ERRORE COMAND
W ≤ 0W > (diametro esterno del cilindro − posizione di riferi-mento dell'asse X)/2W × 2 ≥ J quando Q < 0 (pareti opposte) con indirizzo JW ≥ J quando Q > 0 (parete unica) con indirizzo J
W COMMAND ERROR
W ≤ 0W > (Cylinder outer diameter − X-axis reference position)/2W × 2 ≥ J when Q < 0 (two-side wall) with address JW ≥ J when Q > 0 (one-side wall) with address J
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.
X COMMAND ERROR
Address X is not specified.
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
G498 X_ Z_ W_ I_ J_ K_ Q_ R_ U_ V_ D_ E_ F_ T_ M_ ;• X........................................... Diametro esterno (diametro) Outer diameter (diameter)• Z........................................... Valore della coordinata Z del centro di riferi-
mentoZ-axis coordinate value of the reference center
I
W Z
U
X
J
V
J
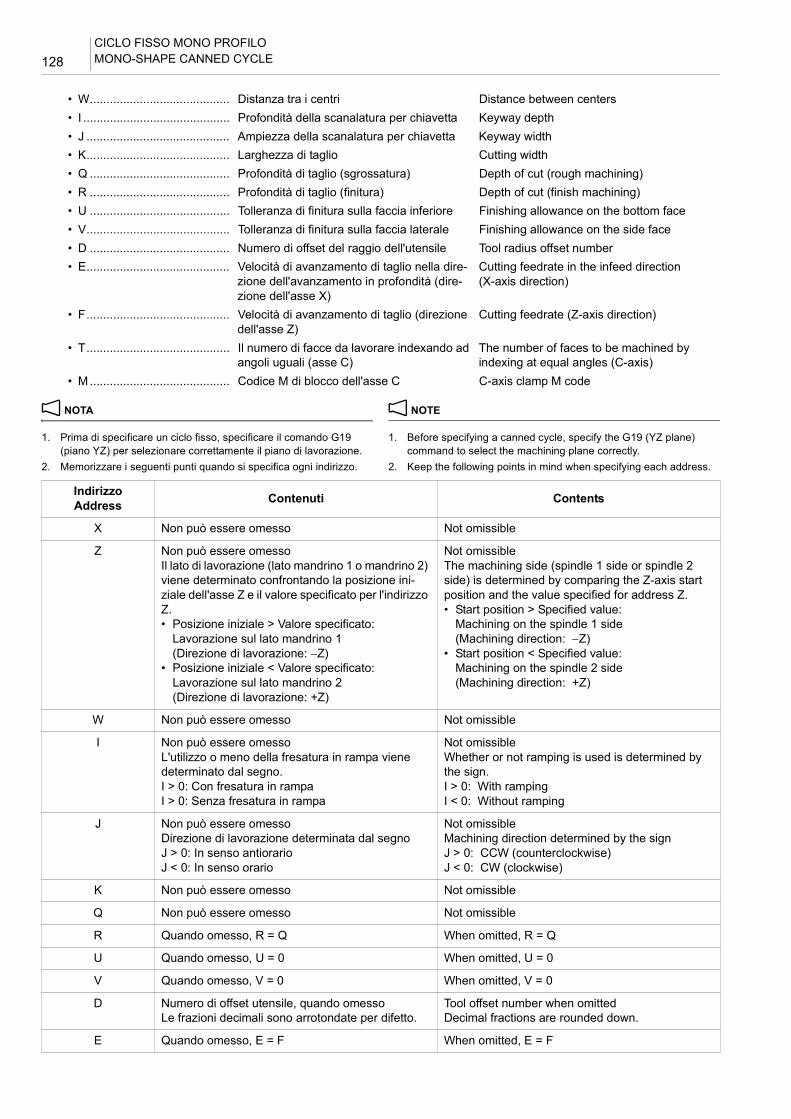
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE128
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G19 (piano YZ) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G19 (YZ plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
• W.......................................... Distanza tra i centri Distance between centers• I ............................................ Profondità della scanalatura per chiavetta Keyway depth• J ........................................... Ampiezza della scanalatura per chiavetta Keyway width• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio (sgrossatura) Depth of cut (rough machining)• R .......................................... Profondità di taglio (finitura) Depth of cut (finish machining)• U .......................................... Tolleranza di finitura sulla faccia inferiore Finishing allowance on the bottom face• V........................................... Tolleranza di finitura sulla faccia laterale Finishing allowance on the side face• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• E........................................... Velocità di avanzamento di taglio nella dire-
zione dell'avanzamento in profondità (dire-zione dell'asse X)
Cutting feedrate in the infeed direction (X-axis direction)
• F........................................... Velocità di avanzamento di taglio (direzione dell'asse Z)
Cutting feedrate (Z-axis direction)
• T........................................... Il numero di facce da lavorare indexando ad angoli uguali (asse C)
The number of faces to be machined by indexing at equal angles (C-axis)
• M .......................................... Codice M di blocco dell'asse C C-axis clamp M code
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
W Non può essere omesso Not omissible
I Non può essere omessoL'utilizzo o meno della fresatura in rampa viene determinato dal segno.I > 0: Con fresatura in rampa I > 0: Senza fresatura in rampa
Not omissibleWhether or not ramping is used is determined by the sign.I > 0: With ramping I < 0: Without ramping
J Non può essere omessoDirezione di lavorazione determinata dal segnoJ > 0: In senso antiorario J < 0: In senso orario
Not omissibleMachining direction determined by the signJ > 0: CCW (counterclockwise) J < 0: CW (clockwise)
K Non può essere omesso Not omissible
Q Non può essere omesso Not omissible
R Quando omesso, R = Q When omitted, R = Q
U Quando omesso, U = 0 When omitted, U = 0
V Quando omesso, V = 0 When omitted, V = 0
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
E Quando omesso, E = F When omitted, E = F
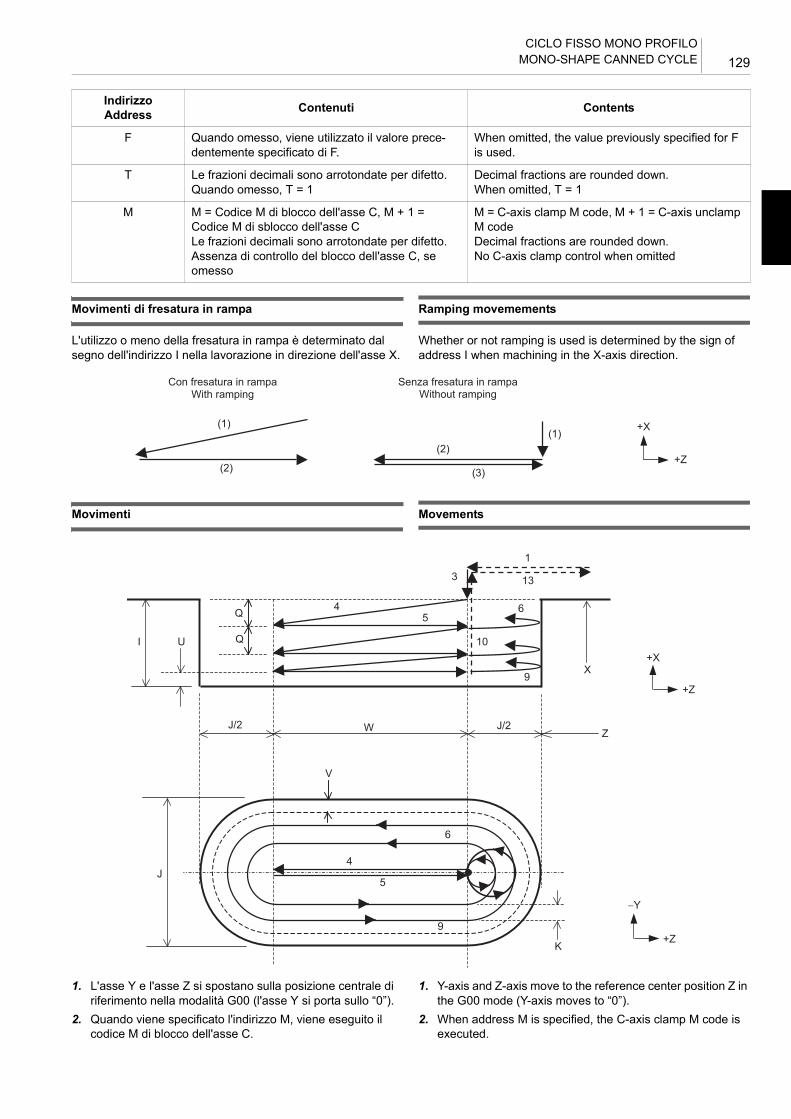
129CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
Movimenti di fresatura in rampa Ramping movemements
L'utilizzo o meno della fresatura in rampa è determinato dal segno dell'indirizzo I nella lavorazione in direzione dell'asse X.
Whether or not ramping is used is determined by the sign of address I when machining in the X-axis direction.
Movimenti Movements
1. L'asse Y e l'asse Z si spostano sulla posizione centrale di riferimento nella modalità G00 (l'asse Y si porta sullo “0”).
1. Y-axis and Z-axis move to the reference center position Z in the G00 mode (Y-axis moves to “0”).
2. Quando viene specificato l'indirizzo M, viene eseguito il codice M di blocco dell'asse C.
2. When address M is specified, the C-axis clamp M code is executed.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
T Le frazioni decimali sono arrotondate per difetto.Quando omesso, T = 1
Decimal fractions are rounded down.When omitted, T = 1
M M = Codice M di blocco dell'asse C, M + 1 = Codice M di sblocco dell'asse CLe frazioni decimali sono arrotondate per difetto.Assenza di controllo del blocco dell'asse C, se omesso
M = C-axis clamp M code, M + 1 = C-axis unclamp M codeDecimal fractions are rounded down.No C-axis clamp control when omitted
IndirizzoAddress Contenuti Contents
(1)
(2)
(1)(2)
(3)
+X
+Z
With ramping Without rampingCon fresatura in rampa Senza fresatura in rampa
I U
Q
Q
J/2
45
3
1
13
6
10
9X
W J/2Z
+X
+Z
J
V
K
6
4
5
9
−Y
+Z
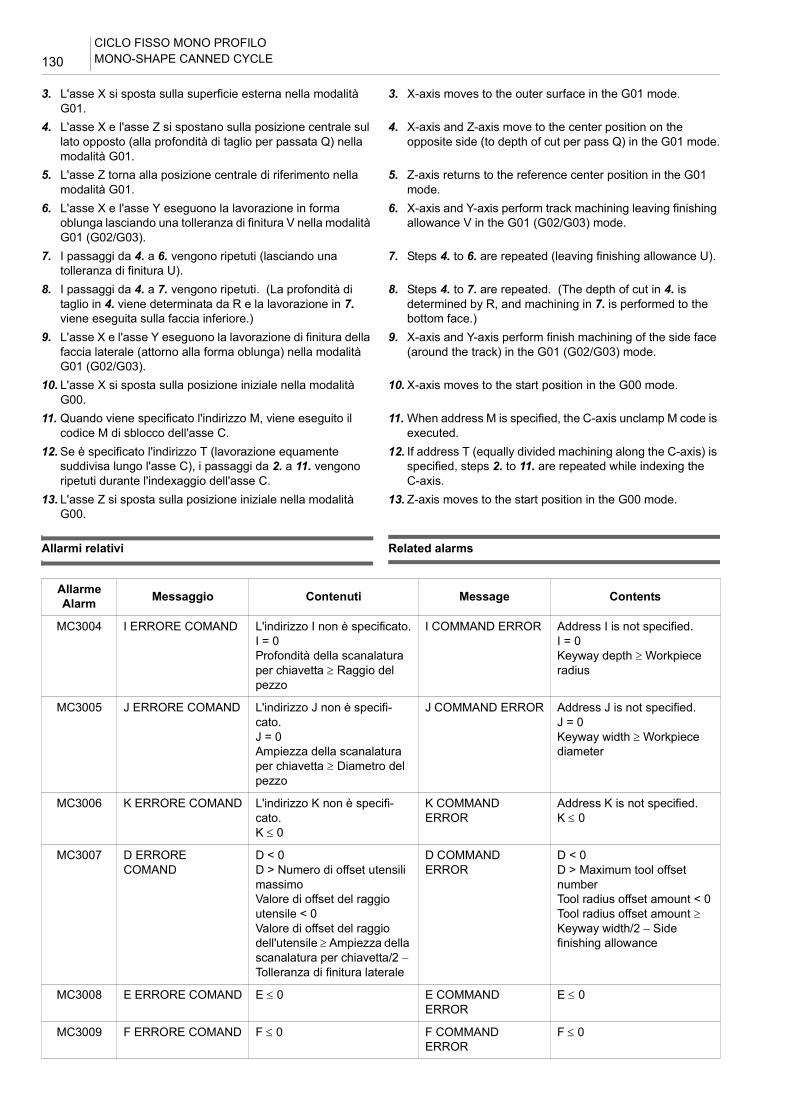
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE130
3. L'asse X si sposta sulla superficie esterna nella modalità G01.
3. X-axis moves to the outer surface in the G01 mode.
4. L'asse X e l'asse Z si spostano sulla posizione centrale sul lato opposto (alla profondità di taglio per passata Q) nella modalità G01.
4. X-axis and Z-axis move to the center position on the opposite side (to depth of cut per pass Q) in the G01 mode.
5. L'asse Z torna alla posizione centrale di riferimento nella modalità G01.
5. Z-axis returns to the reference center position in the G01 mode.
6. L'asse X e l'asse Y eseguono la lavorazione in forma oblunga lasciando una tolleranza di finitura V nella modalità G01 (G02/G03).
6. X-axis and Y-axis perform track machining leaving finishing allowance V in the G01 (G02/G03) mode.
7. I passaggi da 4. a 6. vengono ripetuti (lasciando una tolleranza di finitura U).
7. Steps 4. to 6. are repeated (leaving finishing allowance U).
8. I passaggi da 4. a 7. vengono ripetuti. (La profondità di taglio in 4. viene determinata da R e la lavorazione in 7. viene eseguita sulla faccia inferiore.)
8. Steps 4. to 7. are repeated. (The depth of cut in 4. is determined by R, and machining in 7. is performed to the bottom face.)
9. L'asse X e l'asse Y eseguono la lavorazione di finitura della faccia laterale (attorno alla forma oblunga) nella modalità G01 (G02/G03).
9. X-axis and Y-axis perform finish machining of the side face (around the track) in the G01 (G02/G03) mode.
10. L'asse X si sposta sulla posizione iniziale nella modalità G00.
10.X-axis moves to the start position in the G00 mode.
11. Quando viene specificato l'indirizzo M, viene eseguito il codice M di sblocco dell'asse C.
11.When address M is specified, the C-axis unclamp M code is executed.
12.Se è specificato l'indirizzo T (lavorazione equamente suddivisa lungo l'asse C), i passaggi da 2. a 11. vengono ripetuti durante l'indexaggio dell'asse C.
12. If address T (equally divided machining along the C-axis) is specified, steps 2. to 11. are repeated while indexing the C-axis.
13. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
13. Z-axis moves to the start position in the G00 mode.
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0Profondità della scanalatura per chiavetta ≥ Raggio del pezzo
I COMMAND ERROR Address I is not specified.I = 0Keyway depth ≥ Workpiece radius
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0Ampiezza della scanalatura per chiavetta ≥ Diametro del pezzo
J COMMAND ERROR Address J is not specified.J = 0Keyway width ≥ Workpiece diameter
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0
K COMMAND ERROR
Address K is not specified.K ≤ 0
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0Valore di offset del raggio dell'utensile ≥ Ampiezza della scanalatura per chiavetta/2 − Tolleranza di finitura laterale
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0Tool radius offset amount ≥ Keyway width/2 − Side finishing allowance
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
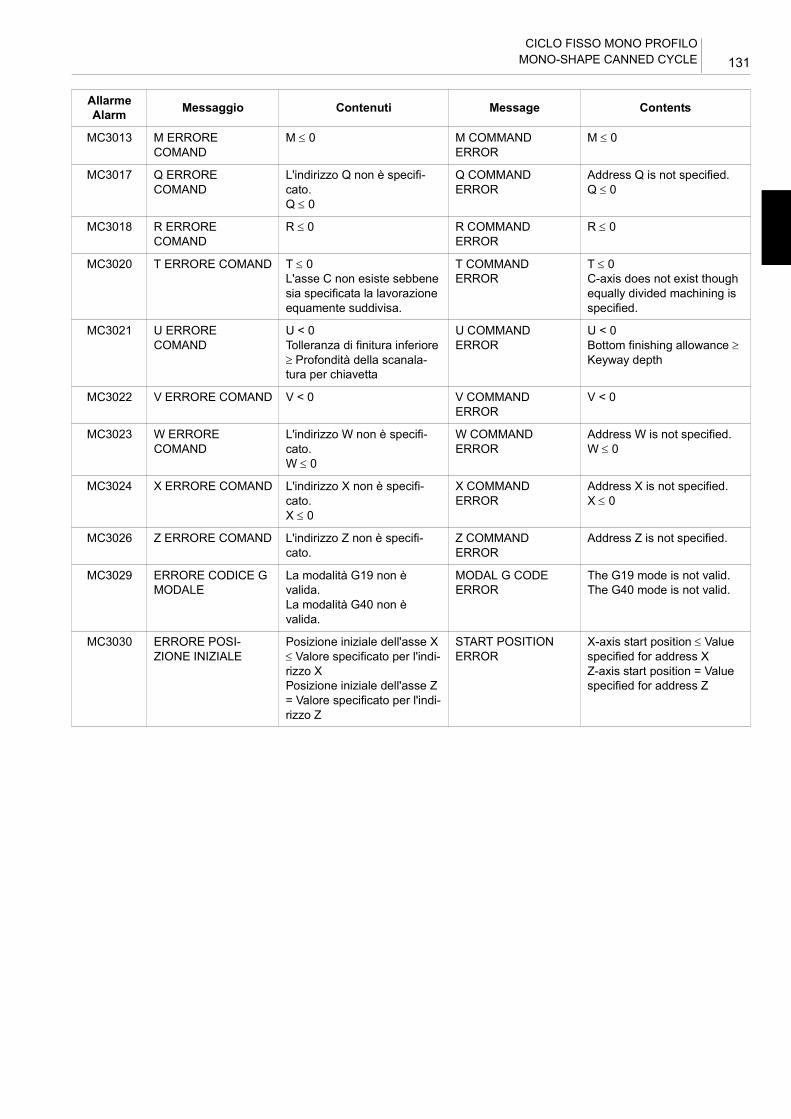
131CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
MC3013 M ERRORE COMAND
M ≤ 0 M COMMAND ERROR
M ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q ≤ 0
Q COMMAND ERROR
Address Q is not specified.Q ≤ 0
MC3018 R ERRORE COMAND
R ≤ 0 R COMMAND ERROR
R ≤ 0
MC3020 T ERRORE COMAND T ≤ 0L'asse C non esiste sebbene sia specificata la lavorazione equamente suddivisa.
T COMMAND ERROR
T ≤ 0C-axis does not exist though equally divided machining is specified.
MC3021 U ERRORE COMAND
U < 0Tolleranza di finitura inferiore ≥ Profondità della scanala-tura per chiavetta
U COMMAND ERROR
U < 0Bottom finishing allowance ≥ Keyway depth
MC3022 V ERRORE COMAND V < 0 V COMMAND ERROR
V < 0
MC3023 W ERRORE COMAND
L'indirizzo W non è specifi-cato.W ≤ 0
W COMMAND ERROR
Address W is not specified.W ≤ 0
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G19 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G19 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse X ≤ Valore specificato per l'indi-rizzo XPosizione iniziale dell'asse Z = Valore specificato per l'indi-rizzo Z
START POSITION ERROR
X-axis start position ≤ Value specified for address XZ-axis start position = Value specified for address Z
AllarmeAlarm Messaggio Contenuti Message Contents
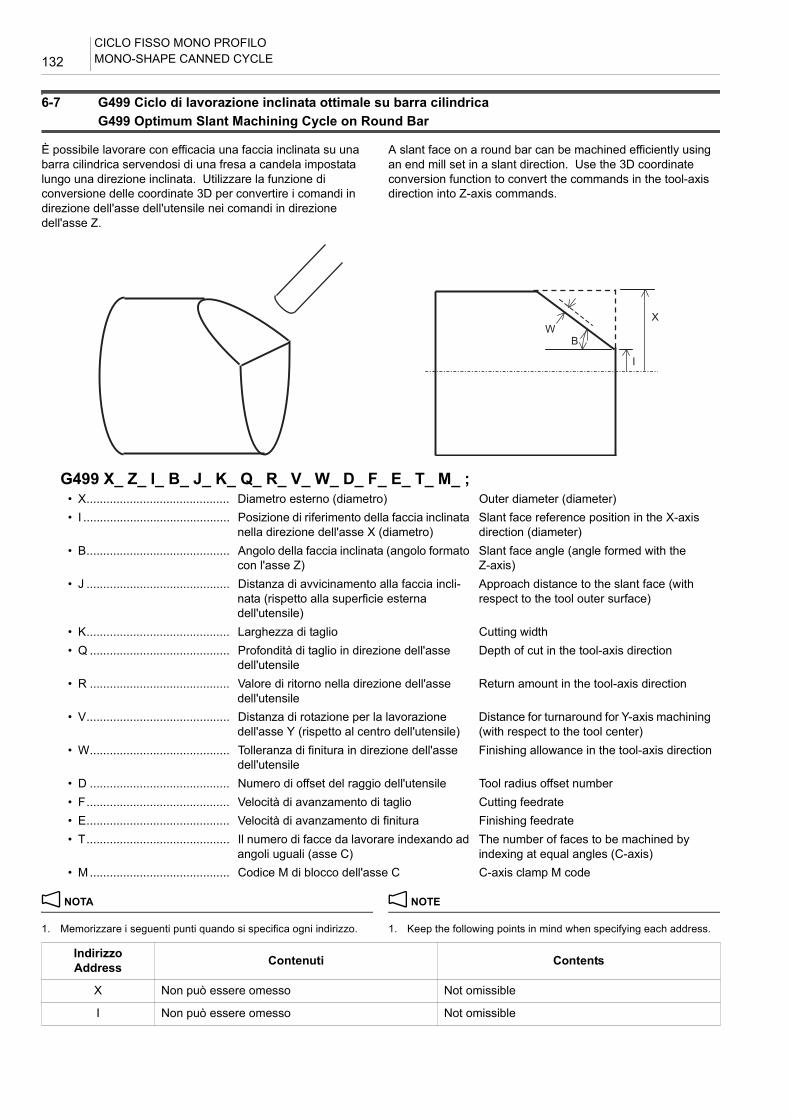
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE132
6-7 G499 Ciclo di lavorazione inclinata ottimale su barra cilindricaG499 Optimum Slant Machining Cycle on Round Bar
È possibile lavorare con efficacia una faccia inclinata su una barra cilindrica servendosi di una fresa a candela impostata lungo una direzione inclinata. Utilizzare la funzione di conversione delle coordinate 3D per convertire i comandi in direzione dell'asse dell'utensile nei comandi in direzione dell'asse Z.
A slant face on a round bar can be machined efficiently using an end mill set in a slant direction. Use the 3D coordinate conversion function to convert the commands in the tool-axis direction into Z-axis commands.
2 NOTA 2 NOTE
1. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 1. Keep the following points in mind when specifying each address.
G499 X_ Z_ I_ B_ J_ K_ Q_ R_ V_ W_ D_ F_ E_ T_ M_ ;• X........................................... Diametro esterno (diametro) Outer diameter (diameter)• I ............................................ Posizione di riferimento della faccia inclinata
nella direzione dell'asse X (diametro)Slant face reference position in the X-axis direction (diameter)
• B........................................... Angolo della faccia inclinata (angolo formato con l'asse Z)
Slant face angle (angle formed with the Z-axis)
• J ........................................... Distanza di avvicinamento alla faccia incli-nata (rispetto alla superficie esterna dell'utensile)
Approach distance to the slant face (with respect to the tool outer surface)
• K........................................... Larghezza di taglio Cutting width• Q .......................................... Profondità di taglio in direzione dell'asse
dell'utensileDepth of cut in the tool-axis direction
• R .......................................... Valore di ritorno nella direzione dell'asse dell'utensile
Return amount in the tool-axis direction
• V........................................... Distanza di rotazione per la lavorazione dell'asse Y (rispetto al centro dell'utensile)
Distance for turnaround for Y-axis machining (with respect to the tool center)
• W.......................................... Tolleranza di finitura in direzione dell'asse dell'utensile
Finishing allowance in the tool-axis direction
• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento di finitura Finishing feedrate• T........................................... Il numero di facce da lavorare indexando ad
angoli uguali (asse C)The number of faces to be machined by indexing at equal angles (C-axis)
• M .......................................... Codice M di blocco dell'asse C C-axis clamp M code
WB
X
I
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
I Non può essere omesso Not omissible
133CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
B Non può essere omessoIl lato di lavorazione (lato mandrino 1 o lato man-drino 2) viene determinato in base al segno.B > 0: Lavorazione sul lato mandrino 1 B < 0: Lavorazione sul lato mandrino 2
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined according to the sign.B > 0: Machining on the spindle 1 side B < 0: Machining on the spindle 2 side
J Non può essere omessoLa direzione di lavorazione inclinata (Y) è determi-nata dal segno.J > 0: Direzione di prima lavorazione = +Y J < 0: Direzione di prima lavorazione = −Y
Not omissibleThe slant machining direction (Y) is determined by the sign.J > 0: First machining direction = +Y J < 0: First machining direction = −Y
K Non può essere omessoLa direzione di lavorazione inclinata (X) è determi-nata dal segno.K > 0: Lavorazione nella direzione +X K < 0: Lavorazione nella direzione −X
Not omissibleThe slant machining direction (X) is determined by the sign.K > 0: Machining in the +X direction K < 0: Machining in the −X direction
Q Non può essere omessoIl segno determina se è consentito o meno all'uten-sile di spostarsi oltre il bordo inferiore della faccia inclinata.Q > 0: Consente all'utensile di spostarsi oltre il bordo Q < 0: Proibisce all'utensile di spostarsi oltre il bordo
Not omissibleWhether or not the tool is allowed to move beyond the lower edge of the slant face is determined by the sign.Q > 0: Allows the tool to move beyond the edge Q < 0: Prohibits the tool from moving beyond the edge
R Non può essere omessoIl metodo di sgrossatura inclinata è determinato dal segno.R > 0: Lavorazione con rotazione dell'asse Y R < 0: Lavorazione con mantenimento della dire-zione dell'asse Y
2 NOTA
Si noti che la lavorazione di finitura viene eseguita nella stessa direzione, indipendentemente dal segno dell'indirizzo R.
Not omissibleThe rough slant machining method is determined by the sign.R > 0: Y-axis turnaround machining R < 0: Y-axis same-direction machining
2 NOTE
Note that finish machining is performed in the same direction regardless of the sign of address R.
V Non può essere omessoIl segno determina se è consentito o meno all'uten-sile di spostarsi oltre il bordo superiore della faccia inclinata.V > 0: Consente all'utensile di spostarsi oltre il bordo V < 0: Proibisce all'utensile di spostarsi oltre il bordo
Not omissibleWhether or not the tool is allowed to move beyond the upper edge of the slant face is determined by the sign.V > 0: Allows the tool to move beyond the edge V < 0: Prohibits the tool from moving beyond the edge
W Quando omesso, la lavorazione di finitura non viene eseguita.
When omitted, finish machining is not performed.
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
T Le frazioni decimali sono arrotondate per difetto.Quando omesso, T = 1
Decimal fractions are rounded down.When omitted, T = 1
M M = codice M di blocco dell'asse C, M + 1 = codice M di sblocco dell'asse CLe frazioni decimali sono arrotondate per difetto.Assenza di controllo del blocco dell'asse C, se omesso
M = C-axis clamp M code, M + 1 = C-axis unclamp M codeDecimal fractions are rounded down.No C-axis clamp control when omitted
IndirizzoAddress Contenuti Contents

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE134
2. Prima di eseguire questo ciclo fisso, utilizzare la funzione di conversione delle coordinate 3D per convertire i comandi in direzione dell'asse dell'utensile nei comandi in direzione dell'asse Z. Nella modalità di conversione delle coordinate 3D, impostare il punto zero per il sistema di coordinate XYZ in corrispondenza della posizione qui sotto indicata.
2. Before executing this canned cycle, use the 3D coordinate conversion function to convert the commands in the tool-axis direction into Z-axis commands. In the 3D coordinate conversion mode, set the zero point of the XYZ coordinate system at the position shown below.
• Punto zero nella direzione dell'asse X: Bordo inferiore della faccia inclinata
• Zero point in the X-axis direction: Lower edge of the slant face
• Punto zero nella direzione dell'asse Y: Centro del pezzo • Zero point in the Y-axis direction: Workpiece center• Punto zero nella direzione dell'asse Z: Faccia superiore della
faccia inclinata• Zero point in the Z-axis direction: Top face of the slant face
Quando si esegue una lavorazione sul lato mandrino 2, utilizzare la funzione di conversione delle coordinate 3D come mostrato qui sotto. (Fare attenzione alla direzione dell'asse X.)
When machining on the spindle 2 side, use the 3D coordinate conversion function as shown below. (Pay attention to the X-axis direction.)
3. Guardando la faccia inclinata nella direzione dell'asse dell'utensile, essa forma una figura ovale parziale (vedere l'illustrazione qui sotto).
3. When viewing the slant face in the tool-axis direction, it forms a part of oval figure (see the figure below).
Nel sistema di coordinate dopo la conversione delle coordinate 3D, la direzione in cui l'utensile si allontana dal pezzo lungo l'asse dell'utensile è “+Z”, la direzione verso l'alto è “+X” e quella verso sinistra è “+Y”.
In the coordinate system after 3D coordinate conversion, the direction in which the tool moves away from the workpiece along the tool-axis is “+Z”; the upward direction is “+X”; and the leftward direction is “+Y”.
+X +Z
+Y X0Z0
Zero point of coordinate system
Punto zero del sistema di coordinate
+X +Z
+Y
X0 Z0
Zero point of coordinate system
Slant face without Z end face
Punto zero del sistema di coordinate
Faccia inclinata senza faccia trasversale Z
−X+Z
+Y
Zero point of coordinate system
Punto zero del sistema di coordinate
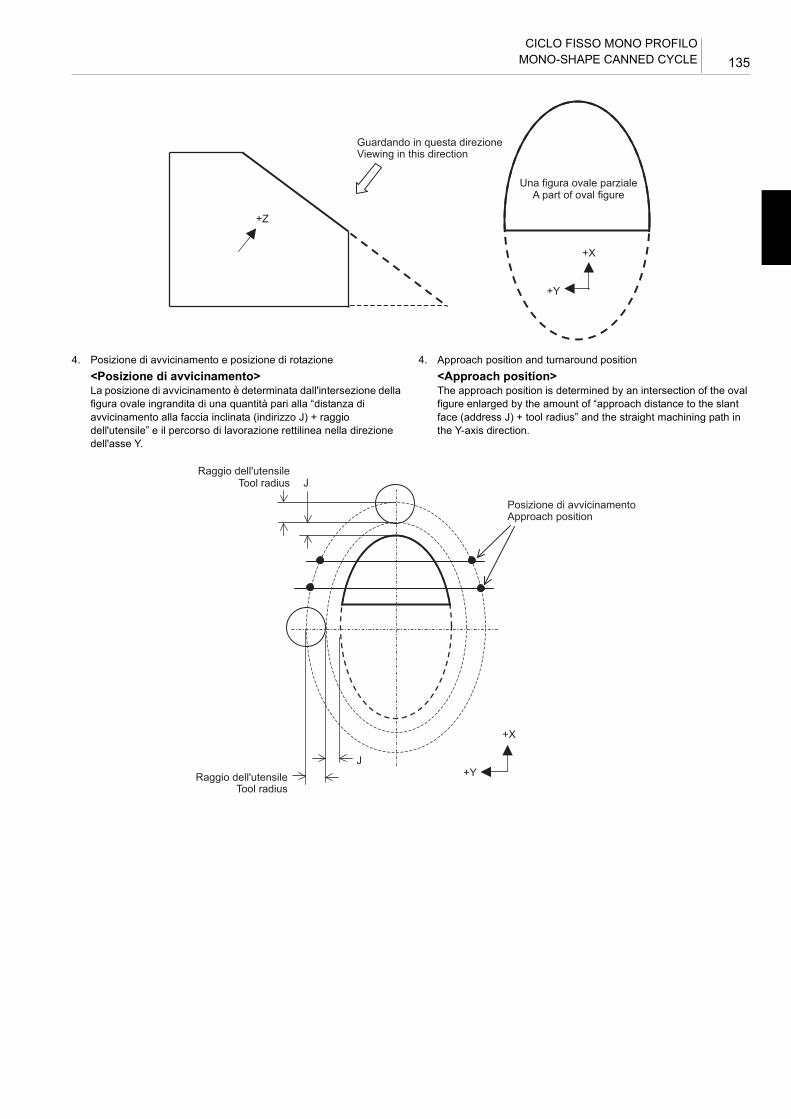
135CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
4. Posizione di avvicinamento e posizione di rotazione 4. Approach position and turnaround position<Posizione di avvicinamento> <Approach position>La posizione di avvicinamento è determinata dall'intersezione della figura ovale ingrandita di una quantità pari alla “distanza di avvicinamento alla faccia inclinata (indirizzo J) + raggio dell'utensile” e il percorso di lavorazione rettilinea nella direzione dell'asse Y.
The approach position is determined by an intersection of the oval figure enlarged by the amount of “approach distance to the slant face (address J) + tool radius” and the straight machining path in the Y-axis direction.
+Z
+Y
+X
Viewing in this direction
A part of oval figure
Guardando in questa direzione
Una figura ovale parziale
+Y
+X
J
JTool radius
Tool radius
Approach position
Raggio dell'utensile
Raggio dell'utensile
Posizione di avvicinamento

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE136
<Posizione di rotazione> <Turnaround position>La posizione di rotazione coincide con la posizione alla distanza specificata per la rotazione nella lavorazione dell'asse Y (V) dal perimetro ellittico da lavorare.
The turnaround position is the position at the specified distance for turnaround in Y-axis machining (V) from the elliptical perimeter to be machined.
5. La posizione iniziale della lavorazione sul piano è determinata dalla direzione di avvicinamento (il segno degli indirizzi J e K).
5. The machining start position on the plane is determined by the approach direction (the sign of addresses J and K).
6. All'inizio e alla fine della lavorazione, l'utensile passa con il proprio bordo oltre il profilo della faccia inclinata nella direzione dell'asse X.
6. At the start and end of machining, the tool passes with its edge beyond the slant face profile in the X-axis direction.
In tal caso, tuttavia, potrebbe essere intagliata una parte del pezzo diversa dalla faccia inclinata, a seconda del profilo del pezzo o delle posizioni della griffa. Per evitare l'intaglio, determinare con il segno degli indirizzi Q e V se all'utensile è consentito o meno di andare oltre il bordo superiore o inferiore della faccia inclinata.
In this case, however, a part of the workpiece other than the slant face may be gouged, depending on the workpiece shape or jaw positions. To prevent gouging, determine whether or not the tool is allowed to move beyond the lower or upper edge of the slant face by the sign of addresses Q and V.
• Scelta se è consentito o meno all'utensile di spostarsi oltre il bordo inferiore della faccia inclinata (indirizzo Q)
• Selection whether or not the tool is allowed to move beyond the lower edge of the slant face (address Q)
V
V
V
V
+X
+Y
Turnaround positionPosizione di rotazione
J > 0K > 0
J < 0K > 0
J > 0K < 0
J < 0K < 0
Q > 0: L'utensile può andare oltre il bordoQ > 0: Tool allowed to move beyond the edge
Q < 0: L'utensile non può andare oltre il bordoQ < 0: Tool prohibited from moving beyond the edge
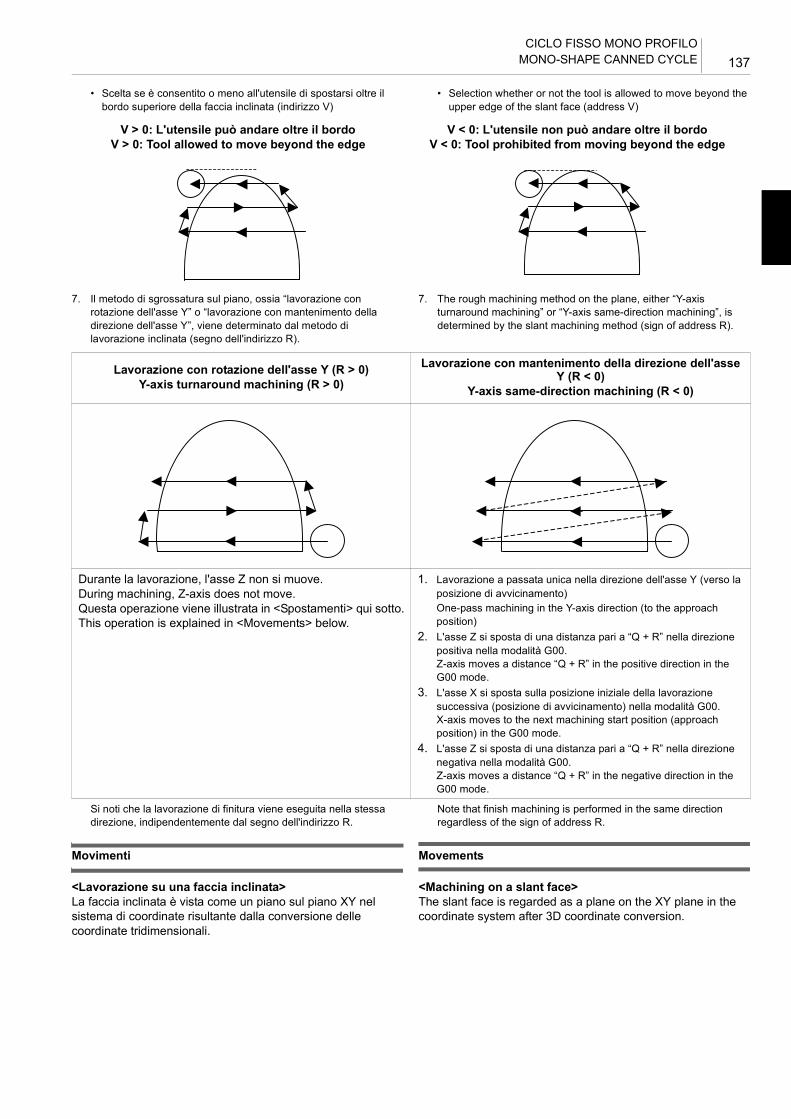
137CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
• Scelta se è consentito o meno all'utensile di spostarsi oltre il bordo superiore della faccia inclinata (indirizzo V)
• Selection whether or not the tool is allowed to move beyond the upper edge of the slant face (address V)
7. Il metodo di sgrossatura sul piano, ossia “lavorazione con rotazione dell'asse Y” o “lavorazione con mantenimento della direzione dell'asse Y”, viene determinato dal metodo di lavorazione inclinata (segno dell'indirizzo R).
7. The rough machining method on the plane, either “Y-axis turnaround machining” or “Y-axis same-direction machining”, is determined by the slant machining method (sign of address R).
Si noti che la lavorazione di finitura viene eseguita nella stessa direzione, indipendentemente dal segno dell'indirizzo R.
Note that finish machining is performed in the same direction regardless of the sign of address R.
Movimenti Movements
<Lavorazione su una faccia inclinata> <Machining on a slant face>La faccia inclinata è vista come un piano sul piano XY nel sistema di coordinate risultante dalla conversione delle coordinate tridimensionali.
The slant face is regarded as a plane on the XY plane in the coordinate system after 3D coordinate conversion.
V > 0: L'utensile può andare oltre il bordoV > 0: Tool allowed to move beyond the edge
V < 0: L'utensile non può andare oltre il bordoV < 0: Tool prohibited from moving beyond the edge
Lavorazione con rotazione dell'asse Y (R > 0)Y-axis turnaround machining (R > 0)
Lavorazione con mantenimento della direzione dell'asse Y (R < 0)
Y-axis same-direction machining (R < 0)
Durante la lavorazione, l'asse Z non si muove.During machining, Z-axis does not move.Questa operazione viene illustrata in <Spostamenti> qui sotto.This operation is explained in <Movements> below.
1. Lavorazione a passata unica nella direzione dell'asse Y (verso la posizione di avvicinamento)One-pass machining in the Y-axis direction (to the approach position)
2. L'asse Z si sposta di una distanza pari a “Q + R” nella direzione positiva nella modalità G00.Z-axis moves a distance “Q + R” in the positive direction in the G00 mode.
3. L'asse X si sposta sulla posizione iniziale della lavorazione successiva (posizione di avvicinamento) nella modalità G00.X-axis moves to the next machining start position (approach position) in the G00 mode.
4. L'asse Z si sposta di una distanza pari a “Q + R” nella direzione negativa nella modalità G00.Z-axis moves a distance “Q + R” in the negative direction in the G00 mode.

CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE138
2 NOTA 2 NOTE
Si noti che un'espressione riguardante la corsa di un asse (come ad esempio “L'asse X...”) nelle spiegazioni seguenti indica la direzione di corsa nell'attuale sistema di coordinate di lavoro e non indica il nome o la direzione di un asse intrinseco alla macchina.
Note that an expression of axis travel (such as “X-axis ...”) in the following explanation indicates the travel direction in the present work coordinate system and does not indicate an axis name or direction inherent to the machine.
1. L'asse Y lavora sul lato opposto (posizione di rotazione) del piano nella modalità G01.
1. Y-axis machines to the opposite side (turnaround position) of the plane in the G01 mode.
2. L'asse X e l'asse Y si spostano verso la posizione iniziale di lavorazione nella direzione dell'asse Y (posizione di rotazione) nella modalità G01.
2. X-axis and Y-axis move to the next machining start position in the Y-axis direction (turnaround position) in the G01 mode.
3. L'asse Y lavora sul lato opposto (posizione di rotazione) del piano nella modalità G01.
3. Y-axis machines to the opposite side (turnaround position) of the plane in the G01 mode.
4. I passaggi da 2. a 3. vengono ripetuti finché non viene eseguita la lavorazione sull'estremità superiore dell'ellisse.
4. Steps 2. to 3. are repeated until machining is performed to the upper end of the ellipse.
5. L'asse Y lavora sul lato opposto (posizione di avvicinamento) del piano nella modalità G01.
5. Y-axis machines to the opposite side (approach position) of the plane in the G01 mode.
2 NOTA 2 NOTE
La sgrossatura viene eseguita alla velocità di avanzamento F e la finitura viene eseguita alla velocità di avanzamento E nella modalità G01 descritta sopra.
Rough machining is performed at feedrate F and finish machining is performed at feedrate E in the G01 mode described above.
5
2
V
3
1
K
KK
J
+X
+Y

139CICLO FISSO MONO PROFILO
MONO-SHAPE CANNED CYCLE
<Percorsi degli utensili di lavorazione> <Machining tool paths>
1. L'asse X e l'asse Y si spostano alla posizione iniziale della prima lavorazione nella modalità G00.
1. X-axis and Y-axis move to the first machining start position in the G00 mode.
2. Quando viene specificato l'indirizzo M, viene eseguito il codice M di blocco dell'asse C.
2. When address M is specified, the C-axis clamp M code is executed.
3. L'asse Z si sposta sulla posizione iniziale della prima lavorazione nella modalità G00.
3. Z-axis moves to the first machining start position in the G00 mode.
4. Viene eseguita la sgrossatura sulla faccia inclinata. 4. Rough machining is performed on the slant face.5. L'asse Z si sposta di una distanza specificata per R nella
direzione positiva nella modalità G00.5. Z-axis moves a distance specified for R in the positive
direction in the G00 mode.6. L'asse X e l'asse Y si spostano alla posizione iniziale della
lavorazione successiva nella modalità G00.6. X-axis and Y-axis move to the next machining start position
in the G00 mode.7. L'asse Z si sposta sulla posizione iniziale della lavorazione
successiva nella modalità G00.7. Z-axis moves to the next machining start position in the
G00 mode.8. Viene eseguita la sgrossatura sulla faccia inclinata. 8. Rough machining is performed on the slant face.9. L'asse Z si sposta di una distanza specificata per R nella
direzione positiva nella modalità G00.9. Z-axis moves a distance specified for R in the positive
direction in the G00 mode.10. I passaggi da 6. a 9. vengono ripetuti finché non viene
lasciata una tolleranza W in direzione dell'asse Z.10.Steps 6. to 9. are repeated until allowance W is left in the
Z-axis direction.11. L'asse X e l'asse Y si spostano alla posizione iniziale della
lavorazione di finitura nella modalità G00.11. X-axis and Y-axis move to the finish machining start
position in the G00 mode.12. L'asse Z si sposta sulla posizione iniziale della lavorazione
di finitura nella modalità G00.12. Z-axis moves to the finish machining start position in the
G00 mode.13.Viene eseguita la lavorazione di finitura sulla faccia
inclinata.13. Finish machining is performed on the slant face.
14. L'asse Z si sposta sulla posizione iniziale del ciclo nella modalità G00.
14. Z-axis moves to the cycle start position in the G00 mode.
15. L'asse Z si sposta sulla posizione iniziale della prima lavorazione nella modalità G00.
15. Z-axis moves to the first machining start position in the G00 mode.
16.Quando viene specificato l'indirizzo M, viene eseguito il codice M di sblocco dell'asse C.
16.When address M is specified, the C-axis unclamp M code is executed.
17.Se è specificato l'indirizzo T (lavorazione equamente suddivisa lungo l'asse C), i passaggi da 2. a 16. vengono ripetuti durante l'indexaggio dell'asse C.
17. If address T (equally divided machining along the C-axis) is specified, steps 2. to 16. are repeated while indexing the C-axis.
18. L'asse X e l'asse Y si spostano alla posizione iniziale del ciclo nella modalità G00.
18.X-axis and Y-axis move to the cycle start position in the G00 mode.
WQ
Q
R
14
13
9 5
84
11
12
7
61
318
15
Machining on a slant faceLavorazione su una faccia inclinata
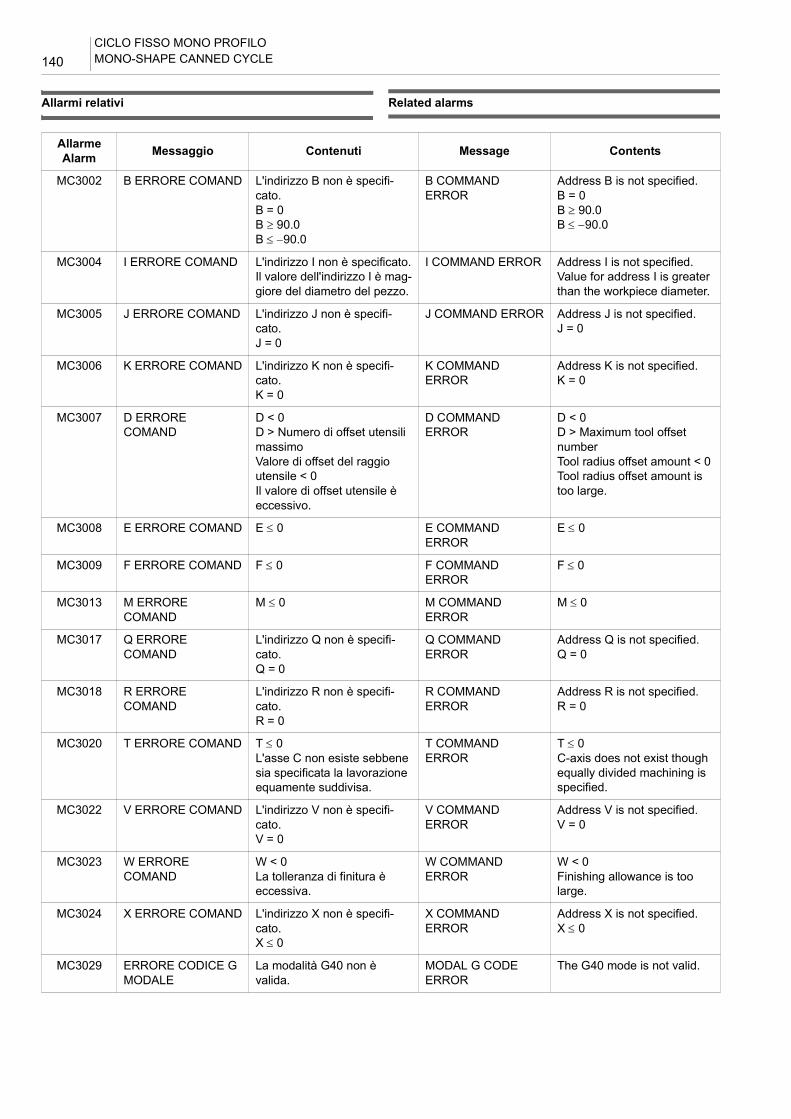
CICLO FISSO MONO PROFILOMONO-SHAPE CANNED CYCLE140
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.B = 0B ≥ 90.0B ≤ −90.0
B COMMAND ERROR
Address B is not specified.B = 0B ≥ 90.0B ≤ −90.0
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.Il valore dell'indirizzo I è mag-giore del diametro del pezzo.
I COMMAND ERROR Address I is not specified.Value for address I is greater than the workpiece diameter.
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0
K COMMAND ERROR
Address K is not specified.K = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0Il valore di offset utensile è eccessivo.
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0Tool radius offset amount is too large.
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3013 M ERRORE COMAND
M ≤ 0 M COMMAND ERROR
M ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3018 R ERRORE COMAND
L'indirizzo R non è specifi-cato.R = 0
R COMMAND ERROR
Address R is not specified.R = 0
MC3020 T ERRORE COMAND T ≤ 0L'asse C non esiste sebbene sia specificata la lavorazione equamente suddivisa.
T COMMAND ERROR
T ≤ 0C-axis does not exist though equally divided machining is specified.
MC3022 V ERRORE COMAND L'indirizzo V non è specifi-cato.V = 0
V COMMAND ERROR
Address V is not specified.V = 0
MC3023 W ERRORE COMAND
W < 0La tolleranza di finitura è eccessiva.
W COMMAND ERROR
W < 0Finishing allowance is too large.
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
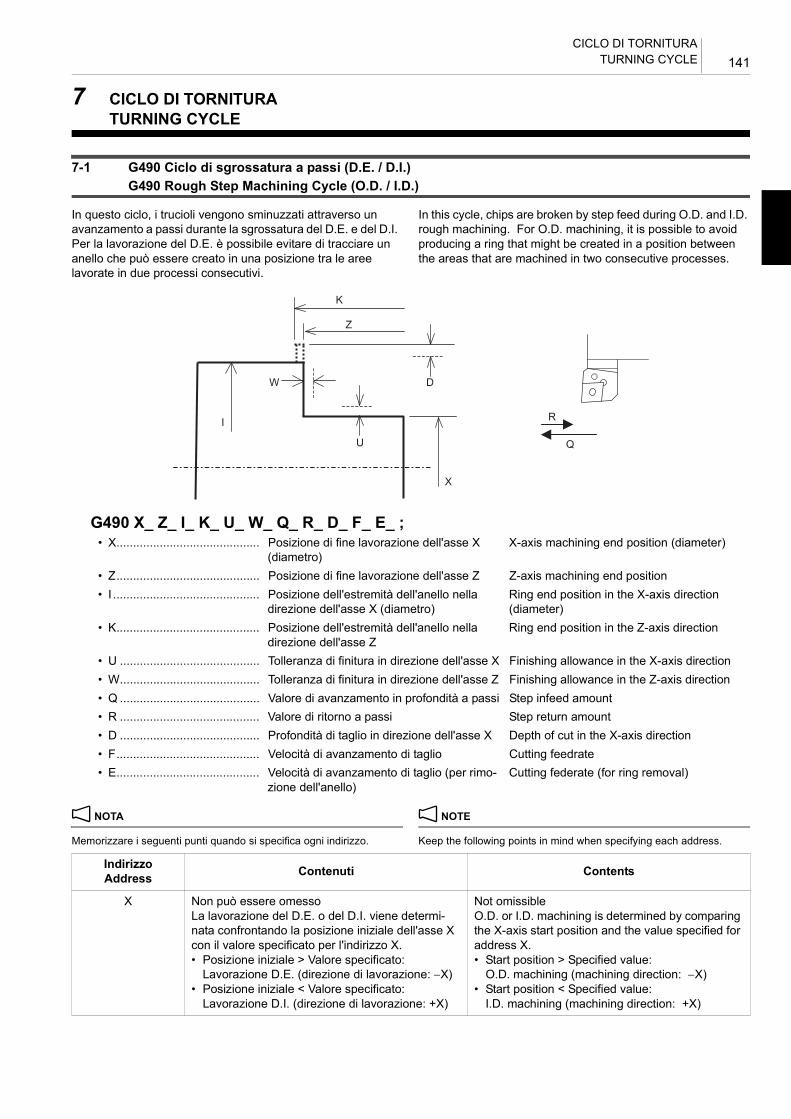
141CICLO DI TORNITURA
TURNING CYCLE
7 CICLO DI TORNITURATURNING CYCLE
7-1 G490 Ciclo di sgrossatura a passi (D.E. / D.I.)G490 Rough Step Machining Cycle (O.D. / I.D.)
In questo ciclo, i trucioli vengono sminuzzati attraverso un avanzamento a passi durante la sgrossatura del D.E. e del D.I. Per la lavorazione del D.E. è possibile evitare di tracciare un anello che può essere creato in una posizione tra le aree lavorate in due processi consecutivi.
In this cycle, chips are broken by step feed during O.D. and I.D. rough machining. For O.D. machining, it is possible to avoid producing a ring that might be created in a position between the areas that are machined in two consecutive processes.
2 NOTA 2 NOTE
Memorizzare i seguenti punti quando si specifica ogni indirizzo. Keep the following points in mind when specifying each address.
G490 X_ Z_ I_ K_ U_ W_ Q_ R_ D_ F_ E_ ;• X........................................... Posizione di fine lavorazione dell'asse X
(diametro)X-axis machining end position (diameter)
• Z........................................... Posizione di fine lavorazione dell'asse Z Z-axis machining end position• I ............................................ Posizione dell'estremità dell'anello nella
direzione dell'asse X (diametro)Ring end position in the X-axis direction (diameter)
• K........................................... Posizione dell'estremità dell'anello nella direzione dell'asse Z
Ring end position in the Z-axis direction
• U .......................................... Tolleranza di finitura in direzione dell'asse X Finishing allowance in the X-axis direction• W.......................................... Tolleranza di finitura in direzione dell'asse Z Finishing allowance in the Z-axis direction• Q .......................................... Valore di avanzamento in profondità a passi Step infeed amount• R .......................................... Valore di ritorno a passi Step return amount• D .......................................... Profondità di taglio in direzione dell'asse X Depth of cut in the X-axis direction• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento di taglio (per rimo-
zione dell'anello)Cutting federate (for ring removal)
K
Z
I
W
U
D
X
R
Q
IndirizzoAddress Contenuti Contents
X Non può essere omessoLa lavorazione del D.E. o del D.I. viene determi-nata confrontando la posizione iniziale dell'asse X con il valore specificato per l'indirizzo X.• Posizione iniziale > Valore specificato:
Lavorazione D.E. (direzione di lavorazione: −X)• Posizione iniziale < Valore specificato:
Lavorazione D.I. (direzione di lavorazione: +X)
Not omissibleO.D. or I.D. machining is determined by comparing the X-axis start position and the value specified for address X.• Start position > Specified value:
O.D. machining (machining direction: −X)• Start position < Specified value:
I.D. machining (machining direction: +X)
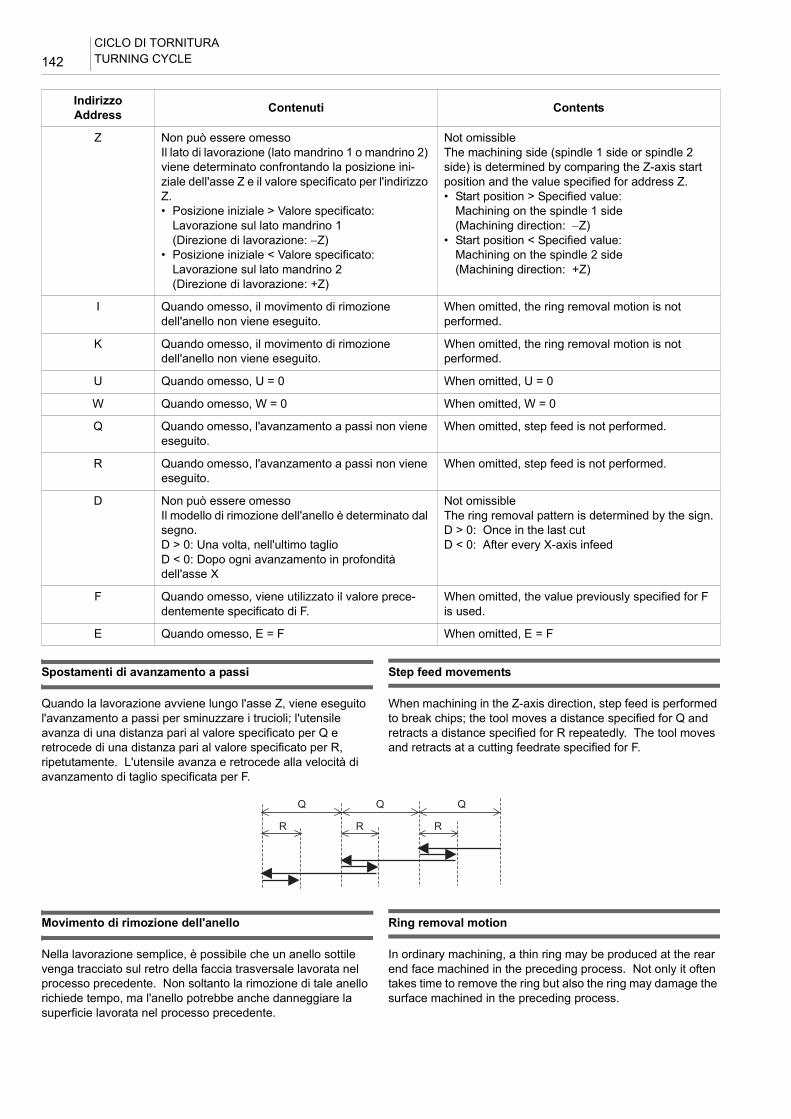
CICLO DI TORNITURATURNING CYCLE142
Spostamenti di avanzamento a passi Step feed movements
Quando la lavorazione avviene lungo l'asse Z, viene eseguito l'avanzamento a passi per sminuzzare i trucioli; l'utensile avanza di una distanza pari al valore specificato per Q e retrocede di una distanza pari al valore specificato per R, ripetutamente. L'utensile avanza e retrocede alla velocità di avanzamento di taglio specificata per F.
When machining in the Z-axis direction, step feed is performed to break chips; the tool moves a distance specified for Q and retracts a distance specified for R repeatedly. The tool moves and retracts at a cutting feedrate specified for F.
Movimento di rimozione dell'anello Ring removal motion
Nella lavorazione semplice, è possibile che un anello sottile venga tracciato sul retro della faccia trasversale lavorata nel processo precedente. Non soltanto la rimozione di tale anello richiede tempo, ma l'anello potrebbe anche danneggiare la superficie lavorata nel processo precedente.
In ordinary machining, a thin ring may be produced at the rear end face machined in the preceding process. Not only it often takes time to remove the ring but also the ring may damage the surface machined in the preceding process.
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
I Quando omesso, il movimento di rimozione dell'anello non viene eseguito.
When omitted, the ring removal motion is not performed.
K Quando omesso, il movimento di rimozione dell'anello non viene eseguito.
When omitted, the ring removal motion is not performed.
U Quando omesso, U = 0 When omitted, U = 0
W Quando omesso, W = 0 When omitted, W = 0
Q Quando omesso, l'avanzamento a passi non viene eseguito.
When omitted, step feed is not performed.
R Quando omesso, l'avanzamento a passi non viene eseguito.
When omitted, step feed is not performed.
D Non può essere omessoIl modello di rimozione dell'anello è determinato dal segno.D > 0: Una volta, nell'ultimo taglioD < 0: Dopo ogni avanzamento in profondità dell'asse X
Not omissibleThe ring removal pattern is determined by the sign.D > 0: Once in the last cutD < 0: After every X-axis infeed
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
IndirizzoAddress Contenuti Contents
Q Q Q
R R R
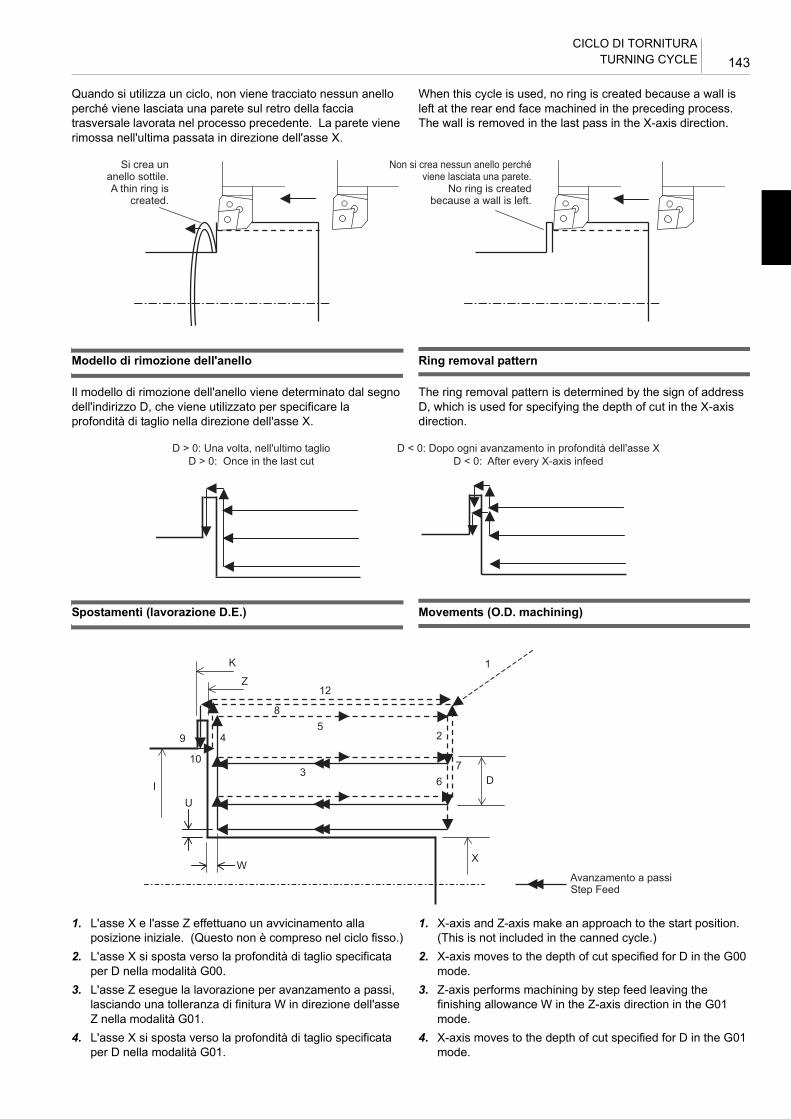
143CICLO DI TORNITURA
TURNING CYCLE
Quando si utilizza un ciclo, non viene tracciato nessun anello perché viene lasciata una parete sul retro della faccia trasversale lavorata nel processo precedente. La parete viene rimossa nell'ultima passata in direzione dell'asse X.
When this cycle is used, no ring is created because a wall is left at the rear end face machined in the preceding process. The wall is removed in the last pass in the X-axis direction.
Modello di rimozione dell'anello Ring removal pattern
Il modello di rimozione dell'anello viene determinato dal segno dell'indirizzo D, che viene utilizzato per specificare la profondità di taglio nella direzione dell'asse X.
The ring removal pattern is determined by the sign of address D, which is used for specifying the depth of cut in the X-axis direction.
Spostamenti (lavorazione D.E.) Movements (O.D. machining)
1. L'asse X e l'asse Z effettuano un avvicinamento alla posizione iniziale. (Questo non è compreso nel ciclo fisso.)
1. X-axis and Z-axis make an approach to the start position. (This is not included in the canned cycle.)
2. L'asse X si sposta verso la profondità di taglio specificata per D nella modalità G00.
2. X-axis moves to the depth of cut specified for D in the G00 mode.
3. L'asse Z esegue la lavorazione per avanzamento a passi, lasciando una tolleranza di finitura W in direzione dell'asse Z nella modalità G01.
3. Z-axis performs machining by step feed leaving the finishing allowance W in the Z-axis direction in the G01 mode.
4. L'asse X si sposta verso la profondità di taglio specificata per D nella modalità G01.
4. X-axis moves to the depth of cut specified for D in the G01 mode.
A thin ring is created.
No ring is created because a wall is left.
Si crea un anello sottile.
Non si crea nessun anello perché viene lasciata una parete.
D > 0: Once in the last cut D < 0: After every X-axis infeedD > 0: Una volta, nell'ultimo taglio D < 0: Dopo ogni avanzamento in profondità dell'asse X
K
Z
IU
W
D
X
1
12
8
2
6
5
3
9
10
4
7
Step FeedAvanzamento a passi
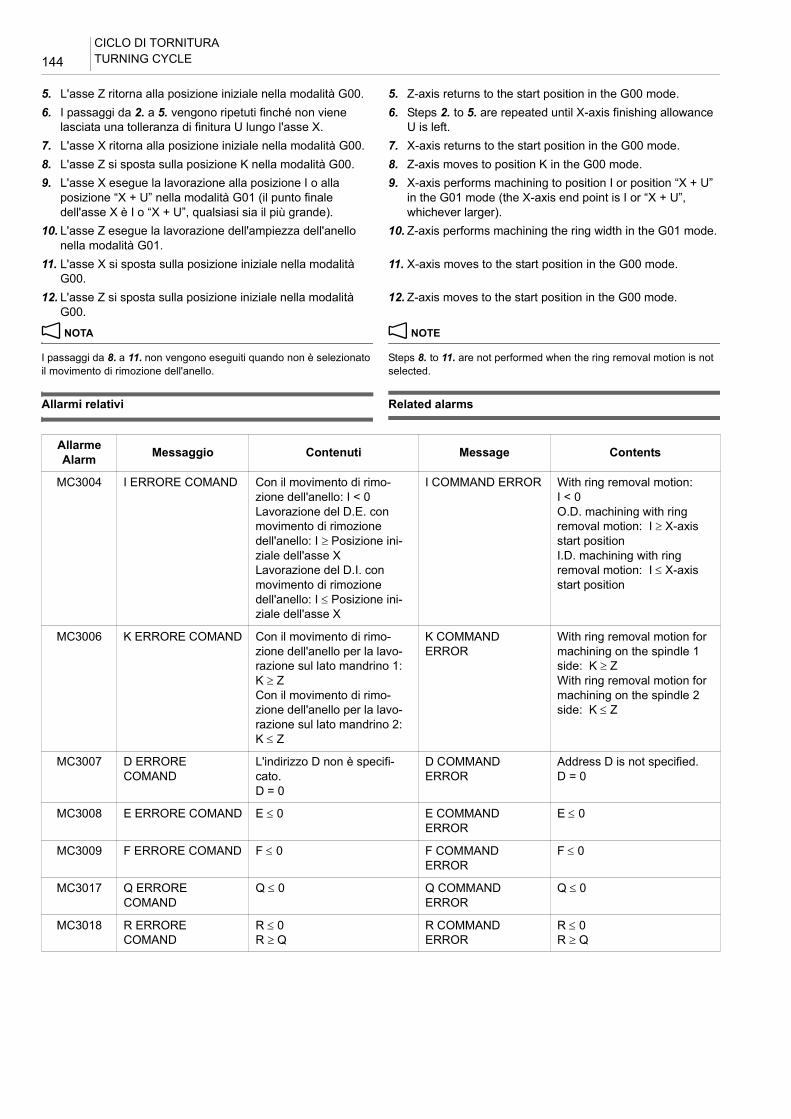
CICLO DI TORNITURATURNING CYCLE144
5. L'asse Z ritorna alla posizione iniziale nella modalità G00. 5. Z-axis returns to the start position in the G00 mode.6. I passaggi da 2. a 5. vengono ripetuti finché non viene
lasciata una tolleranza di finitura U lungo l'asse X.6. Steps 2. to 5. are repeated until X-axis finishing allowance
U is left.7. L'asse X ritorna alla posizione iniziale nella modalità G00. 7. X-axis returns to the start position in the G00 mode.8. L'asse Z si sposta sulla posizione K nella modalità G00. 8. Z-axis moves to position K in the G00 mode.9. L'asse X esegue la lavorazione alla posizione I o alla
posizione “X + U” nella modalità G01 (il punto finale dell'asse X è I o “X + U”, qualsiasi sia il più grande).
9. X-axis performs machining to position I or position “X + U” in the G01 mode (the X-axis end point is I or “X + U”, whichever larger).
10. L'asse Z esegue la lavorazione dell'ampiezza dell'anello nella modalità G01.
10. Z-axis performs machining the ring width in the G01 mode.
11. L'asse X si sposta sulla posizione iniziale nella modalità G00.
11. X-axis moves to the start position in the G00 mode.
12. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
12. Z-axis moves to the start position in the G00 mode.
2 NOTA 2 NOTE
I passaggi da 8. a 11. non vengono eseguiti quando non è selezionato il movimento di rimozione dell'anello.
Steps 8. to 11. are not performed when the ring removal motion is not selected.
Allarmi relativi Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND Con il movimento di rimo-zione dell'anello: I < 0Lavorazione del D.E. con movimento di rimozione dell'anello: I ≥ Posizione ini-ziale dell'asse XLavorazione del D.I. con movimento di rimozione dell'anello: I ≤ Posizione ini-ziale dell'asse X
I COMMAND ERROR With ring removal motion: I < 0O.D. machining with ring removal motion: I ≥ X-axis start positionI.D. machining with ring removal motion: I ≤ X-axis start position
MC3006 K ERRORE COMAND Con il movimento di rimo-zione dell'anello per la lavo-razione sul lato mandrino 1: K ≥ ZCon il movimento di rimo-zione dell'anello per la lavo-razione sul lato mandrino 2: K ≤ Z
K COMMAND ERROR
With ring removal motion for machining on the spindle 1 side: K ≥ ZWith ring removal motion for machining on the spindle 2 side: K ≤ Z
MC3007 D ERRORE COMAND
L'indirizzo D non è specifi-cato.D = 0
D COMMAND ERROR
Address D is not specified.D = 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
Q ≤ 0 Q COMMAND ERROR
Q ≤ 0
MC3018 R ERRORE COMAND
R ≤ 0R ≥ Q
R COMMAND ERROR
R ≤ 0R ≥ Q

145CICLO DI TORNITURA
TURNING CYCLE
7-2 G491 Ciclo di foratura con profondità di taglio variabile per la tornituraG491 Drilling Cycle with Variable Depth of Cut for Turning
Questo ciclo fisso viene utilizzato per forare al centro del pezzo modificando la profondità di taglio.
This canned cycle is used to drill at the center of workpiece while changing the depth of cut.
MC3021 U ERRORE COMAND
U < 0Lavorazione del D.E.: Dimen-sione di finitura grezza del D.E. (X + 2U) ≥ Posizione ini-ziale dell'asse XLavorazione del D.I.: Dimen-sione di finitura grezza del D.I. (X − 2U) ≤ Posizione ini-ziale dell'asse X
U COMMAND ERROR
U < 0O.D. machining: O.D. rough finishing dimension (X + 2U) ≥ X-axis start positionI.D. machining: I.D. rough finishing dimension (X − 2U) ≤ X-axis start position
MC3023 W ERRORE COMAND
W < 0Lavorazione sul lato man-drino 1: Z + W ≥ Posizione iniziale dell'asse ZLavorazione sul lato man-drino 2: Z − W ≤ Posizione iniziale dell'asse Z
W COMMAND ERROR
W < 0Machining on the spindle 1 side: Z + W ≥ Z-axis start positionMachining on the spindle 2 side: Z − W ≤ Z-axis start position
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse X pari o inferiore a “0”.La posizione iniziale dell'asse X equivale al valore specifi-cato per l'indirizzo X.La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
X-axis start position is “0” or less.X-axis start position is equal to the value specified for address X.Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
G491 Z_ Q_ R_ A_ H_ I_ V_ C_ W_ J_ K_ B_ D_ F_ E_ ;• Z........................................... Profondità di taglio in direzione dell'asse Z Drilling depth in the Z-axis direction
Z
W
I
K
J
R
Q
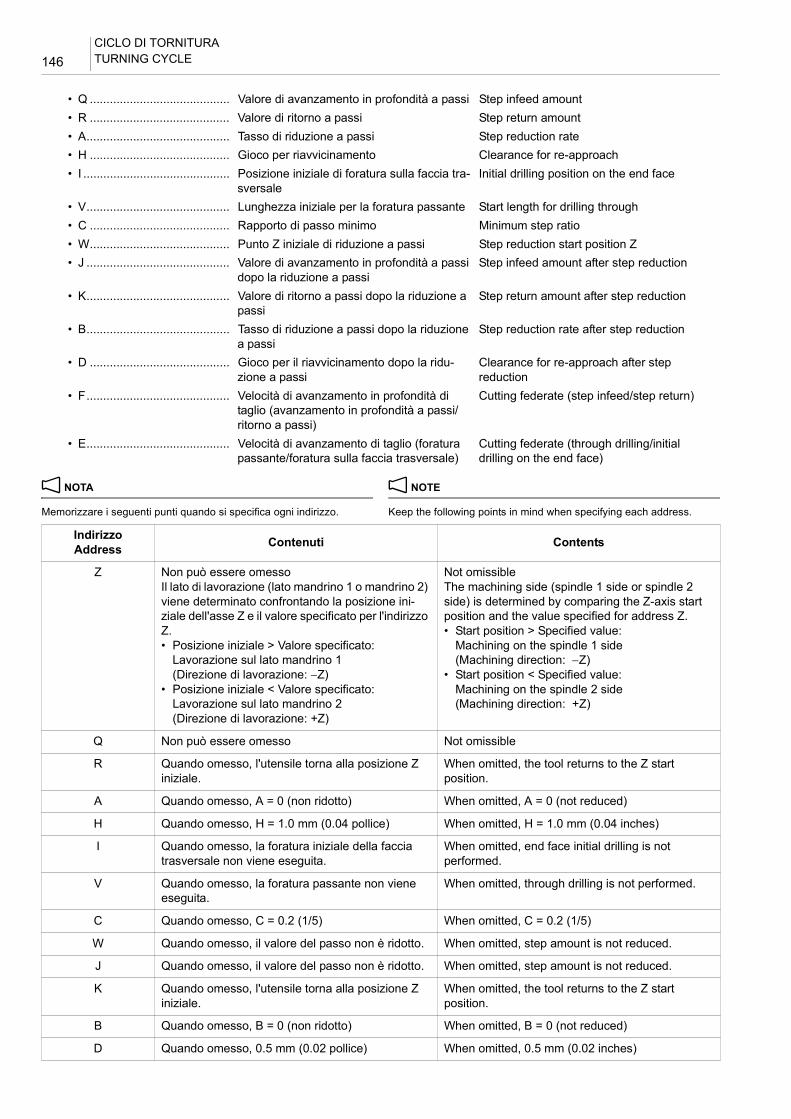
CICLO DI TORNITURATURNING CYCLE146
2 NOTA 2 NOTE
Memorizzare i seguenti punti quando si specifica ogni indirizzo. Keep the following points in mind when specifying each address.
• Q .......................................... Valore di avanzamento in profondità a passi Step infeed amount• R .......................................... Valore di ritorno a passi Step return amount• A........................................... Tasso di riduzione a passi Step reduction rate• H .......................................... Gioco per riavvicinamento Clearance for re-approach• I ............................................ Posizione iniziale di foratura sulla faccia tra-
sversaleInitial drilling position on the end face
• V........................................... Lunghezza iniziale per la foratura passante Start length for drilling through• C .......................................... Rapporto di passo minimo Minimum step ratio• W.......................................... Punto Z iniziale di riduzione a passi Step reduction start position Z• J ........................................... Valore di avanzamento in profondità a passi
dopo la riduzione a passiStep infeed amount after step reduction
• K........................................... Valore di ritorno a passi dopo la riduzione a passi
Step return amount after step reduction
• B........................................... Tasso di riduzione a passi dopo la riduzione a passi
Step reduction rate after step reduction
• D .......................................... Gioco per il riavvicinamento dopo la ridu-zione a passi
Clearance for re-approach after step reduction
• F........................................... Velocità di avanzamento in profondità di taglio (avanzamento in profondità a passi/ritorno a passi)
Cutting federate (step infeed/step return)
• E........................................... Velocità di avanzamento di taglio (foratura passante/foratura sulla faccia trasversale)
Cutting federate (through drilling/initial drilling on the end face)
IndirizzoAddress Contenuti Contents
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
Q Non può essere omesso Not omissible
R Quando omesso, l'utensile torna alla posizione Z iniziale.
When omitted, the tool returns to the Z start position.
A Quando omesso, A = 0 (non ridotto) When omitted, A = 0 (not reduced)
H Quando omesso, H = 1.0 mm (0.04 pollice) When omitted, H = 1.0 mm (0.04 inches)
I Quando omesso, la foratura iniziale della faccia trasversale non viene eseguita.
When omitted, end face initial drilling is not performed.
V Quando omesso, la foratura passante non viene eseguita.
When omitted, through drilling is not performed.
C Quando omesso, C = 0.2 (1/5) When omitted, C = 0.2 (1/5)
W Quando omesso, il valore del passo non è ridotto. When omitted, step amount is not reduced.
J Quando omesso, il valore del passo non è ridotto. When omitted, step amount is not reduced.
K Quando omesso, l'utensile torna alla posizione Z iniziale.
When omitted, the tool returns to the Z start position.
B Quando omesso, B = 0 (non ridotto) When omitted, B = 0 (not reduced)
D Quando omesso, 0.5 mm (0.02 pollice) When omitted, 0.5 mm (0.02 inches)
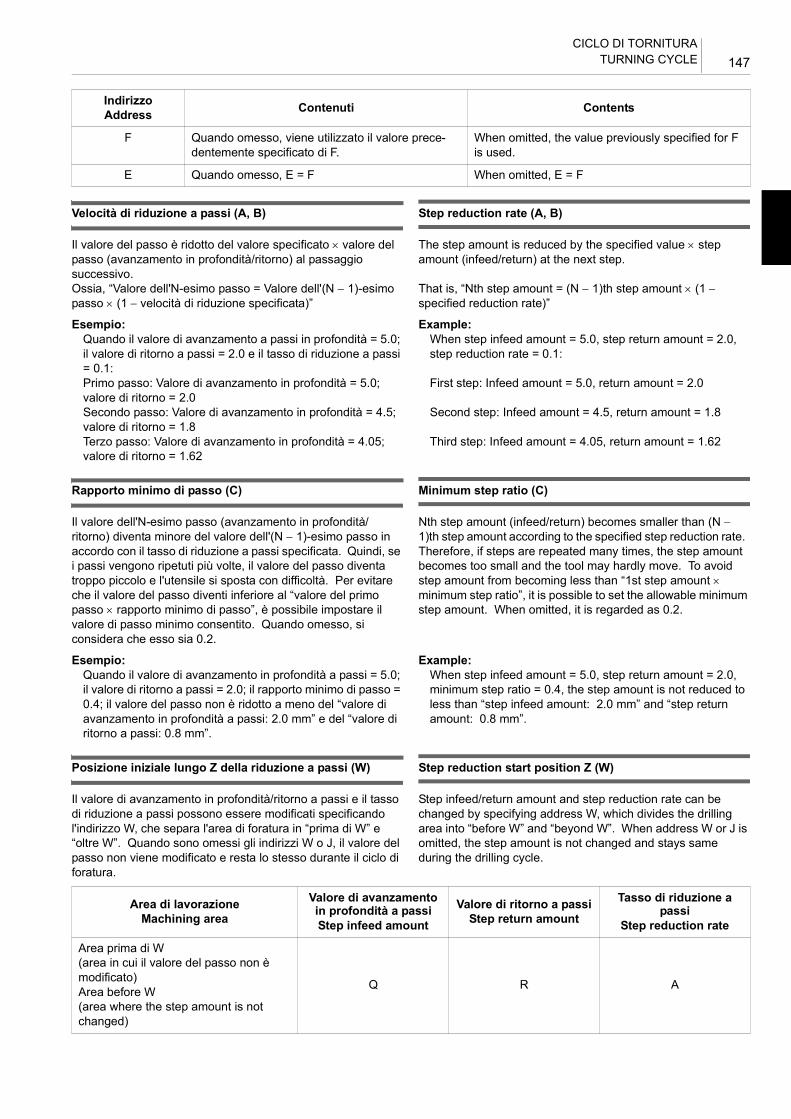
147CICLO DI TORNITURA
TURNING CYCLE
Velocità di riduzione a passi (A, B) Step reduction rate (A, B)
Il valore del passo è ridotto del valore specificato × valore del passo (avanzamento in profondità/ritorno) al passaggio successivo.
The step amount is reduced by the specified value × step amount (infeed/return) at the next step.
Ossia, “Valore dell'N-esimo passo = Valore dell'(N − 1)-esimo passo × (1 − velocità di riduzione specificata)”
That is, “Nth step amount = (N − 1)th step amount × (1 − specified reduction rate)”
Esempio: Example:Quando il valore di avanzamento a passi in profondità = 5.0; il valore di ritorno a passi = 2.0 e il tasso di riduzione a passi = 0.1:
When step infeed amount = 5.0, step return amount = 2.0, step reduction rate = 0.1:
Primo passo: Valore di avanzamento in profondità = 5.0; valore di ritorno = 2.0
First step: Infeed amount = 5.0, return amount = 2.0
Secondo passo: Valore di avanzamento in profondità = 4.5; valore di ritorno = 1.8
Second step: Infeed amount = 4.5, return amount = 1.8
Terzo passo: Valore di avanzamento in profondità = 4.05; valore di ritorno = 1.62
Third step: Infeed amount = 4.05, return amount = 1.62
Rapporto minimo di passo (C) Minimum step ratio (C)
Il valore dell'N-esimo passo (avanzamento in profondità/ritorno) diventa minore del valore dell'(N − 1)-esimo passo in accordo con il tasso di riduzione a passi specificata. Quindi, se i passi vengono ripetuti più volte, il valore del passo diventa troppo piccolo e l'utensile si sposta con difficoltà. Per evitare che il valore del passo diventi inferiore al “valore del primo passo × rapporto minimo di passo”, è possibile impostare il valore di passo minimo consentito. Quando omesso, si considera che esso sia 0.2.
Nth step amount (infeed/return) becomes smaller than (N − 1)th step amount according to the specified step reduction rate. Therefore, if steps are repeated many times, the step amount becomes too small and the tool may hardly move. To avoid step amount from becoming less than “1st step amount × minimum step ratio”, it is possible to set the allowable minimum step amount. When omitted, it is regarded as 0.2.
Esempio: Example:Quando il valore di avanzamento in profondità a passi = 5.0; il valore di ritorno a passi = 2.0; il rapporto minimo di passo = 0.4; il valore del passo non è ridotto a meno del “valore di avanzamento in profondità a passi: 2.0 mm” e del “valore di ritorno a passi: 0.8 mm”.
When step infeed amount = 5.0, step return amount = 2.0, minimum step ratio = 0.4, the step amount is not reduced to less than “step infeed amount: 2.0 mm” and “step return amount: 0.8 mm”.
Posizione iniziale lungo Z della riduzione a passi (W) Step reduction start position Z (W)
Il valore di avanzamento in profondità/ritorno a passi e il tasso di riduzione a passi possono essere modificati specificando l'indirizzo W, che separa l'area di foratura in “prima di W” e “oltre W”. Quando sono omessi gli indirizzi W o J, il valore del passo non viene modificato e resta lo stesso durante il ciclo di foratura.
Step infeed/return amount and step reduction rate can be changed by specifying address W, which divides the drilling area into “before W” and “beyond W”. When address W or J is omitted, the step amount is not changed and stays same during the drilling cycle.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
IndirizzoAddress Contenuti Contents
Area di lavorazioneMachining area
Valore di avanzamento in profondità a passiStep infeed amount
Valore di ritorno a passiStep return amount
Tasso di riduzione a passi
Step reduction rate
Area prima di W (area in cui il valore del passo non è modificato)Area before W (area where the step amount is not changed)
Q R A
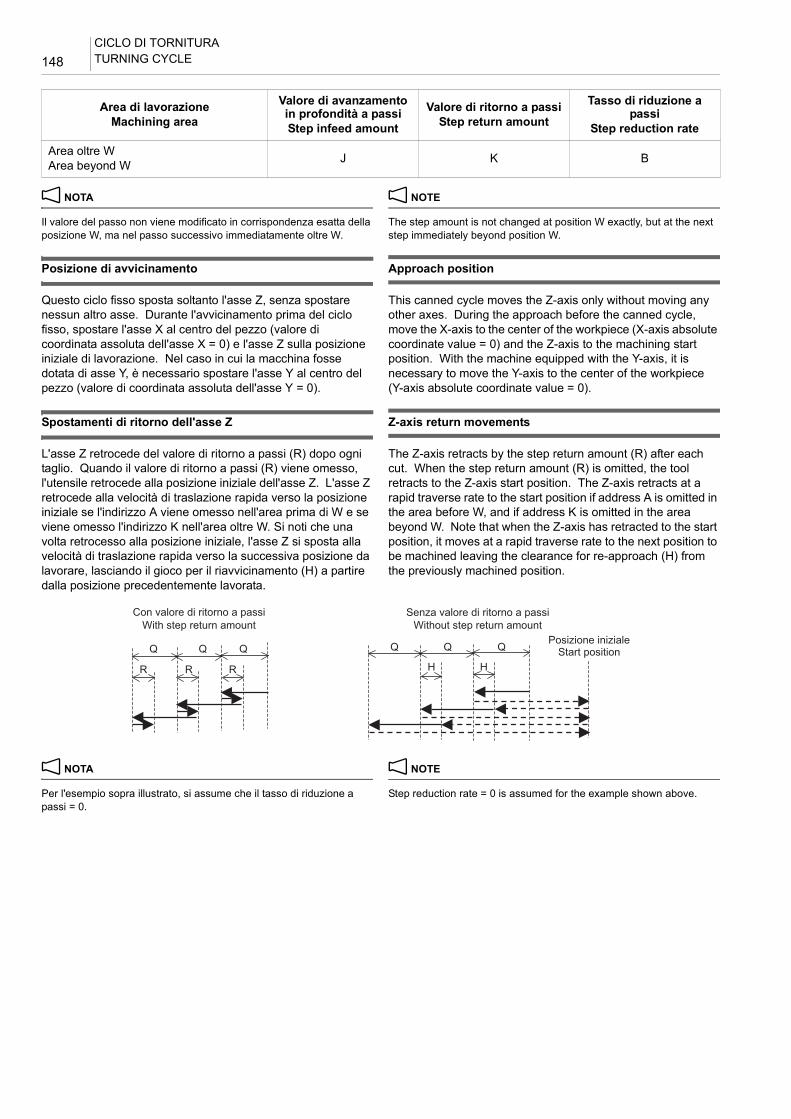
CICLO DI TORNITURATURNING CYCLE148
2 NOTA 2 NOTE
Il valore del passo non viene modificato in corrispondenza esatta della posizione W, ma nel passo successivo immediatamente oltre W.
The step amount is not changed at position W exactly, but at the next step immediately beyond position W.
Posizione di avvicinamento Approach position
Questo ciclo fisso sposta soltanto l'asse Z, senza spostare nessun altro asse. Durante l'avvicinamento prima del ciclo fisso, spostare l'asse X al centro del pezzo (valore di coordinata assoluta dell'asse X = 0) e l'asse Z sulla posizione iniziale di lavorazione. Nel caso in cui la macchina fosse dotata di asse Y, è necessario spostare l'asse Y al centro del pezzo (valore di coordinata assoluta dell'asse Y = 0).
This canned cycle moves the Z-axis only without moving any other axes. During the approach before the canned cycle, move the X-axis to the center of the workpiece (X-axis absolute coordinate value = 0) and the Z-axis to the machining start position. With the machine equipped with the Y-axis, it is necessary to move the Y-axis to the center of the workpiece (Y-axis absolute coordinate value = 0).
Spostamenti di ritorno dell'asse Z Z-axis return movements
L'asse Z retrocede del valore di ritorno a passi (R) dopo ogni taglio. Quando il valore di ritorno a passi (R) viene omesso, l'utensile retrocede alla posizione iniziale dell'asse Z. L'asse Z retrocede alla velocità di traslazione rapida verso la posizione iniziale se l'indirizzo A viene omesso nell'area prima di W e se viene omesso l'indirizzo K nell'area oltre W. Si noti che una volta retrocesso alla posizione iniziale, l'asse Z si sposta alla velocità di traslazione rapida verso la successiva posizione da lavorare, lasciando il gioco per il riavvicinamento (H) a partire dalla posizione precedentemente lavorata.
The Z-axis retracts by the step return amount (R) after each cut. When the step return amount (R) is omitted, the tool retracts to the Z-axis start position. The Z-axis retracts at a rapid traverse rate to the start position if address A is omitted in the area before W, and if address K is omitted in the area beyond W. Note that when the Z-axis has retracted to the start position, it moves at a rapid traverse rate to the next position to be machined leaving the clearance for re-approach (H) from the previously machined position.
2 NOTA 2 NOTE
Per l'esempio sopra illustrato, si assume che il tasso di riduzione a passi = 0.
Step reduction rate = 0 is assumed for the example shown above.
Area oltre WArea beyond W J K B
Area di lavorazioneMachining area
Valore di avanzamento in profondità a passiStep infeed amount
Valore di ritorno a passiStep return amount
Tasso di riduzione a passi
Step reduction rate
Q Q Q
R R R
Q Q Q
H H
With step return amount Without step return amount
Start position
Con valore di ritorno a passi Senza valore di ritorno a passi
Posizione iniziale
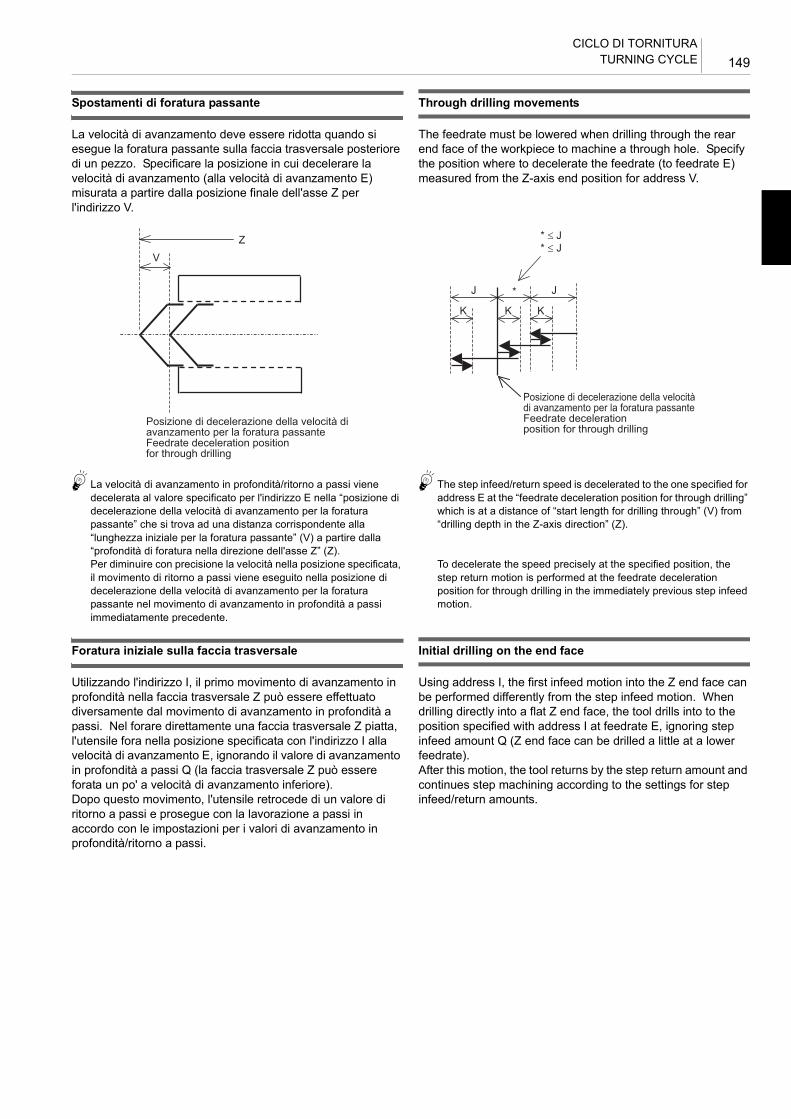
149CICLO DI TORNITURA
TURNING CYCLE
Spostamenti di foratura passante Through drilling movements
La velocità di avanzamento deve essere ridotta quando si esegue la foratura passante sulla faccia trasversale posteriore di un pezzo. Specificare la posizione in cui decelerare la velocità di avanzamento (alla velocità di avanzamento E) misurata a partire dalla posizione finale dell'asse Z per l'indirizzo V.
The feedrate must be lowered when drilling through the rear end face of the workpiece to machine a through hole. Specify the position where to decelerate the feedrate (to feedrate E) measured from the Z-axis end position for address V.
5La velocità di avanzamento in profondità/ritorno a passi viene decelerata al valore specificato per l'indirizzo E nella “posizione di decelerazione della velocità di avanzamento per la foratura passante” che si trova ad una distanza corrispondente alla “lunghezza iniziale per la foratura passante” (V) a partire dalla “profondità di foratura nella direzione dell'asse Z” (Z).
5The step infeed/return speed is decelerated to the one specified for address E at the “feedrate deceleration position for through drilling” which is at a distance of “start length for drilling through” (V) from “drilling depth in the Z-axis direction” (Z).
Per diminuire con precisione la velocità nella posizione specificata, il movimento di ritorno a passi viene eseguito nella posizione di decelerazione della velocità di avanzamento per la foratura passante nel movimento di avanzamento in profondità a passi immediatamente precedente.
To decelerate the speed precisely at the specified position, the step return motion is performed at the feedrate deceleration position for through drilling in the immediately previous step infeed motion.
Foratura iniziale sulla faccia trasversale Initial drilling on the end face
Utilizzando l'indirizzo I, il primo movimento di avanzamento in profondità nella faccia trasversale Z può essere effettuato diversamente dal movimento di avanzamento in profondità a passi. Nel forare direttamente una faccia trasversale Z piatta, l'utensile fora nella posizione specificata con l'indirizzo I alla velocità di avanzamento E, ignorando il valore di avanzamento in profondità a passi Q (la faccia trasversale Z può essere forata un po' a velocità di avanzamento inferiore). Dopo questo movimento, l'utensile retrocede di un valore di ritorno a passi e prosegue con la lavorazione a passi in accordo con le impostazioni per i valori di avanzamento in profondità/ritorno a passi.
Using address I, the first infeed motion into the Z end face can be performed differently from the step infeed motion. When drilling directly into a flat Z end face, the tool drills into to the position specified with address I at feedrate E, ignoring step infeed amount Q (Z end face can be drilled a little at a lower feedrate). After this motion, the tool returns by the step return amount and continues step machining according to the settings for step infeed/return amounts.
Z
V
J J*
K K K
* ≤ J
Feedrate deceleration position for through drilling
Feedrate deceleration position for through drilling
* ≤ J
Posizione di decelerazione della velocità di avanzamento per la foratura passante
Posizione di decelerazione della velocità di avanzamento per la foratura passante

