
UNIVERSIDADE FEDERAL DO RIO GRANDE DO...
40
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE CENTRO DE TECNOLOGIA DEPARTAMENTO DE ENGENHARIA DE MATERIAIS ADIÇÃO DE MARCADORES MAGNÉTICOS PARA AVALIAÇÃO NÃO DESTRUTIVA DE COMPÓSITOS POLIMÉRICOS ANA PAULA PEREIRA FULCO ORIENTADOR: PROF. DR. JOSÉ DANIEL DINIZ MELO CO-ORIENTADOR: PROF. DR. CARLOS ALBERTO PASKOCIMAS NATAL - RN, SETEMBRO DE 2010
Transcript of UNIVERSIDADE FEDERAL DO RIO GRANDE DO...

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA DE MATERIAIS
ADIÇÃO DE MARCADORES MAGNÉTICOS PARA AVALIAÇÃO NÃO
DESTRUTIVA DE COMPÓSITOS POLIMÉRICOS
ANA PAULA PEREIRA FULCO
ORIENTADOR: PROF. DR. JOSÉ DANIEL DINIZ MELO
CO-ORIENTADOR: PROF. DR. CARLOS ALBERTO PASKOCIMAS
NATAL - RN, SETEMBRO DE 2010

ANA PAULA PEREIRA FULCO
ADIÇÃO DE MARCADORES MAGNÉTICOS PARA AVALIAÇÃO NÃO
DESTRUTIVA DE COMPÓSITOS POLIMÉRICOS
Monografia apresentada ao programa de
recursos humanos da ANP para o setor de
petróleo e gás – PRH30 da Universidade
Federal do Rio Grande do Norte, como parte
dos requisitos para obtenção do Título de
Engenheira de Materiais com Ênfase na
Indústria do Petróleo e Gás.
Orientador:
Prof. Dr. José Daniel Diniz Melo.
Co-orientador:
Prof. Dr. Carlos Alberto Paskocimas.
NATAL - RN, SETEMBRO DE 2010

Dedico este trabalho com amor ao meu pai
Paulo pelo amor incondicional, pela imensa
sabedoria nos ensinamentos da vida, a
memória de minha mãe Eliane,meu anjo da
guarda que me guia em todos os meus
caminhos, que me ajuda a conseguir tudo que
desejo, às minhas irmãs Juliana e Monica por
todo amor, apoio, força e pela grande amizade
que temos e pelo exemplo de responsabilidade
e zelo em suas respectivas profissões e a minha
avó Maria Augusta pelas orações, pela torcida
e por seu amor.”

AGRADECIMENTOS
À Agência Nacional do Petróleo, através do Programa de Recursos Humanos para o
Setor de Petróleo e Gás (PRH-30), pela bolsa de estudo e apoio financeiro que foram
fundamentais para a conclusão deste curso.
Ao meu orientador, o professor Dr. José Daniel Diniz Melo, pela ajuda, pela confiança
no meu trabalho, pela compreensão, pelas trocas de idéias e elucidações de algumas dúvidas.
Replico esses dizeres ao meu co-orientador, professor Dr. Carlos Alberto Paskocimas, que
juntamente com José Daniel foram os docentes que mais me incentivaram na execução deste
trabalho.
Ao Prof. Dr Fernando Luis de Araújo Machado e ao Prof Dr. Alexandre Ricalde
Rodrigues, da UFPE pela disponibilidade do laboratório para realizações dos testes de
magnetização, pelas dicas e sugestões valiosas nas discussões de resultados.
A Prof Suzana Nóbrega de Medeiros pelos seus conhecimentos fornecidos durante
este projeto.
As empresas FERMAG Ltda. e TECNIPLAS Ltda. pelo apoio técnico.
Aos engenheiros Tharsia, Antonio, Rannier pelo apoio e incentivo às atividades
desenvolvidas.
Aos amigos acadêmicos da turma de engenharia de materiais pelo companheirismo e
pelo compartilhamento de conhecimentos. Em especial: Poliana, Elânia, Bárbara, Kim,
Arthur, Haricson, Danilo, Diego, Jefferson.
Aos meus amados familiares, pelo ambiente de união e amizade proporcionado.
Ao meu namorado, Marcelo, pelo incentivo, carinho, compreensão e auxílio em todos
os momentos.
As minhas inesquecíveis amigas: Fernanda, Raphaela, Camila, Aline, Mabel, Ana
Patrícia, Érika, Aliane, Stela, Marinna, Amanda, Elis.
Aos colegas do Laboratório de cimentos (LABTAM) pela ajuda e pela amizade.
Á Universidade Federal do Rio Grande do Norte UFRN pela oportunidade de realizar
a graduação em Engenharia de Materiais, a todos os professores, secretárias e funcionários do
Departamento de Engenharia de Materiais.
Em especial a Deus por ter me dado força e iluminado meu caminho para que pudesse
concluir mais uma etapa da minha vida.

“O que sabemos é uma gota, o que não
sabemos é um oceano”.
Isaac Newton.

vii
SUMÁRIO
LISTA DE ABREVIATURAS, SÍMBOLOS E SIGLAS ................................................... viii
LISTA DE FIGURAS .............................................................................................................. ix
LISTA DE TABELAS .............................................................................................................. x
RESUMO .................................................................................................................................. xi
ABSTRACT ............................................................................................................................ xii
1. INTRODUÇÃO .................................................................................................................... 1
1.1 OBJETIVOS ......................................................................................................................... 2
1.1.1objetivos Gerais .............................................................................................................. 2
1.1.2 Objetivos Específicos .................................................................................................... 2
1.2.ORGANIZAÇÃO DA MONOGRAFIA .............................................................................. 3
2.REVISÃO BIBLIOGRÁFICA ............................................................................................. 5
2.1 INDÚSTRIA DE PETRÓLEO ............................................................................................. 5
2.1.1 Corrosão - Metal ............................................................................................................ 6
2.2 COMPETITIVIDADE DOS MATERIAIS COMPÓSITOS EM RELAÇÃO AO AÇO .... 7
2.3 ENSAIOS NÃO DESTRUTIVOS ....................................................................................... 7
2.4 FERRITAS ........................................................................................................................... 8
2.4.1 Hexaferritas ................................................................................................................... 9
3 METODOLOGIA EXPERIMENTAL .............................................................................. 10
3.1 MATERIAIS E MÉTODOS ............................................................................................... 10
3.1.1 Materiais ...................................................................................................................... 10
3.2 TÉCNICAS DE CARACTERIZAÇÃO ............................................................................. 13
3.2.1 Microscopia Eletrônica de Varredura (MEV) ............................................................. 13
3.2.2 Florescência de Raios X .............................................................................................. 13
3.2.3 Difração de Raios-X .................................................................................................... 14
3.2.4 Medidas da Área Superficial Específica ...................................................................... 14
3.2.5 Ensaio Magnético ........................................................................................................ 14
4. RESULTADOS E DISCUSSÃO ....................................................................................... 16
4.1 CARACTERIZAÇÃO DOS PÓS DE FERRITA .............................................................. 16
4.1.1 Difração de Raios X (DRX) ........................................................................................ 16
4.1.2 Fluorescência de Raios X (FRX) ................................................................................. 18
Ferrita de Bário ................................................................................................................. 18
Ferrita de Estrôncio .......................................................................................................... 18
4.1.3 Microscopia Eletrônica de Varredura .......................................................................... 18
4.1.4 Medidas da Área Superficial Específica ...................................................................... 20
4.2 ENSAIOS DE CARACTERIZAÇÃO MAGNÉTICA ...................................................... 20
5. CONCLUSÕES E RECOMENDAÇÕES PARA TRABALHOS FUTUROS .............. 25
5.1 CONCLUSÕES .................................................................................................................. 25
5.2. RECOMENDAÇÕES PARA TRABALHOS FUTUROS ................................................ 26
6.REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 27

