Production, Operation & Management
230
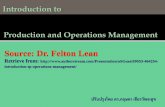
MODULE 1 Engineering Department Finance Department Human Resource Department Management Information System Department Raw Materials Stores Materials Management Division Research & Development Plant Engineering Department Marketing department Customer In Target Market Vendor/ Suppliers Production Department (shop floor) Quality Assurance Department Customer Support Department Sales Department Factory Management & Liasioning A Bird view of Production System
Transcript of Production, Operation & Management

MODULE 1
EngineeringDepartment
FinanceDepartment
HumanResource
Department
ManagementInformation
SystemDepartment
Raw Materials
Stores
MaterialsManagement
Division
Research&
Development
Plant EngineeringDepartment
Marketing department
CustomerIn
Target Market
Vendor/Suppliers
ProductionDepartment(shop floor)
QualityAssuranceDepartment
CustomerSupport
Department
SalesDepartment
Factory Management
&Liasioning
A Bird view of Production System

Introduction
• Production and operations management (POM) is the
management of an organization’s production system.
• A production system takes inputs and converts them into
outputs.
• The conversion process is the predominant activity of a
production system.
• The primary concern of an operations manager is the activities
of the conversion process.
Today's Factors Affecting POM
• Global Competition
• U.S. Quality, Customer Service, and Cost Challenges
• Computers and Advanced Production Technology
• Growth of U.S. Service Sector
• Scarcity of Production Resources
• Issues of Social Responsibility
Different Ways to Study POM
• Production as a System
• Production as an Organization Function
• Decision Making in POM

Inputs of a Production System
• External– Legal, Economic, Social, Technological
• Market– Competition, Customer Desires, Product Info.
• Primary Resources– Materials, Personnel, Capital, Utilities
Conversion Subsystem
• Physical (Manufacturing)• Location Services (Transportation)• Exchange Services (Retailing)• Storage Services (Warehousing)• Other Private Services (Insurance)• Government Services (Federal, State, Local)
Production as a System
InputsInputsInputsInputs OutputsOutputsOutputsOutputsConversionConversionSubsystemSubsystemConversionConversionSubsystemSubsystem
Production SystemProduction System
ControlControlSubsystemSubsystem
ControlControlSubsystemSubsystem

Outputs of a Production System
• Direct– Products– Services
• Indirect– Waste– Pollution– Technological Advances
Production as an Organization Function
• U.S. companies cannot compete using marketing, finance, accounting, and engineering alone.
• We focus on POM as we think of global competitiveness, because that is where the vast majority of a firm’s workers, capital assets, and expenses reside.
• To succeed, a firm must have a strong operations function teaming with the other organization functions.
Decision Making in POM
• Strategic Decisions• Operating Decisions• Control Decisions
Strategic Decisions
• These decisions are of strategic importance and have long-term significance for the organization.
• Examples include deciding:

– the design for a new product’s production process– where to locate a new factory– whether to launch a new-product development plan
Operating Decisions
• These decisions are necessary if the ongoing production of goods and services is to satisfy market demands and provide profits.• Examples include deciding:– how much finished-goods inventory to carry– the amount of overtime to use next week– the details for purchasing raw material next month
Control Decisions
• These decisions concern the day-to-day activities of workers, quality of products and services, production and overhead costs, and machine maintenance.• Examples include deciding:– labor cost standards for a new product– frequency of preventive maintenance– new quality control acceptance criteriaWhat Controls the Operations System?
• Information about the outputs, the conversions, and the inputs is fed back to management.

• This information is matched with management’s expectations• When there is a difference, management must take corrective action to maintain control of the system
What is Operations Management?
Defined
Operations management (OM) is defined as the design, operation, and improvement of the systems that create and deliver the firm’s primary products and services

• The Future of Operations
– Outsourcing
everything
– Smart factories
– Talking inventory
– Industrial army of
robots
– What’s in the box
– Mass customization
Why Study Operations Management?
Business Education
Systematic Approach to Org. Processes
Career Opportunities
Cross-Functional Applications
OperationsManagement

– Personalized
recommendations
– Sign here, please
Operations Management Decision Types
• Strategic (long-term)
• Tactical (intermediate-term)
• Operational planning and control (short-term)
What is a Transformation Process?
Defined
A transformation process is defined as a use of resources to
transform inputs into some desired outputs Transformations
• Physical--
manufacturing
• Location--
transportation
• Exchange--retailing

• Storage--
warehousing
• Physiological--health
care
• Informational--
telecommunications
Core Services Performance Objectives
OperationsManagement
Flexibility
Quality
Speed
Price (or cost Reduction)

The Importance of Operations Management
• Synergies must exist with other functional areas of the organization
• Operations account for 60-80% of the direct expenses that burden a firm’s profit.
The Basics of Operations Management
• Operations Management
– The
process of managing the resources that are needed to produce an
organization’s goods and services.
– Operat
ions managers focus on managing the “five Ps” of the firm’s
operations:
• People
, plants, parts, processes, and planning and control systems.

The Production System
• Input
– A
resource required for the manufacture of a product or service.
• Conve
rsion System
– A
production system that converts inputs (material and human
resources) into outputs (products or services); also the production
process or technology.
• Output
– A
direct outcome (actual product or service) or indirect outcome (taxes,
wages, salaries) of a production system.

Basic Types of Production Processes
• Intermi
ttent Production System
– Produc
tion is performed on a start-and-stop basis, such as for the
manufacture of made-to-order products.
• Mass Production
– A
special type of intermittent production process using standardized
Types of Production system
Manufacturing System Service System
Continuous ProductionIntermittent Production
Batch Production Job Production
Mass production( Flow) Processing Production

methods and single-use machines to produce long runs of
standardized items.
Mass Customization
– Designing, producing, and delivering customized products to customers for at or near the cost and convenience of mass-produced items.
– Mass customization combines high production volume with high product variety.
– Elements of mass customization:
• Modular product design• Modular process design• Agile supply networks
Continuous Production Processes
– A production process, such as those used by chemical plants or refineries, that runs for very long periods without the start-and-stop behavior associated with intermittent production.
– Enormous capital investments are required for highly automated facilities that use special-purpose equipment designed for high volumes of production and little or no variation in the type of outputs.Mass Production System (Flow)
Continuous Production

• Anticipation of demand• May not have uniform production• Standardized Raw material• Big volume of limited product line• Standard facility- high standardization.• Fixed sequence of operation• Material handling is easier• High skilled operator not required• More Human problem is foreseen• Huge investment.• High raw material inventory.Processing Production System
• Extend
ed form of mass production system
• F.G of
one stage is fed to next stage
• More
automatic machines
• One
basic raw material is transferred into several products at several
stages.

• Less
highly skilled workers required
• More
human problems foreseen
• Highly
standardized system
Batch Production System
• Highly specialized Human resource is required• Highly specialized multi tasking machines• Machines are shared.• Production in batches• Production lots are based on customer demand or order.• No single sequence of operation• Finished goods are heterogeneous
Custom built / job order production system
• Highly specialized Human resource is required• Highly specialized multi tasking machines• Machines are shared• Raw material is not standardized

• Process is not standardized• No scope for repetition of production
Comparative study of different production systems
TypeParameter
Mass/ Flow Process Job Batch
Per unit manf.cost
High Low High High
Size &Capital Invest.
LargeLess
V. LargeHigh
SmallLow
MediumHigh
Flexibility No No More More
Technical ability Skills
Less Less High High
Orgn. Structure
Line staff Line staff Functional Functional
Industrial application
AutomobileSugarRefinery
ChemicalPetroleumMilk proces.
ConstructionBridgesSPM
Consumer prod.M/c. Tools
Competitiveness, Strategy, and Productivity
Competitiveness:

How effectively an organization meets the wants and needs of customers relative to others that offer similar goods or services
Businesses Compete Using Marketing• Identifying consumer wants and needs• Pricing• Advertising and promotion
Businesses Compete Using Operations
• Produc
t and service design
• Cost
• Locati
on
• Quality
• Quick
response
Businesses Compete Using Operations• Flexibility• Inventory management• Supply chain management• Service

Why Some Organizations Fail
• Too
much emphasis on short-term financial performance
• Failing
to take advantage of strengths and opportunities
• Failing
to recognize competitive threats
• Neglec
ting operations strategy
Why Some Organizations Fail
• Too
much emphasis in product and service design and not enough on
improvement
• Neglec
ting investments in capital and human resources
• Failing
to establish good internal communications
• Failing
to consider customer wants and needs

Strategy
• Strategies
– Plans for achieving organizational goals
• Mission
– The reason for existence for an organization
• Mission Statement
– Answers the question “What business are we in?”
• Goals
– Provide detail and scope of mission
• Tactics
– The methods and actions taken to accomplish strategies
Mission/Strategy/Tactics
How does mission, strategies and tactics relate todecision making and distinctive competencies?
StrategyStrategy TacticsTacticsMissionMission

Strategy and Tactics
• Distinctive Competencies
The special attributes or abilities that give an organization a competitive edge.
– Price– Quality– Time– Flexibility– Service– Location
Planning and Decision Making
Mission
Goals
Organizational Strategies
Functional Goals
Finance Strategies
MarketingStrategies
OperationsStrategies
Tactics Tactics Tactics
Operatingprocedures
Operatingprocedures
Operatingprocedures

Operations Strategy
• Operations
strategy – The approach, consistent with organization strategy, which
is used to guide the operations function.
Strategy Formulation
• Distinctive
competencies
• Environmental
scanning
• SWOT
• Order qualifiers
Banks, ATMsConvenienceLocationLocation
DisneylandNordstroms
Superior customer service
ServiceService
Burger KingSupermarkets
VarietyVolume
FlexibilityFlexibility
Express Mail, Fedex,One-hour photo, UPS
Rapid deliveryOn-time delivery
TimeTime
Sony TVLexus, CadillacPepsi, Kodak, Motorola
High-performance design or high quality Consistent quality
QualityQuality
U.S. first-class postageMotel-6, Red Roof Inns
Low CostPricePrice
Examples of Distinctive Competencies

• Order winners
Strategy Formulation
• Order qualifiers – Characteristics that customers perceive as minimum standards of acceptability to be considered as a potential purchase• Order winners– Characteristics of an organization’s goods or services that cause it to be perceived as better than the competition
Key External Factors
• Economic conditions• Political conditions• Legal environment• Technology• Competition• Markets
Key Internal Factors
• Human Resources• Facilities and equipment• Financial resources

• Customers• Products and services• Technology• Suppliers
Quality and Time Strategies
• Quality-based strategies– Focuses on maintaining or improving the quality of an organization’s products or services– Quality at the source• Time-based strategies– Focuses on reduction of time needed to accomplish tasks
Operations Strategy and Competitiveness
• Operations
Strategy
• A Framework
for Operations Strategy
• Meeting the
Competitive Challenge
• Productivity
Measurement

Operations Priorities
• Cost
• Quality
• Delivery Speed (Also, New Product Introduction Speed)
• Delivery Flexibility
• Greenness
• Delivery Reliability
• Coping with Changes in Demand
3
Operations Strategy – Strategic Alignment
Customer Needs Corporate Strategy
Operations Strategy
Alignment
CoreCompetencies
Decisions
Processes, Infrastructure, and Capabilities

• Other Product-Specific Criteria
OPERATIONS STRATEGY OBJECTIVES
u TRANSLATE MARKET REQ’M’TS TO SPECIFIC OPERATIONS PRIMARY MISSIONS
u ASSURE OPERATIONS IS CAPABLE TO ACCOMPLISH PRIMARY MISSION.
1) SEGMENT MARKET BY PRODUCT GROUPS2) IDENTIFY PRODUCT REQUIREMENTS3) DETERMINE ORDER WINNERS AND QUALIFIERS4) CONVERT ORDER WINNERS INTO SPECIFIC PERFORMANCE REQMTS
8
A Framework for Organizational Strategy
Customer Needs
New and CurrentProducts
Performance Prioritiesand Requirements
Quality, Dependability, Service
Speed, Flexibility, and Price
Operations & Supplier Capabilities
Technology PeopleSystems R&D CIM JIT TQM Distribution
Support Platforms
Financial Management Human Resource Management Information Management
Enterprise Capabilities
Strategic Vision

Elements of operation strategy
Positioning the production system
A. Product FocusedB. Process Focused
• Product / Service plans• Out sourcing plans• Process technology plans• Strategic allocation of resources• Facility plans
*Capacity plans*Location
Economic DEVELOPING PRODUCTION AND OPERATION STRATEGY
Corporate Mission
Assessment of business condition
Business StrategyDistinctive CompetenciesOr Weaknesses
Product / Service Plans
Competitive priorities
Cost, Time, Quality & Flexibility
Production / operation Strategy
Positioning the production systemProduct / service plansProcess and technology plansStrategic allocation of resourcesFacility Plan, Capacity Plan, Location and Layout.
PoliticalLegal
Social
Market Analysis
Competition
Worn out Prod. System
Automation
Skilled HR
Hi-tech Machines
Dis -advantage in capturing market
Low prod. costDelivery performanceHigh quality products & serviceCustomer service & Flexibility

*Layout
Productivity
A measure of the effective use of resources, usually expressed as the ratio of output to input Productivity ratios are used for Planning workforce requirements Scheduling equipmentfinancial analysis
MIT Commission on Industrial Productivity1985 Recommendations - Still Very Accurate Today
• Less emphasis on short-term financial payoffs and invest more in R&D.• Revise corporate strategies to include responses to foreign competition.– greater investment in people and equipment• Knock down communication barriers within organizations and recognize mutuality of interests with other companies and suppliers.
MIT Commission on Industrial Productivity1985 Recommendations
• Recognize that the labor force is a resource to be
nurtured, not just a cost to be avoided.
• Get back to basics in managing production/
operations.
– Build in quality at the design stage.

