







Languages
Pages
Legal


HydrocrackingHALDOR TOPSØE A/S

2 |
RED series
Maximizes hydrogenation
HALDOR TOPSØE A/S | Hydrocracking | 3
Topsoe’s hydrocracking catalysts improve the middle distillate yield, product properties and maximize the overall performance of your hydrocracker.
A hydrocracker is one of the most profi table units in a refi nery, partly due to the volume swell, and partly because it converts heavy feedstocks to lighter and more valuable products such as naphtha, kerosene and diesel. The unconverted oil (UCO) may be used as feedstock for fl uid catalytic cracking (FCC) units, lube oil plants and ethylene plants. Any improvement in the hydrocracking unit operation signifi cantly improves the overall refi nery economics.
For optimum performance of a hydrocracking catalyst, it is important to have a high-activity hydrotreating catalyst in front of it in order to convert organic nitrogen and heavy aromatic compounds to low levels.
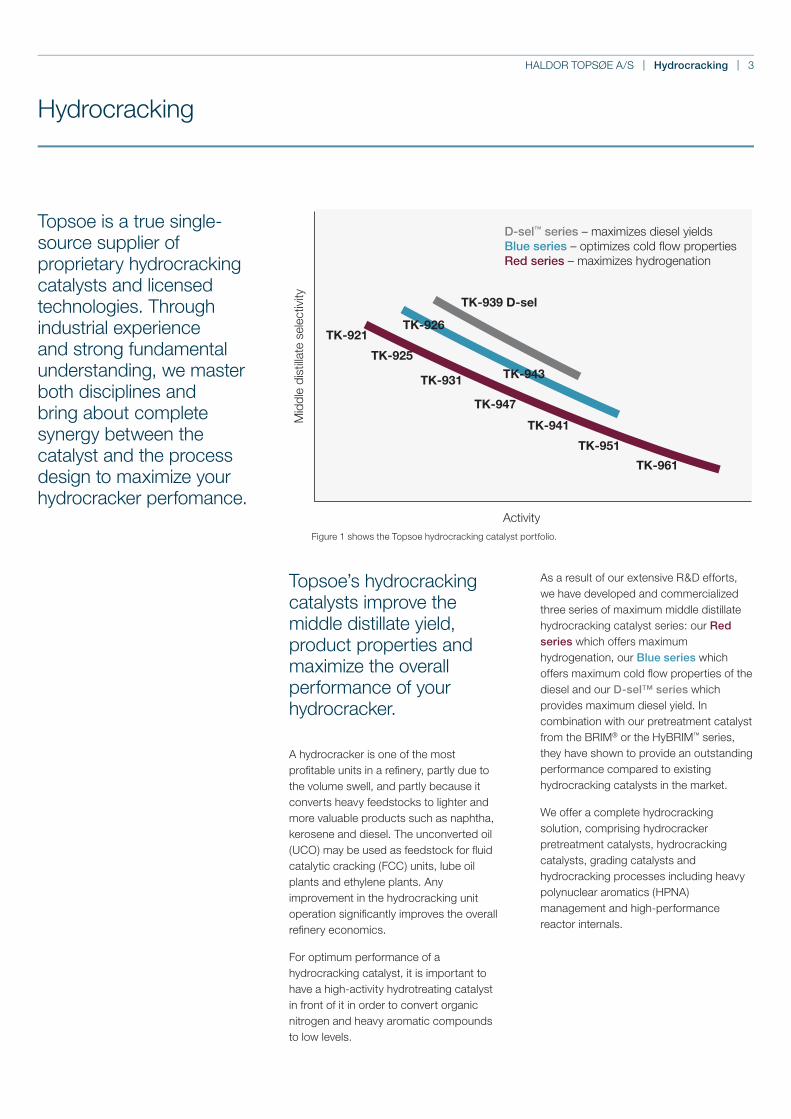
As a result of our extensive R&D efforts, we have developed and commercialized three series of maximum middle distillate hydrocracking catalyst series: our Red series which offers maximum hydrogenation, our Blue series which offers maximum cold fl ow properties of the diesel and our D-sel™ series which provides maximum diesel yield. In combination with our pretreatment catalyst from the BRIM® or the HyBRIM™ series, they have shown to provide an outstanding performance compared to existing hydrocracking catalysts in the market.
We offer a complete hydrocracking solution, comprising hydrocracker pretreatment catalysts, hydrocracking catalysts, grading catalysts and hydrocracking processes including heavy polynuclear aromatics (HPNA) management and high-performance reactor internals.
Topsoe is a true single-source supplier of proprietary hydrocracking catalysts and licensed technologies. Through industrial experience and strong fundamental understanding, we master both disciplines and bring about complete synergy between the catalyst and the process design to maximize your hydrocracker perfomance.
TK-926
Activity
Mid
dle
dist
illate
sel
ectiv
ity TK-939 D-sel
TK-925
TK-921
TK-931 TK-943
TK-947
TK-941
TK-951
TK-961
D-sel™ series – maximizes diesel yieldsBlue series – optimizes cold flow propertiesRed series – maximizes hydrogenation
Hydrocracking
Figure 1 shows the Topsoe hydrocracking catalyst portfolio.

