THIS DOCUMENT HAS BEEN REPRODUCED FROM MICROFICHE ... · Test Bearings The tapered-roller test...
30
N O T I C E THIS DOCUMENT HAS BEEN REPRODUCED FROM MICROFICHE. ALTHOUGH IT IS RECOGNIZED THAT CERTAIN PORTIONS ARE ILLEGIBLE, IT IS BEING RELEASED IN THE INTEREST OF MAKING AVAILABLE AS MUCH INFORMATION AS POSSIBLE https://ntrs.nasa.gov/search.jsp?R=19800008082 2020-07-25T17:38:49+00:00Z
Transcript of THIS DOCUMENT HAS BEEN REPRODUCED FROM MICROFICHE ... · Test Bearings The tapered-roller test...

N O T I C E
THIS DOCUMENT HAS BEEN REPRODUCED FROM MICROFICHE. ALTHOUGH IT IS RECOGNIZED THAT
CERTAIN PORTIONS ARE ILLEGIBLE, IT IS BEING RELEASED IN THE INTEREST OF MAKING AVAILABLE AS MUCH
INFORMATION AS POSSIBLE
https://ntrs.nasa.gov/search.jsp?R=19800008082 2020-07-25T17:38:49+00:00Z

i
NASA Technical Memorandum 81414
(NASA-Th-H1414) PERFOP4A^.CE OF R90-16342
COMPnT?P-OPTIMTZED TAMPD-FOLLER BEAR14GqTO 2.4 MULION DV (NASA) 29 p NC A03 /M? 401
CSCL 131 'inc1AS61/37 47036
PERFORMANCE OF COMPUTER-OPTIMIZED
TAPERED-ROLLER BEARINGS TO
2.4 MILLION DN
" R. J. Parker
Lewis Research Center
Cleveland, Ohio
and
S. I. Pinel, and H. R. Signer
Industrial Tectonics, Inc. 1
Compton, California
Prepared for ther
International Lubrication Conference
cosponsored by the American Society of Mechanical Engineers
and the American Society of Lubrication Engineers..,.
San Francisco, California, August 18-21, 1980 r

PERFORMANCE OF COMPUTER-OPTIMIZED TAPERED-ROLLERBEARINGS TO 2.4 MILLION DN
by R. J. ParkerLewis Research Center
Cleveland, Ohio
and
S. 1. Pinel and H. R. SignerIndustrial Tectonics, Inc.
r Compton, California
ABSTRACT
The performance of 120.65-mm- (4.75-in.-) bore high-speed designtapered roller bearings was investigated at shaft speeds of 20 000 rpm (2.4million DN) under combined thrust and radial load. The test bearings designwas computer optimized for high-speed operation. Temperature distributionand bearing heat generation were determined as a function of shaft speed,radial and thrust loads, lubricant flow rates and lubricant inlet temper-arure. The high-speed design tapered roller bearing operated successfullyat shaft speeds up to 20 000 rpm under heavy thrust and radial loads. Bear-
N ing temperatures and heat generation with the high-speed design bearing weresignificantly less than those of a modified stanuard bearing tested pre-viously. Cup cooling was effective in decreasing the high cup temperaturesto levels equal to the cone Lemperature.
INTRODUCTION
Tapered-roller bearings are being used in some helicopter transmissionsto carry combined radial, thrust and moment loads and in particular, thoseloads from bevel gears such as nigh-speed input pinions. Tapered-rollerbearings have greater load capacity for a given envelope or for a givenbearing weight than the combinations of ball and cylindrical roller bearingscommonly used in this application. Speed limitations have restricted theuse of tapered-roller bearings to lower speed applications relative to balland cylindrical roller bearings. The speed of tapered-roller bearings islimited to approximately 0.5 million DN (a cone-rib tangential velocity ofapproximately 36 m/sec (700 it/min)) unless special attention is given tolubricating and designing the cone-rib/roller-large-end contact. At higherspeeds, centrifugal effects starve this critical coma^t of lubricant.
By supplying lubricant directly to this critical contact through holesin the cone, tapered-roller bearings have been successfully operated to 1.81million DN under heavy combined radial and thrust loads (1). 1 Underthrust load only conditions (2) speeds as high as 3.5 million DN have beensuccessfully attained.
The internal geometry of the bearings used in these tests (1 and 2)were standard catalog series designs with modifications of the roller spher-
I Numbers ill designate references at end of paper.

