THE ADAPTABILITY OF ~~~~ my
16
THE ADAPTABILITY OF ~~~~ VJOODS TO THE kASUF'ACTURE 03' my -FOFthED HARDBOARD* by R. G. Frashour November 3, 1953 OREGON FOREST PRODUCTS LABORATORY State Board of Forestry and School of Forestry, Oregon State College, Cooperating Corvallia 9 A paper przsented before the Pacific Section of the Technical Association of the Pulp and Paper Industry, a t Longview, Washington.
Transcript of THE ADAPTABILITY OF ~~~~ my
THE ADAPTABILITY OF ~~~~ VJOODS TO THE kASUF'ACTURE 03'
my -FOFthED HARDBOARD*
by
R . G. Frashour
November 3, 1953
OREGON FOREST PRODUCTS LABORATORY
State Board of Forestry and School of Forestry, Oregon State College, Cooperating
Corvallia
9 A paper przsented before the Pacific Section of the Technical Association of the Pulp and Paper Industry, a t Longview, Washington.
knottsr
Rectangle
knottsr
Rectangle
THE ADAPTABILITY OF VESTEXY WOODS TO THE MAXIFACTURE OF CPIY-FCRE:fED HARD3OA.D
INTRODUCTION
The hardboard industry i n the Pacific Northwest has developed during the
past six years into a major industry of the region. Hardboard production i n
t h i s region now r iva l s t h a t of Sweden, although t h a t country's industry began
almost twenty years ear l ier .
Approxin~ately 25 per cent of the United States1 hardboard capacity is
i n the P!orthwest, and may be as high as 30 per cent by 1954. The estimated annual
capacity of the Nor th~es t is nor7 over 3bO million square f e e t (1/8-inch basis).
It is interest ing t o note tha t a t the present time the ent i re production
of hardboard is from s a ~ m i i l and veneer n i l 1 residues, and has imposed no
additional drain on the region's fores t resources.
PROCESSES
Methods of hardboard manufacture can be i l lu s t r a t ed most easi ly on the
basis of how the mat is formed. The mat can e i the r be formed from a water s lurry
o r by' f e l t i n g dry f iber ; hence the d e s i p t i o n s wet-formed and dry-f ormed. There
are vhriations i n each category which w i l l be explained l a t e r . A s early as 1925
hardboard vms being made commercially by t h e wet-formed method, but not u n t i l 1952
vms there a commercial plant in operation i n t h i s country using the dry-f ormed
process.
Wet-formed process
he continuous net-process is the oldest, and perhaps the most commonly
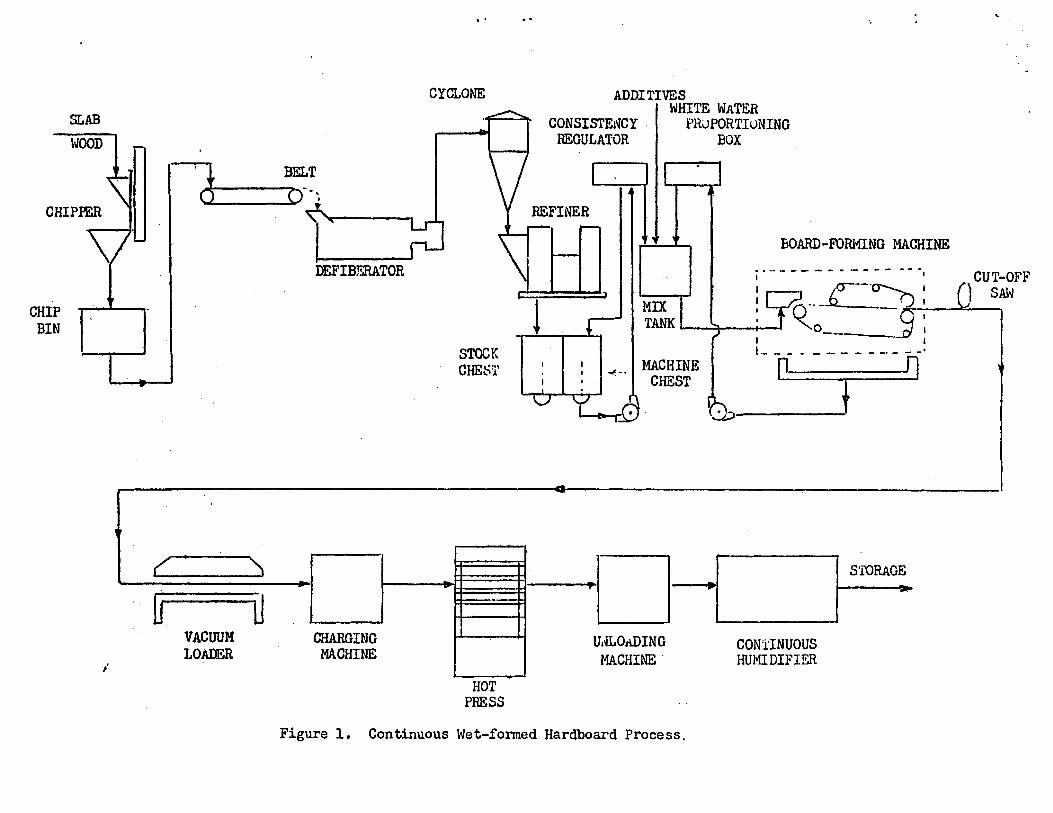
k n m , method. A flow sheet of a typical plant is shown in Figure 1.
