

Salvagnini - tcpunzones.comtcpunzones.com/wp-content/uploads/2018/02/Catalogo-Salvagnini.pdf ·...
40
Transcript of Salvagnini - tcpunzones.comtcpunzones.com/wp-content/uploads/2018/02/Catalogo-Salvagnini.pdf ·...

Salvagnini SystemTC PUNZONES Y MATRICES www.tcpunzones.comTlf. +34 934 228 [email protected]

SA
LVA
GN
INI
P0
red
on
do
s /
roun
d fo
rm1

MuelleSpring
TornilloFijación PunzónScrew punch fixe
PisadorStripper
Porta PunzónPunch Holder
PunzónPunch
Max. Ø10mmEspesores de 0,5 a 3,5mm.Estaciones de 70kN PP PU P2RLargo punzón 44,8mm.Altura matriz 15mm.Max. afilado punzón 1,5mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
INI P
0 red
on
do
s / round form2

SA
LVA
GN
INI
P0
fig
ura
s /
shap
es3

MuelleSpring
TornilloFijación PunzónScrew punch fixe
PisadorStripper
Porta PunzónPunch Holder
PunzónPunch
Figura inscrita max. Ø10mm.Espesores de 0,5 a 3,5mm.Estaciones de 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 44,7mm.Altura matriz 15mm.Max. afilado de punzón 1,5mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
INI P
0 fig
uras/ shapes
4

SA
LVA
GN
INI
P3
5

MuelleSpring
TornilloFijación PunzónScrew punch fixe
PisadorStripper
Porta PunzónPunch Holder
PunzónPunch
ArandelaWhaser
ChavetaKey
Arandela SeegerSeeger shim whaser
Figura inscrita max. Ø26mm.Espesores de 0,5 a 3mmEstaciones de 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 52,7mm.Altura matriz 15mm.Max. afilado de punzón 1,5mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
INI P
36

Figura inscrita max. Ø26mm.Espesores de 0,5 a 3mmEstaciones de 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 52,7mm.Altura matriz 15mm.Max. afilado de punzón 1,5mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
INI
P4
pu
nzó
n y
mat
riz
/ pu
nch
& d
ie7

PisadorStripper
Figura inscrita max. Ø42,4mmEspesores de 0,5 a 3mmEstaciones rotatorias de 120 kN P2RRotación de utensilio continuaLargo de punzón 43mm.Altura matriz 18mm.Max. afilado de punzón 1,5mmMax. afilado de matriz 1,2mm
PunzónPunch
MatrizDie
CepilloBrush
PisadorStripper
SA
LVA
GN
INI P
5 p
un
zón
y matriz / punch &
die8

