
PRODUCTS & EXPERTISE TAKE THE SCENIC ROUTE
52
PRODUCTS & EXPERTISE TAKE THE SCENIC ROUTE
Transcript of PRODUCTS & EXPERTISE TAKE THE SCENIC ROUTE

COBOT COLLABORATION
SOFTWARE BEGETS
HARDWARE
HARD TRUTH ABOUT E-STOPS
PRODUCTS & EXPERTISETAKE THE
SCENIC ROUTEThe shortest distance between two points
is an innovative supply chain
FEBRUARY 2021
CD2102_01_Cover2.indd 1 1/25/21 12:32 AM

the #1 value in automation
Order Today, Ships Fast!* See our Web site for details and restrictions. © Copyright 2020 AutomationDirect, Cumming, GA USA. All rights reserved. 1-800-633-0405
www.automationdirect.com
“The best customer and product support I’ve experienced
with any type of supplier hands down. Product diversity,
availability and value that is unmatched in the industry...”
Paul in JACKSON, MI
“Very happy with the products and service. Automation
Direct is my 1st choice when purchasing automation
components.”
Arend in BONHAM, TX
“Whenever its time to start a new project the � rst place I
go is Automation Direct. It’s incredibly easy to search for
parts and I know that I’ll always be able to � nd what I
need. I love Automation Direct!”
Martin in EL DORADO, KS
Does your supplier know their customer satisfaction score?
If not, then maybe you need a new supplier!
Check out our vast selection of over 25,000 high-value
automation components and all of our customer reviews at:
Paul in JACKSON, MI
Check out our vast selection of over 25,000 high-value Check out our vast selection of over 25,000 high-value
automation components and all of our customer reviews at:
5DWHG�����RXW�RI��E\�FXVWRPHUV�MXVW�OLNH�\RXđ
7HQV�RI�WKRXVDQGV�RI�KLJK�TXDOLW\��ULJKW�SULFHG�LQGXVWULDO�DXWRPDWLRQ�FRPSRQHQWV�DW�\RXU�ILQJHUWLSV��
��������
• PLCs & HMIs
• Motors/Motor
Controls/VFDs
• Field I/O
• Process Control &
Measurement
• Discrete & Analog
Sensing
• Motion Control
• Pneumatics
• Pushbuttons/
Switches/ Lights
• Circuit Protection
• Power Products
• Enclosures
• Safety Components
• Cable & Wire
• And Much More!
2102-ControlDesign-ADC(SocialProof)-MAG.indd 1 1/15/2021 2:03:45 PM
CD2102_FPA.indd 2 1/25/21 12:49 AM

Challenge acceptedWe’ve got your back
Our customers have relied on Phoenix Contact for almost 100 years. They trust us. They trust our products. And now we are elevating our commitment to that trust with our Limited Lifetime Warranty. This is our promise to you that the products you install in your control cabinets are built to last. Simply register and let us do the work.
© PHOENIX CONTACT 2021
Learn more at www.phoenixcontact.com/warranty
IMC-003512-ADV_LLW_ChallengeAccepted_CompleteLine_7.875x10.5.indd 1 1/18/2021 11:15:55 AMCD2102_FPA.indd 3 1/25/21 12:49 AM

| AT1
1-18
USA
|
The distributed servo system withOne Cable Automation: AMP8000
www.beckhoff.us/amp8000Eliminate and shrink control cabinets while expanding dynamic motion control: The AMP8000 Distributed Servo Drive System from Beckhoff integrates a servo drive directly into a servomotor. A unique benefit of the AMP8000 series is that servomotor power ratings* and installation sizes remain virtually unchanged. Proven One-Cable Automation in the EtherCAT P standard delivers real time communication and industrial power on one cable, and an innovative IP65-rated supply module powers multiple motors in the field. As such, the AMP8000 minimizes space requirements, installation effort, material costs and motion system footprint in a big way.
sizes remain almost identical to standard AM8000 servomotors from Beckhoffno changes in existing machine designs requiredsame high power ratings as before despite drive integration*TwinSAFE drive safety technology built into every servomotor
*Compared with a combination of servo drive and servomotor
CD2102_FPA.indd 4 1/25/21 12:49 AM

FEATURES
cover story
Products and expertise take the scenic route
The shortest distance between two points
is an innovative supply chain
Mike Bacidore, editor in chief
32
machine input
IIoT, software top experts’ lists of future foci
Panel discusses connectivity and how
software affects hardware
Mike Bacidore, editor in chief
27product roundup
No interruptions necessaryUninterruptible power supplies
keep the application moving
without missing a beat
38
CONTROL DESIGN, (ISSN: 1094-3366) is published 12 times a year by Putman Media, 1501 E. Woodfi eld Rd., Suite 400N, Schaumburg, Illinois 60173. (Phone 630/467-1300; Fax 630/467-1124.) Periodical postage paid at Schaumburg, IL, and at additional mailing offi ces. Address all correspondence to Editorial and Executive Offi ces, same address. Printed in the United States. ©Putman Media 2021. All rights reserved. The contents of this publication should not be reproduced in whole or part without consent of the copyright owner. POSTMASTER: Please send change of address to Putman Media, PO Box 1888, Cedar Rapids IA 52406-1888; SUBSCRIPTIONS: To change or cancel a subscription, email [email protected] or call 1-800-553-8878 ext. 5020. To non-qualifi ed subscribers in the United States and its possessions, subscriptions are $96.00 per year. Single copies are $15. International subscriptions are accepted at $200 (Airmail only.) Putman Media also publishes CHEMICAL PROCESSING, CONTROL, FOOD PROCESSING, PHARMA MANUFACTURING, PLANT SERVICES, SMART INDUSTRY and THE JOURNAL. CONTROL DESIGN assumes no responsibility for validity of claims in items reported. Canada Post International Publications Mail Product Sales Agreement No. 40028661. Canadian Mail Distributor information: World Distribution Services, Inc., Station A, PO Box 54, Windsor, Ontario, Canada N9A 6J5. Printed in the United States.
table of contentsVolume 25, No. 2
ControlDesign.com / February 2021 / 5
CD2102_05_07_TOC.indd 5 1/25/21 12:31 AM

Yaskawa America, Inc. Drives & Motion Division 1-800-YASKAWA yaskawa.com
For more info: https://go.yaskawa-america.com/yai1407
Touch of GeniusIntelligent System Control & Monitoring
NEW!smartPanels
& Panel PCs
With just the touch of a button, you can commission your machine with Yaskawa HMIs and controllers.
We now offer our smartPanels and Panel PCs to communicate directly
to Yaskawa controllers. This makes commissioning easier and operations
more productive.
Want easier and better system performance? Get in touch with
Yaskawa today.
smartPanel
Panel PCC
YAI_ControlDesign_02.2021.indd 1 1/15/2021 3:27:33 PMCD2102_FPA.indd 6 1/25/21 12:49 AM

PLC
AS-Interface
Call us for more information
616-345-0680
www.bihl-wiedemann.com
Or visit us on our homepage
厐
ژ
Easy to install
Highly compatible
AS-Interface9 editor’s page
Factories stick to 5G plansMike Bacidore, editor in chief
11 embedded intelligence
Who will collaborate with cobots?Jeremy Pollard, CET
12 technology trends
Intrinsically safe devices vs. systemsRick Rice, contributing editor
16 indiscete
Post-COVID surge predicted for collaborative robots
41 real answers
Standards and options for e-stops
45 product showcase
48 building blocks
Take a closer look at vision systemsAnna Townshend, managing editor
COLUMNS
Altech ..................................................................................17
AutomationDirect................................................................2
Beckho� Automation ........................................................4
Bihl+Wiedemann .................................................................7
B&R Industrial Automation ..........................................13
Digi-Key Electronics ........................................................52
Dinkle ...................................................................................19
Emerson Automation Solutions .................................51
Festo ....................................................................................21
Misumi ..................................................................................10
Novotechnik .......................................................................23
Phoenix Contact ..................................................................3
Seifert Systems ................................................................35
Telemecanique Sensors ................................................15
Wago ........................................................................................8
Yaskawa America ................................................................6
ad index
ControlDesign.com / February 2021 / 7
table of contentsVolume 25, No. 2
CD2102_05_07_TOC.indd 7 1/25/21 12:30 AM

THE SYSTEM THAT STARTED THE
MODULAR I/O REVOLUTION
• Fieldbus independent – supports 16+ protocols
• 500+ digital, analog and special function I/O modules
• Compact – up to 16 DI or DO in just one 12 mm wide module
• XTR Series for eXTReme temperature, shock and vibration
• Add-on instruction library for RSLogix 5000® software
WAGO
I/O
SYSTEM
NO NODES...
LIKE OUR NODES.
www.wago.us/iosystem
56/RJL[�������LV�D�UHJLVWHUHG�WUDGHPDUN�RI�5RFNZHOO�$XWRPDWLRQ�s�QR�HQGRUVHPHQW�RU�DƱOLDWLRQ�LPSOLHG�
No Nodes Ad C_CD.indd 1 1/20/21 2:57 PMCD2102_FPA.indd 8 1/25/21 12:49 AM

ControlDesign.com / February 2021 / 9
REMOTE OPERATIONS/CONTROL, optimized supply-chain innovations and enhanced
control, both time-critical and non-time-critical, are part of the focus that companies are
maintaining in their Industry 4.0 efforts, despite the limitations of the global pandemic.
While all of these activities are deemed important by organizations, supply-chain improve-
ment is receiving the highest attention, according to survey results released by ARC Advisory
Group and Wind River. So many restrictions have resulted from the COVID-19 pandemic,
affecting transportation and human interaction and exposing many vulnerabilities.
In collaboration with ARC Advisory Group (www.arcweb.com), Wind River (www.
windriver.com) surveyed more than 450 manufacturing leaders at the height of pandemic
disruptions due to COVID-19. The results of the survey demonstrated that Industry 4.0
initiatives are alive and well, with speci�c focus on improvements and innovations is
supply-chain management and sup-
port for remote operations.
5G wireless telecommunications,
edge computing and Wi-Fi 6 net-
works were expected to be popular
technology initiatives in 2020, until
many plants struggled to remain
open and productive. Very few fac-
tories had experience with 5G, but
an overwhelming majority of survey respondents had expected to be using 5G within the
next �ve years. And North American respondents were even more positive about future
5G deployments than Europeans.
With respect to 5G adoption, manufacturers see 5G as a sea change, not just in raw
network performance but also in the capabilities and qualities of services that can be
delivered through cellular infrastructure, according to the survey. Turning that enthusi-
asm into adoption means communications service providers (CSPs) must understand and
appreciate the requirements that new and more critical applications within the factory
or plant will impose on networks and on business relationships with manufacturing cus-
tomers, according to the report of the survey results, ARC Research Director Harry Forbes.
Based on the research and analysis, the report recommends that:
• manufacturers should evaluate the lifecycle costs of 5G infrastructure with a view to its
new properties and capabilities
• manufacturers should expect CSPs to understand the risks of critical manufacturing ap-
plications and design service level agreements to re�ect and share in bearing these risks.
• CSPs should learn which applications their industrial customers plan for 5G and appreci-
ate the levels of criticality of these apps to their industrial operations.
Factories stick to 5G planseditorial teameditor in chief
Mike [email protected]
managing editor
Anna [email protected]
digital managing editor
Christopher [email protected]
contributing editor
Rick [email protected]
contributing editor
Dave [email protected]
editorial assistant
Lori [email protected]
columnist
Jeremy [email protected]
design/productionsenior production manager
Anetta Gauthier
senior art director
Derek Chamberlain
subscriptions1-800-553-8878 ext 5020
email: [email protected]
circulation Industrial machinery manufacturing 17,856
• Machine tools & metalworking 4,662
• Fluid handling & Conditioning 1,614
• Heating & cooling equipment 1,231
• Material handling & conveyance 1,230
• Power generatino & transmission 938
• Packaging machinery 718
• Other specialized machinery 7,463
Discrete & hybrid manufacturing 5,591
• Computers & electronics 2,199
• Food & beverage manufacturing 1,960
• Fabricated metals 905
• Pharmaceuticals & medical devices 696
• Transportation equipment 273
• Other manufacturing 2,395
Engineering & integration services 10,879
Other 2,857
TOTAL 40,020
1501 E. Woodfield Rd., Suite 400N Schaumburg, Illinois 60173
630/467-1300 Fax: 630/467-1124
In Memory of Julie Cappelletti-Lange, Vice President 1984-2012
Mike Bacidoreeditor in [email protected]
editor’s page
Industry 4.0 initiatives are alive and well, with speci�c focus on
improvements and innovations is supply-chain management.
CD2102_09_Edit.indd 9 1/25/21 12:26 AM
IT’S ELECTRIC
MISUMI.INFO/STOCKED
Thousands of top electrical products ready to ship.Categories include:• Connectors• Power Cables• Stack Lights • And MORE!
CD2102_FPA.indd 10 1/25/21 12:49 AM

ControlDesign.com / February 2021 / 11
Jeremy [email protected]
embedded intelligence
THE ROBOTS ARE coming. Remember the charge that manufac-
turing will disappear because of this level of automation?
While a lot of the fears had been realized in the early years
of robotics—welding comes to mind in the automotive indus-
try—the current state of economics in robotic functionality has
taken a turn.
Technology in this space has advanced tremendously over
the past 20 years. The end effectors, which truly de�ne the
robot’s ability to perform tasks, are light years ahead of the
welder grips and high pressure tongs
of yesteryear.
The main issue with a robot is
based in the name: a robot that per-
forms the same repetitive task with
eerie precision. The what-ifs have
been dealt with using arti�cial intel-
ligence (AI) to some degree, but, by
and large, if the robot encounters an anomaly, it stops, unable
to �gure out what to do.
The original application of welding robots was to create a
reduced-cost automobile frame with repeatability and take the
perceived inconsistencies of manual welding out of the equa-
tion. GE Fanuc and the Karel programming language took the
market by storm many years ago.
Today robotics looks so different, and they also have a differ-
ent purpose. Many studies have been done on the use of robotics
and their effects on manufacturing in recent years. The outcome
of these studies has produced some interesting results.
Manual welding jobs have not in fact been decimated. Weld-
ing jobs are plentiful with not enough welders to �ll the posi-
tions, but that goes for a lot of hands-on positions. It has been
debated that the lack of versatility in a robotic welding applica-
tion creates the market for an actual person.
The addition of vision however could change that metric. Ro-
bot applications have penetrated the commercial marketplace,
as well, with brick-laying robots, window-washing applications
and remote-controlled heavy equipment. Drones are being
called robots as such, as well.
Robots are used in various aspects of manufacturing, includ-
ing packaging, palletizing, sorting and the like. Anywhere there
is a repetitive task, a robot can be used.
However, companies are realizing that robots can work to-
gether with people with very pro�table results. These are called
collaborative robots, or “cobots.”
In a recent study, Statistics Canada (www.statcan.gc.ca) has
said companies that have an increasing number of robots are
also employing an increasing number of employees.
It suggests that robotics have not been apocalyptic for labor
overall (www.controldesign.com/roboteffects). Where employees
used to do the work, they have been replaced by robots, but the
number of people to support the use of robotics has increased,
which can also be said of most tech-
nology applied in industry.
So, the types of jobs that have
been lost are where the focus has
been. Even managerial jobs have
been lost due to robotics since
more decision-making require-
ments have been dropped down to
the people doing the work.
This is where cobots come in. They can work in the same
space as a person and have safety devices as part of their envi-
ronment, so the person working with the robot is protected.
Cobots don’t operate on their own; they are collaborative. The
payback on using cobots is typically less than a year, according
to the Robotic Industries Association (www.robotics.org), which
also states the level of employee satisfaction with their jobs is
higher when a cobot is used.
The cobot becomes a friend, as such. It performs the tasks
that are perhaps dif�cult for the employee but really easy to
implement with a cobot. The level of sophistication and articu-
lation in the cobot space is very striking.
A big advancement is in torque and force control. We have
seen TV commercials where a robot picks up a small item with
precision and without squashing it. Very cool and very practical.
Robots are expensive, and there is a business model out
there that allows users to rent robots. Robots as a service (RaaS)
has gained acceptance and market share in recent years. The
pandemic has really spurred growth due to social distancing, so
employees need that space, which has been taken up by cobots.
Who will collaborate with cobots?
Robots as a service (Raas) has gained acceptance and market
share in recent years.
JEREMY POLLARD, CET, has been writing about technology and
software issues for many years. Pollard has been involved in control
system programming and training for more than 25 years.
CD2102_11_EmbedIntel.indd 11 1/25/21 12:25 AM

