







Languages
Pages
Legal


ANALISIS PELATIHAN DI PTPN VIII
UNIT TAMBAKSARI, PABRIK BUKANAGARA,
Subang, Jawa Barat
Fifi Rufaida
PROGRAM STUDI SOSIAL EKONOMI PERTANIAN/AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SYARIF HIDAYATULLAH
JAKARTA
2008 / 1429 H
ANALISIS PELATIHAN DI PTPN VIII
UNIT TAMBAKSARI, PABRIK BUKANAGARA,
Subang, Jawa Barat
Oleh:
FIFI RUFAIDA
103092029641
Skripsi
Sebagai Salah Satu Syarat Untuk Memperoleh Gelar
Sarjana Pertanian Pada Program Studi Sosial Ekonomi Pertanian/Agribisnis
PROGRAM STUDI SOSIAL EKONOMI PERTANIAN/AGRIBISNIS
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SYARIF HIDAYATULLAH
JAKARTA
2008 M /1429 H
PERNYATAAN
DENGAN INI SAYA MENYATAKAN BAHWA SKRIPSI INI BENAR-
BENAR HASIL KARYA SENDIRI YANG BELUM PERNAH DIAJUKAN
SEBAGAI SKRIPSI ATAU KARYA ILMIAH PADA PERGURUAN TINGGI
ATAU LEMBAGA MANAPUN.
Jakarta, Juli 2008
Fifi Rufaida
103092029641
RINGKASAN
FIFI RUFAIDA, Analisis Pelatihan di PTPN VIII Unit Tambaksari, Pabrik
Bukanagara (Studi Kasus: Pelatihan ISO 22000:2005). Dibawah bimbingan
NUNUK ADIARNI dan RIZKI ADI PUSPITA.
PT Perkebunan Nusantara VIII (PTPN VIII) Unit Tambaksari yang
terletak di Subang, Jawa Barat telah menerapkan sistem keamanan pangan sejak
tahun 2007. Hal ini dilakukan untuk mendapatkan sertifikat ISO 22000:2005
sebagai jaminan keamanan produk sekaligus sebagai strategi untuk meningkatkan
daya saing di pasar. Sebagai langkah untuk mendapat sertifikat tersebut, karyawan
PTPN VIII yang berkaitan dengan proses produksi di Pabrik Bukanagara
diharuskan menjalani beberapa persyaratan yang diantaranya adalah
melaksanakan program pelatihan ISO 22000:2005. Pelatihan diharapkan dapat meningkatkan pengetahuan dan sikap karyawan agar dapat menerapkan sistem
keamanan produksi teh. Tujuan dari penelitian ini adalah: (1) Mengetahui kesesuaian praktek
pelatihan ISO 22000:2005 pada PTPN VIII Unit Tambaksari, Pabrik Bukanagara dengan teori, (2) Menganalisis manfaat pelatihan ISO 22000:2005 ditinjau dari
pengetahuan dan sikap karyawan PTPN VIII Unit Tambaksari, Pabrik Bukanagara setelah mengikuti pelatihan, (3) Menganalisis hambatan implementasi pelatihan
ISO 22000:2005 di PTPN VIII Unit Tambaksari, Pabrik Bukanagara.
Penelitian dilakukan pada PTPN VIII, Unit Tambaksari, Pabrik
Bukanagara, Subang, Jawa Barat. Lokasi ini sengaja dipilih karena Pabrik
Bukanagara merupakan salah satu pabrik pengolahan teh milik PTPN VIII yang
telah menerapkan ISO 22000:2005. Adapun waktu pelaksanaan penelitian
dimulai pada bulan Desember 2007-Januari 2008. Data yang digunakan untuk
mendukung penelitian terdiri dari data primer yang berasal dari observasi
lapangan, wawancara dengan pihak perusahaan dan penyebaran kuesioner kepada
para responden dan data sekunder yang berasal dari berbagai literatur yang
berkaitan dengan penelitian. Teknik analisis kualitatif deskriptif digunakan untuk
menggambarkan sistem pelatihan ISO 22000:2005 perusahaan. Sedangkan t-Test
dilakukan untuk melihat apakah terdapat perbedaan yang nyata antara perubahan
sikap karyawan sebelum dan sesudah mengikuti pelatihan ISO 22000:2005 pada taraf kepercayaan 90 persen.
Pelatihan ISO 22000:2005 yang dilaksanakan oleh Pabrik Bukanagara
sudah efektif, terlihat dari keberhasilan Pabrik Bukanagara mendapatkan sertifikat
ISO 22000:2005 dan tidak adanya keluhan pelanggan mengenai produk yang
dihasilkan (zero claim). Pelatihan yang dilaksanakan pabrik Bukanagara sesuai
dengan langkah-langkah untuk menghasilkan pelatihan yang efektif menurut
Hariandja (2002:168), dengan melalui beberapa tahapan yakni menganalisis
kebutuhan pelatihan, menentukan tujuan dan materi pelatihan, menentukan
metode yang akan digunakan, serta melakukan evaluasi pelatihan. Berdasarkan hasil penelitian, pelatihan ISO 22000:2005 telah memberikan manfaat kepada
karyawan dalam hal peningkatan pengetahuan mengenai ISO 22000:2005 dan

memberikan perubahan sikap antara sebelum dan setelah mengikuti pelatihan.
Berdasarkan hasil penelitian terdapat beberapa hambatan dalam
mengimplementasikan ISO 22000:2005 yang dirasakan karyawan. Diantaranya
adalah sulitnya merubah kebiasaan lama untuk mengikuti prosedur ISO 22000:2005.
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Allah SWT atas segala rahmatNya
sehingga penulisan skripsi ini dapat terselesaikan. Shalawat serta salam penulis
panjatkan kepada Nabi Muhammad SAW, beserta keluarga dan sahabatnya yang
telah membawa umat manusia menuju jalan kebaikan.
Skripsi yang berjudul Analisis Pelatihan di PTPN VIII Unit Tambaksari,
Pabrik Bukanagara merupakan salah satu syarat untuk memperoleh gelar Sarjana
Pertanian pada Fakultas Sains dan Teknologi UIN Syarif Hidayatullah Jakarta.
Selama proses penyelesaian skripsi ini penulis memperoleh bantuan dari
berbagai pihak. Untuk itu, penulis mengucapkan terima kasih kepada:
1. Dr. Syopansyah Jaya Putra, M. Sis selaku Dekan Fakultas Sains dan
Teknologi yang telah mengesahkan karya tulis ini sebagai skripsi.
2. Ir. Lilis Imamah Ichdayati, M.Si selaku Ketua Program Studi Sosial Ekonomi
Pertanian/Agribisnis yang telah memberikan kesempatan kepada penulis untuk
menimba ilmu pengetahuan.
3. Achmad Tjahja Nugraha, SP, M.Si selaku Sekretaris Program Studi Sosial
Ekonomi Pertanian/Agribisnis yang telah banyak membantu kelancaran
penulisan skripsi ini.
4. Kedua pembimbingku Dr.Ir Nunuk Adiarni,MM dan Rizki Adi Puspita Sari,
SP, MM yang telah mencurahkan tenaga, waktu, dan pikirannya demi
terselesaikannya skripsi ini.
5. Drh. Zulmanery, MM dan Bintan Humeira, M. Si selaku penguji yang telah
banyak memberikan saran kepada penulis untuk memperbaiki skripsi ini.
6. Ir. H. Aan Burhanudin selaku Administratur Unit Tambaksari dan
Purnaerawan, BA selaku Sinder TUK Unit Tambaksari yang telah
mengizinkan penulis melakukan penelitian. Tidak lupa penulis ucapkan terima
kasih kepada Ibu Lilis, Bapak Dendi, Bapak Asep Oman dan seluruh
karyawan kantor induk yang telah banyak membantu penulis dalam
mengumpulkan data untuk menunjang skripsi ini.
7. Ir. Iwan Hartadi W. selaku Sinder Pabrik Bukanagara dan Luga Kadarisman,
SP selaku Sinder Kebun Bukanagara yang telah mengizinkan penulis
melakukan penelitian dan dengan sabar membimbing penulis dalam proses
penelitian. Tidak lupa penulis ucapkan terima kasih kepada Bapak Asep Daud
dan seluruh keluarga besar Pabrik Bukanagara atas informasi dan kerjasama
yang diberikan hingga penelitian ini dapat terselesaikan.
8. Para Dosen di lingkungan UIN Syarif Hidayatullah Jakarta yang telah
memberikan bantuan dan motivasi kepada penulis.
9. Pimpinan dan Pengelola perpustakaan Fakultas Sains dan Teknologi yang
telah memberikan fasilitas untuk mengadakan studi kepustakaan.
10. Mama dan papa atas segala pengorbanan dan kasih sayang yang diberikan
kepada penulis. Mungkin belum pernah kuungkapkan rasa sayangku, skripsi
ini merupakan wujud cintaku pada kalian. Papa, walaupun kini tak dapat
kulihat lagi dirimu namun kaulah semangat terbesarku dalam menyelesaikan
skripsi ini. I Miss You So Much!!!
11. Kedua kakakku, Rahadian Malik, SKM dan Ayu Laili Rahmiyati, SKM atas
motivasi yang diberikan serta si kecil Haikal yang selalu memberikan
keceriaan dihati penulis.
12. Seluruh keluarga besar mama dan papa atas bantuan yang diberikan kepada
penulis baik moril maupun materiil.
13. Keluarga Kak Budi dan Ce Aceu yang telah memberikan inspirasi dan banyak
membantu penulis dalam penyelesaian skripsi ini serta Pia dan Yasmin yang
selalu siap menghibur penulis.
14. Keluarga Pak Dalit yang telah berbaik hati menerima penulis selama
melakukan proses penelitian.
15. Ary Widiarto, ST yang selalu siap mendukung penulis, try dan icuk yang telah
banyak membantu dalam operasional penyelesaian skripsi ini dan teman-
teman serta adik-adikku di rumah yang dengan senang hati memberikan
semangat kepada penulis.
16. Teman-teman seperjuanganku di Agribisnis angkatan 2003: Adit, Abe, Nia,
Iwan, Nita, Eka, Murda, Dasuki, Dody....selamat menikmati proses yang indah
ini!! Nanda, Ria, Icha, Yupi, Ozy........semangaaattt!! Ati, Dedew, Fera, Lilis,
Nina, Ephot, Ochid, Agus, Wahyu, Ofi, Achi, Isal.......terima kasih atas
dukungannya!! Kakak-kakak dan adik-adik di Agribisnis atas kebersamaannya
dalam meyelesaikan skripsi ini!!
17. Seluruh pihak yang telah membantu penulis hingga terselesaikannya skripsi
ini.
Penulis mengucapkan maaf yang sebesar-besarnya bila terdapat kesalahan
dalam penulisan nama dan gelar pada pihak-pihak yang tersebut. Akhirnya hanya
kepada Allah semua itu diserahkan. Semoga amal baik mereka diterima oleh
Allah SWT, Amin.
Wassalamu’alaikum. Wr. Wb.
Jakarta, Juli 2008
Penulis
DAFTAR ISI
Halaman
DAFTAR ISI ................................................................................................ vi
DAFTAR TABEL ........................................................................................ x
DAFTAR GAMBAR ................................................................................... x
DAFTAR LAMPIRAN ................................................................................ xi
Bab I PENDAHULUAN
1.1. Latar Belakang ...................................................................... 1
1.2. Perumusan Masalah ............................................................... 2
1.3. Tujuan Penelitian ................................................................... 3
1.4. Manfaat Penelitian ................................................................. 3
1.5. Ruang Lingkup Penelitian ..................................................... 4
Bab II TINJAUAN PUSTAKA
2.1. Gambaran Umum Komoditas Teh ........................................ 5
2.2. Definisi MSDM ..................................................................... 8
2.2.1. Definisi dan Manfaat Kompetensi ............................. 9
2.2.2. Definisi Pelatihan ...................................................... 11 2.2.3. Analisis Kebutuhan Pelatihan .................................... 13
2.2.4. Tujuan Pelatihan ........................................................ 14 2.2.5. Metode Pelatihan ....................................................... 15
2.2.6. Prinsip Pelatihan ........................................................ 18 2.2.7. Evaluasi Pelatihan ..................................................... 19
2.2.8. Unsur Pelatihan ......................................................... 20
2.3. Komponen ISO 22000:2005 .................................................. 22
2.3.1. Ruang Lingkup ISO 22000:2005 ...................... 22
2.3.2. Tujuan ISO 22000:2005 ................................... 22
2.3.3. Sistem Manajemen Keamanan Pangan ............ 23
2.3.4. Tanggung Jawab Manajemen ........................... 24 2.3.5. Manajemen Sumberdaya .................................. 26
2.3.6. Perencanaan dan Realisasi Produk ................... 27 2.3.7. Validasi, Verifikasi, dan Perbaikan Sistem
Manajemen Keamanan Pangan ........................ 31
2.4. Kerangka Konseptual ............................................................ 32
Bab III METODOLOGI PENELITIAN
3.1. Lokasi dan Waktu Penelitian ................................................. 35
3.2. Jenis dan Sumber Data .......................................................... 35
3.3. Penentuan Responden ............................................................ 36
3.4. Metode Pengolahan dan Analisis Data .................................. 37
3.4.1. Uji Validitas dan Reliabilitas Kuesioner ................... 37
3.4.2. Analisis Kualitatif Deskriptif ..................................... 38
3.4.3. Uji Statistik Menggunakan Metode t-Test ................ 40
3.5. Definisi Operasional............................................................... 41
Bab IV GAMBARAN UMUM PERUSAHAAN
4.1. Deskripsi Geografis ............................................................... 43
4.2. Sejarah Perusahaan ................................................................ 43
4.3. Visi, Misi, Kebijakan dan Sasaran Perusahaan ..................... 45
4.3.1. Visi ............................................................................ 45
4.3.2. Misi ............................................................................ 45
4.3.3. Kebijakan ................................................................... 46
4.3.4. Sasaran ....................................................................... 46
4.4. Stuktur Organisasi dan Ketenagakerjaan ............................... 47
4.5. Penerapan Pelatihan ............................................................... 50
4.6. Proses Pengolahan Teh .......................................................... 50
4.7. Implementasi ISO 22000:2005 .............................................. 53
4.8. Karakteristik Responden ....................................................... 55
4.8.1. Jenis Kelamin ………………………………………. 55
4.8.2. Usia ………………………………………………… 56
4.8.3. Pendidikan ................................................................. 57
4.8.4. Masa Kerja ................................................................. 57
Bab V PEMBAHASAN
5.1. Kompetensi Karyawan .......................................................... 58
5.2. Pelaksanaan Pelatihan ISO 22000:2005 ................................ 59
5.2.1. Analisis Kebutuhan Pelatihan .................................... 60
5.2.2. Tujuan dan Materi Pelatihan ..................................... 62
5.2.3. Metode dan Prinsip Pelatihan .................................... 66
5.2.4. Evaluasi Pelatihan ..................................................... 69
5.2.5. Kriteria Peserta dan Pelatih ....................................... 71
5.3. Pengetahuan Karyawan Tehadap ISO 22000:2005 ............... 73
5.3.1. Pengetahuan Responden Terhadap Konsep ISO
22000:2005 ................................................................ 74
5.3.2. Pengetahuan Responden Terhadap Tujuan ISO
22000:2005 ................................................................ 74
5.3.3. Pengetahuan Responden Terhadap Kemungkinan
Bahaya yang Dapat Mengkontaminasi Teh .............. 75
5.3.4. Pengetahuan Responden Terhadap Faktor
Pengkontaminasi Teh ................................................ 75
5.3.5. Pengetahuan Responden Terhadap Tindakan yang
Harus Diambil Bila Teh Terkontaminasi ................... 76
5.3.6. Pengetahuan Responden Terhadap Standar Proses
Pengolahan Teh ........................................................ 77
5.3.7. Pengetahuan Responden Terhadap Standar Kondisi Lingkungan Pabrik .................................................... 77
5.3.8. Pengetahuan Responden Terhadap Standar Alat Pengolah Teh ............................................................. 78
5.3.9. Pengetahuan Responden Terhadap Standar Perlengkapan Kerja ................................................... 78
5.3.10. Pengetahuan Responden Terhadap Kondisi Fisik untuk Memulai Proses Pengolahan ........................... 79
5.4. Perubahan Sikap Karyawan Setelah Pelatihan
ISO 22000:2005 ..................................................................... 80
5.5. Hambatan Implementasi ISO 22000:2005 ............................. 83
5.5.1. Tingkat Persetujuan Responden Terhadap Pernahnya
Melakukan Kesalahan dalam Melaksanakan Prosedur
ISO 22000:2000 ......................................................... 84
5.5.2. Tingkat Persetujuan Responden Terhadap Kurangnya
Atasan dalam Memberikan Bimbingan Implementasi
ISO 22000:2005 ........................................................ 85
5.5.3. Tingkat Persetujuan Responden Terhadap Kurangnya
Pengetahuan Mengenai ISO 22000:2005 .................. 85
5.5.4. Tingkat Persetujuan Responden Terhadap Kurangnya
waktu Pelatihan ISO 22000:2005 .............................. 86
5.5.5. Tingkat Persetujuan Responden Terhadap Adanya
Kesulitan Merubah Kebiasaan lama untuk Mengikuti
Prosedur ISO 22000:2005 .......................................... 87

5.5.6. Tingkat Persetujuan Responden Terhadap Kurangnya
Kerjasama Rekan Kerja Dalam Implementasi
ISO 22000:2005.......................................................... 88
5.5.7. Tingkat Persetujuan Responden Terhadap Adanya Penambahan Beban Kerja Akibat Implementasi ISO
22000:2005 ................................................................ 88 5.5.8. Tingkat Persetujuan Responden Terhadap Kurangnya
Sarana Penunjang dalam Mendukung Implementasi ISO 22000:2005 ......................................................... 89
5.5.9. Tingkat Persetujuan Responden Terhadap Adanya kesulitan Melakukan Dokumentasi dalam Mendukung
Implementasi ISO 22000:2005 ................................... 90
Bab VI KESIMPULAN DAN SARAN
6.1. Kesimpulan .............................................................................. 91
6.2. Saran ........................................................................................ 92
DAFTAR PUSTAKA ............................................................................... 93
LAMPIRAN
DAFTAR TABEL
1. Peraturan Pengepakan Teh di Pabrik Bukanagara ..................................... 53
2. Karakteristik Responden Berdasarkan Jenis Kelamin ............................... 55
3. Karakteristik Responden Berdasarkan Usia .............................................. 56
4. Karakteristik Responden Berdasarkan Pendidikan ................................... 57
5. Karakteristik Responden Berdasarkan Masa Kerja ................................... 57
6. Materi Pelatihan ISO 22000:2005 di Pabrik Bukanagara Tahun 2007 ..... 64
7. Hasil Uji t Perubahan Sikap Karyawan di Pabrik Bukanagara
Tahun 2008 ................................................................................................ 81
DAFTAR GAMBAR
1. Kerangka Konseptual ................................................................................ 34
DAFTAR LAMPIRAN
1. Kerangka Operasional .............................................................................. 95
2. Uji Validitas Tingkat Pengetahuan Responden
Terhadap ISO 22000:2005 ....................................................................... 96
3. Uji Validitas Hambatan Implementasi ISO 22000:2005.......................... 97
4. Hasil wawancara ...................................................................................... 98
5. Hasil Observasi ........................................................................................ 105
6. Kuesioner ................................................................................................. 108
7. Tingkat Pengetahuan Responden Terhadap ISO 22000:2005 ................. 111
8. Uji-t .......................................................................................................... 114
9. Hambatan Implementasi ISO 22000:2005................................................ 129
10. Daftar Responden ..................................................................................... 132
11. Proses Pengolahan Teh............................................................................. 134
12. Struktur Organisasi SMKP ...................................................................... 135
13. Tata Letak dan Alur Bangunan Karyawan .............................................. 136
14. Daftar Nilai Karyawan Hasil Pelatihan ................................................... 137
15. Ketentuan Karyawan dan Pengunjung .................................................... 142
16. Kompetensi Karyawan ........................................................................... 144
17. Pelatihan ISO 22000:2005 ....................................................................... 147
18. Program Diklat Tahun 2007 .................................................................... 149
19. Surat Izin Penelitian ................................................................................ 151
20. Istilah Yang Digunakan Dalam ISI 22000:2005 ..................................... 152
21. Foto Penelitian.......................................................................................... 154
BAB I
PENDAHULUAN
1.1. Latar Belakang
Komoditas teh merupakan salah satu komoditas perkebunan yang berperan
penting sebagai sumber lapangan kerja, menjaga kelestarian lingkungan dan
sumber pendapatan pemerintah (Deptan, 2007:1). Agribisnis teh mengalami
tantangan dalam memenuhi tuntutan konsumen domestik maupun ekspor akan
produk teh yang aman. Karenanya, industri teh harus bisa menjamin produk yang
diproduksi memenuhi standar keamanan pangan. Salah satu standar keamanan
pangan yang diakui secara internasional adalah ISO 22000 yang telah diluncurkan
oleh badan akreditasi internasional (International Standardisation Organization)
di Inggris pada bulan September 2005 yang lebih dikenal dengan nama ISO
22000:2005). Perusahaan yang menerapkan ISO 22000:2005 akan memiliki nilai
tambah sehingga mampu berkompetisi secara global tanpa terseret isu-isu sensitif
tentang masalah pangan seperti adanya kasus keracunan sari buah di Surabaya
pada bulan Mei 2004 (Teknofood, 2007:1).
PT Perkebunan Nusantara VIII (PTPN VIII) Unit Tambaksari yang
terletak di Subang, Jawa Barat berusaha menerapkan sistem keamanan proses
produksi teh. Sejak tahun 1995 hingga saat ini, Unit Tambaksari mengelola lima
kebun (afdeling teh), yaitu afdeling Tambaksari, afdeling Kasomalang, afdeling
Palasari, afdeling Sarireja, dan afdeling Bukanagara. Selain afdeling, Unit
Tambaksari mengelola dua buah pabrik teh yang terletak di Tambaksari dan
Bukanagara. Namun sistem keamanan pangan baru diterapkan secara menyeluruh
pada Pabrik Bukanagara yang didirikan pada 14 April 1999 dan diterapkan sejak
satu tahun terakhir. Hal ini dilakukan untuk mendapatkan sertifikat ISO
22000:2005 sebagai jaminan keamanan produk sekaligus sebagai strategi untuk
meningkatkan daya saing di pasar. Sebagai langkah untuk mendapat sertifikat
tersebut, karyawan PTPN VIII yang berkaitan dengan proses produksi di Pabrik
Bukanagara diharuskan menjalani beberapa persyaratan yang diantaranya adalah
melaksanakan program pelatihan ISO 22000:2005. Pelatihan diharapkan dapat
meningkatkan pengetahuan mengenai ISO 22000:2005 dan merubah sikap
karyawan dalam bekerja agar dapat menerapkan sistem keamanan produksi teh.
Suatu pelatihan yang efektif memerlukan proses menganalisis pelatihan,
menentukan tujuan, materi, metode yang akan digunakan serta melakukan
evaluasi pelatihan (Hariandja, 2002:174). Pelatihan ISO 22000:2005 dikatakan
efektif salah satunya dengan mendapatkan sertifikat ISO 22000: 2005 setelah
melalui proses audit oleh pihak eksternal sebanyak dua kali pada semua bagian.
Audit yang dilakukan pada bagian pabrik meliputi sanitasi, pengelolaan bahan
baku, pengemasan hingga pendistribusian.
1.2. Perumusan Masalah
Berdasarkan latar belakang diatas, peneliti ingin mengangkat
permasalahan sebagai berikut:
1. Bagaimana kesesuaian praktek pelatihan ISO 22000:2005 pada PTPN VIII
Unit Tambaksari, Pabrik Bukanagara dengan teori?
2. Apa manfaat pelatihan ISO 22000:2005 terhadap tingkat pengetahuan dan
sikap karyawan PTPN VIII Unit Tambaksari, Pabrik Bukanagara?
3. Apa hambatan implementasi ISO 22000:2005 di PTPN VIII Unit Tambaksari,
Pabrik Bukanagara?
1.3. Tujuan Penelitian
Berdasarkan permasalahan tersebut maka tujuan penelitian adalah:
1. Mengetahui kesesuaian praktek pelatihan ISO 22000:2005 pada PTPN VIII
Unit Tambaksari, Pabrik Bukanagara dengan teori.
2. Menganalisis manfaat pelatihan ISO 22000:2005 terhadap pengetahuan dan
sikap karyawan PTPN VIII Unit Tambaksari, Pabrik Bukanagara setelah
mengikuti pelatihan.
3. Menganalisis hambatan implementasi ISO 22000:2005 di PTPN VIII Unit
Tambaksari, Pabrik Bukanagara.
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat pada pihak-pihak
yang terkait :
1. Perusahaan
Diharapkan penelitian ini dapat memberikan manfaat bagi perusahaan untuk
mengetahui apakah pelatihan ISO 22000:2005 yang dilakukan sudah berjalan
dengan optimal.
2. Universitas
Menambah kajian penelitian mengenai pelatihan ISO 22000:2005 khususnya
pada Program Studi Sosial Ekonomi Pertanian/Agribisnis UIN Syarif
Hidayatullah Jakarta dalam bidang pelatihan ISO 22000:2005.
3. Peneliti
Dapat menerapkan ilmu yang sudah diperoleh selama menempuh pendidikan
di bangku kuliah dan menambah wawasan mengenai bidang ilmu yang terkait.
1.5. Ruang Lingkup Penelitian
Penelitian ini dilakukan pada PTPN VIII Unit Tambaksari, Pabrik
Bukanagara khususnya pada bagian pembeberan, pelayuan, turun layu,
penggilingan, pengeringan, sortasi dan pengepakan. Bagian ini dipilih karena
berkaitan langsung dengan pengolahan bahan baku menjadi produk teh jadi dan
termasuk ke dalam area kritis penerapan ISO 22000:2005. Ruang lingkup
penelitian pelatihan ISO 22000:2005 terdiri dari:
1) Analisis kebutuhan pelatihan
2) Penentuan tujuan dan materi pelatihan
3) Penentuan metode pelatihan
4) Evaluasi pelatihan
5) Manfaat pelatihan ISO 22000:2005
6) Hambatan implementasi ISO 22000:2005

BAB II
TINJAUAN PUSTAKA
2.1. Gambaran Umum Komoditas Teh
Teh (Camellia sinensis) merupakan salah satu jenis tanaman perdu
berdaun hijau yang diduga berasal dari daratan Cina. Tanaman teh masuk ke
Indonesia dibawa oleh orang-orang Belanda yang menjajah Indonesia. Beberapa
data menyebutkan Indonesia mengenal tanaman teh sejak tahun 1684. Sedangkan
dalam bukunya yang berjudul All About Tea, W. H. Ukers menulis bahwa sekitar
tahun 1694 Andreas Cleyer sudah mulai menanam teh di pulau Jawa dan untuk
bibit tehnya didatangkan dari Jepang. Mulanya teh hanya ditanam sebagai
tanaman hias halaman. Perkebunan teh baru dibuka beberapa puluh tahun
kemudian. Usaha pengembangan budidaya teh untuk perkebunan skala besar
dimulai ketika pemerintah Belanda mendatangkan biji-biji teh dari negeri Cina
pada tahun 1728. Namun hasil dari penanaman tersebut belum terlihat. Baru pada
abad ke 19, teh mulai dikenal sebagai tanaman perkebunan di Indonesia dan
ekspor teh perdana ke Amsterdam pada tahun 1835 merupakan pemacu dibukanya
perkebunan teh rakyat (Nazaruddin, 1996:3).
1) Morfologi Teh
Tanaman teh berbentuk pohon. Tingginya bisa mencapai belasan meter.
Namun tanaman teh selalu dipangkas untuk memudahkan pemetikan, sehingga
tingginya hanya sekitar 90-120 cm. Mahkota tanaman teh berbentuk kerucut,
daunnya berbentuk jorong, tepi daun bergerigi. Bunga teh berbentuk tunggal dan
muncul dari ketiak daun, warnanya putih bersih dan berbau wangi lembut. Namun

ada juga bunga teh yang berwarna semu merah jambu. Mahkota bunga berjumlah
5-6 helai. Buah teh berwarna hijau kecoklatan dan setiap satu buah mempunyai
satu sampai enam biji. Akar teh berupa akar tunggang dan mempunyai banyak
akar cabang. Apabila akar tunggang putus, akar-akar cabang akan menggantikan
fungsinya dengan arah tumbuh yang semula melintang menjadi tumbuh ke bawah.
2) Sistematika dan Jenis Teh
Menurut Nazaruddin (1996:2) pada silsilah kekerabatan dalam dunia tumbuh-
tumbuhan, tanaman teh termasuk ke dalam:
Kingdom : Plantae
Divisio : Spermatophyta
Sub divisio : Angiospermae
Class : Dicotyledoneae
Ordo : Guttiferales
Famili : Theaceae
Genus : Camellia
Species : Camellia sinensis
Sedangkan jenis teh berdasarkan morfologinya dibedakan menjadi dua, yaitu
jenis teh Sinensis dan jenis Assamica. Teh Sinensis yang dikenal juga dengan
nama teh Cina atau teh Jawa mempunyai ciri-ciri sebagai berikut: tinggi pohon 3-
9 meter, pertumbuhan lambat, jarak antara cabang dengan tanah sangat dekat,
daun berukuran kecil, pendek, ujungnya agak tumpul, dan warnanya agak tua
serta hasil produksinya tidak banyak.
Adapun teh Assamica mempunyai ciri-ciri: tinggi pohon bisa mencapai 12-20
meter, pertumbuhan lebih cepat, cabang agak jauh dari permukaan tanah; ukuran
daunnya lebih lebar, panjang, ujungnya runcing, dan warnanya hijau mengkilat
serta jumlah produksinya tinggi.
3) Pengolahan Teh
Menurut Nazaruddin (1996:2), mutu teh dinilai berdasarkan rasa, aroma, dan
warna seduhan. Penilaian mutu ditentukan oleh seorang ahli pencicip berdasarkan
analisis organoleptik, yaitu kemampuan mengukur mutu dengan indera
penglihatan, penciuman, dan perasa. Parameter lain seperti kadar air dan berat
jenis hanya sebagai pendukung. Berdasarkan sistem pengolahan, teh dapat
dikelompokkan menjadi dua jenis, yaitu:
a) Teh hitam
Teh hitam diolah melalui fermentasi. Teh ini dibagi menjadi dua, yaitu:
- Teh ortodox: teh yang diolah melalui proses pelayuan sekitar 16 jam,
penggulungan, fermentasi, pengeringan, sortasi, hingga berbentuk teh jadi.
- Teh CTC (Cutting, Tearing, dan Curling): teh yang diolah melalui perajangan,
penyobekan, dan penggulungan daun basah menjadi bubuk kemudian
dilanjutkan dengan fermentasi, pengeringan, sortasi, hingga berbentuk teh
jadi.
b) Teh hijau
Teh ini diolah tanpa melalui fermentasi. Teh hijau dikelompokkan
menjadi tiga jenis, yaitu:
- Teh Hijau: teh diolah melalui pelayuan sekitar 3 menit, selanjutnya dilakukan
penggulungan, pengeringan, sortasi, dan berbentuk teh jadi.
- Teh oolong: teh diolah mlalui semi pelayuan selama 6-9 jam, selanjutnya
diproses seperti teh hijau.
- Teh gunga: merupakan teh oolong yang diberi aroma tertentu, seperti bunga
melati.
2.2. Definisi Manajemen Sumber Daya Manusia
Setiap perusahaan pasti memiliki tenaga kerja atau Sumber Daya Manusia
(SDM) karena merupakan salah satu elemen kekuatan dari perusahaan yang dapat
mengendalikan elemen lain dan melaksanakan berbagai fungsi dengan tujuan
yang sudah ditetapkan. Pengelolaan dan pengembangan SDM menjadi hal yang
sangat penting karena akan menentukan perkembangan perusahaan. Perusahaan
memerlukan manajemen dalam seluruh aspek untuk dapat bersaing dan
mendapatkan keuntungan yang diinginkan. Salah satunya adalah Manajemen
Sumber Daya Manusia (MSDM).
Menurut Hariandja (2002:3), Manajemen Sumber Daya Manusia adalah
keseluruhan penentuan dan pelaksanaan berbagai aktivitas, kebijakan, dan
program yang bertujuan untuk mendapatkan tenaga kerja, pengembangan, dan
pemeliharaan dalam usaha meningkatkan dukungannya terhadap peningkatan
efektivitas organisasi dengan cara yang secara etis dan sosial dapat
dipertanggungjawabkan. Aktivitas berarti melakukan berbagai kegiatan, misalnya
melakukan perencanaan, pengorganisasian, pengawasan, pengarahan, analisis

