
termoplastik makalah
20
a. Pendahuluan Polimer disebut juga dengan makromolekul merupakan molekul besar yang dibangun dengan pengulangan oleh molekul sederhana yang disebut monomer. Polimer (polymer) berasal dari dua kata, yaitu poly (banyak) dan meros (bagian – bagian). Klasifikasi polimer salah satunya berdasarkan ketahanan terhadap panas (termal). Klasifikasi polimer ini dibedakan menjadi dua, yaitu polimer termoplastik dan polimer termoseting. Sebuah termoplastik, juga dikenal sebagai plastik thermosoftening, adalah polimer yang berubah menjadi cairan ketika dipanaskan dan membeku ketika didinginkan . Polimer Termoplastik berbeda dari polimer thermosetting . Banyak bahan termoplastik Selain polimer , misalnya, vinil pertumbuhan rantai polimer seperti polyethylene dan polypropylene . b. Pengertian Polimer termoplastik adalah polimer yang mempunyai sifat tidak tahan terhadap panas. Jika polimer jenis ini dipanaskan, maka akan menjadi lunak dan didinginkan akan mengeras. Proses tersebut dapat terjadi berulang kali, sehingga dapat dibentuk ulang dalam berbagai bentuk melalui cetakan yang berbeda untuk mendapatkan produk polimer yang baru. Polimer yang termasuk polimer termoplastik adalah jenis polimer plastik. Jenis plastik ini tidak memiliki ikatan silang antar rantai polimernya, melainkan dengan struktur molekul linear atau bercabang. Bentuk struktur termoplastik sebagai berikut. Bentuk struktur bercabang termoplastik. 1
-
Upload
azhmed-zikry -
Category
Documents
-
view
2.493 -
download
58
Transcript of termoplastik makalah
a. Pendahuluan
Polimer disebut juga dengan makromolekul merupakan molekul besar yang dibangun dengan pengulangan oleh molekul sederhana yang disebut monomer. Polimer (polymer) berasal dari dua kata, yaitu poly (banyak) dan meros (bagian – bagian).
Klasifikasi polimer salah satunya berdasarkan ketahanan terhadap panas (termal). Klasifikasi polimer ini dibedakan menjadi dua, yaitu polimer termoplastik dan polimer termoseting.
Sebuah termoplastik, juga dikenal sebagai plastik thermosoftening, adalah polimer yang berubah menjadi cairan ketika dipanaskan dan membeku ketika didinginkan . Polimer Termoplastik berbeda dari polimer thermosetting . Banyak bahan termoplastik Selain polimer , misalnya, vinil pertumbuhan rantai polimer seperti polyethylene dan polypropylene .
b. Pengertian
Polimer termoplastik adalah polimer yang mempunyai sifat tidak tahan terhadap panas. Jika polimer jenis ini dipanaskan, maka akan menjadi lunak dan didinginkan akan mengeras. Proses tersebut dapat terjadi berulang kali, sehingga dapat dibentuk ulang dalam berbagai bentuk melalui cetakan yang berbeda untuk mendapatkan produk polimer yang baru.
