efeito do tempo de maturação na microestrutura de uma cal virgem ...
Upload
vuongtuongCategory
view
215download
0
TRANSFORMAÇÕES DE
FASE DOS MATERIAIS
METÁLICOS
Professor: Felipe Bertelli
Autor da apostila: Prof. Rezende Gomes dos Santos 3ª versão, Agosto de 2008.

2
Capítulo 1
INTRODUÇÃO _____________________________________________________________
1.1 Conceitos gerais
Os materiais sólidos apresentam uma correlação estreita entre a sua estrutura
interna e as suas propriedades características. Assim, um dos pontos básicos para o
conhecimento dos materiais é o estudo dessa correlação.
As propriedades de um material podem, em geral, ser modificadas alterando-se a
sua microestrutura, o que pode ser conseguido, por exemplo, mudando a composição,
adicionando elementos de liga, usando diferentes métodos de fabricação e aplicando
tratamentos térmicos. Essas modificações provocam alterações em grandezas diretamente
associadas com as propriedades como, por exemplo, a estrutura cristalina, o tamanho de
grão, a distribuição das fases presentes, etc.
Um aspecto importante que deve ser levado em conta é que raramente os
materiais são utilizados em engenharia com a sua estrutura mais estável do ponto de vista
termodinâmico. Como mudanças que tendem a levar o material a uma estrutura
termodinamicamente mais estável, aumentando a entropia e diminuindo a energia interna,
são possíveis e "espontâneas", muitas vezes uma estrutura ótima obtida para uma
determinada aplicação pode degradar-se devido a essas transformações. A utilização de
um material fora do seu equilíbrio exige, portanto, que a velocidade de transformação que
tende a levá-lo de volta ao estado de equilíbrio estável seja, dentro das condições de
utilização, desprezível em relação à vida útil do dispositivo no qual vai ser empregado.
Em outras palavras, a aplicação de um material exige o conhecimento das condições em
que uma determinada estrutura possível de ser obtida para o mesmo apresenta uma certa
estabilidade.

3
Como exemplo pode ser considerado o caso dos metais que em geral são
encontrados nos minérios na forma de compostos (óxidos, sulfetos, etc) porque esses
compostos são formas termodinamicamente mais estáveis. Quando, através de um
processo de redução, obtém-se um metal puro ele foi afastado do seu estado mais estável
e há uma tendência dele reagir novamente, por exemplo, com o oxigênio do ar, se for
encontrado na forma de óxido, para formar um composto mais estável. A utilização dos
metais é, no entanto, possível porque a velocidade de reação é, em condições normais de
uso, muito pequena.
1.2 Estados de equilíbrio termodinâmico
A estabilidade de uma microestrutura em uma condição termodinâmica específica
(por exemplo para um determinado par de valores de pressão e temperatura) depende do
estado de equilíbrio em que a estrutura se encontra em relação a essa condição. Assim, é
conveniente fazer algumas considerações iniciais sobre os possíveis estados de equilíbrio
termodinâmico de um sistema material.
De um modo geral um sistema material pode apresentar-se em um dos seguintes
estados de equilíbrio: (1) equilíbrio instável, (2) equilíbrio metaestável e (3) equlíbrio
estável, sendo que do ponto de vista termodinâmico ele passa de um estado mais instável
para um mais estável à medida que sua energia livre decresce.
Cahn, em 1968, estabeleceu uma interessante analogia entre o equilíbrio de
sistemas materiais e blocos sólidos, associando a energia livre do sistema ao centro de
massa dos blocos (figura 1.1), que auxilia a conceituação desses três estados de
equilíbrio.
Considerando um bloco sólido na forma de um paralelepípedo pode-se dizer que:
1. Equilíbrio estável é aquele para o qual nenhuma transformação espontânea é
possível, ou seja é equivalente ao apresentado pelo bloco quando apoiado
sobre uma face de maior área (figura 1.1.c).
2. Equilíbrio instável é aquele para o qual a transformação que leva a um
estado mais estável é totalmente espontânea, não existindo uma barreira

4
energética para o início da mesma, ou seja, não exige energia de ativação
(energia necessária para iniciar a transformação). Este estado é análogo ao
apresentado pelo bloco apoiado em uma aresta, que quando solto tende a cair
assumindo uma posição de apoio mais estável sobre uma das faces (figura
1.1.b).
3. Equilíbrio metaestável é aquele para o qual existe uma barreira energética
que deve ser vencida para que se inicie a transformação que leva a estado de
maior equilíbrio, ou seja, exige energia de ativação. É análogo ao
apresentado pelo bloco apoiado numa das faces de menor área (figura 1.1.a),
que se manterá nessa posição, apesar de não ser a de maior equilíbrio, até
que alguma energia seja fornecida para levá-lo à posição de maior
estabilidade (apoiado sobre a face de maior área). Quando essa energia é
fornecida ele passa inicialmente por um estado de equilíbrio instável que
apresenta maior energia (figura 1.1.b) para depois atingir o estado de maior
equilíbrio (figura 1.1.c).
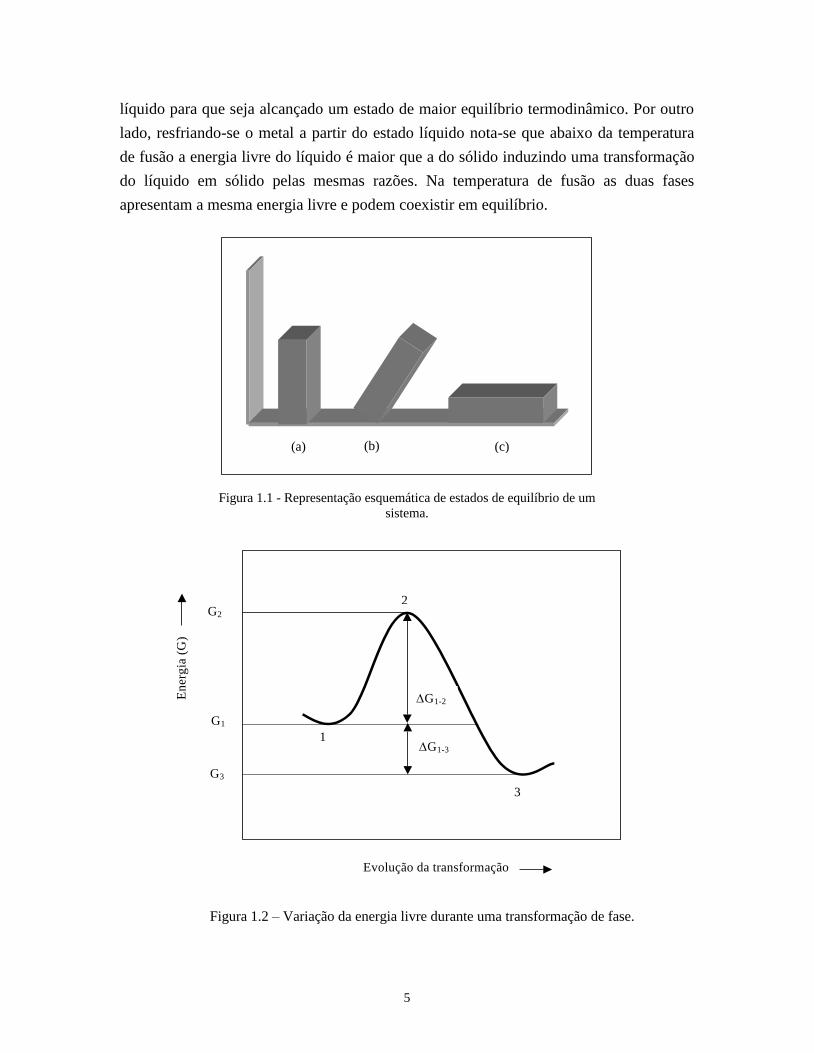
A mesma análise pode ser feita do ponto de vista termodinâmico através da figura
1.2 que mostra, esquematicamente, a variação da energia livre com a evolução da reação,
para a transformação que leva a um sistema do equilíbrio metaestável para o equilíbrio
estável. Pode-se notar que há inicialmente a necessidade de se fornecer uma certa
quantidade de energia (energia de ativação) que leve o sistema do estado inicial
(metaestável) para um estado de transição (instável) a partir do qual a transformação que
leva ao estado final (estável) é espontânea. A transformação, no entanto, ocorre com uma
redução efetiva da energia livre uma vez que a energia final é menor que a inicial.
A força motriz da transformação é, então, a variação efetiva da energia livre do
sistema, que está relacionada com variações na temperatura, alterações na composição,
aplicação de tensões externas, existência de interfaces entre duas fases ou em contornos
de grãos, etc.
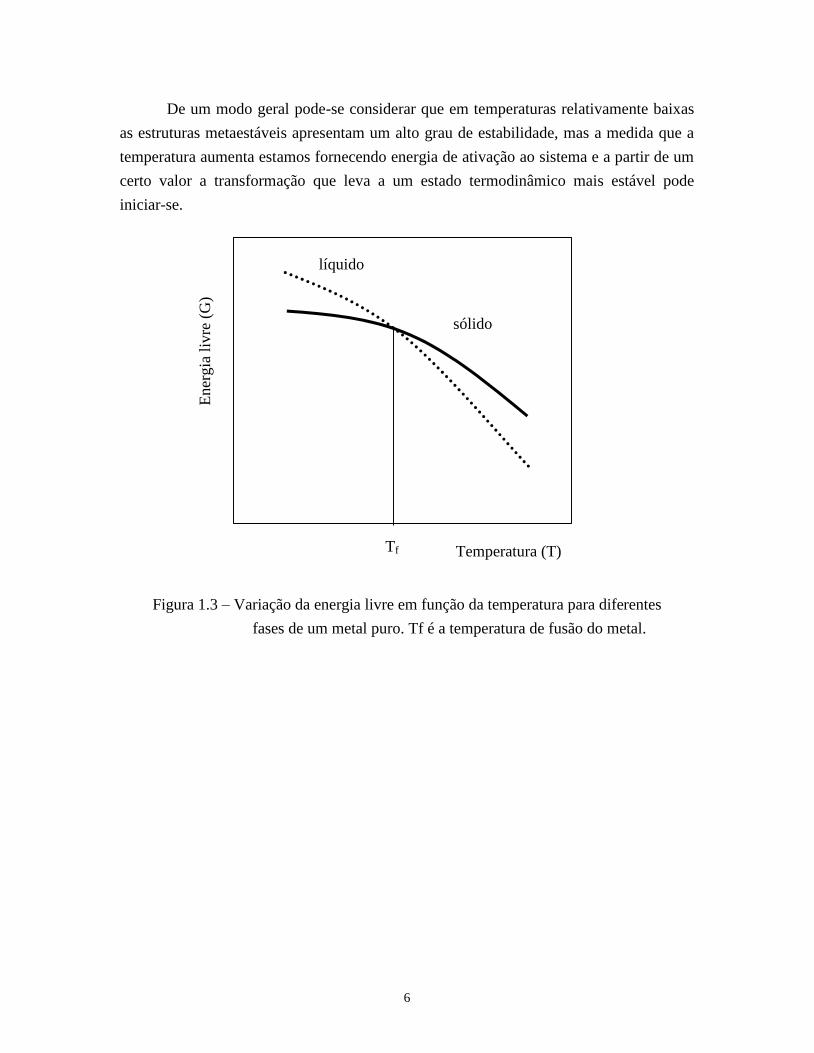
Um exemplo disso é a transformação líquido/sólido em um metal puro, induzida
por mudança de temperatura. Analisando as curvas de variação de energia livre com a
temperatura das fases líquida e sólida (figura 1.3) nota-se que aquecendo o metal a partir
da temperatura ambiente, acima da temperatura de fusão (Tf) a energia livre do sólido é
maior que a do líquido, o que indica que há uma tendência de transformação do sólido em
5
líquido para que seja alcançado um estado de maior equilíbrio termodinâmico. Por outro
lado, resfriando-se o metal a partir do estado líquido nota-se que abaixo da temperatura
de fusão a energia livre do líquido é maior que a do sólido induzindo uma transformação
do líquido em sólido pelas mesmas razões. Na temperatura de fusão as duas fases
apresentam a mesma energia livre e podem coexistir em equilíbrio.
(a) (b) (c)
Figura 1.1 - Representação esquemática de estados de equilíbrio de um
sistema.
En
erg
ia (
G)
G1
G2
G3
1
2
3
G1-2
G1-3
Evolução da transformação
Figura 1.2 – Variação da energia livre durante uma transformação de fase.
6
De um modo geral pode-se considerar que em temperaturas relativamente baixas
as estruturas metaestáveis apresentam um alto grau de estabilidade, mas a medida que a
temperatura aumenta estamos fornecendo energia de ativação ao sistema e a partir de um
certo valor a transformação que leva a um estado termodinâmico mais estável pode
iniciar-se.
Tf
sólido
líquido
Ener
gia
liv
re (
G)
Temperatura (T)
Figura 1.3 – Variação da energia livre em função da temperatura para diferentes
fases de um metal puro. Tf é a temperatura de fusão do metal.
7
Capítulo 2
NUCLEAÇÃO E CRESCIMENTO
DE FASES _________________________________________________________
2.1 Conceitos gerais
Os materiais podem sofrer transformações de fase quando as suas condições
termodinâmicas são alteradas. As alterações de temperatura ou de pressão atuando sobre
o material são exemplos de mudanças das condições termodinâmicas. As transformações
de fase ocorrem porque em diferentes condições termodinâmicas diferentes fases podem
apresentar energia livre mais baixa tornando-se, portanto, mais estáveis. Os exemplos
mais simples de transformações de fase são os relacionados com as mudanças de estado
(sólido/líquido/gasoso) de um material puro, mas existem transformações que ocorrem
com o material no estado sólido.
Neste texto serão tratadas principalmente as transformações de fase que ocorrem
em materiais metálicos. A primeira transformação de fase de interesse em engenharia é a
solidificação. Essa transformação é importante para a obtenção de peças pelo processo de
fundição em que o metal líquido é solidificado em um molde com uma forma
determinada. Mas, principalmente quando se trabalha com ligas metálicas, são
extremamente importantes as transformações de fase que ocorrem no estado sólido
fazendo com que determinadas ligas metálicas possam ter sua microestrutura alterada,
através de operações controladas de aquecimento e resfriamento, com conseqüentes
mudanças nas suas propriedades.
Quando as condições termodinâmicas mudam e uma nova fase passa a apresentar
maior estabilidade há a tendência da fase existente transformar-se nessa nova fase. Essa
transformação não é, evidentemente, instantânea e ocorre em duas etapas. Inicialmente
8
deve ocorrer a nucleação de partículas microscópicas estáveis da nova fase e
posteriormente deve ocorrer o crescimento dessas partículas até a completa substituição
da fase existente.
Ao surgir uma partícula da nova fase temos associados a ela um volume e uma
superfície de separação com a fase existente. Como a nova fase (mais estável) apresenta
uma energia livre menor que a fase original, ao volume da partícula formada está
associado um abaixamento local de energia. A superfície de separação entre a partícula
da nova fase e a fase original, no entanto, está associado um aumento local de energia.
Isto ocorre porque na interface entre duas fases há uma mudança abrupta na estrutura
cristalina ou no estado de agregação, o que provoca a existência de ligações atômicas
interrompidas e um afastamento do equilíbrio termodinâmico. Como a estabilidade da
nova fase está associada com uma diminuição da energia livre do sistema material, é
razoável concluir-se intuitivamente que essa estabilidade depende do balanço entre a
diminuição da energia de volume e o aumento da energia de superfície. Pode-se
considerar, então, que as partículas tenham uma tendência a assumir uma forma
aproximadamente esférica, que apresenta um maior volume (maior diminuição de
energia) para uma menor superfície (menor aumento de energia). Assim a estabilidade da
partícula pode ser associada ao seu raio, ou seja, partículas que surgem com um raio
menor que um determinado valor, denominado raio crítico, não adquirem estabilidade e
são chamadas embriões, e partículas que surgem com raio maior que o raio crítico podem
ser consideradas estáveis e constituem, então, os núcleos da nova fase.
A nucleação de partículas da nova fase envolve o movimento, por difusão, de
átomos no interior da fase existente e o seu arranjo segundo a estrutura cristalina
característica da nova fase, e o crescimento dessas partículas envolve o movimento de
átomos em direção à mesma, através da sua interface e no seu interior.
A nucleação de partículas da nova fase é normalmente classificada em nucleação
homogênea e nucleação heterogênea. Considera-se nucleação homogênea aquela que
ocorre no sistema material sem a interferência de agentes estranhos ao mesmo e a
nucleação heterogênea aquela que ocorre com a interferência de agentes estranhos. Esses
conceitos serão explicados mais claramente a seguir.

9
2.2 Nucleação Homogênea
Como a transformação de fase envolvendo mudanças de estado é mais familiar e
mais facilmente compreendida será considerado inicialmente, como exemplo, o caso da
solidificação de um metal puro e posteriormente serão comentadas as particularidades das
transformações que ocorrem no sistema material no estado sólido.
A diferença entre o metal puro no estado líquido e no estado sólido é que no
líquido ocorrem no máximo ordenações de curto alcance nos átomos (a estrutura como
um todo pode ser considerada desordenada) e no sólido ocorrem ordenações de longo
alcance seguindo a célula unitária característica do metal. Quando a temperatura do metal
líquido for levada a um valor tal que termodinamicamente o sólido seja mais estável que
o líquido (apresente menor energia livre que o líquido), ou seja, temperatura menor ou
igual à temperatura de fusão, as ordenações microscópicas de curto alcance podem dar
origem a partículas aproximadamente esféricas da nova fase. Essas partículas
microscópicas podem ser consideradas embriões da fase sólida. No caso da nucleação
homogênea essas partículas surgem no interior da fase existente sem a interferência de
qualquer agente estranho à mesma, conforme figura 2.1.
r
embriões
líquido
Figura 2.1 – Representação esquemática de embriões com arranjo
atômico ordenado
Considerando que o volume (Ve) e a área superficial (Ae) da esfera são dados, em
função do raio (r), respectivamente por:

10
V re
4
3
3 (2.1)
e
A re 4 2 (2.2)
e que Gv é a variação de energia por unidade de volume associada ao volume
transformado (negativa) e sl é a energia por unidade de área associada à superfície de
separação das duas fases (positiva), a variação de energia livre do sistema material devido
ao aparecimento da partícula (Ghom) é dada por:
G A V Ge sl e vhom (2.3)
ou, substituindo (2.1) e (2.2) em (2.3):
G r r Gsl vhom 44
3
2 3 (2.4)
r*
G*hom
r
Va
ria
ção
de
ener
gia
liv
re
vGr 3
3
4
slr 24
Ghom
Figura 2.2 – Variação da energia livre em função do raio da partícula.
Colocando-se cada um dos termos da equação 2.4 na forma de gráfico em função
do raio são obtidas as curvas da figura 2.2. Pode-se notar, então, que existe um valor
crítico para o raio (r*) a partir do qual o termo relativo à energia de volume (negativo)

11
passa a ser preponderante em relação ao termo relativo à energia de superfície (positivo),
fazendo com que a energia livre do sistema (G) diminua com a transformação. Abaixo
desse valor crítico a energia do sistema aumentaria com a continuidade da transformação
(que implicaria em aumento do raio da partícula) já que o termo relativo à superfície é
predominante. Assim pode-se concluir que partículas que surgem com raio menor que o
crítico não são estáveis e tendem a redissolver-se no líquido pois seu crescimento
implicaria em um aumento da energia livre do sistema. Já as partículas que surgem com
raio maior que o raio crítico são estáveis e tendem a crescer pois seu crescimento provoca
a diminuição da energia livre do sistema, conforme figura 2.2.
Como o raio crítico corresponde a um ponto de máximo da equação 2.4 (ver
figura 2.2) ele pode ser facilmente obtido derivando-se a equação e igualando a zero:
rG
sl
v
*hom
2
(2.5)
Substituindo-se o valor do raio crítico na equação 2.4 obtém-se o valor da energia
de ativação (G*) necessária para a formação de um núcleo (partícula estável) da nova
fase, ou seja:
GG
sl
v
*hom
( )
16
3
3
2
(2.6)
Na prática para vencer a barreira energética e possibilitar o início da nucleação, é
necessário que a temperatura atinja um valor pouco abaixo da temperatura de fusão. A
diferença entre a temperatura de fusão (Tf) e essa temperatura (T) é denominada super-
resfriamento (T = T - Tf). A energia de volume (Gv) pode ser colocada em função do
super-resfriamento através da equação:
f
vT
TLG
(2.7)
onde L é o calor latente de solidificação e Tf é a temperatura de fusão do metal.
As equações 2.5 e 2.6 podem então ser colocadas em termos do super-
resfriamento substituindo a energia de volume (Gv) pela equação 2.7. Com isso obtém-
se respectivamente:

12
TL
Tr
fSL
2* (2.8)
e
2
23
hom3
16*
TL
TG
fSL
(2.9)
2.3 Nucleação Heterogênea
A nucleação heterogênea é aquela que ocorre com a interferência de agentes
estranhos ao sistema material. Esses agentes nucleantes, que são denominados
genericamente de substratos, podem ser, por exemplo, no caso da solidificação, as
paredes do molde, partículas de impurezas e agentes nucleadores adicionados na forma
de pó ao metal líquido e, no caso das transformações no estado sólido, os contornos de
grão, regiões com alta densidade de discordâncias e precipitados de impurezas ou
compostos intermetálicos.
A partícula da nova fase formar-se-á, então, sobre o substrato e pode-se considerar
que tenha a forma aproximada de uma calota esférica conforme é mostrado na figura 2.3.
Vão surgir, então, energias associadas a cada uma das superfícies de separação, ou seja,
substrato (an)/sólido(s), líquido (l)/substrato (an) e sólido (s)/líquido (l), sendo:
Substrato (An)
r
Partícula (S)
Líquido (L)
sl
an/s an/l
sólido
Figura 2.3 - Nucleação de uma partícula sobre um substrato.