viii
LISTA DE ABREVIATURAS, SÍMBOLOS E SIGLAS
ANP – Agência Nacional de Petróleo
BaFe12O19 – Hexaferrita de bário
BET – Brunauer, Emmet e Teller
BSE – Elétrons retro-espalhados
CTGAS-ER – Centro de Tecnologias do Gás & Energias Renováveis
D – Distância
DRX – Difração de Raios X
ENDs – Ensaios não-destrutivos
Fe3O4 – Magnetita
FRX – Fluorescência de Raios X
GPIB – General Purpose Interface Bus (Barramento de Interface de Propósito Geral)
H – Campo Magnético
MEV – Microscopia eletrônica de varredura
MM –Milímetro
OE – Oersted
PRH – Programa de Recursos Humanos para o Setor de Petróleo e Gás
SrFe12O19, – Hexaferrita de estrôncio
UN-RNCE – Unidade de Exploração e Produção do Rio Grande do Norte e Ceará
ix
LISTA DE FIGURAS
Figura 1 – Disco de compósito de matriz polimérica com adição de ferrita. ........................... 11
Figura 2 – Disco de compósito de matriz polimérica com adição de ferrita e entalhes pré-
usinados .................................................................................................................................... 12
Figura 3 – Equipamento para medição do campo magnético ................................................... 15
Figura 4 – Gaussímetro de Efeito Hall F.W. Bell Modelo 7030 .............................................. 15
Figura 5 – Controlador de motor de passo ............................................................................... 15
Figura 6 – Difratograma de raios X das partículas do pós de ferrita de bário .......................... 17
Figura 7 – Difratograma de raios X das partículas do pós de ferrita de estrôncio ................... 17
Figura 8 – Fotomicrografias de MEV obtidas para o compósito com ferrita de bário (10%). . 19
Figura 9 – Fotomicrografias de MEV obtidas para o compósito com ferrita estrôncio (10%).19
Figura 10 – Micrografia de MEV, a) ferrita de bário e b) ferrita de estrôncio ......................... 20
Figura 11 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito I .......... 21
Figura 12 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito II (10%)
.................................................................................................................................................. 21
Figura 13 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito III (10%)
.................................................................................................................................................. 22
Figura 14 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito IV (10%)
.................................................................................................................................................. 22
Figura 15 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito I (5%) . 23
Figura 16 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito II (5%) 23
Figura 17 – Gráfico de campo magnético(Oe) versus distância (mm) para o defeito III (5%) 24
Figura 18 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito IV (5%)
.................................................................................................................................................. 24

x
LISTA DE TABELAS
Tabela 1 – Composição química da ferrita de bário obtida por fluorescência de raios X ........ 18

xi
FULCO, Ana Paula Pereira – ADIÇÃO DE MARCADORES MAGNÉTICOS PARA
AVALIAÇÃO NÃO DESTRUTIVA DE COMPÓSITOS POLIMÉRICOS. Monografia,
UFRN, Graduação em Materiais. Área de Concentração: Pesquisa e Desenvolvimento em
Materiais. Linha de Pesquisa: Compósitos na Indústria de Petróleo, Natal – RN, Brasil.
Orientador: Prof. Dr. José Daniel Diniz Melo
Co-orientador: Prof. Dr. Carlos Alberto Paskocimas
RESUMO
Este trabalho tem como objetivo o desenvolvimento de compósitos poliméricos com adição
de diferentes partículas de ferrita (ferrita de bário e ferrita de estrôncio) e análise das
propriedades magnéticas de cada material, visando aplicações em dutos de compósitos
poliméricos que permitam a inspeção através de técnicas que utilizem sensores magnéticos.
Discos de compósitos de fibra de vidro/poliéster foram produzidos com adição de 5% e 10%
em massa de partículas de ferrita. Defeitos foram introduzidos nestas amostras em locais pré-
determinados. As variações das linhas de campo do material induzidas foram evidenciadas. A
caracterização das partículas de ferrita foi realizada pelas técnicas de difração de raios X
(DRX), fluorescência de raios X (FRX) e medida de área superficial específica (BET). A
dispersão das partículas de ferrita na matriz polimérica foi analisada através de microscopia
eletrônica de varredura (MEV). Os resultados sugerem que a técnica proposta tem grande
potencial para a detecção de falhas em dutos de compósitos poliméricos.
Palavras chaves: Compósitos, Marcadores magnéticos, Ensaios não-destrutivos.

xii
FULCO, Ana Paula Pereira – ADDITION OF MAGNETIC MARKERS FOR NON-
DESTRUCTIVE EVALUATION OF POLYMER COMPOSITES. Monograph, UFRN, in
Materials. Concentration Area: Research and Development Materials. Research Lines:
Composites in the Petroleum Industry, Natal - RN, Brazil.
Orientador: Prof. Dr. José Daniel Diniz Melo
Co-orientador: Prof. Dr. Carlos Alberto Paskocimas
ABSTRACT
The present work aims at the development of polymer composites with the addition of two
types of ferrite particles (barium ferrite and strontium ferrite) and analysis of the magnetic
properties of each material, for non-destructive evaluation of composite pipes using magnetic
sensors. Glass-polyester composite disks were fabricated with the addition of ferrite particles
in contents of 5 wt% and 10 wt% and notches were introduced on the disk surfaces. The
influence of these notches on the magnetic properties of each material were measured.
Techniques of x-ray diffraction (XRD), X-ray fluorescence (XRF) and Brunauer, Emmett,
and Teller (BET) nitrogen adsorption were used for the characterization of the particles. The
dispersion of ferrite particles in the polymer matrix was analyzed by scanning electron
microscopy (SEM). The results suggest that the proposed technique has great potential for
damage detection in polymer composite pipes.
Keywords: Composite materials, Magnetic markers, Non-destructive evaluation.
1
Capítulo 1
1. INTRODUÇÃO
Dutos de aço são comumente utilizados na indústria do petróleo para transporte de
óleo e gás. Entretanto, a ocorrência de corrosão implica em vida útil reduzida desses
componentes e necessidade de intervenções frequentes para reparos e/ou substituições.
Tubulações de compósitos de matriz polimérica, por sua vez, apresentam vantagens em
relação aos tubos de aço para esse tipo de aplicação devido a resistência à corrosão inerente a
este tipo de material, além de outras vantagens como a redução de peso. No entanto, nas
tubulações de compósitos convencionais usadas atualmente existe a impossibilidade de
realização de ensaios não-destrutivos (ENDs) para avaliação de sua integridade utilizando
pigs instrumentados que operam com sensores magnéticos.
Materiais compósitos são resultantes da combinação de dois ou mais materiais de
modo a formar um novo produto com características distintas dos seus constituintes originais.
Estes materiais são produzidos através da mistura física de uma fase dispersa, que pode ser na
forma de partículas ou fibras em uma fase contínua, denominada de matriz [1]. Além da
resistência à corrosão, os materiais compósitos de matriz polimérica oferecem uma
combinação de propriedades atrativas para dutos como elevadas resistência e rigidez
específicas e baixo coeficiente de expansão térmica [2].
O problema de detecção de danos e defeitos internos em materiais compósitos tem
recebido grande atenção nos últimos anos, tanto para controle de qualidade durante as fases de
produção e em serviço, como também para inspeção durante as operações de manutenção. O
uso de técnicas não-destrutivas é necessário para a análise das propriedades internas das
estruturas sem causar danos para os materiais. Algumas das técnicas de END’s utilizadas em
compósitos incluem ultra-som, emissão acústica, termografia, laser, ultra-som e radiografia X
[3].
A adição de partículas magnéticas em compósitos de matriz polimérica oferece um
grande potencial para permitir a inspeção desses materiais utilizando técnicas de END, que
são sensíveis às mudanças no campo magnético. Quando há um defeito no material a ser
inspecionado, há distorções no campo magnético detectado pelos transdutores e convertidos

