
Semi-Solid_Aluminium_Casting_-_CNRC - stas.com · SEMI-SOLID ALUMINIUM CASTING RC Aluminium...
4
SEMI-SOLID ALUMINIUM CASTING RC Aluminium Technology Centre works on the development of semi-solid aluminium casting. The process is used to manufacture high integrity aluminium components for structural applications. WHY SEMI-SOLID ALUMINIUM? APPLICATIONS ADVANTAGES In typical die-casting operations, liquid aluminium solidifies after being injected under pressure in a die cavity. This operation, although very economical and practical for high production rates, is not without prob- lems. Indeed, when die-casting liquid aluminium, air entrapment usually occurs, causing defects in the finished product. Semi-solid aluminium casting greatly reduces these problems. The main advantage of casting semi-solid aluminium is to produce high integrity components for structural applications. The castings offer the following characteristics: Processing semi-solid aluminium also yields cost reductions through: Few defects (porosity and oxide film) High resistance to mechanical stresses (tensile strength, ultimate tensile strength, fatigue behaviour) High resistance to high pressures (hydraulic and pneumatic) Heat treatable. High production rate Extended mould life. For the environment NRC scientific research will be used, among others, to produce lighter automotive components, mean- ing lighter, more energy efficient vehicles with lower greenhouse gas emissions. Parts cast from semi-solid aluminium find applications in areas where mechanical properties are crucial, particularly in vehicle components such as: Engine mounts Suspension arms Actuator shafts Valve bodies. Motorcycle swing arms NRC Aluminium Technology Centre N Fuel rail housings Master cylinders
Transcript of Semi-Solid_Aluminium_Casting_-_CNRC - stas.com · SEMI-SOLID ALUMINIUM CASTING RC Aluminium...

SEMI-SOLID ALUMINIUM CASTING RC Aluminium Technology Centre works on the development of semi-solid aluminium casting. The process is used to manufacture high integrity aluminium components for structural applications.
WHY SEMI-SOLID ALUMINIUM?
APPLICATIONS
ADVANTAGES
In typical die-casting operations, liquid aluminium solidi�es after being injected under pressure in a die cavity. This operation, although very economical and practical for high production rates, is not without prob-lems. Indeed, when die-casting liquid aluminium, air entrapment usually occurs, causing defects in the �nished product. Semi-solid aluminium casting greatly reduces these problems.
The main advantage of casting semi-solid aluminium is to produce high integrity components for structural applications. The castings o�er the following characteristics:
Processing semi-solid aluminium also yields cost reductions through:
Few defects (porosity and oxide �lm)High resistance to mechanical stresses (tensile strength, ultimate tensile strength,fatigue behaviour)High resistance to high pressures (hydraulic and pneumatic)Heat treatable.
High production rateExtended mould life.
For the environmentNRC scienti�c research will be used, among others, to produce lighter automotive components, mean-ing lighter, more energy e�cient vehicles with lower greenhouse gas emissions.
Parts cast from semi-solid aluminium �nd applications in areas where mechanical properties are crucial, particularly in vehicle components such as:
Engine mounts Suspension arms Actuator shafts Valve bodies. Motorcycle swing arms
NR
C A
lum
iniu
m T
ec
hn
olo
gy
Ce
ntr
e N
Fuel rail housingsMaster cylinders
COLLABORATE WITH NRC-ATC
Discovering the NRC Aluminium Technology Centre is to the advantage of all businesses, large and small.
Leading expertise and equipment make NRC-ATC a �rst-rate partner for your industrial projects.
Interested in semi-solid casting? We provide:
Numerical simulation of the casting processDie cavity designPrototype casting.
Property analyses of partsCoaching for technology implementationProduction of semi-solid paste
Over and above research on semi-solid aluminium casting, NRC-ATC’s work covers various �elds such as: hydroforming, laser weld-ing, and structural adhesives. An ultramodern laboratory comprising metallurgical and physical analysis instruments is also available.
Dominique Bouchard, Ph.D. Group Leader, Casting Processes Phone: (418) 545-5097 Fax: (418) 545-5543 Email: [email protected] Alain Simard, Eng., M.Sc. Business Development O�cer Phone: (418) 545-5099 Fax: (418) 545-5543 Email: [email protected]
Aluminium Technology CentreNational Research Council Canada
501, Université Blvd EastSaguenay (Québec) G7H 8C3
www.nrc-cnrc.gc.ca
One example of successful collaborationNRC-ATC and Rio Tinto Alcan have joint development activities involving the new SEED technology (Alcan patent) for producing semi-solid paste by rheocasting.