13
sl - energia superficial entre o sólido e o líquido
an/s - energia superficial entre o substrato e o sólido
an/l - energia superficial entre o substrato e o líquido
A eficiência do substrato como agente nucleante depende da afinidade ou
"molhamento" entre o mesmo e a fase que se transforma e é caracterizada pelo ângulo de
molhamento () mostrado na figura 2.3.
Para que o sistema mostrado na figura 2.3 esteja em equilíbrio o seguinte balanço
de forças deve ser satisfeito:
an s sl an l/ /cos (2.10)
ou
an s an l sl/ / cos (2.11)
Na figura 2.3 pode-se observar que quando surge a partícula sólida sobre o
substrato a superfície de separação entre ambos substitui uma área equivalente da
superfície de separação entre o substrato e o líquido. Como a energia associada à
superfície de separação entre substrato e sólido é menor que aquela entre substrato e
líquido, conforme pode ser observado na equação 2.11, pode-se concluir que há um
abaixamento local de energia de superfície quando surge uma partícula sólida sobre o
substrato, o que facilita a nucleação.
Para se determinar a variação de energia livre durante a nucleação heterogênea (
Ghet) parte-se da seguinte equação:
vcel/ans/ans/anslslhet
GV)(AAG (2.12)
Substituindo-se as áreas (Asl) da calota esférica que separa o sólido do líquido e
(Aan/s) do circulo que separa o substrato do sólido e o volume (Vce) da calota esférica
sólida e considerando-se a equação 2.11, obtém-se:
)Gr3
1r()coscos32(G
v
3
sl
23
het (2.13)

14
Para determinar o raio crítico basta derivar a equação 2.13 e igualar a zero,
obtendo-se:
v
slhet
*
G
2r
(2.14)
Como pode ser visto esta equação é igual à obtida no caso da nucleação
homogênea indicando que o raio crítico tem o mesmo valor nos dois casos.
Substituindo-se a equação 2.14 na equação 2.13 obtém-se a energia de ativação
necessária para a nucleação heterogênea:
2
v
3
sl3het
*
)G(3
)(4)coscos32(G
(2.15)
As equações 2.14 e 2.15 podem também ser colocadas em função do super-
resfriamento usando a equação 2.7.
Das equações 2.6 e 2.15 obtém-se:
G
G
het*
*hom
( cos cos ) 1
42 3 3 (2.16)
ou seja, a relação entre as energias de ativação necessárias para a nucleação homogênea e
heterogênea depende apenas da afinidade entre o núcleo e o substrato (representada pelo
ângulo ).
Três casos podem, então, ser considerados (ver figura 2.4). Se é nulo a afinidade
entre o núcleo e o substrato é total e:
G
G
het*
*hom
0 (2.17)
indicando que a energia de ativação necessária para a nucleação heterogênea é bem
menor que a necessária para a nucleação homogênea. Portanto a nucleação ocorrerá de
forma heterogênea. Se for maior que zero e menor que 180 a afinidade entre o núcleo
é parcial e:

15
G
G
het*
*hom
1 (2.18)
indicando que a nucleação ocorre preferencialmente de forma heterogênea que exige
menor energia de ativação. Finalmente se é igual a 180 a afinidade entre o núcleo e o
substrato é nula e a energia de ativação necessária para os dois casos é igual:
G
G
het*
*hom
1 (2.19)
indicando que o substrato não facilita a nucleação.
De qualquer forma sempre que há alguma afinidade entre o substrato e a fase que
se forma a energia de ativação necessária para a nucleação heterogênea é menor. Como
na prática em geral existem agentes estranhos no sistema material, com alguma afinidade
com os núcleos que se formam, a nucleação em geral ocorre de forma heterogênea.
Núcleos
Substrato
= 0° 0° < > 180º = 180°
Figura 2.4 - Afinidade entre núcleos e substrato em função do ângulo .
2.4 Nucleação Sólido/Sólido
Quando há a nucleação de uma fase sólida no interior de outra fase sólida valem
os princípios citados anteriormente, no entanto algumas particularidades devem ser
salientadas.
16
Em primeiro lugar a difusão atômica no estado sólido é bem mais difícil do que
no líquido, o que faz com que a nucleação e o crescimento de novas fases ocorram mais
lentamente. Alem disso a eventual variação de volume durante a transformação de uma
fase em outra pode provocar o aparecimento de tensões internas que aumentam a energia
local juntamente com as energias de superfície exigindo raios críticos maiores para que a
queda de energia devido ao volume possa compensá-las, retardando a nucleação. Assim
nos sólidos a tendência para a nucleação heterogênea é maior já que regiões com alta
densidade de discordâncias e contornos de grão, por exemplo, por apresentarem energia
local mais alta, podem contribuir com parte da energia de ativação necessária para a
nucleação.
Finalmente, embriões sólidos em geral não se redissolvem quando surgem com
raio menor que o raio crítico, mantendo-se inalterados até que condições termodinâmicas
os permitam atingir esse raio, podendo aumentar a energia local.
2.5 Velocidades de nucleação e crescimento
A velocidade global de uma transformação de fase depende das velocidades de
nucleação e crescimento. Tanto o processo de nucleação como o de crescimento ocorrem
com velocidades que dependem das condições termodinâmicas. Se o processo é ativado
termicamente essas velocidades dependem da temperatura em que ocorre a
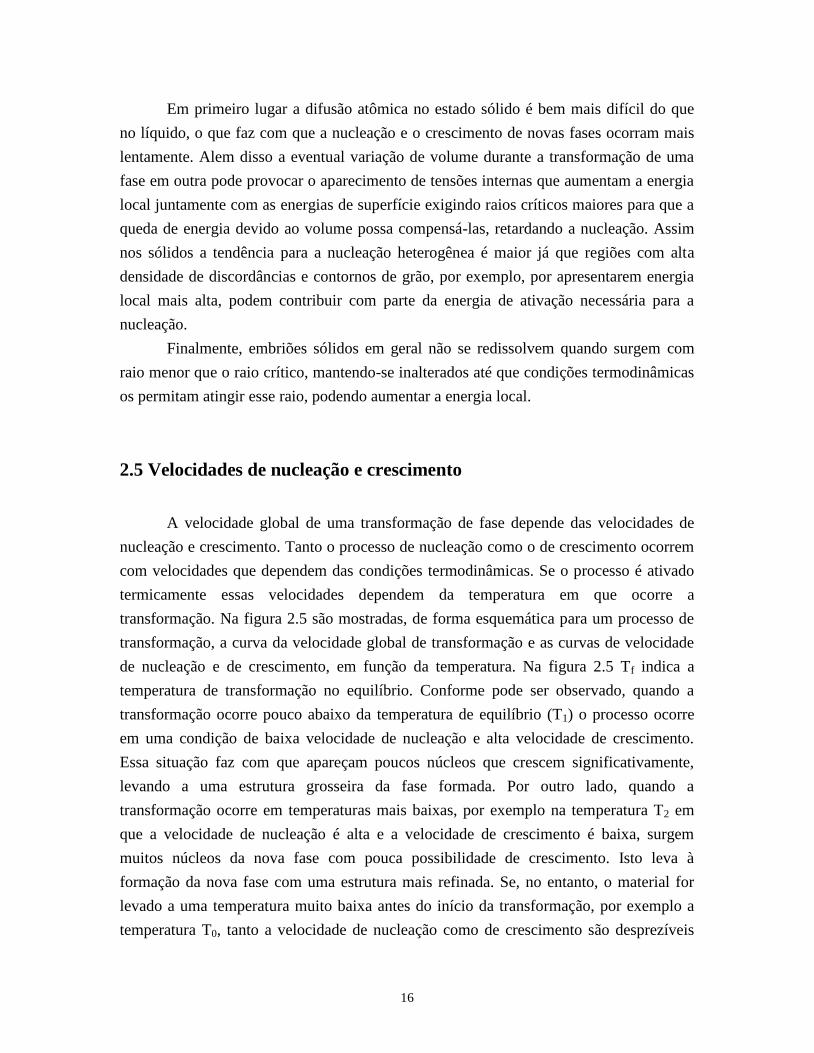
transformação. Na figura 2.5 são mostradas, de forma esquemática para um processo de
transformação, a curva da velocidade global de transformação e as curvas de velocidade
de nucleação e de crescimento, em função da temperatura. Na figura 2.5 Tf indica a
temperatura de transformação no equilíbrio. Conforme pode ser observado, quando a
transformação ocorre pouco abaixo da temperatura de equilíbrio (T1) o processo ocorre
em uma condição de baixa velocidade de nucleação e alta velocidade de crescimento.
Essa situação faz com que apareçam poucos núcleos que crescem significativamente,
levando a uma estrutura grosseira da fase formada. Por outro lado, quando a
transformação ocorre em temperaturas mais baixas, por exemplo na temperatura T2 em
que a velocidade de nucleação é alta e a velocidade de crescimento é baixa, surgem
muitos núcleos da nova fase com pouca possibilidade de crescimento. Isto leva à
formação da nova fase com uma estrutura mais refinada. Se, no entanto, o material for
levado a uma temperatura muito baixa antes do início da transformação, por exemplo a
temperatura T0, tanto a velocidade de nucleação como de crescimento são desprezíveis

17
devido à baixa possibilidade de movimentação atômica por difusão. Nesse caso o
processo de transformação de fase pode se tornar inviável sendo mantida a fase existente
em uma condição metaestável.
T
T1
T2
vn
vc
Tf
vn, vc,vg
vg
T0
Figura 2.5. – Representação esquemática da variação da velocidade global de transformação (Vg) e
das velocidades de nucleação (Vn) e crescimento (Ve).

18
Capítulo 3
RECUPERAÇÃO E
RECRISTALIZAÇÃO DE
MATERIAIS METÁLICOS _________________________________________________________
3.1 Introdução
Quando um material metálico no estado sólido é deformado plasticamente, ou
seja, sofre uma mudança de forma permanente pela aplicação de um esforço mecânico, a
maior parte da energia envolvida no processo é dissipada na forma de calor mas uma
parte é armazenada no mesmo aumentando sua energia interna e, portanto, tirando-o do
seu equilíbrio termodinâmico. A deformação plástica externa do material altera também a
sua microestrutura e a parcela de energia envolvida no trabalho de deformação que fica
armazenada está associada a deformações na rede e ao aumento da densidade de defeitos
cristalinos nessa estrutura, principalmente as discordâncias e os vazios. Dependendo da
temperatura na qual o material é deformado essas alterações na microestrutura podem
permanecer após o término do processo e a energia associada a elas leva o material a um
estado metaestável. A possibilidade disso acontecer é tanto maior quanto mais baixa for a
temperatura de deformação. O material metaestável tem, então, a tendência de sofrer
transformações que o levem em direção a um estado mais estável. No entanto, como já
foi visto no primeiro capítulo, há necessidade de se fornecer energia de ativação para que
essas transformações ocorram.
Neste capítulo serão estudados os processos de recuperação e recristalização que
permitem, respectivamente, a eliminação parcial ou total dos efeitos da deformação na
microestrutura dos materiais metálicos.
3.2 Efeitos da deformação plástica na resistência mecânica dos materiais
metálicos

19
Neste texto não serão abordados de forma extensiva os aspectos metalúrgicos das
transformações internas da rede cristalina introduzidas pela deformação plástica. Mas
alguns conceitos, que são imprescindíveis para uma compreensão dos efeitos de tais
transformações nas propriedades dos materiais e dos tratamentos térmicos que permitem
a eliminação desses efeitos, serão apresentados a seguir, de forma simplificada.
Do ponto de vista microscópico pode-se considerar que a deformação externa
visível de um material metálico é provocada por deslocamentos sucessivos de planos
atômicos característicos da sua estrutura cristalina quando se aplica uma tensão sobre o
mesmo. Esse tipo de deslocamento caracteriza um cisalhamento interno na estrutura e
ocorre mais facilmente quando envolve os planos cristalinos com maior densidade
atômica (planos compactos), que são denominados planos de deslizamento. Pode-se
dizer, então, que a deformação plástica inicia quando a componente de cisalhamento da
tensão aplicada ultrapassa o limite de resistência ao cisalhamento do material (ver figura
3.1).
Considerando-se o caso ideal de um material monocristalino, ou seja, que
apresenta um único grão cristalino em toda a sua extensão, e isento de defeitos internos
na rede, pode-se considerar que o limite de cada plano atômico é constituído pela
superfície externa do material. Cada deslocamento de uma distância interatômica entre
dois planos subsequentes, necessário para a continuidade da deformação, exigirá o
"rompimento" de todas as ligações atômicas entre os átomos dos dois planos,
F
F
Figura 3.1 – Aspectos microscópicos de deformação.

20
envolvendo, portanto energias muito altas (ver figura 3.2). Na prática, no entanto, as
energias necessárias para deformar um material são bem menores que as calculadas
considerando um cristal perfeito. Isto ocorre devido a defeitos cristalinos denominados
discordâncias, que facilitam o deslizamento dos planos atômicos. A forma mais simples
de discondância é a discordância em cunha caracterizada por um plano extra incompleto
de átomos inserido na rede. Aplicando-se uma tensão no cristal esse plano extra pode
mover-se sobre um plano de deslizamento, deslocando parte do plano completo
adjacente. A energia para tal movimento deve permitir o "rompimento" das ligações
atômicas de uma quantidade de átomos correspondentes à aresta do plano extra, sendo,
portanto, bem menor que a necessária para romper as ligações entre todos os átomos de
dois planos compactos subseqüentes. Como deslocamentos sucessivos de uma
discordância até o limite externo do cristal formam um degrau semelhante ao obtido com
o deslizamento entre dois planos compactos (mostrado na figura 3.2), pode-se concluir
que a deformação é facilitada pela existência das discordâncias.
A figura 3.3 mostra uma seqüência de deslocamentos de uma discordância, que
leva a uma deformação equivalente a uma distância interatômica. Como a densidade de
discordâncias por cm2 em um material metálico no seu estado normal varia em torno de
1
1 2
2 3
3 4
4 5
5 6
6
7
7
2
2
1
1
3
3
4
4
5
5
6
6
7
7
(a)
(b)
Figura 3.2 – Deslocamento relativo de dois planos atômicos durante a deformação.

21
106 e 108, pode-se perceber a importância e a influência das discordâncias no processo
de deformação plástica.
Foi considerado até agora o caso de um material monocristalino mas em geral os
materiais metálicos utilizados em engenharia são policristalinos, ou seja, têm sua
microestrutura formada por uma quantidade grande de grãos cristalinos. Nesse caso o
deslocamento das discordâncias ocorrerá dentro desses grãos cristalinos. Como a
deformação plástica, na prática, é baseada no movimento das discordâncias sobre os
planos de deslizamento, pode-se concluir que qualquer coisa que dificulte o movimento
das discordâncias dificulta a deformação, aumentando, conseqüentemente, a resistência
mecânica do material. Nos contornos de grão há uma interrupção dos planos de
deslizamento, não havendo o "casamento" entre planos atômicos pertencentes a diferentes
grãos cristalinos adjacentes. Assim pode-se considerar que o contorno de grão é um
obstáculo evidente ao deslocamento das discordâncias e que durante a deformação
plástica haverá um acúmulo de discordâncias nos contornos de grão, aumentando a
resistência do material, na medida que a continuidade dos deslocamentos é prejudicada
(ver figura 3.4).
Figura 3.3 – Exemplo de deslocamento d e discordância em cunha.
(c) (b)
x 1
x 2
P 2
P 1
(a)
x 1
x 2
P 1
P 2

22
Além disso deve ser considerado que há um aumento na densidade de
discordâncias durante a deformação, podendo chegar a algo em torno de 1012 por cm2, e
que devido ao cruzamento de planos de deslizamento em certas estruturas cristalinas pode
ser formada uma estrutura "emaranhada" de discordâncias nos contornos de grão,
agravando ainda mais o problema (ver figura 3.5).
plano de
deslizamento
plano de
deslizamento
contornos
de grão
Figura 3.4 – Acúmulo de discordâncias no contorno de grão.
emaranhado de
discordâncias
contornos de
grãos
Figura 3.5 – Estrutura emaranhada de discordâncias nos contornos de grãos.
23
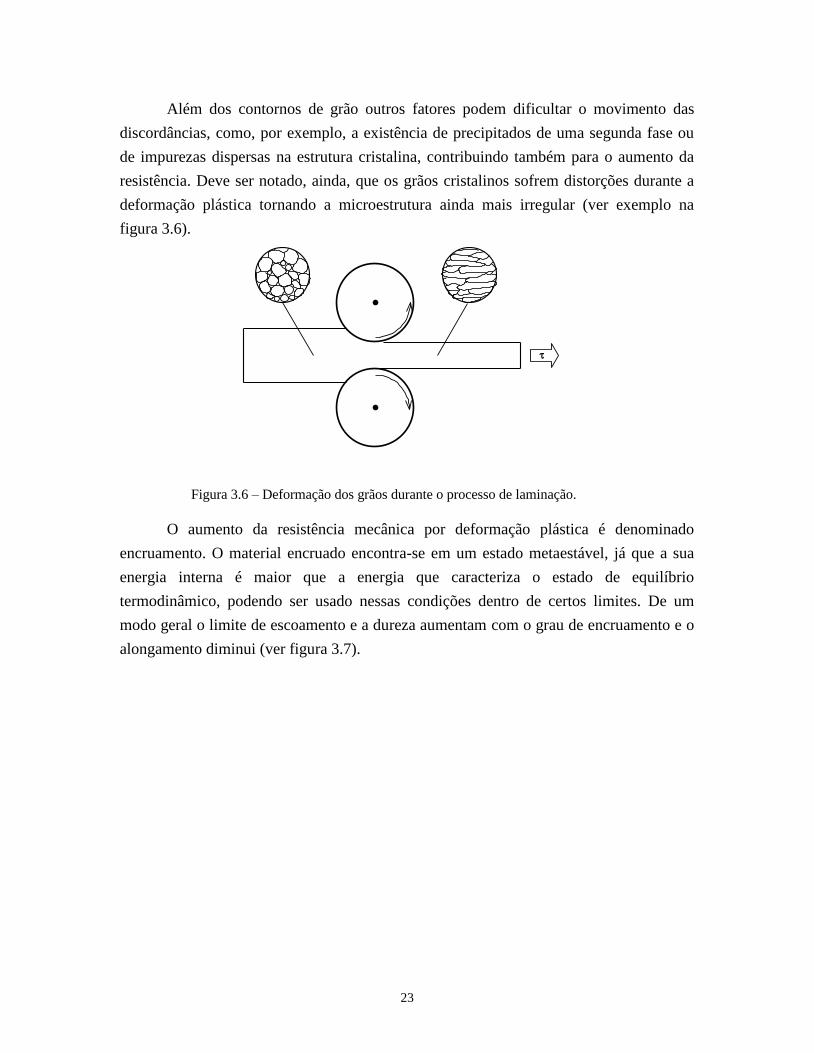
Além dos contornos de grão outros fatores podem dificultar o movimento das
discordâncias, como, por exemplo, a existência de precipitados de uma segunda fase ou
de impurezas dispersas na estrutura cristalina, contribuindo também para o aumento da
resistência. Deve ser notado, ainda, que os grãos cristalinos sofrem distorções durante a
deformação plástica tornando a microestrutura ainda mais irregular (ver exemplo na
figura 3.6).
O aumento da resistência mecânica por deformação plástica é denominado
encruamento. O material encruado encontra-se em um estado metaestável, já que a sua
energia interna é maior que a energia que caracteriza o estado de equilíbrio
termodinâmico, podendo ser usado nessas condições dentro de certos limites. De um
modo geral o limite de escoamento e a dureza aumentam com o grau de encruamento e o
alongamento diminui (ver figura 3.7).
Figura 3.6 – Deformação dos grãos durante o processo de laminação.