ical ends and lubrication holes through the cone. Also, some of the bear-ings used in (2) had cages designed for hig l--speed operation, and the roll-ers, cones and cups were made of CBS 100(1:: ..aterial.
T ,se of computer programs can increase the capability of designingand analyzing tapered-roller bearings for high-speed applications. Theseprograms, described in (3 and 4), take into account the difficulty of lubri-cating the contacts in high-speed tapered-roller bearings and consider theeffects of the elastohydrudynamic (END) films in these contacts. The analy-sis of (3) was used to select the internal geometry for the high-speed de-sign tapered-roller bearing used for the research reported herein.
The objective of this research was to determine the operating charac-teristics, including temperature distribution and heat generation of ahigh-speed design 120.0-mm- (4.75-in.-) bore tapered-roller bearing atspeeds to 20 000 rpn, (2.4 million DN). The cone-rib tangential velocity atthis highest speed was 158 m/sec (31 200 ft/min). Independent test var-iables were shaft speed, radial and thrust load, lubricant flow rate, andlubricant inlet temperature. The results were compared with the operatingcharacteristics of modified standard test bearings reported in (1).
APPARATUS AND PROCEDURE
high-Speed Tapered-Roller Bearing Test Rig
The test rig used for this effort was that used in (1 and 5) except foran improved spindle design with closer spacing of the two test bearings.The 75 kilowatt (100-hp) motor was replaced with a 93 kilowatt (125-hp)motor with improved starting torque characteristics required for the higherspeed testing.
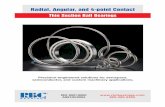
One of two test bearings mounted on a spindle is shown in Fig. 1. Thecup of each test bearing is mounLed in a test head assembly. The right testhead assembly is mounted rigidly to the machine frame; whereas the left testhead assembly is axially movable and is supported on ball and roller ways.This arrangement allows thrust loading of the test bearings with a pair ofhydraulic actuators. Radial load is applied to the test bearings by a hy-draulic actuator that exerts a force on a center housing containirg two cy-lindrical roller load bearings mounted near the center of the spindle.
A flat-belt-pulley system is used to drive the spindle from an electricmotor. The desired spindle speeds are chosen by exchanging drive pulleys onthe motor. The test spindle is hollow and contains annular grooves to dis-tribute lubricant to radial holes at both the large end and the small end ofthe test bearing (fig. 2) and for lub-icaLion of the load bearing. A sta-tionary lubrication tube delivers tie desired lubricant flow to the annulargrooves.
The lubrication system contains separately controlled circuits forcone-rib (large end) lubrication, small end lubrication, cup (outer ring)cooling, and load bearing lubrication. The lubricant flow through each
2

circuit is metered with a variable flow control valve. A 10 micron filterand an oil-water heat exchanger are common to all the separate circuits.
Thermocouples are installed for temperature measurements of each testbearing cup outer surface, each cylindrical load bearing outer ring, and oilinlet and outlet of both test and load bearings. Temperatures of the conebore and cone face of the test bearing (fig. 2) on the drive end of the testspindle were measured with thermocouples and transmitted with an FM telem-etry system. A more detailed description of this test rig is given in (5).
Test Bearings
The tapered-roller test bearings had a bore of 120.65 mm (4.75 in.).The remainder of the bearing internal geometry and external dimensions wereselected by computer optimization with due consideration for economical man-ufacturing utilizing existing tooling.
The computer analysis of (3) was used to select optimum cup and rollerangles and roller size with a fixed bore Lf 120.65 mm (4.75 in.) for a loadand speed condition of 26 7UO N (6000 lb) radial and 53 4UO N (12 OUO lb)thrust and a range of shaft speeds from 12 500 to 20 ON rpm. The analysisof (3) requires complete definition of a tapered roller bearing its im-mediate environment. The optimization process using this analysis consistedof evaluating over 30 selected combinations of cup and roller angles andToller diameters, each defining a unique bearing internal geometry. Thesecombinations were all within the constraints fixed by good design practicefor tapered-roller bearings (3). Criteria for comparison were bearing fa-tigue life, total bearing heat generation, and cone-rib contact stress andheat genera ion. Greater consideration was given to those combinationswhich have 'Lower stress and heat generation at the cone-rib contact. Fur-ther details of the optimization variables are given in the appendix.
The geometry of the computer optimized design is given in table 1.This geometry was reviewed by a bearing manufacturer to consider use ofexisting tooling for more economical manuiacturing. As a result, some com-promise of the geometry was reached and checked with computer analysis to besatisfactory. This selected geometry is shown in table 1, along with thegeometry of the standard bearing tested and reported in (1).
The rollers in the selected bearing were fully crowned with a crownradius of 25.4 m (1000 in.) and had a spherical end radius equal to 80 per-cent of the apex length. The ma^,, rial of the cup, cone and rollers wascase-carburized consumable-electrode vacuum-melted CBS IUOUM. The cage wasone-piece machined AISI 4340 steel with silver plating and was guided bylands on the cone. The hrrdness, case depth, and surtace finished specifi-cations are shown in table 2.
The cone contained 40 oil holes, 1.016 mm (0.040 in.) in diameter ateach end, drilled through from a manifold on the cone bore to the undercutsat each raceway end, as shown in Fig. 2. In addition, six oil holes weredrilled at each end to lubricate the cage land riding surfaces.
3