SA
LVA
GN
INI
P9
9

MuelleSpring
TornilloFijación PunzónScrew punch fixe
PisadorStripper
Porta PunzónPunch Holder
PunzónPunch
Figura inscrita max. Ø26.5mm.Espesores de 0,5 a 3,5mm.Estaciones de 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 55.9mm.Altura matriz 15mm.Max. afilado de punzón 3mm.Max. afilado matriz 1,2mm.
ArandelaWhaser
ChavetaKey
SeparadorDetaching Element
SA
LVA
GN
INI P
910
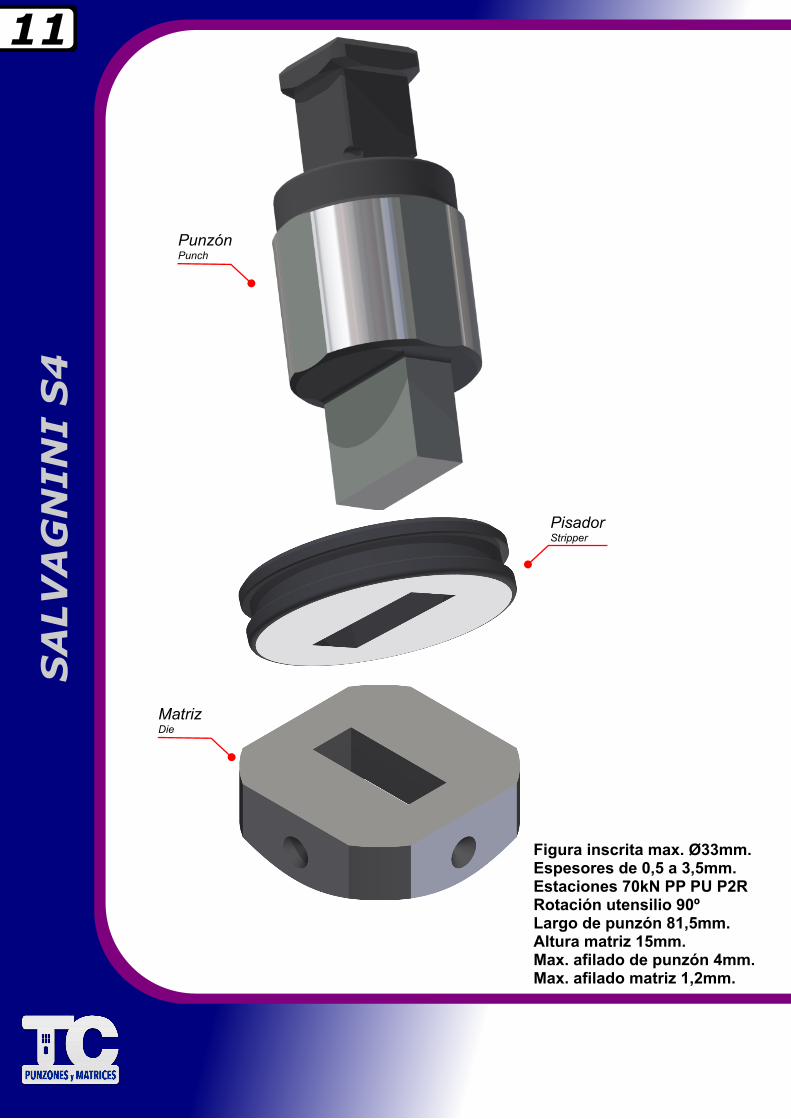
PunzónPunch
PisadorStripper
Figura inscrita max. Ø33mm.Espesores de 0,5 a 3,5mm.Estaciones 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 81,5mm.Altura matriz 15mm.Max. afilado de punzón 4mm.Max. afilado matriz 1,2mm.
MatrizDie
SA
LVA
GN
INI
S4
11

Figura inscrita max. Ø43,6mmEspesores de 0,5 a 3,5mmEstaciones 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 81,5mm.Altura matriz 15mm.
Tornillo GuiaGuide Screw
Porta PunzónPunch Holder
MuelleSpring
Punzón LogoPunch Logo
Matriz macizaSolid Die
SA
LVA
GN
IN S
4 lo
go
tipo
s / logos12

PunzónPunch
PisadorStripper
MatrizDie
SA
LVA
GN
INI
S5
13

Porta PunzónPunch Holder
Punzón Punch
TornilloFijación PunzónScrew punch fixe
Sistema TC / TC System
Sistema Original /Original System
Figura inscrita max. Ø33mm.Espesores de 0,5 a 3,5mm.Estaciones 70kN PP PU P2RRotación utensilio 90ºLargo de punzón 36,6mm.Altura matriz 15mm.Max. afilado de punzón 4mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
IN S
514

CepilloBrush
SA
LVA
GN
INI
S6
15

Porta PunzónPunch Holder
Figura inscrita max. Ø60mmEspesores de 0,5 a 3,5mmEstaciones de 120kN PU y rotatorias P2RRotación utensilio 90º o continuaLargo de punzón 44mm.Altura matriz 18mm.Max. afilado de punzón 4mm.Max. afilado matriz 1,2mm.
Punzón Punch
TornilloFijación PunzónScrew punch fix
SA
LVA
GN
IN S
616

TornilloFijación PunzónScrew Punch Fix
Tornillo FijaciónPlaca ReferenciaReference Punch Fix
Placa ReferenciaReference Plate
Porta PunzónPunch Holder
SA
LVA
GN
INI
90
x70
17

Figura inscrita max. en un rectángulo de 90x70mmEspesores de 0,5 a 3,5mm
Estaciones de 260kN tipo 70Rotación utensilio 180ºLargo de punzón 30mm.
Altura matriz 17mm.Max. afilado de punzón 4mm.
Max. afilado matriz 1,2mm.
CepilloBrush
CepilloBrush
Punzón Punch
PisadorStripper
MatrizDie
PISADOR MATRIZ
Centro FiguraShape CenterCentro Figura
Shape Center
SA
LVA
GN
INI 9
0x7
0 tip
o / type 7
0
18