24
Na figura 3.8 é mostrado, esquematicamente, um exemplo de aumento do limite
de escoamento devido ao encruamento. O material recozido, ou seja, no seu estado
normal, apresenta um limite de escoamento inicial e e ao ser descarregado após sofrer
deformação plástica passa a apresentar um novo limite de escoamento ’ maior que e.
Além da resistência mecânica, a resistência elétrica também pode ser alterada com o
encruamento.
O efeito do encruamento pode ser benéfico na medida em que pode ser usado para
aumentar a resistência mecânica de um material metálico. Pode, no entanto, ser
prejudicial em processos de fabricação que envolvam deformações sucessivas, como é o
caso, por exemplo, da trefilação, em que um fio com um certo diâmetro é obtido pela
passagem do material, inicialmente com um diâmetro bem maior, através de fieiras
sucessivas com diâmetros decrescentes. Nesse caso o encruamento aumenta a fragilidade
do material a cada nova deformação e pode haver necessidade de se realizar tratamentos
térmicos intermediários para restaurar as propriedades originais do material permitindo a
continuidade das deformações.
Grau de encruamento
Res
istê
nci
a m
ecân
ica
Alo
ngam
ento
Dure
za
Alongamento
Dureza
Resistência
mecânica
Figura 3.7 - Variação das propriedades mecânicas com o grau de encruamento.

25
3.3 Recuperação de materiais encruados
A recuperação do material encruado está relacionada com a eliminação parcial
dos efeitos da deformação plástica na sua microestrutura. A recuperação, em geral, ocorre
a temperaturas não muito altas.
Durante a recuperação pode haver alguma diminuição dos defeitos cristalinos,
como discordâncias e vazios, que tiveram sua densidade aumentada durante a
deformação, e alguma ordenação no arranjo "emaranhado" das discordâncias nos
contornos de grão (ver figura 3.9). Mas a densidade de discordâncias, em geral,
permanece acima do normal e as mesmas continuam concentradas nos contornos de grão.
A estrutura permanece irregular, com os grãos cristalinos deformados. A energia interna,
portanto, permanece alta e o material encontra-se ainda em um estado de equilíbrio
metaestável.
Do ponto de vista das propriedades pode-se dizer que a resistência elétrica é a
mais afetada durante a recuperação podendo voltar ao valor normal, mas as propriedades
mecânicas, em geral, são pouco alteradas. No entanto para o caso específico de um
monocristal pouco deformado, pode haver, excepcionalmente, a restauração da estrutura
Figura 3.8 - Influência do encruamento no limite de escoamento.
’
e
r
’

26
e das propriedades originais já durante a recuperação. Na prática, se o material vai ser
utilizado no estado encruado, a recuperação propicia um alívio de tensões internas.
Fazendo uma análise simplificada pode-se considerar, do ponto de vista
microscópico, que nas regiões de alta densidade de discordâncias, sobre planos de
deslizamento que, em função da deformação plástica, sofreram flexão (ver figura 3.10),
durante a recuperação ocorre um alinhamento das discordâncias formando contornos de
grão de pequeno ângulo e dando origem a subgrãos microscópicos conforme pode ser
visto esquematicamente na figura 3.10. Esse processo de ordenação é denominado
poligonização e os contornos de pequeno ângulo são também denominados paredes
poligonais. Os subgrãos podem ser considerados grãos microscópicos com estrutura
isenta dos efeitos da deformação.
Figura 3.9 - Ordenação das discordâncias no contorno de grão após a recuperação.
discordâncias
ordenadas
contornos de
grãos

27
3.4 Recristalização de materiais encruados
A recristalização é um processo que permite a eliminação completa dos efeitos da
deformação plástica na estrutura e nas propriedades do material metálico através da
nucleação e crescimento de grãos cristalinos não deformados no interior da estrutura
deformada até a completa substituição desta.
Durante a recristalização há a eliminação do excesso de defeitos cristalinos, a
redistribuição das discordâncias acumuladas nos contornos de grão durante a deformação,
a substituição da estrutura irregular por uma estrutura regular e, portanto, a diminuição da
energia interna.
A recristalização é, então, um processo que envolve a nucleação e crescimento de
grãos cristalinos não deformados, o que, como foi visto no capítulo anterior, exige
energia de ativação e, portanto, ocorre a temperaturas mais altas que a recuperação.
Pode-se considerar que a energia de ativação necessária para a recristalização
(GR*) é dada pela equação 2.12, ou seja:
(a)
subgrãos
(b)
paredes
poligonais
Figura 3.10– Formação de subgrãos durante a recuperação.

28
onde sl é a
energia de
superfície associada ao contorno do grão recristalizado e Gv é a diferença de energia de
volume entre o material recristalizado e o material deformado. Como o termo Gv é
tanto maior quanto maior for o grau de deformação conclui-se que quanto maior o grau
de deformação menor a energia de ativação e, portanto, mais fácil a recristalização.
Assim existe um grau de deformação mínimo, que depende do material, abaixo do qual a
recristalização pode tornar-se inviável por exigir temperaturas muito altas ou tempos
excessivamente longos. Já com um grau de deformação alto pode-se realizar a
recristalização a uma temperatura que possibilite uma alta velocidade de nucleação e uma
baixa velocidade de crescimento, dando origem a uma estrutura de grãos refinados, o que
é mais conveniente do ponto de vista das propriedades mecânicas.
A nucleação dos grãos recristalizados ocorre quando embriões, originados dos
subgrãos, limitados por contornos de pequeno ângulo, crescem, através do movimento
das discordâncias que constituem as paredes poligonais, formando contornos com
maiores ângulos, atingindo um raio maior que o raio crítico. Os núcleos assim formados
estão, então, em condição de crescer substituindo gradativamente a estrutura deformada.
Uma observação que deve ser feita com relação aos embriões que se formam com raio
menor que o raio crítico é que os mesmos não podem desaparecer, como no caso da
solidificação, já que é impossível recriar a estrutura deformada que foi substituída pelo
embrião. Assim esse embrião permanece inalterado até que flutuações nas condições
termodinâmicas locais permitam o seu crescimento ou a sua incorporação, através de
deslocamentos de paredes poligonais, por grãos adjacentes em crescimento.
O processo de nucleação é um processo lento e pode-se definir como tempo de
incubação o tempo necessário para que a nucleação torne-se efetiva permitindo o
crescimento dos grãos recristalizados. Após o tempo de incubação o processo de
recristalização é acelerado até próximo do final do mesmo, quando a interferência entre
os grãos recristalizados provoca uma desaceleração. A figura 3.11 mostra, através da
variação da fração recristalizada com o tempo, as diferentes etapas do processo.
GG
Rsl
v
*( cos cos )
( )
2 3
4
3
3
3
2

29
O processo de recristalização é ativado termicamente e, portanto, o tempo
necessário para o mesmo depende não só das características do material e do grau de
deformação, mas também da temperatura na qual é realizado, como pode ser observado
na figura 3.12. Define-se então como temperatura de recristalização para um determinado
material, aquela na qual o processo completa-se em uma hora.
velocidade
baixa velocidade
baixa
velocidade
alta
(tempo de
incubação)
% R
ecri
sta
liza
da
Tempo (escala logarítmica)
Figura 3.11 - Relação entre o percentual de recristalização e o tempo de tratamento.
Figura 3.12 - Influência da temperatura no tempo de recristalização.
% R
ecri
sta
liza
da
Tempo (escala logarítmica)
T1 T2 T3 T4
T1>T2>T3>T4

30
Na tabela 3.1 são apresentados valores aproximados de temperaturas de
recristalização para alguns materiais metálicos considerando um determinado grau de
deformação.
Tabela 3.1 - Valores aproximados de temperaturas de recristalização para alguns
materiais metálicos.
Material Pureza Temperatura de Recristalização
(C)
Chumbo comercial -4
Estanho comercial -4
Zinco comercial 10
Alumínio alta pureza 80
Alumínio comercial 280
Cobre alta pureza 120
Cobre comercial 200
Cobre-2% Berílio comercial 250
Ferro comercial 450
Aço (baixo teor de carbono) comercial 550
Como pode ser observado na tabela, comparando valores relativos a metais com
alta pureza com os relativos metais com pureza comercial (maior teor de impurezas) e
ligas metálicas, as impurezas e os elementos de liga aumentam a temperatura de
recristalização. A principal razão para isso é que os precipitados, de impurezas ou
elementos de liga, dispersos na estrutura dificultam o deslocamento das discordâncias que
formam as paredes poligonais retardando a nucleação.
Em função da temperatura de recristalização pode-se definir como deformação a
frio aquela que é realizada a uma temperatura inferior à temperatura de recristalização e
como deformação a quente aquela realizada a uma temperatura superior à temperatura de
recristalização.
No caso do material ser deformado a frio ele manterá na estrutura os efeitos
da deformação apresentando um certo grau de encruamento. Por outro lado, se for
deformado a quente a recristalização iniciar-se-á já durante a deformação e o material não
31
apresentará encruamento após o processo. Esse tipo de recristalização é denominado
recristalização dinâmica.
Os materiais que têm sua resistência mecânica aumentada por encruamento
apresentam uma estrutura metaestável e podem ser utilizados nessa condição, desde que a
temperatura de serviço não seja alta o suficiente para desencadear o processo de
nucleação de grãos recristalizados.
Se o material depois de completado o processo de recristalização for mantido à
temperatura de recristalização há uma tendência de crescimento dos grãos recristalizados,
através do aumento dos maiores e desaparecimento dos menores. Esse crescimento
ocorre para diminuir a energia de superfície associada aos contornos de grão, já que
muitos grãos pequenos ocupando um determinado volume vão apresentar uma área
superficial maior que poucos grãos maiores ocupando o mesmo volume. Assim o
processo deve ser interrompido, resfriando-se o material, tão logo a estrutura deformada
tenha sido totalmente substituída por grãos recristalizados, já que os grãos grandes são
inconvenientes do ponto de vista de propriedades mecânicas.

32
Capítulo 4
TRATAMENTO TÉRMICO DE
SOLUBILIZAÇÃO E
PRECIPITAÇÃO ______________________________________________________
4.1 Introdução
Uma liga metálica para a qual há solubilidade parcial do soluto na rede cristalina
do solvente e esta aumenta com a temperatura, pode apresentar, quando em temperaturas
relativamente altas, uma única fase caracterizada por uma solução de todos os átomos do
soluto na rede cristalina do solvente. Mas, durante o resfriamento, para um determinado
valor de temperatura, que depende da composição, o limite de solubilidade é alcançado,
fazendo com que uma única fase sólida não seja mais estável e haja, como conseqüência,
a precipitação de uma segunda fase. A segunda fase pode ser constituída por uma solução
sólida de átomos do solvente na rede cristalina do soluto, como, por exemplo, no caso do
sistema chumbo-estanho, ou por um composto intermetálico, como é o caso do sistema
alumínio-cobre.
Na figura 4.1 é mostrado um diagrama de fases esquemático de um sistema
composto pelos elementos A e B em que há solubilidade parcial dos átomos do soluto na
rede cristalina do solvente. Se uma liga com composição x1 é resfriada, a partir do estado
líquido (TTL), em condições de equilíbrio termodinâmico, ou seja, com velocidade de
resfriamento extremamente lenta, quando é atingida a temperatura TL inicia-se a
solidificação com o aparecimento da fase sólida , caracterizada por uma solução sólida
de átomos de B na rede cristalina de A. Entre TL e TS a transformação do líquido em
sólido continua. Em TS a transformação termina e tem-se uma estrutura monofásica
composta apenas por grãos da fase , que persiste até a temperatura T1. A temperatura T1
representa o limite de solubilidade de átomos de B na rede cristalina de A para uma liga
com composição x1 no estado sólido. Continuando o resfriamento a partir desta
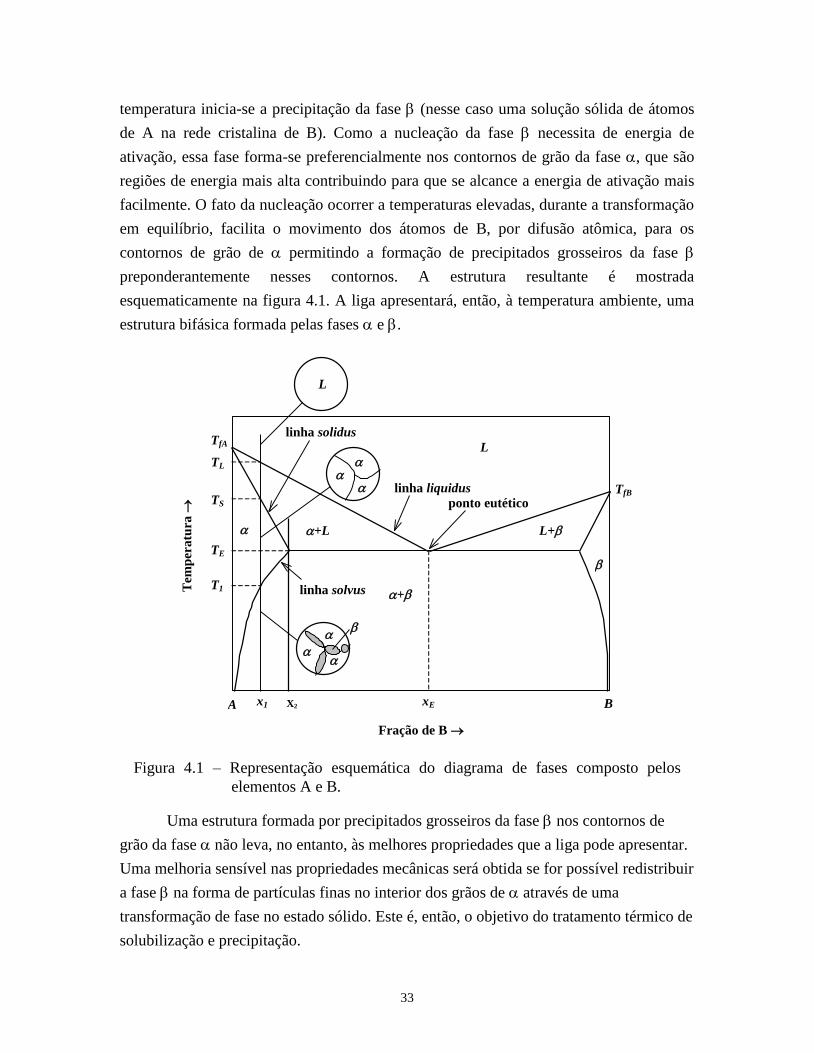
33
temperatura inicia-se a precipitação da fase (nesse caso uma solução sólida de átomos
de A na rede cristalina de B). Como a nucleação da fase necessita de energia de
ativação, essa fase forma-se preferencialmente nos contornos de grão da fase , que são
regiões de energia mais alta contribuindo para que se alcance a energia de ativação mais
facilmente. O fato da nucleação ocorrer a temperaturas elevadas, durante a transformação
em equilíbrio, facilita o movimento dos átomos de B, por difusão atômica, para os
contornos de grão de permitindo a formação de precipitados grosseiros da fase
preponderantemente nesses contornos. A estrutura resultante é mostrada
esquematicamente na figura 4.1. A liga apresentará, então, à temperatura ambiente, uma
estrutura bifásica formada pelas fases e .
Uma estrutura formada por precipitados grosseiros da fase nos contornos de
grão da fase não leva, no entanto, às melhores propriedades que a liga pode apresentar.
Uma melhoria sensível nas propriedades mecânicas será obtida se for possível redistribuir
a fase na forma de partículas finas no interior dos grãos de através de uma
transformação de fase no estado sólido. Este é, então, o objetivo do tratamento térmico de
solubilização e precipitação.
Figura 4.1 – Representação esquemática do diagrama de fases composto pelos
elementos A e B.
x1 xE A B
TfA
TfB
TE
TL
+
L+ +L
L
Fração de B
Tem
per
atu
ra
linha solidus
linha liquidus
ponto eutético TS
T1 linha solvus
L
X2

34
4.2 Endurecimento por precipitação
Para se obter uma nova distribuição da segunda fase ou fase , o primeiro passo é
dissolver novamente os átomos de B que a compõem na rede cristalina de A, obtendo-se
novamente uma estrutura monofásica constituída por grãos da fase . Para tanto, no caso
da liga x1 considerada, como a solubilidade de B em A aumenta com a temperatura, basta
elevar a temperatura até um valor acima de T1, dentro da região de estabilidade da fase
(ponto 1 da figura 4.2), e manter o tempo suficiente para que haja a solubilidade completa
dos átomos de B na rede de A. Essa etapa do processo é denominada de solubilização. A
partir da liga solubilizada pode-se, então, provocar uma precipitação controlada da fase ,
fora do equilíbrio termodinâmico, evitando a sua formação nos contornos de grão de e
fazendo com que ela se forme distribuída no interior desses grãos.
Para que ocorra novamente a precipitação da fase são necessários movimentos
atômicos por difusão que levem os átomos de B para fora da rede cristalina de A para
formar aglomerados que dêem origem a essa fase. Como os movimentos atômicos por
difusão são tanto mais intensos quanto mais alta for a temperatura, se o material com
estrutura monofásica for resfriado rapidamente até a temperatura ambiente pode não
haver tempo suficiente para a difusão de B para fora da rede de A e para o seu
movimento em direção aos contornos de grão. Como à temperatura ambiente os
movimentos de difusão no estado sólido são, em geral, desprezíveis, obtém-se dessa
estado
inicial solubilizado
’
envelhecido superenvelhecido
Figura 4.2 - Representação do tratamento de solubilização e precipitação.
1+
2+
3+
+
Tem
per
atu
ra
(1) e (3) (2) (2)

35
forma uma fase supersaturada, ou seja, com um teor de B acima do limite de
solubilidade (ponto 3 da figura 4.2).
A fase supersaturada à temperatura ambiente apresenta um equilíbrio
metaestável havendo, portanto, uma tendência de precipitar a fase , através de um
processo de nucleação e crescimento, para se atingir um equilíbrio estável. A
transformação de um estado metaestável para um estado estável exige, no entanto,
energia de ativação, que pode ser conseguida aumentando a temperatura do material.
Pode-se escolher, então, uma temperatura entre a temperatura ambiente e a temperatura
correspondente ao limite de solubilidade (T1) em que a velocidade de nucleação seja alta,
a velocidade de crescimento seja baixa e os movimentos de difusão de curto alcance
(ponto 2 da figura 4.2). Mantendo-se o material nessa temperatura por um tempo
suficiente ocorre a precipitação de partículas finas da fase distribuídas no interior dos
grãos da fase (ver figura 4.2), o que leva a uma melhoria nas propriedades mecânicas
do material. Essa etapa do processo é denominada precipitação ou envelhecimento. O
processo de precipitação exige, em geral, intervalos de tempo relativamente longos e
pode ocorrer através de uma série de etapas sucessivas até se chegar a uma partícula
estável ou ainda metaestável, com uma determinada estrutura cristalina. Inicialmente há
uma tendência de se formarem regiões ricas em soluto no interior da rede do solvente,
que constitui a matriz. Essas regiões passam a crescer tendendo a formar precipitados
intermediários seqüenciais, com rede cristalina gradativamente distinguindo-se da rede da
matriz, que podem ser coerentes (integrados) com a rede do solvente ou semi-coerentes
(parcialmente integrados) com a rede do solvente. Finalmente, depois de algum tempo,
formam-se, a partir desses precipitados metaestáveis intermediários, os precipitados da
fase de equilíbrio, em geral incoerentes com a rede do solvente (ver representações
esquemáticas de situações de coerência, semicoerência e incoerência na 4.3). Em geral a
melhor resistência mecânica é obtida com um precipitado metaestável intermediário.