The basic dynamic load ratings for this bearing are 70 700 N (15 900lb) radial load and 51 600 N (11 600 lb) thrust load. (The thrust or radialload which gives 10 percent lite of 9G million cone revolutions.) The Anti-friction bearing Manufacturers Association (AFbMA) basic dynamic capacity is255 000 N (57 400 lb). This bearing has approximately 10 percent less ca-pacity than the standard bearing of (1), due to its optimization of perform-ance at higher speeds.
Procedure
The test procedure was adjusted according to the test conditions to beevaluated. Generally, a program cycle was defined which would allow the
evaluation of a number of conditions without a major interruption. Testparameters such as load, speed, and oil inlet temperature were maintainedconstant while the tester was in operation. Lubricant flow rates were ad-justed during operation. Tne test bearings were allowed to reach an equi-librium condition before data were recorded and the next test condition waasought.
RESULTS AND DISCUSSION
Ef _ect of Lubricant Flew on Bearing Temperatures
R The effect of lubricant flow rate was determined for a variety ofspeeds, loads and oil-in temperatures. Lubricant was supplied through holesat both the small end and the large end of the cone as shown in Fig. 2. Nojet lubrication was used. Temperatures of the 120.65-mm- (4.75-in.-) boretapered roller test bearing at the drive end of the test spindle were meas-ured on the cone bore and the cone face as well as on the outer surface ofthe cup. Oil-out temperatures were also measured. Test s p indle speedsranged from 6000 to 20 U00 rpm. Thrust loads varied from 2t 700 to 53 400 N(6000 to 12 000 lb). Radial loads varied from 13 300 to 2b 700 N 0000 tob000 ]b). Total lubricant flow rates varied from U.OU38 to 0.0151 m3/min(1.0 Co 4.0 gpm). The lubricant used was a 5-ce ntistoke neopentypolyl(tetra) ester, MIL-L-23699.
Test bearing temperatures and oil-out temperatures, measured at theseconditions, are shown in Figs. 3 to 6. Figure 3 shows very little effect ofradial load on cone-face temperatures. The effects of thrust load werelikewisa small. This data is typical throughout the range of variables.That is, regardless of speed, oil-in temperature, or flow rates, load hadlittle effect on bearing or oil-out temperature. Therefore, all the datashown in the remainder of this report are for one load condition, that is,53 400 N (12 000 lb) thrust load and 26 700 N (6000 lb) radial load.
Figure 4 shows the general decrease in bearing and oil-out temperatureswith increased lubricant flow rate to the large end and a constant 0.0038m 3 1min (1.0 gpm) to the small end. At the higher speeds, for example18 500 rpm in Fig. 4(d), the effect of the lubricant flow rate is muchgreater than at the lower speeds. Bearing temperatures at 18 5UO rpm aredecreased as much as 28 K (50 0 F) as total flow rate is increased from0.0076 m 3 /min (2.0 gpm) to 0.0151 m 3 /min (4.0 gpm). The temperature ofthe cup outer surface is greater than the cone bore or cone face throughoutthe range of flow rate and speed conditions.
4
Qf.

Figure 5 shows the effect of increasing flow rate to the small end ofthe bearing from 0.0019 m 3 /min (0.5 gpm) to 0.0057 m 3 /min (1.5 gpm) witha constant 0.0076 m 3 /min (2.0 gpm) at the large end. Greater effects ofsmall-end flow rate occurred at the higher speeds. Comparison of Figs. 4and 5, shows that small-end flow rate has a greater effect on cup temper-ature than on cone-face temperature, and the opposite is true for large-endflow rate. This effect should be expected since the lubricant introduced atthe small end is pumped through the bearing to the large end and in doing sois thrown centrifugally to the cup raceway surface thus cooling the cup.Lubricant introduced through the large end cools the cone rib and quicklyexits the bearing with less cooling effect on the cup. The large effect ofsmall-end flow rate on cone-bore temperature at the higher speeds (figs.5(d) and (e)) indicates its effectiveness in cooling the cone.
It is apparent that, for speeds in the range of 15 000 to 20 ODU rpm,flow rates of 0.0076 m ' /min (2.0 gpm) at the large end and 0.0038 m3/min(1.0 gpm) at the small end arc near optimum for this design and size ofbearing. Smaller flow rates give significantly higher temperatures, andlarge flow rates only increase bearing heat generation as will be shownlater.
Effect of Shaft Speed
The effect of shaft speed on bearing and oil-out temperatures is shownin Fig. 6 for a total flow rate of 0.0114 m 3 /min (3.0 gpm). The greatereffect of speed on cup outer surface temperature than on cone-bore temper-ature is readily apparent. The oil-out temperature increases with speed atabout the same rate as the cup outer-surface temperature. The cage isguided on lands on the cone, and greater heat generation at those guidingsurfaces at higher speeds is expected, along with higher cone temperature.Apparently the lubricant flow through the holes in the cone (both large andsmall ends) very adequately cools the cone, and by the time it reaches thecup raceway, it has been heated appreciably and has less cooling capacity.As will be shown later, cup cooling can be used to decrease the high cuptemperatures at the higher speeds.
The test bearing cage speed was measured at all shaft speed condi-tions. The ratio of cage speed to shaft speed did not vary more than 1 per-cent from a nominal value of 0.445 throu,hout the range of speed, load andlubricant flow conditions.
Stable operating temperatures were achieved at ail speed, load and lub-ricant flow rate conditions. Some of the lower lubricant flow rate pointswere not attempted at 20 000 rpm due to anticipated excessiv: temperatures.Observations of the bearings after tests at 20 OOU rpm showed no signs ofsurface distress on the roller-raceway or roller/cone-rib contacting sur-faces. Likewise, cage contacting surfaces showed no abnormal wear or dis-tress.
5