CICLO DI TORNITURATURNING CYCLE150
Movimenti Movements
1. L'asse X e l'asse Z effettuano un avvicinamento alla posizione iniziale. (Questo non è compreso nel ciclo fisso.)
1. X-axis and Z-axis make an approach to the start position. (This is not included in the canned cycle.)
2. L'asse Z esegue la lavorazione della profondità di taglio specificata per Q in modalità G01.
2. Z-axis performs machining for the depth of cut specified for Q in the G01 mode.
3. L'asse Z retrocede del valore di ritorno a passi specificato per R in modalità G01.
3. Z-axis returns by the step return amount specified for R in the G01 mode.
4. L'asse Z esegue la lavorazione della profondità di taglio specificata per Q2 in modalità G01:
4. Z-axis performs machining for the depth of cut specified for Q2 in the G01 mode:
Q2 = Q × (1 − A) Q2 = Q × (1 − A)5. L'asse Z retrocede del valore di ritorno a passi specificato
per R2 in modalità G01:5. Z-axis returns by the step return amount specified for R2 in
the G01 mode:R2 = R × (1 − A) R2 = R × (1 − A)
6. I passaggi da 4. a 5. vengono ripetuti finché la lavorazione del punto finale non va oltre la posizione W di riduzione a passi.
6. Steps 4. to 5. are repeated until the machining end point goes beyond step reduction position W.
7. L'asse Z esegue la lavorazione della profondità di taglio specificata per J in modalità G01.
7. Z-axis performs machining for the depth of cut specified for J in the G01 mode.
8. L'asse Z retrocede del valore di ritorno a passi specificato per K in modalità G01.
8. Z-axis returns by the step return amount specified for K in the G01 mode.
9. L'asse Z esegue la lavorazione della profondità di taglio specificata per J2 in modalità G01:
9. Z-axis performs machining for the depth of cut specified for J2 in the G01 mode:
J2 = J × (1 − B) J2 = J × (1 − B)10. L'asse Z retrocede del valore di ritorno a passi specificato
per K2 in modalità G01:10. Z-axis returns by the step return amount specified for K2 in
the G01 mode:K2 = K × (1 − B) K2 = K × (1 − B)
11. I passaggi da 9. a 10. vengono ripetuti finché la lavorazione del punto finale non raggiunge la posizione Z di fine lavorazione.
11. Steps 9. to 10. are repeated until the machining end point reaches machining end position Z.
12. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
12. Z-axis moves to the start position in the G00 mode.
Allarmi relativi Related alarms
Z
W
1
X0
2
43
57
8910
12
RR2KK2
QQ2JJ2
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A < 0A > 1.0
A COMMAND ERROR
A < 0A > 1.0
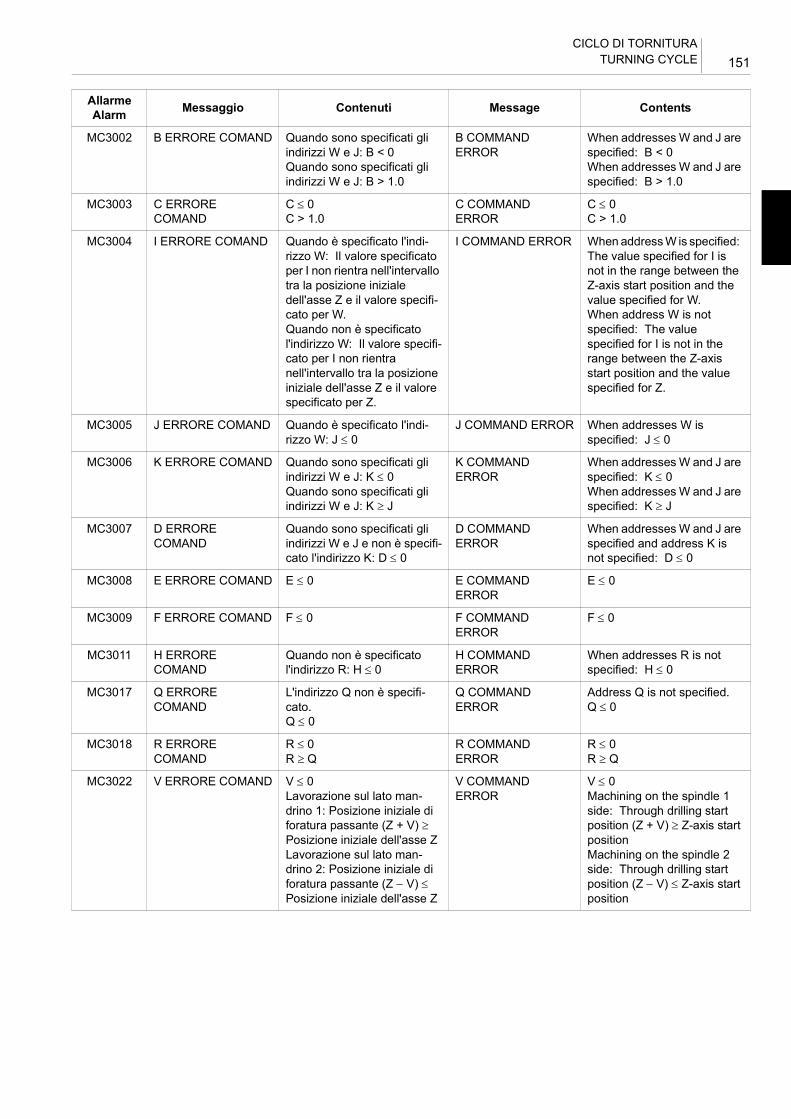
151CICLO DI TORNITURA
TURNING CYCLE
MC3002 B ERRORE COMAND Quando sono specificati gli indirizzi W e J: B < 0Quando sono specificati gli indirizzi W e J: B > 1.0
B COMMAND ERROR
When addresses W and J are specified: B < 0When addresses W and J are specified: B > 1.0
MC3003 C ERRORE COMAND
C ≤ 0C > 1.0
C COMMAND ERROR
C ≤ 0C > 1.0
MC3004 I ERRORE COMAND Quando è specificato l'indi-rizzo W: Il valore specificato per I non rientra nell'intervallo tra la posizione iniziale dell'asse Z e il valore specifi-cato per W.Quando non è specificato l'indirizzo W: Il valore specifi-cato per I non rientra nell'intervallo tra la posizione iniziale dell'asse Z e il valore specificato per Z.
I COMMAND ERROR When address W is specified: The value specified for I is not in the range between the Z-axis start position and the value specified for W.When address W is not specified: The value specified for I is not in the range between the Z-axis start position and the value specified for Z.
MC3005 J ERRORE COMAND Quando è specificato l'indi-rizzo W: J ≤ 0
J COMMAND ERROR When addresses W is specified: J ≤ 0
MC3006 K ERRORE COMAND Quando sono specificati gli indirizzi W e J: K ≤ 0Quando sono specificati gli indirizzi W e J: K ≥ J
K COMMAND ERROR
When addresses W and J are specified: K ≤ 0When addresses W and J are specified: K ≥ J
MC3007 D ERRORE COMAND
Quando sono specificati gli indirizzi W e J e non è specifi-cato l'indirizzo K: D ≤ 0
D COMMAND ERROR
When addresses W and J are specified and address K is not specified: D ≤ 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
Quando non è specificato l'indirizzo R: H ≤ 0
H COMMAND ERROR
When addresses R is not specified: H ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q ≤ 0
Q COMMAND ERROR
Address Q is not specified.Q ≤ 0
MC3018 R ERRORE COMAND
R ≤ 0R ≥ Q
R COMMAND ERROR
R ≤ 0R ≥ Q
MC3022 V ERRORE COMAND V ≤ 0Lavorazione sul lato man-drino 1: Posizione iniziale di foratura passante (Z + V) ≥ Posizione iniziale dell'asse ZLavorazione sul lato man-drino 2: Posizione iniziale di foratura passante (Z − V) ≤ Posizione iniziale dell'asse Z
V COMMAND ERROR
V ≤ 0Machining on the spindle 1 side: Through drilling start position (Z + V) ≥ Z-axis start positionMachining on the spindle 2 side: Through drilling start position (Z − V) ≤ Z-axis start position
AllarmeAlarm Messaggio Contenuti Message Contents
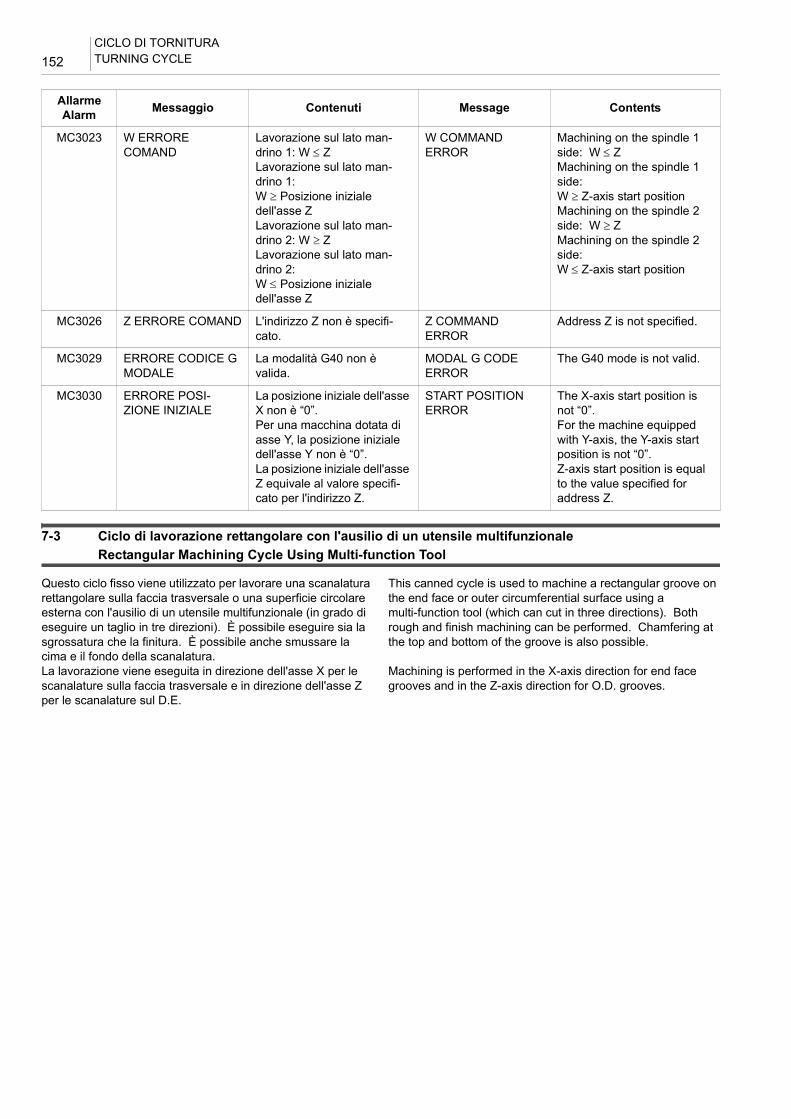
CICLO DI TORNITURATURNING CYCLE152
7-3 Ciclo di lavorazione rettangolare con l'ausilio di un utensile multifunzionaleRectangular Machining Cycle Using Multi-function Tool
Questo ciclo fisso viene utilizzato per lavorare una scanalatura rettangolare sulla faccia trasversale o una superficie circolare esterna con l'ausilio di un utensile multifunzionale (in grado di eseguire un taglio in tre direzioni). È possibile eseguire sia la sgrossatura che la finitura. È possibile anche smussare la cima e il fondo della scanalatura.
This canned cycle is used to machine a rectangular groove on the end face or outer circumferential surface using a multi-function tool (which can cut in three directions). Both rough and finish machining can be performed. Chamfering at the top and bottom of the groove is also possible.
La lavorazione viene eseguita in direzione dell'asse X per le scanalature sulla faccia trasversale e in direzione dell'asse Z per le scanalature sul D.E.
Machining is performed in the X-axis direction for end face grooves and in the Z-axis direction for O.D. grooves.
MC3023 W ERRORE COMAND
Lavorazione sul lato man-drino 1: W ≤ ZLavorazione sul lato man-drino 1: W ≥ Posizione iniziale dell'asse ZLavorazione sul lato man-drino 2: W ≥ ZLavorazione sul lato man-drino 2: W ≤ Posizione iniziale dell'asse Z
W COMMAND ERROR
Machining on the spindle 1 side: W ≤ ZMachining on the spindle 1 side: W ≥ Z-axis start positionMachining on the spindle 2 side: W ≥ ZMachining on the spindle 2 side: W ≤ Z-axis start position
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse X non è “0”.Per una macchina dotata di asse Y, la posizione iniziale dell'asse Y non è “0”.La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
The X-axis start position is not “0”.For the machine equipped with Y-axis, the Y-axis start position is not “0”.Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
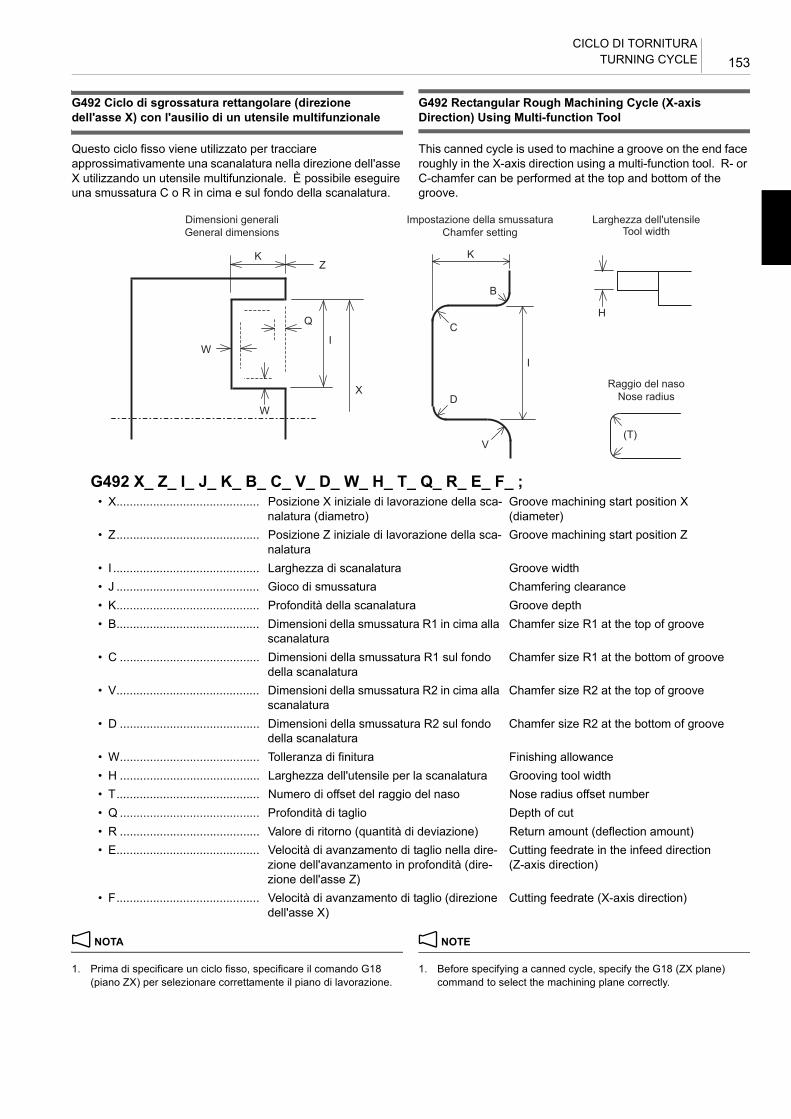
153CICLO DI TORNITURA
TURNING CYCLE
G492 Ciclo di sgrossatura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale
G492 Rectangular Rough Machining Cycle (X-axis Direction) Using Multi-function Tool
Questo ciclo fisso viene utilizzato per tracciare approssimativamente una scanalatura nella direzione dell'asse X utilizzando un utensile multifunzionale. È possibile eseguire una smussatura C o R in cima e sul fondo della scanalatura.
This canned cycle is used to machine a groove on the end face roughly in the X-axis direction using a multi-function tool. R- or C-chamfer can be performed at the top and bottom of the groove.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G18 (piano ZX) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G18 (ZX plane) command to select the machining plane correctly.
G492 X_ Z_ I_ J_ K_ B_ C_ V_ D_ W_ H_ T_ Q_ R_ E_ F_ ;• X........................................... Posizione X iniziale di lavorazione della sca-
nalatura (diametro)Groove machining start position X (diameter)
• Z........................................... Posizione Z iniziale di lavorazione della sca-nalatura
Groove machining start position Z
• I ............................................ Larghezza di scanalatura Groove width• J ........................................... Gioco di smussatura Chamfering clearance• K........................................... Profondità della scanalatura Groove depth• B........................................... Dimensioni della smussatura R1 in cima alla
scanalaturaChamfer size R1 at the top of groove
• C .......................................... Dimensioni della smussatura R1 sul fondo della scanalatura
Chamfer size R1 at the bottom of groove
• V........................................... Dimensioni della smussatura R2 in cima alla scanalatura
Chamfer size R2 at the top of groove
• D .......................................... Dimensioni della smussatura R2 sul fondo della scanalatura
Chamfer size R2 at the bottom of groove
• W.......................................... Tolleranza di finitura Finishing allowance• H .......................................... Larghezza dell'utensile per la scanalatura Grooving tool width• T........................................... Numero di offset del raggio del naso Nose radius offset number• Q .......................................... Profondità di taglio Depth of cut• R .......................................... Valore di ritorno (quantità di deviazione) Return amount (deflection amount)• E........................................... Velocità di avanzamento di taglio nella dire-
zione dell'avanzamento in profondità (dire-zione dell'asse Z)
Cutting feedrate in the infeed direction (Z-axis direction)
• F........................................... Velocità di avanzamento di taglio (direzione dell'asse X)
Cutting feedrate (X-axis direction)
KZ
W
W
Q
I
X
K
B
C
D
I
V
H
(T)
General dimensions Chamfer setting Tool width
Nose radius
Dimensioni generali Impostazione della smussatura Larghezza dell'utensile
Raggio del naso

CICLO DI TORNITURATURNING CYCLE154
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
Valore di offset del raggio dell'utensile 0 Tool radius offset amountImpostare il valore di offset del raggio dell'utensile in corrispondenza dei seguenti punti del naso dell'utensile per gli assi X e Z.
Set the tool radius offset amount at the following tool nose points for the X- and Z-axes.
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
I Non può essere omesso Not omissible
J Quando omesso, J = 1.0 mm (0.04 pollice) When omitted, J = 1.0 mm (0.04 inches)
K Non può essere omesso Not omissible
B Il profilo di smussatura è determinato dal segno. (B > 0: Smussatura R, B < 0: Smussatura C)Quando omesso, B = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (B > 0: R-chamfer, B < 0: C-chamfer)When omitted, B = 0 (no chamfering)
C Il profilo di smussatura è determinato dal segno. (C > 0: Smussatura R, C < 0: Smussatura C)Quando omesso, C = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (C > 0: R-chamfer, C < 0: C-chamfer)When omitted, C = 0 (no chamfering)
V Il profilo di smussatura è determinato dal segno. (V > 0: Smussatura R, V < 0: Smussatura C)Quando omesso, V = B
Chamfering profile is determined by the sign. (V > 0: R-chamfer, V < 0: C-chamfer)When omitted, V = B
D Il profilo di smussatura è determinato dal segno. (D > 0: Smussatura R, D < 0: Smussatura C)Quando omesso, D = C
Chamfering profile is determined by the sign. (D > 0: R-chamfer, D < 0: C-chamfer)When omitted, D = C
W Quando omesso, W = 0 When omitted, W = 0
H Non può essere omesso Not omissible
T Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
Q Non può essere omesso Not omissible
R Non può essere omesso Not omissible
E Quando omesso, E = F When omitted, E = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
Lato mandrino 1 (punto 3 del naso dell'utensile)Spindle 1 side (tool nose point 3)
Lato mandrino 2 (punto 4 del naso dell'utensile)Spindle 2 side (tool nose point 4)
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile

155CICLO DI TORNITURA
TURNING CYCLE
2 NOTA 2 NOTE
Quando il valore di offset del raggio dell'utensile in un punto del naso dell'utensile è “0”, si considera che siano state effettuate le impostazioni precedentemente illustrate.
When the tool radius offset amount at a tool nose point is “0”, it is regarded that the above settings have been made.
È inoltre possibile impostare il punto 2 del naso dell'utensile (lato mandrino 1) o il punto 1 del naso dell'utensile (lato mandrino 2) per evitare interferenze con un sensore che venga utilizzato per misurare il valore di offset del raggio dell'utensile. In tal caso, assicurarsi di utilizzare il punto 2 o 1 del naso dell'utensile.
It is also possible to set tool nose point 2 (spindle 1 side) or tool nose point 1 (spindle 2 side) to avoid interference with a sensor that is used to measure tool radius offset amount. In this case, be sure to use tool nose point 2 or 1.
Movimenti 0 Movements1. Ordine di lavorazione 1. Machining order
Nella sgrossatura, l'area all'interno della scanalatura viene suddivisa in 7 zone al massimo, in funzione del numero e delle dimensioni delle smussature. L'ordine di lavorazione viene indicato di seguito.
In rough machining, the area inside the groove is divided into a maximum of 7 areas depending on the number of chamfers and their sizes. Machining order is shown below.
1. Ignorando la smussatura in cima alla scanalatura, la lavorazione rettangolare viene eseguita in profondità immediatamente prima che venga avviata la più grande smussatura del fondo.
1. Ignoring the chamfer at the top of the groove, rectangular machining is performed to the depth immediately before the larger chamfer at the bottom starts.
2. Escludendo la sezione lavorata nel passaggio 1., la lavorazione rettangolare viene eseguita in profondità immediatamente prima che si avvii la più piccola smussatura del fondo.
2. Excluding the section machined in step 1., rectangular machining is performed to the depth immediately before the smaller chamfer at the bottom starts.
3. Escludendo le sezioni lavorate nei passaggi 1. e 2., viene eseguita la lavorazione rettangolare sul fondo della scanalatura.
3. Excluding the sections machined in steps 1. and 2., rectangular machining is performed to the bottom of the groove.
4. Viene lavorata la smussatura superiore sul fondo della scanalatura.
4. The upper chamfer at the bottom of the groove is machined.
5. Viene lavorata la smussatura inferiore sul fondo della scanalatura.
5. The lower chamfer at the bottom of the groove is machined.
6. Viene lavorata la smussatura superiore in cima alla scanalatura.
6. The upper chamfer at the top of the groove is machined.
7. Viene lavorata la smussatura inferiore in cima alla scanalatura.
7. The lower chamfer at the top of the groove is machined.
2 NOTA 2 NOTE
Quando non è richiesta la smussatura, l'intera scanalatura viene considerata come un'unica area rettangolare. (L'intera area viene lavorata nel passaggio 1..)
When chamfering is not required, the entire groove is regarded as one rectangular area. (The entire area is machined in step 1..)
Dopo la sgrossatura viene eseguita la finitura grezza. Rough finishing is performed after rough machining.
6
4
1
23
5
7
1, 2, 3:
4, 5:
6, 7:
Finishing profile
Rough finishing profile
Rectangular rough machining
Rough chamfering at the bottom of groove
Rough chamfering at the top of groove
Profilo di finitura
Profilo di finitura grezza
Sgrossatura rettangolare
Smussatura grezza sul fondo della scanalatura
Smussatura grezza in cima alla scanalatura
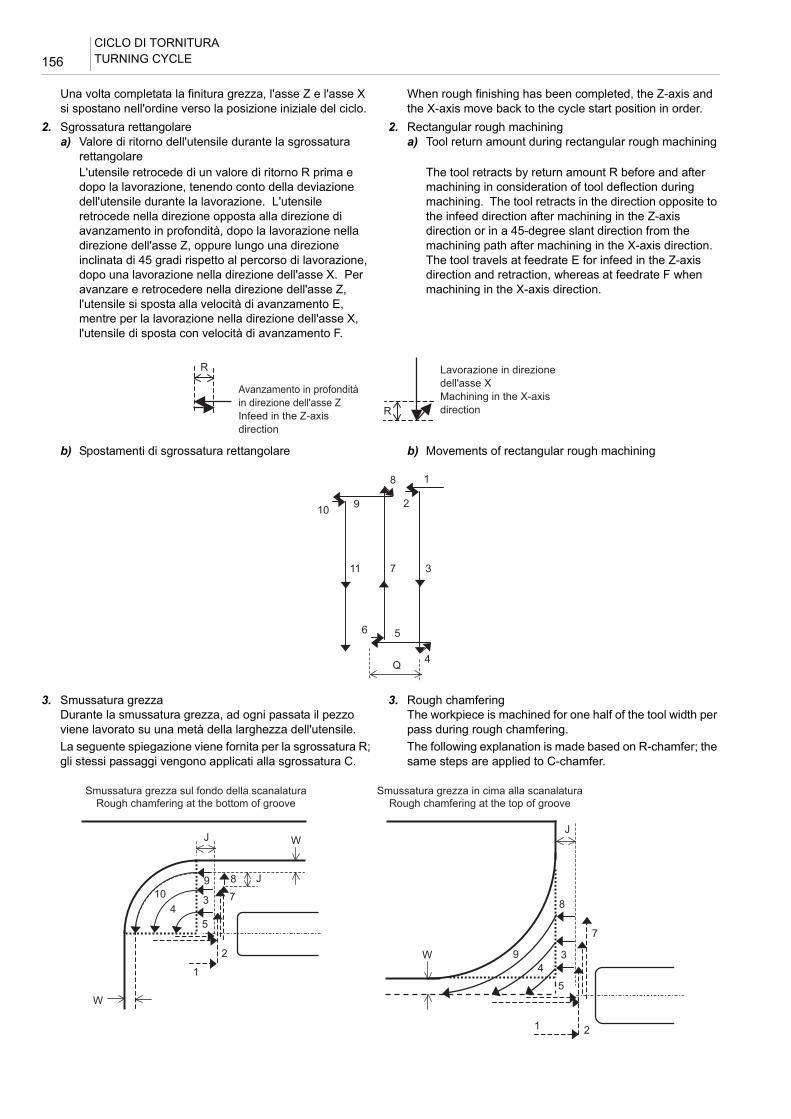
CICLO DI TORNITURATURNING CYCLE156
Una volta completata la finitura grezza, l'asse Z e l'asse X si spostano nell'ordine verso la posizione iniziale del ciclo.
When rough finishing has been completed, the Z-axis and the X-axis move back to the cycle start position in order.
2. Sgrossatura rettangolare 2. Rectangular rough machininga) Valore di ritorno dell'utensile durante la sgrossatura
rettangolarea) Tool return amount during rectangular rough machining
L'utensile retrocede di un valore di ritorno R prima e dopo la lavorazione, tenendo conto della deviazione dell'utensile durante la lavorazione. L'utensile retrocede nella direzione opposta alla direzione di avanzamento in profondità, dopo la lavorazione nella direzione dell'asse Z, oppure lungo una direzione inclinata di 45 gradi rispetto al percorso di lavorazione, dopo una lavorazione nella direzione dell'asse X. Per avanzare e retrocedere nella direzione dell'asse Z, l'utensile si sposta alla velocità di avanzamento E, mentre per la lavorazione nella direzione dell'asse X, l'utensile di sposta con velocità di avanzamento F.
The tool retracts by return amount R before and after machining in consideration of tool deflection during machining. The tool retracts in the direction opposite to the infeed direction after machining in the Z-axis direction or in a 45-degree slant direction from the machining path after machining in the X-axis direction. The tool travels at feedrate E for infeed in the Z-axis direction and retraction, whereas at feedrate F when machining in the X-axis direction.
b) Spostamenti di sgrossatura rettangolare b) Movements of rectangular rough machining
3. Smussatura grezza 3. Rough chamferingDurante la smussatura grezza, ad ogni passata il pezzo viene lavorato su una metà della larghezza dell'utensile.
The workpiece is machined for one half of the tool width per pass during rough chamfering.
La seguente spiegazione viene fornita per la sgrossatura R; gli stessi passaggi vengono applicati alla sgrossatura C.
The following explanation is made based on R-chamfer; the same steps are applied to C-chamfer.
R
RInfeed in the Z-axis direction
Machining in the X-axis direction
Avanzamento in profondità in direzione dell'asse Z
Lavorazione in direzione dell'asse X
18
2910
11 7 3
6 5
4Q
1
1
2
2
3
3
4
4
5
5
7
7
8
8
9
9
10
W
W
W
JJ
J
Rough chamfering at the bottom of groove Rough chamfering at the top of grooveSmussatura grezza sul fondo della scanalatura Smussatura grezza in cima alla scanalatura
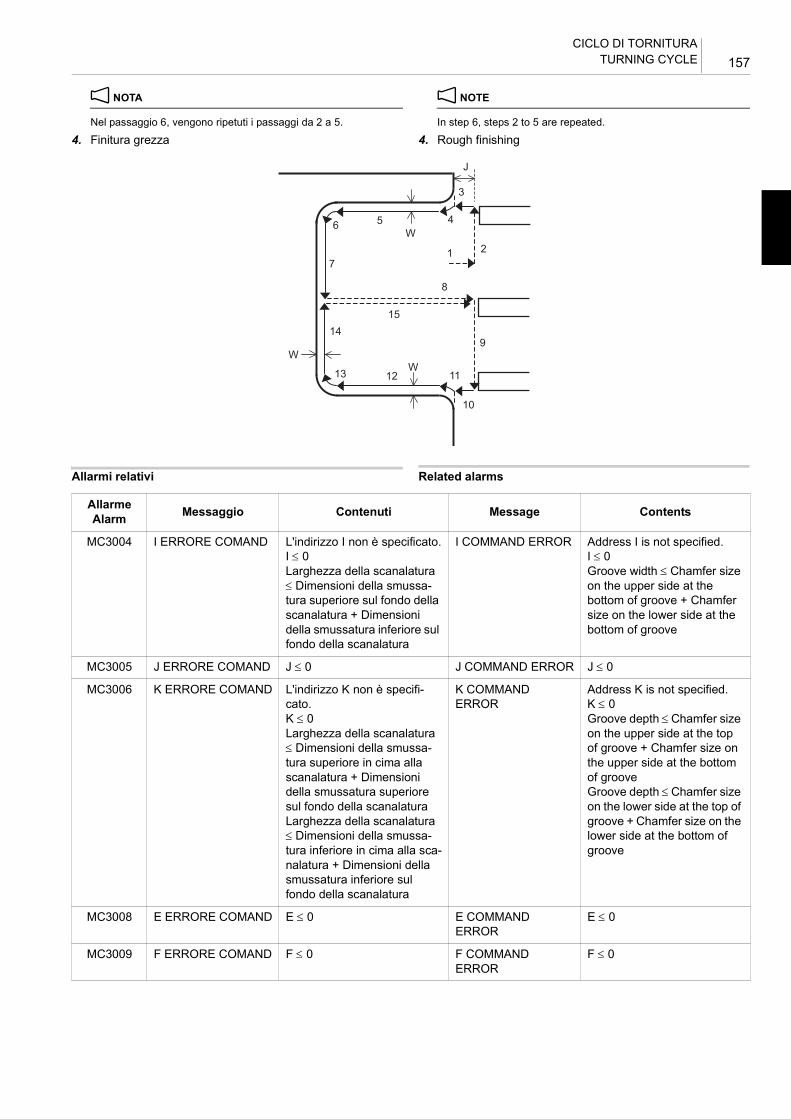
157CICLO DI TORNITURA
TURNING CYCLE
2 NOTA 2 NOTE
Nel passaggio 6, vengono ripetuti i passaggi da 2 a 5. In step 6, steps 2 to 5 are repeated.
4. Finitura grezza 4. Rough finishing
Allarmi relativi 0 Related alarms
1 2
3
456
7
8
9
10
111213
1415
J
W
WW
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0Larghezza della scanalatura ≤ Dimensioni della smussa-tura superiore sul fondo della scanalatura + Dimensioni della smussatura inferiore sul fondo della scanalatura
I COMMAND ERROR Address I is not specified.I ≤ 0Groove width ≤ Chamfer size on the upper side at the bottom of groove + Chamfer size on the lower side at the bottom of groove
MC3005 J ERRORE COMAND J ≤ 0 J COMMAND ERROR J ≤ 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0Larghezza della scanalatura ≤ Dimensioni della smussa-tura superiore in cima alla scanalatura + Dimensioni della smussatura superiore sul fondo della scanalaturaLarghezza della scanalatura ≤ Dimensioni della smussa-tura inferiore in cima alla sca-nalatura + Dimensioni della smussatura inferiore sul fondo della scanalatura
K COMMAND ERROR
Address K is not specified.K ≤ 0Groove depth ≤ Chamfer size on the upper side at the top of groove + Chamfer size on the upper side at the bottom of grooveGroove depth ≤ Chamfer size on the lower side at the top of groove + Chamfer size on the lower side at the bottom of groove
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
CICLO DI TORNITURATURNING CYCLE158
MC3011 H ERRORE COMAND
L'indirizzo H non è specifi-cato.H ≤ 0Larghezza dell'utensile ≥ Lar-ghezza della scanalatura − Tolleranza di finitura × 2 − Valore di ritornoLarghezza dell'utensile ≥ Lar-ghezza della scanalatura − (Dimensioni della smussatura del lato superiore nel fondo della scanalatura + Dimen-sioni della smussatura del lato inferiore nel fondo della scanalatura) − Valore di ritorno
H COMMAND ERROR
Address H is not specified.H ≤ 0Tool width ≥ Groove width − Finishing allowance × 2 − Return amountTool width ≥ Groove width − (Chamfer size on the upper side at the bottom of groove + Chamfer size on the lower side at the bottom of groove) − Return amount
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q ≤ 0
Q COMMAND ERROR
Address Q is not specified.Q ≤ 0
MC3018 R ERRORE COMAND
L'indirizzo R non è specifi-cato.R ≤ 0R ≥ Q
R COMMAND ERROR
Address R is not specified.R ≤ 0R ≥ Q
MC3020 T ERRORE COMAND T < 0T > Numero massimo di off-set del raggio dell'utensileValore di offset del raggio del naso < 0Valore di offset del raggio del naso > Dimensioni della smussatura R del lato supe-riore nel fondo della scanala-tura − Tolleranza di finituraValore di offset del raggio del naso > Dimensioni della smussatura R del lato infe-riore nel fondo della scanala-tura − Tolleranza di finituraValore di offset del raggio del naso > Larghezza utensile/2L'impostazione del punto del naso dell'utensile non è cor-retta.
T COMMAND ERROR
T < 0T > Maximum tool radius offset numberNose radius offset amount < 0Nose radius offset amount > R-chamfer size on the upper side at the bottom of groove − Finishing allowanceNose radius offset amount > R-chamfer size on the lower side at the bottom of groove − Finishing allowanceNose radius offset amount > Tool width/2Tool nose point setting is not correct.
MC3023 W ERRORE COMAND
W < 0Tolleranza di finitura ≥ Lar-ghezza della scanalatura/2Tolleranza di finitura ≥ Pro-fondità della scanalaturaTolleranza di finitura > Dimensioni della smussatura sul lato superiore del fondo della scanalaturaTolleranza di finitura > Dimensioni della smussatura sul lato inferiore del fondo della scanalatura
W COMMAND ERROR
W < 0Finishing allowance ≥ Groove width/2Finishing allowance ≥ Groove depthFinishing allowance > Chamfer size on the upper side of the bottom of grooveFinishing allowance > Chamfer size on the lower side of the bottom of groove
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
AllarmeAlarm Messaggio Contenuti Message Contents
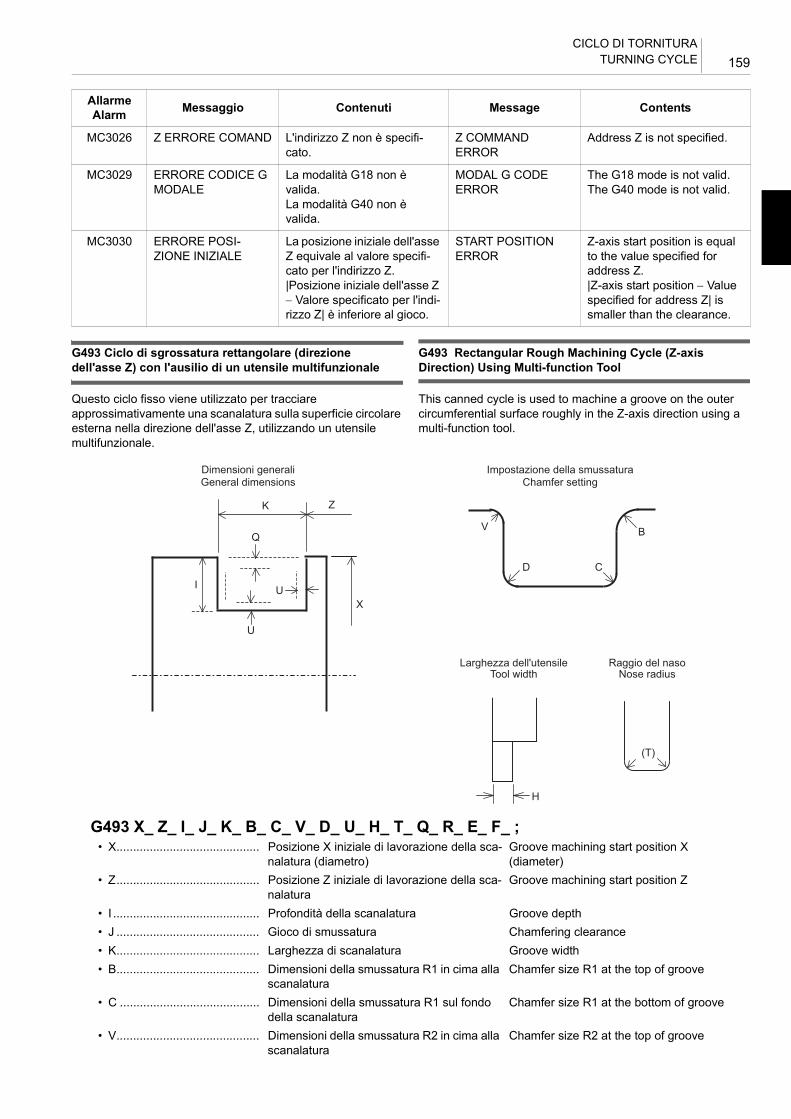
159CICLO DI TORNITURA
TURNING CYCLE
G493 Ciclo di sgrossatura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale
G493 Rectangular Rough Machining Cycle (Z-axis Direction) Using Multi-function Tool
Questo ciclo fisso viene utilizzato per tracciare approssimativamente una scanalatura sulla superficie circolare esterna nella direzione dell'asse Z, utilizzando un utensile multifunzionale.
This canned cycle is used to machine a groove on the outer circumferential surface roughly in the Z-axis direction using a multi-function tool.
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G18 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G18 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.|Posizione iniziale dell'asse Z − Valore specificato per l'indi-rizzo Z| è inferiore al gioco.
START POSITION ERROR
Z-axis start position is equal to the value specified for address Z.|Z-axis start position − Value specified for address Z| is smaller than the clearance.
AllarmeAlarm Messaggio Contenuti Message Contents
G493 X_ Z_ I_ J_ K_ B_ C_ V_ D_ U_ H_ T_ Q_ R_ E_ F_ ;• X........................................... Posizione X iniziale di lavorazione della sca-
nalatura (diametro)Groove machining start position X (diameter)
• Z........................................... Posizione Z iniziale di lavorazione della sca-nalatura
Groove machining start position Z
• I ............................................ Profondità della scanalatura Groove depth• J ........................................... Gioco di smussatura Chamfering clearance• K........................................... Larghezza di scanalatura Groove width• B........................................... Dimensioni della smussatura R1 in cima alla
scanalaturaChamfer size R1 at the top of groove
• C .......................................... Dimensioni della smussatura R1 sul fondo della scanalatura
Chamfer size R1 at the bottom of groove
• V........................................... Dimensioni della smussatura R2 in cima alla scanalatura
Chamfer size R2 at the top of groove
K Z
I
Q
U
U
X
V
D C
B
H
(T)
General dimensions Chamfer setting
Tool width Nose radius
Dimensioni generali Impostazione della smussatura
Larghezza dell'utensile Raggio del naso
CICLO DI TORNITURATURNING CYCLE160
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G18 (piano ZX) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G18 (ZX plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
• D .......................................... Dimensioni della smussatura R2 sul fondo della scanalatura
Chamfer size R2 at the bottom of groove
• U .......................................... Tolleranza di finitura Finishing allowance• H .......................................... Larghezza dell'utensile per la scanalatura Grooving tool width• T........................................... Numero di offset del raggio del naso Nose radius offset number• Q .......................................... Profondità di taglio Depth of cut• R .......................................... Valore di ritorno (quantità di deviazione) Return amount (deflection amount)• E........................................... Velocità di avanzamento di taglio nella dire-
zione dell'avanzamento in profondità (dire-zione dell'asse X)
Cutting feedrate in the infeed direction (X-axis direction)
• F........................................... Velocità di avanzamento di taglio (direzione dell'asse Z)
Cutting feedrate (Z-axis direction)
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
I Non può essere omesso Not omissible
J Quando omesso, J = 1.0 mm (0.04 pollice) When omitted, J = 1.0 mm (0.04 inches)
K Non può essere omessoIl metodo di lavorazione in direzione dell'asse Z è determinato dal segno. (K > 0: Lavorazione bidirezionale, K < 0: Lavora-zione monodirezionale in direzione negativa)
Not omissibleThe machining method in the Z-axis direction is determined by the sign. (K > 0: Two-way machining, K < 0: One-way machining in the negative direction)
B Il profilo di smussatura è determinato dal segno. (B > 0: Smussatura R, B < 0: Smussatura C)Quando omesso, B = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (B > 0: R-chamfer, B < 0: C-chamfer)When omitted, B = 0 (no chamfering)
C Il profilo di smussatura è determinato dal segno. (C > 0: Smussatura R, C < 0: Smussatura C)Quando omesso, C = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (C > 0: R-chamfer, C < 0: C-chamfer)When omitted, C = 0 (no chamfering)
V Il profilo di smussatura è determinato dal segno. (V > 0: Smussatura R, V < 0: Smussatura C)Quando omesso, V = B
Chamfering profile is determined by the sign. (V > 0: R-chamfer, V < 0: C-chamfer)When omitted, V = B
D Il profilo di smussatura è determinato dal segno. (D > 0: Smussatura R, D < 0: Smussatura C)Quando omesso, D = C
Chamfering profile is determined by the sign. (D > 0: R-chamfer, D < 0: C-chamfer)When omitted, D = C
U Quando omesso, U = 0 When omitted, U = 0
H Non può essere omesso Not omissible
T Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
Q Non può essere omesso Not omissible
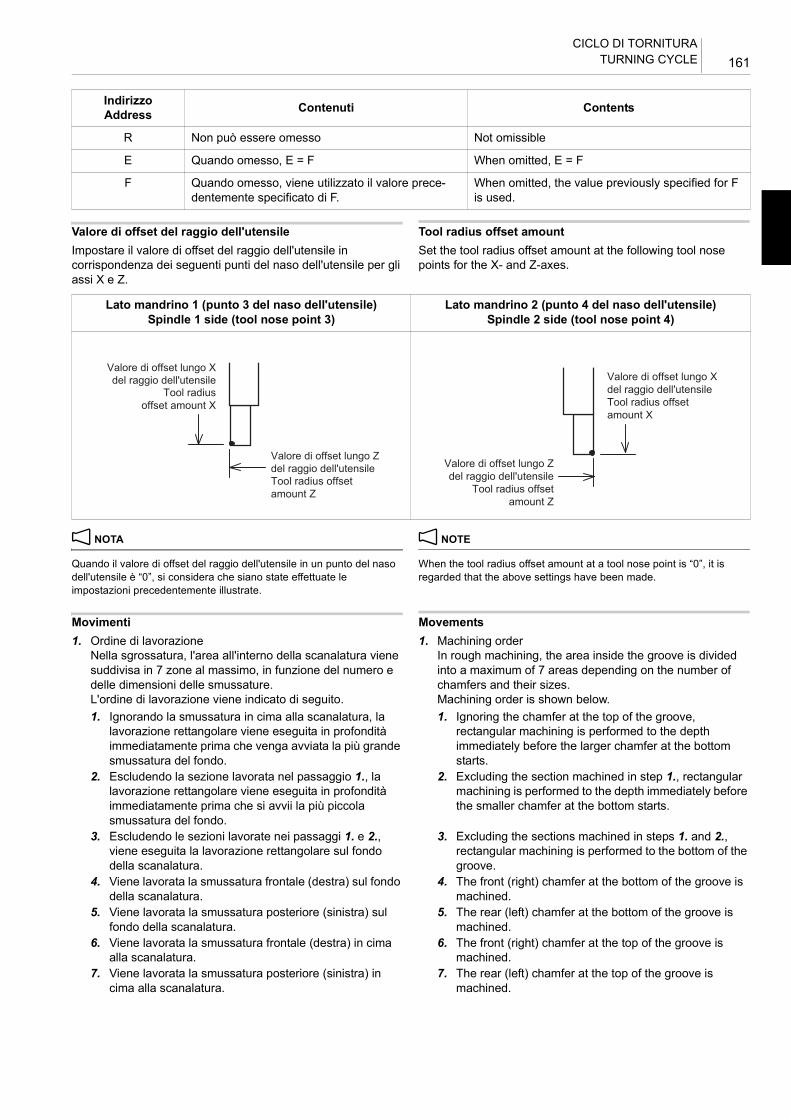
161CICLO DI TORNITURA
TURNING CYCLE
Valore di offset del raggio dell'utensile 0 Tool radius offset amountImpostare il valore di offset del raggio dell'utensile in corrispondenza dei seguenti punti del naso dell'utensile per gli assi X e Z.
Set the tool radius offset amount at the following tool nose points for the X- and Z-axes.
2 NOTA 2 NOTE
Quando il valore di offset del raggio dell'utensile in un punto del naso dell'utensile è “0”, si considera che siano state effettuate le impostazioni precedentemente illustrate.
When the tool radius offset amount at a tool nose point is “0”, it is regarded that the above settings have been made.
Movimenti 0 Movements1. Ordine di lavorazione 1. Machining order
Nella sgrossatura, l'area all'interno della scanalatura viene suddivisa in 7 zone al massimo, in funzione del numero e delle dimensioni delle smussature. L'ordine di lavorazione viene indicato di seguito.
In rough machining, the area inside the groove is divided into a maximum of 7 areas depending on the number of chamfers and their sizes. Machining order is shown below.
1. Ignorando la smussatura in cima alla scanalatura, la lavorazione rettangolare viene eseguita in profondità immediatamente prima che venga avviata la più grande smussatura del fondo.
1. Ignoring the chamfer at the top of the groove, rectangular machining is performed to the depth immediately before the larger chamfer at the bottom starts.
2. Escludendo la sezione lavorata nel passaggio 1., la lavorazione rettangolare viene eseguita in profondità immediatamente prima che si avvii la più piccola smussatura del fondo.
2. Excluding the section machined in step 1., rectangular machining is performed to the depth immediately before the smaller chamfer at the bottom starts.
3. Escludendo le sezioni lavorate nei passaggi 1. e 2., viene eseguita la lavorazione rettangolare sul fondo della scanalatura.
3. Excluding the sections machined in steps 1. and 2., rectangular machining is performed to the bottom of the groove.
4. Viene lavorata la smussatura frontale (destra) sul fondo della scanalatura.
4. The front (right) chamfer at the bottom of the groove is machined.
5. Viene lavorata la smussatura posteriore (sinistra) sul fondo della scanalatura.
5. The rear (left) chamfer at the bottom of the groove is machined.
6. Viene lavorata la smussatura frontale (destra) in cima alla scanalatura.
6. The front (right) chamfer at the top of the groove is machined.
7. Viene lavorata la smussatura posteriore (sinistra) in cima alla scanalatura.
7. The rear (left) chamfer at the top of the groove is machined.
R Non può essere omesso Not omissible
E Quando omesso, E = F When omitted, E = F
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
IndirizzoAddress Contenuti Contents
Lato mandrino 1 (punto 3 del naso dell'utensile)Spindle 1 side (tool nose point 3)
Lato mandrino 2 (punto 4 del naso dell'utensile)Spindle 2 side (tool nose point 4)
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile

CICLO DI TORNITURATURNING CYCLE162
2 NOTA 2 NOTE
Quando non è richiesta la smussatura, l'intera scanalatura viene considerata come un'unica area rettangolare. (L'intera area viene lavorata nel passaggio 1..)
When chamfering is not required, the entire groove is regarded as one rectangular area. (The entire area is machined in step 1..)
Dopo la sgrossatura viene eseguita la finitura grezza. Rough finishing is performed after rough machining.
Una volta completata la finitura grezza, l'asse X e l'asse Z si spostano nell'ordine verso la posizione iniziale del ciclo.
When rough finishing has been completed, the X-axis and the Z-axis move back to the cycle start position in order.
2. Sgrossatura rettangolare 2. Rectangular rough machininga) Valore di ritorno dell'utensile durante la sgrossatura
rettangolarea) Tool return amount during rectangular rough machining
L'utensile retrocede di un valore di ritorno R prima e dopo la lavorazione, tenendo conto della deviazione dell'utensile durante la lavorazione. L'utensile retrocede nella direzione opposta alla direzione di avanzamento in profondità, dopo la lavorazione nella direzione dell'asse Z, oppure lungo una direzione inclinata di 45 gradi rispetto al percorso di lavorazione, dopo una lavorazione nella direzione dell'asse X. Per avanzare e retrocedere nella direzione dell'asse Z, l'utensile si sposta alla velocità di avanzamento E, mentre per la lavorazione nella direzione dell'asse X, l'utensile di sposta con velocità di avanzamento F.
The tool retracts by return amount R before and after machining in consideration of tool deflection during machining. The tool retracts in the direction opposite to the infeed direction after machining in the Z-axis direction or in a 45-degree slant direction from the machining path after machining in the X-axis direction. The tool travels at feedrate E for infeed in the Z-axis direction and retraction, whereas at feedrate F when machining in the X-axis direction.
b) Spostamenti di sgrossatura rettangolare b) Movements of rectangular rough machiningIl metodo di lavorazione in direzione dell'asse Z è determinato dall'indirizzo K.
The machining method in the Z-axis direction is determined by address K.
67
1
24
351, 2, 3:
4, 5:
6, 7:
Finishing profile
Rough finishing profile
Rectangular rough machining
Rough chamfering at the bottom of groove
Rough chamfering at the top of groove
Profilo di finitura
Profilo di finitura grezza
Sgrossatura rettangolare
Smussatura grezza sul fondo della scanalatura
Smussatura grezza in cima alla scanalatura
RR
Infeed in the X-axis directionMachining in the Z-axis direction
Avanzamento in profondità in direzione dell'asse X
Lavorazione in direzione dell'asse Z
134
5
6
12
234
5
6
7
7
8
89
9
Q
11 11
10
101412 13
J
K > 0: Two-way machining K < 0: One-way machining (in the negative direction)K > 0: Lavorazione bidirezionale K < 0: Lavorazione monodirezionale (in direzione negativa)
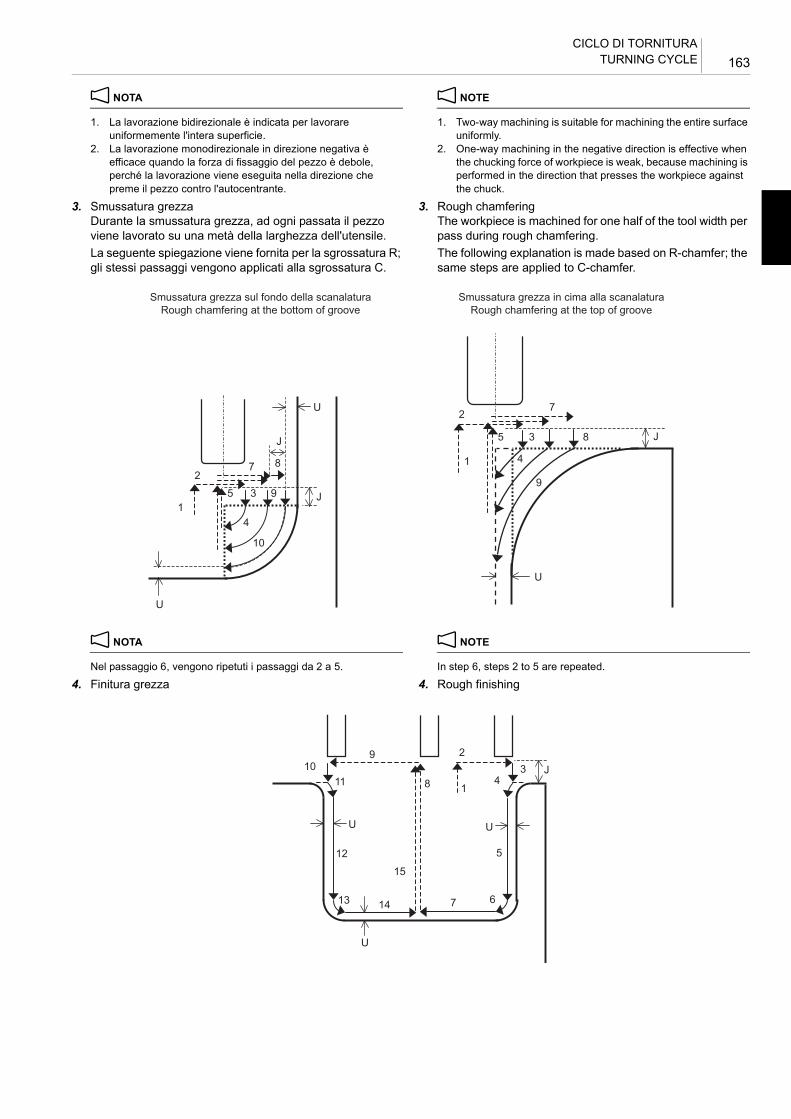
163CICLO DI TORNITURA
TURNING CYCLE
2 NOTA 2 NOTE
1. La lavorazione bidirezionale è indicata per lavorare uniformemente l'intera superficie.
1. Two-way machining is suitable for machining the entire surface uniformly.
2. La lavorazione monodirezionale in direzione negativa è efficace quando la forza di fissaggio del pezzo è debole, perché la lavorazione viene eseguita nella direzione che preme il pezzo contro l'autocentrante.
2. One-way machining in the negative direction is effective when the chucking force of workpiece is weak, because machining is performed in the direction that presses the workpiece against the chuck.
3. Smussatura grezza 3. Rough chamferingDurante la smussatura grezza, ad ogni passata il pezzo viene lavorato su una metà della larghezza dell'utensile.
The workpiece is machined for one half of the tool width per pass during rough chamfering.
La seguente spiegazione viene fornita per la sgrossatura R; gli stessi passaggi vengono applicati alla sgrossatura C.
The following explanation is made based on R-chamfer; the same steps are applied to C-chamfer.
2 NOTA 2 NOTE
Nel passaggio 6, vengono ripetuti i passaggi da 2 a 5. In step 6, steps 2 to 5 are repeated.
4. Finitura grezza 4. Rough finishing
1
12
2
3
3
4
4
5
5
7
7
8
8
99
10
U
U
J
J
J
U
Rough chamfering at the bottom of groove Rough chamfering at the top of grooveSmussatura grezza sul fondo della scanalatura Smussatura grezza in cima alla scanalatura
1
23
4
5
67
8
910
11
12
13 14
15
U
U
U
J
CICLO DI TORNITURATURNING CYCLE164
Allarmi relativi 0 Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0Profondità della scanalatura ≥ Raggio del pezzoProfondità della scanalatura ≤ Dimensioni della smussa-tura frontale in cima alla sca-nalatura + Dimensioni della smussatura frontale sul fondo della scanalaturaProfondità della scanalatura ≤ Dimensioni della smussa-tura posteriore in cima alla scanalatura + Dimensioni della smussatura posteriore sul fondo della scanalatura
I COMMAND ERROR Address I is not specified.I ≤ 0Groove depth ≥ Workpiece radiusGroove depth ≤ Chamfer size on the front at the top of groove + Chamfer size on the front at the bottom of grooveGroove depth ≤ Chamfer size on the rear at the top of groove + Chamfer size on the rear at the bottom of groove
MC3005 J ERRORE COMAND J ≤ 0 J COMMAND ERROR J ≤ 0
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0Larghezza della scanalatura ≤ Dimensioni della smussa-tura frontale in fondo alla sca-nalatura + Dimensioni della smussatura posteriore sul fondo della scanalatura
K COMMAND ERROR
Address K is not specified.K = 0Groove width ≤ Chamfer size on the front at the bottom of groove + Chamfer size on the rear at the bottom of groove
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
L'indirizzo H non è specifi-cato.H ≤ 0Larghezza dell'utensile ≥ Lar-ghezza della scanalatura − Tolleranza di finitura × 2 − Valore di ritornoLarghezza dell'utensile ≥ Lar-ghezza della scanalatura − (Dimensioni della smussatura frontale nel fondo della sca-nalatura + Dimensioni della smussatura posteriore nel fondo della scanalatura) − Valore di ritorno
H COMMAND ERROR
Address H is not specified.H ≤ 0Tool width ≥ Groove width − Finishing allowance × 2 − Return amountTool width ≥ Groove width − (Chamfer size on the front at the bottom of groove + Chamfer size on the rear at the bottom of groove) − Return amount
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q ≤ 0
Q COMMAND ERROR
Address Q is not specified.Q ≤ 0
MC3018 R ERRORE COMAND
L'indirizzo R non è specifi-cato.R ≤ 0R ≥ Q
R COMMAND ERROR
Address R is not specified.R ≤ 0R ≥ Q