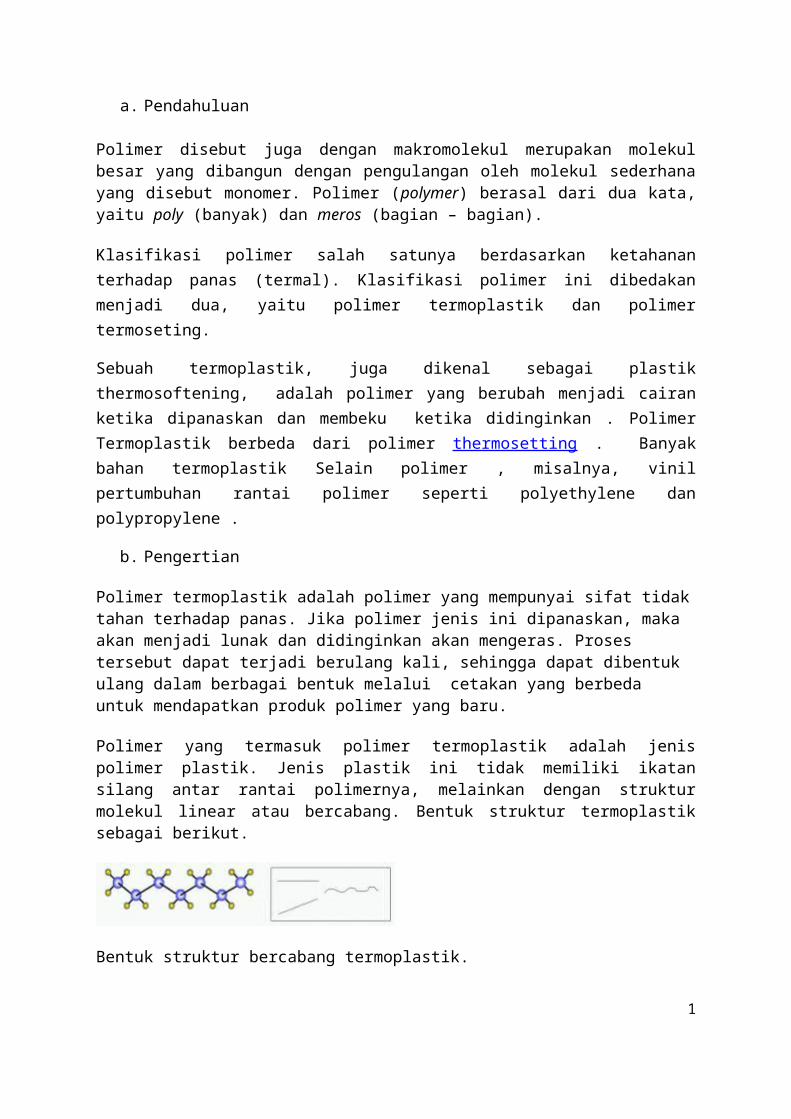
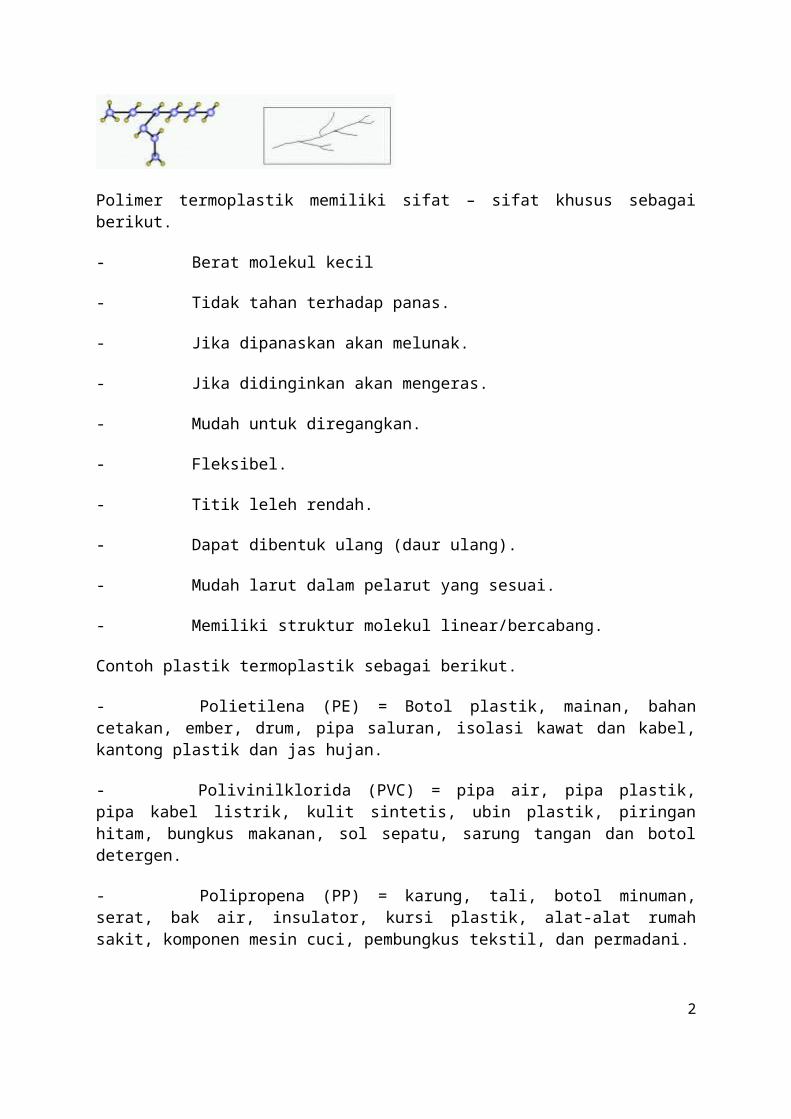
Polimer yang termasuk polimer termoplastik adalah jenis polimer plastik. Jenis plastik ini tidak memiliki ikatan silang antar rantai polimernya, melainkan dengan struktur molekul linear atau bercabang. Bentuk struktur termoplastik sebagai berikut.
Bentuk struktur bercabang termoplastik.
Polimer termoplastik memiliki sifat – sifat khusus sebagai berikut.
- Berat molekul kecil
- Tidak tahan terhadap panas.
- Jika dipanaskan akan melunak.
- Jika didinginkan akan mengeras.
1
- Mudah untuk diregangkan.
- Fleksibel.
- Titik leleh rendah.
- Dapat dibentuk ulang (daur ulang).
- Mudah larut dalam pelarut yang sesuai.
- Memiliki struktur molekul linear/bercabang.
Contoh plastik termoplastik sebagai berikut.
- Polietilena (PE) = Botol plastik, mainan, bahan cetakan, ember, drum, pipa saluran, isolasi kawat dan kabel, kantong plastik dan jas hujan.
- Polivinilklorida (PVC) = pipa air, pipa plastik, pipa kabel listrik, kulit sintetis, ubin plastik, piringan hitam, bungkus makanan, sol sepatu, sarung tangan dan botol detergen.
- Polipropena (PP) = karung, tali, botol minuman, serat, bak air, insulator, kursi plastik, alat-alat rumah sakit, komponen mesin cuci, pembungkus tekstil, dan permadani.
- Polistirena = Insulator, sol sepatu, penggaris, gantungan baju.
c. Proses Pengerjaan
Proses pengerjaan bahan plastik banyak ragamnya, tetapi pengerjaan tersebut belum tentu bisa masuk pada jenis plastik yaitu thermosetting atau thermoplastik. Jadi pada prinsipnya ada pengerjaan hanya untuk thermosetting, pengerjaan hanya untuk jenis thermoplastik dan adapula yang bisa digunakan oleh keduanya.
Metode-metode yang digunakan untuk mengkonversi bahan plastik dalam bentuk pellet, butiran, serbuk, lembaran, cairan, atau dibentuk preforms ke bentuk atau bagian. Bahan plastik mungkin mengandung berbagai zat aditif yang mempengaruhi sifat serta processability dari plastik.
Setelah membentuk, bagian tadi dapat dilanjutkan untuk berbagai operasi tambahan seperti pengelasan, perekat ikatan, permesinan, dan permukaan dekorasi (lukisan, Metallizing).
Beberapa proses pengerjaan termoplastik adalah sebagai berikut :
2
Pengerjaan Permesinan
Pengelasan
Pengeleman
Pengerolan/Calendering
Ekstrusi
Injeksi
Cetak tiup/Blowing
Thermoforming/vacum forming
Pengerjaan bahan plastik dengan penguat serat.
