
Wear Resistant Low Friction Coatings for Machine Elements160626/FULLTEXT01.pdf · Wear Resistant...
38
Comprehensive Summaries of Uppsala Dissertations from the Faculty of Science and Technology 583 _____________________________ _____________________________ Wear Resistant Low Friction Coatings for Machine Elements Possibilities and Limitations BY OLLE WÄNSTRAND ACTA UNIVERSITATIS UPSALIENSIS UPPSALA 2000
Transcript of Wear Resistant Low Friction Coatings for Machine Elements160626/FULLTEXT01.pdf · Wear Resistant...

Comprehensive Summaries of Uppsala Dissertationsfrom the Faculty of Science and Technology 583
_____________________________ _____________________________
Wear Resistant Low FrictionCoatings for Machine Elements
Possibilities and Limitations
BY
OLLE WÄNSTRAND
ACTA UNIVERSITATIS UPSALIENSISUPPSALA 2000

Dissertation for the Degree of Doctor of Philosophy in Materials Science presented
at Uppsala University in 2000
ABSTRACT
Wänstrand, O. 2000. Wear Resistant Low Friction Coatings for Machine Elements -
Possibilities and Limitations. Acta Universitatis Upsaliensis. Comprehensive
Summaries of Uppsala Dissertations from the Faculty of Science and Technology
583. 32 pp. Uppsala. ISBN 91-554-4853-4.
By the introduction of machine elements made of light metals, e.g. Al or Mg alloys, which are
coated with a material providing high wear resistance and low friction coefficient, both
economical and environmental benefits can be gained. A high resistance against wear results
in increased lifetime and lower costs for spare parts and maintenance. This also means fewer
production stops and less machine downtime. Moreover, a vehicle of lower weight and with
reduced friction losses will consume less fuel.The light metal alloys display low hardness and elastic modulus and in addition they
have a high tendency to stick to the countersurface in sliding contact. Hence, to be used in
tribologically demanding applications, they must be coated with a material providing low
friction and wear. Due to the thin and brittle nature of the available coatings an intermediate
load-carrying layer has to be introduced to protect the base material from large deformationsand the brittle surface coating from cracking.
In this thesis both experiments and theoretical simulations has shown that the load-
carrying layer between the soft and compliant base material and the thin brittle coating should
have high elastic modulus and hardness as well as a for the contact situation sufficient
thickness.
A number of vapour deposited coatings have been investigated regarding theirtribological behaviour with special emphasis on the mechanisms providing low friction.
When sliding against steel, it was found that carbon-rich coatings show much lower friction
and wear of the countersurface than nitrogen-rich coatings. The explanation is that steel has a
tendency to stick to nitrogen-rich coatings, leading to steel against steel contact, but not to
carbon-rich coatings. Another explanation is that material is transferred from a carbon-richcoating to the steel and this gives an easily sheared contact with low friction coefficient.
Olle Wänstrand, Materials Science, Uppsala University, Box 534, SE-751 21
Uppsala, Sweden
Olle Wänstrand 2000
ISSN 1104-232XISBN 91-554-4853-4
Printed in Sweden by Eklundshofs Grafiska AB, Uppsala 2000

PREFACE
This thesis is the result of my work as a Ph.D. student at Uppsala University's
materials science division. The work was financially supported by the SwedishResearch Council for Engineering Sciences (TFR) and the Swedish Foundation for
Strategic Research (SSF). I would like to express my sincere gratitude to thefollowing people:
All my colleagues, past and present, for providing the special atmosphere which
makes the materials science division such a great place to work at.
Prof. Sture Hogmark, for employing me and for mentoring me through the brushy
jungle of tribology.
My main supervisors, Dr. Åsa Kassman-Rudolphi and Dr. Mats Larsson, as well as
all other supervisors and co-authors for trying to teach me what materials science isall about.
My mom, dad and sister for constant support and encouragement.
Last but, as they say, certainly not least Cecilia for always being there, not onlywhen everything seemed easy but also during days of doubt.
Uppsala, October 2000

ENCLOSED PAPERS
This thesis comprises the following papers:
I A tribological study of PVD coatings with carbon-rich outer layers
O. Wänstrand, R. Fella, N. Axén
Surface and coatings technology, 94-95 (1997) 469-475
II Mechanical and tribological evaluation of PVD WC/C coatings
O. Wänstrand, M. Larsson, P. Hedenqvist
Surface and coatings technology, 111 (1999) 247-254
III Evaluation of a flexible physical vapour deposited TiC-C coating system
U. Wiklund, M. Nordin, O. Wänstrand, M. Larsson
Surface and coatings technology, 124 (2000) 154-161
IV Friction properties of smooth nanocrystalline diamond coatings
P. Hollman, O. Wänstrand, S. Hogmark
Diamond and related materials, 7 (1998) 1471-1477
V An experimental method for evaluation of the load-carrying capacity of
coated aluminium: the influence of coating stiffness, hardness and thickness
O. Wänstrand, M. Larsson, Å. Kassman-RudolphiSurface and coatings technology, 127 (2000) 107-113
VI Load-carrying capacity of Ni-plated media in spherical indentation:
experimental and theoretical results
O. Wänstrand, N. Schwarzer, T. Chudoba, Å. Kassman-Rudolphi
In manuscript
VII Design of low weight components: a theoretical approach
O. Wänstrand, Å. Kassman-Rudolphi, S. HogmarkIn manuscript
VIII Mechanical and tribological properties of vapour deposited low friction
coatings on Ni-plated substrates
O. Wänstrand, M. Larsson, Å. Kassman-Rudolphi
Accepted for publication in Tribology international
IX Wear and friction behaviour of duplex-treated AISI 4140 steel
B. Podgornik, J. Vizintin, O. Wänstrand, M. Larsson, S. HogmarkSurface and coatings technology, 120-121 (1999) 502-508
All published papers are reproduced with permission of the publisher.

The author’s contribution to the papers is as follows:
I Part of planning, major part of experimental work, evaluation and writing.
II Part of planning, experimental work, evaluation and writing.
III Part of planning, experimental work, evaluation and writing.
IV Part of planning, experimental work, evaluation and writing.
V Major part of planning, all experimental work, major part of evaluation and
writing.
VI Major part of planning, all experimental work, major part of evaluation and
writing.
VII Major part of planning, all experimental work, major part of evaluation andwriting.
VIII Major part of planning, all experimental work, major part of evaluation andwriting.
IX Part of planning, experimental work, evaluation and writing.

CONTENTS
1. INTRODUCTION 11.1. What is tribology and surface engineering 1
1.2. Aim and outline 3
2. TRIBOLOGY OF MACHINE ELEMENTS 32.1. Typical service conditions 42.2. Components made of light metals 4
2.3. Contact situation 5
3. LOW FRICTION COATINGS FOR MACHINE ELEMENTS 63.1. Available coatings 6
3.2. General features of ceramic vapour deposited coatings 7
3.3. Friction and sliding wear evaluation methods 83.4. Present findings 8
4. INFLUENCE OF SUBSTRATE STIFFNESS ANDHARDNESS ON COMPOSITE PROPERTIES 15
4.1. Load-carrying capacity 15
4.2. Theoretical calculations 17
4.3. Hardness measurements and indentation techniques 174.4. Present findings 19
5. INFLUENCE OF SUBSTRATE ROUGHNESS ANDCHEMISTRY ON COMPOSITE PROPERTIES 24
5.1. Substrate and coating roughness 24
5.2. Chemical substrate properties 24
6. FUTURE RESEARCH AREAS 256.1. Surface engineered future components 256.2. Materials 26
6.3. Lubricants for coatings 276.4. Surface topography 27
7. CONCLUSIONS 27
8. REFERENCES 28

