
PROJECT PRE-FEASIBILITY REPORTenvironmentclearance.nic.in/writereaddata/Online/... · PROJECT...
176
PROJECT PRE-FEASIBILITY REPORT FOR PROPOSED PROJECT FOR THE MANUFACTURING OF PESTICIDE INTERMEDIATES, FUNGICIDES, HERBICIDES, INSECTICIDES [Schedule 5 (b) Category “A” as per EIA notification 2006 and its amendment thereof] At Plot No. 2817/1, Chemical Zone Near Sandhya Chemical, GIDC Sarigam, Ta: Umbergaon, District- Valsad 396155 Gujarat. Land/Plot Area: 55000 m 2 Production Capacity: 24000 TPA APPLICANT CONSULTANT M/S HERANBA INDUSTRIES LTD. ECO CHEM SALES & SERVICES Plot No. 2817/1, Chemical Zone Near Sandhya Chemical, GIDC Sarigam, Ta: Umbergaon, District- Valsad 396155,Gujarat. E-Mail:[email protected] Tel No.: +919712993470 Office Floor, Ashoka Pavilion - A New Civil Road, Surat, 395001 NABET/EIA/1720/SA 085 E-mail: [email protected] Tel No. +91 261 2231630
Transcript of PROJECT PRE-FEASIBILITY REPORTenvironmentclearance.nic.in/writereaddata/Online/... · PROJECT...

PROJECT PRE-FEASIBILITY REPORT
FOR
PROPOSED PROJECT FOR THE MANUFACTURING OF PESTICIDE
INTERMEDIATES, FUNGICIDES, HERBICIDES, INSECTICIDES
[Schedule 5 (b) Category “A” as per EIA notification 2006 and its amendment thereof]
At
Plot No. 2817/1, Chemical Zone Near Sandhya Chemical, GIDC Sarigam, Ta: Umbergaon, District- Valsad 396155
Gujarat.
Land/Plot Area: 55000 m
2
Production Capacity: 24000 TPA
APPLICANT CONSULTANT
M/S HERANBA INDUSTRIES LTD. ECO CHEM SALES & SERVICES
Plot No. 2817/1, Chemical Zone Near Sandhya Chemical, GIDC
Sarigam, Ta: Umbergaon, District- Valsad 396155,Gujarat.
E-Mail:[email protected] Tel No.: +919712993470
Office Floor, Ashoka Pavilion - A New Civil Road, Surat, 395001
NABET/EIA/1720/SA 085 E-mail: [email protected] Tel No. +91 261 2231630

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 1
1.0 EXECUTIVE SUMMARY
1.0.1 Name & Location
Name of the Project: M/s Heranba Industries Limited
Location: Plot No. – 2817/1, Chemical Zone, Near Sandhya Chemical GIDC Sarigam, Ta:
Umbergaon, District- Valsad 396155, Gujarat.
1.0.2 Project
M/s Heranba Industries Limited is located in notified industrial area, GIDC Sarigam falling
under medium Scale category.
The company proposes to manufacture Pesticide Intermediates, Fungicides, Herbicides,
Insecticides.
The proposed cost of the project will be Rs. 107 Crore.
1.0.3 Applicability of EIA notification – 2006
Category as per the amended EIA notification-2006: as proposed products (i.e. Pesticide
Intermediates, Fungicides, Herbicides, Insecticides) are covered under the Category-5 (b) A.
Hence, Environmental clearance is required.
1.0.4 Project Proponent
The company in India comprises of 4 directors
Medium scale unit
1.1 LIST OF FINISHED PRODUCTS
Sr. No.
Product Capacity, TPA
CAS Number End use of the product
Insecticides
1. Diafenthiuron 2500 80060-09-9 Control of insects and mites resistant to major chemical classes such as ops or Pyrotheroids
2. Profenofos 41198-08-7 Can be used on a variety of crops including cotton and vegetables such as maize, potato, soybean, and sugar beet
.3. Lambda-cyhalothrin
91465-08-6 Used to control a wide range of pests
4. Bifenthrin 82657-04-3 Used against malaria and filarial vector mosquitoes
5. Cyphenothrin 39515-40-7 Is a synthetic pyrotheroids insecticide and is effective against cockroaches
6. Fenpropathrin 64257-84-7 Is a widely used pyrotheroids insecticide in agriculture and household.
7. Zeta-cypermethrin
1315501-18-8 Used to control a broad spectrum of chewing, sucking and flying insects
8. Tranfluthrin 118712-89-3 It is a repellent insecticide, generally used for the control of mosquitoes in the household. It is also the primary

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 2
insecticide in certain products for killing wasps and hornets, including their nests.
9. Pymetrozine 123312-89-0
Control of aphids and whiteflies in vegetables, ornamentals, cotton, field crops, deciduous and citrus fruit; control of plant hoppers in rice.
10. Nitenpyram 150824-47-8 Used to treat flea infestations in cats and dogs
11. Acetamiprid 135410-20-7 Used to protect plants against sucking insects
Fungicides
12. Difenoconazole 1000 119446-68-3 Controls a broad spectrum of foliar, seed and soil-borne diseases caused by Ascomycetes, Basidiomycetes and Deuteromycetes in cereals, soya, rice, grapes, pome fruit, stone fruit, potatoes, sugar beet and several vegetable and ornamental crops.
13. Hexaconazole 79983-71-4 Can be used on fruit trees
14. Propiconazole 60207-90-1 Used agriculturally as a systemic fungicide on turf grasses
15. Tebuconazole 107534-96-3 Used agriculturally to treat plant pathogenic fungi.
16. Cyproconazole 94361-06-5 Use on greenhouse- and field-grown roses and as a wood preservative.
17. Epoxiconazole 133855-98-8 Control of Black Sigatoka (Mycosphaerella fijiensis) and Yellow Sigatoka (Mycosphaerella musicola) in bananas and Coffee Rus
18. Metalaxyl 57837-19-1 Is applied by foliar spray, as a soil drench, soil spread with incorporation, or by dipping plants before planting
19. Thiophanate-methyl
23564-05-8 Is a systemic fungicide used on a variety of tree, vine, and root crops, as well as on canola and wheat.
20. Azoxystrobin 131860-33-8 Is widely used in farming, particularly in wheat farming and provides protection against many types of diseases, including: Wheat septoria
21. Pyraclostrobin 175013-18-0 Use on the Residential and recreational turfgrass sites and golf course turf.
22. Picoxystrobin 117428-22-5 Use for control of various fungal diseases including leaf rust, stripe rust, powdery mildew, net blotch, scald and speckled leaf blotch.
23. Trifluoxystrobin 141517-21-7 Used as agricultural fungicide
24. Kresoxim-methyl 143390-89-0 To control powdery mildew on the greenhouse-grown ornamental crops
25. Thiabendazole 148-79-8 Used primarily to control mold, blight, and other fungal diseases in fruits and vegetables

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 3
Herbicides
26. Bispyribac-sodium
500 125401-92-5 For the control of wide range of weeds
27. Imazethapyr 81335-77-5 For control of wide variety of broad leaf weed species
28. Quizalofop-ethyl 76578-14-8 Used to control annual and perennial grass weeds in potatoes, soybeans, sugar beets, peanuts vegetables, cotton and flax
29. Fenoxaprop-ethyl
66441-23-4 Is a herbicide which is selective against perennial and annual grass weeds in many crops.
30. Carfentrazone 128639-02-1 Is a broad spectrum herbicide
31. Sulfentrazone 122836-35-5 Herbicide to control broadleaf and grass weed species in soybeans, sugarcane, tobacco, and several species of turfgrass.
Pesticides Intermediates
32. Cypermethric acid chloride
(CMAC)
3000 52314-67-7 Used in the manufacture of Parathyroid class of Pesticides like Cypermethrin, Alphamethrin, Permethrin and Deltamethrin.
33. Diethyl thiophosphoryl chloride (DETC)
15000 1470-61-7 Used in the preparation of various organophosporus insecticide
34. Bifenthrin alcohol
1000 76350-90-8 pyrethroid insecticide
35. Lambda-acid 1000 72748-35-7 Used to control a wide range of pests
Total 24000
By-products
1 Sodium bi sulphite powder
(80%)
291 7631-90-5 water treatment, in prevention of corrosion, wine making
2 Sodium sulfide (80%)
859 1313-82-2 pulp and paper industry
3 Ammonium chloride Powder
(85%)
1794 12125-02-9 fertilizer
4 Sodium sulphate powder(80%)
5166 7757-82-6 detergents and in the Kraft process of paper pulping,
5 Sodium sulphite powder (80%)
6718 7757-83-7 food and beverage industry as a reducing agent
Total 14828
Manufacturing process with chemical reaction and mass balance is attached as Annexure-3.
1.2 RESOURCE REQUIREMENT
S. No. Components Proposed Resources availability
1. Power, kVA 3000 Dakshin Gujarat Vij Co. Ltd.
2. Fresh Water, KLD 865 GIDC water supply dept.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 4
3. Imported Coal for boiler (25 TPH), MT/h
3.5 Will be sourced Local Dealer
4. Natural gas for Incinerator, SCM/h 140 Will be sourced from Local Dealer
5. Fuel (HSD) for D.G. Set (1000 KVA) , Kg/h
150 Will be sourced from Local Dealer
6. Chilling plant, TR 300 In-house
7. Cooling tower, TR 500 In-house
1.3 RAW MATERIAL CONSUMPTION:
Product CapacityTPA
Name of RM CAS Number
RM consumption in MT
MT/MT of product
MT Per annum
Diafenthiuron 2500 Xylene 1330-20-7 2.5 6250
2,6 DIPPTU 135252-10-7 0.9 2250
Isopropanol 67-63-0 2 5000
Tert-butylamine 75-64-9 0.2 500
Profenofos 2500 Monochlorobenzene 108-90-7 3 7500
2 – chlorophenol 95-57-8 0.36 900
Bromine 7726-95-6 0.45 1125
DEPCT 2524-04-1 0.51 1275
Trimethylamine 75-50-3 0.16 400
n- propyl bromide 106-94-5 0.335 837.5
Lambda- Cyhalothrin
2500 Lambda-Cyhalothric acid 72748-35-7 0.58 1450
N,N –dimethylformamide 68-12-2 0.005 12.5
Thionyl chloride 7719-09-7 0.29 725
n-hexane 110-54-3 2 5000
Sodium cyanide 143-33-9 0.115 287.5
3-phenoxy benzaldehyde 39515-51-0 0.45 1125
Isopropyl alcohol 67-63-0 2 5000
Di isopropylamine 108-18-9 0.05 125
Bifenthrin 2500 Lambda-Cyhalothric acid 72748-35-7 0.6 1500
N,N –dimethylformamide 68-12-2 0.005 12.5
Thionyl chloride 7719-09-7 0.3 750
n-hexane 110-54-3 2 5000
Bifenthrin alcohol 76350-90-8 0.475 1187.5
Cyphenothrin 2500 Toluene 108-88-3 4 10000
2,2- DMMPCPCA 111-80-8 0.5 1250
N,N –dimethyl formamide 68-12-2 0.005 12.5
Thionyl Chloride 7719-09-7 0.36 900
Sodium cyanide 143-33-9 0.14 350
3-phenoxy benzaldehyde 39515-51-0 0.565 1412.5
Isopropyl alcohol 67-63-0 2 5000
Di isopropylamine 108-18-9 0.05 125
Fenopropathrin
2500 2,2,3,3- TMCPCA 585-25-1 0.44 1100
N,N- dimethylformamide 68-12-2 0.005 12.5
Thionyl Chloride 7719-09-7 0.37 925
n-hexane 110-54-3 2 5000
Sodium cyanide 143-33-9 0.145 362.5

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 5
3-phenoxy benzaldehyde 39515-51-0 0.59 1475
Isopropyl alcohol 67-63-0
2 5000
Di ispropylamine 108-18-9 0.05 125
Zeta-Cypermethrin
2500 Toluene 108-88-3 4 10000
CMA 59042-49-8 0.545 1362.5
N,N –dimethyl formamide 68-12-2 0.005 12.5
Thionyl Chloride 7719-09-7 0.31 775
Sodium cyanide 143-33-9 0.12 300
3-phenoxy benzaldehyde 39515-51-0 0.495 1237.5
Isopropyl alcohol 67-63-0
2 5000
Di ispropylamine 108-18-9 0.05 125
Transfluthrin 2500 Toluene 108-88-3 5 12500
CMA 59042-49-8 0.6 1500
N,N- dimethyl formamide 68-12-2 0.005 12.5
Thionyl Chloride 7719-09-7 0.35 875
TFPM 4084-38-2 0.475 1187.5
Pymetrozine 2500 Dichloroethane 107-06-2 4 10000
Methyl acetate 79-20-9 0.375 937.5
Hydrazine hydrate 7803-57-8 0.495 1237.5
Trisphosgene 32315-10-9 0.5 1250
Potassium carbonate 584-08-7 0.325 812.5
Chloroacetone 78-95-5 0.45 1125
Methanol 67-56-1 2.5 6250
Hydrochloric acid 7647-01-0 0.1 250
Nicotinaldehyde 555-90-8 0.4 1000
Nitenpyram 2500 Toluene 108-88-3 2.5 6250
CCMP 70258-18-3 0.635 1587.5
Ethylamine 70% 75-04-7 0.5 1250
MMTNEA 61832-41-5 0.565 1412.5
Acetamiprid 2500 Toluene 108-88-3 2.5 6250
CCMP 70258-18-3 0.8 2000
Methylamine 74-89-5 0.325 812.5
Methanol 67-56-1 0.5 1250
Ethyl N-cyanoacetimidate 1558-82-3 0.525 1312.5
Difenaconazole
1000 Dichloroethane 107-06-2 2.5 2500
CCPPE 119851-28-4 0.75 750
1,2-propanediol 57-55-6 0.205 205
Bromine 7726-95-6 0.21 210
Chlorine 7782-50-5 0.185 185
1,2,4- triazole 288-88-0 0.175 175
Sodium hydroxide 1310-73-2 0.105 105
Hexaconazole 1000 Toluene 108-88-3 2.5 2500
2,4 – DCPP 61023-66-3 0.78 780
Dimethyl Sulphide 75-18-3 0.21 210
Sodium hydroxide 1310-73-2 0.265 265
1,2,4 triazole 288-88-0 0.225 225
Propiconazole 1000 Dichloroethane 107-06-2 2.5 2500
2,4 –DICAP 2040-05-3 0.6 600
1,2- pentanediol 5343-92-0 0.33 330
Bromine 7726-95-6 0.25 250
Chlorine 7782-50-5 0.11 110

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 6
1,2,4 triazole 288-88-0 0.21 210
Sodium hydroxide 1310-73-2 0.12 120
Tebuconazole 1000 Dichloroethane 107-06-2 2.5 2500
CPDMP 66346-01-8 0.775 775
Dimethyl Sulfide 75-18-3 0.215 215
Sodium hydroxide 1310-73-2 0.275 275
1,2,4- triazole 288-88-0 0.23 230
Cyproconazole 1000 Dichloroethane 107-06-2 2.5 2500
CPCPP 6740-85-8 0.76 760
Dimethyl sulphide 75-18-3 0.225 225
Sodium hydroxide 1310-73-2 0.29 290
1,2,4 – triazole 288-88-0 0.245 245
Epoxiconazole 1000 Toluene 108-88-3 2.5 2500
BFPPCB - 1.04 1040
3-CBPA 937-14-4 0.55 550
1,2,4- triazole 288-88-0 0.215 215
Sodium hydroxide 1310-73-2 0.125 125
Metalaxyl 1000 n-hexane 110-54-3 2.5 2500
2,6 dimethylaniline 87-62-7 0.45 450
Sodium carbonate 497-19-8 (anhydrous)
0.4 400
Methyl 2-chloropropionate 17639-93-9 0.46 460
2-methoxy acetyl chloride 38870-89-2 0.4 400
Thiophanate methyl
1000 Dichloroethane 107-06-2 2.5 2500
Sodium thiocyanate 540-72-7 0.5 500
Methyl chloroformate 79-22-1 0.6 600
1,2 – diammonia benzene 106-50-3 0.325 325
Azoxystrobin 1000 Toluene 108-88-3 2.5 2500
MHPMA 125808-20-0 0.55 550
Potassium Hydroxide, 85%
1310-58-3 0.175 175
4,6 DCP 1193-21-1 0.4 400
2- hydroxy benzonitrile 611-20-1 0.31 310
Sodium Hydroxide 1310-73-2 0.1 100
Pyraclostrobin 1000 Methanol 67-56-1 3 3000
(4-chlorophenyl) hydrazine
1073-69-4 0.425 425
Methyl acrylate 96-33-3 0.26 260
Sulphuric acid 7664-93-9 0.013 13
oxygen 7782-44-7 0.05 50
Sodium Hydroxide 1310-73-2 0.1 100
1- BMNB 3958-60-9 0.565 565
Ammonium chloride 12125-02-9 0.1 100
Toluene 108-88-3 4 4000
Methylchloroformate 79-22-1 0.265 265
Potassium carbonate 584-08-7 0.04 40
Dimethyl sulphate 77-78-1 0.15 150
Picoxystrobin 1000 Toluene 108-88-3 2.5 2500
6-TFMP 94239-04-0 0.49 490
Potassium hydroxide, 85%
1310-58-3 0.2 200
Isochroman-3-one 4385-35-7 0.445 445
Methanol 67-56-1 0.095 95

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 7
p- TSA, MH 104-15-4 0.005 5
Methyl formate 107-31-3 0.17 170
Potassium hydroxide 1310-58-3 0.025 25
Trifloxystrobin 1000 Potassium hydroxide, 85%
1310-58-3 0.175 175
Toluene 108-88-3 2 2000
2- TFMPEO 99705-50-7 0.52 520
TBAB 1643-19-2 0.005 5
MBMPMIA 115199-26-3 0.73 730
Kresoxim Methyl
1000 Toluene 108-88-3 3 3000
2-MPMBA 108475-90-7 0.835 835
Thionyl Chloride 7719-09-7 0.415 415
Sodium cyanide 143-33-9 0.167 167
HAOMHC 593-56-6 0.28 280
Methanol 67-56-1 0.11 110
Thiabendazole 1000 Toluene 108-88-3 2.5 2500
4- cyano thiazole 1452-15-9 0.575 575
Hydrochloric acid 30% 7647-01-0 0.65 650
OPDA 95-54-5 0.55 550
Bisyribac Sodium
500 Ethyl Acetate 141-78-6 1.25 625
2,6 DHBA 303-07-1 0.375 187.5
Dimethylsulfate 77-78-1 0.325 162.5
Sodium bicarbonate 144-55-8 0.225 112.5
4,6 DMMSP 113583-35-0 1.05 525
Potassium carbonate 584-08-7 0.7 350
Toluene 108-88-3 2 1000
Isopropanol 67-63-0
2 1000
Sodium hydroxide 1310-73-2 0.1 50
Imazethapyr 500 Methanol 67-56-1 1.5 750
Sodium hydroxide 1310-73-2 0.15 75
ADMBA 40963-14-2 0.465 232.5
DEEPDC 105151-48-2 0.9 450
Toluene 108-88-3 1 500
Hydchloric acid 30% 7647-01-0 0.435 217.5
Quizalofop – Ethyl
500 Toluene 108-88-3 3 1500
Hydroquinone 123-31-9 0.325 162.5
Potassium hydroxide 85% 1310-58-3 0.57 285
2,6 DCQ 112230-20-3 0.585 292.5
Hydrochloric acid 30% 7647-01-0 1.07 535
Ethyl 2-chloropropionate 535-13-7 0.39 195
Fenoxaprop Ethyl
500 Toluene 108-88-3 3 1500
Hydroquinone 123-31-9 0.33 165
Potassium hydroxide 85% 1310-58-3 0.59 295
2,6 DCB 3621-82-7 0.565 282.5
Hydrochloric acid 30% 7647-01-0 1.07 535
Ethyl 2-chloropropionate 535-13-7 0.39 195
Carfetrazone 500 Dichloroethane 107-06-2 2 1000
CFNPDFMMT - 0.855 427.5
Tin powder 7440-31-5 0.01 5
Hydrochloric acid 7647-01-0 0.35 175
Sodium nitrite 7632-00-0 0.185 92.5
Ethyl acrylate 140-88-5 0.25 125

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 8
Sulfentrazone 500 Toluene 108-88-3 2 1000
CFNPDFMMT - 0.95 475
Tin powder 7440-31-5 0.01 5
Hydrochloric acid 7647-01-0 0.375 187.5
Methane sulfonyl chloride 124-63-0 0.31 155
CMAC 3000 Forcut 520-45-6 0.38 1140
Acrylonitrile 107-13-1 0.5 1500
CTC 56-23-5 1.55 4650
Acetonitrile 75-05-8 0.022 66
Catalyst 0.02 60
DEA-HCl 14426-21-2 0.011 33
HCl 30% 7647-01-0 1.8 5400
DMF 68-12-2 0.03 90
TC (Thionyl Chloride) 7719-09-7 1.673 5019
Caustic lye 48% 1310-73-2 2.344 7032
n- hexane 110-54-3 9.14 27420
IB 115-11-7 0.594 1782
TEA 121-44-8 0.834 2502
Soda Ash 497-19-8 (anhydrous)
0.005 15
Caustic 100% 1310-73-2 0.971 2913
Sulphuric acid 7664-93-9 1.199 3597
Diethyl thiophosphoryl
chloride (DETC)
15000 Xylene 1330-20-7
2.5 37500
Phosphorous pentasulfide 1314-80-3 0.65 9750
Ethanol 64-17-5 0.55 8250
Chlorine 7782-50-5 0.4 6000
Sodium bicarbonate 10% 144-55-8 0.2 3000
Bifenthrin Alcohol
1000 Tetrahydrofuran 109-99-9 6 6000
Magnesium powder 7439-95-4 0.265 265
2,6 dichlorotoluene 118-69-4 0.9 900
Bromobenzene 108-86-1 0.875 875
Hydrochloric acid 30% 7647-01-0 0.7 700
N, N dimethylformamide 68-12-2 0.4 400
Toluene 108-88-3 3 3000
Lambda acid (3-(2-chloro-
3,3,3-trifluoroprop-1-
enyl)-2,2- dimethylcyclopropanecarboxy
lic acid
1000 t- butanol 75-65-0 3 3000
Potassium t-butoxide 865-47-4 0.1 100
MTCTFDMH 1.4 1400
Potassium hydroxide 1310-58-3 0.14 140
Sulphuric acid 7664-93-9 0.1 100
1.4 WATER AND WASTE WATER MANAGEMENT
Total raw water requirement will be 953 m3/day (88 m3/day recycled + 865 m3/day fresh) supply
will be met from GIDC water supply department. Copy of GIDC water supply is enclosed
herewith.
Total Industrial Waste water generation will be 213.8 m3/day generated from process, scrubber,
cooling tower blow down, boiler blow down, D M rejection n and container washing etc. Out of
128.8 m3/day of process effluent, 82 m3/day of concentrated effluent will be segregated and will
be treated in solvent stripper followed by MEE and ATFD. 69.8 m3/day of Condensate from

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 9
MEE will be taken to ETP for treatment. Balance 47 m3/day of normal effluent will be taken to
ETP. 40 m3/day from cooling tower, 15 m3/day from D M rejection, 10 m3/day from boiler blow
down, 15 m3/day from floor/container washing and 5 m3/day from secondary scrubber will be
collected, treated in RO plant. RO rejection will be taken to ETP and RO permeate will be
recycled in process. Thus total net discharge will be 133.8 m3/day, will be treated in our own
primary, secondary and tertiary ETP and send to common ETP of M/S Sarigam Clean Initiative,
GIDC Sarigam through closed under ground pipe line for further treatment and disposal; into
Arabian Sea.
Domestic waste water (20 m3/day) will be treated in STP and STP treated waste water will be
recycled for plantation, coal/ash wetting and toilet flushing as per requirement.
1.5 AIR EMISSION AND ITS CONTROL MEASURES
1.5.1 Flue Gas Emission
There will be flue gas emission from 25 TPH capacity of imported coal fired steam boiler in the
form of PM, SOx & NOx. Adequate capacity of electro static precipitator and wet scrubber
along with 55 meters height of chimney will be provided. 3.5 TPH of imported coal will be used
as a fuel in 25 TPH of boiler.
A standard Coal handling system with screening, coal crushing and conveying system will be
installed for the proposed plant. There will be a coal crusher plant with impact blade crusher,
screen, conveyor & elevator and reject of the screen will be recycled with two roll crusher and
elevator.
A standard fly ash handling system will be installed for the proposed plant. The fly ash collected
in Economizer and APH shall be designed to collect fly ash in dry form in the silo. From the silo,
fly ash shall be dispatched to trucks. After burning, less than 6 mm coal in AFBC type boiler
furnace will convert in to ash (fly ash particle size which is 100% less than 300 microns) and
this will carry over with flue gas through super heater, economizer, air – heater (APH) and
finally /will be precipitated in ESP zone. The ash collected in the hoppers of ESP will be
discharged in the silo by gravity. Level in the silo will be controlled by level controllers provided
on silo. Whenever the level exceeds, the pneumatic valve opens and ash shall be conveyed to
ash hopper through pipes with the help of compressed dry air at a pressure of 5 kg/cm2.Unit
will provide the Dense Phase pneumatic ash conveying system under the ash discharge points
of economizer, APH, and all ESP fields. At the discharge point of ash silo, ash conditioner shall
be put where water spay shall be done for duct free loading of trucks/lorry under the ash silo.
Finally ash shall be taken by contractor for brick making/filling of low lying area
Also the unit will install 1000 KVA capacity of D G set, as standby. It will be used only during
power failure. 150 kg/h of HSD will be used as a fuel & 11 meters height of chimney will be
provided.
1.5.2 Process Gas Emission
Three numbers of two stage water followed by alkali scrubbers will be provided to scrub Hydro
chloric acid gas and three numbers of two stage alkali scrubbers will be provided to scrub
Sulphur dioxide and one number of two stage alkali scrubbers will be provided to scrub,
hydrogen sulphide gas generated from the various product process. Separate 11 meters height
of vent will be provided.
The unit proposes to install natural gas fired incinerator having capacity of (250 kg/h of solid
and 100 kg/h liquid) and 140 SCM/h of natural gas will be used. Adequate ventury & wet
scrubber along with 30 meters height of chimney will be provided.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 10
Details of Air pollution control measures are attached as Annexure-9.
1.6 HAZARDOUS WASTES AND ITS MANAGEMENT
No Type of waste
Schedule and
Category
Source Qty. MT/ Anum
Treatment Disposal
1 ETP waste Sch:I/35.3 Neutralization of effluent
3888 Dried, packed in bags
Dispose off into TSDF of M/S Detox,
Ankleshwar
2 Salt from MEE
Sch:I/37.3 Evaporation of effluent
3888 Dried, packed in bags
Dispose off into TSDF of M/S Detox,
Ankleshwar
3 Mixed spent solvent
Sch:I/29.4 From solvent stripper
65 Pack in Drums
Sell to authorized distillator
4. Distillation residue
Sch:I/29.1 Distillation process
1407 Pack in Drums
Sent for co-processing to
cement industries
5. Used Oil Sch:I/5.1 Gear box and D G set
0.05 Packed in carboys
Incinerated into own Incineration system
6. Discarded containers
Sch:I/33.1 Empty containers of raw materials
20 De-contaminated,
stored
Sell to authorized recycler
7. Incineration ash
Sch:I/37.2 incinerator 140 Packed in bags
Sell to brick manufacturer
9. Used rubber hand
gloves/pipes etc
Sch:I/X-08
Production plant
2 Packed in drums/bags
Incinerated into own Incineration system
10. Inorganic Acid (Hydro Chloric acid (30-32%)
Sch:I/29.6 process 18727 Tanker Sell to actual users having Rule 9
permission
11. Spent solvent Sch:I/29.4 process 3834 Storage tank Recycled in process after in-house
distillation
12. Date expired and off
specification pesticide
Sch:I/29.3 process 5.0 Packed in drums/bags
Incinerated into own Incineration system
13. Contaminated cotton rags
and other cleaning materials
Sch:I/33.2 plant 1.0 Packed in drums/bags
Incinerated into own Incineration system
14. Fly ash - boiler 2722 Store in silo Sell to brick manufacturer

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 11
1.7 INTRODUCTION OF THE PROJECT AND THE PROPONENT.
Name of the project: M/s Heranba Industries Limited
M/s Heranba Industries Limited is a medium scale unit is located in notified industrial estate,
GIDC, Sarigam, Ta: Umbergaon, District: Valsad having total plot area 55000 m2 & total investment
will be Rs. 110 Crore. The proponent wishes to set up a plant for the manufacture of Pesticide
Intermediate, Insecticides, Fungicides and Herbicides with total capacity of 2000 MT per month.
These Pesticides Intermediate are especially used in manufacture of parathyroid insecticides and
other pesticide technical such as insecticides are used to protect plant against sucking insect,
fungicides used on various fruits and herbicides used to control wide range of weed species in
crops as per requirement.
The proposed project site lies on 20018‟36.73” N Latitude & 72051‟20.63”E Longitude. M/s
Heranba Industries Limited is proposing to be located at Plot No. 2817/1, Chemical Zone, GIDC
Sarigam, Near Sandhya Chemical, Valsad district in Gujarat state and same western part comes
under Daman union Territory. GIDC is located nearby National Highway No. 8 connecting Mumbai
and Ahmedabad and is surrounding by Union territories of Daman in western side. The western
Railway Main Line is passing through the area (Double & Electrified). Nearest town & industrial
estate Vapi is the biggest railway station in the study area; where, almost all the important mail &
express trains stop. Entire study area is well connected with the other major cities of the state and
the country.
Beside the rail connectivity, and also well connected by road transport. There is a good network of
roads in the area and contributes for the development and economic growth of the area. The
National Highway No. 8 (Surat – Mumbai) is now six lanes, double tracked, more elevated and
Jam free highway, which is developed by M/s L&T Company. This highway has given a further
boost to the economic growth of this area.
The unit is operated by technocrats having more than 30 years of experience in manufacturing and
marketing of various organic intermediates and organic pigments.
This is a new medium scale unit and wishes to set up a plant in Sarigam, Gujarat for the
manufacture of organic intermediates.
The proponent proposes to start production of Pesticide intermediates and Pesticide Technical
(Insecticides, Herbicides, Fungicides) with total capacity of 2000 MT per month and process
capabilities to manufacture various organic intermediates.
M/s Heranba Industries Limited is a new medium scale unit and managed by professional
Partners and proposes to manufacture Pesticide intermediates and Pesticide Technical
(Insecticides, Herbicides, Fungicides). Senior personnel are available for providing support to the
manufacturing unit in the areas of technology, R&D, manufacturing, quality control and quality
assurance.
1.7.1 Identification of the Project Proponent:
The unit shall be managed by technocrat Mr. Sadashiv K Shetty having 30 years of experience in manufacturing and marketing of various Agro Chemicals worldwide. Team members having 20 years of experience of Agro Chemicals industries. The details of directors and technical team are as under;
S. No. Name Qualification Designation Experience
1 Mr.Sadashiv K.Shetty
M Sc. ( Organic Chemistry )
Chairman 35 years

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 12
2 Mr.Raghuram K.Shetty
Graduate in Economics ,
Diploma in Import & Export
Management.
Managing Director 35 years
3 Mrs.Sujata Sadashiv Shetty
B. com Director 19 years
4 Mrs.Vanita Raghuram Shetty
B Sc ( Botany ) Director 19 years
5 Mr.Madhav K.Raikar
BE Chemical Engineering
GM-Works 30 years
6 Mr.Karan R.Shetty MBA GM-HR & ADM. 30 years
7 Dr.Venketaswara Rao
Phd (Chemistry) GM-QC & R&D. 28 years
8 Mr.M.R.Wilson BE Mechanical Engineering
AGM-Mechanical 25 years
9 Mr.Sumit R.Agrawal M.Sc (Chemistry) AGM-Production 27 years
10 Mr.Vijay Warrier B.Sc (Chem), M.Sc.(Physics)
Production Manager
25 years
11 Mr.Ajijt Patel M.Sc (Organic) Manager-QC 20 years
12 Mr.Vipul G.Makwana
B.Sc (Chem), PDIS, PDI.ENV & Tech. IOSH, NEBOSH
(IGC)
Manager-EHS 20 years
13 Mr.Ramakant S.Pathak
Diploma Electrical Engineering
Asst.Manager-Elect.
29 years
1.7.2 Brief description of nature of the Project:
M/s Heranba Industries Limited Proposes to set up a plant for the manufacture of Pesticide
intermediates and Pesticide Technical (Insecticides, Herbicides, Fungicides) at proposed Plot No.
2817/1, Chemical Zone, GIDC Sarigam, Near Sandhya Chemical,, Ta: Umbergaon, 396155,
District- Valsad (Gujarat).
The proposed project involves the production of “Pesticide intermediates and Pesticide
Technical (Insecticides, Herbicides, Fungicides)”. These Pesticides Intermediate are especially
used in manufacture of parathyroid insecticides and other pesticide technical such as insecticides
are used to protect plant against sucking insect, fungicides used on various fruits and herbicides
used to control wide range of weed species in crops as per requirement.
As per the EIA notification - 2006 as amended products are covered under any category 5(b)
required Prior Environmental Clearance.
For the proposed new project, the company intends to procure the available latest technology for
manufacturing the products.
This project will manufacture Pesticide intermediates and Pesticide Technical (Insecticides,
Herbicides, and Fungicides). A typical plant consists of following major equipments;
S.No. Name of equipments MOC
1 Reactor Mild Steel
2 Reactor Stainless Steel
3 Reactor Glasslined
4 Heat Exchanger Mild Steel