– Place more emphasis on process innovations
rather than focusing sole attention on product innovations -
dramatically improve costs, quality, speed, & flex.
U. S. Competitiveness Drivers
• Product/Service Development - NPD
– Teams speed development and enhance
manufacturability
• Waste Reduction (LEAN/JIT Philosophy)
– WIP, space, tool costs, and human effort
• Improved Customer-Supplier Relationships
– Look for Win-Win! Taken from Japanese Keiretsu
• Early Adoption of IT Technology Including
– PC Technology – WWW - ERPS
Productivity

• Partial measures
– output/(single input)
• Multi-factor measures
– output/(multiple inputs)
• Total measure
– output/(total inputs)
Productivity GrowthProductivity Growth
Current Period Productivity – Previous Period Productivity
Previous Period Productivity
Productivity Growth =

Units of output per kilowatt-hourDollar value of output per kilowatt-hour
Energy Productivity
Units of output per dollar inputDollar value of output per dollar input
Capital Productivity
Units of output per machine hourmachine hour
Machine Productivity
Units of output per labor hourUnits of output per shiftValue-added per labor hour
Labor Productivity
Examples of Partial Productivity Examples of Partial Productivity MeasuresMeasures
Factors Affecting Productivity
Capital
Quality
Technology Management

Other Factors Affecting Productivity
• Standardization• Quality• Use of Internet• Computer viruses• Searching for lost or misplaced items• Scrap rates• New workers• Safety• Shortage of IT workers• Layoffs• Labor turnover• Design of the workspace• Incentive plans that reward productivity
Improving Productivity
• Develop
productivity measures
• Determine critical
(bottleneck) operations
• Develop methods
for productivity improvements
• Establish
reasonable goals

• Get management
support
• Measure and
publicize improvements
• Don’t confuse
productivity with efficiency

MODULE 2
Typical Phases of Product Development
• Planning• Concept Development• System-Level Design• Design Detail• Testing and Refinement• Production Ramp-up
Economic Analysis of Project Development Costs
• Using measurable factors to help determine:– Operational design and development decisions– Go/no-go milestones
• Building a Base-Case Financial Model– A financial model consisting of major cash flows– Sensitivity Analysis for “what if” questions
Designing for the Customer
Quality FunctionDeployment
Value Analysis/Value Engineering
Ideal Customer Product
House of Quality

Designing for the Customer: Quality Function Deployment
• Interventional teams from marketing, design engineering, and manufacturing• Voice of the customer• House of Quality
Designing for the Customer: Value Analysis/Value Engineering
• Achieve equivalent or better performance at a lower cost while maintaining all functional requirements defined by the customer
– Does the item have any design features that are not necessary?– Can two or more parts be combined into one?– How can we cut down the weight?– Are there nonstandard parts that can be eliminated?
Design for Manufacturability• Traditional Approach– “We design it, you build it” or “Over the wall”
Concurrent Engineering– “Let’s work together simultaneously”
Design for Manufacturing and Assembly
• Greatest improvements related to DFMA arise from simplification of the product by reducing the number of separate parts:
• During the operation of the product, does the part move relative to all other parts already assembled?
• Must the part be of a different material or be isolated from other parts already assembled?
• Must the part be separate from all other parts to allow the disassembly of the product for adjustment or maintenance?

Product Design
• Standard parts
• Modular design
• Highly capable production systems
• Concurrent
engineering
Measuring Product Development Performance
Measures
Freq. of new products introducedTime to market introductionNumber stated and number completedActual versus planPercentage of sales from new products
Freq. of new products introducedTime to market introductionNumber stated and number completedActual versus planPercentage of sales from new products
Time-to-marketTime-to-market
ProductivityProductivity
QualityQuality
Engineering hours per projectCost of materials and tooling per projectActual versus plan
Engineering hours per projectCost of materials and tooling per projectActual versus plan
Conformance-reliability in useDesign-performance and customer satisfactionYield-factory and field
Conformance-reliability in useDesign-performance and customer satisfactionYield-factory and field
Performance Dimension

Process Design
• Small lot sizes• Setup time reduction• Manufacturing cells• Limited work in process• Quality improvement• Production flexibility• Little inventory storage
Production Flexibility
• Reduce downtime by reducing changeover time• Use preventive maintenance to reduce breakdowns• Cross-train workers to help clear bottlenecks• Use many small units of capacity• Use off-line buffers• Reserve capacity for important customers
Benefits of Small Lot Sizes
Reduces inventory
Less storage space
Less rework
Problems are more apparent
Increases product flexibilityEasier to balance
operations

Quality Improvement
• Autonomation – Automatic detection of defects during production
• Jidoka– Japanese term for autonomation
Personnel/Organizational Elements
• Workers as assets• Cross-trained workers• Continuous improvement• Cost accounting• Leadership/project management
Manufacturing Planning and Control
• Level loading• Pull systems• Visual systems• Close vendor relationships• Reduced transaction processing• Preventive maintenance
Pull/Push Systems
• Pull system : System for moving work where a workstation pulls output from the preceding station as needed. (e.g. Kanban)
• Push system : System for moving work where output is pushed to the next station as it is completed

Kanban Production Control System
• Kanban : Card or other device that communicates demand for work or materials from the preceding station
• Kanban is the Japanese word meaning “signal” or “visible record”
• Paperless production control system
• Authority to pull, or produce comes from a downstream process.
Kanban Formula
N = Total number of containers
D = Planned usage rate of using work center
T = Average waiting time for replenishment of parts plus average production time for a container of parts
X = Policy variable set by management - possible inefficiency in the system
C = Capacity of a standard container
N = DT(1+X)C

Traditional Supplier NetworkTraditional Supplier Network
BuyerBuyer
Supplier
Supplier
Supplier
Supplier Suppl
ierSuppl
ierSuppl
ierSuppl
ier
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier

Product and Service Design
• Major factors in design strategy
– Cost– Quality– Time-to-market– Customer satisfaction– Competitive advantage
Product and service design – or redesign – should be closely tied to an organization’s strategy
Product or Service Design Activities
• Translate customer wants and needs into product and service
requirements
• Refine existing products and services
• Develop new products and services
• Formulate quality goals
• Formulate cost targets
• Construct and test prototypes
• Document specifications
Reasons for Product or Service Design
• Economic• Social and demographic• Political, liability, or legal

• Competitive• Technological
Objectives of Product and Service Design
• Main focus– Customer satisfaction
• Secondary focus– Function of product/service– Cost/profit– Quality– Appearance– Ease of production/assembly– Ease of maintenance/service
Designing For Operations
Taking into account the capabilities of the organization in designing goods and services
Legal, Ethical, and Environmental Issues
• Legal– Product liability– Uniform commercial code
• Ethical– Releasing products with defects
• Environmental– EPA
Regulations & Legal Considerations
• Product Liability - A manufacturer is liable for any injuries or damages caused by a faulty product.

• Uniform Commercial Code - Products carry an implication of merchantability and fitness.
Standardization
• Standardization – Extent to which there is an absence of variety in a product, service or process
• Standardized products are immediately available to customers
Advantages of Standardization
• Fewer parts to deal with in inventory & manufacturing• Design costs are generally lower• Reduced training costs and time• More routine purchasing, handling, and inspection procedures• Orders fallible from inventory• Opportunities for long production runs and automation• Need for fewer parts justifies increased expenditures on perfecting designs and improving quality control procedures.
Disadvantages of Standardization
• Designs may be frozen with too many imperfections remaining.• High cost of design changes increases resistance to improvements.• Decreased variety results in less consumer appeal.
• Mass customization:– A strategy of producing standardized goods or services, but incorporating some degree degree of customization– Delayed differentiation– Modular design

Delayed Differentiation• Delayed differentiation is a postponement tactic– Producing but not quite completing a product or service until customer preferences or specifications are known
Modular Design
Modular design is a form of standardization in which component parts are subdivided into modules that are easily replaced or interchanged. It allows:– easier diagnosis and remedy of failures– easier repair and replacement – simplification of manufacturing and assembly
Reliability
• Reliability : The ability of a product, part, or system to perform its intended function under a prescribed set of conditions• Failure : Situation in which a product, part, or system does not perform as intended• Normal operating conditions : The set of conditions under which an item’s reliability is specified
Improving Reliability
• Component design• Production/assembly techniques• Testing• Redundancy/backup• Preventive maintenance procedures• User education• System design
Product Design
• Product Life Cycles• Robust Design• Concurrent Engineering

• Computer-Aided Design• Modular Design
Robust Design: Design that results in products or services that can function over a broad range of conditions
Taguchi Approach Robust Design
• Design a robust product– Insensitive to environmental factors either in manufacturing or in use.
• Central feature is Parameter Design.
• Determines:– factors that are controllable and those not controllable– their optimal levels relative to major product advances
Degree of Newness
• Modification of an existing product/service• Expansion of an existing product/service• Clone of a competitor’s product/service• New product/service
Degree of Design ChangeType of Design Change
Newness of the organization
Newness to the market
Modification Low Low
Expansion Low Low
Clone High Low

New High High
Phases in Product Development Process
1. Idea generation
2. Feasibility analysis
3. Product specifications
4. Process specifications
5. Prototype development
6. Design review
7. Market test
8. Product introduction
9. Follow-up evaluation
Idea Generation
Ideas Competitor based
Supply chain based
Research based

Reverse Engineering
Reverse engineering is the dismantling and inspecting of a competitor’s product to discover product improvements.
Research & Development (R&D)
• Organized efforts to increase scientific knowledge or product innovation & may involve:
– Basic Research advances knowledge about a subject without near-term expectations of commercial applications.
– Applied Research achieves commercial applications. – Development converts results of applied research into
commercial applications.
Manufacturability
• Manufacturability is the ease of fabrication and/or assembly which is important for:
– Cost– Productivity– Quality
Designing for Manufacturing Beyond the overall objective to achieve customer satisfaction while making a reasonable profit is:
Design for Manufacturing (DFM)
The designers’ consideration of the organization’s manufacturing capabilities when designing a product.The more general term design for operations encompasses services as well as manufacturing
Concurrent Engineering

Concurrent engineering is the bringing together of engineering design and manufacturing personnel early in the design phase.
Computer-Aided Design
• Computer-Aided Design (CAD) is product design using computer graphics.
– increases productivity of designers, 3 to 10 times– creates a database for manufacturing information on
product specifications– provides possibility of engineering and cost analysis on
proposed designs
Product design
• Design for manufacturing (DFM)• Design for assembly (DFA)• Design for recycling (DFR)• Remanufacturing• Design for disassembly (DFD)• Robust design
Recycling
• Recycling: recovering materials for future use• Recycling reasons– Cost savings– Environment concerns– Environment regulations
Service Design
• Service is an act

• Service delivery system– Facilities– Processes– Skills• Many services are bundled with products
• Service design involves– The physical resources needed– The goods that are purchased or consumed by the customer– Explicit services– Implicit services
• Service– Something that is done to or for a customer
• Service delivery system– The facilities, processes, and skills needed to provide a service
• Product bundle– The combination of goods and services provided to a customer
• Service package– The physical resources needed to perform the service
Differences between Product and Service Design
• Tangible – intangible

• Services created and delivered at the same time• Services cannot be inventoried• Services highly visible to customers• Services have low barrier to entry• Location important to service
Phases in Service Design
• Conceptualize• Identify service package components• Determine performance specifications• Translate performance specifications into design specifications• Translate design specifications into delivery specifications
Service Blueprinting
• Service blueprinting– A method used in service design to describe and analyze a proposed service
• A useful tool for conceptualizing a service delivery system
Major Steps in Service Blueprinting
• Establish boundaries

• Identify steps involved• Prepare a flowchart• Identify potential failure points• Establish a time frame• Analyze profitability
Characteristics of Well Designed Service Systems
• Consistent with the organization mission• User friendly• Robust• Easy to sustain• Cost effective• Value to customers• Effective linkages between back operations• Single unifying theme• Ensure reliability and high quality
Challenges of Service Design
• Variable requirements• Difficult to describe• High customer contact• Service – customer encounter
Quality Function Deployment
• Quality Function
Deployment

– Voice of the customer
– House of quality
QFD: An approach that integrates the “voice of the customer” into the
product and service development process.
Operations Strategy
1. Increase emphasis on component commonality
2. Package products and services
3. Use multiple-use platforms
4. Consider tactics for mass customization
5. Look for continual improvement
6. Shorten time to market
Shorten Time to Market
1. Use standardized components
2. Use technology
3. Use concurrent engineering
Process Selection
• Variety– How much
• Flexibility

– What degree• Volume
– Expected output
Process Types
• Job shop– Small scale
• Batch– Moderate volume
• Repetitive/assembly line– High volumes of standardized goods or services
• Continuous– Very high volumes of non-discrete goods
Process design
The complete delineation and description of specific steps in the
production process and the linkage among the steps that will enable
the production system to produce products of the
• desired quality
• required quantity
• at required time
• at the economical cost
Expected by the customer

Types of Process
• Project
• Job Shop
• Batch
• Assembly line
• Continuous
Process Design Interrelationship of Product and Process
Design
Feasibility StudiesFeasibility Studies
Product IdeaProduct Idea
Product DesignProduct DesignProcess DesignProcess Design
Advanced Product PlanningAdvanced Design
Production Process DesignProduct evaluation and improvement
Product use and support
Advanced Product PlanningAdvanced Design
Production Process DesignProduct evaluation and improvement
Product use and support
Organizing the process flowRelation of process Design to
process FlowEvaluating the Process Design
Organizing the process flowRelation of process Design to
process FlowEvaluating the Process Design
To Produce and Market New ProductsTo Produce and Market New Products

Production Technology
• The method or Technique used in Converting the Raw material
into SFG or FG Economically, Effectively and efficiently is
termed as Production Technology.
The Selection of Technology
• Time
• Cost
• Type of Product
• Volume of production
• Expected Productivity
• Technical Complexity involved
• Degree of Human skill required
• Degree of Quality required
• Availability of Technology
• The Degree of Obsolescence expected.
MODULE 3

Facility Planning
• Long range capacity planning,
• Facility location
• Facility layout
Strategic Capacity Planning
Defined
• Capacity can be defined as the ability to hold, receive, store, or
accommodate.
• Strategic capacity planning is an approach for determining
the overall capacity level of capital intensive resources,
including facilities, equipment, and overall labor force size.
Capacity Utilization
Capacity utilization rate = Capacity used Best operating level
• Capacity used
– rate of output actually achieved
• Best operating level
– capacity for which the process was designed

Example of Capacity Utilization
• During one week of production, a plant produced 83 units of a
product. Its historic highest or best utilization recorded was 120
units per week. What is this plant’s capacity utilization rate?
• Answer:
Capacity utilization rate = Capacity used .
Best operating level
= 83/120
=0.69 or 69%
Best Operating Level
Underutilization
Best OperatingLevel
Averageunit costof output
Volume
Overutilization

Economies & Diseconomies of Scale
100-unitplant
200-unitplant 300-unit
plant
400-unitplant
Volume
Averageunit costof output
Economies of Scale and the Experience Curve working
Diseconomies of Scale start working

Capacity Focus
• The concept of the focused factory holds that production
facilities work best when they focus on a fairly limited set of
production objectives.
• Plants Within Plants (PWP) (from Skinner)
– Extend focus concept to operating level
Capacity Flexibility
• Flexible plants
• Flexible processes
• Flexible workers
The Experience Curve
Total accumulated production of units
Cost orpriceper unit
As plants produce more products, they gain experience in the best production methods and reduce their costs per unit.