Olle Wänstrand 1
1. INTRODUCTION
Despite their presence in our everyday life, friction, wear and tribology are not
phenomena that most people are considering on a daily basis. Nevertheless, they are
responsible for many problems and large costs in a modern civilisation and
engineers and designers always must take these factors into account when
constructing technical equipment [1].
As soon as two bodies are in mutual mechanical contact and they are forced to slide
against each other there will be a friction force between them, directed exactly
opposite to the sliding direction. Even though a certain amount of friction often is
necessary there are many applications where the friction coefficient should be as low
as possible. Examples where low friction is desired are between snow and ski in
downhill skiing, between the sliding surfaces in an artificial hip joint and in a wheel
bearing.
Another phenomenon that takes place when two bodies are sliding against each
other is wear. In the mechanical contact, material from one or both surfaces is
removed. There are many different mechanisms responsible for this material
removal [2]. Sometimes controlled wear is desired in a practical engineering
application and in a few cases even the aim of the operation. As examples,
engraving metal, drilling holes in a concrete wall and marble polishing can be
mentioned. However, wear often cause problems and engineers around the world are
trying to design machines and equipment to be worn as little as possible.
One field that most people can relate to where knowledge of tribology is very
important is transportation of people and goods in cars and trucks or by train. With
the right material choice and design of machine components many benefits can be
gained due to decreased wear and friction. This thesis will discuss a few areas where
deeper understanding of tribology can improve the performance of vehicles and
machines.
1.1. What is tribology and surface engineering
Wear and friction together with lubrication form the scientific discipline called
tribology. A major area of tribology is to design surfaces sliding and rolling against
each other in such a way that friction and wear is minimised. By reducing friction
and wear many benefits, both economical and environmental, can be achieved in
several technological fields of application. Less wear means that the interval
between maintaining or even replacing expensive machines will be elongated.
Besides saving scarce and valuable natural resources this also means that the
production stops will be fewer. Low friction between the contacting surfaces in a

Wear Resistant Low Friction Coatings for Machine Elements2
machine results in less energy losses and thereby lower fuel consumption and less
heat generation.
When developing technical equipment the choice of material for a certain detail is
often a compromise. Usually it is not possible to optimise all material properties
(mechanical, tribological, electrical, chemical, etc) at the same time. The best
material choice with respect to one property might not be possible to use due to poor
performance with respect to another property. A typical example of this is that a
material that is very hard usually also is brittle. In many applications both a high
hardness and toughness are desired but to get the best possible overall performance a
compromise between hardness and toughness is necessary.
Sometimes one for the application important property is only needed at the surface
of the component. For instance, low wear and low friction is mainly controlled by
the surface properties. An elegant way to achieve this can be to use a material with
poor tribological performance but otherwise optimal properties, e.g. high toughness,
low weight or low price, as base material and coat it with a thin layer of a wear
resistant material with low friction coefficient. Another name for this is surface
engineering. As the name suggests this means that by manipulating only the surface
of a detail its performance in a certain application is improved. Besides the use of
thin functional coatings surface engineering also includes for instance changing the
surface topography of a detail or increasing the hardness of a surface by e.g. case
hardening or nitriding.
The technique with thin surface coatings of a functional material is today
successfully employed in various fields of technology such as electrical equipment,
optical devices as well as tools for cutting and forming [3,4,5]. Depending on the
application either pure metals or reaction products, often ceramics, are used as
coating material. There are many advantages of using thin surface coatings. Both the
bulk and surface properties can be optimised at the same time and, moreover,
materials that are not possible to synthesise in any other way can be used as coating
material. Another advantage is that also expensive materials can be used since only
very small amounts of material are needed to form the thin coatings.
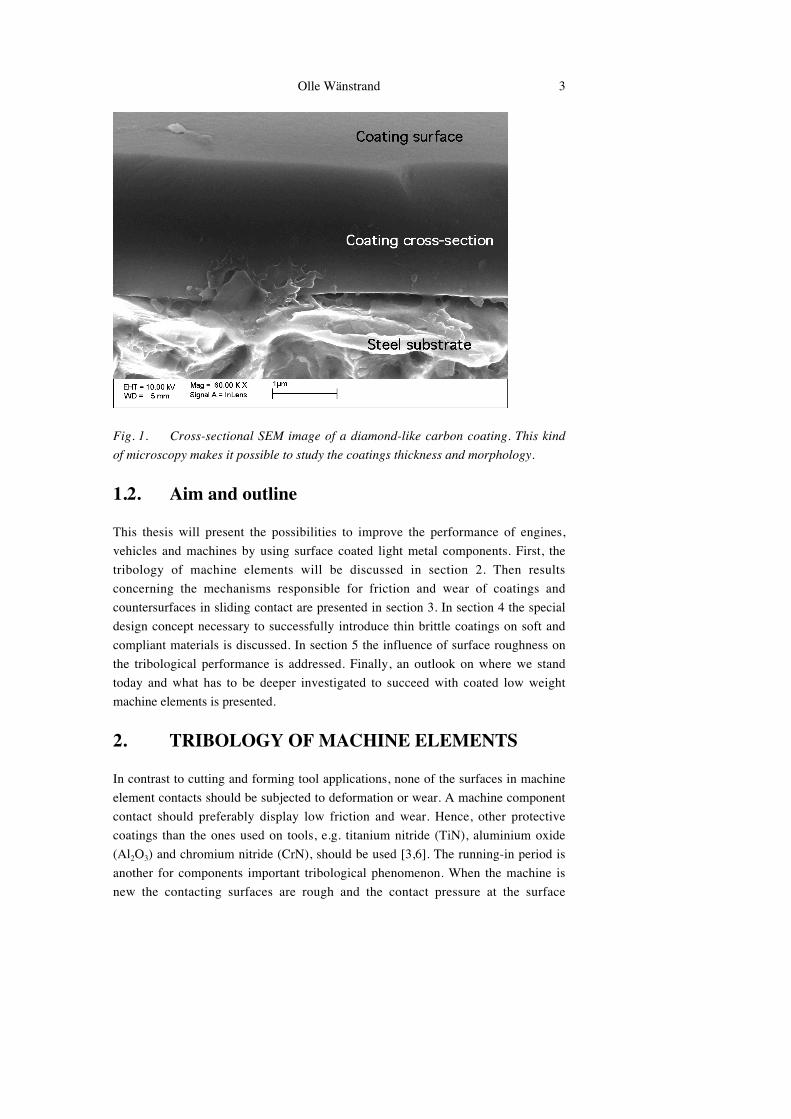
An example of the thin coatings evaluated in this thesis is shown in Fig. 1. It is a
fractured cross-section of a vapour deposited diamond-like carbon coating
investigated in paper VIII. With the high resolution and magnification of modern
scanning electron microscopes (SEM) the thickness and morphology of thin coatings
can be studied.
Olle Wänstrand 3
Fig. 1. Cross-sectional SEM image of a diamond-like carbon coating. This kind
of microscopy makes it possible to study the coatings thickness and morphology.
1.2. Aim and outline
This thesis will present the possibilities to improve the performance of engines,
vehicles and machines by using surface coated light metal components. First, the
tribology of machine elements will be discussed in section 2. Then results
concerning the mechanisms responsible for friction and wear of coatings and
countersurfaces in sliding contact are presented in section 3. In section 4 the special
design concept necessary to successfully introduce thin brittle coatings on soft and
compliant materials is discussed. In section 5 the influence of surface roughness on
the tribological performance is addressed. Finally, an outlook on where we stand
today and what has to be deeper investigated to succeed with coated low weight
machine elements is presented.
2. TRIBOLOGY OF MACHINE ELEMENTS
In contrast to cutting and forming tool applications, none of the surfaces in machine
element contacts should be subjected to deformation or wear. A machine component
contact should preferably display low friction and wear. Hence, other protective
coatings than the ones used on tools, e.g. titanium nitride (TiN), aluminium oxide
(Al2O3) and chromium nitride (CrN), should be used [3,6]. The running-in period is
another for components important tribological phenomenon. When the machine is
new the contacting surfaces are rough and the contact pressure at the surface

