
TYSTAR TYTAN SILICON NITRIDE LPCVD … LPCVD...tystar tytan silicon nitride lpcvd furnace operating...
29
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0 TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE OPERATING MANUAL Version: 1.0 June, 2011 UNIVERSITY OF TEXAS AT ARLINGTON Nanofabrication Research and Teaching Facility
Transcript of TYSTAR TYTAN SILICON NITRIDE LPCVD … LPCVD...tystar tytan silicon nitride lpcvd furnace operating...
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE
OPERATING MANUAL Version: 1.0 June, 2011
UNIVERSITY OF TEXAS AT ARLINGTON
Nanofabrication Research and Teaching
Facility
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
2
TABLE OF CONTENTS
1. Introduction………………………………………………………..3
1.1 Scope………...………………………………………......3
1.2 Description………………………………………….……3
1.3 Safety……………………………………………....……..3
2. Hardware ..............................…………………………………....4
3. Requirements……………………………………..….….………..4
3.1 Training…………………………………….……..…..….4
3.2 Restrictions…………………………………………,…...4
3.3 System Checks…………………………….……....……5
4 Operating Procedure ………………………..…..……..…….....9
4.1 Load Recipe………….………………….…....…..….….9
4.2 Load Wafer………………….………………….…..…....11
4.3 Unload Wafer….……………………………….……..….12
5 RECIPE ……………….…….………………………..…..……….12

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
3
1 INTRODUCTION
1.1 Scope
These procedures apply to the Tystar Tytan Silicon Nitride LPCVD
(Low Pressure Chemical Vapor Deposition) Furnace system. All maintenance should follow the
procedures set forth in the manufacturer’s maintenance and operations manuals. This document is
for reference only. Personnel should be trained by authorized staff before operating this equipment.
1.2 Description
Tystar Silicon Nitride LPCVD furnace is configured as a single tube for high temperature (700C°- 950C°) at reduced pressures (250 mtorr) to produce low deposition rate CVD processes. The Tystar Silicon Nitride processes are capable of producing highly impermeable barrier layer to H2O, O2, Na, H with excellent material properties as density, refractive index, dielectric constant and slow HF etch rates.The tool has been qualified for low stress and stoichiometric Si3N4 processes. Tystar LPCVD can process up to 25 (4” or 3” diameter) Silicon wafers during a run. The tool operates as a stand-alone unit that comprises of three modules: wafers load/unload module, furnace/process tube module, and gas control module. The system has its own computer, FCS10, whose display panel and keypad are located on the right side of the wafer load/unload module. The furnace uses highly accurate MFC’s (mass flow controllers) and uses dichlorosilane (DCS) and ammonia (NH3) as sources for the silicon and nitrogen to achieve optimum mass transport to the wafer surface to achieve optimum LPCVD conditions for improved thickness uniformity and substrate spacing sensitivity. The furnace operation is controlled by using the special function buttons and a series of menu commands.
1.3 Safety
1.3.1 This furnace uses DCS (SiH2Cl2) which is a colorless toxic gas that is extremely flammable and explosive in contact with air. This gas can form flammable mixtures in air and release of this gas which has not spontaneously ignited must be considered extremely dangerous and should not be approached. The tool also uses Anhydrous Ammonia (NH3) which is a powerful caustic irritant to the skin, eyes and mucous membranes. Lastly this tool uses Nitrogen ( N2 ) gas which in high concentrations can be asphyxiates. The process gases are normally pumped out of system; however if the process pressure is not being maintained or the furnace cannot reach base pressure notify NanoFab staff immediately.
1.3.2 Before using the tool read the DCS (SiH2Cl2) and Ammonia (NH3) material safety data sheets (MSDS) provided. http://www.consultant-on-demand.net/documents/DCSMSDS.pdf http://www.alliedaviation.com/locations/pipeline/MSDS.pdf Users are not allowed to open or adjust the any gas bottle valve or regulators for this system.
Call NanoFab staff for gas bottle or gas regulator issues.
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
4
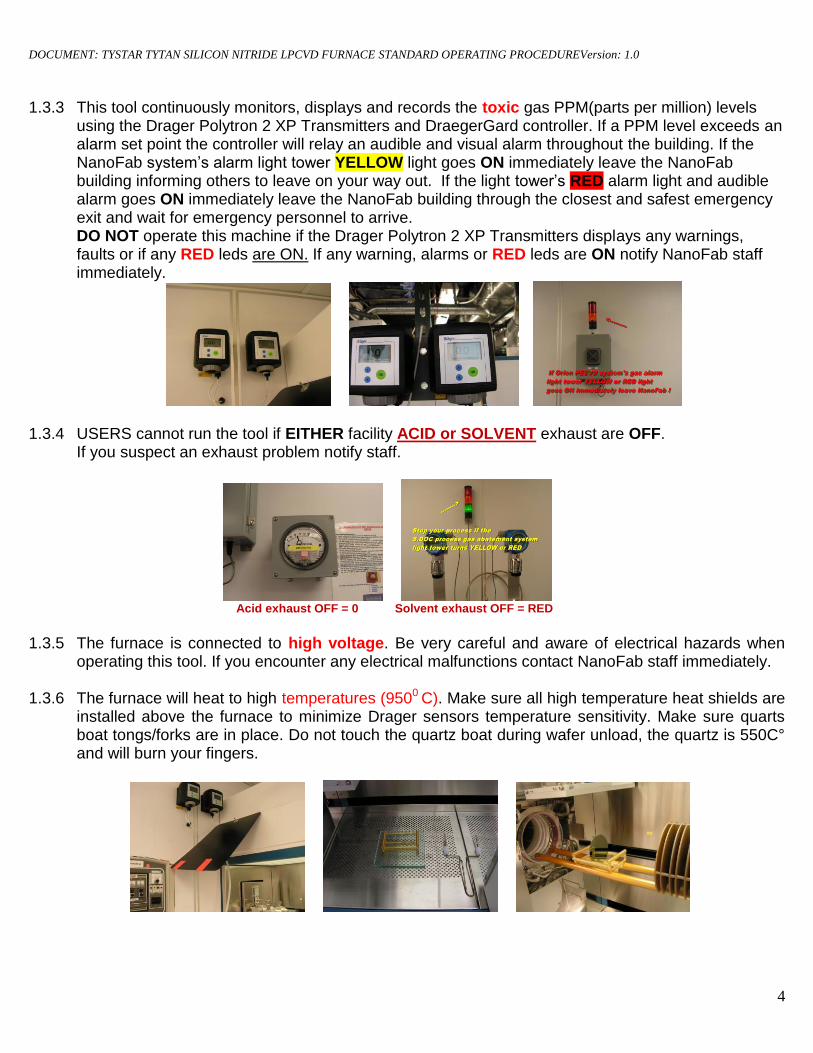
1.3.3 This tool continuously monitors, displays and records the toxic gas PPM(parts per million) levels
using the Drager Polytron 2 XP Transmitters and DraegerGard controller. If a PPM level exceeds an alarm set point the controller will relay an audible and visual alarm throughout the building. If the NanoFab system’s alarm light tower YELLOW light goes ON immediately leave the NanoFab building informing others to leave on your way out. If the light tower’s RED alarm light and audible alarm goes ON immediately leave the NanoFab building through the closest and safest emergency exit and wait for emergency personnel to arrive. DO NOT operate this machine if the Drager Polytron 2 XP Transmitters displays any warnings, faults or if any RED leds are ON. If any warning, alarms or RED leds are ON notify NanoFab staff immediately.
1.3.4 USERS cannot run the tool if EITHER facility ACID or SOLVENT exhaust are OFF. If you suspect an exhaust problem notify staff.