2
em sinais eletrônicos [4]. As ferritas são materiais magnéticos onde o principal componente é
o óxido de ferro [5]. Uma característica de destaque das ferritas é que elas apresentam uma
indução magnética espontânea na ausência de um campo magnético externo. Estes materiais
formam uma classe predominante entre as cerâmicas magnéticas [5] com uma fórmula
química do tipo M2+
Fe23+
O4, onde M é um metal de transição, geralmente do grupo do ferro
(Mn2+
, Fe2+
,Co2+
, Ni2+
, Ba2+
, Sr 2+
,Cu2+
e Zn2+
).
1.1 OBJETIVOS
1.1.1objetivo Geral
O objetivo deste trabalho é desenvolver compósitos poliméricos com adição de
marcadores magnéticas e estudar as variações de campo magnético em torno da região de
defeitos estruturais introduzidos propositadamente em amostras desses materiais. A aplicação
pretendida visa o uso em dutos de compósitos poliméricos que permitam a inspeção por meio
de ensaios não-destrutivos (ENDs). No presente caso, foi utilizada a técnica de medição do
campo de fuga magnético em torno dos defeitos.
1.1.2 Objetivos Específicos
Entre os objetivos específicos encontram-se:
- Caracterizar as partículas para a determinação das principais propriedades;
- Fabricar compósitos de matriz polimérica com adição de marcadores magnéticos;
- Estudar o efeito da fração de massa de partículas nas propriedades magnéticas do
compósito produzido;
- Avaliar os materiais desenvolvidos por meio de END convencional, através da técnica
de medição do campo de fuga magnético.

3
1.2.ORGANIZAÇÃO DA MONOGRAFIA
Este Capítulo 1 descreve de forma sucinta o objetivo geral deste trabalho e aponta
temas referentes as vantagens das tubulações de compósitos, as limitações para inspeção de
sensores magnéticos e a aplicabilidade das ferritas ao compósito cujos conhecimentos são
essenciais.
O Capítulo 2 é dedicado à revisão bibliográfica e apresentação de conceitos
fundamentais ao entendimento do restante do trabalho.
No Capítulo 3 são apresentados os materiais e as metodologias utilizadas no
desenvolvimento da pesquisa.
Os resultados obtidos estão expostos no Capítulo 4, que contém, dentre outros dados,
gráficos e tabelas relativos às caracterizações das partículas do material estudado (ferrita de
bário e ferrita de estrôncio), fotomicrografias e gráficos de caracterização magnética dos
discos de compósito de matriz polimérica.
No Capítulo 5 são registradas as conclusões e algumas considerações sobre tópicos
que devem ser ainda investigados, como sugestões de trabalhos futuros.
Finalizando, o Capítulo 6 reúne as referências bibliográficas.

4
5
Capítulo 2
2.REVISÃO BIBLIOGRÁFICA
Neste capítulo serão abordadas as vantagens das tubulações de compósito em relação
as tubulações de aço com a finalidade de analisar e compreender o motivo que impulsiona a
substituição das tubulações de aços por tubulações de compósitos para transporte de óleo e
gás pela Petrobrás. As limitações que os sensores magnéticos apresentam com este tipo de
material são também analisadas e finalmente o que pode ser adicionado a este compósito para
que as tubulações possam ser inspecionadas.
2.1 INDÚSTRIA DE PETRÓLEO
A indústria do petróleo utiliza tubulações nos processos de produção e transporte de
óleo e gás. A malha de dutos da UN-RNCE (Unidade de Exploração e Produção do Rio
Grande do Norte e Ceará) da Petrobrás é composta por dutos de transferência construídos com
aço-carbono, dos quais mais de mil quilômetros são de oleodutos [6]. Os fluidos escoados
possuem diversos contaminantes que provocam corrosão (interna e externa), incrustações e
trincas.
Além desses dutos principais de transporte, a UN-RNCE possui cerca de 4.000 linhas
[6] de produção (linhas de surgência), das quais uma importante parcela é composta por
tubulações de compósito de fibra de vidro.
6
2.1.1 Corrosão - Metal
A corrosão dos metais em tubulações empregadas para o transporte de óleo ou gás
causam grandes prejuízos para a indústria do petróleo e gás. O aumento dos custos decorre
não só da necessidade de substituir peças danificadas, mas também dos danos causados por
contaminação, paradas desnecessárias e perda econômica.
Há três cenários principais de danos em tubulações e dutos metálicos [7]: perda de
metal na parede externa, perda de metal na parede interna e componente da tubulação com
vazamento. Desta forma, o primeiro cenário ressalta o funcionamento da tubulação muitas
vezes afetado por corrosão externa. As condições do ambiente de operação que envolve o
tubo, as fissuras e a galvanização apresentam, em geral, formas de corrosão. O resultado da
deterioração é a perda de metal, reduzindo a espessura das paredes do tubo. Pode-se ainda
citar a ocorrência de trincas em soldas ou do próprio tubo original, sem ser por perda de metal
ou vazamento da tubulação, que exigem considerações especiais [7].
O segundo cenário ocorre ao transportar fluido em tubulação, especialmente
substância que reage com a parede interna de um tubo, acarretando corrosão, erosão, ou uma
combinação destes dois tipos de dano, que leva a uma integridade do tubo com duração
temporária. Corrosão é difícil de ser quantificada em relação à parede interna do tubo devido
a perda absoluta de metal e extensão dessa perda. Existem técnicas de inspeção, como a
ultrassonografia e radiografia, para assistir nessa situação. O mais importante é obter o
máximo de informação possível do dano ou deterioração para se escolher o método adequado
de reparo. A deterioração da parede interna, além da mais visível existente na parede externa
do tubo, pode comprometer a capacidade do tubo de resistir às cargas de serviço.
Vazamento é a pior situação dentre os três cenários, e pode ser causado pela perda de
metal da parede interna ou externa do tubo, e ainda, em solda de costuras ou juntas, ou do
próprio tubo original.
Em função da idade da maioria dos sistemas de tubulação nos Estados Unidos bilhões
de dólares são perdidos a cada ano devido a reparação de tubulações corroídas ou danificadas
[8].
7
2.2 COMPETITIVIDADE DOS MATERIAIS COMPÓSITOS EM RELAÇÃO AO
AÇO
Comparando compósitos com aço, há uma série de áreas onde o uso de compósitos é
preferencialmente utilizado. A relação custo-benefício das tubulações de compósitos é
superior em comparação ao aço, pois esses permitem boa durabilidade, bom isolamento
térmico, leveza devido a sua menor densidade, excelente resistência a corrosão e boa
adaptabilidade as funções exigidas [9].
Em termos econômicos, os compósitos oferecem vantagens como substitutos do aço
em várias aplicações com base na avaliação do custo do ciclo de vida e nas suas vantagens da
manutenção e instalação [10].
Os tubos de aço são amplamente utilizados na produção, coleta, transporte e
distribuição de gás natural [9]. Associados ao desenvolvimento científico e tecnológico com
base em estudos de aprimoramento em materiais, os compósitos seguem esta mesma linha de
atuação e tendem a substituir o aço em determinadas aplicações no futuro, com mais
eficiência, qualidade e redução de custos.
Acrescentente-se ainda que o sucesso dos materiais compósitos se atribui a sua alta
resistência a produtos químicos corrosivos e compostos, incluindo H2S.
2.3 ENSAIOS NÃO DESTRUTIVOS
Atualmente, a principal dificuldade identificada para aplicação de dutos de compósito
para o transporte de óleo e gás é a impossibilidade de utilização de ENDs convencionais para
avaliação da integridade, já que os pigs instrumentados são aplicados a materiais susceptíveis
a um campo magnético. Nesses casos, a avaliação da integridade é realizada em pontos pré-
definidos na extensão do duto, o que implica em elevados custos de escavação, longo tempo
de inspeção e em incerteza elevada. Portanto, a não-pigabilidade desses dutos é um dos
principais obstáculos para uma maior aplicação na área operacional.
Ao adicionar marcadores magnéticos nesses compósitos, pode-se eliminar a
dificuldade de aplicação dos ENDs convencionais, tornando possível uma avaliação de
integridade através de Pigs instrumentados, elevando, desta forma, sua confiabilidade
operacional. A técnica de inspeção de dutos por “Pigs” é uma forma bastante utilizada para