knottsr
Rectangle
knottsr
Rectangle
knottsr
Rectangle
knottsr
Rectangle
SLAB
CHIP BIN
CYCLONE ADDITIVES WHITE WATER
CONSISTEICY PRdPORTIdNING REGULATOR BOX
REFINER
60AR.D-FORIJa.NG MACHINE
DEFIB?ZRATOR ....__- - - - . - - - - - - - I
M I X TANK
MACHINE CrnST
VACUUM CHARGING LOADEX MACHINE -
HOT PRESS
UALOtlDING CONXCNUOUS MACHINE HUlJlIDIFIEB
Figure 1. Continuous We t-f ormed Hardboard Process .
Slab mod or other wood residue i s f i r s t chipped and screened t o about
S/8-inch or 3/4-inch chip size. This s lab mod is usually bark-free, but not
always, as sat isfactory board can be made ( a t l eas t with some species) with
the bark included. The chips are then steamed, ei ther i n a cooker before passing
through a defiberator o r viithin the defiberator i t s e l f . Tiber is then blom or
otherwise conveyed t o a cyclone or similar uni t where water is added, bringing the
s lurry t o about 8 per cent consistency before going t o the refirier.
. From the ref iner the f ibe r i s pumped t o stock chests where rapid circulatio:
keeps the f ibers i n suspension. A consistency rekvlator reduces the stock t o
about 2 per cent consistency, and as the s lurry is pumped t o a mixing tank white
water from the ~ o u r d r i n i e r machine is added t o bring the f iber content t o about
1 per cent. Additivas, such as resins and sizes, usually are added t o the f iber
i n the nixing tank, although one company has made a sa t i s fac to r j hardboard without
the addition of chemicals.
The s lurry is pumped t o the head box of a Fourdrinier board-making machine
which i s equipped with necessary vacuum sections and pre-pess ro l l s . The formed
wet mat is cut in to 16-foot, or shorter, lengths by a flying cut-off saw and
conveyed t o a vacuum transfer mhich l i f t s the At mat and places it on a screen-
todped caul. The niat and caul then a r e transferred t o a press charger. Pressing
time i s dependent upon several factors such as thickness, temperature and additive
After pressing, the boards are discharged from the press, and the cauls and
screens are removed. The boards as they come from the press a re 2t close t o an
oven-dry condition and must be placed i n a humidifier t o bring the average moistur.
content up ' to t h a t which w i l l be encountered i n use.
The en t i r e process usually is continuous, and requires only four o r f ive
men t o operate the production machinery.
knottsr
Rectangle
A variat ion of the conventional net-process i s the "wet-batch" process.
This nethod is much the same as the continuous wet process; however, the mats are
formed individually i n a Ceckel box, rather than vdith a Fourdrinier machine.
To make a snooth-two-sides board, and stay within the l imi ts of practica-
b i l i ty , the f i b e r should have a moisture content before pressing of less than 10
per cant. A t t h i s lroisture content it is not necessary t o use a screen back t o
allow moisture t o leave the board in the form of steam during the pressing cycle.
A smooth-two-sides board can be made by the wet process i f the formed wet mat is
placed i n a continuous dr ier and dried t o a moistme content below 10 per cent
belore pressing. This metnod has been used, and i s generally called the
"wet-dry1' process.