Acid exhaust OFF = 0 Solvent exhaust OFF = RED
1.3.5 The furnace is connected to high voltage. Be very careful and aware of electrical hazards when
operating this tool. If you encounter any electrical malfunctions contact NanoFab staff immediately.
1.3.6 The furnace will heat to high temperatures (9500 C). Make sure all high temperature heat shields are installed above the furnace to minimize Drager sensors temperature sensitivity. Make sure quarts boat tongs/forks are in place. Do not touch the quartz boat during wafer unload, the quartz is 550C° and will burn your fingers.

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
5
1.3.7 This machine has an EMO (Emergency Off) switch/button mounted on the front panel inside the clean room and another in the chase. The EMO switch should be pressed only in an emergency. An emergency would be fire, smoke, toxic gas release, electrocution hazards, and an injury to anyone using this particular piece of equipment. If the EMO is pressed notify NanoFAB staff immediately.
1.3.8 Read any posted NanoFAB Engineering Change Notices (ECN) for any hardware, process or safety changes before running the tool.
2 HARDWARE
2.1. Process Gases: DCS and NH3 source gases.
2.2. Wafers Load/Unload Module : Load station equipped with vertical HEPA filters with laminar flow. Cantilever non contact wafer loader for 3” to 6” diameter wafers. Automatic wafer loading and unloading at 5” per minute @ 550C°.
2.3. Furnace Temperature /Process Tube Module : Three zone heaters for optimum temperature control and stability.
2.4. Gas Control Module : The souce gas cabinets contain all gas controls and distribution manifold. Heated DCS gas line. All gas line are orbitally welded and are made of polished stainless steel. Mass flow controllers are used for the control of all process gases.
2.5. Vacuum Pumps /Process Exhaust : Edwards M280 mechanical pump and roots blower on remote stands for low pressure CVD processes. The system is equipped with particle traps, vacuum soft start and oil filtration system . Process exhaust is heated and filtered in Edwards M150 gas reactor column (GRC) that destroys hazardous gas to below TLV ( Threshold Limit Values) levels.

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
6
3 REQUIREMENTS
3.1 Training
You must be a qualified user on Tystar Tytan LPCVD Furnace System. The furnace system can be used to deposit LPCVD Si3N4 on 3” to 4” diameter wafers.
3.2 Restrictions
3.2.1 The furnace is for 3” or 4” diameter clean Silicon wafers ONLY.
3.2.2 No wafers are to be processed that EVER had METAL on them or had been previously processed in RTA, PECVD, Sputtering and e-beam systems.
3.2.3 All wafers must not have any edge chips, nicks, or cracks. The wafer front and backside must be
clean and free of resist or any residues from photolithography, wet or dry etching processes. 3.2.4 All wafers must have pre-nitridation cleaning process done before nitride deposition such as RCA1,
RCA2, 2-3 min in HF dip 1:10 remove any organic contamination and other residues.
3.2.5 Use dedicated quartz boat for the furnace as shown.
3.2.6 Any deposition more than 4000Å require NanoFab approval.
3.2.7 Tystar LPCVD can ONLY be used Monday-Friday from 8am to 6pm (excluding Holidays and UTA snow days )
3.2.8 Read any posted NanoFab Engineering Change Notices (ECN) for any hardware, process or safety
changes before running the tool.
3.2.9 Users are allowed to start the process in the AM and let the recipe sequence hold at the HLD1 step
overnight and unload the wafers the next morning (typical process times are 10 hours). Users must check the status every 3-4 hours (except during the overnight HLD1 step).

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
7
3.2.10 Only staff are allowed the Change, Copy or Download process recipes.
3.2.11 Users can only run Tystar recipes named :
LSNITR.002 STNITRSW.002 STNITR.002
3.2.12 After the wafers have completed the process and the quartz boat has moved out to the unload position you have 30 minutes to remove the boat from the quarts cantilever . The quartz boat is very hot (500C°- 550C°). Let the wafers cool in the boat 30 minutes before placing them into a cassette/box.
3.2.13 When using the FCS-10 touch screen always use the light pen for entering system commands.
3.2.14 USER’s are not allowed to open DCS or NH3 gas bottle valves or adjust the bottle regulators.
After USER’s are finished only staff are allowed to evacuate the line and close the process gas bottles.
3.2.15 For any Machine Malfunctions, Computer Lock UP’s, any type of Alarms notify staff immediately.
3.3 System checks
3.3.1 Touch the screen with the light pen at the bottom right side exit the screen saver mode The Main Menu screen will should be displayed. If the Main Menu is not displayed call staff to check the FSC-10 computer.
Main Menu

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
8
3.3.2 Press DISPLAY STATUS and verify that the FCS-10 (Furnace Control System-10) is in IDLE condition with about 550 ºC actual temperature.
3.3.3 Go to the chase. Check to ensure the Edwards M280 mechanical pump, Edwards booster pump and oil recirculator is ON. The pumps will be making a loud noise, the mechanical pump rotor fan blades will be spinning, the booster pump oil will be circulating and the oil recirculator pressure will be 40 and 15 psi. Check to ensure are pump oil levels are ½ up the site glass.
3.3.4 Check to ensure the pump pack N2 ballast flows are ON and in specification:
N2 ballast 1cc/min
Low N2 pump purge is maximum flow
High N2 pump purge is 15 l/min
3.3.5 Check to ensure the DCS gas supply line heater is ON and is 50C°± 3 C° Check to ensure to the DCS exhaust line heater is ON and is 45C°± 3 C°
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
9
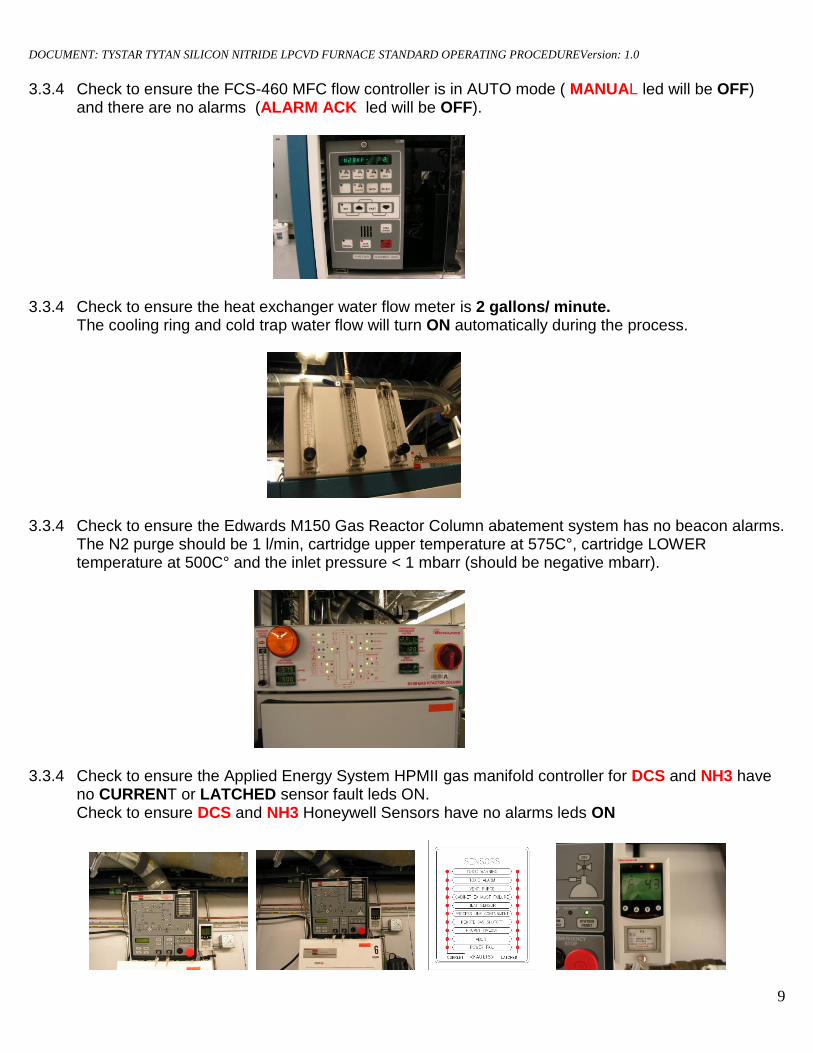
3.3.4 Check to ensure the FCS-460 MFC flow controller is in AUTO mode ( MANUAL led will be OFF) and there are no alarms (ALARM ACK led will be OFF).