36
Uma vez atingido um tamanho ótimo associado a uma distribuição adequada
deve-se interromper o processo, resfriando novamente o material, para evitar a
continuidade do crescimento do precipitado resultando em partículas grosseiras com
conseqüente redução da resistência mecânica obtida através do envelhecimento. Essa
etapa indesejável do processo é denominada super-envelhecimento e é baseada na
coalescência de partículas de precipitado o que leva a uma diminuição da energia de
superfície associada à separação entre a fase , que constitui a matriz, e as partículas da
fase (ver figura 4.2).
Do exposto anteriormente pode-se concluir que duas condições devem ser
satisfeitas para que uma liga possa ser tratada por solubilização e precipitação, ou seja:
o limite de solubilidade de B na rede cristalina de A deve aumentar com a
temperatura, e
deve haver uma temperatura, correspondente ao limite de solubilidade, acima
da qual a mistura de duas fases que existe à temperatura ambiente se
transforme em uma fase única através da solução dos átomos de B na rede
cristalina de A.
Dessa forma, no diagrama de fases da figura 4.1, somente as ligas de A com
teores de B menores que x2 podem ser tratadas.
Uma última observação deve ser feita quanto a sistemas em que haja uma
transformação eutética, como é o caso da figura 4.1. Nesse caso, como os processos de
fundição ocorrem fora do equilíbrio termodinâmico, em geral existem regiões localizadas
com composição eutética que se fundem quando o material atinge a temperatura
(a) (b) (c) (d)
. Figura 4.3 – Representação esquemática de precipitados coerentes (a) e (b); semicoerentes (c) e
incoerentes (d).

37
correspondente à transformação eutética. Assim a etapa de solubilização deve ser
realizada em temperaturas abaixo da temperatura eutética para evitar danos irreversíveis
que provocariam a inutilização da peça tratada.
4.3 Mecanismos de endurecimento
Como foi visto anteriormente a precipitação da segunda fase em condições
controladas, que levem a uma distribuição de precipitados finos no interior dos grãos da
primeira fase, provocam uma melhoria nas propriedades mecânicas da liga. A resistência
mecânica e a dureza da liga aumentam com essa redistribuição da segunda fase em
relação à liga no seu estado normal com a segunda fase precipitando na forma de
partículas grosseiras nos contornos de grão. No capítulo anterior foi citado que a
resistência mecânica e a dureza do material dependem da maior ou menor facilidade de
movimentação das discordâncias na estrutura. Assim quando a segunda fase concentra-se
em partículas grosseiras nos contornos de grão da primeira fase, as discordâncias podem
mover-se mais facilmente no interior do grão. Por outro lado quando a segunda fase
distribui-se na forma de pequenas partículas no interior dos grãos, essas partículas
provocam tensões internas na rede e constituem-se em obstáculos ao movimento das
discordâncias, que devem se encurvar para passar por elas, aumentando,
conseqüentemente, a dureza e a resistência mecânica (limites de escoamento e de
resistência). Além disso a passagem das discordâncias pelas partículas acaba gerando
novas discordâncias na forma de anéis em torno dessas partículas que aumentam ainda
mais a resistência (ver figura 4.4).

38
Como o efeito das partículas da segunda fase é dificultar o movimento das
discordâncias podem ser considerados três casos em função das dimensões e distribuição
dessas partículas. Se as partículas forem muito pequenas e espaçadas (pouco tempo de
precipitação), as discordâncias podem passar através das mesmas deformando-as e o
aumento de resistência não é, em geral, muito alto. Se, por outro lado, as partículas forem
grosseiras e bem espaçadas, como resultado do superaquecimento, os obstáculos são
pouco e distanciados diminuindo a resistência. Finalmente, se as partículas apresentarem
dimensões que assegurem uma resistência à passagem das discordâncias e uma
proximidade entre as mesmas a resistência mecânica da liga será sensivelmente
aumentada, já que maiores tensões deverão ser aplicadas para mover as discordâncias
entre elas. A resistência alcançada em função das dimensões das partículas depende,
portanto, da quantidade de elementos de liga e da temperatura de precipitação.
No que diz respeito aos elementos de liga, quanto maior o seu teor maior a
resistência mecânica que pode ser alcançada, uma vez que uma maior quantidade de
precipitado pode ser obtida. O teor de elementos de liga máximo é condicionado ao limite
de solubilidade dos seus átomos na rede cristalina do elemento de base da liga.
A figura 4.5 apresenta a influência da temperatura de precipitação na variação da
dureza do material. No que diz respeito à temperatura de precipitação, para temperaturas
muito baixas o movimento dos átomos por difusão é dificultado e as velocidades de
nucleação e crescimento são baixas. O processo de precipitação é, então, muito lento,
impedindo que surjam muitas partículas do precipitado apresentando um tamanho
1 2 1 2 1 2 1 2
t1 t2 t3 t4
Figura 4.4 – Deslocamento de duas discordâncias (1 e 2) através de precipitados
em diferentes instantes (t1 a t4).

39
conveniente em um tempo de tratamento viável e portanto o aumento de resistência
mecânica é menor (ver temperatura T1 na figura 4.5). Se a temperatura for muito alta e a
velocidade de nucleação é baixa levando à formação de poucas partículas grosseiras em
um tempo relativamente curto, o que também não provoca aumento sensível de
resistência mecânica (ver temperatura T3 na figura 4.5). Assim devem ser escolhidos
valores médios de temperatura em que a difusão e as velocidades de nucleação e
crescimento levem a dimensões e dispersão ótima dos precipitados em tempos
economicamente viáveis (ver temperatura T2 na figura 4.5). A temperatura conveniente
para a precipitação depende da liga a ser tratada.
4.4 Envelhecimento de ligas de alumínio
Muitas ligas de alumínio contendo diferentes elementos podem ser tratadas por
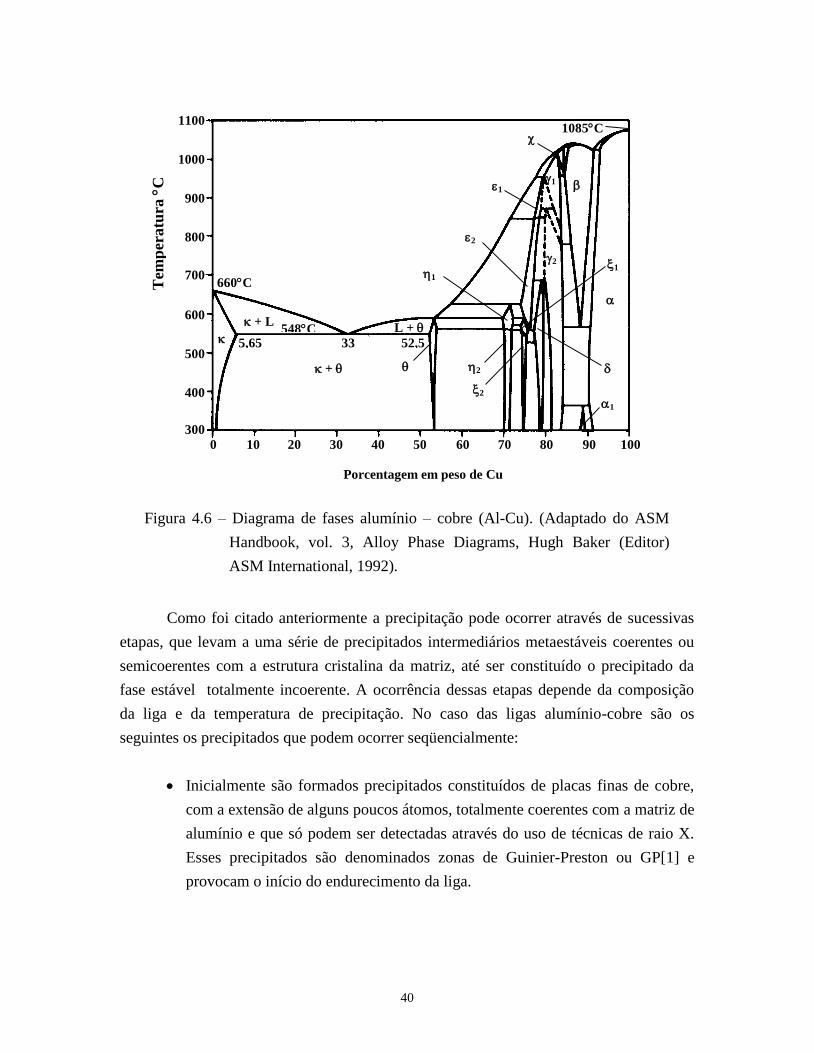
solubilização e precipitação, mas as mais estudadas são as ligas de alumínio-cobre. Na
figura 4.6 é apresentado o diagrama de fases das ligas alumínio-cobre. Como pode ser
observado no diagrama as ligas alumínio-cobre que podem ser tratadas são aquelas que
contêm um teor de cobre abaixo de 5,65%.
T1
T2
T3
T1 < T2 <T3
Tempo
Du
reza
Figura 4.5 – Influência da temperatura de precipitação no aumento da dureza.
40
Como foi citado anteriormente a precipitação pode ocorrer através de sucessivas
etapas, que levam a uma série de precipitados intermediários metaestáveis coerentes ou
semicoerentes com a estrutura cristalina da matriz, até ser constituído o precipitado da
fase estável totalmente incoerente. A ocorrência dessas etapas depende da composição
da liga e da temperatura de precipitação. No caso das ligas alumínio-cobre são os
seguintes os precipitados que podem ocorrer seqüencialmente:
Inicialmente são formados precipitados constituídos de placas finas de cobre,
com a extensão de alguns poucos átomos, totalmente coerentes com a matriz de
alumínio e que só podem ser detectadas através do uso de técnicas de raio X.
Esses precipitados são denominados zonas de Guinier-Preston ou GP[1] e
provocam o início do endurecimento da liga.
1
1
2
2
1
2
1
1
2
+ L
+
L +
33 5,65 52,5 548C
0 10 20 30 40 50 60 70 80 90 100
660C
300
400
500
600
700
800
900
1000
1100 1085C
Tem
per
atu
ra
C
Porcentagem em peso de Cu
Figura 4.6 – Diagrama de fases alumínio – cobre (Al-Cu). (Adaptado do ASM
Handbook, vol. 3, Alloy Phase Diagrams, Hugh Baker (Editor)
ASM International, 1992).

41
A partir desses primeiros precipitados são formados os precipitados " ou
GP[2], já contendo átomos de cobre e alumínio, que apresentam uma estrutura
cristalina já definida, e são semicoerentes com a matriz, ou seja, mantêm
coerência com a estrutura cristalina da matriz em alguns planos cristalográficos
mas são incoerentes em outros planos. Essa situação provoca distorções na
rede da matriz e, consequentemente, tensões internas que aumentam a
resistência mecânica.
A partir dos precipitados " são formados os precipitados ' com estrutura
cristalina tetragonal semelhante aos precipitados de equilíbrio mas com
parâmetros de rede diferentes tendendo a ser incoerentes com a matriz de
alumínio. Em relação ao precipitado " da etapa anterior esses precipitados
começam a provocar o início da diminuição da resistência mecânica alcançada,
mas em relação ao precipitado de equilíbrio conferem uma resistência
mecânica alta.
Finalmente há a formação do precipitado de equilíbrio (estável) ou CuAl2
com estrutura tetragonal, totalmente incoerente com a matriz de alumínio, que
tende a formar precipitados grosseiros que levam ao superenvelhecimento.
O processo de precipitação deve, então, ser interrompido quando há coexistência
entre " e ' (metaestáveis) para se obter melhores aumentos na resistência mecânica da
liga.
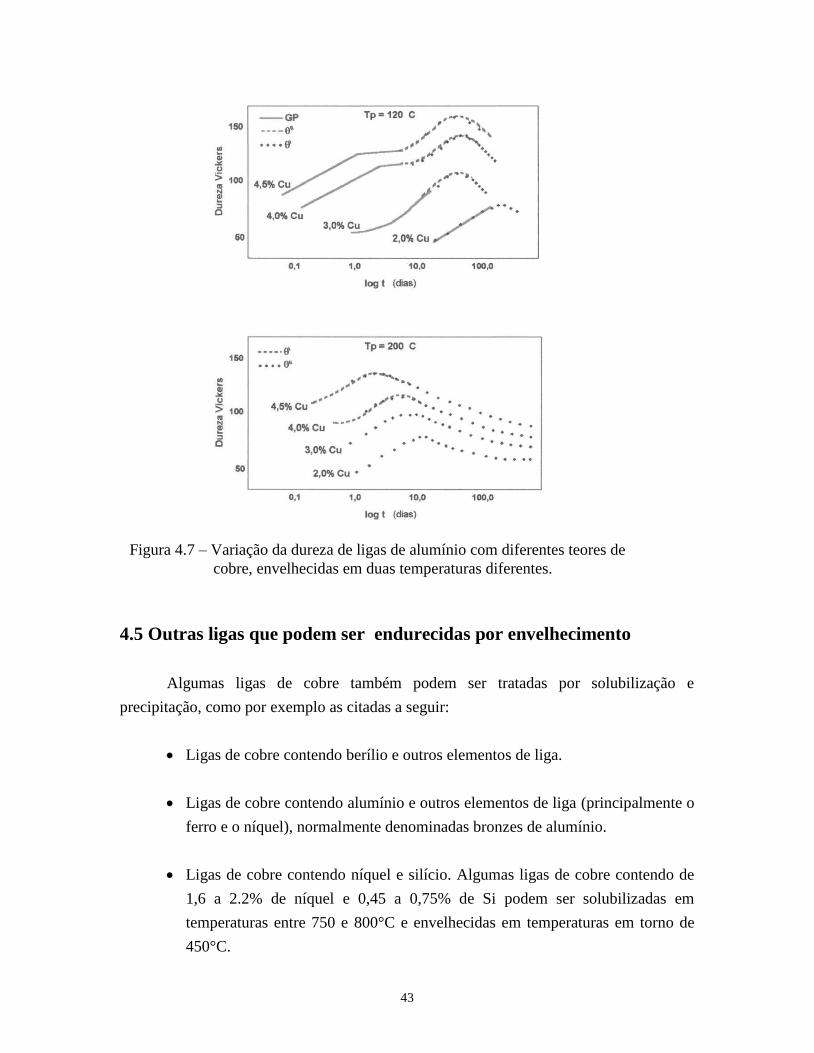
A ocorrência de todos ou de apenas alguns desses precipitados depende da
composição da liga e da temperatura de tratamento. Na figura 4.7 podem ser observadas
as variações de dureza em função dos precipitados metaestáveis para ligas de alumínio
com diferentes teores de cobre, envelhecidas em duas diferentes temperaturas. Pode ser
observado que as ligas com maiores teores de cobre envelhecidas na menor temperatura
apresentam maiores durezas.
Na prática as ligas de alumínio para serem utilizadas endurecidas por
envelhecimento em geral são mais complexas, apresentando, além do cobre, muitos
outros elementos de liga. Assim, não são disponíveis diagramas de fase e os dados para o
tratamento devem ser obtidos em tabelas práticas para cada composição. O volume 2 do
"METALS HANDBOOK" publicado pela "American Society for Metals" apresenta

42
algumas dessas tabelas e informações práticas sobre as condições de tratamento de
envelhecimento para diferentes ligas metálicas.
Na tabela 4.1 são apresentados exemplos de condições de tratamento para
algumas ligas de alumínio. Para cada liga podem ser obtidas as temperaturas de
solubilização e precipitação e o tempo de precipitação.
Tabela 4.1 – Condições de tratamento de solubilização e precipitação para algumas ligas
de alumínio.
Liga Temperatura de
solubilização (c)
Temperatura de
precipitação (C)
Tempo de precipitação
(horas)
2014 * 500 170 10
2020 * 515 160 8
6053 * 525 175 8
(*) Composição das ligas (porcentagem em peso)
2040: 0,5-1,2 Si; 1,0 Fe; 3,9-5,0 Cu; 0,4-1,2 Mn; 0,2-0,8 Mg; 0,1 Cr; 0,25 Zn; 0,15 Ti
2020: 0,4 Si; 0,4 Fe; 4,0-5,0 Cu; 0,3-0,8 Mn; 0,03 Mg; 0,25 Zn; 0,1 Ti
6053: 0,35 Fe; 0,1 Cu; 1,1-1,4 Mg; 0,15-0,35 Cr; 0,1 Zn
43
4.5 Outras ligas que podem ser endurecidas por envelhecimento
Algumas ligas de cobre também podem ser tratadas por solubilização e
precipitação, como por exemplo as citadas a seguir:
Ligas de cobre contendo berílio e outros elementos de liga.
Ligas de cobre contendo alumínio e outros elementos de liga (principalmente o
ferro e o níquel), normalmente denominadas bronzes de alumínio.
Ligas de cobre contendo níquel e silício. Algumas ligas de cobre contendo de
1,6 a 2.2% de níquel e 0,45 a 0,75% de Si podem ser solubilizadas em
temperaturas entre 750 e 800°C e envelhecidas em temperaturas em torno de
450°C.
Figura 4.7 – Variação da dureza de ligas de alumínio com diferentes teores de
cobre, envelhecidas em duas temperaturas diferentes.

44
Ligas de magnésio contendo alumínio e zinco.
Ligas de níquel contendo magnésio, silício e titânio.
Ligas de titânio contendo alumínio e vanádio, etc.
Para todas as ligas que contêm mais de dois elementos as condições de tratamento
só podem se conseguidas através de tabelas, quando são ligas já conhecidas e aplicadas
na prática ou através de experiência quando se tratar de novas ligas.

45
Capítulo 5
SISTEMA
FERRO-CARBONO _________________________________________________________
5.1 Introdução
Apesar dos aços serem usados desde a idade média, na fabricação de armas e
outros utensílios, os processos tecnológicos que permitiram a confiabilidade e
reprodutibilidade na sua fabricação começaram a ser desenvolvidos na segunda metade
do século XIX. Desde então esses processos de fabricação têm sido aperfeiçoados e as
características estruturais e propriedades dos aços intensivamente estudadas.
Os aços são constituídos basicamente de ferro e carbono podendo, conter outros
elementos de ligas, e podem ser considerados, ainda hoje, os materiais metálicos mais
utilizados tecnologicamente pelas seguintes razões:
O ferro é um dos elementos mais abundantes na natureza, onde é encontrado,
em geral, na forma de óxidos, sendo os processos de redução
tecnologicamente dominados e relativamente baratos.
Uma série de elementos pode ser adicionada ao ferro, além do carbono,
permitindo a constituição de inúmeras ligas com diferentes características e
propriedades específicas.
Os aços podem ser submetidos a transformações de fases no estado sólido,
através de tratamentos térmicos, ou seja, de operações de aquecimento e
resfriamento controladas, permitindo a obtenção de estruturas metaestáveis
com propriedades sensivelmente diferentes das estruturas
termodinamicamente mais estáveis.

46
O processo de fabricação dos aços envolve a redução do minério de ferro, para
eliminação de outros elementos em geral encontrados nesse minério, como silício,
manganês, fósforo e enxofre, e controle do teor de carbono. Os processos de obtenção
dos aços não serão tratados neste texto que se restringirá à análise das transformações de
fases no estado sólido, envolvidas nos processos de tratamentos térmicos.
Os metais têm a tendência de apresentar-se, no estado sólido, com uma estrutura
cristalina, ou seja, com os seus átomos dispostos segundo um arranjo bem definido
seguindo uma das células cristalinas de Bravais. Esse arranjo apresenta uma direção de
crescimento definida em uma região denominada grão cristalino. No entanto, muitos
grãos são nucleados e crescem simultaneamente podendo apresentar diferentes direções
de crescimento. Como não é possível uma continuidade entre grãos que crescem em
diferentes direções, fronteiras, denominadas contornos de grãos, são formadas quando
grãos em crescimento encontram-se uns com os outros, o que faz com que os metais no
estado sólido apresentem-se, em condições normais, como policristalinos, ou seja, com
sua estrutura formada por uma série desses grãos cristalinos que cresceram em diferentes
direções.
No caso particular do ferro, na temperatura ambiente, os grãos cristalinos
apresentam uma estrutura cúbica de corpo centrado. O ferro, no entanto, apresenta uma
característica específica, ele pode ter sua estrutura cristalina modificada, no estado sólido,
quando submetido a alterações de temperatura. Esse tipo de transformação é denominado
de transformação alotrópica. Assim, dependendo da temperatura, o ferro puro pode
apresentar as seguintes estruturas cristalinas:
Até a temperatura de 910°C o ferro apresenta uma estrutura cúbica de corpo
centrado (ccc).
Ao atingir 910°C o ferro sofre a primeira transformação alotrópica e passa a
apresentar uma estrutura cúbica de face centrada (cfc). Essa estrutura
mantém-se estável entre 910°C e 1400°C.
Ao atingir 1400°C o ferro sofre uma segunda transformação alotrópica e
passa a apresentar novamente uma estrutura cúbica de corpo centrado. Esta
estrutura mantém-se estável entre 1400°C e 1534°C, que é a temperatura de
fusão do ferro.