jabatan, rekrutmen, seleksi, orientasi, memotivasi, dan lain-lain. Kebijakan
berkaitan Manajemen Sumber Daya Manusia antara lain mencari SDM dari dalam
untuk mengisi jabatan dan melakukan program pelatihan.
Manajemen Sumber Daya Manusia adalah ilmu dan seni mengatur
hubungan dan peranan tenaga kerja agar efektif dan efisien membantu
terwujudnya tujuan perusahaan, karyawan dan masyarakat. Manusia selalu
berperan aktif dan dominan dalam setiap kegiatan organisasi, karena manusia
menjadi perencana, pelaku, dan penentu terwujudnya tujuan organisasi (Hasibuan,
2006:10). Manajemen Sumber Daya Manusia adalah pengelolaan dan
pendayagunaan sumber daya yang ada pada individu (Rivai, 2004:5). Pengelolaan
dan pendayagunaan tersebut dikembangkan oleh seorang pimpinan secara
maksimal untuk mencapai tujuan perusahaan dan dilakukan secara terpadu.
Manajemen Sumber Daya Manusia juga merupakan rangkaian strategis, proses
dan aktivitas yang didesain untuk menunjang tujuan perusahaan dengan cara
mengintegrasikan kebutuhan perusahaan dan individu.
2.2.1. Definisi dan Manfaat Kompetensi
Kompetensi adalah kombinasi dari keterampilan, pengetahuan, dan
perilaku yang dapat diamati dan diterapkan secara kritis untuk suksesnya sebuah
organisasi dan prestasi kerja serta kontribusi pribadi karyawan terhadap
organisasinya (Wyatt dalam Ruky, 2003:106).
Saat ini konsep kompetensi sudah diterapkan dalam berbagai aspek
MSDM, diantaranya pada bidang pelatihan dan pengembangan, rekrutmen dan

seleksi, dan sistem remunerasi. Konsep kompetensi semakin populer dan sudah
banyak digunakan oleh perusahaan besar dengan berbagai alasan seperti berikut:
1) Memperjelas standar kerja dan harapan yang ingin dicapai
Model kompetensi mampu menjawab pertanyaan mengenai keterampilan,
pengetahuan, dan karakteristik apa saja yang dibutuhkan dalam pekerjaan serta
perilaku apa saja yang berpengaruh langsung dengan kinerja dan kesuksesan
dalam pekerjaan. Pertanyaan-pertanyaan tersebut akan banyak membantu dalam
mengurangi pengambilan keputusan secara subjektif dalam bidang SDM. Dengan
memperjelas yang diharapkan dalam suatu pekerjaan, model kompetensi akan
membantu kebutuhan individual, antara lain dengan mengarahkan perilaku pada
standar yang diharapkan dan meningkatkan keterampilan untuk meningkatkan
kinerja melalui pelatihan dan cara lain.
2) Alat seleksi karyawan
Penggunaan kompetensi standar sebagai alat seleksi dapat membantu
organisasi untuk memilih calon karyawan yang terbaik. Dengan kejelasan
terhadap perilaku efektif yang diharapkan dari karyawan, organisasi dapat
mengarahkan seleksi pada sasaran yang selektif.
3) Memaksimalkan produktivitas
Tuntutan untuk menjadikan organisasi memiliki produktivitas tinggi
mengharuskan organisasi untuk mencari karyawan yang bisa dikembangkan
secara terarah untuk menutupi kesenjangan dalam keterampilannya sehingga
mampu dimobilisasikan secara vertikal dan horizontal.
4) Dasar untuk pengembangan sistem remunerasi
Model kompetensi dapat digunakan untuk mengembangkan sistem remunerasi
(imbalan) secara lebih adil. Kebijakan remunerasi akan lebih terarah dan
transparan dengan mengaitkan keputusan dengan suatu set perilaku yang
diharapkan dan yang ditampilkan seorang karyawan.
5) Memudahkan adaptasi terhadap perubahan
Model kompetensi dapat menjadi sarana untuk menetapkan keterampilan apa
yang dibutuhkan untuk memenuhi kebutuhan yang selalu berubah.
6) Menyelaraskan perilaku kerja dengan nilai-nilai organisasi
Model kompetensi merupakan cara yang paling mudah untuk
mengkomunikasikan nilai-nilai dan hal-hal apa saja yang harus menjadi fokus
dalam unjuk kerja karyawan.
Secara spesifik, model kompetensi memberikan manfaat pada bidang
pelatihan untuk memudahkan organisasi memfokuskan upaya pada keterampilan,
pengetahuan, dan karakteristik yang paling berpngaruh terhadap unjuk kerja,
meyakinkan bahwa kesempatan pelatihan dan pengembangan selaras dengan nilai
dan strategi perusahaan, dan memberikan kerangka kerja untuk proses pembinaan
dan umpan balik secara berkelanjutan (Ruky, 2003:107).
2.2.2. Definisi Pelatihan
Pelatihan merupakan salah satu metode untuk meningkatkan kinerja
karyawan. Ada beberapa pengertian pelatihan. Menurut Hamalik (2005:10),
pelatihan adalah suatu proses yang meliputi serangkaian upaya yang dilaksanakan
dengan sengaja dalam bentuk pemberian bantuan kepada tenaga kerja yang
dilakukan oleh pelatih profesional dalam satuan waktu untuk meningkatkan
kemampuan kerja peserta dalam bidang pekerjaan tertentu hingga efektivitas dan
produktivitas kerja dalam suatu organisasi meningkat.
Pelatihan menyangkut usaha-usaha terencana yang diselenggarakan agar
dicapai penguasaan keterampilan, pengetahuan dan sikap-sikap yang relevan
terhadap pekerjaan (Shaleh, 2006:39). Diharapkan dengan adanya pelatihan,
kesenjangan antara tuntutan pekerjaan dengan kompetensi SDM dapat diperkecil
atau bahkan dihilangkan.
Hariandja (2002:168) menyoroti pelatihan sebagai upaya untuk
meningkatkan pengetahuan, keterampilan, dan kemampuan pegawai serta cara
untuk mengubah sikap pegawai terhadap pekerjaan. Hal ini disebabkan keyakinan
dan pengetahuan pegawai terhadap suatu obyek akan berubah setelah mengikuti
pelatihan dan akan cenderung mengubah sikap pegawai terhadap pekerjaan.
Proses atau kegiatan yang harus dilakukan dalam upaya mengembangkan
program pelatihan yang efektif, yaitu:
1) Menganalisis kebutuhan pelatihan organisasi, yang sering disebut dengan need
analysis atau need assessment.
2) Menentukan tujuan dan materi program pelatihan.
3) Menentukan metode pelatihan dan prinsip-prinsip belajar yang digunakan.
4) Mengevaluasi program pelatihan.
2.2.3. Analisis Kebutuhan Pelatihan
Analisis kebutuhan merupakan tahap awal dari rangkaian kegiatan
pelatihan. Dengan melakukan analisis, perusahaan dapat menentukan masalah
yang dihadapi karyawan saat ini dan tantangan dimasa mendatang yang harus
dipenuhi oleh perusahaan melalui program pelatihan (Rivai, 2004:237). Kegiatan
ini terbilang rumit karena sebelumnya harus mendiagnosis kompetensi yang
dimiliki oleh karyawan. Analisis dilakukan agar metode yang diterapkan sesuai
dengan apa yang dibutuhkan dan tidak sia-sia. Menurut Jiwoungu (2003:143),
terdapat tiga pendekatan yang digunakan dalam melakukan analisis kebutuhan
pelatihan, yaitu:
1) Analisis kebutuhan pelatihan berdasarkan analisis organisasi
Pendekatan berdasarkan analisis organisasi dilakukan dengan mengidentifikasi
strategi dan lingkungan organisasi pada saat ini dan masa mendatang. Para
karyawan dipersiapkan untuk menjalankan strategi yang direncanakan
perusahaan. Pertanyaan yang dijadikan acuan untuk melakukan analisis organisasi
adalah: “Problem kesenjangan pelatihan apa yang harus diselesaikan agar
memberi manfaat bagi organisasi?”.
2) Analisis kebutuhan pelatihan berdasarkan analisis jabatan
Selanjutnya dilakukan analisis berdasarkan jabatan, yaitu menganalisis
tugas-tugas yang harus dilakukan dalam setiap jabatan. Analisis ini dilakukan
untuk menjawab pertanyaan dasar: “Jabatan ini membutuhkan pelatihan apa agar
kinerja pegawai yang menduduki jabatan ini dapat mendukung tercapainya kinerja
perusahaan?”.
3) Analisis kebutuhan pelatihan berdasarkan analisis pejabat
Pertanyaan dasar dari analisis pejabat adalah:”Persyaratan apa yang harus
dimiliki oleh pemegang jabatan agar mampu menampilkan kinerja yang sesuai
dengan standar kinerja jabatan yang diharapkan?”.
Esensi dari analisis pejabat adalah membandingkan antara taraf kinerja ideal
suatu jabatan terhadap kinerja yang ditampilkan oleh pejabat, sehingga diperoleh
kesenjangan kinerja. Kesenjangan tersebut dapat disebabkan oleh rendahnya
motivasi, kemampuan dan ketidaktepatan sikap kerja. Pelatihan dapat menjawab
permasalahan yang berkaitan dengan pengetahuan, keterampilan dan sikap.
2.2.4. Tujuan Pelatihan
Jiwoungu (2003:136) menjelaskan tujuan pelatihan adalah:
1) Menyiapkan pegawai dalam penugasan tertentu.
2) Meningkatkan kinerja dan produktivitas para pegawai pemegang jabatan
sehingga dapat menghilangkan gap atau kesenjangan pengetahuan,
keterampilan serta sikap kerja pegawai dalam tugas jabatannya.
3) Memberikan kesempatan belajar sebagai bagian dari program pengembangan
diri dan karir pegawai.
4) Menyiapkan para pegawai agar dapat menangani atau mengerjakan material
atau produk baru, metode baru, peralatan dan atau teknologi baru.
5) Menyiapkan para lulusan dari berbagai tingkatan sekolah atau pendidikan
umum agar dapat melampaui masa transisi untuk memasuki situasi kerja yang
nyata dari suatu perusahaan.
6) Memungkinkan diselenggarakannya perencanaan sumber daya manusia yang
lebih integratif dan komprehensif dengan kebijakan personalia lainnya
sehingga kinerja dan produktivitas pegawai yang tinggi dapat berpengaruh
langsung pada peningkatan kinerja perusahaan secara keseluruhan.
2.2.5. Metode Pelatihan
Ada beberapa metode dalam pelatihan yang dapat dipilih dan disesuaikan
dengan tujuan yang ingin dicapai oleh perusahaan. Berikut adalah metode
pelatihan menurut Hariandja (2002:186):
2) On the job training
Tujuannya untuk memberikan kecakapan yang diperlukan dalam pekerjaan
tertentu sesuai dengan tuntutan kemampuan bagi pekerjaan tersebut dan sebagai
alat untuk kenaikan jabatan. Biasanya dilakukan langsung pada situasi pekerjaan
yang sebenarnya. Beberapa metode yang termasuk on the job training, yaitu:
a) Job instruction training
Yaitu pelatihan dimana atasan bertindak sebagai pelatih untuk
menginstruksikan cara melakukan pekerjaan tertentu dalam proses kerja.
b) Coaching
Merupakan bentuk pelatihan yang dilakukan oleh atasan di tempat kerja
dengan cara membimbing karyawan dalam melakukan tugas tertentu secara
informal dan tidak terencana.
c) Job rotation
Adalah program yang direncanakan secara formal dengan cara menugaskan
karyawan pada beberapa pekerjan yang berbeda dan dalam bagian yang
berbeda untuk menambah pengetahuan.
d) Apprenticeship
Adalah bentuk pelatihan yang mengkombinasikan antara teori dengan praktek
langsung di lapangan.
3) Off the job training
Latihan diselenggarakan dalam suatu ruangan khusus yang berada di luar
tempat kerja. Tujuannya adalah untuk melatih karyawan melakukan pekerjaannya
secara tepat.
a) Lecture
Merupakan metode pelatihan berupa ceramah yang diberikan oleh pelatih
kepada sekelompok peserta latih dan umumnya terjadi komunikasi satu arah.
b) Video presentation
Merupakan presentasi yang disajikan dalam bentuk film ataupun video tentang
pengetahuan suatu pekerjaan.
c) Vestibule training
Merupakan bentuk pelatihan yang diberikan pada suatu tempat khusus yang
dirancang menyerupai tempat kerja, yang dilengkapi dengan berbagai
peralatan seperti di tempat kerja.
d) Role playing
Merupakan metode pelatihan yang dilakukan dengan cara para peserta
diberikan peran tertentu untuk bertindak dalam situasi khusus.
e) Case study
Adalah studi kasus yang dilakukan dengan memberikan beberapa kasus
tertentu, kemudian peserta diminta memecahkan kasus tersebut melalui
diskusi kelompok belajar.
f) Self study
Merupakan bentuk pelatihan dimana peserta diminta belajar sendiri melalui
rancangan materi yang telah disusun dengan baik, seperti melalui bahan
bacaan dan video.
g) Learning program
Merupakan bentuk lain dari self study, yaitu dengan menyiapkan pertanyaan
dan peserta diminta untuk menuliskan jawabannya.
h) Laboratory training
Merupakan bentuk pelatihan untuk meningkatkan kemampuan hubungan antar
pribadi melalui sharing diantara beberapa peserta.
i) Action learning
Merupakan proses belajar melalui kelompok kecil dalam memecahkan
berbagai persoalan dalam pekerjaan, yang dibantu oleh seorang ahli.
2.2.6. Prinsip Pelatihan
Menurut Hariandja (2002:185), lima prinsip belajar yang dianggap sangat
penting untuk meningkatkan efektivitas pelatihan, yaitu:
1) Participation
Merupakan keterlibatan seorang peserta latihan dalam kegiatan pelatihan
secara aktif dan langsung. Partisipasi merupakan hal yang penting karena
dapat meningkatkan pemahaman peserta pelatihan.
2) Repetition
Adalah melakukan atau mengatakan secara berulang-ulang dalam usaha
menanamkan suatu ide dalam ingatan seseorang.
3) Relevance
Berarti pelatihan mempunyai arti atau manfaat yang sangat penting pada
seseorang.
4) Transference
Berarti adanya kesesuaian antara pelatihan dengan pekerjaan yang dilakukan
sehari-hari oleh karyawan.
5) Feedback
Merupakan pemberian informasi atas perkembangan kemajuan yang telah
dicapai oleh peserta pelatihan. Hal apa saja yang perlu diperbaiki dalam
program pelatihan atau yang dapat dipertahankan.
2.2.7. Evaluasi pelatihan
Evaluasi pelatihan dilakukan untuk menilai keberhasilan suatu program
pelatihan dan sebagai acuan untuk perbaikan kualitas pelatihan dimasa
mendatang. Menurut Rivai (2004:248), kriteria yang efektif dalam mengevaluasi
kegiatan pelatihan adalah yang berfokus pada hasil akhir. Berikut ini adalah hal-
hal yang perlu diperhatikan dalam melakukan proses evaluasi pelatihan:
1) Reaksi dari para peserta pelatihan terhadap isi dan proses pelatihan
Reaksi peserta dapat diukur dengan cara menanyakan langsung kepada para
peserta atau dengan menyebarkan kuesioner.
2) Hasil yang diperoleh melalui pengalaman pelatihan
Pengetahuan yang diperoleh melalui pelatihan diketahui dengan mengukur
seberapa besar tambahan pengetahuan yang diperoleh setelah pelatihan
dilakukan. Ini dapat dilakukan dengan mengadakan pretest yakni tes sebelum
pelatihan dan post test yakni tes sesudah pelatihan.
3) Perubahan perilaku setelah mengikuti pelatihan
Perubahan perilaku karyawan setelah pelatihan dapat diketahui dengan cara
menanyakan langsung kepada atasan, rekan kerja, atau dengan melakukan
pengamatan di lapangan.
4) Perbaikan pada organisasi
Perbaikan pada organisasi dapat dilihat dari perputaran kerja yang menurun,
kecelakaan kerja yang makin rendah, menurunnya ketidakhadiran, dan
penurunan biaya proses.
2.2.8. Unsur Pelatihan
Menurut Hamalik (2005:35), lima unsur dalam program pelatihan yaitu:
1) Peserta latihan
Penetapan calon peserta pelatihan erat kaitannya dengan keberhasilan proses
pelatihan, yang pada akhirnya turut menentukan efektivitas pekerjaan. Karena itu
perlu dilakukan seleksi yang teliti untuk memperoleh peserta yang baik,
berdasarkan kriteria, antara lain :
a) Akademik, adalah jenjang pendidikan dan keahlian.
b) Jabatan, yang bersangkutan telah menempati pekerjaan tertentu atau akan
ditempatkan pada pekerjan tertentu.
c) Pengalaman kerja, ialah pengalaman yang telah diperoleh dalam
pekerjaan.
d) Motivasi dan minat yang bersangkutan terhadap pekerjaannya.
e) Pribadi, menyangkut aspek moral, dan sifat-sifat yang diperlukan untuk
pekerjaan tersebut.
f) Intelektual, tingkat berfikir, dan pengetahuan, diketahui melalui tingkat
seleksi.
2) Pelatih (instruktur)
Pelatih memegang peranan penting dalam pelatihan terhadap kelancaran dan
keberhasilan program pelatihan. Itu sebabnya perlu dipilih pelatih yang ahli, yang
berkualifikasi dan profesional. Beberapa pertimbangan yang perlu
dipertimbangkan dalam memilih pelatih adalah :
a) Telah disiapkan secara khusus sebagai pelatih, yang ahli dalam bidang
spesialisasi tertentu.
b) Memiliki kepribadian yang baik yang menunjang pekerjaannya sebagai
pelatih.
c) Pelatih berasal dari dalam lingkungan organisasi sendiri lebih baik
dibandingkan dengan yang dari luar.
d) Perlu dipertimbangkan bahwa seorang pejabat yang ahli dan
berpengalaman belum tentu menjadi pelatih yang baik dan berhasil.
3) Lamanya pelatihan
Lamanya masa pelatihan berdasarkan pertimbangan mengenai :
a) Jumlah dan mutu kemampuan yang hendak dipelajari. Bila jumlah dan
mutu kemampuan yang hendak dipelajari dalam pelatihan lebih banyak
dan tinggi, maka diperlukan waktu pelatihan yang lebih lama.
b) Kemampuan belajar para peserta dalam mengikuti kegiatan. Kelompok
peserta yang kurang mampu menerima materi membutuhkan waktu
pelatihan yang lebih lama.
c) Media pengajaran. Media pengajaran yang serasi dan canggih akan
membantu kegiatan pelatihan dan dapat mengurangi lamanya pelatihan.
4) Bahan pelatihan
Bahan latihan sebaiknya disiapkan secara tertulis agar mudah dipelajari
oleh para peserta. Penulisan bahan dalam bentuk buku paket materi pelatihan
hendaknya memperhatikan faktor-faktor tujuan pelatihan, tingkatan peserta
latihan, harapan lembaga penyelenggara pelatihan dan lamanya latihan. Cara
penulisannya agar disesuaikan dengan pedoman penulisan karya ilmiah yang
berlaku. Untuk melengkapi bahan pelatihan sebaiknya disediakan sejumlah
referensi yang relevan dengan pokok bahasan yang diajarkan.
5) Bentuk pelatihan
Bentuk pelatihan tentunya disesuaikan dengan permasalahan yang sedang
dihadapi dan tujuan yang ingin dicapai.
2.3. Komponen ISO 22000:2005
2.3.1. Ruang Lingkup ISO 22000:2005
ISO 22000:2005 merupakan persyaratan manajemen keamanan pangan
jika organisasi ingin memberikan bukti akan kemampuannya mengendalikan
bahaya keamanan pangan untuk meyakinkan produknya dikonsumsi. Standar
Internasional ini dapat diterapkan pada semua organisasi baik besar ataupun kecil
yang berkaitan dengan pangan dan mempunyai keinginan untuk menerapkan
sistem keamanan pangan secara konsisten (ISO, 2005:1).
2.3.2. Tujuan ISO 22000:2005
Standar internasional ini menentukan persyaratan bagi perusahaan untuk
mampu:
1) Merancang, menerapkan, melaksanakan, menjaga dan menyesuaikan sistem
manajemen keamanan pangan untuk menghasilkan produk yang sesuai dengan
penggunaan dan aman dikonsumsi.
2) Menunjukkan kesesuaian dengan persyaratan keamanan pangan sesuai dengan
ketentuan dan peraturan yang berlaku.
3) Mengevaluasi dan menilai persyaratan pelanggan dan memberikan bukti
kesesuaian terhadap persyaratan pelanggan yang disepakati bersama terkait
dengan keamanann pangan untuk meningkatkan kepuasan pelanggan.
4) Mengkomunikasikan mengenai isu keamanan pangan terhadap pemasok,
pelanggan dan pihak yang terkait pada rantai pangan.
5) Menjamin bahwa organisasi memenuhi kesesuaian dengan kebijakan pangan
yang dicanangkan.
6) Memberikan bukti kesesuaian kepada pihak terkait.
7) Mendapatkan sertifikasi atau registrasi atas sistem manajemen keamanan
pangan dari lembaga eksternal atau membuat penilaian dan pernyataan secara
mandiri tentang kesesuaian terhadap standar internasional (ISO, 2005:1).
2.3.3. Sistem Manajemen Keamanan Pangan
Sistem Manajemen Keamanan Pangan (SMKP) berisi mengenai
persyaratan yang harus dilakukan oleh organisasi yang menjalankan SMKP.
Adapun persyaratannya adalah:
1) Persyaratan Umum
Hal-hal yang harus dilakukan dalam persyaratan umum adalah:
a) Mengidentifikasi, mengevaluasi dan mengendalikan bahaya yang mungkin
terjadi hingga produk tidak membahayakan konsumen.
b) Menyampaikan informasi keamanan pangan di seluruh rantai pangan.
c) Menyampaikan informasi SMKP di seluruh bagian organisasi.
d) Mengevaluasi secara periodik dan memperbaharui SMKP.
2) Persyaratan Dokumentasi
Dokumentasi harus mencakup pernyataan kebijakan dan sasaran keamanan
pangan, prosedur dan rekaman, serta panduan untuk memastikan pengembangan,
penerapan dan pembaharuan yang efektif (Dokumen Pabrik Bukanagara, 2007:3).
2.3.4. Tanggung Jawab Manajemen
Dalam penerapan ISO 22000:2005, ada beberapa hal yang termasuk
tanggung jawab manajemen, yaitu:
1) Komitmen Manajemen
a) Sasaran bisnis organisasi mendukung keamanan pangan
b) Mengkomunikasikan pentingnya kesesuain terhadap ISO 22000:2005 baik
dari segi Undang-Undang, peraturan dan persyaratan pelanggan.
c) Menetapkan kebijakan keamanan pangan.
d) Mengadakan tinjauan manajemen.
e) Memastikan ketersediaan sumber daya.
2) Kebijakan Keamanan Pangan
Kebijakan keamanan pangan harus sesuai dengan fungsi organisasi dalam
rantai pangan, sesuai dengan peraturan, didokumentasikan, dikomunikasikan dan
ditinjau secara berkala.
3) Perencanaan Sistem Manajemen Keamanan Pangan
Perencanaan harus memenuhi persyaratan dan sasaran perusahaan serta
integritas SMKP terpelihara ketika ada perubahan yang telah direncanakan dan
diterapkan.
4) Tanggung Jawab dan Wewenang
Manajemen puncak harus menetapkan tanggung jawab dan wewenang para
pejabat yang dikomunikasikan untuk memastikan efektivitas operasi dan
pemeliharaan SMKP.
5) Ketua Tim Keamanan Pangan
Ketua SMKP ditunjuk oleh mananajemen puncak dengan tanggung jawab dan
wewenang sebagai berikut:
a) Mengatur keamanan pangan
b) Memastikan pelatihan dan pendidikan yang relvan untuk anggo ta tim
keamanan pangan
c) Memastikan SMKP ditetapkan, diterapkan, dipelihara dan diperbaharui
d) Melaporkan secara langsung kepada manajemen puncak tentang efektifitas
dan kesesuaian SMKP.
6) Komunikasi
Komunikasi dengan pada pihak-pihak dalam rantai pangan merupakan hal
yang penting untuk memastikan semua kemungkinan bahaya yang akan timbul
dapat teridentifikasi dan terkontrol pada setiap tahapan antara rantai pangan.
Komunikasi yang dilakukan oleh tiap organisasi terdiri dari dua jenis, yaitu
komunikasi eksternal dan komunikasi internal.
a) Komunikasi eksternal
Pihak-pihak yang diajak berkomunikasi adalah kontraktor dan pemasok,
lembaga berwenang, pelanggan dan konsumen, dan organisasi lainnya
yang berhubungan dengan bidang usaha yang dilakukan. Dengan adanya
komunikasi tersebut organisasi akan mendapat informasi mengenai aspek-
aspek yang menyangkut keamanan dari produk, persyaratan keamanan
pangan yang berasal dari peraturan dan pelanggan, dan mendapat masukan
untuk memperbaharui sistem dan sebagai bahan pertimbangan manajemen.
b) Komunikasi internal
Komunikasi internal dilakukan untuk membahas persoalan yang dapat
berpengaruh terhadap keamanan pangan.
7) Tanggap darurat dan Keadaan siaga
Manajemen puncak harus menetapkan, menerapkan dan memelihara prosedur
untuk mengatur situasi darurat dan kecelakaan potensial yang berpengaruh
terhadap keamanan pangan dan rantai pangan.
8) Tinjauan Manajemen
Manajemen puncak harus meninjau SMKP pada interval waktu yang di
rencanakan untuk memastikan kesesuaian yang berkelanjutan dan untuk
mengeluarkan keputusan dan tindakan mengenai kebutuhan sumberdaya, revisi
dan kebijakan sasaran, perbaikan SMKP, dan jaminan akan keamanan pangan
(Dokumen Pabrik Bukanagara, 2007:9).
2.3.5. Manajemen Sumber Daya
Organisasi harus menyediakan sumberdaya untuk penetapan, penerapan,
pemeliharaan dan pemberharuan SMKP.
1) Sumber Daya Manusia
a) Mengidentifikasi kompetensi yang dibutuhkan setiap jabatan
b) Mengadakan pelatihan untuk memenuhi kompetensi
c) Memastikan pelatihan personel yang bertanggung jawab terhadap
pemantauan, koreksi, dan tindakan koreksi.
d) Memastikan evaluasi penerapan dan keefektifannya
e) Memasikan kesadaran personel dalam kontribusinya terhadap keamanan
pangan
f) Memastikan komuniksi dipahami secara efektif
g) Memelihara kecukupan rekaman
2) Infrastuktur
Organisasi harus menyediakan sumberdaya untuk penetapan dan pemeliharaan
infrastruktur yang dibutuhkan.
3) Lingkungan kerja
Organisasi harus menyediakan sumberdaya untuk penetapan, pengelolaan, dan
pemeliharaan lingkungan kerja (Dokumen Pabrik Bukanagara, 2007:11).
2.3.6. Perencanaan dan Realisasi Produk
Beberapa hal yang harus diperhatikan dan dilakukan organisasi dalam
membuat perencanaan dan realisasi produknya adalah:
1) Umum
Organisasi harus merencanakan dan mengembangkan proses yang dibutuhkan
untuk realisasi produk yang aman.
2) Program kelayakan dasar atau Pre-Resquisite Program (PRP)
PRP merupakan kondisi dan kegiatan dasar yang dibutuhkan untuk
memelihara lingkungan yang higienis diseluruh rantai pangan sesuai untuk
produksi, penanganan dan penyediaan produk akhir yang aman untuk
dikonsumsi. Organisasi harus mengembangkan, mengimplementasikan, dan
mengatur PRP untuk dapat mengendalikan kemungkinan munculnya bahaya
keamanan pangan melalui lingkungan kerja, kontaminasi biologi, kimia, dan fisik
termasuk kontaminasi silang antar produk, dan peningkatan bahaya keamanan
pangan dalam produk dan lingkungan pengolahan produk. PRP harus sesuai
dengan kebutuhan organisasi, sesuai dengan ukuran dan tipe operasi dan sifat
dasar atau alami dari produk, diterapkan diseluruh sistem produksi, dan disetujui
oleh tim keamanan pangan.
3) Langkah untuk menganalisis bahaya
Dalam menganalisis bahaya yang berpotensi mengkontaminasi produk,
organisasi menjalani langkah-langkah sebagai berikut:
a) Membentuk tim keamanan pangan
b) Membuat daftar karakteristik produk yang dihasilkan
c) Membuat cara penggunaan produk yang dihasilkan
d) Membuat diagram alir, tahapan proses, dan langkah tindakan pengendalian
4) Analisis bahaya
Tim keamanan pangan melakukan analisis bahaya yang perlu dikendalikan
dan melakukan langkah pengendaliannya.
a) Identifikasi bahaya dan penentuan batas yang dapat diterima
Seluruh informasi yang relevan untuk melakukan analisis harus
dikumpulkan, dipelihara, dan diperbaharui dalam dokumen yang
dikendalikan.
b) Penilaian bahaya
Penilaian bahaya dilakukan untuk menentukan bahaya yang teridentifikasi,
apakah berada pada tingkat yang dapat diterima terhadap produksi pangan
yang aman dan apakah pengendalinnya dibutuhkan untuk memungkinkan
terpenuhinya tingkatan yang dapat diterima.
c) Seleksi dan penilaian langkah pengendalian
Langkah seleksi dan pengendalian harus mampu mencegah,
mengeliminasi, atau mereduksi bahaya pada tingkat yang diterima.
Langkah pengendalian dikategorikan sebagai Operational PRP dan
HACCP (Hazard Analysis Critical Control Point) Plan.
5) Membuat Operational PRP
Operational PRP merupakan hasil identifikasi dari pengenalan bahaya yang
berada dalam lingkungan proses. Hal-hal yang termasuk dalam Operational PRP
adalah: identifikasi bahaya dan pengendaliannya, prosedur pemantauan, koreksi
dan tindakan koreksi, tanggung jawab dan wewenang.
6) Membuat HACCP Plan
HACCP Plan berisi informasi mengenai bahaya yang harus dikendalikan,
langkah pengendalian, batas kritis, prosedur pemantauan, tindakan koreksi,
tanggung jawab pemantauan, dan rekaman pemantauan.
7) Memperbaharui informasi dan dokumentasi
Informasi yang harus selalu diperbaharui adalah karakteristik produk,
penggunaan produk, diagram alir, tahapan proses, langkah pengendalian, PRP dan
HACCP Plan.
8) Verifikasi
Verifikasi harus mengkonfirmasi implementasi PRP, pembaharuan masukan
untuk analisa bahaya, efektivitas implementasi dari Operational PRP, HACCP
Plan dan Prosedur perusahaan, tingkat bahaya yang dapat diterima dan rekaman
terpelihara.
9) Sistem Mampu Telusur
Sistem mampu telusur harus dapat mengidentifikasi bahan baku dari pemasok
langsung dan distribusi produk akhir untuk distributor langsung.
10) Kontrol Ketidaksesuaian
Kontrol ketidaksesuaian yang harus dilakukan adalah sebagai berikut:
a) Koreksi
Koreksi harus disetujui oleh orang yang memiliki tanggung jawab dan
berdasarkan rekaman ketidaksesuaian.
b) Tindakan koreksi
Prosedur yang harus dilakukan untuk melakukan tindakan koreksi adalah
meninjau ketidaksesuaian (termasuk keluhan pelanggan), meninjau
kecenderungan selama pemantauan, menetapkan penyebab-penyebabnya,
evaluasi tindakan untuk mencegah terulangnya kembali, menentukan dan
menerapkan tindakan, merekam tindakan yang telah dilakukan dan