Wear Resistant Low Friction Coatings for Machine Elements4
irregularities can be very high. Thus, micro-scale wear and plastic deformation is
initially taking place. After some time in service, the surfaces have ideally been
worn to fit each other perfectly and the wear rate is significantly lower. It is
important to obtain a mild and short running-in period and for this a specifically
tailored surface coating can be effective.
2.1. Typical service conditions
Examples of machine elements where surface coatings could be interesting are
bearings, shafts, valves and gears. Typical service temperatures and contact
pressures for these components are 50-300 °C and 0.5-3 GPa respectively. The
sliding or rolling speed can vary over a wide range depending on the application.
Usually they are running under lubricated conditions but at starts and stops the
lubrication is often inadequate. Some parts, e.g. gears and valves, are difficult to
lubricate sufficiently even under normal running conditions. The functional coating
will provide improved performance when the lubrication for some reason fails.
Sometimes the environment the machines are operating in is harsh and corrosive.
For instance components exposed to marine environments or parts in machines in
chemical process industry might suffer from corrosive wear. Also here a thin surface
coating with high chemical stability could be successful. In some special cases, e.g.
space, food processing and pharmaceutical processing applications, oil or grease
lubrication is not an option. In these cases a coating providing low friction and wear
will be especially important.
2.2. Components made of light metals
Traditionally, machine elements are made of carbon steel, cast iron or brass. In order
to reduce the weight a trend in the industry is to use more and more light metals, e.g.
alloys based on aluminium (Al) or magnesium (Mg), in machines and engines [7,8].
This is most pronounced in the car and vehicle industry where the fuel consumption
today is one of the most important competition factors. A vehicle of lower weight
will consume less fuel or energy. A problem with light metal alloys is that they
usually show poor tribological performance due to their low hardness and stiffness
in combination with a tendency to stick to the countersurface. In a tribological
contact this means plastic deformation, abrasive and adhesive wear and high
friction. Adhesive wear with material transfer between the surfaces is called galling.
Excessive galling will eventually cause seizure, which means that the surfaces are
welded together and no further relative movement between them is possible. By
introducing a thin surface coating, providing low wear and friction, the tribological
behaviour of light metals can be substantially improved [9,10].

Olle Wänstrand 5
Another positive effect following from the reduced energy losses in a low friction
contact is that less heat is developed compared to in a contact with high friction.
This is especially important with light metal substrates, which are usually sensitive
to high temperatures. The available aluminium alloys should not for longer periods
be exposed to temperatures higher than approximately 150 °C due to thermal
softening [11]. At high temperatures also the chemical stability of many materials
are low and the result can be unwanted diffusion and oxidation as well as lubricant
degradation.
2.3. Contact situation
In a mechanical contact between machine elements two different scales must be
considered. One is the macroscopic contact where the curvature of the component
causes a stress distribution during loading. Since surfaces never are perfectly smooth
also microscopic contacts between surface asperities has to be considered. The
combination of macroscopic and microscopic contact stresses has been investigated
theoretically with numerical methods [12,13]. According to elastic contact theory
the maximum shear stress under a mechanical contact is found at a certain depth
under the surface [13,14]. This depth depends on the contact load, the mechanical
material properties and the size and shape of the contacting bodies. In the case of a
sphere pressed against a plane, the depth of the maximum stress is half of the contact
spot radius. Consequently the stress maximum caused by the asperities (small
radius) and the macroscopic curvature (large radius) will be very close to the surface
and not so close to the surface respectively. Hence a thin but hard surface coating is
well suited to take care of the many local stress maxima caused by the asperities, as
shown in paper VII. If the coating is much harder than the uncoated countersurface
it will cause plastic deformation of the asperities on the countersurface. This is a part
of the running-in of a new machine.
Due to the limited thickness of the vapour deposited coating (see section 3.2), it can
not deal with the deeper stress maximum caused by the macroscopic contact. A thin
functional surface coating on a soft and compliant substrate, such as the light metal
alloys, is in other words usually not a possible solution for machine components.
The coating is too thin to protect the substrate from extensive deformations. Too
large deformations, both elastic and plastic, in the composite will cause the brittle
coating to crack and fail. The approach in this thesis is to introduce a relatively thick
intermediate layer between the soft and compliant base material, e.g. an Al alloy,
and the hard but brittle wear resistant coating. The component should be designed so
that the maximum stresses from the asperity contacts are within the hard surface
coating while the maximum macroscopic stresses should be within the intermediate
layer. The stress in the base material must be low enough to avoid plastic flow there.
This technique is further discussed in section 4.1.

Wear Resistant Low Friction Coatings for Machine Elements6
One interesting thing about friction is that it moves the maximum stress closer to the
surface [15]. With higher friction coefficient than 0.3 the maximum shear stress will
be at the surface. However, although present, this effect is limited for machine
elements which, whether they are coated or not, are lubricated. Hence, the friction
coefficient will be around 0.1 or lower.
3. LOW FRICTION COATINGS FOR MACHINEELEMENTS
Today, thin functional surface coatings of many materials and for many applications
have been developed. A special group is the vapour deposited coatings. As the name
suggests these coatings are formed on the surface of the specimen that should be
coated, usually called the substrate, from a vapour containing the coating material
elements. This is taking place in a chamber with controlled atmosphere at relatively
low pressure and high temperature. The vapour deposition techniques can be divided
in two subgroups, physical vapour deposition (PVD) and chemical vapour
deposition (CVD). The major difference between them is how the coating materials
are evaporated and the process temperature. Typical deposition temperatures in PVD
processes are 200-500 °C but recently also processes running at lower temperatures
have been developed [16]. Traditionally, the temperature is in the range 600-1100
°C for thermally activated CVD processes. Today, as a result of extensive research,
CVD processes where the reaction is activated by for example plasma or laser at
significantly lower temperatures are available [16]. This thesis will mainly deal with
ceramic coatings, that is coatings made of covalently bonded reaction products, e.g.
metal carbides or metal nitrides.
3.1. Available coatings
Important properties of a coating for machine element applications are, beside good
adhesion to the substrate, a combination of high wear resistance and low friction
coefficient. Also the wear of the uncoated countersurface is critical. Of course there
are different opinions of what can be considered as low friction. Among researchers
and engineers working with machine element applications, an unlubricated sliding
friction coefficient under ambient conditions around 0.2 or lower is usually
considered to be low. This can be compared with the steel against steel friction
coefficient, which typically is in the 0.6-0.9 region and with boundary oil lubrication
of steel around 0.1. Examples of coating materials that can provide a friction
coefficient under 0.2 when sliding against steel are different metal carbides (WC,
TiC, CrC), diamond-like carbon (DLC) and molybdenum disulphide (MoS2)
[17,18,19,20,21]. A limiting factor for the choice of deposition process is the

Olle Wänstrand 7
operating temperature since machine element materials usually are more sensitive to
high temperatures than tool materials.
There are many different kinds of DLC coatings and their properties (mechanical,
tribological, electrical, etc) can vary over a wide range. The DLC coatings can be
more diamond-like, with a large percent of sp3 bonded carbon atoms, or more
graphite-like, with a small percent of sp3 bonded carbon atoms [22]. Sometimes they
are containing only carbon but often, depending on the deposition technique, they
also contain small or large amounts of hydrogen, originating from the gas providing
carbon, e.g. methane or acetylene [18]. Usually DLC coatings are amorphous or
nano-crystalline and they are sometimes called a-C or, if they contain hydrogen, a-
CH. For different reasons other elements such as small amounts of e.g. metals,
nitrogen or silicon are sometimes incorporated in DLC coatings [23,24].
3.2. General features of ceramic vapour depositedcoatings
Ceramic materials are often very hard and stiff, also at elevated temperatures, and
they are usually chemically stable. For these reasons ceramics have attracted much
interest as material choice in engineering applications subjected to surface wear
(abrasive or erosive as well as adhesive) in harsh and corrosive environments at high
temperatures [25]. Often these desired properties are only needed at the surface and
hence a thin ceramic coating on an engineering component of another material can
be the best solution. In this way also another problem can be avoided. The ceramic
materials are generally very brittle and a homogeneous ceramic engineering
component might not be a good solution due to the risk of cracks and fatigue.
For different reasons ceramic vapour deposited coatings often display high residual
compressive stresses [26]. The high residual stress level in the coatings brings both
advantages and problems. Compressive stresses will reduce the propagation of
cracks in the coating by pressing together the two surfaces formed at the crack tip. If
there is a residual compressive stress in the coating and the component is subject to
tension, the coating is protected from tensile stresses. The crystal grains in a PVD
coating are often columnar as shown in paper III. The cohesion between these
columnar grains is usually low and hence the coatings crack very easily if they are
subjected to tensile stresses.
Due to the sometimes very high residual compressive stresses in the coating a very
good adhesion between the coating and the substrate is necessary. If the substrate is
not perfectly smooth a high residual stress in combination with a weak interface can
cause the coating to spall of spontaneously even before the coated component has
been taken into use [27]. The risk for spallation induced by residual coating stress is