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 13
5 Heat Exchanger Stainless Steel
6 Heat Exchanger Graphite
7 Storage Tank Mild Steel
8 Storage Tank Stainless Steel
9 Storage Tank HDPE
10 Reciever Mild Steel
11 Reciever Stainless Steel
12 Reciever Glasslined
13 Reciever HDPE
14 Centrifugal Pump Cast Iron
15 Centrifugal Pump Stainless Steel
16 Centrifugal Pump PP
17 Steamjet Ejector Graphite
18 Waterjet Ejector PP
19 Cooling tower PP FRP
20 Chilling Plant
21 Brine Plant
22 ETP Equipment
23 Incinerator
24 Spray Dryer
25 Transformer
26 Electric Pannel
27 Boiler
The industrial sector in the past 7 to 10 years has seen a drastic boom and also the keeping in
mind the globalization trend, we have identified the demand for the product and with continuous R
& D found that it can be developed in-house and produce commercially for domestic market as well
as an eye more on export markets.
1.7.3 Need for the project and its importance to the country and region:
The proposed project provides a potential growth opportunity for the already running business of
the company. The company is already engaged in the business of manufacturing of “Pesticide
technical, intermediates & its formulation”. The project would increase the overall export and
also increase the foreign revenue.
India produces about 80,000-90,000 MT of pesticides a year. India‟s Agro chemicals & pesticide
industries are the largest in Asia and the twelfth largest in the world. With over 400 million acres
under cultivation and over 60% of the country‟s population dependent on agriculture, the country‟s
economy depends on the agricultural sector to a substantial extent.
India loses nearly 30% of its potential crop to insects, weeds and rodent attacks. The
Pesticides/Crop Protection/Agrochemicals industry plays a crucial role in protecting crops from
damage by weeds, pests, insects and fungus, both before and after harvest. This helps to increase
crop yields, which is important given the rate at which cultivable land is shrinking.
1.7.4 Demand –Supply Gap:
The production of pesticides started in India in 1952 with the establishment of a plant for the production of BHC near Calcutta, and India is now the second largest manufacturer of pesticides in Asia after China. There has been a steady growth in the production of technical grade pesticides in India, from 5,000 metric tons in 1958 to 102,240 metric tons in 1998. In 1996–97 the demand for

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 14
pesticides in terms of value was estimated to be around Rs. 22 billion (USD 0.5 billion), which is about 2% of the total world market. The products have very high specific demand as they are especially used as herbicide etc. as per requirement.
1.7.5 Imports vs. Indigenous production:
Manufacturing these proposed products in the country will be very much economical as compared to Import of the same. The export of these Agrochemicals will earn revenue for the country.
1.7.6 Export Possibility:
The proposed products have high export potential. Also these products have very good potential in
local market.
1.7.7 Domestic / export Markets:
The company‟s product is used as raw material to manufacture various herbicides as per the required applications and having very good market in domestic and also having very good international markets.
1.7.9 Employment Generation (Direct and Indirect) due to the project:
During the construction phase around 100 workers and during the operational phase around 170 workers including contractors will be required. Local skilled and semi-skilled workers will be engaged during construction phase. The positive impacts include enhanced direct employment for technical/administrative works and indirect employment opportunities for transporters of raw materials and finished goods.
1.8 PROJECT DESCRIPTION:
1.8.1 Type of Project including interlinked and interdependent projects, if any:
The proposed project is an interdependent project of the company.
1.8.2 Location (map showing general location, Specific location, and project boundary & project site layout) with coordinates:
The map showing general location, specific location and project boundary and project site lay out
is enclosed as Annexure-1. Plant layout is attached as Annexure-2.
1.8.3 Details of alternate sites considered and the basis of selecting the proposed site, particularly the environmental considerations gone into should be highlighted:
The proposed activity will be accommodated in the notified industrial area having proper industrial
infrastructure so; there is no alternate site consideration. Proposed expansion will be carried out in
exiting premises only. (Land allotment letter is attached as Annexure-8)
1.8.4 Size or magnitude of operation:
As per the proposed project cost, the project is covered under medium Scale category of
manufacturing industries.
1.8.5 Project description with process details (a schematic diagram/ flow chart showing the project layout components of the project etc. should be given):
Detailed project description with process details is enclosed as Annexure-3.
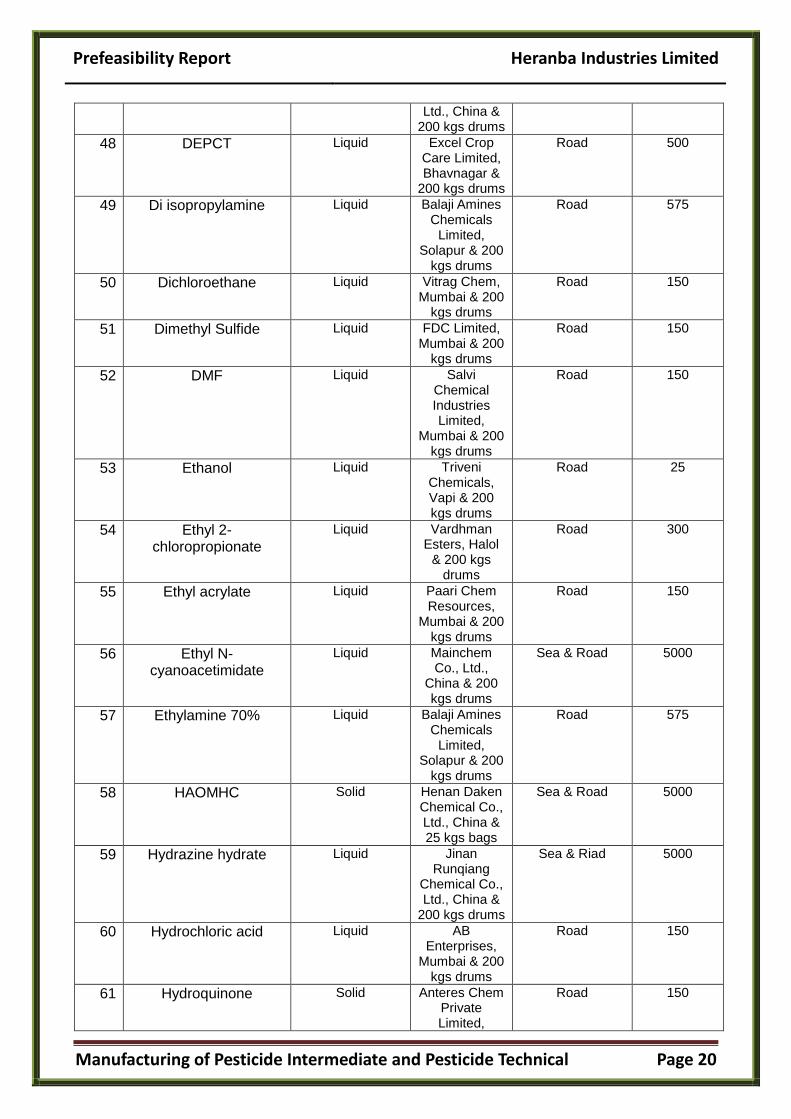
1.8.6 Raw material required along with estimated quantity, likely source, marketing area of final products/s, mode of transport of raw Material and finished

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 15
product:
Detailed raw material requirement along with estimated quantity, likely source, marketing of final
products, mode of transport of raw materials and finished products & characteristics of hazardous
chemicals are as below:
DETAILS ON PRODUCT TRANSPORTATION
S. No.
Product Physical State Dispatch Means of Transportation
1 Diafenthiuron Solid 25 kg packing By Road
2 Profenofos Liquid 200 kg packing By Road
3 Lambda-cyhalothrin Liquid or Solid
200 kg packing / 25 kg packing
By Road
4 Bifenthrin Liquid or Solid
200 kg packing / 25 kg packing
By Road
5 Cyphenothrin Liquid 200 kg packing By Road
6 Fenpropathrin Solid 25 kg packing By Road
7 Zeta-cypermethrin Liquid 200 kg packing By Road
8 Tranfluthrin Liquid 200 kg packing By Road
9 Pymetrozine Solid 25 kg packing By Road
10 Nitenpyram Solid 25 kg packing By Road
11 Acetamiprid Solid 25 kg packing By Road
12 Difenoconazole Solid 25 kg packing By Road
13 Hexaconazole Solid 25 kg packing By Road
14 Propiconazole Liquid 200 kg packing By Road
15 Tebuconazole Solid 25 kg packing By Road
16 Cyproconazole Solid 25 kg packing By Road
17 Epoxiconazole Solid 25 kg packing By Road
18 Metalaxyl Solid 25 kg packing By Road
19 Thiophanate-methyl Solid 25 kg packing By Road
20 Azoxystrobin Solid 25 kg packing By Road
21 Pyraclostrobin Solid 25 kg packing By Road
22 Picoxystrobin Solid 25 kg packing By Road
23 Trifluoxystrobin Solid 25 kg packing By Road
24 Kresoxim-methyl Solid 25 kg packing By Road
25 Thiabendazole Solid 25 kg packing By Road
26 Bispyribac-sodium Solid 25 kg packing By Road
27 Imazethapyr Solid 25 kg packing By Road
28 Quizalofop-ethyl Solid 25 kg packing By Road
29 Fenoxaprop-ethyl Solid 25 kg packing By Road

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 16
30 Carfentrazone Liquid 200 kg packing By Road
31 Sulfentrazone Solid 25 kg packing By Road
32 Cypermethric acid chloride
(CMAC)
Liquid 200 kg packing By Road
33 Diethyl thiophosphoryl
chloride (DETC)
Liquid 200 kg packing By Road
34 Bifenthrin alcohol Solid 25 kg packing By Road
35 Lambda-acid Solid 25 kg packing By Road
36 Sodium bi sulphite powder
(80%)
Solid 25 kg packing By Road
37 Sodium sulfide (80%) Solid 25 kg packing By Road
38 Ammonium chloride Powder
(85%)
Solid 25 kg packing By Road
39 Sodium sulphate powder
(80%)
Solid 25 kg packing By Road
40 Sodium sulphite powder
(80%)
Solid 25 kg packing By Road
DETAILS OF RAW MATERIAL – TRANSPORTATION
No. Substance
Physical State Source of Supply and Packaging
Means of Transportation
Distance of supplier from project site (km)
1 (4-chlorophenyl) hydrazine
Solid DL Intrachem, Ahmedabad & 25 kgs bags
Road 375
2 1- BMNB Solid Henan Daken Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
3 1,2 – diammonia benzene
Solid Nikanth Organics,
Mumbai& 25 kgs bags
Road 150
4 1,2- pentanediol Liquid Henan Daken Chemical Co., Ltd., China &
200 kgs drums
Sea & Road 5000
5 1,2,4 – triazole Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
6 1,2-propanediol Liquid Mainchem Co., Ltd.,
China & 200
Sea & Road 5000

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 17
kgs drums
7 2 – chlorophenol Liquid Capot Chemical Co., Ltd., China &
200 kgs drums
Sea & Road 5000
8 2- hydroxy benzonitrile Solid Henan Daken Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
9 2- TFMPEO Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
10 2,2- DMMPCPCA Liquid Hubei Jusheng
Technology Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
11 2,2,3,3- TMCPCA Solid Henan Daken Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
12 2,4 – DCPP Liquid Capot Chemical Co., Ltd., China &
200 kgs drums
Sea & Road 5000
13 2,4 –DICAP Liquid Capot Chemical Co.,
Ltd., China
Sea & Road 5000
14 2,6 DCB Solid Mainchem Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
15 2,6 DCQ Solid Henan Daken Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
16 2,6 DHBA solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
17 2,6 dichlorotoluene liquid Mainchem Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
18 2,6 dimethylaniline liquid Capot Chemical Co., Ltd., China &
200 kgs drums
Sea & Road 5000
19 2,6 DIPPTU solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
20 2-methoxy acetyl chloride
liquid Manav Biochem
Impex Pvt. Ltd., Mumbai
& 200 kgs drums
Road 150

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 18
21 2-MPMBA Solid Hangzhou J&H Chemical
Co., Ltd., China & 25 kgs bags
Sea & Road 5000
22 3-CBPA Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
23 3-phenoxy benzaldehyde
liquid Heranba Industries
Limited, Vapi
Road 150
24 4- cyano thiazole Solid Dayang Chemicals Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
25 4,6 DCP Solid Mainchem Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
26 4,6 DMMSP Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
27 6-TFMP Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
28 Acetonitrile Liquid Anteres Chem Pvt. Ltd.,
Mumbai & 200 kgs drums
Road 150
29 ADMBA Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
30 Ammonium chloride solid Shalibhadra Dyechem
Private Limited,
Ahmedabad & 25 kgs bags
Road 375
31 BFPPCB Solid Mainchem Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
32 Bifenthrin alcohol solid Capot Chemicals Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
33 Bromine liquid Mody Chemi-Pharma Limited,
Mumbai & 200 kgs drums
Road 150
34 Bromobenzene Liquid Heranba Industries
Limited, Vapi
Road 25

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 19
& 200 kgs drums
35 Catalyst Solid Anteres Chem Private Limited,
Mumbai & 25 kgs bags
Road 150
36 Caustic 100% solid Gujarat Alkalies &
Chemcicals Limited, Dahej & 25 kgs bags
Road 230
37 CCMP Solid Capot Chemicals Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
38 CCPPE Solid Mainchem Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
39 CFNPDFMMT Solid Mainchem Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
40 Chlorine gas Gujarat Alkalies &
Chemcicals Limited, Dahej
& 500 kgs cylinders
Road 230
41 Chloroacetone liquid Mainchem Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
42 CMA solid Heranba Industries
Limited, Vapi & 25 kgs bags
Road 25
43 CPCPP Liquid Hubei Jusheng
Technology Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
44 CPDMP Liquid Mainchem Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
45 CTC liquid Reliable Traders,
Mumbai & 200 kgs drums
Road 150
46 DEA-HCl Solid Balaji Amines Chemicals
Limited, Solapur & 25
kgs bags
Road 575
47 DEEPDC Liquid Henan Daken Chemical Co.,
Sea & Road 5000
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 20
Ltd., China & 200 kgs drums
48 DEPCT Liquid Excel Crop Care Limited, Bhavnagar &
200 kgs drums
Road 500
49 Di isopropylamine Liquid Balaji Amines Chemicals
Limited, Solapur & 200
kgs drums
Road 575
50 Dichloroethane Liquid Vitrag Chem, Mumbai & 200
kgs drums
Road 150
51 Dimethyl Sulfide Liquid FDC Limited, Mumbai & 200
kgs drums
Road 150
52 DMF Liquid Salvi Chemical Industries Limited,
Mumbai & 200 kgs drums
Road 150
53 Ethanol Liquid Triveni Chemicals, Vapi & 200 kgs drums
Road 25
54 Ethyl 2-chloropropionate
Liquid Vardhman Esters, Halol
& 200 kgs drums
Road 300
55 Ethyl acrylate Liquid Paari Chem Resources,
Mumbai & 200 kgs drums
Road 150
56 Ethyl N-cyanoacetimidate
Liquid Mainchem Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
57 Ethylamine 70% Liquid Balaji Amines Chemicals
Limited, Solapur & 200
kgs drums
Road 575
58 HAOMHC Solid Henan Daken Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
59 Hydrazine hydrate Liquid Jinan Runqiang
Chemical Co., Ltd., China &
200 kgs drums
Sea & Riad 5000
60 Hydrochloric acid Liquid AB Enterprises,
Mumbai & 200 kgs drums
Road 150
61 Hydroquinone Solid Anteres Chem Private Limited,
Road 150

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 21
Mumbai & 25 kgs bags
62 IB Gas Vinati Organics
Limited, Lote & 10 MT tankers
Road 500
63 Isochroman-3-one Solid Capot Chemicals Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
64 Isopropanol Liquid Siddhi Vinayak
Industries, Ahmedabad & 200 kgs drums
Road 375
65 Lambda-Cyhalothric acid
Solid Jebagro, China & 25 kgs bags
Sea & Road 5000
66 Magnesium powder Solid Neeraj Industries,
Rohtak & 25 kgs bags
Road 1325
67 MBMPMIA Solid Aikon International
Limited, China & 25 kgs bags
Sea & Road 5000
68 Methane sulfonyl chloride
Liquid Anteres Chem Private Limited,
Mumbai & 200 kgs drums
Road 150
69 Methanol Liquid Anteres Chem Private Limited,
Mumbai & 200 kgs drums
Road 150
70 Methyl 2-chloropropionate
Liquid Ava Chemicals Pvt. Ltd.,
Mumbai & 200 kgs drums
Road 150
71 Methyl acetate liquid Agro Chem Corporation,
Mumbai & 200 kgs drums
Road 150
72 Methyl chloro formate liquid Meru Chem Private Limited,
Mumbai & 200 kgs drums
Road 150
73 Methyl formate liquid Ashchemie India, Mumbai
& 200 kgs drums
Road 150
74 Methylamine Gas Balaji Amines Chemicals
Limited, Solapur & 500
Road 575

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 22
kgs cylinders
75 MHPMA Solid Dayang Chemicals Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
76 MMTNEA Solid Capot Chemicals Co., Ltd.,
China & 25 kgs bags
Sea & Road 5000
77 Monochlorobenzene liquid Panoli Intermediates India Private
Limited, Vadodara &
200 kgs drums
Road 300
78 MTCTFDMH Solid Dayang Chemicals Co., Ltd.,
China
Sea & Road 5000
79 n- hexane Liquid Anteres Chem Private Limited,
Mumbai & 200 kgs drums
Road 150
80 n- propyl bromide liquid Mody Chemi-Pharma Limited,
Mumbai & 200 kgs drums
Road 150
81 N, N dimethylformamide
Liquid Salvi Chemical Industries Limited,
Mumbai & 200 kgs drums
Road 150
82 n-hexane Liquid Anteres Chem Private Limited,
Mumbai & 200 kgs drums
Road 150
83 Nicotinaldehyde LIquid Career Henan Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
84 OPDA Solid Nikanth Organics,
Mumbai & 25 kgs bags
Road 150
85 p- TSA, MH Solid Anteres Chem Private Limited,
Mumbai & 25 kgs bags
Road 150
86 Phosphorous pentasulfide
liquid Prasol Chemicals
Private
Road 150

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 23
Limited, Mumbai & 200
kgs drums
87 Potassium carbonate solid Finox Pellets Industries,
Ahmedabad & 25 kgs bags
Road 375
88 Potassium hydroxide Solid Gujarat Alkalies &
Chemcicals Limited, Dahej & 25 kgs bags
Road 230
89 Potassium t-butoxide Solid Chemit Laboratories, Hyderabad & 25 kgs bags
Road 850
90 Soda Ash Solid Gujarat Alkalies &
Chemcicals Limited, Dahej & 25 kgs bags
Road 230
91 Sodium bicarbonate Solid Gujarat Alkalies &
Chemcicals Limited, Dahej & 25 kgs bags
Road 230
92 Sodium carbonate solid Gujarat Alkalies &
Chemcicals Limited, Dahej & 25 kgs bags
Road 230
93 Sodium cyanide solid Jebagro, China & 25 kgs bags
Sea & Road 5000
94 Sodium hydroxide solid Gujarat Alkalies &
Chemcicals Limited, Dahej
Road 230
95 Sodium thiocyanate solid Anteres Chem Private Limited,
Mumbai & 25 kgs bags
Road 150
96 Sulphuric acid Liquid Gujarat Alkalies &
Chemcicals Limited, Dahej
& 200 kgs drums
Road 230
97 t- butanol liquid Crystal Chemicals,
Mumbai
Road 150
98 TBAB solid Mihir Chemicals,
Mumbai & 25 kgs bags
Road 150
99 Tert-butylamine Liquid Balaji Amines Chemicals
Road 575

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 24
Limited, Solapur & 200
kgs drums
100 Tetrahydrofuran Liquid Goyal Fine Fab Pvt. Ltd., Ahmedabad & 200 kgs drums
Road 375
101 TFPM Liquid Capot Chemicals Co., Ltd.,
China & 200 kgs drums
Sea & Road 5000
102 Thionyl chloride Liquid Dev Enterprises, Vadodara &
200 kgs drums
Road 300
103 Tin powder Solid Sarda Industrial
Enterprises, Jaipur & 25 kgs bags
Road 1000
104 Toluene Liquid Hitech Chemicals,
Mumbai & 200 kgs drums
Road 150
105 Trimethylamine Liquid Balaji Amines Chemicals
Limited, Solapur & 200
kgs drums
Road 575
106 Trisphosgene Solid Capot Chemical Co., Ltd., China & 25 kgs bags
Sea & Road 5000
107 Xylene Liquid Credence Chem Private
Limited, Ahmedabad & 200 kgs drums
Road 375
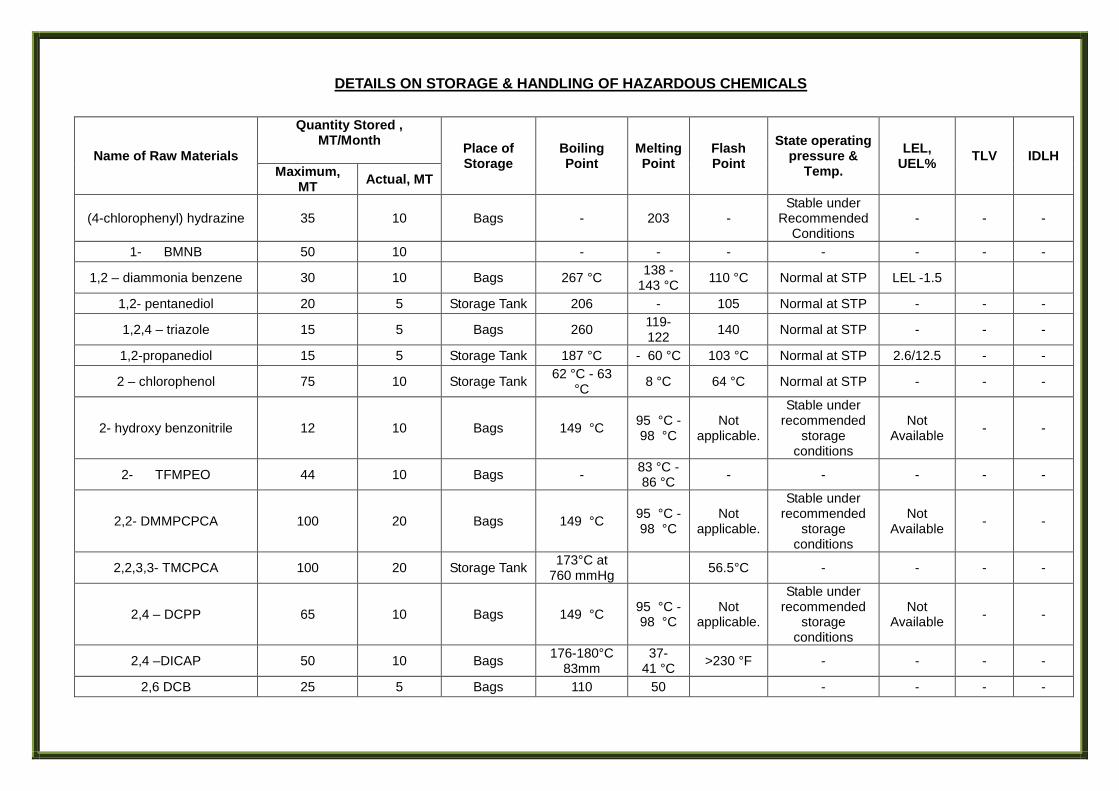
DETAILS ON STORAGE & HANDLING OF HAZARDOUS CHEMICALS
Name of Raw Materials
Quantity Stored , MT/Month
Place of Storage
Boiling Point
Melting Point
Flash Point
State operating pressure &
Temp.
LEL, UEL%
TLV IDLH
Maximum, MT
Actual, MT
(4-chlorophenyl) hydrazine 35 10 Bags - 203 - Stable under
Recommended Conditions
- - -
1- BMNB 50 10 - - - - - - -
1,2 – diammonia benzene 30 10 Bags 267 °C 138 -
143 °C 110 °C Normal at STP LEL -1.5
1,2- pentanediol 20 5 Storage Tank 206 - 105 Normal at STP - - -
1,2,4 – triazole 15 5 Bags 260 119-122
140 Normal at STP - - -
1,2-propanediol 15 5 Storage Tank 187 °C - 60 °C 103 °C Normal at STP 2.6/12.5 - -
2 – chlorophenol 75 10 Storage Tank 62 °C - 63
°C 8 °C 64 °C Normal at STP - - -
2- hydroxy benzonitrile 12 10 Bags 149 °C 95 °C - 98 °C
Not applicable.
Stable under recommended
storage conditions
Not Available
- -
2- TFMPEO 44 10 Bags - 83 °C - 86 °C
- - - - -
2,2- DMMPCPCA 100 20 Bags 149 °C 95 °C - 98 °C
Not applicable.
Stable under recommended
storage conditions
Not Available
- -
2,2,3,3- TMCPCA 100 20 Storage Tank 173°C at
760 mmHg 56.5°C - - - -
2,4 – DCPP 65 10 Bags 149 °C 95 °C - 98 °C
Not applicable.
Stable under recommended
storage conditions
Not Available
- -
2,4 –DICAP 50 10 Bags 176-180°C
83mm 37-
41 °C >230 °F - - - -
2,6 DCB 25 5 Bags 110 50 - - - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 1
2,6 DCQ 25 5 Bags - - - - - - -
2,6 DHBA 25 5 Bags - 165 - - - - -
2,6 dichlorotoluene 75 10 Storage Tank 203 2 82 Normal at STP - - -
2,6 dimethylaniline 40 10 Storage Tank - 10.0 - 11.0
- Normal at STP - - -
2,6 DIPPTU 190 20 Bags - 165 - - - - -
2-methoxy acetyl chloride 30 10 Storage Tank 112 - 113 °C - 28 °C Normal at STP - - -
2-MPMBA 70 10 Bags - - - - - - -
3-CBPA 45 10 Bags 264 °C 92 - 94
°C - - - - -
3-phenoxy benzaldehyde 120 20 Storage Tank 140 deg C
@ .10mmHg 13 deg
C > 112 deg
C Normal at STP - - -
4- cyano thiazole 50 10 bags 100-120℃ 60-61℃ 96.1 °C - - - -
4,6 DCP 35 2 Bags 176 64 - 66
°C - - - - -
4,6 DMMSP 35 2 Bags - - - - - - -
6-TFMP 30 2 Storage Tank - - - - - - -
Acetonitrile 125 20 Storage Tank 81.6 -
Closed cup: 2
open cup: 5.6
Normal at STP 4.4/1.6 TWA:
40 ppm
500
ADMBA 20 2 bags - - - - - - -
Ammonium chloride 10 5 Bags 520°C 328°C - Hygroscopic - TWA:
10 mg/m³
-
BFPPCB 85 10 Bags - 64 - - - - -
Bifenthrin alcohol
Storage Tank 72-72.5 177
Polymerization may occur
above 150 deg C Temperature
- -
Bromine 100 10 Storage Tank - - Not
Applicable Normal at STP
TWA: 0.1 ppm
3 ppm
Bromobenzene 75 10 Storage Tank 156 °C -31 °C 51 °C Normal at STP 0.5/2.5 - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 2
Catalyst 1 0.5 Bags - - - - - - -
Caustic 100% 100 10 Storage Tank 142 - 144°C 12°C Not
Applicable
Stable under recommended
storage conditions.
Rapidly absorbs carbon dioxide
from the air, forming sodium
carbonate.
- - -
CCMP 50 10 Bags - 37-42 deg C
> 110.00 deg C
- - - -
CCPPE 50 10 Bags - - - - - - -
CFNPDFMMT 50 10 bags - - - - - - -
Chlorine 20 10 Cylinder minus 34 °C minus
101 °C - Normal at STP - - -
Chloroacetone 30 5 Storage Tank 120 °C -44.5
°C 35 °C -
closed cup
Stable under recommended
storage conditions.
- - -
CMA 20 5 Bags 290.6 °C at 760 mmHg
83 - 85ºC
129.6 °C - - - -
CPCPP 30 10 Storage Tank 130°C >100°C - - - - -
CPDMP 30 10 Storage Tank 297.4° C at 760 mmHg
69.96° C
- - - - -
CTC 30 10 Storage Tank 76 - 77 °C -23 °C - - - - -
DEA-HCl 25 10 Storage Tank 63 °C at 1013 hPa
- 14 °C - - - -
DEEPDC 35 5 bags - - - - - - -
DEPCT 15 5 Storage Tank 45 deg C @ 3.00mm Hg
- 97 deg C - - - -
Di isopropylamine 10 5 Storage Tank -61 °C Normal at STP 0.8/7.1 - -
Dichloroethane 10 5 Storage Tank 81 - 85 °C -35 °C 13 °C Normal at STP 6.2/15.9 TWA:
10 ppm
50 ppm
Dimethyl Sulfide 10 5 Storage Tank 37.3 °C -98 °C -49 °C Normal at STP 2.2/19.7 10 -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 3
ppm (TWA)
DMF 50 10 Storage Tank 153
Closed cup:
57.778 open cup:
67
Normal at STP 2.2/15.2 TWA:
10 ppm
500 ppm
Ethanol 50 10 Storage Tank 78.5 -114.1 12.78
Stable under the prescribed
storage conditions.
3.3/19 - 3000
Ethyl 2-chloropropionate 50 10 Storage Tank 146.0 -
149.0 deg C @ 760.00m
38 deg C
Stable under recommended
storage conditions.
- - -
Ethyl acrylate 50 10 Storage Tank 100 °C -72 °C 8 °C Light sensitive 1.8/12
Ethyl N-cyanoacetimidate 15 5 bags - - - - - - - -
Ethylamine 70% 20 5 Storage Tank 39 -70 -26 Normal at STP 3/12.8 - -
Hydrazine hydrate 25 5 Storage Tank 117.2 °C -57 °C 91 °C Air Sensitive 4.7/100
Hydrochloric acid 100 10 Storage Tank 50.5 -62.25 Not
applica ble Highly Reactive
Not applica
ble 50 ppm
Hydroquinone 50 10 Bags 285 - 287 deg C @
760 mmHg
170 - 174
deg C Normal at STP
2 mg/m3 TWA
50 mg/m3
IB 50 10 Storage Tank 106 -108 °C 28 °C minus 108 °C
Normal at STP - - -
Isopropanol 50 10 Storage Tank 82.5 -88.5 11.667 Normal at STP 2/12.7 - 2000 ppm
Magnesium powder 5 2 bags 1107.2 °C 651.1
°C
Pyrophoric: Spontaneously flammable in air
- - -
Methane sulfonyl chloride 20 5 Storage Tank 161 °C -33 °C 110 °C Normal at STP - - -
Methanol 50 10 Storage Tank 64.5 -97.8 12 Normal at STP 6/36.5 - 6000 ppm
Methyl 2-chloropropionate 50 10 Storage Tank 132 - 133 °C -10 °C 38 °C Normal at STP 2.8/13.9 -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 4
Methyl acetate 50 10 Storage Tank 57 -98.05 -5.56 Normal at STP 3.1/16 - 3100 ppm
Methyl chloroformate 30 2 Storage Tank 71.4 -81 22.78 Normal at STP 6.7 -
Methyl formate 30 2 Storage Tank 31 - 33 °C -100 °C -32 °C Normal at STP 4.5/23 TWA:
50 ppm
4500 ppm
Methylamine 30 2 Storage Tank Minus 6.3 °C Minus
93.5 °C Normal at STP 4.9/20.7 - -
Monochlorobenzene 50 10 Storage Tank 131.6 28 Normal at STP 1.3/7.1 TWA 10
ppm
1000 ppm
n- hexane 50 10 Storage Tank 62-69°C at 760 mm Hg
-95°C Normal at STP - - -
n- propyl bromide 50 5 Storage Tank 71°C -110°C 21°C Normal at STP - - -
N, N dimethylformamide 50 10 Storage Tank 58 °C Normal at STP - - -
Nicotinaldehyde 50 10 Storage Tank 95-97 °C at 15 mmHg
7 °C 60 °C Normal at STP 2.0/10.0 - -
Phosphorous pentasulfide 20 10 Bags 514 - 525 °C 280 -
288 °C
Contact with water liberates
toxic gas - - -
Potassium carbonate 20 5 Bags Decomposes 891 Not
Applica ble
Normal at STP Not
Applicable - -
Potassium hydroxide 20 5 Bags 1320 °C 360 °C
Readily absorbs carbon dioxide and moisture
from the air and deliquesces (to
absorb atmospheric
water vapor and become liquid)
- - -
Potassium t-butoxide 20 2 Storage Tank 66 °C -21 °C
Water reactive. Air sensitive.
May form explosive peroxides. Moisture
1.5/12 TWA:
50 ppm
2000 ppm

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 5
sensitive.
Soda Ash 60 10 Bags Not Available 851 Not
Applicable
Stable under recommended
storage conditions.
Not Applicable
- -
Sodium bicarbonate 60 10 Bags 270
deg C
May decompose on
exposure to moist air or
water
- -
Sodium carbonate 60 10 Bags Not Available 851 Not
Applicable
Hygroscopic: absorbs
moisture or water from the
air.
Not Applicable
- -
Sodium cyanide 25 5 Bags 1496 563 Not
Available Normal at STP
Not Available
- -
Sodium hydroxide 25 5 Bags 1390 °C 318 °C
Hygroscopic: absorbs
moisture or water from the
air.
- -
Sodium thiocyanate 25 5 Bags Decomposes 287 Not
Available
Hygroscopic: absorbs
moisture or water from the
air.
Not Available
- -
Sulphuric acid 300 20 Storage Tank 270 -35 Not
applicable
Reacts vigorously, violently or
explosively with many organic and inorganic chemicals and
with water.
Not applicable
3.74 ppm
t- butanol 60 10 Storage Tank 83 °C 25 to 25.5 °C
11 °C Normal at STP 2.4/8.0 TWA: 100 ppm
1600 ppm