CepilloBrush
CepilloBrush
Punzón Punch
PisadorStripper
MatrizDie
PISADOR MATRIZ
Centro FiguraShape Center
Centro FiguraShape Center
Figura inscrita max. en un rectángulo de 90x70mmEspesores de 0,5 a 3,5mm
Estaciones de 260kN tipo 90Rotación utensilio NO
Largo de punzón 30mm.Altura matriz 17mm.
Max. afilado de punzón 4mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
INI
90
x70
tip
o /
typ
e 9
0
19

TornilloFijación PortaPunzónScrew Punch Holder
Porta PunzónPunch Holder
Cabeza deGolpeoHit Kit
PunzonesIntercambiablesInterchangeable punches
SA
LVA
GN
INI 9
0x7
0 m
últip
les / multiple punch
20

TornilloFijación PunzónScrew Punch Fix
Tornillo FijaciónPlaca ReferenciaReference Punch Fix
Placa ReferenciaReference Plate
Porta PunzónPunch Holder
SA
LVA
GN
INI
90
x90
21
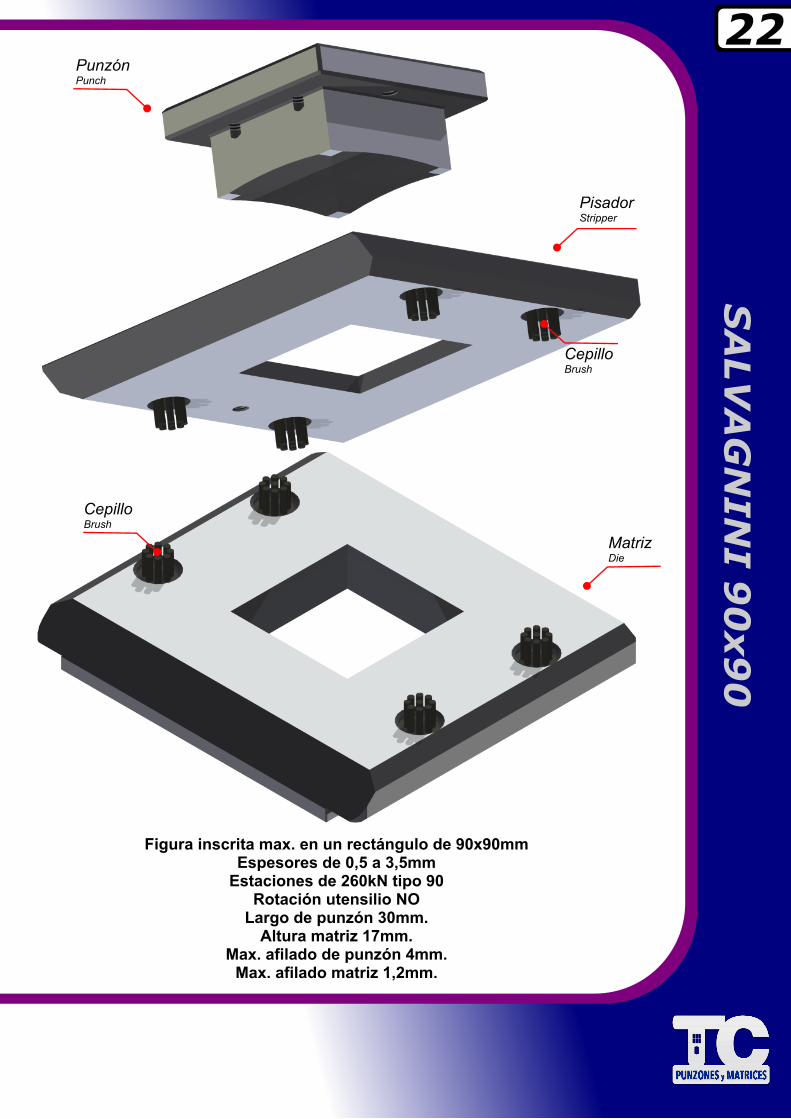
CepilloBrush
CepilloBrush
MatrizDie
PisadorStripper
Punzón Punch
Figura inscrita max. en un rectángulo de 90x90mmEspesores de 0,5 a 3,5mm
Estaciones de 260kN tipo 90Rotación utensilio NO
Largo de punzón 30mm.Altura matriz 17mm.
Max. afilado de punzón 4mm.Max. afilado matriz 1,2mm.
SA
LVA
GN
INI 9
0x9
0 22