Capacity Planning
• Frequency of Capacity Additions• External Sources of Capacity
Determining Capacity Requirements
• Forecast sales within each individual product line.• Calculate equipment and labor requirements to meet the
forecasts.• Project equipment and labor availability over the planning
horizon.
Capacity Planning: Balance
Maintaining System Balance
Stage 1 Stage 2 Stage 3
Unitsper
month
6,000 7,000 4,500

Example of Capacity Requirements
A manufacturer produces two lines of mustard, Fancy Fine and Generic line. Each is sold in small and family-size plastic bottles.
The following table shows forecast demand for the next four years.
Year: 1 2 3 4FancyFine
Small (000s) 50 60 80 100Family (000s) 35 50 70 90Generic
Small (000s) 100 110 120 140Family (000s) 80 90 100 110
Example of Capacity Requirements: Equipment and Labor Requirements
Year: 1 2 3 4Small (000s) 150 170 200 240Family (000s) 115 140 170 200
Three 100,000 units-per-year machines are available for small-bottle
production. Two operators required per machine.
Two 120,000 units-per-year machines are available for family-sized-
bottle production. Three operators required per machine.

5-16 Capacity Planning
Year: 1 2 3 4Small (000s) 150 170 200 240Family (000s) 115 140 170 200
Small Mach. Cap. 300,000 Labor 6Family-size Mach. Cap. 240,000 Labor 6
Small
Percent capacity used 50.00%Machine requirement 1.50Labor requirement 3.00Family-size
Percent capacity used 47.92%Machine requirement 0.96Labor requirement 2.88
Question: What are the Year 1 values for capacity, machine, and labor?
150,000/300,000=50% At 1 machine for 100,000, it takes 1.5 machines for 150,000
At 2 operators for 100,000, it takes 3 operators for 150,000
©The McGraw-Hill Companies, Inc., 2001
16
5-17 Capacity Planning
Year: 1 2 3 4Small (000s) 150 170 200 240Family (000s) 115 140 170 200
Small Mach. Cap. 300,000 Labor 6Family-size Mach. Cap. 240,000 Labor 6
Small
Percent capacity used 50.00%Machine requirement 1.50Labor requirement 3.00Family-size
Percent capacity used 47.92%Machine requirement 0.96Labor requirement 2.88
Question: What are the values for columns 2, 3 and 4 in the table below?
56.67%1.703.40
58.33%1.173.50
66.67%2.004.00
70.83%1.424.25
80.00%2.404.80
83.33%1.675.00
17
©The McGraw-Hill Companies, Inc., 2001

Planning Service Capacity
• Time• Location• Volatility of Demand
Capacity Utilization & Service Quality
• Best operating point is near 70% of capacity• From 70% to 100% of service capacity, what do you think
happens to service quality?
Capacity Planning
• Capacity is the upper limit or ceiling on the load that an operating unit can handle.
• The basic questions in capacity handling are:– What kind of capacity is needed?– How much is needed?– When is it needed?
Importance of Capacity Decisions
1. Impacts ability to meet future demands
2. Affects operating costs
3. Major determinant of initial costs
4. Involves long-term commitment
5. Affects competitiveness
6. Affects ease of management
7. Globalization adds complexity
8. Impacts long range planning

Capacity
• Design capacity– maximum output rate or service capacity an operation,
process, or facility is designed for• Effective capacity
– Design capacity minus allowances such as personal time, maintenance, and scrap
• Actual output– rate of output actually achieved--cannot
exceed effective capacity.
Efficiency and UtilizationActual output
Efficiency =Effective capacity
Actual outputUtilization =
Design capacityBoth measures expressed as percentages
Determinants of Effective Capacity
• Facilities
• Product and service factors
• Process factors
• Human factors
• Operational factors
• Supply chain factors
• External factors

Strategy Formulation
• Capacity strategy for long-term demand• Demand patterns• Growth rate and variability• Facilities
– Cost of building and operating• Technological changes
– Rate and direction of technology changes• Behavior of competitors• Availability of capital and other inputs
Key Decisions of Capacity Planning
1. Amount of capacity needed2. Timing of changes3. Need to maintain balance4. Extent of flexibility of facilities
Capacity cushion – extra demand intended to offset uncertainty
Steps for Capacity Planning
1. Estimate future capacity requirements
2. Evaluate existing capacity
3. Identify alternatives
4. Conduct financial analysis
5. Assess key qualitative issues
6. Select one alternative
7. Implement alternative chosen
8. Monitor results

Make or Buy
1. Available capacity
2. Expertise
3. Quality considerations
4. Nature of demand
5. Cost
6. Risk
Developing Capacity Alternatives
1. Design flexibility into systems
2. Take stage of life cycle into account
3. Take a “big picture” approach to capacity changes
4. Prepare to deal with capacity “chunks”
5. Attempt to smooth out capacity requirements
6. Identify the optimal operating level
Economies of Scale
• Economies of scale
– If the output rate is less than the optimal level, increasing
output rate results in decreasing average unit costs
• Diseconomies of scale
– If the output rate is more than the optimal level, increasing
the output rate results in increasing average unit costs

Evaluating Alternatives
Minimumcost
Ave
rag
e co
st p
er
un
it
0 Rate of output
Production units have an optimal rate of output for minimal cost.
Minimum average cost per unit
Evaluating AlternativesMinimum cost & optimal operating rate are
functions of size of production unit.
Ave
rag
e co
st p
er u
nit
0
Smallplant Medium
plant Largeplant
Output rate

Planning Service Capacity
• Need to be near customers
– Capacity and location are closely tied
• Inability to store services
– Capacity must be matched with timing of demand
• Degree of volatility of demand
– Peak demand periods
Assumptions of Cost-Volume Analysis
1. One product is involved
2. Everything produced can be sold
3. Variable cost per unit is the same regardless of volume
4. Fixed costs do not change with volume
5. Revenue per unit constant with volume
6. Revenue per unit exceeds variable cost per unit
Financial Analysis
• Cash Flow - the difference between cash received from sales
and other sources, and cash outflow for labor, material,
overhead, and taxes.
• Present Value - the sum, in current value, of all future cash
flows of an investment proposal.

Calculating Processing Requirements
Location Planning and Analysis
Need for Location Decisions
• Marketing Strategy
• Cost of Doing Business
• Growth
• Depletion of Resources
Product
Annual
Demand
Standard processing time
per unit (hr.)
Processing time
needed (hr.)
#1
#2
#3
400
300
700
5.0 8.0 2.0
2,000 2,400 1,400 5,800
Product
Annual
Demand
Standard processing time
per unit (hr.)
Processing time
needed (hr.)
#1
#2
#3
400
300
700
5.0 8.0 2.0
2,000 2,400 1,400 5,800

Nature of Location Decisions
• Strategic Importance– Long term commitment/costs– Impact on investments, revenues, and operations– Supply chains
• Objectives– Profit potential– No single location may be better than others– Identify several locations from which to choose
• Options– Expand existing facilities– Add new facilities– Move
Making Location Decisions
• Decide on the criteria• Identify the important factors• Develop location alternatives• Evaluate the alternatives• Make selection
Location Decision Factors
1. Regional Factors• Location of raw materials• Location of markets• Labor factors• Climate and taxes
2. Community Considerations• Quality of life• Services• Attitudes• Taxes• Environmental regulations• Utilities • Developer support

3. Multiple Plant Strategies
• Product plant strategy
• Market area plant strategy
• Process plant strategy
4. Site-related Factors
• Land
• Transportation
• Environmental
• Legal
Comparison of Service and Manufacturing Considerations
Manufacturing/Distribution Service/Retail
Cost Focus Revenue focus
Transportation modes/costs Demographics: age,income,etc
Energy availability, costs Population/drawing area
Labor cost/availability/skills Competition
Building/leasing costs Traffic volume/patterns
Customer access/parking

Evaluating Locations• Cost-Profit-Volume Analysis
– Determine fixed and variable costs– Plot total costs– Determine lowest total costs
Location Cost-Volume Analysis• Assumptions
– Fixed costs are constant– Variable costs are linear– Output can be closely estimated– Only one product involved
Evaluating Locations• Transportation Model
– Decision based on movement costs of raw materials or finished goods
• Factor Rating– Decision based on quantitative and qualitative inputs
• Center of Gravity Method– Decision based on minimum distribution costs
Facility Layout
Layout: the configuration of departments, work centers, and
equipment, with particular emphasis on movement of work
(customers or materials) through the system
Importance of Layout Decisions• Requires substantial investments of money and effort• Involves long-term commitments• Has significant impact on cost and efficiency of short-term
operations

The Need for Layout Decisions
Basic Layout Types
Inefficient operationsFor Example:
High CostBottlenecks
Changes in the designof products or services
The introduction of newproducts or services
Accidents
Safety hazards
Changes inenvironmentalor other legalrequirements
Changes in volume of
output or mix ofproducts
Changes in methods
and equipment
Morale problems
The Need for Layout Design

• Product layouts
• Process layouts
• Fixed-Position layout
• Combination layouts
Basic Layout Types• Product layout
– Layout that uses standardized processing operations to achieve smooth, rapid, high-volume flow
• Process layout– Layout that can handle varied processing requirements
• Fixed Position layout– Layout in which the product or project remains stationary,
and workers, materials, and equipment are moved as needed
Advantages of Product Layout
Advantages of Product Layout
Raw materialsor customer
Finished itemStation
2
Station 2
Station 3
Station 3
Station 4
Station 4
Material and/or labor
Station 1
Material and/or labor
Material and/or labor
Material and/or labor
Used for Repetitive or Continuous Processing
Figure 6.4 Product Layout

• High rate of output• Low unit cost• Labor specialization• Low material handling cost• High utilization of labor and equipment• Established routing and scheduling• Routing accounting and purchasing
Disadvantages of Product Layout
• Creates dull, repetitive jobs• Poorly skilled workers may not maintain equipment or quality of
output• Fairly inflexible to changes in volume• Highly susceptible to shutdowns• Needs preventive maintenance• Individual incentive plans are impractical
Dept. A
Dept. B Dept. D
Dept. C
Dept. F
Dept. E
Used for intermittent processingJob Shop or Batch
Process Layout(functional)
Figure 6.7 Process Layout

Advantages of Process Layouts• Can handle a variety of processing requirements• Not particularly vulnerable to equipment failures• Equipment used is less costly• Possible to use individual incentive plans
Disadvantages of Process Layouts• In-process inventory costs can be high• Challenging routing and scheduling• Equipment utilization rates are low• Material handling slow and inefficient• Complexities often reduce span of supervision• Special attention for each product or customer• Accounting and purchasing are more involved
Cellular Layouts• Cellular Production
– Layout in which machines are grouped into a cell that can process items that have similar processing requirements
• Group Technology– The grouping into part families of items with similar design
or manufacturing characteristics
Work Station 1
Work Station 2
Work Station 3
Product Layout(sequential)
Used for Repetitive ProcessingRepetitive or Continuous
Product Layout

Functional vs. Cellular Layouts
Dimension Functional Cellular
Number of moves between departments
many few
Travel distances longer shorterTravel paths variable fixedJob waiting times greater shorterThroughput time higher lowerAmount of work in process
higher lower
Supervision difficulty
higher lower
Scheduling complexity
higher lower
Equipment utilization
lower higher
Other Service Layouts
• Warehouse and storage layouts
• Retail layouts
• Office layouts
Design Product Layouts: Line Balancing
Line Balancing is the process of assigning tasks to workstations in
such a way that the workstations have approximately
equal time requirements.
Cycle Time

Cycle time is the maximum time allowed at each workstation to
complete its set of tasks on a unit.
Determine Maximum Output
Determine the Minimum Number of Workstations Required
Calculate Percent Idle Time
Efficiency = 1 – Percent idle time

Designing Process Layouts
Information Requirements:
1. List of departments
2. Projection of work flows
3. Distance between locations
4. Amount of money to be invested
5. List of special considerations
6. Location of key utilities
Process Layout - work travels to dedicated process centers
Milling
Assembly
& Test
Grinding
Drilling
Plating
Process Layout

MODULE 4 (08 Hours)Capacity Management:Job Design, Ergonomics, Methods Study and Work Measurement, Employee Productivity, Learning Curve, Short-term Capacity Planning Aggregate planning and Capacity requirement planning (Problems in Work Measurement and Short term Capacity Planning)
Design of Work Systems
Job Design, Ergonomics,Methods Study and Work Measurement,
Employee Productivity,
Job Design• Job design involves specifying the content and methods of job
– What will be done– Who will do the job– How the job will bob will be done– Where the job will be done– Ergonomics
Design of Work Systems• Specialization• Behavioral Approaches to Job Design• Teams• Methods Analysis• Motions Study• Working conditions
Job Design SuccessSuccessful Job Design must be:
• Carried out by experienced personnel with the necessary training and background• Consistent with the goals of the organization• In written form• Understood and agreed to by both management and employees

Specialization in Business: AdvantagesTable 7.1
Disadvantages
Behavioral Approaches to Job Design• Job Enlargement
– Giving a worker a larger portion of the total task by horizontal loading• Job Rotation
– Workers periodically exchange jobs• Job Enrichment
– Increasing responsibility for planning and coordination tasks, by vertical loading
For Management:1. Simplifies
training2. High productivity3. Low wage costs
For Labor:
1. Low education andskill requirements2
. Minimumresponsibilities3
. Little mental effortneeded
For Management:
1. Difficult to motivatequality
2. Worker dissatisfaction,possibly resulting inabsenteeism, highturnover, disruptivetactics, poor attentionto quality
For Labor:1. Monotonous work
2. Limited opportunitiesfor advancement
3. Little control over work
4. Little opportunity forself-fulfillment

