
Stainless Steel Suppliers & Aluminium Product Supplier – NDE

Aluminium versus steel in low volume production of structural applications 1
Aluminium versus steel in low-volume production of structural applications
Comparing aluminium and steel in structural applications for low-volume production based on mechanical properties and economic aspects
AndreasThoresenDepartmentofDesign
NorwegianUniversityofScienceandTechnology
ABSTRACT Basedonacasewhereamechanicalworkshopplans toestablisha low-volumeproductionofATVtrailers,theprosandconsofusingaluminiumintheload-bearingpartsofthestructureareexploredandcomparedtothetraditionaluseofsteel.Thegoalofthepaperistoprovidearecommendationforselectionofmaterialsandproductionmethodsforthecase,consideringmechanicalpropertiesofthematerialsand the limitationsof low-volumeproduction,whichnormally requirescost-effectivematerials and simplemanufacturing techniques and processes. The paper shows thatwith use ofaluminium in favor of steel in structural applications, significantweight savings canbemade. Thischange of material requires increased dimensions of standard components, or use of customdevelopedcomponents.Aluminiumalsoshowsotheradvantagesoversteel inbothproductionanduse,butessentiallytheselectionofaluminiumasamaterialrequiresacompromisebetweenweightand price, as aluminium appears to be more expensive. The recommendation to the mechanicalworkshopistoconsiderthiscompromisebeforeafinalmaterialandproductionmethodisselected.KEYWORDS:Low-volumeproduction,aluminiumversussteel,structuralapplications,materialproperties1.INTRODUCTIONIn2016 theauthorof thisarticlecarriedoutadesign and development project with a localcompany.Theclient,amechanicalworkshopinLierne, Nord-Trøndelag, plans to start low-volume production of combination trailers forsnowmobiles and ATVs in 2018. The projectincludeddefinitionofproductrequirementsandconceptualdesignbasedontheclientsdemandsand analysis of existing products. The resultsindicate that to be competitive on themarketthere are rigid requirements related to theproducts strength-to-weight ratio and theproductioncosts.Thefocusofthisinitialprojectwasontheloadbearingstructure(theframe).Itwasfoundthatmoreknowledgeonalternativematerialsandproductionmethodswasneededwhichinitiatedthisstudy.
Productsbuiltonsteelstructuresdominatethemarket for snowmobile and ATV trailers. Theuse of aluminium is not common despite thatconcept studies has shown that substitutingexisting steel structures with aluminiumstructures can provide up to 50% weightreduction.[1]Withtypicallyaround40%ofthefuel consumption being directly related toweight(inertialandrollinglosses)andafurther40% (power-train losses) being secondarilyrelated,itfollowsthatsubstantialfuelefficiencyimprovements can be achieved if the vehicleweightcanbesignificantlyreduced.[2]Theloadbearingstructuremustbecompatiblewithastaticanddynamicloadofminimum600kg.Low-volumeproductioninvolvesproductionofarelativelylownumberofunitsannually,andsetsinthiscaseprimarilyrequirementsforcost-effectivematerialsaswellascost-effectiveand

Aluminium versus steel in low volume production of structural applications 2
simple manufacturing techniques andprocesses.The paper seeks to find the most optimalconstructionmaterial for thebearingstructureof the trailer based on mechanical propertiesandtheeconomicaspect.Thefirstpartlooksatlow-volume production and what this implies.Thesecondpartcomparesaluminiumandsteelbasedon thematerialsmechanical properties,productionandeconomics.Finally,thefindingsare discussed and a recommendation formaterialselectionbasedonthecaseisgiven.
