Welding Defects Presentation (1)
17
1 Welding Defects
description
Weldingn defect-causes and prevention
Transcript of Welding Defects Presentation (1)

1
Welding Defects

INTRODUCTIONBackground:
Quality Manager request Welding Engineer to conduct welding defects training to Quality Personnel
Purpose:
• Visual Inspection of welds• Identification of welding defects• Weld Quality Awareness• Reference Specification

OUTLINE PER DEFECT
1. Definition of welding defect2. Visual Indication of the defect3. Possible Causes4. Corrective Action

LIST OF DEFECTS TO BE COVERED
1. Porosity2. Lack of Penetration3. Lack of Fusion4. Lack of Inter run fusion(Capping)5. Undercutting6. Cracking7. Excessive Spatter8. Burn through9. Arc Strike10.Pinhole

WELDING DEFECT
Any physical irregularity in the weld or HAZ, which may or may not affect the usefulness of a part.Porosity• A cavity caused by entrapped gases of molten metal
Possible Causes• Low/high shielding gas flow• Draft conditions• Contaminated weld preparation
Corrective Action• Ensure sufficient gas flow• Check workshop condition
before welding• Pre-clean weld area
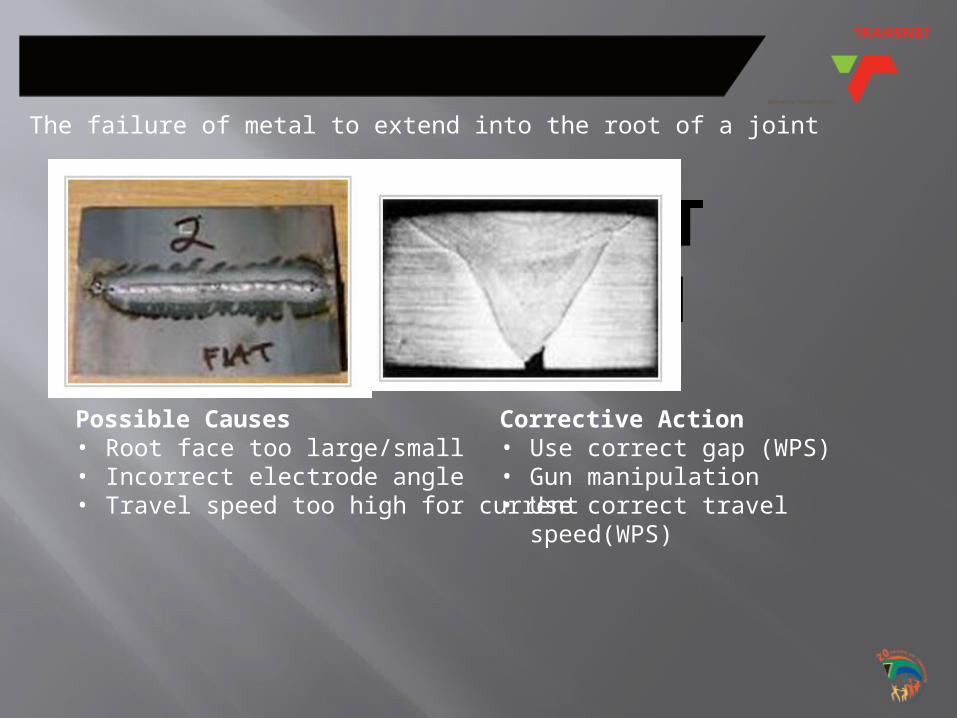
LACK OF ROOT PENETRATION
The failure of metal to extend into the root of a joint
Possible Causes• Root face too large/small• Incorrect electrode angle• Travel speed too high for current
Corrective Action• Use correct gap (WPS)• Gun manipulation• Use correct travel
speed(WPS)

LACK OF FUSION
Lack of union between:• Weld metal and parent metal• Parent metal and parent metal• Weld metal and weld metal
Possible Causes• High/too low welding currents• Contaminated weld preparation• Travel speed too low
Corrective Action• Remove all oxide before welding• Ensure correct parameters are
used

