
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan...
16
SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN 44 5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ 5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen bir takım katkı maddeleri ilavesiyle şekillendirmeye hazırlanır. Bu katkı maddeleri; • Pişmemiş yaş haldeki ürüne mukavemet kazandırmak amacı ile ilave edilen bağlayıcılar (Su, organikler (PVA : poli vinil alkol), reçineler (fenolik reçine v.b), alkaliler (cam suyu: Na 2 SiO 3 , v.b), inorganikler (kil v.b) olabilir), • Presleme esnasında tozlar arasındaki sürtünmeyi azaltmak amacıyla ilave edilen yağlayıcılar (Aluminyum streat, talk, kil v.b), • Sinterlemede densifikasyonu arttırmak amacı ile ilave edilen katkı maddeleri (Deflokülantlar (çekmeyi azaltan malzeme), Sürfaktanlar (parafin gibi yüzey gerilimini ve topaklanmayı azaltan malzemeler) • Plastisiteyi arttırmak ve ıslatma özelliklerini iyileştirmek amacıyla ilave edilen plastikleştiriciler (Polietilen glikol v.b) olarak sıralanabilir. Bu katkı maddeleri arasında en önemli yeri tutan bağlayıcılardır. Bağlayıcılar, tozları bir arada tutarak kolay şekil almayı, seramik malzemenin yaş mukavemet kazanmasını, kurutma ve sinterleme prosesi sırasında şeklinin bozulmamasını ve dağılmamasını sağlar. Bağlayıcılar organik ve inorganik esaslı bağlayıcılar olmak üzere iki türlüdür. Organik bağlayıcılara örnek olarak balmumu ve reçine gösterilebilir. Bu maddeler suda çözünmedikleri için ıslak proseslerde şekillendirme için uygun değillerdir. Ergime ve enjeksiyonla şekillendirmede kullanılırlar. Organik bağlayıcılar şekillendirme esnasında yanarak ortamdan uzaklaşırken inorganik bağlayıcılar yapıda kalarak seramiğin bir bileşeni haline gelirler.
Transcript of Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan...
SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
44
5. SERAMİK MALZEMELERİN ŞEKİLLENDİRİLMESİ
5.1. Şekillendirmede Kullanılan Yardımcı Malzemeler
Çeşitli üretim yöntemleriyle elde edilmiş tozlar, şekillendirme prosesine bağlı olarak seçilen
bir takım katkı maddeleri ilavesiyle şekillendirmeye hazırlanır. Bu katkı maddeleri;
• Pişmemiş yaş haldeki ürüne mukavemet kazandırmak amacı ile ilave edilen
bağlayıcılar (Su, organikler (PVA : poli vinil alkol), reçineler (fenolik reçine v.b),
alkaliler (cam suyu: Na2SiO3, v.b), inorganikler (kil v.b) olabilir),
• Presleme esnasında tozlar arasındaki sürtünmeyi azaltmak amacıyla ilave edilen
yağlayıcılar (Aluminyum streat, talk, kil v.b),
• Sinterlemede densifikasyonu arttırmak amacı ile ilave edilen katkı maddeleri
(Deflokülantlar (çekmeyi azaltan malzeme), Sürfaktanlar (parafin gibi yüzey
gerilimini ve topaklanmayı azaltan malzemeler)
• Plastisiteyi arttırmak ve ıslatma özelliklerini iyileştirmek amacıyla ilave edilen
plastikleştiriciler (Polietilen glikol v.b) olarak sıralanabilir.
Bu katkı maddeleri arasında en önemli yeri tutan bağlayıcılardır. Bağlayıcılar, tozları bir
arada tutarak kolay şekil almayı, seramik malzemenin yaş mukavemet kazanmasını, kurutma
ve sinterleme prosesi sırasında şeklinin bozulmamasını ve dağılmamasını sağlar.
Bağlayıcılar organik ve inorganik esaslı bağlayıcılar olmak üzere iki türlüdür. Organik
bağlayıcılara örnek olarak balmumu ve reçine gösterilebilir. Bu maddeler suda
çözünmedikleri için ıslak proseslerde şekillendirme için uygun değillerdir. Ergime ve
enjeksiyonla şekillendirmede kullanılırlar. Organik bağlayıcılar şekillendirme esnasında
yanarak ortamdan uzaklaşırken inorganik bağlayıcılar yapıda kalarak seramiğin bir bileşeni
haline gelirler.

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
45
5.2. Geleneksel Seramik Malzemelerin Üretimi
Geleneksel seramik malzemelerin üretim akım şeması aşağıda verilmektedir.