meninjau ulang tindakan koreksi yang dilakukan untuk memastikan
keefektifannya.
c) Penanganan produk yang berpotensi tidak aman
Organisasi harus mencegah ketidaksesuaian produk masuk kedalam rantai
pangan. Produk yang tidak sesuai harus ditahan dan ditarik dari pasar.
d) Evaluasi untuk pelepasan produk
Produk tidak sesuai dapat dilepas sebagai produk yang aman jika ada bukti
lain dari pengendalian yang efektif dan hasil analisa menunjukan bahaya
pada tingkatan yang dapat diterima.
e) Pengaturan produk tidak sesuai
Produk yang tidak sesuai diproses ulang unuk mereduksi bahaya atau
dibuang sebagai limbah.
f) Penarikan kembali
Organisasi menunjuk personel yang berwenang untuk memulai dan
melaksanakan penarikan produk, menetapkan prosedur, mencatat
penyebab, tingkat dan hasil penarikan kembali untuk dijadikan masukan
dalam tinjauan manajemen dan membuat verifikasi serta merekam dengan
teknik yang tepat simulasi penarikan (Pabrik Bukanagara, 2007:14).
2.3.7. Validasi, Verifikasi dan Perbaikan Sistem Manajemen Keamanan
Pangan
Baberapa langkah yang harus dilakukan untuk memperbaiki sistem
manajemen keamanan pangan adalah:
1) Validasi dari kombinasi tahapan pengendalian
Hal yang harus divalidasi adalah kemampuan dan pemilihan langkah
pengendalian serta efektifitas dari langkah pengendalian.
2) Pengendalian, pemantauan dan pengukuran
Pengukuran peralatan dan metode yang digunakan harus dikalibrasi atau
verifikasi pada interval yang ditetapkan atau sebelum penggunaan (mengacu pada
standar internasional atau nasional). Jika hasil kalibrasi / verifikasi tidak sesuai
dlakukan tindakan terhadap alat dan produk yang terpengaruh akibat
ketidaksesuaian alat tersebut dan rekamanya harus dipelihara dan dijaga.
3) Verifikasi SMKP
Verifikasi adalah konfirmasi melalui ketentuan dan bukti objektif bahwa
persyaratan yang telah terpenuhi.
4) Perbaikan SMKP
Perbaikan SMKP dilakukan secara berkelanjutan dan dievaluasi sesuai waktu
yang terencana (Dokumen Pabrik Bukanagara, 2007:32).
2.4. Kerangka Konseptual
Pabrik Bukanagara merupakan salah satu pabrik pengolahan teh hitam yang
dimiliki oleh PTPN VIII Unit Tambaksari. Sebagai salah satu strategi untuk
menghadapi persaingan bebas dan meningkatkan kinerja SDM yang dimiliki,
Pabrik Bukanagara mencoba meningkatkan kemampuan para karyawannya
dengan menerapkan program pelatihan. Salah satu program pelatihan yang sedang
gencar dilaksanakan adalah pelatihan ISO 22000:2005 mengenai keamanan
pangan.
Penelitian ini akan membahas mengenai penerapan pelatihan ISO
22000:20005 yang baru saja dilaksanakan. selain itu penelitian ini akan membahas
manfaat yang dirasakan para karyawan setelah mengikuti pelatihan baik dari sisi
peningkatan pengetahuan dan perubahan sikap karyawan serta hambatan yang
dirasakan oleh karyawan untuk mengimplementasikan program ISO 22000:2005.
Peneliti akan menggunakan metode penelitian deskriptif untuk menjawab
permasalahan diatas dengan mengumpulkan fakta-fakta relevan, melakukan
observasi atas elemen yang menjadi kunci implementasi sistem ISO 22000:2005
dan mencari informasi yang berkaitan melalui wawancara. Khusus Pendalaman
terhadap perubahan sikap karyawan digunakan t-Test. Melalui hasil penelitian
dapat terlihat bagaimana penerapan pelatihan yang sudah dijalankan perusahaan,
tingkat manfaat yang dialami karyawan dan hambatan dalam
mengimplementasikan ISO 22000:2005. Secara garis besar, maksud uraian diatas
digambarkan kerangka konseptual pada Gambar 1 dan rinciannya terdapat dalam
kerangka operasional pada Lampiran 1.

Gambar 1. Kerangka Konseptual
PTPN VIII Tambak Sari,
Pabrik Bukanagara
Visi dan misi
Pelatihan ISO 22000:2005
• Analisis kesesuaian pelaksanaan
pelatihan
• Analisis manfaat pelatihan terhadap
tingkat pengetahuan dan sikap
• Analisis hambatan implementasi ISO 22000:2005
Saran
Kemampuan SDM
BAB III
METODE PENELITIAN
3.1. Lokasi dan Waktu Penelitian
Penelitian ini dilakukan pada PTPN VIII, Unit Tambaksari, Pabrik
Bukanagara, Subang, Jawa Barat. Lokasi ini sengaja dipilih karena Pabrik
Bukanagara merupakan salah satu pabrik pengolahan teh milik PTPN VIII yang
telah menerapkan ISO 22000:2005. Adapun waktu pelaksanaan penelitian
dimulai pada bulan Desember 2007-Januari 2008.
3.2. Jenis dan Sumber Data
Data yang digunakan untuk mendukung penelitian ini terdiri dari dua jenis
data, yaitu data primer yang berasal dari perusahaan dan responden dan data
sekunder yang berasal dari studi pustaka.
1) Data primer
a) Observasi
Merupakan cara pengumpulan data dengan melakukan pengamatan secara
langsung (kunjungan) ke Perusahaan. Observasi dilakukan untuk melihat
kondisi kerja dari karyawan pabrik Bukanagara.
b) Wawancara
Merupakan cara pengumpulan data dengan mengajukan pertanyaan kepada
narasumber, dalam hal ini yaitu manajemen perusahaan (sinder pabrik
Bukanagara) dan karyawan (para mandor) . Wawancara dilakukan untuk
mengetahui bagaimana penerapan pelatihan ISO 22000:2005 di pabrik
Bukanagara.
c) Kuesioner
Merupakan cara pengumpulan data dengan mengajukan pertanyaan tertulis
untuk mendapatkan jawaban atau tanggapan dari responden yang merupakan
karyawan pada bagian pembeberan, pelayuan, turun layu, penggilingan,
pengeringan, sortasi dan pengepakan mengenai hal yang sedang diteliti,
yaitu manfaat dari pelatihan ISO 22000:2005 dan hambatan yang dirasakan
untuk mengimplementasikan pelatihan tersebut.
2) Data sekunder
Data sekunder diperoleh dari berbagai sumber pustaka seperti buku dan situs
internet yang dapat mendukung penelitian.
3.3. Penentuan Responden
Penentuan responden kuesioner pada penelitian ini dilakukan dengan metode
sensus. Responden adalah seluruh karyawan Pabrik Bukanagara (populasi) pada
bagian pembeberan, pelayuan, turun layu, penggilingan, pengeringan, sortasi dan
pengepakan yang berjumlah 44 orang. Bagian ini dipilih karena merupakan bagian
yang terlibat langsung dalam proses pekerjaan mengolah bahan baku teh menjadi
produk teh jadi. Selain itu berdasarkan data yang didapat dari perusahaan bagian-
bagian tersebut merupakan area kritis (rentan terhadap timbulnya bahaya).
Sedangkan responden yang diwawancarai adalah sinder Kebun Tmbaksari dan
Pabrik Bukanagara serta para mandornya. Responden dipilih secara sengaja
(purposive sample) sebanyak 5 orang yang mengerti mengenai tata cara pelatihan
ISO 22000:2005 dan pengolahan teh yang dilaksanakan oleh Pabrik Bukanagara.
3.4. Metode Pengolahan dan Analisis Data
3.4.1. Uji Validitas dan Reliabilitas Kuesioner
Uji validitas merupakan cara untuk mengukur kevalidan suatu instrumen
dalam kuesioner (Arikunto, 2002:144). Uji validitas diperlukan agar data yang
diperoleh tidak menyimpang dan dapat menjawab variabel yang diteliti. Rumus
yang digunakan adalah sebagai berikut:
( )( )
( ){ } ( ){ }∑ ∑∑∑∑ ∑∑
Υ−ΥΝΧ−ΧΝ
ΥΧ−ΧΥΝ=
2222XYr
Keterangan:
N = Jumlah responden
Y = Skor total pertanyaan
X = Skor masing-masing pertanyaan
Uji reliabilitas adalah ukuran yang menyatakan bahwa suatu instrumen
dapat dipercaya untuk dijadikan sebagai alat pengumpul data dan sesuai dengan
keadaan yang sebenarnya (Arikunto, 2002:154). Rumus yang digunakan adalah:
( )
b
b
Γ+
Γ=Γ
1
211
Keterangan:
Г11 = reliabilitas instrumen
Гb = indeks korelasi antara dua belahan instrumen
3.4.2. Analisis Kualitatif deskriptif
Penelitian ini akan menggunakan teknik analisis kualitatif deskriptif yang
akan menggambarkan mengenai sistem pelatihan ISO 22000:2005. Adapun
tahapan dari analisis kualitatif deskriptif adalah sebagai berikut:
1) Peneliti akan melakukan wawancara kepada pihak manajemen pabrik
Bukanagara untuk mengetahui kesenjangan antara kemampuan yang dimiliki
oleh karyawan dengan kemampuan yang dituntut oleh perusahaan sehingga
manajemen memutuskan melaksanakan pelatihan ISO 22000:2005.
2) Selanjutnya peneliti akan melakukan verifikasi terhadap hasil wawancara dan
perolehan data sekunder mengenai pelaksanaan pelatihan ISO 22000:2005
oleh perusahaan untuk disesuaikan dengan teori-teori pada tinjauan pustaka.
3) Tahap berikutnya peneliti akan melakukan analisis manfaat pelatihan ISO
22000:2005 terhadap pengetahuan dan perbaikan sikap kerja karyawan.
Pengumpulan data dilakukan dengan alat bantu berupa kuesioner yang akan
diberikan kepada responden dengan menggunakan skala likert dengan bobot
jawaban sangat setuju=4, setuju=3, kurang setuju=2, tidak setuju=1. Menurut
Simamora (2001) dalam Wirawan (2007:33) untuk menginterpretasikan
bagaimana suatu variabel atribut dinilai oleh keseluruhan responden
berdasarkan tingkat kepentingan dan tingkat kinerja harus dicari terlebih
dahulu rentang skala yang diperoleh dengan rumus:
RS= (m-n)/b
= (4-1)/4
= 0,75
Keterangan: m= bobot tertinggi yang mungkin
n = bobot terendah yang mungkin
b= jumlah kelas
Dengan rentang skala 0,75 dimana skor terendah adalah 1 dan tertinggi 4,
maka skala linier numerik disajikan di bawah ini:
1,00 ≤ x ≤ 1,75= kurang baik/tidak ada
1,76 < x ≤ 2,50= cukup baik/cukup besar
2,51 < x ≤ 3,25= baik/besar
3,26 < x ≤ 4,00= sangat baik/sangat besar
Interpretasi diperkuat dengan pendeskripsian jumlah responden yang
menjawab masing-masing pernyataan sesuai dengan ilai bobot yang terpilih
yang dinyatakan dalam bentuk persentase.
Khusus perubahan sikap karyawan, pengolahan data dilakukan dengan t-Test.
4) Peneliti akan melakukan analisis terhadap hambatan implementasi ISO
22000:2005. Analisis ini dilakukan dengan dugaan masih terdapat beberapa
kendala mengenai penerapan pelatihan ISO 22000:2005 pada pabrik
Bukanagara mengingat waktu penerapan ISO 22000:2005 pada perusahaan
relatif baru (1 tahun). Analisis ini akan dilakukan dengan wawancara terhadap
pihak manajemen dan menyebarkan kuesioner kepada responden sama dengan
analisis yang dilakukan untuk menentukan tingkat pengetahuan responden.
5) Observasi dilakukan untuk melihat secara langsung proses kerja karyawan
pabrik Bukanagara dalam mengimplementasikan pelatihan ISO 22000:2005
yang telah diberikan pada bulan Februari sampai Juni 2007. Hasil observasi
berupa gambaran dan foto yang menunjukkan keragaan proses kerja.
3.4.3. Uji Statistik Menggunakan Metode t-Test
Uji statistik menggunakan paired sample t-Test dilakukan untuk melihat
apakah terdapat perbedaan yang nyata antara perubahan sikap karyawan sebelum
dan sesudah mengikuti pelatihan ISO 22000:2005 pada taraf kepercayaan 90
persen. Dengan menggunakan t-Test dapat terlihat apakah pelatihan yang
dilakukan pabrik Bukanagara dapat memperbaiki sikap karyawan dalam bekerja
sesuai dengan prosedur ISO 22000:2005.
Perumusan Hipotesis:
H0 : Perubahan sikap karyawan sebelum pelatihan dengan sesudah pelatihan tidak
berbeda nyata
H1 : Perubahan sikap karyawan sebelum pelatihan dengan sesudah pelatihan
berbeda nyata
Pengujian Hipotesis
Apabila thitung > t tabel maka kesimpulannya tolak H0
Apabila thitung < t tabel maka kesimpulannya terima H0
Dimana thitung menurut Sugiyono (2004:198) dirumuskan sebagai berikut:
−+
−=
2
2
1
1
2
2
1
2
1
21
2
1n
s
n
sr
n
s
n
s
tχχ
Dimana:
χ1 = Rata-rata sikap setelah karyawan mengikuti pelatihan
χ2 = Rata-rata sikap sebelum karyawan mengikuti pelatihan
s1 = simpangan baku setelah karyawan mengikuti pelatihan
s2 = simpangan baku sebelum karyawan mengikuti pelatihan
r = Korelasi
n1 = Jumlah karyawan yang telah mengikuti pelatihan
n2 = Jumlah karyawan yang belum mengikuti pelatihan
Sedangkan untuk mendapatkan nilai t tabel terlebih dahulu mencari dk (derajat
kesalahan), dimana dk menurut Sugiyono (2004:197) dirumuskan sebagai berikut:
dk = n1-1
Dalam melakukan analisis manfaat pelatihan terhadap perubahan sikap
karyawan, peneliti menggunakan skala 1, 3, dan 5. Dimana intrepetasi dari skala
1= tidak pernah, 3= kadang-kadang, 5= selalu. Pemilihan skala tersebut untuk
menghindari biasnya jawaban dari responden mengenai perubahan sikap yang
mereka lakukan.
3.5. Definisi Operasional
Definisi operasional yang digunakan dalam penelitian ini adalah :
1) Pelatihan adalah upaya sistematik perusahaan untuk meningkatkan
pengetahuan, keterampilan dan sikap-sikap kerja para pegawai melalui proses
belajar agar optimal dalam menjalankan fungsi dan tugas-tugasnya.

2) ISO 22000:2005 merupakan persyaratan yang harus dipenuhi sistem
manajemen keamanan pangan jika organisasi yang berada di dalam rantai
pangan ingin memberikan bukti akan kemampuannya untuk mengontrol
bahaya keamanan pangan sebagai cara untuk meyakinkan bahwa produknya
aman dikonsumsi.
3) Kompetensi adalah kombinasi keterampilan, pengetahuan, dan perilaku yang
dapat diamati dan diterapkan secara kritis untuk suksesnya sebuah organisasi
dan prestasi kerja serta kontribusi pribadi karyawan terhadap organisasinya.
4) Gap adalah kesenjangan antara kompetensi yang dimiliki oleh karyawan
dengan yang diinginkan oleh perusahaan.
5) Pengetahuan adalah akumulasi proses pendidikan yang memberikan
kontribusi kepada seseorang dalam menyelesaikan suatu masalah.
Pengetahuan yang dinilai adalah yang berkaitan dengan hasil pelatihan ISO
22000:2005.
6) Sikap adalah kebiasaan yang terpola sebelum dan sesudah karyawan
mengikuti pelatihan ISO 22000:2005. Penilaian sikap diukur dari kepatuhan
karyawan dalam mematuhi prosedur ISO 22000:2005.
BAB IV
GAMBARAN UMUM PERUSAHAAN
4.9. Deskripsi Geografis
Perkebunan Tambaksari terletak pada ketinggian 480-1200 m di atas
permukaan laut dengan suhu maksimum 28 oC dan suhu minimum 15
oC. Rata-
rata hujan di daerah ini berkisar antara 200-2500 mm pertahun dengan
kelembaban 60-90%. Secara umum Perkebunan Tambaksari bertopografi datar
dan bergelombang. Jenis tanahnya adalah vulkanik dan andosol dengan pH sekitar
5,5-6,5. Perkebunan Tambaksari terletak di beberapa Desa dan dua Kecamatan,
yaitu Desa Tambakan, desa Kasomalang Wetan, Desa Kasomalang Kulon, Desa
Kumpay, Desa Palasari, dan Desa Bunihayu di Kecamatan Jalan Cagak serta Dsa
Cupunagara di Kecamatan Cisalak. Jarak Pabrik Teh Tambaksari dengan ibukota
propinsi adalah 45 km, jarak dengan ibukota kabupaten adalah 15 km, jarak
dengan kecamatan adalah 3 km. Pabrik pengolahan Tambaksari terletak di Desa
Tambakan, Kantor Induknya terletak di Desa Kasomalang Kulon, dan Pabrik
Bukanagara terletak di Desa Cupunagara.
4.2. Sejarah Perusahaan
Kebun Tambaksari adalah salah satu kebun dari 24 kebun teh yang dikelola
oleh PT Perkebunan Nusantara VIII (PTPN VIII) dan berkantor pusat di jalan
Sindangsirna nomor 4 Bandung, Jawa Barat. Kebun Tambaksari merupakan
gabungan dari tiga buah kebun milik pemerintah kolonial Belanda, yaitu Kebun
Bukanagara (1902), Kebun Kasomalang (1906), dan Kebun Tambakan (1922).
Pengabungan ini terjadi pada tahun 1979 saat Kebun Tambaksari dikelola oleh
PTP XIII. Sebelumnya pada tahun 1950, kebun Tambaksari dialihkan
kepemilikannya ke Pamanukan & Tjiasem Lands (P&T) milik Kerajaan Inggris.
Kemudian tahun 1964 dinasionalisasikan oleh pemerintah Republik Indonesia
menjadi Badan Usaha Milik Negara (BUMN). Setelah itu kebun Tambaksari
mengalami beberapa kali pengalihan pengelolaan, mulai dari PNP Dwikora IV
(1964-1970), PP Subang (1970-1973), PT Perkebunan XXX (1973-1979), PT
Perkebunan XIII (1979-1995), dan PT Perkebunan Nusantara VIII (1995-
sekarang). PTPN VIII merupakan penggabungan Perkebunan Jawa Barat-Banten,
yaitu PTP XI, PTP XII, dan PTP XIII pada tanggal 11 Maret 1996 berdasarkan
Peraturan Pemerintah (PP) nomor 13 tahun 1996.
Saat ini Kebun Tambaksari mengelola lima afdeling dengan komoditas teh,
yaitu Tambaksari, Kasomalang, Palasari, Sarireja, dan Bukanagara, serta
mengelola satu afdeling kakao yaitu Sindangsari. Pada awalnya (1922-1986),
komoditas teh yang ada di Kebun Tambaksari diolah dengan sistem Orthodoks di
Pabrik Teh Tambaksari. Kemudian sejak tahun 1986 diadakan penggantian mesin
menjadi sistem pengolahan CTC. Pada tahun 1999, guna meningkatkan mutu hasil
olah dan kapasitas olahan, mulailah didirikan Pabrik Teh CTC Bukanagara yang
diresmikan pada tanggal 14 April 1999. Awal pengelolaan, Pabrik Bukanagara
hanya mengolah Teh jadi sampai kering “belong” dan dipasarkan dengan nama
Pabrik Tambaksari. Kemudian secara bertahap diadakan penambahan mesin

sortasi dan perbaikan proses, sehingga mulai tahun 2001 telah memiliki “brand
name” Pabrik Teh Hitam CTC Bukanagara.
4.3. Visi, Misi, Kebijakan dan Sasaran Perusahaan
4.3.1. Visi
Setiap perusahaan pasti memiliki visi agar arah usahanya jelas, begitu juga
dengan PTPN VIII Kebun Tambaksari. Visi PT Perkebunan Nusantara VIII
Kebun Tambaksari yaitu menjadi BUMN Perkebunan yang tangguh dalam bidang
agribisnis dan agroindustri yang memuaskan stakeholder (customer, pemilik
saham, dan karyawan) serta berwawasan lingkungan.
4.3.2. Misi
Sebagai BUMN PT Perkebunan Nusantara VIII Kebun Tambaksari
mempunyai tugas utama membangun perkebunan berdasarkan pada Tri Dharma
Plus yaitu :
1) Mempertahankan dan meningkatkan sumbangan dibidang perkebunan untuk
meningkatkan pendapatan nasional, yang diperoleh dari hasil produksi dan
pemasaran ke mancanegara dan pemasaran dalam negeri.
2) Memperluas lapangan kerja untuk meningkatakn kesejahteraan rakyat pada
umumnya dan menigkatkan taraf hidup petani serta karyawan perkebunan
khususnya, secara pemenuhan sebagai pemenuhan fungsi sosial.
3) Memelihara kelestarian alam, khususnya menjaga kekayaan alam serta
meningkatkan kesuburan tanah dan tata air.
Selain itu juga memberi kontribusi dalam :
1) Pembangunan nasional yang berkelanjutan dan berwawasan lingkungan.
2) Meningkatkan pendapatan nasional serta peningkatan kesejahteraan bangsa.
4.3.3. Kebijakan
Pabrik Bukanagara Kebun Tambaksari sebagai perusahaan yang telah
menerapkan Sistem Manajemen Keamanan Pangan berkomitmen untuk:
1) Menghasilkan produk bermutu, aman dan higienis sesuai standar keamanan
pangan.
2) Menjamin produk sesuai kepuasan pelanggan dan keinginan pasar.
3) Melakukan perbaikan berkelanjutan dengan didukung sumber daya manusia
yang profesional.
4) Melakukan komunikasi yang efektif baik internal maupun eksternal dalam
mendukung terlaksananya Sistem Manajemen Keamanan Pangan (SMKP)
Semua kebijakan tersebut dilakukan melalui penerapan SMKP ISO 22000:2005
secara konsisten.
4.3.4. Sasaran
Sasaran keamanan pangan yang telah dicapai oleh Pabrik Bukanagara
adalah:
1) Produk yang dihasilkan memenuhi kriteria
a) Aman dan sesuai untuk dikonsumsi dengan hasil pengujian laboratorium
terhadap produk jadi sesuai dengan SNI teh hitam (SNI01-1902-2000).
b) Tingkat kepuasan pelanggan dengan kriteria puas atau sangat puas minimal 75
persen.
2) Sumber Daya Manusia
Meningkatkan kesadaran karyawan terhadap pelaksanaan PRP dengan
melaksanakan pelatihan dan penyegaran SMKP minimal satu kali dalam
setahun dan minimal 80 persen dalam lingkup SMKP (Pabrik, teknik, dan
TUK) telah mengokuti pelatihan tersebut.
3) Kebersihan dan sanitasi
Efektifitas kebersihan dan sanitasi memenuhi 80 persen dari persyaratan.
4) Evaluasi pemasok
Evaluasi terhadap pemasok pucuk berupa hasil audit menunjukkan 100 persen
kesesuaian prosedur dalam penggunaan pestisida.
4.4. Stuktur Organisasi dan Ketenagakerjaan
PTPN VIII Kebun Tambaksari – Pabrik Teh Bukanagara dipimpin oleh
seorang administratur yang dibantu oleh seorang sinder kepala, seorang sinder
tuk, 6 sinder kebun, 2 sinder pabrik, dan seorang sinder teknik. Pada proses
pengolahan teh, seorang sinder pabrik akan membawahi 7 unit kerja pokok yang
terdiri dari pembeberan, pelayuan, turun layu, penggilingan dan fermentasi,
pengeringan, sortasi, dan pengepakan yang masing-masing dipimpin oleh seorang
mandor. Selain itu juga akan membawahi 6 unit kerja penunjang, yaitu TU
timbang, TU produksi, analisa, pengendalian dokumen, uji mutu, dan kebersihan.
Struktur organisasi secara lengkap disajikan pada Lampiran 12.
Pada sistem manajemen keamanan pangan, koordinator SMKP yang
menjabat juga sebagai sinder pabrik Bukanagara mempunyai tugas dan wewenang
untuk mengusulkan program pelatihan untuk para karyawan. Selanjutnya usulan
tersebut diserahkan kepada bagian pelatihan kantor induk Tambaksari untuk
disatukan dengan usulan pelatihan yang telah dibuat oleh bagian tersebut dengan
memperhatikan tujuan perusahaan yang ingin dicapai, tugas dan wewenang para
karyawan dan catatan kompetensi dari para karyawan. Selanjutnya usulan tersebut
diajukan kepada administratur. Selain daftar pelatihan yang diajukan bagian
pelatihan, administratur berhak untuk mengajukan pelatihan eksternal kepada
bagian SDM pada kantor direksi bila diperlukan. Selanjutnya bagian pelatihan
meyatukan semua daftar usulan pelatihan kedalam program diklat tahunan yang
dibuat pada awal tahun untuk diajukan kepada sinder TUK dan disetujui oleh
administratur.
PTPN VIII Kebun Tambaksari merupakan perusahaan yang memperhatikan
kesejahteraan karyawannya. Selain mendapat gaji tiap bulan, karyawan juga
mendapat hak cuti tahunan (12 hari kerja dengan tunjangan cuti sebesar 50 persen
dari gaji), cuti panjang setiap 6 tahun (30 hari kalender dengan tunjangan cuti
sebesar 1 kali gaji), cuti sakit dan biaya pengobatan, tunjangan hari raya
keagamaan, imbalan jasa tahunan, bantuan pemondokan bagi anak sekolah,
bantuan kematian, penghargan masa kerja 25, 30, dan 35 tahun, santunan hari tua,
fasilitas perumahan, listrik dan air serta diikutkan dalam program jamsostek dan
program pensiun DAPENBUN (Dana Pensiun Perkebunan).
Perusahaan Perkebunan menyediakan sarana dan prasarana untuk kegiatan
olahraga, kesenian dan pembinaan mental karyawan. Saat ini sarana olahraga
terdiri dari: Lapangan Tenis, Tenis Meja, Lapangan Sepak Bola dan Lapangan
Volley. Sedangkan sarana kesenian yang dimiliki adalah Keyboard. Kegiatan
pembinaan mental secara rutin dilaksanakan baik bekerja sama dengan Biltandam
Siliwangi maupun dengan Mubaligh baik dari karyawan Perkebunan, tokoh
agama sekitar Perkebunan maupun dari luar. Untuk memenuhi kebutuhan
keluarga, pihak Perkebunan juga memiliki Koperasi Karyawan yang menyediakan
dan memasok kebutuhan bahan pokok, transportasi serta simpan pinjam.
Selain memperhatikan karyawannya, Kebun Tambaksari juga menjaga
hubungan baik dengan masyarakat disekitarnya karena manajemen sangat
menyadari bahwa untuk bertahan dalam jangka panjang, diperlukan kemitraan
yang harmonis dengan masyarakat sekitar perkebunan. Beberapa kegiatan
kepedulian masyarakat yang dilaksanakan oleh pihak kebun adalah:
1) Pembentukan Forum Kmunikasi Peduli Kebun (FKPK) yang melibatkan
Serikat Pekerja Perkebunan (SP-Bun), Muspika, Kepala Desa, tokoh
masyarakat, dan ulama sekitar perkebunan.
2) Pelaksanaan program tumpang sari untuk ketahanan bagi masyarakat sekitar
perkebunan dengan perjanjian pinjam lahan garapan.
3) Pembentukan kelompok tani dan pemberian penyuluhan.
4) Pemberian bantuan dalam pembangunan sarana ibadah.
5) Pendirian Taman Kanak-Kanak Tunas Karya.
6) Perbaikan sarana jalan dan jembatan umum serta penanaman tanaman
pelindung untuk resapan air yang bekerjasama dengan masyarakat sekitar.
7) Latihan olahraga bersama masyarakat sekitar.
8) Pagelaran hiburan.
4.5. Penerapan Pelatihan
Kebun Tambaksari yang dimiliki oleh PTPN VIII sangat memperhatikan
kualitas dari SDM yang dimiliki. Hal ini dapat terlihat dengan dilaksanakannya
beberapa pelatihan selain pelatihan ISO 22000:2005 yang telah diselenggarakan
pada bulan Februari-Juni 2007. Secara keseluruhan pada tahun 2007 ada beberapa
pelatihan yang dilaksanakan pada setiap afdeling dan pabrik termasuk pada
karyawan kantor induk yang tercatat pada proglam diklat tahunan. Pelatihan
tersebut seperti pelatihan pengolahan teh untuk karyawan pabrik, pelatihan
pengoperasian komputer untuk karyawan kantor induk, dan pelatihan penggunaan
pestisida untuk karyawan afdeling (kebun). Jenis pelatihan dapat terlihat lebih
lengkap pada Lampiran 18.
4.6. Proses Pengolahan Teh
Proses pengolahan teh hitam pada Pabrik Bukanagara melalui dua tahapan,
yaitu proses basah dan kering. Pada proses basah, tahap pertama yang dilakukan
adalah pembeberan. Pucuk teh dibeberkan pada Withering Through (WT) yang
berjumlah 18 dengan kapasitas tiap WT adalah 1100-1300 kg. Kapasitas tersebut
tergantung pada banyaknya pucuk teh yang dihasilkan oleh kebun. Selain dengan
mesin, pembeberan juga dibantu dengan cara manual untuk mencegah
penggumpalan pucuk teh.
Pembeberan juga berfungsi untuk memisahkan benda asing yang
mengkontaminasi pucuk teh seperti plastik dan debu. Setelah dibeberkan, pucuk
teh dilayukan selama 16-24 jam. Waktu pelayuan disesuaikan dengan kondisi
pucuk, kondisi pucuk yang basah akan memakan waktu pelayuan lebih lama
dibandingkan dengan pucuk yang kering.
Pucuk teh dilayukan hingga kadar air 68-72 persen dengan kerataan
minimal 87 persen. Agar pelayuan merata dilakukan pembalikan pucuk kira-kira
separuh dari total waktu pelayuan. Setelah pelayuan, pucuk akan mengalami
proses turun layu dengan mesin green leaf shifter yang berfungsi untuk mengayak
pucuk layu dan mengeluarkan kontaminan fisik seperti kerikil, pasir, dan
serangga. Proses turun layu juga merupakan penghubung proses pelayuan dan
penggilingan.
Penggilingan dilakukan melalui dua tahap. Tahap pertama dilakukan
dengan menggunakan mesin Barbaro Leaf Conditioner (BLC) yang berfungsi
untuk memperkcil ukuran daun teh agar mudah digiling dengan Triple CTC yang
akan membentuk bubuk teh basah berupa butiran. Setelah penggilingan
selanjutnya adalah oksidasi enzimatis (fermentasi). Lama fermentasi adalah 70-
120 menit dengan ketebalam bubuk 6-19 cm. Penentuan kecepatan waktu
fermentasi dilakukan dengan pengujuian suhu bubuk. Pabrik Bukanagara
mempunyai dua buah mesin fermentasi dimana standar tiap mesin berbeda. Pada
mesin 1 suhu bubuk awal adalah 25-32 oC, suhu bubuk tengah adalah 26-30 oC,
dan suhu bubuk akhir adalah 25-29 oC. Sedangkan pada mesin 2 suhu bubuk awal
adalah 28-32 oC, suhu bubuk tengah adalah 27-32
oC, dan suhu bubuk akhir
adalah 26-29 oC. Bila suhu bubuk akhir >32 oC dilakukan upaya penurunan suhu
dengan peningkatan putaran mesin.
Penanganan ceceran bubuk teh dilakukan dengan menyiapkan amparan
plastik dan baki. Ceceran tersebut dapat diproses sesuai dengan warna teh, namun
untuk ceceran teh yang tersentuh lantai tidak boleh digunakan lagi. Selanjutnya
tahap terakhir dari proses basah adalah pengeringan dengan menggunakan mesin
fluid bed drier (FBD) dan vibrator bed drier (VBD). Suhu udara yang masuk ke
dalam mesin pengeringan (suhu inlet) untuk FBD adalah 100-120 oC, suhu yang
dibutuhkan agar teh masak (suhu outlet) adalah 100-115 oC, dan lama
pengeringannya adalah 18-24 menit. Sedangkan suhu inlet pada VBD yang terdiri
dari T1 dan T2 adalah T1=125-151 oC dan T2=120-138 oC. Sedangkan suhu
outlet yang terdiri dari T3 dan T4 adalah T3=45-60 oC dan T4=70-105 oC dan
lama pengeringan adalah 15-30 menit.
Cara yang digunakan untuk mengatur suhu mesin adalah dengan mengatur
tekanan bahan bakar, mengatur tekanan thermostat dan mengatur klep dumper.
Bubuk teh yang keluar dari mesin diperiksa dengan inderawi (dilihat, diraba, dan
dicium). Bila bubuk tutung atau terlalu kering maka bagian sortasi akan
memisahkan bubuk tersebut untuk dicampur (blend) dengan bubuk lain yang
sesuai sehingga dapat dipasarkan. Sedangkan bagian pengeringan akan
mengurangi suhu dan mempercepat putaran mesin.
Tahap pertama dari proses kering adalah sortasi yang dilakukan untuk
memisahkan bubuk teh berdasarkan ukuran partikel oleh vibro dan chouta shifter,
berat jenis oleh winnower, dan kandungan serat atau tulang serta kontaminan
fisika (logam) yang dilakukan oleh magnetic trap (MT). Selanjutnya tahap
terakhir adalah pengepakan yang dibedakan berdasarkan jenis teh. Berikut ini
adalah tabel standar packaging dari teh yang dihasilkan.
Tabel 1. Peraturan pengepakan Teh di Pabrik Bukanagara
Jenis Isian/sack
(kg)
Isian Karung
(kg)
Jumlah Paper
Sack/karung
per Chop
Berat per
Chop
(Netto)
BP Grop Kriteria Khusus Khusus Kriteria Kriteria Khusus Kriteria
Khusus
BP 1 48 20 960
PF 1 53 20 1060
PD 1 56 20 1120
D1 60 20 1200
Fann 52 20 1040
D2 60 20 1200
FNGS 2 50 40 2000
BM 2 40 50 2000 Sumber: dokumen Bukanagara
4.6. Implementasi ISO 22000:2005
Program ISO 22000:2005 dilaksanakan oleh Pabrik Bukanagara untuk
menyesuaikan tuntutan konsumen akan produk pangan aman yang dilegalkan
dengan sebuah sertifikat. Sertifikat ini memberi jaminan perusahaan menerapkan
Sistem Manajemen Keamanan Pangan (SMKP). Implementasi ISO 22000:2005
pada Pabrik Bukanagara sudah dirancang sejak tahun 2005 namun baru terealisasi
pada tahun 2007 dengan bantuan konsultan Change Consultant dan PT. SGS
Indonesia.
PT. SGS Indonesia memberikan pelatihan yang merupakan persyaratan
penerapan ISO 22000:2005. pemberian pelatihan ini tidak mengganggu
keobjektifan peran PT.SGS Indonesia sebagai auditor untuk mendapatkan serifikat
keamanan pangan karena orang yang mengaudit dan orang yang menjadi trainer
berbeda. PT. SGS Indonesia dipilih oleh Pabrik Bukanagara karena merupakan
badan sertifikasi yang sudah diakui secara Internasional dan merupakan salah satu
badan sartifikasi yang paling dipercaya oleh buyers (pembeli).
Penanggung jawab ISO 22000:2005 atau yang biasa disebut sebagai
Koordinator SMKP adalah Bapak Iwan Hartadi yang sekaligus menjabat sebagai
sinder Pabrik Bukanagara. Kedudukan yang bersangkutan tidak mengubah
struktur organisasi atau dengan kata lain tidak dialokasikan staf baru. Adapun
pengendali dokumen direkrut saat akan menerapkan ISO 22000:2005.
Manajemen melaksanakan dan memelihara efektivitas komunikasi eksternal
dan internal guna menyampaikan informasi mengenai keamanan pangan kepada
pihak-pihak yang memerlukan. Komunikasi eksternal dilakukan dengan pemasok
dan pemborong, pelanggan, lembaga berwenang dan pihak lain yang terkait
dengan SMKP. Sedangkan komunikasi internal dilakukan dengan pihak internal
yang terkait SMKP untuk menginformasikan perubahan yang berhubungan
dengan keamanan pangan.
Hasil akhir yang ingin dicapai perusahaan dalam mengimplementasikan ISO
22000:2005 adalah terciptanya produk aman untuk dikonsumsi. Oleh karena itu
manajemen merencanakan dan mengembangkan proses-proses yang diperlukan
untuk realisasi produk aman. Manajemen juga menerapkan, mengoperasikan dan
menjamin efektivitas proses-proses yang telah direncanakan termasuk PRP,
Operational PRP dan HACCP Plan. Setiap proses didokumentasikan dan
diverifikasi untuk dinilai kesesuaiannya. Apabila tidak sesuai akan dikendalikan
dan dilakukan tindakan korektif untuk memperbaikinya.
4.7. Karakteristik Responden
Responden yang dijadikan sampel untuk mengisi kuesioner pada penelitian
ini adalah seluruh karyawan Pabrik Bukanagara dari bagian pembeberan,
pelayuan, turun layu, penggilingan dan oksidasi enzimatis, pengeringan, sortasi,
dan pengepakan yang berjumlah 44 orang. Karakteristik responden tersebut
dibedakan berdasarkan jenis kelamin, usia, pendidikan, dan masa kerja.
Sedangkan responden yang diwawancarai adalah seorang sinder pabrik, seorang
sinder kebun, dan 3 orang mandor yang terdiri dari mador pembeberan, mador
pelayuan, dan mandor sortasi.
4.7.1. Jenis Kelamin
Berdasarkan data yang diperoleh, sebanyak 91 persen responden
merupakan karyawan yang berjenis kelamin pria sedangkan 9 persen berjenis
kelamin wanita. Dilihat dari kondisi kerjanya, hal ini memang sesuai mengingat
kondisi kerja pada pabrik teh tergolong berat dan lebih cocok dikerjakan oleh pria.
Karakteristik responden berdasarkan jenis kelamin digambarkan pada Tabel 2.
Tabel 2. Karakteristik Responden Berdasarkan Jenis Kelamin
No Jenis Kelamin Jumlah Persentase (%)
1 Pria 40 91