Dq-formed processes
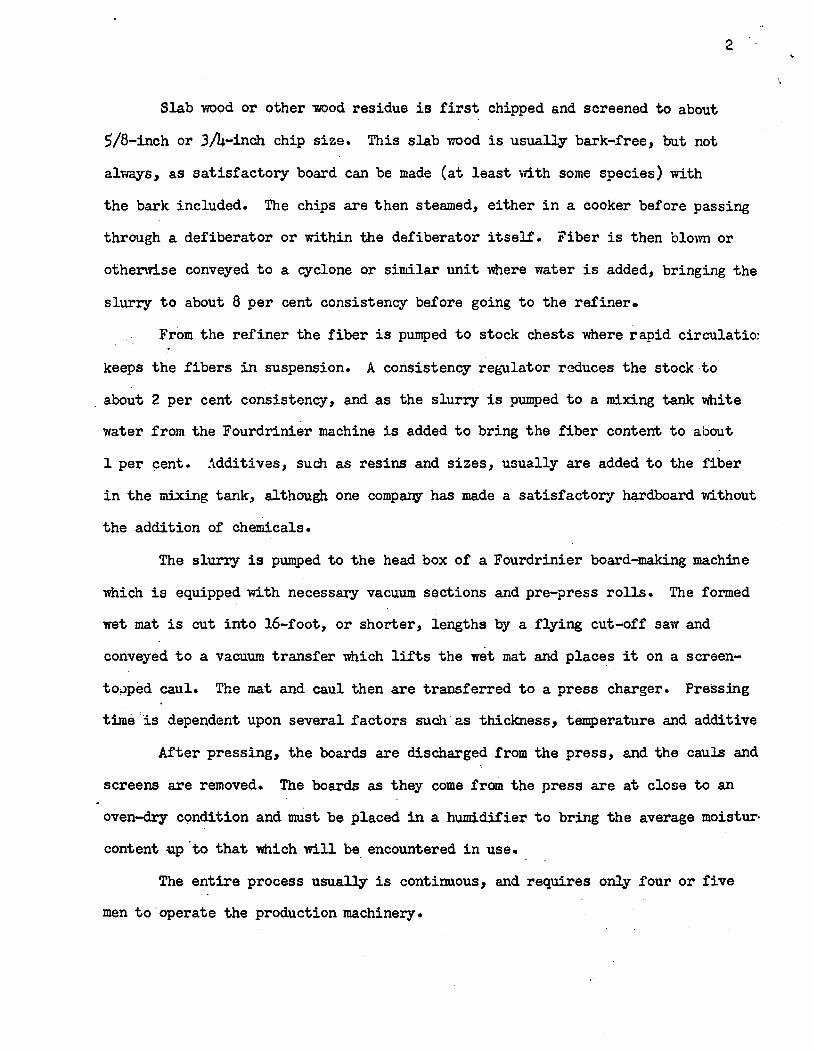
The semi-dry process, as shorn in Figure 2, has much the same equipment as
the w e t process un t i l t h e actual f e l t ing of the board mat. I n t h i s process the
wax or s i z e i s sometimes applied t o chips as they enter the cooker, before being
converted t o f iber . The cooking operation is usually done in a continuous steam
cooker (5-10 minutes a t 20-100 psi) . Steamed chips are fed t o a double-disc
rotating a t t r i t i o n m i l l and are defiberized without the addition of water.
Pick-up fans blow the f i b e r t o a mixer or blender where res ins are sprayed
onto the f iber . Fiber leaving the mixer is picked up i n a heated a i r stream which
delivers it t o t h e f e l t e r box at about 10 t o 40 per cent moisture content (oven-dr
basis), The f e l t e r box i s designed t o sif t the f i b e r onto a t ravel ing bel t , in a
manner similiar t o a heavy snowfall. A continuous mat is formed which varies from . . around 10 t o 12 inches i n thickness f o r a *-inch board, After leaving the f e l t e r
the f i b e r mat is t r ea ted i n much the same manner as i n the w e t process. It is pre
pressed, cut i n t o 16-foot, o r shorter, lengths, vacuum-transferred onto cauls and
loaded i n t o a multi-opening hot press. After leaving the press the two processes
are again identical.
knottsr
Rectangle

; REJECT
PLA'E SURGE yARI ABLE-SPEED SCREW FUDER
WAX STi)RAGE
CAUL R!3TURN 1 I
Figure 2. Continuous Dry-formed Hardboard Process.

The semi-dry process has the advantages of greater recovary of f ibe r from a
given volume of chips, less pressing t ihe, a smooth-two-sides board i f so desired,
somewhat simpler and l e s s expensive machinery, and does not require huge volumes o:
water. This process does, however, require lnrger percentages of resin b i ~ d e r
t o obtain a given strength.
The dry-process method of hardboard manufacture i s the same as the semi-dry:
with the exception tha t the f ibe r is dried t o from 5 t o 10 per cent moisture
content before pressing. This process, l i ke t h e wet-dry process, does not require
. a screened baclc because of the low moisture content of the f i b e r as it enters the
press.
IhTESTIGATION OF SECONDARY SPECIES
The Laboratory has completed the f i r s t in a ser ies of studies on t h e
s u i t a b i l i t y of some of our western species of wood f o r the manufacture of semi-dry
process hardboard. Effor ts are being concentrated on so-called secondary species
because of the diminishing supplies of major sawtimber species i n some areas. The
semi-dry process was used i n t h i s study because of the apparent advantages of
lower cap i t a l investment, greatly reduced use of water and l o m r operating costs.
Also, since most present plants use the wet process, investigations of species
s u i t a b i l i t y f o r t h i s method are more ' l ikely t o be undertaken by operating companic
species t o be investigated are lodgepole pine, Sierra juniper, ponderosa
pine, western hemlock, white f i r and red alder. Of these, lodgepole pine has been
: studied (complete report available upon request), and juniper and hemlock are
being investigated at t h e present time. -An estimated plant cost analysis by the . -
: Laboratory f o r lodgepole pine semi-dry process hardboard w i l l be available soon.

