
Sociedad Mexicana de Ingeniería Estructural … · superficie del barreno donde el esfuerzo...
20
Sociedad Mexicana de Ingeniería Estructural Sociedad Mexicana de Ingeniería Estructural DETERMINACIÓN EXPERIMENTAL DE ESFUERZOS RESIDUALES EN TUBOS DE ACERO CON SOLDADURA HELICOIDAL Gelacio Juárez Luna 1 , A GustavoAyala Milián 2 y Mauro Niño Lázaro 3 RESUMEN En este trabajo se presentan los resultados de un estudio experimental para la evaluación de los esfuerzos residuales en tubos de acero con soldadura helicoidal, fabricados por la empresa TUBESA S.A. de C.V. Su motivación fue el validar el proceso de expansión mecánica que se utiliza para reducir los esfuerzos residuales en la fabricación de estos tubos. Para la evaluación de los esfuerzos residuales se utilizó el método del barreno, el cual emplea “Strain gages”. Se estudiaron tres especimenes sometidos a diferentes niveles de expansión mecánica, y un cuarto espécimen sometido a presión hidrostática al cual se le realizó un estudio mediante fotoelasticidad para obtener la configuración de sus esfuerzos ante esta demanda. ABSTRACT This paper presents the results of an experimental study to evaluate the residual stresses in steel pipes with helical welding made by TUBESA S.A. de C.V. The motivation of this was to validate the mechanical expansion procedure used for reducing the residual stresses generated during its fabrication. For the determination of the residual stresses the Hole-drilling Strain-Gage Method was used. Three specimens corresponding to three different levels of mechanical expansion were evaluated, and a fourth specimen, tested under hydrostatic pressure, was studied by a photo-elastic analysis to obtain its configuration of stresses when subjected to this type of loading. INTRODUCCIÓN La inducción de esfuerzos residuales en los materiales estructurales es una característica inherente a la mayoría de los procesos de manufactura tales como estampado, maquinado, formado, colado y soldadura. En particular, en la fabricación de tubos de acero, la fabricación de la placa, el rolado de la placa metálica y el proceso de soldadura generan esfuerzos residuales en el material. El conocimiento de los esfuerzos residuales (signo, valor, orientación y gradiente) es importante por razones tales como la determinación o predicción de la magnitud real de los esfuerzos actuantes y su relación con el estado límite de una estructura, la vida residual y el potencial de falla por fatiga de la estructura. En la mayoría de los casos y debido a la naturaleza de los métodos con los que se inducen los esfuerzos residuales es difícil, si no imposible, determinar dichos esfuerzos analíticamente; es por esto que los métodos experimentales son en la actualidad muy importantes para su determinación. En el caso específico de tubos de acero soldados, éstos se someten a diferentes procesos durante su fabricación que generan esfuerzos residuales, en principio desconocidos pero que se estiman son importantes (ver figura 1). Por este motivo las diferentes normas de fabricación de tubos, API 5L, NRF-001-PEMEX e ISO 3183-3, recomiendan que los tubos durante y/o después de su fabricación se sometan a diferentes procesos que reduzcan los esfuerzos residuales. En particular, el documento NRF-001-PEMEX 2000 sobre tubería de acero para recolección y transporte de hidrocarburos amargos, establece en su apartado 9.3.2 que el 1 Programa de Posgrado, Instituto de Ingeniería, UNAM, México D.F., 04510. Teléfono: (55)5623-3508; Fax: (55)5616-1514; [email protected] 2 Profesor Investigador, Instituto de Ingeniería. UNAM, México D.F., 04510. Teléfono: (55)5623-3508; Fax: (55) 5616-1514; [email protected] 3 Programa de Posgrado, Instituto de Ingeniería, UNAM, México D.F., 04510. Teléfono: (55)5623-3508; Fax: (55) 5616-1514; [email protected] 1
Transcript of Sociedad Mexicana de Ingeniería Estructural … · superficie del barreno donde el esfuerzo...