2 Wanita 4 9
Total 44 100 Sumber: data primer (diolah)
4.7.2. Usia
Dilihat dari faktor usia para responden, didapat bahwa responden berusia
20-29 tahun adalah 57 persen, responden berusia 30-39 tahun adalah 36 persen,
responden berusia 40-49 tahun adalah persen, dan responden berusia 50-59 tahun
adalah 2 persen. Dari komposisi usia diatas dapat dikatakan lebih dari sebagian
besar, yakni 93 persen adalah karyawan dengan usia produktif.
Tabel 3. Karakteristik Responden Berdasarkan Usia
No Usia (tahun) Jumlah Persentase (%)
1 20-29 25 57
2 30-39 16 36
3 40-49 2 5
4 50-59 1 2
5 >60 0 0
Total 44 100 Sumber: data primer (diolah)
4.7.3. Pendidikan
Dari data yang diperoleh menunjukkan 23 persen karyawan berpendidikan
terakhir SD, sedangkan SMP menjadi pendidikan terakhir yang paling banyak
dimiliki oleh karyawan, yaitu sebesar 41 persen. Karyawan dengan tingkat
pendidikan terakhir SMU adalah 32 persen dan Sarjana adalah 5 persen. Data
tersebut menunjukkan keragaman pendidikan yang tinggi. Namun keseluruhan
responden memenuhi kriteria pendidikan terakhir yang dibutuhkan perusahaan.
Tabel 4. Karakteristik Responden Berdasarkan Pendidikan
No Pendidikan Jumlah Persentase (%)
1 SD 10 23
2 SMP 18 41
3 SMU 14 32
4 Sarjana 2 5
Total 44 100 Sumber: data primer (diolah).
4.7.4. Masa Kerja
Sebagian responden yaitu sebesar 64 persen telah bekerja antara 5-8 tahun
sedangkan sisanya 36 persen baru bekerja 1-4 tahun. Sebagian besar karyawan
telah memiliki pengalaman kerja yang cukup, apalagi sebelum bekerja di pabrik
Bukanagara banyak dari responden yang telah bekerja pada bagian lain dari
Kebun Tambaksari.
Tabel 5. Karakteristik Responden Berdasarkan Masa Kerja
No Masa Kerja
(tahun) Jumlah Persentase (%)
1 1-4 16 36
2 5-8 28 64
Total 44 100 Sumber: data primer (diolah)
BAB V
PEMBAHASAN
5.1. Kompetensi Karyawan
Pabrik Bukanagara didirikan sejak tahun 1999 dan mulai merancang
program Sistem Manajemen Keamanan Pangan (SMKP) ISO 22000:2005 sejak
tahun 2005. Penetapan sistem baru yaitu Sistem Manajemen Keamanan Pangan
membuat semua karyawan dituntut untuk memiliki kompetensi baru yang dapat
mendukung implementasi ISO 22000:2005. Penambahan kompetensi tersebut
akan menyebabkan kesenjangan (gap) kompetensi para karyawan yang
sebelumnya tidak mengenal program tersebut.
Pada koordinator SMKP dan sinder pabrik kompetensi yang belum
terpenuhi sebelum adanya pelatihan ISO 22000:2005 adalah memiliki
pengetahuan SMKP dan mampu menyusun, menerapkan dan memverifikasi
prosedur SMKP. Sedangkan untuk mandor besar, kompetensi yang belum
terpenuhi adalah memiliki pengetahuan SMKP.
Kompetensi yang belum dipenuhi para mandor dan karyawan pelaksana
adalah memiliki pengetahuan SMKP, mampu mengolah teh sesuai dengan
prosedur ISO 22000:2005 sehingga dapat menghasilkan teh dengan kategori
aman. Memahami Critical Control Point (CCP) yang merupakan titik kritis dari
suatu tahapan beserta tindakan yang harus diambil (tindakan korektif) bila terjadi
kontaminasi, dan pembuatan dokumentasi untuk memudahkan pengecekan jika
terjadi kesalahan dalam mengimplementasikan sistem tersebut.
Sebagai upaya untuk mengatasi kesenjangan kompetesi dari para karyawan,
manajemen menyelenggarakan pelatihan ISO 22000:2005 dan seluruh karyawan
diwajibkan ikut sebagai peserta latih.
5.2. Pelaksanaan Pelatihan ISO 22000:2005
Sistem Manajemen Keamanan Pangan ISO 22000:2005 yang diterapkan
sejak satu tahun lalu bertujuan untuk mendapatkan sertifikat ISO 22000:2005
sebagai jaminan keamanan produk yang ditawarkan kepada konsumen mulai dari
pengadaan bahan baku, proses pengolahan hingga produk akhir berupa teh hitam.
Tujuan tersebut sesuai dengan pernyataan yang dikeluarkan oleh ISO (2005:1),
bahwa standar internasional menentukan persyaratan bagi perusahaan untuk
mampu merancang, menerapkan, melaksanakan, menjaga dan menyesuaikan
suatu sistem manajemen keamanan pangan (SMKP).
Tujuan penerapan SMKP untuk menghasilkan produk yang sesuai dengan
penggunaan dan aman untuk dikonsumsi, mendapatkan sertifikasi atau registrasi
atas sistem manajemen keamanan pangan dari lembaga eksternal atau membuat
penilaian dan pernyataan secara mandiri tentang kesesuaian terhadap standar
internasional. Menurut manajemen Pabrik Bukanagara, tujuan yang diinginkan
sudah tercapai, dibuktikan dengan telah didapatkannya sertifikat ISO 22000:2005

pada tanggal 13 Desember 2007 yang berlaku hingga tahun 2010 dan tidak
terdapat keluhan pelanggan akan produk teh yang diproduksi oleh Pabrik
Bukanagara atau mencapai zero claim. Tanggapan pelanggan mengenai kepuasan
akan poduk yang ditawarkan diketahui oleh pabrik Bukanagara dengan cara
menyebarkan kuesioner kepuasan pelanggan setiap enam bulan sekali.
Ada beberapa tahapan yang dilalui dalam pelaksanaan pelatihan ISO
22000:2005 di pabrik Bukanagara, yaitu: analisis kebutuhan pelatihan,
menentukan tujuan dan materi pelatihan, menentukan metode yang akan
digunakan, serta melakukan evaluasi pelatihan. Hal tersebut sesuai dengan teori
yang ada pada Hariandja (2002:174) bahwa ada empat kegiatan yang harus
dilakukan dalam upaya mengembangkan program pelatihan yang efektif, yaitu
menganalisis kebutuhan pelatihan, menentukan tujuan dan materi pelatihan,
menentukan metode yang akan digunakan, serta melakukan evaluasi pelatihan
5.2.1. Analisis Kebutuhan Pelatihan
Analisis kebutuhan pelatihan merupakan langkah awal dari kegiatan
pelatihan ISO 22000:2005. Ada beberapa hal yang dilakukan dalam analisis
kegiatan pelatihan. Pertama, manajemen melakukan analisis berdasarkan tujuan
manajemen Pabrik Bukanagara yang akan dicapai yaitu mendapatkan sertifikat
ISO 22000:2005 sebagai jaminan keamanan produk mulai dari pengadaan bahan
baku, proses pengolahan hingga produk akhir teh hitam. Berdasarkan tujuan
umum tersebut, seluruh karyawan diikutsertakan dalam pelatihan untuk
mendukung penerapan ISO 22000:2005.
Kedua, manajemen menentukan kebutuhan pelatihan untuk setiap jabatan
berdasarkan uraian tugas dan wewenang yang telah ditetapkan guna menjamin
kemampuan karyawan dalam sistem manajemen keamanan pangan. Pekerjaan dari
setiap jabatan tentunya berbeda. Oleh karena itu manajemen Pabrik Bukanagara
menyesuaikan pelatihan yang diberikan dengan jabatan yang membutuhkannya.
Hal ini dapat terlihat pada pelatihan Kalibrasi Verifikasi Alat Ukur dan Validasi
yang hanya diberikan pada karyawan bagian teknik yang memang membutuhkan
pengetahuan tesebut dalam melaksanakan pekerjaannya.
Ketiga, manajemen menyesuaikan kompetensi yang dimiliki karyawan
tiap bagian dengan kompetensi yang dibutuhkan perusahaan. Manajemen
mengevaluasi kesesuaian antara kompetensi minimal karyawan yang dibutuhakan
oleh perusahaan dalam uraian tugas dan wewenang dengan kompetensi karyawan
yang sudah dimiliki. Evaluasi dilakukan secara periodik (setahun sekali) dan
hasilnya dituangkan dalam formulir catatan kompetensi karyawan. Catatan
Kompetensi Karyawan diperbaharui setiap kali ada perubahan.
Catatan kompetensi karyawan akan memudahkan manajemen dalam
pembuatan rencana pelatihan karyawan. Karyawan yang belum memenuhi
kompetensi dijadwalkan untuk mengikuti pelatihan baik secara eksternal maupun
internal. Dalam hal ini, ISO 22000:2005 merupakan program baru di pabrik
Bukanagara sehingga secara keseluruhan karyawan belum memiliki kompetensi
yang berkaitan dengan program tersebut yang berarti seluruh karyawan wajib
mengikuti pelatihan.
Selanjutnya, rencana pelatihan kemudian diserahkan kepada bagian
pelatihan kantor induk Kebun Tambaksari untuk dibuatkan surat permohonan
usulan pelatihan kepada administratur. Administratur dapat pula membuat usulan
pelatihan eksternal ke bagian SDM Kantor Direksi berdasarkan pertimbangan
kebutuhan pelatihan.
Keseluruhan pelatihan yang telah disetujui akan disatukan dalam Program
diklat Tahunan kemudian diperiksa oleh Sinder TUK dan disetujui oleh
Administratur. Berdasarkan program diklat tahunan, petugas bagian umum
membuat surat penugasan kepada karyawan yang ditunjuk sebagai peserta
pelatihan. Namun bila pelatihan bersifat On The Job Training tidak menggunakan
surat penugasan.
Analisis kebutuhan pelatihan berlaku untuk setiap jenis pelatihan, bukan
hanya untuk pelatihan ISO 22000:2005. Salah satu contoh pelatihan eksternal di
luar lingkup ISO 22000:2005 adalah pelatihan Emotional Spiritual Question
(ESQ) yang diadakan untuk para sinder sebagai cara untuk membina mentalitas
dan kreativitas.
Penerapan analisis kebutuhan yang dilakukan oleh Pabrik Bukanagara
sesuai dengan teori yang diuraikan Jiwoungu (2003:143), bahwa terdapat tiga
pendekatan dalam melakukan analisis kebutuhan pelatihan, yaitu: analisis
kebutuhan pelatihan berdasarkan analisis organisasi, analisis kebutuhan pelatihan
berdasarkan analisis jabatan, dan analisis kebutuhan pelatihan berdasarkan analisis
pejabat.
5.2.2. Tujuan dan Materi Pelatihan
Secara umum tujuan pelatihan ISO 22000:2005 adalah meningkatkan
pengetahuan, pemahaman, kesadaran dan keterampilan karyawan dalam Sistem
Manajemen Keamanan Pangan sehingga karyawan sadar akan tugas dan
peranannya dalam pencapaian sasaran keamanan pangan. Tujuan tersebut sesuai
dengan tujuan pelatihan yang dijabarkan Jiwoungu (2003:136), bahwa tujuan
pelatihan diantaranya adalah meningkatkan kinerja dan produktivitas para
pemegang jabatan perusahaan sehingga dapat menghilangkan kesenjangan
pengetahuan, keterampilan serta sikap kerja pegawai dalam tugas jabatannya dan
menyiapkan para pegawai agar dapat menangani produk baru, metode baru,
peralatan dan teknologi baru.
Tujuan pelatihan yang ingin dicapai oleh manajemen Pabrik Bukanagara
dapat tercapai bila seluruh karyawan memahaminya. Oleh karena itu, manajemen
berusaha mensosialisasikan tujuan tersebut melalui berbagai cara, yaitu melalui
rapat, informasi yang disampaikan oleh mandor bagian kepada bawahannya
ataupun dengan memberikan informasi kepada seluruh karyawan pada kegiatan
pabrik seperti pengajian. Menurut manajemen Pabrik Bukanagara tujuan pelatihan
ISO 22000:2005 sudah tercapai dengan bertambahnya pengetahuan karyawan
mengenai ISO 22000:2005 dan kesadaran karyawan menjaga sikap selama
bekerja.
Pada tahap kedua ini manajemen juga menentukan materi pelatihan yang
diberikan kepada peserta pelatihan dan disesuaikan dengan kebutuhan jabatan
masing-masing karyawan. Seluruh materi pelatihan dibuat secara tertulis pada
proglam diklat tahunan yang dibuat oleh petugas pelatihan di kantor induk. Setiap
peserta yang telah mendapat materi pelatihan akan dievaluasi sesuai dengan
masing-masing materi yang disampaikan. Berikut ini adalah materi pelatihan
yang berkaitan dengan ISO 22000:2005 yang dilaksanakan oleh Pabrik
Bukanagara.
Tabel 6. Materi Pelatihan ISO 22000:2005 di Pabrik Bukanagara Tahun 2007
Sumber: dokumen Bukanagara (2007:1)
No Materi Pelatihan ISO 22000:2005
1 Good Manufacturing Proces (GMP) dan proses pengolahan
2 Sistem Manajemen Mutu
3 Konsep Dasar HACCP
4 Kalibrasi Verifikasi Alat Ukur dan Validasi - pengenalan SMKP ISO 22000:2005
- kalibrasi internal
- verifikasi alat ukur
- validasi control measure
5 Pembinaan Penerapan ISO 22000:2005
- pengenalan ISO 22000:2005
- monitoring CCP 1 (SP pucuk dan aplikasi pestisida)
- monitoring CCP 2 (temperatur dan waktu pengeringan)
- monitoring CCP 3 (efektifitas magnetic trap)
- koreksi dan tindakan korektif
- validasi dan verifikasi
- praktek pengisian SP pucuk dan laporan aplikasi pestisida
6 Sosialisasi SMKP, PRPs, Tabel Analisis Bahaya, OPRP dan HACCP Plan
- implementasi SMKP ISO 22000:2005
- pemahaman PRPs
- monitoring peluang bahaya untuk penyusunan Tabel Analisis Bahaya
- Penyusunan decision tree untuk penentuan OPRP/HACCP Plan - Perangkat kendali dan HACCP Plan
- Progress improvement
7 Pengenalan SMKP ISO 22000:2005 dan Teknis Pengolahan-Teknik Untuk
Tingkat Karyawan Pelaksana Pabrik-Teknik Bukanagara
- pengenalan SMKP ISO 22000:2005
- teknis pengolahan basah
- teknis pengolahan kering
- pengasahan roll CTC
- pemeliharaan mesin pengolahan dan kendaran
- peningkatan kualitas hasil jadi
Semua materi yang diberikan tentunya memberikan manfaat kepada
karyawan. Pelatihan mengenai Good Manufacturing Process (GMP) memberikan
pengetahuan kepada karyawan mengenai pedoman cara mengolah teh yang baik
dan higenis sehingga produksi yang dihasilkan bermutu, aman, dan tidak
terkontaminasi (tercampur kotoran), sehat, serta semua bangunan dan mesin
bersih. Pelatihan ini menjelaskan secara rinci bahaya yang mungin timbul selama
proses pengolahan beserta cara pengendaliannya, bagaimana cara menjaga
kebersihan diri karyawan (seperti cara mencuci tangan), dan merinci alat-alat apa
saja yang harus dibersihkan. Pelatihan sistem manajemen mutu memberikan
pengetahuan kepada karyawan mengenai cara mengolah teh untuk menghasilkan
mutu yang baik. Sedangkan pelatihan konsep dasar HACCP memberikan
gambaran secara umum mengenai cara mengolah teh agar dapat menghasilkan
produk dengan kategori aman.
Selanjutnya adalah pelatihan kalibrasi verifikasi alat ukur dan validasi
yang diberikan kepada karyawan teknik yang diberikan untuk mengenalkan sistem
manajemen keamanan pangan yang diterapkan pada bagian teknik. Sedangkan
pelatihan pembinaan penerapan ISO 22000:2005 dilakukan untuk mengenalkan
karyawan pada ISO 22000:2005, Critical Control Point (CCP) dan jenisnya,
tindakan korektif yang harus diambil jika ada penyimpangan pada pengolahan teh,
cara melakukan validasi, serta latihan praktek mengenai cara pengisian pucuk dan
pembuatan laporan aplikasi pestisida.
Pelatihan yang berikutnya adalah Sosialisasi SMKP, PRPs, Tabel Analisis
Bahaya, OPRP dan HACCP Plan yang berisikan pengetahuan mengenai cara

mengimplementasikan ISO 22000:2005, memberikan pemahaman mengenai
PRPs yang merupakan kondisi dan kegiatan dasar yang dibutuhkan untuk
memelihara lingkungan yang higienis diseluruh rantai pangan sesuai untuk
produksi, penanganan dan penyediaan produk akhir yang aman untuk
dikonsumsi.selein itu juga karyawan diberikan pemahaman mengenai cara
melakukan monitoring peluang bahaya.
Pelatihan yang terakhir adalah Pengenalan SMKP ISO 22000:2005 dan
Teknis Pengolahan-Teknik Untuk Tingkat Karyawan Pelaksana Pabrik-Teknik
Bukanagara yang berisikan pengetahuan dan penerapan ISO 22000:2005 pada
pekerjaan sehari-hari.
5.2.3. Metode dan Prinsip Pelatihan
Pelaksanaan pelatihan menggunakan dua metode, yaitu on the job training
dan off the job training. Metode off the job training yang dipilih adalah lecture.
Setiap karyawan terlibat sebagai peserta latih, namun dari seluruh pelatihan yang
menggunakan metode off the job training untuk karyawan pelaksana hanya
pelatihan GMP dan Pengenalan SMKP ISO 22000:2005 dan Teknis Pengolahan-
Teknik. Semua pelatihan bersifat internal dan dilakukan di pabrik Bukanagara.
Instruktur pelatihan yang dipilih ada yang berasal dari eksternal pabrik dan
internal pabrik. Pelatihan sistem manajemen mutu dan HACCP menggunakan
instruktur dari luar lingkungan pabrik, yaitu Ir. Budi Frihartanto sedangkan
pelatihan yang lainnya dipandu oleh Ir. Iwan Hartadi Wibawa yang juga
memangku jabatan sinder pabrik Bukanagara.