Wear Resistant Low Friction Coatings for Machine Elements8
increasing with the thickness of the coating. This, together with the slow growth rate
of vapour deposited coatings, is limiting the practically achievable coating thickness.
3.3. Friction and sliding wear evaluation methods
In this thesis the friction coefficient and sliding wear rate have mainly been
measured with a laboratory tribotester called ball-on-disk equipment. Unfortunately,
my co-authors in the papers and I have not been consequent, and if it somewhere
says ball-on-disc, pin-on-disk or pin-on-disc it refers to the same equipment.
Basically it is a ball or a pin that is pressed with a certain normal load against a
rotating flat sample and thus sliding over the disk forming a circular wear track on
the disk surface. The materials in the ball or pin and the disk are easily changed and
the load, sliding speed and diameter of the wear track can be adjusted to the desired
value. Also the environment (e.g. relative humidity, lubrication and temperature) can
be changed. During the test the friction force is measured and the coefficient of
friction calculated continuously and after the test the wear of the disk and the ball is
measured using microscopy or profilometry.
Other available laboratory configurations for sliding contact evaluation are block-
on-cylinder and cylinder-on-cylinder [28]. There are also laboratory tribometers for
rolling contacts [29]. When choosing parameters (contact geometry, load, sliding or
rolling speed, temperature, etc) it is important to come as close as possible to the
application that should be simulated. If this is not properly done the wear mode in
the experiment can be completely different from the wear mode in the real
application and the conclusions from the investigation can thus be misleading. For
example, when testing a coated surface against an uncoated one, it is important that
the correct specimen is coated. In the ball-on-disk test the result might be completely
different if the ball (in constant sliding contact) or the disk (each point along the
wear track is only in contact once every revolution) is coated. A not so obvious
parameter that can strongly influence friction and wear is the relative humidity.
Some coatings, e.g. DLC, show very different tribological behaviour in dry and
humid environments [30,31].
3.4. Present findings
A number of coatings usually considered to provide low friction were studied in
papers I, II, III, IV and VIII. In papers I and IX also coatings displaying higher
friction coefficient in sliding contact were investigated.

Olle Wänstrand 9
3.4.1. Investigated coating materials
Following coating materials have been evaluated in the papers: titanium carbide
(TiC), tungsten carbide (WC), chromium carbide (CrC), titanium nitride (TiN),
chromium nitride (CrN), titanium-aluminium nitride (TiAlN), titanium carbonitride
(TiCN), chromium carbonitride (CrCN), molybdenum disulphide (MoS2), nano-
crystalline diamond (NDC) and amorphous hydrogenated carbon (a-CH).
The coatings in this thesis are not necessarily stoichiometric. When it says titanium
carbide or TiC this does not mean that the coating contain equal amounts of titanium
and carbon atoms. What it does indicate is that these elements are the main
constituents in the coating. In fact many carbon containing coatings also have a
significant amount of hydrogen, sometimes wanted and sometimes unwanted, as a
result of the hydrogen containing reaction carbon gases (e.g. acetylene or methane).
Also other elements, e.g. oxygen or argon, are present in the coating depending on
the vacuum status and the manufacturing process. As seen in paper I,II and III it is
possible to, by changing the deposition conditions, manipulate the amount of
different elements and thereby strongly influence the properties and behaviour of the
resulting coating. When it says TiC-C or WC/C it means that the coating contains a
surplus of carbon that has not reacted with the metal. In this thesis the following
techniques for chemical coating evaluation have been used: glow discharge optical
emission spectroscopy (GDOES), Auger electron spectroscopy (AES), x-ray
photoelectron spectroscopy (XPS), energy dispersive spectroscopy (EDS), Raman
spectroscopy, x-ray diffractometry (XRD) and nuclear reaction analysis (NRA).
More information about these methods can be found elsewhere [32].
MoS2 is a relatively soft coating and as showed in paper VIII it is not the best choice
in applications where abrasion might occur. However, for contacts with low loads
and no abrasion it can be a very interesting alternative due to the low and stable
friction and low wear of the countersurface it provides. One approach to increase the
hardness has been to deposit coatings consisting of a mixture of MoS2 and a harder
phase, e.g. TiN [20]. This showed promising results with low friction and increased
hardness and wear resistance.
Since the light metal alloys usually have very poor tribological properties the idea in
this thesis is to coat them with a wear resistant low friction material to be able to use
them as parts in machines and engines. Another approach can be to let the uncoated
light metal component slide against a countersurface with suitable properties. Also
here thin coating technology can be utilised. As shown in paper IV a cemented
carbide ball covered with an extremely smooth nano-crystalline diamond coating
performed very well, regarding friction and wear, also when sliding against Al and
Ti in both dry and lubricated tests. Both Al and Ti are known for causing a lot of

Wear Resistant Low Friction Coatings for Machine Elements10
problems in tribological contacts. This opens some new possibilities for instance for
a sliding pair with one large and one small component where the contact pressure is
moderate. The large component can be made of an uncoated light metal and the
small of a hard substrate with a smooth diamond coating. This way the weight of the
sliding pair can be substantially reduced.
3.4.2. Carbon-rich coatings provide low friction
There are several explanations to why carbon-rich and carbide coatings show better
tribological behaviour, i.e. lower friction and wear, as compared to metal nitride
coatings when sliding against steel.
There is a tendency of steel, in pure or oxidised form, to stick to metal nitride (TiN
and CrN) coatings in repeated sliding contact slowly leading to steel against steel
contact [33,34]. An example of a ball-on-disk wear track on TiN (PVD with reactive
electron beam evaporation of Ti) is shown in Fig. 2. The experiments were
performed in ambient laboratory conditions with a bearing steel ball with a diameter
of 6 mm and a normal load of 2 N. The sliding speed was 0.05 m/s and the total
number of revolutions was 9090. Compare to the corresponding friction plot, see
Fig. 3, where the friction starts at approximately 0.3 which is typical for a TiN
against steel contact and then, as material from the ball is transferred to the coating,
rises to 0.6 which is typical for a self-mated ball bearing steel contact. Evidence of
this mechanism is also seen by comparing the mono-passage and multiple-passage
ball-on-disk tests in paper I. In the mono-passage test, where no steel is present in
the wear track on the coating, the friction coefficient for the steel against TiN
contact is 0.25. In the multiple-passage test, where steel from the ball is transferred
to the coating, the steady state friction is approximately 0.6.
The situation for TiN can be compared with a wear track on a TiC coating from
paper III, see Fig. 4, with no transferred steel. Instead a very mild polishing wear
can be seen. The experimental conditions were the same as for the TiN coating in
Fig. 2. The corresponding friction plot is shown in Fig. 5. In the beginning of the
ball-on-disk test the contact spot between the ball and the TiC coated disk is small
and consequently the pressure is high. Thus, the wear of the ball is initially relatively
large. During this running-in period the friction is decreasing and when the friction
reach a steady state value the two surfaces in contact have been worn to fit each
others irregularities perfectly and hence the contact pressure is much lower than at
the start of the test. When this steady state has been reached the wear of the two
surfaces is very small and the test can go on with low friction and wear for a long
time. After the running-in there is almost no abrasion in the contact and the friction
is hence mostly adhesive.

Olle Wänstrand 11
Fig. 2. Wear track on a TiN coating resulting from a ball-on-disk test against a
bearing steel ball. Large amounts of steel have been transferred from the ball onto
the coating.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 20 40 60 80 100 120
Fri
ctio
n c
oef
fici
ent
Sliding distance [m]
Fig.3. Friction plot from ball-on-disk test of bearing steel ball against TiN coating.
At the high steady-state friction the contact is essentially self-mated steel.

Wear Resistant Low Friction Coatings for Machine Elements12
Fig. 4. A very smooth wear track on a TiC coating resulting from a ball-on-disk test
against a bearing steel ball.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 20 40 60 80 100 120
Fri
ctio
n c
oef
fici
ent
Sliding distance [m]
Fig. 5. Friction plot from ball-on-disk test of bearing steel ball against TiC coating.
After the running-in a low steady-state friction coefficient is obtained.