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 6
Tert-butylamine 20 5 Storage Tank 46 °C -67 °C -38 °C Normal at STP 1.7/8.9 -
Tetrahydrofuran 35 10 Bags 65 -108.3 -14.5 Normal at STP 2.0/11.8 - NA
Thionyl chloride 35 10 Storage Tank 76 -104.5 Not
Applicable Reacts violently
with water. -
Tin powder 25 10 Bags 2507 deg C 231.9 deg C
Normal at STP -
Toluene 60 10 Storage Tank -95 110.61 4.44 Normal at STP 1.27/7.1 - 500 ppm
Trimethylamine 50 10 Storage Tank < 30 - 100
°C -2 °C -45 °C Normal at STP 2.0/16.6 -
Trisphosgene 15 5 Bags 203 - 206 °C 77 - 81
°C
heat sensitive. Moisture sensitive.
Contact with water liberates
toxic gas.
-
Xylene 50 5 Storage Tank 138.5 -47.4 24 Normal at STP 1.0/7.0 -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 7
Name of Raw Materials LD50,LC 50 Specific gravity
Vapour density
odour threshold
health hazard
fire hazardous
Reactivity Antidotes
(4-chlorophenyl) hydrazine - - - - - - - -
1- BMNB - - - - - - - -
1,2 – diammonia benzene
LD50 Oral - Rat - 80 mg/kg LC50 Inhalation - Rat - male - 4 h - 0.92
mg/l
- - Toxic
1,2- pentanediol 12700 mg/kg 0.971 - - 3 1 - -
1,2,4 – triazole 3129 mg/kg - - - 2 1 - -
1,2-propanediol LD 50 Oral - rat - 20
mg/kg - 2.63 - - - - -
2 – chlorophenol
LC50 - Lepomis macrochirus (Bluegill) - 5,7 - 12 mg/l - 96,0 h LC50 - Pimephales promelas (fathead
minnow) - 6 - 16 mg/l - 96,0 h LC50 -
Carassius auratus (goldfish) - 10,7 - 15,2
mg/l - 96,0 h
- - - - - - -
2- hydroxy benzonitrile - - - - - - - -
2- TFMPEO - - - - - - - -
2,2- DMMPCPCA - - - - - - - -
2,2,3,3- TMCPCA - - - - Flammable
Liquids, Category 3
- - -
2,4 – DCPP - - - - - - - -
2,4 –DICAP - - - - Irritant - - -
2,6 DCB - - - - - - - -
2,6 DCQ - - - - - - - -
2,6 DHBA - - - - - - - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 8
2,6 dichlorotoluene - - - - - - - -
2,6 dimethylaniline Oral, mouse: LD50 = 707 mg/kg; Oral, rat: LD50 = 840 mg/kg;
0.978-0.980 - - - - - -
2,6 DIPPTU - - - - - - - -
2-methoxy acetyl chloride - 1.187 - - 3 1 - -
2-MPMBA - - - - - - - -
3-CBPA LD 50 Oral 1807
mg/kg (Rat) - - - - - - -
3-phenoxy benzaldehyde
Draize test, rabbit, eye: 100 mg Moderate; Inhalation, mouse:
LC50 = 31000 ppm/30M; Oral, mouse: LD50 = 1760
mg/kg; Oral, rat: LD50 = 1215
mg/kg; Skin, rabbit: LD50 =
>20 mL/kg;
1.1130 g/cm3
7.77 - 2 4 - -
4- cyano thiazole - - - - - - - -
4,6 DCP - - - - - - - -
4,6 DMMSP - - - - 2 1 - -
6-TFMP - - - - 2 2 - -
Acetonitrile - - - - 2 3 - -
ADMBA - - - - - -
Ammonium chloride
Draize test, rabbit, eye: 500 mg/24H Mild;
Draize test, rabbit, eye: 100 mg Severe; Oral, mouse: LD50 = 1300
mg/Kg; Oral, rat: LD50 = 1650 mg/Kg
1530 kg/m³ - - 2 0
BFPPCB - - - - - - -
Bifenthrin alcohol - - - Irritant - - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 9
Bromine - - - - Corrosive - - -
Bromobenzene LD 50 Oral 2383 mg/kg LC 50 Inhalation 20411
mg/l 1.49 - - 2 2 - -
Catalyst - - - - - - - -
Caustic 100%
FISH TOXICITY: 240 ug/L 96 hour(s) LC50
(Mortality) Bluegill (Lepomismacrochirus)
INVERTEBRATE TOXICITY: 330000-
1000000 ug/L 48 hour(s) LC50 (Mortality) Cockle (Cerastoderma
edule)
- - - - - - -
CCMP - - - - - - - -
CCPPE - - - - - - - -
CFNPDFMMT - - - - - - - -
Chlorine - 1.406
g/cm3 at 20 °C
2.45 - - - - -
Chloroacetone
LD50 Oral - Rat - 100 mg/kg(Chloroacetone)
Remarks: Behavioral:Somnolence (general depressed
activity). Behavioral:Ataxia. Skin
and Appendages: Other: Hair. LD50
Dermal - Rabbit - 141 mg/kg(Chloroacetone)
Remarks: Behavioral:Somnolence (general depressed
activity). Behavioral:Ataxia. Skin
- - - - - - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 10
and Appendages: Other: Hair.
CMA - - - - - - - -
CPCPP - - - - - - - -
CPDMP - - - - - - - -
CTC
LD50 Oral - Rat - 2.350 mg/kg LC50 Inhalation - Rat - 4 h - 8000 ppm LD50 Dermal - Rabbit -
> 20.000 mg/kg
- - - - - - -
DEA-HCl
Acute oral toxicity : LD50: > 2,000 mg/kg Species: Rat Method: OECD Test Guideline 401 Acute
inhalation toxicity Methanol : LC50:
64000 ppm Exposure time: 4 h Species: Rat Acute dermal toxicity
Methanol : LD50: 15,800 mg/kg Species:
Rabbit
- - - - - - -
DEEPDC - - - - - - - -
DEPCT
Inhalation, mouse: LC50 = 725 mg/m3/2H; Inhalation, rat: LC50 =
20 ppm/4H; Oral, mouse: LD50 = 800 mg/kg; Oral, rabbit: LD50 = 900 mg/kg;
Oral, rat: LD50 = 1340 mg/kg.
- - - - - - -
Di isopropylamine
LD50 Oral LD50 = 770 mg/kg ( Rat ) LD50
Dermal LD50 = 2000 mg/kg ( Rabbit ) LC50
Inhalation LC50 = 4800
0.72 3.5 3 3

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 11
mg/m3 ( Rat ) 2 h
Dichloroethane
LD50 Oral 625 mg/kg ( Rat )
413 mg/kg ( Mouse ) LD50 Dermal 2800
mg/kg ( Rabbit ) LC50 Inhalation 28.79 mg/L (
Rat ) 1h 7.8 mg/l ( Rat ) 4h
1.25 3.4 3 3
Dimethyl Sulfide
LD50 oral 3300 mg/kg (rat) LD50 dermal > 5000 mg/kg (rabbit) LC50 40250 mg/m³
(rat); 4H
- 2.1 2.5 ppm - - - -
DMF - - - - - - - -
Ethanol
ORAL (LD50): Acute: 7060 mg/kg [Rat].
(LC50): Acute: 20000 ppm 8
hours [Rat].
- - - Flammable - - -
Ethyl 2-chloropropionate - 1.0720g/cm
3 - - - - - -
Ethyl acrylate
Oral: LD50/rat: 550 mg/kg (BASF-Test)
Inhalation: LC50/rat: 5.9 mg/l / 4 h
Dermal: LD50/rat: 470 mg/kg
- - - 3 3 2 -
Ethyl N-cyanoacetimidate - - - - - - - -
Ethylamine 70% LC 50: 240 mg/l 96 hrs - - Not
Applicable - 3, 8 - -
HAOMHC - - - - - - - -
Hydrazine hydrate
Oral LD50 50 - 300 mg/kg Dermal LD50 200 - 1000 mg/kg.
Vapor LC50 0.5 - 2 mg/l
1.028 1.1 @ 15 °C
- 4 2
Hydrochloric acid (LD50): 900 mg/kg - Corrosive

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 12
[Rabbit] (LC50): Acute: 4701 ppm 0.5
hours [Rat]
Hydroquinone
Oral, mouse: LD50 = 350 mg/kg; Oral, rabbit:
LD50 = 200 mg/kg; Oral, rat: LD50 = 302 mg/kg; Oral, rat: LD50
= 320 mg/kg;
1.320 g/cm3 3.8 - 2 1
IB
LD 50 oral Rat > 2830 mg/kg LC 50 Inhalation
> 24 mg/l 4 h LC 50 Dermal rat > 2000
mg/kg
0.802 - - - - -
Isochroman-3-one - - - - - - -
Isopropanol
Oral (LD50): Acute: 5045 mg/kg [Rat]
(LC50):16000 8 hours [Rat].
- - - Flammable - - -
Lambda-Cyhalothric acid - - - - - - -
Magnesium powder LD50 Oral >2000
mg/kg ( Rat ) 1.74 - - 0 4 - -
MBMPMIA - - - - - - - -
Methane sulfonyl chloride
LD50 Oral 250 mg/kg ( Rat ) LD50 Dermal LD50 = 200 mg/kg (
Rat ) LC50 Inhalation LC50 22.3 - 27.7 ppm (
Rat ) 4 h
1.48 4 - 4 - - -
Methanol
ORAL (LD50): Acute: 5628 mg/kg [Rat]
(LC50): Acute: 64000 ppm 4 hours [Rat]
- - - Flammable - - -
Methyl 2-chloropropionate 1.075 - 2 2
Methyl acetate ORAL (LD50): Acute:
5001 mg/kg [. Rat] - - - 2 3 - -
Methyl chloroformate LD50: 60 mg/kg [Rat]
44 ppm 4 hour(s) [Rat]. - - - 4 3 - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 13
Methyl formate
LD50 Oral LD50 = 475 mg/kg ( Rat ) LD50
Dermal LD50 > 5000 mg/kg ( Rabbit )
LD50 > 5 g/kg ( Rabbit )
LC50 Inhalation LC50 > 21 mg/L ( Rat ) 4 h
0.968 2.07 - 2 4 - -
Methylamine
LC 50 (Rat, 4 h): 3555 ppm LC 50 (Rat, 1 h): 7110 ppm LC 50 (Rat, 1,0 h): 7000 ppm LC 50 (Leuciscus idus, 48
h): 16 mg/l (Static) Remarks: Experimental
result, Key Study LC 50 (Fish, 96 h): 970
mg/l
- 1 - - - - -
Monochlorobenzene - - - - Flammable - - -
MTCTFDMH - - - - - - - -
n- hexane
Draize test, rabbit, eye: 10 mg mild Inhalation,
mouse: LC50 = 150000 mg/m3/2H Inhalation,
rat: LC50 = 48000 ppm/4H Inhalation, rat:
LC50 = 627000 mg/m3/3M Oral, rat:
LD50 = 25 g/kg
0.678 2.97 - - - - -
n- propyl bromide LC50/4H 253mg/m3/4H
(Rat) - - - - - - -
N, N dimethylformamide - 1.03 - - 2 2 - -
Nicotinaldehyde Oral Rat LD50: 2207
mg/kg 1.135 - - - - - -
OPDA - - - - - - - -
p- TSA, MH - - - - - - - -
Phosphorous pentasulfide (oral) 500.00mg/kg 2.03@20°C - 1 ppm - - - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 14
body weight (dust, mist) 1.50mg/l/4h
Potassium carbonate (LD50): Acute: 1870
mg/kg [Rat]. - - Irritant - - -
Potassium hydroxide LD50 Oral LD50 = 284
mg/kg ( Rat ) 2.04 - - 3 0 - -
Potassium t-butoxide
LD50 Oral 1650 mg/kg ( Rat ) LD50 Dermal > 2000 mg/kg (Rabbit) LC50 Inhalation 180
mg/L ( Rat ) 1 h 53.9 mg/L ( Rat ) 4 h
0.929 2.5 - 3 3 - -
Soda Ash
(LD50): Acute: 4090 mg/kg [Rat]
(LC50): Acute: 2300 mg/m 2
hours [Rat]
- Irritant - -
Sodium bicarbonate
Draize test, rabbit, eye: 100 mg/30S Mild; Oral, mouse: LD50 = 3360
mg/kg; Oral, rat: LD50 = 4220 mg/kg;
- 2 0 - -
Sodium carbonate
(LD50): Acute: 4090 mg/kg [Rat]
(LC50): Acute: 2300 mg/m 2
hours [Rat]
- Irritant - -
Sodium cyanide (LD50): Acute: 6.44
mg/kg [Rat]. - 4 0 - -
Sodium hydroxide LD50 Dermal LD50 = 1350 mg/kg ( Rabbit )
2.13 - 3 0 - -
Sodium thiocyanate ORAL (LD50): Acute:
764 mg/kg [Rat] - 2 1 - -
Sulphuric acid
ORAL (LD50): Acute: 2140 mg/kg [Rat.] (LC50): Acute: 510 mg/m 2 hours [Rat].
Acute: 510 mg/m 2 hours [Rat].
- 3 0 - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 15
t- butanol
LD 50 Oral > 310 mg/kg (Rat) LD 50
Dermal > 2000 mg/kg (Rat) LC 50 Inhalation
>31 mg/L 4h (Rat)
0.78 2.6 - 2 3 - -
Tert-butylamine
LD50 Oral 464 mg/kg ( Rat ) LC50 Inhalation LC50 = 3800 mg/m3
( Rat ) 4 h
0.69 2.5 - 3 3 - -
Tetrahydrofuran 0.8892 50 ppm - - - -
TFPM - - - - -
Thionyl chloride LC50): Acute: 500 ppm
1 hours [Rat] - Corrosive - - -
Tin powder 7.31 - 1 1
Toluene
ORAL (LD50): Acute: 636 mg/kg [Rat]
(LC50): Acute: 49000 mg/m 4 hours [Rat].
- 3 3
Trimethylamine
LD50 Oral LD50 = 1200 mg/kg ( Rat )
LD50 Dermal LD50 > 5000 mg/kg ( Rat )
LC50 Inhalation LC50 > 5.9 mg/L ( Rat ) 4 h
0.86 - 3 4
Trisphosgene
LD50 Oral >2000 mg/kg ( Rat ) LD50
Dermal > 2000 mg/kg ( Rat ) LC50 Inhalation LC50 = 41.5 mg/m3
( Rat ) 4 h
- 4 1
Xylene
ORAL (LD50): Acute: 4300 mg/kg [Rat]
(LC50): 5000 4 hours [Rat]
861 - 880 kg/m³
3.7 - 3 3 0
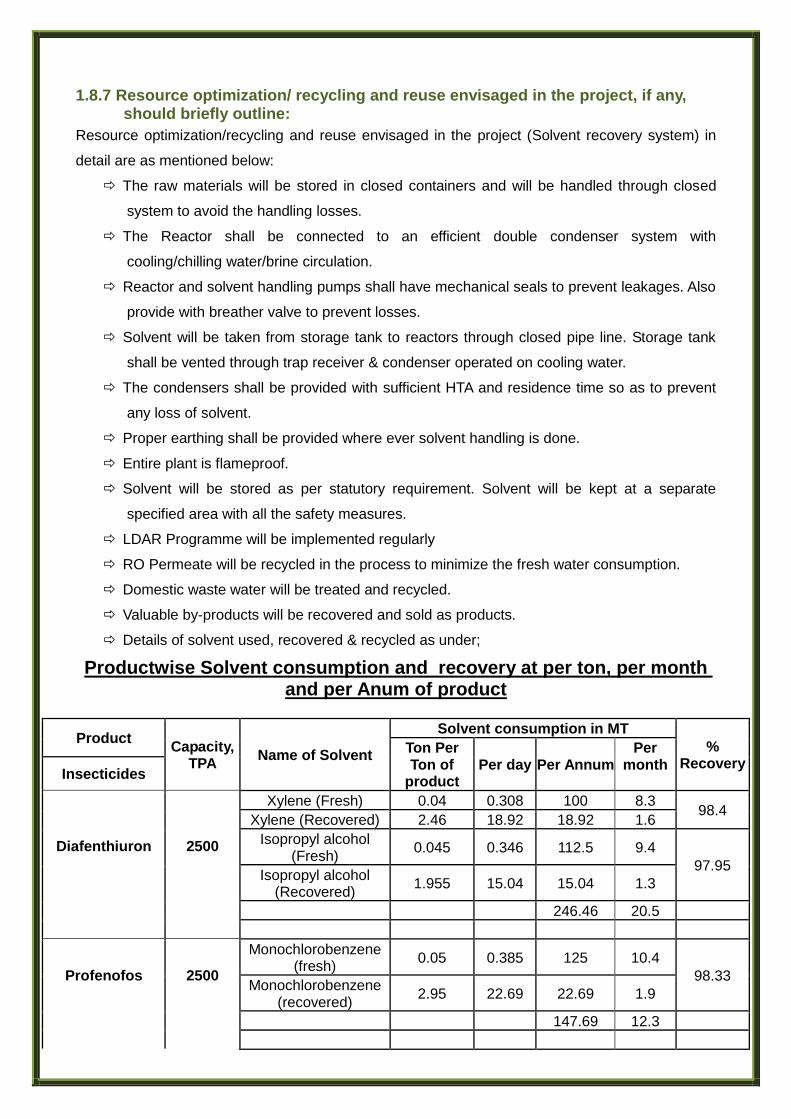
1.8.7 Resource optimization/ recycling and reuse envisaged in the project, if any, should briefly outline:
Resource optimization/recycling and reuse envisaged in the project (Solvent recovery system) in
detail are as mentioned below:
The raw materials will be stored in closed containers and will be handled through closed
system to avoid the handling losses.
The Reactor shall be connected to an efficient double condenser system with
cooling/chilling water/brine circulation.
Reactor and solvent handling pumps shall have mechanical seals to prevent leakages. Also
provide with breather valve to prevent losses.
Solvent will be taken from storage tank to reactors through closed pipe line. Storage tank
shall be vented through trap receiver & condenser operated on cooling water.
The condensers shall be provided with sufficient HTA and residence time so as to prevent
any loss of solvent.
Proper earthing shall be provided where ever solvent handling is done.
Entire plant is flameproof.
Solvent will be stored as per statutory requirement. Solvent will be kept at a separate
specified area with all the safety measures.
LDAR Programme will be implemented regularly
RO Permeate will be recycled in the process to minimize the fresh water consumption.
Domestic waste water will be treated and recycled.
Valuable by-products will be recovered and sold as products.
Details of solvent used, recovered & recycled as under;
Productwise Solvent consumption and recovery at per ton, per month and per Anum of product
Product Capacity,
TPA Name of Solvent
Solvent consumption in MT
% Recovery
Ton Per Ton of
product Per day Per Annum
Per month
Insecticides
Diafenthiuron 2500
Xylene (Fresh) 0.04 0.308 100 8.3 98.4
Xylene (Recovered) 2.46 18.92 18.92 1.6
Isopropyl alcohol (Fresh)
0.045 0.346 112.5 9.4
97.95 Isopropyl alcohol
(Recovered) 1.955 15.04 15.04 1.3
246.46 20.5
Profenofos 2500
Monochlorobenzene (fresh)
0.05 0.385 125 10.4
98.33 Monochlorobenzene
(recovered) 2.95 22.69 22.69 1.9
147.69 12.3

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 1
Lambda Cyhalothrin
2500
Isopropyl alcohol (fresh)
0.04 0.308 100 8.3
98.0 Isopropyl alcohol
(recovered) 1.96 15.08 15.08 1.3
115.08 9.6
Bifenthrin 2500 n-hexane (fresh) 0.05 0.385 125 10.4
97.5 n-hexane (recovered) 1.95 15 15 1.3
140 11.7
Cyphenothrin 2500
Toluene (fresh) 0.05 0.385 125 10.4 98.75
Toluene (recovered) 3.95 30.38 30.38 2.5
Isopropyl alcohol (fresh)
0.04 0.308 100 8.3
98.0 Isopropyl alcohol
(recovered) 1.96 15.08 15.08 1.3
270.46 22.5
Fenpropathin 2500
n-hexane (fresh) 0.05 0.385 125 10.4 97.5
n-hexane (recovered) 1.95 15 15 1.3
Isopropyl alcohol (fresh)
0.04 0.308 100 8.3
98.0 Isopropyl alcohol
(recovered) 1.96 15.08 15.08 1.3
255.08 21.3
Zeta- Cypermethrin
2500
Toluene (fresh) 0.05 0.385 125 10.4 98.75
Toluene (recovered) 3.95 30.38 30.38 2.5
Isopropyl alcohol (fresh)
0.04 0.308 100 8.3
98.0 Isopropyl alcohol
(recovered) 1.96 15.08 15.08 1.3
270.46 22.5
Transfluthrin 2500 Toluene (fresh) 0.05 0.385 125 10.4
99.0 Toluene (recovered) 4.95 38.08 38.08 3.2
163.08 13.6
Pymetrozine 2500
Dichloroethane (fresh)
0.02 0.154 50 4.2
99.5 Dichloroethane
(recovered) 3.98 30.62 30.62 2.6
Methanol (fresh) 0.04 0.308 100 8.3 98.4
Methanol (recovered) 2.46 18.92 18.92 1.6
199.54 16.6
Nitenpyram 2500 Toluene (fresh) 0.05 0.385 125 10.4
98.0 Toluene (recovered) 2.45 18.85 18.85 1.6
143.85 12.0

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 2
Acetamiprid 2500 Toluene (fresh) 0.05 0.385 125 10.4
98.0 Toluene (recovered) 2.45 18.85 18.85 1.6
Methanol (Fresh) 0.025 0.19 62.5 5.2
95.0 Methanol (Recovered)
0.475 3.65 3.65 0.3
210 17.5
Maximum 270.46 22.5
Fungicides
Difenaconazole 1000
Dichloroethane (fresh)
0.05 0.154 50 4.2
98.0 Dichloroethane
(recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Hexaconazole 1000 Toluene (fresh) 0.05 0.154 50 4.2
98.0 Toluene (recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Propiconazole 1000
Dichloroethane (fresh)
0.05 0.154 50 4.2
98.0 Dichloroethane
(recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Tebuconazole 1000
Dichloroethane (fresh)
0.05 0.154 50 4.2
98.0 Dichloroethane
(recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Cyproconazole 1000
Dichloroethane (fresh)
0.05 0.154 50 4.2
98.0 Dichloroethane
(recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Epoxiconazole 1000 Toluene (fresh) 0.05 0.154 50 4.2
98.0 Toluene (recovered) 2.45 7.538 7.538 0.6
Metalaxyl 1000 n-hexane (fresh) 0.05 0.154 50 4.2
98.0 n-hexane (recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Thiophanate Methyl
1000
Dichloroethane (fresh)
0.05 0.154 50 4.2
98.0 Dichloroethane
(recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Azoxystrobin 1000 Toluene (fresh) 0.05 0.154 50 4.2 98.0

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 3
Toluene (recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Pyraclostrobin 1000
Methanol (fresh) 0 0 0 0.0
100 Methanol (Recovered)
3.1 9.538 9.538 0.8
Toluene (fresh) 0.025 0.077 25 2.1 99.3
Toluene (recovered) 3.975 12.23 12.23 1.0
46.768 3.9
Picoxystrobin 1000 Toluene (fresh) 0.05 0.154 50 4.2
98.0 Toluene (recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Trifloxystrobin 1000 Toluene (fresh) 0.06 0.185 60 5.0
97.0 Toluene (recovered) 1.94 5.969 5.969 0.5
65.969 5.5
Kresoxim Methyl 1000 Toluene (fresh) 0.05 0.154 50 4.2
98.3 Toluene (recovered) 2.95 9.077 9.077 0.8
59.077 4.9
Thiabendazole 1000 Toluene (fresh) 0.05 0.154 50 4.2
98.0 Toluene (recovered) 2.45 7.538 7.538 0.6
57.538 4.8
Maximum - - 65.9 5.5
Herbicides
Bispyribac Sodium
500
Ethyl Acetate (fresh) 0.05 0.077 25 2.1
96.0 Ethyl Acetate (recovered)
1.2 1.846 1.846 0.2
Toluene (fresh) 0.04 0.062 20 1.7 98.0
Toluene (recovered) 1.96 3.015 3.015 0.3
Isopropyl alcohol (Fresh)
0.04 0.062 20 1.7
98.0 Isopropyl alcohol
(Recovered) 1.96 3.015 3.015 0.3
72.876 6.1
Imazethapyr 500
Methanol (fresh) 0.05 0.077 25 2.1
96.6 Methanol (Recovered)
1.45 2.231 2.231 0.2
Toluene (fresh) 0.05 0.077 25 2.1 95.0
Toluene (recovered) 0.95 1.462 1.462 0.1
53.693 4.5
Quizalofop Ethyl 500 Toluene (fresh) 0.05 0.077 25 2.1
98.3 Toluene (recovered) 2.95 4.538 4.538 0.4
29.538 2.5

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 4
Fenoxaprop Ethyl
500 Toluene (fresh) 0.05 0.077 25 2.1
98.3 Toluene (recovered) 2.95 4.538 4.538 0.4
29.538 2.5
Carfentrazone Ethyl
500
Dichloroethane (fresh)
0.05 0.077 25 2.1
97.5 Dichloroethane
(recovered) 1.95 3 3 0.3
28 2.3
Sulfentrazone Ethyl
500 Toluene (fresh) 0.05 0.077 25 2.1
97.5 Toluene (recovered) 1.95 3 3 0.3
28 2.3
Maximum - - 72.8 6.1
Pesticide Intermediates
CMAC 3000
n-hexane (fresh) 0.228 2.105 684 57.0 97.5
n-hexane (recovered) 8.912 82.26 82.26 6.9
TEA (fresh) 0.01 0.092 30 2.5 98.8
TEA (recovered) 0.824 7.606 7.606 0.6
IB (fresh) 0.457 4.218 1371 114.3
23.0 IB (recovered) 0.137 1.265 1.265 0.1
2176.131 181.3
Diethyl thiphosphoryl
Chloride (DETC) 15000
Xylene (fresh) 0.05 2.307 750 62.5 98.0
Xylene (recovered) 2.45 113.08 113.08 9.4
863.08 71.9
Bifenthrin alcohol
1000
Tetrahydrofuran (fresh)
0.1 0.308 100 8.3
98.3 Tetrahydrofuran
(recovered) 5.9 18.15 18.15 1.5
Toluene (fresh) 0.05 0.154 50 4.2 98.3
Toluene (recovered) 2.95 9.077 9.077 0.8
177.227 14.8
Lambda Acid 1000 t-butanol (fresh) 0.2 0.615 200 16.7
93.3 t-butanol (recovered) 2.8 8.615 8.615 0.7
208.615 17.4
Overall total 3834.182 319.5

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 5
Solvent Management plan
Selection of proper material of construction to get optimum heat-transfer co-efficient and minimize the loss of product as well solvent.
Provision of either Chilled water or Brine water in secondary heat exchanger to eliminate the possibility of any solvent loss.
The Reactors involved are provided with mechanical seal to ensure the elimination of any leakage.
Heat exchangers for these operations are specially designed, procured from over seas countries, like China, Germany, USA etc.
Vent of the heat exchangers is provided with the solvent trap, which have the jacket to prevent and minimize the vapor loss to atmosphere.
SolventMain
StorageTank
AdditionTank
ReactionMassWith
Solvent
ReceiverDistilledSolvent
Solvent DistillationSystem
Recycle
Organic Layer/spent solvent to recovery
system
FLOW DIAGRAM OF PROPOSED SPENT SOLVENT MANAGEMENT SYSTEM
CHW in
CHB. in
CHW out
CHB.out
CHB. Chilled Brine
CHW Chilled Water
Distillationcolumn
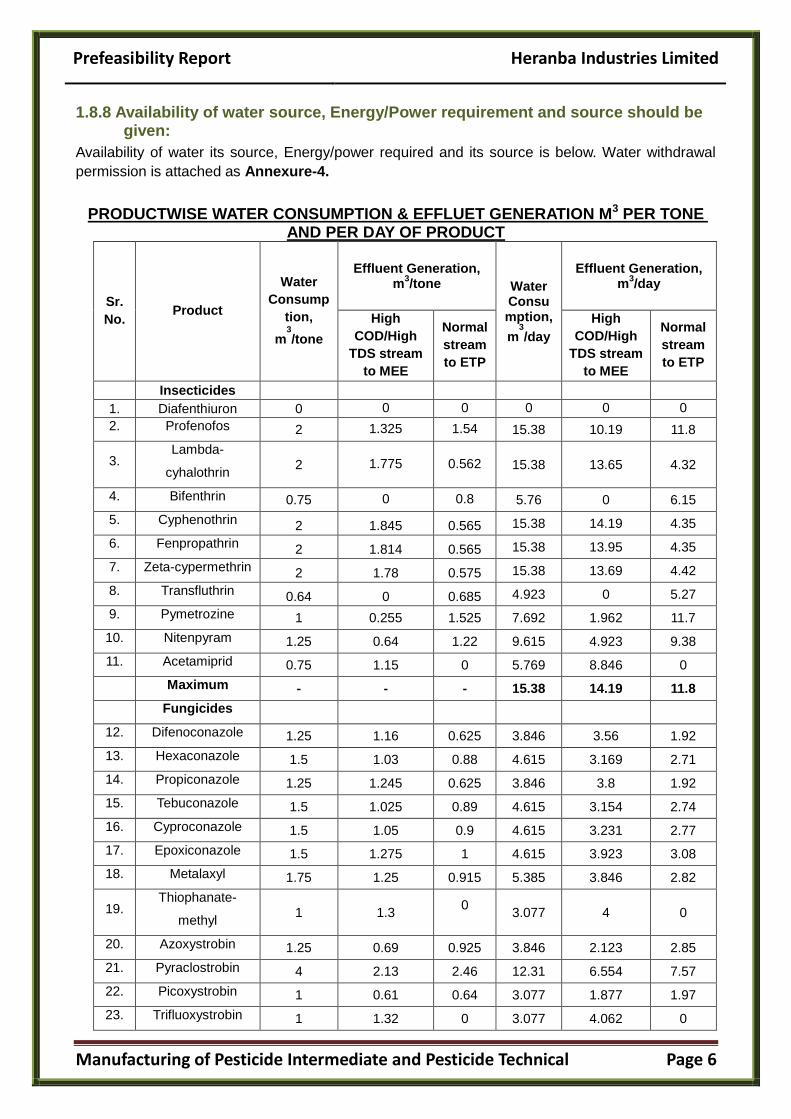
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 6
1.8.8 Availability of water source, Energy/Power requirement and source should be given:
Availability of water its source, Energy/power required and its source is below. Water withdrawal
permission is attached as Annexure-4.
PRODUCTWISE WATER CONSUMPTION & EFFLUET GENERATION M3 PER TONE
AND PER DAY OF PRODUCT
Sr.
No. Product
Water
Consump
tion,
m3
/tone
Effluent Generation, m
3/tone Water
Consumption,
m3
/day
Effluent Generation, m
3/day
High
COD/High
TDS stream
to MEE
Normal
stream
to ETP
High
COD/High
TDS stream
to MEE
Normal
stream
to ETP
Insecticides
1. Diafenthiuron 0 0 0 0 0 0
2. Profenofos 2 1.325 1.54 15.38 10.19 11.8
3. Lambda-
cyhalothrin 2 1.775 0.562 15.38 13.65 4.32
4. Bifenthrin 0.75 0 0.8 5.76 0 6.15
5. Cyphenothrin 2 1.845 0.565 15.38 14.19 4.35
6. Fenpropathrin 2 1.814 0.565 15.38 13.95 4.35
7. Zeta-cypermethrin 2 1.78 0.575 15.38 13.69 4.42
8. Transfluthrin 0.64 0 0.685 4.923 0 5.27
9. Pymetrozine 1 0.255 1.525 7.692 1.962 11.7
10. Nitenpyram 1.25 0.64 1.22 9.615 4.923 9.38
11. Acetamiprid 0.75 1.15 0 5.769 8.846 0
Maximum - - - 15.38 14.19 11.8
Fungicides
12. Difenoconazole 1.25 1.16 0.625 3.846 3.56 1.92
13. Hexaconazole 1.5 1.03 0.88 4.615 3.169 2.71
14. Propiconazole 1.25 1.245 0.625 3.846 3.8 1.92
15. Tebuconazole 1.5 1.025 0.89 4.615 3.154 2.74
16. Cyproconazole 1.5 1.05 0.9 4.615 3.231 2.77
17. Epoxiconazole 1.5 1.275 1 4.615 3.923 3.08
18. Metalaxyl 1.75 1.25 0.915 5.385 3.846 2.82
19. Thiophanate-
methyl 1 1.3
0
3.077 4 0
20. Azoxystrobin 1.25 0.69 0.925 3.846 2.123 2.85
21. Pyraclostrobin 4 2.13 2.46 12.31 6.554 7.57
22. Picoxystrobin 1 0.61 0.64 3.077 1.877 1.97
23. Trifluoxystrobin 1 1.32 0 3.077 4.062 0

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 7
24. Kresoxim-methyl 1 1.332 0 3.077 4.098 0
25. Thiabendazole 1 0
1.68 3.077 0 5.169
Maximum - - - 12.31 6.554 7.57
Herbicides
26. Bispyribac-sodium 2 3.74 0
3.077 5.754 0
27. Imazethapyr 1 0
1.815 1.538 0 2.79
28. Quizalofop-ethyl 2 2.3 1.485 3.077 3.53 2.28
29. Fenoxaprop-ethyl 2 2.308 1.485 3.077 3.55 2.28
30. Carfentrazone 2 0
2.57 3.077 0 3.95
31. Sulfentrazone 0.75 1.2 0
1.154 1.846 0
Maximum - - - 3.077 5.754 3.95
Pesticide
Intermediates
32, CMAC 13.997 3.192 1.165 129.2 29.46 10.8
33. DETC 0 0.25 0 11.54 0
34. Bifenthrin alcohol 2 0
4.11 6.154 0 12.6
35. Lambda-acid 4 4.765 0
12.31 14.66 0
Total 178.43 82.158 46.72
OVERALL WATER CONSUMPTION & WASTE WATER GENERATION
S.No. Particulars Water
consumption, m3/day
Waste water generation, m3/day
Normal Concentrated
1 Domestic 20 20 0
2 Processing and product washing 178 47 82
3 Cooling 400 40 0
4 Boiler (blow down & DM rejection) 270 25 0
5 Floor/container/equipment washing
15 15 0
6 Scrubber 45 5 0
7 Coal and fly ash wetting 10 0 0
8 Gardening 15 0 0
Total 953 152 82
Recycle from R O 68
Mode of treatment and disposal
To STP 20
A To solvent stripper followed by MEE & ATFD
82
B Cooling/boiler/scrubber/washing to RO
85
C Condensate from MEE to ETP 69.8