Adapun metode on the job training yang digunakan adalah job instruction
training dan coaching yang dipandu oleh masing-masing mandor dari tiap bagian.
Metode tersebut lebih dipilih dalam memberikan pelatihan kepada
karyawan pelaksana karena rata-rata tingkat pendidikan karyawan pelaksana yang
beragam mulai dari SD, SMP, dan SMU sehingga lebih mudah menyerap materi
bila dilakukan penyampaian secara langsung di lapangan oleh masing-masing
mandor yang sudah mengetahui karakteristik dari para bawahannya dibandingkan
dengan harus mengikuti pelatihan dengan cara perkuliahan di dalam kelas.
Selain itu sangat sulit mencari waktu untuk menyatukan karyawan
pelaksana dalam suatu pelatihan khusus karena masing-masing bagian memiliki
jam kerja yang berbeda. Pelatihan biasanya diberikan pada pagi hari sebelum para
karyawan melaksanakan pekerjaan. Penerapan pelatihan secara on the job training
membuat karyawan dapat leluasa bertanya mengenai hal-hal yang belum
dimengerti metode tersebut juga sesuai dengan jumlah responden yang hampir
seluruhnya (90 persen) berada pada usia produktif yang diasumsikan cenderung
menyukai pelatihan secara praktek langsung di tempat kerja dari pada harus
menjalankan pelatihan dengan sistem perkuliahan.
Dalam menjalankan pelatihan baik yang bersifat on the job training dan
off the job training sudah diterapkan lima prinsip pelatihan sesuai dengan yang
diuraikan Hariandja (2002:185) yaitu participation, repetition, relevance,
transference, dan feedback. Participation menggambarkan ketelibatan peserta
secara aktif saat pelatihan. Hal ini sangat penting dalam pelatihan karena berarti
peserta tanggap terhadap materi yang disampaikan oleh instruktur walaupun
memang tidak semua peserta melakukannya. Instruktur juga berusaha menerapkan
repetition karena dengan penyampaian materi secara berulang akan
mempermudah para peserta mengingat materi yang disampaikan. Selain itu,
materi yang disampaikan pada saat pelatihan juga sering diulang dan didiskusikan
pada berbagai kesempatan seperi pada saat rapat ataupun acara-acara informal
seperti pengajian.
Pabrik Bukanagara telah mengeluarkan banyak biaya dalam menerapkan
ISO 22000:2005. Oleh karena itu pabrik Bukanagara ingin mendapatkan hasil
seoptimal mungkin dalam setiap usahanya termasuk dalam hal pelatihan. Hal
tersebut terbukti dari manfaat yang diperoleh para peserta setelah mengikuti
pelatihan berupa peningkatan pemahaman mengenai ISO 22000:2005 yang dapat
terlihat pada rata-rata nilai evaluasi peserta setelah pelatihan lebih tinggi
dibandingkan sebelum mengikuti pelatihan. Hal ini dapat terlihat pada tabel pre
test dan post test pada Lampiran 14. Pada akhirnya manfaat tersebut dirasakan
oleh Pabrik Bukanagara secara umum. Manfaat yang dirasakan antara lain adanya
peningkatan pengetahuan karyawan mengenai sistem manajemen keamanan
pangan, perubahan perilaku karyawan kearah yang positif untuk mengikuti
prosedur ISO 22000:2005 dan tidak adanya keluhan dari pembeli mengenai
keamanan produk. Manfaat tersebut menggambarkan bahwa pelatihan yang
dijalankan oleh Pabrik Bukanagara telah menggunakan prinsip relevance yang
berarti pelatihan yang dijalani telah memberikan manfaat yang penting bagi
pesertanya.
Setiap pelatihan yang dilaksanakan oleh Pabrik Bukanagara tentunya
sesuai dengan pekerjaan masing-masing karyawan karena sebelum dilaksanakan
pelatihan telah dilakukan analisis kebutuhan pelatihan berdasarkan uraian tugas
dan wewenang yang diemban setiap jabatan. Hal ini sesuai dengan prinsip
transference yang berarti adanya kesesuaian antara pelatihan dan pekerjaan yang
dilakukan sehari-hari. Prinsip yang terakhir adalah feedback yang berarti
pemberian informasi atas perkembangan kemajuan yang telah dicapai oleh
peserta pelatihan. Hal ini terlihat dari evaluasi yang dilakukan pada setiap
pelatihan. Setelah mendapatkan pelatihan para peserta akan diberi soal mengenai
materi yang telah diberikan selama mengikuti pelatihan. Peserta yang mendapat
nilai kurang dari 60 harus mengikuti pelatihan ulang selain itu perkembangan
kemajuan peserta pelatihan juga dapat terlihat dari evaluasi praktek yang diadaan
satu bulan setelah pelatihan.
5.2.4. Evaluasi Pelatihan
Setiap perusahaan pasti menginginkan manfaat dari setiap pelatihan yang
telah dilaksanakan. Untuk mengetahui manfaat yang diperoleh setelah pelatihan,
petugas memberikan formulir Daftar Nilai Karyawan Hasil Pelatihan. Instruktur
memberikan pre-test yang menyatakan tingkat pengetahuan karyawan sebelum
mengikuti pelatihan dan post-test yang menyatakan tingkat pengetahuan pada saat
pelatihan dengan jenis soal yang sama sedangkan penilaian praktek di lapangan
dilakukan satu bulan setelah pelatihan. Pelatihan ISO 22000:2005 merupakan
pelatihan yang berkaitan dengan keamanan pangan maka hal yang dinilai untuk
praktek lapangan adalah sikap karyawan saat bekerja yang akan mempengaruhi
keamanan produk (merokok, membawa makanan ke tempat kerja, membawa
pakaian kerja dll) dan kemampuan karyawan dalam mengolah produk sesuai
standar keamanan pangan.
Manajemen menetapkan standar nilai 60 untuk post-test dan praktek
lapangan. Peserta pelatihan dianggap telah memiliki pengetahuan yang cukup
mengenai ISO 22000:2005 dan dapat mematuhi prosedur ISO 22000:2005 dalam
pekerjannya untuk menghasilkan produk yang aman dikonsumsi. Pemberian nilai
kepada peserta diserahkan kepada instruktur, namun nilai praktek diserahkan
kepada kepala masing-masing bagian dengan cara penilaian yang sudah terformat.
Bila terdapat peserta pelatihan yang mendapat nilai kurang dari standar tersebut
maka akan mengikuti pelatihan ulang hingga dapat memenuhi standar nilai.
Selain itu, setiap semester Petugas Umum melakukan evaluasi terhadap
seluruh kegiatan pelatihan yang telah dilaksanakan dan dicatat dalam Laporan
Evaluasi Pelatihan dengan persetujuan Sinder TUK. Hasil Evaluasi akan dibahas
dalam Rapat Tinjauan Manajemen untuk menentukan tindak lanjutnya. Bila hasil
evaluasi menunjukkan bahwa ada program pelatihan yang belum dilaksanakan
pada semester tersebut, maka harus dijadwal ulang pada semester berikutnya. Hal
tersebut sesuai dengan pendapat Rivai (2004:248) yang menyatakan bahwa
kriteria yang efektif dalam mengevaluasi kegiatan pelatihan adalah yang berfokus
pada hasil akhir. Selain itu, manajemen pabrik Bukanagara juga mengukur
keberhasilan pelatihan yang telah dilakukan dengan memberikan kuesioner
mengenai tanggapan pelanggan terhadap produknya dan hasilnya memperlihatkan
bahwa pelanggan sangat puas terhadap produk yang ditawarkan. Memang
manajemen pabrik Bukanagara selalu menanamkan kepada para karyawannya
untuk selalu bekerja sesuai prosedur dan selalu berusaha memuaskan konsumen
karena bila harga yang dipertaruhkan bila terjadi keluhan dari para pelanggan
lebih besar dari biaya produksi.
Ditinjau dari uraian diatas, manajemen pabrik Bukanagara telah
melakukan hal-hal yang perlu diperhatikan dalam melakukan proses evaluasi
pelatihan menurut Rivai (2004:248), yaitu menilai pengetahuan dan sikap
karyawan setelah pelatihan serta mengukur perbaikan yang terjadi pada
organisasi. Namun manajemen pabrik Bukanagara belum menilai tanggapan dari
para karyawan mengenai pelatihan yang mereka ikuti, seperti tanggapan terhadap
pelatih, sarana pelatihan dan lainnya.
5.2.5. Kriteria Peserta dan Pelatih
1) Peserta Pelatihan
Pelatihan ISO 22000:2005 yang dilaksanakan Pabrik Bukanagara melibatkan
seluruh karyawan, namun peserta pelatihan dibedakan berdasarkan jabatan.
Misalnya saja pelatihan internal kalibrasi verifikasi alat ukur dan validasi
dikhususkan bagi karyawan bagian teknik karena sesuai dengan bidang
pekerjaannya. Begitu juga dengan pelatihan pengenalan SMKP ISO 22000:2005
dan teknis pengolahan-teknik yang dikhususkan untuk karyawan tingkat
pelaksana. Hal ini sesuai dengan Hamalik (2005:35), yang menyatakan bahwa
penetapan calon peserta pelatihan erat kaitannya dengan keberhasilan proses

pelatihan, yang pada akhirnya turut menentukan efektivitas pekerjaan. Karena itu
perlu dilakukan seleksi yang teliti untuk memperoleh peserta yang baik
berdasarkan beberapa kriteria, diantaranya adalah jabatan.
2) Pelatih
Pelatihan internal bisa menggunakan pelatih dari dalam organisasi dan
menggunakan jasa lembaga pelatihan. Ada beberapa persyaratan instruktur
pelatihan internal, yaitu telah mengikuti pelatihan SMKP ISO 22000 : 2005,
menguasai bidang materi yang disampaikan, dan mempunyai kemampuan
komunikasi verbal. Hal ini sesuai dengan pendapat Hamalik (2005:35), bahwa
terdapat beberapa pertimbangan dalam memilih pelatih, diantaranya telah
disiapkan secara khusus sebagai pelatih dan ahli dalam bidang spesialisasi
tertentu. Pelatih internal pada pelatihan ISO 22000:2005 adalah koordinator
SMKP dan para mandor.
Pada pelatihan ISO 22000:2005, para mandor dijadikan instruktur pelatihan
pada pelatihan yang bersifat on the job training. Pemilihan para mandor untuk
dijadikan instruktur karena mandor merupakan orang yang paling sering
berinteraksi secara langsung oleh para karyawan pelaksana sehingga lebih mudah
untuk menyampaikan materi yang disampaikan dengan bahasa yang mudah
dimengerti dan lebih mudah mencari waktu untuk mengadakan pelatihan yang
disesuaikan dengan jadwal bekerja dari tiap bagian. Namun seperti telah
dijelaskan sebelumnya, para mandor yang akan menjadi instruktur harus
memenuhi persyaratan yang telah ditetapkan.
Sedangkan pelatih eksternal berasal dari PT. SGS Indonesia. Dalam
melaksanakan tugasnya dapat dikatakan pelatih telah berhasil, hal ini dapat
terlihat dari rata-rata nilai post test peserta latih yang melewati standar nilai yang
ditentukan yaitu 60 bahkan ada yang mencapai nilai 100 yang berarti para peserta
telah menyerap materi yang diajarkan oleh para instruktur dengan bukti adanya
peningkatan pemahaman mengenai ISO 22000:2005 dan perubahan sikap untuk
mengikuti prosedur ISO 22000:2005. Hal ini didukung dengan sosialisasi yang
dilakukan perusahaan mengenai ISO 22000:2005 sebelum diadakan pelatihan
secara resmi yang hasilnya dapat terlihat dari hasil pre test peserta latih yang lebih
banyak berkisar antara 60 hingga 70.
5.3. Pengetahuan Karyawan Tehadap ISO 22000:2005
Sebelum menyebarkan kuesioner kepada para responden mengenai
pengetahuan karyawan tehadap ISO 22000:2005, terlebih dahulu dilakukan uji
validitas dan realibilitas terhadap pertanyaan yang ada pada kuesioner. Hasil
pengolahan data menunjukkan nilai terendah dari korelasi tiap butir pertanyaan
adalah 0,4912. Hal ini menunjukkan bahwa setiap butir pertanyaan dari kuesioner
adalah valid karena menurut Sugiyono (1999:124), syarat minimum hingga butir
pertanyaan dapat dikatakan valid apabila memiliki nilai korelasi minimum sebesar
0,3. Sedangkan angka realibilitas dari kuesioner adalah 0,8747. Hal ini
menunjukkan bahwa kuesioner yang disebarkan adalah reliabel karena lebih besar
dari rt(5%) yaitu 0,632 (Arikunto, 2002:160).
5.3.1. Pengetahuan Responden Terhadap Konsep ISO 22000:2005
Berdasarkan hasil penelitian, skor rata-rata tingkat pengetahuan responden
terhadap konsep ISO 22000:2005 adalah 3,2 yang berarti bahwa pelatihan ISO
22000:2005 telah berdampak besar terhadap penambahan pengetahuan karyawan
terhadap konsep ISO 22000:2005. Hal ini tercermin dari 44 responden yang
digunakan, 10 orang (22,7 persen) menyatakan sangat mengetahui konsep ISO
22000:2005, 33 orang (75 persen) menyatakan mengetahui konsep ISO
22000:2005 dan hanya 1 orang (2,3 persen) yang menyatakan kurang mengetahui
konsep ISO 22000:2005. Hal ini terjadi mengingat pelatihan diberikan kepada
seluruh karyawan Pabrik Bukanagara dari level tertinggi yaitu Sinder Pabrik
hingga level terendah yaitu Karyawan Pelaksana. Pelatihan juga diberikan bukan
hanya dalam bentuk off the job training tapi lebih sering melalui on the job
training yang dilakukan oleh atasan masing-masing pada setiap bagian sehingga
karyawan dapat dengan leluasa untuk bertanya mengenai konsep ISO 22000:2005.
5.3.2. Pengetahuan Responden Terhadap Tujuan ISO 22000:2005
Skor rata-rata tingkat pengetahuan responden terhadap tujuan ISO
22000:2005 adalah 3.2 yang berarti pengetahuan responden terhadap tujuan ISO
22000:2005 adalah besar. Hal ini tercermin dari 44 responden, sebanyak 11 orang
(25 persen) menyatakan sangat mengetahui tujuan ISO 22000:2005, sedangkan
sisanya 33 orang (75 persen) menyatakan mengetahui tujuan ISO 22000:2005.
Hal tersebut memang layak terjadi mengingat manajeman Pabrik Bukanagara
secara terus-menerus mensosialisasikan tujuan ISO 22000:2005 kepada karyawan
dengan berbagai cara, mulai dengan cara menyisipkan tujuan ISO 22000:2005
pada saat rapat, bantuan masing-masing kepala bagian, hingga melalui acara
pengajian karyawan.
5.3.3. Pengetahuan Responden Terhadap Kemungkinan Bahaya Yang
Dapat Mengkontaminasi Teh
Berdasarkan hasil penelitian diperoleh skor rata-rata tingkat pengetahuan
responden mengenai kemungkinan bahaya yang dapat mengkontaminasi teh
adalah 3,5 yang berarti sangat besar. Hal ini tercermin dari 44 responden yang
digunakan, 26 orang (59,1 persen) menyatakan sangat mengetahui kemungkinan
bahaya yang dapat mengkontaminasi teh. Sedangkan 17 orang (38,6 persen)
menyatakan mengetahui kemungkinan bahaya yang dapat mengkontaminasi teh.
Namun ada sebagian kecil responden 1 orang (2,3 persen) yang menyatakan tidak
mengetahui kemungkinan bahaya yang dapat mengkontaminasi teh. Adapun
bahaya yang dapat mengkontaminasi teh terdiri dari tiga jenis, yaitu bahaya fisik,
bahaya kimia, dan bahaya biologi.
5.3.4. Pengetahuan Responden Terhadap Faktor Pengkontaminasi Teh
Hasil penelitian menunjukkan skor rata-rata 3,3 yang menunjukkan tingkat
pengetahuan responden mengenai faktor yang dapat mengkontaminasi teh adalah
besar. Hal ini tercermin dari 44 responden yang digunakan, 13 orang (29,5 persen)
menyatakan sangat mengetahui faktor yang dapat mengkontaminasi teh, 30 orang
(68,2 persen) menyatakan mengetahui, dan 1 orang (2,3 persen) menyatakan
kurang mengetahui faktor yang dapat mengkontaminasi teh. Ada beberapa faktor
yang dapat mengkontaminasi teh, diantaranya adalah benda asing (pecahan gelas,
potongan kayu, plastik, karet, kerikil, pasir, tulang, dan logam), cemaran kimia
(bahan pembersih, pestisida, pelumas, antibiotik, hormon pertumbuhan), dan
bakteri.
5.3.5. Pengetahuan Responden Terhadap Tindakan yang Harus Diambil
Bila Teh Terkontaminasi
Berdasarkan perhitungan kuesioner, skor rata-rata yang diperoleh adalah
3,4 yang berarti pengetahuan responden mengenai tindakan yang harus diambil
jika teh terkontaminasi adalah sangat besar. Hal ini tercermin dari 44 responden
yang digunakan, 18 orang (40,9 persen) menyatakan sangat mengetahui
mengetahui tindakan yang harus diambil jika teh terkontaminasi dan 26 orang
(50,1 persen) menyatakan mengetahui tindakan yang harus diambil bila teh
terkontaminasi. Berdasarkan wawancara yang dilakukan dengan para karyawan,
pemeriksaan akan keadaan pucuk teh dilakukan mulai dari penerimaan pucuk teh
dari kebun dengan cara melihat secara manual keadaan pucuk teh dan melihat
catatan penggunaan pestisida dari kebun, semuanya itu akan disesuaikan dengan
standar yang berlaku. Selain itu, bila ada benda asing yang tercampur ke dalam
teh seperti plastik akan segera diambil oleh karyawan untuk dibuang ke tempat
sampah.
5.3.6. Pengetahuan Responden Terhadap Standar Proses Pengolahan Teh
Hasil perhitungan menunjukkan skor rata-rata tingkat pengetahuan
responden mengenai standar pengolahan teh adalah 3,5 yang berarti sangat besar.
Hal ini tercermin dari 44 responden yang digunakan, 22 orang (50 persen) sangat
mengetahui standar proses pengolahan teh sedangkan 22 orang lainnya
menyatakan mengetahui standar proser pengolahan teh. Perusahaan memang
berusaha menjaga kualitas teh untuk memuaskan para konsumen dengan membuat
standar pengolahan teh yang terangkum dalam PRP.
5.3.7. Pengetahuan Responden Terhadap Standar Kondisi Lingkungan
Pabrik
Berdasarkan hasil penelitian, diperoleh skor rata-rata 3,3 yang berarti
tingkat pengetahuan responden terhadap standar kondisi lingkungan pabrik sangat
besar. Hal ini tercermin dari 44 responden yang digunakan, 15 orang sangat
mengetahui mengetahui standar kondisi lingkungan pabrik, 27 orang (34,1 persen)
menyatakan mengetahui dan 2 orang (61,4 persen) menyatakan kurang
mengetahui standar kondisi lingkungan pabrik. Hal ini sesuai dengan kondisi yang
dilihat oleh peneliti selama proses pencarian data dan observasi bahwa tidak ada
karyawan yang membuang sampah sembarangan di lingkungan pengolahan teh.
Selain itu petugas kebersihan dan para karyawan pada masing-masing bagian
segera melakukan pembersihan jika ada ceceran teh maupun kotoran lain di lantai
dengan cara menyapu dan setelah proses pengolahan disiram. Bukan saja masalah
kebersihan yang diperhatikan tetapi hal lain seperti kelembaban lingkungan dan
suhu udarapun dijaga dan selalu dipantau, misalnya saja pada kawasan
penggilingan RH harus 90-98 persen dan suhu udara 19-25 oC.
5.3.8. Pengetahuan Responden Terhadap Standar Alat Pengolah Teh
Berdasarkan hasiil penelitian, diperoleh skor rata-rata sebesar 3,4 yang
berarti tingkat pengetahuan responden terhadap standar alat pengolah teh sangat
besar. Hal ini tercermin dari 44 responden yang digunakan, sebanyak 18 orang
(40,9 persen) menyatakan sangat mengetahui standar alat pengolah teh, 24 orang
(54,5 persen) menyatakan mengetahui, dan 2 orang (4,5 persen) menyatakan
kurang mengetahui standar alat pengolah teh. Standar alat pengolah teh
merupakan hal yang penting karena akan mempengaruhi kualitas dari teh yang
dihasilkan. Salah satu standar yang ditetapkan adalah dibersihkannya magnetic
trap setiap 2 jam sekali untuk memisahkan benda asing seperti logam yang dapat
mengkontaminasi teh optimal.
5.3.9. Pengetahuan Responden Terhadap Standar Perlengkapan Kerja
Berdasarkan hasil penelitian, diperoleh skor rata-rata 3,6 yang berarti
pengetahuan responden terhadap standar perlengkapan kerja adalah sangat besar.
Hal ini tercermin dari 44 responden yang digunakan, 25 orang (56,8 persen)
sangat mengetahui standar perlengkapan kerja yang harus dipenuhi sebelum
memasuki lingkungan pengolahan teh, sedangkan sisanya sebanyak 19 orang
(43,2 persen) menyatakan mengetahui standar perlengkapan kerja yang harus
dipenuhi sebelum memasuki lingkungan pengolahan teh. Hal ini sesuai dengan
hasil pengamatan bahwa sebelum memasuki lingkungan pengolahan teh terutama
pada area kritis, karyawan masuk ke dalam tempat perlengkapan untuk
mengambil perlengkapan kerja mereka yang tersimpan dalam loker karyawan.
Standar perlengkapan kerja dapat terlihat pada Lampiran 15.
5.3.10. Pengetahuan Responden Terhadap Kondisi Fisik Yang Harus
Dipenuhi Untuk Memulai Proses Pengolahan
Berdasarkan hasil penelitian, skor rata-rata yang diperoleh adalah 3,2 yang
berarti pengetahuan responden terhadap kondisi fisik yang harus dipenuhi untuk
memulai proses pengolahan adalah besar. Hal ini tercermin dari 44 responden
yang digunakan, 10 orang (22,7 persen) menyatakan sangat mengetahui standar
kondisi fisik yang harus dipenuhi sebelum mulai bekerja sedangkan 32 orang
(72,7 persen) menyatakan mengetahui dan 2 orang (4,5 persen) kurang
mengetahui standar kondisi fisik yang harus dipenuhi sebelum mulai bekerja.
Manajemen Pabrik Bukanagara melakukan pemeriksaan kesehatan secara rutin
setahun sekali dan menyediakan fasilitas balai pengobatan untuk para karyawan.
Sedangkan untuk mencegah kontaminasi yang berasal dari fisik karyawan Pabrik
Bukanagara menyediakan masker dan sarung tangan.
Secara keseluruhan pelatihan ISO 22000:2005 yang dilaksanakan oleh
Pabrik Bukanagara berdampak positif terhadap pengetahuan. Hal ini dibuktikan
dengan hasil analisis yang menunjukkan skor rata-rata dari keseluruhan variabel
yang disajikan mengenai pengetahuan yang terdiri dari konsep ISO 22000:2005,
tujuan ISO 22000:2005, bahaya yang dapat mengkontaminasi teh, faktor
pengkontaminasi teh, tindakan yang harus diambil bila teh terkontaminasi, standar
proses pengolahan teh, standar kondisi lingkungan pabrik, standar alat pengolah
teh, standar perlengkapan kerja, dan kondisi fisik untuk memulai proses
pengolahan tidak ada yang dibawah 3,2 yang berarti tingkat pengetahuan
karyawan terhadap ISO 222000:2005 baik atau besar. Hal tersebut diasumsikan
karena 64 persen responden memiliki masa kerja yang relatif lama yaitu 5-8 tahun
sehingga lebih mudah menyerap materi pelatihan karena telah mempunyai
kemampuan dasar mengenai pengolahan teh. Tingkat pengetahuan yang tinggi
juga terlihat dari hasil evaluasi yang dilakukan manajemen dalam tabel post test
pada Lampiran 14. Terlihat bahwa rata-rata hasil post test peserta pelatihan lebih
dari 70.
5.4. Perubahan Sikap Karyawan Setelah Pelatihan ISO 22000:2005
Perubahan sikap karyawan setelah dilakukannya pelatihan ISO 22000:2005
pada Pabrik Bukanagara dapat diketahui dengan menggunakan Uji t. Pada
penelitian ini, peneliti melakukan pengujian dengan taraf kepercayaan 90 persen
atau pada alfa 0,1.
Hipotesis yang digunakan dalam penelitian ini sebagai berikut:
H0: Perubahan sikap karyawan sebelum pelatihan dengan sesudah pelatihan tidak
berbeda nyata

H1: Perubahan sikap karyawan sebelum pelatihan dengan sesudah pelatihan
berbeda nyata
Berikut ini adalah tabel yang menggambarkan hasil perhitungan uji t dengan
menggunakan alat bantu SPSS 11,5.
Tabel 7. Hasil Uji t Perubahan Sikap Karyawan di Pabrik Bukanagara Tahun 2008
No. Variabel thitung ttabel Probabilitas alfa
1. Memakai
penutup kepala -5.077 1,684 .000 0,1
2. Memakai
seragam kerja
yang rapih dan
bersih
-5.629 1,684 .000 0,1
3. Kuku pendek
dan bersih -6.718 1,684 .000 0,1
4. Dalam keadaan
rapih dan bersih -4.716 1,684 .000 0,1
5. Memakai
masker -2.074 1,684 .044 0,1
6. Tidak merokok
di area kerja -3.397 1,684 .001 0,1
7. Memakai
sarung tangan -4.547 1,684 .000 0,1
8. Mencuci tangan
sebelum dan
sesudah bekerja
-6.112 1,684 .000 0,1
9. Tidak
menggunakan
perhiasan dan
jam tangan
-3.585 1,684 .001 0,1
10. Memakai alas
kaki -3.325 1,684 .002 0,1
Sumber: data primer(diolah)
Berdasarkan Tabel 7 dapat terlihat bahwa hasil perhitungan menunjukkan
keseluruhan t hitung variabel yang terdiri dari memakai penutup kepala, memakai
seragam kerja yang rapih dan bersih, kuku pendek dan bersih, memakai masker,
tidak merokok di area kerja, dalam keadaan rapih dan bersih, memakai sarung
tangan, mencuci tangan sebelum dan sesudah bekerja, tidak menggunakan
perhiasan dan jam tangan, dan memakai alas kaki lebih besar dari t tabel dengan
derajat kesalahan (dk) 43 yaitu 1,684 dengan demikian tolak Ho. Sedangkan
melalui pengujian probabilitas dapat terlihat bahwa keseluruhan probabilitas lebih
kecil dari 0,1 dengan demikian tolak Ho. Dengan demikian dapat ditarik
kesimpulan dari pengujian hipotesis tersebut bahwa terdapat perbedaan nyata
antara sikap karyawan sebelum pelatihan dengan sikap karyawan setelah
pelatihan. Tanda (-) menunjukan bahwa kesadaran sikap karyawan sebelum
pelatihan lebih rendah dibandingkan setelah mengikuti pelatihan. Sikap karyawan
yang telah mengikuti prosedur ISO 22000:2005 juga dapat terlihat dari evaluasi
pelatihan (Lampiran 14) yang dilakukan perusahaan berupa penilaian praktek
lapangan yang dilakukan setelah satu bulan pelatihan yang menunjukkan rata-rata
nilai karyawan di atas standar perusahaan yaitu 60.
Hal ini sesuai dengan pendapat yang dikemukakan oleh manajemen Pabrik
Bukanagara bahwa manfaat yang sudah dapat dirasakan dari pelaksanaan ISO
22000:2005 adalah meningkatnya kesadaran karyawan dalam menjaga sikap
selama bekerja yang diantaranya adalah tidak merokok, tidak makan di tempat
kerja, buang sampah pada tempatnya, dan tidak membawa perlengkapan kerja
keluar pabrik. Untuk menjaga konsistensi karyawan agar bekerja sesuai prosedur
ISO 22000:2005 pihak manajemen Pabrik Bukanagara akan menegur karyawan
yang tidak mengikuti prosedur dan bila tetap melanggar maka pihak Pabrik
Bukanagara akan mengeluarkan karyawan tersebut.
Berdasarkan pengolahan data mulai dari pelaksanaan pelatihan ISO
22000:2005 hingga analisis terhadap manfaat pelatihan ISO 22000:2005 yang
telah dilaksanakan Pabrik Bukanagara, maka pelatihan tersebut dapat dikatakan
efektif karena saat ini Pabrik Bukanagara telah berhasil mendapatkan sertifikat
ISO 22000:2005 dan Pabrik Bukanagara tidak pernah mendapat keluhan dari para
pelanggan (zero claim).
5.5. Hambatan Implementasi ISO 22000:2005
Sebelum menyebarkan kuesioner kepada para responden mengenai
hambatan implementasi ISO 22000:2005, penulis telah melakukan uji validitas
dan realibilitas terhadap pernyataan yang ada pada kuesioner. Hasil pengolahan
data menunjukkan nilai terendah dari korelasi tiap butir pertanyaan adalah 0,3706.
Hal ini menunjukkan bahwa setiap butir pertanyaan dari kuesioner adalah valid
karena menurut Sugiyono (1999:124), syarat minimum hingga butir pertanyaan
dapat dikatakan valid apabila memiliki nilai korelasi minimum sebesar 0,3.
Sedangkan angka realibilitas dari kuesioner adalah 0,8816. Hal ini menunjukkan
bahwa kuesioner yang disebarkan adalah reliabel karena lebih besar dari rt(5%)
yaitu 0,632 (Arikunto, 2002, 160).
Berdasarkan hasil penelitian, diperoleh skor rata-rata 2,2 yang berarti bahwa
responden merasa hambatan dalam mengimplementasikan ISO 22000:2005 cukup
besar. Hal ini tercermin dari 44 responden yang digunakan, 15 orang (34,1 persen)
menyatakan sangat setuju mempunyai hambatan dalam mengimplementasikan
ISO 22000:2005 dalam bidang pekerjaan masing-masing, sedangkan 21 orang
(47,7 persen) menyatakan kurang setuju dan 8 orang (18,2 persen) menyatakan
tidak setuju atau menganggap tidak ada hambatan dalam mengimplementasikan
ISO 22000:2005.
Beberapa hambatan yang dirasakan para responden dalam
mengimplementasikan ISO 22000:2005 adalah kurangnya sarana dan prasarana
untuk mendukung program ISO 22000:2005 dan sulit mengubah perilaku atau
kebiasaan lama untuk menyesuaikan dengan prosedur atau tata cara bekerja ISO
22000:2005.
5.5.1. Tingkat Persetujuan Rerponden Terhadap Pernahnya Melakukan
Kesalahan Dalam Melaksanakan Prosedur ISO 22000:2005
Berdasarkan penelitian, skor rata-rata yang diperoleh adalah 2,2 yang
berarti hambatan implementasi ISO 22000:2005 karena kesalahan melaksanakan
prosedur ISO adalah cukup besar. Hal ini tercermin dari 44 responden, 19 orang
(43,2 persen) sangat setuju dan 17 orang (38,6 persen) setuju bila dinyatakan
pernah melakukan kesalahan atau lupa dengan tata cara dan prosedur kerja yang
sesuai dengan ISO 22000:2005. Sementara itu, 8 orang (18,2 persen) menyatakan
kurang setuju bila dinyatakan salah satu hambatan implementasi ISO 22000:2005
adalah kesalahan atau lupa dalam menjalani prosedur ISO 22000:2005. Adanya
responden yang masih lupa dalam menjalani prosedur ISO 22000:2005
dikarenakan program ISO 22000:2005 baru dilaksanakan sekitar satu tahun yang
lalu.
5.5.2. Tingkat Persetujuan Rerponden Terhadap Kurangnya Atasan Dalam
Memberikan Bimbingan Implementasi ISO 22000:2005
Berdasarkan hasil penelitian menunjukkan skor rata-rata akan jawaban
responden adalah 1,8 yang berarti hambatan implementasi ISO 22000:2005
karena kurangnya bimbingan atasan kepada karyawan cukup besar. Hal ini
tercermin dari 44 responden yang digunakan, 3 orang (6,8 persen) menyatakan
sangat setuju dan 8 orang (18,2 persen) setuju bahwa kurangnya atasan dalam
memberikan bimbingan merupakan salah satu hambatan dalam implementasi ISO
22000:2005. Sedangkan 9 orang (20,5 persen) merasa kurang setuju dan 24 orang
(54,5 persen) merasa tidak ada hambatan dalam implementasi ISO 22000:2005
terkait dengan pemberian bimbingan oleh atasan.
Jenis dukungan atau bimbingan yang diharapkan lebih oleh para karyawan
adalah setiap satu bulan sekali diadakan sosialisasi ISO 22000:2005 untuk
menyegarkan kembali ingataan karyawan akan prosedur kerja ISO 22000:2005
khususnya mengenai cara kerja yang baik, kebersihan, dan keamanan produk dan
memberikan informasi atau teguran jika karyawan melakukan kesalahan dalam
proses kerja.
5.5.3. Tingkat Persetujuan Rerponden Terhadap Kurangnya Pengetahuan
Mengenai ISO 22000:2005
Berdasarkan penelitian, skor rata-rata yang diperoleh adalah 2,9 yang
mengartikan bahwa jumlah responden yang merasa kurang mengetahui ISO
22000:2005 secara menyeluruh adalah besar. Hal ini tercermin dari 44 responden
yang digunakan, 4 orang (9,1 persen) sangat setuju dan 35 orang (79,5 persen)
setuju dengan pernyataan kurang mengetahui ISO 22000:2005, sedangkan 5 orang
(11,4 persen) kurang setuju bahwa terdapat hambatan implementasi ISO
22000:2005 yang terkait dengan pengetahuan ISO ISO 22000:2005. Dalam
pembahasan sebelumnya memang terlihat bahwa responden memiliki tingkat
pengetahuan yang baik mengenai ISO 22000:2005, hal ini membuktikan bahwa
responden (karyawan Pabrik Bukanagara) masih ingin terus belajar mengenai
program ISO 22000:2005.
Adapun jenis pengetahuan yang masih diperlukan oleh responden adalah
pengertian istilah yang terdapat dalam ISO 22000:2005 yang sulit dipahami
mengingat responden yang berasal dari tingkat pendidikan yang SD sampai
dengan SMU lebih besar dari pada Sarjana.
5.5.4. Tingkat Persetujuan Rerponden Terhadap Kurangnya waktu
Pelatihan ISO 22000:2005
Berdasarkan penelitian, skor rata-rata yang diperoleh adalah 3,1 yang
berarti hambatan implementasi yang berupa kurangnya waktu pelatihan bagi para
responden adalah besar. Hal ini tercermin dari toyal 44 responden yang
digunakan, 6 orang (13,6 persen) sangat setuju dan 34 orang (77,3 persen) setuju
waktu pelatihan ISO 22000:2005 masih kurang, dan 4 orang (9,1 persen) kurang
setuju atas pernyataan bahwa salah satu hambatan implementasi ISO 22000:2005
terkait dengan kurangnya waktu pelatihan. Berdasarkan jawaban dari para
responden, mereka menginginkan adanya penyegaran materi yang dilakukan
secara rutin minimal satu bulan sekali.
5.5.5. Tingkat Persetujuan Rerponden Terhadap Adanya Kesulitan
Merubah Kebiasaan lama Untuk Mengikuti Prosedur ISO 22000:2005
Berdasarkan hasil penelitian, skor rata-rata yang diperoleh adalah 2,8 yang
berarti hambatan untuk mengubah kebiasaan lama untuk mengikuti prosedur ISO
22000:2005 adalah besar. Hal ini tercermin dari total 44 responden yang
digunakan, 3 orang (6,8 persen) sangat setuju dan 31 orang (70,5 persen) setuju
mengalami kesulitan mengubah kebiasaan lama untuk mengikuti prosedur ISO
22000:2005. Sedangkan hanya 7 orang (15,9 persen) yang menyatakan kurang
setuju dan 3 orang (6,8 persen) tidak setuju bahwa salah satu hambatan dalam
implementasi ISO 22000:2005 terkait dengan sulitnya mengubah kebiasaan lama
untuk mengikuti prosedur ISO 22000:2005. Hal ini salah satunya dipengaruhi
oleh masa kerja karyawan yang relatif lama yaitu 5-8 tahun sehingga sudah
terbiasa dengan peraturan lama.
Adapun kebiasaan yang sulit diubah oleh para responden adalah memakai
pakaian kerja karena terasa panas akibat harus dirangkap dengan pakaian yang
dikenakan dari rumah, telat masuk kerja, kadang-kadang lupa cuci tangan sebelum
dan sesudah bekerja, minum di dalam ruang proses pengolahan, menjaga
kerapihan, dan belum merasa memiliki ruangan sendiri sehingga masih
menggantungkan bagian lain seperti masalah kebersihan.
5.5.6. Tingkat Persetujuan Responden Terhadap Kurangnya Kerjasama
Rekan Kerja Dalam Implementasi ISO 22000:2005
Berdasarkan penelitian, skor rata-rata yang diperoleh adalah 1,7 yang
berarti tidak ada hambatan dengan hubungan kerjasama antar rekan kerja dalam
implementasi ISO 22000:2005. Hal ini tercermin dari 44 responden yang
digunakan, 2 orang (4,5 persen) sangat setuju dan 10 orang (22,7 persen) setuju
kerjasama antar rekan kerja dalam implementasi ISO 22000:2005 kurang.
Sedangkan 6 orang (13,6 persen) kurang setuju dan 26 orang (59,1 persen) tidak
setuju bahwa salah satu hambatan dalam mengimplementasikan ISO 22000:2005
terkait dengan kurangnya kerjasama antar rekan kerja. Menurut para responden
hal ini dikarenakan perasaan tanggung jawab bersama dalam menerapkan sistem
keamanan pangan. Pengertiannya adalah apabila ada salah satu bagian tidak
terkendali maka tujuan akhir akan gagal. Pendekatan yang dilakukan dengan
saling membantu rekan kerja, memberi saran, dan menggantikan bagian yang
kosong.
5.5.7. Tingkat Persetujuan Rerponden Terhadap Adanya Penambahan
Beban Kerja Akibat Implementasi ISO 22000:2005
Berdasarkan hasil penelitian, skor rata-rata akan jawaban responden adalah
2,1 yang berarti hambatan implementasi ISO 22000:2005 karena penambahan
beban kerja adalah cukup besar. Hal ini tercermin dari 44 responden yang
digunakan, 2 orang (4,5 persen) sangat setuju dan 16 orang (36,4 persen) setuju
bahwa implementasi ISO 22000:2005 menambah beban kerja. Sedangkan
sejumlah 10 orang (22,7 persen) kurang setuju dan 16 orang (36,4 persen) tidak
setuju atas pernyataan bahwa salah satu hambatan implementasi ISO 22000:2005
adalah yang terkait dengan penambahan beban kerja.
Alasan responden menyatakan ISO 22000:2005 menambah beban kerja
karena mereka harus bekerja sesuai prosedur, harus bekerja dengn benar-benar
teliti, penilaian kebersihan lingkungan dan kesehatan karyawan lebih ketat, dan
harus melakukan pendokumentasian. Namun ada beberapa responden yang
menganggap cara kerja mereka lebih baik setelah diterapkannya ISO 22000:2005
karena menjadi lebih mengerti makna kerja yang sesungguhnya dan memiliki rasa
tanggung jawab yang lebih besar. Selain itu mereka menganggap prosedur yang
terdapat dalam ISO 22000:2005 tidak memberatkan karena apa yang terdapat
dalam prosedur adalah apa yang dikerjakan setiap hari.
5.5.8. Tingkat Persetujuan Rerponden Terhadap Kurangnya Sarana
Penunjang Dalam Mendukung Implementasi ISO 22000:2005
Berdasarkan hasil penelitian, skor rata-rata yang diperoleh adalah 2,8 yang
berarti hambatan implementasi ISO 22000:2005 karena kurangnya sarana
penunjang adalah besar. Hal ini tercermin dari total 44 responden yang digunakan,
37 orang (84,1 persen) setuju bahwa sarana penunjang dalam mendukung
implementasi ISO 22000:2005 masih kurang. Sedangkan 5 orang (11,4 persen)
kurang setuju dan 2 orang (4,5 persen) tidak setuju atas pernyataan bahwa salah
satu hambatan implementasi ISO 22000:2005 terkait dengan kurangnya sarana
penunjang.