Lodgepole Pine
Lodgepole pine stands i n Ore3on include some 620 million fbm of saw-timber
Since only about 1/5 of tile t rees i n mature stands reach saw-timber size, the
t o t a l volume would be several times t h i s amount. Lucli of t h i s timber is
ccncentrated i n Klamath, Deschutes and Lake counties.
Preparation of material
Four-foot bol ts of lodgepole pine were chipped and screened t o obtain uni-
form 5/8-inch chips. The chips were then cook3d for 1/2 hour under 25 pounds
steam pl'cssure (a p re lh ina ry investigation showed that f ibe r from steamed chips
produced stronger boards than did f i b e r from unsteamed chips). After steaming,
the chips were ground i n a 2binch double-disk a t t r i t i o n m i l l a t a p la te se t t ing
of 25 m i l s . The ground f ib? r was then allowed t o dry prior t o formation and
pressing of the h d i v i d u a l mats.
Preparation of the boards
The calculated percentages of additives (resins and waxes) were added as a
spray while the f i b e r was being agitated in a propeller-type mixer. The prepared
f i b e r was weighed, and fe l t ed in to 12- by 12-inch mats. These mats then were
pressed i n a 24- by 24-inch steam-heated press a t ei ther 320 deg F or 400 deg F
with a ten-mimte press cycle a t an ini t ia l pressure of 1,000 psi. The i n i t i a l
pressure was maint.rrined f o r bS seconds, a f t e r which time the pressure was releasec
t o 100 p s i f o r the remainder of the press cycle. The pressed boards then were cut
in to test samples and placed i n a constant humidity room u n t i l tested.
Testin2 the Soards
A l l the boards were tes ted f o r modulus of rupture, water absorption, specif
gravity and moisture content values.
The modulus of ru2ture t e s t s were performed i n accordance with the Federal
HardSoard Specification ILL-F-311, except tha t the length of the sample was 11
knottsr
Rectangle
inches (instead of 12 inches) m d the breaking 'loads werz read t o the nearest 0.5
pound instead of the nearest f ive pounds.
After the modulus of rupture t e s t s , a 3- by 3-inch water-absorption sample
was cut from each broken bending suaple. The samples vere immersed for 24 hours
under 1 inch of wafer maintained a t 70 deg F.
Specific gravity values viere obtained by mercury immersion of 1- by 3-inch
coupons cut from the bendling samples.
knalysis & discussion - of resul t s
I n order t o detect important differences i n board properties caused by
various treatments, the t e s t data .;rere subject& t o the 'comnon s t a t h t i c a l method
of analysis of vzriance. Only . t e s t . values f o r modulus .of rupture, per cent water
absorption and speci f ic gravity were analyzed because of time limitations.
The work presented represents the r e su l t s of tes t ing 14 screen-backed
boards, one-quarter inch i n thickness.
From an analysis of the f i r s t phase of t h i s study it was found t h a t by the
addition of 2-1/2 per cent of phenolic res in a sat isfactory board with regards t o
modulus of ru9ture could be made. Water-absorption values w2re well above
acceptable limits and because of th is , the remainder of the study was an attempt
t o improve water resistance. The improvement of water resistance was accomplishe
by using various s i zes i n conjunction with a 50-50 mixture of lN sulp!luric acid
and lN a l u m solution f o r pH control ( 4 . e . O pH).
