Thermoplastic Piping Systems...Polypropylene Piping Systems General Properties of Polypropylene...
51
AGRU Technical 08.12 PDF Published September 9, 2013 55 Guardsman Road Thornhill, Ontario Canada, L3T 6L2 t. 905.889.7890 f. 905.889.8553 [email protected] www.chemline.com Page Polypropylene 2-8 PVDF 9-13 ECTFE (Halar) 14-17 Behaviour under Abrasive Chemicals 18-19 Transport & Handling 19 Sizing of Pipe Diameters 20-22 Calculating System Pressure Drop 23-30 Support Distances 31-33 Thermal Expansion & Flexibility Analysis 34-35 Welding Methods & Detachable Joints 36-45 System Testing & Repair 46-47 Leak Detection for Dual Containment Piping 48-51 Thermoplastic Piping Systems ISO 9001:2008 Certified 09/13 ©Chemline Plastics Limited 2012 Chemline is a registered trademark of Chemline Plastics Limited
Transcript of Thermoplastic Piping Systems...Polypropylene Piping Systems General Properties of Polypropylene...

AGRU Technical 08.12PDF Published September 9, 2013
55 Guardsman RoadThornhill, OntarioCanada, L3T 6L2
t. 905.889.7890f. [email protected]
Page
Polypropylene 2-8
PVDF 9-13
ECTFE (Halar) 14-17
Behaviour under Abrasive Chemicals 18-19
Transport & Handling 19
Sizing of Pipe Diameters 20-22
Calculating System Pressure Drop 23-30
Support Distances 31-33
Thermal Expansion& Flexibility Analysis 34-35
Welding Methods& Detachable Joints 36-45
System Testing & Repair 46-47
Leak Detection forDual Containment Piping 48-51
Thermoplastic Piping Systems
ISO 9001:2008 Certified
09/13 ©Chemline Plastics Limited 2012Chemline is a registered trademark of Chemline Plastics Limited

PolypropylenePiping Systems
General Properties of Polypropylene
Polypropylene is a fairly ductile material at ambienttemperature and demonstrates good impact strength. It alsohas good thermal stability up to 100°C (short-term up to120°C) especially in comparison to other thermoplastics suchas HDPE and PVC. Polypropylene is available in two grades:● Homopolymer (PPH) made from Type 1 resin according to
ASTM D 4101, produced from 100% propylene monomer.● Copolymer (PPR) made from Type II resin produced from 94%
propylene with 6% ethylene. Copolymer resins generallyexhibit better impact strength.
Physiological non-toxicityPolypropylene (PPR and PPH) comply with the relevant foodregulations (according OENORM B 5014 Part 1, FDA, BGA,KTW guidelines). Pipe can be made out of either PPH or PPRmaterial.
General Properties of Polypropylene(Standard types)
Behaviour on Radiation StrainPP is generally not very resistant against high energy radiation.On short term exposure to high energy rays, polypropylenemay have temporary resistance due to cross linking of themolecular structure. But as time goes on the radiation beginsto rupture the molecular chains and thereby damages thematerial. This behaviour has to be taken into account and areduction factor has to be used (which has to be determinedexperimentally). For an absorbed dose of <10 4, greypolypropylene piping systems can be used without essentialresistance decrease.
Behaviour on UV-RadiationGrey polypropylene pipe lines are not UV-stable so they mustbe adequately protected. For effective protection againstdirect solar radiation it is recommended that a protection layerlike ‘‘AGRU-Coating‘‘ or insulation be used. It is possible tocompensate for the damage by an addition to the wallthickness as the damage only occurs on the surface. The wallthickness addition should be a minimum of 2mm.
Polypropylene is not equipped with light stable colourpigments and it may change colour (or fade) in long-termweathering. As an alternative a high-temperature-resistant,black PP material can be used. The black PP material isstabilized against UV radiation for 10 years. The applicationconditions should be clarified with the technical engineeringdepartment.
Chemical Structure ofPolypropylene
Characteristics of Polypropylene ● low specific weight of 0.91g/cm3 compared to (PVC 1.40
g/cm3)● high creep resistance● excellent chemical resistance ● TiO2 pigmentation● high resistance to ageing by thermal stabilizing● good weldability● excellent abrasion resistance● smooth inside surface of the pipes, therefore no deposits
and no growth due to less frictional resistance● less pressure losses in comparison with other materials (ie
metals)● non-conductive, the structure is not affected by tracking
currents● very good thermoplastic processable● PP is a poor conductor of heat – therefore in most cases, no
thermal insulation is required for hot water piping systems
2 Agru.Technical 08.12
Material Properties

PolypropylenePiping Systems
General Properties of Modified Polypropylene
Due to specific requirements in the construction of pipingsystems, flame retardant and electro-conductive PP has beendeveloped.
For example, electro-static charges can be generated by theflow of fluids or dust in thermoplastic piping systems so anelectro-conductible polypropylene has been developed toenable a connection to ground.
These modified properties are achieved by the addition ofadditives, however these result in changes to the mechanical,thermal and chemical properties in comparison to the standardtype of PP. The differences can be seen in the table GeneralProperties of PP on page 4.
Physiological PropertiesModified PP types (flame-retardant or electro-conductible PP)have special properties due to the addition of additives. Thesedo not conform to the relevant food regulations and thereforeshould not be used for potable water or for contact with food.
Differences to Standard Types of PPPP-R, Black:(Polypropylene-random-copolymer, black coloured) Theadvantage of this black coloured material is much higher UVresistance than the standard grey PP, with no significantdecrease on the impact strength.
PP-R, Natural:(Polypropylene-random-copolymer, natural) As PP-R naturalcontains no colour additives, it is used mainly for high puritywater piping systems. However this material is not UVresistant.
PP-H-s:(Polypropylene-homopolymer, flame-retardant) Due to thehigher stiffness of PP-H-s, it is well suited for ventilation anddegassing pipes as well as for flue lining systems. It may notbe used for outdoor applications because it has no UVstabilization.
PP-R-el:(Polypropylene-random-copolymer, electro-conductible) Thismaterial is used if the piping system requires a connection toground. Due to the high carbon black content, PP-R-el is UVresistant, but shows a reduced impact strength and creepstrength.
PP-R-s-el:(Polypropylene-random-copolymer, flame retardant, electro-conductive) This material has both the properties of the flameretardant and electro-conductible PP. It is used mostly for thetransport of easily ignitable media (due to safety concerns) andcan replace expensive stainless steel ducting. PP-R-s-el hasreduced impact strength compared to normal PP-R and isslightly less chemically resistant.
General Chemical Properties of Polypropylene
In comparison to metals where chemical attack leads to anirreversible chemical change of the material, plastics are mostlyaffected by physical processes. Such physical changes are e.g.swelling and solution processes that will affect the mechanicalproperties.
PP is resistant against diluted solutions of salts, acids andalkalis if these are not strong oxidizing agents. It also has goodresistance against many solvents, such as alcohols, esters andketones. It shows swelling when in contact with solvents suchas aliphatic and aromatic compounds, chlorinatedhydroxycarbon especially at higher temperatures, but failure isvery rare.
PP resistance can be greatly reduced by stress crackingcorrosion due to ampholytics (chromic acid, concentratedsulphuric acid).
LyesAlkalis:Diluted alkali solutions (e.g. caustic lye), even at highertemperature and higher concentrations do not react with PPand can therefore be used without problems, unlike PVDF orother fluoroplastics.
Bleaching Lye:As these lyes contain active chlorine, only a partial resistance isgiven at room temperature. At higher temperatures andconcentrations of the active chlorine, PP is suitable only forpressureless piping systems and tanks.
Hydrocarbons:PP is only partially resistant against hydrocarbons (benzene aswell as other fuels). At ambient temperature, swelling is over3%.
AcidsSulphuric Acid:Concentrations up to approximately 70% change theproperties of PP only slightly. Concentrations higher than 80% cause oxidation at room temperature. At highertemperatures, this oxidation can even go to a carbonization ofthe surface of PP semi-finished products.
Hydrochloric Acid, Hydrofluoric Acid:PP is chemically resistant against concentrated hydrochloricacid and hydrofluoric acid. However, there is a permeation ofHCl (concentrations >20%) or of HF (concentrations >40%)through PP, which does not damage the PP material, but cancause secondary damage to surrounding steel construction.Double containment piping systems have proven effective forsuch applications.
Nitric Acid:Higher concentrated nitric acid has an oxidizing effect on thePP material. The mechanical strength properties are reduced athigher concentrations.
Phosphoric Acid:PP is resistant even at higher concentrations and highertemperatures.
Agru.Technical 08.12 3
Material Properties

General Properties of Polypropylene
PhysicalProperty
Mec
hani
cal P
rop
erti
esTh
erm
al P
rop
erti
esE
lect
rica
lPr
oper
ties
PolypropylenePiping Systems
† Fire classification B1 only valid for wall thickness of 2 to10mm.
Specific Density at 23oC
Melt Flow Index
MFR 190/5
MFR 190/2.16
MFR 230/5
MFI Range
Tensile Stress at Yield
Elongation at Yield
Elongation at Break
Impact Strength unnotched at 23oC
Impact Strength unnotched at –30oC
Impact Strength notched at 23oC
Impact Strength notched at 0oC
Impact Strength notched at –30oC
Ball indentation hardness acc. Rockwell
Flexural strength (3.5% flexural stress)
Modulus of elasticity
Vicat-Softening point VST/B/50
Heat deflection temperature HDT/B
Linear coefficient of thermal expansion
Thermal conductivity at 20°C
Flammability
Specific volume resistance
Specific surface resistance
Relative dielectric constant at 1 MHz
Dielectric strength
Physiologically non-toxic
FDA
UV stabilized
Colour
PP-s-el
1.13
0.6
30
43
9.5
–
2.3
133
47
V-0
≤108
≤106
no
no
yes
black
PP-s
0.93
0.8
2.0
30
10
>50
no break
28
9
2.8
2.2
72
10,400
37
5,366
1,300
188,600
85
85
1.6
0.2
V-2
E(d2)
B1†
>1015
>1015
30 bis 45
yes
no
no
Ral 7037
dark grey
PP-B
0.93
0.5
1.3
26
10
>50
no break
80
40
8
3.2
50
7,250
20
2,900
1,100
159,500
68
75
1.6
0.2
94-HB
B2
>1015
>1015
30 bis 40
yes
no
no
Ral 7032
grey
PP-R
0.91
0.5
1.25
25
12
>300
no break
22
4
2.5
45
6,520
20
2,900
900
130,500
65
70
1.6
0.24
94-HB
B2
>1016
>1013
2.3
70
yes
yes
no
Ral 7032
grey
PP-H
0.91
0.5
1.25
M003
30
10
>300
no break
8
2.8
2.2
60
8,700
28
4,060
1,300
188,600
91
96
1.6
0.22
94-HB
B2
>1016
>1013
2.3
75
yes
yes
no
Ral 7032
grey
Unit
g/cm3
g/10min
MPa
psi
%
%
kJ/m2
kJ/m2
MPa
psi
MPa
psi
MPa
psi
°C
°C
10-4 / °C
W/(mxK)
–
OHM cm
OHM
–
kV/mm
–
–
–
–
Standard
ISO 1183
ISO 1133
ISO 1872/1873
ISO 527
ISO 527
ISO 527
ISO 179
ISO 179
ISO 2039-1
ISO 178
ISO 527
ISO 306
ISO 75
DIN 53752
DIN 52612
UL94
EN 13501
DIN 4102
VDE 0303
VDE 0303
DIN 53483
VDE 0303
ECC 90/128
–
–
–
4 Agru.Technical 08.12
Material Properties

PolypropylenePiping SystemsPermissible Component Operating Pressures pB for PP-HDepending on Temperature and Operation Period.
The data in this table applies to waterservice. They were determined from thecreep curve taking into account a safetycoefficient of (C = 1.6 from 10 to 40°C,C = 1.4 from 40 to 60°C, C = 1.25 over60°C).
1 This operating pressure has to be reduced by the corresponding reducing coefficients depending on the application.2 Operating pressures do not apply to pipes exposed to UV radiation. This influence may be reduced by compensating with special additives (e.g. carbon black) in the molding material.3 The values in brackets are valid at proof testing periods of longer than 1 year at 110°C.
Operating Temp. Operating
Periods(Years)
Permissible Operating Pressure1, 2
S-20
10 50
20 68
30 86
40 104
50 122
60 140
70 158
80 176
95 203
90 194
(oC)
SDR 41
PN 2.5
(oF) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi)
S-16
SDR 33
PN 3.2
S-8.3
SDR 17.6
PN 6
S-5
SDR 11
PN 10
S-3.2
SDR 7.4
PN 16
S-2.5
SDR 6
PN 20
S-12.5
SDR 26
PN 4
15102550100151025501001510255015102550151025501510255015102550151025151015
(10)3
3.63.33.23.02.92.83.12.82.72.62.52.42.62.42.32.22.12.62.32.22.12.02.21.91.81.71.62.01.81.71.51.41.61.41.41.11.01.31.10.90.71.00.70.60.90.60.5
524846444241454139373635383534313037343230293128272423292624222123212016141916131015109
1387
655958555251565149464543484442393846423937363935343130363230282729262420172320161319131216109
4.54.14.03.83.63.53.83.53.43.23.13.03.33.02.92.72.63.22.92.72.62.52.72.42.32.22.12.52.22.11.91.82.01.81.71.41.21.61.41.10.91.30.90.81.10.70.6
5.85.35.14.94.64.55.04.64.34.24.03.84.23.83.73.53.44.13.73.53.43.23.43.13.02.72.63.22.82.72.52.32.62.32.21.81.52.11.81.41.21.71.21.01.41.00.8
8477747167657266636058566156535149595351494650454339384641393634383431262230262117241714211412
8.78.07.77.37.06.87.56.96.66.26.05.86.45.85.65.35.06.25.65.45.04.85.24.64.44.24.04.84.34.13.83.53.93.43.32.72.33.22.62.21.82.51.81.52.21.41.2
14.513.312.812.211.711.312.511.411.010.410.0
9.610.6
9.79.38.88.4
10.39.48.98.48.08.67.87.47.06.68.17.16.86.35.96.65.85.54.53.85.24.43.83.04.23.02.53.72.52.1
210193186176169164181165159151145139154140135128122150136129122116125113107101
96117103
999286958480655675645543604336533630
22.620.720.019.018.317.719.517.817.116.215.615.016.715.114.513.813.116.214.613.913.112.613.612.211.610.910.312.611.210.6
9.99.3
10.39.08.67.16.08.37.05.84.66.64.73.95.83.83.3
327300290276266256283258248235226217242219210200190234211202190182197176168158150182162154144135150131124103
87121101
8567956857845648
29.026.625.624.323.322.625.022.821.920.820.019.221.319.418.617.616.920.718.617.816.816.117.415.514.813.913.316.214.313.612.711.913.211.611.0
9.07.7
10.68.97.56.08.46.05.07.45.04.2
420385371353338327362331318302290278309281269255245300270259244233252225215202193234208197184173191168160131111154129109
87122
8773
1077260
126116111106102
99109100
959087849385817773908178737075676460587063595651575048393446383226362622312117
Agru.Technical 08.12 5
Material Properties