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 8
D RO rejection to ETP 17
E Normal effluent from process to ETP
47
Net discharge to primary secondary & tertiary ETP to CETP
(C + D + E)
133.8
Total raw water requirement will be 953 m3/day (88 m3/day recycled + 865 m3/day fresh) supply
will be met from GIDC water supply department. Copy of GIDC water supply is enclosed
herewith.
Total Industrial Waste water generation will be 213.8 m3/day generated from process, scrubber,
cooling tower blow down, boiler blow down, D M rejection and container washing etc. Out of
128.8 m3/day of process effluent, 82 m3/day of concentrated effluent will be segregated and will
be treated in solvent stripper followed by MEE and ATFD. 69.8 m3/day of Condensate from
MEE will be taken to ETP for treatment. Balance 47 m3/day of normal effluent will be taken to
ETP. 40 m3/day from cooling tower, 15 m3/day from D M rejection, 10 m3/day from boiler blow
down, 15 m3/day from floor/container washing and 5 m3/day from secondary scrubber will be
collected, treated in RO plant. RO rejection will be taken to ETP and RO permeate will be
recycled in process. Thus total net discharge will be 133.8 m3/day, will be treated in our own
primary, secondary and tertiary ETP and send to common ETP of M/s Sarigam Clean Initiative,
GIDC Sarigam through closed underground pipe line for further treatment and disposal; into
Arabian Sea.
Domestic waste water (20 m3/day) will be treated in STP and STP treated waste water will be
recycled for plantation, coal/ash wetting and toilet flushing as per requirement.
WATER BALANCE DIAGRAM
WATER BALANCE DIAGRAM
Total Water Consumption: 953 M3/day (Fresh: 865 M3/Day + Recycle : 88 M3/Day)
Domestic: 20 Processing: 178 Cooling: 400 Washing: 15 Scrubber: 45 Gardening: 15
128.8 40 15HCl (30%): 40
Collection tank: 133.8 M3/Day
RO Rejection: 17Collection tank: 82
Neutralization tankCa(OH)3 slurry : 9.0 MT/Day
Filtration 9.0 MT/Day ETPsludge to TSDF
Holding tank: 82
MEE/ATFD Condensate from MEE: 69.8
12 MT/Day of Salt to TSDF
Concentrated: 82
Treated effluent under ground effluent drainage pipe line
Arabian Sea through closed pipe line
Treated effluent holding tank
Primary/Secondary/Tertiary ETP
Solvent Stripper0.2 MT Solvent Recovered
Tail scrubber: 5
Boiler: 270
D M Plant: 270
D M Rejection: 15
255 + 255 Boiler: 510
Condensate: 255 Steam: 245 Blow down: 10
Normal: : 47R O Plant: 85 RO Permeate: : 68
CETP Sarigam
STP
For Gardening/Toilet flushing/Coal/ash wetting
Coal/ash wetting: 10

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 9
ENERGY REQUIREMENTS AND ITS SOURCE
S. No. Particulars Proposed Source
1. Steam requirement 20000 kg/h Proposed 25 TPH capacity of coal
fired steam boiler
POWER REQUIREMENTS AND ITS SOURCE
S. No.
Particulars Proposed Source
1. Power – Electricity
requirement 3000 kVA Will be sourced from Dakshin Gujarat Vij Co. Ltd.
1.8.9 Quantity of waste to be generated (liquid and solid) and scheme for their Management/disposal
Quantity of waste to be generated (liquid and solid) and scheme for their Management/ disposal
is enclosed as Annexure-5.
1.8.10 Schematic representations of the feasibility drawing which give information of EIA purpose
A schematic representation of the feasibility drawing is enclosed as Annexure-8.
1.9 SITE ANALYSIS
1.9.1 Connectivity
The project is to be located in notified Industrial Estate of Sarigam which is very well connected to
National Highway no.8, Western Railways. And the nearest airport (Mumbai) and port are 150 KM
away from the project site by road.
1.9.2 Land Form, Land use and Land ownership
The land is in the form of industrial shed owned by Gujarat Industrial Development Corporation.
1.9.3 Topography (along with map)
Topography map showing the elevation of study area is below;
The catchment area of the proposed project site altitude is 35 m (MSL) consists of the near site is
flat topped, highly dissected plateaus and dyke ridges running in a west to east direction. The Main
River (Daman Ganga) in the catchment area flows in incised meanders forming steep
geomorphologically „V‟ shaped valleys with steep sides. The entire catchment has a rectangular
and trellis pattern of drainage depicting the influence of the structures on the drainage
development. The piedmonts at the base of the steep plateaus and dyke ridges are covered with
thin soils, which support agriculture in very few areas. The river valley, wherever flat, has good
quality soil and is mostly cultivated based on the availability of water. The river valley fills with thick
alluvium provides the only area for cultivation.
The command area of the proposed expansion project is surrounded by moderately dissected
plateaus and piedmont slopes. The slope of the land along the piedmont and the nature of flow of
the streams (e.g. in the upper part of the command area near the village, Vapi) provide sample

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 10
proof of scarp retreat. The Daman Ganga River with tributaries in the piedmont slope area show
parallel pattern, which are partly controlled by the lineaments. Along the river valley the flood plain
consists of good quality soil, suitable for cultivation. The largest portion of the command area is the
alluvial plain, which has been formed by the river Man. The alluvial plain is studded with number of
residual hills with degraded forests. The river man in the command area also flows in straight
channels, which shows that the river is structurally controlled. Topography map showing the
elevation of the study area below. The topographical map is enclosed as Annexure-6.
1.9.4 Existing land use pattern (agriculture, non-agriculture, forest, water bodied ( including area under CRZ)), shortest distances from the periphery of the project to periphery of the forest, national park, wild life sanctuary, eco sensitive areas, water bodies (distance from the HFL of the river), CRZ. In case of notified industrial area, a copy of Gazette notification should be given
The land is located in the notified industrial area and possession letter and gazette notification is
enclosed as Annexure-7
1.9.5 Existing Infrastructure
GIDC notified industrial area of Sarigam has the entire available infrastructure like water,
electricity, roads, rail, transportation, CETP availability of raw material and drainage system.
1.9.6 Soil classification
General soil classification of the area is as under:
The area, being of basaltic formation, falls under the broad soil group of red loams and black clay
soils. The transmission of water through similar parent material seems to have influenced the
development of different physiographic characteristics of the soils in the area.
The area in between the hills with sloping lands contains dark yellowish brown to very dark greyish
brown gravelly clay loam to clayey soils of shallow to moderate thickness. The dissected hill and
steep slopes suffer from severe erosion hazards. The steep hill slopes are almost devoid of soil.
1.9.7 Climate data from secondary sources
Rainfall Data:
The project site location receives annual rainfall of 2010 – 1200 to 1300 mm in 35 rainy days with
coefficient of variation of 65 %. There is large spatial and temporal variation in rainfall of the study
area. The low rainfall areas receiving less than 500 mm rainfall are comprised of Kutch district and
western parts of Banaskantha and Patan district and parts of Jamnagar, Rajkot and Surendranagar
districts. These are also characterized by arid climate. The high rainfall (> 1400 mm) receiving
areas (Project site, Dang, Valsad, Navsari and Surat, Dadra & nagar haveli and Daman & Diu) are
characterized as sub humid climate. The rest part of the state receives rainfall between 500-1000
mm and generally fall under semi-arid climate. Considering the abnormality of weather particularly
rainfall during the monsoon period. The observed and predicted rainfall was then analysed for its
validity.
S. No.
Region Rainfall Projection (in mm) June – Oct
Normal Rainfall (In mm)
Rainfall Projection (% Departure from
normal)
1. Middle Gujarat 905.3 796 13.7
2. South Gujarat 696.3 575 21.0
3. Project site 2071.7 1433.7 44.5
4. Saurashtra 767.1 580.4 32.2

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 11
5. Gujarat State 1110.1 846.5 31.1
Source: AAU, Anand, Gujarat
Temperature Data
The site location M/s. Hemani Chemi Organic Pvt. Limited is located in the southern part of
Gujarat. The secondary data was collected from free data of Worldclim.org year of 2013. The
project site temperature regime for medium to high level temperature (30-32 °C) during the
seasonal months (June to Sep). The climate map for site location shows that temperature
recorded over a month of (4 month).Coastal area from the inland site for 10 km distance,
temperature recorded for this area low to medium level. Figure showing project site for seasonal
temperature in (June to September-2013).
1.9.8 Social Infrastructure available
Social Infrastructure in Valsad district is as under:
Education : There are 990 primary and 161 secondary and higher secondary Table 5: List of
Educational Institutes schools in the district Educational Total With over 1,250 seats, there are 6
ITIs offering several industrial training Institutes programs which includes, fitting, armature & motor
rewinding, Primary School 990 electrician, information technology and electronic system
maintenance Secondary School etc 166 Higher Secondary School, One Government polytechnic
College is present in the district offering courses in civil, chemical, electrical, mechanical and
plastic engineering, ITI‟s 6 with an intake capacity of 360 Polytechnic 1 College§ With 120 seats,
there is one Degree Engineering College present in Pharmacy College 2 Valsad offering
engineering courses in mechanical and chemical Engineering 1 branches College§ Located in
Vapi, G. M. Bilakhia Pharmacy College has an intake Management 1 College capacity of 60
students per year Other Colleges Rofel Institute of Management studies in Valsad offers full time
MBA Other Colleges: Arts, Commerce, Science, B.Ed and Law College course and takes 120
students per annum Source: Department of Education, 2007
Health: There are 43 primary healthcare centres, 10 community healthcare centres, 10
Government and 1 Municipal hospital present in the district. Valsad has several private
11specialized hospitals to provide a comprehensive range of tertiary and secondary care services
backed by state-of- the- art technology and trained medicos. A multi-specialty 21st Century
Hospital, (branch of Nadkarni Group of Hospitals) is present in Vapi, giving services in general and
laparoscopic surgery, trauma, orthopaedic and urology etc. the hospital is one of the few centres in
India offering Uterine Thermochoice thermal Balloon Therapy for Dysfunctional Uterine Bleeding
(DUB) patients. Beside this, several private hospitals such as, Kasturba Hospital, Bhatia General
Hospital, and Adarsh Hospital are also present in Valsad
Tourism: Tourism Built in 1742, the Fire Temple at Udawada, which is also known Fire Temple as
Mecca for the Parsi community in India, makes the city a famous pilgrimage centre throughout the
world§ Dharampur is surrounded on three sides by the Sahyadri Mountains which grace the town
with pleasant climate throughout the years The collection at the Lady Wilson Museum in
Dharampur includes tribal art and art crafts that highlights the local culture. Besides this, District
Science Centre is also present in Valsad Proximity of Valsad with Daman & Diu, has increased the
graph of tourist flow in the district.
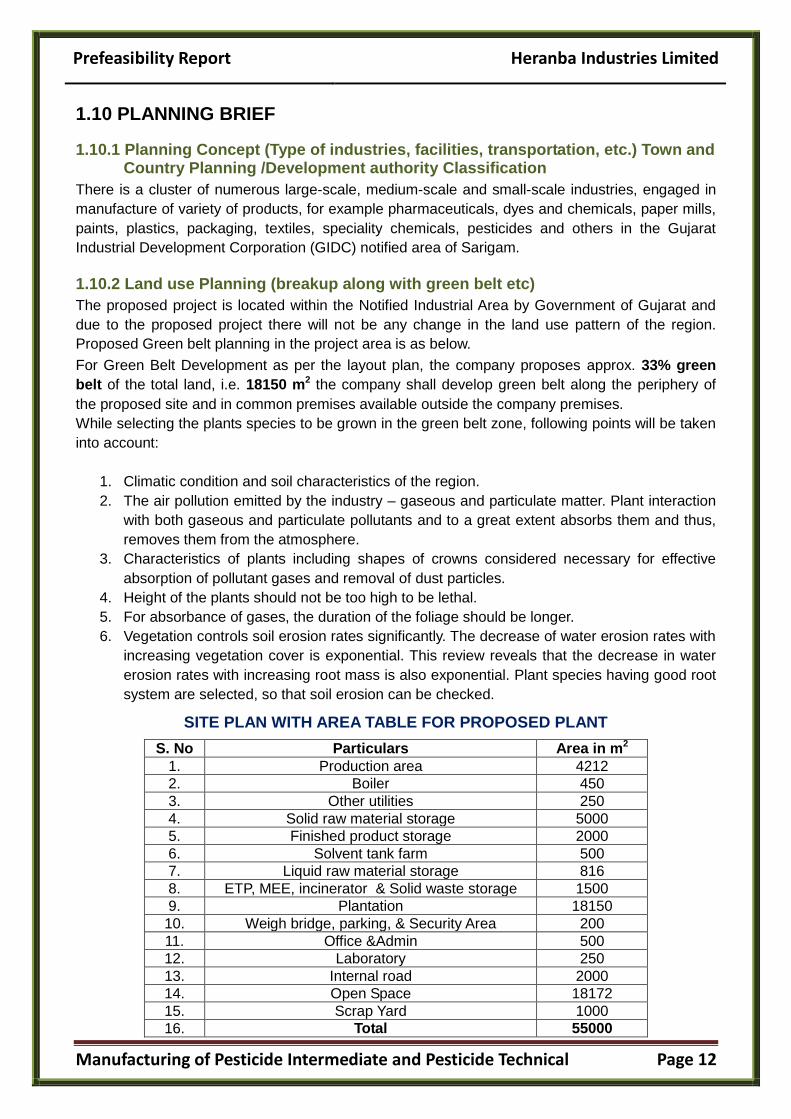
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 12
1.10 PLANNING BRIEF
1.10.1 Planning Concept (Type of industries, facilities, transportation, etc.) Town and Country Planning /Development authority Classification
There is a cluster of numerous large-scale, medium-scale and small-scale industries, engaged in
manufacture of variety of products, for example pharmaceuticals, dyes and chemicals, paper mills,
paints, plastics, packaging, textiles, speciality chemicals, pesticides and others in the Gujarat
Industrial Development Corporation (GIDC) notified area of Sarigam.
1.10.2 Land use Planning (breakup along with green belt etc)
The proposed project is located within the Notified Industrial Area by Government of Gujarat and
due to the proposed project there will not be any change in the land use pattern of the region.
Proposed Green belt planning in the project area is as below.
For Green Belt Development as per the layout plan, the company proposes approx. 33% green
belt of the total land, i.e. 18150 m2 the company shall develop green belt along the periphery of
the proposed site and in common premises available outside the company premises.
While selecting the plants species to be grown in the green belt zone, following points will be taken
into account:
1. Climatic condition and soil characteristics of the region.
2. The air pollution emitted by the industry – gaseous and particulate matter. Plant interaction
with both gaseous and particulate pollutants and to a great extent absorbs them and thus,
removes them from the atmosphere.
3. Characteristics of plants including shapes of crowns considered necessary for effective
absorption of pollutant gases and removal of dust particles.
4. Height of the plants should not be too high to be lethal.
5. For absorbance of gases, the duration of the foliage should be longer.
6. Vegetation controls soil erosion rates significantly. The decrease of water erosion rates with
increasing vegetation cover is exponential. This review reveals that the decrease in water
erosion rates with increasing root mass is also exponential. Plant species having good root
system are selected, so that soil erosion can be checked.
SITE PLAN WITH AREA TABLE FOR PROPOSED PLANT
S. No Particulars Area in m2
1. Production area 4212
2. Boiler 450
3. Other utilities 250
4. Solid raw material storage 5000
5. Finished product storage 2000
6. Solvent tank farm 500
7. Liquid raw material storage 816
8. ETP, MEE, incinerator & Solid waste storage 1500
9. Plantation 18150
10. Weigh bridge, parking, & Security Area 200
11. Office &Admin 500
12. Laboratory 250
13. Internal road 2000
14. Open Space 18172
15. Scrap Yard 1000
16. Total 55000

1.10.3 Site map with Green Belt Development Planning

1.10.4 Assessment of Infrastructure demand (Physical & Social)
There is no need for any infrastructure demand in terms of physical or social needs for proposed
plant.
1.10.5 Amenities/ Facilities:
GIDC notified industrial area of Sarigam has the entire available infrastructure like CETP, water,
electricity, roads, rail, transportation, availability of raw material and drainage system.
1.11 PROPOSED INFRASTRUCTURE
1.11.1 Industrial Area (Processing Area):
The proposed infrastructure to manufacture products will be built with standard engineering design
considering all the relevant parameters related to environment, health and safety.
1.11.2 Residential Area (Non Processing Area):
No residential area is involved in the proposed expansion project.
1.11.3 Green Belt
Green belt will be provided and maintained at the tune of 33% of the total land area.
1.11.4 Social Infrastructure
Not applicable
1.11.5 Connectivity (Traffic and Transportation Road/Rail/ Metro/ Water ways etc.)
The project site is very well connected by road through National Highway no. 8, western railways.
1.11.6 Drinking Water management (Source & Supply of water)
Source of water is from GIDC water supply services.
1.11.7 Sewerage System
GIDC has provided sewerage system to dispose the sewage effluent.
1.11.8 Industrial Waste Management
Total raw water requirement will be 953 m3/day (88 m3/day recycled + 865 m3/day fresh) supply
will be met from GIDC water supply department. Copy of GIDC water supply is enclosed
herewith.
Total Industrial Waste water generation will be 213.8 m3/day generated from process, scrubber,
cooling tower blow down, boiler blow down, D M rejection and container washing etc. Out of
128.8 m3/day of process effluent, 82 m3/day of concentrated effluent will be segregated and will
be treated in solvent stripper followed by MEE and ATFD. 69.8 m3/day of Condensate from
MEE will be taken to ETP for treatment. Balance 47 m3/day of normal effluent will be taken to
ETP. 40 m3/day from cooling tower, 15 m3/day from D M rejection, 10 m3/day from boiler blow
down, 15 m3/day from floor/container washing and 5 m3/day from secondary scrubber will be
collected, treated in RO plant. RO rejection will be taken to ETP and RO permeate will be
recycled in process. Thus total net discharge will be 133.8 m3/day, will be treated in our own
primary, secondary and tertiary ETP and send to common ETP of M/S Sarigam Clean Initiative,
GIDC Sarigam through closed under ground pipe line for further treatment and disposal; into
Arabian Sea.
Domestic waste water (20 m3/day) will be treated in STP and STP treated waste water will be
recycled for plantation, coal/ash wetting and toilet flushing as per requirement.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 1
1.11.9 Solid/Hazardous Waste Management
No Type of
waste Schedule
and Category
Source Qty. MT/ Anum
Treatment Disposal
1 ETP waste Sch:I/35.3 Neutralization of effluent
3888 Dried, packed in bags
Dispose off into TSDF of M/S Detox,
Ankleshwar
2 Salt from MEE
Sch:I/37.3 Evaporation of effluent
3888 Dried, packed in bags
Dispose off into TSDF of M/S Detox,
Ankleshwar
3 Mixed spent solvent
Sch:I/29.4 From solvent stripper
65 Pack in Drums
Sell to authorized distillator
4. Distillation residue
Sch:I/29.1 Distillation process
1407 Pack in Drums
Sent for co-processing to
cement industries
5. Used Oil Sch:I/5.1 Gear box and D G set
0.05 Packed in carboys
Incinerated into own Incineration system
6. Discarded containers
Sch:I/33.1 Empty containers of raw materials
20 De-contaminated,
stored
Sell to authorized recycler
7. Incineration ash
Sch:I/37.2 incinerator 140 Packed in bags
Sell to brick manufacturer
9. Used rubber hand
gloves/pipes etc
Sch:I/X-08
Production plant
2 Packed in drums/bags
Incinerated into own Incineration system
10. Inorganic Acid (Hydro Chloric acid (30-32%)
Sch:I/29.6 process 18727 Tanker Sell to actual users having Rule 9
permission
11. Spent solvent Sch:I/29.4 process 3834 Storage tank Recycled in process after in-house
distillation
12. Date expired and off
specification pesticide
Sch:I/29.3 process 5.0 Packed in drums/bags
Incinerated into own Incineration system
13. Contaminated cotton rags
and other cleaning materials
Sch:I/33.2 plant 1.0 Packed in drums/bags
Incinerated into own Incineration system
14. Fly ash - boiler 2722 Store in silo Sell to brick manufacturer

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 2
TSDF Membership Certificate

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 3
1.11.10 Power Requirement & Supply / Source
Power requirement for proposed project will be taken from DGVCL.
1.12 REHABILITATION AND RESETTLEMENT (R&R) PLAN
1.12.1 Policy to be adopted (Central/ State) in respect of the project affected persons including home oustees, land oustees and landless labourers (a brief outline to be given)
There is no habitation on the proposed project activity area and it is barren land, so R & R policy is not applicable to this project.
There shall not be displacement of any population in project area. Any major activity that may lead
to resettlement of the people is considered as permanent impact. Hence, there is no permanent
impact on this account. The increasing industrial activity will boost the commercial and economical
status of the locality up to some extent.
1.13 PROJECT SCHEDULE & COST ESTIMATES:
1.13.1 Likely date of start of construction and likely date of completion (Time schedule for the project to be given)
After obtaining Environmental clearance and Consent to operate from GPCB, the company shall
start the proposed construction and commissioning of the project.
1.13.2 Estimated project cost along with analysis in terms of economic viability of the project
Estimated project cost along with the analysis in terms of economic viability of the project is given
as below;
Plant & Machinery, Pipeline & Fittings, Electrical Installation, Safety systems, etc. are the major
heads considered in the Capital Cost Projection for the proposed project. Environment Protection
has also been considered in planning the Cost Projection, which will include Green belt
development, safety systems, etc.
CAPITAL COST PROJECTION
S. No. Particulars Cost in Lakhs
1. Land 1800.00
2. Building 4000.00
3. Plant & Machinery 4000.00
4. Green belt Devlopment , rain water harvesting and safety/fire hydrant system
300.00
5. Environmental Management System 600.00
Total Project Cost 10700.00
UTILITIES AND FUEL REQUIREMENT
S. No.
Particulars Total
Utilities
1. Steam Boiler, TPH 25.0
2. D.G. Set (Standby), kVA 1000
3. Power from DGVCL, kVA 3000
4. Cooling tower, TR 500
5. Chilling plant, TR 300

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 4
PROJECT VIABILITY
S. No. Particulars Amount (Lakhs/Annum)
1. Proposed Sale 178000.00
2. Raw Material Cost 115700.00
3. Power & Fuel 12069.00
4. Labor Cost 5340.00
5. Environmental Management System 9027.00
6. Maintenance Cost 3560.00
7. Selling, packing & Office Expenses 12104.00
8. Proposed Profit 20200.00
The company will provide budgetary provision for the recurring expenses for environmental issues
while planning the allocation of funds during the annual budgetary planning.
RECURRING/OPERATING COST PER ANNUM
S. No. Component Proposed
(Lakhs/annum)
1. Water Environment 8499.0
2. Air Environment 60.0
3. Hazardous waste 412.0
4. Safety and Health 50.0
5. Greenbelt Maintenance 6.0
Total 9027.0
1.14 ANALYSIS OF PROPOSAL (FINAL RECOMMENDATIONS):
1.14.1 Financial and social benefits with special emphasis on the befit to the local people including tribal population, if any, in the area
Proposed project activity will provide benefits to the local people in terms of financial and social
welfare.
Local people will get direct financial benefit by way of employment.
Local people will get some contracts of supply and services to get indirect income.
Company will contribute in improving education and health facilities in nearby area.
Incinerator, kg/h 350
MEE, kg/h 5000
Fuel
1. Coal for Steam Boiler ,kg/h 3500
2. Fuel (HSD) for D. G. Set (1000 kVA), kg/h 150
3. Natural gas for incinerator, SCM/h 140

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 5
ANNEXURES

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 6
ANNEXURE: 1 LOCATION MAP SHOWING THE PROJECT SITE AND INTER-STATE BOUNDARY WITHIN 5 KMS RADIUS
The map showing general location, specific location and project boundary and project site layout of
M/s Heranba Industries Limited, located at Plot No. 2817/1, GIDC Sarigam-396155, District-
Valsad (Gujarat). The location of the project site and topography map is shown below:
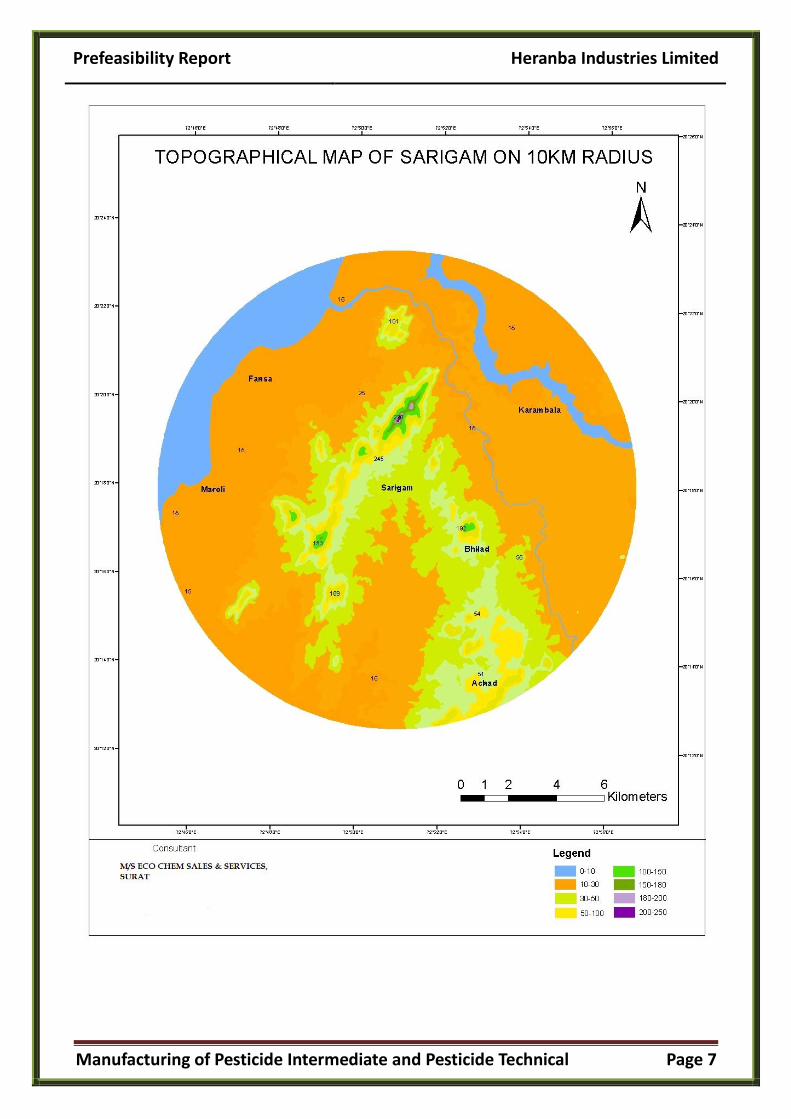
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 7
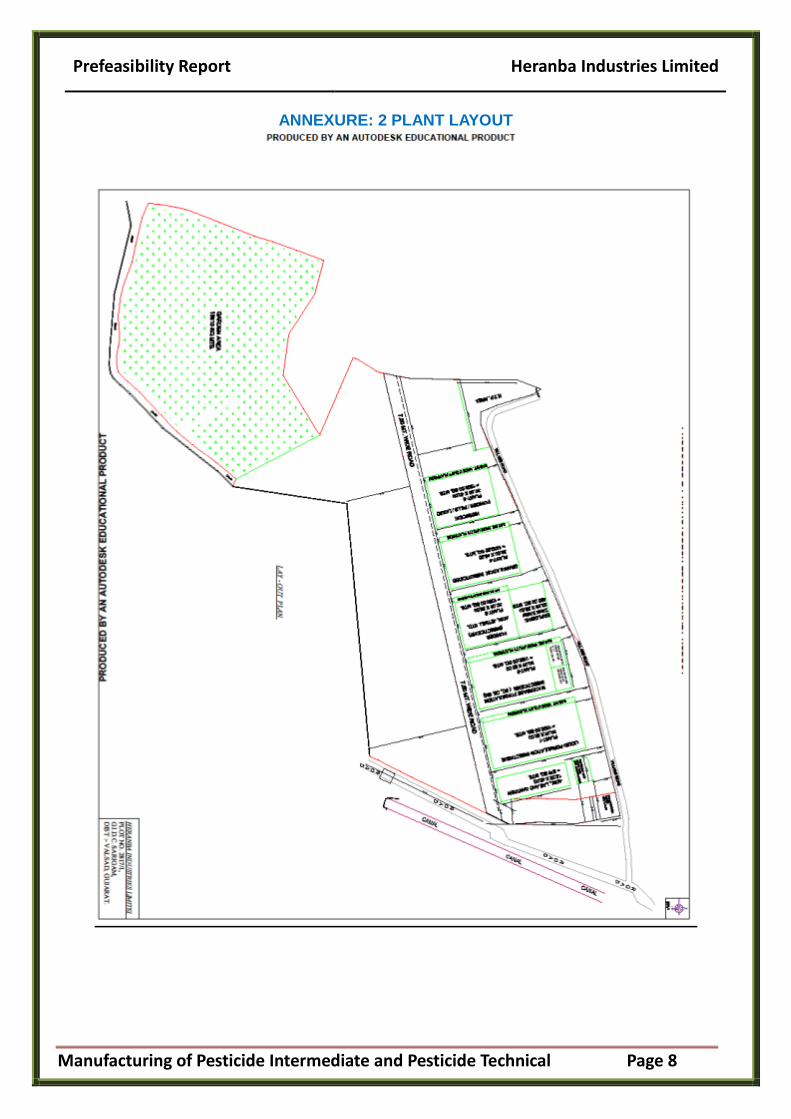
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 8
ANNEXURE: 2 PLANT LAYOUT

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 9
ANNEXURE: 3 MANUFACTURING PROCESS
The company is using the latest available process technology for the production. This chapter
includes the manufacturing process of the product, chemical reactions, and material mass
balance & mole balance for the product.
(1) DIAFENTHIURON
Manufacturing Process
Charge xylene and 2,6-diisopropyl-4-phenoxy phenylthiourea. Rise to reflux and maintain
for 6 hours. Distil out xylene under reduced pressure to obtain 2,6-isopropyl-4-phenoxy
phenylthioisocyanate.
Charge isopropanol and 2,6-isopropyl-4-phenoxy phenylthioisocyanate. Rise to 50oC and
add tert-butylamine for 2 hours. Rise to 65oC and maintain for 4 hours. Cool the mass to
10oC and filter the slurry. Dry the wet cake to obtain Diafenthiuron Technical. Distil out the
filtrate to recover isopropanol for recycling the solvent.
Chemical Reactions
NH
S
H2N
O
2,6-diisopropyl-4-phenoxyphenyl thiourea
C19H24N2OS
328.47
N
S
Oxylene
1,3-diisopropyl-2-isothiocyanato-5-phenoxybenzene
C19H21NOS311.44
N
S
O
1,3-diisopropyl-2-isothiocyanato-5-phenoxybenzene
C19H21NOS
311.44
NH2
tert-butylamine
C4H11N73.14
+
NH
S
O
HN
DIAFENTHIURON
C23H32N2OS384.58
isopropanol

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 10
Material Balance
(2) PROFENOFOS
Manufacturing Process
Charge monochlorobenzene and 2-chlorophenol. Cool to 0oC and add bromine slowly for
6 hours. Rise to 30oC and maintain for 2 hours. Add water and separate the aqueous
phase. Add O,O-diethyl phosphoro chloridothioate (DEPCT) slowly for 2 hours. Rise to
75oC and maintain at 75oC for 3 hours. Add water and separate the aqueous phase.
Charge organic phase and trimethylamine. Cool to 10oC. Add n-propyl bromide for 3
hours and maintain for 2 hours. Rise to 50oC and maintain for 5 hours. Cool water and
separate the aqueous phase. Distil out the organic phase to recover solvent
monochlorobenzene under reduced pressure to obtain Profenofos Technial.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 11
Chemical Reactions
PROFENOFOS
OH
Cl
PO
OO
SCl
Br
PO
OO
SCl
Br
PCl
OO
2-chlorophenol
OH
Cl
Br
4-bromo-2-chlorophenol
Br2+
Bromine
S
O,O-diethyl phosphorochloridothioate
O-4-bromo-2-chlorophenylO,O-diethyl phosphorothioate
PO
OO
SCl
Br
O-4-bromo-2-chlorophenylO,O-diethyl phosphorothioate
+ Br
n-propyl bromide
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 12
(3) LAMBDA-CYHALOTHRIN
Manufacturing Process
Charge lambda-cyhalothric acid and catalyst N,N-dimethyl formamide. Cool to 20oC and
add thionyl chloride for 4 hours. Scrub liberated hydrogen chloride and sulfur dioxide
gases. Rise to 50oC in 3 hours and maintain for 2 hours. This is lambda-cyhaloric acid
chloride.
Charge n-hexane, water and sodium cyanide. Add lambda-cyhalothric acid chloride and
then 3-phenoxy benzaldehyde at 20oC. Rise to 40oC and maintain for 6 hours. Cool to
10oC and separate the phases. Wash with water and recover n-hexane under reduced
pressure. Cool the mass to 5oC. Charge isopropyl alcohol and di isopropylamine.
Maintain at 5oC for 16 hours, and then -5oC for 12 hours. Charge water and separate the
phases. Charge acetic acid aqueous solution and separate the phases. Rise the
temperature to recover isopropanol under reduced pressure and to obtain Lambda-
cyhalothrin technical.
Chemical Reactions
O
OH
F3C
Cl
O
Cl
F3C
Cl
Lambda cyhalothrin acidLambda cyhalothin acid chloride
+ S
O
Cl
C l
thionyl chloride
Cl2OS118.97
C9H10ClF3O2
242.62 C9H9Cl2F3O261.07
O
Cl
F3C
Cl
Lambda cyhalothin acid chloride
C9H9Cl2F3O261.07
O
O
3-phenoxy benzaldehyde
C13H10O2
198.22
+O
O
F3C
Cl
O
CN
Lambda-cyhalothrinC23H19ClF3NO3
449.85
NaCN