4 |
Our Red hydrocracking catalyst series provides exceptional performance with:
• very high hydrogenation activity• high VI of UCO for lube production• high cetane number of diesel.
Currently, our Red series consists of the following catalysts listed with increasing activity:
TK-921 < TK-925 < TK-931 < TK-947 < TK-941 < TK-951 < TK-961
These refl ect a wide range of catalysts with different activity and selectivity. TK-921 is an amorphous catalyst developed for optimized properties of the UCO, maximizing the VI barrels being produced. This catalyst is specifi cally designed for lube oil hydrocracking units.
TK-947 is optimized for units operating at high space velocity and low unit pressure. TK-947 has shown excellent performance for the typical mild hydrocrackers.
TK-961 is the recommended catalyst when a very high activity is important, typically in high nitrogen feeds and high space velocity applications. Furthermore, TK-961 is our recommended catalyst for fl exible operations.
High VI of UCO for lubesWhen the UCO is used for production of lube oil base stock, properties such as viscosity, VI and pour point, are all crucial product parameters for the lube plant. Using catalysts from our Red series in combination with the pretreatment catalyst TK-609 HyBRIM™ ensures not only a high yield of middle distillates, but also a high VI of UCO.
A very high hydrodenitrogenation (HDN), aromatic saturation activity and ring opening in combination with end-point reduction ensure the highest possible VI.
Case: Obtaining high yields and high VI Aiming for high yields and high VI of the UCO, a European refi nery uses our pretreatment catalyst TK-607 BRIM® and one of our Red series catalysts to achieve maximum performance.
Figure 2 illustrates how an extraordinary VI is obtained by combining TK-607 BRIM® and TK-941 in a hydrocracker being operated at 80% conversion.
Operating conditions
LHSV, hr -1 0.65
Reactor inlet pressure (bar/psi) 170/2,500
Feed properties
Feed type Blends of SR VGO
SG/°API 0.932/20.3
Sulfur, wt % 1.7
Nitrogen, wt ppm 1,700
CCR, wt % 0.9
Distillation 95% (°C/°F) 560/1,040
Product properties
Diesel SG/°API 0.855/34.0
UCO sulfur/nitrogen (wt ppm) 4/3
UCO VI 135-145
0 100 200 300 400 500 600 700 800100
110
120
130
140
150
160
Run day
VI o
f UC
O
The composition of UCO has a signifi cant impact on the VI with normal paraffi ns being the most favorable and aromatics and poly-naphthenics being the least favorable
Type of molecules Influence on VI
RED hydrocracking catalyst series
Maximum middle distillate hydrocracking catalysts
4 |