165CICLO DI TORNITURA
TURNING CYCLE
MC3020 T ERRORE COMAND T < 0T > Numero massimo di off-set del raggio dell'utensileValore di offset del raggio del naso < 0Valore di offset del raggio del naso > Dimensioni della smussatura R frontale nel fondo della scanalatura − Tol-leranza di finituraValore di offset del raggio del naso > Dimensioni della smussatura R posteriore nel fondo della scanalatura − Tol-leranza di finituraValore di offset del raggio del naso > Larghezza utensile/2L'impostazione del punto del naso dell'utensile non è cor-retta.
T COMMAND ERROR
T < 0T > Maximum tool radius offset numberNose radius offset amount < 0Nose radius offset amount > R-chamfer size on the front at the bottom of groove − Finishing allowanceNose radius offset amount > R-chamfer size on the rear at the bottom of groove − Finishing allowanceNose radius offset amount > Tool width/2Tool nose point setting is not correct.
MC3021 U ERRORE COMAND
U < 0Tolleranza di finitura ≥ Lar-ghezza della scanalatura/2Tolleranza di finitura ≥ Pro-fondità della scanalaturaTolleranza di finitura > Dimensioni della smussatura frontale sul fondo della sca-nalaturaTolleranza di finitura > Dimensioni della smussatura posteriore sul fondo della scanalatura
U COMMAND ERROR
U < 0Finishing allowance ≥ Groove width/2Finishing allowance ≥ Groove depthFinishing allowance > Chamfer size on the front at the bottom of grooveFinishing allowance > Chamfer size on the rear at the bottom of groove
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G18 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G18 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse X è inferiore a (D.E. + gioco).La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
X-axis start position is smaller than (O.D. + clearance).Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
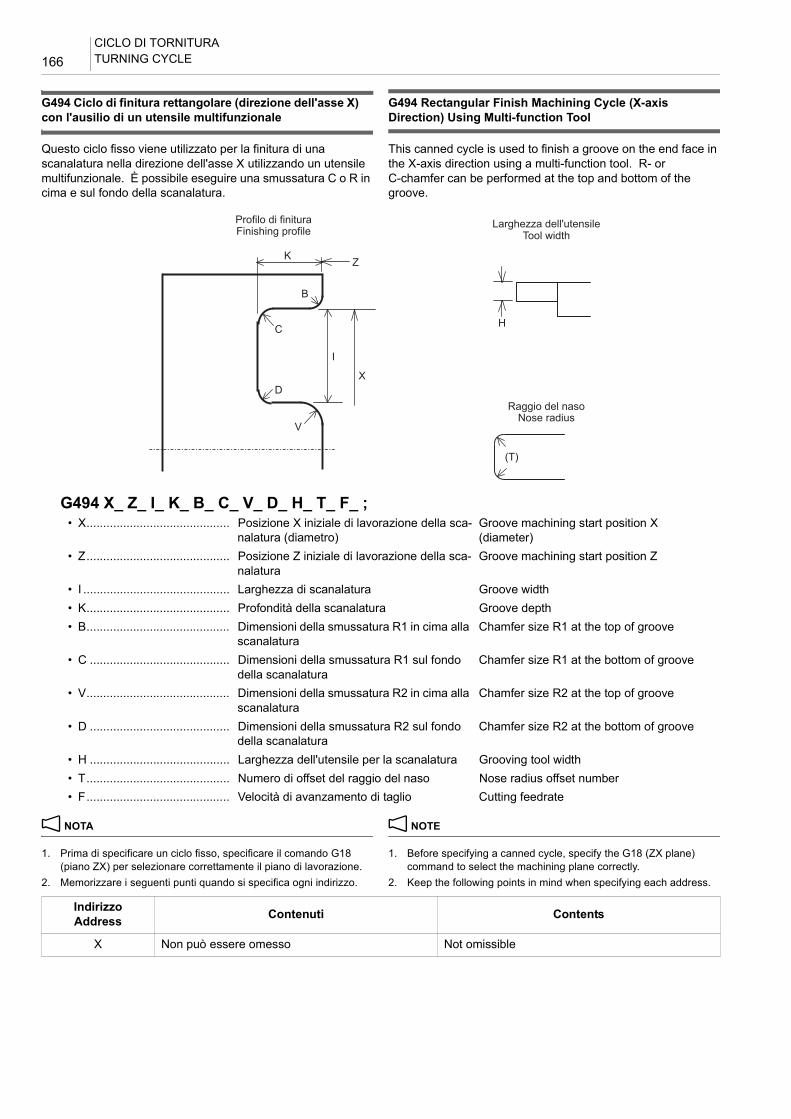
CICLO DI TORNITURATURNING CYCLE166
G494 Ciclo di finitura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale
G494 Rectangular Finish Machining Cycle (X-axis Direction) Using Multi-function Tool
Questo ciclo fisso viene utilizzato per la finitura di una scanalatura nella direzione dell'asse X utilizzando un utensile multifunzionale. È possibile eseguire una smussatura C o R in cima e sul fondo della scanalatura.
This canned cycle is used to finish a groove on the end face in the X-axis direction using a multi-function tool. R- or C-chamfer can be performed at the top and bottom of the groove.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G18 (piano ZX) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G18 (ZX plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
G494 X_ Z_ I_ K_ B_ C_ V_ D_ H_ T_ F_ ;• X........................................... Posizione X iniziale di lavorazione della sca-
nalatura (diametro)Groove machining start position X (diameter)
• Z........................................... Posizione Z iniziale di lavorazione della sca-nalatura
Groove machining start position Z
• I ............................................ Larghezza di scanalatura Groove width• K........................................... Profondità della scanalatura Groove depth• B........................................... Dimensioni della smussatura R1 in cima alla
scanalaturaChamfer size R1 at the top of groove
• C .......................................... Dimensioni della smussatura R1 sul fondo della scanalatura
Chamfer size R1 at the bottom of groove
• V........................................... Dimensioni della smussatura R2 in cima alla scanalatura
Chamfer size R2 at the top of groove
• D .......................................... Dimensioni della smussatura R2 sul fondo della scanalatura
Chamfer size R2 at the bottom of groove
• H .......................................... Larghezza dell'utensile per la scanalatura Grooving tool width• T........................................... Numero di offset del raggio del naso Nose radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate
K Z
B
C
D
I
X
V
H
(T)
Finishing profile Tool width
Nose radius
Profilo di finitura Larghezza dell'utensile
Raggio del naso
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
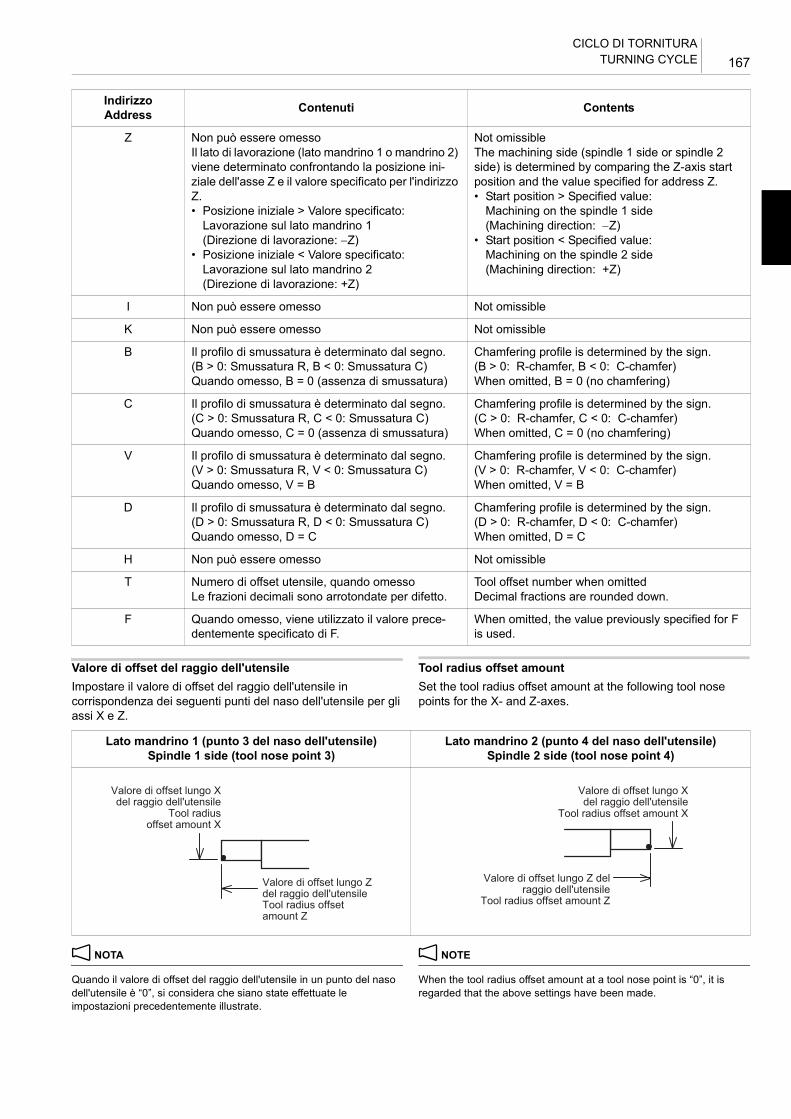
167CICLO DI TORNITURA
TURNING CYCLE
Valore di offset del raggio dell'utensile 0 Tool radius offset amountImpostare il valore di offset del raggio dell'utensile in corrispondenza dei seguenti punti del naso dell'utensile per gli assi X e Z.
Set the tool radius offset amount at the following tool nose points for the X- and Z-axes.
2 NOTA 2 NOTE
Quando il valore di offset del raggio dell'utensile in un punto del naso dell'utensile è “0”, si considera che siano state effettuate le impostazioni precedentemente illustrate.
When the tool radius offset amount at a tool nose point is “0”, it is regarded that the above settings have been made.
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
I Non può essere omesso Not omissible
K Non può essere omesso Not omissible
B Il profilo di smussatura è determinato dal segno. (B > 0: Smussatura R, B < 0: Smussatura C)Quando omesso, B = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (B > 0: R-chamfer, B < 0: C-chamfer)When omitted, B = 0 (no chamfering)
C Il profilo di smussatura è determinato dal segno. (C > 0: Smussatura R, C < 0: Smussatura C)Quando omesso, C = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (C > 0: R-chamfer, C < 0: C-chamfer)When omitted, C = 0 (no chamfering)
V Il profilo di smussatura è determinato dal segno. (V > 0: Smussatura R, V < 0: Smussatura C)Quando omesso, V = B
Chamfering profile is determined by the sign. (V > 0: R-chamfer, V < 0: C-chamfer)When omitted, V = B
D Il profilo di smussatura è determinato dal segno. (D > 0: Smussatura R, D < 0: Smussatura C)Quando omesso, D = C
Chamfering profile is determined by the sign. (D > 0: R-chamfer, D < 0: C-chamfer)When omitted, D = C
H Non può essere omesso Not omissible
T Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
IndirizzoAddress Contenuti Contents
Lato mandrino 1 (punto 3 del naso dell'utensile)Spindle 1 side (tool nose point 3)
Lato mandrino 2 (punto 4 del naso dell'utensile)Spindle 2 side (tool nose point 4)
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
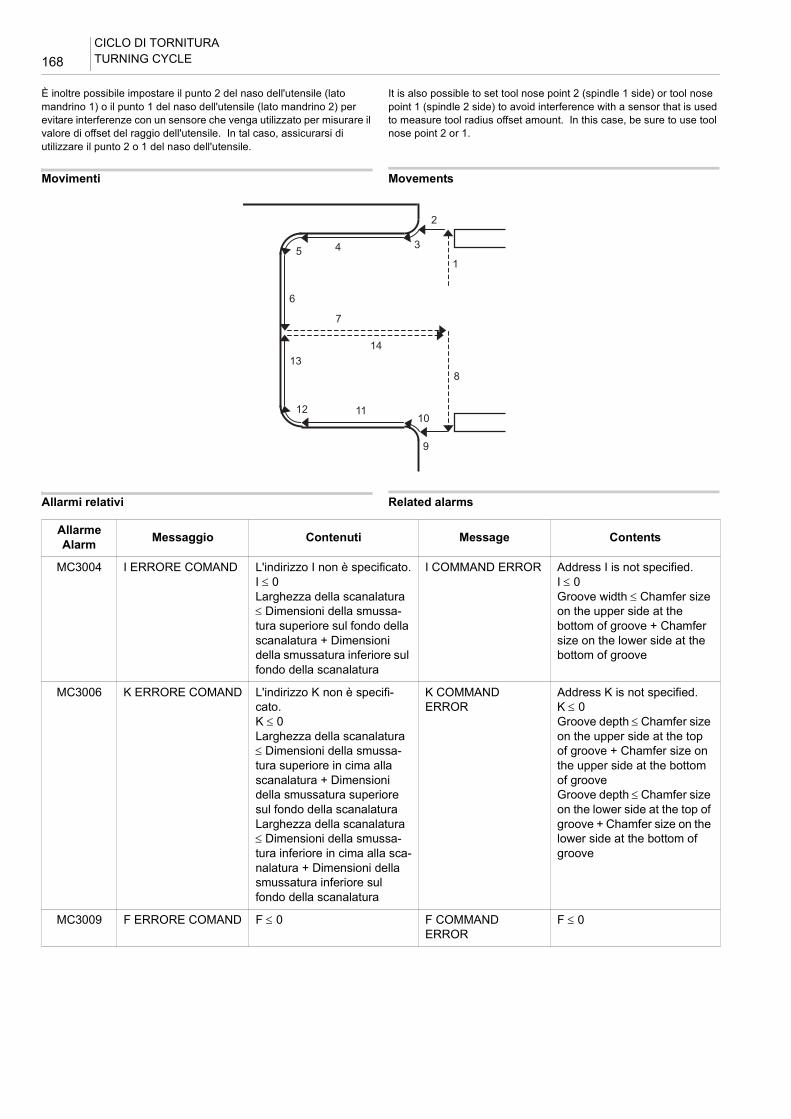
CICLO DI TORNITURATURNING CYCLE168
È inoltre possibile impostare il punto 2 del naso dell'utensile (lato mandrino 1) o il punto 1 del naso dell'utensile (lato mandrino 2) per evitare interferenze con un sensore che venga utilizzato per misurare il valore di offset del raggio dell'utensile. In tal caso, assicurarsi di utilizzare il punto 2 o 1 del naso dell'utensile.
It is also possible to set tool nose point 2 (spindle 1 side) or tool nose point 1 (spindle 2 side) to avoid interference with a sensor that is used to measure tool radius offset amount. In this case, be sure to use tool nose point 2 or 1.
Movimenti 0 Movements
Allarmi relativi 0 Related alarms
1
2
345
6
7
8
9
101112
1314
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0Larghezza della scanalatura ≤ Dimensioni della smussa-tura superiore sul fondo della scanalatura + Dimensioni della smussatura inferiore sul fondo della scanalatura
I COMMAND ERROR Address I is not specified.I ≤ 0Groove width ≤ Chamfer size on the upper side at the bottom of groove + Chamfer size on the lower side at the bottom of groove
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K ≤ 0Larghezza della scanalatura ≤ Dimensioni della smussa-tura superiore in cima alla scanalatura + Dimensioni della smussatura superiore sul fondo della scanalaturaLarghezza della scanalatura ≤ Dimensioni della smussa-tura inferiore in cima alla sca-nalatura + Dimensioni della smussatura inferiore sul fondo della scanalatura
K COMMAND ERROR
Address K is not specified.K ≤ 0Groove depth ≤ Chamfer size on the upper side at the top of groove + Chamfer size on the upper side at the bottom of grooveGroove depth ≤ Chamfer size on the lower side at the top of groove + Chamfer size on the lower side at the bottom of groove
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
169CICLO DI TORNITURA
TURNING CYCLE
MC3011 H ERRORE COMAND
L'indirizzo H non è specifi-cato.H = 0Larghezza dell'utensile ≥ Lar-ghezza della scanalatura − (Dimensioni della smussatura sul lato superiore nel fondo della scanalatura + Dimen-sioni della smussatura sul lato inferiore nel fondo della scanalatura)
H COMMAND ERROR
Address H is not specified.H = 0Tool width ≥ Groove width − (Chamfer size on the upper side at the bottom of groove + Chamfer size on the lower side at the bottom of groove)
MC3020 T ERRORE COMAND T < 0T > Numero massimo di off-set del raggio dell'utensileValore di offset del raggio del naso < 0Valore di offset del raggio del naso > Dimensioni della smussatura R sul lato supe-riore nel fondo della scanala-turaValore di offset del raggio del naso > Dimensioni della smussatura R sul lato infe-riore nel fondo della scanala-turaValore di offset del raggio del naso > Larghezza utensile/2L'impostazione del punto del naso dell'utensile non è cor-retta.
T COMMAND ERROR
T < 0T > Maximum tool radius offset numberNose radius offset amount < 0Nose radius offset amount > R-chamfer size on the upper side at the bottom of grooveNose radius offset amount > R-chamfer size on the lower side at the bottom of grooveNose radius offset amount > Tool width/2Tool nose point setting is not correct.
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G18 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G18 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
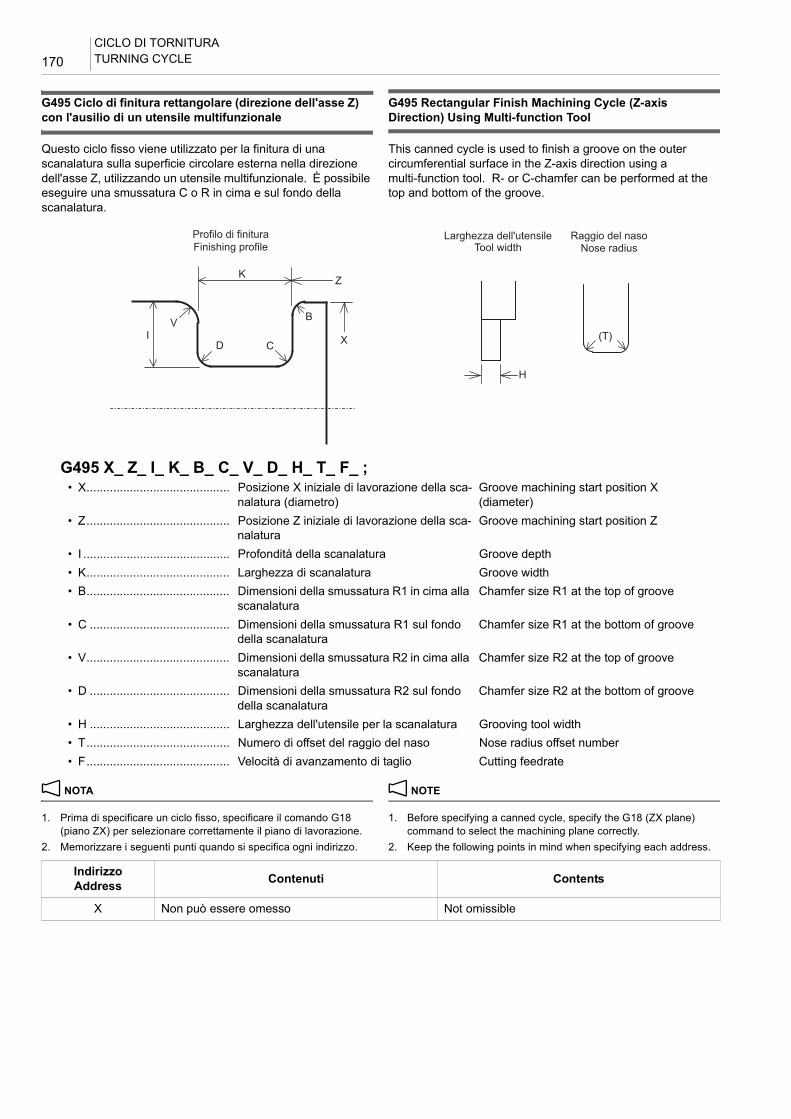
CICLO DI TORNITURATURNING CYCLE170
G495 Ciclo di finitura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale
G495 Rectangular Finish Machining Cycle (Z-axis Direction) Using Multi-function Tool
Questo ciclo fisso viene utilizzato per la finitura di una scanalatura sulla superficie circolare esterna nella direzione dell'asse Z, utilizzando un utensile multifunzionale. È possibile eseguire una smussatura C o R in cima e sul fondo della scanalatura.
This canned cycle is used to finish a groove on the outer circumferential surface in the Z-axis direction using a multi-function tool. R- or C-chamfer can be performed at the top and bottom of the groove.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G18 (piano ZX) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G18 (ZX plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
G495 X_ Z_ I_ K_ B_ C_ V_ D_ H_ T_ F_ ;• X........................................... Posizione X iniziale di lavorazione della sca-
nalatura (diametro)Groove machining start position X (diameter)
• Z........................................... Posizione Z iniziale di lavorazione della sca-nalatura
Groove machining start position Z
• I ............................................ Profondità della scanalatura Groove depth• K........................................... Larghezza di scanalatura Groove width• B........................................... Dimensioni della smussatura R1 in cima alla
scanalaturaChamfer size R1 at the top of groove
• C .......................................... Dimensioni della smussatura R1 sul fondo della scanalatura
Chamfer size R1 at the bottom of groove
• V........................................... Dimensioni della smussatura R2 in cima alla scanalatura
Chamfer size R2 at the top of groove
• D .......................................... Dimensioni della smussatura R2 sul fondo della scanalatura
Chamfer size R2 at the bottom of groove
• H .......................................... Larghezza dell'utensile per la scanalatura Grooving tool width• T........................................... Numero di offset del raggio del naso Nose radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate
K Z
B
CDI X
V
H
(T)
Finishing profile Tool width Nose radiusProfilo di finitura Larghezza dell'utensile Raggio del naso
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
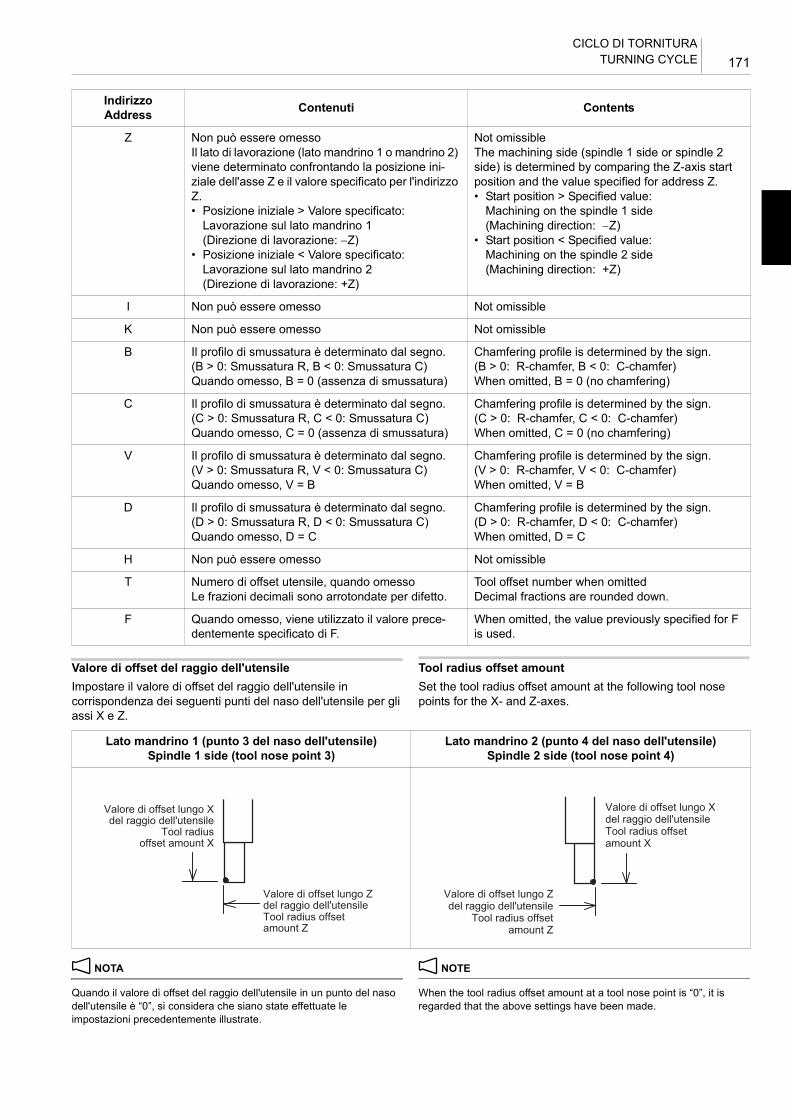
171CICLO DI TORNITURA
TURNING CYCLE
Valore di offset del raggio dell'utensile 0 Tool radius offset amountImpostare il valore di offset del raggio dell'utensile in corrispondenza dei seguenti punti del naso dell'utensile per gli assi X e Z.
Set the tool radius offset amount at the following tool nose points for the X- and Z-axes.
2 NOTA 2 NOTE
Quando il valore di offset del raggio dell'utensile in un punto del naso dell'utensile è “0”, si considera che siano state effettuate le impostazioni precedentemente illustrate.
When the tool radius offset amount at a tool nose point is “0”, it is regarded that the above settings have been made.
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
I Non può essere omesso Not omissible
K Non può essere omesso Not omissible
B Il profilo di smussatura è determinato dal segno. (B > 0: Smussatura R, B < 0: Smussatura C)Quando omesso, B = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (B > 0: R-chamfer, B < 0: C-chamfer)When omitted, B = 0 (no chamfering)
C Il profilo di smussatura è determinato dal segno. (C > 0: Smussatura R, C < 0: Smussatura C)Quando omesso, C = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (C > 0: R-chamfer, C < 0: C-chamfer)When omitted, C = 0 (no chamfering)
V Il profilo di smussatura è determinato dal segno. (V > 0: Smussatura R, V < 0: Smussatura C)Quando omesso, V = B
Chamfering profile is determined by the sign. (V > 0: R-chamfer, V < 0: C-chamfer)When omitted, V = B
D Il profilo di smussatura è determinato dal segno. (D > 0: Smussatura R, D < 0: Smussatura C)Quando omesso, D = C
Chamfering profile is determined by the sign. (D > 0: R-chamfer, D < 0: C-chamfer)When omitted, D = C
H Non può essere omesso Not omissible
T Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
IndirizzoAddress Contenuti Contents
Lato mandrino 1 (punto 3 del naso dell'utensile)Spindle 1 side (tool nose point 3)
Lato mandrino 2 (punto 4 del naso dell'utensile)Spindle 2 side (tool nose point 4)
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
Tool radius offset amount X
Tool radius offset amount Z
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
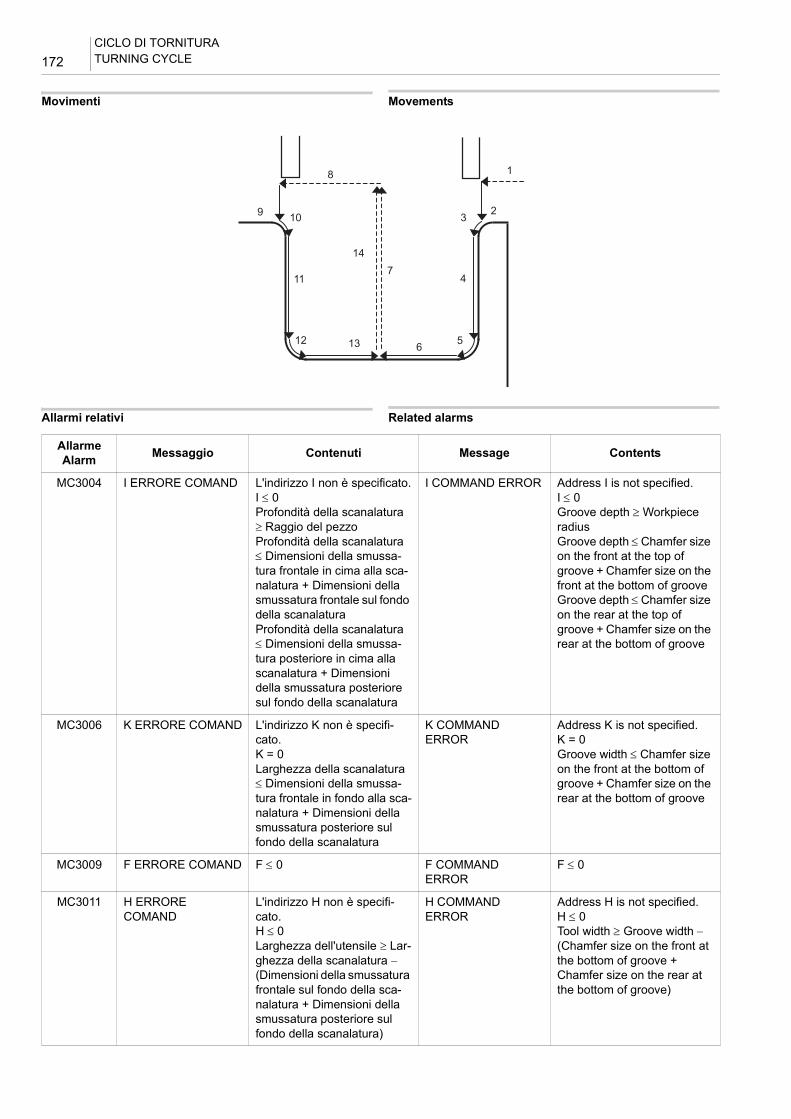
CICLO DI TORNITURATURNING CYCLE172
Movimenti 0 Movements
Allarmi relativi 0 Related alarms
1
23
4
56
7
8
9 10
11
12
14
13
AllarmeAlarm Messaggio Contenuti Message Contents
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0Profondità della scanalatura ≥ Raggio del pezzoProfondità della scanalatura ≤ Dimensioni della smussa-tura frontale in cima alla sca-nalatura + Dimensioni della smussatura frontale sul fondo della scanalaturaProfondità della scanalatura ≤ Dimensioni della smussa-tura posteriore in cima alla scanalatura + Dimensioni della smussatura posteriore sul fondo della scanalatura
I COMMAND ERROR Address I is not specified.I ≤ 0Groove depth ≥ Workpiece radiusGroove depth ≤ Chamfer size on the front at the top of groove + Chamfer size on the front at the bottom of grooveGroove depth ≤ Chamfer size on the rear at the top of groove + Chamfer size on the rear at the bottom of groove
MC3006 K ERRORE COMAND L'indirizzo K non è specifi-cato.K = 0Larghezza della scanalatura ≤ Dimensioni della smussa-tura frontale in fondo alla sca-nalatura + Dimensioni della smussatura posteriore sul fondo della scanalatura
K COMMAND ERROR
Address K is not specified.K = 0Groove width ≤ Chamfer size on the front at the bottom of groove + Chamfer size on the rear at the bottom of groove
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
L'indirizzo H non è specifi-cato.H ≤ 0Larghezza dell'utensile ≥ Lar-ghezza della scanalatura − (Dimensioni della smussatura frontale sul fondo della sca-nalatura + Dimensioni della smussatura posteriore sul fondo della scanalatura)
H COMMAND ERROR
Address H is not specified.H ≤ 0Tool width ≥ Groove width − (Chamfer size on the front at the bottom of groove + Chamfer size on the rear at the bottom of groove)

173CICLO DI TORNITURA
TURNING CYCLE
7-4 G496 Ciclo di scanalatura R con l'ausilio di una fresa con inserto tondo (D.E. / D.I.)G496 R-groove Machining Cycle Using Round Insert (O.D. / I.D.)
Questo ciclo fisso serve per la lavorazione di una scanalatura circolare per mezzo di una fresa con inserto tondo.
This canned cycle is used to machine a circular groove using a round-insert tool.
MC3020 T ERRORE COMAND T < 0T > Numero massimo di off-set del raggio dell'utensileValore di offset del raggio del naso < 0Valore di offset del raggio del naso > Dimensioni della smussatura R frontale sul fondo della scanalaturaValore di offset del raggio del naso > Dimensioni della smussatura R posteriore sul fondo della scanalaturaValore di offset del raggio del naso > Larghezza utensile/2L'impostazione del punto del naso dell'utensile non è cor-retta.
T COMMAND ERROR
T < 0T > Maximum tool radius offset numberNose radius offset amount < 0Nose radius offset amount > R-chamfer size on the front at the bottom of grooveNose radius offset amount > R-chamfer size on the rear at the bottom of grooveNose radius offset amount > Tool width/2Tool nose point setting is not correct.
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G18 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G18 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse X ≤ Valore specificato per l'indi-rizzo XLa posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
X-axis start position ≤ Value specified for address XZ-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
G496 X_ Z_ R_ I_ B_ V_ U_ Q_ T_ F_ E_ ;• X........................................... Diametro esterno (diametro) Outer diameter (diameter)• Z........................................... Posizione iniziale della scanalatura Groove start position• R .......................................... Raggio della scanalatura Groove radius• I ............................................ Profondità della scanalatura Groove depth• B........................................... Dimensioni della smussatura R1 in cima alla
scanalaturaChamfer size R1 at the top of groove
Z
V
U
QR
BIX
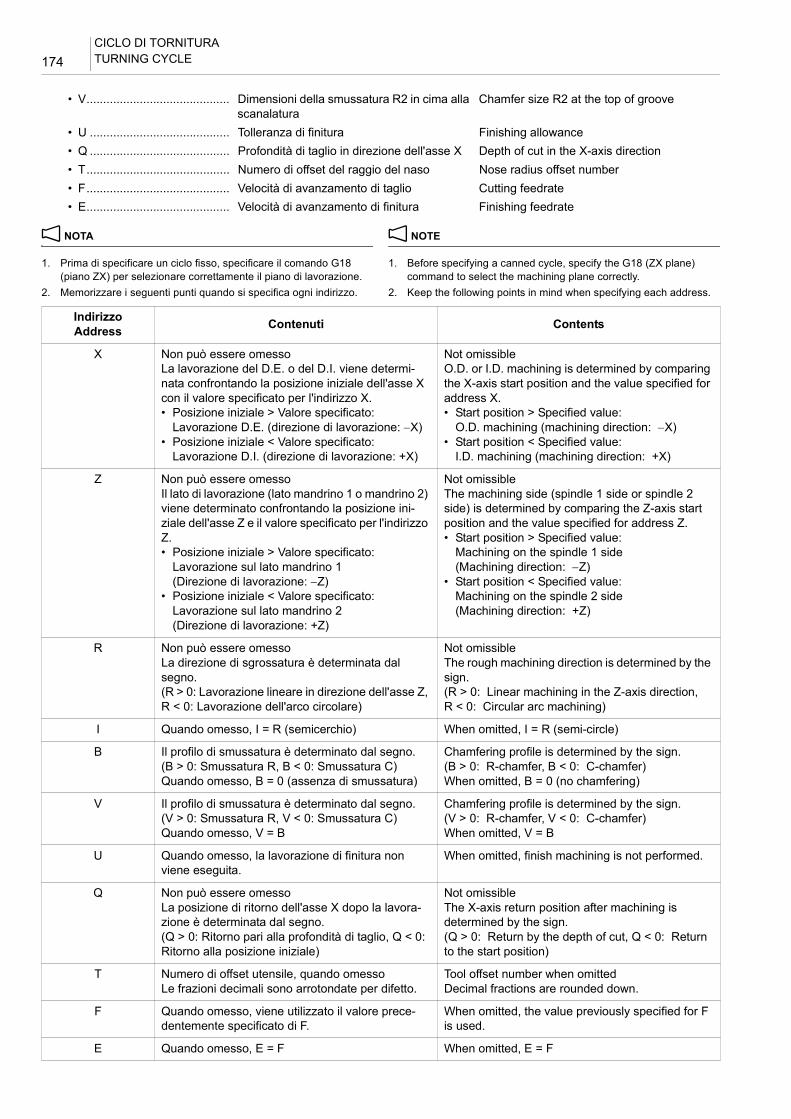
CICLO DI TORNITURATURNING CYCLE174
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G18 (piano ZX) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G18 (ZX plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
• V........................................... Dimensioni della smussatura R2 in cima alla scanalatura
Chamfer size R2 at the top of groove
• U .......................................... Tolleranza di finitura Finishing allowance• Q .......................................... Profondità di taglio in direzione dell'asse X Depth of cut in the X-axis direction• T........................................... Numero di offset del raggio del naso Nose radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento di finitura Finishing feedrate
IndirizzoAddress Contenuti Contents
X Non può essere omessoLa lavorazione del D.E. o del D.I. viene determi-nata confrontando la posizione iniziale dell'asse X con il valore specificato per l'indirizzo X.• Posizione iniziale > Valore specificato:
Lavorazione D.E. (direzione di lavorazione: −X)• Posizione iniziale < Valore specificato:
Lavorazione D.I. (direzione di lavorazione: +X)
Not omissibleO.D. or I.D. machining is determined by comparing the X-axis start position and the value specified for address X.• Start position > Specified value:
O.D. machining (machining direction: −X)• Start position < Specified value:
I.D. machining (machining direction: +X)
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1 (Direzione di lavorazione: −Z)
• Posizione iniziale < Valore specificato: Lavorazione sul lato mandrino 2 (Direzione di lavorazione: +Z)
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side (Machining direction: −Z)
• Start position < Specified value: Machining on the spindle 2 side (Machining direction: +Z)
R Non può essere omessoLa direzione di sgrossatura è determinata dal segno. (R > 0: Lavorazione lineare in direzione dell'asse Z, R < 0: Lavorazione dell'arco circolare)
Not omissibleThe rough machining direction is determined by the sign. (R > 0: Linear machining in the Z-axis direction, R < 0: Circular arc machining)
I Quando omesso, I = R (semicerchio) When omitted, I = R (semi-circle)
B Il profilo di smussatura è determinato dal segno. (B > 0: Smussatura R, B < 0: Smussatura C)Quando omesso, B = 0 (assenza di smussatura)
Chamfering profile is determined by the sign. (B > 0: R-chamfer, B < 0: C-chamfer)When omitted, B = 0 (no chamfering)
V Il profilo di smussatura è determinato dal segno. (V > 0: Smussatura R, V < 0: Smussatura C)Quando omesso, V = B
Chamfering profile is determined by the sign. (V > 0: R-chamfer, V < 0: C-chamfer)When omitted, V = B
U Quando omesso, la lavorazione di finitura non viene eseguita.
When omitted, finish machining is not performed.
Q Non può essere omessoLa posizione di ritorno dell'asse X dopo la lavora-zione è determinata dal segno. (Q > 0: Ritorno pari alla profondità di taglio, Q < 0: Ritorno alla posizione iniziale)
Not omissibleThe X-axis return position after machining is determined by the sign. (Q > 0: Return by the depth of cut, Q < 0: Return to the start position)
T Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F

175CICLO DI TORNITURA
TURNING CYCLE
3. Impostare il valore di offset del raggio dell'utensile in corrispondenza dei seguenti punti per gli assi X e Z.
3. Set the tool radius offset amount at the following points for the X- and Z-axes.
Quando il valore di offset del raggio dell'utensile in un punto del naso dell'utensile è “0”, si considera che siano state effettuate le impostazioni precedentemente illustrate.
When the tool radius offset amount at a tool nose point is “0”, it is regarded that the above settings have been made.
Direzione di sgrossatura e posizione di ritorno dell'asse X
Rough machining direction and X-axis return position
La direzione della sgrossatura viene determinata dal segno dell'indirizzo R (raggio della scanalatura).
The rough machining direction is determined by the sign of address R (groove radius).
• R > 0: Lavorazione lineare lungo l'asse Z • R > 0: Linear machining in the Z-axis direction• R < 0: Lavorazione d'arco circolare • R < 0: Circular arc machiningQuando R > 0, la posizione di ritorno dell'asse X viene determinata dal segno dell'indirizzo Q (profondità di taglio in direzione dell'asse X). (Si noti che quando R < 0, l'utensile ritorna alla posizione iniziale, indipendentemente dal segno dell'indirizzo Q.)
When R > 0, the X-axis return position is determined by the sign of address Q (depth of cut in the X-axis direction). (Note that when R < 0, the tool returns to the start position regardless of the sign of address Q.)
• Q > 0: Ritorno di un valore pari alla profondità di taglio in direzione dell'asse X
• Q > 0: Return by the amount of depth of cut in the X-axis direction
• Q < 0: Ritorno alla posizione iniziale (efficace per la rimozione dei trucioli)
• Q < 0: Return to the start position (effective for chip removal)
Lato mandrino 1Spindle 1 side
Lato mandrino 2Spindle 2 side
Lavorazione del D.I.
I.D. machining
Lavorazione del D.E.
O.D. machining
Tool nose point = 2
Tool radius offset amount Z
Tool radius offset amount X
Punto del naso dell'utensile = 2Valore di offset lungo Z del raggio dell'utensile
Valore di offset lungo X del raggio dell'utensile
Tool nose point = 1
Tool radius offset amount Z
Tool radius offset amount X
Punto del naso dell'utensile = 1
Valore di offset lungo Z del raggio dell'utensile
Valore di offset lungo X del raggio dell'utensile
Tool nose point = 3
Tool radius offset amount X
Tool radius offset amount Z
Punto del naso dell'utensile = 3
Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio dell'utensile
Tool nose point = 4
Tool radius offset amount X
Tool radius offset amount Z
Punto del naso dell'utensile = 4Valore di offset lungo X del raggio dell'utensile
Valore di offset lungo Z del raggio
dell'utensile