The ef fec t of pH control on water resistance of the boards is shown in
~ a b l e s ' - 1 and 2. The analysis of water-ahorption values revealed tha t pH control
appreciably increased t h e water resistance of al l boards, regardless of the
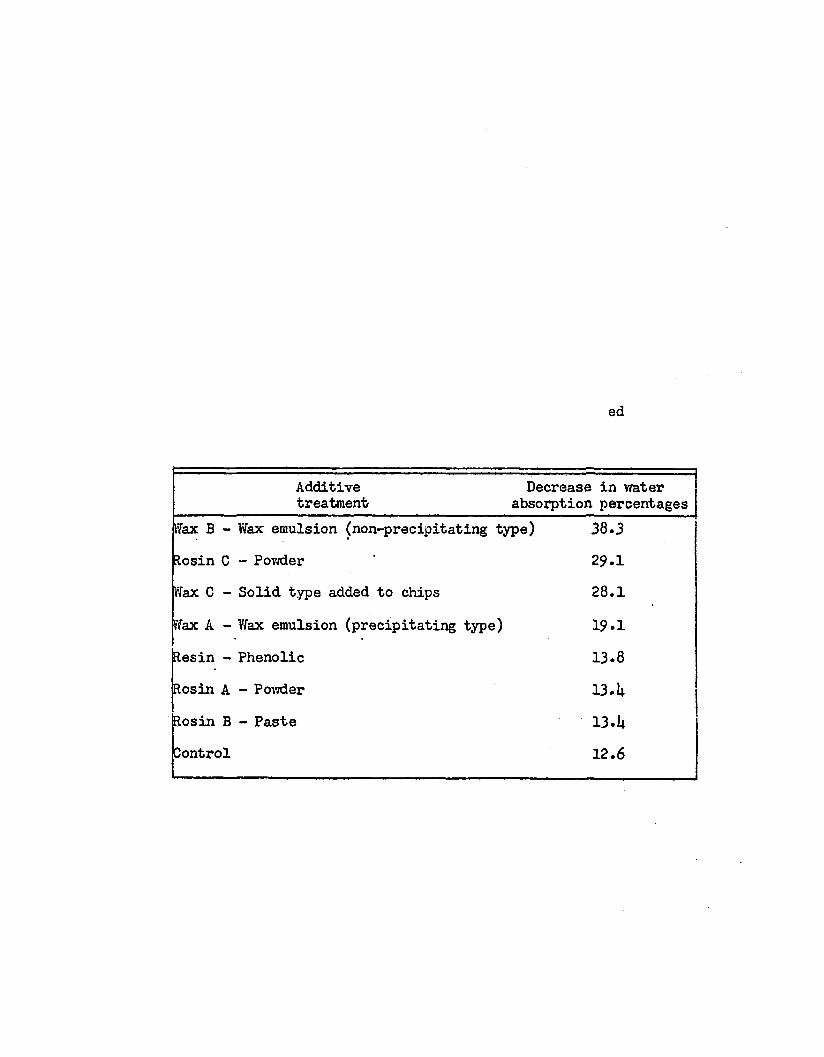
additives or press temperatures used. Table 2 shows t%at tine additive conbinatic
affected the degree of improvement caused by pH control. The increase i n press
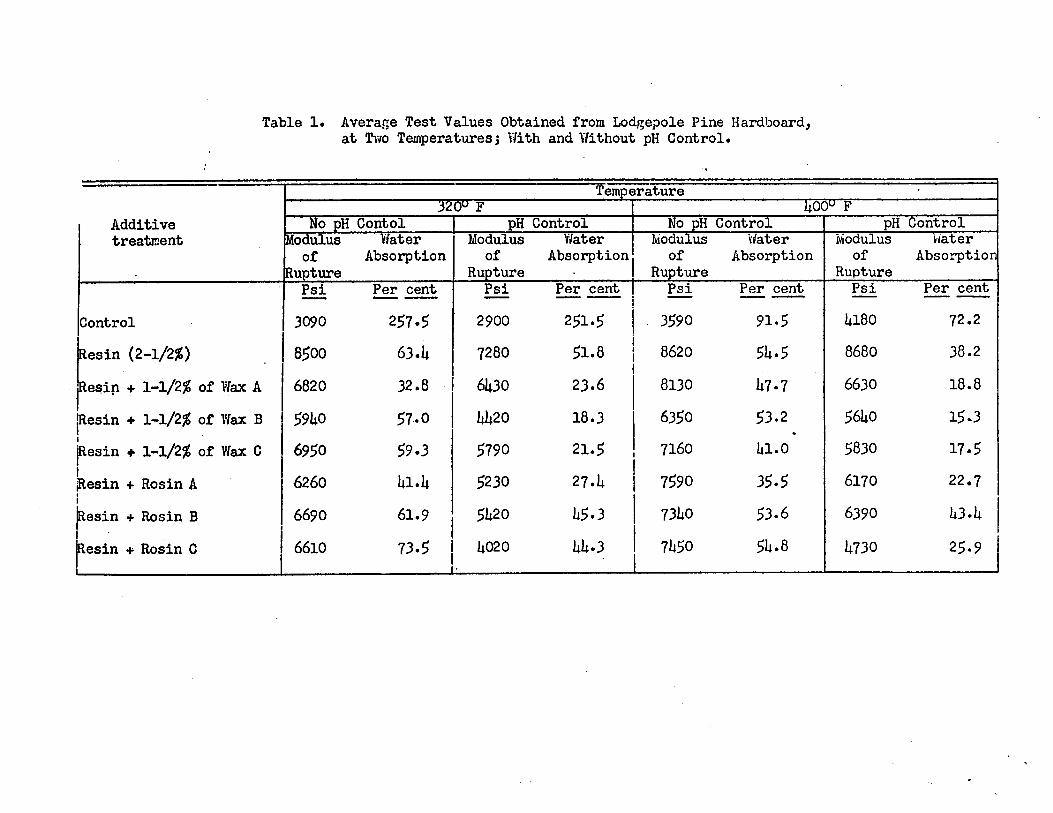
Table 1. Average Test Values Obtained from Lodgepole Pine Hardboard, a t Two Temperatures; Y'lith and Mthout pH Control.