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
DETERMINACIÓN EXPERIMENTAL DE ESFUERZOS RESIDUALES EN TUBOS DE ACERO
CON SOLDADURA HELICOIDAL
Gelacio Juárez Luna1, A GustavoAyala Milián2 y Mauro Niño Lázaro3
RESUMEN En este trabajo se presentan los resultados de un estudio experimental para la evaluación de los esfuerzos residuales en tubos de acero con soldadura helicoidal, fabricados por la empresa TUBESA S.A. de C.V. Su motivación fue el validar el proceso de expansión mecánica que se utiliza para reducir los esfuerzos residuales en la fabricación de estos tubos. Para la evaluación de los esfuerzos residuales se utilizó el método del barreno, el cual emplea “Strain gages”. Se estudiaron tres especimenes sometidos a diferentes niveles de expansión mecánica, y un cuarto espécimen sometido a presión hidrostática al cual se le realizó un estudio mediante fotoelasticidad para obtener la configuración de sus esfuerzos ante esta demanda.
ABSTRACT This paper presents the results of an experimental study to evaluate the residual stresses in steel pipes with helical welding made by TUBESA S.A. de C.V. The motivation of this was to validate the mechanical expansion procedure used for reducing the residual stresses generated during its fabrication. For the determination of the residual stresses the Hole-drilling Strain-Gage Method was used. Three specimens corresponding to three different levels of mechanical expansion were evaluated, and a fourth specimen, tested under hydrostatic pressure, was studied by a photo-elastic analysis to obtain its configuration of stresses when subjected to this type of loading.
INTRODUCCIÓN La inducción de esfuerzos residuales en los materiales estructurales es una característica inherente a la mayoría de los procesos de manufactura tales como estampado, maquinado, formado, colado y soldadura. En particular, en la fabricación de tubos de acero, la fabricación de la placa, el rolado de la placa metálica y el proceso de soldadura generan esfuerzos residuales en el material. El conocimiento de los esfuerzos residuales (signo, valor, orientación y gradiente) es importante por razones tales como la determinación o predicción de la magnitud real de los esfuerzos actuantes y su relación con el estado límite de una estructura, la vida residual y el potencial de falla por fatiga de la estructura. En la mayoría de los casos y debido a la naturaleza de los métodos con los que se inducen los esfuerzos residuales es difícil, si no imposible, determinar dichos esfuerzos analíticamente; es por esto que los métodos experimentales son en la actualidad muy importantes para su determinación. En el caso específico de tubos de acero soldados, éstos se someten a diferentes procesos durante su fabricación que generan esfuerzos residuales, en principio desconocidos pero que se estiman son importantes (ver figura 1). Por este motivo las diferentes normas de fabricación de tubos, API 5L, NRF-001-PEMEX e ISO 3183-3, recomiendan que los tubos durante y/o después de su fabricación se sometan a diferentes procesos que reduzcan los esfuerzos residuales. En particular, el documento NRF-001-PEMEX 2000 sobre tubería de acero para recolección y transporte de hidrocarburos amargos, establece en su apartado 9.3.2 que el
1 Programa de Posgrado, Instituto de Ingeniería, UNAM, México D.F., 04510. Teléfono: (55)5623-3508;
Fax: (55)5616-1514; [email protected] 2 Profesor Investigador, Instituto de Ingeniería. UNAM, México D.F., 04510. Teléfono: (55)5623-3508;
Fax: (55) 5616-1514; [email protected] 3 Programa de Posgrado, Instituto de Ingeniería, UNAM, México D.F., 04510. Teléfono: (55)5623-3508;
Fax: (55) 5616-1514; [email protected]
1

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
proceso de expansión mecánica en frío debe realizarse para tubos cuyo diámetro sea mayor o igual que 16 in, mediante el empleo de un expansor radial accionado hidráulica o hidroneumáticamente en un intervalo del 0.5 al 1.5% del diámetro nominal. +
Figura 1 Proceso de fabricación de tubos con soldadura helicoidal Por lo anterior, la empresa TUBESA S.A. de C.V., dedicada a la fabricación de tubos de acero con soldadura helicoidal, solicitó al Instituto de Ingeniería de la UNAM su colaboración para llevar a cabo un estudio analítico y experimental para evaluar la eficacia de un proceso de expansión mecánica en frío empleado con la finalidad de eliminar los esfuerzos residuales, cuyo mecanismo difiere del especificado en la norma NRF-001 de PEMEX, pero que a juicio de los solicitantes cumple con el objetivo buscado que es el reducir los esfuerzos residuales. Este juicio se basa en que los tubos fabricados por la empresa satisfacen la norma 01-SAMSS-035 de ARAMCO que permite de una manera aproximada, estimar el nivel de esfuerzos residuales sobre un tubo después de habérsele aplicado el proceso de expansión mecánica en frío. En este estudio se investiga la efectividad del proceso de expansión mecánica durante el proceso de formado y soldadura de la tubería (ver figura 2). Para esto se realiza un estudio experimental orientado a la determinación de esfuerzos residuales en tubos cortos, provenientes de tubos de longitudes comerciales, no sometidos a ningún proceso de reducción de esfuerzos residuales y otros sometidos a un proceso de expansión mecánica de diferentes intensidades. Para entender el origen de estos esfuerzos residuales y los resultados de los procesos efectuados para la reducción de los mismos, este estudio también considera la medición de esfuerzos inducidos durante el proceso de manufactura (incluyendo el efecto de expansión mecánica) y durante y después del proceso de carga hidrostática efectuada a los tubos ya terminados. Los resultados obtenidos muestran la efectividad del proceso de expansión mecánica durante la fabricación de la tubería como medio para reducir los esfuerzos residuales y validan como método de evaluación de esfuerzos residuales remanentes en tubos ya fabricados, el método del corte longitudinal de anillos someros extraídos de los extremos de los tubos. DETERMINACIÓN DE ESFUERZOS RESIDUALES Antecedentes Actualmente, existen varios métodos para determinar los esfuerzos residuales en los materiales, éstos se clasifican como destructivos y no destructivos. Entre los métodos no destructivos se encuentran los rayos X, la difracción de neutrones y el de ruido de Barkhausen. Los métodos destructivos por otra parte se basan en
2