47
Ao ser resfriado a partir do estado líquido as transformações alotrópicas ocorrem,
evidentemente, no sentido contrário. Como as propriedades dos materiais dependem da
sua estrutura, a alteração da estrutura cristalina do ferro provoca, também, alterações nas
suas propriedades.
Quando o carbono e outros elementos de liga são adicionados ao ferro para se
obter os diferentes tipos de aço as temperaturas em que ocorrem as transformações
alotrópicas, e conseqüentemente as faixas de temperatura em que cada uma das formas
alotrópicas apresenta estabilidade, variam. A transformação da estrutura cúbica de corpo
centrado em cúbica de face centrada durante o aquecimento e, conseqüentemente, de
cúbica de face centrada em cúbica de corpo centrado durante o resfriamento é de especial
importância já que possibilita as operações de tratamentos térmicos que permitem as
alterações na microestrutura e nas propriedades dos aços, o que, juntamente com a
escolha de elementos de liga convenientes, os tornam ligas versáteis e de grande
aplicação tecnológica.
Como as transformações alotrópicas ocorrem com absorção de energia na forma
de calor durante o aquecimento e com liberação de energia na forma de calor durante o
resfriamento, é possível detectar essas transformações através de curvas de aquecimento e
resfriamento dos aços e, conseqüentemente, determinar as temperaturas de início e fim
das transformações de fase decorrentes dessas transformações alotrópicas. Os primeiros
trabalhos nesse sentido foram realizados na segunda metade do século passado por dois
metalurgistas franceses, LeChatelier e Osmond. Eles notaram que as curvas de
aquecimento e resfriamento apresentam uma mudança de comportamento quando há a
liberação ou a absorção de calor. Assim, a temperatura em que se observa inicialmente a
mudança de comportamento da curva é a temperatura de início da transformação e a
temperatura em que a curva volta a mudar de comportamento é a temperatura de fim de
transformação. As temperaturas de início e fim de transformação são denominadas pontos
críticos. Como as transformações alotrópicas são acompanhadas de expansão ou
contração do metal, elas podem ser analisadas através de aparelhos denominados
dilatômetros, que medem a expansão ou contração dos materiais em função da
temperatura. Na figura 5.1 são mostradas, de forma esquemática, curvas semelhantes às
obtidas com o auxílio de um dilatômetro, mostrando o intervalo de temperatura em que
ocorrem as transformações de um aço durante o aquecimento (associada à transformação
ccc em cfc do ferro) e durante o resfriamento (associada à transformação cfc em ccc).

48
Adota-se internacionalmente a nomenclatura usada inicialmente pelos pesquisadores
franceses para designar os pontos de início e fim de transformação. Assim, no
aquecimento os pontos de início e fim de transformação são designados, respectivamente,
como Ac1 e Ac3 e no resfriamento como Ar3 e Ar1. A letra A vem da palavra francesa
arrêt que significa interrupção, a letra c de chauffage que significa aquecimento e a letra
r de refroidissement que significa resfriamento. Pode-se notar nas curvas que a faixa de
temperaturas de transformação durante aquecimento não coincide com a faixa de
temperaturas durante o resfriamento. Nas transformações em equilíbrio as faixas
deveriam ser coincidentes, mas na prática, devido ao efeito de histerese, associado à
resistência à transformação que o material apresenta, isso não ocorre e os pontos críticos
no aquecimento são mais altos que no resfriamento.
Resta ainda definir o ponto A2 que representa a temperatura em que o ferro perde
suas características ferromagnéticas durante o aquecimento, o que ocorre a
aproximadamente 768°C, que é denominada de temperatura Curie.
Temperatura
Dil
ata
ção
Resfriamento
Aquecimento
Ac 1
Ar 3
Ac 3 Ar 1
Figura 5.1 - Exemplo de curvas obtidas em dilatômetros para análise de
transformações de fases dos aços.

49
5.2 O sistema ferro-carbono (Fe-C)
Neste item serão analisadas as diferentes fases que podem ocorrer nos aços no
estado sólido em função do teor de carbono. Inicialmente serão apresentadas as fases
estáveis, resultantes de transformações ocorrendo em equilíbrio termodinâmico
(aquecimento ou resfriamento muito lentos) e, posteriormente, as fases metaestáveis
resultantes das transformações fora do equilíbrio termodinâmico. Finalmente serão feitas
algumas considerações sobre a influência de outros elementos de liga, além do carbono,
na estabilidade das fases e nas velocidades de transformação das mesmas.
5.2.1 O diagrama de equilíbrio ferro-carbono
O diagrama de equilíbrio ferro-carbono (Fe-C) apresenta as fases
termodinamicamente estáveis em função da composição, ou seja, do teor de carbono, e da
temperatura. Para se obter as fases termodinamicamente estáveis é necessário que a
transformação ocorra de forma lenta o suficiente para que a movimentação de átomos por
difusão permita que o equilíbrio termodinâmico em função da composição e da
temperatura seja mantido. Em outras palavras é necessário que as velocidades de
aquecimento e resfriamento sejam desprezíveis não interferindo nas transformações de
fases e por isso a variável tempo não aparece no diagrama. Na prática raramente os
processos ocorrem em equilíbrio termodinâmico, mas é importante um conhecimento
preciso do diagrama de equilíbrio, já que ele fornece informações que serão importantes
na análise das transformações que ocorrem fora de equilíbrio.
O diagrama ferro-carbono (Fe-C), na sua forma mais comumente utilizada, é
apresentado na figura 5.2. Como pode ser observado o diagrama é parcial englobando
apenas as transformações que ocorrem para uma faixa de teor de carbono de zero a 6,7%
em peso, que corresponde a 100% de uma fase denominada cementita (Fe3C). Pode-se
então considerar que o diagrama é melhor caracterizado como Fe-Fe3C do que como Fe-
C. As diferentes fases e transformações invariantes que podem ser observadas no
diagrama serão definidas a seguir.
Em primeiro lugar serão definidas as fases que surgem como conseqüência das
transformações alotrópicas do ferro que são a ferrita (), a austenita () e a fase .

50
A ferrita () é uma solução sólida de carbono no ferro com estrutura cúbica
de corpo centrado, sendo estável abaixo de 910°C (ver região de estabilidade
no diagrama da figura 5.2). A solubilidade máxima do carbono no ferro com
estrutura cúbica de corpo centrado é 0,025% a 723°C, sendo bem menor à
temperatura ambiente (2,7 x 10-7 %). A ferrita é uma fase dúctil apresentando
dureza e resistência mecânica baixas.
Figura 5.2 – Diagrama de equilíbrio Fe-C.
L
+ L
L + Fe3C
+ L
+
+ Fe3C
(P + Fe3C) ( + P)
+ Fe3C
Fe3C
723° C
1.147° C
1.493° C
1,0 2,0 0,0 3,0 4,0 5,0 6,0
4,3 2,06 0,8 0,02
Porcentagem em peso de C
200
400
600
800
1.000
1.200
1.400
1.600
0
Tem
per
atu
ra (
° C
)
0,10 0,16 0,51
+
6,7
I1
I2
I3
1.534° C
51
A austenita () é uma solução sólida de carbono no ferro com estrutura
cúbica de face centrada, que se origina da transformação alotrópica da
estrutura cúbica de corpo centrado em cúbica de face centrada durante o
aquecimento, sendo, portanto, estável a temperaturas mais altas. A faixa de
temperaturas em que a austenita é estável depende do teor de carbono no aço
(ver região de estabilidade no diagrama da figura 5.2). Nos aços carbono
para um teor de carbono correspondente a 0,8% a austenita é estável acima
de 723°C, para teores menores ou maiores essa temperatura é maior. A
solubilidade do carbono é maior na austenita podendo chegar a 2,06% a
1147°C. Em função desse limite de solubilidade é que são definidos os aços
como ligas de ferro contendo até 2,06% de carbono. As ligas que contém uma
porcentagem de carbono entre 2,06 e 6,7% são denominadas ferros fundidos.
A austenita também é dúctil e apresenta dureza e resistência mecânica baixas.
Finalmente a fase , que não tem nome específico, é resultado da
transformação alotrópica da estrutura cúbica de face centrada em cúbica de
corpo centrado durante o aquecimento, sendo, portanto estável a
temperaturas acima de 1400°C (ver região de estabilidade no diagrama da
figura 8.2). O limite máximo de solubilidade do carbono na fase é 0,10% a
1493°C. A fase apresenta parâmetro de rede diferente da ferrita.
Resta ainda definir a cementita, que é uma fase que não depende das formas
alotrópicas do ferro.
A cementita (Fe3C) ou carboneto de ferro é uma fase que se apresenta na
forma de um reticulado cristalino baseado em uma célula unitária
ortorrômbica (forma de um paralelepípedo com os três lados diferentes)
contendo 12 átomos de ferro e 4 de carbono, que corresponde a 6,7% de
carbono em peso. A cementita é uma fase frágil apresentando dureza e
resistência mecânica altas. Na verdade a cementita é uma fase metaestável e
deveria decompor-se em ferrita e grafita, que seriam as fases
termodinamicamente mais estáveis, mas como ela forma-se mais rapidamente
que a grafita e a velocidade de decomposição em condições normais é
desprezível podemos considerá-la estável para efeitos práticos.

52
Notam-se no diagrama da figura 5.2 três transformações de fase invariantes nos
pontos I1, I2 e I3. Essas transformações são importantes na formação da microestrutura
das ligas ferro-carbono e serão descritas a seguir.
No ponto I2, que corresponde a um teor de carbono equivalente a 4,3% e a uma
temperatura de 1147°C, ocorre uma transformação eutética em que uma fase líquida
transforma-se em duas fases sólidas. No caso a liga ferro-carbono no estado líquido
transforma-se em uma mistura de austenita e cementita, ou seja:
L + Fe3C
A transformação eutética, por ocorrer para ligas com teores de carbono mais altos, é
importante no estudo dos ferros fundidos. Como a transformação eutética indica a
composição com menor ponto de fusão, as ligas ferro-carbono com teores de carbono em
torno de 4,3% são convenientes para processos de fundição.
No ponto I3, que corresponde a um teor de carbono equivalente a 0,8% e a uma
temperatura de 723°C, ocorre uma transformação eutetóide em que uma fase sólida
transforma-se em uma mistura de duas outras fases sólidas. No caso a austenita
transforma-se em uma mistura de ferrita e cementita, ou seja:
+ Fe3C
A mistura de ferrita e cementita resultante da transformação da austenita com composição
eutetóide apresenta-se de uma forma bem definida caracterizada por lamelas intercaladas
das mesmas na proporção de 88% de ferrita e 12% de cementita. Esta estrutura
característica é denominada perlita e é mostrada na figura 5.4. É importante observar que
a perlita não é uma fase, mas uma mistura de duas fases distintas. A perlita, em função
das suas características, apresenta propriedades intermediárias entre a ferrita, que é dúctil
e apresenta baixa resistência mecânica e a cementita que é frágil e apresenta uma alta
resistência mecânica. Assim é uma estrutura interessante do ponto de vista de aplicação
prática já que apresenta uma boa resistência mecânica mantendo certa ductilidade.
A transformação eutetóide ocorre em todos os aços carbono com composição
acima de 0,025 quando resfriados em equilíbrio a partir de uma determinada temperatura

53
em que a estrutura seja austenítica, sendo extremamente importante no estudo das
transformações de fase no estado sólido dos aços.
Finalmente no ponto I1, que corresponde a um teor de carbono equivalente a
0,16% e a uma temperatura de 1493° C, ocorre uma transformação peritética em que uma
mistura de uma fase sólida e uma fase líquida transforma-se em uma outra fase sólida. No
caso uma mistura de fase e fase líquida transformam-se em austenita, ou seja:
L +
Figura 5.3 – Variação da microestrutura durante a transformação de
fase no estado sólido de um aço eutetóide.
+
+ Fe3C
+ P P + Fe3C
0,02 0,8 2,06
723° C
Porcentagem de carbono
Tem
per
atu
ra (
°C)
T1
Fe3C

54
A transformação peritética é importante no estudo da solidificação de aços carbono com
teores não muito altos de carbono, não sendo particularmente importante no estudo das
transformações de fase no estado sólido.
5.2.2 Estruturas resultantes das transformações em equilíbrio dos aços carbono
Dada a importância da transformação eutetóide na formação da microestrutura dos
aços estes são normalmente classificados, em função da sua composição, em eutetóides,
hipoeutetóides e hipereutetóides. O aço eutetóide é aquele que tem a composição
eutetóide, ou seja, 0,8% de carbono e os hipoeutetóides e hipereutetóides são aqueles que
apresentam respectivamente teores de carbono abaixo e acima da composição eutetóide.
Se o resfriamento do aço, a partir de uma temperatura em que toda a estrutura
esteja na forma de grãos de austenita, for lento o suficiente para que os movimentos
atômicos por difusão permitam que a variação da composição das fases durante as
transformações siga o diagrama de fases, as transformações estarão ocorrendo em
equilíbrio termodinâmico. Nesse caso a estrutura final que o aço apresentará ao atingir a
temperatura ambiente dependerá somente da sua composição. A seguir serão descritas as
transformações de fases em equilíbrio que ocorrem nos aços carbono em função do seu
teor de carbono.
Aço eutetóide: se o aço apresenta 0,8% de carbono ele sofrerá apenas uma
transformação de fase durante o resfriamento quando a austenita se transforma em
Grão de
Perlita
Figura 5.4 - Micrografia de um aço eutetóide (0,8 % C).
55
perlita à temperatura constante de 723°C. Assim na temperatura ambiente o aço
eutetóide apresentará uma estrutura formada por grãos de perlita. Na figura 5.3 é
apresentada, de forma esquemática, essa transformação e na figura 5.4 uma
micrografia de um aço eutetóide.
Aço hipoeutetóide: se o aço contém menos que 0,8% de carbono na sua
composição a transformação da austenita ocorrerá em duas etapas (ver figura
5.5). Inicialmente, ao ser atingida a temperatura A3 inicia-se a transformação da
austenita em ferrita. Como os contornos de grão da austenita são regiões de maior
energia contribuindo para a energia de ativação necessária à nucleação da nova
fase, a ferrita forma-se nesses locais. A temperatura de início de transformação
depende da composição do aço, ou seja, quanto maior o teor de carbono menor
essa temperatura (ver diagrama). A transformação de austenita em ferrita continua
até ser atingida a temperatura A1, que nos aços carbono corresponde a 723°C e
independe do teor de carbono. Nessa temperatura a austenita restante cuja
composição, durante o resfriamento seguiu a linha DE, apresentará a composição
eutetóide (0,8% C) e portanto sofrerá a reação eutetóide transformando-se em
perlita. A ferrita que se formou nos contornos de grão antes da reação eutetóide
permanece inalterada e é considerada uma fase pró-eutetóide sendo denominada
ferrita primária. Continuando o resfriamento observa-se uma variação nas fases
presentes, conforme indicado pela regra da alavanca, mas a estrutura na
temperatura ambiente será formada por grãos de perlita envolvidos por grãos de
ferrita primária. Na figura 5.5 são apresentadas, de forma esquemática as
transformações que ocorrem durante o resfriamento e na figura 5.6 uma
micrografia de um aço hipoeutetóide.
Aços hipereutetóides: se o aço contém mais do que 0,8% de carbono as
transformações ocorrem de forma semelhante às dos aços hipoeutetóides, ou seja,
inicialmente, entre as temperaturas A3 e A1 forma-se a fase pró-eutetóide, que
nesse caso é a cementita primária, também nos contornos de grão da austenita e
quando se atinge A1 a austenita restante, com composição eutetóide transforma-se
em perlita. Nesse caso a temperatura de início de transformação (A3) aumenta
com o teor de carbono, mas a temperatura de fim de transformação (A1) continua
sendo 723°C. A estrutura do aço hipereutetóide na temperatura ambiente é
formada de grãos de perlita envolvidos por grãos de cementita primária. Na

56
figuras 5.7 são apresentadas de forma esquemática as transformações que ocorrem
durante o resfriamento e na figura 5.8 uma micrografia de um aço hipereutetóide.
- Ferrita
(áreas claras)
Perlita
Figura 5.6 - Micrografia de um aço hipoeutetóide (0,45 % C).
Figura 5.5 – Variação da microestrutura durante as transformações de
fase no estado sólido de um aço hipoeutetóide.
+
+ Fe3C
+ P P + Fe3C
0,02 0,8 2,06
A1 = 723° C
Porcentagem de carbono
Tem
per
atu
ra (
°C)
T1
Fe3C
A3
x’
D
E

57
Figura 5.7 – Variação da microestrutura durante as transformações de
fase no estado sólido de um aço hipereutetóide.
+
+ Fe3C
+ P P + Fe3C
0,02 0,8 2,06
A1 = 723° C
Porcentagem de carbono
Tem
per
atu
ra (
°C)
T1
Fe3C Fe3C
Fe3C
A3
x”

58
Durante o aquecimento dos aços a partir da temperatura ambiente as
transformações ocorrem em sentido inverso, podendo-se transformar novamente todas as
fases em austenita.
É importante salientar que as temperaturas de transformação apresentadas valem
apenas para os aços carbono. Quando são adicionados elementos de liga aos aços essas
temperaturas variam e as informações sobre as transformações de fase não podem mais
ser obtidas no diagrama de equilíbrio ferro-carbono.
5.2.3 Influência do teor de carbono nas propriedades dos aços
Aplicando a regra da alavanca no diagrama de equilíbrio Fe-C pode-se notar que,
em temperaturas abaixo de 723°C, para um aço hipoeutetóide a quantidade de perlita
aumenta e a quantidade de ferrita diminui quando se aumenta o teor de carbono e para um
aço hipereutetóide a quantidade de cementita aumenta e a quantidade de perlita diminui.
Como a perlita apresenta maior resistência mecânica e maior dureza que a ferrita e a
cementita maior resistência mecânica e dureza que a perlita, pode-se concluir que o
aumento do teor de carbono aumenta a resistência mecânica e a dureza dos aços e
conseqüentemente diminui a ductilidade (medida pelo alongamento). Na figura 5.9 são
apresentadas esquematicamente as curvas de variação dessas propriedades com o teor de
carbono.
Grão de Perlita
Fe3C - Cementita
(contorno de grão)
Figura 5.8 - Micrografia de um aço hipereutetóide (0,95 % C).

59
5.3 Transformações de fase dos aços fora do equilíbrio
termodinâmico
As transformações de fase analisadas no diagrama de fase Fe-C referem-se a
resfriamentos em equilíbrio termodinâmico, ou seja, lentos o suficiente para que a
velocidade não interfira na fase formada. Na prática, no entanto, as transformações em
geral não ocorrem em condições de equilíbrio e não podem ser analisadas através do
diagrama de fases. Para a análise das transformações em condições de não equilíbrio
foram desenvolvidos novos diagramas que levam em conta a variável tempo. Tais
diagramas são denominados curvas TTT (por representarem as Transformações de fase
em função do Tempo e da Temperatura).
Nos diagramas de equilíbrio as variáveis são a temperatura e a composição, com a
introdução da variável tempo, no caso das curvas TTT, para se manter o diagrama
bidimensional a composição é fixada. Assim tem-se uma curva TTT para cada
composição de aço. Essas curvas são obtidas experimentalmente e são encontradas em
manuais para as composições de aço mais comuns.
As curvas TTT podem ser explicadas através da curva de velocidade global de
transformação em função da temperatura, que é obtida a partir da soma das velocidades
de nucleação e crescimento de fases. As curvas TTT, como apresentam a transformação
Dureza
Resistência
Mecânica
Alongamento
% Carbono
Du
reza
Res
istê
nci
a M
ecân
ica
Alo
ngam
ento
Figura 5.9 - Variação das propriedades mecânicas do aço em função do teor de
carbono.