PolypropylenePiping Systems
Permissible Component Operating Pressures pB for PP-RDepending on Temperature and Operation Period.
The data in this table applies to water service.The data was determined from the creepcurve taking into account a safety coefficientof C =1.25. Due to the different mechanicalproperties of the specific material PP-s-el, themaximum operating pressure has to bereduced to 50%.
1 This operating pressure has to be reduced by the corresponding reducing coefficients depending on the application.2 Operating pressures do not apply to pipes exposed to UV radiation. This influence may be reduced by compensating with special additives (e.g. carbon black) in the molding material.3 The values in brackets are valid at proof testing periods of longer than 1 year at 110°C.
Operating Temp. Operating
Periods(Years)
Permissible Operating Pressure1, 2
S-20
10 50
20 68
30 86
40 104
50 122
60 140
70 158
80 176
95 203
(oC)
SDR 41
PN 2.5
(oF) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi)
S-16
SDR 33
PN 3.2
S-8.3
SDR 17.6
PN 6
S-8
SDR 17
PN 6.3
147139135130126124125118115111108104107100
9794929085827977777170676565605856535550494236454134273221
(18)3
S-5
SDR 11
PN 10
S-3.2
SDR 7.4
PN 16
S-2.5
SDR 6
PN 20
S-12.5
SDR 26
PN 4
1510255010015102550100151025501510255015102550151025501510255015102515
(10)3
4.24.03.93.83.73.63.63.43.33.23.13.03.02.92.82.72.62.62.42.42.22.22.22.12.01.91.81.81.81.71.61.51.61.41.41.21.01.31.11.00.81.0––
615857555352524948464544444241393837353532323230292827272624232223212117151916141214––
7873718
676566636058575556525149484844434241413736353434313029282927262219242117141712–
5.45.04.94.74.64.54.64.34.24.03.93.83.83.63.53.43.33.33.03.02.92.82.82.62.52.42.32.32.22.12.01.92.01.81.81.51.31.71.41.21.01.20.8–
6.76.36.25.95.85.75.85.45.25.15.04.84.94.64.44.24.24.13.83.83.63.53.53.33.13.03.03.02.72.62.62.52.52.32.21.91.62.11.81.51.21.41.0
(0.8)3
97928986848284787574727071666461605956555251514845444343393837363634322823302722172114
(12)3
10.29.69.39.08.78.68.68.27.97.77.47.27.46.96.76.56.36.25.85.75.45.35.34.94.84.64.54.54.24.03.83.73.83.43.42.92.53.12.82.31.82.21.4
(1.2)3
(bar) (psi)
154145142137133130131123121116113110111104102
97959588868280807472706767636058575752514437484235283422
(18)3
10.610.0
9.89.49.29.09.08.58.38.07.87.67.77.27.06.76.66.66.15.95.75.55.55.15.04.84.64.64.34.24.03.93.93.63.53.02.63.32.92.41.92.31.5(1.3)3
16.916.015.415.014.614.214.413.513.112.812.412.012.211.511.110.710.510.3
9.79.49.08.88.88.27.97.77.47.46.96.66.46.26.25.85.64.94.15.24.63.83.03.72.4(2.1)3
245232224217211205209196190186180174177167161155152150140137131128128118115111108108100
9693899084817159756656445335
(30)3
26.725.324.523.723.022.522.921.420.920.219.619.019.418.217.617.016.616.415.415.014.414.014.013.012.612.211.811.811.010.610.1
9.79.99.18.97.7
.58.37.36.14.95.83.8(3.2)3
387367355343334326332311303293284276282264255247240238223217209203203188182176171171159153146140144132129111
94121106
88718556
(46)3
33.631.830.829.829.028.328.827.026.225.424.723.924.523.022.221.421.120.619.418.918.117.617.616.315.815.314.814.813.813.312.712.212.511.411.29.78.2
10.59.27.76.17.44.9(4.1)3
487462447433421411418392380369358347355333321311306299281274262255255237229222215215200193184177181166162140118152133111
88107
71(59)3
6 Agru.Technical 08.12
Material Properties

PolypropylenePiping Systems
Permissible Buckling Pressures for PP-H, PP-RThe data in this table applies to water service. A safety coefficient of 2.0 (minimum safety coefficient for stability calculations) wastaken into account in determining these values.
1 These buckling pressures have to be decreased by the corresponding reduction factors due to chemical influence or out of roundness for any application.
Operating Temp. Operating
Periods(Years)
Permissible Buckling Pressure1
S-20
110251102511025110251102511025110110
20 68
30 86
40 104
50 122
60 140
70 158
80 176
95 203
(oC)
SDR 41
PN 2.5
PPH PPR PPH PPR PPH PPR PPH PPR
(oF)
1.160.870.801.020.800.730.870.730.650.730.650.580.650.580.510.580.510.440.510.440.440.36
0.080.060.060.070.060.050.060.050.050.050.050.040.050.040.040.040.040.030.040.030.030.03
(bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi) (bar) (psi)
S-16
SDR 33
PN 3.2
0.870.730.730.730.650.650.650.580.580.580.510.510.510.440.440.440.360.360.360.290.290.22
0.060.050.050.050.050.050.050.040.040.040.040.040.040.030.030.030.030.030.030.020.020.02
S-8.3
SDR 17.6
PN 6
1.811.601.601.601.451.381.381.311.231.161.091.091.020.940.940.870.800.800.730.650.580.51
0.130.110.110.110.100.100.100.090.090.080.080.080.070.070.070.060.060.060.050.050.040.04
S-5
SDR 11
PN 10
16.112.511.313.910.910.312.0
9.99.3
10.68.88.39.38.07.58.37.16.77.36.45.95.1
1.110.860.780.960.750.710.830.680.640.730.610.570.640.550.520.570.490.460.500.440.410.35
12.010.610.210.3
9.38.89.08.38.07.77.17.06.86.26.15.95.45.24.94.53.93.3
0.830.730.700.710.640.610.620.570.550.530.490.480.470.430.420.410.370.360.340.310.270.23
74.757.352.964.550.847.955.845.742.849.341.338.442.837.034.838.432.631.233.431.927.623.9
5.153.953.654.453.503.303.853.152.953.402.852.652.952.552.402.652.252.152.302.201.901.65
(bar) (psi)
55.148.647.147.942.841.341.338.437.035.533.431.931.229.028.327.624.723.923.221.018.115.2
3.803.353.253.302.952.852.852.652.552.452.302.202.152.001.951.901.701.651.601.451.251.05
2.471.891.742.181.671.601.891.521.451.601.381.311.451.231.161.231.091.021.090.940.940.80
0.170.130.120.150.120.110.130.110.100.110.100.090.100.090.080.090.080.070.080.070.070.06
Agru.Technical 08.12 7
Material Properties

PolypropylenePiping SystemsPermissible Buckling Pressures for Ventilation Pipes out of PP-H and PP-RContained in the table are the maximum permissible buckling pressures in Pascal were determined taking into account a safetycoefficient of 2.0 (minimum safety coefficient for stability calculations).These operating pressures have to be decreased by the corresponding reduction coefficients to account for chemical influencesor out of roundness.
PipeDimensionØ x s (mm)
Permissible Buckling Pressure in bar / psi for Different Operation Temperatures and Periods
140 x 3.0160 x 3.0180 x 3.0200 x 3.0225 x 3.5250 x 3.5280 x 4.0315 x 5.0355 x 5.0400 x 6.0400 x 8.0450 x 6.0450 x 8.0500 x 8.0500 x 10.0560 x 8.0560 x 10.0630 x 10.0710 x 12.0800 x 12.0900 x 15.01000 x 15.01200 x 18.01400 x 20.0
20oC / 68oF 30oC / 86oF 40oC / 104oF 50oC / 122oF
0.040.030.020.010.020.010.010.020.010.010.030.010.020.020.030.010.020.020.020.010.020.010.010.01
0.610.400.280.200.220.160.170.240.170.200.490.140.340.250.490.170.350.240.290.200.280.200.200.17
10 Years 25 Years 10 Years 25 Years 10 Years 25 Years 10 Years 25 Years
8 Agru.Technical 08.12
(bar) (psi)0.040.030.020.010.010.010.010.020.010.010.030.010.020.020.030.010.020.020.020.010.020.010.010.01
0.550.360.250.180.200.150.160.220.150.180.440.130.310.220.440.160.310.220.270.180.250.180.180.16
(bar) (psi)0.040.020.020.010.010.010.010.010.010.010.030.010.020.020.030.010.020.010.020.010.020.010.010.01
0.530.350.250.170.200.150.150.210.150.170.430.120.300.220.430.150.300.210.250.170.250.170.170.15
(bar) (psi)0.030.020.020.010.010.010.010.010.010.010.030.010.020.010.030.010.020.010.020.010.020.010.010.01
0.500.330.230.170.190.130.150.200.140.170.410.120.280.200.410.150.280.200.240.170.230.170.170.15
(bar) (psi)0.030.020.020.010.010.010.010.010.010.010.030.010.020.010.030.010.020.010.020.010.020.010.010.01
0.490.320.220.160.180.130.140.190.130.160.390.110.270.200.390.140.280.190.230.160.220.160.160.14
(bar) (psi)0.030.020.010.010.010.010.010.010.010.010.030.010.020.010.030.010.020.010.020.010.010.010.010.01
0.450.300.200.150.170.120.130.180.120.150.360.100.250.180.360.130.250.180.220.150.200.150.150.13
(bar) (psi)0.030.020.010.010.010.010.010.010.010.010.020.010.020.010.020.010.020.010.010.010.010.010.010.01
0.440.280.200.150.160.120.120.170.120.150.350.100.240.170.350.120.250.170.210.150.200.150.150.12
(bar) (psi)0.030.020.010.010.010.010.010.010.010.010.020.010.020.010.020.010.020.010.010.010.010.010.010.01
0.410.270.180.130.150.110.120.160.110.130.330.090.220.150.330.120.230.160.200.130.180.130.130.12
(bar) (psi)
Material Properties

PVDFPiping Systems
General Properties of PVDF (Polyvinylidene fluoride)PVDF is an extremly pure polymer and does not contain UV-stabilizers, thermostabilizers, softeners, lubricants or flame-retardant additives. It is particularly suitable for ultra-purewater and for the transport of clear chemical liquids in thesemi-conductor industry. Due to its chemical inertness, it ischemically resistant to media.
Pipes and components fulfill the high demands of the semi-conductor industry; e.g. suitable to maintain the specificresistance of de-ionized ultra-pure water over 18 MWcm.
Polyvinylidene fluoride (PVDF) is a thermoplastic and has thefollowing typical properties:
PVDF is distinguished in comparison with PTFE(Polytetrafluorethylene) by its high mechanical strength andgood chemical resistance, even at high temperatures. PVDF isa halogen and offers excellent fire protection without flame-retardant additives.
During combustion of PVDF, only a slight amount of smokedevelopment arises.
Chemical Structure of PVDF
Characteristics of PVDF • High operating temperature• Good mechanical properties• High heat aging stability• Good weldability• High chemical resistance• High abrasion resistance• Low frictional resistance• Self-extinguishing• High resistance to permeation• High resistance to UV and gamma radiation
Agru.Technical 08.12 9
SolubilityThe PVDF-homopolymere swells in high polar solvents (e.g.acetone and ethylacetate) and is soluble in polar solvents,(e.g. dimethylformamide and dimethylacetamide).
Material Properties

PVDFPiping Systems
Chemical Resistance of PVDFPVDF is resistant to a wide range of chemicals.
It has excellent resistance to most inorganic and organic acids,oxidizing media, aliphatic and aromatic hydrocarbons, alcoholsand halogenated solvents. PVDF is also resistant to halogens(chlorine, bromine, iodine), but not fluorine.
Generally PVDF is unsuitable for the following media: ● amine, basic media with a pH > 12● joints, which can produce free radicals under certain
circumstances● fuming sulfuric acid● high polar solvents (acetone, ethyl acetate, dimethyl-
formamide, dimethylsulphoxide, etc); here PVDF can disolveor swell
● melted alkaline metals or amalgams
Please note: there is the possibility of stress crackingdevelopment when PVDF is situated in a solution with a pH-factor > 12 or in the presence of free radicals (e.g. elementalchlorine) in combination with mechanical stress.
Sulfuric acidWhen PVDF under mechanical stress is exposed toconcentrated sulfuric acid, free SO3 in the sulfuric acid cancause stress cracking development. This problem can alsooccur in a weak sulphuric acid solution at high temperatures.
The following parameters must be considered: ● properties of the finished piece made from PVDF● chemical structure and physical state of the joint(s), which
come in contact with the PVDF fitting● concentration of the acid● temperature of the acid● exposure time● possible diffusion or solubility
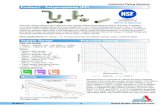
Maximum permissible H2SO4 – concentration depends ontemperature.
Maximum permissible H2SO4 – concentration is shown below.
100
50
60
70
80
90
1501251007550250
Temperature [°C]
Co
nce
ntr
atio
n[%
]
10 Agru.Technical 08.12
Material Properties