Olle Wänstrand 13
Besides the lack of steel transfer to the coating, another explanation for the excellent
tribological behaviour of carbon-rich coatings is that carbon is transferred to the
steel ball. As shown by others, this provides solid lubrication with low resistance
against shearing in the contact [24,34,35]. A tribo-film on a steel ball from a ball-on-
disk experiment against a WC/C coating (paper II) can be seen in Fig. 6. Compare
with Fig. 7, which shows the wear scar on the ball after sliding against TiN (PVD
with reactive electron beam evaporation of Ti), where no tribo-film can be found on
the steel ball. The test parameters were the same for both coating materials. It can
also be noted that the steel ball wear is much more severe when sliding against TiN
than WC/C. The mechanism with transfer of coating material to the countersurface
was probably not the only explanation for the low friction of the carbides in paper I
since the friction in the mono-passage test was lower than in the multiple-passage
test.
The large influence of coating material on countersurface wear in sliding contact is
also shown in Fig. 8, which shows the steel ball wear rates from ball-on-disk
experiments on four of the coatings in paper I. The normal load was 10 N, the ball
diameter 10 mm, the sliding speed 0.1 m/s, the sliding distance 10 m, the
temperature 22 °C and the relative humidity 40 %. As seen the wear of the bearing
steel ball is considerably higher when sliding against the nitrides (TiN and CrN)
than the carbides (TiC and CrC).
When comparing wear rates from different investigations it is important to
remember that most of the wear takes place early in the test, especially when steel is
not transferred to the coating. Since the wear rate is presented as wear volume
divided by the load and the sliding distance this means that a longer duration of the
test apparently gives higher wear resistance of a material as compared to a shorter
test. With a longer sliding distance, the difference in wear rate in Fig. 8 would have
been even more pronounced.
Not investigated in this thesis is environmental influence on the friction and wear
behaviour. In very dry environments or in vacuum the friction of diamond-like
hydrocarbon coatings against various countermaterials can be extremely low.
Friction values as low as 0.01 has been reported [30,31]. The most common
explanation for this is that the dangling bonds of the surface carbon atoms are
saturated with hydrogen. This way the surface becomes inert and thus the attractive
forces to the countersurface will be very low. In a humid environment the surfaces
will oxidise and lack the protective hydrogen layer resulting in considerably higher
friction coefficients and wear rates.

Wear Resistant Low Friction Coatings for Machine Elements14
Fig. 6. Wear scar with transferred coating material on bearing steel ball resulting
from ball-on-disk experiment. The ball has been sliding against a WC/C coating.
Fig. 7. Wear scar on bearing steel ball resulting from ball-on-disk experiment. The
ball has been sliding against a TiN coating. Only very small amounts of transferred
material (if any) can be found within the scar.

Olle Wänstrand 15
0 5000 10000 15000 20000 25000
TiN
TiC
CrN
CrC
Ball wear rate [µm3N-1m-1]
Fig. 8. Sliding wear of bearing steel ball depending on countersurface material in
ball-on-disk test. The metal nitrides display an approximately 20 times higher wear
rate than of the metal carbides.
4. INFLUENCE OF SUBSTRATE STIFFNESSAND HARDNESS ON COMPOSITEPROPERTIES
When a coated component is mechanically stressed its behaviour is not only
dependent of the coating properties but also to a large extent of the substrate
properties and the interaction between coating and substrate. The hardness and
stiffness of the substrate will certainly influence the composites performance.
4.1. Load-carrying capacity
The ability of a coated component to withstand loads and stresses without large
deformations and coating failure is called load-carrying or load-bearing capacity
[36]. This capacity is a composite property and both the substrate and the coating
must be optimised to get the best result. Due to their high hardness and stiffness,
cemented carbide and high speed steel have traditionally been used as substrates for
thin ceramic coatings. With other interesting substrate candidates, e.g. mild steel,
copper (Cu) based alloys and the already mentioned light metals, the load-carrying
capacity must be improved. Depending on the base material, different techniques

Wear Resistant Low Friction Coatings for Machine Elements16
can be used to produce a load-carrying layer. It can be either a modification of the
existing surface (e.g. case hardening, nitriding or ion implanting) or a layer of a new
material (e.g. electroplating, laser cladding or thermal spraying). To be a suitable
substrate for the thin superficial coating the load-carrying layer must be free from
cracks and pores.
The purpose of the intermediate layer is to protect the substrate from plastic
deformation. It must also give a good load-carrying support to the brittle ceramic
coating, i.e. hinder cracking and premature coating failure. In order to meet these
demands, the load-carrying layer has to be considerably thicker and tougher than the
thin brittle coating but at the same time harder and stiffer than the base material. A
cross-section of the 340 µm thick electroplated Ni layer studied in papers VI and
VIII is shown in Fig. 9. Here, the base material is an Al alloy.
Fig. 9. Optical micrograph of an electroplated Ni layer on an Al alloy. The layer
improves the load-carrying capacity of the soft and compliant base material.

Olle Wänstrand 17
4.2. Theoretical calculations
A lot of work has been done to model and calculate the stresses and deformations
caused by a sphere or a cylinder loaded against a flat surface. An early example is
the classical work by Hertz, which is valid for elastic and perfectly smooth
contacting bodies [14]. During the years models of more complex contacts have
been developed [13]. This has gone hand in hand with the development of the more
powerful computers usually needed to solve the mathematical problems obtained
with these models. A powerful and often used tool for calculating the stresses and
deformations in a contact is finite element modelling (FEM) [36,37,38]. With such
numerical methods more realistic contact situations can be addressed. Today,
contacts with elastic-plastic deformation can be simulated and also contacts
involving friction and layered bodies have been theoretically investigated [39,40].
In this thesis theoretical simulations of spherical indentations on load-carrying layer
and base material composites have been made with the commercially available
software package Elastica (papers VI and VII). This software, which solves the
elastic contact problem analytically, was developed at the technical University of
Chemnitz in Germany. The theory and its applications have been described
elsewhere [41,42,43]. Comparisons between experimental and simulated
indentations are presented in paper VI.
4.3. Hardness measurement and indentationtechniques
The hardness of a material is usually measured by making a plastic impression on
the surface with an indenter with a known geometry and with a known applied
normal load. After the indentation, the size of the residual plastic impression relates
to the hardness of the material. The smaller the indent the harder is the material. The
value of the hardness can vary considerably depending on the test parameters. This
is particularly the case when measuring the hardness of thin coatings since the
measured hardness value might be influenced by the substrate properties. If a hard
coating is deposited on a soft substrate the resulting hardness value will be too low if
the depth of the indentation exceeds a critical value and for very deep indentations
the result will be close to the hardness of the substrate. Models to separate the
contributions of the substrate and coating to the measured composite hardness value
have been presented [44]. Both experimental and theoretical studies have shown that
the maximum indenter penetration depth should be less than 10% of the coating
thickness to avoid substrate influence [40,44].

Wear Resistant Low Friction Coatings for Machine Elements18
In this thesis hardness has been measured mainly with a micro-Vickers equipment
(papers I, II, V, VI, VIII and IX). The Vickers indenter is a sharp four-sided
diamond pyramid. After the indentation the diagonal of the residual impression is
measured in a microscope. The hardness is calculated as the applied load divided by
the area of the impression.
If the coating is very thin the plastic indent must be extremely small to avoid
substrate influence. This makes it difficult to accurately measure the size of the
residual indent. In such cases, nano-indentation is a useful technique. Also here a
sharp diamond stylus is used but the hardness is calculated from the indenter
displacement versus load plot that is continuously recorded during the indentation.
Very shallow indentations can be made and consequently very thin coatings can be
evaluated without substrate influence. Another useful feature is that also the elastic
modulus of the material can be calculated. Detailed information about this method
can be found elsewhere [45]. The nano-indentation technique has been used in
papers III, VI, VIII and IX.
For measuring the hardness of metals, spherical indenters are often used. In this case
the stress concentration is lower than with a sharp diamond stylus which means that
very high loads are required in order to get a fully plastic indentation. This makes
this geometry less suitable for hardness measurements of thin coatings since the
influence of the substrate will be larger than with a sharp stylus. However, spherical
indentation can be used as an evaluation method of coating and substrate
composites. In paper VI spherical indentation (Rockwell C geometry) was used to
investigate the failure modes of the WC/C coating depending on the substrate
hardness. In papers V and VI cemented carbide balls were used as indenters to study
the load-carrying capacity of layered composites. In this case the idea is to, instead
of avoiding substrate influence, make indentations deep enough to see where the
substrate influence begins.
In the so-called scratch test the spherical indenter is forced to slide over the sample
surface. The standard indenter is a Rockwell C diamond stylus with tip radius 200
µm [46]. As the stylus slides over the surface the normal load is continuously
increased. At a critical load cracks are formed in the surface. The scratch test is
widely used on coated composites to investigate the load-carrying capacity and the
coating failure modes [46,47]. In this thesis the scratch test has been used in papers
I, II, III, VIII and IX.