Adapun sarana penunjang yang diharapkan dari para responden adalah
peralatan kebersihan, gudang penyimpanan yang terpisah dan luas, serta
penambahan mesin produksi.
5.5.9. Tingkat Persetujuan Rerponden Terhadap Adanya Kesulitan
Melakukan Dokumentasi Dalam Mendukung Implementasi ISO
22000:2005
Berdasarkan hasil penelitian, skor rata-rata jawaban responden adalah 1,7
yang berarti tidak ada hambatan dalam mendokumentasikan apa yang mereka
kerjakan sehari-hari. Hal ini tercermin dari 44 responden yang digunakan, 4 orang
(9,1 persen) setuju mengalami kesulitan dalam melakukan dokumetasi. Sedangkan
21 orang (47,7 persen) kurang setuju dan 19 orang (43,2 persen) tidak setuju atas
pernyataan salah satu hambatan implementasi ISO 22000:2005 terkait dengan
kesulitan membuat dokumentasi.
Kemampuan para responden melakukan dokumentasi karena komunikasi
mengenai implementasi ISO 22000:2005 sudah sampai pada level yang paling
bawah sehingga mereka sudah mengerti hal-hal apa saja yang harus mereka catat
untuk dilaporkan kepada pengendali dokumen yang bertugas mengarsipkan
keseluruhan dokumen yang berkaitan dengan ISO 22000:2005. Selain itu
sebenarnya proses pendokumentasian hanya menggambarkan apa yang mereka
kerjakan agar jika ada kesalahan atau kekeliruan dalam proses pengolahan dapat
segera terdeteksi.
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Berdasarkan hasil penelitian dan analisis data diperoleh kesimpulan sebagai
berikut:
1. Pelatihan yang dilaksanakan pabrik Bukanagara sesuai dengan teori pelatihan
untuk menghasilkan pelatihan yang efektif dengan kriteria sebagai berikut:
a. Melakukan analisis kebutuhan pelatihan yang terdiri atas tiga tahap yaitu
analisis kebutuhan pelatihan berdasarkan tujuan organisasi, uraian tugas
dan wewenang masing-masing jabatan dan berdasarkan gap kompetensi
antara yang dimiliki karyawan dengan yang diinginkan perusahaan.
b. Menentukan tujuan pelatihan dan materi yang digunakan.
c. Menentukan metode dan prinsip yang digunakan.
d. Melakukan evaluasi pelatihan dengan memberikan pre test, post test dan
penilaian praktek lapangan. Namun dalam aspek evaluasi pelatihan, pabrik
Bukanagara belum melakukan tahapan penilaian tanggapan karyawan
terhadap pelatihan.
2. Pelatihan ISO 22000:2005 telah memberikan manfaat kepada karyawan dalam
peningkatan pemahaman karyawan terhadap ISO 22000:2005. Selain itu,
pelatihan ISO 22000:2005 memberikan perbedaan nyata terhadap perubahan
sikap karyawan antara sebelum dan setelah mengikuti pelatihan dilihat dari
kepatuhan karyawan dalam menerapkan prosedur ISO 22000:2005.
Sedangkan manfaat bagi perusahaan adalah telah didapatkannya sertifikat ISO
22000:2005 dan tidak adanya keluhan dari para pelanggan (zero claim).
3. Terdapat beberapa hambatan dalam mengimplementasikan ISO 22000:2005
yang dirasakan karyawan, diantaranya adalah sulitnya mengubah kebiasaan
lama untuk mengikuti prosedur ISO 22000:2005 seperti panasnya memakai
pakaian kerja dan kurangnya sarana dalam menunjang implementasi program
ISO 22000:2005 seperti kurang luasnya gudang penyimpanan produk.
6.2. Saran
Setelah dilakukan penelitian ini peneliti menyarankan:
1. Pabrik Bukanagara menambah tahapan evaluasi dengan menilai tanggapan
peserta pelatihan terhadap pelatihan yang telah dilakukan sebagai bahan
pertimbangan manajemen pada pelatihan-pelatihan berikutnya.
2. Pabrik Bukanagara lebih gencar bersosialisasi kepada karyawan mengenai
ISO 22000:2005 khususnya tata cara bekerja sesuai prosedur ISO 22000:2005
dan pentingnya menerapkan ISO 22000:2005 pada perusahaan. Jika
memungkinkan, diadakan pelatihan lanjutan yang berkaitan dengan keamanan
pangan sekaligus menambah sarana yang diperlukan untuk menunjang
implementasi ISO 22000:2005 seperti peralatan kebersihan dan gudang
penyimpanan yang terpisah dan luas.
3. Pabrik Bukanagara mengevaluasi dan meninndaklanjuti segala hal yang
dianggap karyawan sebagai hambatan dalam implementasi ISO 22000:2005.
DAFTAR PUSTAKA
Arikunto, S. Prosedur Penelitian (suatu pendekatan praktek edisi revisi V), (Jakarta: Rineka Cipta, 2002).
Deptan, 2007. Multi Peran Tanaman Teh Bagi Kehidupan [Online],
http://ditjenbun.deptan.go.id/rempahbun/rempah/images/artikel%20peran%20tanaman%20teh.doc, 8 Maret 2008, pk 17:30 wib.
Hamalik, O. Pengembangan Sumber Daya Manusia, Manajemen Pelatihan
Ketenagakerjaan Pendekatan Terpadu, (Jakarta: Bumi Aksara, 2005).
Hariandja, M. Sumber Daya Manusia, Pengadaan, Pengembangan,
Pengkompensasian, dan peningkatan produktivitas pegawai, (Jakarta: PT.
Gramedia Widiasarana Indonesia, 2002).
Hasibuan. Manajemen Sumber Daya Manusia, Edisi Revisi, (Jakarta: Bumi
Aksara, 2006).
International Standardisation Organization. Food Safety Management System-
Requirements For Any Organization In The Food Chain, (Switzerland:
International Standard Organization, 2005)
Jiwoungu, H. Tingkatkan Kinerja Perusahaan Anda Dengan Merit System, (Jakarta: PT. Raja Grafindo Persada, 2003).
Nazaruddin, F. Teh, Pembudidayaan dan Pengolahan, (Depok: Penebar Swadaya,
1996).
Pabrik Bukanagara. Introduction To ISO 22000:2005 Food Safety Management
System, (Dokumentasi Pabrik Bukanagara, 2007).
Rivai, V. Manajemen Sumber Daya Manusia Untuk Perusahaan Dari Teori ke
Praktik, (Jakarta: PT. Raja Grafindo Persada, 2004).
Ruky, A. S. SDM Berkualitas, Mengubah Visi Menjadi Realitas, (Jakarta: PT.
Gramedia Pustaka Utama, 2003
Shaleh, A. Psikologi Industri dan Organisasi, (Jakarta:UIN, 2006).
Sugiyono. Metode Penelitian Bisnis, (Bandung: Alfabeta, 1999).
_______. Metode Penelitian Bisnis, (Bandung: Alfabeta, 2004).
Teknofood, 2007. ISO 22000:2005 Industri Pangan [Online],
http://teknofood.blogspot.com/2007/iso-22000-industri-pangan.html, 22
Januari 2008, pk 10:22 wib.
Wirawan, V. Analisis Kebutuhan Karyawan Tingkat Supervisor dan staf pada
Dept. HRD/GA dan Dept Accounting di PT.XYZ [Skripsi], Bogor. IPB. Fakultas Pertanian;2007.
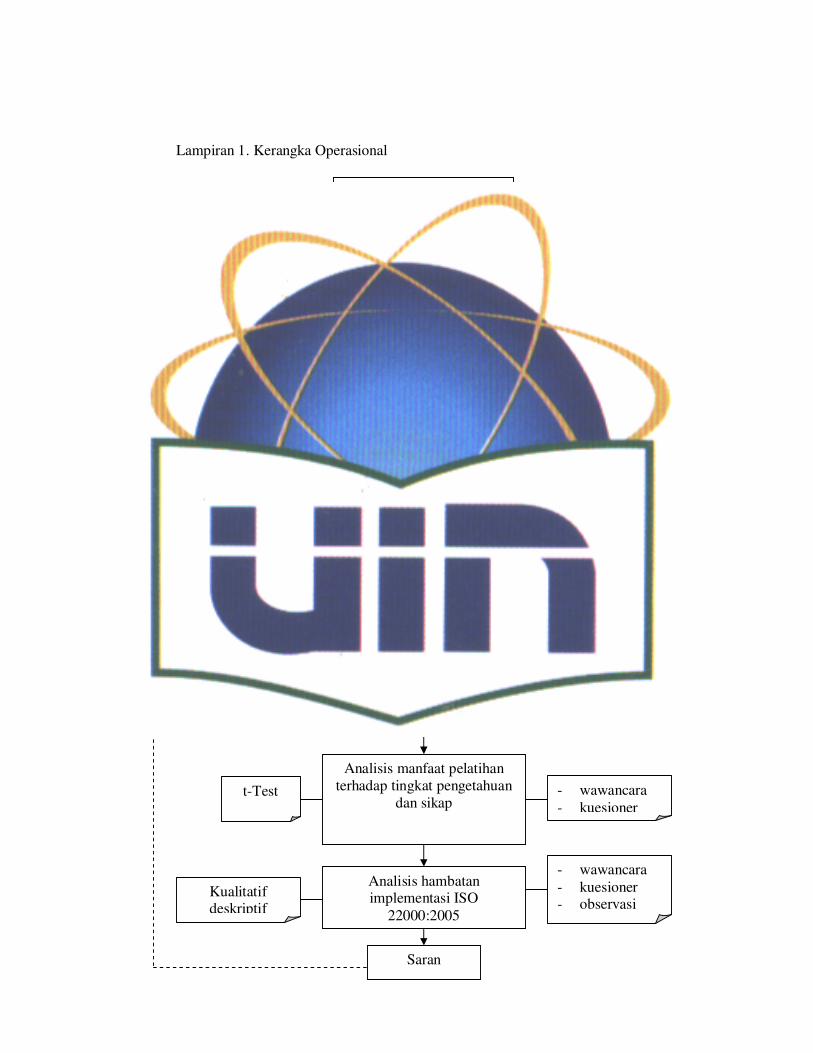
Lampiran 1. Kerangka Operasional
PTPN VIII Tambak Sari,
Pabrik Bukanagara
Visi dan misi
Kemampuan SDM
yang dibutuhkan
Kemampuan SDM
yang dimiliki
GAP
Pelatihan ISO 22000:2005
- Analisis kebutuhan pelatihan
- Tujuan dan materi pelatihan
- Metode pelatihan dan Prinsip pelatihan - Evaluasi pelatihan
Analisis kesesuaian pelaksanaan pelatihan
Analisis manfaat pelatihan
terhadap tingkat pengetahuan
dan sikap
Analisis hambatan implementasi ISO
22000:2005
Saran
- wawancara
- data sekunder
- wawancara
- kuesioner
- wawancara
- kuesioner - observasi
wawancara
Verifikasi pelaksanaan
pelatihan
t-Test
Kualitatif
deskriptif
Kualitatif deskriptif
Lampiran 2. Uji Validitas Tingkat Pengetahuan Responden Terhadap ISO
22000:2005
a) Hasil Kuesioner Uji validitas Tingkat Pengetahuan Responden Terhadap ISO 22000:2005
X1 X2 X3 X4 X5 X6 X7 X8 X9 X10
3.00 3.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
4.00 4.00 4.00 4.00 4.00 4.00 3.00 4.00 3.00 4.00
3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 2.00 3.00
3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
3.00 3.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
2.00 2.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
3.00 3.00 3.00 3.00 3.00 3.00 4.00 3.00 4.00 4.00
4.00 4.00 3.00 3.00 3.00 3.00 4.00 4.00 4.00 3.00
4.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 4.00 3.00
4.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 4.00 3.00
b) Hasil SPSS Uji Validitas Tingkat Pengetahuan Responden Terhadap ISO
22000:2005
c) Hasil Uji Reliabilitas Pengetahuan Responden Terhadap ISO 22000:2005
No
Pertanyaan Nilai Korelasi Keterangan
1 0,5000 Valid
2 0,5000 Valid
3 0,6215 Valid
4 0,6215 Valid
5 0,7971 Valid
6 0,6215 Valid
7 0,5429 Valid
8 0,8840 Valid
9 0,5484 Valid
10 0,4912 Valid
Alpha N of items
.8747 10
Lampiran 3. Uji Validitas Hambatan Implementasi ISO 22000:2005
a) Hasil Kuesioner Uji validitas Hambatan Implementasi ISO 22000:2005
b) Hasil SPSS Uji validitas Hambatan Implementasi ISO 22000:2005
c) Hasil Uji Reabilitas Hambatan Implementasi ISO 22000:2005
X1 X2 X3 X4 X5 X6 X7 X8 X9 X10
2.00 2.00 2.00 3.00 3.00 2.00 2.00 1.00 3.00 2.00
2.00 1.00 2.00 3.00 3.00 2.00 2.00 1.00 3.00 2.00
3.00 2.00 2.00 3.00 3.00 2.00 4.00 1.00 3.00 2.00
1.00 2.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00
2.00 3.00 2.00 3.00 3.00 2.00 2.00 1.00 3.00 2.00
3.00 3.00 2.00 3.00 3.00 3.00 2.00 2.00 2.00 2.00
3.00 3.00 1.00 2.00 2.00 3.00 1.00 3.00 3.00 2.00
3.00 3.00 2.00 3.00 3.00 4.00 2.00 2.00 3.00 2.00
3.00 3.00 3.00 3.00 3.00 4.00 2.00 3.00 3.00 2.00
3.00 3.00 2.00 3.00 3.00 3.00 3.00 3.00 3.00 2.00
No
Pertanyaan Nilai Korelasi Keterangan
1 0,8635 Valid
2 0,4137 Valid
3 0,6460 Valid
4 0,7639 Valid
5 0,7639 Valid
6 0,7516 Valid
7 0,3706 Valid
8 0,4522 Valid
9 0,6841 Valid
10 0,8395 Valid
Alpha N of items
.8816 10
Lampiran 4. Hasil Wawancara
Responden: Sinder Pabrik Bukanagara (Bpk. Iwan Hartadi Wibawa)
Waktu : 25 Januari 2008
No Pertanyaan Jawaban
A. Analisis Kebutuhan Pelatihan
1. Bagaimana perusahaan melakukan
analisis kebutuhan pelatihan?
Pabrik melakukan analisis kebutuhan pelatihan berdasarkan
jobdescription tiap bagian, selanjutnya pabrik menyesuaikan
antara kompetensi yang dimiliki dengan yang dibutuhkan, dari
sana jika ada kesenjangan antara kompetensi yang dimiliki
karyawan dan dibutuhkan perusahaan maka akan dibuat rencana
pelatihan untuk karyawan tersebut. Selanjutnya kantor induk
bagian pelatihan akan membuat surat usulan pelatihan yang akan
diserahkan ke administratur untuk disetujui. Ada juga pelatihan
yang berasal dari kantor pusat.
2. Setiap kapan dilakukan analisis
kebutuhan pelatihan?
Awal tahun (satu tahun sekali).
3. Apakah hasil yang dicapai dari
analisis tersebut?
Rancangan kebutuhan pelatihan yang disusun dalam program
diklat tahunan yang terdiri dari bagian yang akan dilatih, jenis
pelatihan, rencana waktu pelaksanaan, dan jumlah peserta.
4. Apakah dari analisis tersebut
kemudian diturunkan menjadi
rencana pelatihan yang diajukan
dalam anggaran?
Ya, setelah dibuatkan rencana pelatihan maka dibuatkan rencana
anggaran bagi pelatihan tersebut. Biaya pelatihan berasal dari
kantor pusat
5. Dari pertanyaan butir 1, apakah
kemudian muncul kebutuhan
pelatihan ISO 22000:2005?
Ya. Pabrik Bukanagara ingin mencerminkan prroduk yang
dihasilkan terjamin keamnan pangannya, baik dari kimia maupun
biologi. Hal ini agar pelanggan tidak berpaling pada kompetitor
lain. Kemudin dipilih beberapa sistem manajemen keamanan
pangan. Namun standar keamana pangan yang diakui secara
internasional adalah ISO 22000:2005, dan pelatihan merupakan
salah satu syarat jika perusahaan ingin menerapkam program ISO
22000:2005.
6. Siapa saja pihak yang terlibat dalam
pelatihan ISO 22000:2005?
Koordinator SMKP sebagai perencana dan beberapa kali menjadi
pelatih internal, pengendali dokumen sebagai orang yang
mengumpulkan arsip, serta karyawan lainnya sebagai peserta
pelatihan.
7. Bagaimana program ISO 22000:2005
diwujudkan?
Program ini dilaksanakan karena sesuai dengan kebutuhan saat ini
dan diwujudkan dengan bantuan PT. SGS Indonesia yang
memberikan informasi mengenai persyaratan yang harus dipenuhi
jika ingin mendapatkan sertifikat ISO 22000:2005 sekaligus
memberikan pelatihan. Selain itu, PT. SGS Indonesia bertindak
juga sebagai bertindak sebagai auditor untuk mengaudit Pabrik
Bukanagara untuk mendapatkan sertifikat ISO 22000:2005. Pabrik
Bukanagara memilih PT. SGS Indonesia karena merupakan badan
setifikasi yang paling dipercaya oleh pembeli.
8. Bagaimana pengorganisasian dari
pelaksanaan program ISO
22000:2005?
Harusnya terdapat struktur organisasi khusus untuk ISO 22000:
2005, namun karena ada keterbatasan sumber daya manusia maka
tidak ada penambahan struktur organisasi yang ada hanya
penambahan kompetensi dari tiap jabatan seperti dokumentasi.
Tapi memang untuk pengendali dokumen kita baru rekrut saat
akan menerapkan ISO 22000:2005.
9. Siapa penanggung jawab utama ISO
22000:2005?
Saya sendiri (Bpk. Iwan) kalau di perusahaan lain disebut sebagai
Manager Representative (koordinator SMKP) yang sekaligus
sebagai sinder.
10. Apakah dilakukan koordinasi dengan
kantor induk, bagaimana
prosedurnya?
Ya, pabrik, mengajukan pelatihan, diserahkan ke kantor induk
bagian pelatihan untuk disetujui Administratur. Peran kantor
induk adalah memutuskan apakah pelatihan yang diajukan
disetujui atau ditolak.
11. Apakah jika ada kebutuhan pelatihan
diluar ISO 22000:2005 akan
dilaksanakan juga?
Ya, misalnya saja pelatihan ESQ yang diadakan untuk para sinder
sebagai cara untuk membina mentalitas dan kreatifitas.
12. Apakah ada pelatihan yang sifatnya
wajib dari kantor induk?
Ada, contonya dari karyawan afdeling untuk jadi sinder harus ada
pelatihan.
13. Apa saja hambatan pelatihan? Umumnya memang masalah yang dihadapi oleh beberapa
perkebunan adalah level pendidikan karyawan yang relatif rendah
oleh karena itu kita harus menyesuaikan materi pelatihan agar
mudah dicerna oleh para karyawan khususnya karyawan
pelaksana. Selain itu waktu juga menjadi hambatan untuk
mengadakan pelatihan, perbedaan jam kerja tiap bagian
menyebabkan kita sulit menetapkan waktu untuk mengadakan
pelatihan
B. Program
1. Bagaimana program pelatihan Program disusun mulai dari metode, materi, jumlah peserta, waktu

disusun? pelaksanaan dan trainer.
2. Berkaitan dengan ISO 22000:2005
apakah terdapat perjenjangan
pelatihan dari setiap level?
Ya, pelatihan pada tiap level berbeda, misalnya Pengenalan SMKP
ISO 22000:2005 dan Teknis Pengolahan-Teknik Untuk Tingkat
Karyawan Pelaksana Pabrik-Teknik Bukanagara diadakan khusus
untuk karyawan pelaksana.
3. Apakah instruktur internal terlibat?
Ya, setiap peserta yang ikut pelatihan, dinyatakan lulus dan
mendapatkan sertifikat bisa menjadi trainer. Namun selain itu
pelatih atau instruktur harus mempunyai kemampuan komunikasi
verbal. Biasanya instruktur internal yang terlibat adalah sinder dan
mandor.
C. Tujuan
1. Apa tujuan perusahaan melakukan
pelatihan ISO 22000:2005?
Untuk mendapatkan sertifikat ISO 22000:2005 sebagai jaminan
keamanan akan produk yang ditawarkan kepada konsumen mulai
dari pengadaan bahan baku, proses pengolahan hingga produk
akhir berupa teh hitam.
2. Apakah semua tujuan tercapai?
Ya. Saat ini tujuan sudah tercapai dengan ukuran kriteria
keberhasilan zero claim (tidak ada keluhan dari pelanggan) dan
dengan didapatkannya sertifikat ISO 22000:2005 yang berlaku
hingga tahun 2010.
3. Apakah perusahaan
mensosialisasikan tujuan tersebut
kepada peserta, jika ya bagaimana
caranya?
Ya, saat pelatihan peserta akan diinformasikan mengenai tujuan
tersebut, selain itu pada rapat-rapat formal sinder akan
mengingatkan kembali kepada para mandor dan para mandor akan
menyampaikannya kepada bawahan masing-masing pada setiap
kesempatan karena para mandor merupakan atasan langsung dari
karyawan pelaksana dan selalu berinteraksi sehingga diharapkan
informasi yang disampaikan lebih mudah dipahami. Informasi
juga disampaikan pada kegiatan yang dilakukan oleh perusahaan
seperti pengajian
D. Metode
1. Pelatihan apa yang dilakukan untuk
mendukung ISO 22000:2005?
Sistem Manajemen Mutu, Konsep Dasar HACCP, Pelatihan
Internal Kalibrasi, Verifikasi alat ukur dan validasi, Pembinaan
penerapan ISO 22000:2005, Sosialisasi pedoman SMKP, PRP,
tabel analisis, OPRP, HACCP Plan, Pengenalan SMKP ISO
22000:2005, Pelatihan GMP
2. Apa metode yang digunakan? Kuliah di kelas dan OJT (On The Job Training).
E. Evaluasi
1. Apakah dilakukan evaluasi
pelatihan?
Ya
2. Bagaimana cara perusahaan
melakukan evaluasi?
Untuk mengetahui manfaat dari suatu pelatihan yang telah diikuti,
petugas umum memberikan formulir mengenai Daftar Nilai
Karyawan Hasil Pelatihan kepada Sinder. Instruktur atau atasan
langsung memberi pre-test (pengetahuan peserta sebelum
pelatihan) dan post-test (pengetahuan sesudah pelatihan) pada saat
pelatihan dengan jenis soal yang sama mengenai materi pelatihan
serta menilai praktek di lapangan satu bulan setelah pelatihan,
karena pelatihan ISO 22000:2005 berkaitan dengan keamanan
pangan maka hal yang dinilai adalah sikap karyawan saat bekerja
yang akan mempengaruhi keamanan produk (merokok, membawa
makanan ke tempat kerja, membawa pakaian kerja dll) dan
kemampuan karyawan dalam mengolah produk sesuai standar
keamanan pangan. Selain itu, setiap semester Petugas Umum
melakukan evaluasi terhadap seluruh kegiatan pelatihan yang telah
dilaksanakan dan dicatat dalam Laporan Evaluasi Pelatihan
dengan persetujuan Sinder TUK. Bila hasil evaluasi menunjukkan
bahwa ada program pelatihan yang belum dilaksanakan pada
semester tersebut, maka harus dijadwal ulang pada semester
berikutnya.
3. Informasi evaluasi digunakan untuk
apa dan diserahkan kepada siapa?
Informasi evaluasi digunakan untuk melihat siapa saja peserta
yang lulus atau harus mengikuti pelatihan ulang. Hasil Evaluasi
akan dibahas dalam Rapat Tinjauan Manajemen untuk
menentukan tindak lanjutnya.
4. Siapakah yang melakukan evaluasi?
Trainer, tapi kalau trainer dari luar maka pimpinan masing-masing
bagian yang mengevaluasi. Namun, format dari trainer.
5. Bagaimana bila ada peserta yang
dinyatakan gagal dalam evaluasi?
Pelatihan ulang dan dievaluasi lagi. Standar kelulusan adalah 60,
bila ada peserta yang Memperoleh nilai di bawah standar tersebut
maka dinyatakan gagal.
6. Bisakah saya melihat formulir
evaluasi?
Ya.
7. Apakah evaluasi ini berlaku untuk
tiap pelatihan?
Ya.
F. Pelatih dan Peserta
1. Berkaitan dengan pelatihan ISO
22000:2005, kepada siapa saja
pelatihan dikenakan dan apakah
sifatnya wajib?
Kepada seluruh karyawan, ya karena salah satu syarat yang harus
dipenuhi perusahaan untuk menerapkan ISO 22000:2005 adalah
menerapkan pelatihan pada karyawan.
2. Apa syarat-syarat menjadi peserta
pelatihan?
Tidak ada syarat khusus, yang penting pelatihan disesuaikan
dengan tugas masing-masing pejabat.
3. Bagaimana cara menentukan waktu
pelatihan dan mensosialisasikan
kepada calon peserta?
Dengan surat penugasan dan disosialisasikan dengan lisan.
4. Apa syarat menjadi pelatih? Lulus pelatihan SMKP, menguasai materi yang disampaikan,
mempunyai kemampuan komunikasi verbal.
G. Manfaat
1. Apa manfaat yang dirasakan
perusahaan setelah diadakan
pelatihan ISO 22000:2005?
Ada kesadaran karyawan akan pentingnya keamanan pangan,
namun tidak ada nilai tambah dari eksternal seperti bertambahnya
penjualan hanya zero claim.
2. Perubahan perilaku apa yang
ditunjukkan karyawan setelah
mengikuti pelatihan ISO
22000:2005?
Tidak merokok, tidak makan di tempat kerja, buang sampah pada
tempatnya, perlengkapan kerja tidak dibawa keluar.
3. Apa saja standar dalam ISO
22000:2005?
Ada dalam dokumen.
4. Apa semua standar telah diterapkan? Ya.
5. Apa hambatan dalam menerapkan
ISO 22000:2005?
Pendidikan, budaya dan sarana prasarana.
6. Apa sanksi bagi karyawan yang
melanggar peraturan?
Teguran, bila melawan dikeluarkan
7. Apa perusahaan telah mendapatkan
sertifikat ISO 22000:2005?
Ya, 13 Desember 2007. berlaku hingga tahun 2010.
H. Aplikasi
1. Apakah semua bagian telah
mengaplikasikan ISO 22000:2005?
Ya, sertifikat ISO 22000:2005 yang telah didapatkan oleh Pabrik
Bukanagara merupakan bukti bahwa keseluruhan elemen di Pabrik
Bukanagara telah mengaplikasikan ISO 22000:2005.
2. Siapa penanggung jawab tiap bagian? Pimpinan dari masing-masing bagian yang akan bertanggung
jawab ke Koordinator SMKP.
3. Apa kriteria keberhasilannya. Sertifikat dan zero claim.
4. Kapan waktu pelaksanaan audit?
Audit internal 3 bulan sekali dilaksanakan oleh Pabrik lain dari
lingkungan PTPN VIII yang ditunjuk sebagai auditor, audit
eksternal 6 bulan sekali oleh Badan sertifikasi untuk menilai
apakah Pabrik Bukanagara masih layak mendapatkan sertfikat.
5. Apa hambatan dalam
mengimplementasikan ISO
22000:2005?
Hambatan yang terasa adalah rendahnya level pendidikan
karyawan dan sarana prasarana. Rendahnya level pendidikan
membuat sulitnya para karyawan menyerap pemahaman mengenai
ISO 22000, namun sekarang para karyawan sudah semakin sadar
bahwa keamanan pangan merupakan hal yang sangat penting dan
bila terjadi komplain dari pelanggan maka biaya yang ditimbulkan
lebih besar dari biaya produksi. Selain itu, hambatan lainnya
adalah penyediaan sarana dan prasarana untuk mendukung
penerapan ISO 22000:2005 karena memerlukan biaya yang sangat
besar, namun kita selalu berusaha untuk memenuhinya.
Responden: Mandor Meber (Endang K.)
Waktu : 25 Januari 2008
1. Apakah pucuk yang diterima dari kebun
diperiksa dulu keadaanya?
Ya.
2. Bagaimana jika ada penyimpangan
seperti kadar pestisida yang melampaui
batas?
Dikembalikan ke kebun.
3. Berapa rata-rata jumlah pengisian
pucuk ke withering through (tempat
pembeberan)?
1100-1300 kg.
4. Apakah setap withering through selalu
digunakan?
Tidak juga, tergantung pada jumlah produksi. Jika produksi
sedang banyak maka semua dipakai, tapi jika tidak maka yang
dipakai seperlunya saja.
5. Bagaimana jika ada benda-benda asing
yang tercampur ke dalam pucuk?
Segera diambil dan dibuang.
6. Benda apa yang biasanya sering
tercampur?
Plastik dan serat.
Responden: Responden: Mandor Pengeringan (Sobar)
Waktu : 22 Maret 2008
1. Bagaimana cara mengatur suhu
pengeringan?
Dengan mengatur tekanan BBM (bahan bakar minyak) dan
thermostat juga klepdumper.
2. Bagaimana cara memeriksa
kematangan bubuk teh?
Dengan dilihat, diraba dan dicium aromanya.
3. Bagaimana jika bubuk yang
dihasilkan tidak sesuai?
Bubuk yang tidak sesuai seperti terlalu kering akan dipisahkan
selain itu suhu pengeringan akan dikurangi.
4. Berapa lama proses pengeringan
dilakukan?
Sekitar 25 menit
5. Berapa banyak penggunaan bahan
bakar?
Satu jam 50-60 liter.
Responden: Mandor Sortasi (Agus Sopyan)
Waktu : 25 Januari 2008
1. Apa yang menjadi dasar pembeda dari jenis
teh?
Ukuran partikel dan berat jenis
2. Apa fungsi magnetic trap? Memisahkan kndungan serat, tulang, dan kontaminan fisika.
Responden: Sinder Kebun Tambaksari (Ir. Budi Adiarwan)
Waktu : 22 Maret 2008
1. Apakah peran PT.SGS sebagai
konsultan dan trainer tidak
mengganggu keobjektifan PT. SGS
sebagai auditor?
Tidak, karena PT. SGS hanya memberikan informasi mengenai
hal-hal yang harus dipenuhi jika ingin mendapatkan sertifikat ISO
22000:2005 dan orang yang memberikan pelatihan dengan yang
bertindak sebagai auditor berbeda. Lagipula tidak mungkin badan
sert ifikasi sebesar PT. SGS mau mempertar uhkan namanya.