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 13
Material Balance
(4) BIFENTHRIN
Manufacturing Process
Charge lambda-cyhalothrin acid and catalyst N,N-dimethyl formamide. Cool to 20oC and
add thionyl chloride for 4 hours. Scrub liberated hydrogen chloride and sulfur dioxide
gases. Rise to 50oC in 3 hours and maintain for 2 hours. This is lambda-cyhalothrin acid
chloride.
Charge n-hexanee and bifenthrin alcohol. Rise to 40oC and add lambda-cyhalothin acid
chloride for 5 hours. Add water and separate the phases. Rise the temperature to recover
toluene under reduced pressure and to obtain Bifenthrin Technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 14
Chemical Reactions
O
OH
F3C
Cl
O
Cl
F3C
Cl
Lambda cyhalothrin acidLambda cyhalothin acid chloride
+ S
O
Cl
C l
thionyl chloride
Cl2OS118.97
C9H10ClF3O2
242.62 C9H9Cl2F3O261.07
O
Cl
F3C
Cl
Lambda cyhalothin acid chloride
C9H9Cl2F3O261.07
+
O
O
F3C
ClHO
(2-methylbiphenyl-3-yl)methanolBifenthrin alcohol
C14H14O198.26
BifenthrinC23H22ClF3O2
422.87
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 15
(5) CYPHENOTHRIN
Manufacturing Process
Charge toluene, 2,2-dimethyl-3-(3-methylprop-1-enyl)cyclopropanecarboxylic acid (2,2-
DMMPCPCA) and catalyst N,N-dimethyl formamide. Cool to 20oC and add thionyl
chloride for 4 hours. Scrub liberated hydrogen chloride and sulfur dioxide gases. Rise to
50oC in 3 hours and maintain for 2 hours. This is 2,2-DMMPCPCA chloride.
Charge toluene, water and sodium cyanide. Add 2,2-DMMPCPCA chloride and then 3-
phenoxy benzaldehyde at 20oC. Rise to 40oC and maintain for 6 hours. Cool to 10oC and
separate the phases. Wash with water and recover toluene under reduced pressure. Cool
the mass to 5oC. Charge isopropyl alcohol and di isopropylamine. Maintain at 5oC for 16
hours, and then -5oC for 12 hours. Charge water and separate the phases. Rise the
temperature to recover isopropanol under reduced pressure and to obtain Cyphenothrin
technical.
Chemical Reactions
O
O
N
CYPHENOTHRIN
C24H25NO3
375.46
O
O
OH
2,2-dimethyl-3-(2-methylprop-1-enyl)cyclopropanecarboxylic acid
C10H16O2
168.23
O
Cl
2,2-dimethyl-3-(2-methylprop-1-enyl)cyclopropanecarbonyl chloride
C10H15ClO186.68
O
Cl
2,2-dimethyl-3-(2-methylprop-1-enyl)cyclopropane
carbonyl chlorideC10H15ClO
186.68
OO
3-phenoxy benzaldehyde
C13H10O2
198.22
+ NaCN
S
O
Cl
Cl
thionyl chloride
Cl2OS
118.97
+
toluene

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 16
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 17
(6) FENPROPATHRIN
Manufacturing Process
Charge 2,2,3,3-tetramethylcyclopropyl carboxylic acid (2,2,3,3-TMCPCA) and catalyst
N,N-dimethyl formamide. Cool to 20oC and add thionyl chloride for 4 hours. Scrub
liberated hydrogen chloride and sulfur dioxide gases. Rise to 50oC in 3 hours and
maintain for 2 hours. This is 2,2,3,3,-tetramethylcyclopropyl carboxylic acid chloride.
Charge n-hexane, water and sodium cyanide. Add 2,2,3,3-tetramethyl cyclopropyl
carboxylic acid chloride and then 3-phenoxy benzaldehyde at 20oC. Rise to 40oC and
maintain for 6 hours. Cool to 10oC and separate the phases. Wash with water and
recover n-hexane under reduced pressure. Cool the mass to 5oC. Charge isopropyl
alcohol and di isopropylamine. Maintain at 5oC for 16 hours, and then -5oC for 12 hours.
Charge water and separate the phases. Rise the temperature to recover isopropanol
under reduced pressure and to obtain Fenpropathrin technical.
Chemical Reactions
O O
O
N
FENPROPATHRINC22H23NO3
349.42
O OH
2,2,3,3-tetramethylcyclopropanecarboxylic acid
C8H14O2
142.20
S
O
Cl
Cl
thionyl chloride
Cl2OS118.97
+
O Cl
2,2,3,3-tetramethylcyclopropane
carbonyl chloride
C8H13ClO
160.64
O Cl
2,2,3,3-tetramethylcyclopropane
carbonyl chloride
C8H13ClO160.64
O
3-phenoxy benzaldehyde
C13H10O2
198.22
+ NaCN
O
toluene

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 18
Material Balance
(7) ZETA-CYPERMETHRIN
Manufacturing Process
Charge toluene, 3-(2,2-dichlorovinyl-2,2-dimethylcyclopropanecarboxylic acid (CMA) and
catalyst N,N-dimethyl formamide. Cool to 20-25oC and add thionyl chloride for 2 hours.
Scrub liberated hydrogen chloride and sulfur dioxide gases. Rise to 50oC in 3 hours and
maintain for 2 hours. This is CMA chloride.
Charge toluene, water and sodium cyanide. Add CMA chloride and then 3-phenoxy
benzaldehyde at 20oC. Rise to 40oC and maintain for 6 hours. Cool to 10oC and separate
the phases. Wash with water and recover toluene under reduced pressure. Cool the
mass to 5oC. Charge isopropyl alcohol and di isopropylamine. Maintain at 0oC for 12
hours, and then -15oC for 12 hours. Charge water and separate the phases. Rise the
temperature to recover isopropanol under reduced pressure and to obtain Zeta-
cypermethrin technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 19
Chemical Reactions
O
O
Cl
Cl
O
N
ZETA-CYPERMETHRIN
C22H19Cl2NO3
416.30
O
OH
Cl
Cl
3-(2,2-dichlorovinyl)-2,2-dimethylcyclopropanecarboxylic acid
C8H10Cl2O2
209.07
O
Cl
Cl
Cl
3-(2,2-dichlorovinyl)-2,2-dimethylcyclopropanecarbonyl chloride
C8H9Cl3O
227.52
S
O
Cl
Cl
thionyl chloride
Cl2OS
118.97
+
toluene
O
Cl
Cl
Cl
3-(2,2-dichlorovinyl)-2,2-dimethylcyclopropanecarbonyl chloride
C8H9Cl3O
227.52
O
O
3-phenoxybenzaldehyde
C13H10O2
198.22
+
toluene
Material Balance
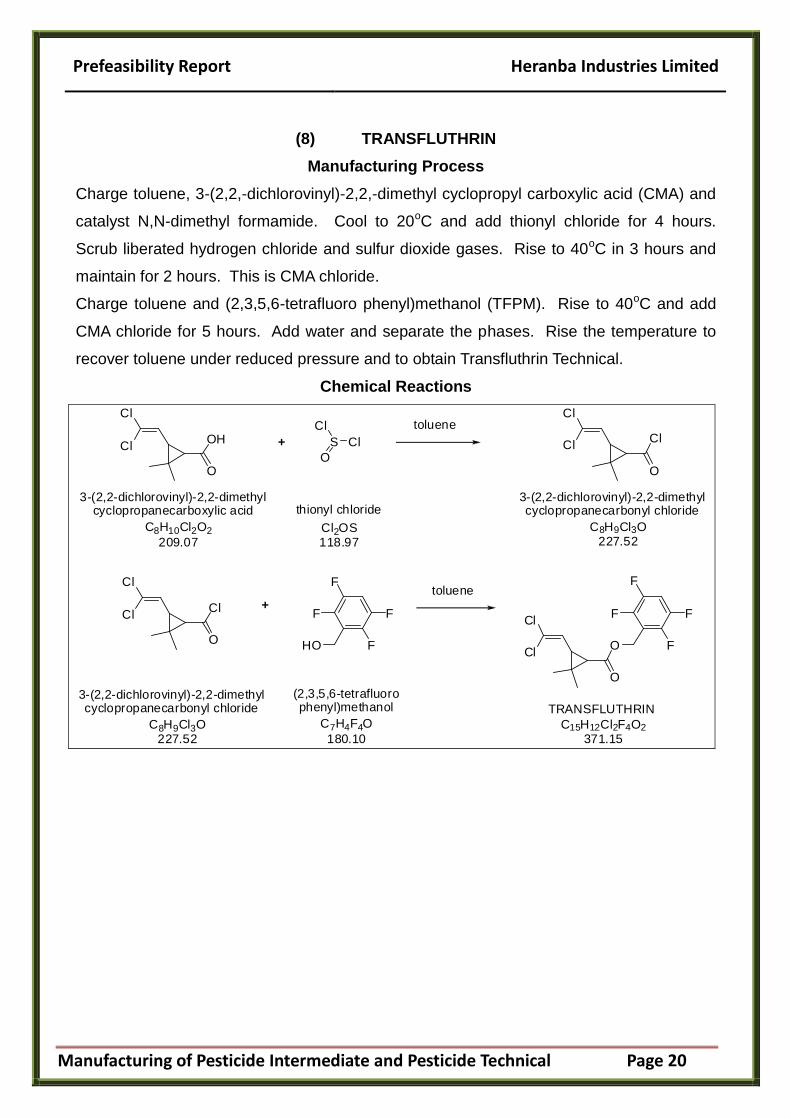
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 20
(8) TRANSFLUTHRIN
Manufacturing Process
Charge toluene, 3-(2,2,-dichlorovinyl)-2,2,-dimethyl cyclopropyl carboxylic acid (CMA) and
catalyst N,N-dimethyl formamide. Cool to 20oC and add thionyl chloride for 4 hours.
Scrub liberated hydrogen chloride and sulfur dioxide gases. Rise to 40oC in 3 hours and
maintain for 2 hours. This is CMA chloride.
Charge toluene and (2,3,5,6-tetrafluoro phenyl)methanol (TFPM). Rise to 40oC and add
CMA chloride for 5 hours. Add water and separate the phases. Rise the temperature to
recover toluene under reduced pressure and to obtain Transfluthrin Technical.
Chemical Reactions
O
O
Cl
ClF
F
F
F
TRANSFLUTHRIN
C15H12Cl2F4O2
371.15
O
OH
Cl
Cl
HO F
F
F
F
3-(2,2-dichlorovinyl)-2,2-dimethylcyclopropanecarboxylic acid
C8H10Cl2O2
209.07
O
Cl
Cl
Cl
3-(2,2-dichlorovinyl)-2,2-dimethylcyclopropanecarbonyl chloride
C8H9Cl3O227.52
S
O
Cl
Cl
thionyl chloride
Cl2OS118.97
+
toluene
O
Cl
Cl
Cl
3-(2,2-dichlorovinyl)-2,2-dimethylcyclopropanecarbonyl chloride
C8H9Cl3O227.52
+
(2,3,5,6-tetrafluorophenyl)methanol
C7H4F4O
180.10
toluene

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 21
Material Balance
(9) PYMETROZINE
Manufacturing Process
Charge ethyl acetate and hydrazine hydrate in dichloroethane. Reflux for 6 hours and cool
to 30oC. Separate the aqueous phase and organic phase at 30oC. The organic phase
contains acetohydrazide in dichloroethane.
Charge triphosgene to the organic phase and reflux for 6 hours. Cool to 30oC.
Charge potassium carbonate to the mass. Rise to 50oC and add chloroacetone at 50oC
and maintain for 3 hours. Cool to 30oC and charge water. Separate the organic phase
and distil out to recover solvent dichloroethane and to obtain 5-methyl-3-(2-oxopropyl)-
1,3,4-oxadiazol-2-(3H)-one.
Charge 5-methyl-3-(2-oxopropyl)-1,3,4-oxadiazol-2-(3H)-one and methanol. Add
hydrazine hydrate and maintain for 6 hours at 65oC. Cool and add hydrochloric acid and
nicotinaldehyde. Maintain at 60oC for 3 hours and cool to 0oC. Filter the slurry and dry to
obtain Pymetrozine Technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 22
Chemical Reactions
O
O
methyl acetate
H2N
NH2H
O
H
hydrazine hydrate
+
O
NH
H2N
acetohydrazide
N NH
OO
O
Cl
N NH
OO
5-methyl-1,3,4-oxadiazol-2(3H )-one
N N
OO
O
5-methyl-3-(2-oxopropyl)-1,3,4-oxadiazol-2(3H )-one
H2N
NH2
H
O
H
N
NH
N
NH2
O
4-amino-6-methyl-4,5-dihydro-1,2,4-triazin-3(2H )-one
N
NH
N
NH2
O
4-amino-6-methyl-4,5-dihydro-1,2,4-triazin-3(2H )-one
N
NH
N
O
N
N
PYMETROZINE
N
O
nicotinaldehyde
+HCl
5-methyl-1,3,4-oxadiazol-2(3H )-one
chloroacetone
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 23
(10) NITENPYRAM
Manufacturing Process
Charge toluene and 2-chloro-5-(chloromethyl) pyridine (CCMP). Cool to 0oC and add
ethylamine solution slowly for 4 hours. Maintain for 4 hours at 0oC. Rise to 25oC and
maintain for 4 hours at 25oC. Add water, settle and separate the organic phase.
Charge organic phase and cool to 10oC. Add N-methyl-1-(methylthio)-2-nitroethenamine
(MMTNEA) for 2 hours at 10oC and maintain for 2 hours. Rise to 40oC and maintain for 3
hours. Add water and stir for 1 hour. Settle and separate the organic phase. Cool the
organic phase to 0oC and filter the slurry and dry the wet cake to obtain Nitenpyram
technical.
Chemical Reactions
NCl
NH
N-((6-chloropyridin-3-yl)methyl)ethanamine
C8H11ClN2
170.64
NCl
Cl
2-chloro-5-(chloromethyl)pyridine
C6H5Cl2N
162.02
NH2
ethylamine
C2H7N
45.08
+
toluene
NCl
NH
N-((6-chloropyridin-3-yl)methyl)ethanamine
C8H11ClN2
170.64
NCl
N
HN
NO2
NITENPYRAM
C11H15ClN4O2
270.72
+ HN
NO2
Stoluene
N-methyl-1-(methylthio)-2-nitroethenamine
C4H8N2O2S148.18
Chemical Formula: C4H8N2O2S
Molecular Weight: 148.18

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 24
Material Balance
(11) ACETAMIPRID
Manufacturing Process
Charge toluene and 2-chloro-5-(chloromethyl)pyridine. Cool the mass to 0oC and pass
methylamine slowly for 6 hours. Maintain the mass at 0oC for 2 hours and rise to 20oC.
Maintain at 20oC for 3 hours and add water. Stir for 1 hour and separate the organic
phase.
Charge organic phase and apply vacuum to distil off toluene. After completion of the
distillation cool the mass to 60oC and charge ethyl N-cyanoacetimidate for 1 hour.
Maintain at 60oC for 4 hours. Cool the mass to 0oC and filter the slurry. Dry the wet cake
to obtain Acetamiprid Technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 25
Chemical Reactions
O
N N
Ethyl N-cyanoacetimidate
C5H8N2O
Mol. Wt. 112.13
HN
N
Cl
N-[(6-Chloropyridin-3-yl)methyl]methylamine
C7H9ClN2
Mol. Wt. 156.61
N
Cl
Cl
2-chloro-5-(chloromethyl)pyridine
C6H5Cl2N
Mol. Wt. 162.02
N
N
N
N
Cl
C10H11ClN4
Mol. Wt. 222.67
ACETAMIPRID
H2N
Methylamine
CH5N
Mol. Wt. 31.06
+
HN
N
Cl
N-[(6-Chloropyridin-3-yl)methyl]methylamine
C7H9ClN2
Mol. Wt. 156.61
+
Toluene
0oC
Methanol
60oC
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 26
(12) DIFENACONAZOLE
Manufacturing Process
Charge dichloroethane, 1-(2-chloro-4-(4-chlorophenoxy)phenyl)ethanone (CCPPE) and
1,2-propanediol. Rise to reflux and remove water azeotropically. After completion removal
of water, cool the mass to 50oC and add bromine slowly for 3 hours. Maintain for 2 hours
and pass chlorine at 50oC for 3 hours. Maintain for 2 hours at 50oC and add water. Stir for
1 hour and settle the mass. Separate the organic phase (A).
Charge dichloroethane, 1,2,4-triazole and sodium hydroxide flakes. Rise to reflux and
remove water azeotropically. After completion of the water removal cool to 50oC and add
the organic phase (A) at 50oC for 2 hours. Rise to 75oC and maintain for 3 hours. Cool to
40oC and add water. Stir for 1 hour and settle. Separate the organic phase and cool to
0oC. Stir for 1 hour at 0oC and filter the slurry. Dry the wet cake to obtain Difenaconazole
technical.
Chemical Reactions
NN
N
OO
O
Cl
Cl
DIFENOCONAZOLE
C19H17Cl2N3O3
406.26
O
Cl
Cl OO
O
Cl
ClO
1-(2-chloro-4-(4-chlorophenoxy)phenyl)ethanone
C14H10Cl2O2
281.13
2-(2-chloro-4-(4-chlorophenoxy)phenyl)-2,4-dimethyl-1,3-dioxolane
C17H16Cl2O3
339.21
OHHO
1,2-propanediol
C3H8O2
76.09
DCE
OO
O
Cl
Cl
2-(2-chloro-4-(4-chlorophenoxy)phenyl)-2,4-dimethyl-1,3-dioxolane
C17H16Cl2O3
339.21
OO
O
Cl
Cl
Br Br
bromine
Br2
159.81
+
DCE
Br
2-(bromomethyl)-2-(2-chloro-4-(4-chlorophenoxy)phenyl)-4-methyl-1,3-dioxolane
C17H15BrCl2O3
418.11
OO
O
Cl
Cl
Br
2-(bromomethyl)-2-(2-chloro-4-(4-chlorophenoxy)phenyl)-4-methyl-1,3-dioxolane
C17H15BrCl2O3
418.11
NH
NN
1,2,4-triazole
C2H3N3
69.07
+
NaOH
Chlorine
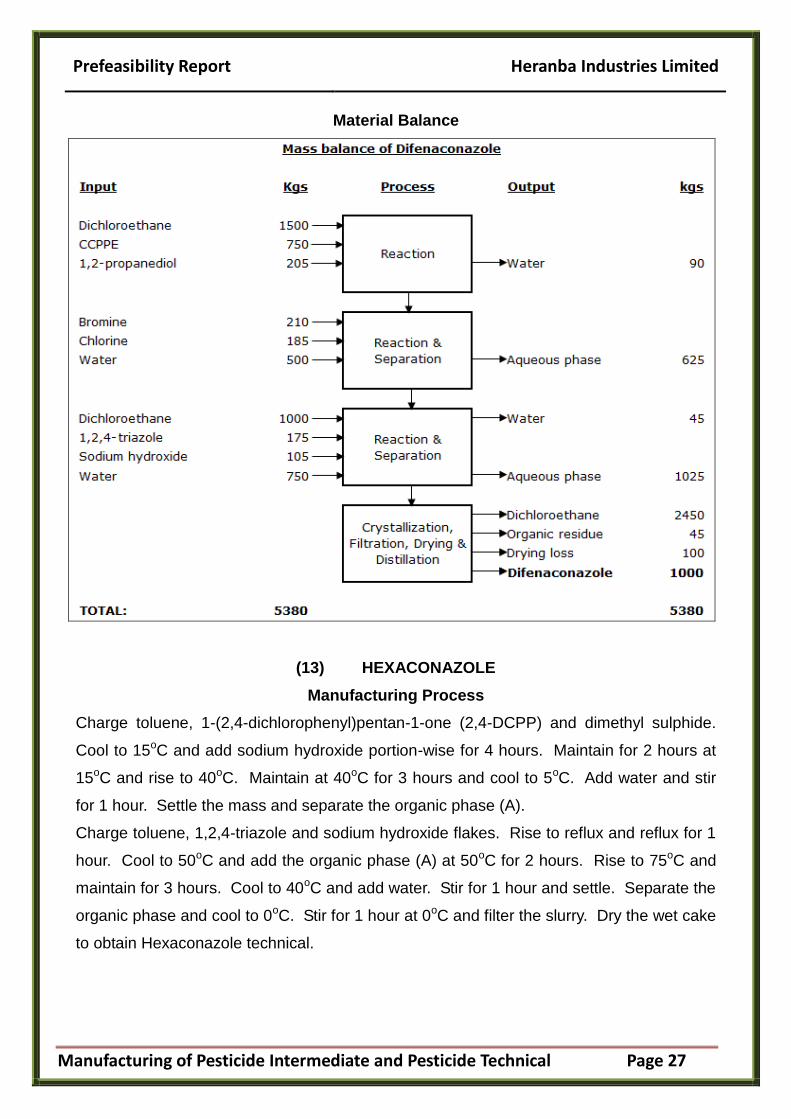
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 27
Material Balance
(13) HEXACONAZOLE
Manufacturing Process
Charge toluene, 1-(2,4-dichlorophenyl)pentan-1-one (2,4-DCPP) and dimethyl sulphide.
Cool to 15oC and add sodium hydroxide portion-wise for 4 hours. Maintain for 2 hours at
15oC and rise to 40oC. Maintain at 40oC for 3 hours and cool to 5oC. Add water and stir
for 1 hour. Settle the mass and separate the organic phase (A).
Charge toluene, 1,2,4-triazole and sodium hydroxide flakes. Rise to reflux and reflux for 1
hour. Cool to 50oC and add the organic phase (A) at 50oC for 2 hours. Rise to 75oC and
maintain for 3 hours. Cool to 40oC and add water. Stir for 1 hour and settle. Separate the
organic phase and cool to 0oC. Stir for 1 hour at 0oC and filter the slurry. Dry the wet cake
to obtain Hexaconazole technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 28
Chemical Reactions
+
+
HO
N
NN
Cl
Cl
HEXACONAZOLE2-(2,4-dichlorophenyl)-1-
(1H-1,2,4-triazol-1-yl)hexan-2-ol
C14H17Cl2N3O
314.21
O
Cl
Cl
1-(2,4-dichlorophenyl)pentan-1-one
C11H12Cl2O
231.12
Cl
Cl O
2-butyl-2-(2,4-dichlorophenyl)oxirane
C12H14Cl2O245.14
S
dimethyl sulfide
C2H6S
62.13
Cl
Cl O
2-butyl-2-(2,4-dichlorophenyl)oxirane
C12H14Cl2O245.14
NH
N N
1,2,4-triazole
Toluene
NaOH
Toluene
NaOH
C2H3N3
69.07
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 29
(14) PROPICONAZOLE
Manufacturing Process
Charge dichloroethane, 1-(2,4-dichlorophenyl)ethanone, (2,4-DICAP) and 1,2-pentanediol.
Rise to reflux and remove water azeotropically. After completion removal of water, cool the
mass to 50oC and add bromine slowly for 3 hours. Maintain for 2 hours and pass chlorine
at 50oC for 3 hours. Maintain for 2 hours at 50oC and add water. Stir for 1 hour and settle
the mass. Separate the organic phase (A).
Charge dichloroethane, 1,2,4-triazole and sodium hydroxide flakes. Rise to reflux and
remove water azeotropically. After completion of the water removal cool to 50oC and add
the organic phase (A) at 50oC for 2 hours. Rise to 75oC and maintain for 3 hours. Cool to
40oC and add water. Stir for 1 hour and settle. Separate the organic phase and distil out
to recover solvent under reduced pressure and to obtain Propiconazole technical.
Chemical Reactions
+
DCECl
Cl
Cl
Cl
O
1-(2,4-dichlorophenyl)ethanoneC8H6Cl2O
189.04
HO
OH
1,2-pentanediolC5H12O2
104.15
OO
2-(2,4-dichlorophenyl)-2-methyl-4-propyl-1,3-dioxolane
C13H16Cl2O2
275.17
Cl
Cl
OO
2-(2,4-dichlorophenyl)-2-methyl-
4-propyl-1,3-dioxolaneC13H16Cl2O2
275.17
Cl
Cl
OOBr
2-bromomethyl-2-(2,4-dichlorophenyl)-
4-propyl-1,3-dioxolane
C13H15BrCl2O2
354.07
Br Br
bromine
Br2159.81
+DCE
Cl
Cl
OO
Cl
Cl
OO
NH
NN
1,2,4-triazole
C2H3N3
69.07
+
NaOH NBr
2-bromomethyl-2-(2,4-dichloro
phenyl)-4-propyl-1,3-dioxolaneC13H15BrCl2O2
354.07
N
N
PROPICONAZOLEC15H17Cl2N3O2
342.22
Chlorine
DCE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 30
Material Balance
(15) TEBUCONAZOLE
Manufacturing Process
Charge dichloroethane, 1-(4-chlorophenyl)-4,4-dimethyl-3-pentanone (CPDMP) and
dimethyl sulphide. Cool to 15oC and add sodium hydroxide portion-wise for 4 hours.
Maintain for 2 hours at 15oC and rise to 40oC. Maintain at 40oC for 3 hours and cool to
5oC. Add water and stir for 1 hour Settle the mass and separate the organic phase (A).
Charge dichloroethane, 1,2,4-triazole and sodium hydroxide flakes. Rise to reflux and and
reflux for 1 hour. Cool to 50oC and add the organic phase (A) at 50oC for 2 hours. Rise to
75oC and maintain for 3 hours. Cool to 40oC and add water. Stir for 1 hour and settle.
Separate the organic phase and cool to 0oC. Stir for 1 hour at 0oC and filter the slurry. Dry
the wet cake to obtain Tebuconazole technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 31
Chemical Reactions
OHN
NN
Cl
TEBUCONAZOLE
C16H22ClN3O
307.82
S
dimethyl sulfide
C2H6S
62.13
+
DCE
O Cl
2-(4-chlorophenethyl)-2-tert-butyloxirane
C14H19ClO
238.75
ClO
O Cl
2-(4-chlorophenethyl)-2-tert-butyloxirane
C14H19ClO238.75
NH
NN
1,2,4-triazole
C2H3N3
69.07
NaOH+
NaOH
DCE
1-(4-chlorophenyl)-4,4-dimethylpentan-3-one
C13H17ClO224.73
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 32
(16) CYPROCONAZOLE
Manufacturing Process
Charge dichloroethane, 1-(4-chlorophenyl)-2-cyclopropyl-propan-1-one (CPCPP) and
dimethyl sulphide. Cool to 15oC and add sodium hydroxide portion-wise for 4 hours.
Maintain for 2 hours at 15oC and rise to 40oC. Maintain at 40oC for 3 hours and cool to
5oC. Add water and stir for 1 hour Settle the mass and separate the organic phase (A).
Charge dichloroethane, 1,2,4-triazole and sodium hydroxide flakes. Rise to reflux and and
reflux for 1 hour. Cool to 50oC and add the organic phase (A) at 50oC for 2 hours. Rise to
75oC and maintain for 3 hours. Cool to 40oC and add water. Stir for 1 hour and settle.
Separate the organic phase and cool to 0oC. Stir for 1 hour at 0oC and filter the slurry. Dry
the wet cake to obtain Cyproconazole technical.
Chemical Reactions
S
dimethyl sulfide
C2H6S
62.13
DCE
NH
NN
1,2,4-triazoleC2H3N3
69.07
NaOH
NN
NHO
Cl
CYPROCONAZOLE
C15H18ClN3O
291.78
O
Cl
1-(4-chlorophenyl)-2-cyclopropyl-propan-1-one
C12H13ClO
208.68
O
Cl
2-(4-chlorophenyl)-2-(1-cyclopropylethyl)oxirane
C13H15ClO
222.71
+
O
Cl
2-(4-chlorophenyl)-2-(1-cyclopropylethyl)oxirane
C13H15ClO
222.71
+
NaOH
DCE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 33
Material Balance
(17) EPOXICONAZOLE
Manufacturing Process
Charge toluene and 1-(3-bromo-2-(4-fluorophenyl)prop-1-enyl)-2-chlorobenzene
(BFPPCB). Rise to 40oC and add 3-chlorobenzoperoxoic acid (3-CBPA) in 2 hours. Rise
to 60oC and maintain for 4 hours. Add water and stir for 1 hour at 60oC. Settle and
separate the organic phase.
Charge toluene, 1,2,4-triazole and sodium hydroxide flakes. Rise to reflux and remove
water azeotropically. After complete removal of water add the organic phase at 75oC for 3
hours. Rise to 90oC and maintain for 2 hours. Cool to 50oC and add water. Stir for 1 hour
and settle. Separate the organic phase and cool to 10oC. Stir for 1 hour at 10oC and filter
the slurry. Dry the wet cake to obtain Epoxiconazole technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 34
Chemical Reactions
F
Br
Cl
(Z)-1-(3-bromo-2-(4-fluorophenyl)prop-1-enyl)-2-
chlorobenzene
C15H11BrClF325.60
ClO
O
HO
3-chlorobenzoperoxoic acid
C7H5ClO3
172.57
+
F
Br
ClO
2-(bromomethyl)-3-(2-chlorophenyl)-2-(4-fluorophenyl)oxirane
C15H11BrClFO341.60
F
Br
ClO
2-(bromomethyl)-3-(2-chlorophenyl)-2-(4-fluorophenyl)oxirane
C15H11BrClFO341.60
NH
NN
1,2,4-triazole
C2H3N3
69.07
+
F
N
ClO
NNNaOH
toluene
toluene
EPOXICONAZOLE
C17H13ClFN3O329.76
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 35
(18) METALAXYL
Manufacturing Process
Charge n-hexane, 2,6-dimethylaniline and sodium carbonate. Rise to 55oC and add
methyl 2-chloropropionate for 2 hours. Rise to 100oC and maintain for 6 hours. Cool the
mass to 20oC and add water. Stir for 1 hour and separate the phases.
Charge organic phase and cool to 0oC. Add methoxy acetyl chloride for 6 hours. Rise to
30oC and maintain for 3 hours. Charge water and stir for 1 hour at 30oC. Cool to 10oC
and filter the slurry mass. Dry the wet product to obtain Metalaxyl technical.
Chemical Reactions
NH2
2,6-dimethylaniline
C8H11N
Mol. Wt: 121.18
O
O
Cl
methyl 2-chloropropionate
C4H7ClO2
Mol. Wt: 122.55
N
OO
O
O
METALAXYL
C15H21NO4
Mol. Wt: 279.33
NH
OO
methyl 2-(2,6-dimethylphenylamino)propanoate
C12H17NO2
Mol. Wt: 207.27
O
Cl
O
2-methoxyacetyl chloride
C3H5ClO2
Mol. Wt: 108.52
Na2CO3
n-hexane

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 36
Material Balance
(19) THIOPHANATE METHYL
Manufacturing Process
Charge dichloroethane and sodium thiocyanate. Rise to 40oC and add methyl
chloroformate slowly for 2 hours. Maintain the reaction at 40oC for 4 hours. Add 1,2-
diamino benzene for 4 hours and maintain for 2 hours. Cool to 10oC and filter the mass.
Wash with water and dry the wet product to obtain Thiophanate methyl technical.
NH2H2N
1,2-diaminobenzene
C6H8N2
M. Wt. 108.14
NaSCN
DCE / DMA
O
OCl
methylchloroformate
C2H3ClO2
M. Wt: 94.50
O
OSN
cyanic (methyl carbonic) thioanhydride
C3H3NO2S
M. Wt: 117.13
NH
S
NH
O
O
HN
S
HN
O
O
THIOPHANATE METHYL
C12H14N4O4S2
M. Wt. 342.39