Motivation and Trust• Motivation
– Influences quality and productivity– Contributes to work environment
• Trust– Influences productivity and employee-management relations
Teams• Benefits of teams
– Higher quality– Higher productivity– Greater worker satisfaction
• Self-directed teams– Groups of empowered to make certain changes in their work process
Methods Analysis• Methods analysis
– Analyzing how a job gets done– Begins with overall analysis– Moves to specific details
Methods AnalysisThe need for methods analysis can come from a number of different sources:
• Changes in tools and equipment• Changes in product design
or new products• Changes in materials or procedures• Other factors (e.g. accidents, quality problems)
Methods Analysis Procedure1. Identify the operation to be studied2. Get employee input3. Study and document current method4. Analyze the job5. Propose new methods6. Install new methods7. Follow-up to ensure improvements have been achieved
Analyzing the Job• Flow process chart
– Chart used to examine the overall sequence of an operation by focusing on movements of the operator or flow of materials
• Worker-machine chart– Chart used to determine portions of a work cycle during which an operator
and equipment are busy or idle

Motion StudyMotion study is the systematic study of the human motions used to perform an operation.
Motion Study Techniques• Motion study principles - guidelines for designing motion-efficient work
procedures• Analysis of therbligs - basic elemental motions into which a job can be broken
down• Micromotion study - use of motion pictures and slow motion to study motions that
otherwise would be too rapid to analyze• Charts
Developing Work Methods1. Eliminate unnecessary motions2. Combine activities3. Reduce fatigue4. Improve the arrangement of the workplace5. Improve the design of tools and equipment
FLOW PROCESS CHARTJob Requisition of petty cash
Details of Method
ANALYST D. Kolb
PAGE1 of 2
Op
erat
ion
M
ove
men
t
Insp
ecti
on
Del
ay
Sto
rag
e
Requisition made by department headPut in “pick-up” basketTo accounting departmentAccount and signature verifiedAmount approved by treasurerAmount counted by cashierAmount recorded by bookkeeperPetty cash sealed in envelopePetty cash carried to departmentPetty cash checked against requisitionReceipt signedPetty cash stored in safety box
Figure 7-2

Working Conditions
Work Measurement • Standard time• Stopwatch time study• Historical times• Predetermined data• Work Sampling
Temperature & Humidity
Ventilation
Illumination
Color
Noise & Vibration
Causes of AccidentsSafety
Work Breaks

Compensation• Time-based system
– Compensation based on time an employee has worked during a pay period• Output-based (incentive) system
– Compensation based on the amount of output an employee produces during a pay period
Form of Incentive Plan• Accurate• Easy to apply• Consistent• Easy to understand• Fair
Compensation• Individual Incentive Plans• Group Incentive Plans• Knowledge-Based Pay System• Management Compensation
Learning Curves• Learning curves : the time required to perform a task decreases with increasing
repetitions
Learning Effect
Tim
e p
er r
epet
itio
n
Number of repetitions

Learning with Improvements
Applications of Learning Curves1. Manpower planning and scheduling2. Negotiated purchasing3. Pricing new products4. Budgeting, purchasing, and inventory planning5. Capacity Planning
Worker Learning Curves
Cautions and Criticisms
Tim
e p
er u
nit
Time
Average Improvements may create ascallop effect in the curve.
A (underqualified)
B (average)
C (overqualified)
Tim
e/cy
cles
One week
Standard time
Training time

• Learning rates may differ from organization to organization• Projections based on learning curves should be viewed as approximations• Estimates based the first unit should be checked for valid times• At some point the curve might level off or even tip upward• Some improvements may be more apparent than real• For the most part, the concept does not apply to mass production
Aggregate Planning• Operations Planning Overview• The hierarchical planning process • Aggregate production planning • Examples: Chase and Level strategies
Operations Planning Overview• Long-range planning
– Greater than three year planning horizon– Usually with yearly increments
• Intermediate-range planning– 1 to 3 years – Usually with monthly or quarterly increments
• Short-range planning– One year – Usually with weekly increments
Master Production SchedulingProduct/Service Schedule
Resource Requirements PlanningMat’ls, Capacity, Manpower
Order SchedulingProduction/Purchases
Workforce &Customer Scheduling
Daily Workforce &Customer Scheduling
Strategic Planning
Sales Planning
Aggregate Planning
Long-range
Intermediate-range
Short-range

Hierarchical Production Planning
Aggregate Planning• Goal: Specify the optimal combination of
– production rate (units completed per unit of time)– workforce level (number of workers)– inventory on hand (inventory carried from previous period)
• Product group or broad category (Aggregation)• Intermediate-range planning period: 6-18 months
Balancing Aggregate Demand and Aggregate Production Capacity
Annual demand byitem and by region
Monthly demandfor 15 months by
product type
Monthly demandfor 5 months by
item
Forecasts needed
Allocatesproduction
among plants
Determinesseasonal plan by
product type
Determines monthly
item productionschedules
Decision ProcessDecision Level
Corporate
Plant manager
Shopsuperintendent
Exhibit 12.2Exhibit 12.2

Key Strategies for Meeting Demand• Chase• Level • Some combination of the two
STRATEGIES ACTIVE WRT DEMAND• USE MARKETING TO SMOOTH DEMAND • EXAMPLES• PRICE
• PRODUCT
• PLACE
• PROMOTION
Proactive Demand Management to Equate Supply and Demand
0
2000
4000
6000
8000
10000
Jan Feb Mar Apr May Jun
45005500
7000
10000
8000
6000
0
2000
4000
6000
8000
10000
Jan Feb Mar Apr May Jun
4500 4000
90008000
4000
6000
Suppose the figure to the right represents forecast demand in units.
Now suppose this lower figure represents the aggregate capacity of the company to meet demand.
What we want to do is balance out the production rate, workforce levels, and inventory to make these figures match up.

Proactive Demand Management to Equate Supply and Demand
Jason Enterprises Aggregate Planning Examples: Unit Demand and Cost Data
0
2000
4000
6000
8000
10000
0
2000
4000
6000
8000
10000
SEASONAL DEMAND - SNOW SKIIS
CONTRA-SEASONAL DEMAND -_______________
0
2000
4000
6000
8000
10000
0
2000
4000
6000
8000
10000
CYCLICAL DEMAND - NEW CARS
CONTRA-CYCLICAL DEMAND -__________________

Capacity Planning• Capacity is the upper limit or ceiling on the load that an operating unit can handle.• The basic questions in capacity handling are:
– What kind of capacity is needed?– How much is needed?– When is it needed?
Importance of Capacity Decisions1. Impacts ability to meet future demands2. Affects operating costs3. Major determinant of initial costs4. Involves long-term commitment5. Affects competitiveness6. Affects ease of management7. Globalization adds complexity8. Impacts long range planning
Capacity• Design capacity
Materials $100/unitHolding costs $10/unit per mo.Marginal cost of stockout $20/unit per mo.Hiring and training cost $50/workerLayoff costs $100/workerLabor hours required . 4 hrs/unitStraight time labor cost/OT $12.50/18.75/hourBeginning inventory 200 unitsProductive hours/worker/day 8.00Paid straight hrs/day 8
Suppose we have the following unit demand and cost information:
Demand/mo Jan Feb Mar Apr May Jun500 600 650 800 900 800
Days per month 22 19 21 21 22

– maximum output rate or service capacity an operation, process, or facility is designed for
• Effective capacity– Design capacity minus allowances such as personal time, maintenance,
and scrap• Actual output
– rate of output actually achieved--cannot exceed effective capacity.
Efficiency and UtilizationActual output
Efficiency =Effective capacity
Actual outputUtilization =
Design capacity
Both measures expressed as percentages
Efficiency/Utilization Example
Determinants of Effective Capacity• Facilities
Actual output = 36 units/day Efficiency = = 90%
Effective capacity 40 units/ day
Utilization = Actual output = 36 units/day = 72%
Design capacity 50 units/day
Design capacity = 50 trucks/dayEffective capacity = 40 trucks/dayActual output = 36 units/day

• Product and service factors• Process factors• Human factors• Operational factors• Supply chain factors• External factors
Strategy Formulation• Capacity strategy for long-term demand• Demand patterns• Growth rate and variability• Facilities
– Cost of building and operating• Technological changes
– Rate and direction of technology changes• Behavior of competitors• Availability of capital and other inputs
Key Decisions of Capacity Planning1. Amount of capacity needed2. Timing of changes3. Need to maintain balance4. Extent of flexibility of facilities
Capacity cushion – extra demand intended to offset uncertainty
Steps for Capacity Planning1. Estimate future capacity requirements2. Evaluate existing capacity3. Identify alternatives4. Conduct financial analysis5. Assess key qualitative issues6. Select one alternative7. Implement alternative chosen8. Monitor results
Make or Buy1. Available capacity2. Expertise3. Quality considerations4. Nature of demand5. Cost6. Risk
Developing Capacity Alternatives 1. Design flexibility into systems

2. Take stage of life cycle into account3. Take a “big picture” approach to capacity changes4. Prepare to deal with capacity “chunks”5. Attempt to smooth out capacity requirements6. Identify the optimal operating level
Economies of Scale• Economies of scale
– If the output rate is less than the optimal level, increasing output rate results in decreasing average unit costs
• Diseconomies of scale– If the output rate is more than the optimal level, increasing the output rate
results in increasing average unit costs
Evaluating Alternatives
Evaluating Alternatives
Minimumcost
Ave
rag
e co
st p
er
un
it
0 Rate of output
Production units have an optimal rate of output for minimal cost.
Figure 5.3
Minimum average cost per unit

Planning Service Capacity• Need to be near customers
– Capacity and location are closely tied• Inability to store services
– Capacity must be matched with timing of demand • Degree of volatility of demand
– Peak demand periods
Cost-Volume Relationships
Minimum cost & optimal operating rate are functions of size of production unit.
Ave
rag
e co
st p
er u
nit
0
Smallplant Medium
plant Largeplant
Output rate
Figure 5.4

Cost-Volume Relationships
Am
ou
nt
($)
0Q (volume in units)
Total cost = VC + FC
Total variable cost (V
C)
Fixed cost (FC)

Cost-Volume Relationships
Break-Even Problem with Step Fixed Costs
Am
ou
nt
($)
Q (volume in units)
0
Tota
l revenue
Am
ou
nt
($)
Q (volume in units)0 BEP units
Profit
Tota
l rev
enue
Total cost
Quantity
FC + VC = TC
FC + VC = TC
FC + VC = TC
Step fixed costs and variable costs.
1 machine
2 machines
3 machines

Break-Even Problem with Step Fixed Costs

Assumptions of Cost-Volume Analysis1. One product is involved2. Everything produced can be sold3. Variable cost per unit is the same regardless of volume4. Fixed costs do not change with volume5. Revenue per unit constant with volume6. Revenue per unit exceeds variable cost per unit
Financial Analysis• Cash Flow - the difference between cash received from sales and other sources,
and cash outflow for labor, material, overhead, and taxes.• Present Value - the sum, in current value, of all future cash flows of an investment
proposal.
Calculating Processing Requirements
$
TC
TC
TCBE
P2
BEP3
TR
Quantity
1
2
3
Multiple break-even points

Product
Annual
Demand
Standard processing time
per unit (hr.)
Processing time
needed (hr.)
#1
#2
#3
400
300
700
5.0 8.0 2.0
2,000 2,400 1,400 5,800
Product
Annual
Demand
Standard processing time
per unit (hr.)
Processing time
needed (hr.)
#1
#2
#3
400
300
700
5.0 8.0 2.0
2,000 2,400 1,400 5,800

MODULE 5 (10 Hours)Materials Management:Scope of Materials Management, functions, information systems for Materials Management, Purchasing functions, Stores Management, Inventory Management, Materials requirement planning, Just in Time (JIT) and Enterprise Resource Planning (ERP), (Problems in Inventory Management and Vendor Selection)
Inventory ManagementInventory
• Types of Inventory Items– Raw materials and purchased parts from outside suppliers.– Components: subassemblies that are awaiting final assembly.– Work in process: all materials or components on the production floor in
various stages of production.– Finished goods: final products waiting for purchase or to be sent to
customers.– Supplies: all items needed but that are not part of the finished product,
such as paper clips, duplicating machine toner, and tools.
The Role of Inventory Management• Inventory Management
– The process of ensuring that the firm has adequate inventories of all parts and supplies needed, within the constraint of minimizing total inventory costs.
• Inventory Costs– Ordering (setup) costs– Acquisition costs– Holding (carrying) costs– Stockout costs
Inventory Costs• Ordering (Setup)
Costs– The costs, usually fixed, of placing an order or setting up machines for
a production run.• Acquisition Costs
– The total costs of all units bought to fill an order, usually varying with the size of the order.
• Inventory-Holding (Carrying) Costs– All the costs associated with carrying parts or materials in inventory.

• Stockout Costs
– The costs associated with running out of raw materials, parts, or finished-goods inventory.
Basic Inventory Management Systems• ABC Inventory Management• Inventory is divided into three dollar-volume categories—A, B, and C—with the
A parts being the most active (largest dollar volume). – Inventory surveillance concentrates most on checking the A parts to guard
against costly stockouts.– The idea is to focus most on the high-annual-dollar-volume A inventory
items, to a lesser extent on the B items, and even less on the C items.
Economic Order Quantity (EOQ)• Economic Order Quantity (EOQ)
– An inventory management system based on a simple formula that is used to determine the most economical quantity to order so that the total of inventory and setup costs is minimized.
– Assumptions:• Constant per unit holding and ordering costs• Constant withdrawals from inventory• No discounts for large quantity orders• Constant lead time for receipt of orders
The Economic Order Quantity Model

Controlling For Quality And Productivity• Quality
– The extent to which a product or service is able to meet customer needs and expectations.
• Customer’s needs are the basic standard for measuring quality• High quality does not have to mean high price.
• ISO 9000– The quality standards of the International Standards Organization.
• Total Quality Management (TQM)– A specific organization-wide program that integrates all the functions and
related processes of a business such that they are all aimed at maximizing customer satisfaction through ongoing improvements.
– Also called: Continuous improvement, Zero defects, Six-Sigma, and Kaizen (Japan)
• Malcolm Baldridge Award– A prize created in 1987 by the U.S. Department of Commerce to recognize
outstanding achievement in quality control management.
Inventory: a stock or store of goodsIndependent Demand
A
B(4)
C(2)
D(2)
E(1)
D(3)
F(2)
Dependent Demand
Independent demand is uncertain. Dependent demand is certain.