Additive treatment
Control
Y e - a t u r e
8680 38.2
6630 18.8
5640 15 -3
5830 17.5
6170 22.7
6390 43 -4
4730 25.9
320U F
I
400° No pH Control
h~odulus liat e r of Absorption
Rupture
No pH Contol Modulus Water
of Absorption Rupture
P s i
es in (2-1/2%) I 8500 63 a 4
-
F pH Control
iviodulus hater of Absorptior
Rupture
pH Control Modulus Water
of Absorption Rupture
7280 51.8 1 8620 54.5 I
Per cent --
esin+1=1/2%ofVIIaxA
Resin + 1-1/2% of Wax B i I
pesin + 1-112% of Wax C I
Ps i - Per cent -- P s i - Per cent -- Psi - Per cent --
6820 32.8 1 6430 47.7 23*6 1 8130
59b0 I u 2 0 57.0 1 6350 53.2 1 7160
4180 72.2 3090 257 05
6950 59 03
fiesin + Rosin A 41.4
2900 251.5 3590 91.5
5790 21.5 41.0
5230 27.4 j 7590 35.5
/,sin + ,sin B 1 zz:: 61.9 542 0 4 5 3 1 7340 53.6 I resin + Rosin i 6610 73.5 I 4020 44.3 I 7b50 54.8
I .
knottsr
Rectangle
f
Additive Decrease i n water treatment absorption percentages
kTax B - Wax emulsion (non-precipitating type) 38 m3
- Sol id t.ype added t o chips
pax A - Wax emulsion (precipi ta t ing type)
pes in - Phenolic
I osin A - Powder
os in B - Pas te
Control 12.6
knottsr
Rectangle
knottsr
Rectangle

temperature from 320 deg F to 400 deg F decreased water absorption fo r some, but
not a l l , of the additive treatments.
In summary, the following relationships were established from the analysis
of xater-absorption values:
a. Control of pH i s an important factor i n the,improvement of
water resistance regardless of additive treatment or press
temperature used i n t h i s study.
b: An increase of press temperature may or may not improve
water resistance depending on the part icular additives
concerned.
Ea'odulus of Rupture
A l l of t h e major variables had a significant general e f fec t on the modulus
of rupture values of the boards. The addition of supplementary additives reduced
the strength of boards compared t o those made with res in only (Table 1).
In general, pH control lowered the strength of the boards. Increased press
temperature generally improved the modulus of rupture.
Conclusions ~econnnendatj ons
. , Lodgepole pine chips which had been steaned prior t o grinding produced
. a f ibz r vdlich made stronger boards than did f i b e r ground from raw chips.
Furthermore, the steamed f iber appeared t o make more e f f i c i en t use of a wax
emulsion added t o improve water resistance.
From the water-resistance study on s t e a e d f iber , it was apparer-t t ha t . .
pH control of the fiber-additive mixture had a defini tely beneficial effect on
water absorption, but usually reduced the strength of the boards, depending on
the additives used (Table 1).
knottsr
Rectangle
An increase of press temperature from 320 deg F t o 400 deg F generally
improved board strength, but any increase i n water resistance was dependent on
the additives used.
Although resu l t s of laboratory-scale experiments cannot be d i rec t ly
t ranslated in to expected resul t s from a commercial-size operation without
fur ther study, the resul t s presented here show tha t lodgepole pine can be a
promising new source of raw material f o r dry-formed hardboard.
A more complete report t i t l e d "The Sui tabi l i ty of Lodgepole Pine fo r
Dry-formed Hardboard", can be obtained by writing f o r Report L-3, Oregon Forest
Products Laboratory, Corvallis, Oregon.
Western Hemlock
.Procedure f o r t h i s work was based on resul t s of the lkgepo le pine study.
The combination of additives which produced the most sat isfactory hardboard from
lodgepole pine was used as a s t a r t ing point f o r t h i s study. Results were
compared on the basis of what was known of lodgepcle pine Douglas-fir
fiberboard.. A summary of the hemlock t e s t data is shown i n Table 3. . -
Boards containing. 2-1/2 per cent of res in and 1-1/2 per cent of a vrax
emulsion pressed a t 400 deg F with controlled pH m e t the proposed commercial and
federa l specifications f o r l/l-inch standard smooth-one-side hardboard.
Strength values of hemlock were found t o be superior to those of both lodgepole
pine and Douglas-fir boards. Boards pressed with the same additives without pH
control a t 4OO deg F or with pH control a t 320 deg F came very close t o meeting
the standards, considering the small s ize of t h e water-absorption samples.
S ier ra Juniper
It was suggested t h a t juniper chips from which extractives had been remwed
mi&t be a sui table material f o r the manufacture of h.ardboard. A s ,a resul t , a
short-term investigation of juniper f i b e r f o r hzrdboard making was in i t ia ted .
knottsr
Rectangle

Juniper chips, screened t o a uniform S/8-inch size, were f iber ized hot
i n the Bauer m i l l a f t e r steam d i s t i l l a t i o n for volat i le o i l recovery was
completed ( 5 t o 8 hours a t e i ther 267 deg F or 3QO deg F). It was discovered
that a wider s l a t e clearance was required t o produce a f i b e r comparable with
f i b e r from other species. Three different plate sett ings were used during the
grinding of the juniper chips, each batch being segregated.