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
cortes a la estructura o remoción de parte del material (agujero o anillo) para relevar los esfuerzos residuales embebidos en el material, entre estos métodos se encuentra el de trepanación. Existe un tercer tipo de métodos denominados semi-destructivos entre los que se encuentran el método de barrenación.
Figura 2 Mecanismo de expansión mecánica En la actualidad existe un método para la determinación de los esfuerzos residuales, el cual se considera como semi-destructivo, conocido por su nombre en inglés como Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method. El método del barreno se fundamenta en la teoría de la elasticidad y ha sido validado por estudios realizados en instituciones académicas y grupos de investigación (ASTM, 2002). El principio del método es la liberación de esfuerzos residuales de un cuerpo mediante la introducción de un barreno en el punto de interés. Esto ocurre debido a que existe una perpendicular a la superficie del barreno donde el esfuerzo cortante y normal es cero. La eliminación de los esfuerzos en la superficie del barreno modifica el estado de esfuerzos de la región circundante, y en consecuencia, el de deformaciones locales. El método a su vez se subdivide en barrenación y trepanación. El método de barrenación, requiere rosetas especiales formada por tres "strain gages" o deformímetros los cuales se adhieren firmemente al material en el punto donde se requiere conocer el estado de esfuerzos residual; posteriormente se realiza un barreno ciego, a igual distancia de los “strain gages” con la finalidad de producir una liberación de esfuerzos que generen una deformación radial y tangencial la cual se registra por los “strain gages”. El diámetro y la profundidad del barreno para producir el 100% del alivio de esfuerzos (ver figura 3a); así como las expresiones para el proceso de datos y las consideraciones para cumplir con todas indicaciones propias de este método, están establecidas en la norma de la ASTM-E837 (ASTM, 2002). Dentro de las limitaciones del método, se tiene la restricción de no tenerse esfuerzos que excedan el 50% del límite elástico del material para obtener datos confiables y utilizar equipo especial con cuidados extremos en el proceso de operación, se acepta que la incertidumbre en los resultados obtenidos es de ± 10%. En el método de trepanación, se coloca una roseta rectangular en el punto de medición, para que el eje número 1 del “strain gage” quede orientado en dirección perpendicular al eje del tubo (ver figura 4). Posteriormente se realiza un corte circular que permite liberar por completo la base de la roseta: a diferencia del método de barrenación, el corte atraviesa el espesor del material (ver figura 3b). Se realizan mediciones antes y después del corte con las que se calculan las deformaciones, esfuerzos y direcciones principales.
3

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
a) Barrenación b) Trepanación
Figura 3 Método del barreno
θ
θ
θ
Figura 4 Roseta rectangular con strain gages Programa Experimental de Trabajo Con el propósito de establecer los estados de esfuerzos generados en los tubos producidos por la Empresa TUBESA S.A. de C.V. en las diferentes etapas de fabricación hasta llegar al producto terminado, se estableció un programa de mediciones en un tubo, producido específicamente para este estudio, de 762 mm (30 pulgadas) de diámetro, acero grado X-52 y espesor de placa de 1.59 mm (5/8 pulgada), según datos del fabricante. El tubo se fabricó en secciones con diferentes magnitudes de expansión interna: sin, media y completa. De éste, se extrajeron tres tramos de 2.40 m de longitud con diferente magnitud de expansión interna y un cuarto tramo de 12.40m de longitud con expansión interna completa, enumerando cuatro condiciones de estudio (ver tabla 1). Las condiciones antes descritas se propusieron y fueron aceptadas por el fabricante quien se dio a la tarea de realizarlas, presentando los especimenes identificados y con un tratamiento externo de "sand blast", en los cuales se procedió a efectuar la instrumentación y mediciones.
Tabla 1 Características de la tubería estudiada
Condición Longitud (m)
Descripción
I 2.40 Sin expansión interior II 2.40 Con expansión interior media III 2.40 Con expansión interior completa IV 12.40 Con expansión interior completa y sometido a
presión hidrostática
4