Types of Inventories• Raw materials & purchased parts• Partially completed goods called
work in progress• Finished-goods inventories
– (manufacturing firms) or merchandise (retail stores)
• Replacement parts, tools, & supplies• Goods-in-transit to warehouses or customers
Functions of Inventory• To meet anticipated demand• To smooth production requirements• To decouple operations• To protect against stock-outs• To take advantage of order cycles• To help hedge against price increases • To permit operations• To take advantage of quantity discounts
Objective of Inventory Control• To achieve satisfactory levels of customer service while keeping inventory costs
within reasonable bounds– Level of customer service– Costs of ordering and carrying inventory
Effective Inventory Management• A system to keep track of inventory• A reliable forecast of demand• Knowledge of lead times• Reasonable estimates of
– Holding costs– Ordering costs– Shortage costs
• A classification system

Inventory Counting Systems• Periodic System
Physical count of items made at periodic intervals• Perpetual Inventory System
System that keeps track of removals from inventory continuously, thus monitoringcurrent levels of each item
• Two-Bin System - Two containers of inventory; reorder when the first is empty• Universal Bar Code - Bar code
printed on a label that hasinformation about the item to which it is attached
Key Inventory Terms• Lead time : time interval between ordering and receiving the order• Holding (carrying) costs : cost to carry an item in inventory for a length of time,
usually a year• Ordering costs : costs of ordering and receiving inventory• Shortage costs : costs when demand exceeds supply
0
214800 232087768

ABC Classification SystemClassifying inventory according to some measure of importance and allocating control efforts accordingly.A - very importantB - mod. importantC - least important
Cycle Counting• A physical count of items in inventory• Cycle counting management
– How much accuracy is needed?– When should cycle counting be performed?– Who should do it?
Economic Order Quantity Models• Economic order quantity model• Economic production model• Quantity discount model
Assumptions of EOQ Model• Only one product is involved• Annual demand requirements known• Demand is even throughout the year• Lead time does not vary• Each order is received in a single delivery• There are no quantity discounts
The Inventory Cycle
Annual $ value of items
AA
BB
CC
High
Low Few Man
yNumber of Items

Total Cost
Cost Minimization Goal
Profile of Inventory Level Over Time
Quantityon hand
Q
Receive order
Placeorder
Receive order
Placeorder
Receive order
Lead time
Reorderpoint
Usage rate
Time
Annualcarryingcost
Annualorderingcost
Total cost = +
Q2
H DQ
STC = +

Deriving the EOQUsing calculus, we take the derivative of the total cost function and set the derivative (slope) equal to zero and solve for Q.
Minimum Total CostThe total cost curve reaches its minimum where the carrying and ordering costs
are equal.
Economic Production Quantity (EPQ)• Production done in batches or lots• Capacity to produce a part exceeds the part’s usage or demand rate• Assumptions of EPQ are similar to EOQ except orders are received incrementally
during production
Economic Production Quantity Assumptions• Only one item is involved• Annual demand is known• Usage rate is constant
Order Quantity (Q)
The Total-Cost Curve is U-Shaped
Ordering Costs
QO
An
nu
al C
ost
(optimal order quantity)
TCQ
HD
QS
2
Q = 2DS
H =
2(Annual Demand)(Order or Setup Cost)
Annual Holding CostOPT
Q = 2DS
H =
2(Annual Demand)(Order or Setup Cost)
Annual Holding CostOPT

• Usage occurs continually• Production rate is constant• Lead time does not vary• No quantity discounts
Economic Run Size
Total Costs with Purchasing Cost
Total Costs with PD
Annualcarryingcost
Purchasingcost
TC =
+
Q2
H DQ
STC = +
+Annualorderingcost
PD +
QDS
H
p
p u0
2

Total Cost with Constant Carrying Costs
Co
st
EOQ
TC with PD
TC without PD
PD
0 Quantity
Adding Purchasing costdoesn’t change EOQ

When to Reorder with EOQ Ordering• Reorder Point - When the quantity on hand of an item drops to this amount, the
item is reordered• Safety Stock - Stock that is held in excess of expected demand due to variable
demand rate and/or lead time.• Service Level - Probability that demand will not exceed supply during lead time.
Determinants of the Reorder Point• The rate of demand• The lead time• Demand and/or lead time variability• Stockout risk (safety stock)
OC
EOQ
Quantity
Tota
l Co
st
TCa
TCc
TCb
Decreasing Price
CC a,b,c

Safety Stock
Reorder Point
LT Time
Expected demandduring lead time
Maximum probable demandduring lead time
ROP
Qu
anti
ty
Safety stock
ROP
Risk ofa stockout
Service level
Probability ofno stockout
Expecteddemand
Safetystock
0 z
Quantity
z-scale
The ROP based on a normalDistribution of lead time demand

Fixed-Order-Interval Model• Orders are placed at fixed time intervals• Order quantity for next interval?• Suppliers might encourage fixed intervals• May require only periodic checks of inventory levels• Risk of stockout
Fixed-Interval Benefits• Tight control of inventory items• Items from same supplier may yield savings in:
– Ordering– Packing– Shipping costs
• May be practical when inventories cannot be closely monitored
Fixed-Interval Disadvantages• Requires a larger safety stock• Increases carrying cost• Costs of periodic reviews
Single Period Model• Single period model : model for ordering of perishables and other items with
limited useful lives• Shortage cost : generally the unrealized profits per unit• Excess cost : difference between purchase cost and salvage value of items left over
at the end of a period• Continuous stocking levels
• Identifies optimal stocking levels• Optimal stocking level balances unit shortage and excess cost
• Discrete stocking levels• Service levels are discrete rather than continuous• Desired service level is equaled or exceeded
Operations Strategy• Too much inventory
– Tends to hide problems– Easier to live with problems than to eliminate them– Costly to maintain
• Wise strategy– Reduce lot sizes– Reduce safety stock

Economic Production Quantity
Material Requirement Planning and Just In TimeMaterial Requirements Planning Information System
• Inventory control & production planning• Schedules component items when they are needed - no earlier and no later
– Contrast with “order point” replenishment systems
When to Use MRP• Job shop production• Assemble-to-order• Any dependent demand environment
MRP Inputs & Outputs
Inventory Level
Usage UsageP
rodu
ctio
n&
Usa
ge
Pro
duct
ion
& U
sage

Master Production Schedule
Toy Car
Master Production Schedule
MaterialRequirements
Planning
Planned Order Releases
Shop Orders Purchase Orders
ProductStructure
File
InventoryMaster
File
MPS PeriodItem 1 2 3 4 5 6 7 8Clipboard 86 93 119 100 100 100 100 100Lapboard 0 50 0 50 0 50 0 50Lapdesk 75 120 47 20 17 10 0 0Pencil Case 125 125 125 125 125 125 125 125

Assumption: “wheel assembly” is produced as a work-in-process item
Toy Car Product Structure Tree
Toy Car Production Schedule Example
BodyAxles
Wheels
Toy Car
Axel (1)
Wheel Assembly (2)
Body (1)
Wheel (2)

Example Order Release ScheduleItem Number Period
Wheels 28 3
Axles 14 3
Wheel assembly 14 5
Bodies 6 2
Bodies 8 4
Final assembly 6 6
Final assembly 8 8
Rules for Evaluating Toy Car Production Schedules• Final product cannot ship before the required date
– ASAP orders can ship as soon as done
Toy CarLead time = 1
Axel (1)Lead time = 2
Wheel Assembly (2)Lead time = 1
Body(1)Lead time = 4
Wheel (2)Lead time = 1
PeriodItem 1 2 3 4 5 6 7 8 9Car 0 0 0 0 0 0 6 8 0
Master Production Schedule:
Product Structure Tree (includes Bill of Materials info)
Production Schedule
1 2 3 4 5 6 7 8 9 10Final Assembly X 6 X 8Bodies X X 6 8Wheel Assemblies X 14Axles X 14Wheels X 28
Period

• Cost of 4 units for every week late on every car– For ASAP orders, credit of 4 for every week earlier than 5, charge of 4 for
every week later than 5
• Carrying cost of one unit for every part from the time it arrives until the final product ships
• Carrying cost of one unit for every assembly operation from the time it is finished until the final product ships
Cost for Example ScheduleMaster Production Schedule:
Toy Car Exercise
Production Schedule
1 2 3 4 5 6 7 8 9 10Final Assembly X 6 X 8Bodies X X 6 8Wheel Assemblies X 14Axles X 14Wheels X 28
Period
Cost = (28+28+28+16+16) + (14+14+8+8) + (14+8+8) +(6+8) + 4*8Cost = 236

Car Production Schedule
Find the least cost order release and production schedule
Toy CarLead time = 1
Axel (1)Lead time = 2
Wheel Assembly (2)Lead time = 1
Body(1)Lead time = 4
Wheel (2)Lead time = 1
PeriodItem 1 2 3 4 5 6 7 8 9Car 0 0 0 10? 0 0 0 20 0
Master Production Schedule:
1 2 3 4 5 6 7 8 9 10Final AssemblyBodiesWheel AssembliesAxlesWheels
1 2 3 4 5 6 7 8 9 10Final AssemblyBodiesWheel AssembliesAxlesWheels
Toy CarLead time =
1
Axel (1)Lead time = 2
Wheel Assembly (2)Lead time = 1
Body(1)Lead time = 4
Wheel (2)Lead time = 1
PeriodItem 1 2 3 4 5 6 7 8 9Car 0 0 0 10? 0 0 0 20 0
Master Production Schedule
Product Structure Tree
Your Names:
Work sheet
Answer sheet Cost =

Least Cost Production Schedule
For one car:• Wheels(4) and axles(2) wait 2 periods, wheel assemblies(2) and bodies
wait one period: cost=15For 10 ASAP cars add 40 (for 1 week later than target) to 150 to get 190For 20 week 8 cars, cost is 300Least cost total = 490
Real World MRP Inputs– Bill of materials/ Product structure tree, lead times, costs (as in our
exercise)– Existing inventory– Capacity– Lots sizes for efficient production– Equipment downtime– Other uncertainties
Capacity Requirements Planning (CRP)
Toy CarLead time = 1
Axel (1)Lead time = 2
Wheel Assembly (2)Lead time = 1
Body(1)Lead time = 4
Wheel (2)Lead time = 1
PeriodItem 1 2 3 4 5 6 7 8 9Car 0 0 0 10? 0 0 0 20 0
Master Production Schedule:
1 2 3 4 5 6 7 8 9 10Final Assembly X 10 X 20Bodies X X 10 20Wheel Assemblies X 20 X 40Axles X 20,X 40Wheels X 40 X 80

• Computerized system that projects load from material requirements plan
• Creates load profile
• Identifies under-loads and over-loads
Capacity Requirements Planning: Inputs and outputs
Open Loop MRP (MRP I)
MRP plannedorder
releases
Routingfile
Capacityrequirements
planning
Openorders
file
Load profile foreach machine center

Matching Load to Capacity
Dispatch List
Isspecificcapacity
adequate?
MaterialRequirements
(detailed)
Desired MasterProductionSchedule
Realistic?
Priority Control
Priority PlanningProduction Plan
No
Yes
No

Closed Loop MRP (MRP II)
Enterprise Resource Planning (ERP)• Extension of MRP
1 2 3 4 5 6
Time (weeks)
Work an extra shift
Push back
Push back
Pull ahead
Overtime
Hours ofcapacity
Dispatch List
Isspecificcapacity
adequate?
Isaveragecapacity
adequate?
MaterialRequirements
(detailed)
CapacityRequirements
(detailed)
Input/Output
Desired MasterProductionSchedule
Realistic?
Priority Control
Capacity PlanningPriority Planning
Capacity Control
ResourcePlanning
First CutCapacity
Production Plan
NoNo
No
Yes Yes

• Integrates information on all resources needed for running a business– Especially sales, purchasing, and human resources
Just-In-Time• Like MRP – aim is to minimize inventory• But people focus is different
– MRP – computer optimization– JIT – empowerment of workers doing the job
• And inventory technical approach is different– MRP – “push” by computer schedule– JIT – “pull” by need for replenishment as parts are used up
• Experience (e.g. Toyota) favors JIT in many situations– Job shop vs repetitive
Video• JIT implementation at Federal Signal
– Specialty lights for emergency vehicles• During the video, make a list of JIT elements in two categories:
– Technical stuff (e.g. use of Kanban system)– People stuff (e.g. worker ownership)
“Pull” system Production Control
Kanban - Visual Production Control• Kanban maintains discipline of pull production• Kanban card moves with empty and full containers of parts• Production Kanban authorizes production
– And contains production information
The Broader Sense of JIT • Producing only what is needed, when it is needed
Production at Step “2” in controlled by step “3”
Production Step 3
Information Flow
Material Flow
Send more widgets
Production Step 2
Information Flow
Material Flow
Send more widgets

– - eliminate all waste, not just unproductive inventory • An integrated management system.
– JIT’s objective: Improve Profits and R.O.I– “World Class” cost, quality, delivery
Overlap with Quality Philosophies (e.g. TQM)
Some Examples of Waste• Waiting for parts• Counting parts• Multiple inspections• Over-runs in production• Moving parts over long distances• Storing and retrieving inventory• Looking for tools• Machine breakdown• Rework
Effect of JIT on Workers• Multifunction workers• Cross-training• New pay system to reflect skills variety• Teamwork• Suggestion system

MODULE 6 08 Hours)
Production scheduling:Master Production scheduling, detailed scheduling, facility loading sequencing operations, priority sequencing techniques, line balancing and line of balance (LOB),(Problems in Priority sequencing, Johnson’s rule and Line Balancing)
Scheduling • Scheduling: Establishing the timing of the use of equipment, facilities and human
activities in an organization• Effective scheduling can yield
– Cost savings– Increases in productivity
High-Volume Systems• Flow system : High-volume system with Standardized equipment and activities• Flow-shop scheduling : Scheduling for high-volume flow system
Scheduling Manufacturing Operations
High-Volume Success Factors
Work Center #1 Work Center #2 Output
Build AA DoneBuild BB DoneBuild CC DoneBuild DShip
JAN FEB MAR APR MAY JUN
On time!
High-volumeIntermediate-volume
Low-volume Service operations

• Process and product design• Preventive maintenance• Rapid repair when breakdown occurs• Optimal product mixes• Minimization of quality problems• Reliability and timing of supplies
Intermediate-Volume Systems• Outputs are between standardized high-volume systems and made-to-order job
shops– Run size, timing, and sequence of jobs
• Economic run size:
Scheduling Low-Volume Systems• Loading - assignment of jobs to process centers• Sequencing - determining the order in which jobs will be processed• Job-shop scheduling
– Scheduling for low-volume systems with many variations in requirements
Gantt Load Chart• Gantt chart - used as a visual aid for loading and scheduling
Loading
Work Center
Mon. Tues. Wed. Thurs. Fri.
1 Job 3 Job 4 2 Job 3 Job 7 3 Job 1 Job 6 Job 7 4 Job 10
QDS
H
p
p u0
2

