Review of Baseline Philosophies XONITEK Consulting Group Int’l Friday, August 13, 2010.
45
Review of Baseline Philosophies XONITEK Consulting Group Int’l Friday, August 13, 2010
-
Upload
rosanna-cameron -
Category
Documents
-
view
220 -
download
0
Transcript of Review of Baseline Philosophies XONITEK Consulting Group Int’l Friday, August 13, 2010.

Review of Baseline Philosophies
XONITEK Consulting Group Int’lFriday, August 13, 2010

2
You may have heard these terms: Continuous Improvement Lean Manufacturing Six Sigma Kaizen Statistical Process Control
All are methods of Deliberate Leadership The concept of taking control over what you do on a daily basis,
rather than letting outside forces determine your fate
Operational Excellence
Presented by XONITEK Consulting Group Int’l

3
Lean
+ Six Sigma
+ Leadership Development
+ Business Systems
= Operational Excellence!
The Continuous Improvement Equation
Presented by XONITEK Consulting Group Int’l

4
Operational Excellence is…
The integration of four key disciplines:
Lean Seeing the Entire Value Stream Eliminating the Waste
Six Sigma Minimizing the Process Variability Improving the Service Quality
Presented by XONITEK Consulting Group Int’l

5
Operational Excellence is…
The integration of four key disciplines:
Leadership Development Management Effectiveness Training Strengths-Based Management Techniques
Business Systems (ERP, CRM, BI) Organizational Integration Formal Company Wide Communication
Presented by XONITEK Consulting Group Int’l

6
Waste From the perspective of the customer, which activities are valuable? The rest is wasteful. Reducing the waste leads to lower costs and a happier customer.
Flow There are points in any process that are bottlenecks. If you could simplify or speed up a bottleneck, you could do more overall. The removal of bottlenecks leads to a smooth flow of value to the
customer.
Key Concepts
Presented by XONITEK Consulting Group Int’l

7
Stability If there is variability in how a process is completed, it is unpredictable. Unpredictable processes lead to overprocessing – doing more work to
correct problems to make sure the end result is what you want. Stable processes are easier to flow.
Pull Predicting the future is nearly impossible. If you guess wrong, the customer won’t want what you offer. Rather than guess, let actual customer demand pull what you do.
Key Concepts
Presented by XONITEK Consulting Group Int’l

8
…put out a fire (or prevent one) Failure Mode and Effects Analysis Ishikawa Diagrams
…do some part of my job more quickly / easily Quick Changeover 5-S
…figure out if I’m doing a good job or not Statistical Process Control Value Stream Mapping
There Are Tools to…
Presented by XONITEK Consulting Group Int’l

9
…design a new service Quality Function Deployment Voice of the Customer
…solve a difficult problem (or brainstorm ideas) Six Thinking Hats Five Why’s
There Are Tools to…
Presented by XONITEK Consulting Group Int’l

10
There are limitless possibilities for using these tools to make improvements.
How do you know which improvements are most important?
Tying It All Together: Strategy Deployment
Presented by XONITEK Consulting Group Int’l

11
The most important tool in Deliberate Leadership: alignment
Start by determining the annual strategy of the business What is most important to achieve this year? What (few) specific, measurable targets represent those goals?
Next, translate those high level targets into measurements that can be tracked and improved at lower levels
Then, develop a handful of projects in each work area that improve those metrics in a way that supports the high level objectives
What Is Strategy Deployment?
Presented by XONITEK Consulting Group Int’l

To Maintain Strategy Deployment: High-Level View
Presented by XONITEK Consulting Group Int’l 12
Identify True NorthEstablish TargetsAdjust IncentivesCreate Visibility PlanSelect MetricsDevelop Mother StrategiesChoose Deployment Leaders
Cascade the StrategyCreate Baby A3s (functional, departmental…)Execute Kaizen and/or DMAIC Projects
Progress Review Meetings (weekly, monthly)“Connected Checking” – reviews that cascade upward
Are results as expected?If “yes” – StandardizeIf “no” – Use problem solving techniques to find better solutions
Plan Do Check Adjust
The Yearly Cycle