LACK OF INTER RUN FUSION
Lack of union between the runs visible in capping or filler.
Possible Causes• Incorrect parameter settings• Welder technique
Corrective Action• Use correct parameters• Avoid weaving where possible
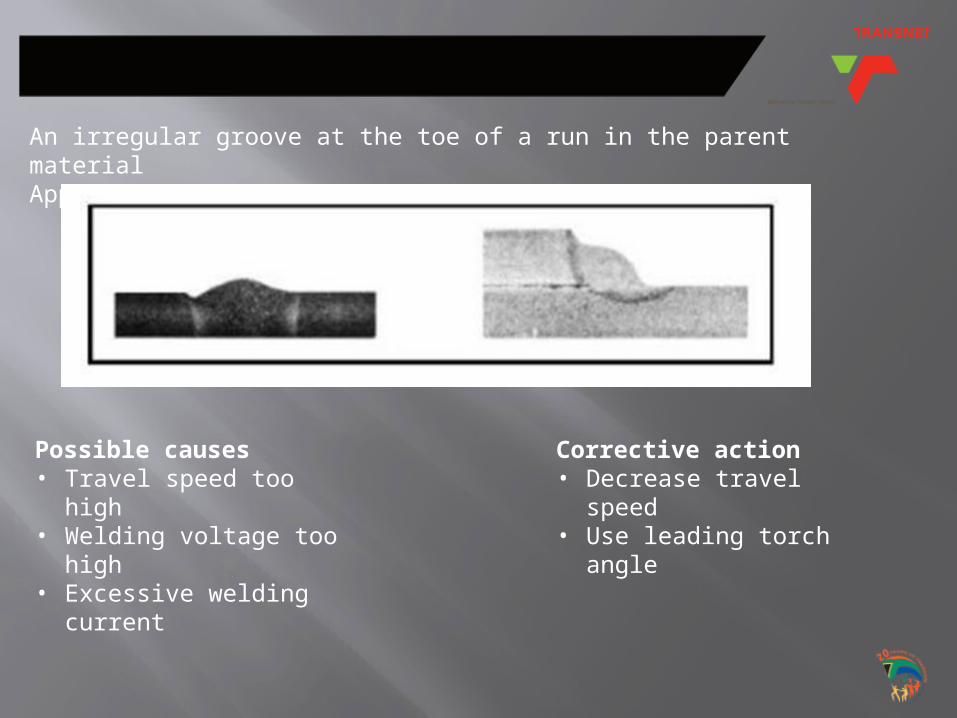
UNDERCUTTING
An irregular groove at the toe of a run in the parent materialAppears at the edge of the weld
Possible causes• Travel speed too high• Welding voltage too
high• Excessive welding
current
Corrective action• Decrease travel
speed• Use leading torch
angle

CRACKS
A linear discontinuity produced by fracture
Possible Causes• Incorrect wire chemistry• Poor quality of material being welded• Weld bead too small
Corrective Action• Use correct welding
consumables• Weld as per WPS instruction

EXCESSIVE SPATTER
Molten metal droplets that are thrown out from the fusion zone
Possible Cause• Arc voltage too low• Excessive arc length• Damp electrodes
Corrective Action• Use Anti spatter• Use correct voltage(WPS)

BURN THROUGH
A localized collapse of the molten pool resulting in a hole in the weld run
Possible Causes• Excessive Penetration• Excessive amperage• Excessive root grinding
Corrective Action• Use correct root gap as
specified on WPS

ARC STRIKE
Damage on the parent material resulting from accidental striking of an arc from the weld
Possible Causes• Electrode straying onto parent
material• Poor contact of the earth clamp• Electrode holder with poor
insulation
Corrective Action• Ensure the correct condition
of welding equipment

PINHOLE
Possible Causes• Unclean base metal surface• Rusted wire• Insufficient or damp shielding gas
Corrective Action• Preclean surfaces before
welding• Use correct and sufficient
welding consumables
A welding defect caused by high welding temperatures

WELDING GUN ANGLE

CONCLUSION• Importance of inspection• Defect Identification• WPS to be followed at all times
Transnet Welding defect specification
PD_WE_NAT_SPEC_003
EN acceptance standard
ISO 5817
ASME acceptance standard ASME B31.3

Thank you