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
Descripción de Procedimientos Con el propósito de conocer el estado de esfuerzos en la sección de cada tramo de tubo, se realizó una distribución de rosetas (ver figura 5) para la características de las tuberías estudiadas. En la parte central (sección A) de los segmentos de tubo de las primeras tres condiciones y a 1.20 m de un extremo en el tramo IV, se realizaron los cortes necesarios para extraer un anillo de 0.10 m de ancho, el cual se instrumentó con tres rosetas rectangulares clasificadas como CEA-06-250UR-120 de la marca M-M (rosetas A-1, A-2 y A-3). El estado de esfuerzos residuales de las secciones B y C de cada tramo se obtuvo mediante el método de barrenación (rosetas B-4, B-6, B-8, C-11, C-13 y C-14), y trepanación (rosetas B-5, B-7, C-9, C-10 y C-12) descritos anteriormente. Las mediciones en estas secciones se realizaron mediante el registro de la lectura inicial, en un marcador digital (P-3500), una vez que el tramo se colocó en el dispositivo de corte, posteriormente, se registró la siguiente lectura después de retirar la sección correspondiente y una vez que se llegó a la temperatura ambiente en el material, esta lectura se designó como "después del primer corte". Finalmente, se realizó un el segundo corte (ver figura 6a) y por consecuencia se obtuvo un anillo el cual se cortó a 180º de la soldadura en el sentido perpendicular al eje del tubo (ver figura 6b). Los cortes se realizaron utilizando un equipo que permite la rotación del tubo y arco sumergido lo cual genera menos calentamiento que otros sistemas de corte. El tramo de 12.4 m de longitud se instrumentó con rosetas CEA-06 125RE una sección a 1.2 m del extremo del tubo en dos líneas perpendiculares al cordón de soldadura con el propósito de determinar el efecto de esta en el material vecino; dichas rosetas se utilizaron como rosetas rectangulares normales durante la prueba hidrostática y posteriormente se procesaron para la determinación de esfuerzos residuales (ver figura 7). Con fines cualitativos se realizó un estudio fotoelástico en el tramo de tubo correspondiente a la condición de estudio IV. En la parte media de éste, justamente sobre la soldadura, se aplicó una película de material fotoelástico, la cual cubrió 0.10 m a cada lado del cordón, que fue observada a través de un polariscopio durante la aplicación y descarga de una presión de 12.41 MPa (1800 psi) en la prueba hidrostática. La fotoelasticidad es un método de análisis experimental de esfuerzos considerado como “de campo”, el cual permite conocer la configuración de los esfuerzos, observada con luz polarizada, sobre el área de una estructura cubierta con un material especial cuando ésta se encuentra bajo condiciones de trabajo. El principio de medición corresponde al hecho de producirse deformaciones de igual magnitud y direcciones en el recubrimiento que en el sustrato al aplicarse una solicitación mecánica en éste, generando un cambio del índice de refracción en el material de la cubierta el cual generalmente es una resina epóxica transparente con un espesor uniforme entre 1 y 3 mm. Al proyectarse luz polarizada es posible observar a través de otro elemento polarizador patrones formados por franjas o manchas coloreadas cuando se utiliza luz blanca, las cuales se interpretan en función de la orientación de los ejes de polarización de los elementos contenidos en el instrumento de observación denominado polariscopio, lo que hace posible determinar en cada punto de la región instrumentada la dirección y la magnitud de la diferencia de los esfuerzos máximos. A partir de una resina en estado líquido esta se mezcla en la proporción correcta con su correspondiente endurecedor, calculándose el volumen necesario de mezcla para que al ser vertida sobre un plato en un área determinada produzca una película de espesor requerido. Una vez que el material ha adquirido una polimerización parcial es posible retirarlo del plato manejándolo como una tela y conformarlo a la superficie, previamente preparada, eliminando cualquier material extraño. Transcurrido el tiempo necesario para que se produzca el endurecimiento de la resina, se procede a retirarla y remover los agentes lubricantes utilizados en la conformación; procediendo a continuación al proceso de pegado, aplicando el material específico y las técnicas recomendadas, para obtener una buena adherencia de la película. El tipo de material utilizado y el espesor del mismo se determina previamente en función del módulo elástico del material del sustrato y de la magnitud de las deformaciones esperadas a escala total de las solicitaciones.
5

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
Para el estudio a nivel cualitativo realizado en los tubos a ser sometidos a presión interna en la prueba de presión hidrostática, se preparó una película de resina de la marca PHOTOLASTIC de Vishay, clasificada como P-L1, con un espesor de 3mm, adherida con adhesivo de la misma marca tipo PC-1 y con dimensiones de 23x23 cm, sobre la soldadura en la parte media de la longitud del tubo (12.4 m). La observación se realizó por medio de un polariscopio modelo 030, acoplado a una cámara de video digital para el registro de la información durante todo el proceso de aplicación de la presión interna. La calibración del material fotoelástico se realizó en una solera de aluminio, sujeta a flexión obteniendo una constante del valor de la franja de 720 µε/franja.
-C-10
-C-13207
62
-C-9
-C-12
630
534
438
600
Ext. 2C-C-10
-C-11
313
-A-3
-B-5
-B-4
600
-B-8
-B-7
276
423
0.415
223
600
A
-A-1
B
-B-6
-B-5
624101
Ext. 1
2394-A-2
-C-14 (interior)
600
Cordón de Soldadura
410
515
611
2400
C
Ext. 2
AB
Soldadura
CB A
10
9
13
11
60°
60°
CORTE
3 12
200
120°
60°
60°
2
120°
1
2005
60°
8
6
7
60°
60°
120°
60°
200
4
120°
Ext. 1
A- 1.- ROSETA -CEA - 06 -250UR - 120 Medición A- 2.- ROSETA -CEA - 06 -250UR - 120 Medición A- 3.- ROSETA -CEA - 06 -250UR - 120 Medición B- 4.- ROSETA -CEA - 06 -125RE - 120 Barrenación B- 5.- ROSETA -CEA - 06 -120CZ - 120 Trepanación B- 6.- ROSETA -CEA - 06 -125RE - 120 Barrenación B- 7.- ROSETA -CEA - 06 -120CZ - 120 Trepanación B- 8.- ROSETA -CEA - 06 -125RE - 120 Barrenación C- 9.- ROSETA -CEA - 06 -125RE - 120 Trepanación C-10.- ROSETA -CEA - 06 -120CZ - 120 Trepanación C-11.- ROSETA -CEA - 06 -125RE - 120 Barrenación C-12.- ROSETA -CEA - 06 -120CZ - 120 Trepanación C-13.- ROSETA -CEA - 06 -125RE - 120 Barrenación C-14.- ROSETA -CEA - 06 -125RE - 120 Barrenación
Figura 5 Colocación de rosetas en el tubo para las condiciones I, II y III
6

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
a)
c)
Figura 6 Extracción de anillos: a) segundo corte, b) corte perpendicular y c) tres anillos correspondiente la condición I, II y III
Figura 7 Colocación de rosetas en el tubo para la condición IV
7