Şekil 5.1. Geleneksel seramiklerin üretim akım şeması
Özlü hammaddeleri tanklarda açma ve özsüz maddeleri bilyeli değirmenlerde öğütme sonrası
bir araya getirilir ve seramik çamur hazırlanır. Daha sonra bu çamur elek ve manyetik
ayırıcılardan geçirilir. Böylece FeO’li empüritelerin maseye kaçmaları önlenmiş olur. Filter

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
46
pres, havuz içerisindeki çamurda bulunan kil ile suyu birbirinden ayırır. Suda bulunan ve suda
eriyen empüriteler suyla uzaklaştırılır. Buradan % 25-30 su içeren bir kek elde edilir. Artık
elde edilen keke şekil verilebilir. İki yöntemle şekillendirme söz konusudur.
1. Döküm çamuru hazırlanır. Döküm için (slip döküm) çamur hazırlanırken filter pres
keki filter keklerini açma havuzuna yollanır ve eletrolit (akışkanlığı arttırmak ve
böylece kil mineralini askıda tutmak için) ilave edilir. Böylece döküm için uygun
çamur hazırlanır
2. Presle şekillendirmede de 2 yöntem izlenebilir. Çamurdan yapılacak presleme de
çamur içinde (filter pres keki) hava kaldığından direkt olarak kullanılamaz. Ancak
vakum ile hava alınarak tornaya gönderilir ve şekil verilir. Tozlarla yapılacak pres ile
şekillendirme yönteminde ise sulu numunedeki suyun tamamen alınması gereklidir.
Bunun için ya elek ve manyetik ayırıcıdan geçirilen çamur sprey kurutucuda kurutulur
ve daha sonra şekillendirme yapılır yada filter pres keki makarna presten geçirilip
kurutulur ve daha sonra preslenir.
Malzeme, ister döküm ile ister tornada isterse pres yöntemi ile şekillendirilsin mutlaka
kurutulması gereklidir. Daha sonra mukavemet kazandırmak için bisküvi pişirimine (900-
1000oC) tabii tutulur. Ardından sır ve mase pişirimi (malzemeye göre 1200-1400oC) yapılır.
5.3. Seramik Malzemelerin Şekillendirilmesinde Kullanılan Yöntemler
Seramik malzemelerin şekillendirilmesinde kullanılan yöntemler aşağıda özetlenmiştir.
• Kuru şekillendirme
• Kuru presleme
• Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)]
• Sıcak izostatik presleme [HIP (Hot Isostatic Pressing)]
• Yaş Şekillendirme (slip döküm)
• Yarı yaş şekillendirme
• Serbest şekillendirme
• El tornasında çevirme
• Yarı otomatik tornalar
SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
47
• Otomatik tornalar
• Ekstrüzyon
• Enjeksiyon
• Şerit Döküm (Tape Casting, Doktor Blade)
• Presleme
• Deri sertliğinde şekillendirme
• Plazma sprey teknolojisiyle ile şekillendirme
5.3.1. Kuru şekillendirme
5.3.1.1. Kuru presleme
Bu yöntem; kalıp boşluğuna doldurulmuş tozlara tek yönlü veya çift yönlü olarak basınç
uygulayarak şekillendirme esasına dayanmaktadır. Çeşitli yöntemler kullanılarak toz haline
getirilmiş olan elementel veya ön alaşımlandırılmış tozlar ile tozların şekillendirilmesini
kolaylaştıracak katkı maddelerinin (bağlayıcı) harmanlanmasından oluşan seramik
hammaddesi çelik kalıp boşluğuna yerleştirilir ve hidrolik veya mekanik preslerde alt ve/veya
üst pistonlar vasıtası ile basınç uygulayarak istenen mamul şekli verilir. Kuru preslemede,
presleme öncesi tozlar % 1–8 arasında su + bağlayıcı karışımı ile rutubetlendirilerek preslenir.
Bu yöntem, basit ve kolayca uygulanabilen bir yöntem olup genellikle küçük ve basit
parçaların seri olarak üretimi için kullanılmaktadır. Yer ve duvar kaplamaları, elektro-
porselen ve çeşitli süs eşyaları kuru presleme ile üretilebilmektedir. Bu yöntem seçilirken,
seramik tozlarının yüksek sertlikte olduğu, kalıplanan şeklin boyut hassasiyeti ve sürtünme
nedeniyle kalıbın ömrü dikkate alınmalıdır. Şekil 5.2’de kuru presleme şematik olarak
görülmektedir.