• Infinite loading• Finite loading• Vertical loading• Horizontal loading• Forward scheduling• Backward scheduling• Schedule chart
Sequencing• Sequencing : Determine the order in which jobs at a work center will be processed.
• Workstation : An area where one person works, usually with special equipment, on a specialized job.
• Priority rules : Simple heuristics used to select the order in which jobs will be processed.
• Job time : Time needed for setup and processing of a job.
Priority Rules• FCFS - first come, first served• SPT - shortest processing time• EDD - earliest due date• CR - critical ratio• S/O - slack per operation• Rush - emergency
Example 2
Top Priority

Two Work Center Sequencing• Johnson’s Rule : technique for minimizing completion time for a group of jobs to
be processed on two machines or at two work centers.• Minimizes total idle time• Several conditions must be satisfied
Johnson’s Rule Conditions• Job time must be known and constant• Job times must be independent of sequence• Jobs must follow same two-step sequence• Job priorities cannot be used• All units must be completed at the first
work center before moving to second
Johnson’s Rule Optimum Sequence1. List the jobs and their times at each work center2. Select the job with the shortest time3. Eliminate the job from further consideration4. Repeat steps 2 and 3 until all jobs have been scheduled
Scheduling Difficulties• Variability in
3.249.6722.17CR
2.686.3318.33EDD
2.636.6718.00SPT
2.939.0020.00FCFS
AverageNumber ofJobs at theWork Center
AverageTardiness(days)
AverageFlow Time(days)Rule

– Setup times– Processing times– Interruptions– Changes in the set of jobs
• No method for identifying optimal schedule• Scheduling is not an exact science• Ongoing task for a manager
Minimizing Scheduling Difficulties• Set realistic due dates• Focus on bottleneck operations• Consider lot splitting of large jobs
Scheduling Service Operations • Appointment systems
– Controls customer arrivals for service• Reservation systems
– Estimates demand for service• Scheduling the workforce
– Manages capacity for service• Scheduling multiple resources
– Coordinates use of more than one resource
Cyclical Scheduling• Hospitals, police/fire departments, restaurants, supermarkets• Rotating schedules
– Set a scheduling horizon– Identify the work pattern– Develop a basic employee schedule– Assign employees to the schedule
Service Operation Problems• Cannot store or inventory services• Customer service requests are random• Scheduling service involves
– Customers– Workforce– Equipment

MODULE 7 (08 Hours)
Quality Management:Inspection and Quality control, Statistical Quality Control Techniques (Control Charts and acceptance sampling), quality circles Introduction to Total Quality Management (TQM), (Problems in Control Charts)
Objectives• To introduce the quality management process and key quality management
activities• To explain the role of standards in quality management• To explain the concept of a software metric, predictor metrics and control metrics• To explain how measurement may be used in assessing software quality and the
limitations of software measurement
Quality Control
Controlling For Quality And Productivity• Quality
– The extent to which a product or service is able to meet customer needs and expectations.
• Customer’s needs are the basic standard for measuring quality• High quality does not have to mean high price.
• ISO 9000– The quality standards of the International Standards Organization.
Controlling For Quality And Productivity• Total Quality Management (TQM)
– A specific organization-wide program that integrates all the functions and related processes of a business such that they are all aimed at maximizing customer satisfaction through ongoing improvements.
– Also called: Continuous improvement, Zero defects, Six-Sigma, and Kaizen (Japan)
• Malcolm Baldridge Award– A prize created in 1987 by the U.S. Department of Commerce to recognize
outstanding achievement in quality control management.

Checklist 15.1How to Win a Baldridge Award Is the company exhibiting senior executive leadership? Is the company obtaining quality information and analysis? Is the company engaging in strategic quality planning? Is the company developing its human resources? Is the company managing the entire quality process? How does the company measure operational results? Does the company exhibit a customer focus?
Quality Control Methods• Acceptance Sampling
– a method of monitoring product quality that requires the inspection of only a small portion of the produced items.
Example of a Quality Control Chart

Commonly Used Tools for Problem Solving and Continuous Improvement

Fishbone Chart (or Cause-and-Effect Diagram) for Problems with Airline Customer Service

Pareto Analysis Chart
Phases of Quality Assurance
Acceptancesampling
Processcontrol
Continuousimprovement
Inspectionbefore/afterproduction
Inspection andcorrective
action duringproduction
Quality builtinto theprocess
The leastprogressive
The mostprogressive

Inspection• How Much/How Often• Where/When • Centralized vs. On-site
Inspection Costs
Co
st
OptimalAmount of Inspection
Inspection Costs
Cost of inspection
Cost of passingdefectives
Total Cost
Where to Inspect in the Process• Raw materials and purchased parts• Finished products• Before a costly operation• Before an irreversible process• Before a covering process
Inputs
Transformation
Outputs
Acceptancesampling
Processcontrol
Acceptancesampling

Examples of Inspection Points
• Statistical Process Control : Statistical evaluation of the output of a process during production
• Quality of Conformance: A product or service conforms to specifications
Control Chart• Control Chart
– Purpose: to monitor process output to see if it is random– A time ordered plot representative sample statistics obtained from an on
going process (e.g. sample means)– Upper and lower control limits define the range of acceptable variation
Type of business
Inspection points
Characteristics
Fast Food Cashier Counter area Eating area Building Kitchen
Accuracy Appearance, productivity Cleanliness Appearance Health regulations
Hotel/motel Parking lot Accounting Building Main desk
Safe, well lighted Accuracy, timeliness Appearance, safety Waiting times
Supermarket Cashiers Deliveries
Accuracy, courtesy Quality, quantity

Control Chart
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
UCL
LCL
Sample number
Mean
Out ofcontrol
Normal variationdue to chance
Abnormal variationdue to assignable sources
Abnormal variationdue to assignable sources
Statistical Process Control• The essence of statistical process control is to assure that the output of a process is
random so that future output will be random.
Statistical Process Control• The Control Process
– Define– Measure– Compare– Evaluate– Correct– Monitor results
Statistical Process Control• Variations and Control
– Random variation : Natural variations in the output of a process, created by countless minor factors
– Assignable variation : A variation whose source can be identified

Sampling Distribution
Normal Distribution
Control Limits
Samplingdistribution
Processdistribution
Mean
Mean
95.44%99.74%
Standard deviation

SPC Errors• Type I error
– Concluding a process is not in control when it actually is.• Type II error
– Concluding a process is in control when it is not.
Type I Error
Observations from Sample Distribution
Samplingdistribution
Processdistribution
Mean
Lowercontrol
limit
Uppercontrol
limit
Mean
LCL
UCL
/2
/2
Probabilityof Type I error

Control Charts for VariablesVariables generate data that are measured.
• Mean control charts– Used to monitor the central tendency of a process.– X bar charts
• Range control charts– Used to monitor the process dispersion– R charts
Mean and Range Charts
Mean and Range Charts
UCL
LCL
UCL
LCL
R-chart
x-Chart Detects shift
Doe s notdetect shift
(process mean is shifting upward)
SamplingDistribution
Sample number
UCL
LCL
1 2 3 4

x-Chart
UCL
Doe s notreveal increase
Mean and Range Charts
UCL
LCL
LCL
R-chart Reveals increase
(process variability is increasing)SamplingDistribution
Control Chart for Attributes• p-Chart - Control chart used to monitor the proportion of defectives in a process• c-Chart - Control chart used to monitor the number of defects per unit
Attributes generate data that are counted.
Use of p-Charts• When observations can be placed into two categories.
– Good or bad– Pass or fail– Operate or don’t operate
• When the data consists of multiple samples of several observations each
Use of c-Charts• Use only when the number of occurrences per unit of measure can be counted;
non-occurrences cannot be counted.– Scratches, chips, dents, or errors per item– Cracks or faults per unit of distance– Breaks or Tears per unit of area– Bacteria or pollutants per unit of volume– Calls, complaints, failures per unit of time
Use of Control Charts• At what point in the process to use control charts• What size samples to take• What type of control chart to use
– Variables– Attributes

Run Tests• Run test – a test for randomness• Any sort of pattern in the data would suggest a non-random process• All points are within the control limits - the process may not be random
Nonrandom Patterns in Control charts• Trend• Cycles• Bias• Mean shift• Too much dispersion
Counting Above/Below Median Runs (7 runs)
Counting Up/Down Runs (8 runs)
U U D U D U D U U D
B A A B A B B B A A B
Figure 10.12
Figure 10.13
Counting RunsCounting Runs
Process Capability• Tolerances or specifications
– Range of acceptable values established by engineering design or customer requirements
• Process variability– Natural variability in a process
• Process capability– Process variability relative to specification

Process CapabilityLowerSpecification
UpperSpecification
A. Process variability matches specifications
LowerSpecification
UpperSpecification
B. Process variabilitywell w ithin specifications
LowerSpecification
UpperSpecification
C. Process variability exceeds specifications
Figure 10.15
Process Capability Ratio
Process capability ratio, Cp = specification widthprocess width
Upper specification – lower specification6
Cp =

Processmean
Lowerspecification
Upperspecification
1350 ppm 1350 ppm
1.7 ppm 1.7 ppm
+/- 3 Sigma
+/- 6 Sigma
3 Sigma and 6 Sigma Quality3 Sigma and 6 Sigma Quality
Improving Process Capability• Simplify• Standardize• Mistake-proof• Upgrade equipment• Automate

Taguchi Loss Function
Cost
TargetLowerspec
Upperspec
Traditionalcost function
Taguchicost function
Figure 10.17
Limitations of Capability Indexes1. Process may not be stable2. Process output may not be normally distributed3. Process not centered but Cp is used
Additional PowerPoint slides contributed by Geoff Willis, University of Central Oklahoma
Statistical Process Control (SPC)• Invented by Walter Shewhart at Western Electric• Distinguishes between
– common cause variability (random)– special cause variability (assignable)
• Based on repeated samples from a process

Empirical Rule
-3 -1-2 +1 +2 +3
68%
95%
99.7%
Control Charts in General• Are named according to the statistics being plotted, i.e., X bar, R, p, and c• Have a center line that is the overall average• Have limits above and below the center line at ± 3 standard deviations (usually)
Center line
Lower Control Limit (LCL)
Upper Control Limit (UCL)

Variables Data Charts
Variables Data Charts• Process Centering
– X bar chart
– X bar is a sample mean
• Process Dispersion (consistency)– R chart
– R is a sample range
n
XX
n
ii
1
)min()max( ii XXR
X bar charts• Center line is the grand mean (X double
bar)
• Points are X bars
xzXUCL
nx
/
xzXLCL
m
X
X
m
jj
1
RAXUCL 2 RAXLCL 2
-OR-

R Charts• Center line is the grand mean (R bar)• Points are R• D3 and D4 values are tabled according to n (sample size)
Use of X bar & R charts• Charts are always used in tandem• Data are collected (20-25 samples)• Sample statistics are computed• All data are plotted on the 2 charts• Charts are examined for randomness• If random, then limits are used “forever”
Attribute Charts
• c charts – used to count defects in a constant sample size
centerlinem
cc
n
i 1
czcUCL
czcLCL

Attribute Charts• p charts – used to track
a proportion (fraction) defective
centerlinenm
x
m
pp ij
m
j
1
n
ppzpUCL
)1( n
ppzpLCL
)1(
n
xp
n
ii
i
1
Process Capability
The ratio of process variability to design specifications
Upper
Spec
Lower
Spec
Natural data spread
The natural spread of the data is 6σ-1σ +2σ-2σ +1σ +3σ-3σ µ

Training
MQ4Job rotation/quality fatigue at Honda
Quality Measurement

Services/Measurement
STAO3Survey/Efficiency, Admission/Discharge
Inspection Acceptance Sampling
Sampling Plans• Acceptance sampling : Form of inspection applied to lots or batches of items
before or after a process, to judge conformance with predetermined standards• Sampling plans : Plans that specify lot size, sample size, number of samples, and
acceptance/rejection criteria– Single-sampling– Double-sampling– Multiple-sampling

Operating Characteristic Curve
00.10.20.30.40.50.60.70.80.9
1
0 .05 .10 .15 .20 .25
Pro
babi
lity
of
acce
ptin
g lo
t
Lot quality (fraction defective)
3%
Decision Criteria
0
1.00
Pro
babi
lity
of
acce
ptin
g lo
t
Lot quality (fraction defective)
“Good” “Bad”
Ideal
Not verydiscriminating
Figure 10S.2

Sampling Terms• Acceptance quality level (AQL) : the percentage of defects at which consumers
are willing to accept lots as “good”• Lot tolerance percent defective (LTPD) : the upper limit on the percentage of
defects that a consumer is willing to accept• Consumer’s risk : the probability that a lot contained defectives exceeding the
LTPD will be accepted• Producer’s risk : the probability that a lot containing the acceptable quality level
will be rejected
Consumer’s and Producer’s Risk
00.10.20.30.40.50.60.70.80.9
1
0 .05 .10 .15 .20 .25
Pro
babi
lity
of
acce
ptin
g lo
t
Lot quality (fraction defective)
= .10
= .10
“Good”
AQL
“Bad”Indifferent
LTPD
Figure 10S.3

QC Curve for n = 10, c = 1QC Curve for n = 10, c = 1Figure 10S.4
00.10.20.30.40.50.60.70.80.9
1
0 .10 .20 .30 .40 .50
Pro
babi
lity
of
acce
pta
nce
Fraction defective in lot
.9139
.7361
.5443
.3758
.2440.1493
.0860
Average Quality
• Average outgoing quality (AOQ): Average of inspected lots (100%) and uninspected lots
AOQ Pac pN n
N
Pac = Probability of accepting lotp = Fraction defectiveN = Lot sizen = Sample size

Example 2: AOQ0 0
0.05 0.0460.1 0.074
0.15 0.0820.2 0.075
0.25 0.0610.3 0.045
0.35 0.030.4 0.019
0
0.02
0.04
0.06
0.08
0.1
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4
Approximate AOQL = .082
AO
Q (
Fra
cti
on
de
fec
tive
ou
t)
Incoming fraction defective
OC Curves
Pro
ba
bili
ty o
f A
cc
ep
tin
g L
ot
Lot Quality (Fraction Defective)
100%
75%
50%
25%
.03 .06 .09
OC Curves come in various shapes depending on the sample size and risk of and errors
This curve is more discriminating
This curve is less discriminating

Pro
ba
bili
ty o
f A
cc
ep
tin
g L
ot
Lot Quality (Fraction Defective)
100%
75%
50%
25%
.03 .06 .09
This curve distinguishes perfectly between good and bad lots.
The Perfect OC Curve
What would allow you to achieve a curve like this?
OC Curve Terms• Acceptable Quality Level (AQL)
– Percentage of defective items a customer is willing to accept from you (a property of mfg. process)
• Lot Tolerance Percent Defective (LTPD)– Upper limit on the percentage of defects a customer is willing to accept ( a
property of the consumer)• Average Outgoing Quality (AOQ)
– Average of rejected lots and accepted lots• Average Outgoing Quality Limit (AOQL)
– Maximum AOQ for a range of fractions defective

OC Definitions on the CurveP
rob
ab
ility
of
Ac
ce
pti
ng
Lo
t
Lot Quality (Fraction Defective)
100%
75%
50%
25%
.03 .06 .09
= 0.1090%
= 0.10
AQ
L
LT
PD
IndifferentGood Bad
Statistical Quality Control Techniques
Topics covered• Process and product quality• Quality assurance and standards• Quality planning• Quality control
Software quality management• Concerned with ensuring that the required level of quality is achieved in a
software product.• Involves defining appropriate quality standards and procedures and ensuring that
these are followed.• Should aim to develop a ‘quality culture’ where quality is seen as everyone’s
responsibility.
What is quality?• Quality, simplistically, means that a product should meet its specification.• This is problematical for software systems
– There is a tension between customer quality requirements (efficiency, reliability, etc.) and developer quality requirements (maintainability, reusability, etc.);
– Some quality requirements are difficult to specify in an unambiguous way;– Software specifications are usually incomplete and often inconsistent.