12 / February 2021 / ControlDesign.com
technology trends
Rick Ricecontributing editor
ONE OF THE most important design criteria, if not the most im-
portant, is the safe operation of your machine or process.
Safety can be broken down into two focal points:
1. safe for the humans that interact with the equipment
2. safe for the components of the machine or process.
The primary focus must always be the safety of the individu-
als who interact with the equipment. Effective physical guard-
ing combined with a reasonable and ef�cient way of interrupt-
ing the function of the equipment and restoring use thereafter
are very important considerations in
the design of a control system.
Traditionally, a control system
would start with a master control relay
to, as the name suggests, control the
voltage that is supplied to the motive
parts of the control system. The basic
circuit would involve a normally open
start button, a normally closed stop button and a tie-in contact
to keep the master control relay engaged unless the stop button
is pressed. To make the circuit safer, the stop button would be
a maintained-contact button by using a mushroom button that
must be pulled back out to re-engage the contacts.
Control systems became safer with the addition of an e-stop
button—mushroom-shaped and maintained contacts. These
buttons could also be shrouded in such a manner so that a pad-
lock could be applied to the shroud, preventing the e-stop but-
ton from being reset, or pulled out. Separate from the cycle stop
button, an e-stop button could be strategically located around
the machine or process area to provide a quick, easy means of
immediately stopping the controls, in case of emergency.
Safety circuits and hardware have evolved greatly since the
early control systems. Terms such as “dual-channel” and “dual-
redundancy” are commonplace today. These terms present the
logical progression that, if one circuit or device is safe, then two
circuits or devices is safer.
Safety systems have advanced dramatically over the past
few years, in particular, to the point where the driven devices—
variable-frequency and servo drives, for example—have safety
circuits embedded in the design to prevent power on the input
side from getting to the output side of the device.
Protection of the devices in a control circuit is the secondary
focus of safety circuits. Early control-system designs incorpo-
rated devices such as thermal overloads or thermistors in the
master control relay circuit so that a product jam or shorting
motor winding would immediately drop the control circuit.
As technology has advanced, many control devices have
built-in protection circuits that immediately stop the device
and provide a relay contact to the main control system to notify
of a device failure. Motor controllers are a good example of
devices that incorporate this method of protection.
By protecting the controlled devices, the human element
is also protected by reducing the
possibility of a broken component
challenging the integrity of the
physical guarding. Fractions of a
second can make all the difference
between a belt part and a broken
one, so protection in a variable-fre-
quency drive or servo drive instead
of a PLC or PAC—milliseconds later—can literally save a life.
Everything we have talked about so far deals with safety of
the control circuit or controlled devices, but what if the envi-
ronment itself is the unsafe part?
In petrochemical and processing, the product or by-product
of the process can contain solids, liquids or gases that have low
�ashpoints. In the food-packaging industry, some of the most
common of household baking items, such as corn starch or bak-
ing soda, are highly explosive if exposed to a spark.
This might seem like an obvious statement but control
systems use electricity. Even if it is 24 Vdc, it is still enough to
create a spark suf�cient enough to ignite a combustible mate-
rial. The approach to the design of control devices to be used
in a hazardous environment so that the available energy,
electrical and thermal, is too low to cause ignition is called
intrinsic safety (IS).
The National Electrical Code, Section 500, de�nes classes
of hazardous locations as Class I (gases and vapors), Class II
(dust) and Class III (�ber). Each class is further de�ned as Div.
1 (under normal operating conditions, including maintenance)
and Div. 2 (accidental release or exposure due to unexpected
rupture or breakdown).
In the industry, one might commonly see Class I, Div. 2, to
describe an unexpected exposure of electrical energy to dust,
for example.
Intrinsically safe devices vs. systems
The primary focus must always be the safety of the individuals who
interact with the equipment.
CD2102_12_15_TechTrends.indd 12 1/24/21 11:40 PM

www.br-automation.com/ACOPOStrak
ACOPOStrakUltimate Production Effectiveness
High-speed diverters Track design flexibility Purely magnetic holding
Enabling the adaptive machine. Like no other transport system.
Track design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibilityTrack design flexibility
OEEROI
TTM
CD2102_FPA.indd 13 1/25/21 12:50 AM

14 / February 2021 / ControlDesign.com
technology trends
Let’s talk about a few common control devices that would
introduce risk in a hazardous environment. Many machines use
limit switches or cam switches; a cam switch is a limit switch
with a roller on the end that follows a lobed cam.
The construction of these mechanical switches requires a
physical lever to pass through the body of the switch. No matter
how well made, there is the possibility of a gas or � ne powder
getting into the inner workings of the switch and providing a
catalyst to a source of ignition.
While not as common any more, many electric motors came
with exposed windings to aid with cooling.
This provided a path for the combustive
material to get into the terminal block area
of the motor.
Newer motors tend to be totally enclosed
and fan-cooled to reduce this risk, but unless
the body is completely dust-, liquid- and gas-
tight, the combustive material can still get
through to the motor.
For these reasons, devices used in a haz-
ardous environment must be intrinsically
safe. However, the use of intrinsically safe � eld devices does not
make a control system intrinsically safe.
For this reason, the Occupational Health and Safety Associa-
tion (OSHA) requires that the whole control system be designed
to be intrinsically safe. It is not enough to use IS-rated devices.
The exception to this general rule is devices that use low
power or are passive in nature. A good example of this would be
thermocouples or resistance temperature detectors (RTDs).
Generally, the design of an IS system requires the use of low
voltages and low temperatures, so as to not provide an environ-
ment that is conducive to the ignition of combustible materials.
While the common focus is on the � eld devices, the control
cabinet itself might contribute the biggest risk of combustion.
Inside that enclosure, one will � nd lots of miniature switches
turning off and on, as well as plenty of devices that release
energy—heat—as a result of normal function.
While not as obvious as combustible gases or liquids, dust is
likely the most common source of combustible material. We are
talking of particles as small as 500 microns in size.
OSHA 1910.399 states, “Combustible dusts that are electri-
cally nonconductive include dusts produced in the handling
and processing of grain and grain products, pulverized
sugar and cocoa, dried egg and milk powders, pulverized
spices, starch and pastes, potato and wood flour, oil meal
from beans and seed, dried hay, and other organic materi-
als which may produce combustible dusts when processed
or handled. Dusts containing magnesium or aluminum are
particularly hazardous.”
To avoid ignition, we generally talk about voltages under 29 V
and current consumption under 300 mA. While PLCs and asso-
ciated I/O modules can be selected to operate at 24 V or less, the
presence of a VFD, for example, would imply
voltages at well above the 29 V target.
As one can imagine, it would be pretty
much impossible to make all of the compo-
nents inside a control cabinet to be intrinsi-
cally safe, so what can we do to protect our
control system from the risk of ignition?
Well, the somewhat obvious answer would
be to keep the microscopic dust particles out
of the enclosure in the � rst place.
The conventional design methodology
involves introducing elements to reduce the normal operat-
ing temperature inside a control cabinet or enclosure.
The easiest way to do this would be to provide a � ltered inlet
to draw in outside air and a fan to circulate that air throughout
the enclosure before exhausting it back out of the enclosure.
This approach doesn’t work for a hazardous location because
we would be drawing all those microscopic particles into the
enclosure and exposing them to an environment that is highly
conducive to the ignition of combustible particles. An air
exchanger would have the same issue, and an air conditioner
would be the best choice if it wasn’t for the fact that we are
talking about particles that are 500 microns or less.
No matter how tight we make the seal on an enclosure,
particles that small are bound to get into the enclosure. Just air
convection alone would cause this to happen, as we would have
cooler air outside the enclosure and warmer air inside.
The ultimate solution is to create an environment where
there is greater air pressure inside the enclosure than outside.
The introduction of clean, dry air to the inside and a means to
exhaust air from inside the enclosure to outside ensures that
air� ow will always favor leaving the enclosure. This addresses
WOW! That was “Simply easy!”This engineer just set up several ultrasonic sensors
for a new machine line. Despite the varying
ranges he had to set, he used a single
software application. He set the
distances. He adjusted gain.
He filtered out anomalies. And
those settings will remain for
future replacement sensors.
Programmable... ...Flexible...
www.tesensors.com/XXSonic
...and SMART!
XX Ultrasonic Sensors with NEWeasy-to-use software. Ideal for level detection & control,mobile equipment, material handlingand hoisting.
CD202101-Telemecanique.indd 1 12/15/2020 1:57:37 PM
Many control devices have built-in
protection circuits that immediately stop the device and provide a relay contact to the
main control system to notify of a device failure.
CD2102_12_15_TechTrends.indd 14 1/24/21 11:40 PM

the normal conditions of Div. 1, but what about if/when we have
to open the enclosure to perform maintenance or troubleshoot-
ing? For this purpose, most positively charged cooling systems
also include a purge system so that all the air can be exhausted
from the enclosure before restoring operation.
A pressure sensor monitors the pressure differential between
inside and outside of the enclosure and will not permit opera-
tion of the control system until the air has been suf� ciently
purged and a temperature sensor ensures that the temperature
inside the enclosure is also kept to a minimum.
One last subject, the difference between explosion-proof and
intrinsically safe, should be mentioned. A device that is explo-
sion-proof is contained, so that it is capable of withstanding a
gas or vapor explosion. An intrinsically safe device is designed so
that it is not capable of causing an explosion in the � rst place.
It can be easy to overlook the presence of minute particles
or vapors in the ambient conditions where our machine or
process is intended to operate, but the consequences can be
deadly. Please take precautions and ask the right questions
to make sure that, where necessary, we are not only safe, but
intrinsically safe.
technology trends
RICK RICE is a controls engineer at Crest Foods (www.crestfoods.com),
a dry-foods manufacturing and packaging company in Ashton, Illinois.
WOW! That was “Simply easy!”This engineer just set up several ultrasonic sensors
for a new machine line. Despite the varying
ranges he had to set, he used a single
software application. He set the
distances. He adjusted gain.
He filtered out anomalies. And
those settings will remain for
future replacement sensors.
Programmable... ...Flexible...
www.tesensors.com/XXSonic
...and SMART!
XX Ultrasonic Sensors with NEWeasy-to-use software. Ideal for level detection & control,mobile equipment, material handlingand hoisting.
CD202101-Telemecanique.indd 1 12/15/2020 1:57:37 PM
Safety circuits and hardware have evolved greatly since the early control systems.
CD2102_12_15_TechTrends.indd 15 1/24/21 11:40 PM

AFTER AN ARID 2020, when cobot
revenues saw negative growth for the
�rst time, growth is predicted to be in
the 15-20% year-on-year range up to
2028, according to a report from Interact
Analysis, an international research �rm,
focusing on intelligent automation.
The report reviews what turned out
to be a dif�cult 2019 and a tumultuous
2020 but gives reason for optimism for
the sector from now up to 2028, with
signi�cant growth predicted.
As is the case with many industries,
the collaborative-robot sector was se-
verely affected by COVID-19 in the short-
and medium-term outlook.
In 2020, when more than half of col-
laborative robots were shipped to Asia,
the market saw negative growth for the
�rst time, -11.3% in revenue terms and
-5.7% in shipment terms.
Factory and warehouse closures
slowed down demand; and customers
became more cautious about invest-
ment, leading to delays or even cancel-
lations of orders. But Interact Analysis’s
research indicates there will be a V-
shaped rebound for the industry which
will result in growth of nearly 20% in
2021, surpassing 2019 market size.
Thereafter up to 2028 there will be
an annual growth rate of the order of
15-20%. The forecast has been lowered
considerably compared to the equiva-
lent 2019 report, the main reasons
being, besides the COVID-19 effect,
competition from small articulated and
SCARA robots in industrial settings and
the slower-than-expected increase in
cobot installations in non-industrial ap-
plications, but, in these turbulent times,
the outlook looks good for the sector.
The impact of COVID-19 on the cobot
market varies from region to region, ac-
cording to the report. The virus started
in the Asian regions and then moved
to Europe and North America. As a
result, normal business operations and
commissioning of automation projects
in the Asia-Paci�c region will resume
earlier than in other regions.
This is important for the cobot mar-
ket, as more than 50% of cobots were
shipped to Asian countries in 2020.
However, only the Chinese and, inter-
estingly, the North American markets
are forecast to surpass the size of 2019,
mainly due to large domestic demand.
China has seen high take-up of cobots
because the country, as the world’s
largest manufacturing base, is suffering
from a labor shortage and is in strong
need of higher levels of automation to
improve production ef�ciency.
By 2022 all regions are predicted to
have exceeded the 2019 market size,
with western Europe, along with China
and North America seeing the fastest
growth rates.
“Collaborative robots are still the new
kid on the block,” said Jan Zhang, senior
director at Interact Analysis (www.in-
teractanalysis.com). “Their application
potential hasn’t been fully exploited
yet, by any means. At present, electron-
ics is by far the biggest end-industry
employing cobots, but their potential
is now being recognized across a range
of sectors. Their �exibility and ease
of use makes them strong candidates
for logistics, services and even educa-
tion applications. Our research tells
us that those nonmanufacturing areas
will account for 21.3% of collabora-
tive robot revenues by 2024. Our little
cobot friends are certainly set to enjoy
signi�cant growth compared to other
robot types.”
To produce the report, the Interact
Analysis team conducted more than 30
hours of interviews with 30 key industry
personnel at robot companies and end
users. These were conducted face-to-
face or by phone.
Post-COVID surge predicted for collaborative robots
Intelligent automationSignificant growth is predicted from now up to 2028 for the collaborative-robot sector.
16 / February 2021 / ControlDesign.com
indiscrete
Reve
nues
($M
)
Forecast for Collaborative Robot Revenues (2018-2028)
Collaborative root revenue YOY growth rate
15.6% 17.2%
Grow
th ra
te (%
)
-11.3%
30.0%
15.0%
0.0%
-15.0%
2000
02018 2019 2020 2021 2022 2023 2024 2025 2026 2027 2028
CD2102_16_26_Indiscrete.indd 16 1/25/21 12:27 AM

Motion turns 75MOTION INDUSTRIES, distributor of maintenance,
repair and operation replacement parts, and provider
of industrial technology solutions, now operates under
the brand name of Motion (www.motion.com).
The timing of the rebrand, designed to solidify the
company’s structure and advance its market position,
coincides with Motion’s 75th anniversary. The rebrand-
ing will include the use of the Mi logo.
As it has for decades, the word “motion” in the com-
pany’s name stems from its role in keeping industry’s
operations and machinery running, that is, in motion.
“We are excited to embark on this new Motion chapter
and to experience continued growth as 2021 progress-
es,” said Motion President Randy Breaux.
indiscrete
ABB provides electrifi cation, automation for mine of the futureABB has provided electri� cation, connected control and operations
management systems, high-visualization and mobile operator work-
places as part of a global mining partnership to visualize a technol-
ogy shift and reduce climate impact in the Sustainable Underground
Mining (SUM) project. Devised by LKAB, SUM has the goal of setting a
new world standard for sustainable mining at great depths in partner-
ship with ABB, Combitech, Epiroc and Sandvik. The framework outlines
ambitions for zero carbon dioxide emissions, completely safe mines for
humans, productivity increases of 50% and deeper mining.
ABB says it will continue to contribute its knowledge in electri� cation,
automation and workplaces together with other suppliers to the mining
industry. The collaboration aims to � nd new methods and solutions for
mining operations in the future. Test work in LKAB’s Kiruna mine in
CD2102_16_26_Indiscrete.indd 17 1/25/21 12:27 AM

northern Sweden, as well as a virtual
test mine, will study the best way
to build a carbon dioxide free and
autonomous production system.
Within the mine, the Konsuln ore-
body is used to demonstrate future
workplaces in a decentralized envi-
ronment with use of an autonomous
electrical mobile transport system
in a mixed environment. Real time
process information is available to
all organizations involved. When
combined with the wider efforts of
the SUM partnership, this shows
a way of bringing new technology
solutions to market for safer, more
sustainable and more ef�cient min-
ing production processes.
“We are taking signi�cant strides
towards a vision of the future opera-
tor environment through smarter
working and demonstrable results,”
said Jan Nyqvist, global product
manager for Underground Mining
Automation at ABB, and one of the
leaders in the project. “Electri�cation
and automation are two important
factors for the mining industry to
continue its rapid, but effective, mod-
ernization. Sharing of information
and data is crucial to reach substan-
tial end goals.”
“ABB is integral to the next step,
which is to build a demonstration
workshop to connect electrical and
automation systems that have so far
been developed for this challeng-
ing project,” said Nyqvist. “We will,
through various developed scenarios,
be able to show how the systems
work together.”
By 2022, the ABB electri�cation
and automation solutions will be
fully installed, and it says its aim is
that a new standard for mining pro-
duction will be set globally by 2030.
18 / February 2021 / ControlDesign.com
indiscrete
Above, ABB Overview of Kiruna mine locationBelow, ABB leads electrification and automation as part of the SUM project, IMAGES COURTESY OF LKAB AND PHOTOGRAPHER FREDERIC ALM
CD2102_16_26_Indiscrete.indd 18 1/25/21 12:27 AM