5.3.1.2. Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)]
CIP, kuru presle şekillendirme imkânı olmayan şekil ve kalitedeki ürünlerin
şekillendirmesinde kullanılan bir yöntemdir. Bu yöntem, esnek bir malzemeden yapılan kalıp
içerisine seramik hammaddesinin doldurulması ve hidrolik bir basınç uygulanarak
malzemenin şekillendirilmesi esasına dayanır. Bu yöntemle üretim yapılmadan önce 30

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
48
MPa’dan daha düşük bir basınçta ön şekillendirmenin yapılması gereklidir. CIP’de kompakt
hale getirilmiş olan parçaya, yüksek sıcaklık sinterlemesi uygulanarak daha yüksek yoğunluğa
sahip ürünler elde edilmektedir. Bu yöntemde kullanılan kalıplar dayanıklı esnek kauçuk ve
sentetik malzemelerden yapılır. Böylece basıncın ürünü meydana getirecek toz üzerine
homojen bir şekilde tatbik edilmesi sağlanır. Esnek olan kalıp malzemesinin yüzeyine hidrolik
basınç uygulanmakta ve kalıbın yüzeyinde çok homojen bir basınç sağlanırken presleme gücü
de arttırılmaktadır (Şekil 5.3). Ek olarak, bu yöntem kalıp iç yüzeyi ile hammadde arasındaki
sürtünmeyi azaltır.
Şekil 5.2. Kuru presleme

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
49
Şekil 5.3. Soğuk izostatik presleme [CIP (Cold Isostatic Pressing)] 5.3.1.3. Sıcak izostatik presleme [HIP (Hot Isostatic Pressing)]
Sıcak izostatik presleme (HIP) prensip olarak soğuk izostatik preslemeye (CIP) benzer.
Ancak, HIP eş eksenli uygulanan basınçla birlikte basınç kabının ısıtılarak tozların daha az
kuvvetle ve daha yüksek yoğunlukta şekillendirilmesidir. Yani HIP yönteminde toz kütlenin
sıkıştırılarak şekillendirilmesi ve sinterlenmesi aynı anda gerçekleşmektedir. Ayrıca CIP’de
basınç geçirici ortam olarak çeşitli sıvılar kullanılırken HIP’de inert gazlar kullanılmaktadır
(Şekil 5.4.).
Seramik malzemelerin şekillendirilmesi sonrası sinterlenmesinden oluşan klasik yöntemde
sinterleme işlemi, yüksek sıcaklıkta ve uzun bir sürede yapılsa bile nihai malzemede, relatif
yoğunluk ancak % 80-90 mertebesindedir. Normal bir sinterleme işleminde difüzyon
prosesine bağlı olarak tam bir yoğunluk, ancak difüzyonun hızlı olduğu ergime noktasına
yakın yüksek sıcaklıklarda gerçekleşmektedir. Bu uygulamanın dezavantajı, refrakter ve
seramik malzemelerin çok yüksek ergime sıcaklıklarına sahip olmaları nedeni ile çok yüksek
sıcaklıklarda sinterlemenin hem teknik açıdan hem de ekonomik açıdan mümkün
olmamasıdır.

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
50
Seramik ürünlerin yoğunluğunu arttırmak için genellikle HIP’e başvurulur. HIP prosesinde
yoğunluk, büyük ölçüde atomların yayınması ile değil, toz malzemenin hareketi ile
gerçekleşmekte ve bu işlem düşük sıcaklıklarda ve daha kısa sürede sağlanmaktadır. HIP
kinetiğine etki eden parametreler sıcaklık, basınç, toz boyutu ve malzemenin mekanik
davranışıdır. HIP prosesi sonunda meydana gelen yoğunlaşma belirli boyuttaki toz ve sıcaklık
için HIP basıncına bağlı olarak değişmektedir.
Sıcak izostatik preslemenin önemi gün geçtikçe artmakta olup; klasik yöntemlerle poroziteyi
ortadan kaldırabilmek için gereğinden yüksek sıcaklık ve basınç altında uzun süre malzemeyi
tutmak yerine daha düşük sıcaklıklarda ve kısa sürede işlem tamamlanmaktadır. Bu sayede
hem mikroyapının tane boyutu küçük olmakta hem de enerji tasarrufu sağlanmaktadır.
Günümüzde HIP prosesi, takım çeliklerinin, nükleer yakıtın, titanyum alaşımlarının, refrakter
malzemelerin, seramik kompozitlerin ve süper alaşımların üretiminde kullanılmaktadır.