8
mapear defeitos causados pela corrosão em um duto ao longo dos anos. Sua grande vantagem
é possibilitar a investigação em toda a extensão do duto.
Os ensaios não destrutivos são métodos para avaliar as características físicas de um
determinado material sem implicar em danos para seu uso final. Os ENDs permitem a
inspeção de uma peça antes da utilização inicial e também ao longo de sua vida útil,
garantindo a qualidade e a integridade física do componente em serviço [11].
Os ENDs constituem uma das principais ferramentas de controle de qualidade de
materiais e produtos, contribuindo para reduzir o custo e aumentar confiabilidade do produto.
Esses ensaios são empregados nos setores de petróleo, petroquímica, nuclear, aeroespacial,
siderúrgico, automotivo, entre outros.
O princípio do método de partículas magnéticas é detectar descontinuidades
superficiais e sub-superficiais tais como trincas, escamas, dobras, inclusões, dupla laminação,
em materiais ferromagnéticos [12]. Três operações são necessárias (i) estabelecer um campo
magnético com o material a ser testado, (ii) aplicar partículas magnéticas na superfície do
material e (iii) analisar o acúmulo de partículas, que indicam a presença da descontinuidade.
A detecção ocorre através de um campo magnético gerado na peça, que percorre toda a
sua superfície e se desvia ao encontrar uma descontinuidade perpendicular ao seu fluxo,
criando uma região de polaridade magnética (campo de fuga) [11]. Enquanto a magnetização
está presente na peça, as partículas magnéticas são atraídas para o local onde existe o campo
de fuga permitindo a visualização da descontinuidade.
O método de campo de fuga é aplicado para a detecção de descontinuidades
superficiais e sub-superficiais em materiais magnetizáveis [4]. Quando existe algum defeito
superficial no material a ser inspecionado, ocorrem distorções no campo magnético,
detectadas por transdutores e transformadas em sinais eletrônicos. Esta inspeção é automática
e permite a identificação do local onde está localizada a descontinuidade.
2.4 FERRITAS
O termo ferrita é utilizado para descrever classes de óxidos magnéticos cujo
componente principal é o ferro. A magnetita, Fe3O4, é uma ferrita genuína e foi o primeiro
material magnético conhecido. As ferritas são classificadas de acordo com a estrutura
cristalina, composição e aplicação específica: ferritas macias com estrutura do tipo espinélio

9
cúbica; ferritas macias com estrutura granada; e ferritas duras com estrutura magnetoplumbita
(hexagonal) [13].
A estrutura cristalina de uma ferrita pode ser considerada uma rede intercalada de íons
metálicos positivamente carregados (Fe2+
, M 2+
) e íons de oxigênio divalente negativamente
carregados (O2-
). É o arranjo dos íons ou a estrutura cristalina das ferritas que determinam as
interações magnéticas e conseqüentemente as propriedades magnéticas. O tipo de estrutura
cristalina é determinado pelo tamanho e a carga dos íons metálicos que equilibram as cargas e
as quantidades relativas dos íons de oxigênio [13].
2.4.1 Hexaferritas
As hexaferritas apresentam papel importante para magnetos permanentes com
aplicações na indústria [14]. A célula hexagonal da ferrita de estrôncio consiste de 10
camadas de oxigênio, na qual íons de F3+
estão situados em cinco posições cristalográficas
diferentes e tem estrutura ferrimagnética.
Das ferritas de bário, as hexaferritas são as mais encontradas na literatura. As
hexaferritas de bário do tipo BaFe12O19 são óxidos ferrimagnéticos hexagonais que atraem
grandes interesses científicos, tecnológicos e industriais como uso de ímã permanente. Em
qualquer dispositivo eletro-eletrônico que requeira em sua composição um ímã permanente,
as hexaferritas de bário (BaFe12O19) têm sido usadas por serem materiais que apresentam
propriedades fortemente relacionadas à microestrutura e morfologia, uma vez que a
diminuição no tamanho da partícula resulta em vantagens tais como altos valores de
coercividade, aplicabilidade em alta freqüência, baixo custo, grande resistência ao calor, e alta
resistência à corrosão, em comparação com outros materiais que desempenham a mesma
função [15].
As hexaferritas de bário atuam, basicamente, como fonte de campo magnético,
influenciando uma região próxima à sua posição em um sistema magnético, o que permite
relacionar a estrutura e as propriedades magnéticas das partículas [16,17]. As hexaferritas de
estrôncio têm como principal característica o seu baixo preço por energia magnética
disponível, devido ao custo relativamente baixo e pela grande disponibilidade de matéria
prima.
10
Capítulo 3
3 METODOLOGIA EXPERIMENTAL
Este capítulo discorre sobre os materiais e as metodologias de fabricação e de análise
empregados no desenvolvimento da pesquisa. Na seção 3.1 são descritos os materiais
utilizados assim como suas propriedades e na seção 3.2 são descritas as técnicas de
caracterização utilizadas neste presente trabalho.
3.1 MATERIAIS E MÉTODOS
3.1.1 Materiais
Neste trabalho, utilizou-se a resina poliéster ortofitálica (5 kg), o catalisador butanox
M-50, manta de fibras de vidro tipo E (450 g/m2), cera desmoldante, (ecoglaze 25), fornecidos
pela Tecniplas. Ltda. As cargas metálicas particuladas do presente estudo foram ferrita de
bário (ferrita pulverox PO2-PFL Ba) e ferrita de estrôncio (ferrita pulverox PO2-C Sr)
fornecidas pela Fermag ferritas magnéticas Ltda de Belo Horizonte, MG.
3.1.2 Fabricação de discos de compósitos
Discos de compósitos reforçados com fibra-de-vidro foram fabricados com diâmetro
de 50 cm e com adição de partículas de ferrita. Os discos foram produzidos pelo método de
fabricação manual. Inicialmente foi realizada a mistura e homogeneização da resina de
poliéster com as partículas de ferrita na proporção em massa de 10% e 5% de partículas. Para
isto foi utilizado um agitador mecânico, a uma rotação de 1750 rpm, por um período de 20 s.
As mantas de fibra de vidro foram então impregnadas com a resina poliéster combinada com
as partículas de ferrita e aplicadas umas sobre as outras em uma placa plana para formar um
laminado com quinze camadas. Rolos de compactação foram utilizados em cada camada para