Inovance becomes OPC Foundation’s 800th memberTHE OPC FOUNDATION welcomes
Inovance as the 800th OPC Foundation
member. Accoring to OPC, as a global pro-
vider of industrial automation solutions,
Inovance uses agile production tech-
niques and experience across all industry
sectors to help companies establish and
maintain industry-speci�c business
units around the world. Inovance builds
long-term partnerships with its custom-
ers providing them with access to R&D
and manufacturing and engineering and
industry-sector specialists.
“We are honored to join the OPC Foun-
dation,” said Dr. Yang Lei, director of
research and development at Inovance.
“OPC UA will play a signi�cant role in
our factory automation software and
industrial Internet of things platforms.
This is an important step for Inovance
as it helps us transform our automation
solutions into digital transformation and
intelligent factory solutions. The OPC
UA standard is particularly attractive
to us because it is system agnostic, has
broad multi-function capabilities, and is
secure. This enables us to integrate data
from controllers, drivers, sensors and
devices with our edge and cloud applica-
tions for data analysis – effectively en-
abling us to build network architectures
that span every layer in in the factory.”
“As an international and a Chinese
National Standard, OPC UA is well-
positioned to contribute to the Made in
China 2025 initiative,” said Albert Zhang,
managing director of OPC China. “OPC
UA enables China’s manufacturers to
take advantage of IIoT era data interop-
erability in their own factories and helps
make their automation products more
competitive internationally. Inovance
is a great example of a leading Chinese
company truly taking advantage of
indiscrete
CD2102_16_26_Indiscrete.indd 19 1/25/21 12:27 AM

what OPC UA has to offer. We welcome
Inovance to the OPC Foundation and
look forward to the OPC UA enabled
products and solutions it will bring to
the market.”`”
The OPC Foundation said it is gratify-
ing to see its membership grow to new
heights with a Chinese company with
global relevance across many industry
verticals joining its ranks. As a member,
Inovance can now share its expertise
by participating in OPC UA Companion
Speci�cation development efforts run by
the OPC Foundation and other industry
organizations.
20 / February 2021 / ControlDesign.com
indiscrete
Motion breaks ground on new Alabama facilityMOTION, a distributor of maintenance, repair, and operation
replacement parts, and a provider of industrial technology solu-
tions, held a groundbreaking ceremony at the site of its planned
shop facility in Irondale, Alabama.
In attendance were Randy Breaux, Motion president, and Joe
Limbaugh, SVP distribution, inventory, and operations support;
along with Irondale’s mayor and representatives from the Bir-
mingham Business Alliance, Bras�eld Gorrie and Graham. The
socially distanced event was held to of�cially kick off the �rst
stages of construction, already underway.
When completed, the $11.2 million 104,000 square-foot build-
ing will house Motion’s area �uid power shop, hose and rubber
shop and engineering department. According to the company,
the building and the shops within will feature processes, equip-
ment and safety advantages. Capabilities will include �uid pow-
er component repair and fabrication, power unit fabrication,
machining, hose kitting and assembly and engineering design.
The structure’s design was planned under the new MI design
and décor standards, according Limbaugh.
“This project continues our excellent partnership between
Bras�eld Gorrie and Graham Co.,” said Limbaugh. “These two
companies also did a fantastic job with the recent headquarters
renovation. At this property, we’re making excellent progress,
and while it’s early, we’re ahead of schedule.”
“The main reason for the investment is to strengthen our
position and provide the best customer service possible, as our
customer base and our company grow,” said Breaux. “We’re
looking forward to the positive impact this operation will have,
for our customers, our employees, and our community.”
Announced in October 2020, the project is estimated to com-
plete in the third quarter 2021 and will create 15 new jobs while
retaining 13.
Rajant receives Lean Six Sigma certificationRAJANT, the Kinetic Mesh wireless network provider, has received
Lean Six Sigma certi�cation for eight of its Morehead-based em-
ployees following an 11-month process. Process phases included
a February 2020 operational assessment, �ve days of Green Belt
classroom training and three days of Kaizen training. Rajant says
the goal of receiving Lean Six Sigma certi�cation is to eliminate
waste and optimize ef�ciency in all of its Morehead, Kentucky
business facets while maximizing the value to customers.
Rajant partnered with the Advantage Kentucky Alliance
(AKA) to assist them through all phases of Lean Six Sigma cer-
ti�cation. AKA’s center director Scott Broughton, client services
manager Bill Rouse and senior continuous improvement spe-
cialist Bertram Wells served to introduce Rajant staffers to Lean
Six Sigma analytical tools and, under Wells’ instruction, were
trained how to properly select and use the tools in identifying
and correcting operational gaps. The eight-team members were
CD2102_16_26_Indiscrete.indd 20 1/25/21 12:27 AM

assigned individual projects that were required to ultimately
prove each project’s realized savings, projected savings or cost
avoidance. Projects were successfully completed and �nal,
executive approval granted by Rajant’s Malvern, Pennsylvania-
based Brad Feick, senior hardware director. Total savings stem-
ming from the projects was about $40,000.
“It was a pleasure to instruct Rajant’s eight employees,” said
Wells. “This effort was championed locally by Dave Keeton,
Manufacturing Manager for Rajant. Green Belt Recipients are
Rajant’s Austin Clark, Dave Keeton, Jon Lacy, Ryan Lacy, David
Mays, Travis Miller, Travis Pettit and Zach Wagner. In the �ve
days spent with the Rajant team members who participated in
AKA’s Lean Six Sigma Green Belt training and certi�cation pro-
gram, I was impressed. Their commitment to making decisions
based on veri�able data and statistical methods they learned
during the training should directly impact Rajant’s future
success by motivating its employees, improving customer satis-
faction, and clearly focusing on measurable and quanti�able
�nancial returns.”
“The Six Sigma Green Belt course gave me an invaluable new
set of tools and critical thinking methods to use in the way I
approach my everyday tasks,” said Rajant systems engineer
Clark. “It allows me to view problems from multiple angles,
ensuring I explore every solution to �nd the best possible one.
Now, continual improvement is applied to everything I do.
Work product outcomes are of higher quality and the timeline
for completion improved. Six Sigma strengthened my leader-
ship and ability to work as a team to solve a common goal. I am
grateful for the skills retained from becoming a Certi�ed Green
Belt in Six Sigma as they will help throughout my career.”
Into 2021, four of these eight Rajant employees will go on to
Black Belt Six Sigma certi�cation with the goal of even more
operational savings.
indiscrete6LPSOLą�HG�0RWLRQ�6HULHV
7KH�VLPSOLFLW\�RI�SQHXPDWLFV�FRPELQHG�ZLWK�WKH�DGYDQWDJHV�RI�HOHFWULF�DXWRPDWLRQ
The�6LPSOLą�HG�0RWLRQ�6HULHV�LV�LGHDO�IRU�PRYHPHQWV�
EHWZHHQ�PHFKDQLFDO�HQG�SRVLWLRQV�ZLWK�D�UHGXFHG�
QXPEHU�RI�SDUDPHWHUV�
• 2SHUDWLRQ�ZLWKRXW�DQ\�VRIWZDUH�EDVHG�RQ�WKH�SOXJ�
DQG�ZRUN�SULQFLSOH
• (DV\�DQG�TXLFN�FRPPLVVLRQLQJ�ZLWKRXW�D�FRPSXWHU��
VRIWZDUH�RU�RWKHU�DFFHVVRULHV
• &RQQHFWLRQ�YLD�,2�/LQN�IRU�HQKDQFHG�IXQFWLRQDOLW\�
LQFOXGLQJ�GLDJQRVWLFV
• 6LPSOH�FRQWURO�ZLWK���GLJLWDO�LQSXWV�IRU�EDVLF�
IXQFWLRQV�RU�HQKDQFHG�FRQWURO�ZLWK�,2�/LQN�IRU�
DGGLWLRQDO�IXQFWLRQV
ZZZ�IHVWR�XV
CD2102_16_26_Indiscrete.indd 21 1/25/21 12:28 AM

EMERSON opened its Branson weld-
ing and assembly technologies’ global
headquarters in Brook�eld, Connecti-
cut, which completes Emerson’s $49
million investment announced in April
2019. The facility supports Branson’s
plastic joining, ultrasonic metal weld-
ing, and ultrasonic cleaning technolo-
gies for the textile, automotive, food
and beverage, packaging, electronics
and medical industries.
“We are proud to support the Brook-
�eld community and American manu-
facturing with this strategic invest-
ment,” said Vernon Murray, president
of welding and assembly technologies
for Emerson. “This new facility will
help us continue to drive innovation
and deliver the solutions our custom-
ers need and expect. Our new Brook-
�eld headquarters also offers a more
collaborative work environment for
engineers and manufacturing leaders
to serve our customers.”
The technological capabilities available
with the 146,000-sq-ft facility will offer
levels of customer support, including:
• 16,000-sq-ft engineering lab for
research and development, customer
application development and materi-
als testing
• additive manufacturing equipment
for rapid-response prototyping and
production tooling
• 48,000 sq ft of manufacturing space
for computer numerical control (CNC)
milling machining centers, equip-
ment assembly and customer applica-
tion runoffs
• collaborative workspaces to facilitate
information to develop customer solu-
tions more ef�ciently
• dedicated training workspace for semi-
nars, training classes, technical support
services and other customer needs
• energy-ef�cient construction methods
including space wattage limitations,
energy-saving LED lighting, automated
controls for daylight harvesting and
recovering heat from manufacturing
operations to help warm the facility
• user-center design methodology to pro-
mote employee health and wellness.
Emerson plans to host seminars and
events to introduce clients to the ad-
vanced capabilities of the new facility,
as soon as COVID-19 safety protocols
permit.
Emerson purchased the 13-acre
parcel for the new facility in Brook�eld’s
Berkshire Industrial Park, less than 2
miles from Branson’s former Danbury
headquarters.
22 / February 2021 / ControlDesign.com
indiscrete
Emerson opens $49 million global headquarters for welding and assembly technologies
CD2102_16_26_Indiscrete.indd 22 1/25/21 12:28 AM

DASSAULT SYSTÈMES have unveiled
Water for Life, the next act in its The Only
Progress is Human campaign to increase
awareness of societal and environmental
challenges and inspire the use of virtual
worlds to drive sustainable innovations.
Water for Life combines the themes of
water and consumption to explore the
challenge of how industry can consume
smarter and protect the world’s most
precious resource, which is threatened by
overconsumption. The campaign is part
of the company’s commitment to support
the United Nations Sustainable Develop-
ment Goals, and in particular SDG 6 to
ensure availability and sustainable man-
agement of water and sanitation for all.
Through Water for Life, Dassault
Systèmes is hoping to help its custom-
ers address this challenge from three
angles: measure and optimize, innovate
and create and educate. First, it will
drive the 3DEXPERIENCE platform as an
accelerator for measuring and optimiz-
ing the water footprint of businesses by
providing customers with integrated
industry solutions that deliver data on
the water consumption associated with
the experience they are creating and the
impacts of various design options. In the
future, AI-generated recommendations
will guide them toward the creation of
new and more sustainable products,
services and experiences.
Dassault Systèmes will also support
the idea of a water handprint through
its 3DEXPERIENCE Lab. This will be
achieved by using collective intelligence
to accelerate disruptive innovations
such as EEL Energy that transform pro-
cesses in industries needing to reduce
their water consumption, as well as by
reinforcing this engagement with a part-
nership of incubators worldwide such as
OceanHub Africa.
It plans to nurture educational
programs that aim to increase aware-
ness of major water-related issues and
inspire future generations to conserve
this resource, such as the Mission Ocean
project in France that is supported by La
Fondation Dassault Systèmes.
“The world is recognizing the urgency
of preserving water and moving toward
a new era of responsibility and sus-
tainability,” said Bernard Charlès, vice
chairman and CEO, Dassault Systèmes.
“Industry has its role to play in this ‘UN
Decade to Deliver. Virtual universes
are a key enabler for our customers to
imagine, design, and test the radically
new products, materials and manufac-
turing processes needed in tomorrow’s
more sustainable economy. Through new
industry solutions, we can become the
world’s number one partner for a more
sustainable industry renaissance that
meets Paris Agreement goals.”
Water for Life was of�cially launched
in a video featuring Bernard Charlès
alongside the professional explorer and
adventurer Mike Horn, who share the
same passion for water conservation.
“As a professional explorer, I wit-
indiscrete
Dassault Systèmes unveils water protection campaign
CD2102_16_26_Indiscrete.indd 23 1/25/21 12:28 AM

nessed �rsthand how human activities
directly impacted the state of our Earth,”
said Horn. “It is crucial for humans to
take care of it, and more importantly in
preserving water, our most precious re-
source. I am happy that not only the UN,
NGOs and politicians meet this goal but
also that industrial leaders like Bernard
Charlès, CEO of Dassault Systèmes stress
the importance of this key topic.”
Launched in February 2020, The Only
Progress is Human is a communications
campaign that aims to increase aware-
ness of today’s societal and environmen-
tal challenges, and inspire people to use
the virtual world to gain deeper insights
into these challenges and drive sustain-
able innovations for a better future.
24 / February 2021 / ControlDesign.com
indiscrete
Abaco to support Space Force satelliteABACO SYSTEMS have received an initial
award of a $900,000 design win, with a
lifetime potential win of several million,
for ground control interface supporting
Space Force’s Protected Tactical Satellite
(PTS) Communication Program (SAT-
COM). According to Abaco, PTS serves as
a next generation anti-jamming satellite
communication system to support warf-
ighters globally.
The win contains Abaco’s VP868 FPGA
card, as well as the FMC172 FPGA mez-
zanine card. The VP868 serves as a 6U
OpenVPX compliant plug-in module with
digital signal processing capabilities. It is
designed for applications which require
processing and I/O with the ability to
scale from the lab to deployed rugged
environments. The FMC172 provides
high performance, low latency and high
sample rates.
The �rst order for this design win will
be fully delivered by the end of 2020
with additional boards being delivered
between 2022 and 2023.
AVEVA announced it has attained a Gold
Application Development competency
and Silver Cloud Platform, Data Analytics
and Data Center competencies, dem-
onstrating a ‘best-in-class’ ability and
commitment to meet Microsoft Corp.
customers’ evolving needs in today’s
mobile-�rst, cloud-�rst world and distin-
guishing itself within a small percentage
of the Microsoft partner ecosystem. A
portfolio of competencies showcases that
Aveva is committed to focusing on on-
demand, business solution areas, along
with ensuring it can meet the evolving
needs of our mutual customers.
To earn a Microsoft competency, part-
ners must successfully complete exams
(resulting in Microsoft Certi�ed Profes-
sionals) to prove their level of technology
expertise and, for Gold competencies,
designate these certi�ed professionals
uniquely to one Microsoft competency,
ensuring a certain level of staf�ng capac-
ity. Partners must also submit customer
references that demonstrate successful
projects and pass technology and/or
sales assessments. For gold competen-
cies, partners must also implement a
yearly customer satisfaction study and,
for many competencies, meet a revenue
commitment.
Aveva achieves Microsoft competencies
CD2102_16_26_Indiscrete.indd 24 1/25/21 12:28 AM

“Aveva is enabling industrial organi-
zations to embrace innovative digital
platforms that will allow them to
deploy faster, reduce energy consump-
tion and emissions, and work more
collaboratively,” comment ed Steen
Lomholt-Thomsen, chief revenue of�cer
at Aveva. “These Microsoft competen-
cies not only showcase our technology
expertise, but also demonstrate our
commitment to supporting customers
and embracing innovation. By deploy-
ing our solutions, customers can be
empowered to deliver better business
outcomes, which will in turn help to ac-
celerate their own success.”
“By accomplishing a portfolio of
competencies, partners demonstrate
true commitment to meeting customer
technology needs today and into the fu-
ture,” says Gavriella Schuster, corporate
vice president, Worldwide Partner Group
at Microsoft Corp. “These partners’
pro�ciency and expertise of Microsoft
technology is instrumental in helping
our mutual customers continue to drive
innovative solutions.”
All 17 Microsoft technology compe-
tencies differentiate a partner’s speci�c
technology capabilities, helping cus-
tomers �nd quali�ed solution providers
with expertise in discrete areas quickly
and easily.
Earning the Application Development
competency helps partners differentiate
themselves as a trusted expert to their
customers through development and
deployment of commercial or custom
applications built using core Microsoft
technologies like Windows Server and
Windows 8 operating systems, the
Windows Azure platform, Microsoft
Visual Studio 2012 development system,
Microsoft BizTalk Server and emerging
cloud-based and web business models.
The Cloud Platform competency is de-
signed for partners to capitalize on the
growing demand for infrastructure and
software as a service (SaaS) solutions
built on Microsoft Azure.
The Data Analytics competency
recognizes partners who demonstrate
expertise in speci�c aspects of Microsoft
BI solutions to deliver, deploy and sup-
port BI projects.
The Datacenter competency rec-
ognizes partners who are transform-
ing data centers into more �exible,
scalable, and cost-effective solutions.
Partners can deepen customer relation-
ships by becoming a provider of Private
Cloud, Management, and Virtualization
Deployment Planning Services.
ControlDesign.com / February 2021 / 25
indiscrete
JAI, a global manufacturer of industrial
line scan and area scan cameras, has
announced the opening of a new of�ce
and production facility in Singapore
to strengthen its global sales, support
and manufacturing activities. The new
of�ce in Singapore is in addition to the
company’s of�ces already operating
in Denmark, Germany, United States,
United Kingdom, China and Japan.
To head this new of�ce, JAI has hired
Kevin Dominic Cordeiro as new Regional
Sales Director for the Asia region.
Cordeiro will work out of JAI’s new
Singapore of�ce (located at Marina View
#11-01) and will be responsible for cus-
tomer and distribution partner contact in
countries in the APAC region (except the
Japanese market), with special focus on
supporting JAI’s customers and partners
in China, Korea and Taiwan.
“We are pleased to have Kevin onboard
in JAI” said Usman M. Syed, vice presi-
dent strategy & digital innovation at JAI.
“With Kevin’s background as a mechani-
cal engineer and with his previous work
experience in product management and
sales support in high-tech industries, he
can help customers with good advice and
support when choosing the right camera
technology for their vision systems.”
“I am pleased to become a part of
the global JAI team and I look forward
to use my technical background in the
opto-electronics �eld, as well as using
my language skills in English, Chinese,
Malay and Indonesian to build good and
strong working relationships with JAI’s
customers across the APAC region, “
said Cordeiro.
JAI opens Singapore o�ce to strengthen APAC presence
CD2102_16_26_Indiscrete.indd 25 1/25/21 12:28 AM