60
em função do tempo e não da velocidade tem a forma inversa da curva da velocidade
global de transformação. Como as transformações não são instantâneas há uma curva que
caracteriza o início da transformação e uma que caracteriza o fim da transformação. Na
figura 5.10 é apresentada de forma esquemática a transposição da curva da velocidade
global de transformação em função da temperatura para as curvas TTT.
Como as velocidades de resfriamento na prática podem ser bem mais altas do que as
necessárias para manter o equilíbrio termodinâmico, em certas condições pode não haver
tempo suficiente para a movimentação de átomos que permita a formação das fases
constantes do diagrama de equilíbrio (ferrita e cementita). Nesses casos podem ser
formadas novas fases, em equilíbrio metaestável, denominadas bainita e martensita.
A bainita é uma estrutura formada por cementita em forma de agulhas e ferrita
altamente distorcida devido ao teor de carbono acima da composição de
equilíbrio. A bainita é resultante da transformação da austenita em temperaturas
abaixo daquelas necessárias para a formação da perlita, nas quais a difusão de
carbono é lenta e parte do mesmo fica retida na estrutura ccc formando a ferrita
distorcida. A parte do carbono rejeitada não apresenta movimentos de longo
alcance, devido à dificuldade de difusão e dá origem às partículas finas (agulhas)
de cementita.
A martensita é uma fase altamente distorcida resultante da transformação da
estrutura cfc, característica da austenita, em ccc, característica da ferrita, mas
mantendo todo o carbono retido. Isto ocorre quando a austenita transforma-se em
temperaturas muito baixas, em que a difusão é desprezível, devido a altas
velocidades de resfriamento. A estrutura resultante não consegue atingir a forma
ccc, devido ao alto teor de carbono retido, apresentando-se como tetragonal de
corpo centrado.
As transformações de fase fora do equilíbrio podem ocorrer à temperatura constante
(transformação isotérmica) no caso, por exemplo, do aço ser mantido em um forno com
temperatura controlada até que a transformação se complete, ou com a temperatura
caindo continuamente (resfriamento contínuo) no caso, por exemplo, de ser resfriado ao
ar. Para uma mesma composição de aço existem duas curvas TTT diferentes, uma para o
caso da transformação isotérmica e outra para o caso da transformação com resfriamento
contínuo.

61
5.4 Transformações isotérmicas
Na figura 5.11 é apresentada, de forma esquemática, a curva TTT para
transformações isotérmicas de um aço eutetóide (0,8% C). Na ordenada tem-se a
temperatura e na abcissa o tempo (em escala logarítmica). Nas transformações em
equilíbrio o aço eutetóide não apresenta fases primárias (ferrita ou cementita isoladas) e
toda a austenita transforma-se em perlita (estrutura formada de lamelas intercaladas de
ferrita e cementita) quando a temperatura atinge 723°C. Nas transformações fora do
equilíbrio, dependendo da temperatura, a austenita pode transformar-se em perlita mais
refinada ou mais grosseira, dependendo da espessura das lamelas de ferrita e cementita,
em geral denominadas perlita fina e perlita grossa, em bainita superior ou bainita inferior,
também denominada bainita acicular, dependendo do grau de refinamento da estrutura
imposto pela temperatura de transformação e em martensita que forma-se a baixas
temperaturas.
Na figura 5.11 as linhas I e F indicam o início e o fim da transformação da
austenita em perlita ou bainita e as linhas Ms e Mf indicam o início e o fim da
transformação da austenita em martensita. Nos diagramas reais em geral não é
apresentada a linha Mf (fim de transformação da austenita em martensita), por ser difícil
a sua determinação experimental, sendo a mesma substituída por uma próxima, como por
exemplo M90, que indica que 90% da austenita transformou-se em martensita. Do
Figura 5.10 – Correlação entre curva de velocidade global de
transformação e de curvas TTT.
(a) (b) (c)
vg t t
Te
T
Te Te
T
T
I
F

62
diagrama pode-se notar que nas transformações fora do equilíbrio abaixo de 723°C e à
esquerda de I e acima de Ms, em qualquer temperatura, ainda tem-se a estrutura
austenítica, ao contrário do diagrama de equilíbrio onde só é possível encontrar austenita
acima de 723°C. A austenita então só inicia a transformação em outra fase quando o
tempo de permanência em uma determinada temperatura for suficiente para "cruzar" a
linha I ou quando durante o resfriamento rápido "cruza" a linha Ms. Por outro lado, a
transformação da austenita termina quando o tempo for suficiente para cruzar a linha F ou
quando durante o resfriamento cruza a linha Mf. Uma vez "cruzadas" as linhas F ou Mf
toda a austenita foi transformada e a estrutura do aço está definida. Para alterar a estrutura
formada é necessário aquecer novamente o aço acima de 723°C para que a estrutura
transforme-se novamente em austenita e o processo de transformação possa ser
reiniciado.
Como pode ser observado as curvas I e F apresentam a forma de um "C" com um
"cotovelo" entre 500 e 600°C. Se a transformação ocorrer a uma temperatura acima desse
cotovelo a austenita transforma-se em perlita fina ou perlita grossa quando a temperatura
for mais alta ou mais baixa, respectivamente (ver figura 5.11). Se a transformação ocorrer
abaixo do cotovelo a austenita transforma-se em bainita superior ou bainita inferior
quando a temperatura for mais alta ou mais baixa, respectivamente (ver figura 5.11).
Entre I e F tem-se, dependendo da temperatura, uma mistura de perlita ou bainita já
formadas e austenita não transformada. Na parte superior da figura é mostrada uma curva
que apresenta a porcentagem de austenita transformada em função do tempo para uma
determinada temperatura (para cada temperatura de transformação pode ser traçada uma
curva semelhante). Entre Ms e Mf tem-se uma mistura de martensita já formada e
austenita não transformada. Como será mais bem explicado mais a frente a transformação
da austenita em martensita não depende do tempo, só depende da temperatura, assim se o
aço for mantido, antes da transformação da austenita ter completado, a uma temperatura
entre Ms e Mf a quantidade de martensita formada e da austenita não transformada
permanecem inalteradas até que a temperatura volte a cair. Se durante o resfriamento o
tempo for suficiente para "cruzar" a linha I, mas não F, antes de atingir a temperatura Ms
uma quantidade de perlita, e eventualmente de bainita, forma-se antes do início da
formação da martensita. Como só a austenita transforma-se em martensita, a perlita e a
bainita não, a estrutura final pode ser formada de perlita, bainita e martensita. Só é
formada uma estrutura totalmente martensítica se o resfriamento a partir da temperatura
de austenitização (acima de 723°C) for rápido o suficiente para que a curva de
resfriamento não cruze a linha I. Como no aço eutetóide o cotovelo da curva TTT

63
corresponde a um tempo menor que um segundo pode-se concluir que em um aço
eutetóide, mesmo para peças com pequenas dimensões é difícil obter-se uma estrutura
totalmente martensítica.
A perlita fina, por apresentar uma estrutura mais refinada, apresenta maior dureza
e resistência mecânica que a perlita grossa. A bainita por apresentar a cementita bastante
refinada em uma matriz de ferrita deformada é mais resistente que a perlita. E a
martensita, por ser uma fase deformada devido à alta quantidade de carbono retida, é
mais resistente que a bainita e a perlita. Assim pode-se dizer que quanto mais baixa for a
temperatura de transformação da austenita maior a resistência mecânica e a dureza do aço
e, portanto, menor a sua ductilidade (capacidade de deformação).
Na figura 5.12 é mostrada, de forma esquemática uma curva TTT de um aço
hipoeutetóide (% C < 0,8). No caso dos aços hipoeutetóides as curvas TTT deslocam-se
723° C
Perlita (P)
Bainita (B)
Austenita ()
Austenita ()
Austenita ()
Martensita (M)
+ M
+ B
+ P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C
I
F
Figura 5.11 – Representação esquemática de uma curva TTT para análise de
transformações isotérmicas de um aço eutetóide (0,8%C).

64
para a esquerda, o que significa que as transformações são mais rápidas, dificultando a
obtenção de estruturas martensíticas e bainíticas. Isso ocorre devido aos menores teores
de carbono exigindo menos movimentos de difusão. As temperaturas de início e fim da
transformação martensítica deslocam-se para cima. Como nesses aços há a possibilidade
do aparecimento de ferrita primária nas curvas aparece a linha A3 que indica o início da
transformação da austenita em fase primária no diagrama de equilíbrio. No entanto para a
transformação fora do equilíbrio a transformação inicia-se na linha adicional Iα da curva
TTT (ver figura 5.12). A quantidade de ferrita primária vai depender da velocidade de
resfriamento, ou seja, quanto mais rápido o resfriamento menor a quantidade de fase
primária.
Na figura 5.13 é mostrada a curva TTT de um aço hipereutetóide. Nesse caso as
curvas deslocam-se para a direita retardando as transformações (maior quantidade de
carbono para se mover por difusão durante as transformações) e, portanto, facilitando a
obtenção de estruturas martensíticas e bainíticas. As temperaturas de início e fim da
transformação martensítica deslocam-se para baixo. Como nesse caso pode ocorrer a
formação de cementita como fase primária, no diagrama aparece também a linha A3 e
uma curva Ic que indica o início da transformação da austenita em cementita fora do
equilíbrio.

65
Na figura 5.14 apresenta exemplos de transformações isotérmicas em um aço
eutetóide. No caso I indicado na figura, o aço inicialmente a 800°C é resfriado até 600°C
e mantido nessa temperatura, apresentando uma estrutura final constituída apenas por
grãos de perlita. No caso 2 o aço inicialmente a 800°C é resfriado até 300°C e mantido
nessa temperatura, apresentando uma estrutura final constituída apenas bainita. E o caso 3
não corresponde a uma transformação isotérmica, não havendo cruzamento da curva de
resfriamento com a linha I. Assim toda a austenita se transforma em martensita e a
estrutura final é composta apenas dessa fase metaestável.
A1 = 723° C
Perlita (P) + Ferrita ()
Bainita (B)
Austenita ()
Martensita (M)
+ M
+ B
++P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C
I
F
A3
I
+
900
Figura 5.12 – Representação esquemática de uma curva TTT para análise de
transformações isotérmicas de aço hipoeutetóide (0,4%C).

66
Na figura 5.15 é apresentado um exemplo de transformação isotérmica de um aço
hipoeutetóide, inicialmente a 900°C resfriado até 680°C e mantido nessa temperatura
apresentando uma estrutura final composta de ferrita primária e perlita.
Já a figura 5.16 apresenta um exemplo de transformação isotérmica de um aço
hipereutetóide, inicialmente a 950°C e resfriado até 650°C e mantido nessa temperatura
apresentando uma estrutura final composta de cementita primária e perlita.
Figura 5.13 – Representação esquemática de uma curva TTT para análise de
transformações isotérmicas de um aço hipereutetóide (0,95%C).
A1 = 723° C
Perlita (P) + Cementita (Fe3C)
Bainita (B)
Austenita ()
Austenita ()
Austenita ()
Martensita (M)
+ M
+ B
+ Fe3C + P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C I
F
900
1000
106
A3
+ Fe3C
Ic

67
Figura 5.14 – Exemplos de transformações isotérmicas em um aço
eutetóide.
723° C
P
B
M
+ M
+ B
+ P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C
I
F ti
tf
t’i
t’f
1
2
3
% d
e P
erli
ta
100
50
0

68
A1 = 723° C
P +
B
M
+ M
+ B
++P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C
I
F
A3
I +
900
t1 t2
t3
Figura 5.15 – Exemplo de transformação isotérmica de um aço
hipoeutetóide.

69
Figura 5.16 – Exemplo de transformação isotérmica de um aço
hipereutetóide.
A1 = 723° C
P + Fe3C
B
M
+ M
+ B
+ Fe3C + P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C I
F
900
1000
106
A3
+ Fe3C
Ic
t1 t2
t3
5.5 Transformações com resfriamento contínuo
As transformações com resfriamento contínuo são aquelas que ocorrem com a
temperatura do aço caindo continuamente como, por exemplo, quando se tira a peça do
forno em alta temperatura e deixa-se resfriar ao ar livre. Nesse caso as curvas de
transformação deslocam-se para a direita em relação às curvas relativas às
transformações isotérmicas. Portanto para cada composição de aço existem duas curvas
de transformação, uma relativa às transformações isotérmicas e outra relativa às
transformações com resfriamento contínuo. As curvas relativas ao resfriamento contínuo
são em geral denominadas CCT (Continuous Cooling Transformation). Na figura 5.17 é
apresentada para o caso do aço eutetóide, a curva relativa à transformação com

70
resfriamento contínuo (linha cheia) juntamente com a curva relativa à transformação
isotérmica (linha tracejada). No caso dos aços hipo e hipereutetóide aparecem também as
linhas Iα e Ic relativas à formação das fases primárias (ferrita e cementita). A quantidade
de fases primárias depende da velocidade de resfriamento. Quanto mais rápido o
resfriamento menor a quantidade da fase primária, já que há menor tempo para sua
formação antes de iniciar a transformação de austenita em perlita.
723° C
Perlita (P)
Bainita (B)
Austenita ()
Austenita ()
Austenita ()
Martensita (M)
+ M
+ B
+ P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C I F
Figura 5.17 – Representação esquemática de uma curva de resfriamento contínuo –
CCT para análise de transformações de um aço eutetóide (0,8%C).
Na figura 5.18 são apresentados, também para o caso do aço eutetóide, alguns
exemplos de curvas de resfriamento. As velocidade aumentam de 1 para 5. As estruturas
correspondentes a cada uma das velocidades de resfriamento são as seguintes:
curva 1 - perlita grossa
curva 2 - perlita fina

71
curva 3 - perlita + bainita (pequena quantidade) + martensita
curva 4 - martensita
curva 5 – martensita
Figura 5.18 – Exemplos de curvas de resfriamento com diferentes velocidades
(aço eutetóide).
723° C
P
M
+ M
+ P
Ms
M90
10-1
10
1
102
103
105
104
100
0
200
300
400
500
600
700
800
Tempo (s)
Tem
per
atu
ra °
C
I F
1
2
3
4 5
A curva quatro corresponde à velocidade crítica que é a menor velocidade para a
qual se obtém 100% de martensita.
A curva 1 pode corresponder, por exemplo, a um resfriamento no próprio forno,
desligando-se o mesmo e mantendo a peça no seu interior (resfriamento muito lento), a
curva 2 a um resfriamento ao ar, a 3 a um resfriamento em óleo, a 4 em água e a 5 em
água em agitação.
Pode-se observar que é impossível cortar as curvas de início e fim da
transformação de austenita em bainita com resfriamento contínuo, não sendo possível a

72
obtenção de estrutura totalmente bainítica com resfriamento contínuo, assim a parte
inferior da curva para transformações com resfriamento contínuo não é, em geral, traçada
para o caso dos aços carbono.
Para peças com dimensões relativamente grandes a superfície certamente resfriará
mais rapidamente que o centro e, portanto as curvas de resfriamento são diferentes,
conforme pode ser observado no exemplo da figura 5.19, provocando a formação de
diferentes estruturas na superfície e no centro. No caso da figura a superfície apresentará
uma estrutura martensítica e o centro uma estrutura perlítica.
Tem
per
atu
ra °
C
T empo (s)
F
Centro
I
Superfície
M i
M 90
A 1 = 723°C
Figura 5.19 – Representação das velocidades de resfriamento no centro e na
superfície de uma peça de aço eutetóide.
5.6 Fatores que influenciam na transformação da austenita
Alguns fatores influem diretamente na velocidade de transformação da austenita
em outras fases modificando, conseqüentemente as curvas de transformação tanto no caso
de transformações isotérmicas como no caso de transformações com resfriamento
contínuo. Esses fatores são: a composição química, o tamanho de grão inicial da austenita
e a homogeneidade da austenita. Esses fatores aceleram ou retardam a transformação da

73
austenita e, portanto deslocam as curvas respectivamente para a esquerda ou para a
direita.
No caso da composição química, a adição de elementos de liga ao ferro,
incluindo o carbono, retardam as reações de transformação, deslocando as curvas I e F
para a direita e as curvas Mi e Mf para baixo (alguns elementos de liga podem levar Mf a
um valor abaixo da temperatura ambiente permitindo o aparecimento de austenita retida
à temperatura ambiente). Os elementos de liga podem, também, alterar completamente a
forma das curvas como é mostrado na figura 5.20 relativa a um aço liga contendo
manganês, níquel, cromo e molibdênio. É importante notar que para este aço, ao contrário
dos aços carbono, pode-se obter estrutura totalmente bainítica com resfriamento contínuo,
portanto a parte inferior do diagrama é importante e é efetivamente traçada. Como os
elementos de liga deslocam as curvas para a direita facilitam a obtenção de bainita e
martensita, já que o tempo para o resfriamento sem cortar o “cotovelo” da curva é maior
(ver figura 5.20).
M
+
++P
P +
+ B
+M
B Ms
M90
A1
A3
102
10
103
104
105
106 1
Tempo (s)
100
0
200
300
400
500
600
700
800
Tem
per
atu
ra (
°C)
Figura 5.20 – Representação esquemática da alteração da forma das curvas de
transformação devido à influência de elementos de liga nos aços.
A razão para os elementos retardarem a transformação da austenita é a
necessidade de movimentos de difusão (lentos) dos mesmos para fora da austenita e a

74
formação de compostos, como carbonetos, por exemplo, a partir dos mesmos. Apenas o
cobalto não apresenta esse efeito nos aços.
Já o tamanho de grão inicial da austenita é importante devido ao fato dos
contornos de grão serem regiões propícias para a nucleação heterogênea de novas fases a
partir da austenita por apresentarem maior energia (contribuem com a energia de ativação
necessária). Assim quanto menor o tamanho de grão inicial da austenita (maior
quantidade de contornos para a nucleação da nova fase) mais rápida a transformação e,
portanto as curvas deslocam-se para a esquerda.
A homogeneidade da austenita tem influência semelhante. As heterogeneidades
(como inclusões de impurezas ou elementos de liga, áreas ricas em carbono, carbonetos
residuais e mesmo regiões com altas concentrações de discordâncias) também servem de
substrato para a nucleação heterogênea de novas fases acelerando a transformação e,
portanto, deslocando as curvas para a esquerda.
Assim de um modo geral pode-se dizer que os fatores que aceleram a
transformação da austenita deslocando as curvas para a esquerda dificultam a obtenção de
martensita e bainita e os que retardam a transformação deslocando as curvas para a direita
facilitam a obtenção dessas estruturas.