Figure1:Exampleframeinsteel,snowmobile
setup
Figure2:Exampleframeinsteel,ATVsetup
1.1MethodsThis paper reviews literature from variousresearch domains, mainly textbooks andmaterialhandbooks.Inareaswherethereisnoavailable literature, consultationswith Sapa, aNorwegian-owned aluminium company thatdevelopsandmanufacturesaluminiumprofiles,
NTNU Aluminium Product Innovation Center(Napic)andNorskStålhasbeenused.2.LOW-VOLUMEPRODUCTIONJinaetal.(1997)definelow-volumeproductionasaproductionrateof20-500unitsperyear.[3]Some consider it as production where thenonrecurringengineeringcostsbecomealargeportionoftheoverallproductcost.Othersclaimthatlow-volumeproductionischaracterizednotbyaproductionnumber,but ratherbycertainoverarching, general characteristics. Low-volumeproductionistypicallycharacterizedbyfew technical prototypes, manufacturing ofcomplexorcustomizedproducts,make-to-orderproduction, uncertain and limited numbers ofpre-series productions and the infeasibility ofconventional production ramp-up. Otheridentificationfactorsincludemodifyingexistingproducts,theuseofexistingproductsinsteadofdevelopingentirelynewproducts,and theuseof existing production systems with slightmodifications for new products. [4][5][6]AccordingtoVallhagenetal. (2013), it ismorecommoninlow-volumeproductiontofocusonproductfunctionalitythanitsmanufacturabilitycompared to high-volume productionindustries.[7]2.1ChallengesandlimitationsAccording to Schneider, E. (2012), low-volumeproductionalways comesdown toabalancingactamongdesiredfeatures,cost,andspeed.Asthe costs of tooling and setup in low-volumeproduction become more significantcomponents of the project budget, costeffective methods require designers to makecompromises on aesthetics and materialproperties. In low-volume production,commercial off-the-shelf parts (COTS), genericparts,aremuchcheaperthancustomparts,butthismeansthedesignhastoaccommodatepre-made parts, something that set limitations totheaestheticsandcreativity.Whenorderingoff-the-shelfparts,itisalsoappropriatetousepartsthat come in standard sizes or have multiplesources, so they can be substituted withoutrequiring a substantial product redesign.Managingclientexpectationscanbedifficultinlow-volume production. They might not be
Aluminium versus steel in low volume production of structural applications 3
aware of the challenges of low-volumeproduction, and might want a device withfeaturessimilartohigh-endconsumerproducts.Also vendors can provide challenges in low-volume manufacturing. In a world of massproduction,moreproductsequalmoremoney.Vendors tend to be less responsive to small-quantity orders typical of low-volumemanufacturingunlesstheyarespecificallysetupforthatscaleofbusiness.Thedesignerhimselfmust also be fully aware of the limits in low-volume production. Understanding thefabricationvolumeandselectinganappropriatemanufacturing process early can optimize thedesign for the best form and function for theselected process. This is usually a far betterchoice than trying to push the limits of amanufacturingtechnologytoachievesomethingthat is not appropriate for the technology. Byunderstanding the limitations of each process,anengineercantailorthedesigntomakegreatpartswithlow-volumetechniques,forinstance,by adding compliance features to reduce theneed for tight tolerances, reinforcing thewallswithribs,orcombiningprocesses.