The quality compromise• We cannot wait for specifications to improve before paying attention to quality
management.• We must put quality management procedures into place to improve quality in
spite of imperfect specification.
Scope of quality management• Quality management is particularly important for large, complex systems. The
quality documentation is a record of progress and supports continuity of development as the development team changes.
• For smaller systems, quality management needs less documentation and should focus on establishing a quality culture.
Quality management activities• Quality assurance
– Establish organisational procedures and standards for quality.• Quality planning
– Select applicable procedures and standards for a particular project and modify these as required.
• Quality control– Ensure that procedures and standards are followed by the software
development team.• Quality management should be separate from project management to ensure
independence.
Quality management and software development
Software developmentprocess
Quality managementprocess
D1 D2 D3 D4 D5
Standards andprocedures
Qualityplan
Quality review reports
Process and product quality• The quality of a developed product is influenced by the quality of the production
process.• This is important in software development as some product quality attributes are
hard to assess.• However, there is a very complex and poorly understood relationship between
software processes and product quality.

Process-based quality• There is a straightforward link between process and product in manufactured
goods.• More complex for software because:
– The application of individual skills and experience is particularly imporant in software development;
– External factors such as the novelty of an application or the need for an accelerated development schedule may impair product quality.
• Care must be taken not to impose inappropriate process standards - these could reduce rather than improve the product quality.
Process-based quality
Define processDevelopproduct
Assess productquality
Standardiseprocess
Improveprocess
QualityOK
No Yes
Practical process quality• Define process standards such as how reviews should be conducted,
configuration management, etc.
• Monitor the development process to ensure that standards are being followed.
• Report on the process to project management and software procurer.• Don’t use inappropriate practices simply because standards have been established.
Quality assurance and standards• Standards are the key to effective quality management.• They may be international, national, organizational or project standards.• Product standards define characteristics that all components should exhibit e.g.
a common programming style.• Process standards define how the software process should be enacted.
Importance of standards

• Encapsulation of best practice- avoids repetition of past mistakes.
• They are a framework for quality assurance processes - they involve checking compliance to standards.
• They provide continuity - new staff can understand the organisation by understanding the standards that are used.
Product and process standards
Product and process standards
Product standards Process standards
Design review form Design review conduct
Requirements document structure Submission of documents to CM
Method header format Version release process
Java programming style Project plan approval process
Project plan format Change control process
Change request form Test recording process
Problems with standards• They may not be seen as relevant and up-to-date by software engineers.• They often involve too much bureaucratic form filling.• If they are unsupported by software tools, tedious manual work is often involved
to maintain the documentation associated with the standards.
Standards development

• Involve practitioners in development. Engineers should understand the rationale underlying a standard.
• Review standards and their usage regularly. Standards can quickly become outdated and this reduces their credibility amongst practitioners.
• Detailed standards should have associated tool support. Excessive clerical work is the most significant complaint against standards.
ISO 9000• An international set of standards for quality management.• Applicable to a range of organisations from manufacturing to service industries.• ISO 9001 applicable to organisations which design, develop and maintain
products.• ISO 9001 is a generic model of the quality process that must be instantiated for
each organisation using the standard.
ISO 9001
Management responsibility Quality system
Control of non-conforming products Design control
Handling, storage, packaging anddelivery
Purchasing
Purchaser-supplied products Product identification and traceability
Process control Inspection and testing
Inspection and test equipment Inspection and test status
Contract review Corrective action
Document control Quality records
Internal quality audits Training
Servicing Statistical techniques
ISO 9000 certification

• Quality standards and procedures should be documented in an organisational quality manual.
• An external body may certify that an organisation’s quality manual conforms to ISO 9000 standards.
• Some customers require suppliers to be ISO 9000 certified although the need for flexibility here is increasingly recognised.
ISO 9000 and quality management
Project 1quality plan
Project 2quality plan
Project 3quality plan
Project qualitymanagement
Organisationquality manual
ISO 9000quality models
Organisationquality process
is used to develop instantiated as
instantiated as
documents
Supports
Documentation standards• Particularly important - documents are the tangible manifestation of the software.• Documentation process standards
– Concerned with how documents should be developed, validated and maintained.
• Document standards– Concerned with document contents, structure, and appearance.
• Document interchange standards– Concerned with the compatibility of electronic documents.
Documentation process

Createinitial draft
Reviewdraft
Incorporatereview
comments
Re-draftdocument
Proofreadtext
Producefinal draft
Checkfinal draft
Layouttext
Reviewlayout
Produceprint masters
Printcopies
Stage 1:Creation
Stage 2:Polishing
Stage 3:Production
Approved document
Approved document
Document standards• Document identification standards
– How documents are uniquely identified.• Document structure standards
– Standard structure for project documents.• Document presentation standards
– Define fonts and styles, use of logos, etc.• Document update standards
– Define how changes from previous versions are reflected in a document.
Document interchange standards• Interchange standards allow electronic documents to be exchanged, mailed, etc. • Documents are produced using different systems and on different computers.
Even when standard tools are used, standards are needed to define conventions for their use e.g. use of style sheets and macros.
• Need for archiving. The lifetime of word processing systems may be much less than the lifetime of the software being documented. An archiving standard may be defined to ensure that the document can be accessed in future.
Quality planning

• A quality plan sets out the desired product qualities and how these are assessed and defines the most significant quality attributes.
• The quality plan should define the quality assessment process.• It should set out which organisational standards should be applied and, where
necessary, define new standards to be used.
Quality plans• Quality plan structure
– Product introduction;– Product plans;– Process descriptions;– Quality goals;– Risks and risk management.
• Quality plans should be short, succinct documents– If they are too long, no-one will read them.
Software quality attributes
Software quality attributes
Safety Understandability Portability
Security Testability Usability
Reliability Adaptability Reusability
Resilience Modularity Efficiency
Robustness Complexity Learnability
Quality control• This involves checking the software development process to ensure that
procedures and standards are being followed.• There are two approaches to quality control
– Quality reviews;– Automated software assessment and software measurement.
Quality reviews

• This is the principal method of validating the quality of a process or of a product.• A group examines part or all of a process or system and its documentation to find
potential problems.• There are different types of review with different objectives
– Inspections for defect removal (product);– Reviews for progress assessment (product and process);– Quality reviews (product and standards).
Types of review
Review type Principal purpose
Design or programinspections
To detect detailed errors in the requirements, design or code. A checklist ofpossible errors should drive the review.
Progress reviews To provide information for management about the overall progress of theproject. This is b oth a process and a product review and is concerned withcosts, plans and schedules.
Quality reviews To carry out a t echnical analysis of product components or documentation tofind mismatches between the specification and the component design, code ordocumentation and to ensure that defined quality standards have been followed.
Quality reviews

• A group of people carefully examine part or all of a software system and its associated documentation.
• Code, designs, specifications, test plans, standards, etc. can all be reviewed.
• Software or documents may be 'signed off' at a review which signifies that progress to the next development stage has been approved by management.
Review functions• Quality function - they are part of the general quality management process.• Project management function - they provide information for project managers.• Training and communication function - product knowledge is passed between
development team members.
Quality reviews• The objective is the discovery of system defects and inconsistencies.• Any documents produced in the process may be reviewed.• Review teams should be relatively small and reviews should be fairly short.• Records should always be maintained of quality reviews.
Review results• Comments made during the review should be
classified– No action. No change to the software or documentation is
required;– Refer for repair. Designer or programmer should correct an identified
fault;– Reconsider overall design. The problem identified in the
review impacts other parts of the design. Some overall judgement must be made about the most cost-effective way of solving the problem;
• Requirements and specification errors may have to be referred to the client.
Software measurement and metrics• Software measurement is concerned with deriving a numeric value for an attribute
of a software product or process.• This allows for objective comparisons between techniques and processes.• Although some companies have introduced measurement programmes, most
organisations still don’t make systematic use of software measurement.• There are few established standards in this area.
Software metric

• Any type of measurement which relates to a software system, process or related documentation
– Lines of code in a program, the Fog index, number of person-days required to develop a component.
• Allow the software and the software process to be quantified.
• May be used to predict product attributes or to control the software process.• Product metrics can be used for general predictions or to identify anomalous
components.
Predictor and control metrics
Managementdecisions
Controlmeasurements
Softwareprocess
Predictormeasurements
Softwareproduct
Metrics assumptions• A software property can be measured.• The relationship exists between what we can
measure and what we want to know. We can only measure internal attributes but are often more interested in external software attributes.
• This relationship has been formalised and validated.
• It may be difficult to relate what can be measured to desirable external quality attributes.
Internal and external attributes

Reliability
Number of procedureparameters
Cyclomatic complexity
Program size in linesof code
Number of errormessages
Length of user manual
Maintainability
Usability
Portability
The measurement process• A software measurement process may be part of a quality control process.• Data collected during this process should be maintained as an organisational
resource.• Once a measurement database has been established, comparisons across projects
become possible.
Product measurement process
Measurecomponent
characteristics
Identifyanomalous
measurements
Analyseanomalous
components
Selectcomponents to
be assessed
Choosemeasurements
to be made
Data collection

• A metrics programme should be based on a set of product and process data.• Data should be collected immediately (not in retrospect) and, if possible,
automatically.• Three types of automatic data collection
– Static product analysis;– Dynamic product analysis;– Process data collation.
Data accuracy• Don’t collect unnecessary data
– The questions to be answered should be decided in advance and the required data identified.
• Tell people why the data is being collected. – It should not be part of personnel evaluation.
• Don’t rely on memory – Collect data when it is generated not after a project has finished.
Product metrics• A quality metric should be a predictor of
product quality.• Classes of product metric
– Dynamic metrics which are collected by measurements made of a program in execution;
– Static metrics which are collected by measurements made of the system representations;
– Dynamic metrics help assess efficiency and reliability; static metrics help assess complexity, understandability and maintainability.
Dynamic and static metrics• Dynamic metrics are closely related to software quality attributes
– It is relatively easy to measure the response time of a system (performance attribute) or the number of failures (reliability attribute).
• Static metrics have an indirect relationship with quality attributes– You need to try and derive a relationship between these metrics and
properties such as complexity, understandability and maintainability.
Software product metrics

Soft ware metric Description
Fan in/Fan-out Fan-in is a measure of the number of functions or methods that call some other functionor method (say X). Fan-out is the number of functions that are called by function X. Ahigh value for fan-in means that X i s tightly coupled to the rest of the design andchanges to X will have extensive knock-on effects. A high value for fan-out suggeststhat the overall complexity of X m ay be high because of the complexity of the controllogic needed to coordinate the called components.
Length of code This is a measure of the size of a program. Generally, the larger the size of the code of acomponent, the more complex and error-prone that component is likely to be. Length ofcode has been shown to be one of the most reliable metrics for predicting error-proneness in components.
Cyclomatic complexity This is a m easure of the control complexity of a p rogram. This control complexity maybe related to program understandabil ity. I discuss how to compute cyclomaticcomplexity in Chapter 22.
Length of identifiers This is a measure of the average length of distinct identifiers in a p rogram. The longerthe identifiers, the more likely they are to be m eaningful and hence the moreunderstandable the program.
Depth of conditionalnesting
This is a measure of the depth of nesting of if-statements in a program. Deeply nested ifstatements are hard to understand and are potentially error-prone.
Fog index This is a measure of the average length of words and sentences in documents. The higherthe value for the Fog index, the more difficult the document is to understand.
Object-oriented metrics

Object-orientedmetric
Description
Depth of inhe ritancetree
This represents the number of discrete leve ls in the inher itance tree whe re sub-classes inhe rit attributes and operations (methods ) from supe r-classes. Thedeeper the inhe ritance tree, the more complex the design. Many di fferent objectclasses may have to be unde rstood to unde rstand the object classes at the leave sof the tree.
Method fan-in/fan-out
This is directly related to fan-in and fan-ou t as described above and meansessentially the same thing. However , it may be app ropriate to make adistinction between calls from other methods within the object and calls fromexternal methods.
Weighted methodsper class
This is the number of methods that are included in a class we ighted by thecomplexity o f each method. The refore, a simple method may hav e a co mplexityof 1 and a large and complex method a much high er va lue. The larger the valuefor this metric, the more complex the object class. Complex objects are morelikely to be more difficult to under stand . They may not be logically cohesive socanno t be reused effectively as super-classes in an inhe ritance tree.
Number ofove rridingoperations
This is the number of ope rations in a super -class that are ove r-ridden in a sub-class. A h igh va lue for this metric indicates that the super-class used may no t bean app ropriate parent for the sub-class.
Measurement analysis• It is not always obvious what data means
– Analysing collected data is very difficult.• Professional statisticians should be consulted if available.• Data analysis must take local circumstances into account.
Measurement surprises• Reducing the number of faults in a program leads to an increased number of help
desk calls– The program is now thought of as more reliable and so has a wider more
diverse market. The percentage of users who call the help desk may have decreased but the total may increase;
– A more reliable system is used in a different way from a system where users work around the faults. This leads to more help desk calls.