Printed in Canada / Imprimé au Canada *Ce document est aussi disponible en français.
520 533 546 559 572 585
Fraction solideSol id f rac t ion
PROCESS COMPUTER SIMULATION
The mushy consistency of semi-solid metals provides a die �lling that minimizes air entrapment. Aluminium alloys are well suited to this type of processing, which can be achieved by thixocasting or rheocasting.
Thixocasting initially requires a controlled solidi�cation of billets, which are subsequently re-melted before casting (see Fig. 1).
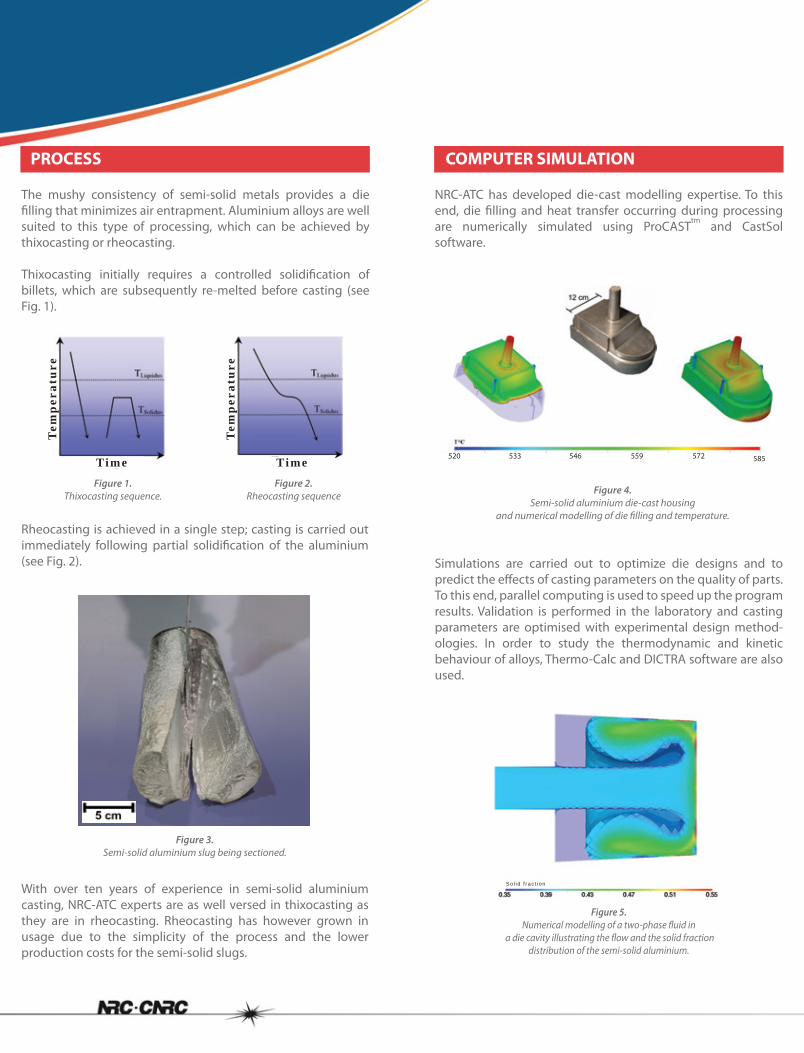
NRC-ATC has developed die-cast modelling expertise. To this end, die �lling and heat transfer occurring during processing are numerically simulated using ProCASTtm and CastSol software.
Simulations are carried out to optimize die designs and to predict the e�ects of casting parameters on the quality of parts. To this end, parallel computing is used to speed up the program results. Validation is performed in the laboratory and casting parameters are optimised with experimental design method-ologies. In order to study the thermodynamic and kinetic behaviour of alloys, Thermo-Calc and DICTRA software are also used.
Rheocasting is achieved in a single step; casting is carried out immediately following partial solidi�cation of the aluminium (see Fig. 2).
With over ten years of experience in semi-solid aluminium casting, NRC-ATC experts are as well versed in thixocasting as they are in rheocasting. Rheocasting has however grown in usage due to the simplicity of the process and the lower production costs for the semi-solid slugs.
Figure 3.Semi-solid aluminium slug being sectioned.