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
PRESENTACIÓN Y ANÁLISIS DE RESULTADOS Esfuerzos Residuales En esta sección se presenta los esfuerzos obtenidos al procesar los datos registrados en las mediciones realizadas a las cuatro condiciones descritas anteriormente. Se muestra una tabla para cada una de las rosetas, donde se presenta el valor de los esfuerzos principales σ1 y σ2, y la dirección θ referida al esfuerzo principal máximo σ1. La dirección θ está dada a partir del eje vertical y; se considera como positiva la dirección anti-horaria y negativa en la horaria (ver figura 8). Los vectores con sentido hacia el exterior (color rojo) representan esfuerzos de tensión y hacia el interior (color azul) de compresión.
y
x
σ1
2σ
θ(+)
Figura 8 Sistema de referencia de los esfuerzos principales A continuación se muestran los valores de los esfuerzos y de las direcciones principales correspondientes a las rosetas A-1, A-2 y A-3 para las condiciones I, II, III y IV a las que se sometió cada tramo de tubo (ver tabla 2).
Tabla 2 Esfuerzos principales para diferentes condiciones, rosetas A1, A2 Y A3
Condición A1 A2 A3 σ1 σ2 θ σ1 σ2 θ σ1 σ2 θ
(MPa) (MPa) grad (MPa) (MPa) grad (MPa) (MPa) grad
I -6.62 -91.70 78.3 -44.68 -324.74 97.0 21.51 -429.54 93.8 II 40.68 -3.45 21.6 -11.24 -143.41 104.0 -35.92 -195.12 96.1 III 341.98 47.99 196.5 173.06 17.72 - 3.9 12.89 -2.87 65.9
IV -3.34 -10.55 183.2 48.47 -0.01 16.1 17.44 -8.27 13.8 En las figs. 9 a 11 se muestra gráficamente la variación de los esfuerzos principales residuales y de las direcciones principales correspondientes a las rosetas A-1, A-2 y A-3, para las cuatro condiciones de estudio. En estos resultados, se observa que los esfuerzos residuales se uniformizan después de la prueba hidrostática (condición IV) a un valor significativamente menor que el encontrado en la condición III.
Figura 9 Variación de
I II III IV
esfuerzos y direcciones principales para las condiciones, roseta A-1
8

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
I II III IV
Figura 10 Variación de esfuerzos y direcciones principales para las condiciones, roseta A-2
I II III IV
Figura 11 Variación de esfuerzos y direcciones principales para las condiciones, roseta A-3 En la tabla 3 se muestran los valores de los esfuerzos y de las direcciones principales correspondientes a las rosetas B-4, B-6 y B-8 para las condiciones I, II, III a las que se sometió cada segmento de tubo.
Tabla 3 Esfuerzos principales para diferentes condiciones, rosetas B-4, B-6 Y B-8.
Condición B-4 B-6 B-8 σ1 σ2 θ σ1 σ2 θ σ1 σ2 θ
(MPa) (MPa) grad (MPa) (MPa) grad (MPa) (MPa) Grad
I 243.38 155.82 - 44.0 344.05 268.21 72.1 299.23 41.64 45.4 II 122.04 -73.08 125.0 108.94 64.95 252.8 218.56 -163.41 45.7 III 77.91 -314.40 111.0 -1,751.27 -9,721.61 23.1 352.32 47.23 150.7
En la roseta B-4 (ver figura 12) los esfuerzos residuales principales máximos σ 1 son de tensión en la condición I y II; sin embargo, para la condición III, σ2 es de compresión, con dirección principal casi perpendicular al eje del tubo. En la roseta B-6 (ver figura 13) los esfuerzos residuales principales máximos σ 1 son de tensión en la condición I y II; sin embargo, para la condición III, σ 1 es de tensión con un valor reducido y σ2 es de compresión y actúa en la dirección principal del los esfuerzos de trabajo cuando el tubo se somete a la presión de diseño. En la roseta B-8 (ver figura 14) los valores de los esfuerzos principales σ 1 y σ 2 son de tensión. Estos resultados no siguen el patrón observado por lo que se desechan en los análisis de resultados posteriores.
I II III
Figura 12 Variación de la dirección principal con las condiciones, roseta B-4
9

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
Figura 13 Variación de l
Figura 14 Variación de l En la tabla 4 se muestran los valores deB-5 y B-7 para las condiciones I, II y III
Tabla 4 Esfuerzos princ
Condición σ1
(MPa)
I 382.66II 373.01III -47.02
En esta roseta B-5 (ver figura 15) los escondición I y II; sin embargo, para la cotubo sometido a la presión de diseño, i.e En la roseta B-7 (ver figura 16) los condiciones I, II y III, donde se observade estos esfuerzos.
Figura 15 Variación de l
I II III
a dirección principal con las condiciones, roseta B-6
I II IIIa dirección principal con las condiciones, roseta B-8
los esfuerzos y direcciones principales correspondientes a las rosetas a las que se sometió cada segmento de tubo.
ipales para diferentes condiciones, rosetas B-5 y B-7
B-5 B-7 σ2 θ σ1 σ2 θ
(MPa) grad (MPa) (MPa) grad
255.11 - 4.2 382.66 255.11 - 4.2 134.45 70.9 321.30 306.13 36.4
-184.09 90.9 230.97 43.99 76.9
fuerzos residuales principales máximos σ 1 y σ 2, son de tensión para la ndición III, éstos son a compresión y con σ 2 favorable al trabajo del
., en dirección perpendicular al eje del tubo.
esfuerzos residuales principales σ 1 y σ 2, son de tensión para las que el efecto de expansión mecánica se ve reflejado en la reducción
I II IIIa dirección principal con las condiciones, roseta B-5
10