Vision Product of the Year awards expandTHE EDGE AI AND VISION PRODUCT of the Year Awards celebrate the
innovation and achievement of the industry’s leading companies
that are enabling and developing products incorporating edge AI and
computer vision technologies.
This new award program represents a broadening of the scope
of previous annual Vision Product of the Year Awards program
by Edge AI and Vision Alliance. The awards categories will now
encompass products employing both vision and other forms of
edge AI, including a new category called Edge AI End Product. This
category is intended to recognize innovation in systems and appli-
cations for products delivered directly to the consumer, enterprise
or government markets. Among all of the award categories, this
end product category is the only one that is open to both member
companies and non-member companies of the Alliance. Alliance
member companies that supply enabling technologies are encour-
aged to invite their customers to submit their systems or applica-
tions for the Best Edge AI End Product category.
Members are invited to submit multiple products and/or multiple
categories. Five award categories are open exclusively for Alliance
Member companies, and the sixth award category is open to all
companies: Edge AI End Product.
Inductive Automation obtains AWS Outposts Ready designationINDUCTIVE AUTOMATION has achieved the AWS Outposts Ready
designation, part of the Amazon Web Services (AWS) Service Ready
Program. This designation recognizes that Inductive Automation has
demonstrated successful integration with AWS Outposts deploy-
ments. AWS Outposts is a fully managed service that extends AWS
infrastructure, AWS services, APIs and tools to virtually any data-
center, co-location space, or on-premises facility. Inductive Automa-
tion’s key product, Ignition by Inductive Automation, is an indus-
trial application platform for building solutions in HMI, SCADA,
MES and IIoT. Achieving the AWS Outposts Ready designation dif-
ferentiates Inductive Automation as an AWS Partner Network (APN)
member with a product fully tested on AWS Outposts.
26 / February 2021 / ControlDesign.com
indiscrete
Acquisitions and Partnerships
Honeywell acquires Sparta SystemsHoneywell has agreed to acquire privately held Sparta Systems for $1.3 billion in an all-cash transaction from New Mountain Capital. Sparta Systems is a provider of enterprise quality management software (QMS), including a next-generation SaaS platform, for the life sciences industry. The acquisition strengthens Honeywell’s abilities in industrial automation, digital transformation solutions and enterprise performance management software.
Delta Electronics acquires Trihedral EngineeringDelta Electronics, a global power and thermal management solutions company, announced it has closed the acquisition of Trihedral Engineering Limited, a SCADA and IIoT software company based in Canada. Under the terms of the agreement, Delta Electronics, a wholly-owned subsidiary of Delta, acquired 100% of Trihedral’s interests for CAD $45 million (approx. $34.3 million USD).
Panduit partners with Cailabs Panduit, a global network infrastructure solutions company, has signed a partner agreement with Cailabs, a French deep tech company and expert in light beam shaping, for the global rights to integrate Cailabs technology within Panduit’s OneMode product portfolio. This is a far-reaching partnership that includes, among other elements of the relationship, exclusive use of the technology for the K-12 education market in the United States.
Rajant enters agreement Rajant Corporation, the Kinetic Mesh wireless network provider has entered into a strategic distribution agreement with Poland’s Mission Critical by ASTOR, a value-added distributor within Industrial Internet of Things (IIoT) data exchange platforms and Machine to Machine (M2M).
This partnership represents Rajant’s further investment in Europe to increase support of autonomous platform connectivity and coverage in markets like military, rail, mining, indoor warehousing, public safety, and other emerging markets.
CD2102_16_26_Indiscrete.indd 26 1/25/21 12:28 AM

ControlDesign.com / February 2021 / 27
DR. CHRISTIAN HAINZLMAIER heads R&D, production and qual-
ity at Nanotec Electronic (www.nanotec.de). He joined the Ger-
man manufacturer of drive solutions in 2019.
Hainzlmaier studied mechanical engineering in Munich and
Toulouse, France, and earned his Ph.D. in materials science.
After completing his doctorate, Hainzlmaier spent several years
with McKinsey before he worked for Webasto, where he most
recently served as vice president, electric heating.
John Pannone is vice president of sales, HMI systems / key
customer management, North America, at EAO (www.eao.com).
Phil Marshall is CEO, North America, of Hilscher (www.
hilscher.com).
Josh Eastburn is director of technical marketing at Opto 22
(www.opto22.com).
Rick Simer is technology manager, machine automation, at
SEW-Eurodrive (www.seweurodrive.com).
What are three key things that a machine builder, system integrator or manufacturer should know about your company?
Josh Eastburn, director of technical marketing, Opto 22 (www.
opto22.com): For more than 45 years, OEMs, machine
builders, system integrators and IT and operations
personnel have looked to us for reliable products that deliver
cutting-edge innovation at an affordable price. Heard of
Ethernet I/O? That was us. OPC? We co-wrote the spec as one of
the founding members. How about PACs? Us again.
Today, we design and manufacture industrial control and
IIoT products, such as grooc EPIC and groov RIO, which bridge
the gap between IT and OT, following a core philosophy of open,
standards-based technology (Figure 1).
Opto 22 products are deployed worldwide in industrial
automation, process control, building automation, industrial
refrigeration, remote monitoring and data acquisition applica-
tions through our global network of distributors and system
integrators.
Dr. Christian Hainzlmaier, head of R&D, production and quality at
Nanotec Electronic (www.nanotec.de): The three key words
I would choose are: products, customers and
innovation. Nanotec is an industry leader in smart brushless
motors, motor controllers, linear actuators and motion control
systems, located near Munich, Germany. Our customers can
select the best system for the application from our standard
product range using our online con�guration tools, or we can
provide a customized prototype for a �rst pilot run to prepare
series production. As a fast-growing technology company, our
focus is on innovation and excellent R&D, helping our
customers create innovations themselves. We’re proud to have
been ranked among the Top 100 innovative companies in
Germany (https://www.top100-germany.com.
IIoT, software top experts’ lists of future fociPanel discusses connectivity and how software affects hardware
by Mike Bacidore, chief editor
machine input
Fast, ef�cient coordinationFigure 1: These pump trailers manage water usage in fracking operations. They use independent groov EPIC edge controllers for local operation and to direct MQTT communication between trailers and back to the home o�ce. Op-erators can coordinate all 20 trailers from the mobile HMI embedded in groov EPIC and trailers can coordinate activities wherever they are placed around a site because MQTT is fast and e�cient. (Source: Opto 22)
CD2102_27_31_MachineInput.indd 27 1/25/21 11:35 AM

28 / February 2021 / ControlDesign.com
Rick Simer, technology manager, machine automation, at
SEW-Eurodrive (www.seweurodrive.com): SEW-Eurodrive is a
technology leader, offering a wide portfolio of central-
ized and decentralized drive solutions from controllers and
software all the way to the geared motors—shaft to plug
approach. We offer products from simple shaft spinner drives to
high-end highly dynamic servo systems. Applications range from
simple conveyors to high-dynamic systems including robotics.
We are a system solution partner in a variety of industries
for machine automation, monorail systems and also offer
a line of automated-guided vehicles (AGVs) and automated
mobile robots (AMR).
SEW-Eurodrive is a proud family-owned manufacturer with
six U.S. facilities, including one state-of-the-art manufacturing
facility and �ve assembly plants. Currently, we are expanding
U.S. operations with an additional 440,000 sq ft of manufactur-
ing and production space in South Carolina in 2021. At the same
time, we are an international automation partner who can offer
support and a wide array of service capabilities in 51 countries.
John Pannone, VP sales, HMI systems / key customer
management, North America, EAO (www.eao.com): The three
things to know about EAO is that we are committed
to providing convenient, safe and attractive HMI components
and system solutions. EAO has a proud history of developing
new technologies and HMI solutions that serve our global
customer base. As a solutions-focused partner, EAO delivers a
range of local engineering and manufacturing capabilities in
each of our markets to help our customers solve their HMI
challenges and needs.
EAO provides a broad spectrum of HMI solutions for ma-
chinery applications. This includes convenience features with
indicators, displays or illumination, hardware or software, and
safety functions with fool-proof e-stop switches that offer the
highest safety standards. Machine builders and operators should
know that EAO brings 75 years of experience in the development
of machinery components and system developments.
Phil Marshall, CEO, Hilscher North America (www.hilscher.com):
Hilscher develops communications solutions for users
across all three spaces: machine builder (OEM), system
integrator, and end-user Manufacturer. Machine builders rely on
Hilscher netX chips and embedded comms modules to add
multi-protocol support for any and all industrial communication
networks required by their machines. These include all popular
�eldbuses, real-time Ethernets, IoT protocols, such as OPC UA
and MQTT, and even time-sensitive networking (TSN). System
integrators deploy Hilscher edge gateways, such as netFIELD
Connect, as data collectors at the network edge, aggregating and
delivering device data to cloud-based and higher-level applica-
tions. And end-user manufacturers utilize Hilscher protocol
convertors, gateways and edge devices to bridge any network
combination found on the plant �oor, such as Pro�bus to
Pro�net or EtherCAT to EtherNet/IP (Figure 2). Each of these
product portfolios relies on Hilscher’s own netX chip technology
to deliver a communications solution that is packaged with
multi-protocol support, common tools and driver software and
next-generation security functions.
What new technologies are driving your product development and why?
John Pannone, VP sales, HMI systems / key customer manage-
ment, North America, EAO (www.eao.com): First and fore-
most, the COVID-19 global pandemic is fueling the
need for higher hygiene standards in every industry, especially
HMI. This not only impacts machinery applications, but any
kind of application where a human touch is the fundamental
basis for interaction between man and machine. EAO is
committed to the development of higher safety and hygiene
standards that improve the customer and end-user experience.
Secondly, the evolution of every technical solution travels
from mechanics through electronics toward the software solu-
machine input
Flow-controller connectionFigure 2: An automation services company uses a Hilscher netTAP 151 gate-way to provide a simple way of connecting EtherCAT-networked thermal mass flow controllers (MFCs) to its standard Ethernet/IP networks.(Source: Hilscher)
CD2102_27_31_MachineInput.indd 28 1/25/21 11:35 AM

ControlDesign.com / February 2021 / 29
tion. We believe that HMI for machinery applications follow
this path, and we are driving this kind of development with our
innovative, intuitive and reliable components and systems for
the machinery industry.
Josh Eastburn, director of technical marketing, Opto 22 (www.
opto22.com): Traditional industrial communication sys-
tems address data processing from an hierarchical
perspective, as with the classic Purdue model. One good
feature of this hierarchy is the clarity it provides with regard to
where data can originate, be stored, undergo processing and be
delivered. However, the task of transporting data and process-
ing it in context is often quite dif�cult, because so many layers
of equipment and software are required to connect devices and
applications.
Industrial edge computing is changing the relationship
between �eld assets and the systems that collect and use their
data. Edge computing provides general-purpose computing,
networking, and storage in the �eld that of�oads central pro-
cessing, preserves data �delity, improves local responsiveness
and security, and increases data transfer ef�ciency into other
systems. A distributed system based on edge computing can
process and report data directly to SCADA systems, databases,
cloud services and business applications.
Complementary to this, MQTT/Sparkplug B is gaining trac-
tion as a potential standard for large-scale interoperable IIoT
communications. MQTT can provide communication that is 80-
90% more ef�cient than traditional poll-response protocols be-
cause of its lightweight format and brokered report-by-excep-
tion communication pattern. And because client connections
are outgoing (device-originating), edge device �rewalls can
completely block outside connection requests while still pro-
viding bi-directional communication. Building on top of this,
Sparkplug B de�nes an interoperable data exchange format for
MQTT communications with a data-rich payload structure that
supports a uni�ed namespace where IIoT communication can
happen across the organization.
Together edge computing and MQTT/Sparkplug B are laying a
foundation for widespread IIoT.
Dr. Christian Hainzlmaier, head of R&D, production and quality at
Nanotec Electronic (www.nanotec.de): In general, we want
our customers to become innovators. In the fast-
growing market for automated-guided vehicles (AGV), we were
one of the �rst companies supplying prototypes of integrated
wheel drives. Now we are following our customers into series
production. Also, the technology of functional safety has a
signi�cant impact on our product development, and we are
working on new products for the robotics, industry-automation
and medical-engineering markets.
Phil Marshall, CEO, Hilscher North America (www.hilscher.com):
The automation industry has seen a great deal of
technology convergence in the past decades, from the
incorporation of commercial-of-the-shelf (COTS) solutions—
think Unix, PCs, Windows—to the bridging of IT and OT
operations. These convergences are driving new product
approaches at Hilscher, for example, the convergence of
communications with added functionality, such as security, IT
and motion control. Hilscher’s latest netX 90 communications
controller chip supports all the popular industrial networking
protocols with added MQTT and OPC UA, and it builds in
hardware-based security, such as secure boot and an on-chip
accelerator to handle cryptology. In Q2 2021, Hilscher will deliv-
er motion control functionality for the netX 90, called netMo-
tion. Ideal for makers of motion-control devices, such as
encoders, motors and drives, netMotion is a �rmware-con�g-
ured communications solution with built-in motor control for
applications in networked factory and process control systems,
assembly, packaging, robotics and more. With netMotion,
developers get real-time Ethernet connectivity and general-
purpose motor and motion control in a single-chip solution,
which simpli�es designs and reduces material costs.
Rick Simer, technology manager, machine automation, at
SEW-Eurodrive (www.sew-eurodrive.com): Our easily
con�gurable, parametrizable software modules,
MoviKits, are developed for single- and multi-axis automation
all the way to machine-level solutions for added value—OEMs,
integrators and end users. They are part of our Movi-C
automation platform and integrate nicely with our drive
portfolio. We operate under the assumption that our customers
look for solutions and not only for products.
We are introducing our new MoviLink DDI single-cable tech-
nology to the market. It reduces wiring effort, offers automatic
motor startup via the digital nameplate and allows for the
digitalization of motor sensor data. Overall, it enables a cleaner
machine design. The direct data access to the drive system will
be used for a preventive/predictive maintenance approach. We
will be able to monitor vibration, temperature and drive perfor-
mance, such as currents and voltages, and display these values
based on customer requirements.
machine input
CD2102_27_31_MachineInput.indd 29 1/25/21 11:35 AM