PVDFPiping Systems
General Properties of PVDF
PhysicalProperty
Mec
hani
cal P
rop
erti
esTh
erm
al P
rop
erti
esE
lect
rica
lPr
oper
ties
Specific Density at 23oC
Melt Flow Index
MFR 230/5
Tensile Stress at Yield
Elongation at Yield
Elongation at Break
Impact Strength unnotched at 23oC
Impact Strength notched at 23oC
Ball indentation hardness acc. Rockwell
Flexural strength
Modulus of elasticity
Vicat-Softening point VST/B/50
Heat deflection temperature HDT/B
Linear coefficient of thermal expansion
Thermal conductivity at 20°C
Flammability
Specific volume resistance
Specific surface resistance
Relative dielectric constant at 1 MHz
Dielectric strength
Physiologically non-toxic
FDA
UV stabilized
Colour
Standard
ISO 1183
ISO 1133
ISO 527
ISO 527
ISO 527
ISO 179
ISO 179
ISO 2039-1
ISO 178
ISO 527
ISO 306
ISO 75
DIN 53752
DIN 52612
UL94
EN 13501
FM 4910
VDE 0303
VDE 0303
DIN 53483
VDE 0303
ECC 90/128
–
–
–
Unit
g/cm3
g/10min
MPa
psi
%
%
kJ/m2
kJ/m2
MPa
psi
MPa
psi
MPa
psi
°C
°C
10-4 / °C
W/(mxK)
–
OHM cm
OHM
–
kV/mm
–
–
–
–
PVDF
1.78
6
50
7,250
9
80
124
11
80
11,600
80
11,600
2,000
290,000
140
145
1.2
0.20
V-0
B
yes
>1013
>1012
7.25
22
yes
yes
yes
natural
Agru.Technical 08.12 11
Material Properties

PVDFPiping SystemsPermissible Component Operating Pressures pB for PVDFDepending on Temperature and Operation Period.The data in this table applies to water service. They were determined from the creep curve taking into account a safetycoefficient of C = 1.6.
1 These operating pressure have to be reduced by the corresponding reducing coefficients depending on the application.
Operating Temperature Operating
Periods(Years)
Permissible Operating Pressure1
ISO S-16 ISO S-10
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
50
1
10
25
20 68
30 86
40 104
50 122
60 140
70 158
80 176
95 203
110 230
120 248
(oC)
SDR 33 SDR 21
PN 10 PN16
(oF) (psi)
134
128
126
126
118
116
116
113
106
106
105
102
96
93
90
88
86
82
82
80
77
73
72
70
65
62
62
60
51
47
38
34
37
26
21
18
29
18
15
(bar)
9.2
8.8
8.7
8.6
8.2
8.0
8.0
7.8
7.4
7.3
7.2
7.0
6.6
6.4
6.2
6.1
5.9
5.7
5.6
5.5
5.3
5.0
5.0
4.9
4.5
4.3
4.2
4.2
3.5
3.3
2.6
2.3
2.6
1.8
1.4
1.3
2.0
1.2
1.0
(psi)
209
201
198
198
186
183
182
178
168
166
163
162
152
146
142
138
134
129
128
126
119
115
114
113
103
98
96
95
80
74
62
52
58
41
34
29
46
28
23
(bar)
14.4
13.8
13.7
13.6
12.8
12.6
12.6
12.2
11.6
11.4
11.3
11.1
10.5
10.1
9.8
9.5
9.3
8.9
8.8
8.6
8.2
7.9
7.8
7.8
7.1
6.7
6.6
6.6
5.5
5.1
4.2
3.6
4.0
2.8
2.3
2.0
3.2
1.9
1.6
12 Agru.Technical 08.12
Material Properties

1 These buckling pressures have to be decreased by the corresponding reduction factors due to chemical influence or out of roundness for any application.
PVDFPiping Systems
Permissible Buckling Pressures for for PVDF
The data in this table applies to water service. A safety coefficient of 2.0 (minimum safety coefficient for stability calculations) wastaken into account in determining these values.
Operating Temperature Operating
Periods(Years)
Permissible Buckling Pressure1
ISO S-16 ISO S-10
20 68
30 86
40 104
50 122
60 140
70 158
80 176
90 194
100 212
110 230
120 248
(oC)
SDR 33 SDR 21
PN 10 PN16
(oF) (psi)
4.06
3.77
3.63
3.77
3.34
3.34
3.34
3.05
2.90
2.90
2.61
2.47
2.47
2.32
2.18
2.18
1.89
1.74
1.89
1.60
1.45
1.60
1.31
1.16
1.31
1.16
1.02
1.02
0.87
0.87
0.87
0.87
0.73
(bar)
0.28
0.26
0.25
0.26
0.23
0.23
0.23
0.21
0.20
0.20
0.18
0.17
0.17
0.16
0.15
0.15
0.13
0.12
0.13
0.11
0.10
0.11
0.09
0.08
0.09
0.08
0.07
0.07
0.06
0.06
0.06
0.06
0.05
(psi)
17.11
15.66
15.08
15.23
13.78
13.34
13.49
12.33
11.89
11.89
10.15
10.15
9.14
8.70
8.70
8.70
7.69
7.25
7.54
6.53
6.02
5.80
5.37
5.08
5.22
4.64
4.21
4.35
3.77
3.34
3.77
3.48
2.90
(bar)
1.18
1.08
1.04
1.05
0.95
0.92
0.93
0.85
0.82
0.82
0.70
0.70
0.63
0.60
0.60
0.60
0.53
0.50
0.52
0.45
0.42
0.43
0.37
0.35
0.36
0.32
0.29
0.30
0.26
0.23
0.26
0.24
0.21
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
1
10
25
Agru.Technical 08.12 13
Material Properties

ECTFE (Halar®)Piping Systems
General Properties of ECTFE (Ethylenechlorotrifluorethylene)ECTFE has a unique combination of properties, which is dueto its chemical structure - a copolymer with a changingstructure of ethylene and chlorotrifluorethylene.
Physiological Properties ECTFE is safe for products in contact with food according to"BGA Deutschland".
Thermal Properties ECTFE is resistant to heat and can withstand temperatures upto 150°C.
Resistance to WeatheringECTFE demonstrates only a slight change of properties orappearance when exposed to sunlight. Repeated tests showedremarkable stability of the polymers particularly withelongation at break, which is a good indicator of low polymer-decomposition. After 1000 hours in a "Weather - Ometer"with xenon-light, the ECTFE properties were only slightlychanged.
Radiation ResistanceECTFE demonstrates excellent resistance to differentradiations. It even shows good values after irridation with 200megarad cobalt 60.
Mechanical PropertiesECTFE is a solid, very impact resistant plastic. It has good highimpact strength, breaking strain and abrasion behaviour.
Reproduction of Microorganisms on ECTFEThe surface of a product constructed of ECTFE is similar toglass and is not favourable to the proliferation ofmicroorganisms. ECTFE is used in the food and drug industryand for ultra-pure water applications.
Chemical Structure of ECTFE
Characteristics of ECTFE ● wide temperature application range (short-term thermal
resistance up to 150°C)● good resistance against UV- and g-radiation (favourable
ageing resistance)● flame retardant (UL 94-V0-material) - oxygen index 60 ● excellent abrasion resistance● extremely good chemical resistance against most acids,
alkali’s and solvents as well as contact with chlorine.● excellent insulating properties and very good electrical
values● physiologically non-toxic● very good surface slip characteristics
14 Agru.Technical 08.12
Material Properties

General Properties of ECTFE
PhysicalProperty
Mec
hani
cal P
rop
erti
esTh
erm
alPr
oper
ties
Ele
ctri
cal
Prop
erti
es
ECTFE (Halar®)Piping Systems
Specific Density at 23oC
Melt Flow Index
MFR 275/2.16
Tensile Stress at Yield
Elongation at Yield
Elongation at Break
Impact Strength unnotched at 23oC
Impact Strength notched at 23oC
Ball indentation hardness acc. Rockwell
Flexural strength
Modulus of elasticity
Heat deflection temperature HDT/B
Linear coefficient of thermal expansion
Thermal conductivity at 20°C
Flammability
Specific volume resistance
Specific surface resistance
Relative dielectric constant at 1 MHz
Dielectric strength
Physiologically non-toxic
FDA
UV stabilized
Colour
Standard
ISO 1183
ISO 1133
ISO 527
ISO 527
ISO 527
ISO 179
ISO 179
ISO 2039-1
ISO 178
ISO 527
ISO 75
DIN 53752
DIN 52612
UL94
VDE 0303
VDE 0303
DIN 53483
VDE 0303
ECC 90/128
–
–
–
Unit
g/cm3
g/10min
MPa
psi
%
%
kJ/m2
kJ/m2
MPa
psi
MPa
psi
MPa
psi
°C
10-4/°C
W/(mxK)
ohm cm
ohm
–
kV/mm
–
–
–
–
ECTFE
1.68
1
30
4,350
5
250
no break
no break
90
13,000
47
6,800
1,690
245,000
90
0.8
0.15
V-0
>1016
>1014
2.6
30 to 35
yes
in progress
yes
natural
Agru.Technical 08.12 15
Material Properties

ECTFE (Halar®)Piping Systems
The data in this table applies to waterservice. They were determined from thecreep curve taking into account a safetycoefficient of C = 1.6.
1 These operating pressure have to be reduced by the corresponding reducing coefficients depending on the application.
Operating Temperature Operating
Periods(Years)
Permissible Operating Pressure1
ISO S-16 ISO S-10
1
5
10
25
50
1
5
10
25
50
1
5
10
25
50
1
5
10
25
50
1
5
10
25
50
1
5
10
25
1
5
10
25
1
5
10
25
1
5
10
25
1
5
10
10 50
20 68
30 86
40 104
50 122
60 140
70 158
80 176
90 194
95 203
(oC)
SDR 33 SDR 21
PN10 PN16
(oF) (psi)
103
100
98
98
95
90
88
86
85
83
79
77
75
73
72
67
65
64
62
62
57
54
54
52
51
47
46
44
43
38
37
36
35
31
29
29
28
24
22
22
22
21
20
18
(bar)
7.1
6.9
6.8
6.7
6.6
6.2
6.1
5.9
5.8
5.8
5.4
5.3
5.2
5.0
5.0
4.6
4.5
4.4
4.3
4.2
3.9
3.8
3.7
3.6
3.5
3.3
3.1
3.0
3.0
2.6
2.6
2.5
2.4
2.2
2.0
2.0
1.9
1.7
1.5
1.5
1.5
1.4
1.4
1.3
(psi)
166
160
158
155
153
146
140
138
136
134
126
122
121
117
116
109
105
103
101
98
92
88
87
85
82
77
73
72
70
62
59
58
57
50
47
46
44
38
36
36
35
34
31
31
(bar)
11.4
11.0
10.9
10.7
10.6
10.1
9.7
9.5
9.4
9.2
8.7
8.4
8.3
8.1
8.0
7.5
7.2
7.1
7.0
6.8
6.3
6.1
6.0
5.8
5.7
5.3
5.0
5.0
4.8
4.3
4.1
4.0
3.9
3.4
3.3
3.2
3.0
2.6
2.5
2.5
2.4
2.3
2.2
2.2
16 Agru.Technical 08.12
Material Properties

Chemical Resistance of ECTFEECTFE has outstandingly chemical resistance. It has excellent resistance against most industrial chemicals, e.g. strong mineraland oxidized acids, alkaline, metal etching products, liquid oxygen and all organic solvents, except hot amines (i.e. aniline,dimethylamine).
The solvents in the following table were tested undiluted.
Like other fluorine plastics ECTFE will be attacked by sodium and potassium. The attack depends on the contact period and thetemperature. ECTFE and other fluorine polymers can come in contact with special halogenated solvents; this effect normally hasno influences on the usability. If the solvent is taken away and the surface is dry, the mechanical properties come back to theirorigin values.
Chemical
TemperatureConcentration
Oxy
diz
ing
Aci
dSo
lven
tsM
iner
al A
cid
Aro
mat
esA
lcoh
ols
Cla
ssic
alPl
asti
cSo
lven
ts
Influence on Tensile Modulus
U
U
U
U
U
U
U
A
U
U
U
U
U
A
U
A
U
C
U
C
U
A
U
A
A
C
U
U
Weight Gain(%)
< 0.1
< 0.1
< 0.1
0.1
< 0.1
0.1
< 0.1
0.8
< 0.1
0.4
0.1
0.5
0.1
1.4
< 0.1
3.3
0.6
7.0
0.6
8.5
0.1
0.4
< 0.1
2.0
2.0
7.5
0.1
3.0
oC
23
121
23
75 to 105
23
23
23
121
23
111
23
75 to 105
23
54
23
116
23
74
23
110
23
60
23
118
73
250
73
250
%
78
78
37
37
60
60
70
70
50
50
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
oF
74
250
74
165 to 221
74
74
74
250
74
232
74
165 to 221
74
130
74
241
74
165
74
230
74
140
74
244
163
484
163
484
ECTFE (Halar®)Piping Systems
Influence onElongation at Break
U
U
U
U
U
U
U
C
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
U
Sulfuric acid
Hydrochloric acid
Hydrochloric acid
Chlorosulfonic acid
Nitric acid
Chromic acid
Aqua regia
Aliphates
Hexane
Isooctane
Benzene
Toluene
Methanol
Butanol
Dimethyl formamide
Dimethyl sulphoxide
U = InsignificantA = Reduction by 25 - 50%B = Reduction by 50 - 75%C = Reduction by > 75%
Agru.Technical 08.12 17
Material Properties

Behaviour underAbrasive FluidsBehaviour under Abrasive Fluids
In general, thermoplastic pipe is better suited for the transportation of fluid-solid-mixtures than concrete pipe or steel pipe.
One test to show the differences in abrasion is the Darmstadt test method. In this procedure a 1 meter long pipe is cut in halfand the abrasive solution put inside. The sample is then tilted back and forth every 5 – 6 seconds and the abrasion is measuredafter a set period of time. The results are shown in the chart below. The results show the advantage of thermoplastic pipe for thetransportation of solids in an open channel.
Abrasion behavior (Darmstadt test)Medium: silica sand-gravel-water-mixture 46 Vol.- % silica sand/gravel, grain size less than 30mm
0 50 100 150 200 250 300 350 400 450
0.50
1.00
1.50
2.00
0
0.25PP or PEHD pipe
PVC pipe
stoneware pipe
concrete pipe with MC-DUR
concrete pipe
x 1000
Mea
n A
bra
sio
n,a
m [
mm
]
GFK pipe
Load Alternations [1,000 cycles]
0.75
1.25
1.75
18 Agru.Technical 08.12
Technical