Figure 4.Semi-solid aluminium die-cast housing
and numerical modelling of die �lling and temperature.
Figure 5.Numerical modelling of a two-phase �uid in
a die cavity illustrating the �ow and the solid fractiondistribution of the semi-solid aluminium.
Figure 2.Rheocasting sequence
Figure 1.Thixocasting sequence.
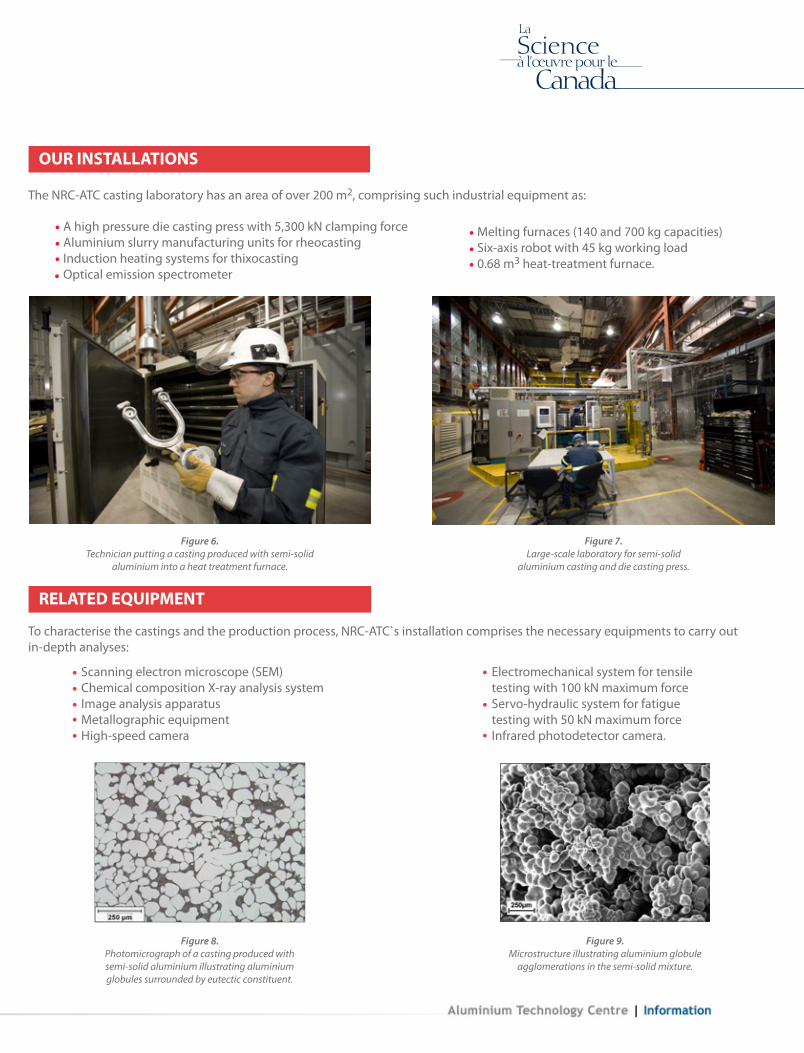
A high pressure die casting press with 5,300 kN clamping forceAluminium slurry manufacturing units for rheocastingInduction heating systems for thixocastingOptical emission spectrometer
Melting furnaces (140 and 700 kg capacities)Six-axis robot with 45 kg working load0.68 m3 heat-treatment furnace.
Scanning electron microscope (SEM)Chemical composition X-ray analysis systemImage analysis apparatusMetallographic equipmentHigh-speed camera
Electromechanical system for tensiletesting with 100 kN maximum forceServo-hydraulic system for fatiguetesting with 50 kN maximum forceInfrared photodetector camera.
The NRC-ATC casting laboratory has an area of over 200 m2, comprising such industrial equipment as:
To characterise the castings and the production process, NRC-ATC`s installation comprises the necessary equipments to carry outin-depth analyses:
OUR INSTALLATIONS
RELATED EQUIPMENT
Figure 7.Large-scale laboratory for semi-solid
aluminium casting and die casting press.
Figure 6.Technician putting a casting produced with semi-solid
aluminium into a heat treatment furnace.