30 / February 2021 / ControlDesign.com
One of our main goals is to spread the use of permanent
magnet technology in warehousing automation. End users can
take advantage of highest ef�ciency drive solutions to dramati-
cally reduce their plants’ energy consumption.
Our portfolio of automated-guided vehicles (AGVs) pro-
vides maximum �exibility and scalability. It helps end users
transform their logistical processes. AGVs are ideal helpers for
autonomous logistics tasks.
SEW-Eurodrive’s product and system strategy is based on
realizing energy savings and ef�ciency gains, easy integration
of industrial communication protocols and automation solu-
tions that enable the creation of demand-oriented, scalable and
�exible production systems.
How does the Industrial Internet of Things (IIoT) �gure in your business strategy?
Josh Eastburn, director of technical marketing, Opto 22 (www.
opto22.com): We have positioned ourselves to be at
the forefront of IIoT in automation and control
devices, and our �agship products, the groov EPIC edge
programmable industrial controller and the groov RIO edge
I/O module, are aimed squarely at addressing the needs of
that growing market.
Groov RIO combines traditional I/O sensing with IT-com-
patible tools for connectivity, data processing and security in
a single device. Its 10 I/O channels are software-con�gurable,
supporting 13 different signal types and more than 200,000
I/O combinations in a single device for rapid integration of I/O
networks and stand-alone equipment. Groov EPIC expands on
this, combining full PLC control and modular I/O with a built-
in OPC UA server capable of integrating third-party PLC data
and bridging disparate automation networks.
Both products provide an embedded version of IBM’s
open-source IoT engine, Node-RED, for local data processing
and connectivity to cloud services and databases. And all of
this is backed by standard IT security features like SSL/TLS
data encryption, certi�cate management, centralized user
authentication with LDAP and secure remote connectivity
with VPN or MQTT.
We also seek out strategic partnerships with other vendors,
such as Inductive Automation, Cirrus Link, Canary Labs, and
HiveMQ, who are supporting powerful, open technologies for
IIoT. Our goal is to build up an ecosystem of scalable, interoper-
able technologies that engineering professionals can choose
from when building IIoT systems.
Phil Marshall, CEO, Hilscher North America (www.hilscher.com):
The IIoT �gures strongly in Hilscher’s business and
solution portfolio strategies. Two main ways come
to mind. First, Hilscher continues to develop gateway
solutions that serve as edge devices in an IIoT architecture.
Two new products include the netField Connect gateway and
the soon-to-be-announced sensorEdge gateway. Both
solutions will �gure heavily in brown�eld installations. Both
can be used to aggregate and collect data from devices and
sensors—sensorEdge via IO-Link—and serve that data directly
to the cloud. There is no need to completely reprogram the
installations’ main controllers or PLCs. These Hilscher
gateways work in tandem with the main control processes,
ideal for adding IIoT functions, such as predictive mainte-
nance, in a brown�eld situation.
The second impact of IIoT for Hilscher business strategy is
the development of solutions for green�eld installations. In
a green�eld installation, you have the advantage of starting
from scratch and building in to your devices, from the get-go,
the functions and services needed for an IIoT architecture:
communications, security, diagnostics, cloud connectors, data
transparency. Hilscher’s newest communications chips, such
as the netX 90, incorporate these functions and services so
device manufacturers can design truly IIoT-aware and future-
proof automation products for next-gen control systems.
Rick Simer, technology manager, machine automation, at
SEW-Eurodrive (www.sew-eurodrive.com): To make machine
builders and end users IoT-ready, SEW-Eurodrive
provides intelligent drive components that inform IoT processes.
The real-time status of �eld level devices, such as motors, is used
for predictive maintenance functions and allow a detailed “view
into the machine”. By analyzing motor and drive sensor data in
the cloud, the status of process steps and the equipment itself
become transparent. The automation system can inform the user
about its health condition, estimate the next service interval and
show causes for device failures. Preventive maintenance plans to
increase the overall equipment effectiveness (OEE) and to reduce
downtime can be developed based on real-time insights.
SEW-Eurodrive’s DriveRadar together with the Movi-C auto-
mation platform enables us to integrate IoT services across our
wide automation portfolio.
From a development and design perspective, SEW-Eurodrive
equipment allows for the simulation of automated systems
and robotics. As a result, we provide a robust proof of concept,
ensure quality software and reduce startup time dramatically.
machine input
CD2102_27_31_MachineInput.indd 30 1/25/21 11:36 AM

ControlDesign.com / February 2021 / 31
Drive technology products need to be compatible with many
�eldbus and communication protocols, such as OPC UA, in
order to integrate into different architectures and plant ecosys-
tems, allowing for openness, �exibility and modularity.
Dr. Christian Hainzlmaier, head of R&D, production and quality at
Nanotec Electronic (www.nanotec.de): The Industrial
Internet of Things will change the shape of the
industry, that is for sure. We are really excited about what this
change will bring along, and we have prepared ourselves for it.
As a result, we are able to support all relevant �eldbuses with
our controllers/drives, even some exotic ones. We understand
that IoT will bring new challenges and requirements for our
customers’ facilities, too, and have prepared to support them
with our online knowledge base and our applications hotline.
How will machine automation and controls alter the way companies staff their operations in the future?
Rick Simer, technology manager, machine automation, at
SEW-Eurodrive (www.sew-eurodrive.com): Future operations
staff will take on different roles that include higher-
level problem solving, new soft skills and the need to work
physically closer to their machine counterparts.
By routing status information of edge devices into the upper-
level control architecture, diagnostic capabilities can be devel-
oped therefore facilitating troubleshooting measures. Predic-
tive product insights will drive preventive maintenance. This
will streamline maintenance processes, reduce downtime and
increase reliability and plant pro�tability. We regard intelligent
drive components and machine modules as crucial building
blocks for intelligent production systems. Intelligent automa-
tion technology allows organizations to rethink their produc-
tion processes and to fundamentally redesign operations.
Dr. Christian Hainzlmaier, head of R&D, production and quality
at Nanotec Electronic (www.nanotec.de): Quali�cation
levels will go up in our industry. Machine automa-
tion requires an increasingly profound understanding of
technology, electronics and controls. Hence, the demand for
manual and physical skills will decline, and the demand for
technological skills will rise. To help our customers adjust,
we are developing “plug and drive” products, following our
vision to make the use of a new drive or actuator as conve-
nient as possible.
How is the development of software solutions impacting your requirements for hardware?
John Pannone, VP sales, HMI systems / key customer manage-
ment, North America, EAO (www.eao.com): EAO has released
its �rst CAN-based product to support customers that
require products that interact with CAN Open, J1939 and CAN
Open with functional safety. This brings a new level of
operator-interface design options to engineers. Our Series 09
product line offers the ability to allow increased levels of
intuitive feedback to the operator to increase ef�ciency, safety
and overall user experience.
Dr. Christian Hainzlmaier, head of R&D, production and quality at
Nanotec Electronic (www.nanotec.de): Software and
hardware always go hand in hand at Nanotec. Our
R&D department includes both a strong embedded develop-
ment team and a team focusing on client applications, such as
our well-known and established Plug & Drive Studio. These
teams work closely together with our testing and hardware
development units. Quite naturally, this results in interdisci-
plinary project teams that are staffed individually according to
our customers’ requirements.
Rick Simer, technology manager, machine automation, at
SEW-Eurodrive (www.sew-eurodrive.com): In recent years,
we have observed an increasing importance of
software as a differentiator in the market.
Advancements in software shorten the design iteration
cycles for hardware, as well. Essentially, by integrating soft-
ware functions into hardware products, the drive technology
can be further tailored to speci�c application needs. The use
of software to customize hardware provides an incredible
increase in design �exibility and product differentiation
opportunities. With SEW-Eurodrive’s Movi-C automation
platform, we are able to fully integrate drive software with
the physical drive products and enable compatibility across
the whole platform.
Added value for a machine builder is often only achieved
when the automation supplier provides hardware products
that easily integrate with the drive software to simplify and
shorten engineering efforts. Also, the integration of the drive
systems into different upper-level control architectures is of
highest importance. This way, OEMs can create innovative
machines with reduced development time while providing
added value and new features to the end user.
machine input
CD2102_27_31_MachineInput.indd 31 1/25/21 11:36 AM

IN CASE YOU hadn’t noticed, life has changed a bit as a result of
the COVID-19 pandemic. It’s affected almost every aspect of our
personal lives, as well as industry and commerce.
Yes, there have been food and paper-product shortages of
certain goods at the supermarket, but additional goods, from
replacement electronic parts to building-and-construction ma-
terials, have been in short supply and on back order.
Manufacturers can feel those same pains. Transportation
and distribution can have a big impact on the supply chain.
We’ve become accustomed to the click of a mouse giving us
immediate grati� cation, but moving product requires a bit more
� nesse and preparation than it used to. Manufacturers and
distributors are here to help.
On the moveSupply and transportation dif� culties may have affected the
ability to deliver automation technology to machine builders
and end users during the global pandemic.
“The pandemic did cause a temporary slowdown on receipt of
product form a few of our suppliers,” says Eric Wendt, strategic
program development director at Digi-Key (www.digikey.com).
“Most of those delays were due to staf� ng levels, and then there
was a lingering slowdown from the raw material shortages that
are used to make those products. The supply side recovered fairly
well. Most of our customers were able to keep their needs � lled.”
The world of industrial automation manufacturers is not only
� at, but also small, says Todd Mason-Darnell, Ph.D., marketing
manager—services & safety, Omron Automation Americas (au-
tomation.omron.com). “All major manufacturers of automation
technology now rely on global supply chains to support regional
and global customers, and the impact of the global pandemic
has highlighted both the fragility and resiliency of this supply
chain,” explains Mason-Darnell. “In addition to either shutting
down or reducing plant staf� ng levels due to quarantine restric-
tions, automation technology suppliers have seen these impacts
cascade across their suppliers for subcomponents or raw materi-
als. Depending on the depth of a manufacturer’s supply chain,
there can be a signi� cant ripple effect as delays stack up.”
To add insult to injury, with the reduction of international
travel due to COVID-19, there has been a corresponding reduc-
tion in air cargo capacity, says Mason-Darnell. “So even if there
is no issue with the supplier manufacturing the components, it
may be impossible to get from one country to another in a time
frame that supports the just-in-time inventory levels that ev-
eryone had become accustomed to pre-pandemic,” he explains.
“Ironically, the pandemic has highlighted the strengths of the
global footprint of the modern supply chain,” notes Mason-Dar-
nell. “Rarely do manufacturers rely on a single manufacturing
plant or a single source for components, and they’re therefore
unlikely to suffer a single point of failure in their manufactur-
by Mike Bacidore, editor in chief
32 / February 2021 / ControlDesign.com
CD2102_32_37_CoverStory.indd 32 1/25/21 11:37 AM

ing chain. With multiple sourcing of suppliers and parallel or
multi-parallel manufacturing facilities, manufacturers can shift
demand and manufacturing locations for critical automation
components to meet the needs of their global customers.”
Having multiple plants and warehouses around the world
keeps customers supplied with necessary components.
“While Posital has production and distribution facilities
in Europe, America, and the Far East, we have managed to
keep our supply chains open with moderate delays,” explains
Christian Fell, head of Posital’s North American operations and
director of technology development for Fraba.
Supply chains, as a general statement, are in much better
shape than they were 10 years ago, due to increased resiliency
and more transparency on a global level, all due to increases
in technology, explains Rahul Garg, industrial machinery and
heavy equipment industry leader for Siemens Digital Industries
Software (www.sw.siemens.com). “COVID has brought addi-
tional challenges to the automation industry,” says Garg. “The
machine builders and suppliers best equipped to handle such
disruptions are those that have started to digitalize engineer-
ing and manufacturing processes. The further along companies
are in their digitalization journey, the more prepared they will
be to immediately adjust to unplanned disruptions. Using these
digital tools gives machine builders and suppliers the ability
to quickly evaluate and use alternative supply sources. These
machine builders have a real strategy for innovation and trans-
formation and have started to implement it. They can handle
custom orders for customers willing to pay extra and can ramp
up or decrease plant productivity easily.”
OnlineMachine builders and end users are more likely to purchase
certain components online without guidance.
OEMs are likely to buy commodity items such as incremental
encoders online, usually through distributors with an online
presence, explains Posital Fraba’s Fell. “We are excited about
the potential or online sales to customers in the MRO market,”
he says. “Our Encoder Match online tool is designed to help
these customers � nd replacements for older products from any
manufacturer, based on a part number or product speci� cation,
and to order them online without sales assistance.”
Most common purchases will be of standard replacement
parts needed in common service environments, which are
parts that can be purchased with limited risk to overall ma-
chine performance if they exist, says Siemens’ Garg. “In many
cases these may be parts sold to the machine builders by their
suppliers,” he notes. “However, some components may need
to be purchased directly from the manufacturer, depending
on the level of customization involved in the end-customer’s
speci� cations. In those instances, end users will bene� t from
ControlDesign.com / February 2021 / 33
cover story
by Mike Bacidore, editor in chief
CD2102_32_37_CoverStory.indd 33 1/25/21 11:37 AM

working with machine manufacturers
that have fully merged their digital and
physical processes to create a continu-
ous, digitalized communication and
data repository to help take advantage
of advanced production technologies
including additive manufacturing where
standard parts are not available.”
Machine builders and end users are
moving to online purchasing for simple
automation components
such as relays, both safety
and non-safety, timers,
pushbuttons and power
supplies, agrees Omron’s
Mason-Darnell. What is
unique about these com-
ponents is that:
• the machine builder
or end user has a very
clearly de�ned set of
requirements for the ap-
plication
• the product has well-de�ned speci�-
cations that are commonly accepted
across the industry
• the product does not require a compli-
cated con�guration or programing for
product selection or use.
“When you have the combination of
these three, both machine builders and
end users feel con�dent in selecting the
right product online,” explains Mason-
Darnell. “Product selection essentially
becomes a datasheet exercise, with the
customer looking to select a product that
correctly �ts a set of known and well-
de�ned criteria and offers a plug-and-
play implementation.”
The only variance to this formula is
for end users who engage in mainte-
nance, repair and overhaul (MRO) activi-
ties, explains Mason-Darnell. “If an end
user is searching for an exact match—
part number for part number—for an ex-
isting product, there is a greater level of
34 / February 2021 / ControlDesign.com
cover story
No limitsFigure 2: There’s no limit to
the types of products machine builders will buy online.
(SOURCE: NEWARK)
Online comfortFigure 1: Online access to buy products and services has become a natural way of purchasing.(SOURCE: NEWARK)
It’s all coveredFigure 3: E-commerce covers product information
research, technical learning, product ordering, pay-ments, delivery and tracking.
(SOURCE: NEWARK)
CD2102_32_37_CoverStory.indd 34 1/25/21 11:37 AM

con�dence of purchasing more complex
products, such as light curtains or even
basic PLCs, online without the guidance
of a technical specialist.”
Online access to buy products and
services has become a natural way of
purchasing, notes Daniel Weiss, senior
product manager at Newark (www.new-
ark.com). “In today’s environment, engi-
neers and purchasing teams want to be
able to research the different products
they need on their own time,” he says
(Figure 1). “It’s important for them that,
being able to compare different options
and sites is quick and easy. With well-
designed e-commerce sites, machine
builders can search for the products they
need, verify a particular part is the exact
product they’re looking for and buy the
product right then and there. Click a but-
ton and move on to the next task.”
There’s no limit to the types of prod-
ucts machine builders will buy online,
says Weiss (Figure 2). “PLCs, operator
interfaces such as pushbuttons and
HMI products, sensors, power supplies,
circuit breakers, interconnect products,
wire and cable, wire management,
Internet switches, routers, edge comput-
ers, enclosures, racks and fans are all
available online with complete data and
videos, making the machine builder’s
job easier and saving time. Bundling
and package deals allow for machine
builders to get the parts in when they
need them, eliminating the need to hold
stock,” explains Weiss.
“E-commerce covers many aspects of
the business relationship between two
parties,” continues Weiss, who identi�es
product information research, technical
learning, product ordering, payments,
delivery and tracking as a few of those
aspects (Figure 3). “It also allows for the
exchange of documents, such as techni-
cal datasheets or user guides, after-sales
support, training and customer service
that is quick and ef�cient.”
The number of products that people
feel comfortable buying without guid-
ance from a salesperson or engineer
has been expanding, says Digi-Key’s
ControlDesign.com / February 2021 / 35
cover story
CD2102_32_37_CoverStory.indd 35 1/25/21 11:37 AM

Wendt. “In the past, most things speci-
�ed without support were replacement
parts or simple products such as relays,
meters, power or switches,” he notes.
“More recently, it’s common for products
that need programming, such as PLCs
and industrial PCs, to be chosen without
support. A year ago, we began expanding
our offering into more advanced prod-
ucts in vision, motion and robotics.”
Digi-Key has seen incredible growth
in all these areas, including the very
high-ticket industrial robots (Figure
4). “Most of these purchases have
happened after research on our site,”
notes Wendt. “There’s an ever-growing
community of engineers and techni-
cal people who are comfortable buying
even the most advanced products by
doing their own due diligence instead of
standard sales practices.”
With the habit of online purchasing at
home and availability of technical con-
tent online, many are able to make their
own decisions on choosing the correct
product. “This often is a �rst or second
step into automation, and as needs
expand they will then involve system
integrators for more complex systems.”
Several factors drive online shop-
ping behavior, explains Gary Frigyes,
national sales manager, FA Division,
at Pepperl+Fuchs (www.pepperl-fuchs.
com). “For end users, this is MRO busi-
ness where they are looking to replace
a product currently used in the facility,”
he notes. “The 24-hour availability of on-
line shopping, coupled with the ease of
ordering a few parts with a credit card,
drives the majority of this business. For
machine builders, online orders are typi-
cally for testing and prototyping a new
price of equipment or when adding new
functionality on an existing machine.”
During this proof-of-concept phase,
ease of ordering product and �exibility
are most important to customers, says
Frigyes. “Engineers can order products
online without involving purchasing or
local sales contacts,” he explains. “When
the project moves into the production
phase, purchasing will begin search-
ing for the best method to source the
product.”
Added valueAutomation distributors have affected
the way component manufacturers de-
liver solutions to machine builders and
end users.
“Distributors don’t just sell prod-
ucts,” emphasizes Newark’s Weiss.
“They provide engineering support and
aftermarket services, reduce costs and
optimize processes, as well as man-
age inventories, all of which creates
value for manufacturers and customers.
Distributors play a vital role in smoothly
connecting manufacturers and custom-
ers. They can expedite response times,
enhance a company’s reach and even
create value-added packages that com-
plement a company’s product offering or
scope. Without distributors, either the
buyer or seller would have to perform
these functions, adversely affecting the
bottom line.”
Because distributors handle multiple
products from various companies, they
can bundle components into turnkey
systems, points out Weiss. “If they’re
selling PLCs, HMI, sensors, switches,
power supplies, circuit protection, wire,
cable, connectors, wire management,
36 / February 2021 / ControlDesign.com
cover story
Online purchasesFigure 4: Online purchases have contin-
ued to grow in all areas, including the very high-ticket industrial robots.
(SOURCE: DIGI-KEY)
The world of industrial automation manufacturers is not only flat, but also small.
CD2102_32_37_CoverStory.indd 36 1/25/21 11:38 AM