Behaviour underAbrasive Fluids
Transport & HandlingTransport and Handling
Special care should be exercised if handling pipe in temperatures below 0°C. Avoid impact and bending stresses at thesetemperatures. Be careful not to drag pipe as this might damage the surface of the pipe.
StoragePipe should be stored flat without being subjected to bending stress in heights less then 1 m high and be protected against UVradiation.
Abrasion time of HDPE vs Steel elbows with different radii and with different % solids
In a second test the liquid is pumped through pipe samples incorporated into a piping system. The test times how long it willtake for a hole created in the sample. As can be seen from the diagram, thermoplastic pipe (in this case PE) is much better thansteel pipe.
For transportation of dry abrasive fluids using polypropylene care has to be taken because of the possibility of static load. It isrecommended that a conductive PP like (PE-el, PP-R-s-el, PP-R-el) be used. Consult Chemline with application details forrecommendation from our technical engineering department.
straight pipe
30xda
20xda
15xda
10xda
6xda
120001000080006000400020000 1600014000
7% 14%14% 7%Fluid medium water with 7 resp. 14% sanddensity 1.07 bzw. 1.15 kg/lWater temperature 30 - 35°CFlow velocity approx. 7 m/s
Abrasion time in hours until the arising of a hole
Ben
d R
adiu
s (r
)
Steel pipe Ø63x6mm PEHD pipe Ø63x6mm
Agru.Technical 08.12 19
Technical

Sizing of Pipe DiametersSizing of Pipe Diameters
Sizing a thermoplastic pipe system is not much different than that of a metal pipe system. Flow of fluid in a piping system followsthe following formulae:
Q = V x A
18.8
Q = volume of flowV = flow velocityA = Inside cross sectional area of the pipe
di = Q1
v1
di = inside pipe diameter (mm)
Q1 = flow volume (m3/h)v1 = flow velocity (m/s)
Q2 = flow volume (l/s)v2 = flow velocity (m/s)
Q3 = flow volume (USGPM)v3 = flow velocity (ft/sec)
35.7di = Q2
v2
16.24di = Q3
v3
In using the above formulae ensure that you are using compatible units (ie Q = ft3/sec, V = ft/sec and A = ft2).
By substituting pd2/4 for A and solving for d and adjusting for units of measurement you can use any of the following formulaeto determine a preliminary inside diameter (in mm) of the pipe.
Typical values for flow velocities for fluids are:
Suction side of pump v ~ 0.5 to 1.0 m/s (1.5 to 3 ft/sec)
Pressure side of pump v ~ 1.0 to 3.0 m/s (3 to 10 ft/sec)
Typical values for flow velocities for gases are v ~ 10 to 30 m/s (30 to 100 ft/sec).
20 Agru.Technical 08.12
Technical

Sizing of Pipe DiametersStandard Dimensional Ratio SDR
SDR, Standard Dimensional Ratio, is the ratio of a pipe’s outside diameter to its wall thickness. This ratio ensures uniformpressure ranges of different size pipes within the same material.
Component Operating Pressure
A component operating pressure for water at 20oC is based on the material’s strength. Here the calculation involves using thematerial’s reference strength expressed in N/mm2 and that material’s applicable safety factor to determine the allowableoperating pressure.
Example:da =110mms =10mm
SDR = diameter/wall thickness relationda = outside diameter (mm)s = wall thickness (mm)
pB = component operating pressure (bar)σv = reference strength (N/mm2)
(see the pressure curve for each material)SDR = diameter/wall thickness relationCmin = minimum safety factor (see table below)
SDR = diameter/wall thickness relation
Example:PE100, 20oC, 50 years, water (d.h. σv = 10)SDR11Cmin = 1.25
=pB =20 x σv
SDR =da
sSDR = 11=
da
s=
110
10
Example:SDR11
S =SDR–1
2
(SDR–1) x Cmin
= 1620 x 10
(11–1) x 1.25
S =SDR–1
25= =
11–1
2
S-Series is a variation of the SDR used for pipe allowable pressures.
Agru.Technical 08.12 21
40 – 60OC
1.25
1.25
1.40
1.25
1.60
2.00
Over 60OC
1.25
1.25
1.25
1.25
1.60
2.00
10 – 40OC
1.25
1.25
1.60
1.25
1.60
2.00
Temperature
Material
PE80
PE100
PP-H
PP-R
PVDF
ECTFE
da
Technical

Sizing of Pipe DiametersOperating Pressure for Water or Dangerous Media
The previously calculated operating pressure can be adjusted for application and chemical factors. The operating pressure has tobe reduced by the relevant reducing coefficients. The total safety coefficient is thereby in all cases 2.0 at a minimum at impactsensitive modified materials higher (at HDPE 2, 4 at PP-S and PP-R-s-el 3,0).
Application Factors fAP for Water or Dangerous Media
pa = operating pressure of the relevant application (bar)pB = component operating pressure, valid for water (bar)fAP = application factor (see bottom table)fCR = chemical resistance factor according to DVSAZ = reducing factor for temperature (see following table)
Example:PE100, 20oC, 50 years, water (d.h. σv = 10)SDR11Cmin = 1.25Chemicals: H2SO4 (sufuric acid), Concentration53%, fCR = 2.0 (acc. DVS 2205, part 1)
pa =pB
fAP x fCR x AZ
=pa =pB
fAP x fCR x AZ
= 516
1.6 x 2.0 x 1
=pB =20 x σv
(SDR–1) x Cmin
= 1620 x 10
(11–1) x 1.25
+20OC
1.0
1.0
1.4
1.3
1.1
1.7
1.7
1.4
–10OC
1.2
1.2
1.6
1.8
1.5
n/a
n/a
1.6
Reducing Factor AZ
Material
PE80
PE100
PE-el
PP-H
PP-R
PP-s
PP-R-s-el
PVDF
Application Factor fAP
1.60
1.60
1.90
1.25
1.60
2.40
2.40
1.25
1.00
Total Safety Factor at 20oC (fAP x C)
2.0
2.0
2.4
2.0
2.0
3.0
3.0
2.0
2.0
C-Factor (acc. ISO 12162)
1.25
1.25
1.25
1.60
1.25
1.25
1.25
1.60
2.00
Material
PE80
PE100
PE-el
PP-H
PP-R
PP-R-el
PP-R-s-el
PVDF
ECTFE
22 Agru.Technical 08.12
Technical

Calculating SystemPressure DropCalculating System Pressure Drop
For a simplified approach to calculating pressure drop across an entire pressure piping system consisting of pipe, fittings, valves,and welds, use the following equation:
Pressure Loss (alternative method)
To determine the pressure drop for the pipe you can also use the equation below.
Pressure Drop for Pipe (ΔPpipe)
To determine the pressure drop for pipe the Hazen-Williams formula is valid for turbulent flow.
Chemline Plastics Ltd. has calculated the pressure drop in our pipe systems at most flow rates using the Hazen-Williams method.These tables are found by material in charts on pages 23 to 25.
hf = 0.2083
0.0426 (for C = 150)
x100 1.85
( )C
Q1.85
( )d4.87
Q1.85
d4.87
Where:
hf = friction head (ft of water/100 ft of pipe)Q = flow rate (USGPM)d = inside diameter of pipe (in)C = flow coefficient = 150 for most plastic pipe
For pressure loss in psi multiply hf by 0.4335 (ie: 1 foot of waterhead = 0.4335 psi).Substituting C = 150 and multiplying hf by 0.4335 into the Equation you get:
ΔPtotal = ΔPpipe + ΔPfittings + ΔPvalves + ΔPwelds
ΔPpipe (psi) =
ΔPpipe is the pressure loss (psi/100ft of pipe)
ΔP(mbar) =
ΔP = pressure drop in mbar per 1 metre of pipel = pipe frictional index where 0.02 can be used for most plastic pipeL = pipe length (m)d = inside pipe diameter (mm)r = density of fluid (kgs/m3)
g = gravitational acceleration (9.81 m/s2)
v = .......
xl
10.19
L
dx
r
2gx v2
Agru.Technical 08.12 23
Technical

Calculating SystemPressure DropUse the Flow nomogram below for rough determination of pipe diameter, flow volume, flow velocity and pressure loss.
Draw a straight line across the nomogram to find the relationship between the pipe diameter, flow rate, flow velocity andpressure drop per meter of pipe length.
40
50
60
70
80
90
100
200
300
400
500
600
0.10
0.15
0.2
0.30.40.5
1.0
1.5
2
345
10
15
20
30
4050
100
150
200
300
400500
1000
2000
300040005000
0.10
0.15
0.2
0.3
0.4
0.5
1.0
1.5
2
3
4
5
10
20
0.02
0.03
0.04
0.05
0.1
0.2
0.3
0.4
0.5
1
2
3
4
5
10
20
30
40
50
100
Q [l/s] Δp/L [mbar/m]ν [m/s]ID [mm]
Pipe InsideDiameter
FlowVelocity
ConveyedQunatity
(flow volume)
Pressure Lossper metre
pipe length
24 Agru.Technical 08.12
Technical

Calculating SystemPressure DropPolpypropylene SDR 11 Flow Rate, Flow Velocities, Pressure Drops
V
1.17
2.34
5.64
8.18
11.70
P
0.55
1.99
10.84
20.21
39.12
Flow Rate
1/2"
gpm
1
2
5
7
10
15
20
25
30
35
40
45
50
60
70
80
90
100
125
150
175
200
250
300
350
400
450
500
600
700
800
900
1,000
2,000
2,500
5,000
7,500
V
0.68
1.37
3.42
4.79
6.85
10.30
P
0.15
0.54
2.95
5.51
10.66
22.59
3/4"
V
0.39
0.78
1.95
2.72
3.89
5.64
7.78
9.73
11.70
P
0.04
0.14
0.75
1.39
2.70
5.72
9.74
14.72
20.63
1"
V
0.24
0.49
1.22
1.71
2.45
3.67
4.90
6.12
7.34
8.57
9.78
11.00
P
0.01
0.04
0.24
0.45
0.87
1.85
3.15
4.77
6.68
8.89
11.38
14.16
1-1/4"
V
0.32
0.79
1.11
1.58
2.37
3.16
3.95
4.74
5.53
6.32
7.11
7.90
9.48
11.10
P
0.02
0.08
0.10
0.30
0.64
1.09
1.64
2.30
3.07
3.92
4.88
5.93
8.31
11.10
1-1/2"
V
0.50
0.70
1.00
1.49
1.99
2.49
2.99
3.49
3.98
4.48
4.98
5.98
6.97
7.97
8.96
9.96
12.50
P
0.03
0.05
1.01
0.21
0.36
0.54
0.75
0.10
1.27
1.59
1.93
2.71
3.60
4.61
5.73
6.97
10.50
2"
V
0.35
0.49
0.70
1.05
1.41
1.76
2.11
2.48
2.81
3.18
3.52
4.22
4.92
5.62
6.33
7.03
8.79
10.60
P
0.01
0.02
0.04
0.09
0.15
0.23
0.32
0.43
0.55
0.68
0.83
1.16
1.54
1.97
2.46
2.99
4.52
6.33
2-1/2"
V
0.24
0.34
0.49
0.73
0.97
1.22
1.46
1.70
1.94
2.19
2.43
2.92
3.40
3.89
4.38
4.86
8.08
7.29
8.51
9.72
12.20
P
0.01
0.02
0.03
0.06
0.10
0.13
0.17
0.23
0.28
0.34
0.47
0.63
0.81
1.00
1.22
1.84
2.58
3.43
4.39
6.64
9.31
3"
V
0.49
0.65
0.81
0.98
1.14
1.30
1.48
1.63
1.95
2.28
2.60
2.93
3.25
4.08
4.88
5.69
6.50
8.13
9.75
11.40
P
0.01
0.02
0.03
0.05
0.06
0.08
0.10
0.13
0.18
0.24
0.30
0.38
0.46
0.89
0.07
1.29
1.65
2.49
3.50
4.64
4"
V
0.54
0.62
0.69
0.77
0.92
1.08
1.23
1.39
1.54
1.92
2.31
2.69
3.08
3.85
4.62
5.39
6.16
6.93
7.69
9.23
10.80
P
0.01
0.02
0.02
0.03
0.03
0.04
0.05
0.06
0.07
0.11
0.18
0.21
0.27
0.40
0.57
0.75
0.97
1.20
1.46
2.04
2.75
6"
V
0.59
0.69
0.79
0.89
0.98
1.23
1.48
1.72
1.97
2.46
2.95
3.44
3.94
4.43
4.92
5.90
6.89
7.87
8.85
9.84
P
0.01
0.02
0.02
0.03
0.03
0.04
0.06
0.07
0.09
0.13
0.19
0.26
0.32
0.40
0.49
0.69
0.92
1.17
1.45
1.78
8"
V
0.79
0.95
1.10
1.26
1.58
1.89
2.21
2.52
2.84
3.15
3.78
4.41
5.04
5.67
6.30
12.60
P
0.01
0.02
0.02
0.03
0.05
0.08
0.09
0.11
0.14
0.16
0.23
0.31
0.40
0.49
0.60
2.17
10"
V
0.99
1.19
1.39
1.59
1.78
1.98
2.38
2.78
3.17
3.57
3.97
7.93
9.92
P
0.01
0.02
0.03
0.03
0.04
0.05
0.07
0.10
0.13
0.16
0.19
0.70
1.07
12"
V
0.94
1.09
1.25
1.40
1.56
1.87
2.19
2.50
2.81
3.12
6.24
7.80
P
0.01
0.02
0.02
0.03
0.03
0.04
0.06
0.07
0.09
0.11
0.39
0.59
14"
V
1.11
1.23
1.48
1.72
1.97
2.21
2.46
4.82
6.15
12.30
P
0.01
0.02
0.02
0.03
0.04
0.05
0.06
0.22
0.33
1.20
16"
V
1.17
1.36
1.55
1.75
1.94
3.89
4.86
9.72
14.60
P
0.01
0.02
0.02
0.03
0.03
0.13
0.19
0.68
1.43
18"
V = Velocity of water in ft/sec.; P= Pressure drop in psi/100 ft of pipe based upon the Hazen-Williams method, using C = 150.
Agru.Technical 08.12 25
Technical