3.3.4 Check to ensure the heat exchanger water flow meter is 2 gallons/ minute.
The cooling ring and cold trap water flow will turn ON automatically during the process.
3.3.4 Check to ensure the Edwards M150 Gas Reactor Column abatement system has no beacon alarms. The N2 purge should be 1 l/min, cartridge upper temperature at 575C°, cartridge LOWER temperature at 500C° and the inlet pressure < 1 mbarr (should be negative mbarr).
3.3.4 Check to ensure the Applied Energy System HPMII gas manifold controller for DCS and NH3 have no CURRENT or LATCHED sensor fault leds ON. Check to ensure DCS and NH3 Honeywell Sensors have no alarms leds ON

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
10
4 OPERATING PROCEDURE
4.1. Load Recipe ( When using the FCS-10 touch screen always use the light pen for entering system commands)
4.1.1. Press MAIN MENU. This key takes you to the main menu screen.
4.1.2 Press RECIPE LOAD. Use arrow keys to select your recipe file .Press ENTER twice (double click )to load it. There is a limited disk space in the DCS-10 computer and not all the recipes can be stored at the same time. If your recipe is not listed, contact Nanofab staff to down load it from the host computer.
4.1.3 Wait for the computer to upload and check for recipe errors. This may take 10 seconds.
4.1.4 Press MAIN MENU and the press RUN. After the recipe sequence begins press DISPLAY STATUS to monitor the recipe steps and see the process sequence
count down timer.

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
11
4.1.5 Once the recipe sequence has started the only active button is the ABORT button.
If the ABORT button is pressed the software will prompt you for a reply.
If you press on Yes the system will run an abort recipe and go to IDLE step. If you press Yes call NanoFab staff to remove your wafers. If you press No the process will continue.
4.2 Load Wafer
4.2.3 The 1st step in all sequences is STRT step .When the step is at BOUT the boat holder will come out automatically; it will take 5 minutes. After the BOUT step is finished the audible alarm will go on. Press ALARM ACK to silence the alarm. This step will be LDWF (load wafers). You have 20 minutes to load your wafers.
ALARM ACK If the quartz boat is already in the furnace remove the wafer boat with the quartz forks/tongs and load you wafers using the correct size quarts boat ( 3” or 4” boat) and place the wafers with the shinny side facing the clean room (you) and the wafer’s major flat in the “up” direction as shown. If you’re processing 3 -12 wafers separate them equally between slots. Align the boat on the loader cantilever in such a way that you can see the arrow through the right hole of the boat.
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
12
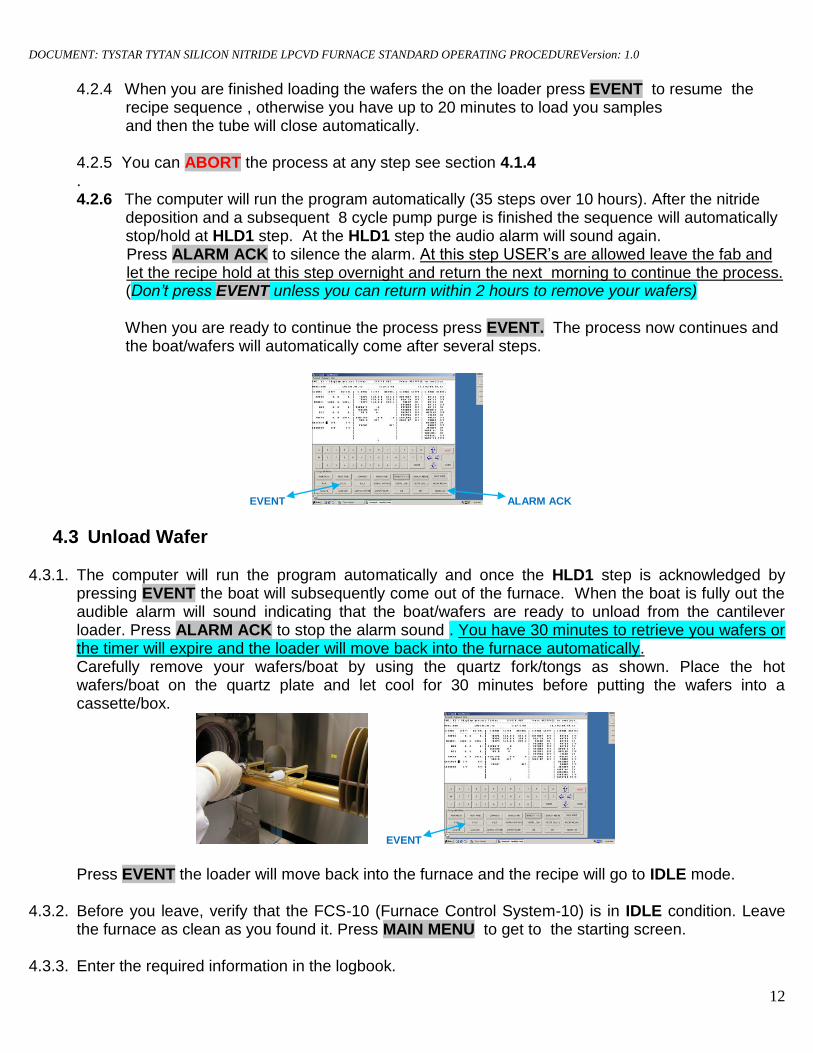
4.2.4 When you are finished loading the wafers the on the loader press EVENT to resume the recipe sequence , otherwise you have up to 20 minutes to load you samples and then the tube will close automatically. 4.2.5 You can ABORT the process at any step see section 4.1.4 . 4.2.6 The computer will run the program automatically (35 steps over 10 hours). After the nitride deposition and a subsequent 8 cycle pump purge is finished the sequence will automatically stop/hold at HLD1 step. At the HLD1 step the audio alarm will sound again.
Press ALARM ACK to silence the alarm. At this step USER’s are allowed leave the fab and let the recipe hold at this step overnight and return the next morning to continue the process.
(Don’t press EVENT unless you can return within 2 hours to remove your wafers) When you are ready to continue the process press EVENT. The process now continues and the boat/wafers will automatically come after several steps.
EVENT ALARM ACK
4.3 Unload Wafer
4.3.1. The computer will run the program automatically and once the HLD1 step is acknowledged by pressing EVENT the boat will subsequently come out of the furnace. When the boat is fully out the audible alarm will sound indicating that the boat/wafers are ready to unload from the cantilever loader. Press ALARM ACK to stop the alarm sound . You have 30 minutes to retrieve you wafers or the timer will expire and the loader will move back into the furnace automatically. Carefully remove your wafers/boat by using the quartz fork/tongs as shown. Place the hot wafers/boat on the quartz plate and let cool for 30 minutes before putting the wafers into a cassette/box.