75
Capítulo 6
TRATAMENTOS TÉRMICOS E
TERMOQUÍMICOS DOS AÇOS ___________________________________________________________
6.1 Introdução
A possibilidade de promover transformações de fase no estado sólido nos aços
permitiu o desenvolvimento de processos denominados tratamentos térmicos, que são
conjuntos de operações controladas de aquecimento e resfriamento visando a modificação
da microestrutura dos aços e, conseqüentemente, das propriedades dela dependentes, que
apresentam grande aplicação tecnológica.
A etapa inicial do tratamento térmico é o aquecimento e em geral visa a obtenção
de uma estrutura austenítica. Para se obter uma estrutura composta somente de austenita o
aço deve ser aquecido a uma temperatura acima do limite superior (A3) da zona crítica
(faixa de temperatura entre A1 e A3), no caso dos hipo e hipereutetóides, e acima de
723°C nos eutetóides. Elementos de liga adicionados aos aços alteram as temperaturas de
transformação. O aço deve ser mantido na temperatura de austenitização o tempo
suficiente para que todas as fases originalmente existentes transformem-se em austenita.
A austenita apresenta uma estrutura cúbica de face centrada e permite a dissolução de
todo o carbono. A velocidade de aquecimento deve ser controlada para evitar mudanças
bruscas de temperatura que podem, dependendo da forma e dimensões da peça, provocar
trincas e empenamentos. Deve ser evitada, também, a manutenção da peça na
temperatura de austenitização durante um tempo excessivo já que pode haver crescimento
dos grãos de austenita e oxidação (formação de camada de oxido) e descarbonetação
(perda de carbono para o meio) na superfície da peça, que são inconvenientes do ponto de
vista de aplicação. Para evitar a oxidação e a descarbonetação muitas vezes é necessária a
utilização de atmosferas controladas no forno durante o aquecimento. Tais atmosferas
podem ser constituídas de gases inertes (que não reagem com os aços) em substituição ao
ar evitando, portanto, a oxidação, gases ricos em carbono (que diminuem a possibilidade

76
de perda de carbono por difusão) ou mesmo imergir a peça em óleo impedindo assim seu
contato com o ar.
A etapa de resfriamento é importante já que é o controle da velocidade de
resfriamento que vai permitir a obtenção da microestrutura e das propriedades desejadas.
Os principais meios em que a peça pode ser resfriada são os seguintes:
(1) ambiente do forno
(2) ar em repouso
(3) fluxo de ar (ar forçado)
(4) óleo
(5) óleo em agitação
(6) água
(7) água em agitação
sendo que a velocidade de resfriamento aumenta de (1) para (7). A resistência mecânica e
a dureza são tanto mais altas quanto mais rápido o resfriamento.
No caso de tratamentos isotérmicos (realizados a temperaturas constantes) a peça
pode ser mantida em banhos de sais ou metais fundidos mantidos a temperaturas
constantes.
6.2 Tratamentos térmicos usuais
Os tratamentos térmicos mais usuais aplicados nos aços podem ser classificados
em:
- Recozimento
- Normalização
- Têmpera e revenido
- Coalescimento
- Austêmpera
- Martêmpera.
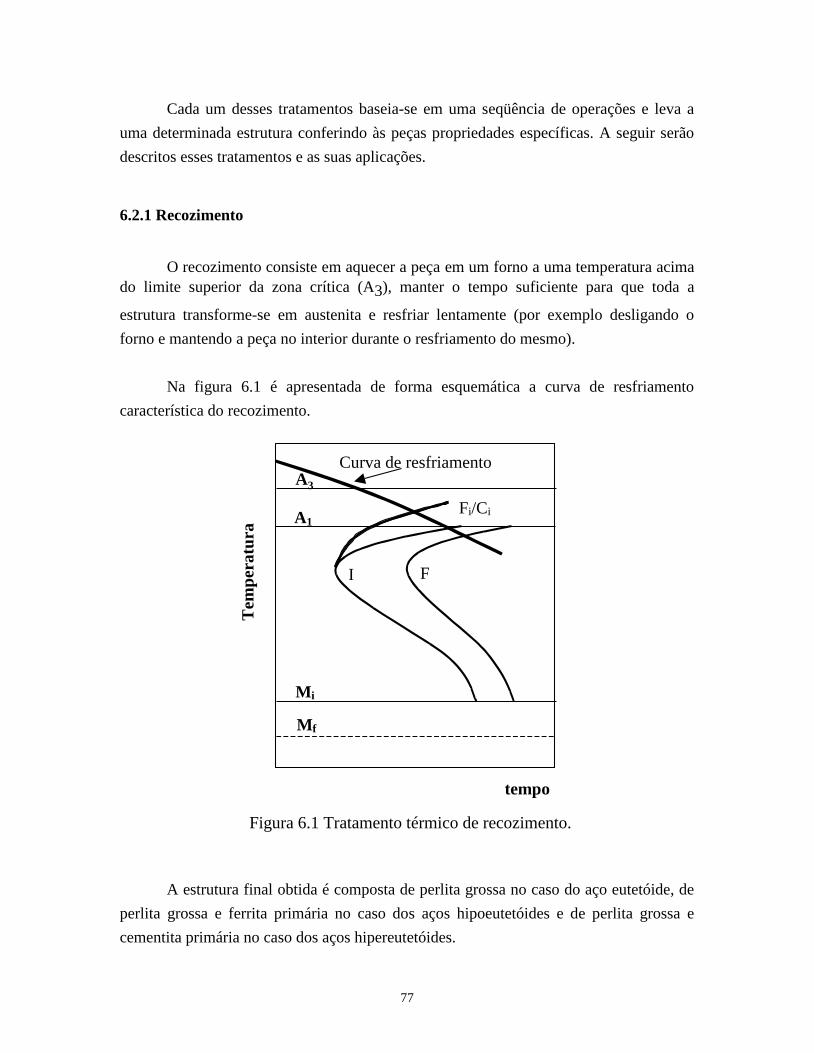
77
Cada um desses tratamentos baseia-se em uma seqüência de operações e leva a
uma determinada estrutura conferindo às peças propriedades específicas. A seguir serão
descritos esses tratamentos e as suas aplicações.
6.2.1 Recozimento
O recozimento consiste em aquecer a peça em um forno a uma temperatura acima
do limite superior da zona crítica (A3), manter o tempo suficiente para que toda a
estrutura transforme-se em austenita e resfriar lentamente (por exemplo desligando o
forno e mantendo a peça no interior durante o resfriamento do mesmo).
Na figura 6.1 é apresentada de forma esquemática a curva de resfriamento
característica do recozimento.
A estrutura final obtida é composta de perlita grossa no caso do aço eutetóide, de
perlita grossa e ferrita primária no caso dos aços hipoeutetóides e de perlita grossa e
cementita primária no caso dos aços hipereutetóides.
F i /C i
I F
A 1
A 3
M i
M f
Tem
per
atu
ra
tempo
Curva de resfriamento
Figura 6.1 Tratamento térmico de recozimento.

78
O objetivo do recozimento é a eliminação de efeitos de tratamentos anteriores
levando o aço a uma estrutura semelhante a que seria obtida em transformações em
equilíbrio. Para uma dada composição a estrutura típica do recozimento é a que apresenta
maior ductilidade.
6.2.2 Normalização
A normalização consiste em aquecer a peça em um forno a uma temperatura
acima do limite superior da zona crítica (A3), manter o tempo suficiente para que toda a
estrutura transforme-se em austenita e resfriar ao ar (mais rapidamente que no caso do
recozimento).
Na figura 6.2 é apresentada de forma esquemática a curva de resfriamento
característica da normalização.
A estrutura final obtida é composta de perlita fina no caso do aço eutetóide, de
perlita fina e ferrita primária no caso dos aços hipoeutetóides e de perlita fina e cementita
F i /C i
I F
A 1
A 3
M i
M f
Tem
per
atu
ra
tempo
Curva de resfri amento
Figura 6.2 Tratamento térmico de normalização.
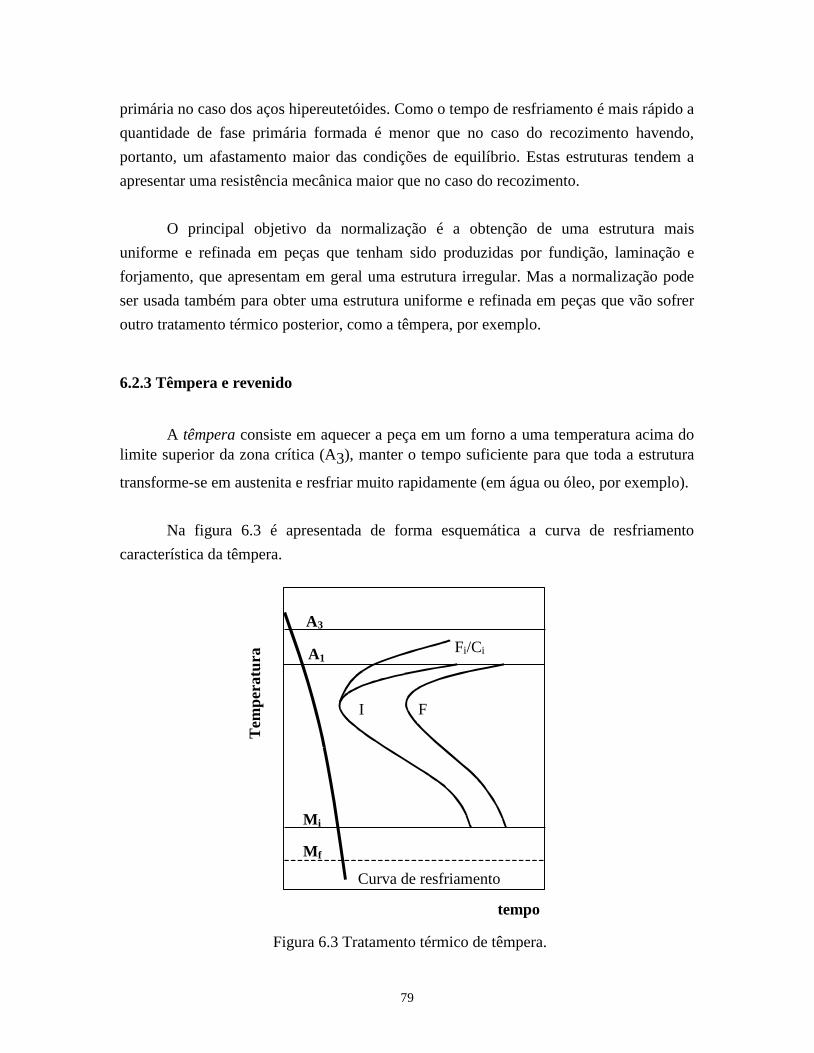
79
primária no caso dos aços hipereutetóides. Como o tempo de resfriamento é mais rápido a
quantidade de fase primária formada é menor que no caso do recozimento havendo,
portanto, um afastamento maior das condições de equilíbrio. Estas estruturas tendem a
apresentar uma resistência mecânica maior que no caso do recozimento.
O principal objetivo da normalização é a obtenção de uma estrutura mais
uniforme e refinada em peças que tenham sido produzidas por fundição, laminação e
forjamento, que apresentam em geral uma estrutura irregular. Mas a normalização pode
ser usada também para obter uma estrutura uniforme e refinada em peças que vão sofrer
outro tratamento térmico posterior, como a têmpera, por exemplo.
6.2.3 Têmpera e revenido
A têmpera consiste em aquecer a peça em um forno a uma temperatura acima do
limite superior da zona crítica (A3), manter o tempo suficiente para que toda a estrutura
transforme-se em austenita e resfriar muito rapidamente (em água ou óleo, por exemplo).
Na figura 6.3 é apresentada de forma esquemática a curva de resfriamento
característica da têmpera.
F i /C i
I F
A 1
A 3
M i
M f
Tem
per
atu
ra
tempo
Curva de resfriamento
Figura 6.3 Tratamento térmico de têmpera.

80
Nesse caso há um afastamento total das condições de equilíbrio e a estrutura final
é composta de martensita que, como já foi visto, é uma fase metaestável, altamente
deformada e que apresenta resistência mecânica e dureza altas.
O objetivo da têmpera é, então, o aumento da resistência mecânica e da dureza
dos aços.
Como a velocidade de resfriamento necessária para se obter uma estrutura
totalmente martensítica é alta, é possível que, dependendo das dimensões da peça, a
superfície apresente uma estrutura martensítica, regiões com maior profundidade
apresentem uma mistura de martensita e perlita e o núcleo apresente estrutura perlítica.
Assim é conveniente, para cada composição de aço, determinar qual a profundidade em
que se obtém uma estrutura preponderantemente martensítica, o que é feito através de um
ensaio denominado Ensaio Jominy. Esse ensaio consiste em resfriar com um jato de água
uma das extremidades de um corpo de prova padronizado com seção transversal
cilíndrica que apresenta inicialmente uma estrutura austenítica. Após o ensaio é medida a
dureza ao longo da seção longitudinal da peça, a partir da superfície refrigerada. Em geral
define-se como profundidade de endurecimento na tempera a profundidade para a qual se
obtém 50% de martensita (determinada através dos valores de dureza). Na figura 6.4 é
apresentado de forma esquemática o ensaio Jominy e na figura 6.5 a variação da dureza a
partir da superfície refrigerada.
água
25
mm
100
mm
Figura 6.4 - Ensaio Jominy

81
Uma variação da têmpera é a têmpera superficial em que somente a superfície da
peça é aquecida até a temperatura de austenitização (sendo o núcleo mantido com a
estrutura original) e, portanto, durante o resfriamento só se forma martensita na
superfície. Para tanto é necessário aquecer localizadamente a superfície da peça, o que
pode ser feito através de bobinas de indução (a peça é colocada no interior de uma bobina
de indução onde é gerado um campo eletromagnético que induz correntes parasitas na
superfície da peça aquecendo-a por efeito Joule) ou mesmo através de aquecimento direto
por uma chama (mais simples mas com menor possibilidade de controle da profundidade
cementada.
Através da têmpera superficial são obtidas peças com a superfície apresentando
alta dureza e portanto alta resistência ao desgaste, mas mantendo o núcleo dúctil e
portanto com capacidade de absorção de choque mecânicos.
Como a dureza da martensita é muito alta, tornando o aço frágil, e a sua obtenção,
devido ao resfriamento brusco leva à formação de tensões internas, após a têmpera é em
geral realizado um tratamento denominado revenido cujo objetivo é eliminar essas
tensões e corrigir a excessiva dureza.
Dure
za
Distância da superfície refrigerada
Figura 6.5 – Perfil de dureza no corpo de prova do ensaio Jominy.
82
O revenido consiste em aquecer a peça temperada a uma temperatura abaixo do
limite inferior da zona crítica (A1) e mantê-la por um certo tempo. Como a martensita é
uma fase metaestável supersaturada de carbono, o aquecimento aumenta a possibilidade
de difusão de carbono para fora da estrutura provocando a decomposição parcial da
martensita em ferrita deformada (com teor de carbono acima do limite) e agregados finos
de carbonetos (Fe3C). Quanto maior a temperatura de revenido maior a decomposição da
martensita e, portanto menor a dureza final, assim pode-se programar a dureza desejada
através de uma escolha conveniente da temperatura de tratamento. É importante salientar,
no entanto, que não há formação de perlita a partir da martensita, a perlita só se forma a
partir da transformação eutetóide da austenita.
Dependendo da temperatura de tratamento a estrutura obtida pode receber as
seguintes denominações:
- Martensita preta (150°C - 230°C)
- Troostita (230°C - 400°C)
- Sorbita (400°C - 650°C)
- Esferoidita (650°C - 700°C).
6.2.4 Coalescimento
O coalescimento é um tratamento um pouco diferente dos anteriores em que não
há propriamente uma austenitização do aço. O tratamento é aplicado em aços
hipereutetóides e consiste em aquecer e resfriar alternadamente durante algum tempo a
peça um pouco acima e um pouco abaixo do limite inferior da zona crítica.
O coalescimento faz com que a cementita do aço hipereutetóide se concentre em
formas aproximadamente esféricas, provocando um aumento na ductilidade dos aços com
alto teor de carbono em relação às estruturas normais.
O objetivo do tratamento é, através do aumento da ductilidade, facilitar a
usinagem e a deformação a frio de aços com alto teor de carbono.

83
6.2.5 Austêmpera
A austêmpera já é um tratamento isotérmico que tem como objetivo obter uma
estrutura bainítica uniforme e portanto resistência mecânica e dureza altas. Consiste em
aquecer o aço a uma temperatura acima do limite superior da zona crítica e manter até a
completa austenitização, resfriar posteriormente até uma temperatura em que haja
formação de bainita sem "cortar" o cotovelo da curva e manter a essa temperatura até a
completa transformação da austenita em bainita.
Na figura 6.6 é mostrada de forma esquemática a curva de transformação
característica da austêmpera.
6.2.6 Martêmpera
A martêmpera consiste em aquecer o aço a uma temperatura acima do limite
superior da zona crítica e manter até a completa austenitização, resfriar posteriormente
até uma temperatura pouco acima da temperatura de início da formação de martensita
(Mi), manter até que toda a peça atinja essa temperatura e resfriar rapidamente até a
temperatura ambiente para que a austenita transforme-se em martensita.
Fi/Ci
I F
A1
A3
Mi
Mf
Tem
per
atu
ra
tempo
Curva de
tratamento
Figura 6.6 Tratamento térmico de austêmpera.

84
A estrutura final é composta de martensita mais homogênea e com menos tensões
internas, uma vez que a temperatura da peça torna-se homogênea, ainda com a estrutura
austenítica, a uma temperatura pouco acima de Mi (que não é muito alta), permitindo um
resfriamento menos drástico para provocar a transformação da austenita em martensita.
O objetivo da martêmpera é também aumentar a resistência e a dureza do aço.
6.3 Tratamentos termoquímicos
Além dos tratamentos térmicos usuais podem ser aplicados com objetivos
específicos tratamentos denominados de tratamentos termoquímicos. Esses tratamentos
consistem em promover uma modificação parcial e localizada da composição química na
superfície da peça, a altas temperaturas, visando um aumento da dureza superficial da
peça, mantendo o núcleo dúctil.
Os principais tratamento termoquímicos podem ser classificados em:
Fi/Ci
I F
A1
A3
Mi
Mf
Tem
per
atu
ra
tempo
Curva de
tratamento
Figura 6.7 Tratamento térmico de martêmpera.

85
- cementação
- nitretação
- carbonitretação
6.3.1 Cementação
A cementação consiste em introduzir carbono, por difusão, na superfície da peça,
para aumentar o teor local e temperar posteriormente para obter uma alta dureza
superficial e portanto maior resistência ao desgaste. Para tanto a peça deve ser aquecida a
uma temperatura acima do limite superior da zona crítica para se obter uma estrutura
austenítica e expô-la, a essa temperatura, ao contato com substâncias capazes de liberar
carbono (agente carbonetante). Mantém-se durante um tempo suficiente para atingir o
teor de carbono desejado na profundidade requerida e tempera-se posteriormente. A
têmpera pode ser realizada resfriando-se rapidamente a peça após a cementação ou pode-
se normalizá-la, através de um resfriamento ao ar, para refinar a estrutura, e temperá-la
posteriormente.
O tratamento é normalmente aplicado em aços hipoeutetóides e a estrutura final
será constituída de martensita na superfície e de perlita e ferrita primária no núcleo.
Como o processo depende de movimentos de átomos de carbono por difusão na
superfície da peça sua eficiência depende basicamente de três fatores:
Teor inicial de carbono na peça: quanto menor o teor inicial de carbono no
aço, maior a velocidade de difusão pois maior é o gradiente de concentração
entre o meio que libera carbono e a peça.
Temperatura: quanto maior a temperatura maior o coeficiente de difusão e
portanto mais rápido o processo.
Agente carbonetante: quanto maior a eficiência com que o agente
carbonetante libertar carbono mais rápido o processo.
As condições para a cementação dependem da composição do aço e do teor de
carbono e da profundidade de enriquecimento desejados, mas de um modo geral pode-se

86
dizer que as temperaturas de tratamento variam em torno de 900 a 950°C, a profundidade
enriquecida em torno de 1 mm e o teor de carbono deve atingir algo em torno de 1%.
Um agente carbonetante que pode ser utilizado é o monóxido de carbono (CO) e
nesse caso a reação fundamental da cementação pode ser representada como:
2 CO + 3 Fe Fe3C + CO2
No caso de se usar o metano (CH4) a reação é representada como:
CH4 + 3 Fe Fe3C + 2 H2
O CO2 e o H2 são gases e como as reações são reversíveis, devem ser eliminados para
evitar que haja a reação em sentido contrário descarbonetando novamente a superfície da
peça.
A cementação pode ser realizada utilizando agentes carbonetantes sólidos,
líquidos ou gasosos.
Um exemplo de agente carbonetante sólido é o carvão. Nesse caso a peça pode
ser envolvida por carbono em um recipiente adequado que é então colocado no forno para
realizar a cementação. As reações características podem ser representadas como:
C (carvão) + O2 (ar) CO2
CO2 + C (carvão) 2 CO
2 CO + 6 Fe 2 Fe3C + O2
É um processo simples e barato mas de difícil controle não permitindo resultados
precisos.
Como agentes carbonetantes líquidos podem ser utilizados por exemplo o
cianeto de sódio e o cianeto de bário. Nesse caso a reação pode ser representada como:
Ba(CN)2 + 3 Fe Fe3C + BaCN2

87
Esse processo é rápido permite um bom controle mas é perigoso devido à
toxidade dos produtos químicos utilizados.
Como agentes carbonetantes gasosos podem ser utilizados o CO, o CH4, o CH6
entre outros. Nesse caso um fluxo do gás passa continuamente sobre a superfície da peça
no forno à temperatura adequada permitindo a cementação.
O agente gasoso permite um controle mais rigoroso do processo e a obtenção de
resultados mais precisos, sendo bastante empregado industrialmente.
6.3.2 Nitretação
A nitretação consiste em introduzir nitrogênio na superfície da peça. A peça é
colocada em contato com o nitrogênio a temperaturas mais baixas que as necessárias para
a cementação (em torno de 500°C) que forma nitretos de alta resistência com elementos
de liga que além de aumentar a resistência ao desgaste aumentam também a resistência à
corrosão. O processo tem, no entanto alguns incovenientes em relação à cementação. Os
tempos de tratamento são longos (50 a 70 horas), a profundidade afetada é baixa (em
torno de 0,8 mm), provoca alterações dimensionais devido à formação dos nitretos e só é
aplicável a aços com elementos de ligas que formem os nitretos.
6.3.3 Cianetação
A cianetação consiste na introdução de carbono e nitrogênio na superfície da peça
através da exposição da mesma à ação de cianetos a altas temperaturas (em torno de 750
a 850°C).
Utilizando-se o cianeto de sódio (NaCN) as reações podem ser representadas
como:
2 NaCN + O2 2 NaCNO
4 NaCNO Na2CO3 + 2 NaCN + CO + 2 N

88
Como a temperatura é alta o monóxido de carbono (CO) permite a cementação da
peça e o nitrogênio (N) forma nitretos. A peça pode então ser temperada após a
cianetação.
A profundidade enriquecida é menor que a obtida na cementação mas a dureza é
maior.