Boards of juniper f i b e r were made i n the sane manner as previously with
lo$~epo le pine and hedock boards. The same combinations of additives t h a t
proved most successful with lodgepole pine vrere used with juniper. i90 pH
control vms attempted on t h i s f iber . The boards vrere tes ted i n an ident ica l
manner t o those of lodgepole pine and hemlock (Table 4).
A l l , of the .juniper boards regardless of pressing temperature used were
characterized by a, glossy, uniformly colored surface on the smooth side. Because
of the extended steaming times, somewflat more water solubles than previously
experienced with other species were d.eposited on the screen back. I n commercial
operation, it would be desirable t o brush off t h i s ~ a t e r i a l because it i s s t icky
t o the touch.
A comparison of the modulus of rupture values revealed t h a t the juniper
boards were somewhat stronger than those from lodgepole pine, but weaker than
hemlock boards, when pressed under the s m e conditions. The water resistance d
juniper boards was superior t o tha t of e i the r lodgepole pine or hemlock boards.
There were no s ignif icant differences ' betrieen grinds, although three p la te
spacings were used i n order t o wind f i b e r similar t o tha t from lodgepole pine . -
and n~,s+vern hemlock.
Increased press temperatures generaqv caused an increase i n bending
s t r e n s h and water resistance i n juniper boards, as with boards from the
other two s ~ e c i e s studied.
knottsr
Rectangle
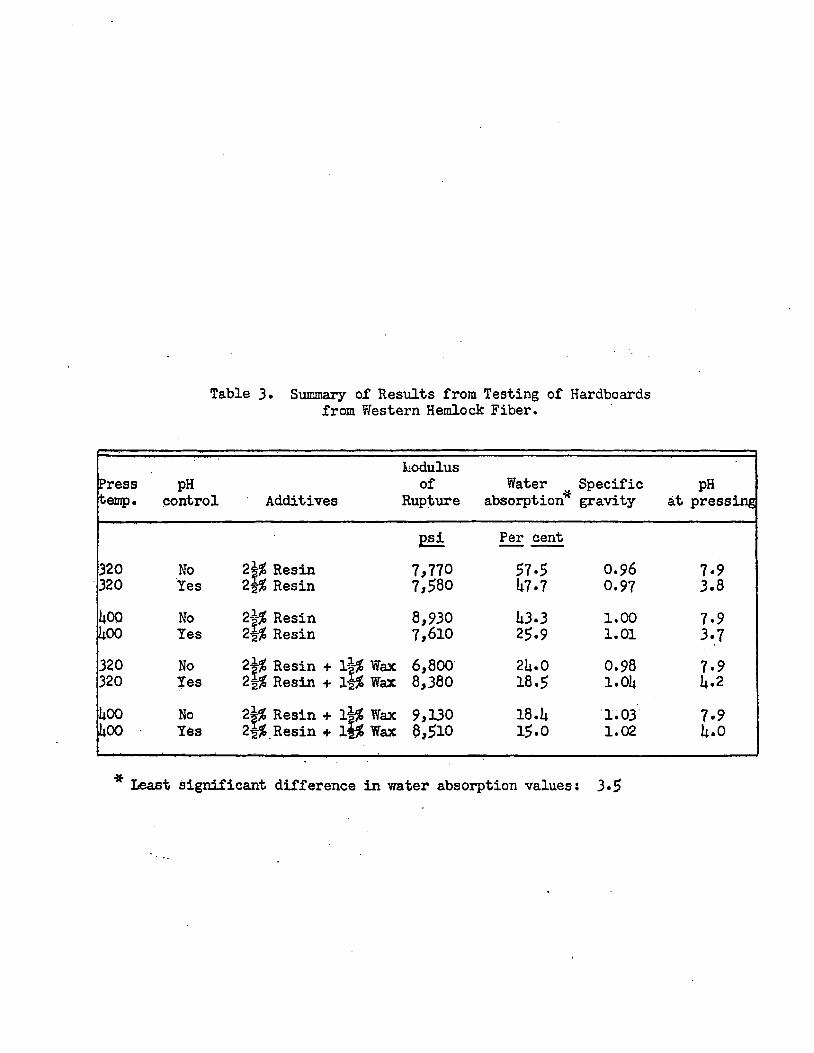
Table 3. S ~ ~ ~ ' s l a r y of Results from Testing of Hardboards from Western Hemlock Fiber.