EVENT Press EVENT the loader will move back into the furnace and the recipe will go to IDLE mode.
4.3.2. Before you leave, verify that the FCS-10 (Furnace Control System-10) is in IDLE condition. Leave
the furnace as clean as you found it. Press MAIN MENU to get to the starting screen.
4.3.3. Enter the required information in the logbook.

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
13
5 RECIPES
5.1.1. Only NanoFab staff are allowed the Change, Copy or Download process recipes. 5.1.2 To change recipe parameter go to chase and use Host Computer FCS-30 and FCS-20 software programs.
5.1.3 Click on T2 bubble to open Tube 2 LPCVD recipe menu.
5.3.4 Click on refresh button to update screen recipes.
5.3.5 Click on Recipe Manager Icon to open FCS-20 software .
FCS-20 home page
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
14
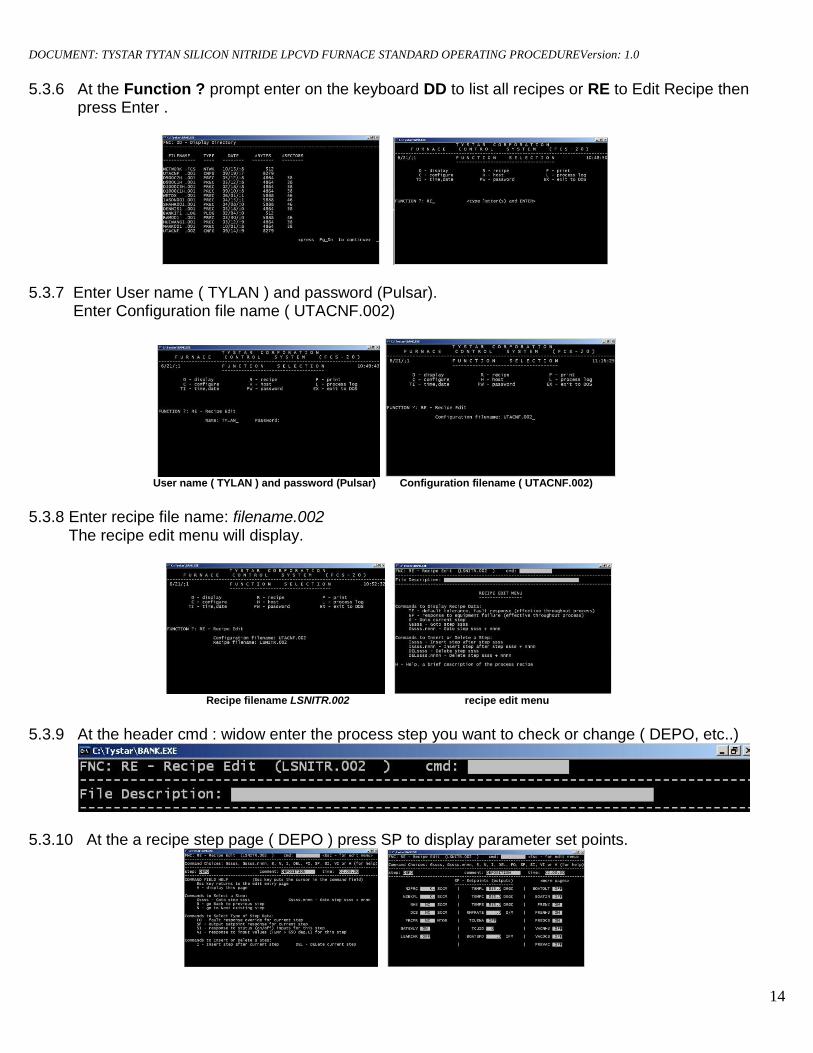
5.3.6 At the Function ? prompt enter on the keyboard DD to list all recipes or RE to Edit Recipe then press Enter .
5.3.7 Enter User name ( TYLAN ) and password (Pulsar). Enter Configuration file name ( UTACNF.002)
User name ( TYLAN ) and password (Pulsar) Configuration filename ( UTACNF.002)
5.3.8 Enter recipe file name: filename.002 The recipe edit menu will display.
Recipe filename LSNITR.002 recipe edit menu
5.3.9 At the header cmd : widow enter the process step you want to check or change ( DEPO, etc..)
5.3.10 At the a recipe step page ( DEPO ) press SP to display parameter set points.
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
15
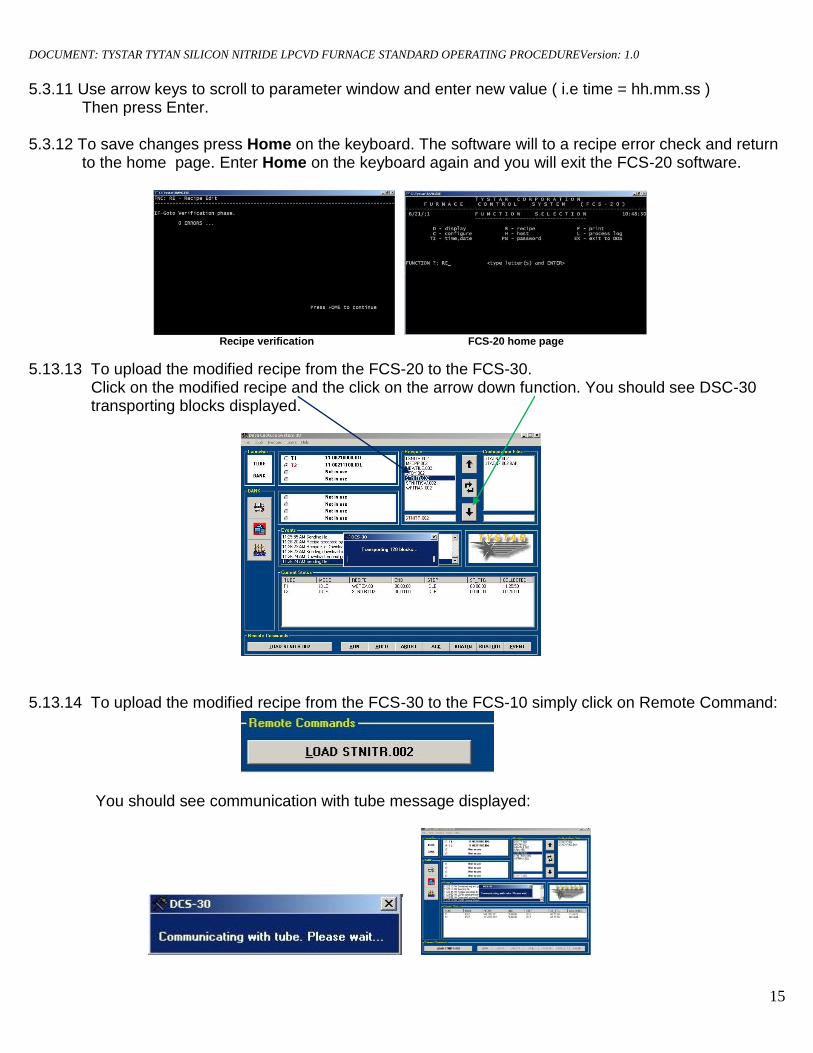
5.3.11 Use arrow keys to scroll to parameter window and enter new value ( i.e time = hh.mm.ss ) Then press Enter. 5.3.12 To save changes press Home on the keyboard. The software will to a recipe error check and return to the home page. Enter Home on the keyboard again and you will exit the FCS-20 software.