Effect of Oil-In Temperature
The effect of oil-in temperature on bearing and oil-out temperatures isshown in Fig. 7. Temperatures at an oil-in t?mperature of 35U K (17U0 F)and 18 500 rpm shaft speed are shown compared with data from Fig. 4(b) at364 K (1950 F) oil-in temperatures. At the lower oil-in temperature,bearing and oil-out temperatures generally were 6 to 14 K (10 0 to 250 F)less than at the higher oil-in temperature. ThE cone-bore temperature wasdecreased the full 14 K (250 F) of the decrease in oil-in temperature.Least effected was the cup outer-surface temperature.
Similar data was also obtained at a shaft speed of 12 500 rpm where thetemperatures were generally 6 to 10 K (100 to 180 F) lower for the loweroil-in temperatures. Least ected was the cone-bore temperature. Gener-ally, for both shaft speeds, the bearing and oil-out temperatures wereeffected slightly more by oil-in temperature at the higher flow rates.
Effect of Cup Cooling
As was shown in Fig. 6, the highest bearing temperatures measured wereat the cup-outer surface, and the difference from cone temperatures was in-creasingly greater at higher speeds. The higher cup temperatures may bedecreased with the use of -:up cooling oil flowing in the cup housing in con-tact with the outer surface of the cup. Figure 8 shows the effects of cupcooling flows up to 0.0028 m 3 /min (0.75 gpm) at 18 5U0 rpm and 350 K
(1700 F) oil-in temperature. As expected, greatest effects were at thecup-outer surface where temperatures were decreased 11 K (200 F) with acup cooling flow of 0.0019 m 3 /min (0.5 gpm). Higher cooling flows hadlittle or no effect.
Limited data was also obtained at 18 500 rpm and an oil-in temperatureof 364 K (1950 F). As shown in table 3, a cup cooling flow rate of 0.0038m 3 /min (1.0 gpm) was sufficient to lower the cup outer surface 14 K (250F) or to a level equal to the cone-bore temperature.
Effects of Speed and Lubricant Flow on Bearing Power Loss
The power loss from the bearing is dissipated in the form of heat byconduction to the lubricant and by convection and radiation to the surround-ing environment. Lubricant outlet temperature from the bearing was measuredfor all conditions of flow. Heat transferred to the lubricant was calcu-lated using the following standard heat transfer equation:
QT = MC P (tout- tin) (1)
whe re
QT total heat transfer to lubricant J/min (Btu/min)
M lubricant mass flow, kg/min (lb/min)

C specific heat, J/(kg)(K) ((Btu/lb)(OF))
tout oil outlet temperature, K (0F)
Lin oil inlet temperature, K (0F)
The result of these heat transfer calculations are shown in Fig. 9 as a
function of total flow rate (For convenience, heat values were converted
from J/min to kW.). The heat transferred to the lubricant increases with
increased lubricant flow rate. The effect is greater at higher speeds.
Figure 10 shows an even greater effect of shaft speed on heat trans-
ferred to the lubricant. The effect of shaft speed can be closely approxi-
mated by the relation QT a N 1. 35 where N is the shaft speed in r,m.
These increases are expected due to increased lubricant drag or churn-
ing, These heat quantities are only a portion of the heat generated in the
test bearing and do not include ;,eat transferred from the bearing by con-
di • ction, convection, and radiation. At higher bearing temperatures, the
meat transferred by these latter forms should become a greater portion of
the total.
Comparison with Standard Design clearing
In (1 and 5) data from tests with a modified standard catalog series
tapered-roller bearing of the same bore (120.65 mm (4.75 in.)) was presented
at speeds up to 15 000 rpm. Loads and total flow rates were over the same
range as those reported herein for the high-speed design bearing. Major
differences in the two bearing designs were smaller cup angle, smaller pitch
and outside diameters, and fewer rollers in the high speed design (table
1). The cage of the high speed design bearing was made to be guided by
lands on the cone whereas the standard bearing had a stamped steel cage madeto be guided b\ the rollers. The latter design cage has lesser strength fc-
high-speed operation.
Although lubricant to the standard bearing was directed through holes
in the large end of the cone to the cone-rib surface, lubricant at the small
end was through a pair of jets directed at the small end of the rollers.Comparisons herein were made with equal flow rates for both bearings at both
the large end and the small end. At the small end, a constant of 0.0038
m I3 /min (1.0 gpm) was used, and that was fed through jets for the standarddesign and through the cone small end for the high-speed design.
Materials with higher temperature capabilities were used for the high-
speed design bearings. Cups, cones, and rollers were made of CBS-1000M, and
the cage was AIS1 4340. The standard design bearing had AIS1 4320 cups,
cones, and rollers and AISI IUIU cages.
In Fig. 11, cone-face temperatures of the high-speed design from Fig. 4
are compared with data from (5). The symbols are used to identify thecurves at each flow rate. At 15 UUU rpm, the high-speed design bearing
operates b to 11 K (15 0 to 200 F) cooler than the standard design. The
7