Calculating SystemPressure DropPolpypropylene SDR 33 Flow Rate, Flow Velocities, Pressure Drops
V
0.38
0.53
0.76
1.13
1.51
1.89
2.27
2.64
3.02
3.40
3.78
4.53
5.29
6.04
6.80
7.55
9.44
P
0.01
0.03
0.05
0.10
0.18
0.27
0.38
0.51
0.65
0.81
0.99
1.38
1.84
2.35
2.93
3.56
5.38
Flow Rate
2"
gpm
5
7
10
15
20
25
30
35
40
45
50
60
70
80
90
100
125
150
175
200
250
300
350
400
450
500
600
700
800
900
1,000
2,000
2,500
5,000
7,500
10,000
V
0.37
0.53
0.80
1.07
1.34
1.60
1.87
2.14
2.40
2.67
3.20
3.74
4.27
4.80
5.34
6.68
8.01
9.35
10.68
P
0.01
0.02
0.05
0.08
0.12
0.16
0.22
0.28
0.35
0.42
0.59
0.79
1.03
1.26
1.53
2.34
3.24
4.31
5.53
2-1/2"
V
0.37
0.55
0.74
0.92
1.11
1.29
1.48
1.66
1.84
2.22
2.59
2.96
3.33
3.69
4.62
5.54
6.47
7.39
9.24
11.08
P
0.01
0.02
0.03
0.05
0.08
0.09
0.11
0.14
0.17
0.24
0.32
0.41
0.52
0.62
0.94
1.33
1.76
2.26
3.41
4.78
3"
V
0.50
0.62
0.74
0.87
0.99
1.12
1.24
1.49
1.74
1.99
2.23
2.48
3.10
3.72
4.34
4.96
6.20
7.44
8.68
9.93
11.17
P
0.01
0.02
0.03
0.03
0.04
0.05
0.06
0.09
0.12
0.16
0.19
0.24
0.36
0.50
0.67
0.86
1.29
1.81
2.42
3.09
3.84
4"
V
0.70
0.82
0.94
1.05
1.17
1.46
1.76
2.05
2.34
2.93
3.51
4.10
4.68
5.27
5.85
7.02
8.19
9.36
10.53
11.70
P
0.01
0.02
0.03
0.03
0.04
0.08
0.08
0.11
0.14
0.21
0.29
0.39
0.50
0.62
0.75
1.05
1.40
1.79
2.23
2.71
6"
V
0.93
1.12
1.31
1.50
1.87
2.24
2.62
2.99
3.37
3.74
4.49
5.24
5.98
6.73
7.48
14.96
P
0.01
0.03
0.03
0.03
0.05
0.07
0.10
0.13
0.16
0.19
0.26
0.36
0.45
0.56
0.68
2.47
7"
V
0.84
0.96
1.20
1.44
1.68
1.92
2.16
2.40
2.87
3.35
3.83
4.31
4.79
9.58
11.96
P
0.01
0.02
0.02
0.03
0.04
0.06
0.07
0.09
0.12
0.15
0.20
0.26
0.31
1.11
1.68
10"
P
0.01
0.02
0.02
0.03
0.04
0.05
0.08
0.08
0.10
0.36
0.55
12"
V
1.07
1.19
1.43
1.66
1.90
2.14
2.38
4.75
5.94
11.88
P
0.02
0.02
0.03
0.04
0.05
0.06
0.20
0.31
1.10
14"
V
1.12
1.31
1.50
1.68
1.87
3.74
4.67
9.35
14.00
P
0.01
0.02
0.02
0.03
0.03
0.11
0.17
0.61
0.30
16"
V
1.30
1.48
2.96
3.69
7.39
11.00
14.80
P
0.01
0.02
0.06
0.10
0.35
0.74
1.26
18"
V
1.20
2.39
2.99
5.98
8.97
12.00
P
0.01
0.04
0.06
0.21
0.44
0.75
20"
V
1.51
1.89
3.77
5.66
7.55
P
0.01
0.02
0.07
0.14
0.24
24"
V = Velocity of water in ft/sec.; P= Pressure drop in psi/100 ft of pipe based upon the Hazen-Williams method, using C = 150.
V
1.06
1.21
1.36
1.51
1.81
2.11
2.41
2.71
3.02
6.03
7.54
26 Agru.Technical 08.12
Technical

Calculating SystemPressure DropPVDF and ECTFE SDR 21 Flow Rate, Flow Velocities, Pressure Drops
V
1.01
2.02
5.06
7.09
10.13
P
0.38
1.36
7.42
13.80
26.80
Flow Rate
1/2"
gpm
1
2
5
7
10
15
20
25
30
35
40
45
50
60
70
80
90
100
125
150
175
200
250
300
350
400
450
500
600
700
800
900
1000
2000
2500
5000
V
0.58
1.17
2.92
4.09
5.84
8.76
11.70
P
0.10
0.37
2.01
3.74
7.24
15.30
26.10
3/4"
V
0.36
0.71
1.78
2.49
3.55
5.33
7.10
8.88
10.70
P
0.03
0.11
0.60
1.11
2.16
4.57
7.79
11.80
16.50
1"
V
0.21
0.42
1.06
1.49
2.12
3.19
4.25
5.31
6.37
7.43
8.50
9.56
10.62
P
0.01
0.03
0.17
0.32
0.62
1.31
2.24
3.37
4.73
6.30
8.06
10.00
12.20
1-1/4"
V
0.27
0.67
0.94
1.35
2.02
2.69
3.37
4.04
4.71
5.38
6.06
6.73
8.08
9.42
10.80
P
0.01
0.06
0.10
0.20
0.43
0.74
1.11
1.46
2.08
2.66
3.31
4.02
5.63
7.49
9.60
1-1/2"
V
0.41
0.57
0.81
1.22
1.62
2.03
2.43
2.84
3.24
3.65
4.05
4.86
5.67
6.48
7.29
8.10
10.13
P
0.02
0.03
0.06
0.13
0.21
0.32
0.45
0.60
0.78
0.96
1.17
1.64
2.18
2.79
3.47
4.22
6.38
2"
V
0.38
0.54
0.81
1.07
1.34
1.61
1.88
2.15
2.42
2.69
3.22
3.76
4.30
4.83
5.37
6.71
8.06
9.40
10.70
P
0.01
0.02
0.05
0.08
0.12
0.17
0.22
0.29
0.36
0.43
0.60
0.80
1.03
1.28
1.55
2.35
3.29
4.37
5.60
2-1/2"
V
0.40
0.60
0.79
0.99
1.19
1.39
1.59
1.79
1.99
2.38
2.78
3.18
3.57
4.96
5.96
6.95
7.94
11.90
P
0.01
0.02
0.04
0.06
0.08
0.11
0.14
0.17
0.21
0.29
0.39
0.49
0.61
0.74
1.13
1.58
2.10
9.06
3"
V
0.50
0.62
0.74
0.87
0.99
1.12
1.24
1.49
1.74
1.99
2.23
2.48
3.10
3.72
4.34
6.20
7.44
9.93
11.20
P
0.01
0.02
0.03
0.03
0.04
0.05
0.06
0.09
0.12
0.16
0.19
0.24
0.36
0.50
0.85
1.81
2.41
3.09
3.84
4"
V
0.70
0.82
0.94
1.05
1.17
1.46
1.76
2.05
2.34
2.93
3.51
4.10
4.68
5.27
5.85
7.02
8.19
9.36
10.50
P
0.02
0.02
0.03
0.03
0.04
0.06
0.08
0.10
0.14
0.21
0.29
0.39
0.49
0.61
0.75
1.05
1.40
1.79
2.23
6"
V
0.75
0.93
1.12
1.31
1.50
1.87
2.24
2.62
2.99
3.37
3.74
4.49
5.24
5.98
6.73
7.48
15.00
P
0.01
0.02
0.03
0.03
0.04
0.07
0.10
0.13
0.16
0.20
0.25
0.35
0.47
0.60
0.75
0.91
3.29
8"
V
0.96
1.20
1.44
1.68
1.92
2.16
2.40
2.87
3.35
3.83
4.31
4.79
9.58
12.00
P
0.01
0.02
0.03
0.04
0.06
0.07
0.08
0.12
0.16
0.20
0.26
0.31
1.11
1.68
10"
V
1.06
1.21
1.36
1.51
1.81
2.11
2.41
2.71
3.02
6.03
7.54
15.10
P
0.01
0.02
0.02
0.03
0.03
0.05
0.06
0.08
0.10
0.36
1.97
1.97
12"
V = Velocity of water in ft/sec.; P= Pressure drop in psi/100 ft of pipe based upon the Hazen-Williams method, using C = 150.
Agru.Technical 08.12 27
Technical

Calculating SystemPressure DropPressure Drop for Fittings (ΔPfittings)
To determine the pressure drop for fittings you can use the equation below.
Since the terms:
In the equation for pipe is the same as in the equation for the fitting this can be simplified to the following equation:
ΔPfitting(mbar) =
ΔP = pressure drop in mbar per fittingz = pipe frictional index where 0.02 can be used for most plastic pipe
r = density of fluid (kgs/m3)
v = flow velocity (m/s)
g = gravitational acceleration (9.81 m/s2)
xz
10.19
z =
r
2gx v2
and for l = this becomes 0.02
x1
10.19
r
2gx v2
lL
d
L = = equivalent length of pipe that will give the same pressure drop as the fitting
Note: You can use Sum z to get the total equivalent length of pipe for all fittings.
This is particularly useful as the units L (length of pipe) and d (diameter of the pipe) have the same units so this would be valid inmeters, feet or any other unit you choose.
50zd
28 Agru.Technical 08.12
Technical

Calculating SystemPressure Drop
Positive z-values: pressure drop
Negative z-values: pressure increase
Va: outgoing flow rate
Vd: continuous flow rate
Vs: total flow rate
Vz: additional flow rate
Determination of the Hydraulic Pressure Losses
Type of Fitting
Fitting Geometry= Flow Direction
Bend a = 90o
Bend a = 45o
Elbow
Tee 90o
(flow collection)
Tee 90o
(flow separation)
Concentric Reducers
(pipe extension)
Concentric Reducers
(pipe throat)
Resistance Coefficient
0.51
0.41
0.34
0.23
0.34
0.27
0.20
0.15
0.30
0.14
0.05
0.05
0.04
ζz–1.20
–0.40
0.10
0.50
0.70
0.90ζa0.97
0.90
0.90
0.97
1.10
1.30
4 ... 8o
0.10
0.20
0.50
1.20
1.904o
0.046
0.067
0.076
0.031
0.034
16o
0.15
0.30
0.80
1.80
3.108o
0.023
0.033
0.038
0.041
0.042
24o
0.20
0.50
1.50
3.00
5.3020o
0.010
0.013
0.015
0.016
0.017
ζs0.06
0.20
0.30
0.40
0.50
0.60ζd0.10
–0.10
–0.05
0.10
0.20
0.35
Parameter
R = 1.0 x da
= 1.5 x da
= 2.0 x da
= 4.0 x da
R = 1.0 x da
= 1.5 x da
= 2.0 x da
= 4.0 x da
a = 45o
= 30o
= 20o
= 15o
= 10o
Vz/Vs = 0.0
= 0.2
= 0.4
= 0.6
= 0.8
= 1.0
Va/Vs = 0.0
= 0.2
= 0.4
= 0.6
= 0.8
= 1.0
Angle a
d2/d1 = 1.2
= 1.4
= 1.6
= 1.8
= 2.0
Angle a
d2/d1 = 1.2
= 1.4
= 1.6
= 1.8
= 2.0
R
Ød
i
Ød
i
R
Ødi
a
a
a
Vz
Vs Va
Ød
1
Ød
2
Ød
2
Ød
1
Va
Vd Vs
a/2
a/2
Agru.Technical 08.12 29
Technical

Calculating SystemPressure DropPressure Drop for Valves (ΔPvalves)
To determine the pressure drop across a valve you require the valve coefficient of flow or Cv value. The Cv value represents theflow of water in U.S. gallons per minute with one psi pressure drop across the valve. For Chemline Valves these are availablefrom our data pages. Use the following equation to determine the pressure drop across each valve in the pipe system. If the flowremains the same in the piping system you can simply add all the Cv values of the valves together (ie Sum Cv valve 1, Cv valve 2… etc) in the equation.
Pressure Drop for Welds (ΔPwelds)
It is very difficult to determine the exact pressure drop due to the welds in a piping system. A good rule of thumb is to add 3 to5% extra pressure drop to take into account the pressure drop due to the welds. The table below shows thedifferences inpressure drop based on different welding methods.
QCv = s.g.
ΔP
Q = actual flow (USGPM)ΔP = Pressure Drop (psi)s.g. = liquid specific gravity
CvQ = ΔP
S
s.g.ΔP = Q
Cv
2
( )
Butt/IR
5.0%
3.0%
2.0%
1.5%
1.0%
0.5%
HPF
0.0%
0.0%
–
–
–
–
Socket
8.0%
6.0%
4.0%
–
–
–
Nom.
1/2" – 1-1/4"
1-1/2" – 2-1/2"
3" – 4"
6"
8"
10" – 20"
daOD
mm
20 – 40
50 – 75
90 – 110
160
200
250 – 315
30 Agru.Technical 08.12
Technical