11
auxiliar na remoção de bolhas e promover a compactação. Após a cura da resina polimérica,
os discos foram cortados com o auxílio de uma serra circular de disco diamantado.
Após a fabricação dos discos, quatro tipos de entalhes foram introduzidos com o
auxílio de uma broca para a caracterização magnética. A figura 1 mostra o disco de compósito
de matriz polimérica no processo de cura. Na Figura 2 o disco de compósito é mostrado com
os entalhes usinados.
Foram realizados ensaios de Difração de Raios X (DRX), de Fluorescência de Raios X
(FRX), medidas da área superficial específica (BET), microscopia eletrônica de varredura
(MEV) onde foi possível a caracterização das partículas de pó dos dois tipos de discos de
compósitos.
Figura 1 – Disco de compósito de matriz polimérica com adição de ferrita.

12
Figura 2 – Disco de compósito de matriz polimérica com adição de ferrita e entalhes pré-usinados
I II
III IV
I
II
III
IV
I II
III IV

13
3.2 TÉCNICAS DE CARACTERIZAÇÃO
3.2.1 Microscopia Eletrônica de Varredura (MEV)
A dispersão das partículas no compósito foi avaliada através de um microscópio
eletrônico de varredura (MEV), modelo Shimadzu SSX-550, onde as imagens foram geradas
através do modo de elétrons retro-espalhados (BSE). As amostras foram revestidas com uma
camada de ouro para evitar o surgimento de cargas na superfície que poderia levar a distorção
na imagem.
Na análise de superfície por microscopia eletrônica de varredura (MEV), um feixe fino
de elétrons de alta energia incide na superfície da amostra. As interações entre os elétrons
deste feixe e o sólido em análise, geram uma variedade de sinais, os quais são coletados por
um detector que converte estes sinais em imagem [18].
3.2.2 Florescência de Raios X
A determinação da composição química é uma das características fundamentais de um
material para sua posterior aplicação. Assim sendo, as ferritas em estudo foram analisadas
através de fluorescência de raios X por energia dispersiva (EDX) em um equipamento
Shimadzu modelo EDX-820.
Os espectros de fluorescência de raios X foram obtidos utilizando-se cerca de 300 mg
de ferrita na forma de um pó fino depositada em um porta-amostra formado por um filme
plástico de polietileno, que apresenta baixa absorção de raios X na faixa de energia de
interesse.

14
3.2.3 Difração de Raios-X
A identificação de fases cristalinas presentes no material é uma caracterização
essencial. Foi utilizado o difratômetros XDR-6000 da Shimadzu com tubo de cobre (λ=
1,5418 Å). A varredura foi realizada no intervalo de 2 a 80°(2).
3.2.4 Medidas da Área Superficial Específica
A área superficial, diâmetro médio do poro e volume médio de poro das ferritas de
bário e de estrôncio foram obtidos pela determinação das isotermas de adsorção de N2(g) a
77K em um equipamento ASAP 2010 da Micromeritics, utilizando o método B.E.T.
(Brunauer, Emmet e Teller).
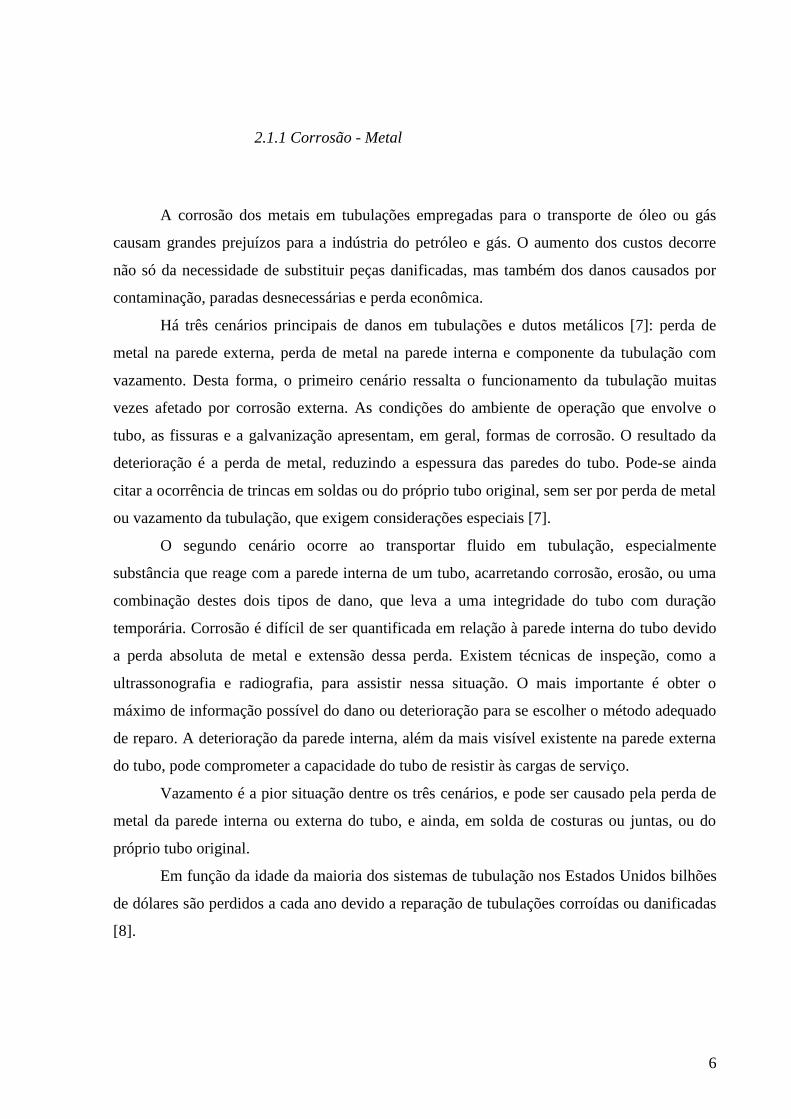
3.2.5 Ensaio Magnético
As medidas do campo magnético dos dois discos de compósitos de matriz polimérica
com adição de partículas de bário e de estrôncio na concentração de 10% foram realizadas por
meio de um sistema especialmente concebido e construído para as medidas deste trabalho
(Figura 3).
Os discos foram fixados num eixo de um motor de passo no qual era possível controlar
a velocidade e o sentido do giro. Um imã era mantido fixo próximo ao disco e uma ponta
Hall, também fixa e ligada a um gaussímetro F.W. Bell (Figura 4) capaz de medir três
componentes perpendiculares do campo magnético, era mantida próxima ao imã. O campo
magnético produzido pela magnetização da amostras juntamente com as distorções do campo
magnético produzidas pelos defeitos eram detectados pelo sensor. Os dados foram adquiridos
via computador, usando um interface GPIB controlada por um programa em Labview.
Para verificar a reprodutibilidade dos resultados, o sentido da rotação dos discos era
invertido nos limites de cada defeito utilizando um controlador de motor de passo (Figura 5).
15
Curvas simétricas em torno do ponto de retorno indicariam uma clara contribuição do defeito
para deformação das linhas de campo magnético na região.
Figura 3 – Equipamento para medição do campo magnético
Figura 4 – Gaussímetro de Efeito Hall F.W. Bell Modelo 7030
Figura 5 – Controlador de motor de passo