Lampiran 5. Hasil Observasi
Waktu pengamatan: 25 Januari 2008
Kesesuaian
Tahapan Hal Yang Diamati
Ya Tdk
Keterangan
Jumlah pengisian pucuk ���� 1200 kg
Pemisahan benda asing pada pucuk ���� Manual
Kebersihan tempat kerja ���� Disapu
Kebersihan peralatan kerja ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Perlengkapan bersih disimpan di loker ����
Pembeberan
Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Pengaturan volume dan suhu udara withering trough ����
Waktu pembalikan pucuk ���� Separuh dari waktu pelayuan
Persentase kelayuan pucuk ����
Pemisahan benda asing pada pucuk ���� manual
Kebersihan tempat kerja ����
Kebersihan peralatan kerja ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Perlengkapan bersih disimpan di loker ����
Pelayuan
Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Pemisahan benda asing dari produk ����
Penurunan pucuk layu berdasarkan tingkat kelayuan ����
Kebersihan tempat kerja ����
Kebersihan peralatan kerja ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Perlengkapan bersih disimpan di loker ����
Turun layu
Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Pengaturan roll CTC ����
Pengukuran suhu bubuk ����
Penanganan ceceran bubuk ���� Disediakan hamparan karung
Kebersihan tempat kerja ����
Kebersihan peralatan kerja ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Penggilingan
Perlengkapan bersih disimpan di loker ����
Lama oksidasi enzimatis ����
Pengaturan ketebalan bubuk ���� 5 cm
Pengukuran suhu bubuk ����
Pemantauan RH ����
Penanganan ceceran bubuk ����
Kebersihan tempat kerja ����
Kebersihan peralatan kerja ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Perlengkapan bersih disimpan di loker ����
Oksidasi
enzimatis
Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Pengunaan BBM ����
Lama Pengeringan ����
Suhu pengeringan ����
Pemantauan kadar air teh
Kebersihan tempat kerja ����
Kebersihan peralatan kerja ����
Pemakaian baju kerja ����
Masker ����
Pemakaian tutup kepala ����
Sarung tangan ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Pengeringan
Perlengkapan bersih disimpan di loker ����

Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Pembersihan magnetik trap ����
Melakukan pemisahan benda asing dari produk ���� Magnetic trap
Penimbangan teh ����
Penanganan limbah debu ����
Kebersihan peralatan kerja ����
Pemakaian baju kerja ����
Masker ����
Pemakaian tutup kepala ����
Sarung tangan ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Perlengkapan bersih disimpan di loker ����
Sortasi
Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Pengujian teh yang di pak ����
Membersihkan magnetic trap ���� Dua jam sekali
Mengukur ketinggian magnetic trap ���� 5 cm
Menyusun hasil pengepakan sesuai aturan ����
Kebersihan tempat kerja ����
Kebersihan peralatan kerja ����
Pemakaian baju kerja ����
Masker ����
Pemakaian tutup kepala ����
Sarung tangan ����
Perlengkapan kerja tidak boleh dibawa keluar pabrik ����
Perlengkapan bersih disimpan di loker ����
Pengepakan
Ada wadah tempat perlengkapan kotor ���� Tidak tersedia dalam tiap bagian, disatukan dalam ruang khusus
Lampiran 6. Kuesioner
Kusioner Pelatihan ISO 22000:2005
Di PTPN VIII, Unit Tambak Sari, Pabrik Bukanagara
Saya, Fifi Rufaida, Mahasiswa Sosial Ekonomi Pertanian /Agribisnis
meminta bantuan Ibu/Bapak untuk mengisi kuesioner di bawah ini dalam rangka
penyelesaian tugas akhir dengan judul “Analisis Pelatihan Di PTPN VIII, Unit
Tambak Sari, Pabrik Bukanagara.
Petunjuk Umum
1. Data-data di bawah ini mohon diisi atau dipilih dengan cara memberi tanda
silang (X) sesuai dengan identitas anda.
2. Data ini mohon diisi secara jujur dan benar karena tidak akan memberikan
dampak apapun terhadap pekerjaan anda.
Nama :
Umur : Jenis Kelamin :
a. Pria b. Wanita
Tingkat Pendidikan Terakhir : a. SD/Sederajat
b. SMP/Sederajat c. SMU/Sederajat
d. Sarjana/Sederajat
Jabatan :
Berapa lama anda sudah bekerja di pabrik Bukanagara (tahun) :
Pelatihan ISO 22000:2005 yang diikuti:
a. Pelatihan GMP dan proses pengolahan
b. Sistem Manajemen Mutu
c. Konsep Dasar HACCP
d. Pelatihan Internl Kalibrasi, Verifikasi alat ukur dan validasi
e. Pembinaan penerapan ISO 22000:2005
f. Sosialisasi pedoman SMKP, PRP, tabel analisis, OPRP, HACCP Plan
g. Pengenalan SMKP ISO 22000:2005
I. Tingkat Pengetahuan Karyawan Terhadap ISO 22000:2005
1. Saya mengetahui konsep / definisi dari ISO 22000:2005. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
2. Saya mengetahui tujuan dari ISO 22000:2005. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
3. Saya mengetahui kemungkinan bahaya yang akan timbul dan bisa
mengkontaminasi teh. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
4. Saya mengetahui faktor-faktor yang dapat menyebabkan potensi bahaya pada
teh. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
5. Saya mengetahui tindakan yang harus diambil bila teh terkontaminasi. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
6. Saya mengetahui standar proses pengolahan yang harus dipenuhi dari proses
yang saya kerjakan hingga teh dapat dikatakan aman. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
7. Saya mengetahui kondisi lingkungan pabrik yang harus dijaga untuk
mnghasilkan teh yang aman. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
8. Saya mengetahui standar kondisi alat yang digunakan dari proses pengolahan
teh yang saya kerjakan. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
9. Saya mengetahui perlengkapan pakaian kerja yang harus saya gunakan selama
proses pengolahan untuk menjaga keamanan teh. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
10. Saya mengetahui standar kondisi fisik yang harus saya penuhi sebelum
memulai proses pengolahan untuk menjaga keamanan teh. a. Sangat mengetahui b. Mengetahui c. Kurang mengetahui d. Tidak mengetahui
II. Pengaruh Pelatihan Terhadap Sikap
Dalam Menjalankan pekerjaan, saya:
Sebelum Pelatihan Sesudah Pelatihan No Komponen
Ya Kadang2 Tdk Ya Kadang2 Tdk
1 Memakai penutup kepala
2 Memakai seragam kerja yang
rapih dan bersih
3 Kuku pendek dan bersih
4 Dalam keadaan rapih dan
bersih
5 Memakai masker
6 Tidak merokok di area
kerja
7 Memakai sarung tangan
8 Mencuci tangan sebelum dan
sesudah bekerja
9 Tidak menggunakan
perhiasan dan jam tangan
10 Memakai alas kaki
III. Hambatan Dalam Implementasi ISO 22000:2005
1. Saya mempunyai hambatan dalam mengimplementasikan pelatihan ISO 22000:2005.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
Jenis hambatan:
-
-
2. Saya pernah melakukan kesalahan atau lupa dalam melaksanakan prosedur
ISO 22000:2005. a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
3. Saya merasa atasan saya kurang memberikan dukungan atau bimbingan kepada saya mengenai ISO 22000:2005.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju Jenis dukungan yang diharapkan:
- -
4. Saya merasa pengetahuan saya mengenai ISO 22000:2005 belum mencukupi.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
Pengetahuan yang masih diperlukan:
-
-
5. Saya merasa waktu pelatihan yang diberikan belum mencukupi.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
6. Saya merasa kesulitan dalam merubah kebiasaan lama untuk mengikuti
prosedur kerja ISO 22000:2005.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
7. Saya merasa kurangnya kerjasama antar rekan kerja untuk menerapkan ISO
22000:2005.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju Bentuk kerjasama yang diharapkan:
- -
8. Saya merasa penerapan ISO 22000:2005 pada perusahaan menambah beban kerja saya.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju Penambahan beban kerja yang dirasakan:
-
-
9. Saya merasa sarana penunjang untuk menerapkan program ISO 22000:2005
belum mencukupi.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
Sarana yang diharapkan:
-
-
10. Saya merasa kesulitan dalam melakukan proses dokumentasi dalam
menunjang penerapan ISO 22000:2005.
a. Sangat setuju b. Setuju c. Kurang setuju d. Tidak setuju
-
-
Terima Kasih Atas Kerjasama Anda
Lampiran 7. Tingkat Pengetahuan Responden Terhadap ISO 22000:2005
a) Hasil kuesioner Tingkat Pengetahuan Responden Terhadap ISO 22000:2005
Pertanyaan
Responden X1 X2 X3 X4 X5 X6 X7 X8 X9 X10
1 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
2 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
3 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
4 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
5 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
6 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
7 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
8 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
9 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
10 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
11 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
12 3.00 3.00 3.00 3.00 3.00 4.00 4.00 3.00 4.00 3.00
13 3.00 3.00 4.00 3.00 4.00 4.00 3.00 3.00 4.00 3.00
14 3.00 3.00 4.00 4.00 3.00 3.00 3.00 3.00 3.00 3.00
15 3.00 3.00 3.00 3.00 3.00 4.00 4.00 3.00 3.00 3.00
16 4.00 3.00 4.00 3.00 4.00 3.00 4.00 4.00 4.00 4.00
17 3.00 3.00 4.00 3.00 3.00 3.00 3.00 3.00 4.00 3.00
18 3.00 3.00 4.00 4.00 3.00 3.00 3.00 4.00 3.00 3.00
19 3.00 3.00 4.00 3.00 4.00 3.00 2.00 2.00 4.00 2.00
20 3.00 3.00 4.00 3.00 4.00 4.00 2.00 2.00 4.00 2.00
21 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
22 3.00 3.00 3.00 3.00 4.00 4.00 3.00 3.00 4.00 3.00
23 3.00 4.00 1.00 3.00 4.00 4.00 3.00 3.00 3.00 3.00
24 2.00 3.00 3.00 2.00 3.00 3.00 3.00 3.00 3.00 3.00
25 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
26 3.00 3.00 4.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
27 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
28 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
29 3.00 3.00 3.00 3.00 4.00 3.00 4.00 4.00 4.00 3.00
30 4.00 3.00 4.00 3.00 4.00 3.00 4.00 3.00 4.00 3.00
31 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
32 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
33 3.00 4.00 4.00 4.00 4.00 3.00 3.00 3.00 3.00 3.00
34 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
35 3.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00 3.00 3.00
36 3.00 4.00 4.00 4.00 4.00 3.00 4.00 3.00 4.00 4.00
37 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
38 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
39 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00
40 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
41 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
42 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
43 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
44 3.00 3.00 4.00 3.00 3.00 4.00 3.00 4.00 4.00 3.00
b) Hasil SPSS Tingkat Pengetahuan Responden Terhadap ISO 22000:2005
konsep tujuan bahaya faktor bahaya tindakan
N Valid 44 44 44 44 44
Missing 0 0 0 0 0
Mean 3.2045 3.2500 3.5455 3.2727 3.4091
Konsep
Frequency Percent Valid Percent
Cumulative
Percent
2.00 1 2.3 2.3 2.3
3.00 33 75.0 75.0 77.3
4.00 10 22.7 22.7 100.0
Valid
Total 44 100.0 100.0
Tujuan
Frequency Percent Valid Percent
Cumulative
Percent
3.00 33 75.0 75.0 75.0
4.00 11 25.0 25.0 100.0
Valid
Total 44 100.0 100.0
Kemungkinan bahaya
Frequency Percent Valid Percent
Cumulative
Percent
1.00 1 2.3 2.3 2.3
3.00 17 38.6 38.6 40.9
4.00 26 59.1 59.1 100.0
Valid
Total 44 100.0 100.0
Faktor bahaya
Frequency Percent Valid Percent
Cumulative
Percent
2.00 1 2.3 2.3 2.3
3.00 30 68.2 68.2 70.5
4.00 13 29.5 29.5 100.0
Valid
Total 44 100.0 100.0
standar proses kondisi
pabrik kondisi alat perlengkapan
kerja kondisi
fisik
N Valid 44 44 44 44 44
Missing 0 0 0 0 0
Mean 3.5000 3.2955 3.3636 3.5682 3.1818
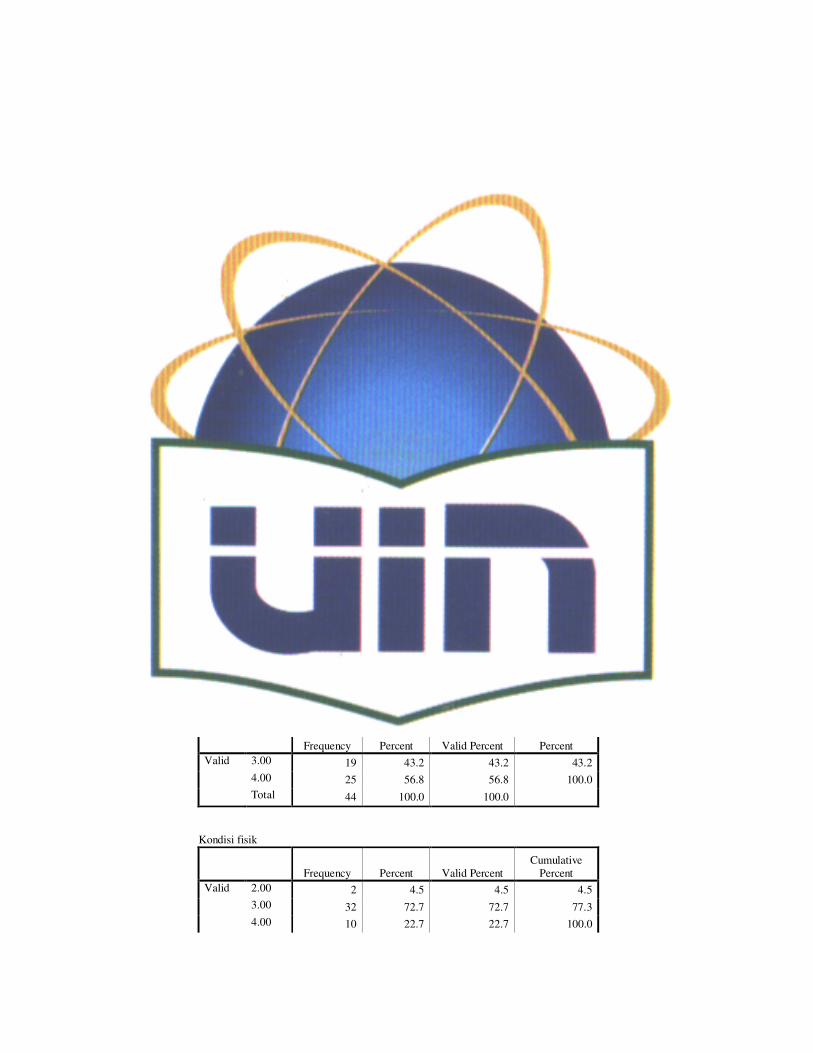
Tindakan
Frequency Percent Valid Percent Cumulative
Percent
3.00 26 59.1 59.1 59.1
4.00 18 40.9 40.9 100.0
Valid
Total 44 100.0 100.0
Standar proses
Frequency Percent Valid Percent Cumulative
Percent
3.00 22 50.0 50.0 50.0
4.00 22 50.0 50.0 100.0
Valid
Total 44 100.0 100.0
Kondisi pabrik
Kondisi alat
Perlengkapan kerja
Frequency Percent Valid Percent Cumulative
Percent
Valid 3.00 19 43.2 43.2 43.2
4.00 25 56.8 56.8 100.0
Total 44 100.0 100.0
Kondisi fisik
Frequency Percent Valid Percent
Cumulative
Percent
Valid 2.00 2 4.5 4.5 4.5
3.00 32 72.7 72.7 77.3
4.00 10 22.7 22.7 100.0
Frequency Percent Valid Percent Cumulative
Percent
Valid 2.00 2 4.5 4.5 4.5
3.00 27 61.4 61.4 65.9
4.00 15 34.1 34.1 100.0
Total 44 100.0 100.0
Frequency Percent Valid Percent Cumulative
Percent
Valid 2.00 2 4.5 4.5 4.5
3.00 24 54.5 54.5 59.1
4.00 18 40.9 40.9 100.0
Total 44 100.0 100.0
Total 44 100.0 100.0
Lampiran 8. Uji-t Perubahan Sikap Karyawan Setelah Pelatihan ISO 22000:2005
a) Memakai penutup kepala Butir Pertanyaan
Responden Sebelum pelatihan Sesudah pelatihan
1 1.00 5.00
2 5.00 5.00
3 5.00 5.00
4 5.00 5.00
5 5.00 5.00
6 3.00 5.00
7 1.00 5.00
8 1.00 5.00
9 1.00 5.00
10 1.00 5.00
11 1.00 5.00
12 5.00 5.00
13 1.00 5.00
14 3.00 5.00
15 3.00 5.00
16 1.00 5.00
17 3.00 5.00
18 3.00 5.00
19 1.00 5.00
20 1.00 5.00
21 5.00 5.00
22 3.00 5.00
23 5.00 5.00
24 5.00 5.00
25 5.00 5.00
26 5.00 5.00
27 3.00 5.00
28 1.00 5.00
29 5.00 5.00
30 5.00 5.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 5.00 5.00
38 5.00 5.00
39 5.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 3.6818 44 1.72226 .25964
SESUDAH 5.0000 44 .00000 .00000
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM & SESUDAH
44 . .
Paired Samples Test
Paired Differences
Mean Std. Deviation Std. Error
Mean 90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM - SESUDAH
-1.3182 1.72226 .25964 -1.7547 -.8817
b) Memakai seragam kerja Butir Pertanyaan
Responden Sebelum pelatihan Sesudah pelatihan
1 1.00 5.00
2 5.00 5.00
3 5.00 5.00
4 5.00 5.00
5 5.00 5.00
6 3.00 5.00
7 1.00 5.00
8 1.00 5.00
9 1.00 5.00
10 1.00 5.00
11 1.00 5.00
12 5.00 5.00
13 3.00 5.00
14 3.00 5.00
15 3.00 5.00
16 3.00 5.00
17 3.00 5.00
18 3.00 5.00
19 3.00 5.00
20 3.00 5.00
21 5.00 5.00
t df Sig. (2-tailed)
-5.077 43 .000
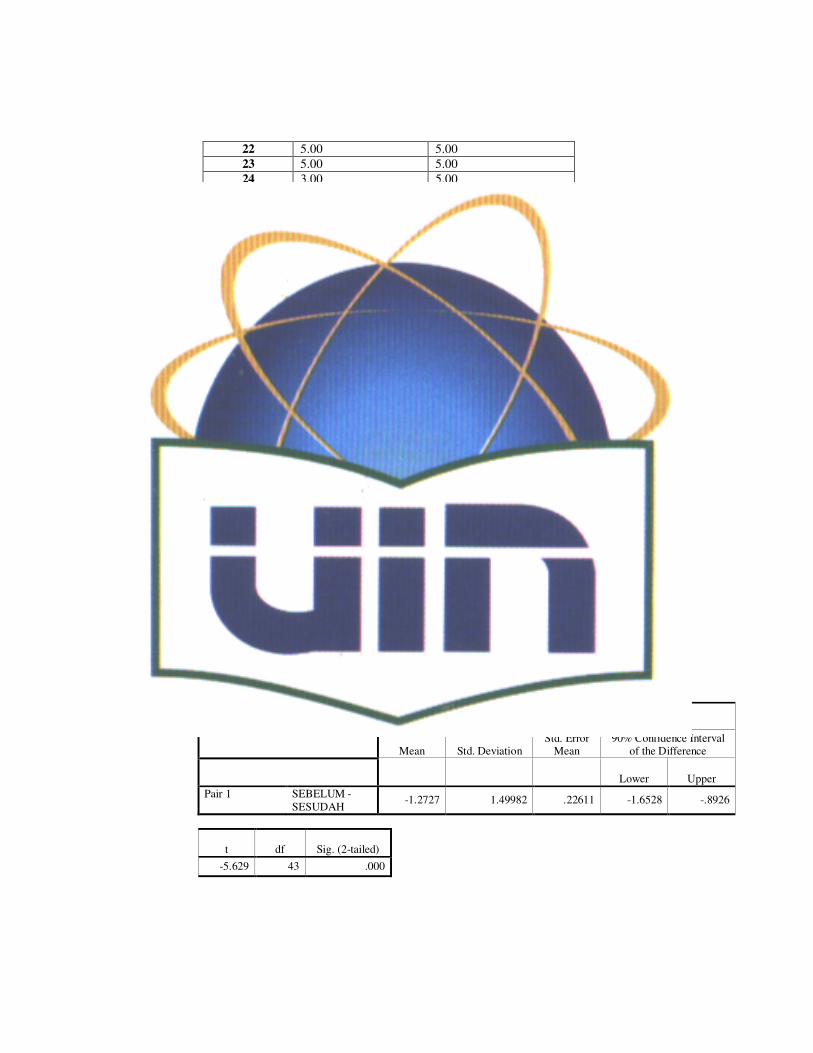
22 5.00 5.00
23 5.00 5.00
24 3.00 5.00
25 3.00 5.00
26 5.00 5.00
27 3.00 5.00
28 1.00 5.00
29 3.00 5.00
30 3.00 5.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 3.00 3.00
38 5.00 5.00
39 5.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 3.6818 44 1.49063 .22472
SESUDAH 4.9545 44 .30151 .04545
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM & SESUDAH
44 .071 .649
Paired Samples Test
Paired Differences
Mean Std. Deviation Std. Error
Mean 90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -1.2727 1.49982 .22611 -1.6528 -.8926
t df Sig. (2-tailed)
-5.629 43 .000

c) Kuku pendek dan bersih Butir Pertanyaan
Responden Sebelum pelatihan Sesudah pelatihan
1 3.00 5.00
2 5.00 5.00
3 3.00 5.00
4 1.00 5.00
5 5.00 5.00
6 3.00 5.00
7 3.00 5.00
8 3.00 5.00
9 1.00 5.00
10 3.00 5.00
11 3.00 5.00
12 5.00 5.00
13 3.00 5.00
14 3.00 5.00
15 3.00 5.00
16 3.00 5.00
17 3.00 5.00
18 3.00 5.00
19 3.00 5.00
20 3.00 5.00
21 3.00 5.00
22 5.00 5.00
23 5.00 5.00
24 5.00 5.00
25 5.00 5.00
26 3.00 5.00
27 3.00 5.00
28 3.00 5.00
29 1.00 3.00
30 3.00 5.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 5.00 5.00
38 3.00 5.00
39 5.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 3.7727 44 1.23634 .18639
SESUDAH 4.9545 44 .30151 .04545
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM &
SESUDAH 44 .346 .021
Paired Samples Test
Paired Differences
Mean Std. Deviation
Std. Error
Mean
90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -1.1818 1.16684 .17591 -1.4775 -.8861
t df Sig. (2-tailed)
-6.718 43 .000
d) Dalam keadaan rapih dan bersih
Butir Pertanyaan Responden
Sebelum pelatihan Sesudah pelatihan
1 5.00 5.00
2 5.00 5.00
3 5.00 5.00
4 5.00 5.00
5 5.00 5.00
6 3.00 5.00
7 5.00 5.00
8 5.00 5.00
9 5.00 5.00
10 5.00 5.00
11 5.00 5.00
12 5.00 5.00
13 3.00 5.00
14 3.00 5.00
15 3.00 5.00
16 3.00 5.00
17 3.00 5.00
18 3.00 5.00
19 5.00 5.00
20 5.00 5.00
21 5.00 5.00
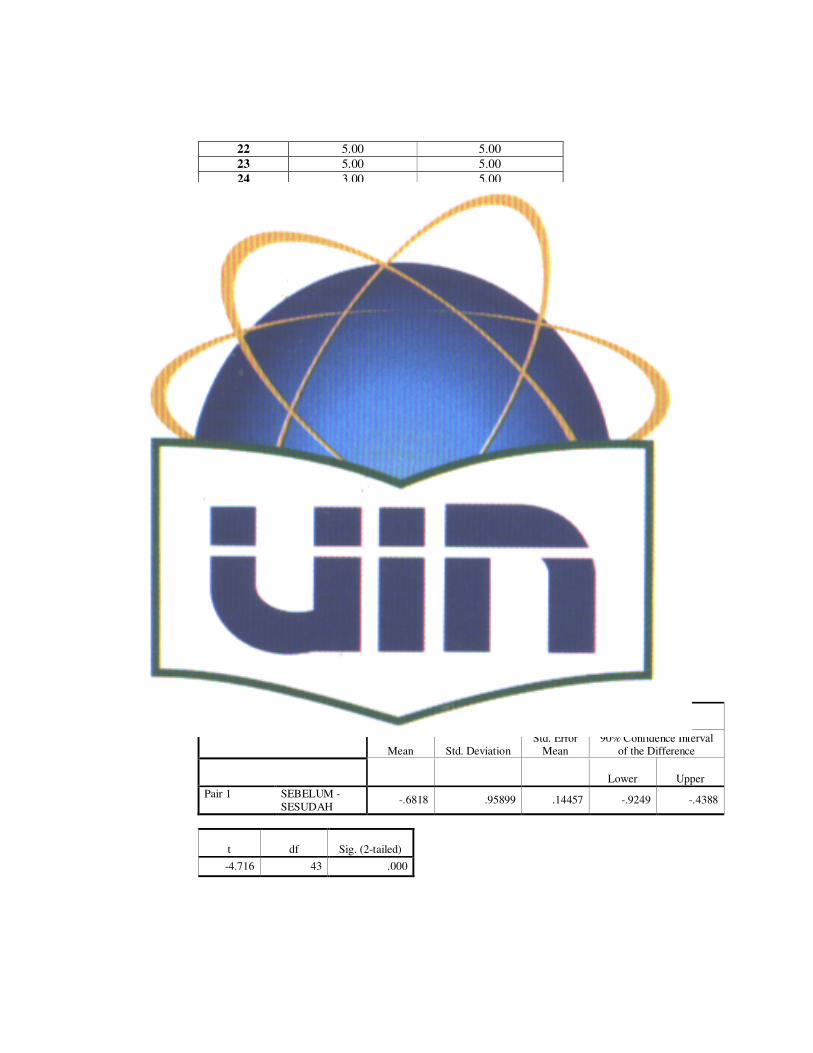
22 5.00 5.00
23 5.00 5.00
24 3.00 5.00
25 3.00 5.00
26 3.00 5.00
27 3.00 5.00
28 5.00 5.00
29 3.00 5.00
30 5.00 5.00
31 3.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 5.00 5.00
38 3.00 5.00
39 3.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 4.3182 44 .95899 .14457
SESUDAH 5.0000 44 .00000 .00000
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM &
SESUDAH 44 . .
Paired Samples Test
Paired Differences
Mean Std. Deviation Std. Error
Mean 90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -.6818 .95899 .14457 -.9249 -.4388
t df Sig. (2-tailed)
-4.716 43 .000
e) Memakai masker Butir Pertanyaan
Responden Sebelum pelatihan Sesudah pelatihan
1 1.00 5.00
2 5.00 5.00
3 1.00 5.00
4 1.00 5.00
5 5.00 5.00
6 1.00 5.00
7 1.00 1.00
8 1.00 1.00
9 1.00 1.00
10 1.00 1.00
11 1.00 1.00
12 1.00 1.00
13 1.00 1.00
14 1.00 1.00
15 1.00 1.00
16 1.00 1.00
17 1.00 1.00
18 1.00 1.00
19 1.00 1.00
20 1.00 1.00
21 1.00 1.00
22 1.00 1.00
23 1.00 1.00
24 3.00 3.00
25 3.00 3.00
26 5.00 5.00
27 1.00 1.00
28 1.00 1.00
29 3.00 3.00
30 5.00 5.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 5.00 5.00
38 5.00 5.00
39 5.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 2.7727 44 1.93936 .29237
SESUDAH 3.1364 44 1.94806 .29368
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM & SESUDAH
44 .821 .000
Paired Samples Test
Paired Differences
Mean Std. Deviation
Std. Error
Mean
90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -.3636 1.16321 .17536 -.6584 -.0688
t df Sig. (2-tailed)
-2.074 43 .044
f) Tidak merokok di area kerja Butir Pertanyaan
Responden Sebelum pelatihan Sesudah pelatihan
1 5.00 5.00
2 5.00 5.00
3 1.00 1.00
4 5.00 5.00
5 5.00 5.00
6 1.00 1.00
7 5.00 5.00
8 3.00 5.00
9 3.00 5.00
10 3.00 5.00
11 3.00 5.00
12 1.00 5.00
13 1.00 1.00
14 1.00 1.00
15 1.00 1.00
16 1.00 1.00
17 1.00 1.00
18 1.00 1.00
19 1.00 1.00
20 1.00 1.00
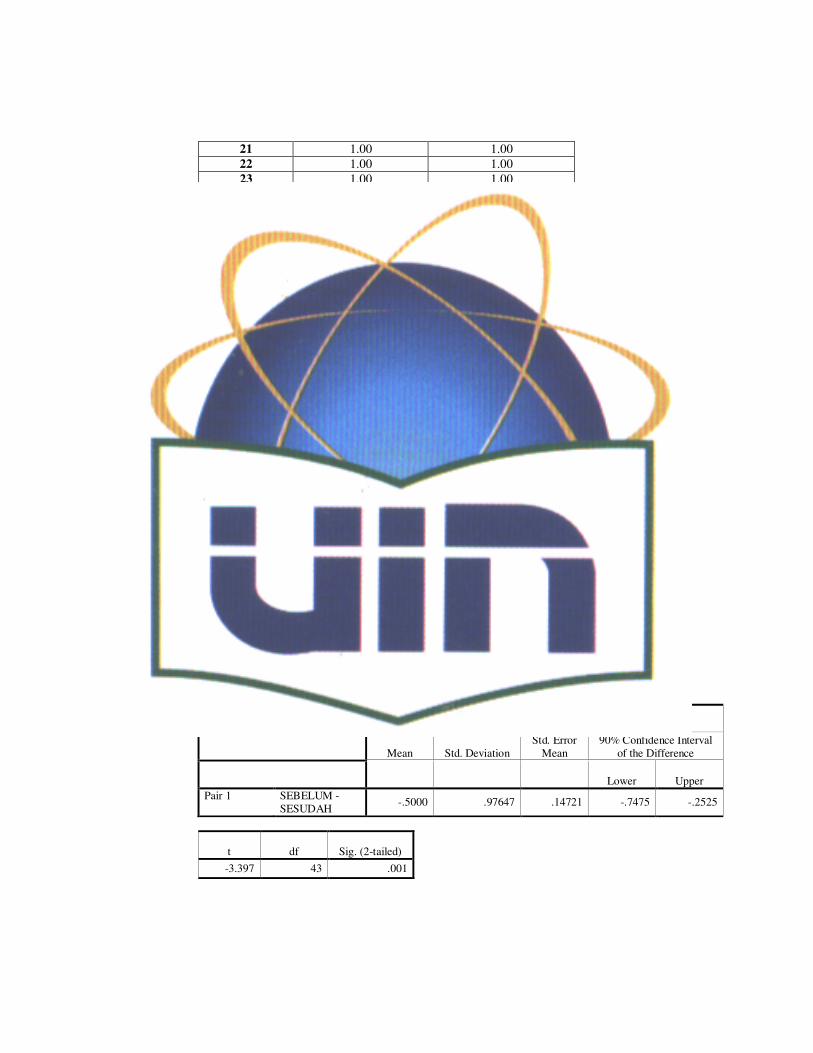
21 1.00 1.00
22 1.00 1.00
23 1.00 1.00
24 3.00 5.00
25 1.00 1.00
26 3.00 5.00
27 3.00 5.00
28 5.00 5.00
29 3.00 5.00
30 1.00 1.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 1.00 1.00
38 5.00 5.00
39 3.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 3.0455 44 1.80380 .27193
SESUDAH 3.5455 44 1.94643 .29344
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM & SESUDAH
44 .867 .000
Paired Samples Test
Paired Differences
Mean Std. Deviation
Std. Error
Mean
90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -.5000 .97647 .14721 -.7475 -.2525
t df Sig. (2-tailed)
-3.397 43 .001