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
Figura 16 Variación de la En la tabla 5 se muestran los valores derosetas C-9, C-11, C-13 y C-14 para las
Tabla 5 Esfuerzos principales
Condición C-9 σ1 σ2 θ σ1
(MPa) (MPa) grad (MPa)
I 243.38 124.11 - 37.2 525.38II 383.35 191.67 137.4 159.27III 658.45 448.85 45.9 155.13
En la roseta C-9 (ver figura 17) los esfucondiciones I, II y III. Evidentementestimaciones cualitativas sobre los efecatribuye a un error en las lecturas de los s En la roseta C-11(ver figura 18), corroresiduales principales σ 1 y σ 2, son de tenesto es, σ 2 es de compresión, en direcctrabajo del tubo cuando se le somete a pr En la roseta C-13(ver figura 19) los esfuI; sin embargo, para la condición II y III,un proceso de expansión mecánica. En la roseta C-14 (ver figura 20) se compresión para las condiciones I y II; sLo anterior se atribuye a que los esfueespesor, ya que en la fabricación del considerados por el procedimiento de msigno contrario a los medidos en la super
Figura 17 Variación de la
I II III
dirección principal con las condiciones, roseta B-7
los esfuerzos y de las direcciones principales correspondientes a las condiciones I, II y III a las que se sometió cada segmento de tubo.
para diferentes condiciones, roseta C-9, C-11, C-13 y C-14.
C-11 C-13 C-14 σ2 θ σ1 σ2 θ σ1 σ2 θ
(MPa) grad (MPa) (MPa) grad (MPa) (MPa) grad
290.27 - 2.2 344.05 268.21 72.1 -179.26 -503.32 75.4 -10.96 27.6 -143.41 -188.23 171.7 -95.15 -313.02 118.0 -252.35 88.6 -146.86 -310.26 46.9 148.24 45.85 95.4
erzos residuales principales máximos σ 1 y σ 2, son de tensión en la e, estos resultados contradicen las tendencias observadas y las tos que el proceso de expansión mecánica genera. Lo anterior se ensores.
borando las conclusiones anteriores, se observa que los esfuerzos sión para las condiciones I y II y de compresión para la condición III, ión casi perpendicular al eje del tubo, lo cual resulta favorable al esión interna.
erzos residuales principales σ 1 y σ 2, son de tensión para la condición éstos son de compresión, lo cual refleja el efecto positivo de utilizar
observa que los esfuerzos residuales principales σ 1 y σ 2, son de in embargo, para la condición III, éstos son pequeños pero a tensión. rzos residuales en el tubo no son estrictamente uniformes con el tubo se inducen además de esfuerzos de membrana, los únicos edición empleado, los de flexión que aunque pequeños, tendrían el ficie exterior.
I II IIIdirección principal con las condiciones, roseta C-9
11
XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
Figura 18 Variación de la
Figura 19 Variación de la
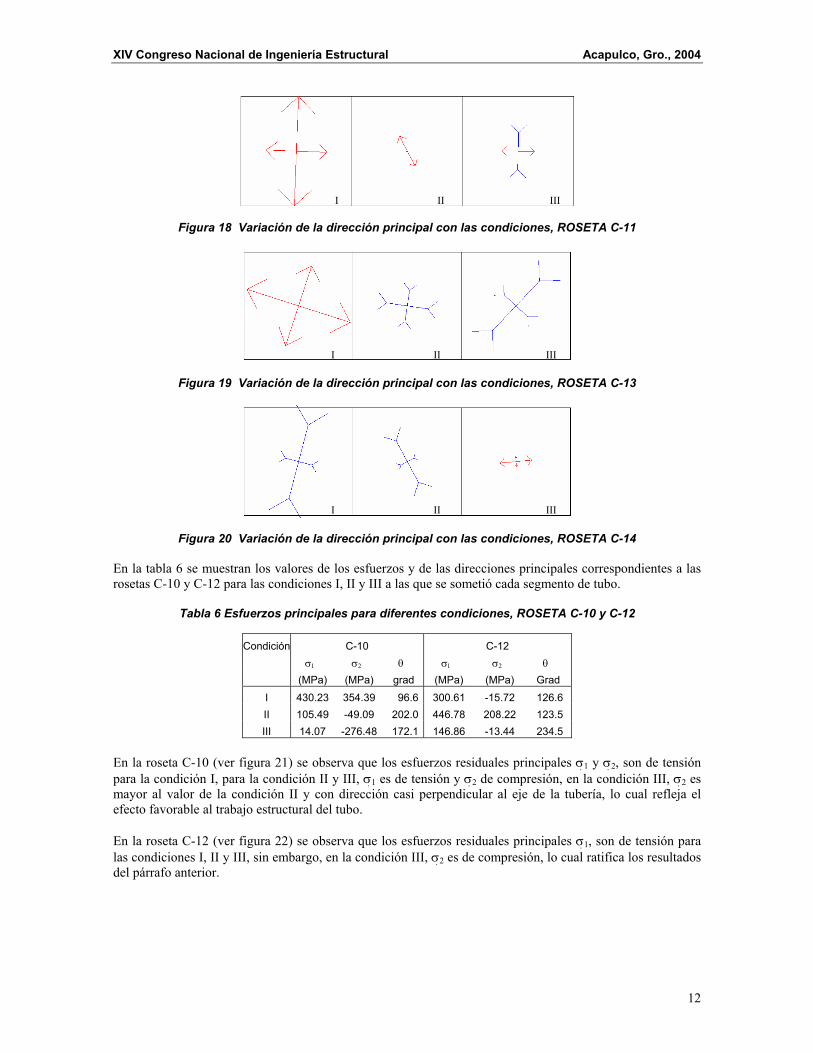
Figura 20 Variación de la En la tabla 6 se muestran los valores derosetas C-10 y C-12 para las condicione
Tabla 6 Esfuerzos principa
Condición σ1
(MPa)
I 430.23II 105.49III 14.07
En la roseta C-10 (ver figura 21) se obspara la condición I, para la condición IImayor al valor de la condición II y coefecto favorable al trabajo estructural de En la roseta C-12 (ver figura 22) se obslas condiciones I, II y III, sin embargo, edel párrafo anterior.
I II III
dirección principal con las condiciones, ROSETA C-11
I II IIIdirección principal con las condiciones, ROSETA C-13
I II III
dirección principal con las condiciones, ROSETA C-14
los esfuerzos y de las direcciones principales correspondientes a las s I, II y III a las que se sometió cada segmento de tubo.
les para diferentes condiciones, ROSETA C-10 y C-12
C-10 C-12 σ2 θ σ1 σ2 θ
(MPa) grad (MPa) (MPa) Grad
354.39 96.6 300.61 -15.72 126.6 -49.09 202.0 446.78 208.22 123.5
-276.48 172.1 146.86 -13.44 234.5
erva que los esfuerzos residuales principales σ 1 y σ 2, son de tensión y III, σ 1 es de tensión y σ 2 de compresión, en la condición III, σ 2 es n dirección casi perpendicular al eje de la tubería, lo cual refleja el l tubo.
erva que los esfuerzos residuales principales σ 1, son de tensión para n la condición III, σ 2 es de compresión, lo cual ratifica los resultados
12