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 37
Material Balance
(20) AZOXYSTROBIN
Manufacturing Process
Charge toluene and methyl 2-(2-hydroxyphenyl)-3-methoxyacrylate (MHPMA). Charge
potassium hydroxide portion-wise at 30oC for 2 hours. Rise to reflux and remove water
azeotropically. Cool to 50oC and add 4,6-dichloropyrimidine (4,6-DCP) for 2 hours and
maintain for 4 hours. Cool to 30oC and add water. Stir for 1 hour and separate the organic
phase, say Mass-A.
Charge toluene, 2-hydroxy benzonitrile and sodium hydroxide. Rise to 60oC and reflux for
2 hours. Cool to 60oC and add Mass-1 slowly at 60oC for 2 hours. Maintain for 6 hours at
60oC and cool to 40oC. Add water and separate the organic phase. Cool the organic
phase to 0oC. Filter the slurry at 0oC and dry to obtain Azoxystrobin technical.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 38
Chemical Reactions
O
O
O
O
NN
Cl
methyl-2-[2-(6-chloropyrimidin-4-yl)oxyphenyl]-3-methoxy prop-2-enoate
(MCPOMP)C15H13ClN2O4
320.73
O
OO
HO
methyl 2-(2-hydroxyphenyl)-3-methoxyacrylate (MHPMA)
C11H12O4
208.21
NN
Cl Cl
4,6-dichloropyrimidine
C4H2Cl2N2
148.98
OH
CN
2-hydroxybenzonitrile
C7H5NO
119.12
+
O
O
O
O
NN
Cl
methyl-2-[2-(6-chloropyrimidin-4-yl)oxyphenyl]-3-methoxy prop-2-enoate (MCPOMP)
C15H13ClN2O4
320.73
O
O
O
O
NN
O
CN
(Z)-methyl 2-(2-(6-(2-cyanophenoxy)pyrimidin-4-yloxy)phenyl)-3-methoxyacrylate
AZOXYSTROBIN
C22H17N3O5
403.39
+
KOH
Toluene
NaOH
Toluene
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 39
(21) PYRACLOSTROBIN
Manufacturing Process
Charge methanol, (4-chlorophenyl)hydrazine and methyl acrylate. Maintain at 80oC for 3
hours. Cool to 30oC to obtain 1-(4-chlorophenyl)pyrazolidin-3-one. Charge sulfuric acid
and pass air at 60oC for 6 hours. Cool to 30oC to obtain 1-(4-chlorophenyl)-1H-pyrazol-3-
ol.Charge sodium hydroxide and 1-(bromomethyl)-2-nitrobenzene. Maintain at 65oC for 3
hours to obtain 1-(4-chlorophenyl)-3-(2-nitrobenzyloxy)-1H-pyrazole. Charge ammonium
chloride and maintain at 35oC for 4 hours. Distil out to recover methanol under reduced
pressure. Add toluene and water. Separate the organic phase of toluene and N-(2-((1-(4-
chlorophenyl)-1H-pyrazol-3-yloxy)methyl)phenyl)hydroxylamine.Charge organic phase and
add methyl chloroformate. Maintain at 30oC for 3 hours to obtain methyl 2-((1-(4-
chlorophenyl)-1H-pyrazol-3-yloxy)methyl) phenyl(hydroxy) carbamate.
Charged potassium carbonate and add dimethyl sulfate. Maintain at 50oC for 5 hours.
Add water and separate the organic phase. Cool the organic phase to obtain slurry. Filter
the slurry and dry to obtain Pyraclostrobin Technical.
Chemical Reactions
OO N
NH
Cl
ON
N
Cl
OH
NN
Cl
O
O2N
HN
Cl
NH2O2
Br
O2N
H2SO4
NN
Cl
O
NHHO
MeOH
NH4Cl
NN
Cl
O
NHO
OO
Toluene
OO
Cl
NN
Cl
O
NO
OO
SO
O
O
O
K2CO3
MeOH(4-chlorophenyl)hydrazine
C6H7ClN2
142.59
1-(4-chlorophenyl)pyrazolidin-3-one
C9H9ClN2O
196.63
1-(4-chlorophenyl)-1H-pyrazol-3-ol
C9H7ClN2O
194.62
1-(bromomethyl)-2-nitrobenzene
C7H6BrNO2
216.03
MeOH/NaOH
1-(4-chlorophenyl)-3-(2-nitrobenzyloxy)-1H-pyrazole
C16H12ClN3O3
329.74
N -(2-((1-(4-chlorophenyl)-1H-pyrazol-3-yloxy)methyl)phenyl)hydroxylamine
C16H14ClN3O2
315.75
PYRACLOSTROBIN
C19H18ClN3O4
387.82
methyl 2-((1-(4-chlorophenyl)-1H-pyrazol-3-yloxy)methyl)phenyl(hydroxy)carbamate
C18H16ClN3O4
373.79

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 40
Mass Balance
(22) PICOXYSTROBIN
Manufacturing Process
Charge toluene and 6-(trifluoromethyl)pyridine-2-ol (6-TFMP). Charge potassium
hydroxide portion-wise at 30oC for 2 hours. Rise to reflux and remove water
azeotropically. Cool to 50oC and add isochroman-3-one for 2 hours and maintain for 6
hours. Cool to 40oC and add water. Stir for 1 hour and separate the organic phase.
Charge organic phase, methanol and p-toluene sulfonic acid, monohydrate as catalyst (p-
TSA, MH). Rise to 65oC and maintain for 4 hours. Cool to 40oC and add methyl formate

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 41
and potassium hydroxide as catalyst. Rise to 75oC and maintain for 6 hours at 75oC. Cool
to 40oC and add water and separate the organic phase. Cool the organic phase to 0oC.
Filter the slurry at 0oC and dry to obtain Picoxystrobin technical.
Chemical Reactions
+
O
O
O
+
KOH
Toluene
Toluene
O
N
CF3
PICOXYSTROBINmethyl 3-methoxy-2-(2-((6-(trif luoromethyl)pyridin-2-
yloxy)methyl)phenyl)acrylate
C18H16F3NO4
367.32
O
O
O
N
CF3
methyl 2-(2-((6-(trifluoromethyl)pyridin-2-yloxy)methyl)
phenyl)acetate(MTFMPMPA)C16H14F3NO3
325.28
OO
methyl formate
C2H4O2
60.05
O
O
O
N
CF3
methyl 2-(2-((6-(trifluoromethyl)pyridin-2-yloxy)methyl)
phenyl)acetate(MTFMPMPA)
C16H14F3NO3
325.28
OH
methanol
CH4O32.04
O
OH
O
N
CF3
2-(2-((6-(trif luoromethyl)pyridin-2-loxy)methyl)
phenyl)acetic acid(TFMPMPAA)
C15H12F3NO3
311.26
PTSA
O
OH
O
N
CF3
2-(2-((6-(trifluoromethyl)pyridin-2-loxy)methyl)
phenyl)acetic acid(TFMPMPAA)
C15H12F3NO3
311.26
+
Toluene
OH
N
CF3
O
O
isochroman-3-one
C9H8O2
148.16
6-(trifluoromethyl)pyridin-2-ol
C6H4F3NO163.10
KOH
Material Balance
(23) TRIFLOXYSTROBIN
Manufacturing Process
Charge water, potassium hydroxide and toluene. Add (E)-1-(3-
(trifluoromethyl)phenyl)ethanone oxime (3-TFMPEO)and stir for 2 hours at 30oC. Add

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 42
tetra-n-butyl ammonium bromide (TBAB). Add (E)-methyl 2-(2-(bromomethyl)phenyl)-2-
(methoxyimino)acetate (MBMPMIA) lot-wise for 2 hours. Rise to 65oC and maintain for 3
hours. Settle and separate the aqueous phase. Cool the organic phase to 0oC and filter
the slurry. Dry the wet cake to obtain Trifloxystrobin technical.
Chemical Reactions
O
O
ON
CF3
NO
TRIFLOXYSTROBIN
O
O
Br
NO
HON
CF3
(E)-methyl 2-(2-(bromomethyl)phenyl)-2-(methoxyimino)acetate
(E)-1-(3-(trifluoromethyl)phenyl)ethanone oxime
+KOH
C11H12BrNO3
286.12C9H8F3NO
203.16C20H19F3N2O4
408.37
toluene
Material Balance
(24) KRESOXIM-METHYL
Manufacturing Process
Charge toluene, 2-[(2-methylphenoxy)methyl]-benzoic acid (2-MPMBA). Rise to 50oC and
add thionyl chloride for 3 hours. Rise to reflux and reflux for 4 hours. Cool to 10oC add
sodium cyanide lot-wise slowly for 3 hours. Rise to 20oC and maintain for 2 hours. Add
hydroxylamine O-methyl, hydrochloride (HAOMHC) lot-wise for 2 hours at 20oC. Rise to
30oC and add water. Maintain for 4 hours at 50oC. Separate the aqueous phase. Charge

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 43
methanol and rise to reflux slowly. Reflux and remove water azeotropically. Cool 0oC and
filter the slurry. Dry the wet cake to obtain Kresoxim-methyl technical.
Chemical Reactions
O
O
O
N
O
KRESOXIM-METHYL
O
O
2-[(2-methylphenoxy)methyl]-benzoic acid
OH
O
OCl
2-[(2-methylphenoxy)methyl]-benzoyl chloride
O
OCN
2-(o-tolyloxymethyl)benzoyl cyanide
O
HO
O
N
O
NH2
O HCl
Hydroxylamine,O-methyl-,
hydrochloride
(E )-2-(methoxyimino)-2-(2-(o-tolyloxymethyl)phenyl)acetic acid
SOCl2 NaCN
MeOH
C15H14O3
242.27C15H13ClO2
260.72C16H13NO2
251.28
CH6ClNO83.52
C17H17NO4
299.32
C18H19NO4
313.35
toluene

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 44
Material Balance
(25) THIABENDAZOLE
Manufacturing Process
Charge toluene and 4-cyano thiazole. Rise to 60oC and add hydrochloric acid for 2 hours
at 60oC. Maintain at 60oC for 4 hours and cool to 40oC. Settle and separate the organic
phase. Add water to the organic phase, stir for 1 hour and separate the organic phase.
Charge organic phase and benzene-1,2-diamine (OPDA). Rise to reflux and remove
water azeotropically. After completion of water removal cool to 30oC and add water. Stir
for 1 hour and separate the organic phase. Cool the organic phase to 0oC and filter the
slurry. Dry the wet cake to obtain Thiabendazole technical.
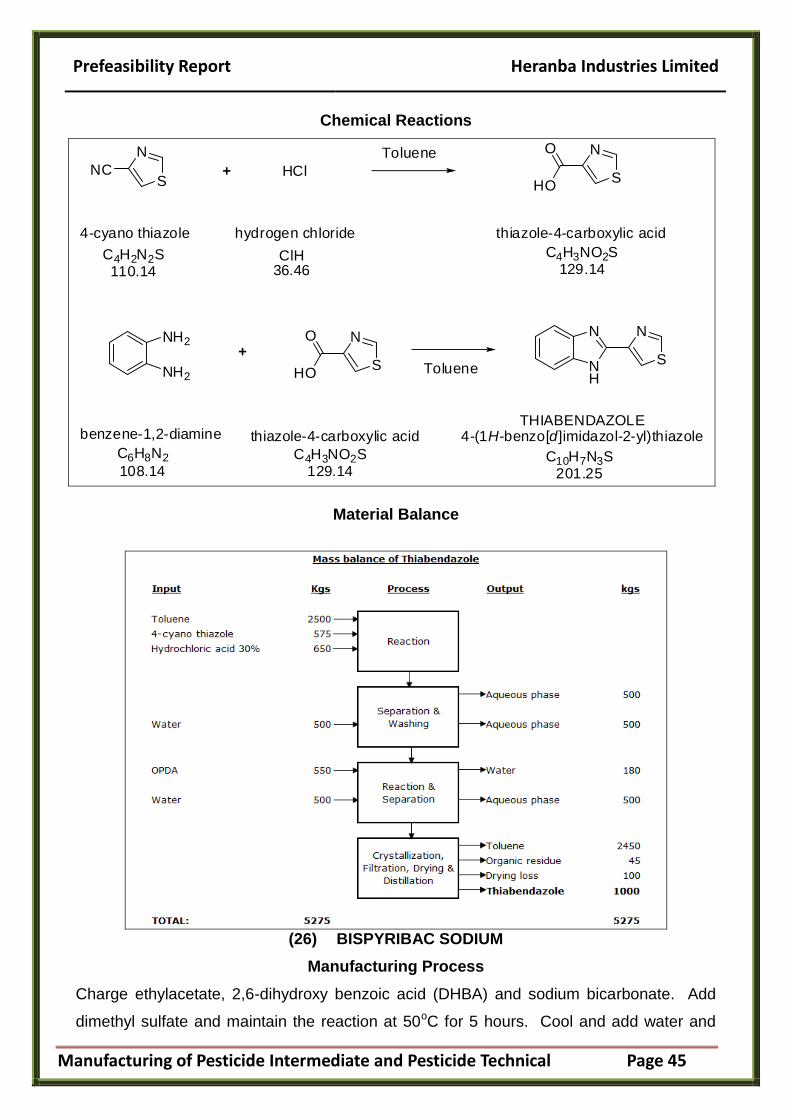
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 45
Chemical Reactions
+Toluene N
H
N
S
N
THIABENDAZOLE4-(1H-benzo[d]imidazol-2-yl)thiazole
C10H7N3S201.25
4-cyano thiazole
C4H2N2S110.14
NCS
N
S
N
HO
O
thiazole-4-carboxylic acid
C4H3NO2S129.14
NH2
NH2
benzene-1,2-diamine
C6H8N2
108.14
S
N
HO
O
thiazole-4-carboxylic acid
C4H3NO2S129.14
+
Toluene
HCl
hydrogen chloride
ClH36.46
Material Balance
(26) BISPYRIBAC SODIUM
Manufacturing Process
Charge ethylacetate, 2,6-dihydroxy benzoic acid (DHBA) and sodium bicarbonate. Add
dimethyl sulfate and maintain the reaction at 50oC for 5 hours. Cool and add water and

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 46
separate the organic phase. Distil out the organic phase to recover ethylacetate. After
recovery of ethyl acetate, cool the mass and add water to crystallize the intermediate.
Filter the mass to obtain Intermediate 1.
Charge Intermediate 1, 4,6-dimethoxy-2-(methylsulphonyl)pyrimidine (4,6-DMMSP),
potassium carbonate and toluene. Rise the temperature to reflux and remove reaction
water. Cool and add water and separate the organic phase. Distil out the organic phase
to recover toluene and cool the mass. Add water to crystallize and filter the mass to obtain
Intermediate 2.
Charge Intermediate 2, isopropanol and sodium hydroxide. Rise to reflux and reflux for 6
hours. Cool to 0oC and filter the mass. Dry the wet cake to obtain Bispyribac Sodium
Technical.
Chemical Reactions
OHO
OHHO
2,6-dihydroxy benzoic acid
C7H6O4
154.12
SO
O
O
O
dimethyl sulfate
C2H6O4S126.13
O O
OHHO
methyl 2,6-dihydroxy benzoate
C8H8O4
168.15
+EtOAc
NaHCO3
O O
OHHO
methyl 2,6-dihydroxybenzoate
C8H8O4
168.15
N
N
O
O
S
O
O
4,6-dimethoxy methylsulfonyl pyrimidine
C7H10N2O4S218.23
+
O O
OO N
NN
N O
OO
O
methyl 2,6-bis(4,6-dimethoxypyrimidin-2-yloxy)benzoate
C20H20N4O8
444.39
toluene
K2CO3
O O
OO N
NN
N O
OO
O
methyl 2,6-bis(4,6-dimethoxypyrimidin-2-yloxy)benzoate
C20H20N4O8
444.39
O ONa
OO N
NN
N O
OO
O
BISPYRIBAC SODIUMC19H17N4NaO8
452.35
NaOH
isopropanol

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 47
Mass Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 48
(27) IMAZETHAPYR
Manufacturing Process
Charge methanol and sodium hydroxide. Charge 2-amino-2,3-dimethyl butyramide
(ADMBA) and rise to 40oC. Charge diethyl 5-ethyl pyridine-2,3-dicarboxylate (DEEPDC)
for 2 hours and maintain at 40oC for 4 hours. Rise to reflux and reflux for 4 hours. Distil
out methanol and add water and toluene. Settle and separate the organic phase. Distil
out the organic phase to recover toluene. Take the aqueous phase and adjust pH to 2.0
with hydrochloric acid. Stir for 1 hour and filter the mass. Dry the wet product to obtain
Imazethapyr technical.
Chemical Reactions
N
O O
N
HO ONH
N
O
IMAZETHAPYR
C15H19N3O3
289.33
Methanol
NaOH
+O
O
diethyl 5-ethylpyridine-2,3-dicarboxylate
C13H17NO4
251.28
ONH2
NH2
2-amino-2,3-dimethylbutyramide
C6H14N2O130.19
Material Balance
(28) QUIZALOFOP-ETHYL
Manufacturing Process

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 49
Charge toluene, hydroquinone and potassium hydroxide. Rise to reflux and remove water
azeotropically. After complete removal of water cool the mass to 60oC and add 2,6-
dichloroquinoxaline (2,6-DCQ) for 2 hours. Rise to 100oC and maintain for 4 hours.
Check the reaction completion and cool to 30oC. Charge water and adjust pH to 3 with
HCl. Stir for 1 hour, settle and separate the organic phase.
Charge organic phase and potassium hydroxide. Rise to reflux and remove water
azeotropically. After complete removal of water cool the mass to 60oC and add ethyl 2-
chloropropionate for 4 hours at 60oC. Maintain the reaction for 4 hours at 60oC and check
the conversion. After completion of the reaction cool the mass to 30oC and add water. Stir
for 1 hour, settle and separate the organic phase. Cool the organic phase to 5oC and
maintain for 1 hour at 5oC. Filter the slurry and dry the wet cake to obtain Quizalofop-ethyl
technical.
Chemical Reactions
OO
O
ON
NCl
QUIZALOFOP-ETHYL
C19H17ClN2O4
372.80
ClN
NCl
2,6-dichloroquinoxaline
C8H4Cl2N2
199.04
OH
HO
hydroquinone
C6H6O2
110.11
ON
NCl OH
C14H9ClN2O2
272.69
N
N
O
OHCl
6-chloro-2-(4'-hydroxyphenoxy)quinoxaline
C14H9ClN2O2
272.69
6-chloro-2-(4'-hydroxyphenoxy)quinoxaline
Cl
OO
ethyl 2-chloropropionate
C5H9ClO2
136.58
+
+
toluene
toluene
KOH
KOH

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 50
Material Balance
(29) FENOXAPROP ETHYL
Manufacturing Process
Charge toluene, hydroquinone and potassium hydroxide. Rise to reflux and remove water
azeotropically. After complete removal of water cool the mass to 60oC and add 2,6-
dichlorobenzoxazole (2,6-DCB) for 1 hours. Rise to 80oC and maintain for 2 hours. Check
the reaction completion and cool to 30oC. Charge water and adjust pH to 3 with HCl. Stir
for 1 hour, settle and separate the organic phase.
Charge organic phase and potassium hydroxide. Rise to reflux and remove water
azeotropically. After complete removal of water cool the mass to 60oC and add ethyl 2-
chloropropionate for 4 hours at 60oC. Maintain the reaction for 4 hours at 60oC and check

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 51
the conversion. After completion of the reaction cool the mass to 30oC and add water. Stir
for 1 hour, settle and separate the organic phase. Cool the organic phase to 5oC and
maintain for 1 hour at 5oC. Filter the slurry and dry the wet cake to obtain Fenoxaprop-
ethyl technical.
Chemical Reactions
OH
HO
hydroquinone
C6H6O2
110.11
ethyl 2-chloropropionate
C5H9ClO2
136.58
+
+
toluene
toluene
KOH
2,6-dichlorobenzoxazole
C7H3Cl2NO
188.01
O
N
Cl
Cl
O
N
O
Cl
O
O
N
O
Cl
OH
4-(6-chlorobenzoxazol-2-yloxy)phenolC13H8ClNO3
261.66
O
NO
Cl
OH
4-(6-chlorobenzoxazol-2-yloxy)phenolC13H8ClNO3
261.66
O
O
FENOXAPROP-ETHYL
C18H16ClNO5
361.78
Cl
O
O
KOH

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 52
Material Balance
(30) CARFENTRAZONE-ETHYL
Manufacturing Process
Charge dichloroethane and 1-(4-chloro-2-fluoro-5-nitrophenyl)-4-(difluoromethyl)-3-methyl-
1H-1,2,4-triazol-5(4H)-one (CFNPDFMMT). Add tin powder and hydrochloric acid. Rise to
65oC and maintain for 6 hours. After completion of the reaction cool the mass to 0oC. Add
sodium nitrite solution slowly at 0oC and maintain for 4 hours at 0oC. Add ethyl acrylate
slowly at 0oC for 2 hours and maintain for 3 hours. Rise to 30oC and maintain for 2 hours.
Settle the mass and separate the organic phase. Cool the organic phase to 0oC and filter
the slurry. Dry the wet cake to obtain Carfentrazone-ethyl.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 53
Chemical Reactions
N
NN
O
F
F
F
Cl
Cl
OO
CARFENTRAZONE-ETHYL
C15H14Cl2F3N3O3
412.19
NO2
N
NN
O
F
F
F
Cl
NH2
N
NN
O
F
F
F
Cl
1-(4-chloro-2-fluoro-5-nitrophenyl)-4-(difluoromethyl)-3-methyl-1H-1,2,4-triazol-5(4H)-one
C10H6ClF3N4O3
322.63
1-(5-amino-4-chloro-2-f luorophenyl)-4-(dif luoromethyl)-3-methyl-1H-
1,2,4-triazol-5(4H)-one
C10H8ClF3N4O
292.64
Sn
HCl
NH2
N
NN
O
F
F
F
Cl
1-(5-amino-4-chloro-2-f luorophenyl)-4-(difluoromethyl)-3-methyl-1H-
1,2,4-triazol-5(4H)-one
C10H8ClF3N4O
292.64
O
O
ethyl acrylate
C5H8O2
100.12
+
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 54
(31) SULFENTRAZONE
Manufacturing Process
Charge toluene and 1-(2,4-dichloro-5-nitrophenyl)-4-(difluoromethyl)-3-methyl-1H-1,2,4-
triazol-5(4H)-one (CFNPDFMMT). Add tin powder and hydrochloric acid. Rise to 60oC
and maintain for 4 hours. After completion of the reaction cool the mass to 30oC. Add
water, settle the mass and separate the organic phase. Add methane sulfonyl chloride
slowly at 30oC for 3 hours. Rise to 45oC and maintain for 5 hours. Cool the mass to 0oC
and filter the slurry. Dry the wet cake to obtain Sulfentrazone-ethyl.
Chemical Reactions
S
O
OHN
N
NN
O
F
F
Cl
Cl
SULFENTRAZONE
C11H10Cl2F2N4O3S
387.19
N
NN
O
F
F
Cl
Cl
NO2
1-(2,4-dichloro-5-nitrophenyl)-4-(difluoromethyl)-3-methyl-1H-1,2,4-triazol-5(4H)-one
C10H6Cl2F2N4O3
339.08
N
NN
O
F
F
Cl
Cl
NH2
1-(5-amino-2,4-dichlorophenyl)-4-(difluoromethyl)-3-methyl-1H-1,2,4-triazol-5(4H )-one
C10H8Cl2F2N4O309.10
Sn
HCl
N
NN
O
F
F
Cl
Cl
NH2
1-(5-amino-2,4-dichlorophenyl)-4-(difluoromethyl)-3-methyl-1H-1,2,4-triazol-5(4H)-one
C10H8Cl2F2N4O309.10
S
O
O
Cl
methanesulfonyl chloride
CH3ClO2S
114.55
+
toluene

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 55
Material Balance
(32) CMAC
Manufacturing Process Stage -1:- Preparation of tetra Chloro Butyro Nitrite (TBN)
Reaction of Carbon Tetra Chloride with Acrylonitrile at 100°Cto 125°C in present of cupric chloride catalyst, DEA HCI as a buffer and Acetonitrile as solvent gives Tetra Chloro Butyro Nitrile ( TBN (.Excess CTC and Acetonitrile is removed by distillation. In water wash cupric chloride DEA HCI is removed.
Stage - 2:- Preparation of tetra Chloro Butyic Acid. (TBA)
Acid hydrolysis of crude TBN using 30 % HCI solution gives tetra Chloro Butyic Acid (TBA). After reaction TBA is separated from bottom and dehydrated up to moisture contain level of 0.1 %.
Stage - 3:- Preparation of tetra Chloro Butyric Acid Chloride (TBAC)
Reaction of TBA with Thionyl Chloride in presence of Dimethyl Formamide at 60°C gives tetra Chloro Butyric Acid Chloride (TBAC), during reaction SO2 and HCI gas is evolved which is scrubbed in scrubber. Crude TBAC is further distilled under high vacuum. The purity of Distilled TBAC is 98 %.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 56
Stage-4:- Preparation of 2 - Chloro CycIo Butanone Derivative (2 CB)
TBAC is reacted with isobutylene in presence of Tri Ethyl Amine (TEA) at 70°C under 5.0 Kg/cm2 pressure, n-Hexane is used as solvent. After reaction excess Isobutylene is recovered. The whole mass is washed with water to remove TEA. The organic mass is neutralized with Sodium bi carbonate and organic mass is transferred for further process.
Stage - 5:- Preparation of Sodium Salt of Cypermerhric Acid (Na-CMA)
2 CB is isomerised to 4 CB in presence of catalyst and then directly reacted with caustic lye solution which gives Na-CMA.
Stage - 6:- Preparation of Cypermerhric Acid (CMA)
Na- CMA is acidified with dilute Sulphuric Acid at room temperature. CMA is extracted in n-Hexane. Aqueous layer (sodium sulphate + sodium chloride + organic impurities) is drain to ETP
Stage - 7:- Preparation of Cypenmerhric Acid Chloride (CMAC)
Reaction of CMA with Thionyl Chloride in presence of Dimethyl Formamide at 60X gives Cypermethric Acid Chloride (CMAC). During reaction SO2, and HCI gas is evolved which is scrubbed in scrubber. Crude CMAC is further distilled under high vacuum. The purity of Distilled CMAC is 98 %.
Chemical Reactions
Stage - 1
Cl
CCl4 CH2 CH CN CCl3 CH2 CH CN154 53 207
CTC Acrylonitrile Tetra Chloro Butyronitrile
Stage - 2
Cl Cl
CCl3 CH2 CH CN 2H2O + HCl CCl3 CH2 CH COOH NH4Cl207 18 36.5 226
53.5
Tetra Chloro Butyronitrile Water Hydrochloric
AcidTetra Chloro Butyric Acid
Ammonium Chloride
Stage - 3
Cl Cl
CCl3 CH2 CH COOH SOCl2 CCl3 CH2 CH COCl SO2 + HCl226 119 244.5 64 36.5
Tetra Chloro Butyric Acid Thyonil Chloride Tetra Chloro Butyric Acid Chloride Sulphur Di
oxide
Hydrochlor
ic Acid
Stage - 4
Cl Cl
H3C
CCl3 CH2 CH COCl C CH2 CCl3 CH2 C C O + HCl
H3C
H3C C CH2
H3C244.5 56
26436.5
Tetra Chloro Butyric Acid Chloride Isobutylene 2 - Chloro Cyclobutanone Derivat ive Hydrochloric
Acid
Preperation of Tetra Chloro Butyronitrile TBN
Preperation of Tetra Chloro Butyric Acid
Preperation of Tetra Chloro Butyric Acid Chloride
Preperation of 2 - Chloro Cyclobutanone Derivative

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 57
Stage - 5
Cl
CCl3 CH2 C C O CCl3 CH2 CH C O
H3C C CH2 H3C C CH Cl
H3C H3C
264 264
2 - Chloro Cyclobutanone Derivat ive 4 - Chloro Cyclobutanone Derivat ive
Stage -6
CCl3 CH2 CH C O + 2 NaO H CCl3 CH2 CH CH C OONa + NaCl
C
H3C C CH Cl H3C CH3
H3C
264 80 267.5 58.5
4 - Chloro Cyclobutanone Derivat ive Sodium Hydroxide Sodium Salt of Saturated Cypermethric Acid Sodium Chloride
Stage -7
CCl3 CH2 CH CH C OONa + NaOH CCl2 CH CH CH C OONa + NaCl
C C
H3C CH3 H3C CH3
267.5 40 23158.5
Sodium Salt of Saturated Cypermethric Acid Sodium Hydroxide Sodium Salt of Cypermethric Acid Sodium Chloride
Preperation of Sodium Salt of Saturated Cypermethric Acid
Preperation of Sodium Salt of Cypermethric Acid
Preperation of 4 - Chloro Cyclobutanone Derivative
Stage - 8
CCl2 CH CH CH C OONa + 1/2 H2SO4 CCl2 CH CH CH C OOH 1/2 Na2SO4
C C
H3C CH3 H3C CH371
231 49 209Sodium Sulphate
Sodium Salt of Cypermethric AcidSulphuric Acid
Sodium Salt of Cypermethric Acid
Stage - 9
CCl2 CH CH CH C OOH + SOCl2 CCl2 CH CH CH C OCl + SO2 + HCl
C C
H3C CH3 H3C CH3
209 119 227.5 64 36.5
Sodium Salt of Cypermethric Acid Thyonil Chloride Cypermethric Acid chloride Sulphur Di oxideHydrochloric
Acid
Preperation of Cypermethric Acid
Preperation of Cypermethric Acid Chloride

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 58
Material Balance
(1) CYPERMETHRIC ACID CHLORIDE
Stage : 1TBN
Forcut : 380 Kgs, Acrylonitrile : 500 KgsCTC : 1550 KgsAcetonytrile : 22 KgsCatalyst : 10 Kgs, DEA-HCl : 11 KgsWater : 230 Kgs
Evaporation Loss : 22 KgsForcut Recovery : 380 KgsWaste Water to ETP : 328 Kgs
Stage : 2TBA
29% Ammonium chloride solution: 1753 KgsHCl 30% : 1800 Kgs
Water : 333 Kgs
Stage : 2ATBA Washing Waste water to ETP : 837 Kgs
Water : 281KgsWater from 2 CB : 610 Kgs
Stage : 3TBAC
DMF : 20 Kgs, TC: 1067 KgsWater for HCl : 763 kgsCaustic Lye 48% : 1495
Water for scrubber: 2989 Kgs
Distillation water recycle stage 2A : 286 KgsEvaporation Loss: 174 Kgs, 22.3% Na2SO3 : 5058 Kgs, 30% HCl recycle in stage 2 : 1090 KgsOrganic Residue : 68 Kgs
Stage : 42 CB
IB Recivered : 137 KgsEvaporation Loss: 300 KgsTEA + HCl + 764 C.S Lye : 1622 Kgsn-Hexane Recovery : 4840 KgsSoda wash Aq. : 610 Kgs
n-Hexane : 5140 KgsIB : 594 Kgs, TEA : 824 KgsWater for TEA HCl : 500 KgsSoda Ash : 5.0 KgsWater for Soda Ash : 505 Kgs
TEA Recovered : 824 Kgs
Aq. Mass to MEE : 1562 Kgs
Catalyst : 10 Kgs, TEA : 10 Kgsn-Hexane : 1000 Kgs
Caustic 100% : 971 KgsWater : 5141 Kgs
Stage : 5Na-CMA n-Hexane : 1405 Kgs
Sulphuric Acid : 1199 KgsWater : 514 Kgs
n-Hexane : 3000 Kgs
Stage : 6CMA
6889 (20%) Sodium Sulphate Soln. : 8519 KgsSent To MEE : 1630 Kgs
DMF : 10 Kgs, TC : 606 KgsCaustic Lye 48% : 849, Water for
Scrubber: 1697 Kgs, Water for HCl : 434 Kgs
Stage : 7CMAC
CMAC Distillation
n-Hexane Recovery : 2667 Kgs22.3% Na2SO3 Soln. : 2976 Kgs30% HCl recycle in stage 2 : 620 KgsEvaporation Loss : 333 Kgs
Organic residue : 45 Kgs
CMAC : 1000 Kgs
(33) DIETHYL THIOPHOSPHORYL CHLORIDE (DETC)
Manufacturing Process
Charge xylene and phosphorous pentasulfide. Add ethanol at 50oC for 3 hours and scrub
the liberated hydrogen sulphide in caustic solution. Maintain the reaction at 90oC for 3
hours and cool to 50oC. Apply vacuum and distil out xylene till 90oC. Cool the mass to 15-
20oC and pass chlorine gas for 6 hours. Scrubb the liberated hydrogen chloride in water
to get 25-30% hydrochloric acid. Cool the mass to 10oC and add sodium carbonate
solution to neutralise. Filter the mass to obtain wet sulfur powder, aqueous phase and
organic phase. Distil out the organic phase at 90oC under reduced pressure to get DETC.
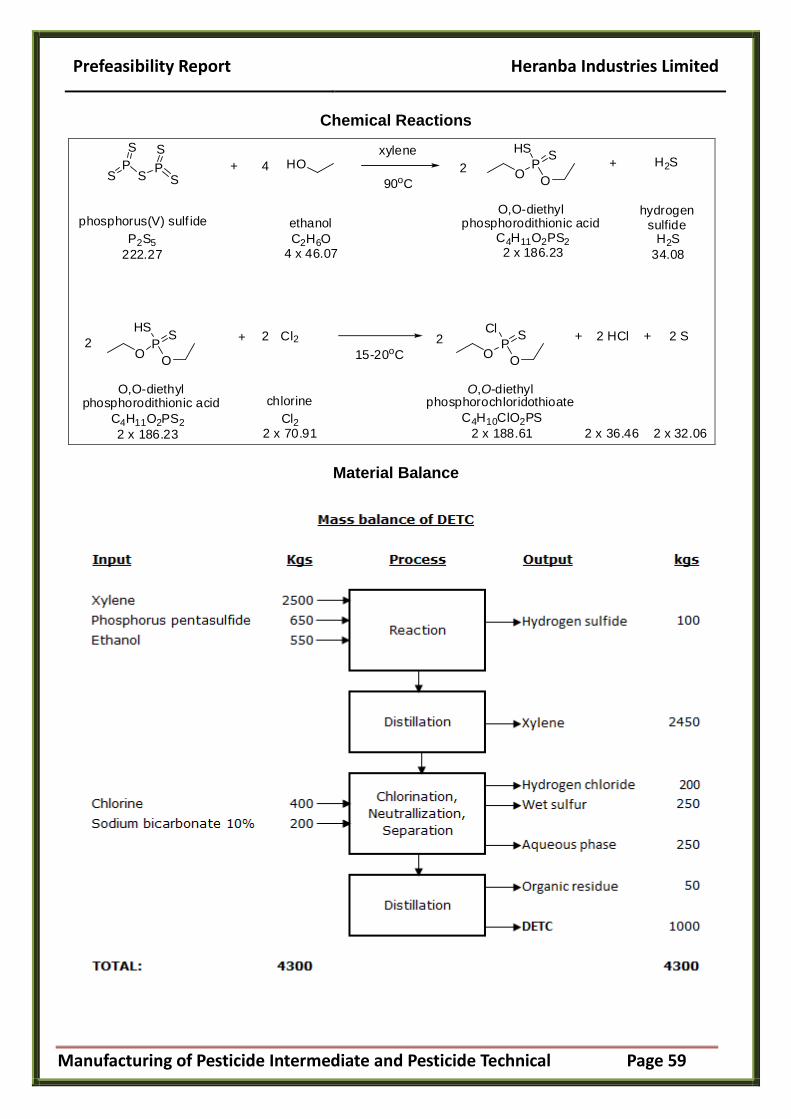
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 59
Chemical Reactions
PS
S
SP
S
S
phosphorus(V) sulf ide
P2S5
222.27
+ HOxylene
90oC
ethanol
C2H6O4 x 46.07
4 P
OO
HSS
O,O-diethylphosphorodithionic acid
2 + H2S
hydrogensulfide
H2S
34.08
C4H11O2PS2
2 x 186.23
P
OO
HSS
O,O-diethylphosphorodithionic acid
+ Cl2
chlorine
Cl22 x 70.91
15-20oCP
OO
ClS
O,O-diethylphosphorochloridothioate
C4H10ClO2PS
2 x 188.61
22 2 + 2 HCl + 2 S
2 x 36.46 2 x 32.06
C4H11O2PS2
2 x 186.23
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 60
(34) BIFENTHRIN ALCOHOL
Manufacturing Process
Charge tetrahydrofuran, magnesium powder and 2,6-dichlorotoluene. Rise to 50oC and
add bromobenzene for 4 hours. Rise to reflux and reflux for 6 hours. Cool to 40oC and
add water and hydrochloric acid to pH 2. Distil out under reduced pressure to recover
tetrahydrofuron. Cool and separate the aqueous phase.
Charge tetrahydrofuran and magnesium powder to the organic phase. Rise to 50oC and
add N,N-dimethylformamide for 4 hours. Rise to reflux and reflux for 6 hours. Distil to
recover tetrahydrofuran under reduced pressure and add diluted sulfuric acid and toluene.
Separate the aqueous phase and cool the organic phase to 0oC. Filter the slurry and dry
to obtain Bifenthrin alcohol.
Chemical Reactions
Cl Cl
2,6-dichloro toluene
Br
bromobenzene
Cl
3-chloro-2-methylbiphenyl
+
Cl
3-chloro-2-methylbiphenyl
HO
BIFENTHRIN ALCOHOL
+ O N
N,N-dimethylformamide
Mg
Mg
C7H6Cl2161.03
C6H5Br
157.01C13H11Cl202.68
C13H11Cl202.68
C3H7NO
73.09
C14H14O
198.26
THF
THF