[8]For the client, low-volume production will aspreviously described primarily mean theimportance of cost-effective and simpleproduct- and production solutions consideringthechoiceofmaterialandfeatures,butwithanexecutivefocusonthestrength-to-weightratio.3.MATERIALPROPERTIESTo form a basis for comparison of themetals,thisreviewismainlybasedonaluminiumalloy6063and steel alloy S355. In areaswhere it isconsidereddifficult toobtainpropertiesof thespecific alloy, approximations are used byproperties of aluminium and steel in general.The 6063 alloy is in consultation with HaraldVestøl, Napic, and Svein Erik Brenna, Sapa,deemedappropriateforthispurposebasedonthe mechanical properties and the financialaspect.S355isaweldablestructuralsteelandis,based on correspondence with two of thelargest trailer providers in Norway, Gaupen-HengerA/SandTysseMekaniskeVerksted,andScandinavia’s largest provider of trailers,BrenderupGroup,exclusivelythemostcommonsteelalloyusedincomparableproducts.
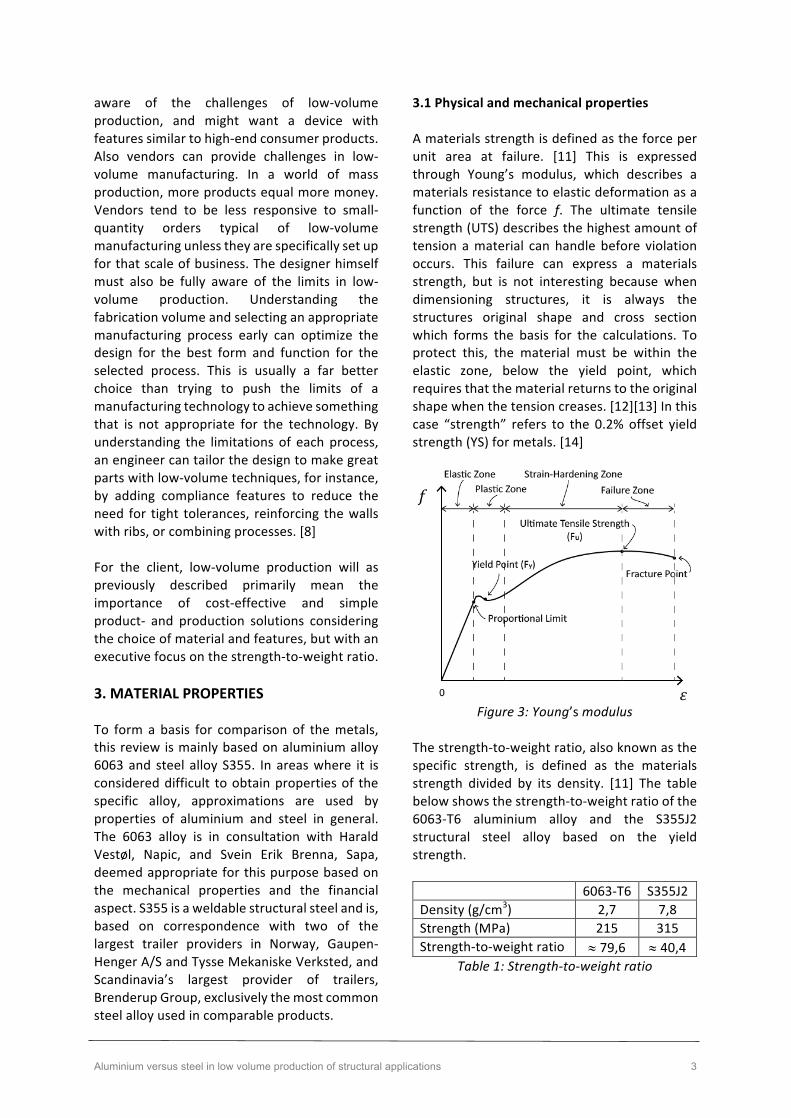
3.1PhysicalandmechanicalpropertiesAmaterialsstrengthisdefinedastheforceperunit area at failure. [11] This is expressedthrough Young’s modulus, which describes amaterialsresistancetoelasticdeformationasafunction of the force f. The ultimate tensilestrength(UTS)describesthehighestamountoftension amaterial canhandle before violationoccurs. This failure can express a materialsstrength, but is not interesting because whendimensioning structures, it is always thestructures original shape and cross sectionwhich forms the basis for the calculations. Toprotect this, the material must be within theelastic zone, below the yield point, whichrequiresthatthematerialreturnstotheoriginalshapewhenthetensioncreases.[12][13]Inthiscase “strength” refers to the 0.2%offset yieldstrength(YS)formetals.[14]
Figure3:Young’smodulus
Thestrength-to-weightratio,alsoknownasthespecific strength, is defined as the materialsstrength divided by its density. [11] The tablebelowshowsthestrength-to-weightratioofthe6063-T6 aluminium alloy and the S355J2structural steel alloy based on the yieldstrength. 6063-T6 S355J2Density(g/cm3) 2,7 7,8Strength(MPa) 215 315Strength-to-weightratio »79,6 »40,4
Table1:Strength-to-weightratio

Aluminium versus steel in low volume production of structural applications 4
Toillustratethedeflectiondifferencebetweenasteel and an aluminium structure, a simplestrength simulation in the 3D-CAD designsoftwareSolidWorksissetup.A1meterlongI-section(100x100x4mm)isusedastestbeam.Thetestbeamisstoredintheleft-handendandhasadownward-pointingforceof1000Nintheright-hand end. For the calculation aluminiumalloy6063-T6andstructuralsteelalloyS355J2isused. Values are derived from SolidWorks’material database. Tension in the section isshowninthefigurebelow.AllthevaluesarefarbelowtheYSforbothmaterials.
Figure4:TensionsintheI-section
Tensionsofthismagnitudegivethetestbeamadeflection.Figure5 and6 show thedeflectionforthealuminiumandstructuralsteelalloy.
Figure5:Deflectionin6063-T6
Figure6:DeflectioninS355J2
3.2WeightreductionbydesignIn general, the modulus of elasticity E ofaluminiumisaboutonethirdofsteel.[12]The6063-T6hasanE»69000MPa,andtheS355J2
hasanE»210000MPa,–roughlythreetimeshigher. According to Sapa (2015) possibleweightsavingcanbemadebyreplacingasteelbeam with an aluminium beam. SincealuminiumsYSoftenishigherthanonethirdofsteel, the strength often is not fully exploited,and deflection calculations is adequate. A 1meter long I-section is used as an example ofpossibleweightsavingifdeflectionandstrengthisthecriticaldesignfactor.