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
Figura 21 Variación de la
Figura 22 Variación de la Estudio Fotoelástico En la figura 23 se ilustra una secuenciaa la soldadura durante la aplicación detubo de 12.40 m: a) patrón fotoelástfotoelástico con presión interna en el tu(1800 psi), c) presión interna al 40%fotoelástico correspondiente al 100% de Al observar los patrones de franja genprodujo en forma paralela al cordón formación de la franja de orden de dos
a)
I II III
dirección principal con las condiciones, ROSETA C-10
i
,
edj
I II III
dirección principal con las condiciones, ROSETA C-12
de los patrones fotoelásticos típicos registrados en una placa adherida presión hidrostática en la parte media de la longitud de un tramo de co sin la aplicación de presión en el interior del tubo, b) patrón bo correspondiente al 20% de la presión máxima aplicada 12.41 Mpa d) presión interna al 60%, e) presión interna al 80% y f) patrón la presión interna aplicada al tubo de prueba.
rados durante el ensayo se estableció que la franja de orden uno se e soldadura a una distancia de éste de 2.5 cm, dando lugar a la
unto al borde del cordón de soldadura al aplicarse la máxima presión.
b)
13

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
c)
d)
e)
f)
Soldadura
1
2
Figura 23 Secuencia de los patrones fotoelásticos durante la prueba hidrostática CONCLUSIONES Con base en los resultados mostrados anteriormente, obtenidos del programa de trabajo experimental, se concluye que los esfuerzos residuales en el tubo sometido a expansión interior completa correspondiente a la condición III son favorables, puesto que son de compresión o casi nulos. En general, el efecto de estos esfuerzos a compresión favorece el comportamiento del tubo al someterse a las condiciones de trabajo. Además, se observó que después de someter el tubo a la prueba de presión hidrostática, los esfuerzos residuales se suavizan, lo cual en general representa un efecto benéfico al trabajo estructural del tubo cuando se ve sometido a presión interna. De las mediciones realizadas en especimenes fabricados a diferentes condiciones de expansión interior, es posible establecer que la condición, en la que se generan esfuerzos residuales de compresión o de magnitud mínima, corresponde a los tubos producidos con la expansión completa, lo cual se comprueba por el hecho de producirse un traslape de los extremos de un corte realizado a un anillo extraído del tramo; situación contraria se produce cuando se corta un anillo de un tubo al cual se aplicó una expansión interior media o nula durante el proceso de fabricación, lo que confirma indirectamente que los resultados obtenidos con las mediciones son válidas. Así mismo, se observa que los esfuerzos cercanos al cordón de la soldadura muestran un estado de tensión, fenómeno debido al calentamiento que sufre el material al soldarse; sin embargo, al alejarse del cordón, el estado de esfuerzos cambia a compresión.
14

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
Del estudio fotoelástico realizado al tubo sometido a presión hidrostática se confirma que el proceso de soldadura afecta una zona paralela al cordón hasta una distancia de 5 cm, modificando el estado de esfuerzos residuales. Es por esta razón que en algunas rosetas cercanas al cordón, los esfuerzos difieren del patrón de esfuerzos de otras zonas sobre la placa del tubo. De los resultados experimentales descritos en este estudio, se concluye que el proceso de expansión mecánica aplicado durante la manufactura de los tubos fabricados por la Empresa TUBESA S.A. de C.V. es efectivo, pues reduce los esfuerzos residuales. Además, en algunas ocasiones el proceso es favorable al trabajo estructural del tubo, puesto que genera esfuerzos residuales de compresión en la dirección en la que se generan esfuerzos de tensión cuando el tubo se somete a presión interna. Agradecimientos Se agradece al Ing. Alfredo Olivares Ponce de la empresa Metronic S. A. De C. V., su apoyo para la realización de este trabajo. Referencias Measurements Group. (1990). “Strain Gage Rosettes – Selection, Application and Data Reduction”, Tech Note, TN-515. North Carolina, EU. Measurements Group. (1993). “Measurement of Residual Stresses by the Hole-Drilling. Strain Gage method”, Tech Note, TN-503-5. North Carolina, EU. ASTM. (2002). “Standard Test Method for determining Residual Stresses by Hole-Drilling Strain-Gage Method”,
15