16
Capítulo 4
4. RESULTADOS E DISCUSSÃO
Neste capítulo serão apresentados e discutidos os resultados obtidos na caracterização
das partículas da ferrita de bário e ferrita de estrôncio, bem como na caracterização magnética
dos discos de compósito.
4.1 CARACTERIZAÇÃO DOS PÓS DE FERRITA
4.1.1 Difração de Raios X (DRX)
As Figuras 6 e 7 apresentam os difratogramas de raios X para a ferrita de bário e de
ferrita de estrôncio, respectivamente. Os resultados mostram que os pós são constituídos por
BaFe12O19 e SrFe12O19, como fases majoritárias, e por óxido de ferro como fase secundária.
Verifica-se que a presença de óxido de ferro é mais marcante na amostra de ferrita de
estrôncio.
A presença de óxido de ferro se deve normalmente ao excesso do seu precursor que é
propositadamente adicionado no processo produtivo das ferritas. Sua presença acarreta numa
resposta magnética concorrente a da ferrita. Entretanto, para a aplicação pretendida a presença
de pequenas quantidades de óxido de ferro residual não deve implicar em nenhum prejuízo
para as propriedades do produto pretendido.

17
10 20 30 40 50 60 70 80
0
250
500
750
1000
1250
Inte
nsid
ad
e (
CP
S)
2
BaFe12
O19
Fe2O
3
Figura 6 – Difratograma de raios X das partículas do pós de ferrita de bário
10 20 30 40 50 60 70 80
0
250
500
750
1000
1250
SrFe12
O19
Fe2O
3
Inte
nsid
ad
e (
CP
S)
2
Figura 7 – Difratograma de raios X das partículas do pós de ferrita de estrôncio

18
4.1.2 Fluorescência de Raios X (FRX)
Os resultados de Fluorescência de Raios X (FRX) obtidos para os dois tipos de ferritas
estão apresentados na Tabela 1.
Tabela 1 – Composição química da ferrita de bário obtida por fluorescência de raios X
Ferrita de Bário Ferrita de Estrôncio
Elementos
Químicos
Composição
(% em peso)
Elementos
Químicos
Composição
(% em peso)
Fe 81.100 % Fé 89.739 %
Ba 17.724 % Sr 9.101 %
S 0.428 % S 0.447 %
Si 0.379 % Ba 0.404 %
Sr 0.369% Mn 0.267 %
V 0.040 %
Os resultados apresentados na Tabela 1 indicam que as relações em porcentagem em
peso para a ferrita de bário estão muito próximas a dos valores estequiométricos da
hexaferrita de bário. Deste modo, a presença de óxido de ferro residual pode ser atribuída a
desvios estequiométricos gerados durante o processo de fabricação. Por outro lado, os
resultados para a ferrita de estrôncio mostram um excesso de estrôncio superior a 3% em
peso, que associada a presença marcante de óxido de ferro residual identificada por difração
de raios-X, denotam que este processo de produção é mais sujeito a desvios de
estequiometria. O nível de impurezas verificado para os dois sistemas decorre do uso de
matérias-primas industriais e minérios contendo S, Si, Mn e V.
4.1.3 Microscopia Eletrônica de Varredura
A Figura 8 corresponde à microestrutura do compósito polimérico contendo ferrita de
bário. O modo de imagem por elétrons retro-espalhados permite verificar a presença de
aglomerados de ferrita não dispersos na matriz polimérica. Estes aglomerados foram
verificados sistematicamente em todo o volume do compósito inspecionado. A presença
destes aglomerados é indesejável, visto que, é de se esperar que a uniformidade e intensidade

19
da resposta magnética devem ser afetadas pela presença dos mesmos. Em termos práticos
estes aglomerados podem dificultar a diferenciação entre defeitos de pequenas proporções ou
a diferenciação de contornos mais delgados de alguns tipos de defeitos. Em torno dos
aglomerados é possível apreciar a presença dos reforços de fibras de vidro alinhadas na matriz
polimérica.
Figura 8 – Fotomicrografias de MEV obtidas para o compósito com ferrita de bário (10%).
A Figura 9 corresponde à microestrutura do compósito polimérico contendo ferrita de
estrôncio. Neste caso também se observou a presença de aglomerados de partículas, valendo
as mesmas implicações negativas discutidas para o caso anterior.
Nos dois sistemas, verificou-se que os pós são constituídos por partículas
micrométricas formando aglomerados com tamanhos superiores a 10 mícrons.
Figura 9 – Fotomicrografias de MEV obtidas para o compósito com ferrita estrôncio (10%).
A Figura 10, obtida por MEV, mostra partículas aglomeradas em agregados de
diferentes tamanhos para as ferritas de bário e de estrôncio, respectivamente.

20
a) b)
Figura 10 – Micrografia de MEV, a) ferrita de bário e b) ferrita de estrôncio
4.1.4 Medidas da Área Superficial Específica
A área superficial específica verificada para a ferrita de bário foi de 1,3928 m2/g. Para
a ferrita de estrôncio verificou-se um área superficial específica de 1,0283 m2/g. Os dois pós
apresentam áreas superficiais muito baixas, o que está de acordo com os resultados de
microscopia, que mostram a presença de aglomerados constituídos de partículas
micrométricas.
4.2 ENSAIOS DE CARACTERIZAÇÃO MAGNÉTICA
Posteriormente a caracterização das partículas de ferrita de bário e ferrita de estrôncio
foram realizados os ensaios magnéticos dos discos de compósito de matriz polimérica.
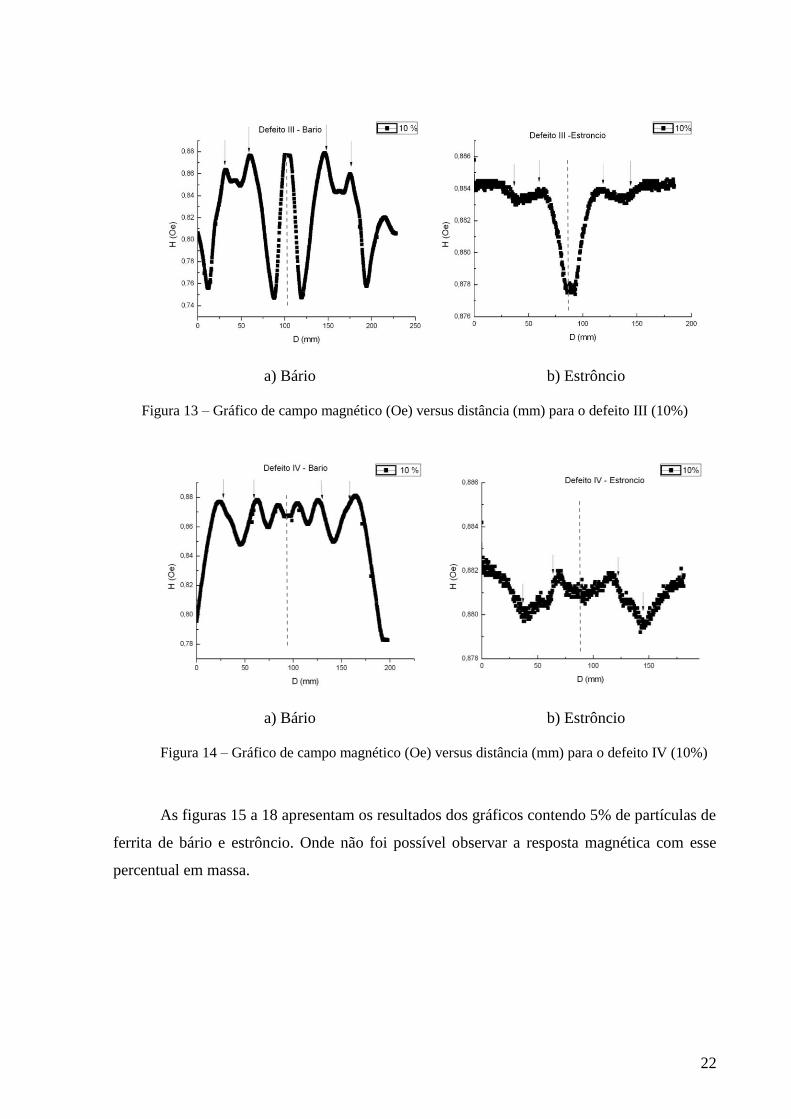
As Figuras 11 a 14 apresentam os gráficos de campo magnético (Oe) perpendicular ao
plano das amostras versus distância (mm) para os entalhes I, II, III e IV, respectivamente,
conforme mostrados na Figura 1, presentes nos discos de compósito com adição de ferritas de
bário e de estrôncio. Os resultados indicam claramente a presença dos defeitos. O início e o
final de cada entalhe marcados nas figuras coincidem com as dimensões determinadas nos
discos. Os entalhes I, II, III e IV tem comprimentos, respectivamente, de 16 mm, 30 mm,