SupportDistances
Support Distances
The support distances depend on the mechanical properties of the pipe material, the pipe dimensions, the specific weight of theflow media, the operating temperature and the piping layout. The support distances shown in the tables refer to water which hasa specific gravity of 1.0. The calculation of the support distances is based on a maximum deflection between two pipe clips ofL/500.
To achieve wider support distances especially for smaller diameters less then 40mm pipe, continuous pipe supports can be used.
For vertical piping the specified distances can be increased by about 50%.
Support Distances for PPH Pipe
mm
1.8
1.9
2.3
2.9
3.7
4.6
5.8
6.8
8.2
10.0
11.4
12.7
14.6
16.4
18.2
20.5
22.7
25.4
28.6
32.2
36.3
40.9
45.4
da s
mm
16
20
25
32
40
50
63
75
90
110
125
140
160
180
200
225
250
280
315
355
400
450
500
Support Distance L in (mm) at Temperature
30oC
625
675
775
925
1,075
1,225
1,425
1,500
1,600
1,800
1,950
2,050
2,200
2,300
2,400
2,550
2,700
2,850
3,050
3,250
3,450
3,700
4,000
20oC
650
700
800
950
1,100
1,250
1,450
1,550
1,650
1,850
2,000
2,100
2,250
2,350
2,500
2,650
2,800
2,950
3,150
3,350
3,550
3,800
4,100
50oC
575
625
725
875
1,000
1,150
1,350
1,400
1,500
1,700
1,800
1,900
2,000
2,100
2,200
2,350
2,500
2,650
2,850
3,000
3,200
3,450
3,700
60oC
550
600
700
850
950
1,100
1,300
1,350
1,450
1,600
1,700
1,800
1,900
2,000
2,100
2,250
2,400
2,550
2,700
2,850
3,050
3,300
3,500
70oC
525
575
675
800
925
1,050
1,250
1,300
1,400
1,500
1,600
1,700
1,800
1,900
2,000
2,150
2,300
2,450
2,600
2,750
2,900
3,100
3,350
80oC
500
550
650
750
875
1,000
1,200
1,250
1,350
1,400
1,500
1,600
1,700
1,800
1,900
2,000
2,150
2,300
2,450
2,600
2,750
2,950
3,150
SDR
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
40oC
600
650
750
900
1,050
1,200
1,400
1,450
1,550
1,750
1,900
2,000
2,100
2,200
2,300
2,450
2,600
2,750
2,950
3,150
3,350
3,600
3,850
Agru.Technical 08.12 31
Technical

SupportDistances
Support Distances for PVDF Pipe
mm
1.5
1.9
1.9
2.4
2.4
3.0
2.5
2.5
2.8
3.4
3.9
4.3
4.9
5.5
6.2
6.9
7.7
8.6
9.7
10.9
12.3
da s
mm
16
20
25
32
40
50
63
75
90
110
125
140
160
180
200
225
250
280
315
355
400
Support Distance L in (mm) at Temperature
30oC
700
800
900
1,050
1,150
1,350
1,350
1,450
1,550
1,750
1,850
1,950
2,100
2,200
2,350
2,500
2,600
2,750
2,950
3,100
3,300
20oC
725
850
950
1,100
1,200
1,400
1,400
1,500
1,600
1,800
1,900
2,000
2,150
2,300
2,400
2,550
2,650
2,850
3,000
3,200
3,400
50oC
600
750
800
950
1,050
1,200
1,250
1,350
1,450
1,650
1,700
1,800
1,950
2,050
2,150
2,300
2,400
2,550
2,750
2,850
3,050
60oC
575
700
750
900
1,000
1,150
1,200
1,300
1,400
1,550
1,650
1,750
1,850
1,950
2,100
2,200
2,300
2,450
2,600
2,750
2,950
70oC
550
650
700
850
950
1,100
1,150
1,250
1,350
1,500
1,600
1,700
1,800
1,900
2,000
2,100
2,200
2,350
2,500
2,650
2,800
80oC
500
600
675
800
900
1,000
1,100
1,200
1,300
1,450
1,500
1,600
1,700
1,800
1,900
2,000
2,100
2,250
2,400
2,500
2,650
100oC
450
500
600
700
750
900
950
1,050
1,100
1,250
1,350
1,450
1,550
1,600
1,700
1,800
1,900
2,000
2,150
2,250
2,400
120oC
400
450
500
600
650
750
800
850
950
1,100
1,200
1,250
1,350
1,400
1,500
1,600
1,700
1,800
1,900
2,000
2,100
SDR
21
21
21
21
21
21
33
33
33
33
33
33
33
33
33
33
33
33
33
33
33
40oC
650
750
850
1,000
1,100
1,300
1,300
1,400
1,500
1,700
1,800
1,900
2,050
2,150
2,250
2,400
2,500
2,650
2,850
3,000
3,200
Support Distances for ECTFE Pipe
mm
1.9
1.9
2.4
3.0
3.0
4.3
2.8
5.3
3.0
3.0
da s
mm
20
25
32
50
63
90
90
110
110
160
Support Distance L in (mm) at Temperature
30oC
510
560
660
840
910
1,160
1,020
1,330
1,120
1,290
20oC
530
580
680
870
950
1,200
1,060
1,380
1,170
1,330
50oC
470
520
610
780
850
1,080
950
1,240
1,040
1,190
60oC
450
500
580
740
810
1,030
910
1,180
1,000
1,140
70oC
430
470
560
710
770
980
860
1,120
950
1,080
80oC
410
450
530
680
740
940
830
1,080
910
1,040
100oC
380
420
490
620
680
870
760
990
840
960
120oC
340
380
440
560
610
780
690
890
750
860
40oC
490
540
640
810
880
1,120
990
1,290
1,090
1,240
32 Agru.Technical 08.12
Technical

Agru.Technical 08.12 33
Fluid
SupportDistances
SDR Series
33
17.6/17
11
7.4
33
17.6/17
11
7.4
33
21
Linear
SDR 21
PipeMaterial
GasWall Thickness Water Other
Density (g/cm3)
f2
Conversion Factor
f1
<0.01
1.65
1.47
1.30
1.21
1.65
1.47
1.30
1.21
1.48
1.36
1.75
1.26
factor
0.75
0.91
1.00
1.07
0.55
0.70
0.75
0.80
1.00
1.08
–
–
1.25 1.501.00
PP-H
PP-R
PVDF
ECTFE
1.00
1.00
1.00
0.96
0.96
0.96
0.92
0.92
0.92
1.00 0.93 0.82
Support Distances for other Media
For other SDR rated pipe or for media that has a density different then water an analysis of the pipe can be done from basicprinciples using the following formulae for a simply supported beam. Note: Deflection should be less then L/500.
Alternatively a simpler way would be to use the chart below with factors f1 (for the change in wall thickness for different SDRpipe) and f2 (for the change in the density of the media).
The new support distance would be L(new) = L(from chart) x f1 x f2
Figure F-80. Effects of U-bolt on pipe–not recommended Figure F-81. Recommended hanger
D =5 wL4
384EIWhere:D = deflection (mm)E = modulus of elasticity of the material (kg/mm2). Note: 1 kg/mm2 = 9.8 MPaI = moment of inertia of the pipe (mm4)w = weight per unit length of pipe and liquid (kg/mm)L = length between supports (mm)
Pressure Point
Pressure Point
Support Hangers
When selecting hangers for a system, it is important to avoid using a hanger that will place a point load on the pipe whentightened. For example, a U-bolt hanger is not recommended for thermoplastic piping systems. See Figures F-80 and F-81.
Technical

Thermal Expansion& Flexibility AnalysisThermal Expansion
Piping systems will expand and contract depending on temperature fluctuations from the initial installation temperature.Thermoplastics have a higher thermal coefficient of expansion then metals and the effects of thermal expansion must beconsidered and designed for in a thermoplastic piping system.
To calculate the expected expansions, use the following equation:
Expansion due to Increase in Pressure
The internal pressure in a piping system will cause the pipe to expand. This expansion is proportional to the pressure and theSDR rating of the pipe and inversely proportional to the Modulus of Elasticity of the material (E). For full pressure ratings of thepipe this expansion is approximately 0.25% to 0.5%. The chart below will give you the growth in meters of a 100 meter longpipe.
Directional Changes to Accommodate Thermal Expansion
There are several methods of compensating for thermal expansion. One procedure is to make use of directional changes that arealready in the system design, allowing the pipe to expand or contract. The expected amount of thermal growth and incurringstress can be relieved properly by designing a 90° turn according to the following equation.
Calculation of minimum straight length:
a average value mm/(m.C)PE 0.18PP 0.16PVDF 0.13ECTFE 0.08
Material CPP 20PE 26PVDF 30ECTFE 20
Material Growth in m for 100 metre lengthPE 0.250PP 0.420PVDF 0.420ECTFE 0.477
Ls = C x da x ΔL
Ls = minimum straight length (mm)da = pipe outside diameter (mm)ΔL = change in length (mm)C = material-based content
34 Agru.Technical 08.12
�L = a x � T x L
�L = change in length due to the temperature change (mm) .................................................................a = linear coefficient of expansion (for AirPro® PE100 = 0.18 mm/m x oC) ............................................
�T = difference in temperature (oC) ..........................................................................................................L = pipe length (m) ...................................................................................................................................
mm
oC
m
Technical

Agru.Technical 08.12 35
Thermal Expansion& Flexibility AnalysisDesign of Expansion Loops and Offsets
To accommodate large expansions in long straight runs of pipe, an expansion loop or offset can be designed into a system. Todetermine the size of a loop or offset, use the following two equations.
Expansion Loop: Ls = C (da x ΔL)
Offset: Ls = C (2da x ΔL)
Principle Drawing – L-Compensation Elbow
F
LP
L
ΔL ΔL
L S
Principle Drawing – U-Compensation Elbow
F
F
F
L L
ΔL ΔL
L S
GL
F = Dog BoneGL = Sliding Bearing
Principle Drawing – Z-Compensation Elbow
F
GL
F
L
ΔL ΔL
L S
F = Dog BoneGL = Sliding Bearing
F = Dog BoneLP = Loose Point (zB Pipe clips)
Ls = minimum straight length (mm)
C = material-based constant (for PE100 = 26)
da = pipe outside diameter (mm) ........................
ΔL = change in length (mm) .................................
mm
mm
=
=
Technical

WeldingMethods
Heat Element Butt Welding (Butt Fusion)
Butt fusion of PP, HDPE, PVDF, and E-CTFE is accomplished with butt-fusion welding equipment. Chemline Plastics Ltd. provideswelding equipment to handle all diameter sizes offered, and has an extensive line of equipment available to buy or rent for everyapplication.
For butt fusion the areas to be joined are heated to the required welding temperature with heating elements and after theremoval of the heating element they are joined together under pressure. The heating element temperatures are listed in thefollowing table. Generally the aim is to use higher temperatures for smaller wall thicknesses and the lower temperatures forlarger wall thicknesses.
Heating Element Temperature oC
PE: 200 up to 220oC
PP: 200 up to 220oC
PVDF: 232 up to 248oC
ECTFE:275 up to 285oC
Butt fusion is recognized as the industry standard, providing high integrity and reliability. It does not require couplings or addedmaterial. The procedure conforms to ASTM D-2857 for Joining Practices of Polyolefin Materials, and the recommended practicesof the ASME B 31.3 Code (Chemical Plant and Petroleum Refinery Piping).
Weld Preparation
Heating Element
Pipe Pipe
Pre-Heating
Finished Joint
Schematic of Butt Fusion Welding Process
36 Agru.Technical 08.12
Welding

Agru.Technical 08.12 37
WeldingMethods
Welding Process
It is important to use the proper welding parameters (temperature, time and pressure) as well as the proper procedure (shownbelow) and the proper welding machines to ensure weld integrity. Deviating from this can result in bad welds that can sometimesbe difficult to see. The welding process can be seen graphically in Figure below.
1. Fit the pipes or fittings securely in the proper welding equipment. Aligned and plane the faces with the facing tool (planer),and make sure the heating element is at the proper temperature.
2. Follow the welding parameters (temperature, time, and pressure) provided with Chemline Plastics Ltd butt-fusion equipment(general parameters are shown below).
3. Alignment Time - Insert heating element between pipes or fittings, making sure full contact is made around surfaces. Applyfull welding pressure, until a ridge of melted material is present around the outside circumference of the pieces being weldedtogether. This indicates proper melt flow has been accomplished and further guarantees two parallel surfaces.
4. Pre-heating time - Reduce the pressure to the recommended pre-heating pressure and begin timing.
5. Adjustment time - At the end of the pre-heating time separate the pieces from the heating element, move the heatingelement away without damage to the surfaces and join the pieces together gently after quickly bring the pieces closetogether. The adjustment time should be kept as short as possible to ensure the plasticized areas will not cool down otherwisethe welding quality will be compromised.
6. Joining pressure build-up time - Gradually increase the pressure to the joining pressure making sure that this is performedwithin the allowable build-up time. Build-up time is the maximum period of time the pieces can be separated from theheating element yet still retain sufficient heat for fusion.
7. Cooling time - Allow components to cool as per the cooling time after which the pieces may be removed from the weldingequipment. Do not put components under stress or conduct a pressure test for at least an hour after the completed coolingtime.
tAg
Welding time
Overall joining time
Pre-heating timeAlignmenttime
Cooling time
PressureTemperature
WeldingTemperature
tAw tU tF tAk
Ad
just
ing
ti
me
Join
ing
p
ress
ure
-b
uild
-up
tim
e
Alignment resp.Joining pressure
Pre-heatingpressure
t Ag = alignment timet Aw = pre-heating timet U = adjusting timet F = joining pressure buiding-up timet Ak = cooling time
Butt Fusion Welding Process Sequence
Welding