Key points
• Software quality management is concerned with ensuring that software meets its required standards.
• Quality assurance procedures should be documented in an organisational quality manual.
• Software standards are an encapsulation of best practice.• Reviews are the most widely used approach for assessing software quality.• Software measurement gathers information about both the software process and
the software product.• Product quality metrics should be used to identify potentially problematical
components.• There are no standardised and universally applicable software metrics.

MODULE 8 (06 Hours)
Technology Management:Advanced Manufacturing Technology, Automation and Robotics, Managing Technological Change, Applications of Information Technology in POM, Maintenance Management and Total Productive Maintenance
Design for Manufacturability• Designing for Manufacturability (DFM)
– Designing products with ease of manufacturing and quality in mind. DFM Goals:
• Exhibit the desired level of quality and reliability.• Be designed in the least time with the least development cost.
Make the quickest and smoothest transition into production.• Be produced and tested with the minimum cost in the minimum
amount of time.• Satisfy customers’ needs and compete in the marketplace.
• Concurrent Engineering– Designing products in multidisciplinary teams so that all departments
involved in the product’s success contribute to its design.

Rapid Plant Assessment Rating Sheet
World-Class Operations Management Methods• Total Quality Management (TQM)• Just-In-Time (JIT) manufacturing• Computer-Aided Design and Manufacturing (CADCAM)• Flexible Manufacturing Systems (FMS) Computer-Integrated Manufacturing
(CIM), Supply-Chain Management• Enterprise Resource Planning (ERP)

Just-In-Time (JIT)• Just-In-Time (JIT)
– A production control method used to attain minimum inventory levels by ensuring delivery of materials and assemblies just when they are to be used.
– A philosophy of lean or value-added manufacturing manufacturing that aims to optimize production processes by continuously reducing waste.
– A management philosophy that assumes that any manufacturing process that does not add value to the product for the customer is wasteful.
• Seven Wastes and Their Solutions– Overproduction: reduce by producing only what is needed as it is needed.– Waiting: synchronize the workflow.– Transportation: minimize transport with better layouts.– Processing: “Why do we need this process at all?”– Stock: reduce inventories.– Motion: reduce wasted employee motions.– Defective products: improve quality to reduce rework.
Computer-Aided Design and Manufacturing• Computer-Aided Design (CAD)
– A computerized process for designing new products, modifying existing ones, or simulating conditions that may affect the designs.
• Computer-Aided Manufacturing (CAM)– A computerized process for planning and programming production
processes and equipment.
Flexible Manufacturing Systems• Flexible Manufacturing System (FMS)
– The organization of groups of production machines that are connected by automated materials-handling and transfer machines, and integrated into a computer system for the purpose of combining the benefits of made-to-order flexibility and mass-production efficiency.
• Automation– The automatic operation of a system, process, or machine.
Computer-Integrated Manufacturing• Computer-Integrated Manufacturing (CIM)
– The total integration of all production-related business activities through the use of computer systems.
– Automation, JIT, flexible manufacturing, and CAD/CAM are integrated into one self-regulating production system.

The Elements of CIM
Supply Chain Management• Supply Chain Management
– The integration of the activities that procure materials, transform them into intermediate goods and final product, and deliver them to customers.
Trends in Supply Chain Management• Supplier Partnering
– Choosing to do business with a limited number of suppliers, with the aim of building relationships that improve quality and reliability rather than just improve costs.
• Channel assembly– Organizing the product assembly process so that the company doesn’t
send finished products to its distribution channel partners, but instead sends the partners components and modules. Partners become an extension of the firm’s product assembly process.

• Channel Assembly– Organizing the product assembly process so that a company sends its
distribution channel partners components and modules rather than finished products. The partners then become an extension of the firm’s product assembly process.
• Internet Purchasing (e-Procurement)– Vendors interact with other firms via the Internet to accept, place and
acknowledge orders via the Web.
The Supply Chain
Managing Services• Service Management
– A total organization-wide approach that makes quality of service the business’s number one driving force.
• Why Service Management Is Important– Service is a competitive advantage.– Bad service leads to lost customers.– Customer defections drain profits.
• Moment of Truth– The instant when the customer comes into contact with any aspect of a
business and, based on that contact, forms an opinion about the quality of the service or product.
• Cycle of Service– Includes all of the moments of truth experienced by a typical customer,
from first to last.

The Service Triangle (Karl Albrecht)
How to Implement a Service Management Program
Well-ConceivedWell-ConceivedServiceServiceStrategyStrategy
Well-ConceivedWell-ConceivedServiceServiceStrategyStrategy
Customer-Customer-OrientedOriented
Front-line PeopleFront-line People
Customer-Customer-OrientedOriented
Front-line PeopleFront-line PeopleCustomer-FriendlyCustomer-Friendly
SystemsSystems
Customer-FriendlyCustomer-Friendly SystemsSystems
Step I: The Service AuditStep I: The Service AuditStep I: The Service AuditStep I: The Service Audit
Step 2: Strategy DevelopmentStep 2: Strategy DevelopmentStep 2: Strategy DevelopmentStep 2: Strategy Development
Step 3: EducationStep 3: EducationStep 3: EducationStep 3: Education
Step 4: ImplementationStep 4: ImplementationStep 4: ImplementationStep 4: Implementation
Step 5:Step 5: Maintenance—Maintenance—Making the Change PermanentMaking the Change Permanent
Step 5:Step 5: Maintenance—Maintenance—Making the Change PermanentMaking the Change Permanent

Chapter 5Production Technology: Selection and ManagementOverview
• Introduction• Proliferation of Automation• Types of Automation• Automated Production Systems• Factories of the Future• Automation in Services• Automation Issues• Deciding Among Automation Alternatives• Wrap-Up: What World-Class Producers Do
Introduction• In the past, automation meant the replacement of human effort with machine
effort.• Today, automation means integrating a full range of advanced information and
engineering discoveries into production processes for strategic purposes.
Advanced Production Technology• Types of Automation• Automated Production Systems• Factories of the Future• Automation in Services• Automation Issues• Decision Approaches
Types of Automation• Machine Attachments - one operation• Numerically Controlled (N/C) - reads computer or tape inputs• Robots - simulates human movements• Automated Quality Control - verifies conformance to specifications• Auto ID Systems - automatic acquisition of data• Automated Process Control - adjusts processes per set parameters
Automated Production Systems• Automated Flow Lines (Fixed Automation)
– Automated processes linked by automated material transfer• Automated Assembly Systems
– Automated assembly processes linked by automated material transfer• Flexible Manufacturing Systems (FMS)
– Groups of processes, arranged in sequence, connected by automated material transfer, and integrated by a computer system

Volume & Variety of ProductsVolume & Variety
of products Low Volume High Variety Process
(Intermittent)
Repetitive process
(modular)
High Volume Low Variety Process
(Continuous) One or very few units per lot
Project Poor strategy (Fixed costs and cost of changing to other products
Very small runs, high variety
Job shop are high)
Modest runs, modest variety
Disconnected Repetitive
Long runs, modest variations
Poor Strategy
Connected Repetitive
Very long runs, changes in attributes
(High variable costs)
Continuous
Equipment utilization
5%-25% 20%-75% 70%-80%

Process Design Depends on Product Diversity and Batch Size
Bat
ch S
ize
Number of Product Designs
ProductProductFocused,Focused,DedicatedDedicatedSystemsSystems
ProductProductFocused,Focused,
BatchBatchSystemSystem
Process-Focused,Process-Focused, Job ShopJob Shop
CellularCellularManufacturingManufacturing
This is an area of today’s This is an area of today’s automation programsautomation programs

Flexible Manufacturing System
Design Products for Automation• Reduce amount of assembly required..fewer parts• Reduce number of fasteners needed• Design parts to be automatically delivered/positioned• Design for layered assembly... base to top• Design parts to self-align• Design parts into major modules• Increase quality of components to avoid jams
Material-Handling Automation• Automated Storage & Retrieval System (ASRS)
– Receive orders, pick parts, maintain inventory records– Benefits: increase storage density and throughput, reduce labor costs,
improve product quality– Drawbacks: added maintenance costs
• Automated Guided Vehicle (AGVS)– Follows wire or track in floor. Newer versions use sensors placed around
the factory to figure out where they are.• Don’t build monuments to manage inventory!
– Most factories moving towards point-of-use stocks – Receiving docks built all around the exterior of buildings
10001000
100100
1010
11
11 1010 100100 10001000 1000010000 100000100000 10000001000000
GeneralGeneralpurposepurpose
Work cellsWork cellsCIMCIM
FlexibleFlexibleManufacturingManufacturing SystemSystem
FocusedFocusedautomationautomation
Dedicated Dedicated automationautomation
ProductsProducts
VolumeVolume

Computer-Based Systems• Computer-Aided Design (CAD) - Use of computer in interactive engineering
drawing and storage of designs• Computer-Aided Manufacturing (CAM) - Use of computers to program, direct
and control processes• CAD/CAM - merger and interaction between the two systems
Computer Integrated Manufacturing (CIM)
Characteristics of Factories of the Future• High product quality• High flexibility• Fast delivery of customer orders• Changed production economics• Computer-driven and computer-integrated systems• Organization structure changes
Automation in Services• Trend developing toward more-standardized services and less customer contact.• Service standardization brings trade-offs:
– Service not custom-designed for each customer– Price of service reduced, or at least contained
• Banking industry is becoming increasingly automated• Service firm can have a manual/automated mix:
– Manual - “front room” operations– Automated - “back room” operations
ASRSASRS
CAD/CAMCAD/CAM
AGVAGV
Order EntryOrder Entry
AutomatedAutomatedAssemblyAssembly NCNC
MachiningMachining
Incorporates all manufacturing processes

Automation Issues• Not all automation projects are successful.• Automation cannot make up for poor management.• Economic analysis cannot justify automation of some operations.• It is not technically feasible to automate some operations.• Automation projects may have to wait in small and start-up businesses.
Automation Questions• What level of automation is appropriate?• How would automation affect the flexibility of an operation system?• How can automation projects be justified?• How should technological change be managed?• What are some of the consequences of implementing an automation project?
Watch Out For !!!• Success .... many projects are not... high tech skills required to manage advanced
technologies• Technical feasibility.... There always are bugs with new technology• Economic analysis ... include both qualitative and quantitative
Managing Technological Change• Have a master plan for automation.• Recognize the risks in automating.• Establish a new production technology department• Allow ample time for completion of automation.• Do not try to automate everything at once.• People are the key to making automation successful.• Don’t move too slowly in adopting new production technology; you might loose
your competitive edge.
Deciding Among Automation AlternativesThree approaches commonly used in industry:
• Economic Analysis • Rating Scale Approach • Relative-Aggregate-Scores Approach
Economic Analysis• Provides an idea of the direct impact of automation alternatives on profitability.• Break-even analysis and financial analysis are frequently used.• Focus might be on:
– cash flows– variable cost per unit– annual fixed costs– average production cost per unit

Rating Scale ApproachAutomation alternatives are rated using, say, a five-point scale on a variety of factors such as:
• Economic measures• Effect on market share• Effect on quality• Effect on manufacturing flexibility• Effect on labor relations• Amount of time required for implementation• Effect on ongoing production
Relative-Aggregate-Scores Approach• Similar to Rating Scale Approach, but weights are formally assigned to each
factor which permits the direct calculation of an overall rating for each alternative.
Wrap-Up: World-Class Practice• World-Class producers utilize the latest technologies/practices. For example:
– Design products to be automation-friendly– Use CAD/CAM for designing products– Convert fixed automation to flexible automation– Move towards smaller batch sizes– Plan for automation– Build teams to develop automated systems– Justify automation based on multiple factors
MaintenanceIntroduction
• Maintenance – All activities that maintain facilities and equipment in good working order
so that a system can perform as intended• Breakdown maintenance
– Reactive approach; dealing with breakdowns or problems when they occur• Preventive maintenance
– Proactive approach; reducing breakdowns through a program of lubrication, adjustment, cleaning, inspection, and replacement of worn parts
Maintenance Reasons• Reasons for keeping equipment running
– Avoid production disruptions– Not add to production costs– Maintain high quality– Avoid missed delivery dates

Breakdown Consequences• Production capacity is reduced
– Orders are delayed• No production
– Overhead continues– Cost per unit increases
• Quality issues– Product may be damaged
• Safety issues– Injury to employees– Injury to customers
Total Maintenance Cost
Preventive Maintenance• Preventive maintenance : goal is to reduce the incidence of breakdowns or
failures in the plant or equipment to avoid the associated costs• Preventive maintenance is periodic
– Result of planned inspections– According to calendar– After predetermined number of hours
Breakdown andrepair cost
Optimum Amount of preventive maintenance
Co
st
Total Cost
Preventivemaintenance cost

Example S-1
Example S-1 SolutionNumber ofBreakdowns
Frequency ofOccurrence
Expected number ofBreakdowns
0123
.20
.30
.40
.101.00
0.30.80.301.40
Expected cost to repair = 1.4 breakdowns per month X $1000 = $1400Preventive maintenance = $1250PM results in savings of $150 per month
Predictive Maintenance• Predictive maintenance
– An attempt to determine when best to perform preventive maintenance activities
• Total productive maintenance– JIT approach where workers perform preventive maintenance on the
machines they operate
Breakdown Programs
Frequency of breakdown
If the average cost of a breakdown is $1,000, and the cost of preventative maintenance is $1,250 per month, should we use preventive maintenance?
Number of breakdowns
0 1 2 3Frequency of occurrence
.20
.30
.40
.10

• Standby or backup equipment that can be quickly pressed into service• Inventories of spare parts that can be installed as needed• Operators who are able to perform minor repairs• Repair people who are well trained and readily available to diagnose and correct
problems with equipment
Replacement• Trade-off decisions
– Cost of replacement vs cost of continued maintenance– New equipment with new features vs maintenance– Installation of new equipment may cause disruptions– Training costs of employees on new equipment– Forecasts for demand on equipment may require new equipment capacity
• When is it time for replacement?