Tornillos GuiaGuide Screw
MuellesSprings
Cabeza deGolpeoHit Kit
PunzonesIntercambiablesInterchangeable punches
Porta PunzonesPunch Holder
PisadorStripper
SA
LVA
GN
INI
90
x90
mú
ltip
les
/ m
ultip
le p
unch
23

SA
LVA
GN
INI B
U em
bu
tido
r / BU
emboss
24

SA
LVA
GN
INI
EI
emb
uti
do
r /
LE e
mbo
ss
25

Tornillo GuiaGuide Screw
Porta PunzónPunch Holder
MuelleSpring
Cuerpo EmbutidorEmboss Body
MatrizDie
MuelleSpring
Punzón EmbutidorEmboss Punch
Cierre PunzónPunch Locking
SA
LVA
GN
INI E
I emb
utid
or / LE em
boss 26

SA
LVA
GN
INI
S6
ner
vio
co
nti
nu
o /
con
tinuo
us n
erve
27

FormaHacia arribaUp Forming
FormaHacia abajoDown Forming
NERVIO CONTINUOCONTINUOUS NERVE S
ALV
AG
NIN
I S6
nervio
con
tinu
o / continuous nerve
28

FIG
UR
AS
ES
PEC
IALE
S /
SPE
CIA
L SH
APE
S
29

FIGU
RA
S E
SP
EC
IALE
S / S
PECIA
L SH
APES
30

EM
BU
TIC
ION
ES
/ E
MBO
SS
31

EM
BU
TIC
ION
ES
/ EMBO
SS
32

PU
NZ
ON
AD
OS
MÚ
LTIP
LES /
CLU
STE
R P
UN
CH
33

PU
NZ
ON
AD
OS
MÚ
LTIP
LES
/ CLU
STER
PUN
CH
34

TO
LER
AN
CIA
S Y
RES
ISTEN
CIA
S /
CLE
ARAN
CE
& R
ESIS
TAN
CE
0,5 - 0,6
0,81,0
1,21,5
2,02,5
3,04,0
5,06,0
0,08 - 0,10
0,14 - 0,150,16 - 0,20
0,20 - 0,240,25 - 0,30
0,34 - 0,400,45 - 0,50
0,50 - 0,600,65 - 0,80
0,85 - 1,000,95 - 1,20
0,10
0,150,20
0,240,30
0,400,50
0,600,80
1,001,20
0,10 - 0,12
0,15 - 0,200,18 - 0,24
0,25 - 0,300,27 - 0,35
0,36 - 0,450,46 - 0,55
0,60 - 0,700,70 - 0,95
0,90 - 1,151,10 - 1,40
0,12
0,200,24
0,260,34
0,450,55
0,650,90
1,101,35
0,06 - 0,08
0,10 - 0,140,12 - 0,16
0,15 - 0,200,18 - 0,24
0,24 - 0,300,32 - 0,35
0,35 - 0,450,45 - 0,60
0,60 - 0,800,75 - 0,95
0,08
0,100,14
0,160,22
0,260,35
0,400,55
0,700,85
0,05 - 0,06
0,08 - 0,100,10 - 0,14
0,12 - 0,150,15 - 0,20
0,20 - 0,250,25 - 0,30
0,30 - 0,400,40 - 0,50
0,55 - 0,650,70 - 0,85
0,06
0,080,12
0,140,18
0,240,28
0,360,48
0,600,72
Punch perimeter x number of punch x thinckness x burst strength
35
TOLERANCIAS (mm) entre PUNZÓN y MATRIZCLEARANCE (mm) PUNCH & DIE
FÓRMULA PARA EL CÁLCULO DE ESFUERZO FORMULA TO CALCULATE THE PRESSURE
RESISTENCIA AL CORTE BURST STRENGTH
Perímetro del punzón x número de punzones x espesor de chapa x resistencia al corte
Hierro / FeMild SteelToleranciaClearance
Espesoresen mm.Thicknessin mm.
Ac. InoxStainless SteelToleranciaClearance
AluminioAluminiumToleranciaClearance
Cobre / LatónCopper / BrassToleranciaClearance
R R R R
R RecomendableRecommended
Hierro Fe / Mild steel
Hierro Fe / Mild steel
Acero Inox. / Stainless steel
Aluminio / Aluminium
Cobre / Copper
Kg x mm2
40 (0,1 % C)50 (0,2 % C)702032

