TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST …SVOC)/_2011/... · tested and compared with two...
5
TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST IRON GG 20 SVOČ – FST 2011 Pavel Roud, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRACT The aim of this paper is to present geometry of solid twist drill for drilling in to gray cast iron GG 20(ČSN 42 2420). In the first part of a paper, the brief description of solid twist drill geometry is presented. The geometry is experimentally tested and compared with two different twist drills from reowned cutting tool manufactures. The main observed parameters were cutting forces, which were measured by 4 component piezoeletric dynamometer KISLTER type 9272. The surface roughness and geometrical tolerance of drilled hole were other observed parameters. In end of the article the conclusion and discussion is also presented KEYWORDS Twist drill, drilling, GG 20,Cutting force measurement INTRODUCTION This paper is focused on presentation of solid twist drill for drilling in to gray cast iron GG 20 (ČSN 42 2420). For this reason the structure of the paper is as follows. In the first part of this paper the brief description of developed twist drill geometry is presented. The second part of this paper is focused on experimental testing of stated above twist drill. This part consists of experimental set up description and description of two other twist drills from renowned cutting tool manufactures as well. These drills were included in to testing for performance comparison. The main observed parameters within experiment were cutting forces, which were measured by 4-component dynamometer KISTLER TYPE 9272, the geometrical tolerances and surface roughness of drilled hole. In the last section the conclusion of results is provided. THE DESCRIPTION OF DEVELOPED SOLID TWIST DRILL GEOMETRY The geometry of developed twist drill is presented in Fig. 1. The twist drill had point which consists of two steps, which might helps to better distribution of thrust force over the tip area. The first step had diameter of 4mm with length of 2,5mm. The second step had diameter of 12mm, which is the nominal diameter of drilled hole. Both steps had the same value of point angle 135°. The helix angle of drill’s flute is 30°. In order to reduce thrust force the drill had reduced chisel edge. For better support of the drill while it moves inside hole, the drill had 4 margins. This drill is manufactured and afterwards experimentally tested. In the rest of a paper this drill will be denoted as „Drill Dev”. Fig. 1Tip of developed twist drill
Transcript of TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST …SVOC)/_2011/... · tested and compared with two...

TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST IRON GG 20 SVOČ – FST 2011
Pavel Roud,
Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň
Česká republika ABSTRACT The aim of this paper is to present geometry of solid twist drill for drilling in to gray cast iron GG 20(ČSN 42 2420). In the first part of a paper, the brief description of solid twist drill geometry is presented. The geometry is experimentally tested and compared with two different twist drills from reowned cutting tool manufactures. The main observed parameters were cutting forces, which were measured by 4 component piezoeletric dynamometer KISLTER type 9272. The surface roughness and geometrical tolerance of drilled hole were other observed parameters. In end of the article the conclusion and discussion is also presented KEYWORDS Twist drill, drilling, GG 20,Cutting force measurement INTRODUCTION This paper is focused on presentation of solid twist drill for drilling in to gray cast iron GG 20 (ČSN 42 2420). For this reason the structure of the paper is as follows. In the first part of this paper the brief description of developed twist drill geometry is presented. The second part of this paper is focused on experimental testing of stated above twist drill. This part consists of experimental set up description and description of two other twist drills from renowned cutting tool manufactures as well. These drills were included in to testing for performance comparison. The main observed parameters within experiment were cutting forces, which were measured by 4-component dynamometer KISTLER TYPE 9272, the geometrical tolerances and surface roughness of drilled hole. In the last section the conclusion of results is provided.
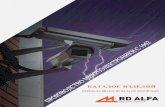
THE DESCRIPTION OF DEVELOPED SOLID TWIST DRILL GEOM ETRY The geometry of developed twist drill is presented in Fig. 1. The twist drill had point which consists of two steps, which might helps to better distribution of thrust force over the tip area. The first step had diameter of 4mm with length of 2,5mm. The second step had diameter of 12mm, which is the nominal diameter of drilled hole. Both steps had the same value of point angle 135°. The helix angle of drill’s flute is 30°. In order to reduce thrust force the drill had reduced chisel edge. For better support of the drill while it moves inside hole, the drill had 4 margins. This drill is manufactured and afterwards experimentally tested. In the rest of a paper this drill will be denoted as „Drill Dev”.
Fig. 1Tip of developed twist drill