CICLO DI TORNITURATURNING CYCLE176
Movimenti Movements
Lavorazione in direzione dell'asse Z (R > 0) 0 Machining in the Z-axis direction (R > 0)<Sgrossatura dell'area dell'arco circolare, escluse le smussature>
<Rough machining of the circular arc area excluding chamfers>
1. L'asse Z si sposta su una posizione al di sopra della prima posizione di lavorazione dell'asse X nella modalità G00.
1. Z-axis moves to a position above the first X-axis machining position in the G00 mode.
2. L'asse X si sposta sulla superficie esterna del pezzo nella modalità G01.
2. X-axis moves to the outer surface of the workpiece in the G01 mode.
3. L'asse X e l'asse Z eseguono la lavorazione secondo la profondità di taglio specificata per Q lungo il profilo di finizione dell'arco circolare nella modalità G02.
3. X-axis and Z-axis perform machining by the depth of cut specified for Q along the finish circular arc profile in the G02 mode.
4. L'asse Z esegue la lavorazione sulla parete che si trova sul lato opposto nella modalità G01.
4. Z-axis performs machining to the wall on the opposite side in the G01 mode.
5. L'asse X e l'asse Z eseguono la lavorazione verso l'alto secondo la profondità di taglio specificata per Q lungo il profilo di finizione dell'arco circolare nella modalità G02.
5. X-axis and Z-axis perform machining upward for the depth of cut specified for Q along the finish circular arc profile in the G02 mode.
6. L'asse Z si sposta su una posizione al di sopra della successiva posizione di lavorazione dell'asse X nella modalità G00.
6. Z-axis moves to a position above the next X-axis machining position in the G00 mode.
R > 0: Lavorazione lineare lungo l'asse Z
R > 0: Linear machining in the Z-axis direction
R < 0: Lavorazione d'arco circolareR < 0: Circular arc machining
Q > 0:Ritorno di un valore pari alla profondità di taglio in direzione dell'asse XReturn by the amount of depth of cut in the X-axis direction
Q < 0:Ritorno alla posizione ini-ziale dell'asse XReturn to the X-axis start position
1
2
345 6 7
8910
13
1214
15
16
17
Z
X
U
Q
Q
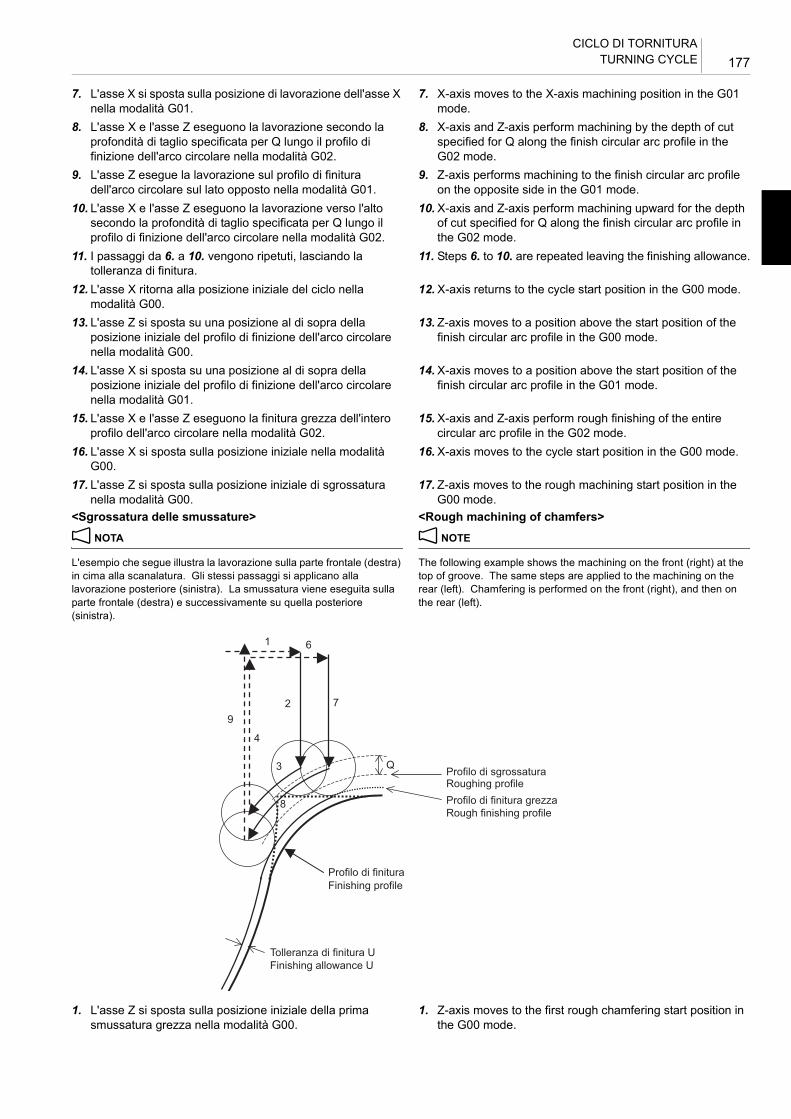
177CICLO DI TORNITURA
TURNING CYCLE
7. L'asse X si sposta sulla posizione di lavorazione dell'asse X nella modalità G01.
7. X-axis moves to the X-axis machining position in the G01 mode.
8. L'asse X e l'asse Z eseguono la lavorazione secondo la profondità di taglio specificata per Q lungo il profilo di finizione dell'arco circolare nella modalità G02.
8. X-axis and Z-axis perform machining by the depth of cut specified for Q along the finish circular arc profile in the G02 mode.
9. L'asse Z esegue la lavorazione sul profilo di finitura dell'arco circolare sul lato opposto nella modalità G01.
9. Z-axis performs machining to the finish circular arc profile on the opposite side in the G01 mode.
10. L'asse X e l'asse Z eseguono la lavorazione verso l'alto secondo la profondità di taglio specificata per Q lungo il profilo di finizione dell'arco circolare nella modalità G02.
10.X-axis and Z-axis perform machining upward for the depth of cut specified for Q along the finish circular arc profile in the G02 mode.
11. I passaggi da 6. a 10. vengono ripetuti, lasciando la tolleranza di finitura.
11. Steps 6. to 10. are repeated leaving the finishing allowance.
12. L'asse X ritorna alla posizione iniziale del ciclo nella modalità G00.
12.X-axis returns to the cycle start position in the G00 mode.
13. L'asse Z si sposta su una posizione al di sopra della posizione iniziale del profilo di finizione dell'arco circolare nella modalità G00.
13. Z-axis moves to a position above the start position of the finish circular arc profile in the G00 mode.
14. L'asse X si sposta su una posizione al di sopra della posizione iniziale del profilo di finizione dell'arco circolare nella modalità G01.
14.X-axis moves to a position above the start position of the finish circular arc profile in the G01 mode.
15. L'asse X e l'asse Z eseguono la finitura grezza dell'intero profilo dell'arco circolare nella modalità G02.
15.X-axis and Z-axis perform rough finishing of the entire circular arc profile in the G02 mode.
16. L'asse X si sposta sulla posizione iniziale nella modalità G00.
16.X-axis moves to the cycle start position in the G00 mode.
17. L'asse Z si sposta sulla posizione iniziale di sgrossatura nella modalità G00.
17. Z-axis moves to the rough machining start position in the G00 mode.
<Sgrossatura delle smussature> <Rough machining of chamfers>
2 NOTA 2 NOTE
L'esempio che segue illustra la lavorazione sulla parte frontale (destra) in cima alla scanalatura. Gli stessi passaggi si applicano alla lavorazione posteriore (sinistra). La smussatura viene eseguita sulla parte frontale (destra) e successivamente su quella posteriore (sinistra).
The following example shows the machining on the front (right) at the top of groove. The same steps are applied to the machining on the rear (left). Chamfering is performed on the front (right), and then on the rear (left).
1. L'asse Z si sposta sulla posizione iniziale della prima smussatura grezza nella modalità G00.
1. Z-axis moves to the first rough chamfering start position in the G00 mode.
1
2
3
4
6
7
8
9
Q
Roughing profile
Rough finishing profile
Finishing profile
Finishing allowance U
Profilo di sgrossatura
Profilo di finitura grezza
Profilo di finitura
Tolleranza di finitura U
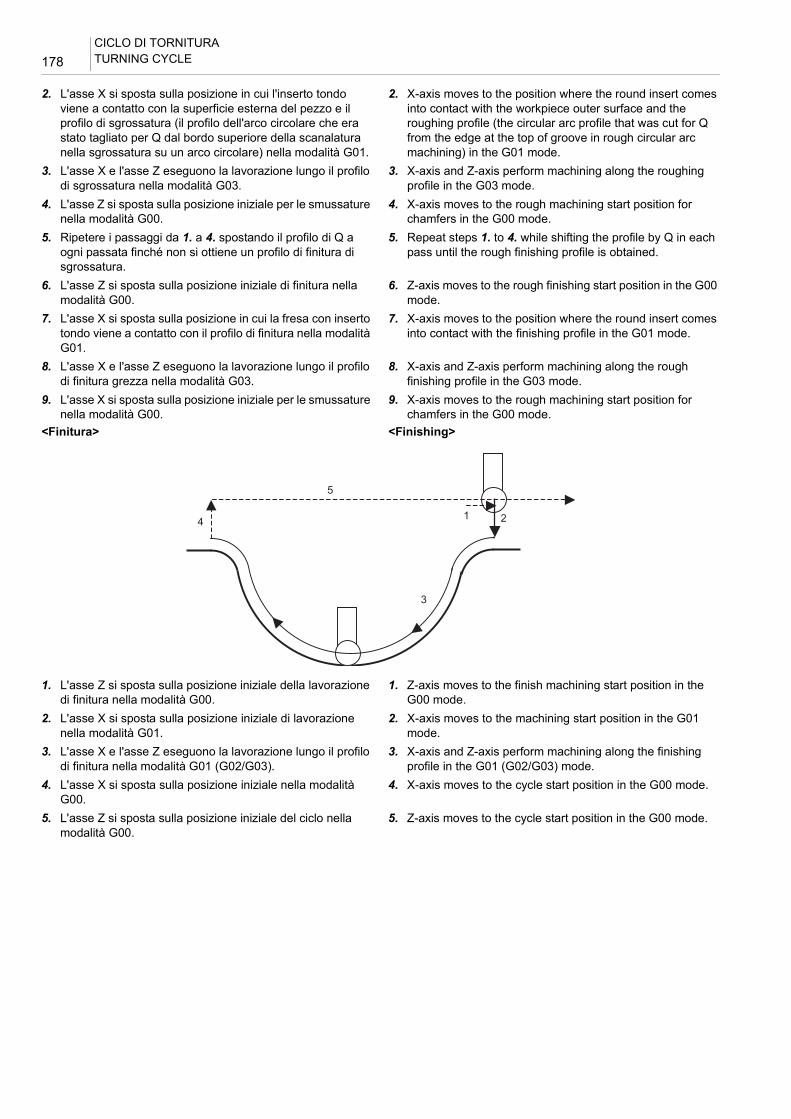
CICLO DI TORNITURATURNING CYCLE178
2. L'asse X si sposta sulla posizione in cui l'inserto tondo viene a contatto con la superficie esterna del pezzo e il profilo di sgrossatura (il profilo dell'arco circolare che era stato tagliato per Q dal bordo superiore della scanalatura nella sgrossatura su un arco circolare) nella modalità G01.
2. X-axis moves to the position where the round insert comes into contact with the workpiece outer surface and the roughing profile (the circular arc profile that was cut for Q from the edge at the top of groove in rough circular arc machining) in the G01 mode.
3. L'asse X e l'asse Z eseguono la lavorazione lungo il profilo di sgrossatura nella modalità G03.
3. X-axis and Z-axis perform machining along the roughing profile in the G03 mode.
4. L'asse Z si sposta sulla posizione iniziale per le smussature nella modalità G00.
4. X-axis moves to the rough machining start position for chamfers in the G00 mode.
5. Ripetere i passaggi da 1. a 4. spostando il profilo di Q a ogni passata finché non si ottiene un profilo di finitura di sgrossatura.
5. Repeat steps 1. to 4. while shifting the profile by Q in each pass until the rough finishing profile is obtained.
6. L'asse Z si sposta sulla posizione iniziale di finitura nella modalità G00.
6. Z-axis moves to the rough finishing start position in the G00 mode.
7. L'asse X si sposta sulla posizione in cui la fresa con inserto tondo viene a contatto con il profilo di finitura nella modalità G01.
7. X-axis moves to the position where the round insert comes into contact with the finishing profile in the G01 mode.
8. L'asse X e l'asse Z eseguono la lavorazione lungo il profilo di finitura grezza nella modalità G03.
8. X-axis and Z-axis perform machining along the rough finishing profile in the G03 mode.
9. L'asse X si sposta sulla posizione iniziale per le smussature nella modalità G00.
9. X-axis moves to the rough machining start position for chamfers in the G00 mode.
<Finitura> <Finishing>
1. L'asse Z si sposta sulla posizione iniziale della lavorazione di finitura nella modalità G00.
1. Z-axis moves to the finish machining start position in the G00 mode.
2. L'asse X si sposta sulla posizione iniziale di lavorazione nella modalità G01.
2. X-axis moves to the machining start position in the G01 mode.
3. L'asse X e l'asse Z eseguono la lavorazione lungo il profilo di finitura nella modalità G01 (G02/G03).
3. X-axis and Z-axis perform machining along the finishing profile in the G01 (G02/G03) mode.
4. L'asse X si sposta sulla posizione iniziale nella modalità G00.
4. X-axis moves to the cycle start position in the G00 mode.
5. L'asse Z si sposta sulla posizione iniziale del ciclo nella modalità G00.
5. Z-axis moves to the cycle start position in the G00 mode.
1 2
3
4
5
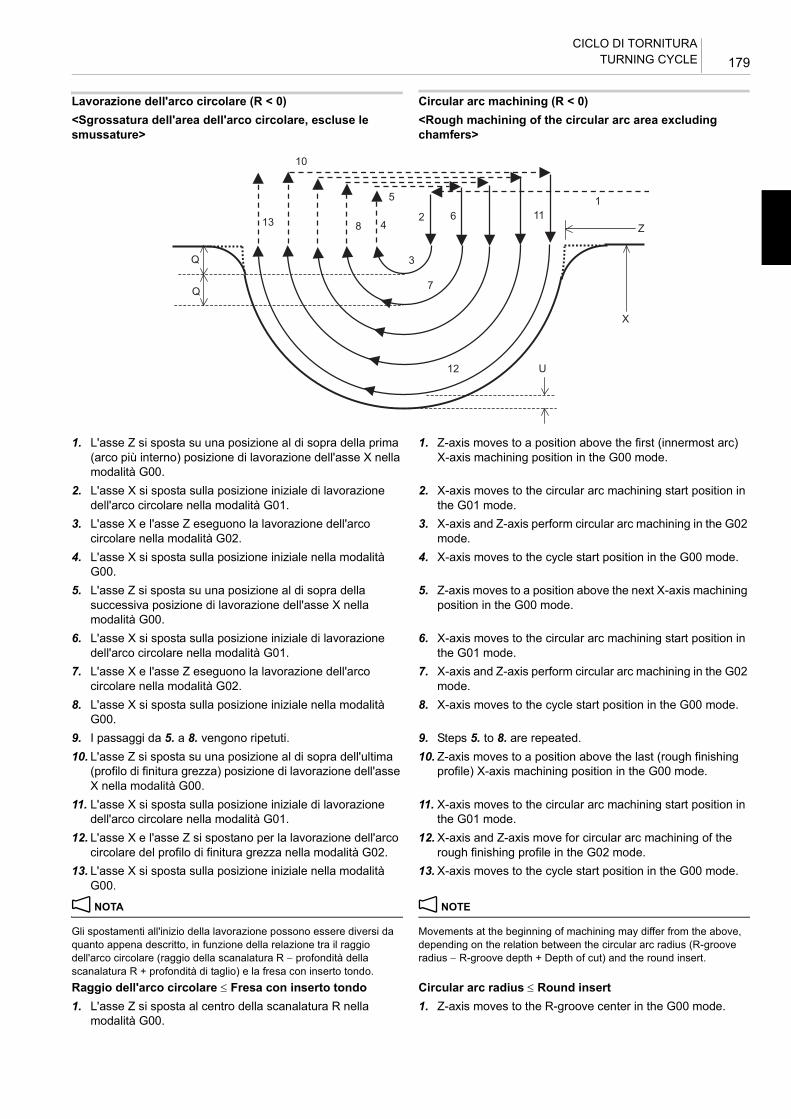
179CICLO DI TORNITURA
TURNING CYCLE
Lavorazione dell'arco circolare (R < 0) 0 Circular arc machining (R < 0)<Sgrossatura dell'area dell'arco circolare, escluse le smussature>
<Rough machining of the circular arc area excluding chamfers>
1. L'asse Z si sposta su una posizione al di sopra della prima (arco più interno) posizione di lavorazione dell'asse X nella modalità G00.
1. Z-axis moves to a position above the first (innermost arc) X-axis machining position in the G00 mode.
2. L'asse X si sposta sulla posizione iniziale di lavorazione dell'arco circolare nella modalità G01.
2. X-axis moves to the circular arc machining start position in the G01 mode.
3. L'asse X e l'asse Z eseguono la lavorazione dell'arco circolare nella modalità G02.
3. X-axis and Z-axis perform circular arc machining in the G02 mode.
4. L'asse X si sposta sulla posizione iniziale nella modalità G00.
4. X-axis moves to the cycle start position in the G00 mode.
5. L'asse Z si sposta su una posizione al di sopra della successiva posizione di lavorazione dell'asse X nella modalità G00.
5. Z-axis moves to a position above the next X-axis machining position in the G00 mode.
6. L'asse X si sposta sulla posizione iniziale di lavorazione dell'arco circolare nella modalità G01.
6. X-axis moves to the circular arc machining start position in the G01 mode.
7. L'asse X e l'asse Z eseguono la lavorazione dell'arco circolare nella modalità G02.
7. X-axis and Z-axis perform circular arc machining in the G02 mode.
8. L'asse X si sposta sulla posizione iniziale nella modalità G00.
8. X-axis moves to the cycle start position in the G00 mode.
9. I passaggi da 5. a 8. vengono ripetuti. 9. Steps 5. to 8. are repeated.10. L'asse Z si sposta su una posizione al di sopra dell'ultima
(profilo di finitura grezza) posizione di lavorazione dell'asse X nella modalità G00.
10. Z-axis moves to a position above the last (rough finishing profile) X-axis machining position in the G00 mode.
11. L'asse X si sposta sulla posizione iniziale di lavorazione dell'arco circolare nella modalità G01.
11. X-axis moves to the circular arc machining start position in the G01 mode.
12. L'asse X e l'asse Z si spostano per la lavorazione dell'arco circolare del profilo di finitura grezza nella modalità G02.
12.X-axis and Z-axis move for circular arc machining of the rough finishing profile in the G02 mode.
13. L'asse X si sposta sulla posizione iniziale nella modalità G00.
13.X-axis moves to the cycle start position in the G00 mode.
2 NOTA 2 NOTE
Gli spostamenti all'inizio della lavorazione possono essere diversi da quanto appena descritto, in funzione della relazione tra il raggio dell'arco circolare (raggio della scanalatura R − profondità della scanalatura R + profondità di taglio) e la fresa con inserto tondo.
Movements at the beginning of machining may differ from the above, depending on the relation between the circular arc radius (R-groove radius − R-groove depth + Depth of cut) and the round insert.
Raggio dell'arco circolare ≤ Fresa con inserto tondo Circular arc radius ≤ Round insert1. L'asse Z si sposta al centro della scanalatura R nella
modalità G00.1. Z-axis moves to the R-groove center in the G00 mode.
12
3
4
5
6
7
8
10
11
12
13
Q
Q
Z
X
U
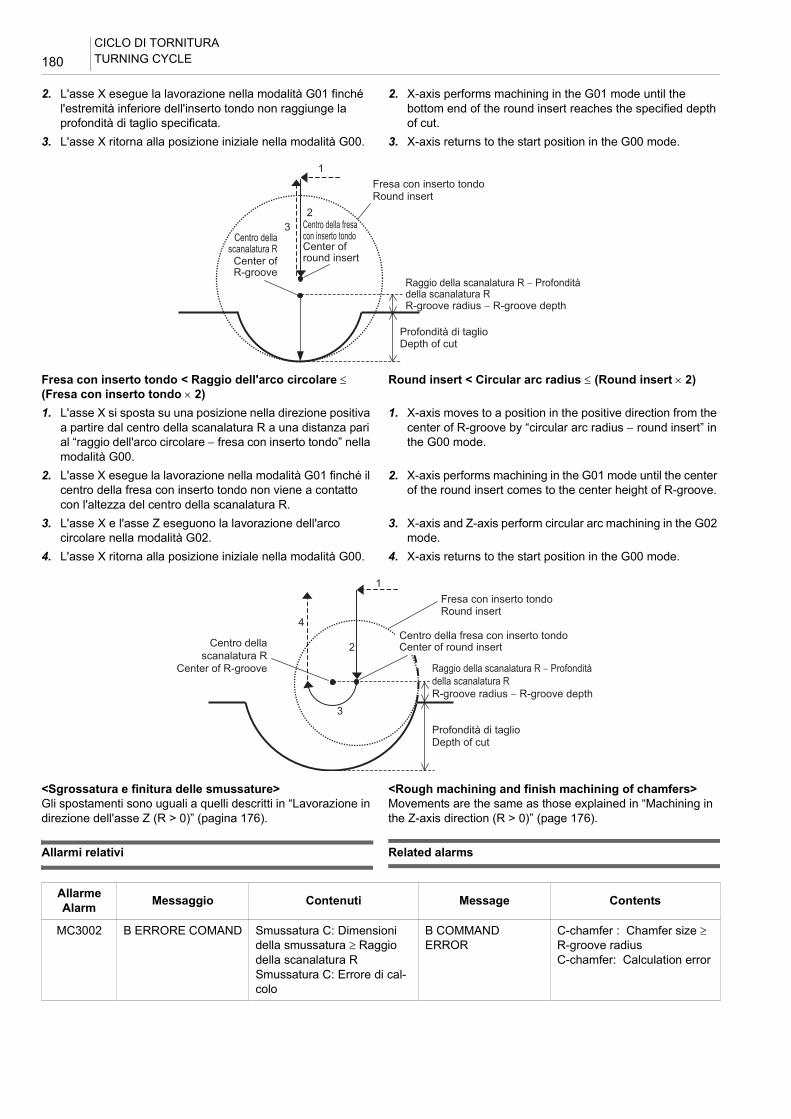
CICLO DI TORNITURATURNING CYCLE180
2. L'asse X esegue la lavorazione nella modalità G01 finché l'estremità inferiore dell'inserto tondo non raggiunge la profondità di taglio specificata.
2. X-axis performs machining in the G01 mode until the bottom end of the round insert reaches the specified depth of cut.
3. L'asse X ritorna alla posizione iniziale nella modalità G00. 3. X-axis returns to the start position in the G00 mode.
Fresa con inserto tondo < Raggio dell'arco circolare ≤ (Fresa con inserto tondo × 2)
Round insert < Circular arc radius ≤ (Round insert × 2)
1. L'asse X si sposta su una posizione nella direzione positiva a partire dal centro della scanalatura R a una distanza pari al “raggio dell'arco circolare − fresa con inserto tondo” nella modalità G00.
1. X-axis moves to a position in the positive direction from the center of R-groove by “circular arc radius − round insert” in the G00 mode.
2. L'asse X esegue la lavorazione nella modalità G01 finché il centro della fresa con inserto tondo non viene a contatto con l'altezza del centro della scanalatura R.
2. X-axis performs machining in the G01 mode until the center of the round insert comes to the center height of R-groove.
3. L'asse X e l'asse Z eseguono la lavorazione dell'arco circolare nella modalità G02.
3. X-axis and Z-axis perform circular arc machining in the G02 mode.
4. L'asse X ritorna alla posizione iniziale nella modalità G00. 4. X-axis returns to the start position in the G00 mode.
<Sgrossatura e finitura delle smussature> <Rough machining and finish machining of chamfers>Gli spostamenti sono uguali a quelli descritti in “Lavorazione in direzione dell'asse Z (R > 0)” (pagina 176).
Movements are the same as those explained in “Machining in the Z-axis direction (R > 0)” (page 176).
Allarmi relativi Related alarms
1
23
Round insert
Center of round insertCenter of
R-groove
R-groove radius − R-groove depth
Depth of cut
Fresa con inserto tondo
Centro della fresa con inserto tondoCentro della
scanalatura R
Raggio della scanalatura R − Profondità della scanalatura R
Profondità di taglio
1
4
2
3
Round insert
Center of round insert
Center of R-groove
R-groove radius − R-groove depth
Depth of cut
Fresa con inserto tondo
Centro della fresa con inserto tondoCentro della
scanalatura RRaggio della scanalatura R − Profondità della scanalatura R
Profondità di taglio
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND Smussatura C: Dimensioni della smussatura ≥ Raggio della scanalatura RSmussatura C: Errore di cal-colo
B COMMAND ERROR
C-chamfer : Chamfer size ≥ R-groove radiusC-chamfer: Calculation error
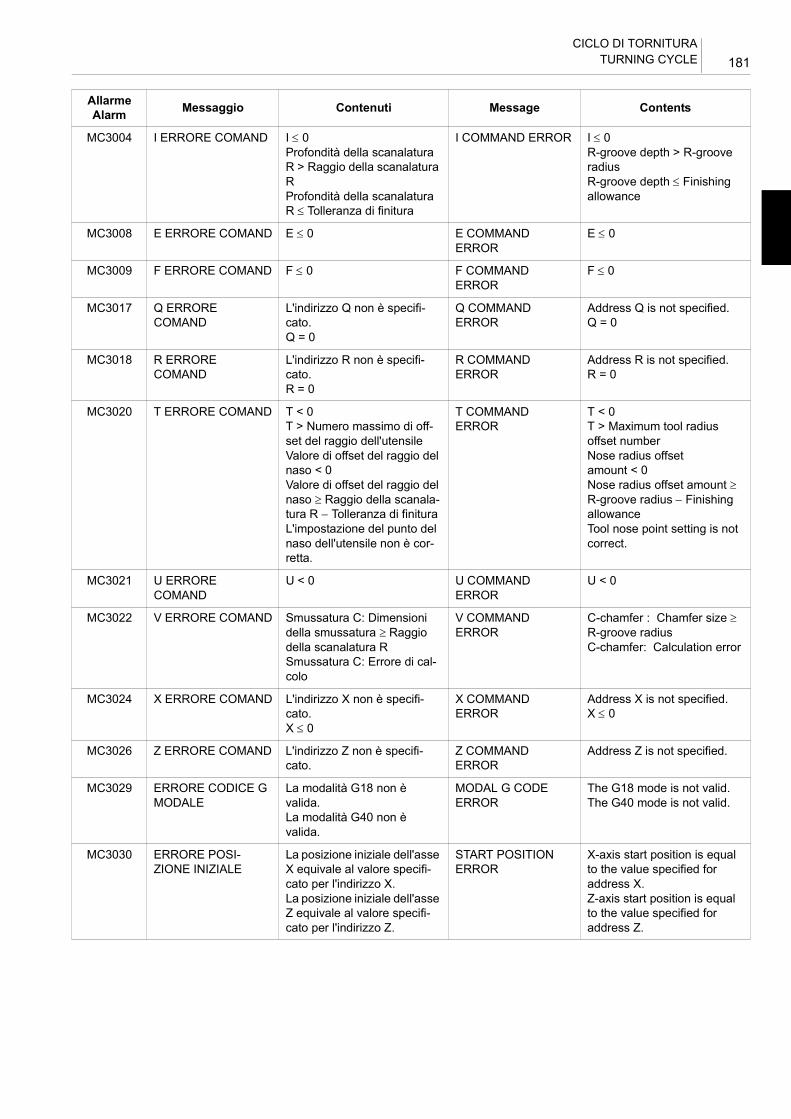
181CICLO DI TORNITURA
TURNING CYCLE
MC3004 I ERRORE COMAND I ≤ 0Profondità della scanalatura R > Raggio della scanalatura RProfondità della scanalatura R ≤ Tolleranza di finitura
I COMMAND ERROR I ≤ 0R-groove depth > R-groove radiusR-groove depth ≤ Finishing allowance
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3017 Q ERRORE COMAND
L'indirizzo Q non è specifi-cato.Q = 0
Q COMMAND ERROR
Address Q is not specified.Q = 0
MC3018 R ERRORE COMAND
L'indirizzo R non è specifi-cato.R = 0
R COMMAND ERROR
Address R is not specified.R = 0
MC3020 T ERRORE COMAND T < 0T > Numero massimo di off-set del raggio dell'utensileValore di offset del raggio del naso < 0Valore di offset del raggio del naso ≥ Raggio della scanala-tura R − Tolleranza di finituraL'impostazione del punto del naso dell'utensile non è cor-retta.
T COMMAND ERROR
T < 0T > Maximum tool radius offset numberNose radius offset amount < 0Nose radius offset amount ≥ R-groove radius − Finishing allowanceTool nose point setting is not correct.
MC3021 U ERRORE COMAND
U < 0 U COMMAND ERROR
U < 0
MC3022 V ERRORE COMAND Smussatura C: Dimensioni della smussatura ≥ Raggio della scanalatura RSmussatura C: Errore di cal-colo
V COMMAND ERROR
C-chamfer : Chamfer size ≥ R-groove radiusC-chamfer: Calculation error
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.X ≤ 0
X COMMAND ERROR
Address X is not specified.X ≤ 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G18 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G18 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse X equivale al valore specifi-cato per l'indirizzo X.La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
X-axis start position is equal to the value specified for address X.Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
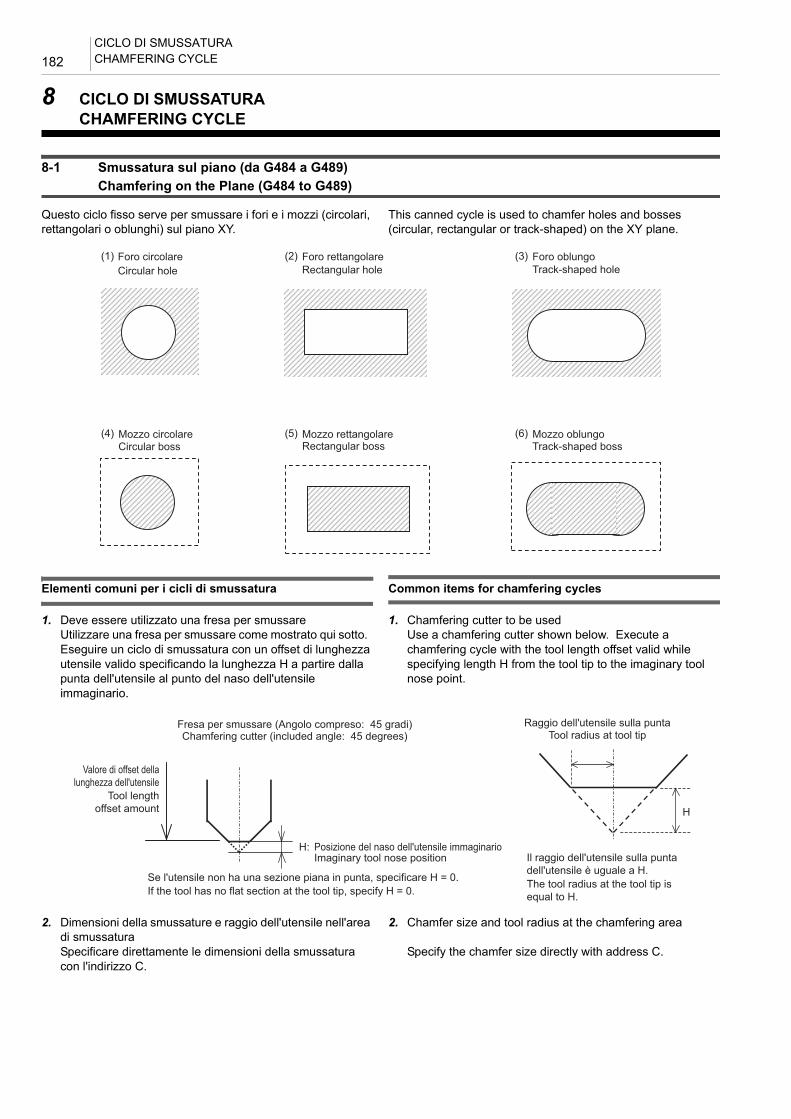
CICLO DI SMUSSATURACHAMFERING CYCLE182
8 CICLO DI SMUSSATURACHAMFERING CYCLE
8-1 Smussatura sul piano (da G484 a G489)Chamfering on the Plane (G484 to G489)
Questo ciclo fisso serve per smussare i fori e i mozzi (circolari, rettangolari o oblunghi) sul piano XY.
This canned cycle is used to chamfer holes and bosses (circular, rectangular or track-shaped) on the XY plane.
Elementi comuni per i cicli di smussatura Common items for chamfering cycles
1. Deve essere utilizzato una fresa per smussare 1. Chamfering cutter to be usedUtilizzare una fresa per smussare come mostrato qui sotto. Eseguire un ciclo di smussatura con un offset di lunghezza utensile valido specificando la lunghezza H a partire dalla punta dell'utensile al punto del naso dell'utensile immaginario.
Use a chamfering cutter shown below. Execute a chamfering cycle with the tool length offset valid while specifying length H from the tool tip to the imaginary tool nose point.
2. Dimensioni della smussature e raggio dell'utensile nell'area di smussatura
2. Chamfer size and tool radius at the chamfering area
Specificare direttamente le dimensioni della smussatura con l'indirizzo C.
Specify the chamfer size directly with address C.
(1) (2) (3)
(4) (5) (6)
Circular hole Rectangular hole Track-shaped hole
Circular boss Rectangular boss Track-shaped boss
Foro circolare Foro rettangolare Foro oblungo
Mozzo circolare Mozzo rettangolare Mozzo oblungo
H
H:
Chamfering cutter (included angle: 45 degrees)
Imaginary tool nose position
Tool length offset amount
Tool radius at tool tip
If the tool has no flat section at the tool tip, specify H = 0. The tool radius at the tool tip is equal to H.
Fresa per smussare (Angolo compreso: 45 gradi)
Posizione del naso dell'utensile immaginario
Valore di offset della lunghezza dell'utensile
Raggio dell'utensile sulla punta
Se l'utensile non ha una sezione piana in punta, specificare H = 0.
Il raggio dell'utensile sulla punta dell'utensile è uguale a H.

183CICLO DI SMUSSATURA
CHAMFERING CYCLE
Specificare il raggio dell'utensile nell'area di smussatura con l'indirizzo D (numero di offset del raggio dell'utensile) per il quale è impostato il corrispondente valore di offset di raggio dell'utensile. Si noti che se viene omesso l'indirizzo D, diventa valido il numero di offset del raggio (G43 H_ ;) dell'utensile correntemente selezionato.
Specify the tool radius at the chamfering area with address D (tool radius offset number) for which the corresponding tool radius offset amount is set. Note that if address D is omitted, the tool radius offset number (G43 H_ ;) of the currently selected tool becomes valid.
3. La direzione di lavorazione viene determinata automaticamente in modo da effettuare un taglio verso il basso quando l'utensile ruota nella direzione normale. In altre parole, la lavorazione viene eseguita quando l'utensile ruota in senso antiorario con una lavorazione verso l'interno e quando l'utensile ruota in senso orario con una lavorazione verso l'esterno.
3. The machining direction is automatically determined so that down-cut will be performed when the tool rotates in the normal direction. That is, machining is performed while rotating the tool counterclockwise (CCW) when machining the inside or clockwise (CW) when machining the outside.
4. Schema degli spostamenti del ciclo 4. Outline of cycle movements1. L'asse X e l'asse Y si spostano alla posizione iniziale
nella modalità G00.1. X-axis and Y-axis move to the start position in the G00
mode.2. L'asse Z si sposta verso l'altezza di lavorazione nella
modalità G00.2. Z-axis moves to the machining height in the G00 mode.
3. L'asse X e l'asse Y si avvicinano alla sezione di avanzamento ad alta velocità nella modalità G01 (o G02, G03):
3. X-axis and Y-axis make an approach in the high-speed feed section in the G01 (or G02, G03) mode:
Questo passaggio viene saltato nella lavorazione esterna.
This step is skipped when machining the outside.
4. L'asse X e l'asse Y si spostano alla posizione iniziale di lavorazione nella modalità G01 (G02, G03).
4. X-axis and Y-axis move to the machining start position in the G01 (G02, G03) mode.
5. L'asse X e l'asse Y eseguono la lavorazione nella modalità G01 (G02, G03):
5. X-axis and Y-axis perform machining in the G01 (G02, G03) mode:
Il percorso dell'utensile si sovrappone alla fine del ciclo, eccetto nel caso della lavorazione circolare.
The tool path overlaps at the end of cycle except for circular machining.
6. L'asse X e l'asse Y retrocedono nella modalità G01 (G02, G03).
6. X-axis and Y-axis retract in the G01 (G02, G03) mode.
7. L'asse X e l'asse Y si spostano sulla posizione iniziale nella sezione di avanzamento ad alta velocità nella modalità G01 (o G02, G03):
7. X-axis and Y-axis move to the start position in the high-speed feed section in the G01 (or G02, G03) mode:
Questo passaggio viene saltato nella lavorazione esterna.
This step is skipped when machining the outside.
8. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
8. Z-axis moves to the start position in the G00 mode.
Z specified position
Chamfer size
Tool tip position (with tool length offset valid)
Tool radius at the chamfering area
Posizione specificata Z
Dimensioni della smussatura
Posizione della punta dell'utensile (con offset di lunghezza utensile valido)
Raggio dell'utensile nell'area di smussatura
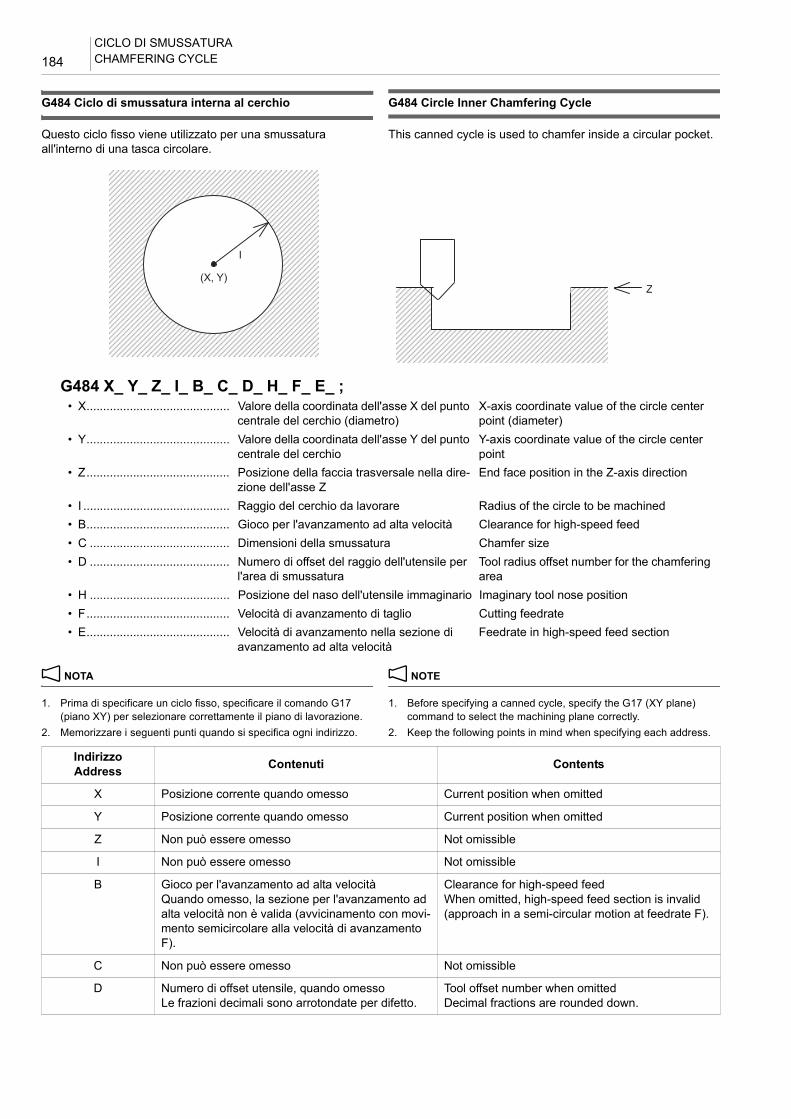
CICLO DI SMUSSATURACHAMFERING CYCLE184
G484 Ciclo di smussatura interna al cerchio G484 Circle Inner Chamfering Cycle
Questo ciclo fisso viene utilizzato per una smussatura all'interno di una tasca circolare.
This canned cycle is used to chamfer inside a circular pocket.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
G484 X_ Y_ Z_ I_ B_ C_ D_ H_ F_ E_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• Z........................................... Posizione della faccia trasversale nella dire-zione dell'asse Z
End face position in the Z-axis direction
• I ............................................ Raggio del cerchio da lavorare Radius of the circle to be machined• B........................................... Gioco per l'avanzamento ad alta velocità Clearance for high-speed feed• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in high-speed feed section
I
(X, Y)Z
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Non può essere omesso Not omissible
I Non può essere omesso Not omissible
B Gioco per l'avanzamento ad alta velocitàQuando omesso, la sezione per l'avanzamento ad alta velocità non è valida (avvicinamento con movi-mento semicircolare alla velocità di avanzamento F).
Clearance for high-speed feedWhen omitted, high-speed feed section is invalid (approach in a semi-circular motion at feedrate F).
C Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
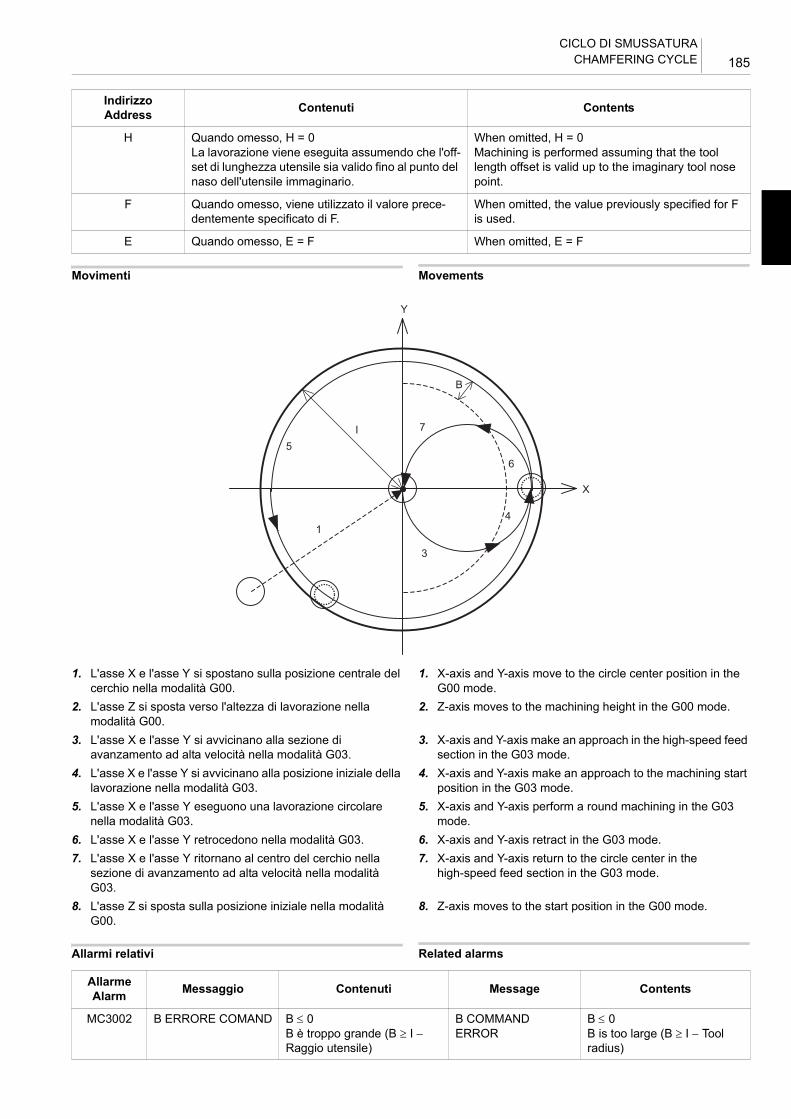
185CICLO DI SMUSSATURA
CHAMFERING CYCLE
Movimenti 0 Movements
1. L'asse X e l'asse Y si spostano sulla posizione centrale del cerchio nella modalità G00.
1. X-axis and Y-axis move to the circle center position in the G00 mode.
2. L'asse Z si sposta verso l'altezza di lavorazione nella modalità G00.
2. Z-axis moves to the machining height in the G00 mode.
3. L'asse X e l'asse Y si avvicinano alla sezione di avanzamento ad alta velocità nella modalità G03.
3. X-axis and Y-axis make an approach in the high-speed feed section in the G03 mode.
4. L'asse X e l'asse Y si avvicinano alla posizione iniziale della lavorazione nella modalità G03.
4. X-axis and Y-axis make an approach to the machining start position in the G03 mode.
5. L'asse X e l'asse Y eseguono una lavorazione circolare nella modalità G03.
5. X-axis and Y-axis perform a round machining in the G03 mode.
6. L'asse X e l'asse Y retrocedono nella modalità G03. 6. X-axis and Y-axis retract in the G03 mode.7. L'asse X e l'asse Y ritornano al centro del cerchio nella
sezione di avanzamento ad alta velocità nella modalità G03.
7. X-axis and Y-axis return to the circle center in the high-speed feed section in the G03 mode.
8. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
8. Z-axis moves to the start position in the G00 mode.
Allarmi relativi 0 Related alarms
H Quando omesso, H = 0La lavorazione viene eseguita assumendo che l'off-set di lunghezza utensile sia valido fino al punto del naso dell'utensile immaginario.
When omitted, H = 0Machining is performed assuming that the tool length offset is valid up to the imaginary tool nose point.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
IndirizzoAddress Contenuti Contents
1
7
65
4
3
Y
I
B
X
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND B ≤ 0B è troppo grande (B ≥ I − Raggio utensile)
B COMMAND ERROR
B ≤ 0B is too large (B ≥ I − Tool radius)
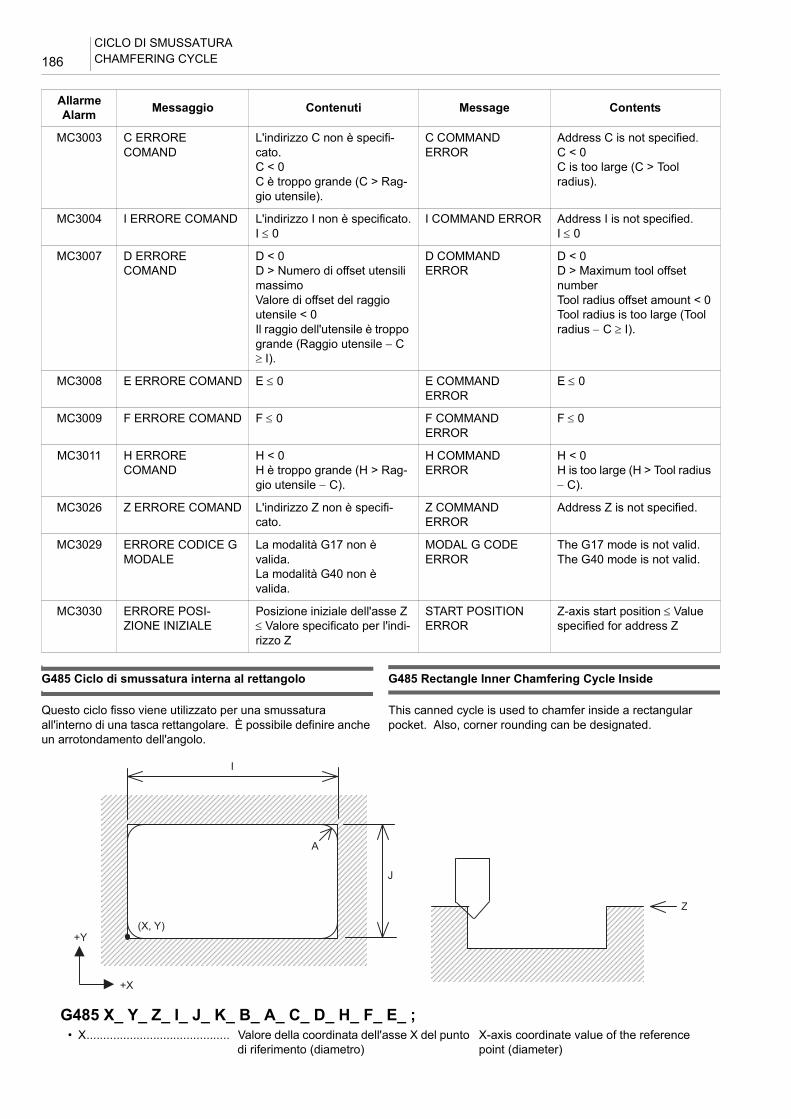
CICLO DI SMUSSATURACHAMFERING CYCLE186
G485 Ciclo di smussatura interna al rettangolo G485 Rectangle Inner Chamfering Cycle Inside
Questo ciclo fisso viene utilizzato per una smussatura all'interno di una tasca rettangolare. È possibile definire anche un arrotondamento dell'angolo.
This canned cycle is used to chamfer inside a rectangular pocket. Also, corner rounding can be designated.
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0C è troppo grande (C > Rag-gio utensile).
C COMMAND ERROR
Address C is not specified.C < 0C is too large (C > Tool radius).
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0
I COMMAND ERROR Address I is not specified.I ≤ 0
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0Il raggio dell'utensile è troppo grande (Raggio utensile − C ≥ I).
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0Tool radius is too large (Tool radius − C ≥ I).
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H < 0H è troppo grande (H > Rag-gio utensile − C).
H COMMAND ERROR
H < 0H is too large (H > Tool radius − C).
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse Z ≤ Valore specificato per l'indi-rizzo Z
START POSITION ERROR
Z-axis start position ≤ Value specified for address Z
AllarmeAlarm Messaggio Contenuti Message Contents
G485 X_ Y_ Z_ I_ J_ K_ B_ A_ C_ D_ H_ F_ E_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
+X
+Y(X, Y)
A
I
J
Z
187CICLO DI SMUSSATURA
CHAMFERING CYCLE
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Posizione della faccia trasversale nella dire-zione dell'asse Z
End face position in the Z-axis direction
• I ............................................ Lunghezza del lato in direzione dell'asse X Length of the side in the X-axis direction• J ........................................... Lunghezza del lato in direzione dell'asse Y Length of the side in the Y-axis direction• K........................................... Valore di sovrapposizione alla fine del ciclo Overlap amount at the end of cycle• B........................................... Gioco per l'avanzamento ad alta velocità Clearance for high-speed feed• A........................................... Raggio dell'angolo Corner radius• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in high-speed feed section
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Non può essere omesso Not omissible
I, J Non può essere omessoLa posizione iniziale di lavorazione è determinata dal segno degli indirizzi I e J.Fare riferimento a <Posizione iniziale di lavora-zione>.
Not omissibleThe machining start position is determined by the sign of address I and address J.Refer to <Machining start position>.
K Quando omesso, K = 0 When omitted, K = 0
B Quando omesso, la sezione per l'avanzamento ad alta velocità non è valida (avvicinamento alla velo-cità di avanzamento F).
When omitted, high-speed feed section is invalid (approach at feedrate F).
A Quando omesso, l'angolo non viene arrotondato. When omitted, no corner rounding is performed.
C Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
H Quando omesso, la lavorazione viene eseguita assumendo che l'offset di lunghezza utensile sia valido fino al punto del naso dell'utensile immagi-nario.
When omitted, machining is performed assuming that the tool length offset is valid up to the imaginary tool nose point.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
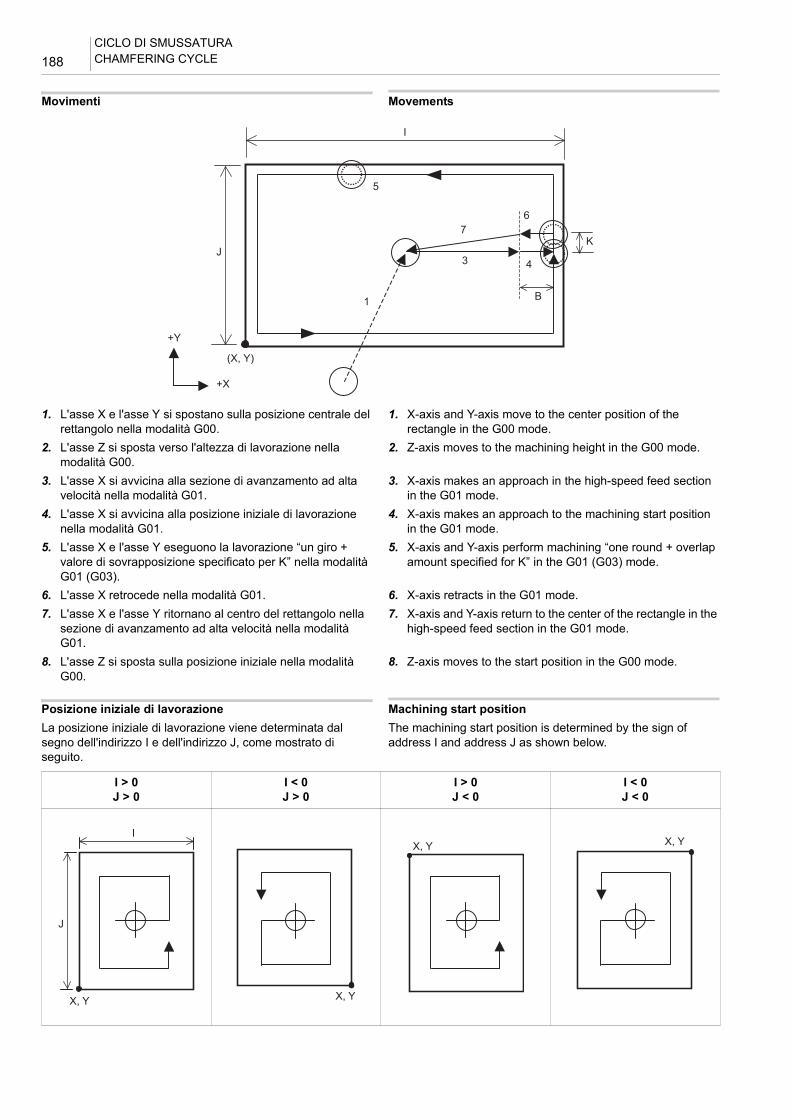
CICLO DI SMUSSATURACHAMFERING CYCLE188
Movimenti 0 Movements
1. L'asse X e l'asse Y si spostano sulla posizione centrale del rettangolo nella modalità G00.
1. X-axis and Y-axis move to the center position of the rectangle in the G00 mode.
2. L'asse Z si sposta verso l'altezza di lavorazione nella modalità G00.
2. Z-axis moves to the machining height in the G00 mode.
3. L'asse X si avvicina alla sezione di avanzamento ad alta velocità nella modalità G01.
3. X-axis makes an approach in the high-speed feed section in the G01 mode.
4. L'asse X si avvicina alla posizione iniziale di lavorazione nella modalità G01.
4. X-axis makes an approach to the machining start position in the G01 mode.
5. L'asse X e l'asse Y eseguono la lavorazione “un giro + valore di sovrapposizione specificato per K” nella modalità G01 (G03).
5. X-axis and Y-axis perform machining “one round + overlap amount specified for K” in the G01 (G03) mode.
6. L'asse X retrocede nella modalità G01. 6. X-axis retracts in the G01 mode.7. L'asse X e l'asse Y ritornano al centro del rettangolo nella
sezione di avanzamento ad alta velocità nella modalità G01.
7. X-axis and Y-axis return to the center of the rectangle in the high-speed feed section in the G01 mode.
8. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
8. Z-axis moves to the start position in the G00 mode.
Posizione iniziale di lavorazione 0 Machining start positionLa posizione iniziale di lavorazione viene determinata dal segno dell'indirizzo I e dell'indirizzo J, come mostrato di seguito.
The machining start position is determined by the sign of address I and address J as shown below.
1
3 4
5
67
I
J
(X, Y)
+Y
+X
B
K
I > 0J > 0
I < 0J > 0
I > 0J < 0
I < 0J < 0
I
J
X, Y X, Y
X, Y X, Y
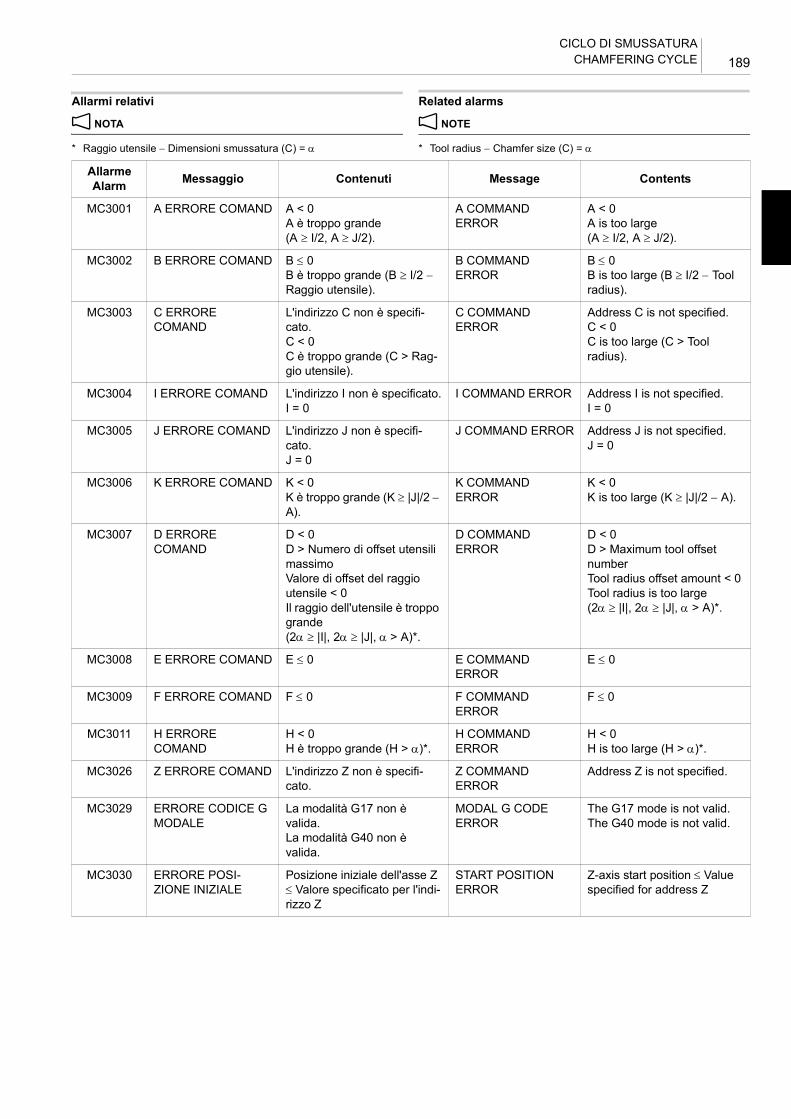
189CICLO DI SMUSSATURA
CHAMFERING CYCLE
Allarmi relativi 0 Related alarms
2 NOTA 2 NOTE
* Raggio utensile − Dimensioni smussatura (C) = α * Tool radius − Chamfer size (C) = α
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A < 0A è troppo grande (A ≥ I/2, A ≥ J/2).
A COMMAND ERROR
A < 0A is too large (A ≥ I/2, A ≥ J/2).
MC3002 B ERRORE COMAND B ≤ 0B è troppo grande (B ≥ I/2 − Raggio utensile).
B COMMAND ERROR
B ≤ 0B is too large (B ≥ I/2 − Tool radius).
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0C è troppo grande (C > Rag-gio utensile).
C COMMAND ERROR
Address C is not specified.C < 0C is too large (C > Tool radius).
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3006 K ERRORE COMAND K < 0K è troppo grande (K ≥ |J|/2 − A).
K COMMAND ERROR
K < 0K is too large (K ≥ |J|/2 − A).
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0Il raggio dell'utensile è troppo grande (2α ≥ |I|, 2α ≥ |J|, α > A)*.
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0Tool radius is too large (2α ≥ |I|, 2α ≥ |J|, α > A)*.
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H < 0H è troppo grande (H > α)*.
H COMMAND ERROR
H < 0H is too large (H > α)*.
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse Z ≤ Valore specificato per l'indi-rizzo Z
START POSITION ERROR
Z-axis start position ≤ Value specified for address Z