Olle Wänstrand 19
4.4. Present findings
The influence of a relatively thick intermediate load-carrying layer on the
deformation of the soft and compliant base material and cracking of the thin and
brittle coating was investigated in papers V, VI, VII, VIII and IX.
4.4.1. Protection of the soft substrate
In order to make a well-controlled study of the influence of layer stiffness, hardness
and thickness on the load-carrying capacity a novel experimental method, in which
metal foils are firmly glued to a substrate, was developed (paper V). Since foils of
many different materials and thicknesses are available on the market also substrate
and layer combinations not possible to obtain with a traditional deposition technique
can be evaluated. Spherical indentation was performed on an Al alloy with different
load-carrying layers and the critical load for plastic flow in the Al base material was
measured. It was found that the stiffness and the thickness are the two most
important properties of the load-carrying layer in order to avoid plastic deformation
of the base material. This is shown in Fig. 10. The y-axis represents the critical load
for onset of plastic flow in the Al base material protected by the load-carrying layer
divided by the critical load for unprotected Al. The x-axis represents the thickness of
the layer divided by the radius of the cemented carbide ball used as indenter.
Also when the load-carrying layer itself was found to suffer from plastic
deformation a high elastic modulus was much more important than a high hardness
regarding the ability to protect the Al alloy from plastic flow. The reason why a
load-carrying layer with high elastic modulus is better than a layer with high
hardness although the load-carrying layer itself is subjected to plastic deformation
can be understood from the schematic in Fig. 11. With blunt indenters most of the
deformation will be elastic rather than plastic. Hence the load-carrying layer will be
stretched like an elastic membrane under a point load during the indentation. The
deflection induces tensile stresses in the layer and a layer with high stiffness will
thus resist the indentation more effectively and spread the load over a larger area
than a layer with low stiffness. This will be the case also when the layer is subjected
to plastic deformation in the small contact zone under the indenter.
In paper VI the Elastica software package was used to compare experimental and
theoretical results. In the experiments specimens of an Al alloy and soft steel with
electroplated Ni load-carrying layers of different thicknesses were subjected to
spherical indentations. The applied normal load was varied and the depth of the
residual plastic indents were measured. The von Mises stress along the z-axis, i.e.
the axis perpendicular to the sample surface, under the contact spot was calculated.
In Fig. 12 the calculated von Mises stress in Al with a 340 µm thick Ni layer is

Wear Resistant Low Friction Coatings for Machine Elements20
presented. The horizontal lines indicate the yield strength of the Al alloy and Ni
respectively. The calculation is purely elastic and the von Mises stress is allowed to
exceed the yield strength of the material although this behaviour is not physically
possible. In the zone where the von Mises stress exceeds the yield strength plastic
flow is initiated and the stress can not increase further. Nevertheless, these elastic
calculations can be useful to predict where and at which load plastic deformation
will be initiated with a certain radius of the spherical indenter. The investigation
showed that when the yield strength of the base material was exceeded also the
experiments indicated an influence of the base material on the indentation depth, i.e.
e relatively good correlation between experiments and theory.
0
5
10
15
20
0 0,05 0,1 0,15
FN
c/F
0 Nc
t /R
W
M o
NiS S
Plasticity in the substrate
No plasticity in the substrate
Elasticmodulus
Fig. 10. Influence of elastic modulus and thickness of the layer on the critical load
for plastic deformation in the Al alloy base material. The y-axis represents the
critical load for onset of plastic flow in the Al base material protected by a load-
carrying layer divided by the critical load for unprotected Al. The x-axis represents
the thickness of the layer divided by the radius of the cemented carbide ball used as
indenter. The load-carrying capacity is increasing with layer thickness and elastic
modulus.

Olle Wänstrand 21
Fig. 11. Schematic of a blunt indenter on a specimen with load-carrying layer.
Please note that the deformation is exaggerated. The deflection induces tensile
stresses in the layer. A stiff layer resists indentation more effectively and spreads the
load over a larger area than a compliant layer.
0
0,5
1
1,5
2
2,5
3
3,5
4
0 100 200 300 400 500
F = 50 N
F = 100 N
F = 200 N
von
Mis
es s
tres
s [
GP
a]
Depth [µm]
Interface Al-Ni
σy , Al
σy , Ni
Fig. 12. Calculated von Mises stress along the z-axis in Al with a 340 µm thick load-
carrying Ni layer. The indenter radius is 2.5 mm and the applied normal loads are
indicated in the figure.

Wear Resistant Low Friction Coatings for Machine Elements22
With simulations of spherical indentations using the Elastica software it was
investigated if Al coated with 5 µm thick TiN can resist onset of plastic flow at the
same load as steel (paper VII). The yield strength of the steel and the radius of the
indenter were varied. It was found that with small indenter radii (5 and 50 µm) this
is possible almost up to the load where high speed steel started to deform plastically.
When the indenters are large (500 and 5000 µm) this is not possible since the stress
maximum then is located much deeper than the thin TiN thickness. With a suitable
load-carrying layer (Ni) between Al and TiN it is possible to get the same critical
load as for steel also with large indenters if the layer is thick enough. These
particular indenter radii were chosen to simulate the real contact situation with both
macroscopic (component curvature) and microscopic (surface asperities) contacts.
4.4.2. Protection of the hard and brittle surface coating
When subjected to mechanical stress the hardness of the substrate has proved to be
very important when it comes to avoid cracks in the thin and brittle coating. This has
been shown both in papers VI, VIII and IX as well as by others in earlier
investigations [46,48]. Micrographs showing cross-sections of the TiAlN coatings
and substrates in paper IX under scratch grooves can be seen in Fig. 13. The coating
supported by the hardened steel (hardness 610 HV50gf) has cracked into pieces,
which have been pressed down into the substrate. When supported by the nitrided
steel with compound-layer (hardness 935 HV50gf) almost no signs of coating failure
can be seen. An interesting observation is that the compound-layer following from
intensive nitriding is in this case not detrimental for the coating adhesion even
though there is a thin porous zone between the compound-layer and the TiAlN
coating (compare Fig. 13c). Previous reports have found that this compound-layer
should be removed before the vapour deposited coating could be successfully
applied.

Olle Wänstrand 23
Fig. 13. Cross-sections in scratch test grooves. The surface coating is TiAlN and thesubstrates are hardened steel (hardness 610 HV50gf) (a), plasma-nitrided steel(hardness 705 HV50gf) (b) and plasma-nitrided steel with compound-layer (hardness935 HV50gf) (c) respectively. The normal load was 35-40 N.