13
Strategy Deployment Planning Example
Presented by XONITEK Consulting Group Int’l
Profitability DeliveryCustomer
SatisfactionEmployee
Satisfaction
Current metrics:Cost Management (meeting budget)
Needed metrics:Cost reduction ($ /unit)New product launches (throughput, lead time, engineering orders, utilization rates)
Current metrics:Build to scheduleEfficiencyInventory daysMachine availability
Needed metrics:Total lead timeTotal logistics costIn-plant part-outs
Current metrics:Cost of qualitySix-month in serviceScrap
Needed metrics:First time throughDefects per unit
Current metrics:Accident rateAbsenteeismTurnover
Needed metrics:Suggestion program data
Hoshin:Speed – Cost – Innovation
Targets:Revenue = $252 million
EBIT = 5%Cash-flow increase = $10 million
No layoffs

14
You always know what’s important to work on.
You don’t waste your time trying to improve what doesn’t matter.
What you improve is always important to the organization.
The A3 Reporting methodology minimizes the paperwork involved.
Discourages micromanaging – agreement up front on what needs to be done.
Benefits of Strategy Deployment
Presented by XONITEK Consulting Group Int’l

What Is Lean?

What Is Lean?
A philosophy and set of tools for identifying and removing waste, leading to a smooth
flow of profitable goods and services, always from the perspective of the
customer.
“Value”
16Presented by XONITEK Consulting Group Int’l

17
What is “Value” ?
Every business activity can be classified as one of: Value Add
Activities for which the customer is willing to pay Actions that “transform” the product or service
Non Value Add – Waste Everything else! Business Value Add (BVA)
Required by regulation, ethics, or strategy Filing tax returns, producing annual reports, etc.
If the feature or service were eliminated from the product, would the customer care?
Presented by XONITEK Consulting Group Int’l

Types of Waste
Muda (“unusefulness”)
An activity within a process that does not add value, from the perspective of the
customer
18Presented by XONITEK Consulting Group Int’l

Types of Waste
Mura (“unevenness”)
Shifts in demand or delivery that lead to a service or support process being sped up
or slowed down (unsteady)
19Presented by XONITEK Consulting Group Int’l

Types of Waste
Muri (“unreasonableness”)
A process, system, or facility designed beyond the physical capacities of
employees / equipment
20Presented by XONITEK Consulting Group Int’l

Categorizing “Muda” Waste
Waiting Transition times for drivers or vehicles when changing
routes / shifts Waiting for job instructions / route schedules /
equipment IT downtime, system delays, sluggishness Delays for approvals, signatures, e-mail replies…
Presented by XONITEK Corporation 21

Categorizing “Muda” Waste
Quality Deficiencies Conditions that lead to Defects – service that is not
delivered as promised The effort required to identify defects (“inspection”) or
fix them Route schedules, signage, etc. that are incorrect or
misleading Rework – correcting collateral, payroll, grant
documentation
Presented by XONITEK Corporation 22

Categorizing “Muda” Waste
Conveyance / Transport Movement of physical items around a facility Movement of information from system to system and
person to person Poor facility or information system layout that adds
unnecessary conveyance
Presented by XONITEK Corporation 23

Categorizing “Muda” Waste
Overprocessing Doing more within a service than the customer finds
valuable Excess features Excess supporting facilities (overdesigned
“servicescape”) Poorly aligned reporting capabilities E-mail chains with excess CC or forwarding
Presented by XONITEK Corporation 24

Presented by XONITEK Corporation 25
Customer Options: Potential Waste…
Examples of waste in the automotive industry….
Think: What does the customer really want?

Categorizing “Muda” Waste
Wasted Skills / Creativity Designing a service or facility in a way that minimizes
the ability of an employee to creatively solve problems “Busy work” Assigning employees to tasks that should be
automated Overly automated tasks that lead to employees
seeking override authority
Presented by XONITEK Corporation 26

What is Inventory? A finished item for a customer
A complete toaster
An engine assembly
An unfinished item that has had some work done to it (Work in Process / WIP)
The plastic enclosure of the toaster
A piston assembly for the engine
Raw materials
Plastic panel sheets
Steel ingots
Presented by XONITEK Corporation 27
A cost variance reportA seat on a bus while it conducts a route
The changes made to a data set to clean it for reportingThe cleaning of the bus to make it ready for its run
A data tableThe dirty bus

Why Is Inventory Bad?
Inventory hides mistakes Defects are not revealed until materials are taken from WIP Unneeded finished goods rot in the warehouse
It’s expensive You paid for all the materials and labor, but can’t get paid from
the customer You’re also paying for the floor space, material handling,
administrative costs… $$$
Presented by XONITEK Corporation 28