Recipe verification FCS-20 home page
5.13.13 To upload the modified recipe from the FCS-20 to the FCS-30. Click on the modified recipe and the click on the arrow down function. You should see DSC-30 transporting blocks displayed.
5.13.14 To upload the modified recipe from the FCS-30 to the FCS-10 simply click on Remote Command:
You should see communication with tube message displayed:
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
16
5.3.15 If either of the uploads to not complete there may be too many files on the DCS-10 computer or problem with DCS-20. 5.15.16 To load the modified recipe to FCS-10 go to Load Recipe sections 4.1.1 to 4.1.2 and perform those tasks 5.15.17 For details of the standard recipes available, contact Nanofab Engineering staff.
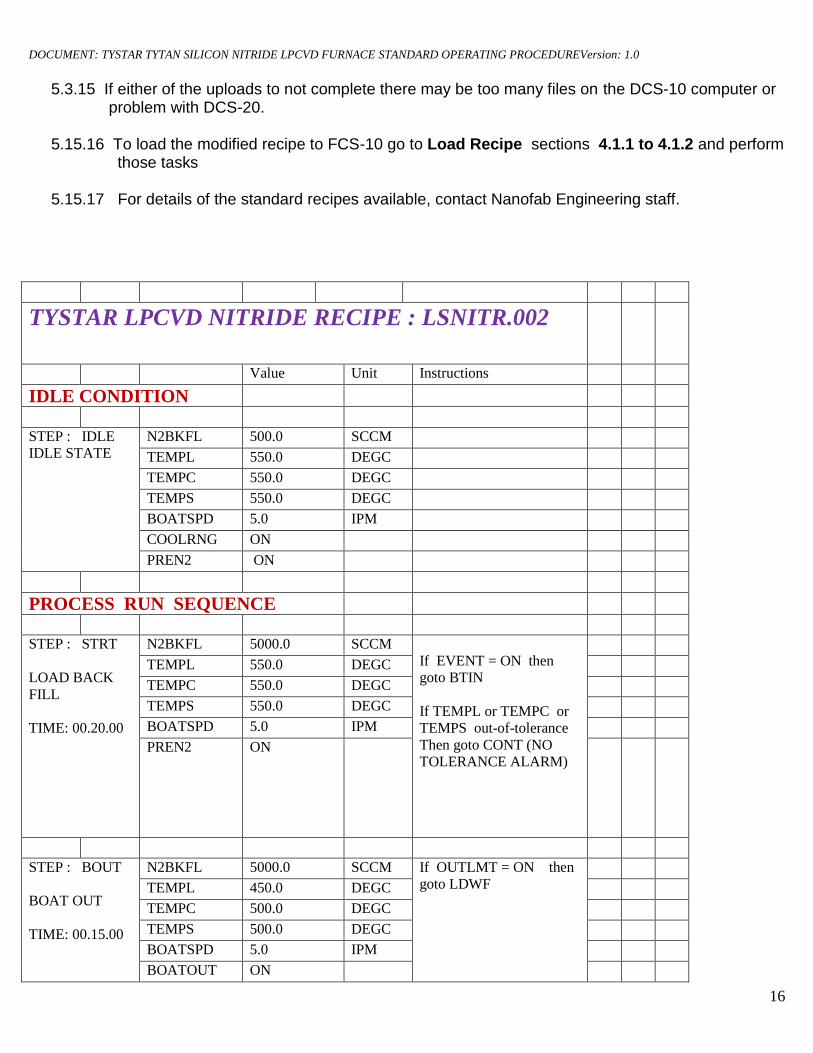
TYSTAR LPCVD NITRIDE RECIPE : LSNITR.002
Value Unit Instructions
IDLE CONDITION
STEP : IDLE
IDLE STATE
N2BKFL 500.0 SCCM
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 5.0 IPM
COOLRNG ON
PREN2 ON
PROCESS RUN SEQUENCE
STEP : STRT
LOAD BACK
FILL
TIME: 00.20.00
N2BKFL 5000.0 SCCM
If EVENT = ON then
goto BTIN
If TEMPL or TEMPC or
TEMPS out-of-tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 5.0 IPM
PREN2 ON
STEP : BOUT
BOAT OUT
TIME: 00.15.00
N2BKFL 5000.0 SCCM If OUTLMT = ON then
goto LDWF
TEMPL 450.0 DEGC
TEMPC 500.0 DEGC
TEMPS 500.0 DEGC
BOATSPD 5.0 IPM
BOATOUT ON

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
17
COOLRNG ON
PREN2 ON
STEP : LDWF
LOAD WAFERS
TIME: 00.30.00
N2BKFL 5000.0 SCCM
If EVENT = ON then
goto BTIN
If TEMPL or TEMPC or
TEMPS or PRCPR out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPL 350.0 DEGC
TEMPC 400.0 DEGC
TEMPS 400.0 DEGC
BOATSPD 5.0 IPM
COOLRNG ON
SONIC ON
PREN2 ON
BOATOUT ON
STEP : BTIN
BOAT IN
TIME: 00.15.00
N2BKFL 5000.0 SCCM
If DNTLK = OFF then
goto STB1
If TEMPL or TEMPC or
TEMPS or PRCPR out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 5.0 IPM
PREN2 ON
BOATIN ON
COOLRNG ON
STEP : STB1
STABILIZE 550
TIME: 00.10.00
BOATIN ON
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF DNTLK = ON goto SHLD
IF ANTLK = ON goto SHLD
IF VNTLK = ON goto SHLD
IF GASNTLK = ON goto SHLD
IF EXHNTLK = ON goto SHLD
IF N2PRSAL = ON goto SHLD
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 5.0 IPM
COOLRNG ON
GATEVLV ON
STEP : VACC
VACUUM
TEMPL 550.0 DEGC
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
TEMPC 550.0 DEGC

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
18
CHECK
TIME: 00.01.00
TEMPS 550.0 DEGC ALARM)
IF PRCPR > 500 MTOR goto SHLD
IF DNTLK = ON goto SHLD
IF ANTLK = ON goto SHLD
IF BNTLK = ON goto SHLD
IF VNTLK = ON goto SHLD
IF GNTLK = ON goto SHLD
IF TUBEOT = ON goto SHLD
IF CABOT = ON goto SHLD
IF SCROT = ON goto SHLD
COOLRNG ON
GATEVLV ON
STEP : TEMP
TEMP 835
TIME: 01.30.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 835.0 DEGC
TEMPC 835.0 DEGC
TEMPS 835.0 DEGC
COOLRNG ON
PREN2 ON
GATEVLV ON
STEP : PMP2
VAC PUMP 2
TIME: 00.05.00
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL N/C DEGC
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
GATEVLV ON
STEP : PUR2
PUMP/PURGE
2
TIME: 00.05.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto cont (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL N/C DEGC
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
PREN2 ON