Rotate casting
Expanding foming
Spinning
Blow film
d. Langkah – langkah pengerjaan termoplastik
1. Pengerjaan permesinan
Pada prinsipnya pengerjaan plastik dengan permesinan dapat dikerjakan dengan pengerjaan logam/kayu yang biasa, hanya harus mengadakan perubahan pada alat potong. Hal yang harus diperhatikan adalah sifat plastik yang sensitif terhadap panas dibanding logam. Dapat melakukan proses pemotongan sedikit-sedikit dengan kecepatan potong yang tinggi dan pemakanan rendah.
Beberapa pengerjaan yang termasuk pengerjaan permesinan,
Menggores dan memotong
Kikir
Bor
Gergaji
Pembuatan ulir
3
Gerinda dan poles
Bubut
Frais
2. Pengelasan
Pada prinsipnya hanya thermoplastik yang dapat di las, itupun harus bahan yang sama, ini karena setiap jenis plastik mempunyai berat molekul yang berbeda.
Adapun bahan thermoplastik yang dapat dikerjakan dengan las adalah :
PVC –keras
PVC – lunak
HDPE
LDPE
SAN
ABS
POM
PC
PP
PMMA
Jenis-jenis Pengelasan
a. Pengelasan dengan elemen panas
b. Pengelasan dengan gas panas
b. Las gesek
c. Las frekuensi tinggi
d. Las ultrasonic
4
3. Pengeleman
Pengeleman adalah suatu sistem penyambungan modern. Dengan pengeleman bahan yang akan disambung tidak perlu dilelehkan seperti pada pengelasan, oleh karena itu pengeleman lebih baik beberapa segi dari pengelasan.
Pengeleman bisa dipakai untuk menyambung plastik yang tidak bisa atau tidak baik untuk di las. Misal : acrylglass
Pengeleman bisa dipakai untuk penyambungan bahan yang berbeda-beda, yang mana hanya dengan pengeleman saja bisa dibuatnya. Misal pengerjaan teknik anti korosi
Pengeleman juga sangat ekonomis untuk pekerjaan assembling. Misal penyambungan pipa.
4. Calendering / Pembuatan roll
Calendaring adalah sebuah proses dimana lembaran – lembaran dari material thermoplastik dibuat dengan cara melewatkan polimer halus yang dipanaskan diantara dua buah rol atau lebih. Biasanya roll untuk pengerjaan lembaran ini terdiri dari 4 – 5 roll utama. Susunan roll tersebut ada bermacam-macam yaitu susunan I,L,F, dan Z.
Dalam proses calendering, plastik dibuat menjadi gulungan antara dua rol yang membuatnya ke sebuah yang kemudian lewat sekitar satu atau lebih tambahan gulungan sebelum melepas sebagai film berkelanjutan. Kain atau kertas dapat diberi umpan melalui gulungan yang terakhir, sehingga mereka menjadi diresapi dengan plastik.
Prinsip kerja mesin Roll
Thermoplastik dilelehkan pada ekstruder kemudian di ekstruksi keluar. Plastik dalam keadaan leleh ditempatkan diantara bantalan rol dan dirol untuk membentuk menjadi lembaran. Plastik yang diektrusi ini dipindahkan pada ban berjalan dan di roll awal. Bantalan rol tersebut dalam keadaan panas, dan menjaga keadaan plastik dalam keadaan bentuk yang semi-leleh sehingga memungkinkan untuk di rol dalam bentuk yang lebih tipis sebagaimana dihasilkan dari roller tersebut yang posisinya semakin dekat dan semakin dekat satu sama lainnya. Dari roll ini dipindahkan pada ban berjalan lagi, dibawa pada alat pengaduk, keluar dari alat ini, dipindahkan lagi dengan ban berjalan ke mesin rollnya.
5
Di mesin ini thermoplastik di roll sesuai dengan ukuran yang diinginkan dan dilakukan pada roll penarik. . Apabila ketebalan lembaran sudah sesuai dengan kriteria, kemudian didinginkan pada roll pendingin dan kemudian digulung.
Contoh Produk dengan proses Calendering :
Pembuatan lembaran untuk jas hujan; lembaran palstik untuk alas tidur bayi ; lembaran plastic yang digunakan di rumah-rumah; cover seat plastik.
5. Ekstrusi
Ekstrusion moulding adalah suatu proses pembuatan plastik (termoplastik) yang berbentuk profil atau bentukan yang sama dengan ukuran panjangnya yang cukup besar. Proses ini digunakan untuk membuat pipa, selang, sedotan, dsb. Teknik ini merupakan metode tertua dalam pencetakan plastik, dan saat ini masih digunakan untuk mencetak plastik termoset.