Figure7:TermsfordimensionsofI-section
Ifthedeflectionmustremainthesame,i.e.thestiffness EI must be the same. Because themodulusof elasticity of the aluminiumalloy isone third of the steel alloy, the moment ofinertiaIforthealuminiumbeammustbethreetimesas large. Iftheheightofthebeamisnotincreased,theflangeareamustbeincreasedbya factor of three, and because the density ofaluminiumroughlyisathirdofsteelthismeansthat the aluminium beam will be roughly thesameweightasthesteelbeam.Ifitisacceptableto increase the height of the beam, aconsiderable weight saving can be made bychoosingaluminium.[9]
Figure8:Weightcomparisonforsame
deflectionandstrength

Aluminium versus steel in low volume production of structural applications 5
3.3ProductionForsteelstructures,accordingtoNorskStåltheuse of COTS is highly appropriate. Hollowsectionsofsteelaremainlyproducedasweldedsheets,orasseamlesshollowprofilesusingtheMannesmann-method. [10] An interestingquestion iswhether itwillbeprofitable touseCOTSinanaluminiumstructure.Extrusionistheprocess of pushing a billet through a die toreduce its cross section or to produce varioussolid or hollow cross sections. This processgenerally is carried out at elevatedtemperatures inorder to reduce theextrusionforceandimprovetheductilityofthematerial.[18]Solidprofilesareproducedusingaflat,disc-shaped die, and hollow profiles are extrudedthrough a two-part die. [9] According to Sapathesediesarerelativelycheaptocustommaketo extrude own aluminium profiles. This will,accordingtothemselvesenableanoptimizationof the product weight, strength andfunctionality. In addition, providers canhypothetically save labor hours per unitproduced by avoiding any modifications ofCOTS, something that must be substituted inextra costs relating to a custom extrusion.Temporarily Sapa has some quantityrequirements, as the profiles are commonlyextrudedinlengthsbetween25and45meters.Customer profiles can be delivered from adiameter of five millimeters and up to adiameter of 620 millimeters where themaximum weight is 65 kilograms per meter.From an economic point of view, Saparecommendstochooseaprofilediameterinthemidrangeandrathercombinemultipleprofiles.Lowalloysteelmayalsobeextruded,butthisisa process which requires considerably moreenergyinformofheatandpressingforceandisaccordingtoNorskStålnotprofitable.Joiningofmetalscanbedoneinseveralways.Aswith steel, aluminium is also very suitable forfusion welding. Nowadays, gas arc weldingmethods,MIGandTIG inparticular,dominate.[9]Theseweldingmethodsarerelativelycheapinthemselves,andhuman-operatedequipmenthasarelativelylowinvestmentcost.Inaddition,the necessary skills for fusion welding areaffordable to acquire. Fusionwelding can alsobe performed by welding robots, but has a
significantly higher investment cost. Whenjointing metals with fusion welding a heat-affected zone (HAZ) will occur. The HAZ islocatedoneithersideoftheweld,andtendtocause stresses that reduce the strengthof thematerial due to changes in the materialsmicrostructure.Byusing jointingmethods thatcauses a HAZ, this must be considered in thecalculations.[18]Extrusion technology provides a variety ofpossibilities for joining aluminium profiles. [9]WhenpurchasingprofilesfromSapa,theyofferto jointhemwithfrictionstirwelding(FSW)atthe factory. In FSW one of the workpiececomponentsremainsstationarywhiletheotheris placed in a chuck or collet and rotated at ahigh constant speed. The twomembers to bejoinedare thenbrought into contactunderanaxialforce.This leavesastrongandcleanjointwhich has a narrower HAZ compared withtraditional fusion welding. [18] According toSapa the costs of FSW are relatively low. Theelasticityofaluminiummakesitalsosuitableforsnap-fit joints. [10] The profiles are extrudedwithamale-/femalesolutionsthatarepressedtogether and form a permanent, locked joint.These allow, according to themselves, a farquickerassemblythanforexamplescrewedorweldedjoints.Besidesthejointshavenolossofstrength and the jointed profiles can beconsideredasonepieceofgoods.Themachinabilityofamaterialcanbedefinedastheeasewithwhichitcanbemachined,anddepends on the materials composition,properties, and microstructure. Machinabilitycan be expressed as a percentage or anormalizedvalue.TheAmericanIronandSteelInstitute (AISI) has determined AISI No. 1112carbonsteelamachinabilityratingof100%.[18]With numbers received from The EngineeringToolBox,themachinabilityofconstructionsteelis 78% and the machinability of aluminium is360%. The higher machinability percent amaterialhas,theeasieritistoperformmachineoperationsinthematerial.Themachinabilityofamaterial induces toolwearwhich is amajorconsideration inallmachiningoperations.Toolwear adversely affects tool life, the quality ofthe machined surface and its dimensional

Aluminium versus steel in low volume production of structural applications 6