GATEVLV ON
STEP : PMP3
If TEMPL or TEMPC or TEMPS or TEMPL 835.0 DEGC
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
19
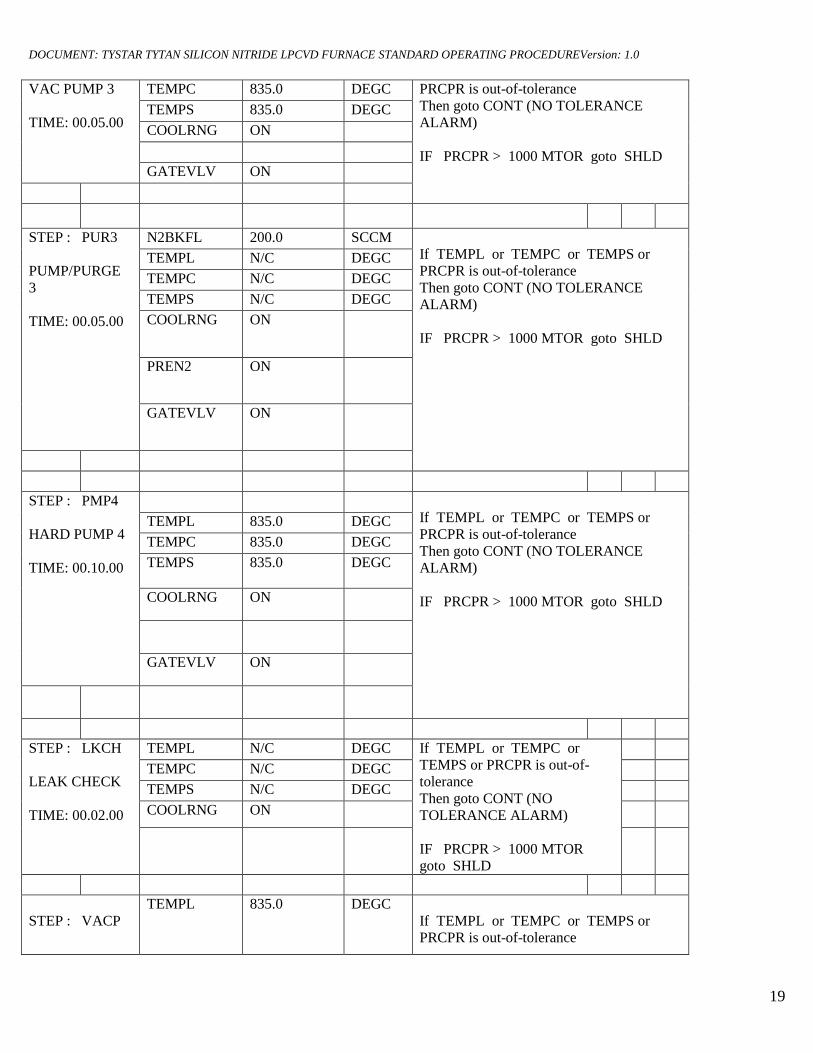
VAC PUMP 3
TIME: 00.05.00
TEMPC 835.0 DEGC PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPS 835.0 DEGC
COOLRNG ON
GATEVLV ON
STEP : PUR3
PUMP/PURGE
3
TIME: 00.05.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL N/C DEGC
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
PREN2 ON
GATEVLV ON
STEP : PMP4
HARD PUMP 4
TIME: 00.10.00
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 835.0 DEGC
TEMPC 835.0 DEGC
TEMPS 835.0 DEGC
COOLRNG ON
GATEVLV ON
STEP : LKCH
LEAK CHECK
TIME: 00.02.00
TEMPL N/C DEGC If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF PRCPR > 1000 MTOR
goto SHLD
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
STEP : VACP
TEMPL 835.0 DEGC
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
20
VACUUM
PUMP
TIME: 00.02.00
TEMPC 835.0 DEGC Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
IF ANTLK = ON goto SHLD
IF BNTLK = ON goto SHLD
IF VNTLK = ON goto SHLD
IF GNTLK = ON goto SHLD
IF CABOT = ON goto SHLD
IF SCROT = ON goto SHLD
IF GASNTLK = ON goto SHLD
IF EXHNTLK = ON goto SHLD
IF N2PRSAL = ON goto SHLD
TEMPS 835.0 DEGC
COLDTRP ON
COOLRNG ON
GATEVLV ON
STEP : STBP
STABLE
PRESSURE
TIME: 00.02.00
N2BKFL 150.0 SCCM If TEMPL or TEMPC or
TEMPS or PRCPR is out-
of-tolerance
Then goto CONT (NO
TOLERANCE ALARM)
If PRCPR > 1000 MTOR
goto SHLD
TEMPL N/C DEGC
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
PRCPR 250.0 MTOR
GATEVLV ON
STEP : TMPC
TEMP CHECK
TIME: 00.01.00
N2BKFL 150.0 SCCM If TEMPL or TEMPC or
TEMPS or PRCPR is out-
of-tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPL 835.0 DEGC
TEMPC 835.0 DEGC
TEMPS 835.0 DEGC
COOLRNG ON
PRCPR N/C MTOR
COLDTRP ON
PREN2 ON
GATEVLV ON
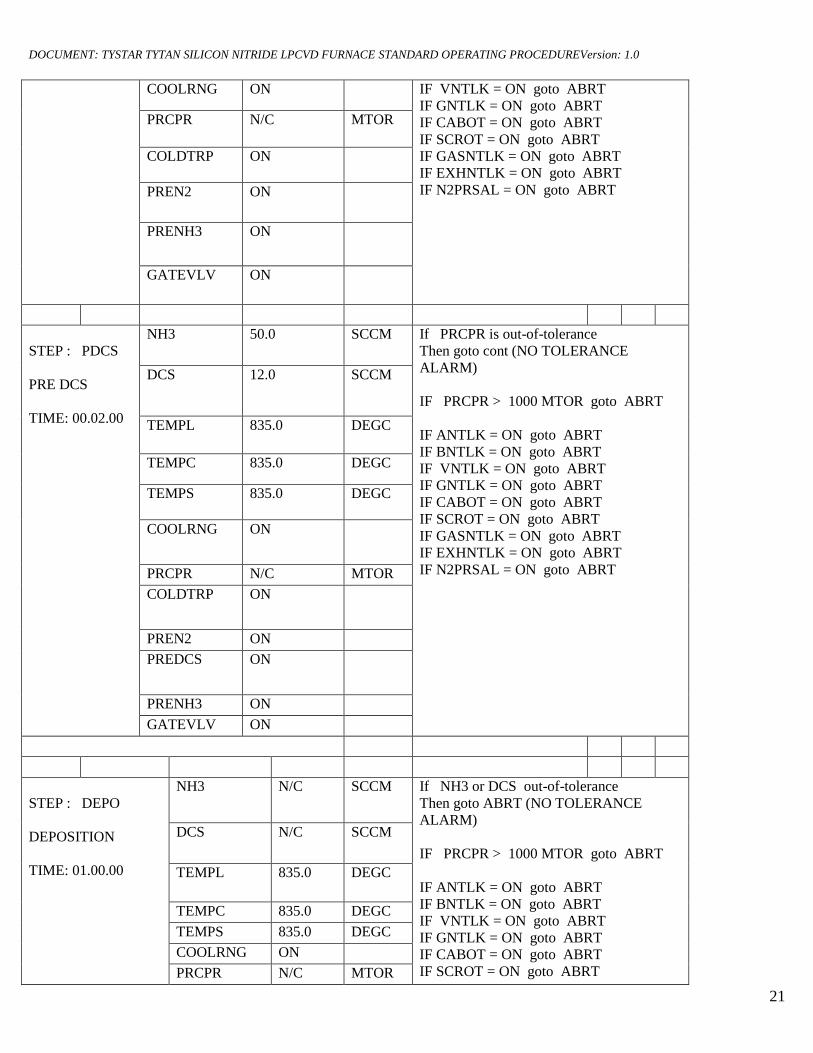
STEP : PNH3
PRE NH3
TIME: 00.03.00
If PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto ABRT
IF ANTLK = ON goto ABRT
IF BNTLK = ON goto ABRT
TEMPL 835.0 DEGC
TEMPC 835.0 DEGC
TEMPS 835.0 DEGC
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
21
COOLRNG ON IF VNTLK = ON goto ABRT
IF GNTLK = ON goto ABRT
IF CABOT = ON goto ABRT
IF SCROT = ON goto ABRT
IF GASNTLK = ON goto ABRT
IF EXHNTLK = ON goto ABRT
IF N2PRSAL = ON goto ABRT
PRCPR N/C MTOR
COLDTRP ON
PREN2 ON
PRENH3 ON
GATEVLV ON
STEP : PDCS
PRE DCS
TIME: 00.02.00
NH3 50.0 SCCM If PRCPR is out-of-tolerance
Then goto cont (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto ABRT
IF ANTLK = ON goto ABRT
IF BNTLK = ON goto ABRT
IF VNTLK = ON goto ABRT
IF GNTLK = ON goto ABRT
IF CABOT = ON goto ABRT
IF SCROT = ON goto ABRT
IF GASNTLK = ON goto ABRT
IF EXHNTLK = ON goto ABRT
IF N2PRSAL = ON goto ABRT
DCS 12.0 SCCM
TEMPL 835.0 DEGC
TEMPC 835.0 DEGC
TEMPS 835.0 DEGC
COOLRNG ON
PRCPR N/C MTOR
COLDTRP ON
PREN2 ON
PREDCS ON
PRENH3 ON
GATEVLV ON
STEP : DEPO
DEPOSITION
TIME: 01.00.00
NH3 N/C SCCM If NH3 or DCS out-of-tolerance
Then goto ABRT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto ABRT
IF ANTLK = ON goto ABRT
IF BNTLK = ON goto ABRT
IF VNTLK = ON goto ABRT
IF GNTLK = ON goto ABRT
IF CABOT = ON goto ABRT
IF SCROT = ON goto ABRT
DCS N/C SCCM
TEMPL 835.0 DEGC
TEMPC 835.0 DEGC
TEMPS 835.0 DEGC
COOLRNG ON
PRCPR N/C MTOR

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