Şekil 5.4. Sıcak izostatik presleme [HIP (Hot Isostatic Pressing)]
5.3.2. Yaş Şekillendirme (slip döküm)
Slip döküm seramiğe has bir şekillendirme yöntemi olup, çok uzun bir kullanım tarihine
sahiptir. Slip döküm ile şekillendirme prosesinde, ince seramik tozu % 25-30 veya daha fazla
su veya başka bir çözücü ile bilyalı değirmende karıştırılarak çamur haline getirilmekte,
hazırlanan bu sulu çamur (slip), alçı kalıplara dökülmektedir. Çamurdaki su, gözenekli alçı

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
51
kalıp tarafından emilir (Şekil 5.5), belirli bir süre geçtikten sonra, fazla slip geriye boşaltılır ve
daha sonra şekillendirilmiş malzeme kalıptan alınır. Slip dökümde çamur, seramik toz, sıvı
(su veya organik) ve prosese yardımcı olacak katkılar bilyalı öğütücü veya bir başka
karıştırıcıda karıştırılarak hazırlanır. Bu şekilde en yüksek oranda katı içeren ve yeterli
akıcılığa sahip çamur hazırlanmış olur. Slip hazırlamada kullanılan tozun tane iriliği ve
dağılımı önemli faktörler olduğundan iyi kontrol edilmesi ve aglomerasyonun olmaması
istenir. Bunu sağlamak için slip birkaç saat süreli ultrasonik işlemden geçirilmeli, iyi bir
süspansiyon elde edilmesi için uygun elektrolit ilavesi yapılmalıdır. Bazen slipe cam suyu ve
deflokulant katılır. Bu yöntem, basit bir yöntem olup istenen incelikte, her boyut ve şekildeki
parça üretimi için uygundur. Ancak, pişme esnasında çekme miktarı tipik olarak % 25-30
mertebesinde olduğundan bu durum nihai ürünün boyut tahmininde güçlük oluşturmaktadır.
Yine bu yöntemin diğer bir dezavantajı da kuruma için oldukça uzun bir zaman
gerektirmesidir.
Diğer şekillendirme yöntemleri ile üretilemeyen her türlü parça slip dökümle
şekillendirilebilir. Örneğin, karışık parça ve şekillerden oluşan sağlık gereçleri, tornada
şekillendirilemeyen yuvarlak olmayan parçalar, pres kalıplarının yapılması zor ve pahalı olan
parçalar, alçı kalıp üzerine şekillendirilemeyen simetrik olmayan tabaklar, bazı özel
refrakterler, çaydanlık, kase gibi sofra takımları parçaları, biblo, vazo ve diğer süs eşyaları,
lavabo, klozet, küvet gibi sağlık gereçleri parçalarının şekillendirilmesinde yaş şekillendirme
(slip döküm) yöntemi kullanılır.
Slip döküm birkaç aşama gerektiren yavaş bir proses olduğundan yöntem prototip
çalışmalarda ve kısa süreli üretim dönemlerinde kullanılmaktadır. Slip dökümü hızlandırmak
için basınç uygulanabilir. Bu durum basınçlı slip döküm adını alır. Bu yöntemle
şekillendirilen parçalar daha az su içerdiğinden kuruma küçülmeleri daha az olmakta döküm
süresi ise 1-2 saatten 20 dakikaya kadar düşmektedir.
5.3.3. Yarı yaş şekillendirme
5.3.3.1. Serbest şekillendirme
Bu yöntemde, hazırlanan plastik çamur, plakalar şeklinde açılarak veya sucuklar şeklinde
yuvarlanarak ve bu parçalar birbirine eklenerek şekil verilir. Günümüzde artistik çalışmalarda
zaman zaman uygulanmaktadır.
SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
52
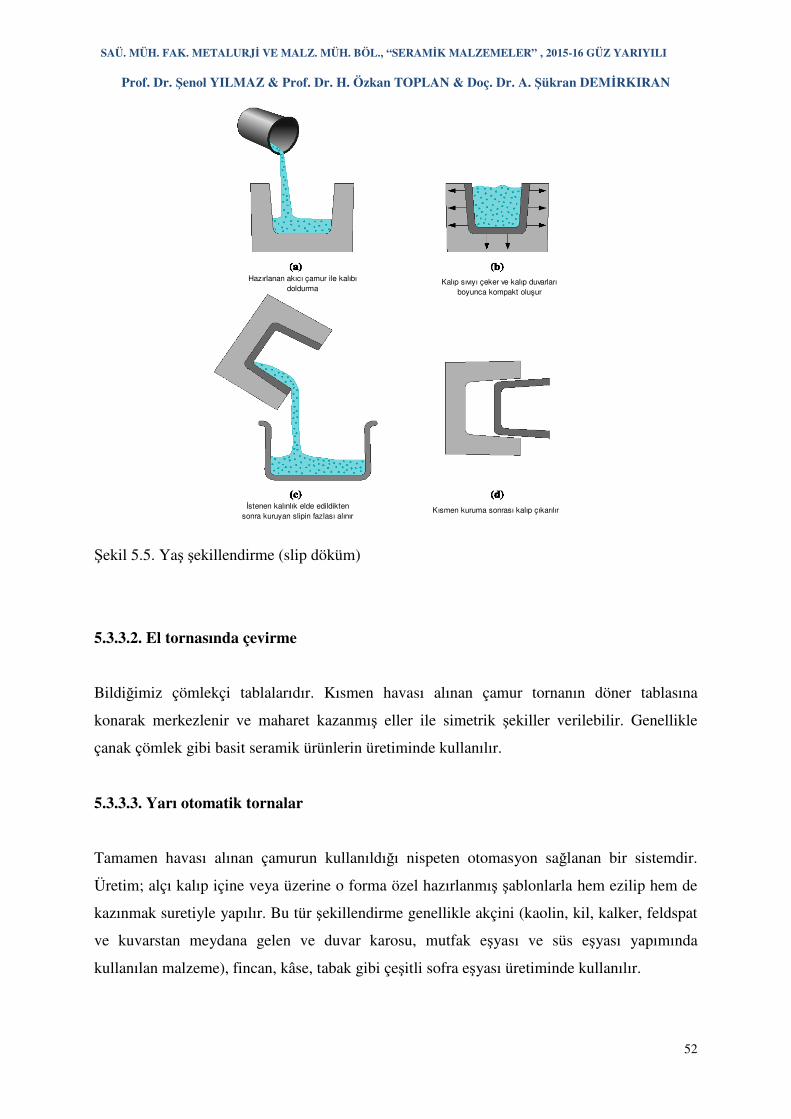
Şekil 5.5. Yaş şekillendirme (slip döküm)
5.3.3.2. El tornasında çevirme
Bildiğimiz çömlekçi tablalarıdır. Kısmen havası alınan çamur tornanın döner tablasına
konarak merkezlenir ve maharet kazanmış eller ile simetrik şekiller verilebilir. Genellikle
çanak çömlek gibi basit seramik ürünlerin üretiminde kullanılır.
5.3.3.3. Yarı otomatik tornalar
Tamamen havası alınan çamurun kullanıldığı nispeten otomasyon sağlanan bir sistemdir.
Üretim; alçı kalıp içine veya üzerine o forma özel hazırlanmış şablonlarla hem ezilip hem de
kazınmak suretiyle yapılır. Bu tür şekillendirme genellikle akçini (kaolin, kil, kalker, feldspat
ve kuvarstan meydana gelen ve duvar karosu, mutfak eşyası ve süs eşyası yapımında
kullanılan malzeme), fincan, kâse, tabak gibi çeşitli sofra eşyası üretiminde kullanılır.
Hazırlanan akıcı çamur ile kalıbı
doldurmaKalıp sıvıyı çeker ve kalıp duvarları
boyunca kompakt oluşur
İstenen kalınlık elde edildikten
sonra kuruyan slipin fazlası alınır Kısmen kuruma sonrası kalıp çıkarılır

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
53
5.3.3.4. Otomatik tornalar
Genellikle imalat sayıları fazla sofra eşyasının şekillendirilmesi için kullanılır. El tornalarına
nazaran hem kalıp, hem de üst şablon otomatik olup, çok hızlı üretim yapılabilmektedir.
5.3.3.5. Ekstrüzyon
Uzunluğu genişliğinden fazla olan çubuk veya tüp gibi seramik parçaların
şekillendirilmesinde kullanılır. Bu yöntem için ilk önce bir çamur oluşturulur. Oluşturulan bu
ekstrüzyon çamurunda seramik toz, bağlayıcı, yağlayıcı, dağıtıcı ve diğer katkı maddeleri
bulunur. Bağlayıcılar sulu veya organik sistemlerden oluşur. Seramik tozları, yeterli
plastisiteyi sağlamak amacı ile % 25-30 mertebesinde organik bağlayıcı eklenerek yapışkan
bir hale getirilir ve nem ayarı yapıldıktan sonra karışım iyice karıştırılır, sonra uygun
şekildeki kalıptan ekstrüze edilir (Şekil 5.6). % 25-30 mertebesinde organik bağlayıcı
kullanıldığı ve bu miktar fazla olduğu için şekillendirme sonrası bağlayıcı giderme işlemi
yapılır.
Burada en önemli parametre seramik tozu olup, tozun tane iriliği ve dağılımı, şekli ve
aglomerasyonu çok önemlidir. Tane boyutu 1 µm mertebesinde verimli olup tane boyutu ne
kadar küçük ise ekstrüzyon özelliği artmaktadır. Sulu sistemlerde genellikle kil esaslı
bileşimler kullanılmaktadır. Filter preste suyu atılan seramik çamur, bir kek oluşturur ve
oluşan kek kıvamındaki çamur vakumlu ekstrüzyon makinasına verilir. İstenen şeklin nozülü
takılarak üretim gerçekleştirilir.
Şekil 5.6. Ekstrüzyon ile şekillendirme

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
54
Ekstrüzyon yöntemi ile alumina, mullit ve zirkonyadan fırın tüpleri, yalıtım malzemeleri, tüp
şeklindeki kapasitörler, çubuk, tuğla, fayans gibi sabit kesitli ve simetriye sahip ürünler
üretilebilir (Şekil 5.7).