accuracy,and,consequently, theeconomicsofcuttingoperations.[18]3.4EconomicandenvironmentalaspectsTocomparethecostsofaluminiumandsteel,itis chosen to compare standard profiles, andcustomprofiles.Forstandardprofiles,pricedatafromNorsk Stål is collected to form a neutralimageontheeconomicaspect.NorskStålstocksnotthe6063-T6alloy,butasanapproximationalloy 6082-T6will be usedwhich according toSapa is about the same price per kilo. Thecomparison is based on a standard profilecontained both the respective aluminium andsteelalloy,40x40x4,0mm,squaretube. 6063-T6 S355J2Kg/m 1,61 4,30Price/kg(NOK) 129,44 21,69
Table2:PricecomparisonThismakes aluminiummore than six times asexpensive per kilo than steel. Comparing thepricepermeter,thepriceofaluminiumisovertwiceasexpensive.Hypothetically,ifcomparingthepriceagainsttheweightsavinginFigure8,thesteelsectioncostwithpricesformNorskStål(about)666NOK.Thealuminiumprofilewith0%weight saving costs 3922 NOK, the aluminiumprofilewitha40%weightsavingcosts2382NOKand the aluminium profile with a 49% weightsavingcosts2045NOK.AccordingtoSapa,itisdifficulttodeterminethecost of a custom profile without havingproduced it. Sapa has forwarded a priceexample of a custom profile that is used instructural applications. The custom profilecannot be imaged, but comprises a hollowprofilewhichis380x40mm.Theprofilehasavertical supportwall in themiddleand flangeson each side for joining to the next profile.Goods thickness is 2 mm. The extrusion toolconsists of a two-part die in steel and costs30.000 NOK. This is described as a one-timeinvestment.With alloy 6063-T6 the extrusionsweightisapproximately5,6kg/m.Sapacharges35 NOK/kg, which makes the custom profileprice196NOK/m.
According to Christensen, T. H. (2011)production of iron and steel is an energy-demanding process, and production ofaluminium is an extremely energy-demandingprocess. Besides, production of iron and steelcreates a large amount of tailing, andproductionofaluminiumleaveslargeopenscarsinthelandscapeuntilresiduesarebackfilledandvegetationre-established.Metals such as steel and aluminium is inprinciple limited resources, but if they arerecycled they can be classified as renewableresources.Recycledsteelandaluminiumscrapisan important part of the rawmaterial used inthemetal industryand is tradedon theglobalmarked. Recycled scrap metals are used innearlyallmetalproducts.[17]AccordingtoSapa(2015),75%ofallaluminiumeverproduced,isstillinuse.The main problem in steel and aluminiumrecyclingisthecleanlinessofscrapwithrespecttoprimarysteel,othermetalsandalloys.Thisisaparticularproblemwithpost-consumerwaste.Processestoseparatedifferentalloysapartandremoveunwantedadditionsinthescrapmetalmaybeanenergydemandingandcostlyaffair.Whenthisisfulfilled,thecleanmetalscrapcanberecycledwithoutlossofquality,onlywithaslightlylossquantity.Thebenefitofsavingenergybyusingscrapmustbe weighed against the alloying metalsassociatedwiththescrap.Despitethis,severalstudies have concluded that, from anenvironmental point of view that recycling isbeneficial, and that the energy savings are sosignificant compared to virgin production, therecyclingofmetalsisenvironmentallybeneficialeven when long-transport distances areinvolved.[17]The tablesbelowshowelectricityuseandCO2emissionforonetonneofproducedaluminiumandsteel.[9] Virgin RecycledElectricity(kWh) 516 87,7CO2(kg) 2308 164
Table3:Steelproduction

Aluminium versus steel in low volume production of structural applications 7
Virgin RecycledElectricity(kWh) 15950 140CO2(kg) 4014 483
Table4:Aluminiumproduction3.5EnvironmentalinteractionAccordingtoBardal,E.(2004)fivedifferentmainprinciplescanbeusedtopreventcorrosion:• Appropriatematerialsselection• Changeofenvironment• Suitabledesign• Electrochemical, i.e. cathodic and anodic
protection• ApplicationofcoatingCorrosion is defined as the destruction ordeteriorationofamaterialbecauseofreactionwith its environment. Fontana, M. G. (1987)classifies corrosion into twomain groups;wetcorrosion and dry corrosion. Wet corrosionoccurs when a liquid is present. A commonexampleiscorrosionofsteelbywater,andistheone relevant in this case.General corrosionorsurface corrosion, is the most commoncorrosion type, which provides a uniformcorrosion over the entirematerial. [16]Whendesigning with corrosion-prone materials, it isobviouslyvital toknowhowfast thecorrosionprocess is going to be. Aluminium, and mostothermaterials,formoxidationbarrierlayersinjustthesamesortofway,buttheoxidationlayeronaluminiumisamuchmoreeffectivebarrierthantheoxidefilmonironis.Thisresultsinthataluminiumingeneral,oxidesmuchslowerthaniron.[13]Pittingisfarthemostcommontypeofcorrosionin aluminium, and is primarily an aestheticproblem which never affects the strength. Itoccurs only on the presence of an electrolytecontainingdissolvedsalts,usuallychlorides.Thecorrosion generally manifests as extremelysmallpitsthat,intheopenair,reachamaximumpenetrationsof aminor fractionof themetalsthickness.[9]Whenitcomestosteel,atmosphericcorrosionrates can be reduced considerably by use ofspeciallow-alloysteels,suchasS355structuralsteel.However,whenselectingmaterialswithin