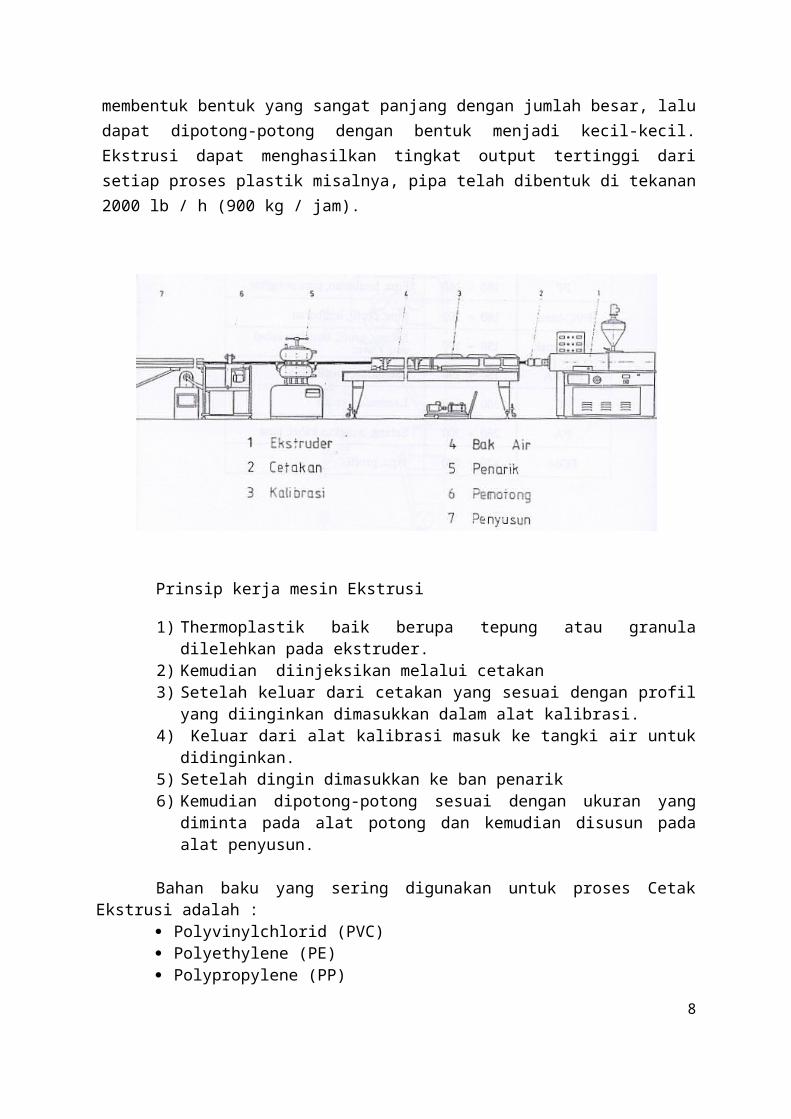
Dalam proses ini, plastik atau butiran yang homogen, dan dengan terus-menerus terbentuk. Produk yang dibuat dengan cara ini termasuk tabung, pipa, lembaran, kawat dan substrat pelapisan, dan bentuk profil. Proses ini digunakan untuk membentuk bentuk yang sangat panjang dengan jumlah besar, lalu dapat dipotong-potong dengan bentuk menjadi kecil-kecil. Ekstrusi dapat menghasilkan tingkat output tertinggi dari setiap proses plastik misalnya, pipa telah dibentuk di tekanan 2000 lb / h (900 kg / jam).
Prinsip kerja mesin Ekstrusi
1) Thermoplastik baik berupa tepung atau granula dilelehkan pada ekstruder.
6
2) Kemudian diinjeksikan melalui cetakan3) Setelah keluar dari cetakan yang sesuai dengan profil yang diinginkan
dimasukkan dalam alat kalibrasi.4) Keluar dari alat kalibrasi masuk ke tangki air untuk didinginkan.5) Setelah dingin dimasukkan ke ban penarik6) Kemudian dipotong-potong sesuai dengan ukuran yang diminta pada alat
potong dan kemudian disusun pada alat penyusun.
Bahan baku yang sering digunakan untuk proses Cetak Ekstrusi adalah : Polyvinylchlorid (PVC) Polyethylene (PE) Polypropylene (PP) Polystyrene (PS)
Contoh Produk dengan proses Ektrusi :
Pipa ; Batang ; Cetakan Bantalan ekstrusi; Kanvas; Ram; Roda gigi ; tangki air ; Profil U,L ; Rangka Pintu.
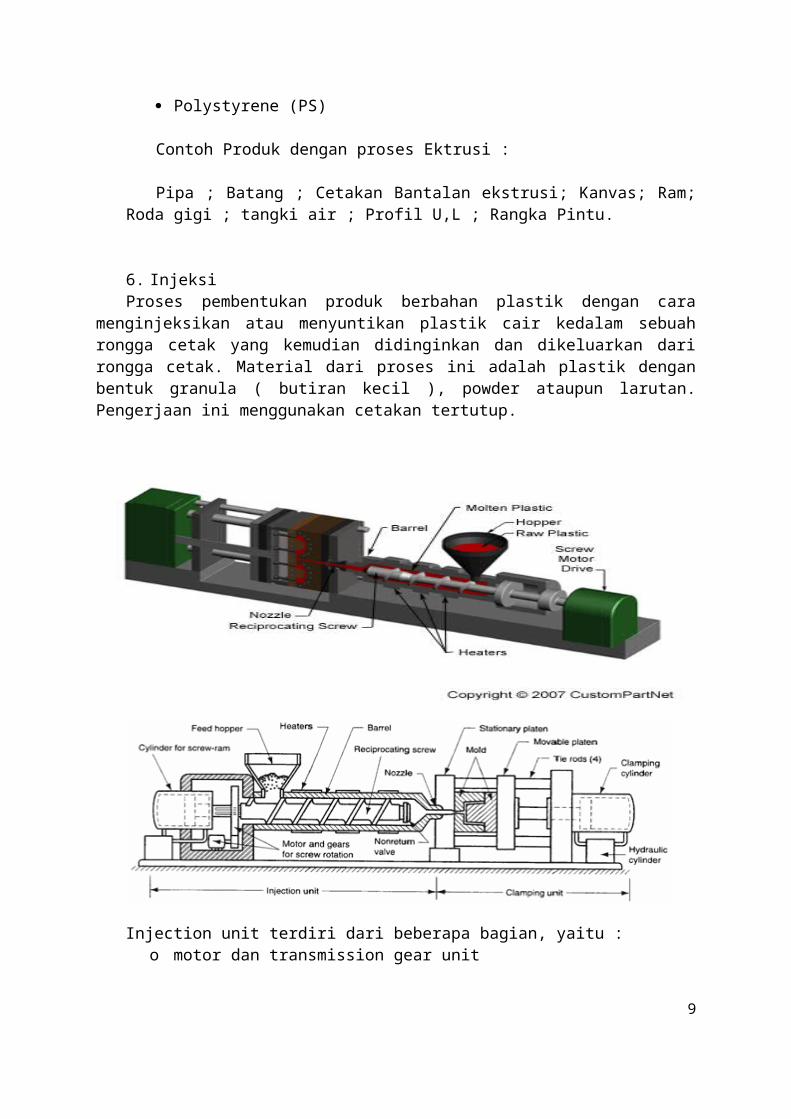
6. InjeksiProses pembentukan produk berbahan plastik dengan cara menginjeksikan atau
menyuntikan plastik cair kedalam sebuah rongga cetak yang kemudian didinginkan dan dikeluarkan dari rongga cetak. Material dari proses ini adalah plastik dengan bentuk granula ( butiran kecil ), powder ataupun larutan. Pengerjaan ini menggunakan cetakan tertutup.