EXPERIMENTAL TESTING OF DEVELOPED DRILL Geometry description of tested drills In order to evaluate the drill performance with industry standards another the two solid twist drills were included in to experimental testing. These drills come from different cutting tool manufactures and will be called as benchmark. Within experiments will be denoted as drill A and drill B. The geometry of these twist drills is presented in Fig. 2.
It must be noted that both drills had same diameter of 12mm as the Drill Dev. From the Fig. 2 can be seen that unlike Drill Dev form Fig. 1, these drills had standard single point tip. The point angle of tip is same for both drills, exactly the point angle is 140°. The other difference lies in the number of support facets. The drill A and B had two facets. These drills also had same helix angle of a flute, which is 30° as it in the case of Drill Dev. The main difference between drills A and B is in shape of cutting edge see detail in Fig. 3.
The drill A had straight cutting edge, while the drill B had curved cutting edge. The Drill Dev. had convex shape of cutting edge which means that the chip will had lower resistance while it will be formed while drilling action. The summary of geometrical parameters of all drills is presented in Table 1.
Experimental Set up It must be noted that this experiment was focused on preliminary testing of developed twist drill and for this reason only six holes were drilled by each drill. The drills were tested on vertical milling center MCV 750 A with continuous spindle speed. The workpiece was cylinder with diameter of 20mm and the length of 36mm, which corresponds to drilled depth of 3D. The workpiece material was grey gray cast iron GG 20 (ČSN 42 2420). The workpiece was clamped in three jaw chuck, which was mounted on 4 component piezoelectric dynamometer KISTLER Type 9272 used for cutting force measurement. The measured data was processed using LabView v.8 and the final postprocession was done by Matlab software. The measured components of resultant cutting force see Fig. 4 was thrust force denoted as Ff [N], which acts in axial direction of drill’s axis. Cutting torque denoted as Mc [Nm] which was result of tangential component of resultant cutting force acting on arm which length varies from 0 to Dc/2, where Dc is the diameter of drill. The last measured component was passive force which acts in direction perpendicular to drill’s axis and tend to bend the drill. It must be noted that this component is symmetrical and therefore the resulting bending should be zero.
Fig. 3 Detail of cutting edge shape
left- drill A, right drill - B
Geometrical parameters of tested drills Type of parameter Drill Dev Drill A Drill B
Point angle of 1. step[°] 135 140 140 Point angle of 2. step[°] 135 - -
Helix angle[°] 30 30 30 Shape of cutting edge[-] Convex Straight Curved
Number of facets[-] 4 2 2 Table 1 Geometrical parameters of tested drills
Fig. 2 Twist drills (left – drill A, right – B)

Other observed parameter was shape of produced chip which was collected after each drilled hole. Next observed parameter was geometrical tolerance of drilled hole. This measurement was conducted on three dimensional measuring machine. The last observed parameter was measurement of hole surface roughness Ra, which was measured by measuring machine Diavite DH - 5. The measured length was set up to 4.8 mm. Cutting environment was dry. The cutting condition for Drill Dev. and drill B was vc= 105m/min, frev = 0,32mm/rev and for drill A vc= 102m/min, frev = 0,25mm/rev. This is due to recommendation of cutting tool manufactures. Result from experiments
In the Fig. 5 is presented the measured magnitudes of Ff and Mc. From the graph of Ff is visible that developed drill had the lowest magnitude of thrust force Ff with no peaks between drilled holes. This behavior is most obvious with comparison to drill A. This behavior of Drill Dev can be addressed to the shape of tip which is split in to two steps, which secures smoother distribution of thrust force Ff over the tip area. As result the magnitude of thrust force is lower and smoother over all drilled holes as is stated above. The difference in magnitudes ranges from 0 to 50% with comparison to drill B, while for drill drill B was the difference 10-46%. In the case cutting torque see Fig. 5 is the situation different. The Drill Dev had the same magnitude of torque with comparison to drill B. In the case of drill A had large fluctuation in cutting torque in the first three holes and after that the magnitude was approximately same as for the case of drill A and drill Dev. respectively. It must be noted that fluctuation in cutting torque corresponds to fluctuation in thrust force and can be explained by the shaping of cutting edge when the drill machine first holes. The deep description of shaping of cutting edge is given in [1].
Fig. 4 Measured components
Fig. 5 Measured component of cutting force (left- feed force, right – cutting torque)
Fig. 6 Passive force Fp[N]