22
COLDTRP ON IF GASNTLK = ON goto ABRT
IF EXHNTLK = ON goto ABRT
IF N2PRSAL = ON goto ABRT
PREN2 ON
PREDCS ON
PRENH3 ON
GATEVLV ON
STEP : DCSO
DCS OFF
TIME: 00.05.00
NH3 100.0 SCCM If TEMPL or TEMPC or TEMPS or
PRCPR out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto ABRT
IF ANTLK = ON goto ABRT
IF BNTLK = ON goto ABRT
IF VNTLK = ON goto ABRT
IF GNTLK = ON goto ABRT
IF CABOT = ON goto ABRT
IF SCROT = ON goto ABRT
IF GASNTLK = ON goto ABRT
IF EXHNTLK = ON goto ABRT
IF N2PRSAL = ON goto ABRT
TEMPL N/C DEGC
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
PRCPR N/C MTOR
COLDTRP ON
PREN2 ON
PREDCS ON
PRENH3 ON
GATEVLV ON
STEP : PMPP
PUMP GASES
TIME: 00.03.00
N2BKFL 150.0 SCCM If TEMPL or TEMPC or TEMPS or
PRCPR out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto ABRT
TEMPL N/C DEGC
TEMPC N/C DEGC
TEMPS N/C DEGC
COOLRNG ON
PRCPR N/C MTOR
COLDTRP ON
PREN2 ON
GATEVLV ON
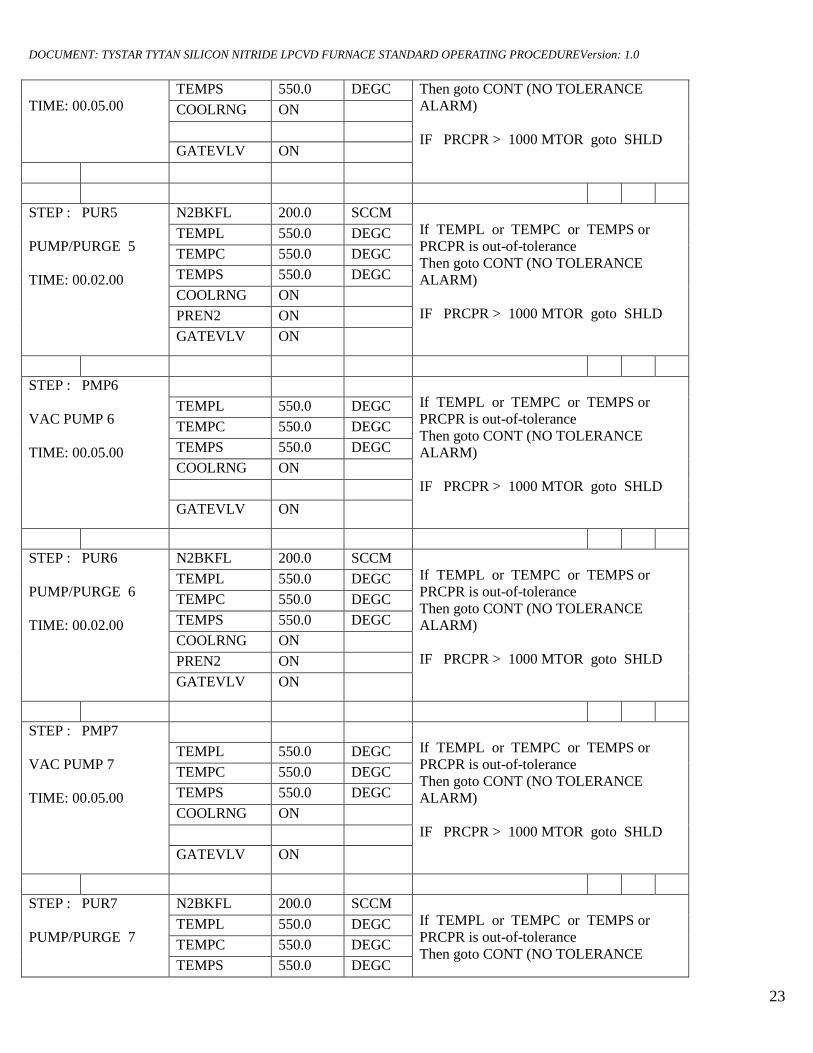
STEP : PMP5
VAC PUMP 5
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
23
TIME: 00.05.00
TEMPS 550.0 DEGC Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
COOLRNG ON
GATEVLV ON
STEP : PUR5
PUMP/PURGE 5
TIME: 00.02.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
COOLRNG ON
PREN2 ON
GATEVLV ON
STEP : PMP6
VAC PUMP 6
TIME: 00.05.00
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
COOLRNG ON
GATEVLV ON
STEP : PUR6
PUMP/PURGE 6
TIME: 00.02.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
COOLRNG ON
PREN2 ON
GATEVLV ON
STEP : PMP7
VAC PUMP 7
TIME: 00.05.00
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
COOLRNG ON
GATEVLV ON
STEP : PUR7
PUMP/PURGE 7
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
24
TIME: 00.02.00 COOLRNG ON ALARM)
IF PRCPR > 1000 MTOR goto SHLD
PREN2 ON
GATEVLV ON
STEP : PMP8
VAC PUMP 8
TIME: 00.05.00
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 1000 MTOR goto SHLD
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
COOLRNG ON
GATEVLV ON
STEP : STB2
STABILIZE PRESS
TIME: 01.30.00
N2BKFL 200.0 SCCM
If TEMPC = 550 DEGC
Then goto HLD1
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON
GATEVLV ON
STEP : HLD1
PURGE / HOLD
TIME: 00.00.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
IF PRCPR > 500 MTOR goto SHLD
IF PRCPR < 10 MTOR goto SHLD
IF N2BKFL < 100 SCCM goto SHLD
IF EVENT = ON Then goto BKF1
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON
GATEVLV ON
SONIC ON
STEP : BKF1
SLOW BACKFILL1
TIME: 00.02.00
N2BKFL 500.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
25
STEP : BKFL
SLOW BACKFILL2
TIME: 00.02.00
N2BKFL 1000.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON
STEP : BKF3
SLOW BACKFILL3
TIME: 00.02.00
N2BKFL 3000.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON
STEP : BKF4
SLOW BACKFILL4
TIME: 00.02.00
N2BKFL 4000.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON
STEP : BKF5
SLOW BACKFILL5
TIME: 00.15.00
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or TEMPS or
PRCPR is out-of-tolerance
Then goto CONT (NO TOLERANCE
ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
PREN2 ON
COOLRNG ON
BOATSPD 5.0 IPM
STEP : BTOT
BOAT OUT
TIME: 00.10.00
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-
of-tolerance
Then goto CONT (NO
TEMPL 450.0 DEGC
TEMPC 500.0 DEGC
TEMPS 500.0 DEGC
BOATSPD 5.0 IPM
BOATOUT ON