7
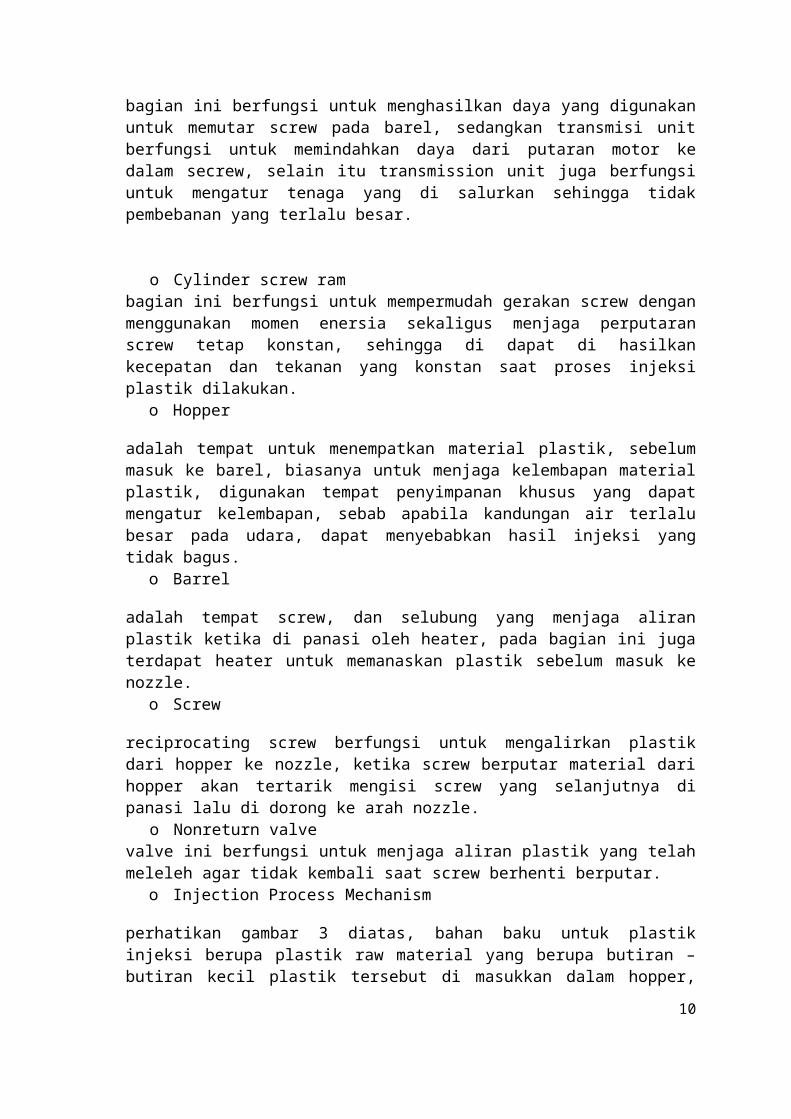
Injection unit terdiri dari beberapa bagian, yaitu : o motor dan transmission gear unit
bagian ini berfungsi untuk menghasilkan daya yang digunakan untuk memutar screw pada barel, sedangkan transmisi unit berfungsi untuk memindahkan daya dari putaran motor ke dalam secrew, selain itu transmission unit juga berfungsi untuk mengatur tenaga yang di salurkan sehingga tidak pembebanan yang terlalu besar.
o Cylinder screw rambagian ini berfungsi untuk mempermudah gerakan screw dengan menggunakan momen enersia sekaligus menjaga perputaran screw tetap konstan, sehingga di dapat di hasilkan kecepatan dan tekanan yang konstan saat proses injeksi plastik dilakukan.
o Hopper
adalah tempat untuk menempatkan material plastik, sebelum masuk ke barel, biasanya untuk menjaga kelembapan material plastik, digunakan tempat penyimpanan khusus yang dapat mengatur kelembapan, sebab apabila kandungan air terlalu besar pada udara, dapat menyebabkan hasil injeksi yang tidak bagus.
o Barrel
adalah tempat screw, dan selubung yang menjaga aliran plastik ketika di panasi oleh heater, pada bagian ini juga terdapat heater untuk memanaskan plastik sebelum masuk ke nozzle.
o Screw
reciprocating screw berfungsi untuk mengalirkan plastik dari hopper ke nozzle, ketika screw berputar material dari hopper akan tertarik mengisi screw yang selanjutnya di panasi lalu di dorong ke arah nozzle.
o Nonreturn valvevalve ini berfungsi untuk menjaga aliran plastik yang telah meleleh agar tidak kembali saat screw berhenti berputar.
o Injection Process Mechanism
perhatikan gambar 3 diatas, bahan baku untuk plastik injeksi berupa plastik raw material yang berupa butiran – butiran kecil plastik tersebut di masukkan dalam hopper, setelah pressure, kecepatan dan parameter lainya di setting, plastik raw material (material kasar) akan di panaskan dalam barrel, selanjutnya screw berputar dan mengalirkan plastik yang mulai meleleh, saat plastic akan di injeksikan oleh nozzle, molding unit di tutup oleh clamping unit, setelah di tutup dan di tekan oleh clamping unit plastik di masukkan ke dalam mold unit melalui nozzle.Setelah plastik di masukkan ke dalam molding unit, screw berhenti berputar, lalu clamping unit menarik core mold, sehingga mold terbuka, di lanjutkan dengan melepas produk plastik yang telah di cetak dengan menekan ejektor pada molding unit.