Şekil 1.12. Ekstrüzyon ile şekillendirilmiş seramik malzemeler Şekil 5.7. Ekstrüzyon yöntemi ile üretilmiş çeşitli parçalar 5.3.3.6. Enjeksiyon
Plastik bir şekillendirme yöntemi olarak enjeksiyonla kalıplama tekniği kompleks şekilli ve
ince cidarlı parçaların ekonomik ve hızlı olarak üretilmesini sağlayan bir yöntemdir.
Bu yöntem, plastik endüstrisinde uzun yıllardan beri kullanılmakta olup; ilk seramik parça
üretimi, 1937 yılında yapılmış ve büyük miktarlarda buji üretimi gerçekleştirilmiştir. Bir
seramik toz-bağlayıcı karışımının bağlayıcı eriyene kadar ısıtılması ve daha sonra parçanın
istenen şekli aldığı ve yeniden katılaştığı bir kalıp boşluğu içerisine basınçla doldurulması
enjeksiyon kalıplama yönteminin temel prensibini oluşturur. Doldurulmuş kalıbın
soğutulması ile katılaştırılan polimer seramik karışımından polimerin kontrollü şartlar altında
uzaklaştırılması ile sinterlemeye hazır, kompleks nihai şekilli parçalar elde edilir (Şekil 5.8).
Enjeksiyonla kalıplama yönteminin üretim kademeleri sırası ile şöyledir ;
• Seramik tozun hazırlanması ve bağlayıcı formülasyonunun çıkarılması
• Homojen bir toz/bağlayıcı karışımının hazırlanması
• Enjeksiyon kalıplama

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
55
• Şekillendirilmiş parçadan bağlayıcının uzaklaştırılması
• Parçanın sinterlenmesi
Seramik enjeksiyon kalıplamada kullanılan hammaddeler temel olarak; seramik tozları ve
bağlayıcılar olmak üzere ikiye ayrılır. Seramik enjeksiyon kalıplamada, kolayca
sinterlenebilen, kalıplama esnasında gerekli akış özelliklerini sağlayan ve çok hassas boyutlu
kompleks parça üretimini mümkün kılan bir seramik tozu kullanılır. Seramik enjeksiyon
kalıplamada, kullanılan seramik tozu aşağıdaki özelliklere sahip olmalıdır.
• Geniş partikül boyut dağılımı
• Yüksek paketlenme yoğunluğu
• Aglomera olmama
• Küresel ve eş eksenli partikül şekli
• Hızlı sinterleme için düşük ortalama partikül boyutu
• Düşük maliyet
Enjeksiyon kalıplamada, seramik bağlayıcı kombinasyonuna doğru akış özellikleri veren bir
bağlayıcı formülasyon seçimi büyük önem arz etmektedir. Gerilmesiz, boşluksuz ve homojen
bir şekilde yoğun olarak kalıplanmış parça üretiminin temeli, uygun akış özellikleri verecek
temel bağlayıcının seçimine dayanır.
Bağlayıcı giderme, kalıplamadan sonraki en önemli aşama olup bu işlemde herhangi bir
hatanın yapılması, parçanın sinterleme öncesi bozulmasına sebep olacaktır. Parçaya zarar
vermeden bağlayıcıların alınması çok hassas bir işlem olup, çok dikkatli ve birçok aşamada
yapılmalıdır. Bağlayıcı giderme işleminde, parçadaki boşluk yapısı, bağlayıcıların kimyasal
özellikleri, bağlayıcı uzaklaştırma koşulları ve işlem süresi, parçanın son durumunu
belirleyeceğinden bu işlem için en uygun ve kolay çözüm, çok katışıklı bağlayıcı formülü
kullanmaktır. Böylece bağlayıcı bileşenlerinden biri uzaklaştırılırken diğeri tozları bir arada
tutacak ve parçanın hasar görmesi önlenecektir.
Bağlayıcı uzaklaştırmada önceleri sadece ısısal etkiyle gaz fazından yapılan uzaklaştırma
işleminde 300 saat gibi uzun süreler gerekirken, yeni geliştirilen kolay çözünebilen ve
zincirleri kolay kırılan bağlayıcılar sayesinde aynı işlem 2 saat’e kadar indirilebilmektedir.

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
56
Enjeksiyonla kalıplama, uygulamada seramiklerin şekillendirilmesinde başvurulan en son
yöntem olmasına rağmen, ufak boyutlu parçaların büyük miktarlarda üretimleri söz konusu
olduğunda, ham halde birçok mekanik işlemlerle şekillendirilmenin yapıldığı karışık
şekillerin üretiminde kuru presleme gibi geleneksel şekillendirme yöntemi yerine
kullanılmaktadır. Ayrıca yapıda oluşan homojen yoğunluk dağılımı sayesinde sinterleme
sonucunda ortaya çıkabilecek şekilsel bozuklukların önlenmesi açısından da kullanılması
tercih edilen bir yöntemdir.