89
Capítulo 7
OXIDAÇÃO DOS MATERIAIS
METÁLICOS
7.1 Conceitos gerais
Muitos metais reagem com o oxigênio liberando energia e, portanto, atingindo um
estado de maior estabilidade. Por isso muitos metais são encontrados na natureza em
forma de óxido. Assim a oxidação de um metal é resultante da reação deste com o
oxigênio do ar formando um oxido metálico.
A oxidação de um metal no estado sólido depende da difusão do oxigênio sendo
mais efetiva a altas temperaturas.
Quando um metal entra em contato com o oxigênio dois casos podem ocorrer. Se
o oxigênio for quimicamente inativo em relação ao metal ele forma apenas uma camada
na superfície fracamente ligada por forças de Van der Waals, que são facilmente
eliminadas por exposição do metal ao vácuo. Essa camada de gás é denominada camada
adsorvida. Um exemplo de camada adsorvida é a formada na superfície do ouro. No
entanto se o oxigênio for quimicamente ativo em relação ao metal ocorrerá uma reação
química formando um óxido do metal. Um exemplo de camada oxidada é a formada na
superfície do alumínio.
A força motriz para a oxidação é a diminuição da energia livre durante a formação
do óxido. Quanto mais negativa for a variação de energia livre durante a reação de
oxidação maior a tendência de oxidação do metal. Na tabela 1 são apresentadas as
variações de energia livre por átomo de oxigênio para diferentes metais.
Pode-se observar na tabela que a maior parte dos metais apresenta variação
negativa de energia livre durante a oxidação apresentando, portanto, tendência à

90
oxidação. O magnésio, por exemplo, apresenta uma maior tendência à oxidação que o
ferro, uma vez que apresenta uma maior variação negativa da energia livre durante a
reação. O ouro e a prata não apresentam tendência à oxidação, já que a reação implicaria
em uma variação positiva da energia livre, indicando que o óxido é menos estável que o
metal.
Tabela 1 – Energia livre.
Energia livre de formação de óxido de
metais [kcal]
Magnésio -130
Alumínio -120
Cromo -81
Zinco -71
Ferro -55
Cobre -31
Prata +0,6
Ouro +10
7.2 Óxidos protetores e não protetores
Se o metal apresenta tendência à oxidação, a camada inicial de óxido forma-se
rapidamente com o contato da superfície da peça com o ar, mas a continuidade da
oxidação através do crescimento dessa camada depende do fato da mesma ser protetora
ou não protetora. A camada vai ser tanto mais protetora quanto maior a dificuldade de
difusão do oxigênio através dela para permitir a continuidade da oxidação no interior da
peça. Assim se ela for densa ela tende a ser protetora e se for porosa tende a ser não
protetora. O alumínio, por exemplo, forma uma camada de óxido protetora e o ferro uma
camada não protetora.
Para examinar se uma camada inicial de óxido é protetora ou não protetora é,
então, necessário determinar se a mesma é densa ou porosa, o que é feito aplicando a
relação de Pilling-Bedworth (RPB) definida por:

91
metal
oxido
V
VRPB (7.1)
Sendo Vóxido o volume do óxido formado na reação e Vmetal o volume de metal consumido
na formação do óxido. Considerando que a densidade (D) é igual à relação entre massa
(M) e o volume (V), ou seja:
V
MD (7.2)
obtém-se:
oxido
oxido
oxidoD
MV
(7.3)
onde Móxido é o peso molecular do óxido e Dóxido é a densidade do óxido, e
metal
metal
metalD
MV (7.4)
onde Mmetal é o peso molecular do metal consumido durante a oxidação e Dmetal é a
densidade do metal.
Supondo que o óxido formado apresente a composição MeaOb, ou seja contenha
“a” átomos de metal (Me) e “b” átomos de oxigênio (O), a massa do óxido é dada por:
om
AA
o
A
m
oxido mbmaNN
mb
N
maM
1 (7.5)
e a massa do metal consumido na formação do óxido é dada por:
A
m
metalN
maM (7.6)
onde:

92
mm = massa atômica do metal [g/átomo grama]
mo = massa atômica do oxigênio [g/átomo grama]
NA = número de Avogadro = 6.02 x 1023
[átomo/átomo grama]
Das equações 7.1, 7.3, 7.4, 7.5 e 7.6 obtém-se:
metal
A
m
oxido
om
A
D
N
ma
D
mbmaN
RPB
1
(7.7)
ou,
oxidom
metalom
Dma
DmbmaRPB
(7.8)
Dependendo do valor da relação de Pilling-Bedworth (RPB) o óxido será protetor
ou não protetor e três casos podem ocorrer:
Se, para um determinado óxido, a relação apresentar um valor entre 1 e 2 (1 RBP
2) o volume do óxido formado é aproximadamente igual ou pouco maior que o
volume do metal consumido na sua formação e, portanto a camada de óxido é densa,
dificultando a difusão de oxigênio para o interior da peça metálica para dar
continuidade à oxidação. Nesse caso o óxido é protetor.
Se a relação for menor que um (RPB<1), o volume do óxido formado é menor que o
volume do metal consumido e, portanto a camada de óxido é porosa, facilitando a
difusão do oxigênio para o interior da peça para dar continuidade à oxidação. Nesse
caso o óxido é não protetor.
Se a relação for maior que dois (RPB>2), o volume do óxido formado é muito maior
que o volume do metal consumido provocando tensões na superfície da peça. Essas
tensões podem provocar o lascamento da camada de óxido, expondo partes internas
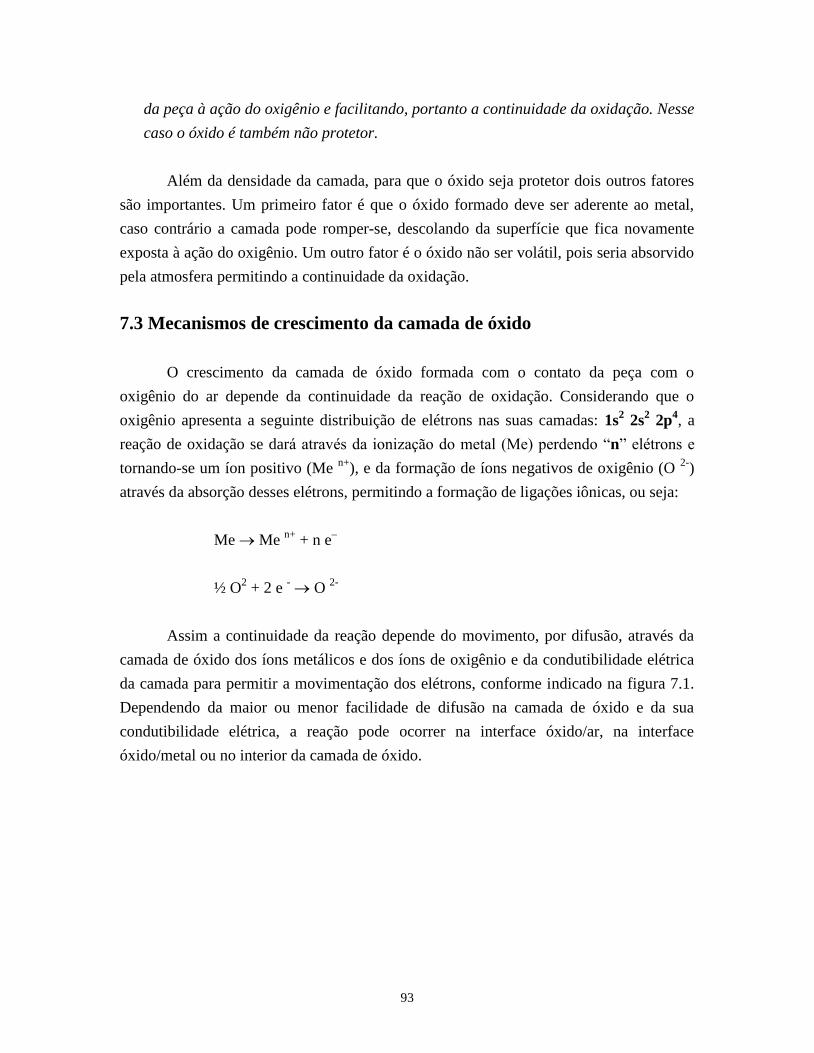
93
da peça à ação do oxigênio e facilitando, portanto a continuidade da oxidação. Nesse
caso o óxido é também não protetor.
Além da densidade da camada, para que o óxido seja protetor dois outros fatores
são importantes. Um primeiro fator é que o óxido formado deve ser aderente ao metal,
caso contrário a camada pode romper-se, descolando da superfície que fica novamente
exposta à ação do oxigênio. Um outro fator é o óxido não ser volátil, pois seria absorvido
pela atmosfera permitindo a continuidade da oxidação.
7.3 Mecanismos de crescimento da camada de óxido
O crescimento da camada de óxido formada com o contato da peça com o
oxigênio do ar depende da continuidade da reação de oxidação. Considerando que o
oxigênio apresenta a seguinte distribuição de elétrons nas suas camadas: 1s2 2s
2 2p
4, a
reação de oxidação se dará através da ionização do metal (Me) perdendo “n” elétrons e
tornando-se um íon positivo (Me n+
), e da formação de íons negativos de oxigênio (O 2-
)
através da absorção desses elétrons, permitindo a formação de ligações iônicas, ou seja:
Me Me n+
+ n e–
½ O2 + 2 e
- O
2-
Assim a continuidade da reação depende do movimento, por difusão, através da
camada de óxido dos íons metálicos e dos íons de oxigênio e da condutibilidade elétrica
da camada para permitir a movimentação dos elétrons, conforme indicado na figura 7.1.
Dependendo da maior ou menor facilidade de difusão na camada de óxido e da sua
condutibilidade elétrica, a reação pode ocorrer na interface óxido/ar, na interface
óxido/metal ou no interior da camada de óxido.

94
7.4 Casos especiais de oxidação
É interessante ainda citar dois casos especiais de oxidação que são a oxidação
seletiva e a oxidação intergranular.
A oxidação seletiva ocorre quando um dos componentes de uma liga se oxida
mais rapidamente que outros. Essa oxidação pode ser benéfica, se o óxido formado for
protetor, como no caso de componentes como o cromo e o alumínio. Mas pode ser
prejudicial se, por exemplo, houver a formação de um óxido volátil, como no caso da
oxidação do carbono dos aços formando monóxido de carbono (CO) na forma de gás, que
é absorvido pela atmosfera, provocando uma redução de dureza na superfície da peça.
A oxidação intergranular ocorre porque os contornos de grão no interior do
material metálico permitem uma difusão mais fácil do oxigênio levando a uma oxidação
mais rápida nas regiões próximas desses contornos, diminuindo a resistência mecânica do
material.
Camada de
óxido
metal Me+
e+
O2
O2-
Figura 7.1 Possibilidades de movimentação da
molécula de oxigênio, dos íons e
elétrons na camada de óxido.

95
Capítulo 8
CORROSÃO DOS MATERIAIS
METÁLICOS _____________________________________________________________
__
8.1 Conceitos gerais
A corrosão pode ser definida como a dissolução eletroquímica de metais em íons,
liberando elétrons, que ocorre quando metais dessemelhantes são colocados em contato
elétrico na presença de um eletrólito, formando uma célula galvânica, ou seja, criando
uma diferença de potencial que permite a passagem de uma corrente elétrica. O eletrólito
é caracterizado por uma solução condutora de eletricidade. Os metais são considerados
dessemelhantes quando a ionização de quantidades equivalentes dos mesmos envolve
diferentes variações de energia livre.
Na célula galvânica o metal que recebe elétrons é denominado catodo e é
protegido. O metal que se dissolve em íons e cede elétrons é denominado anodo e sofre a
corrosão. Assim, dependendo da propensão para ionizar-se o metal será considerado
anódico ou catódico. A medida da maior ou menor propensão a ionizar-se é feita através
da diferença de potencial envolvida na ionização do metal, que está associada à energia
livre (variações negativas de energia livre estão associadas a valores positivos de
diferença de potencial). Para realizar essas medidas adota-se o hidrogênio (H2) como
referência, estabelecendo-se para a ionização do mesmo o valor zero. Assim é
estabelecida uma célula galvânica, conforme a apresentada na figura 8.1, em que o
hidrogênio constitui um dos eletrodos e o metal o outro. As reações que podem ocorrer na
célula, dependendo do metal ou do hidrogênio sofrerem a ionização são representadas
por:
Me Men+
+ n.e-

96
H2 2.H+ + 2
-
Se a diferença de potencial medida for positiva o metal funciona como anodo e o
hidrogênio como catodo. Se a diferença de potencial for negativa o metal funciona como
catodo e o hidrogênio como anodo. Os resultados dessas medidas são apresentados em
forma de uma tabela de força eletromotriz, onde a diferença de potencial é denominada
potencial de eletrodo. A tabela 8.1 mostra resultados para alguns metais. Assim, se dois
metais dessemelhantes forem colocados em contato elétrico o que apresentar maior
diferença de potencial (maior potencial de eletrodo) funcionará como anodo, sendo
corroído e o que apresentar menor diferença de potencial (potencial de eletrodo)
funcionará como catodo, sendo protegido. Da tabela pode-se observar que o ferro
funciona como anodo em relação ao hidrogênio e a prata funciona como catodo em
relação ao nitrogênio. Se a prata e o ferro forem os eletrodos, a prata funciona como
catodo e o ferro como anodo.
8.2 Mecanismo de corrosão galvânica
Considerando a formação de uma célula galvânica entre o ferro (Fe) e um outro
metal (Me), tal que o ferro se comporte como anodo e o metal como catodo, conforme
eletrólito
Me H2
H2
Figura 8.1 Célula galvânica formada por um
metal de o hidrogênio

97
apresentado na figura 8.2. O ferro, por ser o anodo na célula, se decomporá em íons, que
podem ser do tipo ferroso (Fe2+) ou férrico (Fe3+), e elétrons, segundo as reações:
Fe Fe2+
+ 2 e-
Fe2+
Fe3+
+ e-
Como a presença da umidade do ar pode fornecer íons de hidrogênio através da reação:
H20 H+ + (OH)
-
Os íons de hidrogênio consomem elétrons segundo a reação:
2.H+ + e
- H2
Como o H2 é um gás ele é absorvido pela atmosfera e a reação continua consumindo mais
elétrons e dando continuidade à corrosão. Quanto mais ácido o eletrólito (mais H-), maior
a corrosão.
Os íons hidroxila [(OH)-] reagem com os íons férricos da seguinte forma:
Fe3+
+ 3.(OH)- Fe(OH)3
eletrólito
Me Fe
Figura 8.2 Célula galvânica formada pelo ferro e
um metal.

98
O composto Fe(OH)3 é denominado hidróxido férrico ou ferrugem. Devido à maior
mobilidade dos íons férricos em relação à hidroxila, eles se movem em direção ao catodo
onde ocorre a formação da ferrugem. A presença do oxigênio no ar aumenta a formação
de ferrugem devido à formação dos íons hidroxila através da reação:
2.H2O + O2 + 4.e- 4.(OH)
-
Essa reação acelera a corrosão por consumir mais elétrons.
Tabela 1 – Série de força eletromotriz.
SÉRIE DE FORÇA ELETROMOTRIZ
Reação de ionização Potencial de eletrodo (V)
Mg Mg2+
+ 2.e- +2,34
Al Al3+
+ 3.e- +1,67
Zn Zn2+
+ 2.e- +0,76
Cr Cr3+
+ 3.e- +0,71
Fe Fe2+
+ 2.e- +0,44
Sn Sn2+
+ 2.e- +0,13
H2 2.H+ + 2.e
- 0,00
Ag Ag+ + e
- -0,80
Pt Pt2+
+ e- -1,20
Au Au+ + e
- -1,68
8.3 Galvanoplastia
Denomina-se galvanoplastia a eletrodeposição de uma camada de um metal sobre
a superfície de outro com o objetivo de protegê-la. A galvanoplastia utiliza os princípios
da célula galvânica sendo que o metal a ser depositado deve funcionar como anodo e o
metal que vai sofrer a deposição como catodo, conforme mostrado na figura 8.3. Em
geral aplica-se uma diferença de potencial externa para acelerar o processo. No caso de
ser conveniente depositar uma camada de um metal mais catódico sobre um mais
anódico, pode-se aplicar uma diferença de potencial externa que inverta os potenciais de

99
eletrodo. Assim a deposição de cromo sobre o ferro é natural, mas a deposição de estanho
sobre o ferro precisa ser provocada invertendo o potencial de eletrodo (ver tabela 8.1).
8.4 Tipos de células galvânicas
Existem três tipos principais de células galvânicas: as células de composição, as
células de tensão e as células de concentração. A seguir serão descritas cada uma delas.
Célula de composição é aquela que ocorre devido ao contato elétrico de dois
metais dessemelhantes na presença de um eletrólito, sendo um metal (catodo)
protegido e o outro (anodo) corroído. Na figura 8.4 são mostrados dois
exemplos de célula de composição formada quando chapas de aço sofrem a
deposição de estanho ou de zinco. Se houver um risco na chapa expondo os
dois metais, no caso da chapa recoberta com estanho o aço (Fe) funciona
como anodo e é corroído e no caso da chapa recoberta com zinco o aço
funciona como catodo e é protegido (ver tabela 8.1).
eletrólito
Cr (anodo)
Peça de aço
(catodo)
Cr2+
Figura 8.3 Processo de galvanoplastia (cromo depositado sobre
uma peça de aço).

100
Célula de tensão é aquela que ocorre devido a tensões localizadas em uma
peça que criam pares galvânicos. Essa tensão pode ser resultante, por
exemplo, de uma deformação a frio localizada. Na figura 8.5 é mostrada uma
chapa dobrada a frio onde a região deformada funciona como anodo e a
região não deformada funciona como catodo. Os contornos de grão são
também regiões de maior tensão em relação ao interior do grão, funcionando
como anodos e provocando corrosão intergranular.
Célula de concentração é
aquela que ocorre quando há uma diferença de concentração localizada do
eletrólito na superfície da peça. A região com maior concentração funciona
como catodo e a com menor concentração funciona como anodo. Na figura
8.6 é mostrado um exemplo desse tipo de célula em que um monte de areia
colocado sobre uma chapa de aço isola uma parte da superfície do eletrólito
(umidade do ar) provocando corrosão na chapa sob a areia.
Estanho (catodo)
Aço (catodo)
Zinco (anodo)
Figura 8.4 - Exemplos de células de composição: chapas de aço recobertas com zinco e estanho.
Aço (anodo)
anodo
catodo
catodo
Figura 8.5 Exemplo de célula de tensão (chapa
dobrada a frio).

101
8.5 Prevenção contra a corrosão
Os principais métodos usados para minimizar os efeitos da corrosão são descritos
a seguir.
Uso de camadas de proteção constituídas por pinturas ou recobrimentos que
visam isolar os eletrodos dos eletrólitos evitando a formação da célula
galvânica.
Evitar a formação de pares galvânicos usando metais puros ou ligas monofásicas, o
que é difícil do ponto de vista prático já que ligas com estrutura polifásica
apresentam em geral propriedades mais convenientes para aplicações tecnológicas
do que metais puros ou ligas monofásicas.
Uso de proteção galvânica através da introdução de anodos de sacrifício que
corroem preferencialmente protegendo o metal principal. Um exemplo disso
são placas de zinco aplicadas nos cascos de navio, que corroem
preferencialmente protegendo o aço. Essas placas devem ser trocadas
periodicamente.
areia
Chapa de aço
açoaço Chapa de aço
aaçoaço
corrosão
Figura 8.6 Exemplo de corrosão devido a diferença de concentração do
eletrólito localizada.