thesegroups,somekindofprotectionmustbeconsideredasanintegratedpart.Thiscouldbedonebyapplyingcoatingsonthemetalsurface,in order tomake a barrier between themetalandthecorrosiveenvironment.[16]Thetablebelowshowstheresults fromafieldexposuretestsonuntreatedmetalstheSwedishCorrosion Institute has carriedout, and showsthe weight losses after eight years in marine-andurbanatmospheres.[9] Marine UrbanAluminium(g/m2) 7 2Carbonsteel(g/m2) 933 676Galvanisedsteel(g/m2) 133 61
Table5:WeightlossesaftereightyearsHowever,itisalsoimportantthatthematerialsin adjacent components are compatible. Withregard tocorrosion,compatibilityoftenmeansthat detrimental galvanic elements must beavoided. [16] This could result in galvaniccorrosion and may occur where there is bothmetallic contact and an electrolytic bridgebetween different materials. The least noblemetal in the combination becomes the anodeandcorrodes.Inmostcombinationswithothermaterials,aluminiumistheleastnobleoneandpresentsagreaterriskofgalvaniccorrosionthanmostotherstructuralmaterials.Toprovidethis,the different materials must be electricallyinsulatedfromeachother.[9]3.6ThermalcharacteristicsThestrengthofamaterial tends to fallquicklywhen a certain temperature is reached. Thistemperature limits the maximum operatingtemperature for which the material is useful.According to The Engineering ToolBox, themaximum operating temperature for steel is500–650°Candforaluminiumitis150–250°C,which is far above the temperatures in theintendedoperatingenvironment.[19]Some properties of steel such as strength,elasticity,hardness,brittleness,andmagnetismare at their highest point at very lowtemperatures and decrease with temperaturerise.However, the resistanceof steel to shock

Aluminium versus steel in low volume production of structural applications 8
decreases significant with loweredtemperatures.Certainordinarycarbonandlow-alloy-contentsteelsexhibita lossof toughnesswhen low temperatures near −40°C arereached, so that some of these steels are toobrittletouseinimpactserviceincoldclimates.[19]Testsand fielduseofaluminiumand itsalloysindicate that they are admirably suited forextreme-low-temperature service. Tests madeto subatmospheric temperatures indicate thatthe tensile, yield, and impact strengths of allaluminium alloys increase at extreme lowtemperatures.Aluminiumalloysretainductilityat these temperatures, corrosion resistance isenhanced, and there is no increase inbrittleness. No special precautions regardingmethods of handling at extreme lowtemperaturesarerequired.[9][19]4.FINDINGSThere are several assumptions about whatdefineslow-volumeproduction.Somedefineitas a production rate of 20-500 units per year,whileothersbelieve itdoesnotdependonanannualproduction rate,but the characteristicsof the product and production process. Low-volumeproduction is described as a balancingact between features, cost, and speed, andrequires designers to make compromises onaesthetics and material properties toaccommodatethis.Useofstandardcomponentsinstead of custom parts is described as animportant aspect of low volume production.Client expectations and willingness fromvendors may be challenging in this type ofproduction. It is important to understand thechallenges and limitations to optimize theproductdesigninlow-volumeproduction.Accordingtothethree largest trailerprovidersin Norway and Scandinavia’s largest trailerprovider,S355structuralsteelismainlyusedinsimilar products. This forms the basis of thecomparisontogetherwith6063aluminiumalloywhich is according toNapicandSapa, suitableforthepurpose.The strength of a material is defined as "theforce per unit at failure". For structural
constructions, strength is considered as theyieldstrength,wherethematerialreturnstoitsoriginal shape and cross section when thetensionceases.Thestrength-to-weightratioisarelationship defined as the strength of thematerialdividedbyitsdensity.Inthiscase,thealuminium alloy has about twice as highstrength-to-weight ratioas the steelalloy.Themodulusofelasticityofaluminiumingeneralisaboutonethirdofsteel.Thisgivesaboutthreetimes as high deflection in an aluminiumstructure as in a similar steel structure. If thedimensionofthealuminiumstructureincreasesto derive the deflection, often the strength isnot fully exploited. If increased dimensions istolerated,calculationsshowsthat it ispossiblewithaweightreductionnear50%.Forsteelstructures,theuseofcommercialoff-the-shelfparts,COTS,wouldbeappropriate.Itisinterestingwhether itwouldbeeconomical touse COTS in an aluminium construction.Through extrusion technology for aluminium,own custom profiles are relatively cheap todevelop. Customized profiles can potentiallyoptimizetheproduct’sweightandstrength,andsavelaborhoursonfurtherassembling.Fusionwelding is dominant by joining both steel andaluminium constructions. The method isrelatively cost effective and can be performedby the clients themselves. When purchasingprofilesfromSapa,theyoffertojointhemwithfriction stir welding at the factory. This givesstronger joints and is relatively inexpensive.However,bywelding,aheat-affectedzonethatweakens the strength of the structure isestablishes.Extrudingownprofilesenablestheuse of snap-fit joints. With snap-fit joints theprofiles can be compressed together to formjointswithoutlossofstrength.The machinability of a material indicates howeasilyamaterialcanbemachined.Aluminiumisgenerallybetweenfourandfivetimeseasiertomachine than structural steel. Machinabilityaffectstoolwearandspeed,whichagainaffectstheeconomicsofthemanufacturingprocess.Numbers from a neutral supplier show thataluminium COTS is over six times moreexpensivethansteelCOTS.AccordingtoSapa,itisdifficulttoestimatethetoolpriceforacustom