21
28mm e 32 mm, confirmando desta forma que o sinal de campo obtido é característico de
cada defeito.
Pode-se observar também a reprodutibilidade dos sinais medidos nos sentidos horário
e anti-horário. A inversão de sentido na rotação é indicada pela linha tracejada nos gráficos
das figuras. Observa-se ainda que o sinal medido nos discos com ferritas de bário apresentam-
se muito bem definidos, formando uma curva indicativa do início e final do defeito, gerando
uma assinatura característica. Os efeitos de área superficial específica das partículas, presença
de fases secundárias indesejáveis, formação de aglomerados e a resposta magnética intrínseca
de cada sistema deverão ainda ser melhor estudadas.
a) b)
Figura 11 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito I
a) Bário b) Estrôncio
Figura 12 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito II (10%)
22
a) Bário b) Estrôncio
Figura 13 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito III (10%)
a) Bário b) Estrôncio
Figura 14 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito IV (10%)
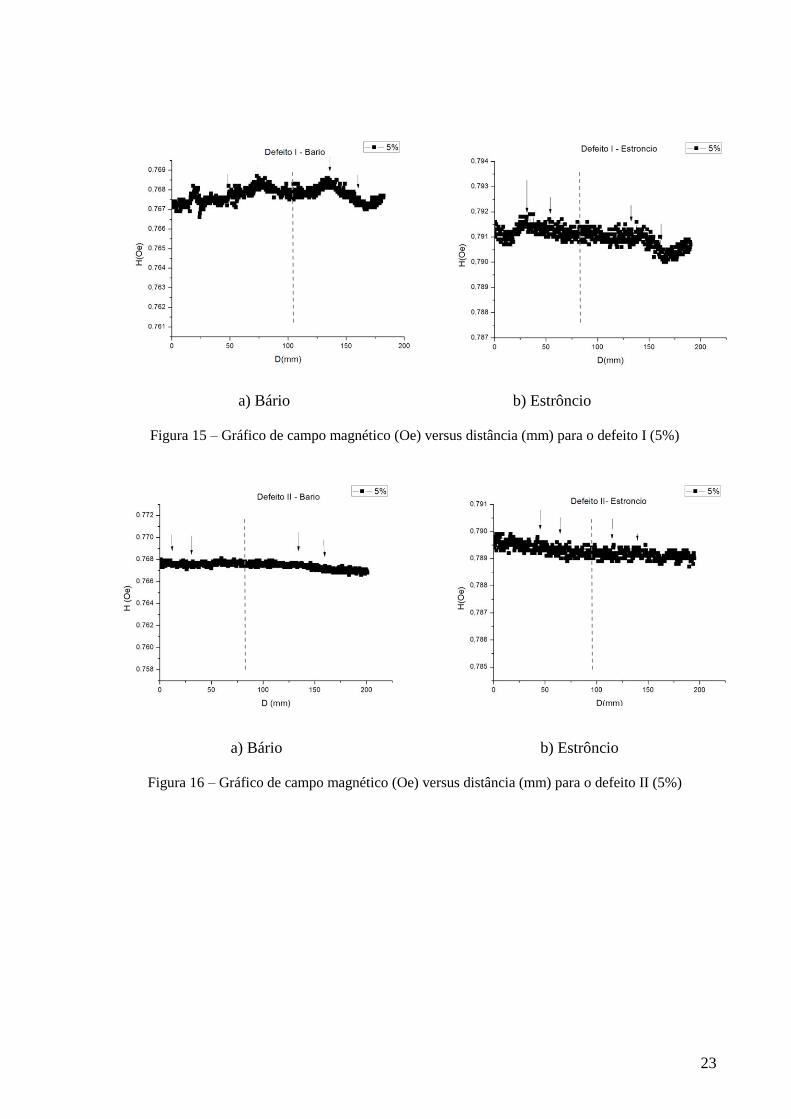
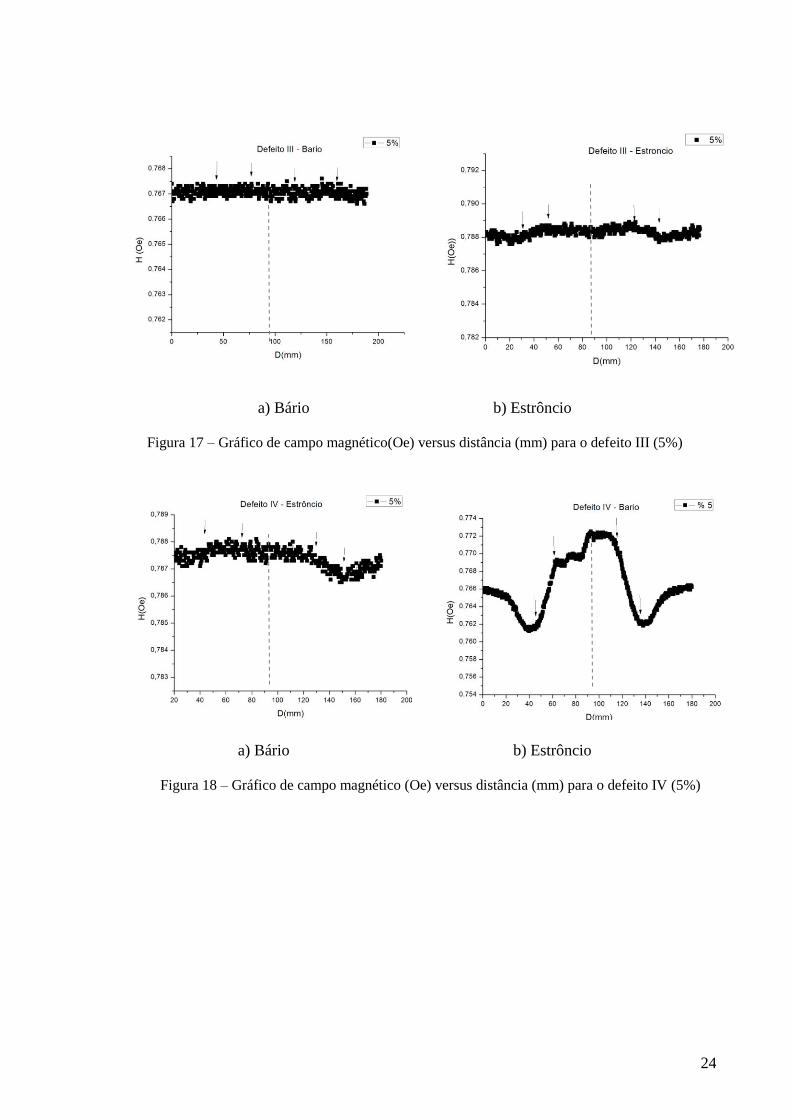
As figuras 15 a 18 apresentam os resultados dos gráficos contendo 5% de partículas de
ferrita de bário e estrôncio. Onde não foi possível observar a resposta magnética com esse
percentual em massa.
23
a) Bário b) Estrôncio
Figura 15 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito I (5%)
a) Bário b) Estrôncio
Figura 16 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito II (5%)
24
a) Bário b) Estrôncio
Figura 17 – Gráfico de campo magnético(Oe) versus distância (mm) para o defeito III (5%)
a) Bário b) Estrôncio
Figura 18 – Gráfico de campo magnético (Oe) versus distância (mm) para o defeito IV (5%)