improvement at 6000 rpm is much less. The cup outer-surface temperature is
also lower for the high-speed design bearing as shown in Fig. 12. Here, the
improvement is slightly less than that at the cone face.
Also shown in Fig. 9 are data for the standard design bearing showing
heat transferred to the lubricant at 6000 and 15 UUU rpm. The high-speed
f design bearing has lower heat generation, as represented by heat transferred
to the lubricant, than the standard design bearing at both speeds. As shown
± in Fig. 10, the improvement with the high-speed design is approximately 16
percent throughout the range of 6000 to 15 UOO rpm.
SUMMARYi
The performance of 120.65-mm (4.75-in.) bore computer-optimized
tapered-roller bearings was investigated at shaft speeds up to 20 000 rpm
(cone-rib tangential velocities un to 1513 m/sec (31 200 ft/min)). Temper-
ature distribution and bearing heat generation were determined as a function
of shaft speed, radial and thrust loads, lubricant flow rate, and lubricant
inlet temperature. Lubricant was supplied through the cone at both the
large end and the small end of the roller. Test conditions included shaft
speeds from bOOO to 2U 000 rpm, radial loads from 13 3UU to 26 7UO N (3000
to 6000 lb), thrust loads from 26 700 to 53 400 N (6000 to 12 UUU lb), lub-
ricant flow rates from 0.0036 to O.U151 m 3 /min (1.0 to 4.0 gpm), and lub-
ricant inlet temperatures of 350 and 364 K (170 0 and 1951 F). 'fhe fol-
lowing results were obtained:
1. The computer-optimized high-speed design tapered-roller bearing op-
erated successfully at shaft speeds up to 20 000 rpm under heavy thrust and
radial loads. Stable temperatures were reached and no surface distress was
observed.
2. Bearing temperatures and heat generation with the high speed design
bearing were significantly less than those of a modified standard bearing
tested previously.
3. Bearing temperatures and heat generation increased as expected with
increased shaft speed. The highest temperatures measured were at L.ie cup
outer surface.
4. With increased lubricant flow-rates (either large end or small end),
bearing temperatures decreased and heat generation increased. A total flow
rate as low as U.0114 m 3 /min (3.0 gpm) gave stable operating temperatures
at 20 000 rpm without excessive bearing heat generation.
8

APPENDI X
The computer optimization utilized the program described in (3). Thebearing bore diameter was fixeJ at 120.65 mm (4.75 in.). over 30 cases wereevaluated using cup half angles, a o of 120 , 150 and 180 , rollerhalf angles, u of 1.0 0 , 1.50 and 2.00 , and roller large end diametersranging from 13.3 to 27.9 mm (0.525 to 1.100 in.).
Other dimensions as fixed by good design practice (3) were:
A = 5.08 mm (0.20 in.)
B = 5.08 mm (0.20 in.)
C = 0.15 W
F. = 0. 635 mm ( 0.025 in. )
N s = 0. 8 LA
where H s = roller spherical end radius
LA = apex length
Tw = 0.2 Dm
where TW = cage web thickness
Dm - roller mean diameter
h = 2.54 mm (0.10 in.)
where h roller end-flange contact height
1.0 < L/D < 2.b
where L total roller length
D roller large end diameter
These dimensions are defined in Fig. 13.
9

References
1. Parker, R. J. and Signer, H. R., "Lubrication of High-Speed, Large Bore
Tapered Roller Bearings," Journal of Lubrication Technology, Vol. IOU,
No. 1, Jan. 1978, pp. 31-38.
2. Orvos, P. S. and Pressler, G. J., "Tapered-Koller Bearing Development for
Aircraft Turbine Engines," AFAPL-TR-79-2007, Air Force Aero Propulsion
Lab. , Wright-Patterson AFB, Ohio, Mar. 1979.
3. Crecelius, W. J. and Milke, D. R., "Dynamic and 'Thermal Analysis of High
Speed Tapered Roller Bearings Under Combined Loading," SKF-AL73PO10,
SKF Industries, Inc., King of Prussia, Penn.; NASA CK-111207, 1973.
4. Cornish, K. F., Orvos, P. S., and Gupta, S. K., "Development of High Speed
Tapered Roller Bearinh ," IR-1, Timken KollerBearing Co., Canton, Ohio;
AFAPL-TR-73-85, Air Force Aero Propulsion Lab. , Wright- Patterson AFB,
Ohio, Oct. 1973.
5. Parker, R. . t . and Signet, H. R., "Performance of Large-Bore Tapered-Roller
Bearings Under Combined Radial and Thrust Load at Shaft Speeds to
15,000 rpn n. " NASA TN D-8404, 1977.
10

