Profilator - The Flexible modular Design system The most ... · DIN_3962 DIN_3962 Zeiss - GEAR PRO...
6
Profilator - The Flexible modular Design system The most compact combination for dry machining of your process requirements
-
Upload
nguyenthuan -
Category
Documents
-
view
218 -
download
3
Transcript of Profilator - The Flexible modular Design system The most ... · DIN_3962 DIN_3962 Zeiss - GEAR PRO...

Profilator - The Flexible modular Design system The most compact combination for dry machining
of your process requirements

Profilator has developed a machineconcept that is exactly tailored to theserequirements. Using our know-how andaccording to process requirements, theappropriate process modules for gears,polygon milling, pointing, shifterstops,
deburring or SCUDDING® can be combined to form an efficient customer solution. The free programmable tool and work piece synchronisation affords the greatest level of flexibility.
Profilator 320 – Machine design with pick up swing loader and transport conveyor
Different processes combined through modular designPolygon & Face slot machining, Gear & Spline cutting, Gear tooth pointing,
Shifter stop machining, Chamfering and Deburring, SCUDDING®
Precision in modular design
Profilator is your partner, whenyou require complex machining pro-cesses to be carried out effectively, efficiently and with high precision using modern machine concepts.
Advantage through Technology
High Precision, flexible Manufacturingprocesses, short Cycle times, reducedInvestment and running costs:These are the requirements that theoperator asks of a modern machine tool.

Polygon & Face slot machiningThe polygon turning unit for example, is deployed for castle teeth machining on automotive gearbox parts. Here, the rotating cutterhead is synchronised with the workpiece spindle and a front face coupling is produced in accordance with the carbide insert arrangement and the transmission ratio. Then, with additional inserts on the same cutterhead the part can be deburred.
Gear tooth pointingThe pointing tower can be used in both rotative and indexing modes. All angle settings are digitally displayed. Because of different pointing angles and greater part diversity, both pointing units can automatically adjust in cycle through 10 CNC axis. The axis positions are determined following a CAD simulation using the data from the workpiece drawings. The CNC pointing tower is driven to the exact position by the data in the ergonomic control. Settings and corrections are through the new Ergo Control SIMPS® (WERA Simplified Integrated Machine Programming System) considerably simplified.
Chamfering and DeburringFor the Chamfering and deburring of splines, gear wheels and shafts, Profilator presents the ZEM series geardeburring machine. The machine is economically deployed in medium to large series production. The optimalmodular system offers the user clear advantages over conventional deburring machines.

SCUDDING® QmS - Quality meets Speed
Gear & Spline cuttingThe gear cutting unit is deployed both for Wera rotative gear cutting with inserts and for hobbing. Through the application of ,Schlagzahn tools’ and carbide inserts we can achieve the most economical manufacture of splines, gears, involute gears and Front face gears.
Shifter stop machiningThe shifter stop unit is a horizontal unit mounted alongside the workpiece spindle in the same horizontal plane and synchronised so that the tool machines each tooth flank respectively in the internal spline of a synchro sleeve. Thereby, an involute form is produced, according to the design requirement.
SCUDDING® is a continuous gear generating process. The SCUDDING® process can be used for a wide range of symmetrical gear applications as well as for non-symmetrical gear or profile applications such as belt pulleys and synchronizer gears. With the Wera Profilator machine design, the same machine can be used for internal and external SCUDDING® applications.
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
1218534242
Datei:
20.0
20.0
500:1
55371911193755
55371911193755
500:1
/
/
mm
mm
-2.260-20.340
111.700108.700
bu/bo
df/da
3
-1
3
3
-1
3
3
0
3
3
-1
3
2
3
4
2
6
6
4
5
6
3
3
5
18
±28
32
4665
7124
7667
456416
2112±14
5522Fα
fHα
ffα
Fβ
fHβ
ffβ
-11.30 -11.30 -11.30 -11.30 -11.30 -11.30 -11.30 -11.30
110.21 110.21 110.21 110.21 110.21 110.21 110.21 110.21
Auswertemodul:3.0.3.2310(involute)
Formularmodul:3.0.3.2412
6
7
7
5
5
5
2
1
3
Skalierung:Wälzweg
22
±14
16
32
±28
18
0.50
4.00
λc:
λc:
QaQn Qa6
4
7
9
9
9
Qn9
9
9
Qn9
9
9
Qn9
9
9
Bezugslänge fHβ: 22.600
µm
µm
µm
µm
µm
µm
mm
µm
mm
µm
65
Ø Fα fHα ffα6 2 5 Fα 7 fHα 3 ffα 5
Fβ fHβ ffβ3 -1 3Ø Fβ 5 fHβ 4 ffβ 3
(DIN 3960)
1.00
1.00
v: 1 mm/s
v: 6 mm/s
11.08.08 - Standmenge Teil 153
DAIMLER Gleichlaufkoerper A 902 262 1135 komplett ohne Nut
QS Profilator GmbH / ZEISS Prismo Bediener Hochheim / Jungk
20.0:1
2.5:1
[...]
[...]
[...]
[...]
DIN_3962
DIN_3962
Zeiss - GEAR PRO 3.2.2.17 vom 28.04.2008
Abweichungen im Stirnschnitt
Abweichungen im Stirnschnitt
+ links - - rechts +
+ links - - rechts +
oben
unten
Qa Qa
Bezugslänge fHα: 108.920 - 111.580
αn 30.000 °z 72
mn 1.500
b 22.600
mm
mm
außen
β 0.000
x 0.737
db 93.531
°
mm
Auftrag: V 15661
Datum:12.08.2008 11:44:02
Seite:
1/
2
a4_std2.frm
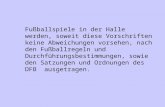
Quality meets Speed
110.21 110.21 110.21 110.21 110.21 110.21 110.21 110.21110.21 110.21 110.21 110.21 110.21 110.21 110.21 110.21110.21 110.21 110.21 110.21 110.21 110.21 110.21 110.21
α6 2 5 Fα6 2 5 Fα
SCUDDING® QmS
Superior quality and speed in gear cutting
Gear quality DIN 5-7SCUDDING® produces non-comparable, opposed results:High cutting force, high gear quality (DIN 5-7) and a low surface roughness (Rz 2-3).
External GearInternal Gear

Your advantages:
• Development of system solutions to your requirements
• Operator and maintenance friendly modular system
• Different processes carried out on one machine
• Clear reduction in set-up and process time compared to conventional machining
• Complex processes can run parallel
• Easy access from every side
Combinations that totallyfit your agenda
You decide the requirements,we make them a reality:
• Machining operation• 3 machine sizes• Single- or multispindle• Workpiece flow direction• Position of the electrical cabinet
Profilator GmbH & Co. KG Maschinenbau
Postfach 14 41 22 D-42310 Wuppertal Buchenhofener Straße 35 D-42329 Wuppertal
Phone: +49 (0)202 27 88-0 Fax: +49 (0)202 27 88-100Internet: www.profilator.de E-Mail: [email protected] acc. to DIN EN ISO 9001