PH of Water Specif ic PH Additives Rupture absorption* gravity a t pre s s iq
psi Per cent -- No 2$% Resin 7,770 57.5 0.96 7.9 Yes 2 9 Resin 7,580 47-7 0.97 3.8
No 2&% Resin 8,930 43.3 1.00 7.9 Yes 2g% Resin 7,610 25.9 1.01 3.7
32 0 No 2$% Resin + 1$$ W a x 6,800 24.0 0. 98 7.9 320 Yes 2 s Resin + 12% W a x 8,380 18.5 1 04 4.2
No 228 Resin + 1% W a x 9,UO 18.4 1.03 7 .9 Yes 2&.Resin + 1& Wax 0,510 15.0 1.02 4.0
* least signif icant difference i n water absorption values: 3.5
knottsr
Rectangle
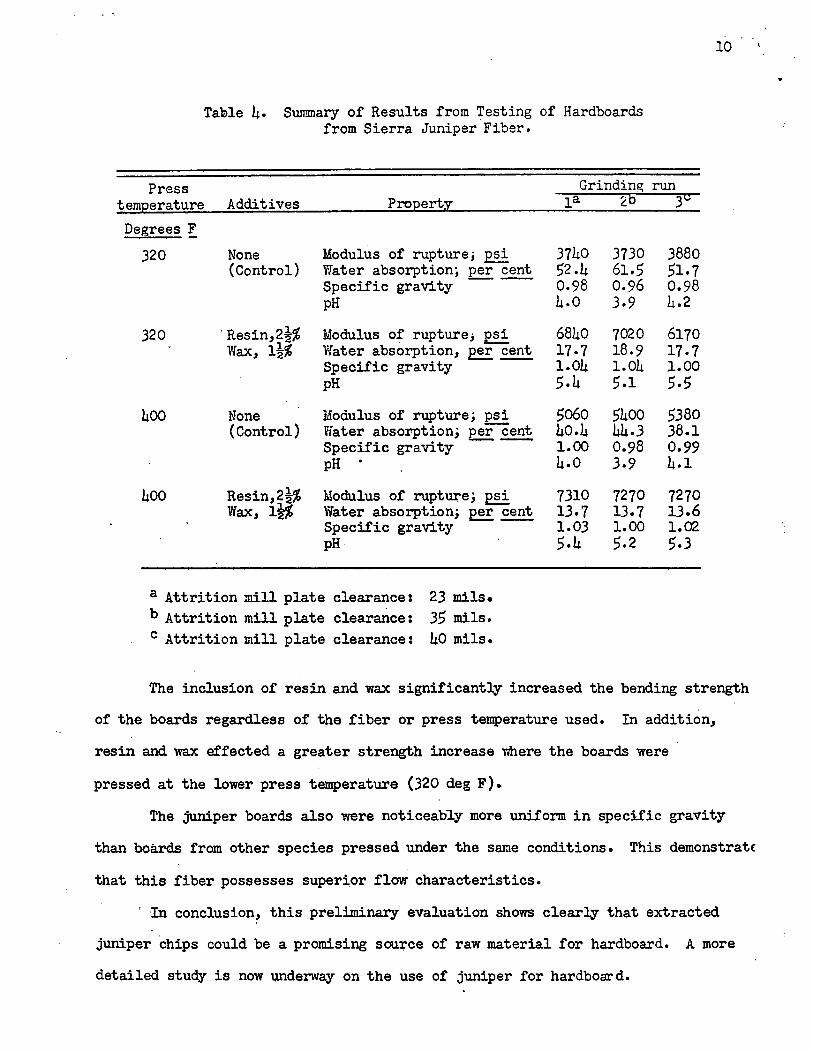
Table b. Summary of Results from Testing of Hardboards from Sier ra Juniper FiSer .
Press Grindinq run temperature Additives Property la Zb 3G
Degrees F
320 None (Control)
400 None (Control)
Modulus of rupture; - ps i Plater absorption; per cent -- Specif ic gravity pH
Modulus of rupturej p s i - Water absorption, per cent -- Specific gravity pH
Mociulus of rupture; - p s i Water absorption; per -- cent Specif ic gravity
Modulus of rupture; psi Water absorption; per cent - Specif ic gravity PH
a At t r i t ion xi11 pla te clearance: 23 mils. At t r i t ion m i l l p la t e clearance: 35 mils. At t r i t ion m i l l p la te clearance: bO m i l s .
The inclusion of r e s in and wax signif icant ly increased the bending strength
of the boards regardless of the f i b e r or press temperatur= used. In addition,
res in and wax effected a greater strength increase where the boards were
pressed a t the lower press temperature (320 deg F).
The juniper boards a l so were noticeably more uniform i n specific gravity
than bo- from other species pressed under the same conditions. This demonstratc
tha t t h i s f i b e r possesses superior flaw characteristics.
' .In conclusion, t h i s preliminary evaluation shows c lear ly tha t extracted
juniper chips could be a promising source of raw material f o r hardboard. A more
detailed study i s now underway on the use of juniper f o r hardboard.
knottsr
Rectangle