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 61
Material Balance
(35) LAMBDA ACID (3-(2-chloro-3,3,3-trifluoroprop-1-enyl)-2,2-
dimethylcyclopropanecarboxylic acid)
Manufacturing Process
Charge t-butanol, potassium t-butoxide and cool to -15oC. Add methyl 4,6,6-trichloro-
7,7,7-trifluoro-3,3-dimethylheptanoate (MTCTFDMH) and maintain for 8 hours. Charge
potassium hydroxide and reflux for 6 hours. Cool to 20oC and add water. Add 50%
sulfuric acid to pH 2 and separate the aqueous phase. Cool the organic phase to 0oC and
filter the slurry. Dry the wet cake to obtain Lambda acid.
Chemical Reactions

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 62
F
F
F
ClCl
Cl
O
O
methyl 4,6,6-trichloro-7,7,7-trifluoro-3,3-dimethylheptanoate
F
F
F
ClCl
O
O
methyl 3-(2,2-dichloro-3,3,3-trif luoropropyl)-2,2-
dimethylcyclopropanecarboxylate
F
F
F
ClCl
O
O
methyl 3-(2,2-dichloro-3,3,3-trif luoropropyl)-2,2-
dimethylcyclopropanecarboxylate
F
F
F
Cl
O
OH
K+O-
potassiumt-butoxide
LAMBDA ACID
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 63
(36) DIAFENTHIURON
Material Balance
(37) PROFENOFOS
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 64
38. LAMBDA-CYHALOTHRIN
(38) BIFENTHRIN

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 65
(39) CYPHENOTHRIN
(40) FENPROPATHRIN

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 66
(41) ZETA-CYPERMETHRIN
(42) TRANSFLUTHRIN
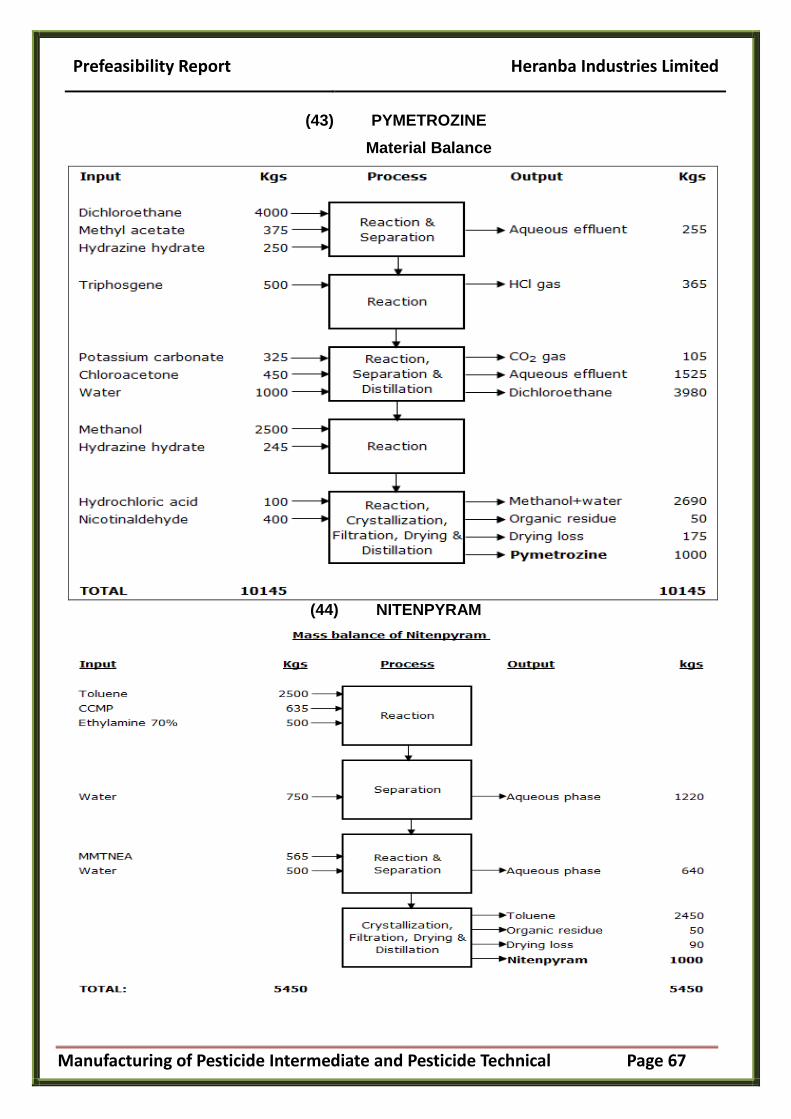
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 67
(43) PYMETROZINE
Material Balance
(44) NITENPYRAM

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 68
(45) ACETAMIPRID
(46) DIFENACONAZOLE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 69
(47) HEXACONAZOLE
(48) PROPICONAZOLE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 70
(49) TEBUCONAZOLE
(50) CYPROCONAZOLE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 71
(51) EPOXICONAZOLE
(52) METALAXYL

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 72
(53) THIOPHANATE METHYL
(54) AZOXYSTROBIN
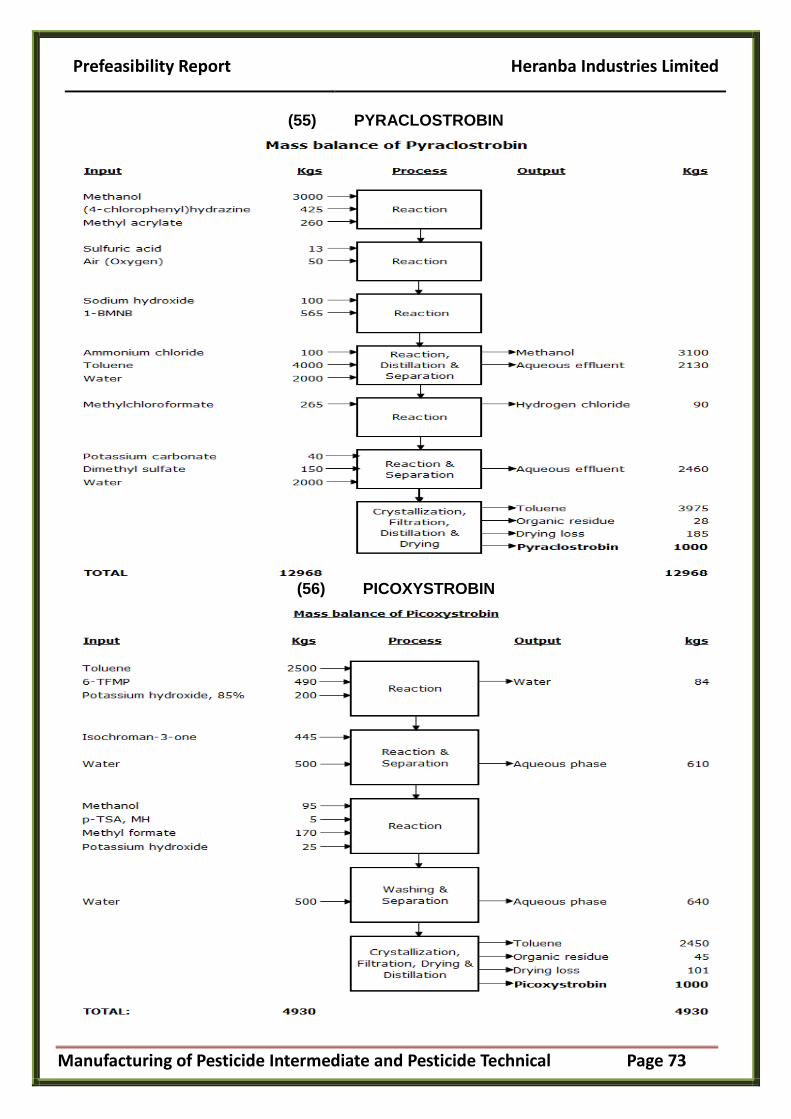
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 73
(55) PYRACLOSTROBIN
(56) PICOXYSTROBIN

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 74
(57) TRIFLOXYSTROBIN
Material Balance
(58) KRESOXIM-METHYL
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 75
(59) THIABENDAZOLE
(60) BISPYRIBAC SODIUM
Mass Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 76
(61) IMAZETHAPYR
(62) QUIZALOFOP-ETHYL

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 77
(63) FENOXAPROP ETHYL
(64) CARFENTRAZONE-ETHYL
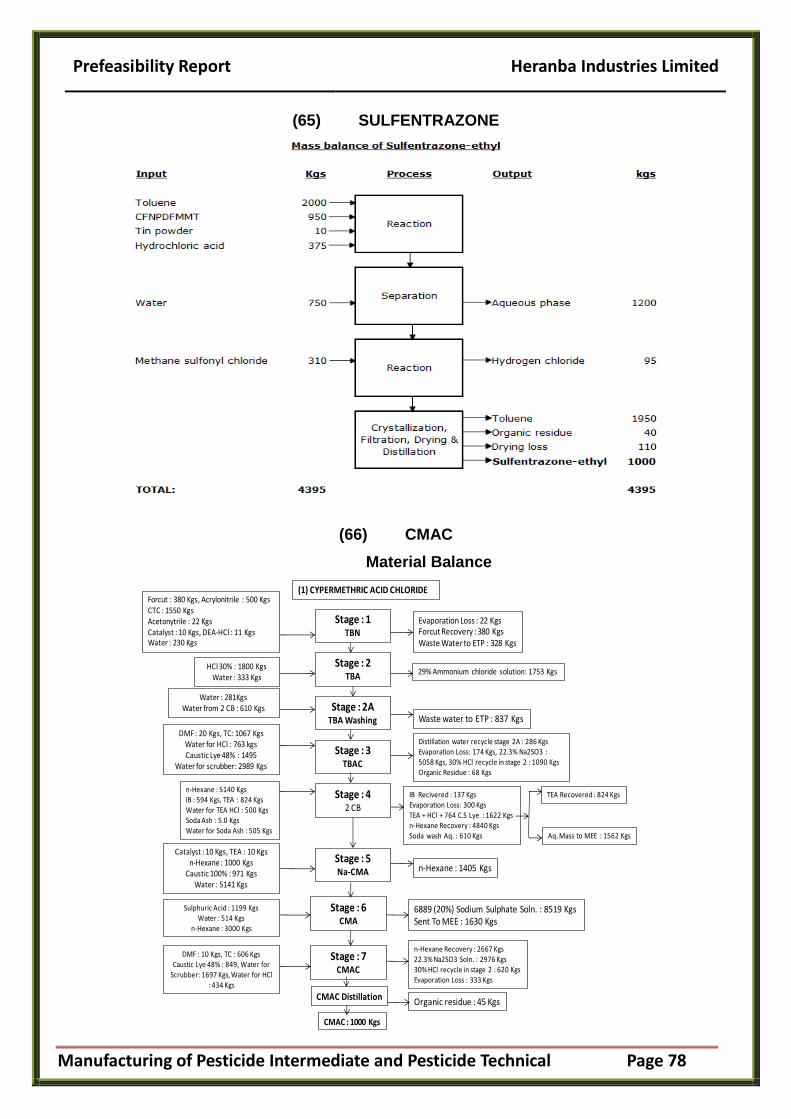
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 78
(65) SULFENTRAZONE
(66) CMAC
Material Balance
(1) CYPERMETHRIC ACID CHLORIDE
Stage : 1TBN
Forcut : 380 Kgs, Acrylonitrile : 500 KgsCTC : 1550 KgsAcetonytrile : 22 KgsCatalyst : 10 Kgs, DEA-HCl : 11 KgsWater : 230 Kgs
Evaporation Loss : 22 KgsForcut Recovery : 380 KgsWaste Water to ETP : 328 Kgs
Stage : 2TBA
29% Ammonium chloride solution: 1753 KgsHCl 30% : 1800 Kgs
Water : 333 Kgs
Stage : 2ATBA Washing Waste water to ETP : 837 Kgs
Water : 281KgsWater from 2 CB : 610 Kgs
Stage : 3TBAC
DMF : 20 Kgs, TC: 1067 KgsWater for HCl : 763 kgsCaustic Lye 48% : 1495
Water for scrubber: 2989 Kgs
Distillation water recycle stage 2A : 286 KgsEvaporation Loss: 174 Kgs, 22.3% Na2SO3 : 5058 Kgs, 30% HCl recycle in stage 2 : 1090 KgsOrganic Residue : 68 Kgs
Stage : 42 CB
IB Recivered : 137 KgsEvaporation Loss: 300 KgsTEA + HCl + 764 C.S Lye : 1622 Kgsn-Hexane Recovery : 4840 KgsSoda wash Aq. : 610 Kgs
n-Hexane : 5140 KgsIB : 594 Kgs, TEA : 824 KgsWater for TEA HCl : 500 KgsSoda Ash : 5.0 KgsWater for Soda Ash : 505 Kgs
TEA Recovered : 824 Kgs
Aq. Mass to MEE : 1562 Kgs
Catalyst : 10 Kgs, TEA : 10 Kgsn-Hexane : 1000 Kgs
Caustic 100% : 971 KgsWater : 5141 Kgs
Stage : 5Na-CMA n-Hexane : 1405 Kgs
Sulphuric Acid : 1199 KgsWater : 514 Kgs
n-Hexane : 3000 Kgs
Stage : 6CMA
6889 (20%) Sodium Sulphate Soln. : 8519 KgsSent To MEE : 1630 Kgs
DMF : 10 Kgs, TC : 606 KgsCaustic Lye 48% : 849, Water for
Scrubber: 1697 Kgs, Water for HCl : 434 Kgs
Stage : 7CMAC
CMAC Distillation
n-Hexane Recovery : 2667 Kgs22.3% Na2SO3 Soln. : 2976 Kgs30% HCl recycle in stage 2 : 620 KgsEvaporation Loss : 333 Kgs
Organic residue : 45 Kgs
CMAC : 1000 Kgs

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 79
(67) DIETHYL THIOPHOSPHORYL CHLORIDE (DETC)
(68) BIFENTHRIN ALCOHOL

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 80
(69) LAMBDA ACID (3-(2-chloro-3,3,3-trifluoroprop-1-enyl)-2,2-
dimethylcyclopropanecarboxylic acid)
Material Balance

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 81
ANNEXURE: 4 WATER REQUIREMENT LETTER FROM NOTIFIED INDUSTRIAL ESTATE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 82
ANNEXURE: 5 QUANTITY OF WASTE TO BE GENERATED (LIQUID AND SOLID) AND
SCHEME FOR THEIR MANAGEMENT/DISPOSAL
S.No. Particulars Water
consumption, m3/day
Waste water generation, m3/day
Normal Concentrated
1 Domestic 20 20 0
2 Processing and product washing 178 47 82
3 Cooling 400 40 0
4 Boiler (blow down & DM rejection) 270 25 0
5 Floor/container/equipment washing
15 15 0
6 Scrubber 45 5 0
7 Coal and fly ash wetting 10 0 0
8 Gardening 15 0 0
Total 953 152 82
Recycle from R O 68
Mode of treatment and disposal
To STP 20
A To solvent stripper followed by MEE & ATFD
82
B Cooling/boiler/scrubber/washing to RO
85
C Condensate from MEE to ETP 69.8
D RO rejection to ETP 17
E Normal effluent from process to ETP
47
Net discharge to primary secondary & tertiary ETP to CETP
(C + D + E)
133.8
Total raw water requirement will be 953 m3/day (88 m3/day recycled + 865 m3/day fresh) supply
will be met from GIDC water supply department. Copy of GIDC water supply is enclosed
herewith.
Total Industrial Waste water generation will be 213.8 m3/day generated from process, scrubber,
cooling tower blow down, boiler blow down, D M rejection and container washing etc. Out of
128.8 m3/day of process effluent, 82 m3/day of concentrated effluent will be segregated and will
be treated in solvent stripper followed by MEE and ATFD. 69.8 m3/day of Condensate from
MEE will be taken to ETP for treatment. Balance 47 m3/day of normal effluent will be taken to
ETP. 40 m3/day from cooling tower, 15 m3/day from D M rejection, 10 m3/day from boiler blow
down, 15 m3/day from floor/container washing and 5 m3/day from secondary scrubber will be
collected, treated in RO plant. RO rejection will be taken to ETP and RO permeate will be
recycled in process. Thus total net discharge will be 133.8 m3/day, will be treated in our own
primary, secondary and tertiary ETP and send to common ETP of M/S Sarigam Clean Initiative,
GIDC Sarigam through closed under ground pipe line for further treatment and disposal; into
Arabian Sea.
Domestic waste water (20 m3/day) will be treated in STP and STP treated waste water will be
recycled for plantation, coal/ash wetting and toilet flushing as per requirement.
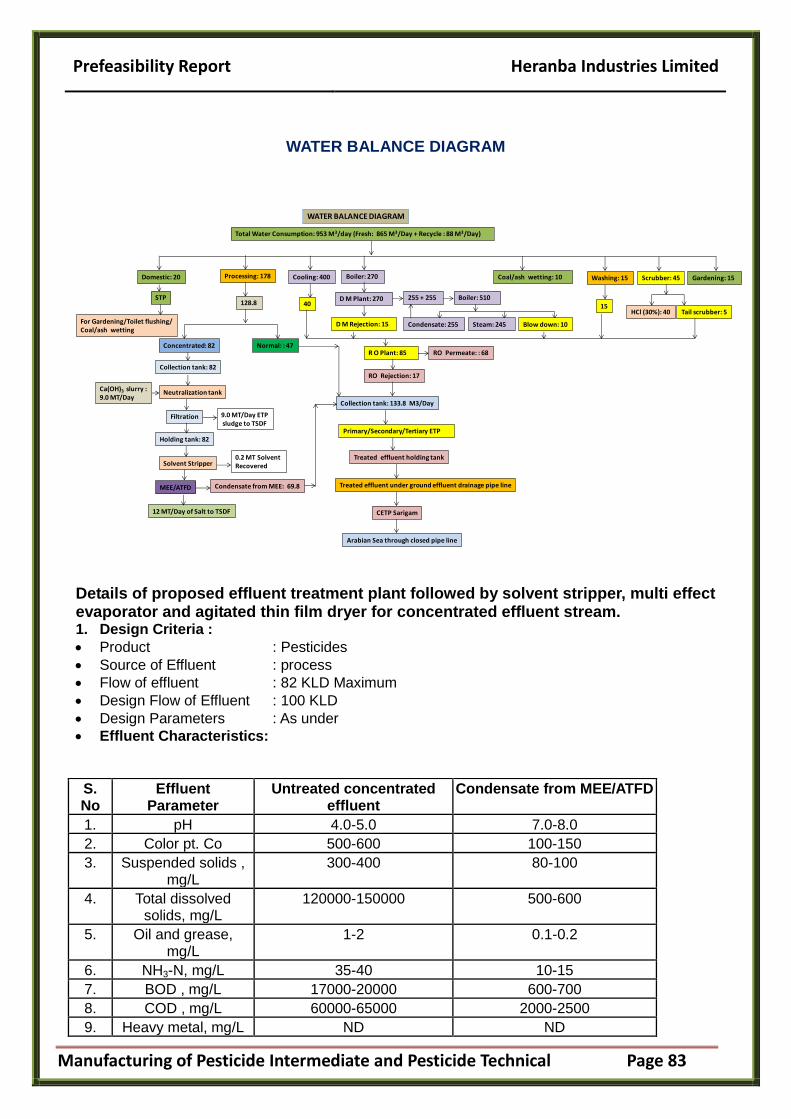
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 83
WATER BALANCE DIAGRAM
WATER BALANCE DIAGRAM
Total Water Consumption: 953 M3/day (Fresh: 865 M3/Day + Recycle : 88 M3/Day)
Domestic: 20 Processing: 178 Cooling: 400 Washing: 15 Scrubber: 45 Gardening: 15
128.8 40 15HCl (30%): 40
Collection tank: 133.8 M3/Day
RO Rejection: 17Collection tank: 82
Neutralization tankCa(OH)3 slurry : 9.0 MT/Day
Filtration 9.0 MT/Day ETPsludge to TSDF
Holding tank: 82
MEE/ATFD Condensate from MEE: 69.8
12 MT/Day of Salt to TSDF
Concentrated: 82
Treated effluent under ground effluent drainage pipe line
Arabian Sea through closed pipe line
Treated effluent holding tank
Primary/Secondary/Tertiary ETP
Solvent Stripper0.2 MT Solvent Recovered
Tail scrubber: 5
Boiler: 270
D M Plant: 270
D M Rejection: 15
255 + 255 Boiler: 510
Condensate: 255 Steam: 245 Blow down: 10
Normal: : 47R O Plant: 85 RO Permeate: : 68
CETP Sarigam
STP
For Gardening/Toilet flushing/Coal/ash wetting
Coal/ash wetting: 10
Details of proposed effluent treatment plant followed by solvent stripper, multi effect evaporator and agitated thin film dryer for concentrated effluent stream. 1. Design Criteria :
Product : Pesticides
Source of Effluent : process
Flow of effluent : 82 KLD Maximum
Design Flow of Effluent : 100 KLD
Design Parameters : As under
Effluent Characteristics:
S. No
Effluent Parameter
Untreated concentrated effluent
Condensate from MEE/ATFD
1. pH 4.0-5.0 7.0-8.0
2. Color pt. Co 500-600 100-150
3. Suspended solids , mg/L
300-400 80-100
4. Total dissolved solids, mg/L
120000-150000 500-600
5. Oil and grease, mg/L
1-2 0.1-0.2
6. NH3-N, mg/L 35-40 10-15
7. BOD , mg/L 17000-20000 600-700
8. COD , mg/L 60000-65000 2000-2500
9. Heavy metal, mg/L ND ND

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 84
10. Phenolic Compounds, mg/L
0.1 ND
11. Pesticides, mg/L 0.1-1.0 ND
It can be seen that; concentrated effluent generated from process having very high COD, BOD and
TDS. Also pH of effluent is acidic. It is found that; organics in the effluent due to solvent traces and
TDS due to chlorides and sulphates in the effluent.
It is decided to treat the effluent in solvent stripper followed by MEE and ATFD. Condensate will be
taken to ETP for further treatment and disposal.
The details of proposed effluent treatment plant followed by solvent stripper, multi effect evaporator
and agitated thin film dryer for concentrated effluent stream as under;
Sr. No. Particulars Size in meters Capacity in M3
MOC
1 Oil/Grease trap 1 x 1 X 0.2 0.2 M3 MS/Epoxy
2 Collection cum pH correction tank with air
diffuser
5 x 5 x 4.0 100 M3 RCC
3 Hydrated lime dosing tank
- 1.0 M3 HDPE
4 Neutralization tank with stirrer
- 10 KL RCC/TL
5 Filter press - 48 x 48 PP
6 Solvent stripper 0.6 Ø x 4.0 ht. 100 M3/d SS 316
7 Mix solvent collection tank
- 0.5 M3 HDPE
8 MEE Calndria:I 0.6 Ø x 4.0 Ht. 100 M3/d SS 316
9 MEE Calndria:II 0.6 Ø x 4.0 Ht
10 MEE Calndria:III 0.6 Ø x 4.0 Ht
11 Agitated Thin Film Dryer (ATFD)
0.3 Ø x 2.7 ht. 15 TPD SS 316
12 Final holding tank for water from MEE
condensate & ATFD
5 x 5 x 4.0 100 M3 RCC

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 85
FLOW DIAGRAM OF EFFLUENT TREATMENT PLANT FOR CONCENTRATED EFFLUENT STREAM
Collection tank: 133.8 M3/Day
Collection tank: 82
Neutralization tankCa(OH)3 slurry : 9.0 MT/Day
Filtration 9.0 MT/Day ETPsludge to TSDF
Holding tank: 82
MEE/ATFD Condensate from MEE: 69.8
12 MT/Day of Salt to TSDF
Concentrated Effluent from process: 82
Solvent Stripper0.2 MT Solvent Recovered
Details of proposed effluent treatment plant for normal effluent stream. 2. Design Criteria :
Product : Pesticides
Source of Effluent : process, cooling, DM Plant, Boiler blow down, Floor/container washing, tail scrubber and condensate from MEE/ATFD etc.
Flow of effluent : 133.8 KLD Maximum
Design Flow of Effluent : 150 KLD
Design Parameters : As under Effluent Characteristics:
S. No
Effluent Parameter
normal effluent from
process
Effluent from Boiler blow down, cooling tower, tail
scrubber and floor washing
Condensate from MEE/ATFD
1. pH 4.5-5.5 6.0-7.0 7.0-8.0
2. Color pt. Co 600-800 150-200 100-150
3. Suspended solids , mg/L
300-400 100-150 80-100
4. Total dissolved solids, mg/L
4000-4500 2500-3000 500-600
5. Oil and grease, mg/L
2-3 0.1-0.5 0.1-0.2
6. NH3-N, mg/L 30-40 10-20 10-15
7. BOD , mg/L 800-900 80-100 600-700
8. COD , mg/L 3000-3500 500-600 2000-2500

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 86
9. Heavy metal, mg/L ND ND ND
10. Phenolic Compounds, mg/L
0.1 ND ND
It can be seen that; effluent generated from process having slightly high COD, BOD, TDS and
other impurities, which can be easily treated in conventional ETP. Also Effluent generated from
Boiler blow down, DM plant, cooling tower, tail scrubber and floor washing having low pollution
potential and can be recycled after RO treatment. MEE condensate having low pollution potential
and can be treated in conventional ETP.
It is decided to install following treatment scheme for normal effluent stream;
Quantity of effluent from Cooling tower, DM plant, Boiler blow down, tail scrubber and floor
washing: 85 KLD
Sr. No. Particulars Size in meters Capacity in M3
MOC
1 Oil/Grease trap 1 x 1 X 0.2 0.2 M3 MS/Epoxy
2 Collection cum pH correction tank with air
diffuser
5 x 5 x 4.0 100 M3 RCC
3 Di. Caustic dosing tank
- 0.2 M3 HDPE
4 RO plant - 4.5 KL/Hr PP/FRP/SS
5 R O permeate collection tank
- 50 M3 RCC
Washing: 15Cooling tower Blow down: 40
Collection tank of ETP
RO Rejection: 17
Tail scrubber: 5D M Rejection: 15 Boiler Blow down: 10
R O Plant: 85 RO Permeate recycle : : 68
FLOW DIAGRAM OF RIVERSE OSMOSIS PLANT FOR NORMAL EFFLUENT STREAM
Characteristics of RO Permeate
S. No Effluent Parameter RO Permeate
1. pH 7.0-7.5
2. Color pt. Co 50-60
3. Suspended solids , mg/L 10-20
4. Total dissolved solids, mg/L 150-200
5. COD, mg/L 20-30

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 87
Details of proposed effluent treatment plant for normal effluent stream. 3. Design Criteria :
Product : Pesticides
Source of Effluent : process, cooling, DM Plant, Boiler blow down, Floor/container washing, tail scrubber and condensate from MEE/ATFD etc.
Flow of effluent : 133.8 KLD Maximum
Design Flow of Effluent : 150 KLD
Design Parameters : As under Effluent Characteristics:
S. No
Effluent Parameter
normal effluent
from process
RO Rejection Condensate from MEE/ATFD
Combined effluent from process, RO rejection and
MEE condensate
1. pH 4.5-5.5 6.0-7.0 7.0-8.0 5.0-6.0
2. Color pt. Co 600-800 200-300 100-150 600-800
3. Suspended solids , mg/L
300-400 300-400 80-100 300-400
4. Total dissolved solids, mg/L
4000-4500 5000-6000 500-600 4500-5000
5. Oil and grease, mg/L
2-3 0.1-0.5 0.1-0.2 2-3
6. NH3-N, mg/L 30-40 10-20 10-15 30-40
7. BOD , mg/L 800-900 300-500 600-700 800-900
8. COD , mg/L 3000-3500 1000-1500 2000-2500 3000-3500
9. Heavy metal, mg/L
ND ND ND ND
10. Phenolic Compounds,
mg/L
0.1 ND ND 0.1
It can be seen that; combined normal effluent having slightly high COD, BOD and other impurities. It is decided to treat entire combined effluent in proposed primary, secondary and tertiary ETP.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 88
S.No. Name of the unit Capacity in m3 MOC
1. Oil and grease trap 1 RCC/TL
2. Collection cum equalization tank 50 RCC/TL
3. Effluent transfer pump 5 HP CI/PP
4. Neutralization tank 10 RCC/TL
5. H.lime/FeSO4 dosing tank 1.0 HDPE
6. Floculator 3 MSRL
7. P E dosing tank 0.2 HDPE
8. Primary Clarifier. 35 RCC
9. Filter press 48 plates PP
10. Bio-reactor with air diffuser 300 RCC
11. Secondary Clarifier. 35 RCC
12. Holding tank 35 RCC
13. Pressure sand bed filter 5 MSRL
14. Activated carbon filter 5 MSRL
16. Final holding tank. 150 RCC
17. Flow meter, TOC meter - -

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 89
Collection tank: 133.8 M3/Day
RO Rejection: 17Condensate from MEE: 69.8
Primary Clarifier
Arabian Sea through closed pipe line
Bio Reactor
Neutralization tank
Normal effluent from process: : 47
Secondary Clarifier
H. Lime/FeSO4 soln.
FloculatorPoly Electrolyte
Filter press
Activated carbon filter/sand bed filter
Final treated waste water holding tank
CETP Sarigam through under ground effluent drainage line
FLOW DIAGRAM OF EFFLUENT TREATMENT PLANT FOR NORMAL EFFLUENT STREAM
Characteristics of final treated effluent:
S. No
Effluent Parameter
Combined untreated
effluent from process, RO rejection and
MEE condensate
Final Treated effluent
CETP Sarigam inlet norms
CETP Sarigam outlet norms prescribed by
GPCB
1. pH 5.0-6.0 7.0-8.0 6.5-8.5 6.5-8.5
2. Color pt. Co 600-800 60-80 <100 <100
3. Suspended solids , mg/L
300-400 80-90 <300 <300
4. Total dissolved solids, mg/L
4500-5000 1900-2100 <2100 <2100
5. Oil and grease, mg/L
2-3 0.1-0.4 <10 <10