Categorizing “Muda” Waste
Overproduction / “Inventory” Providing more frequency of service than needed Providing vehicles or facilities that are too large
(“batch size”) Operating services at times with too low demand
(“efficiencies”) Any point in a process that involves batching – e-mail
inbox, report queues
Presented by XONITEK Corporation 29

Categorizing “Muda” Waste
Motion The movement of employees within the facility
beyond what adds value Search – finding materials and moving equipment so
that production can happen Obtaining the needed tools and equipment for a job Centralized office equipment that requires walking Movement to meeting locations
Presented by XONITEK Corporation 30

Categorizing “Muda” Waste
Hazards Design of a service, facility, or schedule that puts an
employee at physical or mental risk Unreasonable job requirements See also muri
Presented by XONITEK Corporation 31

32
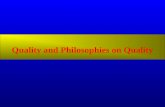
Putting Value into Perspective
Wastes vs. Value Add
Inspection, 24%
Transport, 21%
Overprocessing, 15%
Motion, 14%
Search, 10%
Setup, 6%
Value-Add, 11%
Inspection
Transport
Overprocessing
Motion
Value-Add
Search
Setup
Value add in an organization can be much lower than
shown in this chart.
Value add is typically less than 5%;95%+ is non value add cycle time.
Presented by XONITEK Consulting Group Int’l

Key Concept: Flow
Presented by XONITEK Consulting Group Int’l 33
Speed Flexibility
Cost= &

Key Concept: Flow
If an average process is 98% waste… Removing waste will make it much faster Thus the requirement to amortize setup time slackens
Shorter setups mean greater flexibility Greater flexibility leads to reduced lead times and
“order sizes” for the customer
Presented by XONITEK Corporation 34

Where to start?
Theory of Constraints: Bottleneck There is a single point in any process operating at
100% capacity Making improvements anywhere else will not improve
overall flow Thus, start at the bottleneck
Presented by XONITEK Corporation 35

36
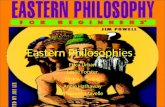
Why Does Lean Fail?
Biggest Obstacles to Lean, CategorizedLean Enterprise Institute 2005 Study
History of Lean failure, 3%
Lack of tool knowledge, 14%
Financial concerns, 15%
Management resistance, 30%
Front line resistance, 37%
Other, 1%The obstacles to success are…
within your control.
Commitment to the cultural change is essential.
Presented by XONITEK Consulting Group Int’l

What Is Six Sigma?

What Is Six Sigma?
A rigorous method for using observational data to make a process more reliable and
predictable.
38Presented by XONITEK Consulting Group Int’l

Six Sigma vs. Lean
Lean… Removes waste/cost Simplifies a process
Six Sigma… Makes the process stable Encourages consistency and reliability
Typically, make Lean-style improvements first.
39Presented by XONITEK Consulting Group Int’l

Effects of Improving Process Variation
Acceptable performance against standard: +/-1 SD = 68.27 % or 317,300 ppm +/-2 SD = 95.45 % or 45,500 ppm +/-3 SD = 99.73 % or 2,700 ppm +/-4 SD = 99.9937 % or 63 ppm +/-5 SD = 99.999943 % or .57 ppm +/-6 SD = 99.9999998 % or .002 ppm
40Presented by XONITEK Consulting Group Int’l

Effects of Improving Process Variation
“3-sigma” performance may seem great; 99.73% of attempts are successful…
However, consider that there are approximately 20 million surgeries in the USA each year –
“3-sigma” performance against fatality = 54,000 deaths
“6-sigma” performance against fatality = 0.04 deaths
41Presented by XONITEK Consulting Group Int’l

Key Measure: Process Capability
Can the process operate reliably within its specification limits?
Long term vs. short term
42Presented by XONITEK Consulting Group Int’l

Types of Variation
Common Cause The usual variation present in a process on a day-to-
day basis Typical variations in how often a database is accessed Common passenger variations on a particular route Usual variations in a route run-time due to traffic
Use the Six Sigma toolkit to gradually improve
Common Cause Variation
43Presented by XONITEK Consulting Group Int’l

Types of Variation
Special Cause Something unusual, typically caused by an outside
force on the process Huge weather disruption clogs call center State government furlough day USA in the World Cup
Create contingency plans (or fundamental changes)
for Special Cause Variation
44Presented by XONITEK Consulting Group Int’l

*** Questions and Discussion ***
Review of Baseline Philosophies