In the Fig. 6 is shown the graph for passive force Fp. From the graph is visible that the developed drill had the lowest and constant magnitude of Fp =100N until the last drilled hole. As opposite the drill A and B had large differences in Fp between drilled holes and both drills came closer to the drill Dev. only in 4th drilled hole. In the other cases the difference varies from 17-60% for the case of drill A while for the drill B was the difference 26 - 64%. The explanation for constant magnitude of Fp can be found in three main parameters. The first one and probably the most influential parameter is the first step of Drill Dev., which centers and guides the rest of the tool when drilling. The second parameter is the present of 4 facets on the Drill Dev, which increases the centering properties because they give larger support to the drill with comparison to 2 facet concept in the case of drill A and B. The third parameter is smoother distribution of cutting forces over the tip area due to two step tip mentioned above.
The constant magnitude of Fp should affected a hole accuracy in a good manner. However if we compared the measured data especially for Drill Dev. and drill B we figured out that both drills had the same size of tolerance field IT 6, while the accuracy of hole drilled by drill A is in IT8. This is very surprising examination, because both drills A and B had almost same fluctuation in Fp see Fig. 6 and therefore should produce holes in same IT degree of precision. We also must take in to account the same geometry of both drills, which makes the results from measured data even more surprising. This behavior should be explained in different structure of the workpiece material. The workpiece material drilled by drill B had higher content of ferrite and therefore the material should had higher toughness. As result the material should be less sensitive to fluctuation in cutting forces and the geometrical tolerances of drilled hole can be less affected.
In the Fig. 8 are presented the chips produced by tested drills. As can be seen all tested drills produced short segmented chip. Mainly this is due to the nature of machined material, which is hard and brittle and therefore the problems with chip formation a consecutive its removing from cutting zone shouldn’t be expected.
Fig. 7 The measured diameter of drilled hole
Fig. 8 Chips produced by drill (left- A, middle – B, right – Drill Dev.)

The brittleness of drilled material caused chipping on outer part of drilled hole when drill exited from the hole see Fig. 9. This happened when the hole was drilled by drill A and B respectively. However when the hole was drilled by Drill Dev. no chipping occurred. This is significant improvement and can be addressed to uniform distribution of cutting forces which were discussed above. The last observed parameter was hole surface roughness. In this measured parameter the Drill Dev. had Ra = 2 µm while drill A had Ra =2,6 µm and the drill B Ra =2,3 µm. This was improvement of 15-30%. CONCLUSION In this paper the concept of twist drill for drilling in to grey gray cast iron GG 20 was presented. This drill was denoted as Drill Dev. and was experimentally tested against two twist drills from different cutting tool manufactures. The conclusion of this paper can be summarized as follows:
• The Drill Dev. had the lowest magnitude thrust force Ff about 10-46% with comparison to drill A and up to 50% over the twist drill B
• The Drill Dev. had the same magnitude of cutting torque Mc with comparison to drill B in all drilled holes and with drill A after 3rd drilled hole
• The fluctuation in cutting torque Mc and thrust force Ff can be explained by cutting edge shaping when drill A drilled first 3 holes
• The Drill Dev. had constant magnitude of passive force Fp • The fluctuations in Fp had negative influence only on holes drilled by drill A and can be explained by lower
content of ferrite in workpiece material ant thus the material was more sensitive on these fluctuations because of higher brittleness
• The geometrical tolerances of drilled hole was in IT 6 for Drill Dev. and drill B, while for drill A was in IT 8 • The chips produced by all tested drills were short segmented mainly due to hardness and thus brittleness of the
workpiece material • The Drill Dev. produced holes with no chipping on the outer part of drilled hole when the drill exited, while
drill A and B produced holes with marked chipping in stated above area ACKNOWLEDGEMENTS The information presented in this paper is obtained within project MPO FI-IM4/226 supported by Ministry of Industry and Trade of Czech Republic. Special acknowledgements goes to HOFMEISTER s.r.o. for cutting tool manufacturing and other technical support. REFERENCES [1] Zetek M., Zvyšování řezivosti nástrojů pomocí PVD technologií, Ph.D. thesis, Plzeň 2010
Fig. 9 The shape of drilled hole on exit ( left - chipping drill A,B rigth- no chipping Drill Dev.)