CICLO DI SMUSSATURACHAMFERING CYCLE190
G486 Ciclo di smussatura interna al profilo oblungo G486 Track Inner Chamfering Cycle
Questo ciclo fisso viene utilizzato per una smussatura all'interno di una tasca di forma oblunga. È possibile definire anche un angolo rispetto all'asse X.
This canned cycle is used to chamfer inside a track-shaped pocket. Also, an angle to the X-axis can be designated.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
G486 X_ Y_ Z_ I_ J_ K_ B_ A_ C_ D_ H_ F_ E_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Posizione della faccia trasversale nella dire-zione dell'asse Z
End face position in the Z-axis direction
• I ............................................ Componente dell'asse X dal punto di riferi-mento al centro dell'arco sull'altro lato
X-axis component from the reference point to the arc center on the other side
• J ........................................... Componente dell'asse Y dal punto di riferi-mento al centro dell'arco sull'altro lato
Y-axis component from the reference point to the arc center on the other side
• K........................................... Valore di sovrapposizione alla fine del ciclo Overlap amount at the end of cycle• B........................................... Gioco per l'avanzamento ad alta velocità Clearance for high-speed feed• A........................................... Raggio dell'arco Arc radius• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in high-speed feed section
+Y
+X
I
A
(X, Y)
J
Z
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Non può essere omesso Not omissible
I, J Quando omesso, si considera che esso sia “0”.Si noti che quando I = J = 0, scatta un allarme.
When omitted, it is regarded as “0”.Note that when I = J = 0, an alarm occurs.
K Quando omesso, K = 0 When omitted, K = 0

191CICLO DI SMUSSATURA
CHAMFERING CYCLE
Movimenti 0 Movements
1. L'asse X e l'asse Y si spostano sulla posizione centrale della forma oblunga nella modalità G00.
1. X-axis and Y-axis move to the center position of the track shape in the G00 mode.
2. L'asse Z si sposta verso l'altezza di lavorazione nella modalità G00.
2. Z-axis moves to the machining height in the G00 mode.
3. L'asse X e l'asse Y si avvicinano alla sezione in linea retta nella sezione di avanzamento ad alta velocità nella modalità G01.
3. X-axis and Y-axis make an approach toward the straight-line section in the high-speed feed section in the G01 mode.
4. L'asse X e l'asse Y si avvicinano alla posizione iniziale di lavorazione nella modalità G01.
4. X-axis and Y-axis make an approach to the machining start position in the G01 mode.
5. L'asse X e l'asse Y eseguono la lavorazione “un giro + valore di sovrapposizione” nella modalità G01 e G03.
5. X-axis and Y-axis perform machining “one round + overlap amount” in the G01 and G03 modes.
6. L'asse X e l'asse Y retrocedono nella modalità G01. 6. X-axis and Y-axis retract in the G01 mode.7. L'asse X e l'asse Y ritornano al centro della forma oblunga
nella sezione di avanzamento ad alta velocità nella modalità G01.
7. X-axis and Y-axis return to the center of the track shape in the high-speed feed section in the G01 mode.
8. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
8. Z-axis moves to the start position in the G00 mode.
B Quando omesso, la sezione per l'avanzamento ad alta velocità non è valida (avvicinamento alla velo-cità di avanzamento F).
When omitted, high-speed feed section is invalid (approach at feedrate F).
A Non può essere omesso Not omissible
C Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
H Quando omesso, la lavorazione viene eseguita assumendo che l'offset di lunghezza utensile sia valido fino al punto del naso dell'utensile immagi-nario.
When omitted, machining is performed assuming that the tool length offset is valid up to the imaginary tool nose point.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
IndirizzoAddress Contenuti Contents
13
4
5
6
7
K
B
A
(X, Y)
I
+Y
+X
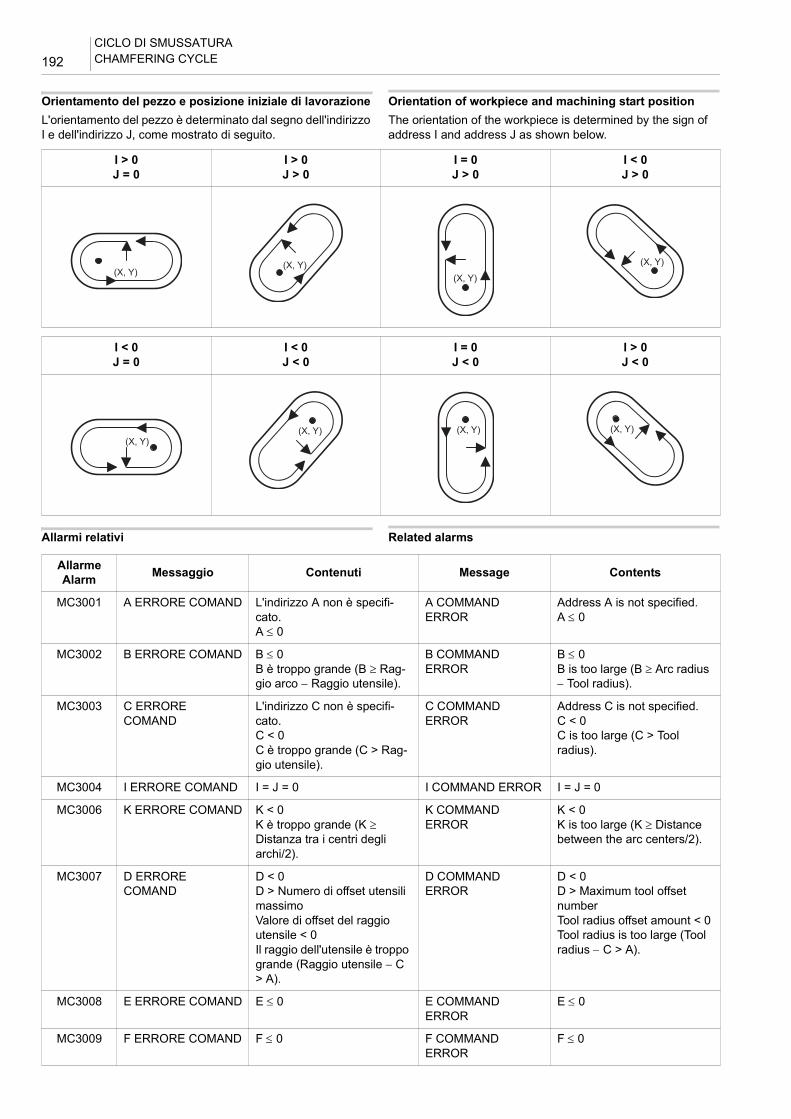
CICLO DI SMUSSATURACHAMFERING CYCLE192
Orientamento del pezzo e posizione iniziale di lavorazione 0 Orientation of workpiece and machining start positionL'orientamento del pezzo è determinato dal segno dell'indirizzo I e dell'indirizzo J, come mostrato di seguito.
The orientation of the workpiece is determined by the sign of address I and address J as shown below.
Allarmi relativi 0 Related alarms
I > 0J = 0
I > 0J > 0
I = 0J > 0
I < 0J > 0
I < 0J = 0
I < 0J < 0
I = 0J < 0
I > 0J < 0
(X, Y)(X, Y)
(X, Y)
(X, Y)
(X, Y)(X, Y) (X, Y) (X, Y)
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0
A COMMAND ERROR
Address A is not specified.A ≤ 0
MC3002 B ERRORE COMAND B ≤ 0B è troppo grande (B ≥ Rag-gio arco − Raggio utensile).
B COMMAND ERROR
B ≤ 0B is too large (B ≥ Arc radius − Tool radius).
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0C è troppo grande (C > Rag-gio utensile).
C COMMAND ERROR
Address C is not specified.C < 0C is too large (C > Tool radius).
MC3004 I ERRORE COMAND I = J = 0 I COMMAND ERROR I = J = 0
MC3006 K ERRORE COMAND K < 0K è troppo grande (K ≥ Distanza tra i centri degli archi/2).
K COMMAND ERROR
K < 0K is too large (K ≥ Distance between the arc centers/2).
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0Il raggio dell'utensile è troppo grande (Raggio utensile − C > A).
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0Tool radius is too large (Tool radius − C > A).
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
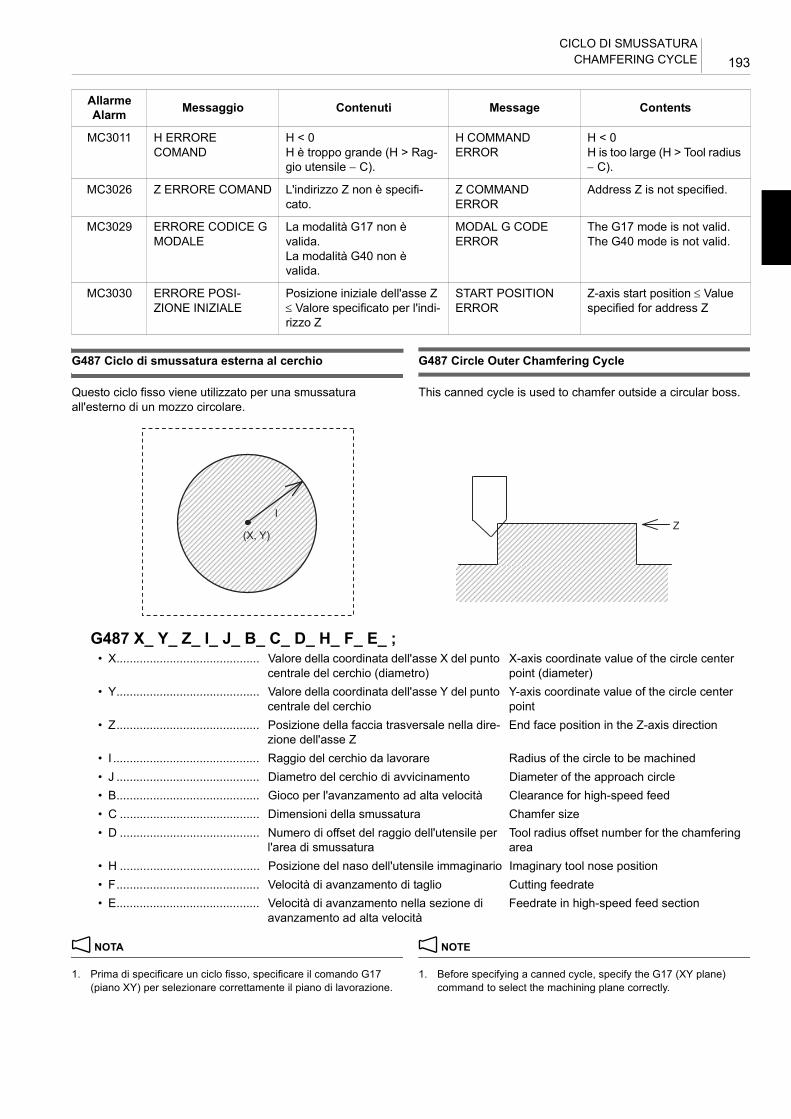
193CICLO DI SMUSSATURA
CHAMFERING CYCLE
G487 Ciclo di smussatura esterna al cerchio G487 Circle Outer Chamfering Cycle
Questo ciclo fisso viene utilizzato per una smussatura all'esterno di un mozzo circolare.
This canned cycle is used to chamfer outside a circular boss.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
MC3011 H ERRORE COMAND
H < 0H è troppo grande (H > Rag-gio utensile − C).
H COMMAND ERROR
H < 0H is too large (H > Tool radius − C).
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse Z ≤ Valore specificato per l'indi-rizzo Z
START POSITION ERROR
Z-axis start position ≤ Value specified for address Z
AllarmeAlarm Messaggio Contenuti Message Contents
G487 X_ Y_ Z_ I_ J_ B_ C_ D_ H_ F_ E_ ;• X........................................... Valore della coordinata dell'asse X del punto
centrale del cerchio (diametro)X-axis coordinate value of the circle center point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto centrale del cerchio
Y-axis coordinate value of the circle center point
• Z........................................... Posizione della faccia trasversale nella dire-zione dell'asse Z
End face position in the Z-axis direction
• I ............................................ Raggio del cerchio da lavorare Radius of the circle to be machined• J ........................................... Diametro del cerchio di avvicinamento Diameter of the approach circle• B........................................... Gioco per l'avanzamento ad alta velocità Clearance for high-speed feed• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• F........................................... Velocità di avanzamento di taglio Cutting feedrate• E........................................... Velocità di avanzamento nella sezione di
avanzamento ad alta velocitàFeedrate in high-speed feed section
I
(X, Y)Z
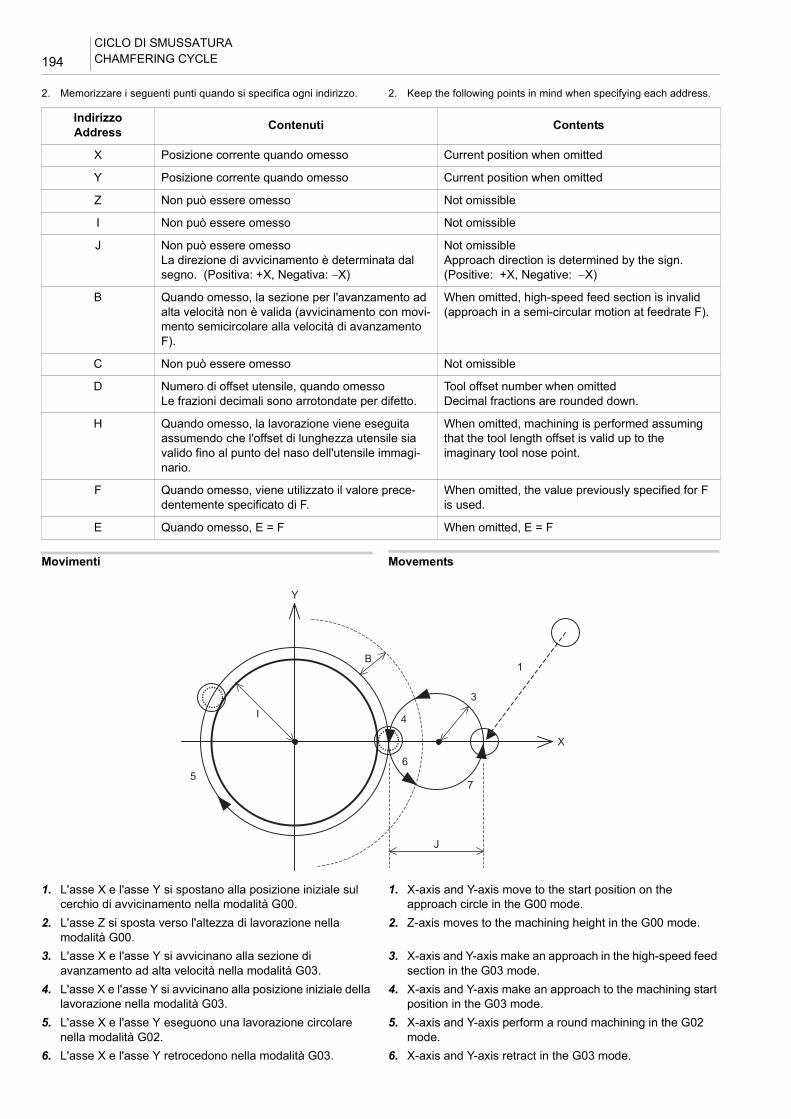
CICLO DI SMUSSATURACHAMFERING CYCLE194
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
Movimenti 0 Movements
1. L'asse X e l'asse Y si spostano alla posizione iniziale sul cerchio di avvicinamento nella modalità G00.
1. X-axis and Y-axis move to the start position on the approach circle in the G00 mode.
2. L'asse Z si sposta verso l'altezza di lavorazione nella modalità G00.
2. Z-axis moves to the machining height in the G00 mode.
3. L'asse X e l'asse Y si avvicinano alla sezione di avanzamento ad alta velocità nella modalità G03.
3. X-axis and Y-axis make an approach in the high-speed feed section in the G03 mode.
4. L'asse X e l'asse Y si avvicinano alla posizione iniziale della lavorazione nella modalità G03.
4. X-axis and Y-axis make an approach to the machining start position in the G03 mode.
5. L'asse X e l'asse Y eseguono una lavorazione circolare nella modalità G02.
5. X-axis and Y-axis perform a round machining in the G02 mode.
6. L'asse X e l'asse Y retrocedono nella modalità G03. 6. X-axis and Y-axis retract in the G03 mode.
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Non può essere omesso Not omissible
I Non può essere omesso Not omissible
J Non può essere omessoLa direzione di avvicinamento è determinata dal segno. (Positiva: +X, Negativa: −X)
Not omissibleApproach direction is determined by the sign. (Positive: +X, Negative: −X)
B Quando omesso, la sezione per l'avanzamento ad alta velocità non è valida (avvicinamento con movi-mento semicircolare alla velocità di avanzamento F).
When omitted, high-speed feed section is invalid (approach in a semi-circular motion at feedrate F).
C Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
H Quando omesso, la lavorazione viene eseguita assumendo che l'offset di lunghezza utensile sia valido fino al punto del naso dell'utensile immagi-nario.
When omitted, machining is performed assuming that the tool length offset is valid up to the imaginary tool nose point.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
E Quando omesso, E = F When omitted, E = F
1
3
4
56
7
Y
I
B
X
J
195CICLO DI SMUSSATURA
CHAMFERING CYCLE
7. L'asse X e l'asse Y tornano alla posizione iniziale sul cerchio di avvicinamento nella sezione di avanzamento ad alta velocità nella modalità G03.
7. X-axis and Y-axis return to the start position on the approach circle in the high-speed feed section in the G03 mode.
8. L'asse Z si sposta sulla posizione iniziale nella modalità G00.
8. Z-axis moves to the start position in the G00 mode.
Allarmi relativi 0 Related alarms
AllarmeAlarm Messaggio Contenuti Message Contents
MC3002 B ERRORE COMAND B ≤ 0B è troppo grande (B ≥ Dia-metro del cerchio di avvicina-mento − Raggio utensile).
B COMMAND ERROR
B ≤ 0B is too large (B ≥ Diameter of approach circle − Tool radius).
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0C è troppo grande (C > Rag-gio utensile).
C COMMAND ERROR
Address C is not specified.C < 0C is too large (C > Tool radius).
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I ≤ 0
I COMMAND ERROR Address I is not specified.I ≤ 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0
MC3008 E ERRORE COMAND E ≤ 0 E COMMAND ERROR
E ≤ 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H < 0H è troppo grande (H > Rag-gio utensile − Dimensioni della smussatura).
H COMMAND ERROR
H < 0H is too large (H > Tool radius − Chamfer size).
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse Z ≤ Valore specificato per l'indi-rizzo Z
START POSITION ERROR
Z-axis start position ≤ Value specified for address Z
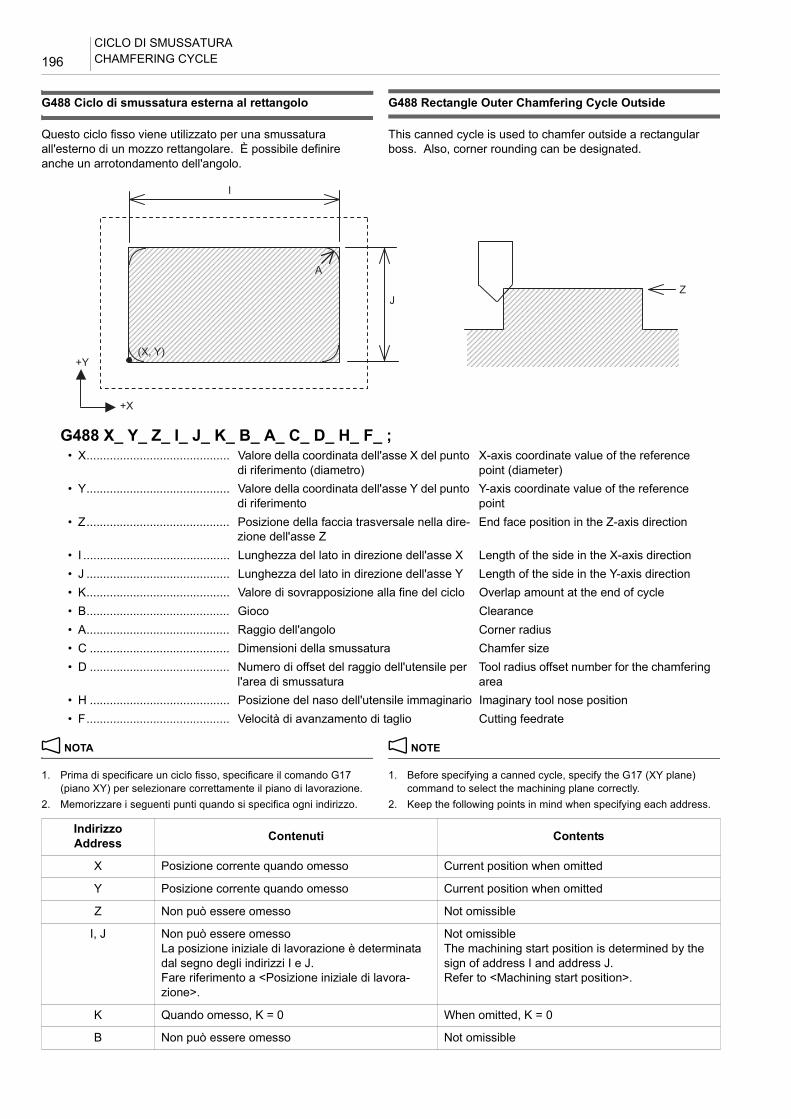
CICLO DI SMUSSATURACHAMFERING CYCLE196
G488 Ciclo di smussatura esterna al rettangolo G488 Rectangle Outer Chamfering Cycle Outside
Questo ciclo fisso viene utilizzato per una smussatura all'esterno di un mozzo rettangolare. È possibile definire anche un arrotondamento dell'angolo.
This canned cycle is used to chamfer outside a rectangular boss. Also, corner rounding can be designated.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
G488 X_ Y_ Z_ I_ J_ K_ B_ A_ C_ D_ H_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Posizione della faccia trasversale nella dire-zione dell'asse Z
End face position in the Z-axis direction
• I ............................................ Lunghezza del lato in direzione dell'asse X Length of the side in the X-axis direction• J ........................................... Lunghezza del lato in direzione dell'asse Y Length of the side in the Y-axis direction• K........................................... Valore di sovrapposizione alla fine del ciclo Overlap amount at the end of cycle• B........................................... Gioco Clearance• A........................................... Raggio dell'angolo Corner radius• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• F........................................... Velocità di avanzamento di taglio Cutting feedrate
+Y
+X
(X, Y)
A
I
JZ
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Non può essere omesso Not omissible
I, J Non può essere omessoLa posizione iniziale di lavorazione è determinata dal segno degli indirizzi I e J.Fare riferimento a <Posizione iniziale di lavora-zione>.
Not omissibleThe machining start position is determined by the sign of address I and address J.Refer to <Machining start position>.
K Quando omesso, K = 0 When omitted, K = 0
B Non può essere omesso Not omissible

197CICLO DI SMUSSATURA
CHAMFERING CYCLE
Movimenti 0 Movements
1. L'asse X e l'asse Y si spostano alla posizione di avvicinamento nella modalità G00.
1. X-axis and Y-axis move to the approach position in the G00 mode.
2. L'asse Z si sposta verso l'altezza di lavorazione nella modalità G00.
2. Z-axis moves to the machining height in the G00 mode.
3. L'asse X si sposta sulla posizione iniziale di lavorazione nella modalità G01.
3. X-axis moves to the machining start position in the G01 mode.
4. L'asse X e l'asse Y eseguono la lavorazione “un giro + valore di sovrapposizione” nella modalità G01 (G02).
4. X-axis and Y-axis perform machining “one round + overlap amount” in the G01 (G02) mode.
5. L'asse X e l'asse Y retrocedono nella modalità G01. 5. X-axis and Y-axis retract in the G01 mode.6. L'asse Z si sposta sulla posizione iniziale nella modalità
G00.6. Z-axis moves to the start position in the G00 mode.
A Quando omesso, l'angolo non viene arrotondato. When omitted, no corner rounding is performed.
C Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
H Quando omesso, la lavorazione viene eseguita assumendo che l'offset di lunghezza utensile sia valido fino al punto del naso dell'utensile immagi-nario.
When omitted, machining is performed assuming that the tool length offset is valid up to the imaginary tool nose point.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
IndirizzoAddress Contenuti Contents
1
34
5
B
+Y
+X
K
(X, Y)
J/2
I
J

CICLO DI SMUSSATURACHAMFERING CYCLE198
Posizione iniziale di lavorazione 0 Machining start positionLa posizione iniziale di lavorazione viene determinata dal segno dell'indirizzo I e dell'indirizzo J, come mostrato di seguito.
The machining start position is determined by the sign of address I and address J as shown below.
Allarmi relativi 0 Related alarms
I > 0J > 0
I < 0J > 0
I > 0J < 0
I < 0J < 0
I
J
X, Y X, Y
X, Y X, Y
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND A < 0 A COMMAND ERROR
A < 0
MC3002 B ERRORE COMAND L'indirizzo B non è specifi-cato.B ≤ 0
B COMMAND ERROR
Address B is not specified.B ≤ 0
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0C è troppo grande (C > Rag-gio utensile).
C COMMAND ERROR
Address C is not specified.C < 0C is too large (C > Tool radius).
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J = 0
J COMMAND ERROR Address J is not specified.J = 0
MC3006 K ERRORE COMAND K < 0K è troppo grande (K ≥ |I|/2 − A).
K COMMAND ERROR
K < 0K is too large (K ≥ |I|/2 − A).
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H < 0H è troppo grande (H > Raggio utensile − C).
H COMMAND ERROR
H < 0H is too large (H > Tool radius − C).
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.

199CICLO DI SMUSSATURA
CHAMFERING CYCLE
G489 Ciclo di smussatura esterna alla forma oblunga G489 Track Outer Chamfering Cycle Outside
Questo ciclo fisso viene utilizzato per una smussatura all'esterno di un mozzo oblungo. È possibile definire anche un angolo rispetto all'asse X.
This canned cycle is used to chamfer outside a track-shaped boss. Also, an angle to the X-axis can be designated.
2 NOTA 2 NOTE
1. Prima di specificare un ciclo fisso, specificare il comando G17 (piano XY) per selezionare correttamente il piano di lavorazione.
1. Before specifying a canned cycle, specify the G17 (XY plane) command to select the machining plane correctly.
2. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 2. Keep the following points in mind when specifying each address.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse Z ≤ Valore specificato per l'indi-rizzo Z
START POSITION ERROR
Z-axis start position ≤ Value specified for address Z
AllarmeAlarm Messaggio Contenuti Message Contents
G489 X_ Y_ Z_ I_ J_ K_ B_ A_ C_ D_ H_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento (diametro)X-axis coordinate value of the reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento
Y-axis coordinate value of the reference point
• Z........................................... Posizione della faccia trasversale nella dire-zione dell'asse Z
End face position in the Z-axis direction
• I ............................................ Componente dell'asse X dal punto di riferi-mento al centro dell'arco sull'altro lato
X-axis component from the reference point to the arc center on the other side
• J ........................................... Componente dell'asse Y dal punto di riferi-mento al centro dell'arco sull'altro lato
Y-axis component from the reference point to the arc center on the other side
• K........................................... Valore di sovrapposizione alla fine del ciclo Overlap amount at the end of cycle• B........................................... Gioco Clearance• A........................................... Raggio dell'arco Arc radius• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• F........................................... Velocità di avanzamento di taglio Cutting feedrate
I
A
(X, Y)
J
+Y
+X
Z
IndirizzoAddress Contenuti Contents
X Posizione corrente quando omesso Current position when omitted
Y Posizione corrente quando omesso Current position when omitted
Z Non può essere omesso Not omissible
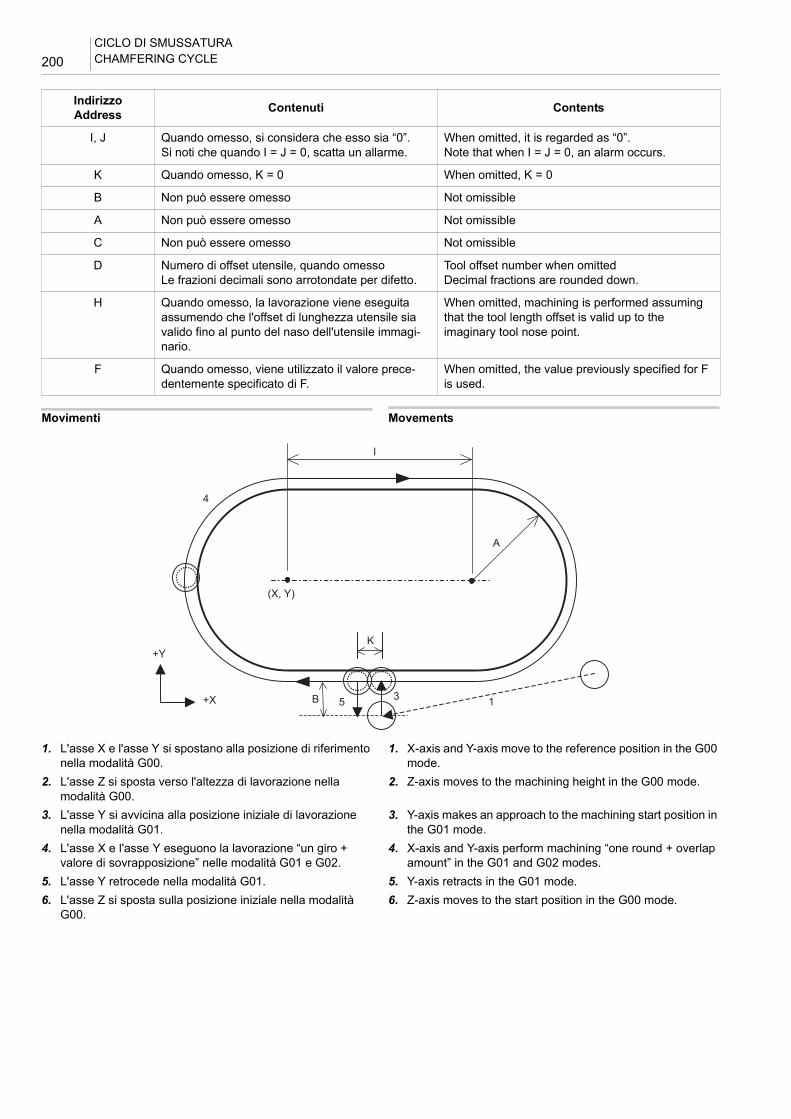
CICLO DI SMUSSATURACHAMFERING CYCLE200
Movimenti 0 Movements
1. L'asse X e l'asse Y si spostano alla posizione di riferimento nella modalità G00.
1. X-axis and Y-axis move to the reference position in the G00 mode.
2. L'asse Z si sposta verso l'altezza di lavorazione nella modalità G00.
2. Z-axis moves to the machining height in the G00 mode.
3. L'asse Y si avvicina alla posizione iniziale di lavorazione nella modalità G01.
3. Y-axis makes an approach to the machining start position in the G01 mode.
4. L'asse X e l'asse Y eseguono la lavorazione “un giro + valore di sovrapposizione” nelle modalità G01 e G02.
4. X-axis and Y-axis perform machining “one round + overlap amount” in the G01 and G02 modes.
5. L'asse Y retrocede nella modalità G01. 5. Y-axis retracts in the G01 mode.6. L'asse Z si sposta sulla posizione iniziale nella modalità
G00.6. Z-axis moves to the start position in the G00 mode.
I, J Quando omesso, si considera che esso sia “0”.Si noti che quando I = J = 0, scatta un allarme.
When omitted, it is regarded as “0”.Note that when I = J = 0, an alarm occurs.
K Quando omesso, K = 0 When omitted, K = 0
B Non può essere omesso Not omissible
A Non può essere omesso Not omissible
C Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
H Quando omesso, la lavorazione viene eseguita assumendo che l'offset di lunghezza utensile sia valido fino al punto del naso dell'utensile immagi-nario.
When omitted, machining is performed assuming that the tool length offset is valid up to the imaginary tool nose point.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
IndirizzoAddress Contenuti Contents
13
4
5
+Y
+X B
K
(X, Y)
A
I
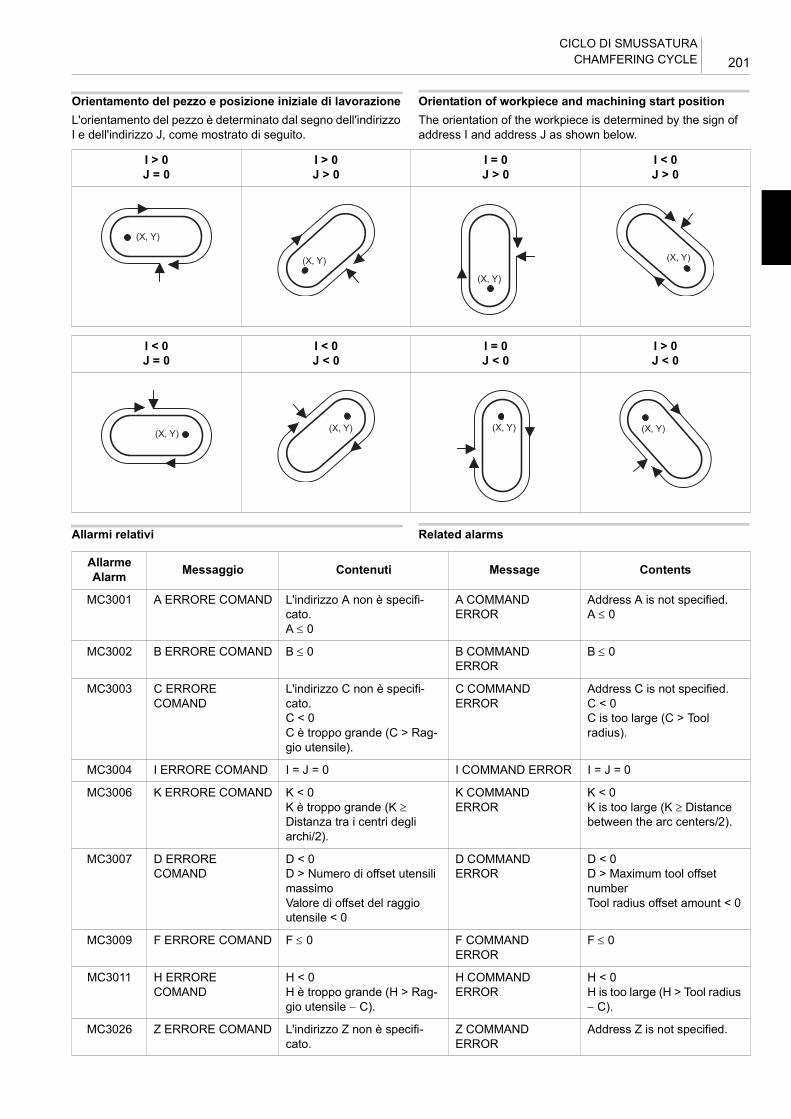
201CICLO DI SMUSSATURA
CHAMFERING CYCLE
Orientamento del pezzo e posizione iniziale di lavorazione 0 Orientation of workpiece and machining start positionL'orientamento del pezzo è determinato dal segno dell'indirizzo I e dell'indirizzo J, come mostrato di seguito.
The orientation of the workpiece is determined by the sign of address I and address J as shown below.
Allarmi relativi 0 Related alarms
I > 0J = 0
I > 0J > 0
I = 0J > 0
I < 0J > 0
I < 0J = 0
I < 0J < 0
I = 0J < 0
I > 0J < 0
(X, Y)
(X, Y)
(X, Y)
(X, Y)
(X, Y) (X, Y) (X, Y) (X, Y)
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0
A COMMAND ERROR
Address A is not specified.A ≤ 0
MC3002 B ERRORE COMAND B ≤ 0 B COMMAND ERROR
B ≤ 0
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C < 0C è troppo grande (C > Rag-gio utensile).
C COMMAND ERROR
Address C is not specified.C < 0C is too large (C > Tool radius).
MC3004 I ERRORE COMAND I = J = 0 I COMMAND ERROR I = J = 0
MC3006 K ERRORE COMAND K < 0K è troppo grande (K ≥ Distanza tra i centri degli archi/2).
K COMMAND ERROR
K < 0K is too large (K ≥ Distance between the arc centers/2).
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H < 0H è troppo grande (H > Rag-gio utensile − C).
H COMMAND ERROR
H < 0H is too large (H > Tool radius − C).
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.