1'AbLF. 1. - TEST BEARING GEOMETRY
Dimension Computeroptimizedbearing
Selectet:bearing
Standardbearinga
Cup halt angle 150 15053, 170
Roller half angle 1030' 1035' 1035,
Roller large end 16.42 16.29 16.29
diameter, mm ( in. ) (U.725) (U. 72U) 0.72u)
No. of rollers 22 13 25Total roller length, 37.31 34.16 34.17
MM (in. ) (1.4b9) ( 1.345b) ( 1.3452)
Pitch diameter, 1.55.5 155.1 lbb.b
mm (in.) (6.123) (6.105) (6.569)
Bearing outside 1`J2.3 190.5 2U(i.4
diameter, mm (in.) 11.571) (7.500) (6.115)
allearing used in tests of (1 and 5).
TABLE 2. - TEST BEARING SPECIFICATIONS
Cup, cone, and roller material..... ...........................CBS IUUUMCase nardness, Rockwell C ......................................58 to b4
Core hArdness, Rockwell C ........ . .............................25 to 46
L,ase depth (to U.5% carbon level afterf inal grind) , cm ( in. ):
Cup and cone ....................... U. U01 to U. 165 (U.U24 to U.03)Roller .............................U.U91 to 0.2U1 (0.U36 to U. u79)
Surface finish, a i.m (Uin. ), nits:Coneraceway ....................... ........................C.IU(4)
Cup raceway ........................ ........................U.IU(4)
Cone-rib ........................... .......................U.41(lb)
Roller taper ....................... .......................U.25(lU)
Roller spherical ...........................................U.U6(3)
aMeasured values.
TABLE 3. - EFFECT OF CUP COOLING ON BEARING AND011.-OUT TEMPERATURES
(Shaft speed, 16 5UO rpm; thrust load, 53 4UU N (12 UUU lb); radialload, 26 7UO N (bUUU lb); oil-in temperature, 3b4 K (1950 F);large-end flow, U.UU76 0/min (2.0 gpm); small-end flow, U.UU16M 3 /min (1.0 gpm). 1
Cup cooling 'lemperature, K 04)
flow rate,M 3 /min (gpm)
-Conn Cone Cup outer Oil-out Cup coolingface bore surface oil-out
U 3119(240) 423(302) 4313(329) 426(307) --- -----
O.UO36(1.U) 191(145) 424(303) 424(304) 42b(3U6) 3bb(235)
11

R I GHT TEST
HEAD ASSEMBLY
LOAD BEARINGSn rCENTER
\ I
SPINDLEHOUSING / FLAT
; \\
JET SUPPLY 1 \\ ^ ^ ^^
BELTS3 A
TUBE_U 11
TEST B EAR ING^`^^\I^'p 111 10.\ 11Y
LEFT TEST ^^ i V j j .^HEAD^ ^ y . A ^ ^/-T ^I 104ASSEMBLY--\
3^'^^- f ..;> .' - Imo'"
^ I
L SIGHT ^ .^' I :, uTUBE
1 -il I ^^l
1
1
1 I THRUST LOAD
LUBRICATIONACTUATOR
TUBE \--RADIAL LOAD
L BALL WAY^^
ACTUATOR
MACHINE FRAME
ILRiOlI ER WAYC,, 12061- 38
Figure 1. - Pictorial vieN of high-speed tapered roller bearing test rig.

CONE-FACE
TH ER MO CO
C(
OIL OUT CUP COOLING • THERMOCOUPLE
1OUT IN
LOCATIONS
1 I
'-- CONE-BORESPINDLE ANNULAR THERMOCOUPLE
GROOVES
} r LUBRI CAT] ON TUBEI r
• r-. 1
Figure 2. - Test bearing lubrication, cooling, and thermocouple locations.

320
SHAFT SPEED,
rpm
O 6 000
O 12 500A 15 0000 18 500
6
300
0LLSw
2WM
UtwQ_
260WWUQw 240ZOU
220
420
LL; 410
W 400d
WH
LL^
a 3904-WZOU 380
370
200
10,000
20,000 30, 000
RADIAL LOAD, N
I -
2000 4000 6000
RADIAL LOAD, lb
Figure 3. - Effect of radial load on cone-face temperature. Thrust
load, 5340ON (12 IT lb); oil-in temperature, 364 K 1195 0 F1; total
oil flow, 0.0076 m /min 12.0 gpml.

O CONE FACE
O CONE BORE
A CUP OUTER SURFACE
0 OIL OUT
380
370,
e 2001
Lj^ Ya
i1 360
WCL
300 Of
a 420
W
280410
260 400
240 390
380
220
i(a) SHAFT SPEED, 6000 rpm.
370 1— ' ' '
200L.004 .008 .012 .016
TOTAL FLOW, m3/min
L
1 2 3 4
TOAL FLOW, gpm
(b) SHAFT SPEED, 12 500 rpm.
Figure 4. - Temperature as a function of total flow rate with
variable large end flow. Small end flow rate, 0.0038 m3/min
Q.0 gpm); thrust load, 53 400 N 112000 IW; radial load,
26 700 N (6000 lb); oil-in temperature, 364 K (195 0 F).