HALDOR TOPSØE A/S | Hydrocracking | 5
Our Blue hydrocracking catalyst series provides:
• higher yield of middle distillates• very good cold fl ow properties of the diesel product• reduced H2 consumption.
A special acid function modifi cation is used to improve the isomerization activity and the middle distillate selectivity. The diesel cloud point is typically 10-20°C (18-36°F) lower than that obtained with catalysts from the Red series.
Currently, our Blue series consists of the following catalysts listed with increasing activity:
TK-926 < TK-943
Cold fl ow propertiesCold fl ow properties are strongly related to the content of normal and near normal paraffi ns present in the diesel. The more highly branched paraffi ns that are present in the diesel, the better the cold fl ow properties. Catalysts from our Blue series provide a very high yield of middle distillates, with a high ratio between iso- and normal paraffi ns, resulting in excellent cold fl ow properties.
Case: Obtaining high yields and good cold fl ow properties Aiming for high yields of diesel, with good cold fl ow properties and a moderate hydrogen consumption, a European refi nery uses our pretreatment catalyst TK-607 BRIM® and one of our Blue series catalyst to achieve optimal performance of their hydrocracker.
Operating conditions
LHSV, hr -1 0.95
Reactor inlet pressure (bar/psi) 130/1,890
Feed properties
Feed type SR Russian export blend
SG/°API 0.915/23.1
Sulfur wt % 1.7
Nitrogen, wt ppm 1,500
CCR (wt%) 0.1-0.5
Distillation 95 (°C/°F) 550/1,022
Product properties
SG/°API 0.855/34.0
Diesel sulfur (wt ppm) < 3
Diesel cloud point (°C/°F) (-5)-(-10)/23-14
UCO sulfur/nitrogen (wt ppm) 10/10
BLUE hydrocracking catalyst series
0 200 400 600 800 1000350/662
360/680
370/698
380/716
390/734
400/752
410/770
420/788
0
20
40
60
80
100
120
140
Run day
Rx1 Conversion
Tem
pera
ture
°C
/°F
Con
vers
ion
%
Figure 3 illustrates the stable performance of TK-607 BRIM® combined with TK-943 in a hydrocracker aiming for 60% conversion.

6 |
Our D-sel™ hydrocracking catalyst series is our latest development, especially created for those hydrocrackers where the primary objective is middle distillate yield. They provide:
• an outstanding yield of diesel• typically 4+ vol % higher yield than the Red series catalysts.
Currently, our D-sel™ series consists of the following catalyst:
TK-939 D-sel™
Flexible designs and catalystsNo two hydrocrackers are identical – and no two requirements are the same.
In order to meet all requirements, such as cold fl ow properties of diesel during the winter season, increased gasoline production during the summer and even production of high VI of the UCO if required, we often recommend that the different catalyst series are
present in the same reactor.
Having cracking and dewaxing catalysts in the same reactor provides a high selectivity and a very high degree of fl exibility.
From our vast experience in the refi nery industry, we have in-depth knowledge of all feeds ranging from distillate to deasphalted oil (DAO), including diffi cult feeds such as heavy coker and extra heavy coker gasoils.
D-sel™ hydrocracking catalyst series
Maximum middle distillate hydrocracking catalysts
D-sel™
series

HALDOR TOPSØE A/S | Hydrocracking | 7
For mild hydrocrackers (MHC), the main objectives are to obtain a certain minimum conversion as well as meeting specifi c product properties, such as sulfur content, density, cloud point and cetane number. Typical pressures are in the 60-110 bar (850-1,600 psi) range, achieving conversions between 15% and 50%. Meeting the product objectives under such conditions can be challenging. Very often, the cycle length is not determined by conversion, but by failure to meet a product property, such as sulfur content in the diesel fraction or in the UCO.
Our catalysts exhibit an excellent nitrogen tolerance, resulting in very stable hydrodesulfurization (HDS) and HDN activities throughout the cycle. The optimal catalyst, or combination of catalysts, depends on feed quality and the available hydrogen.
Case: Producing ULSD with stable HDS and HDN activities A European mild hydrocracker produces ULSD using our nitrogen tolerant hydrocracking catalysts.
Operating conditions
LHSV, hr -1 0.8
Reactor inlet pressure (bar/psi) 110/1,600
Feed properties
Feed type Blends of SR VGO
SG/°API 0.925/21.5
Sulfur, wt % 1.6
Nitrogen, wt ppm 1,100
Distillation 95% (°C/°F) 595/1,104
Diesel properties
SG/°API 0.867/31.7
Sulfur, ppm <10
Mild hydrocracking applications
0 50 100 150 200 250 300 350 400340/644
350/662
360/680
370/698
380/716
390/734
400/752
410/770
420/788
430/806
Run day
Wei
ghte
d av
erag
e be
d te
mpe
ratu
re
(WA
BT)
o C/o F
Figure 4 displays the stable performance of TK-567 BRIM® and TK-943 in a mild hydrocracking application aiming for production of ULSD.