WeldingMethodsWelding Parameters
References values for butt fusion of PP, PE, PVDF and ECTFE pipes and fittings at ambient temperatures (20oC ) are shownbelow.
Wall Thickness(mm)
Bead Height(mm)
PreheatingTime tAW (sec)
Adusting Time tU (sec)
Joining PressureBuild Up Time tF (sec)
CoolingTime tAK (min)
PP-H
, PP-
R, P
P-H
-s,
PP-R
-el,
PP-R
-s-e
lPE
80, P
E10
0, P
E-e
lPV
DF
EC
TFE
less than 4.5
4.5 to 7.0
7.0 to 12.0
12.0 to 19.0
19.0 to 26.0
26.0 to 37.0
37.0 to 50.0
less than 4.5
4.5 to 7.0
7.0 to 12.0
12.0 to 19.0
19.0 to 26.0
26.0 to 37.0
37.0 to 50.0
50.0 to 70.0
1.9 to 3.5
3.5 to 5.5
5.5 to 10.0
10.0 to 15.0
15.0 to 20.0
20.0 to 25.0
1.9 to 3.0
3.0 to 5.3
5.3 to 7.7
P=0.10 N/mm2
0.5
0.5
1.0
1.0
1.5
2.0
2.0
P=0.15 N/mm2
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
P=0.10 N/mm2
0.5
0.5
0.5 to 1.0
1.0 to 1.3
1.3 to 1.7
1.7 to 2.0
P=0.085 N/mm2
0.5
0.5
1.0
P=0.01 N/mm2
135
135 to 175
175 to 245
245 to 330
330 to 400
400 to 485
485 to 560
P<=0.02 N/mm2
45
45 to 70
70 to 120
120 to 190
190 to 260
260 to 370
370 to 500
500 to 700
P=0.01 N/mm2
59 to 75
75 to 95
95 to 140
140 to 190
190 to 240
240 to 290
P=0.01 N/mm2
12 to 25
25 to 40
40 to 50
5
5 to 6
6 to 7
7 to 9
9 to 11
11 to 14
14 to 17
5
5 to 6
6 to 8
8 to 10
10 to 12
12 to 16
16 to 20
20 to 25
3
3
4
4
5
5
4
4
4
6
6 to 7
7 to 11
11 to 17
17 to 22
22 to 32
32 to 43
5
5 to 6
6 to 8
8 to 11
11 to 14
14 to 19
19 to 25
25 to 35
3 to 4
4 to 5
5 to 7
7 to 9
9 to 11
11 to 13
5
5
5
P=0.10 N/mm2
P=0.15 N/mm2
P=0.10 N/mm2
P=0.085 N/mm2
6
6 to 12
12 to 20
20 to 30
30 to 40
40 to 55
55 to 70
6
6 to 10
10 to 16
16 to 24
24 to 32
32 to 45
45 to 60
60 to 80
5.0 to 6.0
6.0 to 8.5
8.5 to 14.0
14 to 19
19 to 25
25 to 32
3 to 5
5 to 7
7 to 10
38 Agru.Technical 08.12
Welding

Agru.Technical 08.12 39
WeldingMethods
Weld Inspection
To inspect butt-fusion joints, the inspector or operator should look for the following characteristics on each weld:
• Welds should have two symmetrical beads almost equally sized that are 360° around the pipe
• Beads should be of consistent height and width
• Beads should have a rounded shape and smooth surface
• Beads should be free of burrs or foreign material
• A bead on either side should not reduce greatly in width or disappear
• Components welded should be properly aligned and cannot be misaligned by more than 10% of the wall thickness
Typical Butt Fusion Weld Bead
Butt-fusion beads will vary in size and a little in shape with differentmaterials and will vary slightly due to outside temperatures andconditions. In general, PP and HDPE will have larger bead formationsin comparison to PVDF and ECTFE. With PP and HDPE, there will bea pronounced double-bead formation whereas PVDF and ECTFE it isnot as pronounced.
If bead formations do not meet the inspection criteria, they shouldbe rejected. Consult the operation manual for the welding machinefor information on how to correct the problem. If problems persist,contact Chemline Plastics Ltd for assistance. Never continue weldingif proper fusion cannot be accomplished.
Butt Fusion Welding Machines
K
Miniplast (20mm OD to 110mm OD) 2500 (50mm OD to 315mm OD)
W4900 Field Machine (90mm OD to 315mm OD)
Welding

WeldingMethods
IR–Fusion Welding Machines
IR–Non-Contact Butt Welding for PP, PVDF and ECTFE (IR–Welding)
Welding Process
IR Welding is similar to contact butt fusion except that the parts being welded together do not contact the heating element(convection heating) but are heated by radiant heat. There are several advantages of IR Welding. Because the pieces beingwelded to not contact the heating element it eliminates the possibility of contamination from the heating element and since thepieces are not under compressive forces during the pre-heating time it creates minimal bead sizes. IR welding machines aremore sophisticated then butt fusion machines and are computer controlled incorporating the welding parameters and theymonitor and record the welding process in the software. The end result is cleaner, more repeatable, smaller, superior welds.
Cooling time
Joining time
Adjusting time
Heat soak time
PressureTime
Total joining time
Pressure
Temperature
Welding time
Pressure/Temperature
ing Temperature
oining Pressure
Weld Preparation
Heating Element
Pipe Pipe
Pre-Heating
Joiningand Cooling
The graph outlines the forces applied during the non-contact joining process. Notice that the ramp up force to full joiningpressure is a smooth curve where force is gradually ascending over time. Even force build-up is critical to join material withoutcreating a cold joint.
IR Welding Process Sequence
Schematic of IR Welding Process
40 Agru.Technical 08.12
Welding

Agru.Technical 08.12 41
WeldingMethodsSocket Fusion
For socket welding, the pipe end and socket fittings are heated to welding temperature by means of a socket and spigot heaterinserts. Socket welding may be manually performed on pipe diameters up to 2.0" (63 mm). Larger sizes require a Bench SocketTool due to the required joining forces. In sizes greater than 1", a bench style machine may be preferred for ease of operation.
Socket fusion is fairly tolerant to weather conditions and is simple to do. Untrained personnel can be trained in a short period oftime to make consistent and reliable joints. Mechanically the welds are reliable, and fairly easy to inspect. Socket fusion is idealfor smaller systems and is quite simple and practical for welding 1/2"–1". Systems consisting primarily of 3" and 4" are bettersuited for butt fusion, as the equipment is smaller and easier to use in tight locations.
Schematic of Socket FusionWelding Process
Socket Welding ProcedureA brief procedure is outlined below for welding AirPro systems.
1) A. Assemble tool with appropriate heater inserts for the pipesize to be welded. Prepare work area and, if available, insertheater in a vice for easier usage (hand held machine).
B. Plug in the heater (110VAC) and heat to a temperaturebetween 250 to 270oC (482 to 518oF).
2) A. Cut the pipe faces at right angles and remove the burrs witha deburring tool. For sizes 1-1/4" and larger the ends of thepipe must be chamferred using a scraper tool. Work thepipe face until the blades of the scraper are flush with thepipe end.
B. Clean the pipe and fitting surfaces with lint free paper andisopropyl alcohol.
C. Mark the depth of the socket on the pipe in order to ensurethat the pipe is inserted to the correct depth during heating(per chart).
D. Clean heater inserts and check the unit's temperature.
3) A. Align the pipe and fitting in the machine with the heatingelement inserts.
B. Quickly and smoothly push the fitting and pipe in an axialdirection until the fitting bottoms out and the pipe reachesthe marked depth (per chart).
C. Heat for the indicated times (per chart).
D. After heating time is finished, quickly remove pieces fromthe heater and fit them together until pipe has beeninserted to the mark. Allow time to cool (per chart).
mm
2
2
2
2
2
2
3
3
3
3
daOD b
PEHD, PP PVDF
Pipe Chamfer for
mm
16
20
25
32
40
50
63
75
90
110
bmm
2
2
2
2
2
2
3
3
3
3
mm
13
14
15
17
18
20
26
29
32
35
lPEHD, PP PVDF
Insert Length for
lmm
13
14
16
18
20
22
26
31
35
41
Nom.
3/8"
1/2"
3/4"
1"
1-1/4"
1-1/2"
2"
2-1/2"
3"
4"
WeldPreparation
Heating Element
FittingPipe
Alignmentand Pre-Heating
Joiningand Cooling
Welding

WeldingMethods
SDR 17.6, SDR 17
–
–
1)
1)
1)
1)
1)(PE); 10(PP)
18(PE); 15(PP)
26(PE); 22(PP)
36(PE); 30(PP)
46(PE); 35(PP)
1.5
1.9
1.9
2.4
2.4
3.0
3.0
3.0
3.0
3.0
SDR 11, SDR 7.4, 6
5
5
7
8
12
18
24
30
40
50
60
4
6
8
10
12
18
20
22
25
30
daOD (sec.)
Preheating Time tAW
mm
16
20
25
32
40
50
63
75
90
110
125
16
20
25
32
40
50
63
75
90
110
(sec.)
4
4
4
6
6
6
8
8
8
10
10
4
4
4
4
4
4
6
6
6
6
Adjusting Time tU
Pipe Wall Thickness(mm)
Pre-Heating Time(sec.)
Cooling Time tAK
Fixed(sec.)
6
6
10
10
20
20
30
30
40
50
60
6
6
6
12
12
12
18
18
18
24
Overall(min.)
2
2
2
4
4
4
6
6
6
8
8
2
2
2
4
4
4
6
6
6
8
Nom.
3/8"
1/2"
3/4"
1"
1-1/4"
1-1/2"
2"
2-1/2"
3"
4"
4-1/2"
3/8"
1/2"
3/4"
1"
1-1/4"
1-1/2"
2"
2-1/2"
3"
4"
PE80
, PE
100,
PPH
, PPR
PVD
F
1) Not recommended because wall thickness is too thin.
Welding Temperature (T)PP-H, PP-R: 250 to 270oC
PE-HD: 250 to 270oC
PVDF: 250 to 270oC
42 Agru.Technical 08.12
Welding

Agru.Technical 08.12 43
WeldingMethodsTwo Inch Hand-Held Socket Fusion Heater
This tool accepts two sizes of socket fusion heater inserts. The tool is ideal for welding smaller dimensions and works very well insizes 1/2"–1". While the tool can hold inserts in 1-1/2" and 2", it can be difficult due to the heavy wall, requiring more forcefrom the operator to push the pipe and fittings into the heating inserts. For projects that are primarily 1" and below, the hand-held tool is recommended. If only a few welds in the larger dimensions are necessary, the project can be accomplishedcompletely with the hand-held tool.
The hand-held tool also has the practical use of working in tight locations. Due to its compact size, it is recommended for use inpipe racks, trenches, etc. where larger bench style equipment may prove too bulky and cumbersome. The hand-held tool is alsoideal for repairs and additions to existing systems.
Bench Socket FusionThe bench socket fusion machine sits on a bench in order to be operated. The tool, is provided with a heating element for thesocket inserts to be attached. It also has a set of clamps and moving beds to force the pipe and fittings in and out of the heaterinserts.
The advantage of the bench tool is the ease of operation. Fixing pipeand fittings into the clamps provides good alignment. The gearoperation greatly assists in providing the required force to heat andjoin the components. For size 1-1/2" and larger, the bench tool isrecommended. In smaller systems that are prefabricated, the benchtool may also provide a higher quality system in terms of weldaesthetics and alignment.
The bench tool is ideal for welding on a bench top, where the toolremains stationary. However, the tool can be placed on rollers andeasily moved around if required. In trench applications, where a lot ofwelding may be required of straight runs of pipe, the bench tool canstill be used. Each site condition is different, so experimentation withkeeping the tool on the bench, rollers, or placement close to theground will help find the fastest installation for a project.
2” Hand-held Socket Fusion Heater Tool
Complete Welder Kit Welder Components
Welding

WeldingMethodsWeld Inspection
To ensure a safe and on time system start-up, initiating a standard inspection process on each project is recommended. Thisquality assurance measure can be conducted by third party QC or can be done by each individual operator after each weld. Arecommended inspection report for recording quality assurance on each weld is attached at the end of this Section F. Use therecommendation of this weld inspection guide in conjunction with the equipment manual to achieve the best project results.
Socket Fusion
With socket fusion, beads are also present on the outside that should be used for inspection. With a socket weld, it is importantto ensure that the bead of the pipe and the bead on the fitting are in contact. If the two beads are not in contact, or the beadfrom the pipe is not up against the socket, the proper insertion depth has not occurred. If beads do not meet, the weld will notbe full strength and should be rejected. With socket fusion weld inspection, look for the following items:
• Bead formation on pipe in full contact with fitting 360° around the joint.
• Consistent bead 360° around the joint.
• Free of any burrs or foreign material.
• Proper alignment. Pipe needs to be inserted straight into the fitting without angle.
Shows an example of acceptable andunacceptable socket fusion joints.
HPF Fusion
The HPF welding technology is an electric socket fusion system that joins PVDF piping components, providing a smooth internalsurface.
Welding Process
Pipes and/or fittings faces must be planed. The HPF coupling is placed in the mounting clamp. Using the mechanical stop onthe clamp, the pieces are centered in the coupling making sure that the pieces are tight against each other without a gap.Tighten the pieces in the clamps, connect the leads and scan the appropriate bar code (which has the proper welding times andvoltage information etc). From this point the entire welding process is automatic and controlled by the HPF unit.
HPF provides a weld without any internal obstruction or any outside contamination. Since the coupling is the heating elementand is closed to the external environment, contamination is avoided during the fusion process.
HPF welding can be used with or without an internal balloon. An internal balloon make the internal surface completely smooth.
Welding
44 Agru.Technical 08.12

WeldingMethodsHPF Welding Machines
Welding
Agru.Technical 08.12 45
Detachable Joints
Flange Connections of Piping Systems
If pipe joints are connected by means of flanges, the following guidelineshave to be adhered to:
Aligning of parts:Before applying of the screw initial stress, the sealing faces have to bealigned planeparallel to each other and fit tight to the sealing. The drawingnear of the flange connection with the thereby occuring tensile stress hasto be avoided under any circumstances.
Tightening of screws:The length of the screws has to be chosen this way that the screw threadpossibly flushes with the nut.There have to be placed washers at the screwhead and also at the nut. The connecting screws have to be screwed bymeans of a torque key.
Generally it is recommend to brush over the thread, e. g. with molybdenumsulphide, so that the thread stays also at longer operation time easy-running. For the selection of sealing material the chemical and thermalresistance has to be considered.
Unions of piping systems:If pipe joints out of thermoplastics are connected by means of unions, thefollowing regulations have to be adhered to:
For avoiding of unpermissible loads at the installation, unions with roundsealing rings should be applied. The union nut should be screwed manuallyor by means of a pipe band wrench (common pipe wrenches should not beused). Prevent the application of unions at areas with bending stresses inthe piping systems. Tip: thread seal only with Teflon, do not use hemp.
Adhesive joints:Adhesive joints with polyolefines are not applicable. The hereby achievedstrength values range extremely below the minimum requirements made toadhesive joints in practice.
Agru Flange Bolt Torques
132.75
132.75
132.75
221.25
309.75
309.75
354.00
354.00
354.00
442.50
531.00
619.50
885.00
973.50
1416.00
1504.50
1681.50
1681.50
Nominal PipeDiameter
TorqueInch Pounds
1/2”
3/4”
1”
1-1/4”
1-1/2”
2”
2-1/2”
3”
4”
5”
6”
8”
10”
12”
14”
16”
18”
20”
2.36
2.76
2.95
3.35
3.35
3.54
3.74
3.94
3.94
3.94
4.92
5.71
6.30
6.69
7.68
8.66
9.65
9.65
Bolt LengthInches