Yöntemin temel avantajları; hızlı ve otomatik kütlesel üretim ile hassas boyutlu ve kompleks
şekilli parça üretiminin mümkün olmasıdır. Aşınma direnci yüksek nozüller, ateşleme
sistemlerindeki izolasyon parçaları, elektrostatik toz boya sistemlerinde kullanılan seramik
parçalar gibi seramikler bu yöntemle üretilmektedir. Üretilebilecek parça boyutlarının sınırlı
olması ve sinterleme öncesi bağlayıcı giderme işleminin uzun zaman alması, kalıp ve makine
maliyetlerinin çok yüksek olması, işlemin kontrolü için pahalı elektronik sistemlerin
gerekliliği, bu sistemlerin çevre şartlarına olan hassasiyeti ve tamirleri için uzman personel
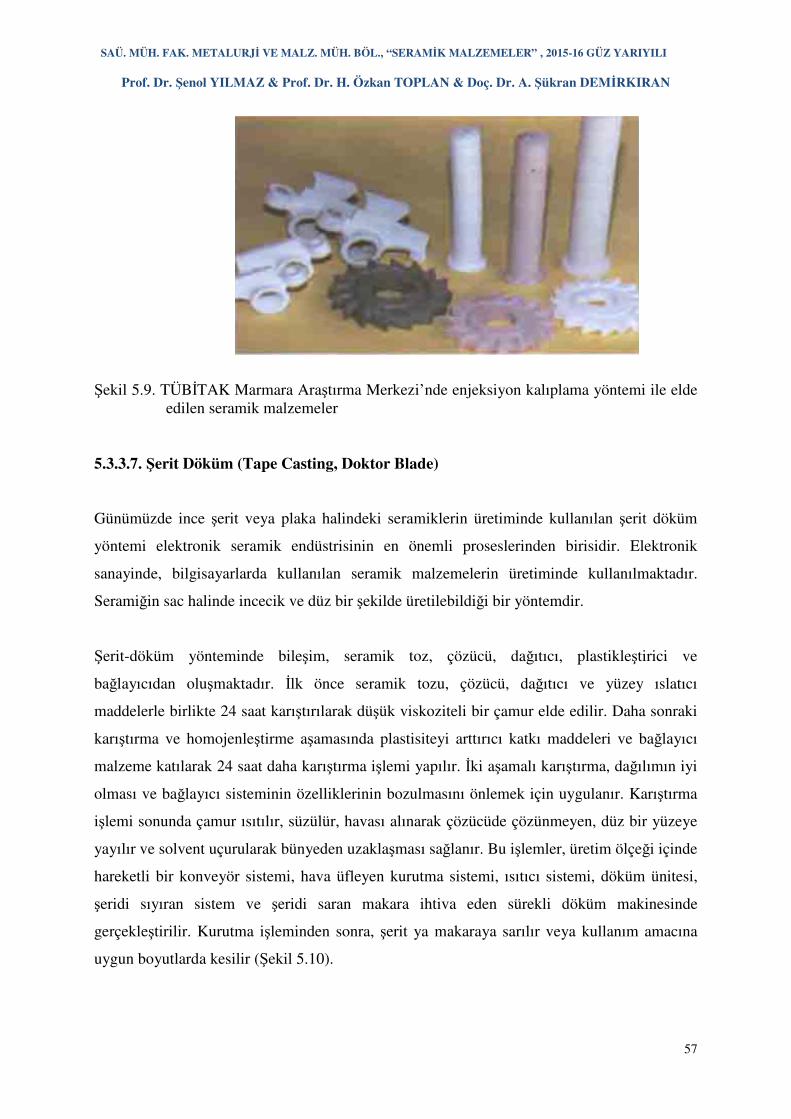
gerektirmeleri yöntemin dezavantajlarıdır. Şekil 5.9’da bu yöntemle üretilen bazı parçaların
görüntüsü yer almaktadır.
Şekil 5.8. Enjeksiyonla şekillendirme
SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
57
Şekil 5.9. TÜBİTAK Marmara Araştırma Merkezi’nde enjeksiyon kalıplama yöntemi ile elde
edilen seramik malzemeler 5.3.3.7. Şerit Döküm (Tape Casting, Doktor Blade)
Günümüzde ince şerit veya plaka halindeki seramiklerin üretiminde kullanılan şerit döküm
yöntemi elektronik seramik endüstrisinin en önemli proseslerinden birisidir. Elektronik
sanayinde, bilgisayarlarda kullanılan seramik malzemelerin üretiminde kullanılmaktadır.