Aluminium versus steel in low volume production of structural applications 9
profile, but operateswith a significantly loweraluminiumkilopricethantheneutralsupplier.Extraction of both aluminium and steeltemporarily destroys large rural areas.Aluminium extraction requires over 30 timesmore electricity and produces almost twice ashigh carbon emissions as steel. Steel andaluminium are basically limited resources, butcan be considered renewable if they arerecycled. Recycling of aluminium requiressignificantly less energy than new production,butstillhasahigherfootprintthansteel.Both steel and aluminium oxidize, butaluminium oxidizes much more slowly thansteel. Studies have shown that aluminium inurban environments oxidizes over 300 timesmoreslowly,andinmarineenvironmentsmorethan 100 times slower than steel. However,galvanic corrosion must be considered, asaluminium in humid environments oxidizesquicklyincontactwith,forexample,steel.Unlikemostgradesofsteel,aluminiumdoesnotbecome brittle at low temperatures. Intemperatures down to -40°C, some steel is soweakened that they are not suitable forconstruction. Tests made on aluminium showthat its strength increases at extremely lowtemperatures.5.FINALREMARKSThe goal of this paper was to find the mostoptimalconstructionfortheloadbearingtrailerstructure based onmechanical properties andthe economic aspect. The conclusion is notunambiguously because there are indicationsthat compromises occur when choosingmaterial.ByusingCOTSinstructuralapplicationswiththesamestrength,significantweightsavingscanbemade by choosing aluminium instead of steel,provided it is tolerated to increase thedimensions. However, cost per unit issignificantly higher when using aluminium.Weight and price therefore become acompromiseandmustbeconsidered.Byusingownextrudedaluminiumprofiles, thecostper
unit canbe significantly lower, but the costoftheextrusiontool(s)mustbeincurred.Sincetheextrusion tool is s a one-time investment, thiscost will be distributed to the number ofmanufactured units. In order to enable costsavings using own aluminium profiles, theproductionvolumeshouldbemapped.Potentialsavings in labor hours using own solutionsshouldalsobeincludedtothecalculation.Intheintendedoperatingenvironment,theuseofaluminiumindicatesadvantagesovertheuseof steel.Besidesweight saving, aluminiumwillhandle a wet climate without any need ofcorrosionprotection.Aspreviouslymentioned,thismustbeconsideredasanintegratedpartofasteelstructure.Thisleadstocostsavingsandpossiblesavingsinmaintenance.However,thisrequires that aluminium never acts in directcontactwithothermetals.Itisalsoconceivablethattemperaturesdownto-40°Cmayoccurinauser environment, which an aluminiumstructure as opposed to a steel structure, canwithstandwithoutapotential lossof strength.Strength loss can also be avoided usingaluminium profiles with snap-fit solution,avoiding a loss of strength caused by joining.Toolwearandoveralltimespentonmachiningoperations can also be reduced by usingaluminium,asmachinability isbetter.Fromanenvironmental perspective, steel is currently agreenerchoiceinproduction,butinuseasapartof a vehicle, movement can take place moreenvironmentally effectively by weightreduction.Therecommendationfortheclientistofocusonthe compromise between weight and price.Withaluminium,theloadbearingstructuremaybecomemoreexpensive,butalsoenableweightsavings. If weight is the critical factor, theproduction volume should be mapped. Thisdetermineswhetheritwouldbeappropriatetodevelop custom aluminium profiles. Steeldominatesthecurrentmarketsegmentswhichgives a reason to claim that steel handles theintended use environment in a satisfactorymanner, although aluminium can potentiallyhandlethisevenbetter.Based on the literature review on low-volumeproduction, thesegmentshows trends tobea
Aluminium versus steel in low volume production of structural applications 10
bit pre-intended and conservative. The claimthatuseofCOTSinsteadofcustomerpartswillbe more cost-effective appears to be invalidwhen using aluminium. If low-volumeproductionisdefinedasproductionofupto500units annually, it seems cost-savingnot touseCOTS,butratherusecustomprofiles.REFERENCES[1]Veststøl,H.(1998).Designmethodsforhigh-
volumeautomotivestructures:Developmentofaluminiumextrusion-basedintegratedseatingsystems(Doctoralthesis).Trondheim:NorwegianUniversityofscienceandtechnology(NTNU).