Wear Resistant Low Friction Coatings for Machine Elements24
5. INFLUENCE OF SUBSTRATE ROUGHNESSAND CHEMISTRY ON COMPOSITEPROPERTIES
The maybe most important feature of a coating is its adhesion to the substrate. No
matter how promising a coating seems for a certain technological application, if it
does not stick to the substrate it will not do any good anyway. The adhesion is
mainly governed by the chemical interaction between coating and substrate. Also the
roughness of the substrate influences the practical adhesion, especially for coatings
with high residual stresses [27,48].
5.1. Substrate and coating roughness
Vapour deposited coatings usually follow the substrate surface irregularities and
hence the roughness is about the same before and after the deposition of the coating.
Previous reports have shown that the critical load for coating failure in the scratch
test is lower with a rough than with a smooth substrate surface [46,48]. In addition,
the wear rate in dry sliding is increasing with increasing surface roughness of the
coating [49].
The wear rate of the bearing steel ball used as countersurface in the pin-on-disk tests
in paper VIII was higher when sliding against the rougher but softer WC/C coating
than the smoother but harder a-CH coating. When the hardness of the coating is in
the same region as the countersurface, as for the MoS2 in paper VIII, the wear of the
coating is considerably increased and the wear of the countersurface decreased.
The smooth and hard diamond coatings in paper IV displayed low friction and
countersurface wear when sliding without any added lubricant against cemented
carbide, ball bearing steel and stainless steel. However, when sliding against very
soft materials, i.e. Ti and Al, the friction and wear of the metals were considerably
higher. After polishing the already smooth diamond coating surface to extremely
low roughness the friction and wear were low also when sliding against Ti and Al.
5.2. Chemical substrate properties
The chemical bonding between substrate and coating is important in order to get a
well adhering coating. Hence, cleaning the substrate prior to coating deposition is
very important to remove grease and other adsorbed molecules. Another important
part of the cleaning is the ion etching usually performed in the reaction chamber
before the reactants are evaporated or let in to the chamber. The ion etching, often
made by argon ions, removes the surface oxides on the substrate. Some substrate

Olle Wänstrand 25
and coating combinations are almost impossible to successfully manufacture and it
is known that some metals gives better coating adhesion than other metals. For this
reason many PVD coating processes start with the deposition of a very thin layer of
a metal known to provide good coating adhesion. This technique has been used for
most of the coatings in this thesis and in paper II it was found that this adhesion
layer should be thin.
6. FUTURE RESEARCH AREAS
Tribology is a complex science and many problems have to be considered and
solved in order to successfully surface engineer a machine component. A lot of
work, with different approach angles and promising proposed solutions, can be
found in the literature [50,51]. Nevertheless, in many areas more research is required
to get a deeper understanding and better tools to optimise the surfaces and their
interaction.
6.1. Surface engineered future components
A possible design of a future low weight component surface is shown in Fig. 14.
The base material is an alloy based on Al or Mg. Then comes a load-carrying layer,
maybe of particle reinforced Ni. The thickness of the load-carrying layer depends on
the contact situation. The wear resistant vapour deposited coating most probably
contains a lot of carbon and the thickness is 0.5-5 µm, depending on the application.
In some cases there will also be a very thin running-in layer on top of the wear
resistant coating. Preferably this layer should be soft and easy to shear. Before the
running-in of the components this soft layer will plastically deform and thus
considerably decrease the stress concentrations at the asperity contacts. This will
inhibit the initiation of subsurface cracks. Suitable running-in coating candidates are
MoS2, graphite or maybe a soft metal.

Wear Resistant Low Friction Coatings for Machine Elements26
Running-in coating
Wear resistant coating
Load-carrying layer
Base material
Fig. 14. Proposed design of future surface engineered low weight machine element.
The relative thickness of the different layers is not necessarily to scale.
6.2. Materials
The aluminium used as base material in this work was alloyed with copper, silicon,
manganese and magnesium to increase the hardness. With further improvements of
the hardness and temperature tolerance of light metals new applications in machines
and engines could be considered.
As shown in this thesis the load-carrying layer between a soft and compliant base
material and a thin and brittle coating should preferably posses both high elastic
modulus and high hardness. In addition, it is important that the thickness and
toughness of the load-carrying layer is sufficient. For Al base materials Ni is a
promising layer material candidate, although the layer hardness preferably should be
higher than in this work.
Electroless Ni deposition with phosphor alloying and the correct heat treatment can
result in layers with twice the hardness of the Ni layers used in this thesis [52].
Another alternative with higher hardness is Ni layers reinforced with ceramic
particles, e.g. SiC and Al2O3. Other load-carrying layer candidates are chromium or
cobalt alloyed with phosphor [53]. With proper deposition parameters and heat
treatments these materials can be significantly harder than the Ni layers studied in
this thesis.

Olle Wänstrand 27
Also the vapour deposited coatings can be further developed. From an industrial
point of view, less complicated and time-consuming, i.e. less expensive, deposition
processes would be very interesting.
6.3. Lubricants for coatings
One very important area of tribology is the science of lubrication. A majority of the
components subjected to sliding or rolling in machines are lubricated with oil or
grease. The lubricants used today are optimised to reduce wear and friction in
bearings, gears, engines, etc, with components made of uncoated metal.
The ultimate solution would be to replace oil or grease with a wear resistant coating
providing low friction. For all applications this might not be a realistic goal and also
with coated components many machines and engines will still be lubricated with oil
or grease. A great challenge for the engineers working with research and
development is to optimise the lubricants and additives for coated components.
Although this is a new scientific area, some work has already been presented
[21,54]. As seen in paper IV, water might be a better lubricant than oil between a
smooth diamond coating and metal.
6.4. Surface topography
Smooth surfaces, i.e. low surface roughness of the substrate, is very important to get
optimal tribological performance of the coated component. This has been shown in
this thesis as well as by others. It is time consuming and expensive to produce
smooth surfaces on an industrial scale, especially when the component has a
complicated geometry. Thus, components should preferably be designed to be easy
to grind and polish and in addition better surface machining methods should be
developed. Ideally, load-carrying layer deposition techniques that do not require any
subsequent surface machining should be used. The vapour deposition process should
preferably result in a surface coating with lower surface roughness than the substrate
it is deposited on.
7. CONCLUSIONS
The results in this thesis can be summarised in two major conclusions:
Metal carbides show, in comparison with metal nitrides, lower friction and less wear
of the countersurface in sliding contact against steel. Material from the steel surface
is often transferred to nitride coatings, a behaviour that has not been observed for
carbide coatings. If the sliding is continuing in the same track on the nitride, the
friction therefore reaches the self-mated steel level. In sliding contact between steel

Wear Resistant Low Friction Coatings for Machine Elements28
and carbon-rich coatings carbon is initially transferred to the steel surface. This
carbon forms an easily sheared tribo-film on the steel and this provides low friction.
The carbon content in the carbide coating should preferably be high.
Composites of thin brittle coatings on soft and compliant substrates show too low
load-carrying capacity but by introducing an intermediate layer the situation can be
improved. The intermediate load-carrying layer must protect the base material from
plastic flow and also protect the thin surface coating from cracking and
delamination. To meet these demands the load-carrying layer should preferably have
both high stiffness and high hardness. The thickness of the load-carrying layer
should be carefully chosen with respect to the size of the contact spot in order to
retain the maximum shear stress in the layer.
8. REFERENCES
[1] H.P. Jost, Tribology - origin and future, Wear, 136 (1989) 1-18.
[2] I.M. Hutchings, Tribology - friction and wear of engineering materials,
Edward Arnold, 1992.
[3] W.D. Sproul, Physical vapour deposition tool coatings, Surface and
coatings technology, 81 (1996) 1-7.
[4] P. Hedenqvist, M. Olsson, S. Hogmark, B. Bhushan, Tribological studies
of various magnetic heads and thin-film rigid disks, Wear, 153 (1992) 65-
78.
[5] K. Zweibel, Thin film PV manufacturing: materials costs and their
optimisation, Solar energy materials and solar cells, 63 (2000) 375-386.
[6] M. Bromark, M. Larsson, P. Hedenqvist, S. Hogmark, E. Bergmann, PVD
coatings for tool applications: tribological evaluation, Surface
engineering, 10(3) (1994) 205-214.
[7] M. Priest, C.M. Taylor, Automobile engine tribology - approaching the
surface, Wear, 241 (2000) 193-203.
[8] W.F. Powers, Automotive materials in the 21st century, Advanced
materials and processes, 157(5) (2000) 38-41.
[9] G.W. Malaczynski, A.H Hamdi, A.A. Elmoursi, X. Qiu, Diamond-like
carbon coating for aluminium 390 alloy - automotive applications,
Surface and coatings technology, 93 (1997) 280-286.
[10] E. Lugscheider, G. Krämer, C. Barimani, H. Zimmermann, PVD coatings
on aluminium substrates, Surface and coatings technology, 74-75 (1995)
497-502.