Seramiğin sac halinde incecik ve düz bir şekilde üretilebildiği bir yöntemdir.
Şerit-döküm yönteminde bileşim, seramik toz, çözücü, dağıtıcı, plastikleştirici ve
bağlayıcıdan oluşmaktadır. İlk önce seramik tozu, çözücü, dağıtıcı ve yüzey ıslatıcı
maddelerle birlikte 24 saat karıştırılarak düşük viskoziteli bir çamur elde edilir. Daha sonraki
karıştırma ve homojenleştirme aşamasında plastisiteyi arttırıcı katkı maddeleri ve bağlayıcı
malzeme katılarak 24 saat daha karıştırma işlemi yapılır. İki aşamalı karıştırma, dağılımın iyi
olması ve bağlayıcı sisteminin özelliklerinin bozulmasını önlemek için uygulanır. Karıştırma
işlemi sonunda çamur ısıtılır, süzülür, havası alınarak çözücüde çözünmeyen, düz bir yüzeye
yayılır ve solvent uçurularak bünyeden uzaklaşması sağlanır. Bu işlemler, üretim ölçeği içinde
hareketli bir konveyör sistemi, hava üfleyen kurutma sistemi, ısıtıcı sistemi, döküm ünitesi,
şeridi sıyıran sistem ve şeridi saran makara ihtiva eden sürekli döküm makinesinde
gerçekleştirilir. Kurutma işleminden sonra, şerit ya makaraya sarılır veya kullanım amacına
uygun boyutlarda kesilir (Şekil 5.10).

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
58
Bu yöntem 0.01-1 mm inceliğinde çok tabakalı elektronik paketlerin, elektronik devre
altlıkları ve çok tabakalı kapasitörlerin üretiminde kullanılmaktadır. İki boyutlu parça
üretimine imkân sağlaması, yüzey parlaklığı kontrolünün zor olması, pişirme sırasında
organik bağlayıcının buharlaşarak yüzeyde pürüzler oluşturması yöntemin dezavantajlarıdır.
Şekil 5.10. Şerit döküm
5.3.3.8. Presleme
Bu yöntem ile, vakum pres, fitler pres veya mikserlerden elde edilen çamur, basit el kalıpları
veya otomatik presler vasıtasıyla tuğla, kiremit, yer plakası, şekilli refrakter tuğlalar gibi
ürünler şekillendirilebilir.
5.3.4. Deri sertliğinde şekillendirme
Havası alınmış ve çeşitli ölçülerde bloklara ayrılan çamur, döner bir tabla üzerinde kesici
bıçaklarla dıştan şekillendirilir. Alçak ve yüksek gerilim izolatörleri bu şekilde üretilir.

SAÜ. MÜH. FAK. METALURJİ VE MALZ. MÜH. BÖL., “SERAMİK MALZEMELER” , 2015-16 GÜZ YARIYILI
Prof. Dr. Şenol YILMAZ & Prof. Dr. H. Özkan TOPLAN & Doç. Dr. A. Şükran DEMİRKIRAN
59
5.3.5. Plazma sprey teknolojisi ile şekillendirme
Kaplama malzemesinin plazma gazı içerisinden geçirilerek ergimiş halde kaplanacak
malzeme üzerine püskürtülmesi “plazma sprey kaplama tekniği” adını alır. Bu teknikte,
kaplanacak toz bir gaz eşliğinde gönderilmektedir. Aşağıda Şekil 5.11’de görüldüğü gibi
oluşturulan plazmaya karıştırılan tozlar ergiyerek kaplanacak yüzeye yüksek bir hızla
püskürtülmektedir. Plazma sprey kaplama tekniğinde argon, hidrojen ve azot gibi soy gazlar
kullanıldığından kaplanacak malzemenin oksitlenmesi en az seviyede olmaktadır. Bu tekniğin
en önemli avantajı yüksek plazma sıcaklığı sayesinde ergime sıcaklığı çok yüksek olan
malzemelerin kaplamada kullanılmasına imkân vermesidir. Kaplama sırasında oluşan yüksek
sıcaklık yardımıyla kristal oksitlerden camsı kaplamaların üretimi de plazma sprey tekniği ile
gerçekleştirilmektedir. Genellikle endüstriyel plazma sprey kaplama uygulamalarında, altlık
ile kaplama arasında iyi bir termal genleşme uyumu sağlanması amacı ile bağ tabaka
kullanılır. Aksi takdirde, oluşacak büyük termal gerilmeler kaplamada çatlamalara neden olur.
Son yıllarda bu yöntemle şekilli parça üretimi üzerine araştırmalar da yapılmaktadır.
Şekil 5.11. Plazma sprey tekniği


