8 |
BLUE series
Optimizes cold fl ow properties

HALDOR TOPSØE A/S | Hydrocracking | 9
The pretreatment stage in a hydrocracker has the primary objective of removing organic nitrogen, particularly basic nitrogen compounds, and to saturate aromatics in the feed. Nitrogen compounds have a signifi cantly negative impact on the activity of the hydrocracking catalyst and, consequently, on the performance of the hydrocracker.
The growing interest in processing heavy oils with high nitrogen content has created a need for pretreatment catalysts with an even higher HDN activity. Depending on the specifi c needs, we have developed various catalysts for this service. These catalysts are produced with our proprietary BRIM® or HyBRIM™ technologies, resulting in high activity for both HDS and in particular HDN. In addition, due to the better utilization of the active metals and modifi ed carriers, the high activity catalysts have lower densities, resulting in a reduced fi ll cost.
HyBRIM™
HyBRIM™ is the latest generation catalyst production technology derived from our proven and successful BRIM® technology.
TK-609 HyBRIM™ is designed for hydrocracker pretreatment and high-pressure ultra-low sulfur diesel services.
TK-569 HyBRIM™ is designed for FCC pretreatment services.
Catalysts with our HyBRIM™ formulation exhibit the highest activity, counting up to 40% higher activity for both sulfur and nitrogen removal, when compared to the BRIM® catalysts. In addition, they provide higher aromatic saturation, resulting in an increased volume swell. This means achievement of longer cycles at the same feed rate, or the ability to process tougher feeds or higher feed rates at the same cycle length.
Role of nitrogen compoundsOrganic nitrogen compounds have a signifi cantly negative effect on the hydrotreating reactions. Nitrogen poisoning of the acidic catalysts employed in a hydrocracker is even more severe. An increase in nitrogen slip into the cracking catalyst, from e.g. 20 wt ppm to 80 wt ppm, has a strong impact on the conversion selectivity (as seen in the table below).
Using N-speciation techniques and methods, our researchers have gained in-depth knowledge of the most refractive nitrogen species in vacuum gasoil (VGO) Figure 5 (right) shows an example of an extremely refractive N-compound found in VGO.
Low N-slip
High N-slip
N-slip, wt ppm 20 80
Pressure, bar (psi)
150 (2,175)
150 (2,175)
HC temperature, ºC (ºF)
395 (743)
395 (743)
H2 consumption, wt % FF
2.9 2.5
Conversion, % Base -17
C3 + C4 yields, wt % Base -2
C5 yields, wt % Base -9
Kero yields, wt % Base -7.6
Diesel yields, wt % Base +0.5
Due to the poisoning of acidic sites, the impact of N-slip on the performance of the hydrocracker is very large. Not only conversion and yield structure, but also cycle length and product properties are impacted.
Figure 5: The most refractive nitrogen compounds found in
VGO are a family of carbazole derived compounds called 4,
8, 9, 10 – Tetrahydrocyclohepta[def] carbazole. They have
been isolated and characterized.
Hydrocracker pretreatment
NH