25
Capítulo 5
5. CONCLUSÕES E RECOMENDAÇÕES PARA TRABALHOS FUTUROS
A seguir, serão apresentadas as conclusões e algumas considerações sobre tópicos que
devem ser ainda investigados, como sugestões de trabalhos futuros.
5.1 CONCLUSÕES
Neste trabalho foram produzidos discos de compósitos de matriz polimérica
reforçados com fibra de vidro e com adição de partículas magnéticas de bário e de estrôncio.
Entalhes foram usinados nos discos para realizar as medições de variações de campo
magnético produzidas pela presença dos entalhes. Variações de sinal magnético foram
detectadas nas amostras de compósito de matriz polimérica aditivados com 10 % em peso de
ferrita de bário e de estrôncio. Para os compósitos com 5% de ferrita as variações de sinal
magnético não puderam ser correlacionadas com os entalhes nos discos. As imagens de MEV
indicaram a presença de aglomerados de partículas magnéticas em algumas regiões dos
discos, o que induz variações de sinais magnéticos mesmo na ausência de defeitos. Apesar
disto, nos compósitos com 10% de ferrita os sinais de variação de campo magnéticos devido
aos defeitos foram reprodutíveis e característicos para cada tipo de entalhe. Compósitos com
ferritas de bário apresentaram curvas com melhor correlação com a geometria dos entalhes
dos discos, bem como, com uma menor dispersão. Os resultados indicam que a técnica
proposta apresenta grande potencial para detecção de danos em compósitos de matriz
polimérica.
26
5.2. RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Tendo em vista o contexto das atividades desenvolvidas neste trabalho, bem como os
resultados obtidos, são propostos os seguintes trabalhos futuros:
- Realizar um estudo sobre o comportamento do compósito com partículas de ferrita de
bário e ferrita de estrôncio com tamanhos pequenos através da moagem de alta energia, bem
como a influência desta alteração nas propriedades magnéticas.
- Pesquisar outros tipos de ferrita ou outro mineral, a fim de proporcionar boas
propriedades magnéticas e que apresente um baixo custo.
- Desenvolver uma técnica de fabricação dos discos que permita uma maior
homogeneização das partículas de ferrita.
- Tratar os dados visando identificar características dos defeitos como dimensões,
geometria e profundidade.
27
REFERÊNCIAS BIBLIOGRÁFICAS
[1] SHELDON, R.P., Composite Polymeric Materials, ed.1, Applied Sci. Pub., England,
1982., citado por Alexandre Maneira dos Santos em seu “Estudo de compósitos híbridos
polipropileno / fibras de vidro e coco para aplicações em engenharia” Disponível em:
<http://www.pgmec.ufpr.br/dissertacoes/dissertacao_078_alexandresantos.pdf>. Acesso em
18 de Março de 2010.
[2] AMARO, A. M. Estudo do comportamento Mecânico de Materiais compósitos:
Utilização conjugada do Método de elementos Finitos e de Técnicas de Interferometria
Holográfica e Ultrasonoras. Tese de Doutoramento, FCTUC, 2003
[3] HUANG YD, FROYEN L, WEVERS M. Quality control and non-destructive test in
metal matrix composites. J Nondestr Eval 2001;20(3):113– 32.
[4] MIX P.E. Introduction to Nondestructive Testing. John Willey & Sons Inc., Austin,
Texas,2005.
[5] MACHADO, C.F.C. Ferritas de Bário: Síntese, Caracterização Física e Aplicação.
2008. Disponível em:<http://www.pfi.uem.br/mfi/m_disserta_teses.html>. Acesso em 21 de
Julho de 2010.
[6] A Petrobras no Rio Grande do Norte. Disponível em:
<http://cepenatal.com.br/petrobrasnorn>. Acesso em 13 de Setembro de 2010.
[7] AEA Technology Consulting, Temporary/permanent pipe repair – Guidilines. In:
Offshore Technology Report, 038, HSE Books, Oxfordshire, UK, 2001, 60p.
[8] JACOBSON G. Corrosion – A natural but controllable process.AMPTIAC Quart
2003;7(4).
28
[9] LANEY, P., “Use of Composite Pipe Materials in the Transportation of natural Gas”,
Idaho National Engineering and Environmental Laboratory, Fóssil Energy Technologies
Departament, 2002.
[10] FISHER FJ, SALAMA MM. Emerging and potential composite applications for
deepwater offshore operations. In: Wang SS, Williams JG, Lo KH, editors. Composite
materials for offshore operations –2. Houston, TX: American Bureau of Shipping; 1999. p.
33–49.
[11] Guia de End e Inspeção, Guia de métodos. Associação brasileira de Ensaios Não
Destrutivos e inspeção, São Paulo, 2008.
[12] MCMASTER R. C. Nondestructive Testing HandBook, The Ronald Press Company,
Vol. 2,New York, NY, 1963.
[13] GOLDMAN, ALEX. Modern ferrite Technology. Ferrite Technology. 2 ed. Pittsburgh-
USA: Springer, p. 52-70, 2005.
[14] H.KOJIMA, Ferromagnetic Materials, Edited by E.P. Wohlfarth, Vol. 3, (1982),
Chapter 5.
[15] GHENO, S. M., CORRÊA, R. R.; FILHO, P. I. P.; Domínios magnéticos em
hexaferrita de bário magnetizada progressivamente. Cerâmica, v. 51, p. 139-143, 2005.
[16] V. BABU, P. PADAIKATHAN, J. Magn. Magn. Mater. 241 (2002) 85.
[17] L. L. HENCH, J. K. WEST, Principles of Electronic Ceramics, John Wiley & Sons,
New York (1990) 305-309.
[18] SKOOGY, D. A.; LEARY, J. J. Principles of Instrumental Analysis. 5th ed., Saunders
College Publishing, USA, 1998.


















![[20대연구소] 주간뉴스클리핑(20140908 0914)](https://static.fdocuments.net/doc/165x107/55904b621a28aba1718b460f/20-20140908-0914.jpg)