Olle Wänstrand 29
[11] J.E. Bringas, The metals red book - nonferrous metals, Casti publishing,
1993.
[12] K. Mao, Y. Sun, T. Bell, Contact mechanics of engineering surfaces: state
of the art, Surface engineering, 10(4) (1994) 297-306.
[13] K.L. Johnson, Contact mechanics, Cambridge university press, 1985.
[14] H. Hertz, Miscellaneous papers by H. Hertz, Macmillan, 1896.
[15] T.C. O´Sullivan, R.B. King, Sliding contact stress field due to a spherical
indenter on a layered elastic half-space, Journal of tribology, 110 (1988)
235-240.
[16] J.L. Vossen, W. Kern, Thin film processes II, Academic press, 1991.
[17] A.A. Voevodin, J.P. O´Neill, J.S. Sabinski, Tribological performance and
tribochemistry of nanocrystalline WC/amorphous diamond-like carbon
composites, Thin solid films, 342 (1999) 194-200.
[18] D.P. Monaghan, D.G. Teer, P.A. Logan, I. Efeoglu, R.D. Arnell,
Deposition of wear resistant coatings based on diamond like carbon by
unbalanced magnetron sputtering, Surface and coatings technology, 60
(1993) 525-530.
[19] M.P. Delplancke-Ogletree, O.R. Monteiro, Wear behaviour of diamond-
like carbon/metal carbide multilayers, Surface and coatings technology,
108-109 (1998) 484-488.
[20] R. Gilmore, M.A. Baker, P.N. Gibson, W. Gissler, M. Stoiber, P.
Losbichler, C. Mitterer, Low-friction TiN-MoS2 coatings produced by dc
magnetron co-deposition, Surface and coatings technology, 108-109
(1998) 345-351.
[21] J.H.W. Siu, L.K.Y. Li, An investigation of the effect of surface roughness
and coating thickness on the friction and wear behaviour of a commercial
MoS2-metal coating on AISI 400C steel, Wear, 237 (2000) 283-287.
[22] K.W.R. Gilkes, S. Prawer, K.W. Nugent, J. Robertson, H.S. Sands, Y.
Lifshitz, X. Shi, Direct quantitative detection of the sp3 bonding in
diamond-like carbon films using ultraviolet and visible Raman
spectroscopy, Journal of applied physics, 87(10) (2000) 7283-7289.
[23] C. Rebholz, H. Ziegele, A.A. Voevodin, J.M. Schneider, A. Matthews,
Composite DLC-metal/metal-carbide coatings produced by electron
enhanced unbalanced magnetron sputtering, Surface engineering, 13(5)
(1997) 375-383.
[24] A. Erdemir, F.A. Nichols, X.Z. Pan, R. Wei, P. Wilbur, Friction and wear
performance of ion-beam-deposited diamond-like carbon films on steel
substrates, Diamond and related materials, 3 (1993) 119-125.

Wear Resistant Low Friction Coatings for Machine Elements30
[25] D.W. Richerson, Modern ceramic engineering, Marcel Dekker, 1982.
[26] C.V. Thompson, R. Carel, Stress and grain growth in thin films, Journal
of the mechanics and physics of solids, 44(5) (1996) 657-673.
[27] U. Wiklund, J. Gunnars, S. Hogmark, Influence of residual stresses on
fracture and delamination of thin hard coatings, Wear, 232 (1999) 262-
269.
[28] P. Hedenqvist, M. Olsson, Sliding wear testing of coated cutting tool
materials, Tribology international, 24(3) (1991) 143-150.
[29] A. Erdemir, Rolling-contact fatigue and wear resistance of hard coatings
on bearing-steel substrates, Surface and coatings technology, 54-55
(1992) 482-489.
[30] Y. Liu, A. Erdemir, E.I. Meletis, Influence of environmental parameters
on the frictional behaviour of DLC coatings, Surface and coatings
technology, 94-95 (1997) 463-468.
[31] C. Donnet, M. Belin, J.C. Auge, J.M. Martin, A. Grill, V. Patel.
Tribochemistry of diamond-like carbon coatings in various environments,
Surface and coatings technology, 68-69 (1994) 626-631.
[32] D. Brune, R. Hellborg, H.J. Whitlow, O. Hunderi, Surface
characterisation - a user's sourcebook, Wiley-VCH, 1997.
[33] S. Wilson, A.T. Alpas, TiN coating wear mechanisms in dry sliding
contact against high speed steel, Surface and coatings technology, 108-
109 (1998) 369-376.
[34] J. Takadoum, H.H. Bennani, M. Allouard, Friction and wear
characteristics of TiN, TiCN and diamond-like carbon films, Surface and
coatings technology, 88 (1996) 232-238.
[35] Y. Liu, A. Erdemir, E.I. Meletis, A study of the wear mechanism of
diamond-like carbon films, Surface and coatings technology, 82 (1996)
48-56.
[36] Y. Sun, A. Bloyce, T. Bell, Finite element analysis of plastic deformation
of various TiN coating/substrate systems under normal contact with a
rigid sphere, Thin solid films, 271 (1995) 122-131.
[37] K. Komvopoulos, Finite element analysis of a layered elastic solid in
normal contact with a rigid surface, Journal of tribology, 110 (1988) 477-
485.
[38] A.C. Fisher-Cripps, B.R. Lawn, A. Pajares, L. Wei, Stress analysis of
elastic-plastic contact damage in ceramic coatings on metal substrates,
Journal of the American ceramic society, 79(10) (1996) 2619-2625.

Olle Wänstrand 31
[39] C. Hardy, C.N. Baronet, G.V. Tordion, The elasto-plastic indentation of a
half-space by a rigid sphere, International journal for numerical methods
in engineering, 3 (1971) 451-462.
[40] K. Komvopoulos, Elastic-plastic finite element analysis of indented
layered media, Journal of tribology, 111 (1989) 430-439.
[41] N. Schwarzer, F. Richter, G. Hecht, The elastic field in a coated half-
space under Hertzian pressure distribution, Surface and coatings
technology, 114 (1999) 292-304.
[42] T. Chudoba, N. Schwarzer, F. Richter, Thin solid films, 355-356 (1999)
284-289.
[43] T. Chudoba, N. Schwarzer, F. Richter, Surface and coatings technology,
127 (2000) 9-17.
[44] J.R. Tuck, A.M. Korsunsky, R.I. Davidson, S.J. Bull, D.M. Elliot,
Modelling of the hardness of electroplated nickel coatings on copper
substrates, Surface and coatings technology, 127 (2000) 1-8.
[45] W.C. Oliver, G.M. Pharr, An improved technique for determining
hardness and elastic modulus using load and displacement sensing
indentation experiments, Journal of materials research, 7(6) (1992) 1564-
1583.
[46] P.A. Steimann, Y. Tardy, H.E. Hintermann, Adhesion testing by the
scratch test method: the influence of intrinsic and extrinsic parameters on
the critical load, Thin solid films, 154 (1987) 333-349.
[47] S.J. Bull, Failure mode maps in the thin film scratch adhesion test,
Tribology international, 30(7) (1997) 491-498.
[48] M. Bromark, M. Larsson, P. Hedenqvist, M. Olsson, S. Hogmark,
Influence of substrate surface topography on the critical normal force in
scratch adhesion testing of TiN-coated steels, Surface and coatings
technology, 52 (1992) 195-203.
[49] J. Jiang, R.D. Arnell, The effect of substrate surface roughness on the
wear of DLC coatings, Wear, 239 (2000) 1-9.
[50] K. Holmberg, A. Matthews, Coatings tribology - properties, techniques
and applications in surface engineering, Elsevier science, 1994.
[51] R. Gåhlin, M. Larsson, P. Hedenqvist, Me-C:H coatings in motor
vehicles, Proceedings Nordtrib 2000, 2000.
[52] M. Bin-Sudin, A. Leyland, A.S. James, A. Matthews, J. Housden, B.
Garside, Substrate surface finish effects in duplex coatings of PAPVD
TiN and CrN with electroless nickel-phosphorus interlayers, Surface and
coatings technology, 81 (1996) 215-224.

Wear Resistant Low Friction Coatings for Machine Elements32
[53] W.H. Safranek, The properties of electrodeposited metal and alloys,
American Elsevier publishing, 1974.
[54] H. Ronkainen, S. Varjus, K. Holmberg, Friction and wear properties in
dry, water- and oil-lubricated DLC against alumina and DLC against steel
contacts, Wear, 222 (1998) 120-128.


