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
26
COOLRNG ON TOLERANCE ALARM)
IF OUTLMT = ON then
goto ULWF
PREN2
ON
STEP : ULWF
UNLOAD WAFERS
TIME: 00.30.00
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-
of-tolerance
Then goto CONT (NO
TOLERANCE ALARM)
+F388
TEMPL 350.0 DEGC
TEMPC 400.0 DEGC
TEMPS 400.0 DEGC
BOATSPD 5.0 IPM
BOATOUT ON
COOLRNG ON
SONIC ON
PREN2
ON
STEP : CLOS
CLOSE DOOR
TIME: 00.10.00
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-
of-tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF DNTLK = OFF then
goto ENDP
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 5.0 IPM
COOLRNG ON
BOATIN ON
PREN2
ON
STEP : ENDP
END PROCESS
TIME: 00.00.30
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-
of-tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 5.0 IPM
COOLRNG ON
BOATIN ON
PREN2
ON
SPECIAL HOLD STEP
STEP : SHLD
TEMPL N/C DEGC

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
27
SPECIAL HOLD
TIME: 00.05.00
TEMPC N/C DEGC
TEMPS N/C DEGC
BOATSPD 10.0 IPM
SONIC ON
COOLRNG ON
BOATIN ON
PREN2
ON
ABORT SEQUENCE
STEP : ABRT
PUMP
TIME: 00.05.00
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
SONIC ON
COOLRNG ON
GATEVLV ON
BOATIN ON
PREN2
ON
STEP : ABT1
PUMP / PURGE 1
TIME: 00.02.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF EVENT = ON then goto
ABT2
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
SONIC ON
COOLRNG ON
GATEVLV ON
BOATIN ON
PREN2
ON
STEP : ABT2
VAC PUMP 2
TIME: 00.05.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF EVENT = ON then goto
ABT3
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
GATEVLV ON
COOLRNG ON

DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
28
STEP : ABT3
PUMP / PURGE 3
TIME: 00.05.00
N2BKFL 200.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF EVENT = ON then goto
ABT4
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
PREN2 ON
COOLRNG ON
GATEVLV ON
STEP : ABT4
PUMP 3
TIME: 00.05.00
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF EVENT = ON then goto
ABT5
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
COOLRNG ON
GATEVLV ON
STEP : ABT5
SLOW BACKFILL
TIME: 00.05.00
N2BKFL 500.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF EVENT = ON then goto
ABT6
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
PREN2
ON
COOLRNG ON
STEP : ABT6
BACKFILL
TIME: 00.05.00
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or
TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
IF EVENT = ON then goto
ABT7
TEMPL 550.0 DEGC
TEMPC 550.0 DEGC
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
PREN2 ON
COOLRNG ON
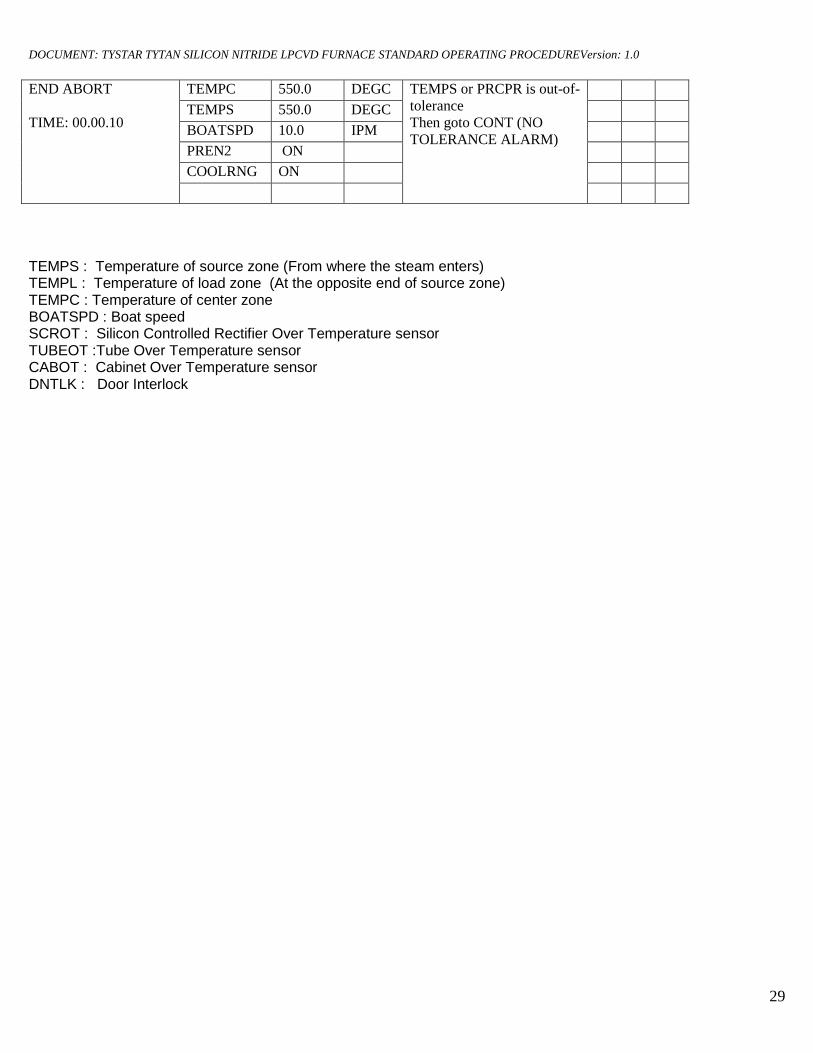
STEP : ABT7
N2BKFL 5000.0 SCCM
If TEMPL or TEMPC or
TEMPL 550.0 DEGC
DOCUMENT: TYSTAR TYTAN SILICON NITRIDE LPCVD FURNACE STANDARD OPERATING PROCEDUREVersion: 1.0
29
END ABORT
TIME: 00.00.10
TEMPC 550.0 DEGC TEMPS or PRCPR is out-of-
tolerance
Then goto CONT (NO
TOLERANCE ALARM)
TEMPS 550.0 DEGC
BOATSPD 10.0 IPM
PREN2 ON
COOLRNG ON
TEMPS : Temperature of source zone (From where the steam enters) TEMPL : Temperature of load zone (At the opposite end of source zone) TEMPC : Temperature of center zone BOATSPD : Boat speed SCROT : Silicon Controlled Rectifier Over Temperature sensor TUBEOT :Tube Over Temperature sensor CABOT : Cabinet Over Temperature sensor DNTLK : Door Interlock


