8
o Mold Unit
mold unit adalah bagian terpenting untuk mencetak plastik, bentuk benda plastik sangat tergantung dari bentuk mold, karena setelah plastik masuk ke dalam mold, di dinginkan maka terbentuklah bentuk plastik sesuai dengan bentuk mold, ada berbagai tipe mold, di sesuaikan dengan bentuk benda yang akan dibuat, untuk mengenal lebih jauh tentang mold perlu pembahasan tersendiri. (http://mould-technology.blogspot.com/2007/12/injection-molds-classification.html). Mold yang paling simple atau biasa di sebut dengan stadrad mold, secara umum terdiri dari :
o Sprue dan runner system
bagian ini yang menerima plastik dari nozzle lalu oleh runner akan di masukkan ke dalam cavity mold.
o Cavity side
bagian ini merupakan salah satu sisi yang membentuk bentuk plastik, cavity side terletak pada stationary plate, yaitu plate yang tidak bergerak saat prosses ejecting produk plastik.
o Core side
bagian ini juga merupakan bagian yang ikut andil memberikan bentuk pada produk plastik yang di cetak, bedanya core side berada pada moving plate, dan bagian ini selalu di hubungkan dengan ejektor. Secara umum dua bagian inilah yang membentuk produk plastik.
o Ejector system
setiap jenis mold selalu mempunyai sistem untuk melepas produk yang selesai di cetak dari cavity mold, bagian inilah yang disebut dengan ejektor, walau jenis ejektor bermacam-macam.
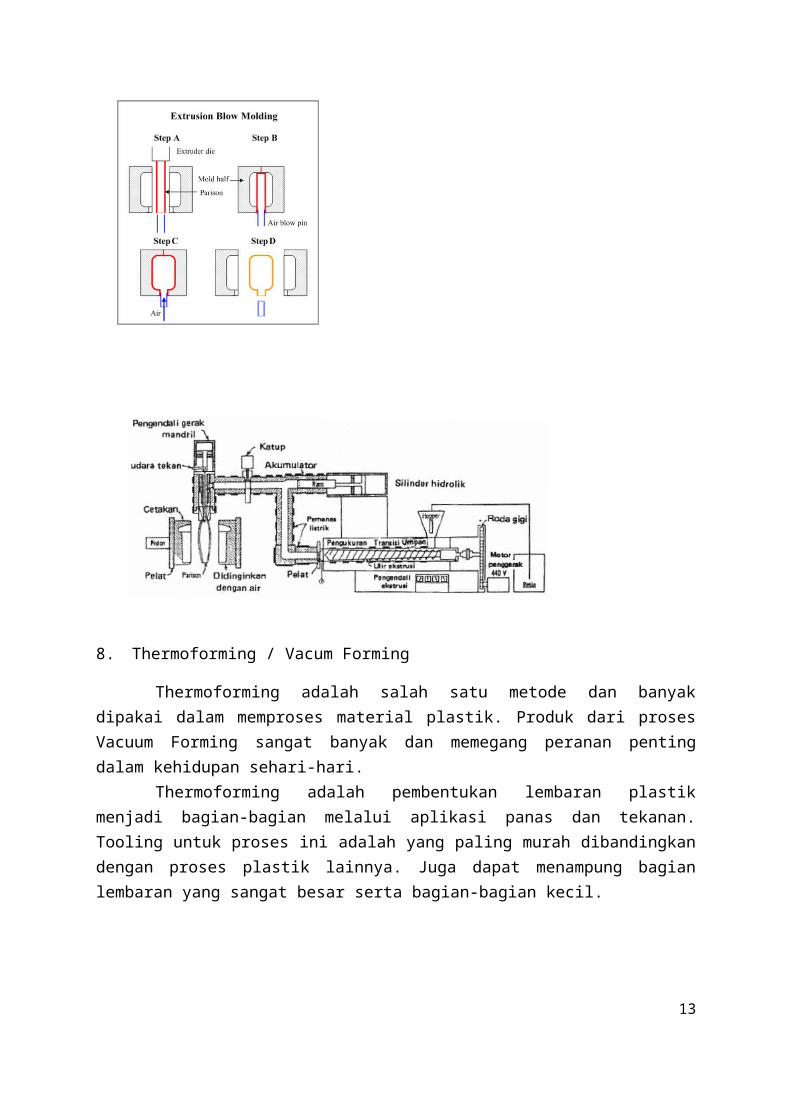
7. Blowing
Blow molding atau blow forming adalah suatu proses pembuatan plastik (termoplastik) yang bentuknya memiliki rongga – rongga pada bagian tengah dari produk. Plastik cair pada proses ini berbentuk pipa kemudian dimasukan kedalam cetakan lalu ditiup hingga menempel pada dinding cetakan. Pada hasil cetakanya, proses ini cenderung memiliki ketebalan dinding yang tidak merata dan umumnya produk berupa silinder.
Proses ini terdiri dari pembentukan sebuah tabung (disebut parison) dan memasukkan udara atau gas lain yang menyebabkan tabung tersebut mengembang menjadi berongga, tertiup bebas sesuai cetakan untuk membentuk menjadi produk dengan ukuran dan bentuk tertentu. Parison secara tradisional dibuat oleh proses ekstrusi.
Prinsip kerja mesin Blowing
9
Untuk pengerjaan blowing dibutuhkan mesin ekstruksi dan cetakan. Melalui mesin ekstruksi ini thermoplastic diekstruksi menjadi sebuah pipa seperti selang ( dalam kondisi panas ), selang dijepit dengan cetakan dan dipotong. Cetakan ini bisa bergerak dari mulut ekstruksi ke mulut peniup. Setelah selang panas ada dalam cetakan, cetakan ini bergerak ke tempat mulut peniup untuk ditiup dengan udara bertekanan. Tekanan ini akan menekan plastic hingga membentuk sesuai dengan bentuk cetakan. Pengerjaan blowing biasanya digunakan untuk membuat botol-botol kemasan dan eirigen atau tangki air dari kapasitas kecil sampai besar.
Contoh Produk dengan proses Blowing :Botol-botol minuman; segala produk yang berbentuk botol/silinder.