[2]S.MayerandA.D.Seeds.(1994).BMW’sAluminiumLight-WeightPrototypeCarProject:ComparisonofAluminiumandSteelPerformance.SAETechnicalPaperSeries940154.
[3]Jina,J.,Bhattacharya,A.,&Walton,A.(1997).Applyingleanprinciplesforhighproductvarietyandlowvolumes:Someissuesandpropositions.LogisticsInformationManagement,10(1),5-13.
[4]Mellody,M.(2014).LimitedAffordableLow-VolumeManufacturing:SummaryofaWorkshop.Washington,D.C.:NationalAcademiesPress.
[5]Javadi,S.,Bruch,J.andBellgran,M.(2016).Characteristicsofproductintroductionprocessinlow-volumemanufacturingindustries:Acasestudy,27(4),535-559.
[6]Javadi,S.(2015).TowardsTailoringTheProductIntroductionProcessForLow-VolumeManufacturingIndustries(1stedition).Västerås,Sweden:MälardalenUniversityPressLicentiateTheses.
[7]Vallhagen,J.,Madrid,J.,Söderberg,R.,Wärmefjord,K.(2013).AnapproachforproducibilityandDFM-methodologyinaerospaceenginecomponentdevelopment.
ProcediaCIRP112ndInternationalThrough-lifeEngineeringServicesConference.
[8]Schneider,E.(2010).Turndownthevolume.MechanicalEngineering,132(4),36-39.
[9]SapaProfilerAB(2015).Designmanual:Successwithaluminiumprofiles.Stockholm:J&LAnnonsbyråAB
[10]Grauslund,S.(2009).RøriDenStoreDanske,Gyldendal.Availablefrom:http://denstoredanske.dk/index.php?sideId=153984(Retrieved:February9th,2017)
[11]Specificstrength.(n.d.).Availablefrom:http://www.manufacturingterms.com/Specific-strength.html(Retrieved:February14th,2017)
[12]Vollen,Ø.(2011).Mekanikkforingeniører:Statikkogfasthetslære.(2ndedition).Bekkestua:NKIForlagetAS
[13]Ashby,M.F.,JonesD.R.H.(1980).EngineeringMaterials1:Anintroductiontotheirpropertiesandapplications.(2ndedition).DepartmentofEngineering,UniversityofCambridge.UK:ButterworthHeineman
[14]Ashby,M.F.,Johnson,K.(2000).Materialsanddesign:Theartandscienceofmaterialselectioninproductdesign.(3rdedition).Amsterdam:Elsevier
[15]Fontana,M.G.(1987).Corrosionengineering.(3rdedition).NewYork:McGraw-Hill
[16]Bardal,E.(2004).Corrosionandprotection:Engineeringmaterialsandprocesses.London:Springer
[17]Christensen,T.H.(2011).Solidwastetechnology&management.NewJersey:BlackwellPublishingLtd.
[18]Kalpakjian,S.,SchmidS.R.(2009).ManufacturingEngineeringandTechnology(6thedition).NewJersey:PearsonEducation.
[19]Roberts,P.W.(n.d.).ElectricalandMechanicalEngineering:EffectofExtremeArcticColdonMaterials.Availablefrom:http://collections.dartmouth.edu/arctica-beta/html/EA02b-02.html(Retrieved:April10th,2017)


