10 |
Heavy polynuclear aromatics (HPNA) are formed in the reactor due to condensation of aromatics and dehydrogenation of poly-naphthenes. These compounds cause fouling in the heat exchangers and additional coking of the catalyst. In general, high end-point feed, low pressure and high operating temperature are the factors that promote formation of HPNA. The HPNA compounds in the UCO have a signifi cant impact on the color as shown in fi gure 6.
The HPNA Trim™ solutionFor full conversion hydrocrackers, we have developed a new HPNA Trim™ solution (patent pending) for HPNA management. Our solution reduces the required UCO bleed rate to an absolute minimum and maximizes distillate product yield.
Our unique, yet simple HPNA Trim™ process takes advantage of the extremely high boiling points of the heaviest and most problematic HPNA compounds. The HPNA Trim™ process separates, by distillation,
the hydrocracker UCO into a light and heavy portion, with the HPNAs concentrated in the heavy liquid product.
The HPNA Trim™ process consists of very few equipment elements only. This allows for a low-cost modular approach which also makes it very suitable for easy retrofi t to existing hydrocracking units.
Hydrocracking processes
HUCO bleed
Diesel
Kero/Jet
NaphthaFractionator
Stripper
HPNA Trim™
SteamUCORecycle oil
Steam
Off-gas
Hydrocrackerproduct
Topsoe’s HPNA Trim™ process
HPNA management
Figure 6: Display of the structure of typical heavy polynuclear aromatics. These species are found in concentrations, varying from 25 to 2000 wt ppm.
Topsoe’s mild hydrocracking licensed technology portfolio includes unique partial conversion hydrocracking processes, such as staged partial conversion (SPC), mild hydrocracking with integral post-treatment (MHC-IPT) and back-end shift (BES).

HALDOR TOPSØE A/S | Hydrocracking | 11
We are a leading supplier of state-of-the-art reactor internals in the refi ning industry. Our vapor-lift trays (VLT), with its unparalleled features, is currently used in 300 + hydrotreating and hydrocracking units worldwide. Using detailed mathematical modeling and extensive experimental measurements, we have improved the vapor-assisted principles to obtain unbeaten performance and exceptional benefi ts in operation.
The most important benefi t of our reactor internals in hydrocracking and hydrotreating units, is the self-adjusting principle which ensures
that the liquid level of the tray stays constant over a very wide range of operating conditions. This ensures the same outstanding performance throughout the operating cycle. Furthermore, our trays are self-cleaning and have a very high capacity for in-organic feed contaminants which are collected on the tray plate, thus minimizing pressure drop build-up in the catalyst bed. To reduce downtime during turnarounds, we have incorporated a Quick-Release™ system which enables man-way access in minutes, without the use of any tools.
Hydrocracking basics
Just-in-time delivery
Quick response - 24/7
Local p
resenceG
lob
al c
om
pan
y
Customer
Operator training on-site
Performance evaluations
Optimizing and troubleshooting
Loading and start-up
High-performance reactor internals
Our technical service program
Our technical service is available 24/7 to all customers using Topsoe’s technology or catalysts, either on an ad-hoc or contractual basis.
As no two hydrocracker units are identical – and no two support requirements are the same – we provide customized solutions, along with detailed guidelines to meet your specifi c requirements. Furthermore, our experienced engineers will be on site to provide valuable advice and feedback, ensuring optimum conditions throughout the key stages of start-up, operation and turnaround.
Our specialist hydrocracker team of dedicated engineers has more than 800 man-years of combined experience within hydrocracking technology development and catalysis. They have designed and upgraded more than 54 different hydrocracking units worldwide.
Our experts supply you with troubleshooting assistance at day-to-day response, thus enabling you fast access to our expertise in all urgent matters, including site visits if required.

Haldor Topsøe A/S
Nymøllevej 55 2800 Kongens Lyngby Denmark Tel +45 4527 2000 topsoe.com
The information and recommendations have been prepared by Topsoe specialists having a thorough knowledge of the catalysts. However, any operation instructions should be considered to be of a general nature and we cannot assume any liability for upsets or damage of the customer’s plants or personnel. Nothing herein is to be construed as recommending any practice or any product in violation of any patent, law or regulation.
Corporate Communications & Marketing 05.2014.D
Top Related