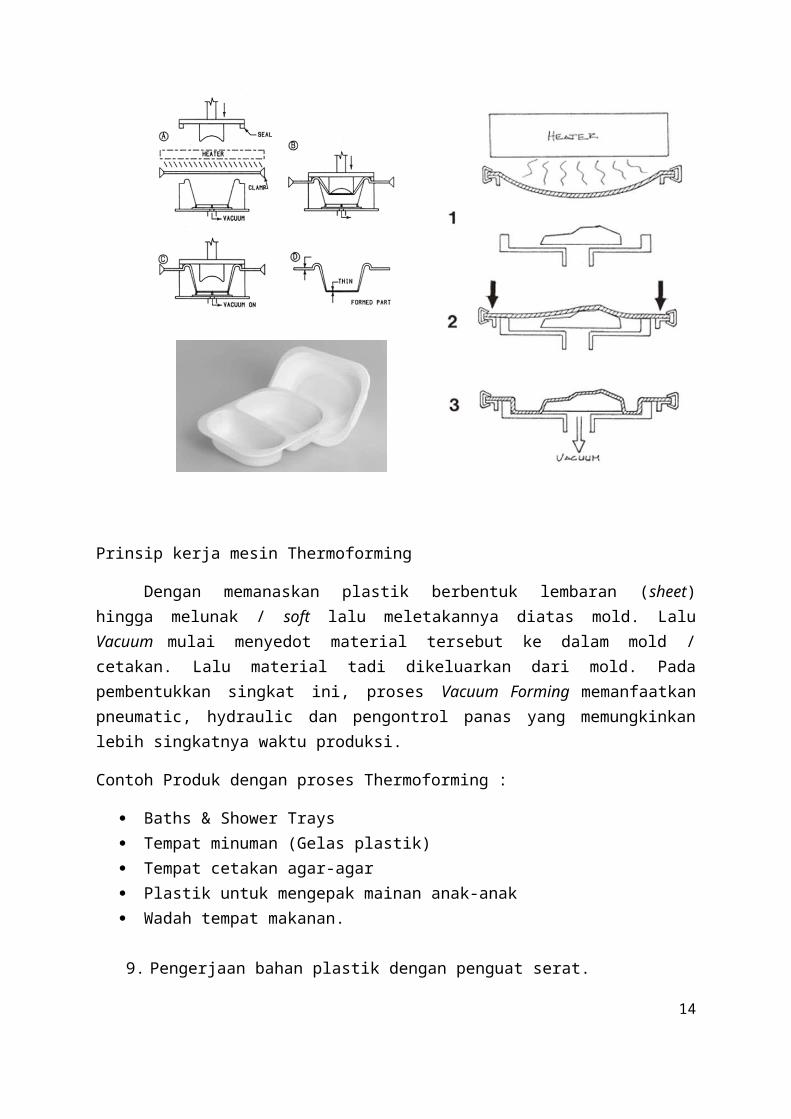
8. Thermoforming / Vacum Forming
Thermoforming adalah salah satu metode dan banyak dipakai dalam memproses material plastik. Produk dari proses Vacuum Forming sangat banyak dan memegang peranan penting dalam kehidupan sehari-hari.
Thermoforming adalah pembentukan lembaran plastik menjadi bagian-bagian melalui aplikasi panas dan tekanan. Tooling untuk proses ini adalah yang paling murah
10
dibandingkan dengan proses plastik lainnya. Juga dapat menampung bagian lembaran yang sangat besar serta bagian-bagian kecil.
Prinsip kerja mesin Thermoforming
Dengan memanaskan plastik berbentuk lembaran (sheet) hingga melunak / soft lalu meletakannya diatas mold. Lalu Vacuum mulai menyedot material tersebut ke dalam mold / cetakan. Lalu material tadi dikeluarkan dari mold. Pada pembentukkan singkat ini, proses Vacuum Forming memanfaatkan pneumatic, hydraulic dan pengontrol panas yang memungkinkan lebih singkatnya waktu produksi.
Contoh Produk dengan proses Thermoforming :
Baths & Shower Trays Tempat minuman (Gelas plastik) Tempat cetakan agar-agar Plastik untuk mengepak mainan anak-anak Wadah tempat makanan.
9. Pengerjaan bahan plastik dengan penguat serat.
Plastic dengan penguat serat ini adalah resin dengan rambahan penguat dari serat, contohnya resin polyster dan Resin Epoxid, sedang penguatnya misalnya dari seart gelas.