g) Memakai sarung tangan Butir Pertanyaan
Responden Sebelum pelatihan Sesudah pelatihan
1 1.00 5.00
2 5.00 5.00
3 3.00 3.00
4 1.00 1.00
5 5.00 5.00
6 3.00 5.00
7 1.00 1.00
8 1.00 1.00
9 1.00 1.00
10 1.00 1.00
11 1.00 1.00
12 1.00 5.00
13 3.00 5.00
14 3.00 5.00
15 3.00 5.00
16 3.00 5.00
17 3.00 5.00
18 3.00 5.00
19 3.00 5.00
20 3.00 5.00
21 1.00 1.00
22 1.00 1.00
23 1.00 1.00
24 5.00 3.00
25 1.00 1.00
26 3.00 5.00
27 3.00 5.00
28 1.00 5.00
29 3.00 3.00
30 3.00 5.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 3.00 5.00
36 5.00 5.00
37 3.00 3.00
38 3.00 5.00
39 3.00 5.00
40 5.00 5.00
41 5.00 5.00
42 3.00 3.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation
Std. Error
Mean
Pair 1 SEBELUM 2.9545 44 1.52429 .22980
SESUDAH 3.8636 44 1.69254 .25516
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM &
SESUDAH 44 .665 .000
Paired Samples Test
Paired Differences
Mean Std. Deviation
Std. Error
Mean
90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -.9091 1.32627 .19994 -1.2452 -.5730
t df Sig. (2-tailed)
-4.547 43 .000
h) Mencuci tangan sebelum dan sesudah bekerja
Butir Pertanyaan Responden
Sebelum pelatihan Sesudah pelatihan
1 3.00 5.00
2 5.00 5.00
3 5.00 5.00
4 5.00 5.00
5 5.00 5.00
6 3.00 5.00
7 1.00 5.00
8 1.00 5.00
9 1.00 5.00
10 1.00 5.00
11 1.00 5.00
12 5.00 5.00
13 3.00 5.00
14 3.00 5.00
15 3.00 5.00
16 1.00 5.00
17 3.00 5.00
18 3.00 5.00
19 3.00 5.00
20 3.00 5.00
21 3.00 5.00
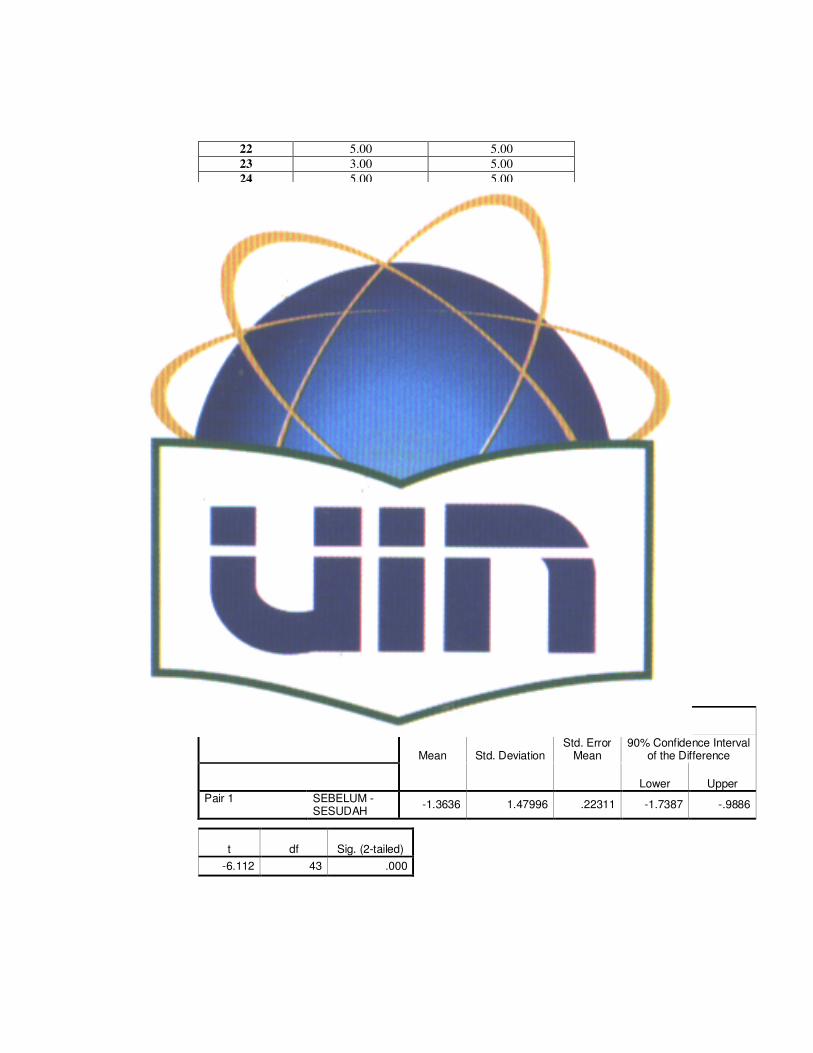
22 5.00 5.00
23 3.00 5.00
24 5.00 5.00
25 3.00 5.00
26 1.00 5.00
27 3.00 5.00
28 3.00 5.00
29 5.00 5.00
30 3.00 3.00
31 3.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 5.00 5.00
38 3.00 5.00
39 5.00 5.00
40 5.00 5.00
41 5.00 5.00
42 3.00 3.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 3.5455 44 1.45402 .21920
SESUDAH 4.9091 44 .42141 .06353
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM & SESUDAH
44 .083 .593
Paired Samples Test
Paired Differences
Mean Std. Deviation Std. Error
Mean 90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM - SESUDAH
-1.3636 1.47996 .22311 -1.7387 -.9886
t df Sig. (2-tailed)
-6.112 43 .000
i) Tidak menggunakan perhiasan dan jam tangan
Butir Pertanyaan Responden
Sebelum pelatihan Sesudah pelatihan
1 3.00 5.00
2 1.00 1.00
3 1.00 1.00
4 1.00 1.00
5 1.00 1.00
6 3.00 1.00
7 1.00 5.00
8 1.00 5.00
9 1.00 5.00
10 1.00 5.00
11 1.00 5.00
12 1.00 1.00
13 1.00 1.00
14 1.00 1.00
15 1.00 1.00
16 3.00 5.00
17 1.00 1.00
18 1.00 1.00
19 1.00 1.00
20 1.00 1.00
21 5.00 5.00
22 3.00 5.00
23 1.00 1.00
24 5.00 5.00
25 1.00 1.00
26 3.00 5.00
27 3.00 5.00
28 3.00 5.00
29 5.00 5.00
30 1.00 1.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 1.00 1.00
36 5.00 5.00
37 1.00 1.00
38 3.00 5.00
39 1.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 2.5455 44 1.77128 .26703
SESUDAH 3.3636 44 1.98940 .29991
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM &
SESUDAH 44 .682 .000
Paired Samples Test
Paired Differences
Mean Std. Deviation
Std. Error
Mean
90% Confidence Interval
of the Difference
Lower Upper
Pair 1 SEBELUM -
SESUDAH -.8182 1.51385 .22822 -1.2018 -.4345
j) Memakai alas kaki
Butir Pertanyaan Responden
Sebelum pelatihan Sesudah pelatihan
1 5.00 5.00
2 5.00 5.00
3 5.00 5.00
4 5.00 5.00
5 5.00 5.00
6 3.00 5.00
7 5.00 5.00
8 5.00 5.00
9 5.00 5.00
10 5.00 5.00
11 5.00 5.00
12 5.00 5.00
13 3.00 5.00
14 3.00 5.00
15 3.00 5.00
16 3.00 5.00
t df Sig. (2-tailed)
-3.585 43 .001
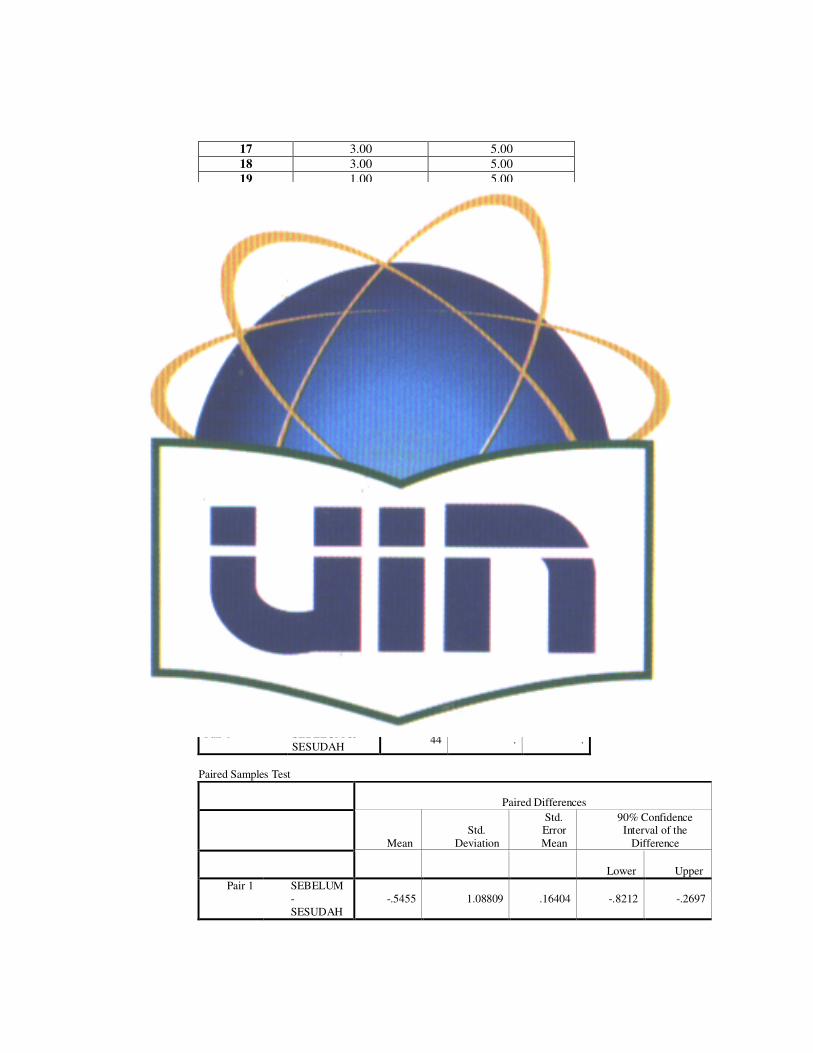
17 3.00 5.00
18 3.00 5.00
19 1.00 5.00
20 1.00 5.00
21 5.00 5.00
22 5.00 5.00
23 5.00 5.00
24 5.00 5.00
25 5.00 5.00
26 5.00 5.00
27 5.00 5.00
28 5.00 5.00
29 5.00 5.00
30 5.00 5.00
31 5.00 5.00
32 5.00 5.00
33 5.00 5.00
34 5.00 5.00
35 5.00 5.00
36 5.00 5.00
37 5.00 5.00
38 3.00 5.00
39 5.00 5.00
40 5.00 5.00
41 5.00 5.00
42 5.00 5.00
43 5.00 5.00
44 5.00 5.00
Paired Samples Statistics
Mean N Std. Deviation Std. Error
Mean
Pair 1 SEBELUM 4.4545 44 1.08809 .16404
SESUDAH 5.0000 44 .00000 .00000
Paired Samples Correlations
N Correlation Sig.
Pair 1 SEBELUM &
SESUDAH 44 . .
Paired Samples Test
Paired Differences
Mean
Std.
Deviation
Std. Error
Mean
90% Confidence Interval of the
Difference
Lower Upper
Pair 1 SEBELUM
-
SESUDAH
-.5455 1.08809 .16404 -.8212 -.2697
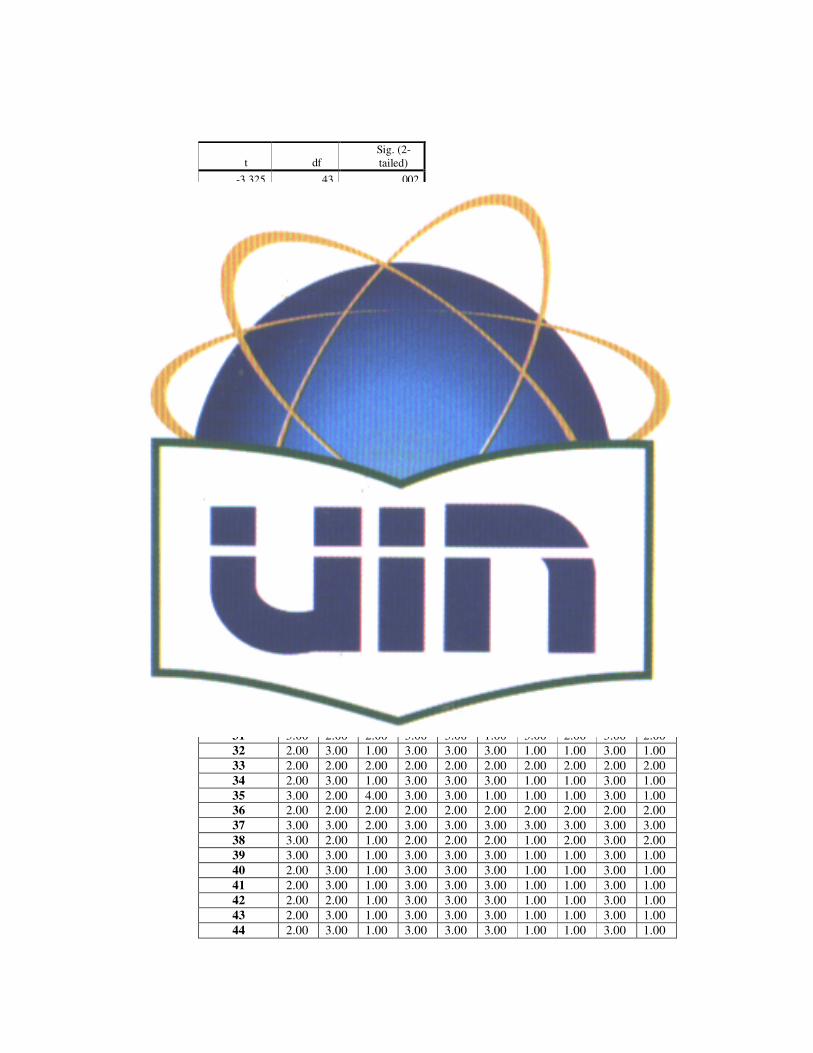
t df
Sig. (2-
tailed)
-3.325 43 .002
Lampiran 9. Hambatan Implementasi ISO 22000:2005
a) Hasil kuesioner
Pertanyaan Responden
X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 1 1.00 1.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
2 2.00 2.00 2.00 3.00 3.00 3.00 4.00 4.00 3.00 2.00
3 2.00 2.00 2.00 2.00 3.00 3.00 4.00 2.00 3.00 2.00
4 2.00 3.00 2.00 3.00 4.00 4.00 1.00 2.00 2.00 2.00
5 2.00 3.00 3.00 2.00 3.00 3.00 3.00 2.00 3.00 2.00
6 3.00 2.00 1.00 3.00 4.00 3.00 1.00 1.00 3.00 2.00
7 1.00 1.00 1.00 3.00 3.00 3.00 3.00 3.00 3.00 1.00
8 1.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 1.00
9 1.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 1.00
10 1.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 1.00
11 1.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00 1.00
12 2.00 2.00 1.00 3.00 4.00 3.00 1.00 3.00 3.00 2.00
13 2.00 3.00 1.00 4.00 4.00 3.00 1.00 3.00 3.00 2.00
14 3.00 1.00 1.00 3.00 3.00 3.00 1.00 3.00 3.00 1.00
15 1.00 1.00 1.00 3.00 3.00 3.00 1.00 4.00 3.00 2.00
16 3.00 2.00 1.00 4.00 3.00 4.00 1.00 3.00 3.00 2.00
17 2.00 1.00 1.00 3.00 3.00 3.00 1.00 3.00 3.00 2.00
18 2.00 1.00 1.00 3.00 3.00 3.00 1.00 3.00 3.00 2.00
19 3.00 3.00 4.00 4.00 4.00 3.00 1.00 3.00 3.00 2.00
20 3.00 3.00 4.00 4.00 4.00 3.00 1.00 3.00 3.00 2.00
21 2.00 2.00 2.00 3.00 2.00 2.00 3.00 1.00 2.00 2.00
22 2.00 2.00 3.00 3.00 3.00 2.00 2.00 2.00 3.00 3.00
23 3.00 3.00 1.00 3.00 3.00 3.00 1.00 3.00 3.00 1.00
24 2.00 1.00 2.00 3.00 3.00 2.00 3.00 1.00 1.00 1.00
25 3.00 2.00 3.00 3.00 3.00 3.00 2.00 1.00 3.00 3.00
26 3.00 3.00 1.00 3.00 3.00 3.00 2.00 2.00 3.00 2.00
27 3.00 2.00 1.00 3.00 3.00 4.00 1.00 3.00 3.00 2.00
28 1.00 1.00 1.00 3.00 3.00 1.00 1.00 1.00 3.00 1.00
29 3.00 2.00 1.00 3.00 3.00 3.00 2.00 2.00 2.00 2.00
30 2.00 2.00 3.00 3.00 3.00 2.00 1.00 1.00 1.00 3.00
31 3.00 2.00 2.00 3.00 3.00 1.00 3.00 2.00 3.00 2.00
32 2.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
33 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00
34 2.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
35 3.00 2.00 4.00 3.00 3.00 1.00 1.00 1.00 3.00 1.00
36 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00 2.00
37 3.00 3.00 2.00 3.00 3.00 3.00 3.00 3.00 3.00 3.00
38 3.00 2.00 1.00 2.00 2.00 2.00 1.00 2.00 3.00 2.00
39 3.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
40 2.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
41 2.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
42 2.00 2.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
43 2.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00
44 2.00 3.00 1.00 3.00 3.00 3.00 1.00 1.00 3.00 1.00

b) Hasil SPSS
X1
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 8 18.2 18.2 18.2
2.00 21 47.7 47.7 65.9
3.00 15 34.1 34.1 100.0
Total 44 100.0 100.0
X2
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 8 18.2 18.2 18.2
2.00 17 38.6 38.6 56.8
3.00 19 43.2 43.2 100.0
Total 44 100.0 100.0
X3
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 24 54.5 54.5 54.5
2.00 9 20.5 20.5 75.0
3.00 8 18.2 18.2 93.2
4.00 3 6.8 6.8 100.0
Total 44 100.0 100.0
X4
Frequency Percent Valid Percent Cumulative Percent
Valid 2.00 5 11.4 11.4 11.4
3.00 35 79.5 79.5 90.9
4.00 4 9.1 9.1 100.0
Total 44 100.0 100.0
X5
Frequency Percent Valid Percent Cumulative Percent
X1 X2 X3 X4 X5
N Valid 44 44 44 44 44
Missing 0 0 0 0 0
Mean 2.1591 2.2500 1.7727 2.9773 3.0455
X6 X7 X8 X9 X10
44 44 44 44 44
0 0 0 0 0
2.7727 1.7273 2.0909 2.7955 1.6591
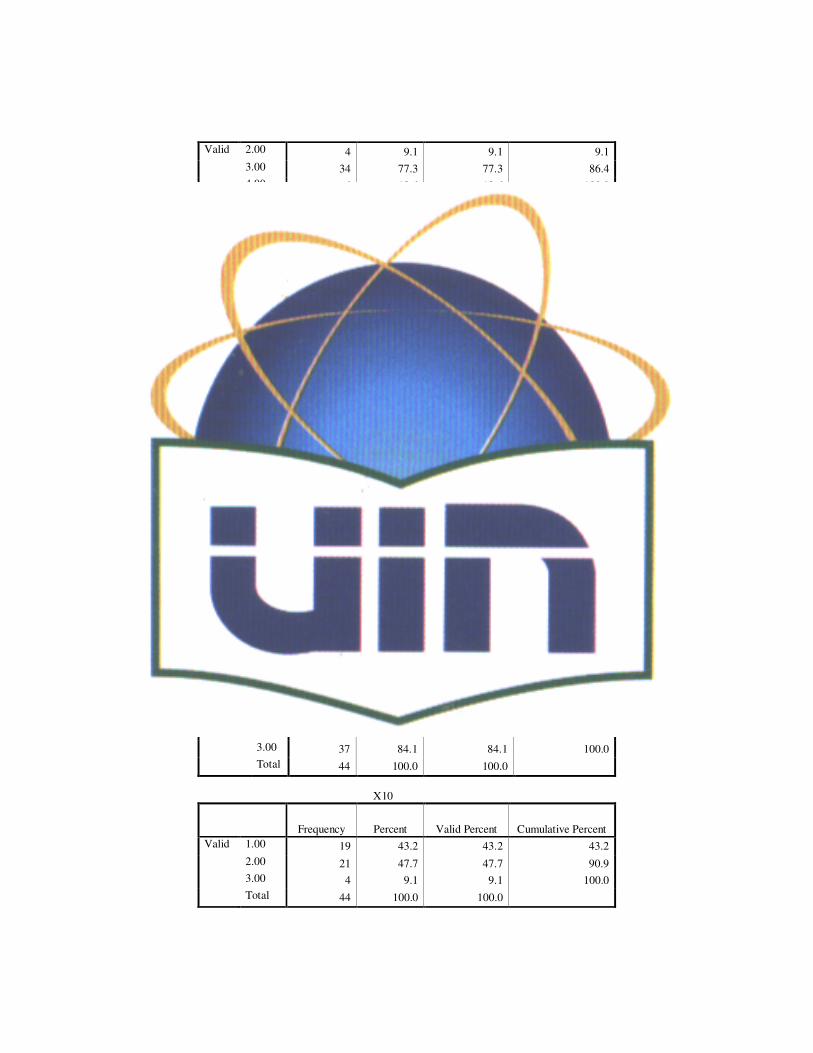
Valid 2.00 4 9.1 9.1 9.1
3.00 34 77.3 77.3 86.4
4.00 6 13.6 13.6 100.0
Total 44 100.0 100.0
X6
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 3 6.8 6.8 6.8
2.00 7 15.9 15.9 22.7
3.00 31 70.5 70.5 93.2
4.00 3 6.8 6.8 100.0
Total 44 100.0 100.0
X7
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 26 59.1 59.1 59.1
2.00 6 13.6 13.6 72.7
3.00 10 22.7 22.7 95.5
4.00 2 4.5 4.5 100.0
Total 44 100.0 100.0
X8
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 16 36.4 36.4 36.4
2.00 10 22.7 22.7 59.1
3.00 16 36.4 36.4 95.5
4.00 2 4.5 4.5 100.0
Total 44 100.0 100.0
X9
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 2 4.5 4.5 4.5
2.00 5 11.4 11.4 15.9
3.00 37 84.1 84.1 100.0
Total 44 100.0 100.0
X10
Frequency Percent Valid Percent Cumulative Percent
Valid 1.00 19 43.2 43.2 43.2
2.00 21 47.7 47.7 90.9
3.00 4 9.1 9.1 100.0
Total 44 100.0 100.0

Lampiran 10. Daftar Responden
a) Responden Wawancara
No Nama Jabatan
1 Ir. Iwan Hartadi Wibawa Sinder Pabrik/Koordinator SMKP
2 Endang. K Mandor Meber
3 Sobar Mandor Pengeringan
4 Agus Sopyan Mandor Sortasi
5 Ir. Budhi Adriawan Sinder Kebun Tambaksari
b) Responden Kuesioner
No Nama Jabatan
1 Sugihartono Mandor Besar
2 Wawan Karyawan Meber
3 Nana Karyawan Meber
4 Endang. K Mandor Meber
5 Dadang Hidayat Karyawan Meber
6 Asep Karyawan Meber
7 Ridwan Hilmansyah Mandor Layu
8 Endang. E Karyawan Layu
9 Hari.S.Alfauzi Karyawan Layu
10 Usep Saepudin Karyawan Layu
11 Jaenudin Karyawan Layu
12 Dalit Zaenudin Mandor Turun Layu
13 Dian Pujiana Karyawan turun layu
14 Gugun Gunawan Karyawan turun layu
15 Maman Hermawan Karyawan turun layu
16 Nurokhim Karyawan turun layu
17 Odang Supriadi Karyawan turun layu
18 Ecep Supriadi Karyawan turun layu
19 Cecep Sopian Kurniadi Karyawan turun layu
20 Ade Sutianto Karyawan turun layu
21 Iman Sukiman Mandor Giling
22 Hendra Karyawan Giling
23 Gugun Gunawan Karyawan Giling
24 Uum Gumilar Karyawan Giling
25 Salim Karyawan Giling
26 Sobar Mandor Pengeringan
27 Deden khoerul Anwar Karyawan Pengeringan
28 Daden Maryana Karyawan Pengeringan
29 Agus Sopyan Mandor Sortasi
30 Abas T Irawan Karyawan Sortasi
31 Ebah Karyawan Sortasi
32 Rini Karyawan Sortasi
33 Atin Karyawan Sortasi
34 Usep Nasruloh Karyawan Sortasi
35 Ida Nuraeni Karyawan Sortasi
36 Taufik Irwana Karyawan Sortasi
37 Agus Ahmad Karyawan Sortasi
38 Nurdin Hidayat Mandor Pak
39 Najar Karyawan Pak
40 Caca Suhmana Arum Karyawan Pak
41 Joni Puri Siahaan Karyawan Pak
42 Jajang Nurjaman Karyawan Pak
43 Wawan Jumawan Karyawan Pak
44 Deni Supriatno Karyawan Pak
lampiran 10. Proses Pengolahan Teh
Penerimaan bahan
baku
Pembeberan
Turun Layu
Pelayuan
Pengeringan
Oksidasi enzimatis
Penggilingan
Sortasi
Pengepakan

DAFTAR ISTILAH
1. CCP (Critical Control Point)
Tahapan dimana pengendalian dapat diterapkan dan penting untuk
mencegah atau menghilangkan bahaya keamanan pangan atau mengu
ranginya sampai batas yang dapat diterima.
2. HACCP (Hazard Analysis Critical control point)
Sebuah konsep pendekatan bahaya dan resiko yang berkaitan dengan
pengolahan, distribusi dan penggunaan produk makanan, termasuk juga
cara pendefenisian, cara pencegahan, untuk pengendalian bahaya.
3. OPRP (Operational PRP)
Diidentifikasikan oleh analisa bahaya sebagai hal yang penting agar
pengendalian kemungkinan dan pengenalan bahaya-bahaya keamanan
pangan terhadap dan atau kontaminasi atau perkembangan dari bahaya-
bahaya keamanan pangan didalam lingkungan proses.
4. Pre Test
Ujian yang diberikan kepada peserta pelatihan sebelum mengikuti
pelatihan.
5. Post Test
Ujian yang diberikan kepada peserta pelatihan sebelum mengikuti
pelatihan.
6. PRP (Pre Requisite Prorames)
Kondisi dan kegiatan dasar yang higienis diseluruh tahapan proses sesuai
untuk produksi, penanganan dan penyediaan produk akhir yang aman
untuk dikonsumsi.
7. SMKP (Sistem Manajemen Keamanan Pangan)
Sistem manajemen yang diterapkan perusahaan untuk menghasilkan
produk yang aman dan sesuai untuk dikonsumsi.
6. Zero claim
Keadaan dimana perusahaan tidak mendapat keluhan dari para pelanggan.
Top Related