320
^N
3004211
0„j 410
a ^
w 0
W
d W
260WH
240390
380
220lcl SHAFT SPEED, 15 000 rpm.
460 O CONE FACE0 CONE BORE
360 0 CUP OUTER SUR-
FACE
450 O OIL OUT
340 1
440
320
LL
Y 430
O Lj
a 300s 420
Q dw Ww 280 ~ 410
260 400
240390
380 1 1 1 1P20 .004 .008 .012 .016
TOTAL Fl OW, m3/min
I I1 2 3 4
TOTAL FLOW, gpm
(d) SHAFT SPEED, 18 500 rpm.
Figure 4. - Continued.
i

016
:ton
04
360
450
340
440
320LA
430
u.r wa 300
Q 420Wd WCL
^- u.,
280 ^— 410
260 F-- 400
.008 012
TOTAL FLOW, Amin
240
1 2 3
4
TOTAL FLOW, gpm
(e) SHAFT SPEED, 20 000 rpm.
Figure 4. - Concluded.

370 11
'7770
m0 L (a) SHAFT SPEED, 6000 rpm.
300 r--420
2101410
260 400
O CONE FACE
q CONE BORE
P40 390 0 CUP OUTER SURFACE
0 01 L OUT
aa ^
W 380
220W (b) SHAFT SPEED, 12 500 rpm.W ^
320
430 F
300420
280410
260 400
240 390—^p
220 L—.004 .008 .012 .016
TOTAL FLOW, m3/min
1 2 3 4
TOTAL FLOW, gpm
(c) SHAFT SPEED, 15 000 rpm.
Figure 5. - Temperature as a function of total flow rate with
variable small end flow. Large end flow rate, 0.0076 m31min
;2.0 gpm); thrust load, 5340ON (12000 lb); radial load,
2670ON (6000 lb); oil-in temperature, 364 K (1950 F).

360 O CONE FACE
q CONE BORE
450 A CUP OUTER SURFACE
Q OIL OUT340
440—
320
430
300420
280410
260 400
240 L Y 39011 1 _
^r 4, 4 SHAFT SPEED, 18 500 rpm.
380
a
460
360
450
340
440
320
430
300420
280410
260 400
240390 --- --1— J.004 .008 .012 .016
TOTAL FLOW, m 31 min
1 2 3 4
TOTAL FLOW, gpm
lel SHAFT SPEED, 20 000 rpm.
Figure 5. - Concluded.

450
440O CONE FACE
q CONE BORE
,ni CUP OUTER
0 OIL OUT
430
420
^+- 280
Y
L 410(Y Z:)
IF- QQ
W^
2
°C- 260 400C WW ^H
390240
380
220
370
2005000 10,000 15,000
20,000
SHAFT SPEED, rpm
1
Figure 6. - Effect of shaft speed on bearing and oil-out tem-
peratures. Thrust load, 53 400 N (12, 000 lb); radial load,
26 700 N (6000 lb); oil-in temperature, 364 K 11950 F1;
large end flow rate, 0.0076 m 3lmin 12.0 gpml; small end
flow rate, 0.0038 m3 /
min 11.0 gpml.

OIL-IN
TEMPERATURE,
K of
— — 364 (195)
360
350 (170)
450 \
340
320
440 r \ \
b430
300
O
Q'280^ Wa
W
WH260
420Ya
410
WG.LW
400
240
220
200
390O CONE FACE
q CONE BORE
A CUP OUTER SURFACE O380 0 01 L OUT
370 I I — — I _
.004 .008 .012 .016
TOTAL FLOW, m3/min
2 3 4
TOTAL FLOW, gpm
Figure 7. - Effect of oil-in temperature on bearing and oil-out
temperatures. Thrust load 53 400 N 112000 lb) ., radial load,
26 700 N (6000 lb); shaft speed, 18 500 rpm; small end flow
rate, 0.0038 m 3/min 11.0 gpm ► .

300420
280
260
CLW
240
320
O CONE FACE
440 q CONE BORE
CUP OUTER SURFACE
p 01 L OUT
D CUP COOLING OIL OUT
Y410
QwCLZE 400
390
220
200
380
370 — 1----^U .001 .12 .003
CUP COOLING FLOW, m /min
I __ I _ 1 I
0 .25 .50 .75
CUP COOLING FLOW, gpm
Figure 8. - Effect of cup cooling flow rate on bearing and oil-
out temperatures. Thrust load, 53 400 N (12 000 lb); radial
load, 26 700 N (6000 lb); shaft speed, 18 500 rpm; large end
flow rate, 0.0076 m 3/min (2.0 gpm); small end flow rate,
0.0038 m31min (1.0 gpm); oil-in temperature, 350 K (1700 F).