SIS
TEM
AS
DE R
EC
TIFIC
AD
O / S
HARPEN
ED S
YSTEM
36
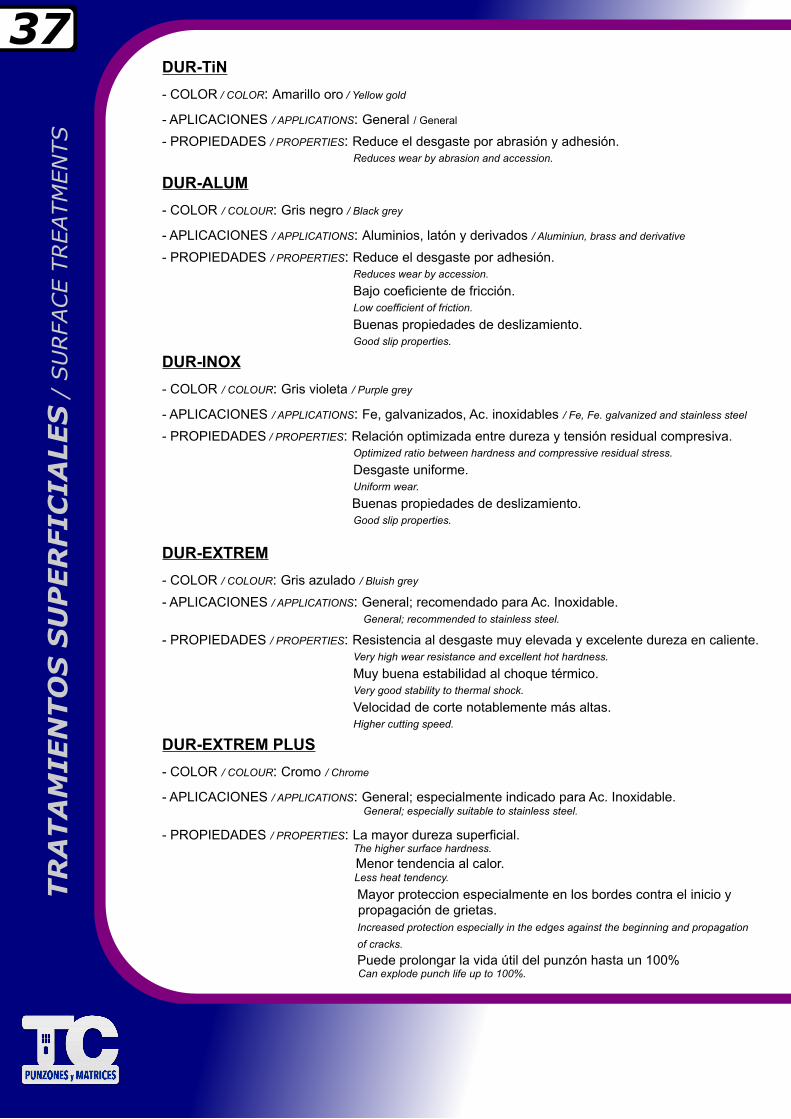
DUR-TiN- COLOR / COLOR: Amarillo oro / Yellow gold
- APLICACIONES / APPLICATIONS: General / General
- PROPIEDADES / PROPERTIES: Reduce el desgaste por abrasión y adhesión. Reduces wear by abrasion and accession.
DUR-ALUM- COLOR / COLOUR: Gris negro / Black grey
- APLICACIONES / APPLICATIONS: Aluminios, latón y derivados / Aluminiun, brass and derivative
- PROPIEDADES / PROPERTIES: Reduce el desgaste por adhesión. Reduces wear by accession.
Bajo coeficiente de fricción. Low coefficient of friction.
Buenas propiedades de deslizamiento. Good slip properties.
DUR-INOX- COLOR / COLOUR: Gris violeta / Purple grey
- APLICACIONES / APPLICATIONS: Fe, galvanizados, Ac. inoxidables / Fe, Fe. galvanized and stainless steel
- PROPIEDADES / PROPERTIES: Relación optimizada entre dureza y tensión residual compresiva. Optimized ratio between hardness and compressive residual stress.
Desgaste uniforme. Uniform wear.
Buenas propiedades de deslizamiento. Good slip properties.
DUR-EXTREM- COLOR / COLOUR: Gris azulado / Bluish grey
- APLICACIONES / APPLICATIONS: General; recomendado para Ac. Inoxidable. General; recommended to stainless steel.
- PROPIEDADES / PROPERTIES: Resistencia al desgaste muy elevada y excelente dureza en caliente. Very high wear resistance and excellent hot hardness.
Muy buena estabilidad al choque térmico. Very good stability to thermal shock.
Velocidad de corte notablemente más altas. Higher cutting speed. DUR-EXTREM PLUS- COLOR / COLOUR: Cromo / Chrome
- APLICACIONES / APPLICATIONS: General; especialmente indicado para Ac. Inoxidable. General; especially suitable to stainless steel.
- PROPIEDADES / PROPERTIES: La mayor dureza superficial. The higher surface hardness. Menor tendencia al calor. Less heat tendency.
Mayor proteccion especialmente en los bordes contra el inicio y propagación de grietas. Increased protection especially in the edges against the beginning and propagation of cracks. Puede prolongar la vida útil del punzón hasta un 100% Can explode punch life up to 100%.
TR
ATA
MIE
NTO
S S
UP
ER
FIC
IALE
S /
SU
RFA
CE
TREA
TMEN
TS37
MA
NTEN
IMIE
NTO
HER
RA
MIE
NTA
S / TO
OL M
AIN
TENAN
CE