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
APÉNDICE A. CÁLCULO DEL MÓDULO ELÁSTICO DEL ACERO La obtención de las propiedades mecánicas del material se realizó en el laboratorio de materiales de la Facultad de Ingeniería de la UNAM, se probaron dos especimenes de acero con el que se fabrican los tubos; a las muestras se les colocó un “strain gage” EA-06-10CBE -120 y se utilizó la máquina marca AMSLER, Mod. 50T. Al momento de realizar la prueba al espécimen 1 (Prueba 1), la energía eléctrica falló, por lo que se realizó una segunda lectura al mismo espécimen (Prueba 1B), posteriormente se sometió el espécimen 2; ambos especimenes se llevaron a la falla (ver figura A1). Los resultados obtenidos de son: módulo elástico E = 206842.71MPa (30x106 lb/in2), limite elástico 389.15 MPa (56,440.89 lb/in2 ) y esfuerzo de ruptura 454 MPa (65,847.70 lb/in2).
0
50
100
150
200
250
300
350
400
450
0 1,000 2,000 3,000 4,000 5,000 6,000 7,000 8,000 9,000Deformaciones (10-06)
Esfu
erzo
(MPa
)
PRUEBA 1PRUEBA 1BPRUEBA 2
Figura A1 Representación gráfica de los especimenes sujetos a tensión axial
16

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
APÉNDICE B. MEMORIA GRÁFICA DESCRIPTIVA DEL PROGRAMA EXPERIMENTAL En la figura B1 se muestra el equipo especial utilizado en la determinación de esfuerzos residuales por el método de barrenación, el cual permite el alineamiento correcto de la herramienta y la medición de la profundidad del barreno. Se sujeta firmemente a la superficie por medio de adhesivo en las zapatas de apoyo, las cuales están articuladas para adaptar el dispositivo a la curvatura de la superficie. Previamente a la colocación de la herramienta de corte en el dispositivo, se incorpora en lugar de esta, un microscopio adaptado para lograr un correcto centrado respecto a los ejes de la roseta especial para este propósito de medición.
Figura B1 Barrenación de un punto en la superficie exterior de un tubo Por medio de un taladro con sujeción magnética y velocidad regulada, se extrajeron “pastillas” del material, al utilizar un cortador circular de 7/8” de diámetro, las cuales se instrumentaron con “strain gages” en una configuración de roseta rectangular. La diferencia de lecturas hechas antes y después del corte permitió determinar el estado de esfuerzos residuales (ver figura B2).
a)
b)
Figura B2 Método de trepanación: a) equipo utilizado y b) barreno
17

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
Indicador digital, el cual permite determinar en forma directa, la deformación unitaria (ε),correspondiente a cada “strain gage” conectado a través de conductores a sus bornes al ajustarlo en forma adecuada con un factor de sensibilidad (G.F.), para cada solicitación de la estructura en el lugar donde se localiza el deformímetro adherido (ver figura B3).
Figura B3 Indicador digital (P-3500) utilizado en las mediciones
En la planta TUBESA S.A. de C.V., se habilitó un dispositivo con el cual fue posible realizar cortes perimetrales, perpendiculares al eje de los tubos para obtener anillos. Para esta finalidad, se utilizó equipo de arco sumergido, el cual evita el calentamiento excesivo que pudiera dañar la instrumentación con “strain gages” localizados en la superficie, con los cuales se realizó un seguimiento de las deformaciones de la estructura bajo las diferentes condiciones (ver figura B4).
Figura B4 Aparato y equipo de corte empleados para la obtención del anillo
18

Sociedad Mexicana de Ingeniería EstructuralSociedad Mexicana de Ingeniería Estructural
En la figura B5 se muestra el dispositivo implementado para realizar el corte de un anillo y observar el comportamiento de los extremos en las la condiciones I, II y III.
a)
b)
c)
Figura B5 Corte del anillo: a) perpendicular al eje, b)paralelo al eje y c) comportamiento del extremo de los anillos de las condiciones de trabajo I, II y III
19

XIV Congreso Nacional de Ingeniería Estructural Acapulco, Gro., 2004
En la figura B6 se muestra el dispositivo utilizado en la determinación de esfuerzos residuales por el método de barrenación, cuyo complemento es un taladro eléctrico de velocidad regulada, que permite realizar la operación a baja velocidad, lo cual evita un calentamiento excesivo en el lugar de medición.
Figura B6 Dispositivos utilizados en el método de barrenación, en el interior del tubo Condición IV, constituida por una sección de tubo con una longitud de 12.4 m, colocado en el dispositivo instalado en la planta TUBESA S.A. de C.V., para la aplicación de presión hidrostática, el cual fue instrumentado con “strain gages” y fotoelasticidad reflectiva, y sometido a expansión total interna en el proceso de fabricación (ver figura B7).
Figura B7 Tubo instrumentado colocado en el dispositivo para la aplicación de presión hidrostática (En la zona cubierta con plástico se localiza la instrumentación)
20


