Internet switches, routers, enclosures,
racks and fans, they can design a com-
plete package from these building blocks
that works better, streamlines delivery
and often lowers costs.”
One of the most resounding argu-
ments for a solid distributor network is
that they can respond quickly to custom-
er demands, which is crucial in today’s
highly competitive environment, notes
Weiss. “Whether e-commerce or local
and nimble, distributors can service cus-
tomers on a level that would be dif�cult
or even impossible from the component
manufacturers,” he explains. Being close
to customers also lets them spot market
trends and pass this intelligence back to
the machine builders and end users.
“Industrial distribution brings a
lot of value to manufacturers,” says
Pepperl+Fuchs’ Frigyes. “First, they
provide additional feet-on-the-street
for �nding opportunities and servicing
accounts,” he notes. “In many instances,
they carry multiple complementary lines
so they can offer complete solutions and
one-stop shopping to machine builders
and end users. In addition, distribution
is able to provide value and services to
customers to meet their needs.”
Some customers value having local
or consigned stock, regular onsite visits,
special terms or product kitting, which
can be challenging for many manufac-
turers, says Frigyes.
“The ability of distributors to stock
and deliver a wide variety of products to
the end customers has helped machine
builders and end users to be more �ex-
ible in their design and reduce their
time to market,” says Digi-Key’s Wendt.
Most solutions involve products from a
variety of different manufacturers, he
explains, so the ability of a distributor
to service the entire scope of the project
rapidly is critical.
“With a small direct sales force and
an enormous product portfolio, we
have had very productive relationships
with our value-added distributors,”
explains Posital Fraba’s Fell. “These com-
panies understand our product portfolio
and can recommend the best choices for
customers. Our leading distributors have
also developed the skills to work with
our programmable products to �ne-tune
the performance characteristics in line
with their customers’ requirements.”
Driven by thin product margins, aging
�eets of factory assets and fast-changing
customer choices, companies are creat-
ing a comprehensive digital twin to op-
timize products and processes, explains
Siemens’ Garg (Figure 5). “Distributors
will have to determine the incremen-
tal value-add they will provide beyond
stocking and reselling parts, ultimately,
to increase pro�ts and stay in front of
the innovation curve.,” he advises. “One
way to create innovation that is not eas-
ily duplicated is by using superior distri-
bution and service business models. But
service as a strategy cannot become a
competitive advantage when considered
at the end of the production life cycle.
It is achieved by digitally connecting
data from products when �rst conceived
through delivery. Deciding to embrace
digitalization facilitates optimizing both
products and processes. This results in
the creation of new business models and
true differentiation that is not easily
duplicated, and distributors will need
to determine their new role in this new
business model.”
ControlDesign.com / February 2021 / 37
cover story
Digital differentiationFigure 5: Deciding to embrace digitalization facilitates optimizing both products and pro-cesses, which results in the creation of new business models and true di�erentiation.(SOURCE: SIEMENS)
CD2102_32_37_CoverStory.indd 37 1/25/21 11:38 AM

Switching power suppliesRhino Pro (DIN-rail performance
series) PSN and PSD series
switching power supplies are
available in single- and three-
phase input units and feature a
universal ac input voltage range
(one-phase units), a built-in constant current circuit for charg-
ing applications (three-phase units) and a power boost of 150%
for up to 7 seconds. Current output is available from 3.4 to 40
A at 24 Vdc. The advanced power boost (APB) feature protects
the system and ensures continuing operation when a large
inrush current is detected due to faulty load on a multiple load
connection. A built-in dc OK contact and dc OK/overload LED
indicator are common on both series.
AutomationDirect / 800-633-0405 / www.automationdirect.com
IP67-rated power suppliesThese IP67 SCP-X self-sealed power supplies mount directly
on machines or as freestanding components on a production
line, removing the constraints imposed by power supplies that
must be housed in enclosures. The power supply is available
in 100 W and dual 100 W models and
can power from one to four loads. The
100-W model has a single output of 3.8
A at 24 Vdc to deliver �eld power in a
compact unit that requires minimal
assembly. The dual 100-W models
have quad output of 7.6 A at 24 Vdc (3.8
A max per pair).
SolaHD / www.solahd.com
Flexible power suppliesThe third generation of Step
Power power supplies keeps
the same footprints as the
previous version, measuring
55 mm deep and with widths
starting at 18 mm, but ef�ciency and power density have been
increased. These power supplies have EN 60355-1 certi�cation,
are UL 61010-listed and have Class I, Div. 2 approval. They can
accept either an ac or dc input, so they can adapt to a variety of
applications. The wide output range lets users adjust to their
speci�c needs. They also are available in the company’s push-
in technology for easy wiring.
Phoenix Contact / 800-322-3225 / www.phoenixcontact.com
Decentralized power supplyThe Emparro67 Hybrid switch
mode power supply allows users to
relocate the power supply from the
control cabinet to the �eld. It also
monitors currents using two inte-
grated 24-Vdc load circuit monitoring
channels to ensure system reliabil-
ity. An IO-Link interface permits extensive and transparent
communication. The fully encapsulated IP67-rated supply has
a robust metal housing and a 93.8% ef�ciency rating. It al-
lows voltage conversion (from 230 Vac to 24 Vdc) to take place
directly at the load, keeping power loss to a minimum. The
power supply relocation allows for smaller cabinet usage or, in
some cases, for cabinet elimination.
Murrelektronik / 770-497-9292 / murrinc.com
Power in harsh environmentsSolaHD SDN-P DIN rail power supplies are designed for chal-
lenging industrial environments, withstanding vibration,
high-/low-temperature ranges and high shock conditions.
The SDN-P series offers
sag immunity, transient
suppression and noise
tolerance, ensuring com-
patibility in demanding
applications. Power factor
correction to meet European directives, hazardous location ap-
provals and optional redundant accessories allow SDN-P power
supplies to be used in a wide variety of applications, including
industrial/machine control, process control, conveying equip-
ment and material handling.
Digi-Key / www.digikey.com
No interruptions necessaryUninterruptible power supplies keep the application moving without missing a beat
38 / February 2021 / ControlDesign.com
product roundup CONTACT US [email protected]
CD2102_38_40_Roundup.indd 38 1/25/21 12:36 AM

Power supply with integrated redundancy O-ringsUsing dynamic current limiting (DCL) technology, the ProTop
power supply triggers
circuit breakers and
powerful motors and
can address the needs
of high-end power
supply systems. It can
be used in applications with extreme vibration and temperature
conditions or in applications in which space saving for redun-
dant power supply systems is required. This industrial power
supply has redundancy O-rings already integrated, providing
the capability to work in redundancy with other powers supplies
without need of redundancy modules. It reduces potential fail-
ure points, saves space and increases installation performance.
Weidmuller / www.weidmuller.com
Low-pro�le DIN rail ac/dc power suppliesXP Power’s DRC series 30/60/100-W compact, convection-cooled
DIN rail ac/dc power supplies are designed for industrial elec-
tronics and control applications. A low-pro�le case allows them
to be positioned alongside circuit breakers within consumer
unit boxes. Class II operation eliminates the need for a safety
earth connection, reducing installation
time. Additional features include the UL
mark and EN62368-1 approval, Class B
conducted and radiated emissions, input
voltage ranges of 85 to 264 Vac and 120 to
370 Vdc, 4 k Vac input to output isolation
and dc ON LED indicator.
Newark / www.newark.com
Redundant power suppliesThe PS3500 redundant power supplies are suitable when an
unexpected loss of power would be disastrous to operations.
Continuous process facilities with demanding conditions
necessitate N+1 redundancy, a robust redundancy method that
guarantees system functionality will continue even during
a supply failure. Additional features include diagnostics and
fault indication, automatic load sharing
and adjustable voltage. The modular and
hot-swappable power supplies are fanless
and carry ATEX, IECEx and cULus approv-
als for Div. 2/Zone 2.
Pepperl+Fuchs / 330-486-0002 / www.pepperl-fuchs.com
Switching power supplies in rack-mount and benchtop con�gurationsThe 1U switching regulated 720 W ac/dc power supply family
is available in both rack-mount and benchtop con�gurations.
Shipped standard with power factor correction and universal
input, the power supplies feature single output voltages from 1
to 135 V, wide-adjust output voltages from 0-5 V to 0-135 V and
current capabilities up
to 70 A. They offer 720
W of output power and
are available with an
optional auxiliary out-
put (to 180 W). Featur-
ing high power density,
low ripple and a user-friendly front panel, the programmable
power supplies are suitable for use in a range of OEM and labo-
ratory applications.
Acopian / 800-523-9478 / www.acopian.com
IIoT-ready power suppliesThese Pro 2 power supplies are IIoT-
ready and can be connected to a �eldbus
network. Users simply plug in the com-
munication module to continuously
monitor and share important data such
as output current and voltage. It also can
communicate predictive maintenance
for greater system uptime. This modular approach makes the
unit �eldbus-independent and adaptable to protocols such as
Modbus RTU and IO-Link.
Wago / 800-din-rail / www.wago.us
Single-phase power supplyThe Sitop PSU6200 single-phase, 24 V/10 A power supply fea-
tures a diagnostic monitor to determine power supply status
quickly. Device preventive maintenance
is enabled with a diagnostic interface.
Constant current prevents the power
supply from being shut off during an
overload. Easily installed with push-in
terminals, the power supply is connect-
ed safely by recognizing input voltage
automatically for ac and dc and with
stable, wide-range topology.
Siemens / www.usa.siemens.com
ControlDesign.com / February 2021 / 39
product roundup
CD2102_38_40_Roundup.indd 39 1/25/21 12:36 AM

IP54 and IP67 power supplies for decentralized powerThe line of 24-Vdc �eld power supplies (FIEPOS) is designed for
decentralized power on machine mounting and IP54 and IP67
applications. This series includes three 300-W models and four
500-W models with three-phase input power. A basic version
with one output is available as well as an
e-fused version with up to four
programmable outputs. All
models offer a status output
of either dc-OK contact, or IO-
Link. Flexibility in mounting
options, connector styles and
power range makes the power
supply adaptable for almost any
application.
Puls / www.pulspower.us
Power supplies with long holdup timePB1 single-phase DIN rail-mountable power supplies are suit-
able for series installation in control panels and subpanels.
With an operating temperature range of -40 to 70 °C, these
compact power supplies can with-
stand extreme temperature environ-
ments and are rated for hazardous
locations such as Class I, Div. 2.
Adjustable output voltage compen-
sates for voltage drops. In the event of
a power failure, it provides a holdup
time > 60 ms.
Wieland Electric / www.wielandinc.com
Power supplies with remote monitoringS8VK-X series power supplies enable Ether-
Net/IP or Modbus TCP remote monitoring of
dc voltage and current, peak current, total
runtime and predictive replacement time.
The power supply also offers a front panel
indication monitor for local status monitor-
ing and includes coated internal circuitry
for environmental resistance. These power
supplies are available from 60 to 480 W at 24
Vdc with power boost of 150% for temporary
power demand spikes.
Omron Automation / 847-843-7900 / automation.omron.com
Ultra-compact single-phase power supplyThis single-phase 24-Vdc, 10-amp power supply unit has a nar-
row aluminum housing. At only 40 mm wide and saving panel
or machinery space, this ef�cient (>93%) Compact Ultra series
power supply is suitable for appli-
cations in which space is critical.
The UL 508-listed unit provides
15 A for 5 sec. during overcur-
rent situations and uses internal
output overload, short-circuit
protection and output relay alarm
for undervoltage situations.
Lutze / 800-447-2371 / www.lutze.com
Stepper and servo motor application power suppliesThe IPC-3 and IPC-5 power supplies are designed speci�cally to
address issues with traditional bulk, linear and
switching power supplies within motor control
applications. Based on a hybrid, resonant mode
design, this ef�cient power supply offers a small
footprint. With its large internal capacitance
bank, the IPC-5 minimizes voltage droop during
motor accelerations while eliminating overvolt-
age shutdowns and external regeneration by
storing or safely dissipating regenerative energy.
Specs include 900 W of peak power, 75-Vdc output, 95- to 250-Vac
input line voltage, LED diagnostics and UL and CE marks.
Teknic / 585-784-7454 / www.teknic.com
Convection-cooled sealed power suppliesThe ABS601 series convection-cooled sealed power supplies
are fully potted. They deliver a steady 600 W (800 W peak for 10
s) of regulated dc power in single 24- and 48-Vdc main output
voltages and a full set of protection features, with a form factor
of 4.92 x 9.86 x 2.36 in (125 x 250.5 x 60 mm). The series has an
aluminum extruded chassis with �ns to provide optimal heat
dispersion via natural convection. The input/output connec-
tions are �xed to the chassis through water-
tight glands and, combined with the
sealed enclosure, give the power
supply an IP66/67/68 ingress pro-
tection grade. The MBS601 series
is available for medical use.
Bel Power Solutions / www.belfuse.com
40 / February 2021 / ControlDesign.com
product roundup
CD2102_38_40_Roundup.indd 40 1/25/21 12:36 AM