System Testing& Repair
Pressure Test
Hydrostatic testing should be done with water (for high purity applications use deionized water - quality level set by designconditions). Note: AirPro can be tested with compressed air.
1. Filling the system: Open the valves and vents to purge the system of any air. Slowly inject the water into the system, makingsure that air does not become trapped in the system.
2. Begin pressurizing the system in increments of 10 psi. Bring the system up to 100 psi and hold. Allow system to holdpressure for a minimum of two hours and up to a recommended
3. 12 hours. Check pressure gauge after one hour. Due to natural creep effects in plastic piping, the pressure may havedecreased. If drop is less than 10 psi, pump the pressure back up. At this time, the system may be fully pressurized todesired test pressure.
4. If after one hour the pressure has decreased more than 10% and ambient conditions are steady, consider the test a failure.Note the 10% value may need to be greater for larger systems. Also note that Step 2 may need to be conducted severaltimes if there are significant thermal changes.
5. If the pressure drops less than 10% after one hour, pump the pressure back up to the test pressure. This is normal due tocreep. If after 2 or 3 hours, the pressure does not drop, consider the test a success.
6. Test is to be witnessed by the quality control engineer, and be certified by the contractor.
7. Obvious leaks can be found by emptying the system and placing a 10 psi charge of clean, dry nitrogen on the system. Eachjoint should then be individually checked using a soapy water solution.
46 Agru.Technical 08.12
Repair Procedures
If a leak is found or an addition is required to an existing system, there are several options on how to make the repair. In mostsystems, socket or butt fusion, there is a requirement for pipe movement when making a weld. To conduct a butt or IR weld, oneside of the tool moves in order to accommodate the planer, the heating element, and the final joining force. In a repairprocedure, the need for movement of the existing pipe makes for the simplest repair. In all cases, weld areas and pipecomponents must be cleaned as in the original installation.
Flexible Pipe System
1. If the pipe is in an area where it can be moved, standard butt fusion or socket fusion equipment can be used.
2. Cut out the section in need of repair. It is best to conduct new tie-in welds on straight runs of pipe for easier alignment.
3. If several welds are required, prefab a spool piece on a bench and conduct only a few tie-in welds in the pipe rack.
4. Attach the tool to the existing pipe and properly support the machine to avoid sagging or stressing the pipe.
5. Conduct standard welding as per operating procedures. It may be necessary to flex one end of the existing pipe out oftheway.
6. Conduct final weld using the flexible side of the pipe system in the moving clamp.
Flexible Pipe System Repair
L
L
First tie in
Second tie in
Remove damaged section
Install new spool
Butt weld spool to existing pipe line
Technical

Agru.Technical 08.12 47
System Testing& Repair
For systems in PP or larger diameter PVDF, HPE is notavailable. If there is no flex for movement of the existingpipe in the region of the damaged pipe, the repair canbe done using flanged or unions.
1. Remove the section to be repaired.
2. Weld flanged or unions on both ends of theexisting piping.
3. Measure the distance from face to face and build aspool to fit into place.
4. Connect spool into place.
L
L
HPF CouplingSlide toposition
L
L
Remove damagedsection
Weld flanges orunions into place
Place spool in place
Remove damagedsection
Slide second couplinginto place and conductfirst weld at joint seam
Conduct final weld
Non-Flexible Pipe System
Depending on the size of material, repairs can also bemade to systems without any movement. For PVDFsystems in sizes 1/2” to 2”, HPF welds can beconducted in place with minimal need for movement.
1. Remove the damaged section of piping. For easieraligment, it is best to conduct new tie-in welds onstraight runs of pipe.
2. If several welds are required, prefab a spool pieceon a bench setup and conduct only a few tie-inwelds in the pipe rack.
3. Attach the tool to the existing pipe and properlysupport the machine to avoid sagging or stressingthe pipe.
4. Conduct the HPF weld per procedure for theequipment.
Technical

48 Agru.Technical 08.12
Leak Detection for Dual Containment PipingLeak Detection System
An important aspect of dual-containment systems is the specification for leak detection, especially in all buried systems.Pressurized systems must have automated leak detection, which are wired to shut-off valves in case a leak is detected, anddrainage systems should have at least a manual leak-detection system in place. Leak detection employment should also beconsidered in applications beyond those required by law. In short, all double contained piping systems should have some formof leak detection. The issue then becomes how to properly select a means of leak detection.
A basic leak detection decision making-matrix should include:
– What legal requirements, if any, apply?
– Is the system pressurized or drainage?
– Will the system be buried?
– If buried, is it under concrete or other difficult to access locations?
– Is the media transported over work stations/areas (safety concerns)?
– What are the potential safety hazards associated with media exposure?
– How important is location of the leak in terms of costs of potential repair?
– Is manual leak detection possible?
The decision making process may be simplified by review of the three main types of available leak detection systems; manual,low-point and continuous cable. The features and benefits of these systems will often dictate the application in which they areemployed.
i) Manual Leak Detection
Manual leak detection for drainage applications is the simplest of the three available methods. It is accomplished by accessingthe annular space generally at low points in a system with a valve, plug, or pipe riser to grade. The EPA mandates a leakdetection process that involves the periodic manual inspection of the ports at least every 30 days. Chemline offers customizedpatented Dogbone® fittings that allow safe tapping into annular space without jeopardizing system integrity. Leak detection inthe example shown, is accomplished by cycling the valve to the on position. The system integrity is ensured when no media ispresent after opening. A solid Dogbone® can be utilized as a means of zoning a system. Systems with solid Dogbones®minimize and compartmentalize area where a leak may occur. This design helps minimize potential costs to find and repair aleak.
Manual Leak Detection Features, Benefits and Limitations:
– Simplified system engineering
– Cost effective installation
– Relies on manual (human) operation
– Locates leaks within a zone or sector of a system
– Does not accurately pinpoint leaks
– Can be used with all dual-containment Systems
ii) Electronic Low-Point Leak Detection
Low-point leak detection is similar to manual leak detection but utilizes electronic sensors in the place of manual valves orplugs. A wide variety of low-point sensors are available with varying functionality. Selection of sensor type is often dependentupon transported media. The two most common sensors are conductivity probes and float switch adapters. Conductivity probesare triggered through the detection of all conductive liquids; water, acid, bases, chemicals, etc.
Float switches are designed to detect liquid as their name implies. As liquid enters the float switch, a trigger arm raises to apoint in which a relay is activated.
Conductivity probes are generally best in piping systems in that they are triggered immediately upon contact with a liquid. FloatSwitches, on the other hand, are good for tank applications and activate after a certain level of liquid is reached.
In piping systems, low-point sensors can be installed in configurations shown as shown to the right. An access tee is used inwhich the annular space drains into accesses the branch of the tee. It is then configured with 90º elbows and a riser. A probe isgenerally suspended from the riser hanging directly over the low point of the fittings. Chemline offers a standard low point leakdetection station by part number in its Dual-Containment systems. Risers are supplied with a 4ft height and shipped loose forfield verification and installation.
Technical

Agru.Technical 08.12 49
Electronic Low-Point Leak Detection Features, Benefits and Limitations
– Simplified system engineering
– Cost effective installation
– Automated detection process for buried applications
– Locates leaks within a zone or sector of a system
– Probes are generally tied-in at a central alarm location
– Can be used with all Dual-Containment Systems
iii) Continuous Leak Detection Cable
Continuous Leak Detection Sensing Cable offers the most accurate method of leak detection. Sensor Cable Systems are capableof locating multiple leaks without loss of accuracy and sensitivity. Leak locations can be determined to within 5 feet of source.Sensor cables utilize Time Domain Reflectometry technology as the basis of leak detection. The technology operates similar toradar. Thousands of times each minute, safe energy pulses are sent out on the sensor cables. As these energy pulses traveldown the cable, reflections are returned to the monitoring unit and a “map” of the reflected energy from the cable is stored inmemory. The presence of liquids on the sensor cable, in sufficient quantities to “wet” the cable, will alter its electricalproperties. This alteration will cause a change of the reflection at that location. The alteration is then used to determine thelocation of a potential leak to within five feet.
In double contained piping systems, leak detection cable is installed by laying it on the bottom of the annular space betweenthe carrier and containment piping. Pipe systems utilizing continuous cable should always specify pull rope requirements fromsystem manufacturers. Pull ropes are used to facilitate pulling of detection cable during installation of piping systems. Careshould be taken to ensure sufficient annular space exists in selected double contained piping systems for use with leak detectioncable.
Continuous Cable Leak Detection Features, Benefits and Limitations:
– Requires engineered location of access ports.
– Requires sufficient annular space for pulling of cable
– Precise automated detection ideal for buried applications
– Locates leaks within five feet of source
– Most costly leak detection option
– Cables are generally tied-in at a central alarm location
– Can be used with all Dual-Containment Systems except co-extruded systems
Leak Detection Component Supply ProgramChemline offer Perm-Alert’s broad selection of leak detection components. The supply range of components is designed tofacilitate specification, selection and installation of manual, low-point and continuous cable leak detection options. Thefollowing list pricing is offered as reference for the selection process. Chemline is available to review your application processand assist with proper identification of required components.
Manual & Probe Leak Detection Options
Low-Point Leak Detection Stations
Low-point stations are utilized in manual or sensor probe leak detection installations. Stations are generally installed in the lowpoints of double-contained systems. Solid Dogbones® are recommended to compartmentalize sectors of low-point systems.Successful installations usually utilize solid Dogbones® in the beginning and end of each specified sector as a means to isolateleaks and facilitate identifying location and repair. The Dogbone® spacing or zone sizes are determined by customer or systemengineer.
The following table lists the standard, commonly installed low-point leak detection stations offered by Chemline. Low-pointsstations are provided with 4’ riser, stub end, backing ring, EPDM gasket and blind flange. Stub End, backing ring, and blindflange are shipped loose for field elevation verification and installation.
Leak Detection for Dual Containment Piping
Technical

50 Agru.Technical 08.12
Probes and Switch Options
Series PWS Leak Detection Conductivity Probes
The PWS probe detects all conductive liquids - water, acid, bases, chemicals, etc. Its solid-state, stainless steel constructionallows it to be used in corrosive environments and reset quickly after removal from a liquid. The unique design of the PWS probeeliminates the need for external power at the probe. A PWS probe is available for the PAL-AT® or LiquidWatch® systems:
– The PWS probe for the PAL-AT can easily be connected into a cable "sensing string" providing increased utilization of thePAL-AT capabilities
– Each probe assembly includes a probe integrator with 60 feet (18m) of jumper cable to connect to the sensing string, 20feet (6m) of lead wire to attach the probe to the probe integrator and a NEMA 4X junction box.
– The PWS probe for LiquidWatch® includes the probe adapter that is installed in the 20 feet (6m) long probe lead wire.Additional lead wire is used if necessary.
Pal-at Note:
– "-S” probes must be connected in the first 5,000 feet (1,500m) of the sensor string.
– "-L" probes must be connected more than 5,000 feet (1,500m) from the PAL-AT panel.
Series PWS Specification
– Probe Operating Temperature: 0°F to 180°F (-18°C to 80°C)
– Probe Length: 1.25" (32mm)
– Probe Diameter: .625" (16mm)
– Probe Lead Length: 20' (6m)
– Activation Level (min): .25" (6.4mm)
– Junction Box: (PAL-AT ONLY) NEMA 4X 10" x 8" x 4"
– Material: 304 Stainless Steel
* Please consult Chemline for recommendations on additional required components (i.e. probe connectors, wires, cord grips…)
Monitoring UnitsAll electronic Leak Detection Systems require a monitoring unit to receive the input from probes or leak detection cable.Chemline offers the LiquidWatch® and Pal-AT® monitoring stations that are engineered to fulfill a wide range of applicationrequirements:
LiquidWatch® Probe Systems
LiquidWatch® monitoring units have been engineered to meet a broad range of customer needs. The LiquidWatch® Panel ismodular by design and can be configured with up to 64 probes and 16 alarm relays. The modular design allows for meetingcurrent needs while allowing for future expansion of the system. The standard panel is supplied with a monitoring capacity of upto 8 discreet probes. Additional probe monitoring requirements are met by the addition of single or multiple expansion cardscapable of monitoring up to 8 additional probes each.
LiquidWatch® Features
– Sensing of organic liquid (hydrocarbons and solvents) or water within seconds of contact
– Vapor or gases are ignored
– Remote monitoring capability with a RS-232 interface and relays
– Nema 4X enclosure
– Up to 64 probes and 16 programmable alarm relays
– Optional UL Listed with Class 1, Division1, Group C & D sensor circuits
* Please consult Chemline for recommendations on additional required components (i.e. probe connectors, wires, cord grips…)
Leak Detection for Dual Containment Piping
Technical

Pal-At® Leak Detection/Location Monitoring Units
Pal-At® Monitoring Systems are microprocessor based units capable of the continuous monitoring of a sensor string for leaks,breaks and shorts. The units have sensing ranges of 2,000; 5,000; 10,000; or 15,000 feet per cable with up to 8 cables per panel.The alarm unit operates on the principle of pulsed energy reflection and maps the entire length of the sensor cable. Adigitalized system map is stored in nonvolatile memory. Alarm panels provide continuous indication that the sensor cable isbeing monitored.:
Pal-At® Features
– Can locate multiple leaks without loss of accuracy or sensitivity
– Can differentiate between breaks and shorts vs. a wetted cable
– Archives information with time and date
– RS-232 serial port communications
– Accepts both probes and cable sensors in one sensor string
– One cable for all liquids or multiple cables for differentiation
– AT40K and AT80K monitors up to eight separate cable strings when equipped with Cable Expansion Modules
– U.L. Listed and FM Approved to provide intrinsically safe sensor cable output circuits for Class 1, Division 1, Groups C & DHazardous Locations
* Please consult Chemline for recommendations on additional required components (i.e. probe connectors, wires, cord grips…)
Agru.Technical 08.12 51
55 Guardsman Road, Thornhill, ON, L3T 6L2, Canada | ISO 9001:2008 Certified tel.905.889.7890 | fax.905.889.8553 | [email protected] | chemline.com
Leak Detection for Dual Containment Piping
Technical