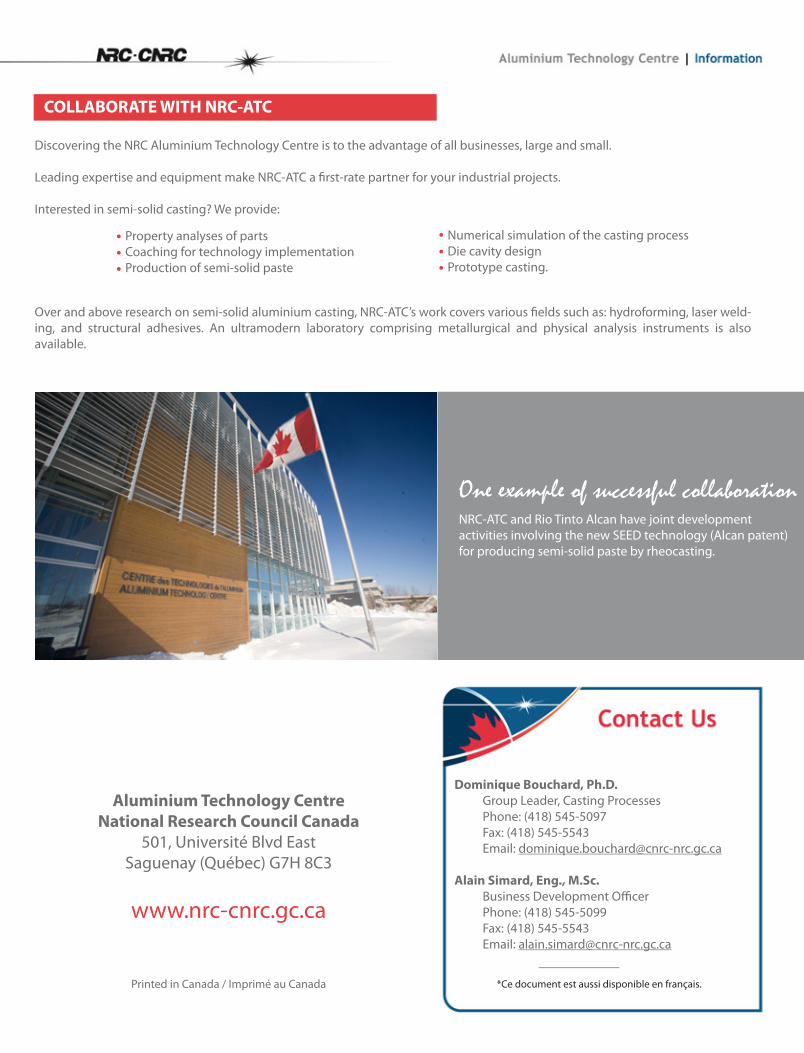
Microstructure illustrating aluminium globuleagglomerations in the semi-solid mixture.
Photomicrograph of a casting produced withsemi-solid aluminium illustrating aluminiumglobules surrounded by eutectic constituent.
Figure 8. Figure 9.
Time
Tem
per
atu
re
T ime
Tem
per
atu
re
520 533 546 559 572 585
Fraction solideSol id f rac t ion
PROCESS COMPUTER SIMULATION
The mushy consistency of semi-solid metals provides a die �lling that minimizes air entrapment. Aluminium alloys are well suited to this type of processing, which can be achieved by thixocasting or rheocasting.
Thixocasting initially requires a controlled solidi�cation of billets, which are subsequently re-melted before casting (see Fig. 1).
NRC-ATC has developed die-cast modelling expertise. To this end, die �lling and heat transfer occurring during processing are numerically simulated using ProCASTtm and CastSol software.
Simulations are carried out to optimize die designs and to predict the e�ects of casting parameters on the quality of parts. To this end, parallel computing is used to speed up the program results. Validation is performed in the laboratory and casting parameters are optimised with experimental design method-ologies. In order to study the thermodynamic and kinetic behaviour of alloys, Thermo-Calc and DICTRA software are also used.
Rheocasting is achieved in a single step; casting is carried out immediately following partial solidi�cation of the aluminium (see Fig. 2).
With over ten years of experience in semi-solid aluminium casting, NRC-ATC experts are as well versed in thixocasting as they are in rheocasting. Rheocasting has however grown in usage due to the simplicity of the process and the lower production costs for the semi-solid slugs.
Figure 3.Semi-solid aluminium slug being sectioned.
Figure 4.Semi-solid aluminium die-cast housing
and numerical modelling of die �lling and temperature.
Figure 5.Numerical modelling of a two-phase �uid in
a die cavity illustrating the �ow and the solid fractiondistribution of the semi-solid aluminium.