11
Dimana untuk memprosesnya ada beberapa cara antara lain :o Laminasi dengan tangano Pengerjaan serat semproto Press dingino Press panaso Laminasi kotinyuo Sentrifugalo Pengerjaan Elektrostatik
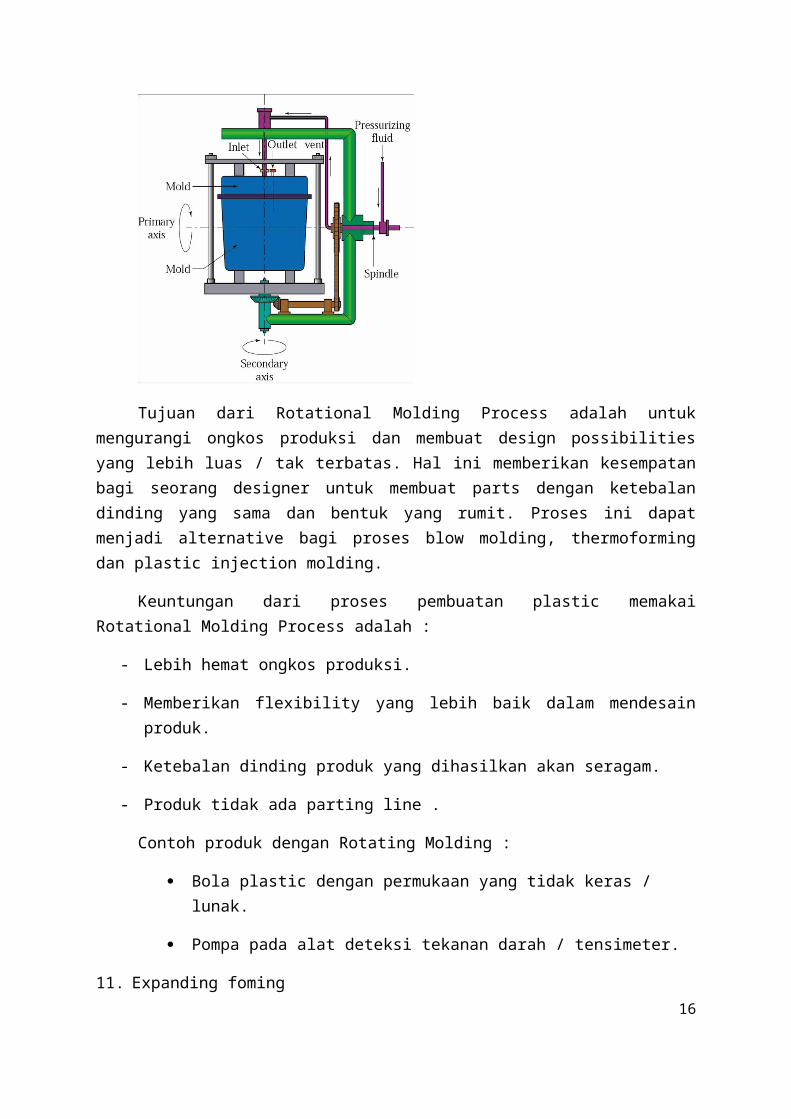
10. Rotate casting
Rotational Molding Process adalah salah satu proses pembentukan plastic. Biasa juga disebut rotomoulding biasanya menggunakan temperature yang tinggi, tekanan rendah (low pressure) dalam metode manufakturingnya yang mengkombinasikan panas dan perputaran bi-axial (bi-axial rotation).
Dalam proses ini, bubuk digilas halus dan dipanaskan dalam cetakan yang berputar sampai meleleh. Jika bahan cair yang digunakan, proses ini sering disebut lumpur salju molding. Resin yang melebur akan seragam dalam melapisi permukaan dalam cetakan.
Tujuan dari Rotational Molding Process adalah untuk mengurangi ongkos produksi dan membuat design possibilities yang lebih luas / tak terbatas. Hal ini memberikan kesempatan bagi seorang designer untuk membuat parts dengan ketebalan dinding yang sama dan bentuk yang rumit. Proses ini dapat menjadi alternative bagi proses blow molding, thermoforming dan plastic injection molding.
12
Keuntungan dari proses pembuatan plastic memakai Rotational Molding Process adalah :
- Lebih hemat ongkos produksi.
- Memberikan flexibility yang lebih baik dalam mendesain produk.
- Ketebalan dinding produk yang dihasilkan akan seragam.
- Produk tidak ada parting line .
Contoh produk dengan Rotating Molding :
Bola plastic dengan permukaan yang tidak keras / lunak.
Pompa pada alat deteksi tekanan darah / tensimeter.
11. Expanding foming
Dalam proses expanding/foaming matrial plastik dapat dikembangkan/ diperpanjang/ dipeluas. Campuran resin yang mengandung katalis dan bahan kimia yang dapat membantu proses perpanjangan (expanding) ditempatkan pada sebuah cetakn dimana ia akan memanjang kestruktur yang berbentuk sel. Polyurethanes, polyethers, ureaformaldehida, polyvinys, dan phenoliks adalah bahan-bahan yang sering dikerjakan dengan cara ini. Perlengkapan flotasi, spoges, kasur-kasur, dan bantalan pengamanan adalah contoh dari yang sering dibuat dengan cara ini.
12. Spinning
Spining dari plastic bisa dipanaskan dimulurkan, ditark, menjadi serabut, kemudian dipintal menjadi benang bisa lebih kuat.
Contoh: kain tas, jaring, gelasan,jala ikan
13
13. Blow film
Proses blown film adalah proses pembentukan plastik berongga dengan cara meniupkan udara bertekanan ke material plastik hasil ekstrusi melalui cincin udara (air ring). Material plastik yang digunakan biasanya adalah PE (LDPE & HDPE).
14
e. Pengujian
Pengujian termoplastik dapat mengambil berbagai bentuk.
tes tarik-ISO 527 -1/-2 dan ASTM D 638 menetapkan metode uji standar. Standar-standar ini secara teknis setara. Namun mereka tidak sepenuhnya sebanding karena perbedaan dalam kecepatan pengujian. Penentuan modulus membutuhkan ketelitian tinggi ± 1 mikrometer untuk Dilatometer .
Lentur tes-3-poin tes lentur antara umum dan metode yang paling klasik untuk plastik semi kaku dan kaku.
Pendulum dampak-dampak tes tes digunakan untuk mengukur perilaku materi pada kecepatan deformasi yang lebih tinggi. penguji dampak Pendulum digunakan untuk menentukan energi yang dibutuhkan untuk istirahat spesimen standar dengan mengukur tinggi yang pendulum palu naik setelah berdampak pada potongan uji.
15
Referensi
1.http://www.lgschemistry.org.uk/PDF/Thermosoftening_and_thermosetting_plastics.pdf
2. Baeurle SA, Hotta A, Gusev AA (2006). "Pada fase kaca dari multifasa dan bahan polimer murni":. Polymer 47 6243-6253. DOI : 10.1016/j.polymer.2006.05.076 .
3. Varzaneh HA Karimi, P Carbone, Mueller-Plathe F (2008). "Hydrogen Bonding dan Crossover Dinamis dalam Poliamida-66: Sebuah Studi Simulasi Dinamika Molekuler".. Makromolekul 41: 7211-7218 DOI : 10.1021/ma8010685 .
16


