ControlDesign.com / February 2021 / 41
real answersCONTACT US [email protected]
A CONTROL DESIGN reader writes: What is the standard method of
using circuits for e-stop conditions and their categories? Are there cases
in which an e-stop button can be software-based?
Answers
Safety and risk assessmentFrom a machine designer perspective, the safety system that
is being designed into the machine and the risk assessment for
the machine will determine which components are needed in
the safety system.
E-stop switches are just one of the components of the safety
system. There are many industry standards that need to be fol-
lowed to accomplish this, below are a few examples:
• DIN ISO 13849-1, Safety of Machinery
• DIN ISO 13850, Safety of machinery—Emergency stop func-
tion—Principles for design
• IEC 60947-5-1, Low-voltage switchgear and control gear
• EN 60947-5-5, Control circuit devices.
In my experience, an e-stop has to be a physical switch ver-
sus an icon or software-based to meet the above speci�cations
and industry standards (Figure 1).
JOE TORZILLO
vice president sales, HMI components / EAO / www.eao.com
Safe torque offI’m not sure if there’s a standard method of using circuits for
e-stop conditions; however, there are a number of ways to
con�gure an e-stop button in a servo drive system. Here is
one example: the image in Figure 2 illustrates what’s possible
by utilizing software-based safety, in this case, STO safety
subfunction.
E-stop buttons can be used in a number of con�gurations,
but in their simplest form, they cut power to drive compo-
nents when pressed to prevent damage to machine com-
ponents or to prevent operator injury. In a hardware-based
solution, power is cut to drive components via a series of
magnetic contactors when the e-stop button is pressed. This
Standards and options for e-stops
Safety sub-functionFigure 2: Possibilities exist by utilizing software-based safety, in this case, STO safety subfunction. (Source: Mitsubishi Electric)
Physical switchFigure 1: E-stop switches are just one of the components of the safety system. (Source: EAO)
Shut-off by STO
Molded-case circuit breaker(MCCB)
Safety relay circuit
Magnetic contractor for preventing unexpected start is no longer required
Magnetic contractor (MC) for servo alarm
Servo amplifier
Servo motor
Shut-o�
Stops motor
CD2102_41_44_RealAnswers.indd 41 1/25/21 12:38 AM
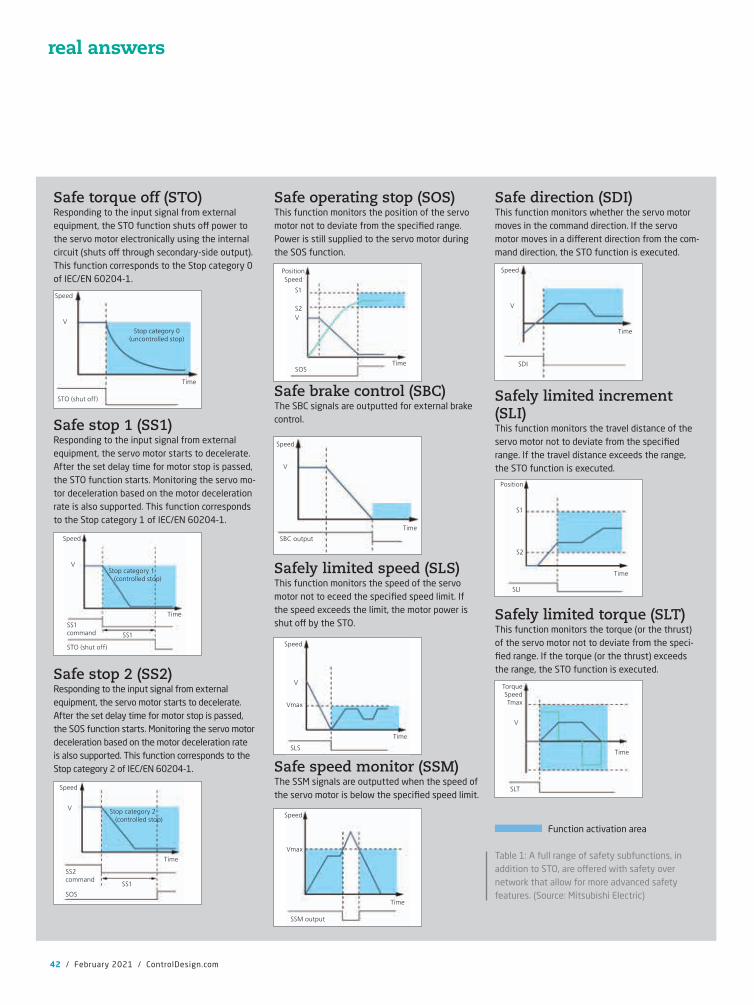
42 / February 2021 / ControlDesign.com
real answers
Safe torque off (STO)Responding to the input signal from external equipment, the STO function shuts o� power to the servo motor electronically using the internal circuit (shuts o� through secondary-side output). This function corresponds to the Stop category 0 of IEC/EN 60204-1.
Safe stop 1 (SS1)Responding to the input signal from external equipment, the servo motor starts to decelerate. After the set delay time for motor stop is passed, the STO function starts. Monitoring the servo mo-tor deceleration based on the motor deceleration rate is also supported. This function corresponds to the Stop category 1 of IEC/EN 60204-1.
Safe stop 2 (SS2)Responding to the input signal from external equipment, the servo motor starts to decelerate. After the set delay time for motor stop is passed, the SOS function starts. Monitoring the servo motor deceleration based on the motor deceleration rate is also supported. This function corresponds to the Stop category 2 of IEC/EN 60204-1.
Safe operating stop (SOS)This function monitors the position of the servo motor not to deviate from the specified range. Power is still supplied to the servo motor during the SOS function.
Safe brake control (SBC)The SBC signals are outputted for external brake control.
Safely limited speed (SLS)This function monitors the speed of the servo motor not to eceed the specified speed limit. If the speed exceeds the limit, the motor power is shut o� by the STO.
Safe speed monitor (SSM)The SSM signals are outputted when the speed of the servo motor is below the specified speed limit.
Safe direction (SDI)This function monitors whether the servo motor moves in the command direction. If the servo motor moves in a di�erent direction from the com-mand direction, the STO function is executed.
Safely limited increment (SLI)This function monitors the travel distance of the servo motor not to deviate from the specified range. If the travel distance exceeds the range, the STO function is executed.
Safely limited torque (SLT)This function monitors the torque (or the thrust) of the servo motor not to deviate from the speci-fied range. If the torque (or the thrust) exceeds the range, the STO function is executed.
Function activation area
Table 1: A full range of safety subfunctions, in addition to STO, are o�ered with safety over network that allow for more advanced safety features. (Source: Mitsubishi Electric)
Stop category 0 (uncontrolled stop)
Speed
STO (shut off)
Time
V
Stop category 1 (controlled stop)
Speed
STO (shut off)
Time
V
SS1 command SS1
Stop category 2 (controlled stop)
Speed
Time
V
SS1
SS2 command
SOS
SpeedPosition
S1
S2V
SOSTime
Speed
V
SBC output
Time
Speed
V
SLS
Time
Vmax
Speed
SSM output
Time
Vmax
Speed
V
SDI
Time
Position
S1
S2
SLI
Time
TorqueSpeedTmax
V
SLT
Time
CD2102_41_44_RealAnswers.indd 42 1/25/21 12:38 AM

serves the purpose of an e-stop by allowing motion to come
to an uncontrolled stop, but the downside is that cutting
power to the drives requires the drive to fully start up when
the e-stop condition is removed.
In a software-based solution, the system con�guration uses
software-based safety subfunctions, in this case safe torque
off (STO). Safe torque off cuts torque producing current to the
servo motor when the e-stop button is pressed bringing motion
again to an uncontrolled stop. The bene�ts of using safety sub-
functions such as STO is that the magnetic contactors are no
longer required, which reduces system costs and the power to
the drive is not cut, which reduces start-up time.
We have a full range of safety subfunctions, in addition to
STO, offered with safety over network that allow for more ad-
vanced safety features. Table 1 includes a full list of the range of
offerings, including a brief de�nition for each.
DAN ZACHACKI
senior product marketing engineer / Mitsubishi Electric Automation /
us.mitsubishielectric.com/fa/en/
Emergency stop vs. stop categoriesThe idea that the terms “e-stop,” “emergency-stop” and “stop
categories” are equivalents is a common misconception.
An emergency-stop function, which is normally linked to
an emergency-stop pushbutton, or e-stop, in a machine, refers
to a safety function that must be initiated by a single human
action and is intended to minimize hazards to people, as well
as damage to machinery or works in progress. Since this safety
function does not prevent people from being exposed, it is con-
sidered a complementary protective measure, according to ISO
12100:2010 and ISO 13850:2015.
Stop categories, on the other hand, refer to the way in which
a machine will stop. These categories, which are based on IEC
60204-1 and NFPA 79, can be de�ned as follows:
• Category 0 is a means of stopping the machine through the
immediate removal of power to its actuators and is considered
an uncontrolled stop. An example of Category 0 is to pull a
plug and wait until the machine has completely stopped.
• Category 1 is a controlled stop with power to the machine ac-
tuators available to achieve the stop condition. This category
allows powered brakes, so the power has to be available
until the machine stops. For example, in a machine that uses
drives, the stop is generated with a controlled deceleration
ramp before disabling the drive’s output to the motor. In this
case, the drive works as an actuator to bring the motor into
a non-torque state after the deceleration. Once the machine
motion has ceased completely, the power will be removed.
• Category 2 is a controlled stop with power left available to the
machine actuators. An example of this category is a normal
production stop in which the machine is brought to a stop and
power is available to start at any point.
According to IEC 60204-1, an emergency stop must operate as
either a Category 0 or Category 1 stop as determined by a risk
assessment. Both of these categories require that the emergen-
cy stop function override all other operations and functions, so
a restart is possible only after a manual reset. Category 2 is not
suitable for an emergency stop function because power is still
available after the machine stops, and no additional measures
are required to restart the machine.
To provide an example of an emergency-stop function that
performs a Category 0 stop, we can consider a safety circuit in
which an emergency stop pushbutton (e-stop) is identi�ed as
ControlDesign.com / February 2021 / 43
real answers
Safety circuitFigure 3: An emergency-stop function can perform as a Category 0 stop.(Source: Omron Automation Americas)
Feedback loopS1 S2
A1 T11 T12 T31 T32 T33 13 23
A2 T21 T22
KM1
KM2
24V
KM1 KM2
X1 14 24
KM1
KM2
M
Power supply circuit
Safety Input1
Safety Input2
Reset/ feedback
input
Safety output (instant aneous)
PLC etc.
Auxiliary outout
CD2102_41_44_RealAnswers.indd 43 1/25/21 12:38 AM

44 / February 2021 / ControlDesign.com
real answers
S1, a reset button as S2, a motor as M, and contactors as KM1
and KM2 (Figure 3). All of these devices are connected to a
status-monitoring relay, which ensures the switching action
and provides contactor monitoring through T31 and T32. When
the e-stop is activated, it will cause the contactors to isolate the
power from M. The power to M is kept removed until e-stop S1
is released and reset switch S2 is pressed.
This will exemplify a scenario
where an emergency stop in a
piece of equipment has been
pressed and power has been
removed completely, prevent-
ing the machine from starting.
At this point, the machine won’t
be permitted to start until the
emergency-stop pushbutton is
manually released and the reset
switch is pressed. After all safety
conditions are acknowledged by
the safety circuit, then the ma-
chine is permitted to restart.
In terms of emergency-stop devices, graphical representa-
tions of a button on an HMI or �at panel display are not an
option. The standards do not permit �ush or membrane-style
switches or touchscreen buttons. The speci�c requirements for
an emergency-stop pushbutton to be compliant are as follows:
• It must have a direct opening operation.
• It must be self-latching, meaning that it can only be reset
manually.
• It must be colored red and mounted upon a bright yellow
background. The yellow background must be a minimum of 3
mm beyond the mounting collar and visible beyond the con-
trol actuator, according to ANSI B65.1-2005.
• It must have a mushroom-head shape to make it easy to push.
• It must remain unguarded.
• It must be located at each operator control station and at any
other location where an emergency stop would be required.
For additional references on emergency-stop functions and
their requirements, please review
ISO 13850:2015, Safety of Machinery—Emergency Stop Func-
tion—Principles for Design and IEC 60204-1:2005, Safety of
machinery—Electrical equipment of machines—Part 1: General
requirements.
PAM HORBACOVSKY KLANCEWICZ
product manager—safety / Omron Automation Americas / automation.omron.com/en/us/
NFPA 79 standardsThe best standard method for using an e-stop would be just
that, starting with a standard. Using standards such as the
latest revision of National Fire Protection Association (NFPA)
79—the 2021 revision was just released—to understand the
requirements of an emergency stop and how it should function
in your system. NFPA 79 requires the use of a “self-latching”
type contact for push-button
emergency stops. It is important
to also differentiate the catego-
ries of an e-stop function versus
the categories of safety system
design. The stop function has
three categories:
• Category 0 is instantaneous re-
moval of power to the machine
actuators.
• Category 1 is a delayed removal
of power, where a breaking mechanism or a controlled and
powered stop is achieved, and then power is removed.
• Category 2 is a controlled stop under power where power is
never removed from the machine actuators.
According to NFPA 79, an emergency stop should be stop
category 0 or 1. It is important to select the correct stop func-
tion for your application. For example, you may think that
an instantaneous removal of power would be best for every
application, but if you have a large spinning drum or a fast-
moving �ywheel, removing power immediately could leave
them moving and hazardous for a long time. A better solu-
tion would be to stop them under power and then to remove
power (Category 1). Categories are also used when describing
safety system design. Without going into too much detail,
essentially design categories B, 1 and 2 are single-channel
type designs, and categories 3 and 4 are redundancy designs.
For more information on safety categories, reference EN ISO
13849-1 or ANSI B11.19.
There could be applications in which a software e-stop
could be used, but it would need to be on a safety visualization
package, on a safety network, as part of a fail-safe PLC. I’m not
aware of any safety-related visualization software that would
allow this type of setup, but with the continued advances in
control technology, there may be some available.
ZACHARY STANK
product marketing manager—I/O and networks / Phoenix Contact /
www.phoenixcontact.com
According to IEC 60204-1, an emergency stop must operate as
either a Category 0 or Category 1 stop
as determined by a risk assessment.
NFPA 79 requires the use of a “self-latching” type contact for push-button emergency stops.
CD2102_41_44_RealAnswers.indd 44 1/25/21 12:38 AM

Extra-low-voltage servo driveThe Simatic Micro-Drive is designed for protective extra-low-
voltage ranges (with 24/48 V). It can be used with the Pro�net
protocol, which uses Pro�safe telegrams for secure communi-
cations of drive safety functions
onboard, such as safe stopping
and safe monitoring of speed
and torque. The servo drives are
con�gured and commissioned
through the company’s TIA
portal with drag-and-drop sys-
tem integration and easy setup.
Straightforward control of the
drive through technology blocks in the Simatic S7 PLC helps
reduce engineering time and complexity. The Micro-Drive PDC
(Pro�DriveControl) units offer side-by-side rail mounting and a
built-in two-port Pro�net interface.
Siemens / www.siemens.com
High-precision triple-axis stageThis stage is designed for precise measurement of compound
angles or the rotation of an object to precise angular positions.
The XAB-050-XX-01 integrates a
two-axis alpha-beta goniometer
on top of a single-axis linear ac-
tuator. The beta axis has a travel
range of ±15° with a rotation
height of 50 ±0.2 mm. The table
size is 65 mm x 65 mm (2.559 in
x 2.559 in). The gear ratio is 1° (stage): 252° (motor). The travel
mechanism is precision crossed-roller guide. The lower goniom-
eter (A axis) has ±10° of rotation driven by a worm gear with a
drive ratio of 352° of motor rotation to 1° of stage rotation.
Optimal Engineering Systems / 888-777-1826 / www.oesincorp.com
FPGA development kit for PCIe 4.0 designsThe Intel Agilex F-series �eld-programmable gate array (FPGA)
development kit has a PCI-SIG-compliant development board
that allows engineers
to develop and test PCI
Express (PCIe) 4.0 designs
using the onboard Agilex
F-Series FPGA. Providing a
complete design environ-
ment with all hardware and software, the kit can evaluate SoC
features and performance using a hard processor system (HPS).
The kit is mounted with the FPGA with 1,400 KLE in a 2,486-
ball BGA package. It includes four DDR4 DIMM sockets and two
DDR4 DIMM modules. The kit’s HPS interface supports UART,
Ethernet, an SD card socket, eMMC and a Mictor connector.
Mouser Electronics / www.mouser.com
Integrated servo motorMaxon’s IDX compact integrated servo
gearmotor + drive combines a
powerful, brushless EC-i motor and
an EPOS4 positioning controller,
which can be complemented with
a maxon planetary gearhead when
required. This integrated motor offers high torque density, high
ef�ciency, maintenance-free components and an industrial
housing that provides IP65 protection. It also features con-
�gurable digital and analog inputs and outputs and intuitive
software enabling easy commissioning and integration into
master systems. The servo motors are suitable for use across
the entire speed range (from standstill to maximum speed) and
have a high overload capability.
Electromate / 877-737-8698 / www.electromate.com
Watertight and dustproof rotary tablesRTLA-100-350HJ motorized rotary tables feature IP65-rated
ingress protection. This rating assures against ingress of
dust and waterjets against the rotary table surface. The
hollow-shaft table is
integrated with a high-
rigidity cross-roller
bearing. This structure
improves permissible
thrust load and moment
load while maintaining
high torque. The large-
diameter hollow aperture (through-hole) helps to reduce
the complexity of wiring and piping, simplifying equipment
design. Equipment tables and arms can be installed directly
on the output table. This rotary table can be motorized with
stepper or brushless servo motors with encoders and match-
ing drives and controllers.
Intellidrives / www.intellidrives.com
ControlDesign.com / February 2021 / 45
product showcaseCONTACT US [email protected]
CD2102_45_47_Showcase.indd 45 1/25/21 12:39 AM