Figure 2.Rheocasting sequence
Figure 1.Thixocasting sequence.
A high pressure die casting press with 5,300 kN clamping forceAluminium slurry manufacturing units for rheocastingInduction heating systems for thixocastingOptical emission spectrometer
Melting furnaces (140 and 700 kg capacities)Six-axis robot with 45 kg working load0.68 m3 heat-treatment furnace.
Scanning electron microscope (SEM)Chemical composition X-ray analysis systemImage analysis apparatusMetallographic equipmentHigh-speed camera
Electromechanical system for tensiletesting with 100 kN maximum forceServo-hydraulic system for fatiguetesting with 50 kN maximum forceInfrared photodetector camera.
The NRC-ATC casting laboratory has an area of over 200 m2, comprising such industrial equipment as:
To characterise the castings and the production process, NRC-ATC`s installation comprises the necessary equipments to carry outin-depth analyses:
OUR INSTALLATIONS
RELATED EQUIPMENT
Figure 7.Large-scale laboratory for semi-solid
aluminium casting and die casting press.
Figure 6.Technician putting a casting produced with semi-solid
aluminium into a heat treatment furnace.
Microstructure illustrating aluminium globuleagglomerations in the semi-solid mixture.
Photomicrograph of a casting produced withsemi-solid aluminium illustrating aluminiumglobules surrounded by eutectic constituent.
Figure 8. Figure 9.
Time
Tem
per
atu
re
T ime
Tem
per
atu
re
SEMI-SOLID ALUMINIUM CASTING RC Aluminium Technology Centre works on the development of semi-solid aluminium casting. The process is used to manufacture high integrity aluminium components for structural applications.
WHY SEMI-SOLID ALUMINIUM?
APPLICATIONS
ADVANTAGES
In typical die-casting operations, liquid aluminium solidi�es after being injected under pressure in a die cavity. This operation, although very economical and practical for high production rates, is not without prob-lems. Indeed, when die-casting liquid aluminium, air entrapment usually occurs, causing defects in the �nished product. Semi-solid aluminium casting greatly reduces these problems.
The main advantage of casting semi-solid aluminium is to produce high integrity components for structural applications. The castings o�er the following characteristics:
Processing semi-solid aluminium also yields cost reductions through:
Few defects (porosity and oxide �lm)High resistance to mechanical stresses (tensile strength, ultimate tensile strength,fatigue behaviour)High resistance to high pressures (hydraulic and pneumatic)Heat treatable.
High production rateExtended mould life.
For the environmentNRC scienti�c research will be used, among others, to produce lighter automotive components, mean-ing lighter, more energy e�cient vehicles with lower greenhouse gas emissions.
Parts cast from semi-solid aluminium �nd applications in areas where mechanical properties are crucial, particularly in vehicle components such as:
Engine mounts Suspension arms Actuator shafts Valve bodies. Motorcycle swing arms
NR
C A
lum
iniu
m T
ec
hn
olo
gy
Ce
ntr
e N
Fuel rail housingsMaster cylinders
COLLABORATE WITH NRC-ATC
Discovering the NRC Aluminium Technology Centre is to the advantage of all businesses, large and small.
Leading expertise and equipment make NRC-ATC a �rst-rate partner for your industrial projects.
Interested in semi-solid casting? We provide:
Numerical simulation of the casting processDie cavity designPrototype casting.
Property analyses of partsCoaching for technology implementationProduction of semi-solid paste
Over and above research on semi-solid aluminium casting, NRC-ATC’s work covers various �elds such as: hydroforming, laser weld-ing, and structural adhesives. An ultramodern laboratory comprising metallurgical and physical analysis instruments is also available.
Dominique Bouchard, Ph.D. Group Leader, Casting Processes Phone: (418) 545-5097 Fax: (418) 545-5543 Email: [email protected] Alain Simard, Eng., M.Sc. Business Development O�cer Phone: (418) 545-5099 Fax: (418) 545-5543 Email: [email protected]
Aluminium Technology CentreNational Research Council Canada
501, Université Blvd EastSaguenay (Québec) G7H 8C3
www.nrc-cnrc.gc.ca
One example of successful collaborationNRC-ATC and Rio Tinto Alcan have joint development activities involving the new SEED technology (Alcan patent) for producing semi-solid paste by rheocasting.
Printed in Canada / Imprimé au Canada *Ce document est aussi disponible en français.


