AFILADO DE LOS PUNZONESComo norma general, no se debería permitir que los punzones llegasen a necesitar un afilado mayor de 0,10 mm. Y sería óptimo rectificar en pasadas suaves (Z) de entre 0,01 y 0,02 mm.Estos parámetros indicarían un correcto mantenimiento de los punzones.Para punzones con recubrimientos especiales: DUR-TiN, DUR-ALUM,DUR-INOX,DUR-EXTREMy DUR-EXTREM PLUS emplear los mismos indicadores; y dependiendo de la máquina que seutilice, rectificar con las más altas revoluciones de muela posibles y con avances entre 2.500 y 4.000 mm/min.Una vez hecho el afilado del punzón, comprobar que la zona perimetral del corte ha quededado completamente limpia y no presenta gripado por adhesión de partículas del material punzonado, en caso de estas, limpiar esa zona con papel de lija fino hasta dejarla pulida.
SHARPENED OF PUNCHESAs general norm, it´s not recommended sharpening punches more than 0,10mm. The correct form to sharp is doing it with smooth feeds (z) about 0,01 and 0,02mm. It will be the correct maintenance of the punches.For punches with special coatings: DUR-TiN, DUR-ALUM, DUR-INOX, DUR-EXTREM andDUR-EXTREM PLUS, use the same indicators; using the highest revolutions of the grinding wheel for sharpening, with feed rates between 2.500 and 4.000 mm/min.Once realised the sharpened of the punch, verify that the peripheral zone of the cut is completelyclean and if it’s necessary polish the surface with a lightly stone.Important: to avoid the heating of the pieces during the sharpening, always use a suitablecoolant.
AFILADO DE MATRICESMatnteniendo las matrices en corte vivo, alargará la vida de los punzones, pues éstosno tendrán que embutir la chapa antes de ser cortada, se evitarán rebabas, ruido excesivo y se dejará una calidad correcta en el corte.Sirven los mismos parámetros de muela, avances y pasadas tanto en el punzón como en lamatriz; y antes de dar por bueno el afilado de la matriz, comprobar que en la parte interior del perímetro de corte, no han quedado restos de partículas de chapa adheridas, que vayan a friccionar con el puzón al iniciar de nuevo el trabajo.Evitar el calentamiento de las piezas, usando siempre un refrigerante adecuado o taladrinas.La energía producida por la fricción de la muela con los aceros, hará que estos hayan quedadoligeramente imantados; desmagnetizar las herramientas antes de iniciar el trabajo.
SHARPENED OF DIESThe correct maintenance of the dies will extend the life of punches, because these will not emboss the sheet before being cut, it will avoid burrs and excessive noise, and it give a correctquality of the cut.For sharpening dies used the same procedures that with punches, feed rates and grinding wheel,verify that the cut zone is completely clean of burrs and if it is necessary polish it to assure thecorrect work of the punch.To avoid the heating of the pieces, always use a suitable coolant.Demagnetize the resharpened tools before to start works.
38


