SHAFT SPEED,
rpm
O 6 000
q 12 500A 15 000
C) 18 500
O 20 00030—
HIGH-SPEED DESIGN1600 — — STANDARD DES I GN
1400 25
c ^E YCo 1200 z
Q 20—
U 1000—m
m OJ
o 15p 1300 w
w ^¢ 10
Lnz
Q^KC
400 u]
5
_ 2D0
0L- 0 1 1 ' ' L.006 .003 .010 .012 .014
TOTAL FLOW RATE, m 3/ min
I — J2 3 4
TOTAL FLOW RATE, gpm
Figure 9. - Heat transferred to lubricant as function of total flaw
rate. Thrust load, 53 400 N (12 000 lb); radial load, 26 700 N
(6000 lb); oil-in temperature, 364 K 1195 0 F ► ; small end flow rate,
0.0038 m 3lmin (1.0 gpm).
.016

1400
1200
E
to 1000
ZaU
800mJ
H
D 600Wd'
NZQ 4001-1--
200
0
25 F
20
H I ri4-CPFFn nFS I rN
3YZQU
15
JO
DWa'
W 10NZQ
25
0 5000 10 000 15 000 20 000
SHAFT SPEED, rpm
Figure 10. - Heat transferred to lubricant as function of shaft
speed. Thrust load, 53 400 N (12000 lb) . radial load, 26100 N
(6000 lb); oil-in temperature, 364 K (195 b F1; large end flow rate,
0.0016 m3/m i n (2.0 gpm); small end flow rate, 0.0038 m3lmin
(1.0 gp M).

HIGH-SPEED DES.(-N.
— — STANDARD DESIGN 151
TOTAL FLOW
RATE,
m3lrrin (gpm)
420 A 0.0076 (2.0)
q 0.0114 13.01
O 0.0151 14.01
280410
y,, Y Q
Lj
260 400aCe W /LLJazW W^ ,H
Q240 a
390/
/
WZ ZOo v380-/
/
220
370 1! .—I __ !
2005000 10 000 15 000 20 000
SHAFT SPEED, rpm
Figure 11. - Cone face temperature with high-speed design
compared to that with standard design. Thrust load,
53 400 N (12 000 lb); radial load, 26 700 N 16000 Ibl; oil-in
temperature, 364 K 11950 FI; small end flow rate,
0.0038 m /min(1.0gpm).

440
r430
410
490
420
390
380 L - I -1- ---- -^
5000
10 000 15 000 20 000
SHAFT SPEED, rpm
460
360
450
340
HIGH-SPEED DESIGN
— — STANDARD "SIGN 151
TOTAL FLOW
RATE,
M3/min Igpml
— 0.0076 12.01
Cl 0.0114 13.01
O 0.0151 14.01
Y
LJCr
Lt 320 Q
oc CrW
CL
Q tW
{.0 3D0
Q1
li
W ^U ^Q N
280 ►—O
W d^ UO
2L, 260U
240
220
Figure 12. - Cup outer surface temperature with high-
speed design compared to that with standard design.
Thrust load 53 400 N 112 000 lb); radial load, 26 700 N
16000 Ibl; oil - in temperature, 364 K 11950 FI; small end
flow rate, 0.0038 m lmir 11.0 gpml.

w
W
t—
E
LA B
R SC
Figure 13. - Tapered-roller bearing geometry.

I Retn,rt N„ --^ - — 2 Govern n n • nt Ae.- less,un Nn --
NASA TM-81414
a T Oe ono Snhhw•
PERFORMANCE OF COMPUTER-OPTIMIZED TAPERED-
ROLLER BEARINGS TO 2.4 MILLION DN
3 R, • pent s f:iheluq No -
S Retant Wt.-
6 Perfurnnng organuat.on Grde - ---
I A,,Ihurlsl
R. J. Parker, S. 1. Pinel, and 11. It. Signer
9 Per for mingOrganization Name and Address
National Aeronautics and Space Administration
Lewis Research Canter
Cleveland, Ohio 44135
12 S{x , nsorinn Agency Name and Address
National Aeronautics and Space Administration
Washington, D.C. 20546
15 Supplementer y Notes
R. J. Parker, NASA Lewis Research Center, S.Tectonics, Inc., Compton. California.
16 Ahst,ect
_— - —__M p,,,e,in ngllnlan^:ab,rn Rep, ,rt N,.
E -332
In ^'; tl, un t N,. --- —
11 Ctmtract or Grant N,,
I13 Tv w of Report and Period Gi ~
Technical Memorandum
10 Sponsor Ong Agem., C. rite
I. Pinel and 11. It. Signer, Industrial
The performance of 120. 65-mm- (4. 75-in. -) bore high-speed design tapered roller bearings
was investigated at shaft speeds to 20 000 rpm (2.4 million DN) under combined thrust and
radial load. The test bearinf; design was computer optimized for high-speed uperation. Tem-
perature distribution and hearing heat generation Nvere determined as a function of shaft speed,
radial and thrust loads, lubricant flow rates and lubricant inlet temperature. The high-speed
design tapered roller hearing operated successfully at shaft speeds up to 20 000 rpni under
heavy thrust and radial loads. Bearing temperatures and heat generation with the high-speed
design bearing were significantly less than those of a modified standard bearing tested pre-
viously. Cup cooling was effective in decreasing the high cup temperatures to levels equal to
the cone temperature.
11 Key Wards ISuggmWd by Authnrtsll
18 bstnbuhon Statement
Rolling element bearing; Roller bearity,s; Unclassified - unlimited
Tapered-roller bearing; high-speed hearings STAR Category 37
19 Security Class f lot this reporto 20 Security Ciass,f tot thrs Pagel
21 No of Pages 1 22
Unclassified
Unclassified
For sole by the National Technical Information Service Spntip. held Vupinla 22161