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 90
6. NH3-N, mg/L 30-40 15-20 <50 <50
7. BOD , mg/L 800-900 80-90 <400 <30
8. COD , mg/L 3000-3500 200-250 <1000 <250
9. Heavy metal, mg/L
ND ND <0.2 <0.2
10. Phenolic Compounds,
mg/L
0.1 0.01-0.1 <1 <1
11. Pesticide , mg/L ND ND Absent Absent
12. Cyanide, mg/L ND ND 0.2 0.2
Details of Compact Sewage treatment plant
Quantity of domestic effluent: 20 m3/day
Bar Screen Chamber
Qty 1 No.
Dimension 0.3‟ X 0.3‟
Capacity 0.2 m3
MOC RCC-Civil (By Client)
Screen Qty 1 No
Opening Size 20 mm
MOC of Screen SS304
Septic Tank
Qty 01
Capacity 25000 Ltr
Dimension As per drawing
MOC RCC/Client Scope
Scope By Client
Equalization Cum Collection Tank
Qty 01
Capacity 25000 Ltr
Dimension As per drawing
MOC RCC/Client Scope
Aeration Grid 1 Lot
Type Coarse Bubble
MOC PP Header
Raw Sewage Transfer Pump
Qty 1 Nos. (1W)
Flow-rate 1000 LPH
Power 1 HP
MOC Sewage sum. Pump
Head @25m
Type Horizontal/Submersible
Make Jee/Indoforce/Kirloskar/Equiv
Bio – Reactor Tank
Qty 1 Nos.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 91
Capacity 10 KL APROX
Retention As per Design
Dimension As per Design
MOC MSEP 6MM THIKNEES
MBBR Media Lot
MOC of Media PP Virgin
Air Blower
Qty 1 Nos(1w)
Type Twin Lobe Rotary Blower
Pressure 0.3 , 0.4 kg/Cm2
Air – Flow 100 M3/H
Make of Blower AGS/Pooja/Eqv./evrest/astra
Motor Rating 3HP
Air Diffuser
Qty 2 Lot
Type Tubular Fine Bubble
Dimension 300 mm
MOC Silicon Disk type
Make German Make
Tube Setting Tank
Qty 1 Nos.
Capacity As per Design
Dimension As per Design
MOC MSEP – 6 MM THIKNESS
Tube Setting Media
Qty 1 Lot
Type Vertical Hexagonal
Dimension 750 L x 100 W
MOC PP
Make Cool Deck/Eqv.
RAS Pump ( Raw Activated Sludge Pump)
Qty N – A
Flow - Rate 1 M3 / H
MOC Cl
Head @ 25m
Type Centrifugal/Non Clog
Make Lee / Indoforce /Eqv.
Motor - Rating
Chlorine Contact Tank
Qty 01
Capacity 100 Ltr
Dimension Round
MOC PP
Chlorine Dosing System
Qty 01
Dose 30 PPM/Ltr
Make E-dose/1-Dose/Eqv.
Filter Feed Pump
Qty 1 Nos.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 92
Flow-rate 2 m3/h
MOC CI
Head @25m
Type Centrifuge
Make Crompton/Kirloskar/Eqv.
Multi Grade Sand Filter
Qty 01
Flow Rate 2000-3000 LPH
MOC MS/FRP (16” x 65”)
Pressure 2 KG/C m2
Make MS/FRP
Media Sand, Pabbles,Gravels
Activated Carbon Filter
Qty 01
Flow Rate 2000-3000 LPH
MOC MS/FRP –MAGNUM-PANTER
Pressure 2 KG/C m2
Make MS
Media Activate Carbon (900 ID)
Inter Collection Type/Valve 1 Lot
Electrical Panel (Automatic)
1 Lot

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 93
Details of Incineration system General:
Equipment Incinerator
Process Thermal destruction of organic matter by heat and mass transfer.
Design temperature 1200 deg. C
Fuel Consumpotion NG : 140 SCM/Hr
Power supply 440 V, 30, 50 Hz AC
Operations Continuous
Capacity for solid waste 250 Kg/Hr
Capacity for liquid waste 100 Kg/Hr
Waste Agro chemical plant solid waste [CV-4392 Kcal/Kg]
Moisture content – 27.15% Ash content – 22.91%
Ash generation 55-60 kg/hr
Thermal capacity 150 X 104 kcal/hr
SOLID WASTE DOUBLE DRUM PYROLISER – 8 nos:
Type Solid hearth under /over fire -furnace Pyroliser Suitable for solid waste pyrolisis as
well as De-contamination of empty drums
Capacity Two Half waste filled drums/batch
Principle Thermal destruction/Vaporization of organic matter/de contamination of drum by pyrolisis.
Calorific value 4392 kcal/kg
Operation Batch wise/ 6-8 Hrs. cycle
Pyroliser size 4786 (L) X 1706 (B) X 3000 (Ht)
Construction MS lined with 115 mm insulation bricks and 230 mm Fire brikcs.
Refractory lining 115mm Insulation Bricks 230mm Fire bricks
Access doors hinged door suitable for drum loading
Fuel burner 3 Nos. (Two burners are of 10-12X10^4 Kcal/hr and one burner is of 15-17X10^4 Kcal/hr)
Fuel Used NG
Operating temperature 300-800 C
Air-port 1 no.
Operating Pressure -5 to –10mmwc
Emergency vent 2 no [1 no mechanical + 1 no actuated]
Drum Pyrolisers feeding works in 2 Hr interval cyclic methods.
MAIN COMBUSTION CHAMBER (MCC):
Operating temperature 750-900⁰C

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 94
Fuel PNG
Installed heating load 45 X 104 Kcal/Hr
Fuel Oil Burner Fuel Burner automatic
Operating Pressure -5 to -10 mm WC (g)
Emergency Vent Valve 2 Nos. 450 mm dia. Automatically vent - 01 no.
Dead Weight type mechanical - 01 Nos.
Access door 1 No. 550 mm (W) X 550 mm (H) refractory lined.
View ports/peep hole One
MOC MS fabricated with internally refractory lined.
Refractory 115 mm thk, insulation brick, 230 mm thk. Fire brick.
POST COMBUSTION CHAMBER (PCC):
Installation Stationary, Horizontally fired
Operating temperature 1000-1200 deg C
Installed heating load 30 X 104 Kcal/ Hr
Fuel Oil Burner Fuel Burner automatic
Operating Pressure @ – 15 mm WC (g)
Emergency Vent Valve 2 Nos. 450 mm dia. Automatically vent - 01 no.
Dead Weight type mechanical - 01 Nos.
Hearth High temp refractory bed
View ports/peep hole One
Ash/Access door 550 mm square door, refractory lined Hinged door.
MOC MS with internal refractory lining
Refractory 50 mm thk, ceramic wool 115 mm thk insulation brick,
230 mm thk, fire brick
FUEL BURNER:
Type Fully automatic
Fuel Natural Gas
Capacity 40X104Kcal/Hr - 2 nos. MCC 40X104Kcal/Hr - 2 nos. PCC
15X104Kcal/Hr - 8 no‟s. /Drum Pyroliser 10X104Kcal/Hr - 16 no‟s. /Drum Pyroliser
Accessories Burner body/combustion head/ burner block Flame sensor /Ignition transformer /
Sequence controller/ Flame tube/air fan
COMBUSTION AIR FAN:
Type Centrifugal, Backward Curved
Service Air for combustion waste

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 95
Fluid Air
Discharge 6500 M3/Hr & 3000 M3/Hr
Fluid temperature 30°C
Static pressure 450 mm WC
Connected load 15 HP & 10 HP
MOC Casing - MS Impeller - MS
Base Plate - MS
HIGH TDS EFFLUENT DRYER CUM DRY SCRUBBER:
Feed material Scrubber effluent
Type Stationary / Circular / Disc Atomizer
Service Drying of effluent/ Neutralization of flue gas
M.O.C Acid proof refractory lined / M.S - IS2062. – MS + acid proof brick lined
Cone –SS-403 Internal Duct – SS
Distributor –SS
Flue gas inlet temp @ 1100 C
Flue gas outlet temp @ 230-250 C
Effluent injection facility Disc atomizer/disc RPM – 8-9000
Solid discharge Rotary discharge system. RAV motor - @ 1 HP
Overall Size 4000 mm dia. X 8000 mm ht with conical bottom.
Quenching Media Alkaline effluent with max. 10% TD
Material to be dried/Out Inorganic Salts
Atomizer Centrifugal Disc atomizer,
Effluent drying @1000-1200Ltr/Hr
Manhole 500 mm X 500mm
Hand hole size 400mm X 400mm
Oil recirculation for atomizer
Bearing cooling
by gravity
Disc Atomizer 1no
DISC ATOMIZER COOLING BLOWER:
Capacity 1000 M3/Hr
Static pressure 100 mm WC
Motor 2 HP
SPRAY DRYER-DRY SCRUBBER PUMP - (1 W + 1 S):
Type Screw Pump
Capacity 2000 Lit/hr
Pressure 3 Kg/Cm2

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 96
Temperature Ambient
MOC SS
Motor 1 HP
CYCLONE - 2 nos.:
Type Circular
Principle Kinetic Energy
Inlet temp 230 – 2500C
Length of cyclone 2100 mm
Dia. of cyclone 700 mm
Material of Construction SS
Bottom discharge Through rotary air valve RAV motor – 0.5 HP
VENTURI SCRUBBER:
Type Pressure jet venture
Throat Dia. 225 mm
Length 4000 mm
Nozzle SS
Allowable Pressure Drop Across Ventury: 300 mm WC, Max gas side
Inlet/Outlet gas temp. 100/ 70 deg. C
Scrubbing liquor Alkaline Scrubber Liquid (Free alkali more than 8-10%) Caustic solution
Liquid Circulation Ventury Scrubber- Operating : 5 M3/
Spray Nozzles Axial Spiral cone at top – SS
Material of Construction SS
PACKED BED SCRUBBER:
Type Counter Current Packed Bed scrubber/ Separation tower
Inlet / Outlet gas temp. 70/65 deg C
Mist Eliminator 500 mm Dry packing
Packing ht. 2000
Packing : Type Pall Ring
Size First two layers: 75 mm Random : 50 mm
Dry packing : 50 mm
Scrubbing Liquor Alkali Solution
Liquid Circulation, Operating : 15 M3/hr,
Backwash Spray nozzles One set
Liquid Distributor Type :-Header and lateral type pipe distributor provided with
spiral cone SS316 nozzles
MOC SS

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 97
Packing PP
SCRUBBER CIRCULATION TANK:
Type Re-circulation Tank
Duty To Re-circulate liquid
Tank Volume 3 M3
MOC S.S internally special coated
SCRUBBER RECIRCULATION PUMP:
Type Centrifugal
Capacity 20 M3/Hr
Operating pressure 3 Kg/Cm2
Motor rating 10 HP
MOC CI
Quantity 2 nos.
CAUSTIC SOLUTION CUM DOSING TANK:
Type Cylindrical, Tank
Duty Hold caustic solution for dosing in Alkali Scrubber
Tank Volume Operating: 2 M3
Material of Construction MS with epoxy painted
CAUSTIC SOLUTION DOSING PUMPS (02 NOS):
Type Plunger/metering Pump
Qty 2 Nos.
Capacity 100 LPH at 2 Kg/cm2 g head
Fluid solution 10 % Caustic
Motor 0.5 HP
MOC All contact part in SS316
INDUCED DRAFT FAN (1 OP+ 1 SB):
Type & arrangement Centrifugal Fan
Duty To overcome pressure drop in liquid incineration plant and to maintain required negative pressure in upstream equipment.
Static pressure 600 mm WC
Inlet Gas Pressure -600 mm wcg
Outlet Gas Pressure +25 mm wcg
Differential Head 625 mm wc
Operating temperature 73 Deg. C
Capacity 13000m3/hr
Impeller Type Backward inclined

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 98
Coupling Directly coupled
Base Frame Common for Blower and Motor
Internal Efficiency 72 %
Blower Speed 1818 rpm
Motor Speed 1400 rpm
Motor Rating 60 HP
Motor Type Safe Zone, VFD driven
Casing SS 316
Impeller SS 316
Base Frame MS with Epoxy Painted
Noise Level < 85 db at 1.0 M distance
Performance test As per IS 4894
Balancing Certificate As per ISO 1940 Grade 6.3
CHIMNEY:
Type Self supported
Height 30 mtr
Top dia 650 mm
Bottom dia 1000 mm
Accessories Ladder/platform, Sampling nozzle, lightning arrestor, drain
plug, bottom cleaning door.
MOC MS with internally special coating
INSTRUMENTS:
Temperature Transmitter 21 Nos.
Pressure switch 11 Nos.
Level indicator 03 Nos.
Pressure Gauges 03 Nos.
Control Valves 02 Nos
Level Switch 02 No.
Pressure transmitter 02 No.
VFD 01 No.
PH analyzer 01 No.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 99

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 100
Acknowledgment letter for CETP membership

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 101
ANNEXURE-6 PLOT ALLOTMENT LETTER ISSUED BY THE GIDC

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 102
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 103
NOTIFICATION FOR SARIGAM NOTIFIED INDUSTRIAL ESTATE

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 104

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 105
ANNEXURE 8 A SCHEMATIC REPRESENTATION OF THE FEASIBILITY DRAWING

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 106
ANNEXURE: 9 DETAILS OF PROPOSED AIR POLLUTION & ITS CONTROL MEASURES
Flue Gas Emission
There will be flue gas emission from 25 TPH capacity of imported coal fired steam boiler in the
form of PM, SOx & NOx. Adequate capacity of electro static precipitator and wet scrubber
along with 55 meters height of chimney will be provided. 3.5 TPH of imported coal will be used
as a fuel in 25 TPH of boiler.
A standard Coal handling system with screening, coal crushing and conveying system will be
installed for the proposed plant. There will be a coal crusher plant with impact blade crusher,
screen, conveyor & elevator and reject of the screen will be recycled with two roll crusher and
elevator.
A standard fly ash handling system will be installed for the proposed plant. The fly ash collected
in Economizer and APH shall be designed to collect fly ash in dry form in the silo. From the silo,
fly ash shall be dispatched to trucks. After burning, less than 6 mm coal in AFBC type boiler
furnace will convert in to ash (fly ash particle size which is 100% less than 300 microns) and
this will carry over with flue gas through super heater, economizer, air – heater (APH) and
finally /will be precipitated in ESP zone. The ash collected in the hoppers of ESP will be
discharged in the silo by gravity. Level in the silo will be controlled by level controllers provided
on silo. Whenever the level exceeds, the pneumatic valve opens and ash shall be conveyed to
ash hopper through pipes with the help of compressed dry air at a pressure of 5 kg/cm2.Unit
will provide the Dense Phase pneumatic ash conveying system under the ash discharge points
of economizer, APH, and all ESP fields. At the discharge point of ash silo, ash conditioner shall
be put where water spay shall be done for duct free loading of trucks/lorry under the ash silo.
Finally ash shall be taken by contractor for brick making/filling of low lying area
Also the unit will install 1000 KVA capacity of D G set, as standby. It will be used only during
power failure. 150 kgs/hr of HSD will be used as a fuel & 11 meters height of chimney will be
provided.
S. No. Particulars Details
Flue gas emission
1.0 Capacity of steam boiler, TPH 25
1.1 Fuel to be used Imported coal
1.2 Consumption of fuel in kgs/hr 3500
1.3 APC to be provided ESP followed Wet scrubber
1.4 Dia/Height of Chimney 900 mm/30 meter
2.0 Capacity of D G set, KVA 100
2.1 Fuel to be used HSD
2.2 Consumption of fuel in kgs/hr 150
2.3 APC to be provided Exhaust
2.4 Dia/Height of Chimney 200 mm/11 meter
3.0 Expected Emission PM: <150 mg/Nm3 SOx: <100 ppm NOx: < 50 ppm

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 107
Details of Electro static Precipitator attached to proposed coal/Briquettes fired steam boiler ( 25 TPH):
ESP (ELECTROSTATIC PRECIPITATOR)
Application - To Collect Fly Ash Particle from Boiler Flue Gas
Type - Horizontal Flow, Dry Type, Single Pass
Fuel - Imported coal
No. of ESP No One
No. of Gas Path per Precipitator No One
No. of Gas Fields in series in direction of Gas flow
Nos Four
No. of Electrical Fields per Boiler Nos Four
Flue Gas Flow Rate M³/Sec 8.45
Flue Gas Temperature at ESP °C 150
Inlet Dust Concentration gm/NM³ 38.5
Outlet Dust Concentration mgm/ NM³ 100
Gas Velocity at Electrode Zone on M/Sec 0.48 / 0.51
Details of wet scrubber attached to steam boiler
Gas volume 5000 cfm
Gas temperature 160 to 230 oC
Wet scrubber mmwg 4 to 6 inches
Scrubber type Cyclomex with buffel wet scrubber
Total stage single
Total shell height 14 feet
Total Diameter 6 feet
MOC SS 304, 4 mm thickness
Inner pipe SS 304

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 108
Total Area
Plate Area M² 2061.1
Specific Collection Area M²/M³/Sec 120.88
Velocity through ESP M/Sec 0.53
Treatment Time Sec 24.6
Migration Velocity Cm/Sec 5.50
Aspect Ratio - 1.29
Overall Dust Collection Efficiency with all fields in service
% 98.5
Design Static Pressure mmWC -250
Type of Rapping - EMIGI Type
Pressure Drop across ESP (Flange to Flange)
mmWC 25 – 30
Ash Hopper Outlet Flange Elevation M 2.5
No. of Hoppers in ESP Nos Four
COLLECTING ELECTRODE SPECIFICATIONS
Material - CRCA Sheet (IS 513 Grade – “D”)
Thickness SWG 18
EMITTING ELECTRODE SPECIFICTIONS
Type - Spike Type
Material - ERW Tubes & Carbon Steel Studs
GAS DISTRIBUTION SYSTEM
No. of Screen Nos Three at Inlet / One at Outlet
Type - Perforated Formed Sheet
Location - ESP Inlet & Outlet

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 109
COAL HANDLING SYSTEM A standard Coal handling system with screening, coal crushing and conveying system will be installed. There is a coal crusher plant will be provided with impact blade crusher, screen, conveyor & elevator and reject of the screen will be recycled with two roll crusher and elevator. Total area of the covered coal yard is 250 m2 and about 500 tons of coal can be stored in this yard.

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 110
Coal Handling System
Following measures has been taken during coal transportation, handling and storage and shall be continued for the proposed plant.
Water sprinkler system shall be used to control the fugitive dusts.
Greenbelt shall be provided in and around the premises area, around the coal stack yard and
along the roads to minimize the generation of fugitive coal dust.
For transportation, loading & unloading of goods, closed conveyor belt system shall be
provided.
To control the fugitive dusts from coal handling, adequate moisture content shall be provided.
Enclosures for transport vehicles/storage vessel, spraying of water on road & ground is/shall be
effectively implemented to control the coal dust problem. During the operation phase proper
EMP shall be in place for handling of Coal.
The trucks used for transporting the goods will be covered by the tarpaulin and overloading in
trucks shall not be allowed, to prevent the dusting and spillage of goods from the truck.
Regular Air monitoring and inspection of the environmental management practices shall be
carried out and the necessary documents & records shall be maintained.
A fire hydrant system line is/shall be provided for immediate response to the unlikely
spontaneous combustion in the stored fuel.
Lime Charging for SO2 Control
In the proposed plant, proponent shall use imported coal with low sulfur content. However
as a safety measure, it is proposed to have boiler designed for feeding/charging lime stone

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 111
for SO2 control. Feeding arrangement of lime stone shall be provided along with separate
bunker in line with boiler fuel feeding so that suitable quantity of lime stone can be added if
and when required.
Fly Ash Handling System
A standard fly ash handling system shall be installed. The fly ash collected in Economizer
and APH shall be designed to collect fly ash in dry form in the silo. From the silo, fly ash
shall be dispatched to trucks.
APC for Boiler Flue gases and scheme of Ash Handling

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 112
Process Gas Emission
Three numbers of two stage water followed by alkali scrubbers will be provided to scrub Hydro
chloric acid gas and three numbers of two stage alkali scrubbers will be provided to scrub
Sulphur dioxide and one number of two stage alkali scrubbers will be provided to scrub,
hydrogen sulphide gas generated from the various product process. Separate 11 meters height
of vent will be provided.
The unit proposes to install natural gas fired incinerator having capacity of (250 kg/h of solid
and 100 kg/h liquid) and 140 SCM/h of natural gas will be used. Adequate ventury & wet
scrubber along with 30 meters height of chimney will be provided.
Product-wise Process gas emission
S. No. Product Pollutant Quantity, tone/tone
3 Lambda Cyhalothrin Hydrogen chloride 0.088
Sulfur dioxide 0.155
4 Bifenthrin Hydrogen chloride 0.175
Sulfur dioxide 0.160
5 Cyphenothrin Hydrogen chloride 0.11
Sulfur dioxide 0.19
6 Fenpropathin Hydrogen chloride 0.113
Sulfur dioxide 0.198
7 Zeta- Cypermethrin Hydrogen chloride 0.095
Sulfur dioxide 0.165
8 Transfluthrin Hydrogen chloride 0.205
Sulfur dioxide 0.185
9 Pymetrozine HCl gas 0.365
CO2 Gas 0.105
18 Metalaxyl CO2 0.180
24 25
Kresoxim Methyl Hydrogen chloride 0.125
Sulfur dioxide 0.220
32 Sulfentrazone Ethyl Hydrogen chloride 0.095
34 35
Diethyl thiphosphoryl Chloride (DETC)
Hydrogen Sulfide 0.1
Hydrogen Chloride 0.2
Details of Air pollution and its control measures
Process gas emission
1.0 Type of pollutant HCl
1.1 Source of pollutant Reaction
1.2 APC to be provided Two stage water followed by alkali scrubber
1.3 Height of vent 11 meter
1.4 Expected emission HCl: < 20 mg/Nm3
2.0 Type of pollutant SO2

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 113
2.1 Source of pollutant Reaction
2.2 APC to be provided Two stage alkali scrubber
2.3 Height of vent 11 meter
2.4 Expected emission SO2: < 40 mg/Nm3
3.0 Type of pollutant H2S
3.1 Source of pollutant Reaction
3.2 APC to be provided Two stage alkali scrubber
3.3 Height of vent 11 meter
3.4 Expected emission H2S: < 25 mg/Nm3
4.0 Type of pollutant Acid mist
4.1 Source of pollutant Acid storage tanks
4.2 APC to be provided Two stage alkali scrubber
4.3 Height of vent 11 meter
4.4 Expected emission Acid mist: <5 mg/Nm3
5.0 Type of pollutant PM,SOx,NOx
5.1 Source of pollutant Incinerator
5.2 APC to be provided Dryer, cyclone and ventury scrubber
5.3 Height of vent 30 meter
5.4 Expected emission PM: <50 mg/Nm3 SOx: < 200 Mg/Nm3 NOx: < 25 mg/Nm3 TOC: < 20 mg/Nm3
HCl: <50 mg/Nm3 Specification of HCl Gas scrubbing system:
1. Specifications of Falling Film Graphite HCl Scrubber: Type : Parallel flow falling film type Tube side : HCl gas, Shell side : cooling water HCl/Cl2 gas /hour : 100 kg/h Scrubbing media : water Heat of solution kcal/h : 10000 kcal/h Cooling water required at 40 approach : 2.5 m3/h No of tubes required : 65 tubes, 20 dia x 2.5 m length HTA required : 10 m2 Diameter of scrubber : 350 mm Overall length : 3000 mm MOC tubes : Glass MOC shell : HDPE/Graphite Specifications of tails tower Inlet HCl : 50 kg/h Scrubbing media : Water, 58 kg /h, to be fed to main scrubber Tower dia : 350 mm
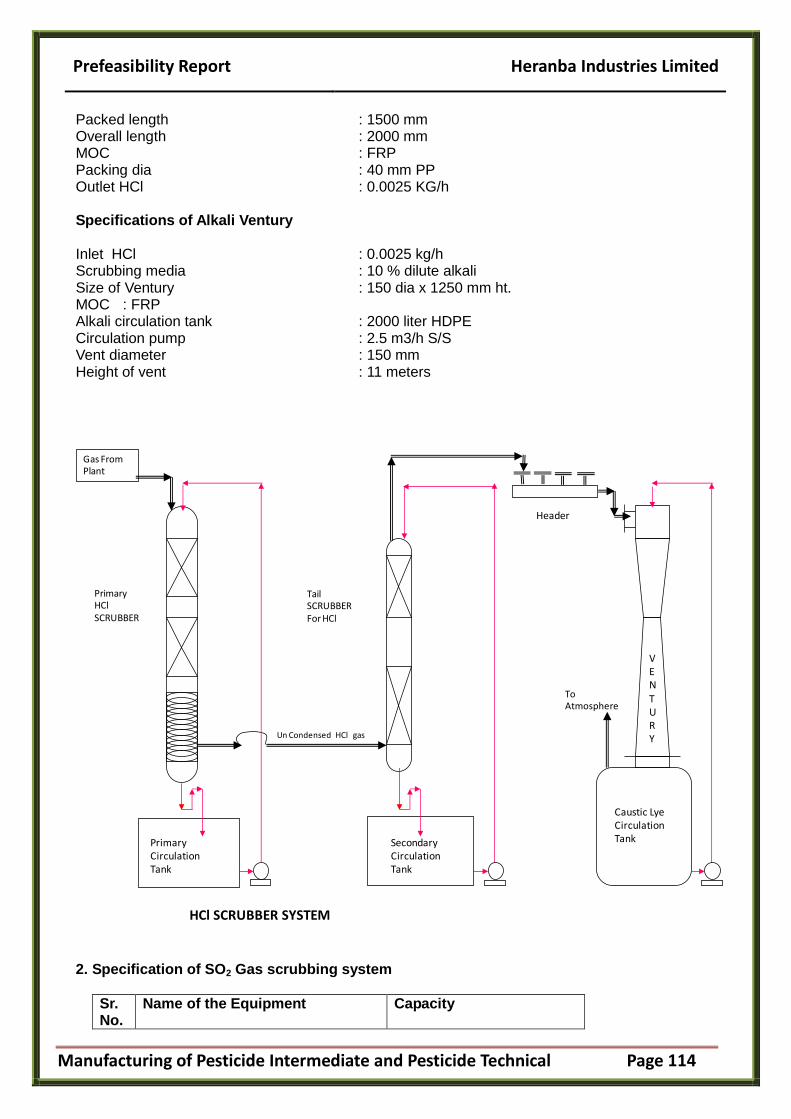
Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 114
Packed length : 1500 mm Overall length : 2000 mm MOC : FRP Packing dia : 40 mm PP Outlet HCl : 0.0025 KG/h Specifications of Alkali Ventury Inlet HCl : 0.0025 kg/h Scrubbing media : 10 % dilute alkali Size of Ventury : 150 dia x 1250 mm ht. MOC : FRP Alkali circulation tank : 2000 liter HDPE Circulation pump : 2.5 m3/h S/S Vent diameter : 150 mm Height of vent : 11 meters
Primary Circulation Tank
PrimaryHClSCRUBBER
SecondaryCirculation Tank
Gas From Plant
TailSCRUBBERFor HCl
Un Condensed HCl gas
Caustic LyeCirculation Tank
Header
To Atmosphere
HCl SCRUBBER SYSTEM
VENTURY
2. Specification of SO2 Gas scrubbing system
Sr. No.
Name of the Equipment Capacity

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 115
1 Scrubber size 420 mm dia x 5000 mm
2 MOC of scrubber HDPE
3 Type of packing PP Racing ring
4 Height of packing 3500 mm
5 Alkali Circulation tank 5 m3, HDPE
6 Alkali circulation pump 3 HP
7 ventury scrubber 300 dia x 3000
8 Alkali circulation tank 1 m3
9 Alkali circulation pump 10 m3/h
10 Height of vent 11 meter
11 Dia of vent 150 mm
NRV
PG
DILUTE NaOH
10 %NaOH
PACKEDCOLUMNSOx
SCRUBBER
NaOH LYE
VENTURY SCRUBBER
BLOWER
STACK
REACTOR
SOx FUMES
REACTORS
TWO STAGE SOx SCRUBBING SYSTEM
3. Specification of Scrubber attached to Acid Storage tank:
No Details of Scrubber Size
1 Packed height in meters 2 mt.
2. Dia in meters 0.3
3. Circulating liquid Dilute caustic
4. Size of tank 100 liters, HDPE
5. Capacity of the pump ,m3/h 3 HP
6. Capacity of the blower, Nm3/h 1500
7. Vent diameter in mm 200
8. Height of the vent from ground 11 mt
9. Sampling arrangement provided

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 116
NRV
PG
DILUTE NaOH
10 %NaOH
PACKEDCOLUMN
NaOH LYE
VENTURY SCRUBBER
BLOWER
STACK
Acid vapour
Storage tanks
TWO STAGE SCRUBBING SYSTEM FOR ACID STORAGE TANKS
4. Specification of H2S Gas scrubbing system
Sr. No.
Name of the Equipment Capacity
1 Height of scrubber (Packed column) 2 meter
2 Size of scrubber 600 mm
MOC of scrubber HDPE
3 Type of packing PP Racing ring
4 Height of packing 1500 mm
5 Alkali Circulation tank 2 m3, HDPE
6 Alkali circulation pump 3 HP
7 ventury scrubber 300 dia x 3000
8 Alkali circulation tank 1 m3
9 Alkali circulation pump 10 m3/h
10 Height of vent 11 meter
11 Dia of vent 150 mm

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 117
PG
Alkali
VENT
REACTOR
H2SSCRUBBERPACKEDTOWER
VENTURYSCRUBBER
CHW
Alkali
H2S Gas
TWO STAGE H2S SCRUBBING SYSTEM
5. Specification of scrubbing system attached to incinerator HIGH TDS EFFLUENT DRYER CUM DRY SCRUBBER:
Feed material Scrubber effluent
Type Stationary / Circular / Disc Atomizer
Service Drying of effluent/ Neutralization of flue gas
M.O.C Acid proof refractory lined / M.S - IS2062. – MS + acid proof brick lined
Cone –SS-403 Internal Duct – SS
Distributor –SS
Flue gas inlet temp @ 1100 C
Flue gas outlet temp @ 230-250 C
Effluent injection facility Disc atomizer/disc RPM – 8-9000
Solid discharge Rotary discharge system. RAV motor - @ 1 HP
Overall Size 4000 mm dia. X 8000 mm ht

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 118
with conical bottom.
Quenching Media Alkaline effluent with max. 10% TD
Material to be dried/Out Inorganic Salts
Atomizer Centrifugal Disc atomizer,
Effluent drying @1000-1200Ltr/Hr
Manhole 500 mm X 500mm
Hand hole size 400mm X 400mm
Oil recirculation for atomizer
Bearing cooling
by gravity
Disc Atomizer 1no
DISC ATOMIZER COOLING BLOWER:
Capacity 1000 M3/Hr
Static pressure 100 mm WC
Motor 2 HP
SPRAY DRYER-DRY SCRUBBER PUMP - (1 W + 1 S):
Type Screw Pump
Capacity 2000 Lit/hr
Pressure 3 Kg/Cm2
Temperature Ambient
MOC SS
Motor 1 HP
CYCLONE - 2 nos.:
Type Circular
Principle Kinetic Energy
Inlet temp 230 – 2500C
Length of cyclone 2100 mm
Dia. of cyclone 700 mm
Material of Construction SS
Bottom discharge Through rotary air valve RAV motor – 0.5 HP
VENTURI SCRUBBER:
Type Pressure jet venture
Throat Dia. 225 mm
Length 4000 mm
Nozzle SS
Allowable Pressure Drop Across Ventury: 300 mm WC, Max gas side
Inlet/Outlet gas temp. 100/ 70 deg. C
Scrubbing liquor Alkaline Scrubber Liquid (Free alkali more than 8-10%) Caustic solution
Liquid Circulation Ventury Scrubber- Operating : 5 M3/
Spray Nozzles Axial Spiral cone at top – SS
Material of Construction SS
PACKED BED SCRUBBER:
Type Counter Current Packed Bed scrubber/ Separation tower
Inlet / Outlet gas temp. 70/65 deg C

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 119
Mist Eliminator 500 mm Dry packing
Packing ht. 2000
Packing : Type Pall Ring
Size First two layers: 75 mm Random : 50 mm
Dry packing : 50 mm
Scrubbing Liquor Alkali Solution
Liquid Circulation, Operating : 15 M3/hr,
Backwash Spray nozzles One set
Liquid Distributor Type :-Header and lateral type pipe distributor provided with
spiral cone SS316 nozzles
MOC SS
Packing PP
SCRUBBER CIRCULATION TANK:
Type Re-circulation Tank
Duty To Re-circulate liquid
Tank Volume 3 M3
MOC S.S internally special coated
SCRUBBER RECIRCULATION PUMP:
Type Centrifugal
Capacity 20 M3/Hr
Operating pressure 3 Kg/Cm2
Motor rating 10 HP
MOC CI
Quantity 2 nos.
CAUSTIC SOLUTION CUM DOSING TANK:
Type Cylindrical, Tank
Duty Hold caustic solution for dosing in Alkali Scrubber
Tank Volume Operating: 2 M3
Material of Construction MS with epoxy painted
CAUSTIC SOLUTION DOSING PUMPS (02 NOS):
Type Plunger/metering Pump
Qty 2 Nos.
Capacity 100 LPH at 2 Kg/cm2 g head
Fluid solution 10 % Caustic
Motor 0.5 HP
MOC All contact part in SS316
INDUCED DRAFT FAN (1 OP+ 1 SB):
Type & arrangement Centrifugal Fan
Duty To overcome pressure drop in liquid incineration plant and to maintain required negative pressure in upstream equipment.
Static pressure 600 mm WC
Inlet Gas Pressure -600 mm wcg
Outlet Gas Pressure +25 mm wcg
Differential Head 625 mm wc
Operating temperature 73 Deg. C

Prefeasibility Report Heranba Industries Limited
Manufacturing of Pesticide Intermediate and Pesticide Technical Page 120
Capacity 13000m3/hr
Impeller Type Backward inclined
Coupling Directly coupled
Base Frame Common for Blower and Motor
Internal Efficiency 72 %
Blower Speed 1818 rpm
Motor Speed 1400 rpm
Motor Rating 60 HP
Motor Type Safe Zone, VFD driven
Casing SS 316
Impeller SS 316
Base Frame MS with Epoxy Painted
Noise Level < 85 db at 1.0 M distance
Performance test As per IS 4894
Balancing Certificate As per ISO 1940 Grade 6.3
CHIMNEY:
Type Self supported
Height 30 mtr
Top dia 650 mm
Bottom dia 1000 mm
Accessories Ladder/platform, Sampling nozzle, lightning arrestor, drain
plug, bottom cleaning door.
MOC MS with internally special coating


