CICLO DI SMUSSATURACHAMFERING CYCLE202
8-2 Smussatura sul cilindro (G456, G457)Chamfering on the Cylinder (G456, G457)
G456 Ciclo di smussatura concava su cilindro G456 Concave Chamfering Cycle on Cylinder
Questo ciclo fisso viene utilizzato per smussare il fondo della parte concava del cilindro mediante una fresa a candela con estremità arrotondata.
This canned cycle is used to chamfer the bottom of the concave on a cylinder using a ball end mill.
MC3029 ERRORE CODICE G MODALE
La modalità G17 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G17 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
Posizione iniziale dell'asse Z ≤ Valore specificato per l'indi-rizzo Z
START POSITION ERROR
Z-axis start position ≤ Value specified for address Z
AllarmeAlarm Messaggio Contenuti Message Contents
G456 X_ Y_ Z_ R_ I_ J_ W_ U_ A_ C_ D_ F_ ;• X........................................... Valore della coordinata dell'asse X del punto
di riferimento concavo (diametro)X-axis coordinate value of the concave reference point (diameter)
• Y........................................... Valore della coordinata dell'asse Y del punto di riferimento concavo (normalmente “0”)
Y-axis coordinate value of the concave reference point (normally “0”)
• Z........................................... Valore della coordinata dell'asse Z del punto di riferimento concavo
Z-axis coordinate value of the concave reference point
• R .......................................... Valore della coordinata del punto R (diame-tro)
Coordinate value of point R (diameter)
• I ............................................ Diametro esterno del cilindro (diametro) Outer diameter of the cylinder (diameter)• J ........................................... Raggio della parte concava Radius of the concave• W.......................................... Lunghezza della parte concava Concave length• U .......................................... Distanza di avvicinamento/arretramento Approach/retraction distance
−Y
YU
+Z
W Z
+X
JI
X
203CICLO DI SMUSSATURA
CHAMFERING CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y, Z and R are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y, Z e R vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y, Z and R are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 3. Keep the following points in mind when specifying each address.
Punto R e punto Z 0 Point R and point ZNel caso di sistema A di codici G (standard), gli indirizzi R e Z vengono riconosciuti come comandi assoluti.
In the case of G code system A (standard), addresses R and Z are recognized as absolute commands.
• A........................................... Angolo di divisione Dividing angle• C .......................................... Dimensioni della smussatura Chamfer size• D .......................................... Numero di offset del raggio dell'utensile Tool radius offset number• F........................................... Velocità di avanzamento di taglio Cutting feedrate
IndirizzoAddress Contenuti Contents
X Non può essere omesso Not omissible
Y Quando omesso, Y = 0 When omitted, Y = 0
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1• Posizione iniziale < Valore specificato:
Lavorazione sul lato mandrino 2
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side• Start position < Specified value:
Machining on the spindle 2 side
R Posizione corrente quando omesso Current position when omitted
I Non può essere omessoDirezione di lavorazione determinata dal segno(I > 0: Lavorazione in senso orario, I < 0: Lavora-zione in senso antiorario)
Not omissibleMachining direction determined by the sign(I > 0: Machining in the clockwise direction, I < 0: Machining in the counterclockwise direction)
J Non può essere omesso Not omissible
W Non può essere omesso Not omissible
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.

CICLO DI SMUSSATURACHAMFERING CYCLE204
Nel caso di sistema B di codici G (opzionale), gli indirizzi R e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
In the case of G code system B (option), addresses R and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
Angolo di divisione 0 Dividing angleEntrambe le estremità del concavo lungo un percorso diviso da un'interpolazione lineare degli assi X, Y e Z. Designare l'angolo per l'interpolazione lineare con l'indirizzo A (angolo di divisione).
Both ends of the concave are machined along a path divided by a linear interpolation of the X-, Y-, and Z-axes. Designate the angle for the linear interpolation with address A (dividing angle).
L'indirizzo A è un valore sulla sezione cilindrica quando si guarda un cilindro in senso longitudinale.
Address A is a value on the cylindrical section when viewing a cylinder in the longitudinal direction.
Movimenti 0 Movements1. L'asse Y e l'asse Z si spostano per collocarsi sul punto di
riferimento concavo.1. Y-axis and Z-axis move for positioning at the concave
reference point.2. L'asse X si sposta per collocarsi sul punto R. 2. X-axis moves for positioning at point R.3. L'asse Y e l'asse Z si spostano per collocarsi sulla
posizione di avvicinamento.3. Y-axis and Z-axis move for positioning at the approach
position.4. L'asse X si sposta sulla posizione iniziale di lavorazione
alla velocità di avanzamento di taglio.4. X-axis moves to the machining start position at a cutting
feedrate.5. Smussatura 5. Chamfering6. L'asse Y e l'asse Z si spostano sulla posizione di
retrocessione alla velocità di avanzamento di taglio.6. Y-axis and Z-axis move to the retract position at a cutting
feedrate.7. L'asse X si sposta per collocarsi sul punto iniziale. 7. X-axis moves for positioning at the initial point.
R
X
R
X
Absolute command
Reference position
Point R
Initial point
Point Z
Incremental command
Point R
Initial point
Point Z
Posizione di riferimento
Punto iniziale
Punto R
Punto Z
Comando assoluto
Punto R
Punto iniziale
Punto Z
Comando incrementale
A
+X
+Y
X
I

205CICLO DI SMUSSATURA
CHAMFERING CYCLE
8. L'asse Y e l'asse Z si spostano per collocarsi sul punto di riferimento concavo.
8. Y-axis and Z-axis move for positioning at the concave reference point.
Allarmi relativi 0 Related alarms
1
2 3
4
5
7
8
1
35
6
H
R
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0A è troppo grande
A COMMAND ERROR
Address A is not specified.A ≤ 0A is too large
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C ≤ 0Le dimensioni della smussa-tura sono troppo grandi per il valore di offset del raggio dell'utensile.
C COMMAND ERROR
Address C is not specified.C ≤ 0Chamfer size is too great for the tool radius offset amount.
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J ≤ 0
J COMMAND ERROR Address J is not specified.J ≤ 0
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3021 U ERRORE COMAND
L'indirizzo U non è specifi-cato.U ≤ 0
U COMMAND ERROR
Address U is not specified.U ≤ 0
MC3023 W ERRORE COMAND
L'indirizzo W non è specifi-cato.W < 0
W COMMAND ERROR
Address W is not specified.W < 0
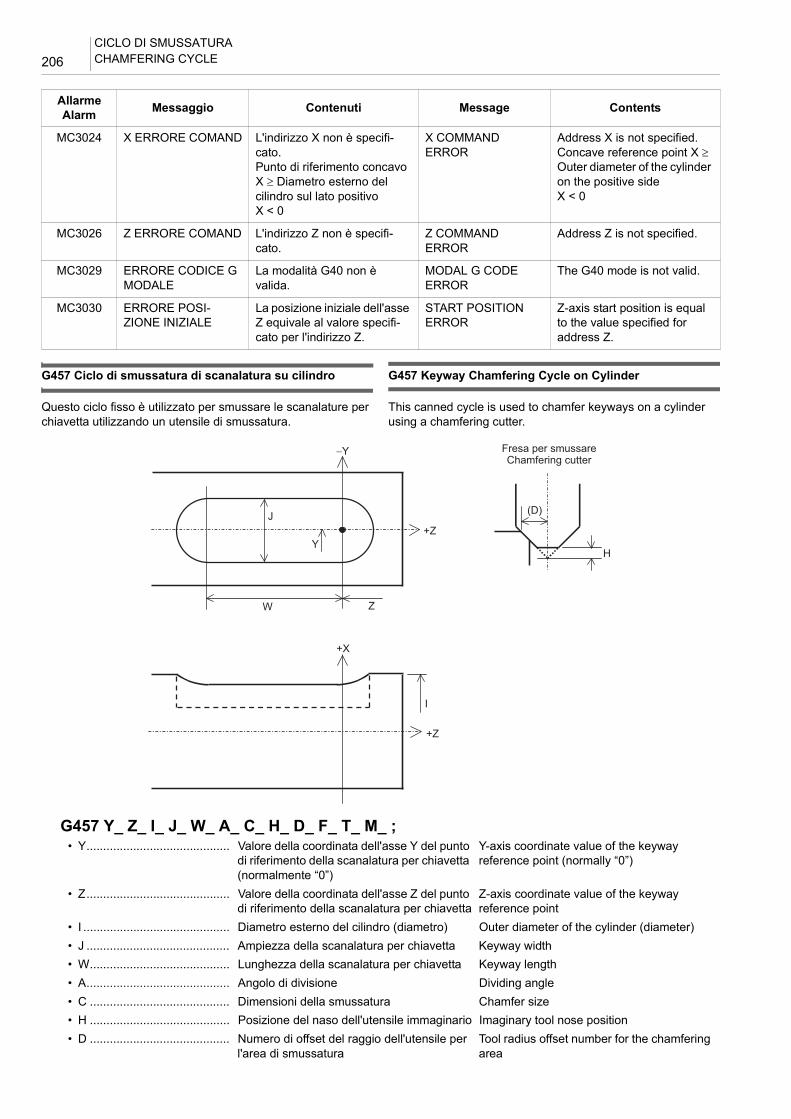
CICLO DI SMUSSATURACHAMFERING CYCLE206
G457 Ciclo di smussatura di scanalatura su cilindro G457 Keyway Chamfering Cycle on Cylinder
Questo ciclo fisso è utilizzato per smussare le scanalature per chiavetta utilizzando un utensile di smussatura.
This canned cycle is used to chamfer keyways on a cylinder using a chamfering cutter.
MC3024 X ERRORE COMAND L'indirizzo X non è specifi-cato.Punto di riferimento concavo X ≥ Diametro esterno del cilindro sul lato positivoX < 0
X COMMAND ERROR
Address X is not specified.Concave reference point X ≥ Outer diameter of the cylinder on the positive sideX < 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G40 non è valida.
MODAL G CODE ERROR
The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
G457 Y_ Z_ I_ J_ W_ A_ C_ H_ D_ F_ T_ M_ ;• Y........................................... Valore della coordinata dell'asse Y del punto
di riferimento della scanalatura per chiavetta (normalmente “0”)
Y-axis coordinate value of the keyway reference point (normally “0”)
• Z........................................... Valore della coordinata dell'asse Z del punto di riferimento della scanalatura per chiavetta
Z-axis coordinate value of the keyway reference point
• I ............................................ Diametro esterno del cilindro (diametro) Outer diameter of the cylinder (diameter)• J ........................................... Ampiezza della scanalatura per chiavetta Keyway width• W.......................................... Lunghezza della scanalatura per chiavetta Keyway length• A........................................... Angolo di divisione Dividing angle• C .......................................... Dimensioni della smussatura Chamfer size• H .......................................... Posizione del naso dell'utensile immaginario Imaginary tool nose position• D .......................................... Numero di offset del raggio dell'utensile per
l'area di smussaturaTool radius offset number for the chamfering area
−Y
J
Y+Z
W Z
(D)
H
+X
I
+Z
Chamfering cutterFresa per smussare

207CICLO DI SMUSSATURA
CHAMFERING CYCLE
2 NOTA 2 NOTE
1. Nel caso di sistema A di codici G (standard), gli indirizzi X, Y e Z vengono riconosciuti come comandi assoluti.
1. In the case of G code system A (standard), addresses X, Y and Z are recognized as absolute commands.
2. Nel caso di sistema B di codici G (opzionale), gli indirizzi X, Y e Z vengono riconosciuti come comandi assoluti in seguito al comando G90, e come comandi incrementali in seguito al comando G91.
2. In the case of G code system B (option), addresses X, Y and Z are recognized as absolute commands after the G90 command, and as incremental commands after the G91 command.
3. Prima di specificare un ciclo fisso, specificare il comando G19 (piano YZ) per selezionare correttamente il piano di lavorazione.
3. Before specifying a canned cycle, specify the G19 (YZ plane) command to select the machining plane correctly.
4. Memorizzare i seguenti punti quando si specifica ogni indirizzo. 4. Keep the following points in mind when specifying each address.
• F........................................... Velocità di avanzamento di taglio Cutting feedrate• T........................................... Il numero di facce da lavorare indexando ad
angoli uguali (asse C)The number of faces to be machined by indexing at equal angles (C-axis)
• M.......................................... Codice M di blocco dell'asse C C-axis clamp M code
IndirizzoAddress Contenuti Contents
Y Quando omesso, Y = 0 When omitted, Y = 0
Z Non può essere omessoIl lato di lavorazione (lato mandrino 1 o mandrino 2) viene determinato confrontando la posizione ini-ziale dell'asse Z e il valore specificato per l'indirizzo Z.• Posizione iniziale > Valore specificato:
Lavorazione sul lato mandrino 1• Posizione iniziale < Valore specificato:
Lavorazione sul lato mandrino 2
Not omissibleThe machining side (spindle 1 side or spindle 2 side) is determined by comparing the Z-axis start position and the value specified for address Z.• Start position > Specified value:
Machining on the spindle 1 side• Start position < Specified value:
Machining on the spindle 2 side
I Non può essere omessoI è trattato come un valore assoluto.La direzione di taglio va in senso antiorario, cosic-ché nel corso della rotazione normale dell'utensile viene eseguito un taglio verso il basso.
Not omissibleI is treated as an absolute value.The cutting direction is counterclockwise, so that down-cutting is performed during normal rotation of the tool.
J Non può essere omesso Not omissible
W Smussatura del foro quando omesso Hole chamfering when omitted
A Non può essere omesso Not omissible
C Non può essere omesso Not omissible
H Quando omesso, H = 0 When omitted, H = 0
D Numero di offset utensile, quando omessoLe frazioni decimali sono arrotondate per difetto.
Tool offset number when omittedDecimal fractions are rounded down.
F Quando omesso, viene utilizzato il valore prece-dentemente specificato di F.
When omitted, the value previously specified for F is used.
T Le frazioni decimali sono arrotondate per difetto.Quando omesso, T = 1
Decimal fractions are rounded down.When omitted, T = 1
M M = Cdice M di blocco dell'asse C, M + 1 = Cdice M di sblocco dell'asse CLe frazioni decimali sono arrotondate per difetto.Assenza di controllo del blocco dell'asse C, se omesso
M = C-axis clamp M code, M + 1 = C-axis unclamp M codeDecimal fractions are rounded down.No C-axis clamp control when omitted
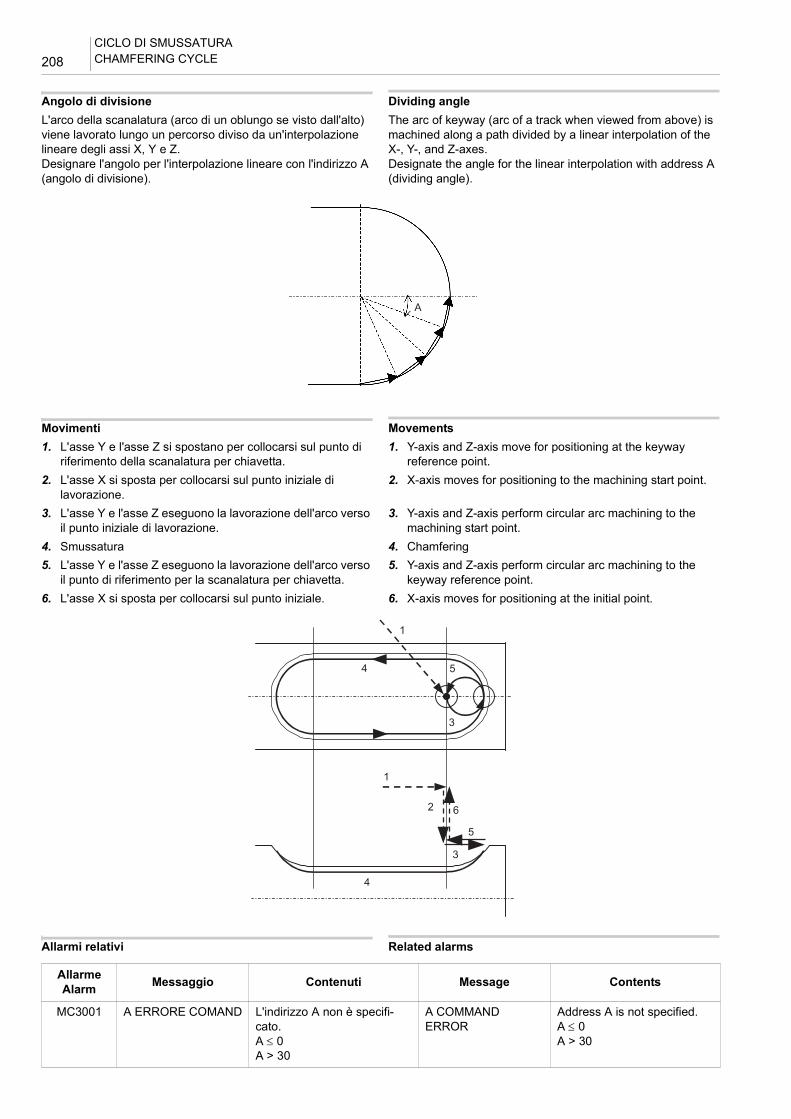
CICLO DI SMUSSATURACHAMFERING CYCLE208
Angolo di divisione 0 Dividing angleL'arco della scanalatura (arco di un oblungo se visto dall'alto) viene lavorato lungo un percorso diviso da un'interpolazione lineare degli assi X, Y e Z. Designare l'angolo per l'interpolazione lineare con l'indirizzo A (angolo di divisione).
The arc of keyway (arc of a track when viewed from above) is machined along a path divided by a linear interpolation of the X-, Y-, and Z-axes. Designate the angle for the linear interpolation with address A (dividing angle).
Movimenti 0 Movements1. L'asse Y e l'asse Z si spostano per collocarsi sul punto di
riferimento della scanalatura per chiavetta.1. Y-axis and Z-axis move for positioning at the keyway
reference point.2. L'asse X si sposta per collocarsi sul punto iniziale di
lavorazione.2. X-axis moves for positioning to the machining start point.
3. L'asse Y e l'asse Z eseguono la lavorazione dell'arco verso il punto iniziale di lavorazione.
3. Y-axis and Z-axis perform circular arc machining to the machining start point.
4. Smussatura 4. Chamfering5. L'asse Y e l'asse Z eseguono la lavorazione dell'arco verso
il punto di riferimento per la scanalatura per chiavetta.5. Y-axis and Z-axis perform circular arc machining to the
keyway reference point.6. L'asse X si sposta per collocarsi sul punto iniziale. 6. X-axis moves for positioning at the initial point.
Allarmi relativi 0 Related alarms
A
1
3
4 5
1
2
3
4
5
6
AllarmeAlarm Messaggio Contenuti Message Contents
MC3001 A ERRORE COMAND L'indirizzo A non è specifi-cato.A ≤ 0A > 30
A COMMAND ERROR
Address A is not specified.A ≤ 0A > 30
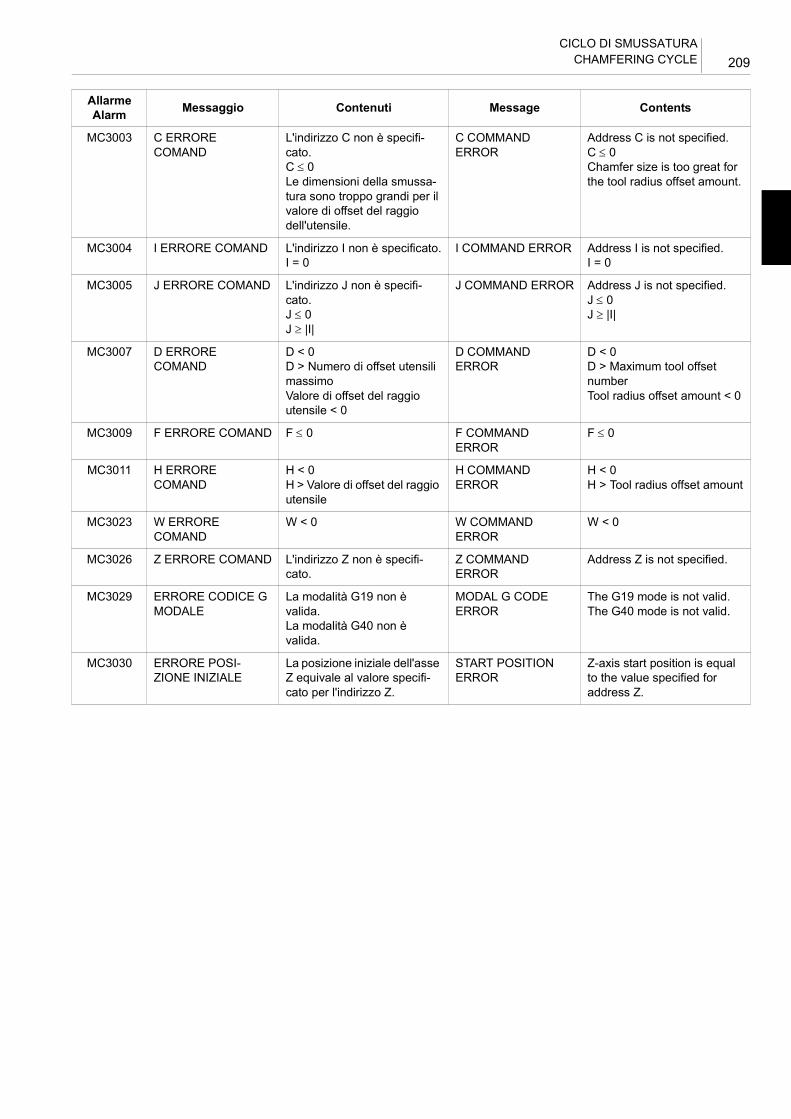
209CICLO DI SMUSSATURA
CHAMFERING CYCLE
MC3003 C ERRORE COMAND
L'indirizzo C non è specifi-cato.C ≤ 0Le dimensioni della smussa-tura sono troppo grandi per il valore di offset del raggio dell'utensile.
C COMMAND ERROR
Address C is not specified.C ≤ 0Chamfer size is too great for the tool radius offset amount.
MC3004 I ERRORE COMAND L'indirizzo I non è specificato.I = 0
I COMMAND ERROR Address I is not specified.I = 0
MC3005 J ERRORE COMAND L'indirizzo J non è specifi-cato.J ≤ 0J ≥ |I|
J COMMAND ERROR Address J is not specified.J ≤ 0J ≥ |I|
MC3007 D ERRORE COMAND
D < 0D > Numero di offset utensili massimoValore di offset del raggio utensile < 0
D COMMAND ERROR
D < 0D > Maximum tool offset numberTool radius offset amount < 0
MC3009 F ERRORE COMAND F ≤ 0 F COMMAND ERROR
F ≤ 0
MC3011 H ERRORE COMAND
H < 0H > Valore di offset del raggio utensile
H COMMAND ERROR
H < 0H > Tool radius offset amount
MC3023 W ERRORE COMAND
W < 0 W COMMAND ERROR
W < 0
MC3026 Z ERRORE COMAND L'indirizzo Z non è specifi-cato.
Z COMMAND ERROR
Address Z is not specified.
MC3029 ERRORE CODICE G MODALE
La modalità G19 non è valida.La modalità G40 non è valida.
MODAL G CODE ERROR
The G19 mode is not valid.The G40 mode is not valid.
MC3030 ERRORE POSI-ZIONE INIZIALE
La posizione iniziale dell'asse Z equivale al valore specifi-cato per l'indirizzo Z.
START POSITION ERROR
Z-axis start position is equal to the value specified for address Z.
AllarmeAlarm Messaggio Contenuti Message Contents
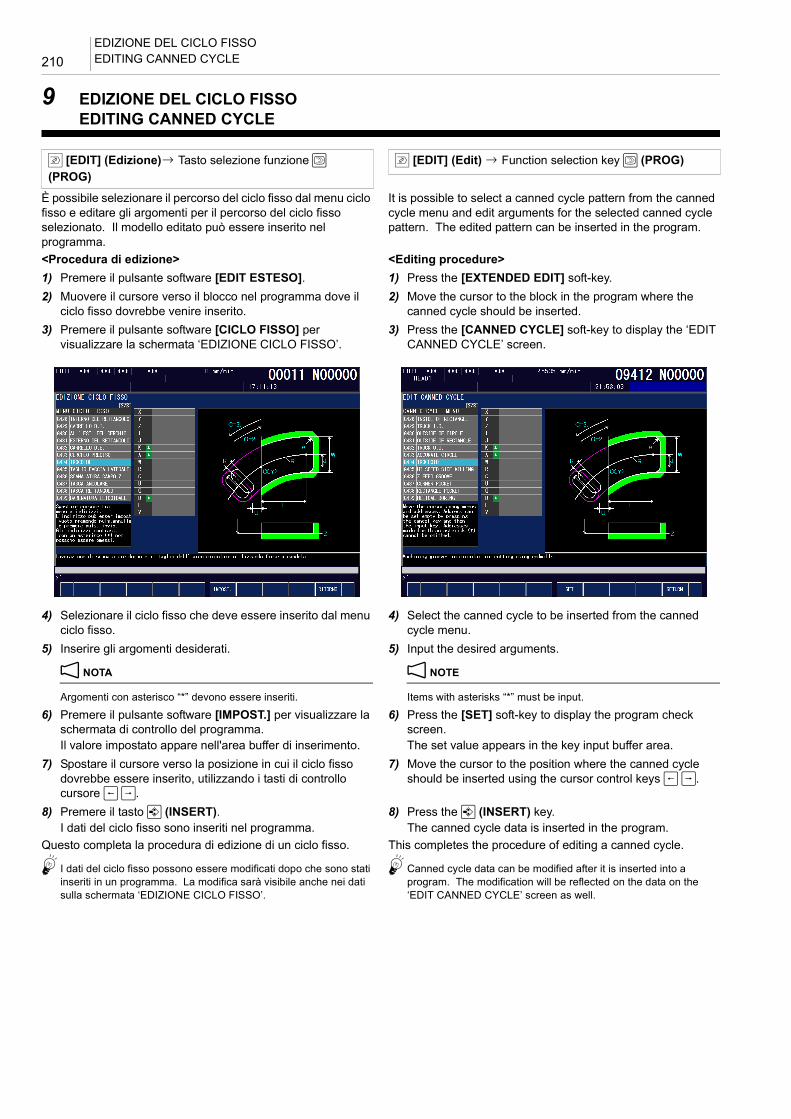
EDIZIONE DEL CICLO FISSOEDITING CANNED CYCLE210
9 EDIZIONE DEL CICLO FISSOEDITING CANNED CYCLE
È possibile selezionare il percorso del ciclo fisso dal menu ciclo fisso e editare gli argomenti per il percorso del ciclo fisso selezionato. Il modello editato può essere inserito nel programma.
It is possible to select a canned cycle pattern from the canned cycle menu and edit arguments for the selected canned cycle pattern. The edited pattern can be inserted in the program.
<Procedura di edizione> <Editing procedure>1) Premere il pulsante software [EDIT ESTESO]. 1) Press the [EXTENDED EDIT] soft-key.2) Muovere il cursore verso il blocco nel programma dove il
ciclo fisso dovrebbe venire inserito.2) Move the cursor to the block in the program where the
canned cycle should be inserted.3) Premere il pulsante software [CICLO FISSO] per
visualizzare la schermata ‘EDIZIONE CICLO FISSO’.3) Press the [CANNED CYCLE] soft-key to display the ‘EDIT
CANNED CYCLE’ screen.
4) Selezionare il ciclo fisso che deve essere inserito dal menu ciclo fisso.
4) Select the canned cycle to be inserted from the canned cycle menu.
5) Inserire gli argomenti desiderati. 5) Input the desired arguments.
2 NOTA 2 NOTE
Argomenti con asterisco “*” devono essere inseriti. Items with asterisks “*” must be input.
6) Premere il pulsante software [IMPOST.] per visualizzare la schermata di controllo del programma.
6) Press the [SET] soft-key to display the program check screen.
Il valore impostato appare nell'area buffer di inserimento. The set value appears in the key input buffer area.7) Spostare il cursore verso la posizione in cui il ciclo fisso
dovrebbe essere inserito, utilizzando i tasti di controllo cursore f g.
7) Move the cursor to the position where the canned cycle should be inserted using the cursor control keys f g.
8) Premere il tasto i (INSERT). 8) Press the i (INSERT) key.I dati del ciclo fisso sono inseriti nel programma. The canned cycle data is inserted in the program.
Questo completa la procedura di edizione di un ciclo fisso. This completes the procedure of editing a canned cycle.
5I dati del ciclo fisso possono essere modificati dopo che sono stati inseriti in un programma. La modifica sarà visibile anche nei dati sulla schermata ‘EDIZIONE CICLO FISSO’.
5Canned cycle data can be modified after it is inserted into a program. The modification will be reflected on the data on the ‘EDIT CANNED CYCLE’ screen as well.
f [EDIT] (Edizione)D Tasto selezione funzione p (PROG)
f [EDIT] (Edit) D Function selection key p (PROG)

INDICE
INDICE
Pagina Pagina
CCerchi precisi ripetuti (C) 33
Ciclo della tasca circolare (G427) 50
Ciclo di filettatura elicoidale (G454) 114
Ciclo di finitura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale (G494) 166
Ciclo di finitura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale (G495) 170
Ciclo di foratura a griglia (G483) 22
Ciclo di foratura ad arco (G481) 20
Ciclo di foratura con profondità di taglio variabile per la tornitura (G491) 145
Ciclo di foratura linea ad angolo (G482) 21
Ciclo di fresatura della scanalatura su cilindro (G498) 127
Ciclo di fresatura laterale ad alta velocità (G435) 78
CICLO DI FRESATURA PIATTA 35
Ciclo di fresatura rettangolare (G424) 35
Ciclo di fresatura rettangolare con materiale rotondo (G455) 120
Ciclo di fresatura rettangolare con parete unica (G425) 39
Ciclo di fresatura rettangolare con pareti opposte (G426)43
CICLO DI LAVORAZIONE AD ALTA VELOCITÀ 73
Ciclo di lavorazione cerchio preciso interna (G433) 70
Ciclo di lavorazione circonferenziale rettangolare (G431)63
CICLO DI LAVORAZIONE DELLA TASCA 48
Ciclo di lavorazione della tasca circonferenziale circolare (G430) 60
Ciclo di lavorazione della tasca rettangolare (G428) 53
Ciclo di lavorazione della tasca rettangolare (G438) 89
Ciclo di lavorazione foro elicoidale (G439) 92
Ciclo di lavorazione inclinata ottimale su barra cilindrica (G499) 132
Ciclo di lavorazione ovale esterna (G432) 67
Ciclo di lavorazione ovale esterna (G452) 103
Ciclo di lavorazione ovale interna (G429) 57
Ciclo di lavorazione ovale interna (G453) 108
Ciclo di lavorazione rettangolare con l'ausilio di un utensile multifunzionale 152
Ciclo di lavorazione semisfera concava (G451) 98
Ciclo di lavorazione trocoidale (G434) 73
Ciclo di scanalatura dell'avanzamento Z (G436) 82
Ciclo di scanalatura R con l'ausilio di una fresa con inserto tondo (D.E. / D.I.) (G496) 173
Ciclo di sgrossatura a passi (D.E. / D.I.) (G490) 141
Ciclo di sgrossatura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale (G492) 153
Ciclo di sgrossatura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale (G493) 159
CICLO DI SMUSSATURA 182
Ciclo di smussatura concava su cilindro (G456) 202
Ciclo di smussatura di scanalatura su cilindro (G457) 206
Ciclo di smussatura esterna al cerchio (G487) 193
Ciclo di smussatura esterna al rettangolo (G488) 196
Ciclo di smussatura esterna alla forma oblunga (G489)199
Ciclo di smussatura interna al cerchio (G484) 184
Ciclo di smussatura interna al profilo oblungo (G486) 190
Ciclo di smussatura interna al rettangolo (G485) 186
Ciclo di svuotamento della tasca dell'angolo (G437) 85
CICLO DI TAGLIO CERCHIO PRECISO 24
CICLO DI TORNITURA 141
Ciclo di trapanatura del foro del bullone (G480) 19
CICLO FISSO MONO PROFILO 98
CICLO MODELLO DI FORATURA 19
Dda G484 a G489 Smussatura sul piano 182
EEDIZIONE DEL CICLO FISSO 210
FFormato di base 31
GG412, G413 Taglio cerchio preciso, Interno 24
G414, G415 Taglio cerchio preciso, Esterno 27
G424 Ciclo di fresatura rettangolare 35
G425 Ciclo di fresatura rettangolare con parete unica 39
G426 Ciclo di fresatura rettangolare con pareti opposte43
G427 Ciclo della tasca circolare 50
G428 Ciclo di lavorazione della tasca rettangolare 53
G429 Ciclo di lavorazione ovale interna 57
G430 Ciclo di lavorazione della tasca circonferenziale circolare 60
G431 Ciclo di lavorazione circonferenziale rettangolare63
G432 Ciclo di lavorazione ovale esterna 67
G433 Ciclo di lavorazione cerchio preciso interna 70
G434 Ciclo di lavorazione trocoidale 73
G435 Ciclo di fresatura laterale ad alta velocità 78
G436 Ciclo di scanalatura dell'avanzamento Z 82
G437 Ciclo di svuotamento della tasca dell'angolo 85
G438 Ciclo di lavorazione della tasca rettangolare 89
G439 Ciclo di lavorazione foro elicoidale 92
INDICE
Pagina PaginaG451 Ciclo di lavorazione semisfera concava 98
G452 Ciclo di lavorazione ovale esterna 103
G453 Ciclo di lavorazione ovale interna 108
G454 Ciclo di filettatura elicoidale 114
G455 Ciclo di fresatura rettangolare con materiale rotondo 120
G456 Ciclo di smussatura concava su cilindro 202
G456, G457 Smussatura sul cilindro 202
G457 Ciclo di smussatura di scanalatura su cilindro 206
G480 Ciclo di trapanatura del foro del bullone 19
G481 Ciclo di foratura ad arco 20
G482 Ciclo di foratura linea ad angolo 21
G483 Ciclo di foratura a griglia 22
G484 Ciclo di smussatura interna al cerchio 184
G485 Ciclo di smussatura interna al rettangolo 186
G486 Ciclo di smussatura interna al profilo oblungo 190
G487 Ciclo di smussatura esterna al cerchio 193
G488 Ciclo di smussatura esterna al rettangolo 196
G489 Ciclo di smussatura esterna alla forma oblunga 199
G490 Ciclo di sgrossatura a passi (D.E. / D.I.) 141
G491 Ciclo di foratura con profondità di taglio variabile per la tornitura 145
G492 Ciclo di sgrossatura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale 153
G493 Ciclo di sgrossatura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale 159
G494 Ciclo di finitura rettangolare (direzione dell'asse X) con l'ausilio di un utensile multifunzionale 166
G495 Ciclo di finitura rettangolare (direzione dell'asse Z) con l'ausilio di un utensile multifunzionale 170
G496 Ciclo di scanalatura R con l'ausilio di una fresa con inserto tondo (D.E. / D.I.) 173
G498 Ciclo di fresatura della scanalatura su cilindro 127
G499 Ciclo di lavorazione inclinata ottimale su barra cilindrica 132
PProgrammi esemplificativi del ciclo di taglio cerchio preciso 31
SSezione di avanzamento ad alta velocità specificata con indirizzo J 33
Sezione di avanzamento ad alta velocità specificata con indirizzo R 32
Smussatura sul cilindro (G456, G457) 202
Smussatura sul piano (da G484 a G489) 182
TTaglio cerchio preciso, Esterno (G414, G415) 27
Taglio cerchio preciso, Interno (G412, G413) 24
Taglio del cerchio preciso a spirale (U, Q) 34
INDEX
INDEX
Page Page
AACCURATE CIRCLE CUTTING CYCLE 24
Accurate Circle Cutting, External (G414, G415) 27
Accurate Circle Cutting, Internal (G412, G413) 24
Arc Drilling Cycle (G481) 20
BBasic format 31
Bolt Hole Drilling Cycle (G480) 19
CCHAMFERING CYCLE 182
Chamfering on the Cylinder (G456, G457) 202
Chamfering on the Plane (G484 to G489) 182
Circle Inner Chamfering Cycle (G484) 184
Circle Outer Chamfering Cycle (G487) 193
Circular Circumferential Pocketing Cycle (G430) 60
Circular Pocketing Cycle (G427) 50
Concave Chamfering Cycle on Cylinder (G456) 202
Concave Hemisphere Machining Cycle (G451) 98
Corner Pocketing Cycle (G437) 85
DDrilling Cycle with Variable Depth of Cut for Turning (G491) 145
DRILLING PATTERN CYCLE 19
EEDITING CANNED CYCLE 210
External Oval Machining Cycle (G452) 103
FFLAT MILLING CYCLE 35
GG412, G413 Accurate Circle Cutting, Internal 24
G414, G415 Accurate Circle Cutting, External 27
G424 Rectangular Milling Cycle 35
G425 Rectangular Milling Cycle with One-side Wall 39
G426 Rectangular Milling Cycle with Two-side Wall 43
G427 Circular Pocketing Cycle 50
G428 Rectangular Pocketing Cycle 53
G429 Inner Track Machining Cycle 57
G430 Circular Circumferential Pocketing Cycle 60
G431 Rectangular Circumferential Machining Cycle 63
G432 Outer Track Machining Cycle 67
G433 Inner Accurate Circle Machining Cycle 70
G434 Trochoid Machining Cycle 73
G435 High-speed Side Milling Cycle 78
G436 Z-feed Grooving Cycle 82
G437 Corner Pocketing Cycle 85
G438 Rectangular Pocketing Cycle 89
G439 Helical Hole Machining Cycle 92
G451 Concave Hemisphere Machining Cycle 98
G452 External Oval Machining Cycle 103
G453 Internal Oval Machining Cycle 108
G454 Helical Threading Cycle 114
G455 Rectangular Milling Cycle from Round Material 120
G456 Concave Chamfering Cycle on Cylinder 202
G456, G457 Chamfering on the Cylinder 202
G457 Keyway Chamfering Cycle on Cylinder 206
G480 Bolt Hole Drilling Cycle 19
G481 Arc Drilling Cycle 20
G482 Line-at-angle Drilling Cycle 21
G483 Grid Drilling Cycle 22
G484 Circle Inner Chamfering Cycle 184
G484 to G489 Chamfering on the Plane 182
G485 Rectangle Inner Chamfering Cycle Inside 186
G486 Track Inner Chamfering Cycle 190
G487 Circle Outer Chamfering Cycle 193
G488 Rectangle Outer Chamfering Cycle Outside 196
G489 Track Outer Chamfering Cycle Outside 199
G490 Rough Step Machining Cycle (O.D. / I.D.) 141
G491 Drilling Cycle with Variable Depth of Cut for Turning145
G492 Rectangular Rough Machining Cycle (X-axis Direction) Using Multi-function Tool 153
G493 Rectangular Rough Machining Cycle (Z-axis Direction) Using Multi-function Tool 159
G494 Rectangular Finish Machining Cycle (X-axis Direction) Using Multi-function Tool 166
G495 Rectangular Finish Machining Cycle (Z-axis Direction) Using Multi-function Tool 170
G496 R-groove Machining Cycle Using Round Insert (O.D. / I.D.) 173
G498 Keyway Milling Cycle on Cylinder 127
G499 Optimum Slant Machining Cycle on Round Bar 132
Grid Drilling Cycle (G483) 22
HHelical Hole Machining Cycle (G439) 92
Helical Threading Cycle (G454) 114
High-speed feed section specified with address J 33
High-speed feed section specified with address R 32
INDEX
Page PageHIGH-SPEED MACHINING CYCLE 73
High-speed Side Milling Cycle (G435) 78
IInner Accurate Circle Machining Cycle (G433) 70
Inner Track Machining Cycle (G429) 57
Internal Oval Machining Cycle (G453) 108
KKeyway Chamfering Cycle on Cylinder (G457) 206
Keyway Milling Cycle on Cylinder (G498) 127
LLine-at-angle Drilling Cycle (G482) 21
MMONO-SHAPE CANNED CYCLE 98
OOptimum Slant Machining Cycle on Round Bar (G499)132
Outer Track Machining Cycle (G432) 67
PPOCKETING CYCLE 48
RRectangle Inner Chamfering Cycle Inside (G485) 186
Rectangle Outer Chamfering Cycle Outside (G488) 196
Rectangular Circumferential Machining Cycle (G431) 63
Rectangular Finish Machining Cycle (X-axis Direction) Using Multi-function Tool (G494) 166
Rectangular Finish Machining Cycle (Z-axis Direction) Using Multi-function Tool (G495) 170
Rectangular Machining Cycle Using Multi-function Tool152
Rectangular Milling Cycle (G424) 35
Rectangular Milling Cycle from Round Material (G455)120
Rectangular Milling Cycle with One-side Wall (G425) 39
Rectangular Milling Cycle with Two-side Wall (G426) 43
Rectangular Pocketing Cycle (G428) 53
Rectangular Pocketing Cycle (G438) 89
Rectangular Rough Machining Cycle (X-axis Direction) Using Multi-function Tool (G492) 153
Rectangular Rough Machining Cycle (Z-axis Direction) Using Multi-function Tool (G493) 159
Repeated accurate circles (C) 33
R-groove Machining Cycle Using Round Insert (O.D. / I.D.) (G496) 173
Rough Step Machining Cycle (O.D. / I.D.) (G490) 141
SSample Programs of Accurate Circle Cutting Cycle 31
Spiral accurate circle cutting (U, Q) 34
TTrack Inner Chamfering Cycle (G486) 190
Track Outer Chamfering Cycle Outside (G489) 199
Trochoid Machining Cycle (G434) 73
TURNING CYCLE 141
ZZ-feed Grooving Cycle (G436) 82

Per migliorare i contenuti di questo manuale, vi invitiamo a esprimere i vostri commenti relativi a descrizioni non esaurienti o a errori riscontrati. Desideriamo conoscere la vostra opinione per rendere questo manuale uno strumento ancora più efficace. Vi chiediamo di limitare le vostre osservazioni solo a ciò che concerne questo manuale. Potete scegliere di inviare i commenti tramite il sito web della compagnia, all'indirizzo www.dmgmoriseiki.co.jp
To improve this manual, we invite you to make comments on any insufficient description or errors in this manual. We want to know how you think we can make this manual better. Please restrict your comments to those concerning this manual only. Comments can also be submitted using the company website at www.dmgmoriseiki.co.jp
Nome del ManualeName of Manual
MANUALE DI PROGRAMMAZIONE DEL CICLO FISSO AD ALTA VELOCITÀHIGH-SPEED CANNED CYCLE PROGRAMMING MANUAL
Numero delle revisioniNumber of Revisions PX-HICYCLENTDM-C0ITEN
NomeName
SocietàCompany
DipartimentoDepartment
TelefonoTelephone
IndirizzoAddress
CapitoloChapter
PaginaPage
LineaLine
Commento/RichiestaComments/Requests
Riservato a DMG MORI SEIKI - Non scrivere oltre questa linea.For DMG MORI SEIKI's Use - Do not write below this line.
DescrizioneDescription
Numero della RicezioneReception No.
Ricevuto daReceived by
Scheda di CommentoDate:
Comment FormDate:

Top Related