Simulation and test softwareSimcenter 3D 2021 offers more simulation types as well as re-
�nements in accuracy and enhanced performance speed. It can
help companies understand true performance of their designs
early in the development process. It includes full representative
volume element (RVE) separation and 2-D and 3-D automatic
insertion of cracks or cohesive zones in materials. Macro- and
microstructural models allow
for full mesh separation for a
crack to propagate complete-
ly through a material. An
auralization postprocessing
tool allows users to listen to
simulated pressure results to
evaluate sound quality. Acoustics engineers can hear the noises
produced from various vibrating components or products as op-
posed to evaluating them visually through charts or graphs.
Siemens / www.siemens.com
Data communications racks, miniature cases and wire trough and wirewaysHammond data communication racks provide a housing to
mount data communication equipment and devices used in
industrial environments. Wall-mount swing¬out rack enclosures
include 19-in mounting rails for easy installation of network
access equipment. Rack cabinets and open wall-mount racks are
suitable for securing equipment to vertical surfaces in limited
spaces. Open-frame �oor-mount racks
provide threaded rails on the front
and back. Miniature cases provide
watertight protection for electronic
equipment, circuit boards and DIN
rail-mounted components. The selec-
tion includes die-cast aluminum,
polycarbonate and ABS plastic models.
Wire trough and wireways route and organize electrical cables
and wires while protecting them from dust, dirt, oil and water.
AutomationDirect / 800-633-0405 / www.automationdirect.com
Modular-concept terminal blocksKlippon Connect AAP potential distribution terminal blocks are
designed to make the setup of complex control voltage distribu-
tions faster and more straightforward. They enable ef�cient
control voltage distribution to the consumers in the panel. A
modular concept means they can be
adapted to each application individu-
ally. The terminal blocks are available
with and without a fuse and in differ-
ent structures, both alternating and
grouped. The various cross-connection
options save space, and push-in technology
helps to reduce installation time. No special tools are needed
for rewiring. They are designed with �exibility in mind and are
easy to modify and expand.
Weidmuller / www.weidmuller.com
Solid-state relay with integrated current limiting and thermal shutdownThe CPC1561B normally open solid-state relay (SSR) offers 1 A,
60 V and integrates both current limiting and thermal shut-
down circuits. The small, surface-mount device’s dual fault
protection provides a rugged solution not possible when using
electro-mechanical relays and standard SSRs. It enhances elec-
tronics capabilities to survive fault conditions through active
current limiting and adapts to fault conditions using thermal
shutdown fault mode protection at 128 °C die temperature. It
also reduces equipment downtime by using
recovery with auto-reset capabilities, thus
avoiding system failures. It offers input/
output galvanic isolation via 3,750 Vrms
input-to-output isolation.
Littelfuse / littelfuse.com
FPGA board ready for harsh environmentsThe VP831 is the next generation of the VP889 3U VPX FPGA
board. It offers 100 G Ethernet on a design aligned with the
Sensor Open Systems Architecture (SOSA) technical standard.
This release provides more bandwidth and increased processing
capabilities at a lower power and size. It is ready to perform in
harsh environments. The board has embedded ARM cores within
the Zynq Ultrascale+ system-on-chip, which reduces power con-
sumption and size and brings advanced security to the forefront.
It comes with a fully featured open-board support
package, giving customers a high-level refer-
ence design example to simplify inte-
gration of application-speci�c IP and
reduce risks of a program integration.
Abaco Systems / www.abaco.com
46 / February 2021 / ControlDesign.com
product showcase
CD2102_45_47_Showcase.indd 46 1/25/21 12:39 AM

CIP Safety over EtherNet/IP safety light curtainsAllen-Bradley 450L GuardShield safety light
curtains include CIP Safety over EtherNet/IP,
which provides smart safety within a Con-
nected Enterprise as well as rich data from the
plant �oor. The safety
light curtains support
linear, star and DLR
networks and are well-
suited for applications
in which safe, easy and
frequent access to the
machine is required.
Unlike traditional
safety light curtains,
which are based on
separate transmitter and receiver units, these
light curtains employ technology that allows
each transceiver to be used as a transmitter
or receiver via a plug-in module. The 450L-E
option provides integrated laser alignment,
cascading, blanking and integrated muting.
Rockwell Automation / www.rockwellautomation.com
MQTT IIoT support for PLC CPUThis �rmware upgrade enables new and exist-
ing MicroSmart FC6A Plus PLC CPUs to support
the MQTT protocol. The upgrade is download-
able to the CPU, so customers can connect all
types of �eld data to onsite and cloud-based
brokers and make the information readily
available for users and analytical applica-
tions. Users also can send commands to the
CPU using MQTT. This capability is well-suited
for new automation system designs or to add
IIoT connectivity to existing systems. MQTT is
supported on Ethernet port 1, enabling the CPU
to use existing wired,
Wi-Fi or mobile data
wireless networking to
connect with onsite or
cloud-based brokers.
Idec / 800-262-4332 /
www.idec.com
Motorized vertical lift stagesThese AT20-30 high-precision vertical lift
stages can elevate heavy loads by 30 mm (1.18
in) in an ultra-low-pro�le design. The elevator
stage’s moving component has a rigid box
construction and travels on six slide rails, as-
suring smooth vertical travel and parallelism
of the table and mounting surface at all times.
The vertical lift stage features 3.315-micron
(full-step) resolution, 5-micron repeatability
and 15-micron positional accuracy. Motor
options include two-phase stepper motor,
single-phase dc servo motor for closed-loop
operation and a three-phase brushless servo
motor for higher precision and travel speeds.
The stages can be ordered as complete plug-
and-play motion
control systems.
Optimal Engineering
Systems / 888-777-1826 /
www.oesincorp.com
Modular push-pull connectorsThe Lemo B series offers modular, ergonomic
and rugged circular multipole connectors for
applications needing quick and secure push-
pull latching. It
is well-suited for
test and measure-
ment and instru-
mentation. The
modular insert
con�gurations
include a range of
high-density mul-
tipole or hybrid
electrical contacts. Contacts can be of solder
type, crimp, PCB straight or PCB elbow, �ber,
coaxial, thermocouple, pneumatic, �uidic or
high voltage. The series ranges from 00 to
5B sizes. A keying system allows for a higher
contact density while preventing mismating.
These connectors are UL-listed, and cable as-
semblies can be provided.
Lemo / www.lemo.com
product showcasereal answersreal answers
publishing teamGroup Publisher & VP, content
Keith Larson [email protected]
vp, sales & publishing director
sales teamNortheastern and Mid-atlantic Regional Manager
Dave Fisher [email protected]
508/543-5172 Fax: 508/543-3061
24 Cannon Forge Dr.
Foxboro, Massachusetts 02035
Midwestern and Southern Regional Manager
Greg Zamin [email protected]
704/256-5433 Fax: 704/256-5434
1501 E. Woodfield Rd., Suite 400N
Schaumburg, Illinois 60173
Western and Mountain Regional Manager
Jeff Mylin [email protected]
847/516-5879 Fax: 630/625-1124
Digital Sales Specialist
Jeanne Freedland
805/773-4299 Fax: 805/773-0451
Classified Manager
Lori Goldberg [email protected]
630/467-1300 Fax: 630/467-1124
executive staffPresident & CEO
John M. Cappelletti
Circulation Manager
Patricia Donatiu
VP Creative and Operations
Steve Herner
reprintsMossberg & Co.
Jill Kaletha
574-347-4211
The only magazine exclusively
dedicated to the original equipment
manufacturing (OEM) market for
instrumentation and controls—the
largest market for industrial controls.
1501 E. Woodfield Rd., Suite 400N
Schaumburg, Illinois 60173
630/467-1300
Fax: 630/467-1124
ControlDesign.com / February 2021 / 47
CD2102_45_47_Showcase.indd 47 1/25/21 12:03 PM

MACHINE-VISION TECHNOLOGY has grown, large and small, to
touch most industrial automation applications. Trimmed-down,
cost-effective options are servicing small operations with
simple applications, while larger systems, harnessing massive
processing power, are operating inspections for the largest
production lines under sensitive and demanding conditions.
Three manufacturers—Teledyne Dalsa (www.teledynedalsa.
com), BitFlow (www.bit�ow.com) and Beckhoff (www.beckhoff.
com) —offer unique innovations.
Multi�eld imaging technologyFor machine-vision applications
that demand high sensitivity in
light-starved conditions, camera
speed and capability is paramount.
Teledyne Dalsa latest time delay
integration (TDI) cameras design, the
Linea 16K multi�eld camera, uses new technology to make im-
age capture even faster in the lowest light environments.
“A lot of high-performance inspections require different
lighting con�gurations,” says Xing-Fei He, Ph.D., senior product
manager, Teledyne Dalsa.
The lighting con�guration for an application focuses on
different �elds, or angles of light incidence. “When you want
to detect a defect, you need to adjust the lighting angles,” says
He. “The lighting angles play an important role to enhance the
contrast between the defect and the background.”
For bright�eld conditions, the light is shining on the object,
lighting the object and re�ecting back to the camera. Dark�eld
uses a very wide angle to light the object but not re�ect back to
the camera. Backlight is illuminating the object from behind or
underneath, which is often used for the inspection of transpar-
ent objects, He says.
Current imaging technology requires three separate scans—
with bright�eld, dark�eld and backlit lighting—and then
combines the scans together. Teledyne’s multi�eld imaging
technology, takes those three scans together. The technology
uses light sources at different wavelengths, which are captured
simultaneously by the multi-array TDI sensor with wafer-level
coated dichroic �lters that separate the images, He says.
The speed of the camera can improve on tact time, or total
assessable cycle time, and detectability in an automated optical
inspection (AOI) system. “Tact time is the number one spec in any
inline equipment in the production line to make a return on in-
vestment, and that’s related to the speed of the camera,” He says.
The multi�eld camera is ideal for applications, such as �at
panel display (FPD) inspection, PCB inspection, wafer inspec-
tion and medicine. Many of those applications require high
magni�cation. FPD and PCB inspections often require resolu-
tion in the sub-microns. With the introduction of 5G networks,
He says, circuitry design is only getting denser, requiring
inspections to capture more detail.
Wafers are used in the manufac-
ture of integrated-circuit (IC) chips,
and their inspection requires resolu-
tion at the nanometer scale.
The Teledyne TDI camera has also
been designed for DNA sequencing.
“That’s becoming very popular be-
cause of the pandemic right now, and we need to detect DNA,”
He says. The scale is similar to wafer inspection; the magni�ca-
tion is very high. “The camera needs to detect and process huge
amounts of data,” He says.
“The most important features about the camera are the
capability and the speed,” He says. “The high resolution and
throughput of the camera not only improves detectability, but
the camera can also align images automatically and that saves
a lot of time in the process.”
No interruptionsFor inspection applications that require the highest processing
speeds and highest resolution images, a frame grabber can serve
as another solution. A frame grabber is an industrial video card
used to transfer images from a camera into a computer. BitFlow
makes the Claxon-CXP4, which is a quad CoaXPress (CXP) 12 PCle
Gen 3 frame grabber.
“CXP 1.1 interface speed was at 6.25 Gb/s per link, and the
standard high-speed camera has four links, so that gives you
a total of 25 Gb/s, which is about 2.5 Gb/s of data,” says Donal
Waide, director of sales for BitFlow. “This new standard is CXP
2.0, and one of the highlights of CXP 2.0 is that the speed is
doubled to 12 Gb/s, again aggregated over four links, it’s approxi-
mately 5 Gb/s of data for the camera.” The frame grabber is ideal
with a multiple camera solution.
Take a closer look at vision systems
48 / February 2021 / ControlDesign.com
Anna Townshendmanaging editor
building blocks
The lighting con�guration for an application focuses on different
�elds, or angles of light incidence.
CD2102_48_50_BuildingBlocks.indd 48 1/25/21 12:06 PM

“While these systems have been a �x-
ture in machine vision for decades, what
is new is the use of CoaXPress. It allows
multiple cameras to be linked by a single
frame grabber over long, inexpensive and
very robust coaxial cables,” Waide says.
The frame grabber achieves virtually
zero latency (in the nanosecond range)
and exact synchronization between all
the camera images because it doesn’t
use CPU cycles (Figure 2). “So typically,
when the CPU is used, the CPU can be
performing a number of different tasks in
the computer, whether it’s moving data
around or doing some processing, and
what happens is the CPU is not always
available, so therefore, you get inter-
rupts,” Waide says. “Because the frame
grabber is not using any CPU, there’s no
interrupts.” With the multiple cameras
all running to the same frame grabber,
images are synchronized.
As an example, this technology could be
used to inspect cell phone screens. “We’ve
all dropped our phones, and, say, the
15th time you drop your phone, it cracks,”
Waide says. Anyone that buys a phone can
look at it, and, with the naked eye, they’re
not able to see any defects that would lead
to issues. But, because of the higher-resolu-
tion sensors in the camera, you can exam-
ine right down to the micromillimeter, and
you can actually see where the potential
issues might be happening, and this is why
you can drop that phone 14 times without
an issue,” Waide says.
Faster cameras and
faster processing can
also lead to drops in
the overall cost of pro-
duction for a manu-
facturer. What used
to take six cameras,
Waide says, can now
be done with one, plus
inspection speeds are
getting quicker.
The BitFlow frame
grabber is applicable
only for the top 5% of
applications, in terms
of their need for pro-
cessing speed, Waide
says, making BitFlow a
boutique company for
the “Cadillacs of the industry,” he says;
and machine designers who are unsatis-
�ed with standards such as CameraLink,
Firewire, USB3 and GigE Vision might �nd
an increase in speed from CXP.
“The required precise synchronizing
of cameras in a multi-camera con�gura-
tion is a byproduct of a deterministic
interface,” Waide says. CXP and Camera
Link are inherently deterministic. GigE
Vision and USB3 are not. Ultimately, this
makes CXP “perfectly predictable,” Waide
says. “With the grabber we can calculate
to a very high accuracy what the latency
would be in these systems. Without a
frame grabber, you are at the mercy of
the CPU and the number of interrupts
it’s handling at any given time,“ he says.
Additionally, Waide says this request
often comes from potential customers as
they are trying to calculate the setup of
their encoder triggers to match the image
capture sequence.
Controls integrationThough vision systems have become
more cost-effective in the past decade,
cost is still often a consideration for
machine builders. Many options exist, so
users can �nd the exact system that �ts
the speci�c application. “Now it’s become
very common that most machines have
some sort of machine vision on them,”
ControlDesign.com / February 2021 / 49
building blocks
See no noiseFigure 1: The charge-domain CMOS TDI camera improves on noise levels, compared to a more traditional CC TDI technology.
Grab the frameFigure 2: The frame grabber achieves virtually zero latency (in the nano-second range) and exact synchronization between all the camera images because it doesn’t use CPU cycles.
CD2102_48_50_BuildingBlocks.indd 49 1/25/21 12:06 PM

says Daymon Thompson, TwinCAT product manager at Beck-
hoff Automation.
Traditionally, the market has supported three types of
systems, Thompson says. The stand-alone camera is known as
a smart camera. They can be expensive, and, in a multiple cam-
era setup, “the economy of scale just doesn’t work,” Thompson
says. While it can work, it can be very expensive.
PC-based vision systems run on the operating system. “It,
therefore, has the power of the PC, but the timing is beholden
on the operating system,” Thompson says.
The third method, he says, is a hybrid—the stand-alone vi-
sion controller with a separate camera.
Beckhoff has introduced another option by integrating ma-
chine vision and image processing into the machine controls.
“In our approach, we’ve always been PC-based, with a real-time
environment, so not beholden to the timing of the operating
system, so that made a really great platform to bring in vision
algorithms,” Thompson says. “We built a vision driver to be able
to connect to the GigiE vision cameras, and we bring the image
directly into the machine controller.”
With stand-alone vision systems, they process the algo-
rithms and then need to send the results to the machine con-
troller, and then the machine controller cycles and processes
those and makes a decision based on the result. “And there’s
latency that happens there,” Thompson says. High-speed vision
applications, where product is coming by very quickly or guided
with motion, can be challenging, if latency occurs.
“We brought vision into the familiar programming environ-
ment,” Thompson says. “Because it’s on a PC, we can leverage
the multi-core capability of PCs.” This allows users to split the
motion controls and vision processing onto different cores, all
isolated from the operating system. “Basically, it means a wide
choice of cameras, extremely fast processing of the image and
very closely coupled with the machine controller,” Thompson
says. Also, controls engineers can design their own vision ap-
plications with familiar languages.
TwinCAT Vision is ideal for any industrial image-processing
application, such as quality inspection and track-and-trace. The
system also stores images in the PLC memory for easy access.
“Anywhere you have to do a fast reaction on the results of the
vision algorithm, so, for example, a bottling line where you’re
doing several hundred or thousand per minute and looking to
see if the cap is completely seated, or the label is fully on the
bottle,” Thompson says, “the faster you can react to the results,
the faster you can pull that bad product off the line.”
The software also allows users to implement watchdogs to
monitor the timing of image-processing functions (Figure 3). In
a continuous �ow operation, any anomaly can slow down the
process. Instead, the watchdog function can note that there
was some kind of anomaly without slowing production. “Tradi-
tional solutions would process the entire image before it would
give you results back, but, by that time, the inspection could
have missed several other products,” Thompson says.
The system was designed for easy image retrieval. A stand-
alone camera setup can make it challenging to get the current
image into the HMI. “A lot of times that involves having the im-
age being stored to an intermediary �le, like on a PC, and then
displayed on the HMI,” Thompson says. “So that was one of our
goals for this design, making it very easy to show the current
image, the last image, even be able to manipulate the image
a little bit by adding text to it,” Thompson says. “But it takes a
controls engineer a couple minutes to add the camera image to
the HMI. It’s very simple, really cleanly integrated.”
The TwinCAT Vision technology can be more affordable,
compared to stand-alone camera and controller systems. “The
reason is the underlying infrastructure is really already in
place,” Thompson says. “The savings really come from a multi-
camera situation.”
50 / February 2021 / ControlDesign.com
building blocks
Timing monitorFigure 3: Software allows users to implement watchdogs to monitor the timing of image-processing functions.
SOU
RCE:
GET
TY IM
AG
ES
CD2102_48_50_BuildingBlocks.indd 50 1/25/21 12:06 PM

CD2102_FPA.indd 51 1/25/21 11:28 AM

210118_OSSW_CTRL_US.indd 1 1/18/21 4:46 PMCD2102_FPA.indd 52 1/25/21 12:50 AM


















